《PLC 可编程控制技术 》
32
《 PLC 可可可可可可可》 湖湖湖湖湖湖湖湖湖湖 湖湖湖 湖湖湖湖湖
-
Upload
quinn-armstrong -
Category
Documents
-
view
111 -
download
0
description
《PLC 可编程控制技术 》. 湖北三峡职业技术学院. 精品课. 机电工程系. PLC 与计算机通讯的实现. 项 目 教 学 四. 二、项目分析. 本项目运用基本指令实现电动机启停控制,并通过组态软件实现 PLC 与计算机之间的通讯。. 示范项目:实现计算机控制指示灯. 项目要求: 要求通过计算机控制指示灯 L0 的亮和灭。 项目分析: 首先建立起 PLC 与指示灯之间的控制联系,再通过组态软件建立 PLC 与计算机之间的通讯。. 【 动动手 1】 设计 I/O 接线图. 【 知识准备 】. PLC 与计算机通讯 - PowerPoint PPT Presentation
Transcript of 《PLC 可编程控制技术 》

《 PLC 可编程控制技术》
湖北三峡职业技术学院
精品课
机电工程系

PLC 与计算机通讯的实现
项 目 教 学 四

二、项目分析
• 本项目运用基本指令实现电动机启停控制,并通过组态软件实现 PLC 与计算机之间的通讯。

示范项目:实现计算机控制指示灯
– 项目要求:• 要求通过计算机控制指示灯 L0 的亮和
灭。– 项目分析:
• 首先建立起 PLC 与指示灯之间的控制联系,再通过组态软件建立 PLC 与计算机之间的通讯。

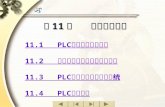
【动动手 1 】设计 I/O 接线图
X0 COM
Y 0 COM 1
DC
电源
FX 2N
L0
RS232C

【知识准备】• PLC 与计算机通讯• 为了适应 PLC 网络化要求,扩大联网功能,几乎
所有的 PLC 为了适应可编程控制器网络化的要求,扩大联网功能,几乎所有的可编程控制器厂家,都为可编程控制器开发了与上位机通讯的接口或专用通讯模块。一般在小型可编程控制器上都设有 RS422 通讯接口或 RS232C 通讯接口;在中大型可编程控制器上都设有专用的通讯模块。如:三菱 F 、 F1 、 F2 系列都设有标准的 RS422 接口, FX 系列设有 FX-232AW 接口、 RS232C 用通讯适配器 FX-232ADP 等。

• 可编程控制器与计算机之间的通讯正是通过可编程控制器上的 RS422 或 RS232C 接口和计算机上的 RS232C 接口进行的。可编程控制器与计算机之间的信息交换方式,一般采用字符串、双工或半、异步、串行通信方式。因此可以这样说,凡具有 RS232C 口并能输入输出字符串的计算机都可以用于和可编程控制器的通讯。

• 运用 RS232C 和 RS422 通道,可容易配置一个与外部计算机进行通讯的系统。该系统中可编程控制器接受控制系统中的各种控制信息,分析处理后转化为可编程控制器中软元件的状态和数据;可编程控制器又将所有软元件的数据和状态送入计算机,由计算机采集这些数据,进行分析及运行状态监测,用计算机可改变可编程控制器的初始值和设定值,从而实现计算机对可编程控制器的直接控制。

通讯方式 • 面对众多生产厂家的各种类型 PLC ,它
们各有优缺点,能够满足用户的各种需求,但在形态、组成、功 能、编程等方面各不相同,没有一个统一的标准,各厂家制订的通信协议也千差万别。目前,人们主要采用以下三种方式实现 PLC 与 PC 的互联通信:

• (1) 通过使用 PLC 开发商提供的系统协议和网络适配器,来实现 PLC 与 PC 机的互联通信。但是由于其通信协议是不公开的,因此互联通信必须使用 PLC 开发商提供的上位机组态软件,并采用支持相应协议的外设。可以说这种方式是 PLC 开发商为自己的产品量身定作的,因此难以满足不同用户的需求。

• (2) 使用目前通用的上位机组态软件,如组态王、 InTouch 、 WinCC 、力控等,来实现 PLC 与 PC 机的互连通信。组态软件以其功能强大、界面友好、开发简洁等优点目前在 PC 监控领域已经得到了广泛的应用,但是一般价格比较昂贵。组态软件本身并不具备直接访问 PLC寄存器或其它智能仪表的能力 , 必须借助 I/O驱动程序来实现。

• 也就是说, I/O驱动程序是组态软件与 PLC 或其它智能仪表等设备交互信息的桥梁,负责从设备采集实时数据并将操作命令下达给设备,它的可靠性将直接影响组态软件的性能。但是在大多数情况下, I/O驱动程序是与设备相关的,即针对某种 PLC 的驱动程序不能驱动其它种类的 PLC ,因此组态软件的灵活性也受到了一定的限制。

• (3) 利用 PLC 厂商所提供的标准通信端口和由用户自定义的自由口通信方式来实现 PLC 与 PC 机的互连通信。这种方式由用户定义通信协议,不需要增加投资,灵活性好,特别适合于小规模的控制系统。 通过上述分析不难得出,掌握如何利用 PLC厂商提供的标准通信端口和自由口通信方式以及大家所熟悉的编程语言来实现 PC 与 PLC 之间的实时通信是非常必要的。

采用 RS232 实现三菱 FX 系列 PLC 与 PC 之间的通讯
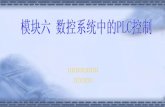
• 三菱 FX 系列 PLC 提供了 4 种通讯方式: N 网络通讯、无协议串口通讯、平行网络通讯、程序口通讯。如果传输的数据量少,大多数 PLC 与计算机之间通信均可采用串行通信,通信接口均为 PLC 与工业控制计算机上的 RS232 接口。由于 RS232 采用非平衡方式传输数据,传输距离近,对于大功率、长距离,且单机监测信息量多,控制要求复杂的 PLC 通讯,直接采用 RS232 方式不能满足传输距离要求。因此,可采用 RS485 方式。因为 RS485 采用平衡差动式进行数据传输,适合于远距离传输,并具有较强抗干扰能力。图 1 是采用 RS232 /RS485 通信转换器实现运距离通讯的示意图。


图 16-1 RS232 转 RS485 通讯结构图PLC 与 PC 通讯应用实例
– 通讯系统的连接• 图中是采用 FX-232ADP 接口单元,将一台
通用计算机与一台 FX2 系列 plc 连接进行通讯的示意图。
– 通讯操作 • FX2 系列 plc 与通讯设备间的数据交换,由特殊寄存器 D8120 的内容指定,交换数据的点数、地址用 RS 指令设置,并通过 plc 的数据寄存器和文件寄存器实现数据交换。下面对其使用做一简要介绍。

• ( 1)通讯参数的设置 • 在两个串行通讯设备进行任意通讯之前,
必须设置相互可辨认的参数,只有设置一致,才能进行可靠通讯。这些参数包括波特率、停止位和奇偶校验等,它们通过位组合方式来选择,这些位存放在数据寄存器 D8120 中,具体规定如下表16-1 所示



• 使用说明如下: • 1)如 D8120 = 0F9EH 则选择下列参数。 • E = 7 位数据位、偶校验、 2 位停止位 • 9 =波特率为 19200bps
• F =起始字符、结束字符、硬件 1 型( H/W1 )握手信号、单线模式控制
• 0 =硬件 2 型( H/W2 )握手信号为 OFF

• 2)起始字符和结束字符可以根据用户的需要自行修改。
• 3) 起始字符和结束字符在发送时自动加到发送的信息上。在接收信息过程中,除非接收到起始字符,不然数据将被忽略;数据将被连续不断地读进直到接到结束字符或接收缓冲区全部占满为为止。因此,必须将接收缓冲区的长度与所要接收的最长信息的长度设定的一样。

• (2) 串行通讯指令 • 该指令的助记符、指令代码、操作数、程序步如下表
所示。 • RS 指令用于对 FX 系列 PLC 的通讯适配器 FX-232
ADP 进行通讯控制,实现 PLC 与外围设备间的数据传送和接收。 RS 指令在梯形图中使用的情况如下图所示。
• [S] 指定传送缓冲区的首地址 • [m] 指定传送信息长度 • [D] 指定接收缓冲区的首地址 • [n] 指定接收数据长度,即接收信息的最大长度

• 1) RS 指令使用说明 • ( a )发送和接收缓冲区的大小决定了每传送一次信
息所允许的最大数据量,缓冲区的大小在下列情况下可加以修改。
• 发送缓冲区――在发送之前,即 M8122 置 ON 之前。
• 接收缓冲区――信息接收完后,且 M8123 复位前。 • ( b )在信息接收过程不能发送数据,发送将被延迟( M8121 为 ON )。
• ( c )在程序中可以有多条 RS 指令,但在任一时刻只能有一条被执行。

PLC 网络技术• 在工业控制中,对于控制任务的复杂控制系统,
不可能单靠增大 PLC 的输入、输出点数或改进机型来实现复杂的控制功能,于是便想到将多台 PLC 相互连接形成网络。要想使多台 PLC能联网工作,其硬件和软件都要符合一定的要求。硬件上,一般要增加通信模块、通讯接口、终端适配器、网卡、集线器、调制解调器、缆线等设备或器件;软件上,要按特定的协议,开发具有一定功能的通讯程序和网络系统程序,对 PLC 的软件、硬件资源进行统一管理和调度。

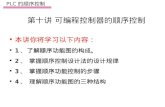
• PLC 网络系统• 根据 PLC 网络的连接方式,可将其网络机构分为总
线结构、环形结构和星形结构三种基本形式,如图2 所示,每种结构都有各自得优点和缺点,可根据具体情况选择。总线结构,以其结构简单、可靠性高、易于扩展,被广泛应用。
主站
从站 从站
主站
从站 从站
从站
从站
总线

总线
主站
从站
从站
从站
从站
从站
主站
从站
从站
从站
从站

【动动手 2 】 PLC 程序设计



实训项目: PLC 与计算机通讯的实现
• 【实训要求】• 明确实训任务,读懂控制要求;• 学生不分组,独立完成实训任务;• 拟定控制方案,选择输入输出设备,画
出 I/O 接线图,编制控制程序;• 操作 PLC试验台和编程软件,现场调试
程序直至符合要求。


优秀作品展示