PiPT
104
PiPT Zagrożenia a rozwój techniki. Zagrożenia, technika a cywilizacja. Własności a struktura materiałów. Unikanie zagrożeń. Podstawowe procesy wytwórcze
-
Upload
omar-welch -
Category
Documents
-
view
25 -
download
0
description
PiPT. Zagrożenia a rozwój techniki. Zagrożenia, te chnika a cy w ilizacja. Wł asno śc i a struktura materia łó w . Unikanie zagrożeń. Podstawowe procesy wytwórcze. PiPT. - PowerPoint PPT Presentation
Transcript of PiPT

PiPT
Zagrożenia a rozwój techniki. Zagrożenia, technika a cywilizacja. Własności a struktura materiałów.
Unikanie zagrożeń.Podstawowe procesy wytwórcze

PiPT
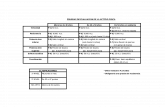
System wytwórczy i jego organizacja. Wyrób i jego cechy. Proces wytwarzania. Ogólna charakterystyka techniki wytwarzania z uwagi na uzyskiwane cechy wyrobu i wymagania stawiane przez proces wytwórczy. Struktura funkcjonalna procesu wytwórczego.

PiPT
Logistyka w wytwarzaniu. Planowanie procesu wytwórczego z uwzględnieniem rozmiaru produkcji, wydajności procesu, różnorodności produkowanych wyrobów. Cele realizowane w procesie wytwórczym. Technologie i techniki wytwarzania materiałów i gotowych wyrobów. Kryteria doboru technologii do określonych zastosowań.

PiPT
Blaszkiewicz, “Podstawy techniki”, eMPi2, 2003 Gronkowska, “Encyklopedia techniki – podstawy
techniki”, WNT, 1994Leksykon naukowo techniczny, WNT, 2001 Dąbrowki, Kowalewski „Zagrożenia
mechaniczne”, CIOP Warszawa 2002 BHP w przedsiebiorstwach transportowych,
Serwałski, Wieczorek , CIOP 1998 Rozporządzenie Rady Ministrów (2005r) w
sprawie wymagań dla maszyn i elementów bezpieczeństwa

PiPT
(z gr. technē, sztuka, umiejętność) to w znaczeniu ogólnym – całokształt środków i czynności wchodzących w zakres działalności ludzkiejzwiązanej z wytwarzaniem dóbr materialnych, a także reguły posługiwania się nimi.
A zagrożenia?

PiPT
• 2000000 p.n.e. – pierwsze próby kształtowania narzędzi kamiennych – Tanzania (Afryka) – pięściak • 1600000 p.n.e. – ogień – Afryka • 1000000 p.n.e. – pierwsze narzędzia kamienne• 600000 p.n.e. – szałas – Japonia • 460000 p.n.e. – oszczep

PiPT
• 35000 p.n.e. – narzędzia z kości i rogu • 35000 p.n.e. – łuk i strzały • 35000 p.n.e. – początki sztuk• 30000 p.n.e. – bumerang • 16000 p.n.e. – astronomia – pierwszy kalendarz księżycowy • 11000 p.n.e. – ceramika – Japonia

PiPT
• 12000 p.n.e. – siekiera rogowa i kamienna • 10000 p.n.e. – pierwszy wypiek chleba • 8800 p.n.e. – rolnictwo i hodowla • sierp• 6300 p.n.e. – łódź z jednego pnia • 6200 p.n.e. – cegła suszona • 6000 p.n.e. – koło • garncarstwo• 5000 p.n.e. – kalendarz – Mezopotamia i Egipt • 4400 p.n.e. – warsztat tkacki • 4000 p.n.e. – początki warzenia piwa

PiPT
Wazy greckie

PiPT
Epoka brązujedna z epok prehistorii, następująca po epoce kamienia, a poprzedzająca epokę żelaza. Epoka ta ma zróżnicowane ramy czasowe, zależne od terenu występowania. Najwcześniej, na Kaukazie i w obszarze Morza Egejskiego , w III tysiącleciu p.n.e., wykształciły się ośrodki, w których opanowano umiejętność obróbki metali. W Egipcie i na Bliskim Wschodzie (za początek epoki brązu przyjmuje się umownie rok 2500 p.n.e., w Europie Południowej 2000 p.n.e., w Polsce 1800 p.n.e..

PiPT
Na przełomie III i II tysiąclecia p.n.e. umiejętność obróbki metali dotarła na ziemie polskie.
Kultury związane z wczesną epoką brązu w zasadzie jeszcze nie znały technologii wytwarzania brązu
jednak pojawiły się pierwsze wytwory z miedzi, srebra i złota pochodzące z importów.

PiPT
Epoka żelaza
to w prehistori okres dziejów ludzkości następujący po epoce brązu, w którym żelazo stało się głównym
surowcem w wytwarzaniu narzędzi.
Najstarsze wyroby z kutego żelaza (głównie pochodzenia meteorytowego), znalezione w Egipcie i Azji Zachodniej, można odnieść na III tysiąclecie p.n.e.. Na szerszą skalę używano żelaza w Babilonii w czasach Hammurabiego
(pierwsza pierwsza połowa XVIII wieku p.n.e.).

PiPT
Epoka żelaza
Pochodzenie metalurgii żelaza oraz problem jej rozprzestrzenienia nie zostały jeszcze całkowicie
wyjaśnione, przeważa pogląd, że wynalazku dokonali Hetyci. W II tysiącleciu p.n.e.przetwórstwo żelaza opierało się już na surowcu uzyskiwanym z rud.

PiPT
budowa dymarskiego pieca :1 .szyb2. wsad (węgiel drzewny + ruda)3. żużel4. łupka żelaz5. dysze

PiPT
• Łupka żelazna
• 1. żużel
• 2. żelazo
• 3. wegiel drzewny

PiPT
Kęs żelaza dymarkowego powstały ze zgrzania łupki

• Podziału techniki można dokonać biorąc pod uwagę dziedzinę zastosowania - na przykład technika budowy maszyn, górnicza, medyczna, rolnicza. (Wszędzie zagrożenia)
Technika jest ściśle związana z produkcją. Wraz z rozwojem techniki oraz postępem nauki nastąpiło rozszerzenie pojęcia techniki na nauki techniczne (między innymi maszynoznawstwo, materiałoznawstwo).
PiPT

Wiedza o sposobach przetwarzania surowców i wytwarzania wyrobów jest nazywana technologią.
Działalnością badawczą w dziedzinie techniki zajmują się nauki techniczne (na przykład fizyka techniczna). Tak zdefiniowana technika stanowi zasadniczy składnik cywilizacji i kultury.
Wiedza, której przedmiotem badań jest technika, to inżynieria.
A jak nazywamy wiedzę o zagrożeniach???
PiPT

PiPT
W drugim znaczeniu technika to umiejętność bądź sposób wykonywania określonych czynności pozwalających na opanowanie kunsztu w innych dziedzinach takich jak sport, sztuka lub rzemiosło (technika walki zapaśniczej,
technika gry na skrzypcach, malowania obrazów itp).
Technika zapobiegania zagrożeniom…

PiPT
Dyscypliny związane z techniką (wszędzie zagrożenia): akustyka architektura i urbanistyka atomistyka automatyka i robotyka biocybernetyka i inżynieria biomedyczna budowa i eksploatacja maszyn budownictwo elektronika elektroniczny sprzęt elektrotechnika radiolokacja geodezja i kartografia górnictwo informatyka

PiPT
inżynieria chemiczna inżynieria materiałowa inżynieria środowiska maszynoznawstwo materiałoznawstwo mechanika motoryzacja metalurgia poligrafia pożarnictwo telekomunikacja radiokomunikacja transport kolejnictwo lotnictwo włókiennictwo

PiPT
Wspołpraca międzynarodowa:
Europejska Agencja Bezpieczeństwa i Zdrowia w Pracy została powołana na podstawie Postanowienia Rady Europy nr 2062/94 z dnia 18 lipca 1994 r. Siedziba w Bilbao.

PiPT
Gromadzenie i rozpowszechnianie w krajach członkowskich Unii Europejskiej (UE) informacji naukowej, technicznej i ekonomicznej; zbiór informacji ma służyć określaniu krajowych priorytetów i programów oraz stanowić punkt wyjścia dla określania priorytetów i programów w skali całej UE.

PiPT
Gromadzenie informacji naukowej, technicznej i ekonomicznej o badaniach w dziedzinie bezpieczeństwa i higieny pracy i innej działalności badawczej związanej z tą tematyką oraz upowszechnianie wyników badań i działalności naukowej.

PiPT
Promocja i działanie na rzecz współpracy oraz wymiany informacji i doświadczeń wśród krajów członkowskich UE w dziedzinie bezpieczeństwa i higieny pracy, w tym informacji o programach szkoleniowych.
Organizacja konferencji i seminariów oraz wymiana ekspertów z krajów członkowskich UE w dziedzinie bezpieczeństwa i higieny pracy.

PiPT
Udostępnianie organom Wspólnoty Europejskiej i krajom członkowskim informacji naukowej, technicznej i ekonomicznej, niezbędnej do formułowania i wdrażania skutecznej polityki w dziedzinie bezpieczeństwa i zdrowia pracowników; w szczególności, udostępnianie Komisji Europejskiej informacji naukowej, technicznej i ekonomicznej niezbędnej w celu realizacji zadań związanych z pracami legislacyjnymi i zasadami postępowania w dziedzinie ochrony bezpieczeństwa i zdrowia pracowników oraz wpływu procesów legislacyjnych na działanie przedsiębiorstw, zwłaszcza małych i średnich.

PiPT
Stworzenie, we współpracy z krajami członkowskimi UE, sieci i koordynowanie jej funkcjonowania, mając na względzie organy i instytucje krajowe, działające w ramach UE oraz międzynarodowe tworzące informacje z zakresu bezpieczeństwa i higieny pracy i świadczące w tej dziedzinie usługi.

PiPT
Gromadzenie i udostępnianie informacji dziedzinie bezpieczeństwa i higieny pracy z krajów trzecich i organizacji międzynarodowych (Światowa Organizacja Zdrowia, Międzynarodowa Organizacja Pracy, Pan-Amerykańska Organizacja Zdrowia, Międzynarodowa Organizacja Morska itp.)

PiPT
Udostępnianie informacji naukowej, technicznej i ekonomicznej o metodach i narzędziach niezbędnych do prowadzenia działań prewencyjnych, ze szczególnym uwzględnieniem specyficznych problemów małych i średnich przedsiębiorstw.
Działanie na rzecz rozwoju przyszłych wspólnych działań programowych Wspólnoty Europejskiej związanych z bezpieczeństwem i ochroną pracy.

PiPT
Udostępnianie informacji naukowej, technicznej i ekonomicznej o metodach i narzędziach niezbędnych do prowadzenia działań prewencyjnych, ze szczególnym uwzględnieniem specyficznych problemów małych i średnich przedsiębiorstw.
Działanie na rzecz rozwoju przyszłych wspólnych działań programowych Wspólnoty Europejskiej związanych z bezpieczeństwem i ochroną pracy.

PiPT
Najważniejsze zagrożenia mechaniczne:
1. Frezowanie drewna (zagrożenie odrzutem materiału obrabianego)Odrzut przedmiotu (lub materiału obrabianego) jest, obok bezpośredniego kontaktu części ciała operatora z pracującym narzędziem skrawającym, najczęstszą przyczyną wypadków ciężkich i śmiertelnych przy obsłudze frezarek do drewna. Sposobem zmniejszenia ryzyka odrzutu może być między innymi stosowanie odpowiednich narzędzi i dobór parametrów technologicznych przy których odrzut występuje rzadziej lub jego energia jest mniejsza.

PiPT
Najważniejsze zagrożenia mechaniczne:
2. Użytkowanie przenośnych pilarek z piłą łańcuchową do drewna.Stwierdzono, że najwięcej wypadków w pierwszej grupie powodowanych jest przez piłę łańcuchową chociaż występują także wypadki powodowane przez czynniki elektryczne i termiczne związane z pilarką. W drugiej grupie przyczynami wypadków są między innymi: praca na wysokości, obalane drzewa, sprężynujące gałęzie lub pnie drzew, spadające gałęzie drzew, napowietrzne linie wysokiego napięcia oraz warunki środowiska pracy (oblodzony i mokry grunt, wiatr, opady atmosferyczne, niska temperatura powietrza).

PiPT
Najważniejsze zagrożenia mechaniczne:
3. Rozpad lub oderwanie się fragmentów wirującego narzędzia do obróbki drewna

PiPT
Najważniejsze zagrożenia mechaniczne:
Wypadki w przedsiębiorstwach Transportowych.Bezpieczeństwo czynne i bierne.
Dla kierowców samochód jest miejscem pracy!

PiPT
Najważniejsze zagrożenia mechaniczne:
Zagrożenia w budownictwie:
Zagrożenie uderzeniem i przygnieceniem przez materiały budowlane: surowce mineralne, materiały budowlane, wyroby budowlane (przy obsłudze podnośników uniwersalnych wciągników, żurawi.

PiPT
Najważniejsze zagrożenia mechaniczne:
Zagrożenia w budownictwie cd.
Zagrożenie przecięciem przez ostre, wystające elementy, ostre krawędzie i naroża, ostrza oraz chropowate, postrzępione powierzchnie narzędzi, maszyn i materiałów, mogące powodować urazy

PiPT
Najważniejsze zagrożenia mechaniczne:
Zagrożenie przecięciem przez ostre, wystające elementy, ostre krawędzie i naroża, ostrza oraz chropowate, postrzępione powierzchnie narzędzi, maszyn i materiałów, mogące powodować urazy

PiPT
Najważniejsze zagrożenia mechaniczne:
Zagrożenie urazami powodowanymi ruchomymi częściami maszyn, narzędziami lub przedmiotami obrabianymi podczas pracy: nożycami mechanicznymi, wiertarkami, szlifierkami:

PiPT
Najważniejsze zagrożenia mechaniczne:
Zagrożenie urazami powodowanymi poślizgnięciami, potknięciami i upadkami na: stanowiskach pracy, przejściach i dojściach, drogach komunikacyjnych, drabinach

PiPT
Najważniejsze zagrożenia mechaniczne:
Zagrożenia urazami powodowanymi upadkami osób i przedmiotów z wysokości

PiPT
Najważniejsze zagrożenia mechaniczne:
Narażenie na hałas pochodzący od: środków transportowych, innych maszyn
Narażenia na promieniowanie i gorące odpryski ciał stałych powstające podczas spawania
Porażenia prądem elektrycznym podczas obsługi urządzeń pod napięciem (instalację elektrycznych, przewodów, osprzętu w postaci gniazd, wtyczek, tablic rozdzielczych).

PiPT
Najważniejsze zagrożenia mechaniczne:
Zagrożenia podczas spawania:
OdpryskiZjonizowane powietrzePary metali,Toksyczne gazy,Możliwości poparzenia, zranienia, etc

PiPT
Euro Normy- 12100-2
Klasyfikacja zagrożeń

PiPT
Euro Normy- 12100-2
Wynikające z kształtu, powodowane przez części maszyn lub elementy obrabiane.
Wynikające z wzajemnego położenia, powodowane przez części maszyn lubelementy obrabiane.

PiPT
Euro Normy- 12100-2
wynikające z masy i stateczności (energii potencjalnej części, które mogą się poruszać pod wpływem siły ciężkości); powodowane przez części maszyn lub elementy obrabiane

PiPT
Euro Normy- 12100-2
wynikające z masy i prędkości (energii kinetycznej części związaną z kontrolowanym lub niekontrolowanym ruchem); powodowane przez części maszyn lub elementy obrabiane.

PiPT
Euro Normy- 12100-2
wynikające z niewystarczającej wytrzymałości mechanicznej (powodowane przez części maszyn lub elementy obrabiane) powodowane przez energię zmagazynowaną w maszynie

PiPT
Euro Normy- 12100-2
Zagrożenie zgnieceniem (zmiażdżeniem)
Zagrożenie ścinaniem, przecięciem
Zagrożenie cięciem lub odcięciem

PiPT
Euro Normy- 12100-2
Zagrożenie wplątaniem
Zagrożenie wciągnięciem lub pochwyceniem
Zagrożenie uderzeniem

PiPT
Euro Normy- 12100-2
Zagrożenie przekłuciem lub przebiciem Zagrożenie starciem lub otarciem
Zagrożenie wytryskiem cieczy pod wysokim ciśnieniem

PiPT
Euro Normy- 12100-2
2 GRUPA ZAGROŻEŃ
Zagrożenia elektryczne

PiPT
Euro Normy- 12100-2
3 Grupa zagrożeń
Zagrożenia termiczne

PiPT
Euro Normy- 12100-2
4 grupa zagrożeń
Zagrożenia hałasem

PiPT
Euro Normy- 12100-2
5. Grupa zagrożeń:Zagrożenia powodowane drganiami mechanicznymi :
Powstające podczas stosowania maszyn prowadzonych ręcznie, powodujące zaburzenia neurologiczne i naczyniowe.
Powodujące drgania całego ciała szczególnie w przypadku niewłaściwej pozycji

PiPT
Euro Normy- 12100-2
6 Grupa zagrożeń
Zagrożenia powodowane promieniowaniem

PiPT
Euro Normy- 12100-2
7 grupa zagrożeń:
Zagrożenia powodowane materiałami i substancjami (i ich składnikami) przetwarzanymi lub stosowanymi w maszynie

PiPT
Euro Normy- 12100-2
8 grupa zagrożeń:Zagrożenia pozostałe

PiPT
Rozporządzenie Rady Ministrów (2005)s
podarki z 1. Maszyna powinna być wykonana w taki sposób, aby nadawała się do realizowania swojej funkcji oraz mogła być w warunkach przewidzianych przez producenta regulowana i konserwowana, nie powodując zagrożenia dla osób wykonujących te czynności .

PiPT
Rozporządzenie Rady Ministrów (2005)s
podarki z
2. W celu przeciwdziałania zagrożeniom, o których mowa w ust. 1, powinny być przedsięwzięte środki mające na celu wyeliminowanie wszelkiego ryzyka wypadku, w tym powstałego w wyniku możliwych do przewidzenia sytuacji odbiegających od normalnych w przewidywanym okresie eksploatacji maszyny, włącznie z jej montażem i demontażem.

PiPT
Rozporządzenie Rady Ministrów (2005)s
podarki z 3. Producent powinien przeanalizować zagrożenia w celu zidentyfikowania wszystkich zagrożeń odnoszących się do danej maszyny oraz ją zaprojektować i wykonać, biorąc pod uwagę dokonaną przez siebie ocenę.

PiPT
Wynalazek to nowe rozwiązanie techniczne,
najczęściej poprzedzone przez pomysł.
Wg prawa patentowego wynalazek to, poddające się ścisłej definicji prawno-technicznej, unikalne rozwiązanie techniczne, nie opatentowane dotychczas.
Czy zawsze przy tej okazji wspomina się o zagrożeniach???

PiPT
Podstawy metalurgii żelaza, stali i stopów, stosowane surowce, technologie topienia i rafinacji, ciągłe odlewanie stali.

PiPT
Podstawy odlewnictwa, technologie modelu i formy, topienie, zalewanie, obróbka wykańczająca, odlewnicze stopy żelaza — staliwa i żeliwa, odlewnicze stopy metali nieżelaznych, struktura i właściwości materiałów lanych, kontrola jakości

PiPT
Podstawy obróbki plastycznej— klasyfikacja procesów obróbki plastycznej, ich specyfika i zakres produkcyjny, zgniot i rekrystalizacja, wpływ parametrów technologicznych na własności wyrobów, kształtowanie własności poprzez obróbkę cieplną— plastyczną. Urządzenia do walcowania, kucia, ciągnienia, tłoczenia i wyciskania.

PiPT
Podstawy odlewnictwa, technologie modelu i formy, topienie, zalewanie, obróbka wykańczająca, odlewnicze stopy żelaza — staliwa i żeliwa, odlewnicze stopy metali nieżelaznych, struktura i właściwości materiałów lanych, kontrola jakości

PiPT
Łączenie metali i stopów, spawanie, zgrzewanie, lutowanie i klejenie materiałów. Przygotowanie elementów do łączenia, oddziaływanie czynników i parametrów technologicznych na właściwości. Materiały dodatkowe do łączenia różnymi technologiami. Obróbka cieplna. Badania złącz spawanych. Nowoczesne metody łączenia i cięcia materiałów. Zasady bhp i ochrony p.poż. przy łączeniu

PiPT
Technologie wytwarzania materiałów niemetalicznych — ceramiki, szkła i kompozytów Symulacyjne metody optymalizacji procesu wytwórczego

PiPT
Przykłady wybranych procesów produkcyjnych w różnych dziedzinach techniki. Podstawowe procesy i technologie przetwarzania różnych postaci energii.

PiPT
Rola matematyki, fizyki, chemii jako podstawy nauk technicznych i analizy zagrożeń:
Przykład:
Opracowanie bezpiecznegopołączenia w bezpiecznej konstrukcji
spawanej np. części nadwozia pojazdu.
Najnowsze dane literaturowe zalecają wprowadzanie Ni i Mo do połączenia spawanego wykonanego ze stali

PiPT
W celu uzyskania podstawowych informacji o materiałach (metalach) należy przeprowadzić (ostrożnie!!!):
Próbę rozciągania Próbę udarności
(techniki pomiarowe, badawcze)

PiPT
Statyczna próba rozciągania
Dla stali:Rm 500 MPaRe 350 MPa

PiPT
Udarność - odporność materiału na złamanie przy uderzeniu. Udarność określa się jako stosunek pracy L potrzebnej na złamanie znormalizowanej próbki z karbem do przekroju pola A poprzecznego tej próbki w miejscu karbu.
Udarność materiałów kruchych jest mała (poniżej 40J), a ciągliwych duża (powyżej 150J). Kryterium “47/47”

PiPT
Młot Charpyi rejestrator energii łamania próbki

PiPT
N, ppm
+20 ºC
+ 20 ºC
-40ºC
-40ºC
a : 1,1% Ni, b: 1,8% Ni; c: 1,8% Ni ; d: 1,1% Ni
KV, J

PiPT
KV, J
N, ppm
0,52% Mo, - 40ºC
0,27% Mo, - 40ºC
0,52% Mo, +20ºC
0,27% Mo, +20ºC

PiPT
Stopiwo 0,8 % Mn i 0,27% Mo, powyżej 70% ferrytu AF
(na górze) przekrój kolumnowych ziaren
(na dole) Przekrój poprzeczny kolumnowych ziaren.

PiPT
U20Ni
= 267,79 - 32,23·Ni - 0,58·N
U 40Ni = 115,55 + 21,23·Ni - 0,54·N
U 20Mo
= (265 - 65,7·Mo - 0,82·N)
U 40Mo
= (135 - 46,2·Mo - 0,46·N)
Ni zawartość niklu w stopiwie, %; Mo zawartość molibdenu w stopiwie, %;
N stężenie azotu w stopiwie, ppm.

PiPT
Przełom ciągliwy próbki udarnościowej ze stopiwa zawierającego 1,8% Ni; złamanej w +20C
W licznych jamkach widoczne liczne wtrącenia niemetaliczne, globularne o wielkości do 0,5 m

PiPT
Fragment przełomu próbki udarnościowej ze stopiwa zawierającego 1,8% Ni; złamanej w temperaturze -60ºC. W środkowej części przełom ciągliwy z
licznymi jamkami i wtrąceniami, na zewnątrz z objawami kruchymi.

PiPT
gran
ica
pla
styc
znoś
ci

PiPTW
ytrz
ymał
ość
sto
piw
a

MOLIBDEN I NIKIEL W STOPIWIE STALOWYCH ELEKTROD
PiPTgr
anic
a p
last
yczn
ości

PiPTw
ytrz
ymał
ość
sto
piw
a

PiPT
Re (fy), [MPa]: = 390 + 23 Mo (5)
Rm (fu), [MPa]: = 476 + 22 Mo (6)
Re (fy), [MPa]: = 390 + 43 Ni (7)
Rm (fu), [MPa]: = 476 + 42 Ni (8)
gdzie:Mn: zawartość molibdenu w stopiwie, [%]Ni: zawartość molibdenu w stopiwie, [%]
Zakładając liniowy wzrost wytrzymałości stopiwa i jego granicy plastyczności w funkcji rosnącej zawartości Mo i Ni w stopiwie, zaproponowano następujące równania:

PiPT
Materiałoznawstwo, technika, zagrożenia:
Nowe materiały maja wpływ na rozwój techniki, a nowoczesna technika wymusza produkcje coraz to nowych materiałów.
Jak powstają nowe materiały?
Jak modyfikować własności fizyczne, mechaniczne, chemiczne, użytkowe materiałów?
Co z zagrożeniami???

PiPT
Co może mieć wspólnego
nowoczesne materiałoznawstwo
z bezpieczeństwem w transporcie?
Co z zagrożeniami w transporcie???
Nanotechnologia????

PiPT
Sieć krystaliczna - sposób wypełnienia atomami przestrzeni tak, że pewna konfiguracja atomów zwana komórką elementarną jest wielokrotnie powtarzana.
Wiele spośród ciał stałych ma budowę krystaliczną, tzn. że atomy, z których się składają ułożone są w ściśle określonym porządku.

PiPT
Cząsteczki, jony i atomy tworzące strukturę kryształu są ułożone w każdym minerale według określonego i stałego porządku. Najmniejszą część tej struktury, zawierającą wszystkie jej
elementy, nazywamy komórką elementarną.
W krystalografii jest to najmniejszy fragment struktury uporządkowanej kryształu. Komórka elementarna powtarza się we wszystkich trzech kierunkach, tworząc zamknietą sieć przestrzenną, której główną cechą jest symetria.

PiPT

PiPT
Polimorfizm
Atomy międzywezłowe i rożnowęzłowe:
Nowe właściwości, np rosnąca zawartość C w stali
Wprowadzając nowe piertwiastki (np C, Si, Mn, Mo, Ni, V, Cr, etc w stali) tworzymy stopy…

PiPT
Stopy jednofazowe lub wielofazowe.
Uklad rownowagowy (likwidus, solidus)

PiPT
Fig 4

PiPT
W stopach wielofazowych występuja:
przemiany fazowe, które możemy modyfikować
Eutektyczna
Eutektoidalna
Perytektyczna
Perytektoidakna
Monotektyczna

PiPT
Eutektyk (eutektyka, mieszanina eutektyczna) - mieszanina dwóch lub więcej faz kryształów o określonym składzie, która wydziela się z roztworów ciekłych lub stopów w określonej temperaturze, zwanej temperaturą eutektyczną.
Jest ona na ogół znacznie niższa od temperatury krzepnięcia czystych składników. Kryształy eutektyku są czystymi kryształami składników lub roztworami stałymi o różnych składach. W tym ostatnim przypadku mówi się o eutektykach roztworów stałych.

PiPT
Przykładowe zastosowania:
Metalowe stopy eutektyczne wykorzystuje się jako materiał na luty spawalnicze.
Mieszaniny eutektyczne ciekłych kryształów są powszechnie wykorzystywane w wyświetlaczach.

PiPT
Ciekłe kryształy – nazwa fazy pośredniej między ciekłym i krystalicznym stanem skupienia materii, którą charakteryzuje zdolność do płynięcia, charakterystyczna dla cieczy i jednocześnie dalekozasięgowe uporządkowanie tworzących ją cząsteczek, podobnie jak to ma miejsce w kryształach.

PiPT
Ciekłe kryształy to związki, które przy ściśle określonej ich proporcji posiadają cechy eutektyków, tzn. pozostają w jednej mezofazie w znacznie szerszym zakresie temperatur, niż każdy z nich z osobna.

PiPT

PiPT


PiPT
Ważnym czynnikiem zapobiegającym awariom przy wytwarzaniu i eksploatacji konstrukcji przeznaczonych do pracy w ujemnych temperaturach jest:
właściwy dobór technologii, elektrod spawalniczych analiza własności plastycznych stopiwa i całych spawanych połączeń.

PiPT
Podsumowanie:
Tworząc nowe metale, lub nadając im nowe własności dla potrzeb wsółczesnej techniki wykorzystujemy wiedze na temat:
Polimorfizmu
Atomów międzywezłowych i rożnowęzłowych
Stopów jedno i wielofazowych
Układów równowagowych