第六章 製程能力分析
65
第第第 第第第第第第
description
第六章 製程能力分析. 6.1 簡介 6.2 自然公差界限與規格界限 6.3 利用直方圖或機率圖來做製程能力分析 6.4 製程能力指標 6.5 量具和量測能力研究 6.6 組件裝配之問題 6.7 MINITAB 範例. 6.1 簡介. 製程能力分析( Process Capability Analysis )泛指在產品週期中,以統計技術來協助產品的設計開發與製造活動,將製程變異量化、分析與產品規格相比的製程變異,進而消除或降低這些變異。 用於製程能力分析的統計技術包含 直方圖( Histograms )或 - PowerPoint PPT Presentation
Transcript of 第六章 製程能力分析

第六章 製程能力分析

• 6.1 簡介• 6.2 自然公差界限與規格界限• 6.3 利用直方圖或機率圖來做製程能力分析• 6.4 製程能力指標• 6.5 量具和量測能力研究• 6.6 組件裝配之問題• 6.7 MINITAB 範例

6.1 簡介 • 製程能力分析( Process Capability Analysis )泛指在產品週期中,以統計技術來協助產品的設計開發與製造活動,將製程變異量化、分析與產品規格相比的製程變異,進而消除或降低這些變異。• 用於製程能力分析的統計技術包含
– 直方圖( Histograms )或– 機率圖( Probability Plots ),– 管制圖( Control Charts )與– 實驗設計( Experimental Design )。

• 製程能力( Process Capability )泛指製程的均一性( Uniformity ),當製程在統計管制狀態下所呈現的能力。• 一般我們所討論製程的變異可分為兩方面:
– 在特定時間製程的關鍵品質特性的自然變異( Natural Variability )或固有變異( Inherent Variability ),又稱為瞬時變異( Instantaneous Variability )。
– 在製造過程期間製程的關鍵品質特性的變異。

6.2 自然公差界限與規格界限6.2.1 自然公差界限
定義 6.2.1
上自然公差界限 下自然公差界限其中, 為製程平均數, 為製程標準差。
3UNTL
3LNTL

在常態分配上自然公差界限與下自然公差界限
3 3LNTL= -3 UNTL= +3
0.99730.00135 0.00135

6.2.2 規格界限 • 規格( Specification )是過程( Process ),產品( Product ),零件( Component )與零組件( Subassemblies )的品質特性的要求值 。• 上規格界限 USL ( Upper Specification Limit )
– 過程或產品的品質特性的最大允許值。• 下規格界限 LSL ( Lower Specification Limit )
– 過程或產品的品質特性的最小允許值。• 目標值( Target Value )
– 與過程或產品的品質特性一致的量測值,或稱為品質特性的名目值( Nomonal )。

6.2.3 自然公差與規格供差的關係 • 自然公差( Natural Tolerance )
– 上自然公差界限減下自然公差界限 。– 自然公差為製程在穩定狀態下,製程品質特性的分配的 6 倍標準差。
• 規格公差( Specification Tolerance )– 上規格界限減下規格界限 USL-LSL
• 自然公差與規格公差有三種關係
6 UNTL LNTL

• 自然公差小於規格公差 ( < USL-LSL) 6
3 3LSL USL
LNTL= -3 UNTL= +3

• 自然公差等於規格公差 ( = USL-LSL) 6
LSL USL3 3
LNTL= -3 UNTL= +3

• 自然公差大於規格公差 ( > USL-LSL) 6
LSL USL3 3
LNTL= -3 UNTL= +3

6.3 利用直方圖或機率圖來做製程能力分析 6.3.1 直方圖

【例題 6.1 】 表 6.1 為某電腦公司所生產筆記型電腦的重量資料,樣本數為 =100 ,試製作出其次數直方圖,並說明直方圖如何用於估計製程能力。
表 6.1 筆記型電腦的重量資料2.35
22.37
42.38
12.38
72.39
32.39
82.40
42.41
12.41
92.43
12.35
62.37
52.38
22.38
82.39
42.39
92.40
42.41
12.42
02.43
22.36
02.37
62.38
32.38
82.39
42.39
92.40
42.41
22.42
12.43
32.36
32.37
72.38
32.38
92.39
52.39
92.40
52.41
32.42
32.43
52.36
42.37
72.38
32.39
02.39
52.40
02.40
62.41
42.42
42.43
62.36
72.37
82.38
42.39
02.39
62.40
02.40
72.41
52.42
52.43
72.36
82.37
82.38
52.39
12.39
72.40
12.40
82.41
52.42
62.43
82.37
02.37
92.38
62.39
22.39
72.40
22.40
82.41
62.42
62.44
02.37
22.38
02.38
62.39
22.39
72.40
32.40
92.41
62.42
82.44
32.37
32.38
12.38
62.39
22.39
82.40
32.41
02.41
82.42
92.44
7

【解】我們先計算以上資料的樣本平均數與樣本標準差:
故其製程能力可簡略估計為 在繪製直方圖時,我們首先將資料由小到大排序,最大值減最小值稱為全距 R ,所以全距 R 為 R=2.449-2.352=0.097 ,再將資料範圍分為幾個區間,在這裡我們分為 11 個區間,則區間的寬度為 ,再計算每個區間的觀察值個數,每個區間的觀察值個數稱為次數( Frequency ),若將次數除以總觀察次數 n 稱為相對次數。
1 2.39937
n
ix
xx
n 2
1 0.02121
n
ii
x xs
n
3 2.39937 3 0.0212 2.39937 0.0636 2.38, 2.42x s
0.097 0.00882 0.0111 11R

表 6.2 筆記型電腦重量的次數表區間 次數 相對次數 累積相對次數2.345-2.3552.355-2.3652.365-2.3752.375-2.3852.385-2.395
1461517
0.010.040.060.150.17
0.010.050.110.260.43
2.395-2.4052.405-2.4152.415-2.4252.425-2.4352.435-2.4452.445-2.455
201210861
0.200.120.100.080.060.01
0.630.750.850.930.991.00
總和 100 1.00

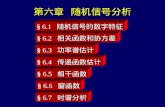
圖 6.4 直方圖 筆記型電腦重量
次 數
2.442.422.402.382.36
20
15
10
5
0

6.3.2 機率圖 • 優點
– 可用來評估資料是否服從所給定的分配,若樣本點的散佈近似一條直線,則此資料的分配服從常態分配,若樣本點的散佈不是近似一條直線,則資料的分配不是服從常態分配。 – 可以用來估計分配的平均數與標準差,因此可估計製程良率與製程不良率。– 機率圖只要中樣本數就可產生很合理的結果。

【例題 6. 2 】利用例題 6.1 的資料繪出常態機率圖,檢定其資料是否服從常態分配,並利用常態機率圖估計製程平均數 μ 與製程標準差 σ 。
【解】 首先將筆記型電腦重量的資料由小到大排序,並計算其相對的樣本累積分配 如下表 6.3 。
表 6.3 0.5 100j
j 1234…99100
2.3522.3562.3602.363…2.4432.447
0.0050.0150.0250.035…0.9850.995
( )jx j-0.5 100

將 與 成對的值繪製在常態機率紙上,所繪製的常態機率圖如圖 6.5 。
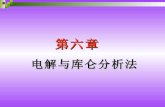
圖 6-5 筆記型電腦重量的常態機率圖
( )jx 0.5 100j
筆記型電腦重量
累積
百分
比
2.4752.4502.4252.4002.3752.350
99.9
99
959080706050403020105
1
0.1
Mean
0.688
2.399StDev 0.02120N 100AD 0.265P-Value
常態機率圖

圖 6.5 為 Mnitab 套裝軟體所繪製的筆記型電腦重量資料的常態機率圖,圖 6-5 筆記型電腦重量的常態機率圖所繪出的樣本點的散佈近似一條直線,故我們可以說筆記型電腦的重量服從常態分配。從圖 6.5 的常態機率圖,我們亦可以估計製程平均數 μ 與製程標準差 σ ,常態分配的平均數 μ 為第 50 分位數,因此從圖 6.5 我們可以得到製程平均數 μ 的估計值為 ,常態分配的標準差 σ 為第 84 分位數與第 50 分位數的差,因此從圖 6.5 我們亦可得到製程標準差 σ 的估計值為 ,這些估計值與例題 6.1 所計算出的樣本平均數 與樣本標準差 相當接近。
ˆ 2.4
ˆ 84 - 50 =2.421-2.4=0.021 第 分位數 第 分位數
2.39937x 0.0212s

6.4 製程能力指標 • 製程能力是將在穩定或統計製程管制狀態下的製程輸出與規格界限相比較,以說明製程能力有多好。• 製程能力指標是將穩定製程的自然公差( 6 倍標準差)與製程規格公差( USL-
LSL )相比較,以決定製程是否有能力。• 製程能力指標只適用於計量的資料上。

6.4.1 製程能力指標 定義 6.4.1當製程平均值 μ 為已知時,
當製程平均值 μ 未知時,且製程能力分析是以 或管制圖之資料進行分析時,則以 來估計製程平均值,此時 Ca 的估計值為
其中 為第 i 組樣本的樣本平均數, k 為樣本組組數
%1002/)(
LSLUSLmCa
Rx Sx
1
k
ii
xx
k
%1002/)(
ˆ
LSLUSLmxCa
1
n
ijj
i
xx
n
aC

aC
%25.6aC
%5.12%25.6 aC
%0.25%5.12 aC
%0.50%0.25 aC
aC%0.50
等級 值 處置原則 A 製程為穩定狀態,繼續保持。
B
檢查人員或機具狀態,改善並調整製程方式,可改進至A級。
C
加強員工訓練、檢討產品規格及作業標準,找出原因並改善。
D
全面檢討產品規格設計及製程,必要時停止生產,避免生產出大量不良品。E 停止生產。

【例題 6.3 】某活塞環的規格為 mm ,
四月生產製程狀況為 mm ; 五月生產製程狀況為 mm ; 六月生產製程狀況為 mm ,求此三個月的 值。【解】 USL=12+0.15=12.15 ; LSL=12-0.15=11.85 ; (USL-LSL)/2=0.15四月份的值: (B 級 ) 五月份的值: (C 級 )六月份的值: (A 級 )
15.01214.0990.11ˆ3 x
12.0971.11ˆ3 x
11.0005.12ˆ3 x aC
11.990 12100% 100% 6.667%( ) / 2 0.15a
x mC
USL LSL
四月
11.971 12100% 100% 19.333%( ) / 2 0.15a
x mC
USL LSL
五月
12.005 12100% 100% 3.333%( ) / 2 0.15a
x mC
USL LSL
六月

6.4.2 製程能力指標 pC
定義 6.4.2當製程平均值 與製程標準差 已知時,
( 雙邊規格 )
( 僅有上規格 )
或 ( 僅有下規格 )
6LSLUSLC p
3
USL
puC
3LSL
plC

當製程平均值 μ 與製程標準差 σ 未知時,且製程能力分析是以 管制圖之資料進行分析時, Cp 的估計值為 ( 雙邊規格 )
或 ( 單邊規格 )
其中 是樣本數 n 的函數,可由表?查得。
X R
2
6
ˆ
dR
LSLUSLC p
23
ˆ
dR
xUSLpuC
23
ˆ
dRLSLx
plC
)(
2REd

若製程能力分析是以 管制圖之資料進行分析時,此時Cp 的估計值為 ( 雙邊規格 )
或 ( 單邊規格 )
其中 是樣本數 n
的函數,可由表?查得。
X S
4
6ˆ
csLSLUSLC p
4
ˆ3
puUSL xC
sc
4
ˆ3
plx LSLC
sc
!12
1
!12
12
21
21
2)(4
n
n
nn
n
nSEc

• USL 及 LSL 之設定與不良率有以下關係: 規格界線 在規格界限內的百分比 不良率 (每百萬個 )
±1σ 30.23 697700
±2σ 69.13 608700
±3σ 93.32 66810
±4σ 99.379 6210
±5σ 99.9767 233
±6σ 99.99966 3.4

pC67.1
67.133.1 pC
33.100.1 pC
00.167.0 pC
67.0pC
等級 Cp值 處置原則A
製程非常穩定,繼續保持。
B
製程穩定,可縮小規格公差,可以改進至A級,以生產更高級的產品。
C尚可,但需立即改進,並不要使品質惡化。
D
製程能力不足,需檢討規格設計及作業標準並採取緊急措施,必要時停止生產。E
實施產品全檢,並停止生產。

• Cp 值之倒數為另一個衡量製程能力的指標,稱為製程能力比率 (Process Capability Ratio) ,其可解釋公差被製程所佔用的百分比。定義如下: 一般而言,標準的製程能力比率是 0.75 ,越小越好。
LSLUSLCC
pr
61

【例題 6.4 】某零食重量規格為 g ,一月份生產實際狀況為
g ;二月份生產實際狀況為 g ;三月份生產實際狀況為 g ,求此三個月的 值與 值。【解】上規格界限 USL=170+7.7=177.7下規格界限 LSL=170-7.7=162.3一月份的值: (B級 )
7.7170 0.6172ˆ3 x
177.7 162.3 1.283ˆ6 6.063
pUSL LSLC
1 1 0.7791.283r
pC
C
0.7169ˆ x
0.8172ˆ x pC rC

二月份的值: (B級 )
三月份的值: (D級 )
177.7 162.3 1.100ˆ6 7.063
pUSL LSLC
1 1 0.9091.100r
p
CC
177.7 162.3 0.9625ˆ6 8.063
pUSL LSLC
1 1 1.0390.9625r
p
CC

6.4.3 製程能力指標定義 6.4.3當製程平均值 μ 與製程標準差 σ 已知時,
,其中 可用來製程平均值偏離規格中心所造成製程的潛在能力損失大小的衡量,
,
min( , ) min( , ) (1 ) (1 )3 3pk pl pu p p a
LSL USLC C C C k C C
2a
mk C
USL LSL
0 k ppk CC
pkC

當製程平均值 μ 與製程標準差 σ 未知,且製程能力分析是以 管制圖之資料進行分析時,則以 來估計製程標準差,若製程能力分析是以 管制圖之資料進行分析時,則以 來估計製程標準差,以 來估計製程平均值,此時 之估計值為
,
X R2
ˆ Rd
X S
4
ˆ sc
pkC
ˆ0 k ppk CC ˆˆ
1ˆ
k
ii
xx
k
ˆpCˆ
pkC ˆmin ,plC ˆpuC ˆ1 k ˆ
pC ˆ1 aC

6
LSL=40 USL=52=m=46
2
1.00
1.00p
pk
C
C
圖 6-9(a)
6
LSL=40 USL=52 m=46 =48
2
1.00
0.67p
pk
C
C
圖 6-9(b)
6
LSL= =40 USL=52 m=46
2
1.00
0.00p
pk
C
C
圖 6-9(c)
=36
6
LSL=40 USL=52m =46
2
1.00
0.67p
pk
C
C
圖 6-9(d)

等級 Cpk值 處置原則
A++
製程能力非常好,可考慮縮小規格以獲得顧客之信賴及高品質的形象或可因此改變其他生產方式以降低成本。A+ 繼續保持。A
需進行品質改善以降低變異,可提升至 A+
級。B
檢討製程管理並改善,提高品質,必要時停止生產。C
利用全檢或資料分析等方法找出問題並徹底解決,必要時停止生產。D
實施產品全檢,執行製程改善,並停止生產,以免生產出大量的不良品。
33.100.1 pkC
00.167.0 pkC
67.133.1 pkC
00.267.1 pkC
pkC00.2
67.0pkC

【例題 6.5 】某飲料公司,其飲料填裝規格為 g ,若實際從產品中抽出 10 個資料如下,求其製程能力指標 、 、 及 值。
【解】上規格界限 USL=300+3=303下規格界限 LSL=300-3=297規格中心
樣本 1 2 3 4 5 6 7 8 9 10
重量 300.5
301.6
301.6
300.2
300.0
298.9
299.0
300.0
301.2
301.0
3300aC pC rC pkC
303 299 3002 2
USL LSLm

樣本標準差 σ 的估計值為
(C 級 )
(C級 )
(C級 )
9695.094.0946.8
9)4.3000.301()4.3006.301()4.3006.301()4.3005.300(ˆ
2222
s
%333.13%1002/)297303(
3004.300%1002/)(
LSLUSLmxCa
303 297 1.0315ˆ6 6 0.9695pUSL LSLC
ˆ6 6 0.9695 0.9695303 297rC
USL LSL
{ , } (1 )
2 2 300 300.4(1 ) 1.0315(1 ) 0.8939303 297
pk pl pu p
p
C min C C C k
m xC
USL LSL

6.4.4 製程能力指標• 圖 6.10 製程能力指標 的兩個製程 1pkC
=49
=1
USL=52LSL=40 T=46
=46
=2B
A
B
B
A
A
pmC

2 22 E X T E X T
定義 6.4.4當製程平均值 μ 與製程標準差 σ 已知時,
,其中 2)(266 T
LSLUSLLSLUSLpmC
2 22 E X T E X T
2 2 222E X T X T T

當製程平均值 μ 與製程標準差 σ 未知時,且製程能力分析是以 管制圖之資料進行分析時,則以 估計製程標準差 σ ,若製程能力分析是以 管制圖之資料進行分析時,則以 來估計製程標準差 σ ,以 來估計製程平均值 μ ,此時 之估計值為
或
2
ˆ Rd
X R
X S
4
ˆ sc
1ˆ
k
ii
xx
k
pmC
22
2
)()(6
ˆ
TxdR
LSLUSLC pm
22
4
)()(6
ˆ
Txcs
LSLUSLCpm

【例題 6.6 】承以上例題 6.5 ,若目標值 T 為 300.5g ,求製程能力指標 值為何?
【解】 製程能力指標
pmC
2 2 22
ˆ6 ( )ˆ ˆ6
pmUSL LSL USL LSLC
s x TT
2 2
303 297 6 1.02606 0.94996 0.9695 (300.4 300.5)

【例題 6.7 】 試計算出圖 6.10 所考慮的二個製程 A 與 B 的製程能力指標 值?【解】製程 A
製程 B
製程 A 比製程 B 較能生產出符合規格與目標值的產品。
pmC
2 22
52 40 12 1126 2 06
pmUSL LSLC
T
2 2 22
52 40 0.636 1 36
pmUSL LSLC
T

6.4.5 製程能力指標 • 當製程平均值偏離目標值 T ,亦即 時,使用新的製程能力指標 會比製程能力指標指標 來
的敏感。
pkmC)()( LSLUSL
pkmC pmC
定義 6.4.5當製程平均值 μ 與製程標準差 σ 已知時,
其中 ,
2 2 2
1, (1 )( ) 3 ( ) 1
pkm p2 2
USL LSLC min C k3 T T p
2
11
pkCp
LSLUSLm
k
2
T
p

當製程平均值 μ 與製程標準差 σ 未知時,且製程能力分析是以 管制圖之資料進行分析時,則以 來估計製程標準差 σ ,若製程能力分析是以 管制圖之資料進行分析,則以 來估計製程標準差 σ ,以 來估計製程平均值 μ ,此時 之估計值
為
X R2
ˆ Rd
X S
4
ˆ sc
1ˆ
k
ii
xx
k
pkmC
2 2
2 2
ˆ min ,( ) ( ) 3 ( ) ( )
pkm2 2
USL x x LSLCR R3 x T x Td d

• 由定義可以看出當 m和 μ 的距離越大,則製程能力指標 值會越小;另外若製程平均值 μ和製程目標值 T 的距離越 大,則製程能力指標值 也會越小,故程能力指標 同時受到規格中心m和目標值 T 的影響,對於製程的表現程度也較高。
或2 2
4 4
ˆ min ,( ) ( ) 3 ( ) ( )
pkm2 2
USL x x LSLCs s3 x T x Tc c
pkmC
pkmCpkmC

6.4.6 指標 • 當製程穩定且產品品質特性數據資料符合常態分配或近似常態分配時可用來代表以上製程能力指標的通式,為 For
d A. Spiring 於 1997年整理而得。
pwC
定義 6.4.6當製程平均值 μ 與製程標準差 σ 已知時,
與其他的指標關係式如下:(1)當 時,則(2)當 時,則
22 )(6 Tw
LSLUSLC pw
0w ppw CC
1w pmpw CC

(3) 當 ,則(4) 當 ,則其中 ,
當製程平均值 μ 與製程標準差 σ 未知時,且製程能力分析是以 管制圖之資料進行分析時,則以 估計製程標準差 σ ,
2 2
(2 ) ,0(1 )k kw k
k p
pkpw CC
2 2
2 2
1 (1 ) ,0(1 )p kw k
k p
pmkpw CC
T
p
LSLUSLm
k
2
X R2
ˆ Rd

若製程能力分析是以 管制圖之資料進行分析,則以 來估計製程標準差 σ ,以 來估計製程平均值 μ ,此時 之估計值為
或
X S
4
ˆ sc
1ˆ
k
ii
xx
k
pwC
2 2
2
ˆ
6 ( ) ( )pw
USL LSLCR w x Td
22
4
)()(6
ˆ
Txwcs
LSLUSLCpw

6.4.7 非常態分配的製程能力指標• 製程能力指標
– Clements , 1989年– 定義:
其中 與 分別代表第 0.135百分位數與第 99.865百分位數。
( )pC q
0.99865 0.00135
( )pUSL LSLC q
00135.0 99865.0

• 製程能力指標– , 1996年 – 定義:
其中 為製程的目標值, 通常未知,我們可以用 值來估計
pcC
onLuce~
2USL LSLT TXE
c
TXE
LSLUSLC pc
26
n
ii Tx
nc
1
1

6.5 量具和量測能力研究• 假設隨機變數 ,隨機變數 ,且X與 ε 相互獨立,因此隨機變數 Y 亦是常態分配,亦即 。
2, ProductX N 2, GaugeN
2 2, Product GaugeY N
定義 6.5.1
其中, 為所觀察到的總變異、 為產品本身的變異、 為量具上的變異。
2 2 2Total Product Gauge
2Total 2
Product
2Gauge

【例題 6.8 】 某公司利用量測儀器量測其生產的 20 個產品的重量,由同一個操作員使用相同的量測儀器量測每件產品二次所得資料如表 6.8所示,試繪製 管制圖與 R 管制圖,並對 管制圖與 R 管制圖在量測能力分析方面作解釋,最後估計量測誤差的標準差 。【解】 圖 6.11顯示這些資料的 管制圖與 R 管制圖, 管制圖,在量測能力分析方面 管制圖用來解釋量測儀器或量具的區別能力,若 管制圖顯示在失控狀態,則表示產品間有差異, R 管制圖顯示量測誤差的大小或量具的能力,若 R 管制圖顯示在失控狀態,則表示操作員在使用量測儀器上有困難或不熟練,若 R 管制圖顯示在管制狀態,則表示操作員可以很熟練使用量測儀器。 量測誤差的標準差 的估計值為 。 其中 可從附表 8 中查到 n=2 的 。
XX
Gauge
XX
XX
Gauge2
1.1ˆ 0.9751.128Gauge
Rd
2d 2 =1.128d

圖 6.11 例子 6.8 量測能力分析的 管制圖與 R 管制圖
Sample
Sam
ple
Mea
n
191715131197531
52
51
50
49
48
__X=50.25
UCL=52.344
LCL=48.156
Sample
Sam
ple
Rang
e
191715131197531
4
3
2
1
0
_R=1.113
UCL=3.637
LCL=0
X

• 一般實務應用而言,我們會利用規格寬度或是允差範圍來估計量具能力。 • 測誤差通常是近似常態分配,因此 是量具能力的一個好的估計, 和允差範圍的比值稱為精確 - 允差比率或是 P/
T 比率。• 若 P/T 比率小於或等於 0.1 ,則可以稱此量具有足夠的量測能力。
6 Gauge6 Gauge
定義 6.5.2P/T 比率: ˆ6 GaugeP
T USL LSL

• 重複性 (Repeatability)– 在短時間內,由同一個操作員使用相同的量測程序,在相同的位置,使用相同的量測儀器或量具重複量測同一件產品、零件或項目所得到量測變異 。– 重複性是反應量測儀器或量具本身固有的精密度。
• 再現性 (Reproducibility)– 由不同的操作員(或不同的環境,或不同的時間,或不同的條件)使用相同的量測儀器或量具量測相同的產品、零件或項目多次所得之變異。
定義 6.5.32 2 2 2Measurement Error Gauge Repeatability Reproducibility

圖 6.14 量具的準確度與精密度
機 率 密 度
值
參考值準確度
精密度

【例題 6.9 】 表 6.9 為某公司抽檢 20 個產品,在三個不同的操作員使用相同的量具量測相同的產品的兩次量測值,若產品的上規格界限( USL )為 100 ,下規格界限( LSL )為 10 ,試求出其量具重複性的標準差 、量具再現性的標準差 、量具誤差的標準差 及 P/T 比率。 【解】
因此量具重複性標準差的估計值為
RepeatabilityReproducibility
Gauge
9333.038.2
375.095.01.1
3321
RRRR
2
0.9333ˆ 0.82741.128Repeatability
Rd

因此量具再現性標準差的估計值為
量具誤差的變異數的估計值為
所以量具誤差的標準差的估計值為
25.50,,max 321max xxxx
825.49,,min 321min xxxx
max min 0.425xR x x
2
0.425ˆ 0.2511.693
xReproducibility
Rd
2ˆGauge 2ˆ
0.6846Repeatability
2 2 2ˆ (0.8274) (0.251)
0.0630 0.7476Reproducibility
ˆ 0.7476 0.8646Gauge

因此量具的 P/T 比率為 ˆ6 6(0.8646) 5.1876/ 0.0576
100 10 90GaugeP T
USL LSL

6.6 組件裝配之問題6.6.1 組件的分配
• 若組件是由兩個或兩個以上的零件所組成的( 如下圖 ) ,且成線性組合。

【例題 6.10 】若有一組件規格為 cm ,由以下 5 個零件線性連接組成,其零件尺寸假設為獨立常態分配,其分配如下,則組件符合規格的機率為何?
15.055.10
21
22
23
24
25
~ (1.0,0.02 )
~ (1.5,0.03 )
~ (2.6,0.03 )
~ (3.0,0.02 )
~ (2.4,0.04 )
X N
X N
X N
X N
X N
Y
1X 2X 3X 4X 5X

【解】 組件為常態分配,其平均長度
cm ,組件變異數 cm2 ,所以組件標準差為 cm 。 故此組件符合規格的機率
5.104.20.36.25.10.1 Y
0042.004.002.003.003.002.0 222222 Y
0.0042 0.0648Y
10.4 10.5 10.5 10.7 10.5(10.4 10.7) ( )0.0648 0.0648 0.0648
( 1.54 3.086) 3.086 - -1.54 0.998 0.0618 0.9362
YP Y P
P Z P Z P Z

6.6.2 組件裝配發生干擾或搖晃的機率【例題 6. 11 】
設有一軸心與軸承的組件,其軸承的內徑為 X1符合常態分配 N(20, 0.032) ,軸心外徑為 X2也符合常態分配 N(19.9, 0.052) ,則發生干擾的機率為何?
【解】發生干擾為軸承內徑小於軸心外徑令 Y=X1-X2則 Y 為常態分配,其平均數為Y 的變異數為Y 的標準差為
1.09.1920 Y
0034.00025.00009.0)05.0()03.0( 222 Y0583.0Y

所以發生干擾的機率為
所以約有 4.31% 的機率會發生軸心與軸承互相干擾的情況產生。若軸承內徑太大,軸心外徑太小,則會發生搖晃的現象。若 時會發生搖晃現象,則發生搖晃的機率為
故大約有 6.14% 的機率會發生搖晃的現象。所以發生干擾或搖晃的機率為 4.31%+6.14%=10.45% 。
0.1 0 0.1 0 0.1( 0) ( ) ( ) ( 1.7153) 0.04310.0583 0.0583 0.0583YP Y P
19.021 XXY
0.1 0.19 0.1( 0.19) 1 ( 0.19) 1 ( )0.0583 0.0583
0.19 0.11 ( ) 1 (1.5437) 1 0.9386 0.06140.0583
YP Y P Y P