第 2 章 数控系统的加工控制原理 2.1 概述 2.1.1 插补的基本概念 数控系统根据零件轮廓线型的有限信息,计算出刀具的一系列加工点、完成所谓的数据
Upload
kasper-wolfeCategory
view
84download
3description
课前复习提问:1 、数控机床主要由哪几部分构成?2 、数控机床中的伺服反馈系统的作用?3 、数控系统的概念及作用?4 、数控加工的过程是怎样的?5 、常见数控车床与铣床各有几个坐标轴,是什么?
模块六 数控机床的故障诊断及维修技术 概述
系统的故障诊断及维修技术
伺服系统的故障及维修技术 检测装置的故障及诊断 数控机床常见故障诊断及排除方法
利用 PLC 进行数控机床的故障检测

六、数控机床常见故障诊断及排除方法
序号 检查周期 检查部位 检 查 要 求
1 CNC的输入/输出单元 如光电阅读机的清洁
2 每天
各种电器柜的散热通风装置
各电柜冷却风扇工作正常,风道过滤网无堵塞
3 每周 电柜过滤网 清洗各电柜过滤网
4 每年 检查并更换伺服电动机的电碳刷
检查换向器表面,吹净碳粉,去除毛刺,更换长度过短的电刷,并经跑合后才能使用
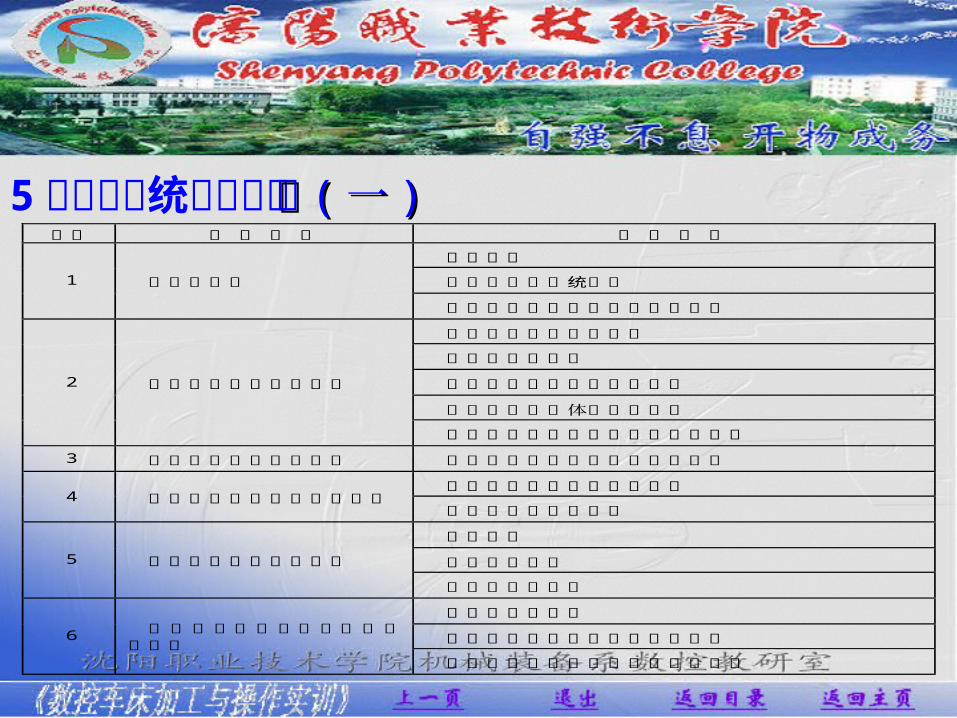
1、数控机床 CNC系统定期维护表

2、 数控机床机械系统定期维护表 序号 检查周期 检查部位 检 查 要 求
1 导轨润滑油箱 检查油标、油量,及时添加润滑油,润滑泵能定时启动打油及停止
2 X、Y、Z 轴向导轨面 清除切屑及脏物,检查润滑油是否充分,导轨面有无划伤
3 压缩空气气源压力 检查气动控制系统压力是否在正常范围内
4 气源自动分水滤气器
自动空气干燥器 及时清理分水器中滤出的水分,保证自动空气干燥器正常工作
5 气液转换器和增压器油面 发现油面不够时及时补足
6 主轴润滑恒温油箱 工作正常,油量充足并调整温度范围
7
每天
机床液压系统 油箱、液压泵无异常噪音,压力表指示正常,管路及各接头无泄露,工作油面高度正常
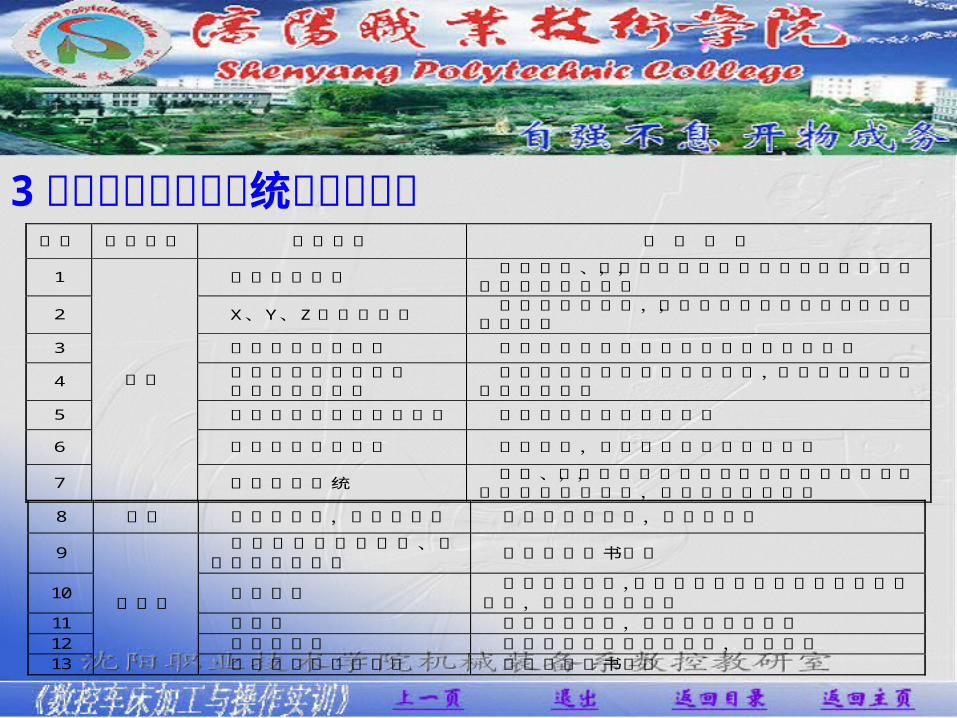
3、数控机床机械系统定期维护表 序号 检查周期 检查部位 检 查 要 求
1 导轨润滑油箱 检查油标、油量,及时添加润滑油,润滑泵能定
时启动打油及停止
2 X、Y、Z轴向导轨面 清除切屑及脏物,检查润滑油是否充分,导轨面
有无划伤
3 压缩空气气源压力 检查气动控制系统压力是否在正常范围内
4 气源自动分水滤气器 自动空气干燥器
及时清理分水器中滤出的水分,保证自动空气干燥器正常工作
5 气液转换器和增压器油面 发现油面不够时及时补足
6 主轴润滑恒温油箱 工作正常,油量充足并调整温度范围
7
每天
机床液压系统 油箱、液压泵无异常噪音,压力表指示正常,管
路及各接头无泄露,工作油面高度正常
8 每年 润滑液压泵,滤油器清洗 清理润滑油池底,更换滤油器
9 检查各轴导轨上镶条、压紧滚轮松紧状态
按机床说明书调整
10 冷却水箱 检查液面高度,冷却液太脏时需更换并清洗水箱底部,经常清洗过滤器
11 排屑器 经常清理切屑,检查有无卡住现象 12 清理废油池 及时取走废油池中的废油,以免外溢 13
不定期
调整主轴驱动带松紧 按机床说明书调整

4、 NC系统常见故障 (一 )序号 故 障 现 象 故 障 原 因
电源指示灯不亮:输入单元熔断器烧断 1 数控系统不能接通电源 输入单元报警灯亮:直流工作电压、电路的负载
有断路
与 CRT 单元有关的电缆连接不良
CRT 单元输入电压不正常
CRT 单元本身故障
CRT 接口印刷线路板或主控制线路板故障
2 数控系统电源接通后 CRT 无辉度或无任何画面
无视频输入信号
3 显示器无显示,机床不能动作 主控制印刷线路板或存储系统控制软件的 ROM
板不良 4 显示器无显示,机床仍能正常工作 显示部分或显示器控制部分有故障
脉冲编码器连接电缆断线 5 机床不能正常返回基准点
返回基准点时的机床位置距基准点太近
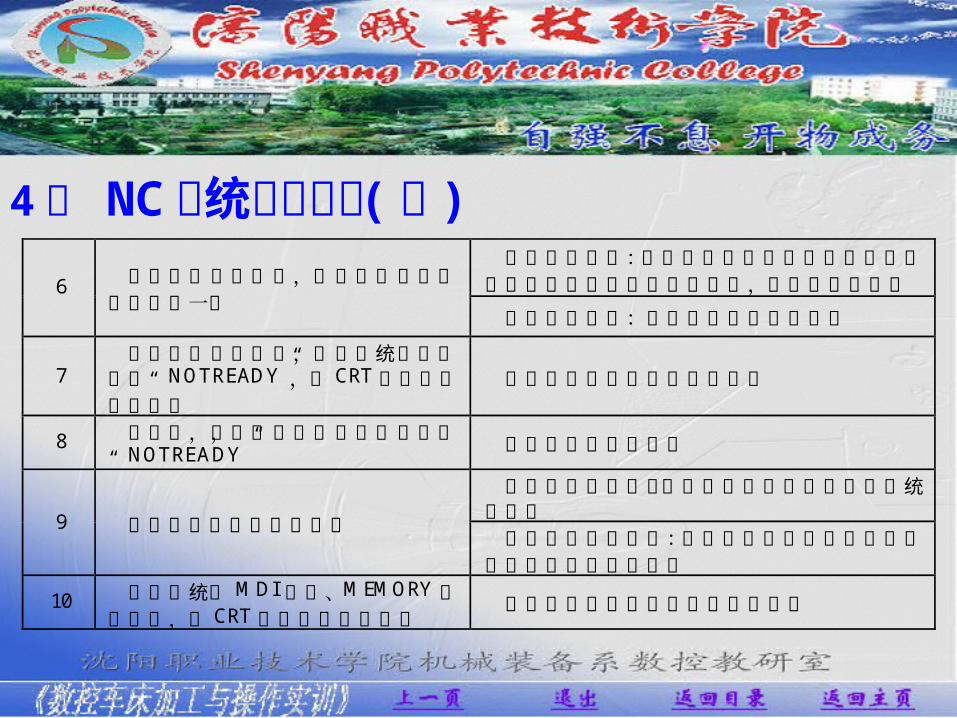
4、 NC系统常见故障 (二 )产生随机偏差:屏蔽地接触不良或脉冲编码器的信号电缆与电源电缆靠得太近,脉冲编码器不良 6 机床返回基准点时,停止位置与基准
点位置不一致 产生微小误差:电缆或连接器接触不良
7 返回机床基准点时,数控系统显示器“出现 NOTREADY”,但 CRT 画面却无
报警显示 返回基准点用的减速开关失灵
8 运行中,电源突然切断,显示器出现“ NOTREADY” 可编程控制器有故障
显示器显示变化:机床处于锁住状态或伺服系统有故障
9 手摇脉冲发生器不能工作 显示器显示无变化:手摇脉冲发生器接口板不良或手摇脉冲发生器不良
10 数控系统的 MDI 方式、MEMORY方式无效,但 CRT 画面却无报警显示 操作面板和数控柜的连接发生故障
5、伺服系统常见故障表表 (( 一一 ))序号 故 障 现 象 故 障 原 因
负荷太大
电动机冷却系统故障 1 电动机过热
电动机与控制单元之间连接不良
交流电源侧的阻抗太高
电源整流桥损坏
控制单元的印刷线路板故障
逆变器用的晶体管模块损坏
2 交流输入电路保险烧断
交流电源输入处的浪涌吸收器损坏
3 再生回路用的保险烧断 主轴电机的加速或减速频率太高
减速时可能是再生回路故障 4 主轴电动机异常振动和噪声
可能是反馈线路故障
设定错误
所用软件不对 5 电动机速度超过额定值
印刷线路板故障
速度指令不正常
可能是电压不足或动力电路故障 6 主轴电动机不转或达不到正常速度
主轴定向控制用的传感器安装不良

5、伺服系统常见故障表表 (( 二二 ))序号 故 障 现 象 故 障 原 因
检测器发生故障
电机和位置检测器连接不良 7 机床失控(飞车)
主控制线路板或伺服单元线路板不良
振动周期与进给速度成正比例:电机、检测器不良或系统插补精度差,检测增益太高
8 机床振动 振动周期大致固定:位置控制系统参数设定错误或速
度控制单元的印刷线路板不良
9 机床过冲 快速移动时间常数设定太小或速度控制单元上的速度环增益设定太低
10 机床快速移动时有振动和冲击 伺服电机内测速发电机电刷接触不良
11 电压报警 输入电源电压过高或过低
12 大电流报警 速度控制单元上的功率驱动元件内部短路
不同的数控系统虽然在结构和功能上有所不同,但在故障诊断上有它们的共性。熟悉和掌握数控系统故障诊断的步骤和方法,了解组成数控装置的控制系统和伺服系统的常见故障及其诊断,对提高故障诊断效率很有帮助。 在数控机床中,为了实现位置控制,必须有位置检测装置用于检测机床运动部件的位移。数控机床常用的位置检测装置有光栅、编码器等。光栅尺是一种高精度的直线位移检测装置,通过光电转换,对莫尔条纹进行计数,得到移动部件的位移及方向等信号;光电编码器除了用于位移测量外,还可用于数字式测速等场合。光电编码器和光栅输出的信号均可通过倍频处理来提高位移测量精度,并通过高、低电平来判别运动部件的正反向。这些位置检测装置的检测信号均作为位置反馈量用于伺服控制的位置比较。
小结
思考与练习题:
1. 数控机床的日常维护保养包括哪些方面的内容? 2. 列举进行数控系统故障诊断的一般步骤。 3. 写出与 PLC 有关的数控系统故障的特点。 4. 常用 PLC 故障的诊断方法有哪些。 5. 容易造成数控系统软件故障的原因有哪些,如何排除软件故障。
6. 数控系统硬件故障的诊断方法有哪些,简要说明如何应用这些方法指导维修操作。
7. 伺服系统有哪些常见故障?如何维修伺服系统故障。
8. 如何诊断伺服电机的故障?伺服电机的维护应注意哪些方面。
9. 主轴伺服系统故障有哪些表现形式?如何排除常见主轴系统故障?
10. 如何对常用位置检测元件—光栅尺和光电编码器进行维护?