Papel Menbreteado 2009 - convencionminera.com · historia de la calidad desde las primeras décadas...
20
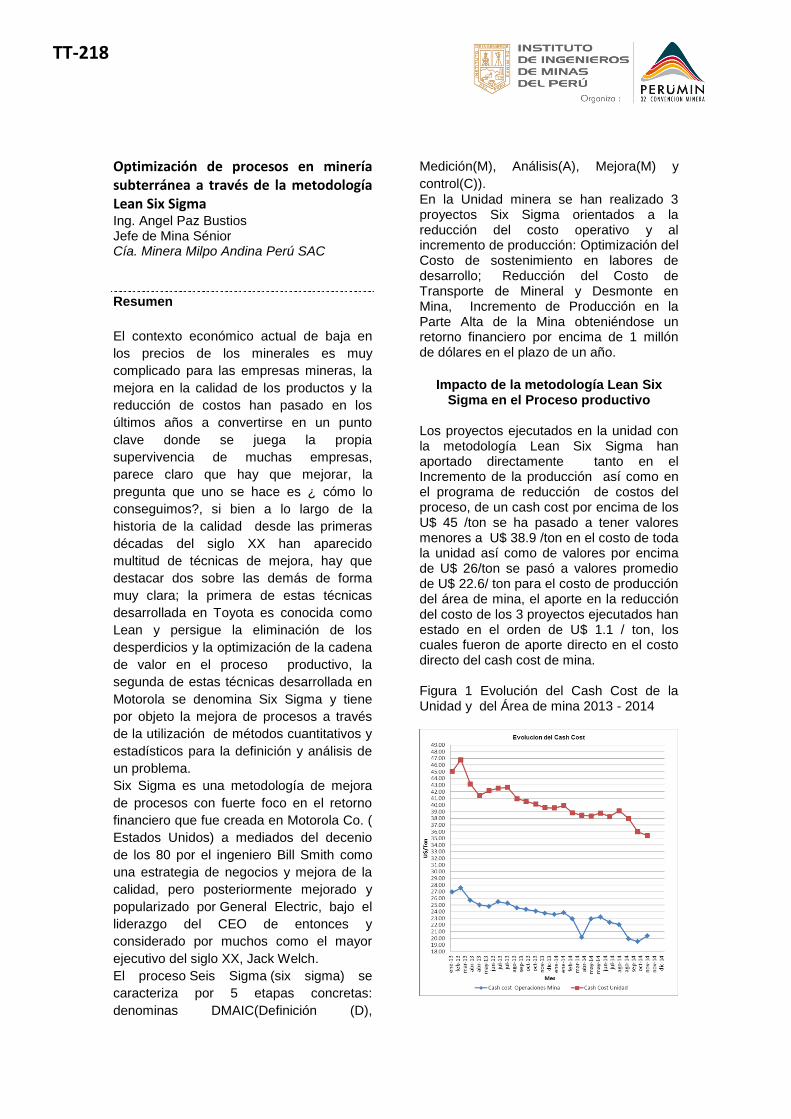
Optimización de procesos en minería subterránea a través de la metodología Lean Six Sigma Ing. Angel Paz Bustios Jefe de Mina Sénior Cía. Minera Milpo Andina Perú SAC Resumen El contexto económico actual de baja en los precios de los minerales es muy complicado para las empresas mineras, la mejora en la calidad de los productos y la reducción de costos han pasado en los últimos años a convertirse en un punto clave donde se juega la propia supervivencia de muchas empresas, parece claro que hay que mejorar, la pregunta que uno se hace es ¿ cómo lo conseguimos?, si bien a lo largo de la historia de la calidad desde las primeras décadas del siglo XX han aparecido multitud de técnicas de mejora, hay que destacar dos sobre las demás de forma muy clara; la primera de estas técnicas desarrollada en Toyota es conocida como Lean y persigue la eliminación de los desperdicios y la optimización de la cadena de valor en el proceso productivo, la segunda de estas técnicas desarrollada en Motorola se denomina Six Sigma y tiene por objeto la mejora de procesos a través de la utilización de métodos cuantitativos y estadísticos para la definición y análisis de un problema. Six Sigma es una metodología de mejora de procesos con fuerte foco en el retorno financiero que fue creada en Motorola Co. ( Estados Unidos) a mediados del decenio de los 80 por el ingeniero Bill Smith como una estrategia de negocios y mejora de la calidad, pero posteriormente mejorado y popularizado por General Electric, bajo el liderazgo del CEO de entonces y considerado por muchos como el mayor ejecutivo del siglo XX, Jack Welch. El proceso Seis Sigma (six sigma) se caracteriza por 5 etapas concretas: denominas DMAIC(Definición (D), Medición(M), Análisis(A), Mejora(M) y control(C)). En la Unidad minera se han realizado 3 proyectos Six Sigma orientados a la reducción del costo operativo y al incremento de producción: Optimización del Costo de sostenimiento en labores de desarrollo; Reducción del Costo de Transporte de Mineral y Desmonte en Mina, Incremento de Producción en la Parte Alta de la Mina obteniéndose un retorno financiero por encima de 1 millón de dólares en el plazo de un año. Impacto de la metodología Lean Six Sigma en el Proceso productivo Los proyectos ejecutados en la unidad con la metodología Lean Six Sigma han aportado directamente tanto en el Incremento de la producción así como en el programa de reducción de costos del proceso, de un cash cost por encima de los U$ 45 /ton se ha pasado a tener valores menores a U$ 38.9 /ton en el costo de toda la unidad así como de valores por encima de U$ 26/ton se pasó a valores promedio de U$ 22.6/ ton para el costo de producción del área de mina, el aporte en la reducción del costo de los 3 proyectos ejecutados han estado en el orden de U$ 1.1 / ton, los cuales fueron de aporte directo en el costo directo del cash cost de mina. Figura 1 Evolución del Cash Cost de la Unidad y del Área de mina 2013 - 2014 TT-218
Transcript of Papel Menbreteado 2009 - convencionminera.com · historia de la calidad desde las primeras décadas...
Optimización de procesos en minería subterránea a través de la metodología Lean Six Sigma Ing. Angel Paz Bustios Jefe de Mina Sénior Cía. Minera Milpo Andina Perú SAC
Resumen
El contexto económico actual de baja en
los precios de los minerales es muy
complicado para las empresas mineras, la
mejora en la calidad de los productos y la
reducción de costos han pasado en los
últimos años a convertirse en un punto
clave donde se juega la propia
supervivencia de muchas empresas,
parece claro que hay que mejorar, la
pregunta que uno se hace es ¿ cómo lo
conseguimos?, si bien a lo largo de la
historia de la calidad desde las primeras
décadas del siglo XX han aparecido
multitud de técnicas de mejora, hay que
destacar dos sobre las demás de forma
muy clara; la primera de estas técnicas
desarrollada en Toyota es conocida como
Lean y persigue la eliminación de los
desperdicios y la optimización de la cadena
de valor en el proceso productivo, la
segunda de estas técnicas desarrollada en
Motorola se denomina Six Sigma y tiene
por objeto la mejora de procesos a través
de la utilización de métodos cuantitativos y
estadísticos para la definición y análisis de
un problema.
Six Sigma es una metodología de mejora
de procesos con fuerte foco en el retorno
financiero que fue creada en Motorola Co. (
Estados Unidos) a mediados del decenio
de los 80 por el ingeniero Bill Smith como
una estrategia de negocios y mejora de la
calidad, pero posteriormente mejorado y
popularizado por General Electric, bajo el
liderazgo del CEO de entonces y
considerado por muchos como el mayor
ejecutivo del siglo XX, Jack Welch.
El proceso Seis Sigma (six sigma) se
caracteriza por 5 etapas concretas:
denominas DMAIC(Definición (D),
Medición(M), Análisis(A), Mejora(M) y
control(C)).
En la Unidad minera se han realizado 3 proyectos Six Sigma orientados a la reducción del costo operativo y al incremento de producción: Optimización del Costo de sostenimiento en labores de desarrollo; Reducción del Costo de Transporte de Mineral y Desmonte en Mina, Incremento de Producción en la Parte Alta de la Mina obteniéndose un retorno financiero por encima de 1 millón de dólares en el plazo de un año.
Impacto de la metodología Lean Six
Sigma en el Proceso productivo Los proyectos ejecutados en la unidad con la metodología Lean Six Sigma han aportado directamente tanto en el Incremento de la producción así como en el programa de reducción de costos del proceso, de un cash cost por encima de los U$ 45 /ton se ha pasado a tener valores menores a U$ 38.9 /ton en el costo de toda la unidad así como de valores por encima de U$ 26/ton se pasó a valores promedio de U$ 22.6/ ton para el costo de producción del área de mina, el aporte en la reducción del costo de los 3 proyectos ejecutados han estado en el orden de U$ 1.1 / ton, los cuales fueron de aporte directo en el costo directo del cash cost de mina. Figura 1 Evolución del Cash Cost de la Unidad y del Área de mina 2013 - 2014
TT-218
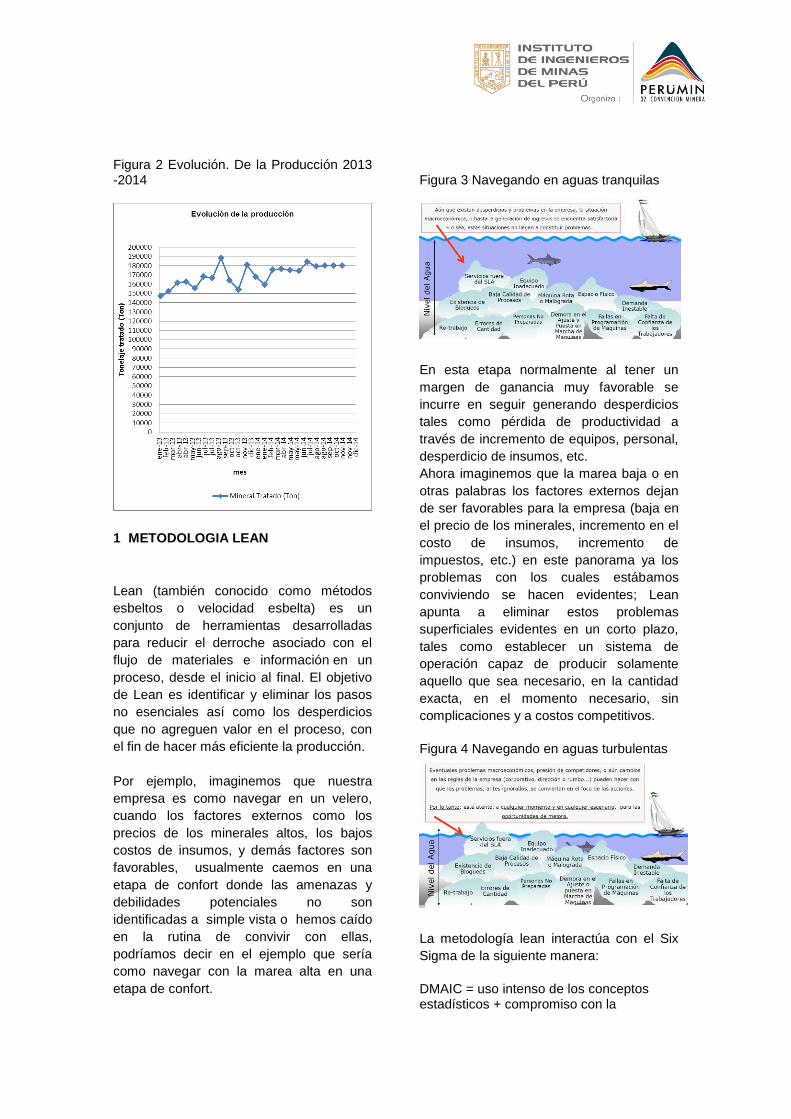
Figura 2 Evolución. De la Producción 2013 -2014
1 METODOLOGIA LEAN
Lean (también conocido como métodos
esbeltos o velocidad esbelta) es un
conjunto de herramientas desarrolladas
para reducir el derroche asociado con el
flujo de materiales e información en un
proceso, desde el inicio al final. El objetivo
de Lean es identificar y eliminar los pasos
no esenciales así como los desperdicios
que no agreguen valor en el proceso, con
el fin de hacer más eficiente la producción.
Por ejemplo, imaginemos que nuestra
empresa es como navegar en un velero,
cuando los factores externos como los
precios de los minerales altos, los bajos
costos de insumos, y demás factores son
favorables, usualmente caemos en una
etapa de confort donde las amenazas y
debilidades potenciales no son
identificadas a simple vista o hemos caído
en la rutina de convivir con ellas,
podríamos decir en el ejemplo que sería
como navegar con la marea alta en una
etapa de confort.
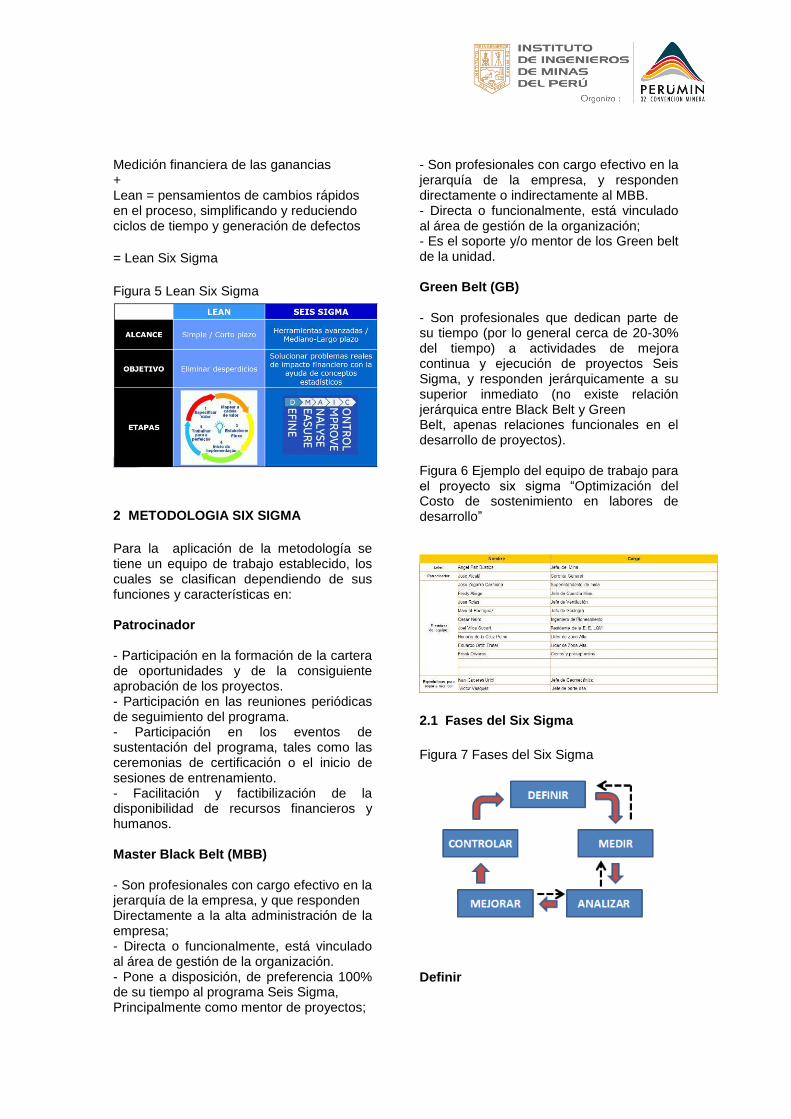
Figura 3 Navegando en aguas tranquilas
En esta etapa normalmente al tener un
margen de ganancia muy favorable se
incurre en seguir generando desperdicios
tales como pérdida de productividad a
través de incremento de equipos, personal,
desperdicio de insumos, etc.
Ahora imaginemos que la marea baja o en
otras palabras los factores externos dejan
de ser favorables para la empresa (baja en
el precio de los minerales, incremento en el
costo de insumos, incremento de
impuestos, etc.) en este panorama ya los
problemas con los cuales estábamos
conviviendo se hacen evidentes; Lean
apunta a eliminar estos problemas
superficiales evidentes en un corto plazo,
tales como establecer un sistema de
operación capaz de producir solamente
aquello que sea necesario, en la cantidad
exacta, en el momento necesario, sin
complicaciones y a costos competitivos.
Figura 4 Navegando en aguas turbulentas
La metodología lean interactúa con el Six
Sigma de la siguiente manera:
DMAIC = uso intenso de los conceptos estadísticos + compromiso con la
Medición financiera de las ganancias + Lean = pensamientos de cambios rápidos en el proceso, simplificando y reduciendo ciclos de tiempo y generación de defectos
= Lean Six Sigma
Figura 5 Lean Six Sigma
2 METODOLOGIA SIX SIGMA
Para la aplicación de la metodología se tiene un equipo de trabajo establecido, los cuales se clasifican dependiendo de sus funciones y características en: Patrocinador - Participación en la formación de la cartera de oportunidades y de la consiguiente aprobación de los proyectos. - Participación en las reuniones periódicas de seguimiento del programa. - Participación en los eventos de sustentación del programa, tales como las ceremonias de certificación o el inicio de sesiones de entrenamiento. - Facilitación y factibilización de la disponibilidad de recursos financieros y humanos. Master Black Belt (MBB) - Son profesionales con cargo efectivo en la jerarquía de la empresa, y que responden Directamente a la alta administración de la empresa; - Directa o funcionalmente, está vinculado al área de gestión de la organización. - Pone a disposición, de preferencia 100% de su tiempo al programa Seis Sigma, Principalmente como mentor de proyectos;
- Son profesionales con cargo efectivo en la jerarquía de la empresa, y responden directamente o indirectamente al MBB. - Directa o funcionalmente, está vinculado al área de gestión de la organización; - Es el soporte y/o mentor de los Green belt de la unidad. Green Belt (GB) - Son profesionales que dedican parte de su tiempo (por lo general cerca de 20-30% del tiempo) a actividades de mejora continua y ejecución de proyectos Seis Sigma, y responden jerárquicamente a su superior inmediato (no existe relación jerárquica entre Black Belt y Green Belt, apenas relaciones funcionales en el desarrollo de proyectos). Figura 6 Ejemplo del equipo de trabajo para el proyecto six sigma “Optimización del Costo de sostenimiento en labores de desarrollo”
2.1 Fases del Six Sigma
Figura 7 Fases del Six Sigma
Definir
Es la fase inicial de la metodología, en donde se identifican posibles proyectos de mejora dentro de una compañía y en conjunto con la dirección de la empresa se seleccionan aquellos que se juzgan más prometedores. Una vez determinado el proyecto se establece una métrica de medición (KPI), se determina la meta a alcanzar y se calcula la ganancia financiera ( Hard o Soft) que se obtendría, los principales entregables de esta etapa son:
- Histórico de variación de la métrica KPI a lo largo del tiempo.
- Contrato del proyecto, con la meta financiera, así como el equipo del proyecto.
- SIPOC. - Mapa Macro del Proceso. - Quick win opportunities.
Esta etapa dura entre 1 y 2 semanas. Medir Una vez definido el problema a atacar, se debe de establecer que características determinan el comportamiento del proceso (Brue, 2002). Para esto es necesario identificar cuáles son los requisitos y/o características en el proceso o producto que el cliente percibe como clave (variables de desempeño), y que parámetros (variables de entrada) son los que afectan este desempeño. A partir de estas variables se define la manera en la que será medida la capacidad del proceso que es el KPI que mide la efectividad de un proyecto Six Sigma, en esta etapa se deben identificar las salidas del proceso (Y’s), listar las potenciales fuentes de variación ( potenciales X´s) y validar el sistema de medición (MSA). Los principales entregables de esta etapa son:
- Mapa del Proceso. - Espina de Pescado. - Matriz Causa & Efecto. - Matriz Esfuerzo x Impacto. - Estadística Básica. - Análisis de la cadena de valor - Análisis del flujo del proceso. - MSA
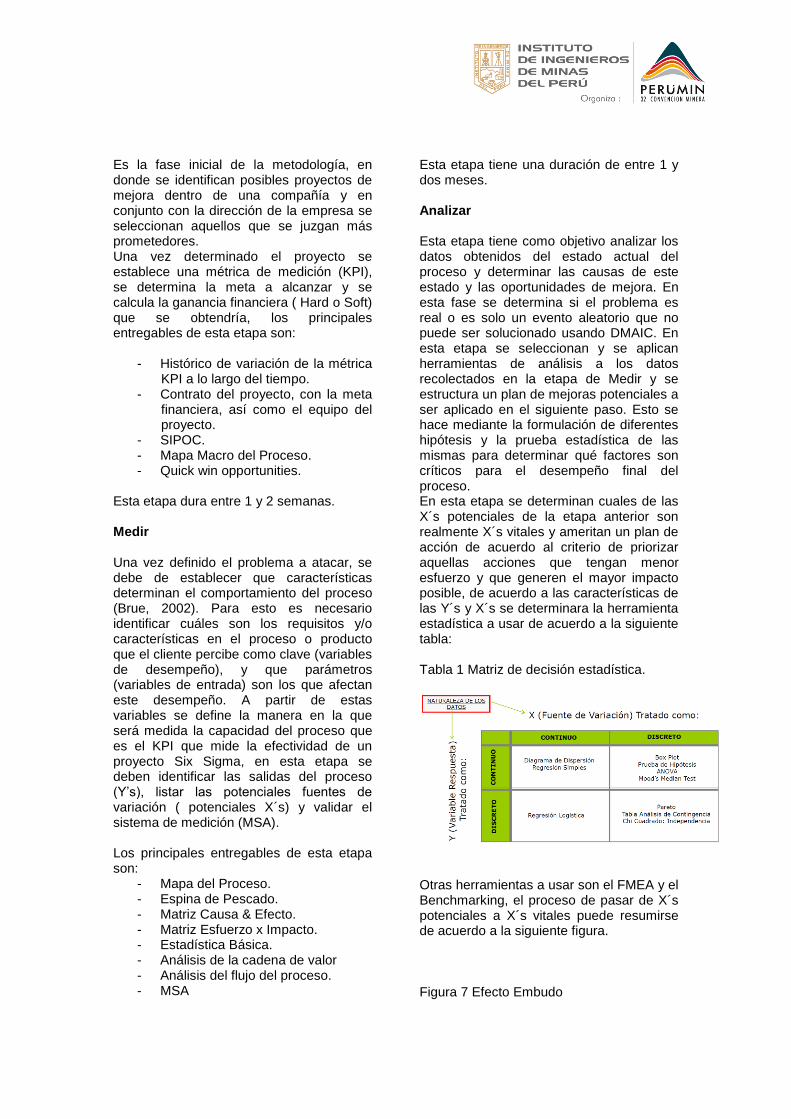
Esta etapa tiene una duración de entre 1 y dos meses. Analizar Esta etapa tiene como objetivo analizar los datos obtenidos del estado actual del proceso y determinar las causas de este estado y las oportunidades de mejora. En esta fase se determina si el problema es real o es solo un evento aleatorio que no puede ser solucionado usando DMAIC. En esta etapa se seleccionan y se aplican herramientas de análisis a los datos recolectados en la etapa de Medir y se estructura un plan de mejoras potenciales a ser aplicado en el siguiente paso. Esto se hace mediante la formulación de diferentes hipótesis y la prueba estadística de las mismas para determinar qué factores son críticos para el desempeño final del proceso. En esta etapa se determinan cuales de las X´s potenciales de la etapa anterior son realmente X´s vitales y ameritan un plan de acción de acuerdo al criterio de priorizar aquellas acciones que tengan menor esfuerzo y que generen el mayor impacto posible, de acuerdo a las características de las Y´s y X´s se determinara la herramienta estadística a usar de acuerdo a la siguiente tabla: Tabla 1 Matriz de decisión estadística.
Otras herramientas a usar son el FMEA y el Benchmarking, el proceso de pasar de X´s potenciales a X´s vitales puede resumirse de acuerdo a la siguiente figura. Figura 7 Efecto Embudo
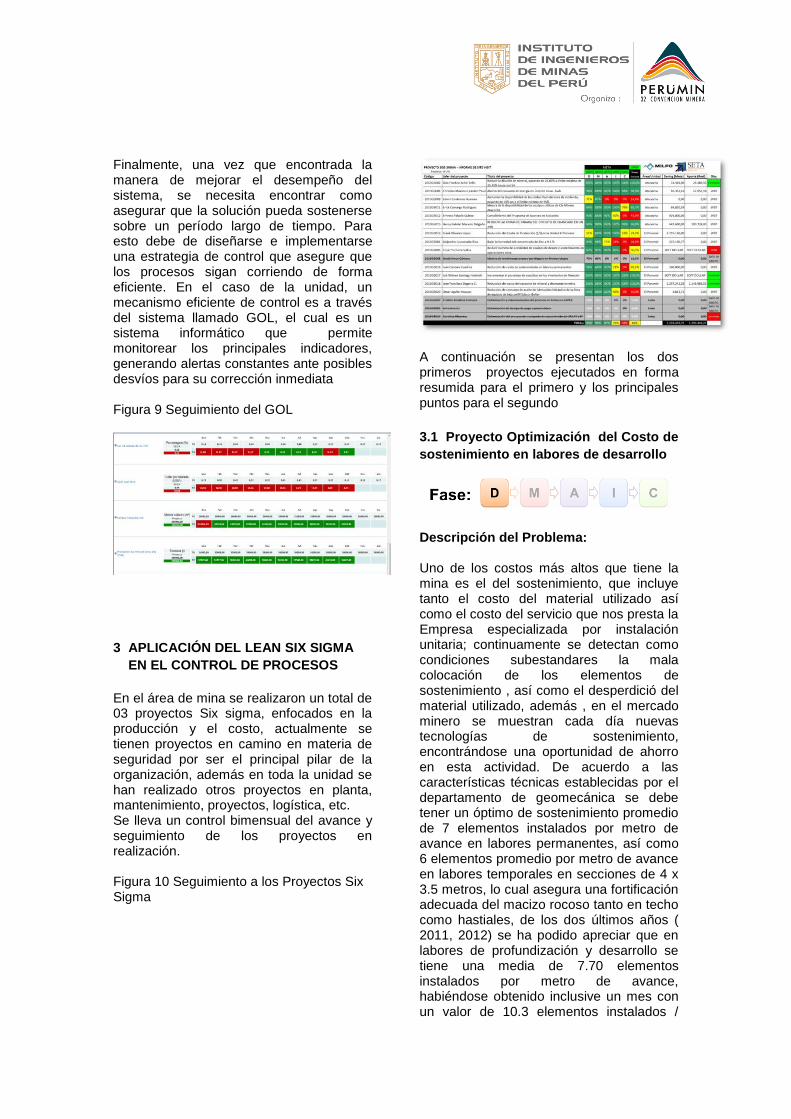
Para el análisis es muy importante determinar la normalidad de los datos para poder realizar un adecuado cálculo, si los datos no fueran normales se realizan las pruebas de hipótesis utilizando herramientas especiales como la transformación box plot o análisis de datos no paramétricos. Antes de concluir de que una muestra de datos es no normal, es necesario evaluar adecuadamente asegurándose de que todos los datos han sido recabados de acuerdo a las mismas condiciones, muchas veces este simpe análisis permite excluir datos que hacen de que la muestra sea no normal, por ejemplo en una data de izaje de mineral en un primer momento podría salir no normal, pero al excluir días de izaje donde hubo problemas eléctricos a nivel regional, la data se convirtió en normal. Figura 8 Cálculo de normalidad del izaje de mineral. Antes de Inspección de data
6005004003002001000
99
95
90
80
70
60
50
40
30
20
10
5
1
enero
Po
rce
nta
je
Media 305
Desv.Est. 87.39
N 31
AD 2.574
Valor P <0.005
Gráfica de probabilidad de eneroNormal - 95% de IC
P<0.05 significa de que la data es no normal, cálculo realizado con ayuda del minitab,
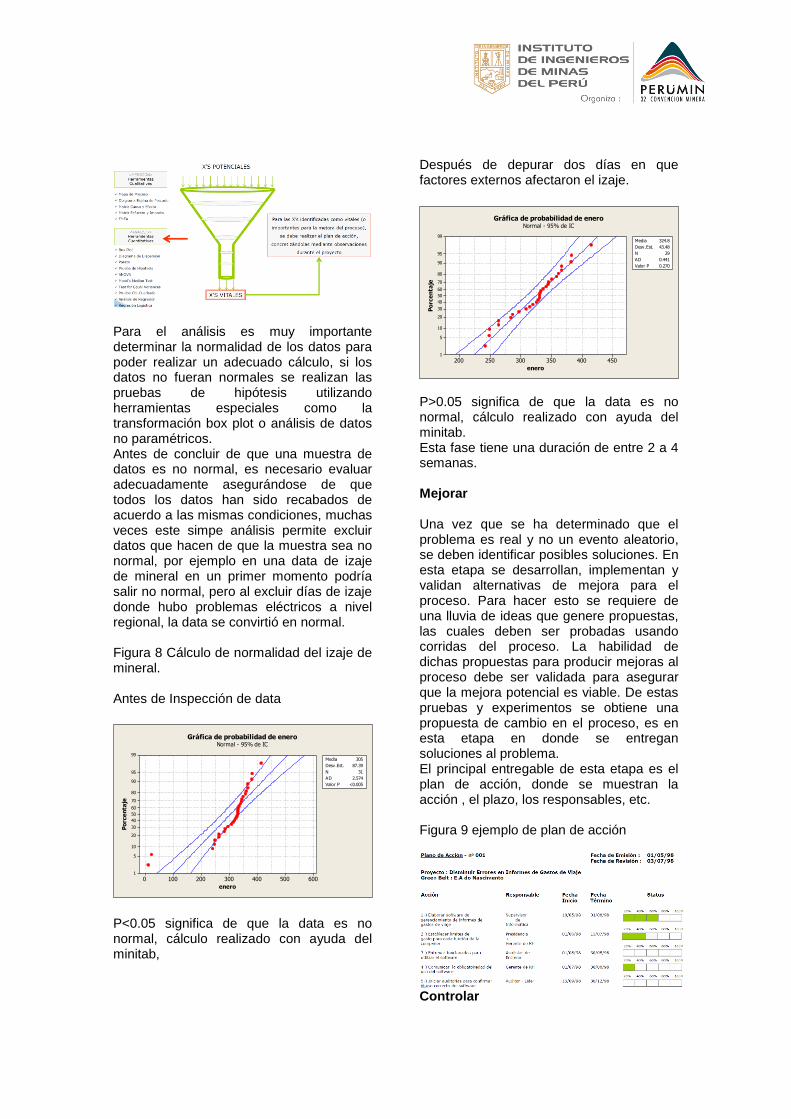
Después de depurar dos días en que factores externos afectaron el izaje.
450400350300250200
99
95
90
80
70
60
50
40
30
20
10
5
1
enero
Po
rce
nta
je
Media 324.8
Desv.Est. 43.48
N 29
AD 0.441
Valor P 0.270
Gráfica de probabilidad de eneroNormal - 95% de IC
P>0.05 significa de que la data es no normal, cálculo realizado con ayuda del minitab. Esta fase tiene una duración de entre 2 a 4 semanas. Mejorar Una vez que se ha determinado que el problema es real y no un evento aleatorio, se deben identificar posibles soluciones. En esta etapa se desarrollan, implementan y validan alternativas de mejora para el proceso. Para hacer esto se requiere de una lluvia de ideas que genere propuestas, las cuales deben ser probadas usando corridas del proceso. La habilidad de dichas propuestas para producir mejoras al proceso debe ser validada para asegurar que la mejora potencial es viable. De estas pruebas y experimentos se obtiene una propuesta de cambio en el proceso, es en esta etapa en donde se entregan soluciones al problema. El principal entregable de esta etapa es el plan de acción, donde se muestran la acción , el plazo, los responsables, etc. Figura 9 ejemplo de plan de acción
Controlar
Finalmente, una vez que encontrada la manera de mejorar el desempeño del sistema, se necesita encontrar como asegurar que la solución pueda sostenerse sobre un período largo de tiempo. Para esto debe de diseñarse e implementarse una estrategia de control que asegure que los procesos sigan corriendo de forma eficiente. En el caso de la unidad, un mecanismo eficiente de control es a través del sistema llamado GOL, el cual es un sistema informático que permite monitorear los principales indicadores, generando alertas constantes ante posibles desvíos para su corrección inmediata Figura 9 Seguimiento del GOL
3 APLICACIÓN DEL LEAN SIX SIGMA
EN EL CONTROL DE PROCESOS
En el área de mina se realizaron un total de 03 proyectos Six sigma, enfocados en la producción y el costo, actualmente se tienen proyectos en camino en materia de seguridad por ser el principal pilar de la organización, además en toda la unidad se han realizado otros proyectos en planta, mantenimiento, proyectos, logística, etc. Se lleva un control bimensual del avance y seguimiento de los proyectos en realización. Figura 10 Seguimiento a los Proyectos Six Sigma
A continuación se presentan los dos primeros proyectos ejecutados en forma resumida para el primero y los principales puntos para el segundo
3.1 Proyecto Optimización del Costo de
sostenimiento en labores de desarrollo
Descripción del Problema: Uno de los costos más altos que tiene la mina es el del sostenimiento, que incluye tanto el costo del material utilizado así como el costo del servicio que nos presta la Empresa especializada por instalación unitaria; continuamente se detectan como condiciones subestandares la mala colocación de los elementos de sostenimiento , así como el desperdició del material utilizado, además , en el mercado minero se muestran cada día nuevas tecnologías de sostenimiento, encontrándose una oportunidad de ahorro en esta actividad. De acuerdo a las características técnicas establecidas por el departamento de geomecánica se debe tener un óptimo de sostenimiento promedio de 7 elementos instalados por metro de avance en labores permanentes, así como 6 elementos promedio por metro de avance en labores temporales en secciones de 4 x 3.5 metros, lo cual asegura una fortificación adecuada del macizo rocoso tanto en techo como hastiales, de los dos últimos años ( 2011, 2012) se ha podido apreciar que en labores de profundización y desarrollo se tiene una media de 7.70 elementos instalados por metro de avance, habiéndose obtenido inclusive un mes con un valor de 10.3 elementos instalados /
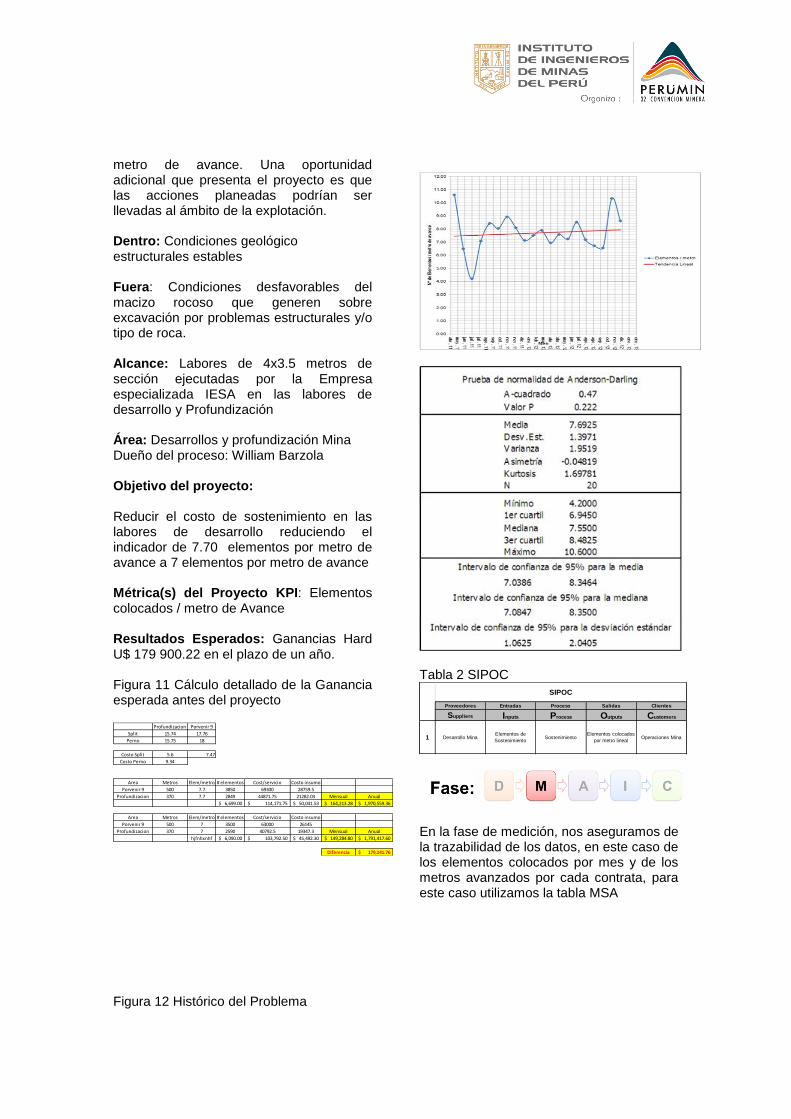
metro de avance. Una oportunidad adicional que presenta el proyecto es que las acciones planeadas podrían ser llevadas al ámbito de la explotación. Dentro: Condiciones geológico estructurales estables Fuera: Condiciones desfavorables del macizo rocoso que generen sobre excavación por problemas estructurales y/o tipo de roca. Alcance: Labores de 4x3.5 metros de sección ejecutadas por la Empresa especializada IESA en las labores de desarrollo y Profundización Área: Desarrollos y profundización Mina Dueño del proceso: William Barzola Objetivo del proyecto: Reducir el costo de sostenimiento en las labores de desarrollo reduciendo el indicador de 7.70 elementos por metro de avance a 7 elementos por metro de avance Métrica(s) del Proyecto KPI: Elementos colocados / metro de Avance Resultados Esperados: Ganancias Hard U$ 179 900.22 en el plazo de un año. Figura 11 Cálculo detallado de la Ganancia esperada antes del proyecto
Profundizacion Porvenir 9
Split 15.74 17.76
Perno 15.75 18
Costo Split 5.6 7.47
Costo Perno 9.34
Area Metros Elem/metro # elementos Cost/servicio Costo insumo
Porvenir 9 500 7.7 3850 69300 28759.5
Profundizacion 370 7.7 2849 44871.75 21282.03 Mensual Anual
6,699.00$ 114,171.75$ 50,041.53$ 164,213.28$ 1,970,559.36$
Area Metros Elem/metro # elementos Cost/servicio Costo insumo
Porvenir 9 500 7 3500 63000 26145
Profundizacion 370 7 2590 40792.5 19347.3 Mensual Anual
hjfnhxnhf 6,090.00$ 103,792.50$ 45,492.30$ 149,284.80$ 1,791,417.60$
Diferencia 179,141.76$ Figura 12 Histórico del Problema
Tabla 2 SIPOC
SIPOC
Proveedores Entradas Proceso Salidas Clientes
Suppliers Inputs Process Outputs Customers
1 Desarrollo MinaElementos de
SostenimientoSostenimiento
Elementos colocados
por metro linealOperaciones Mina
En la fase de medición, nos aseguramos de la trazabilidad de los datos, en este caso de los elementos colocados por mes y de los metros avanzados por cada contrata, para este caso utilizamos la tabla MSA
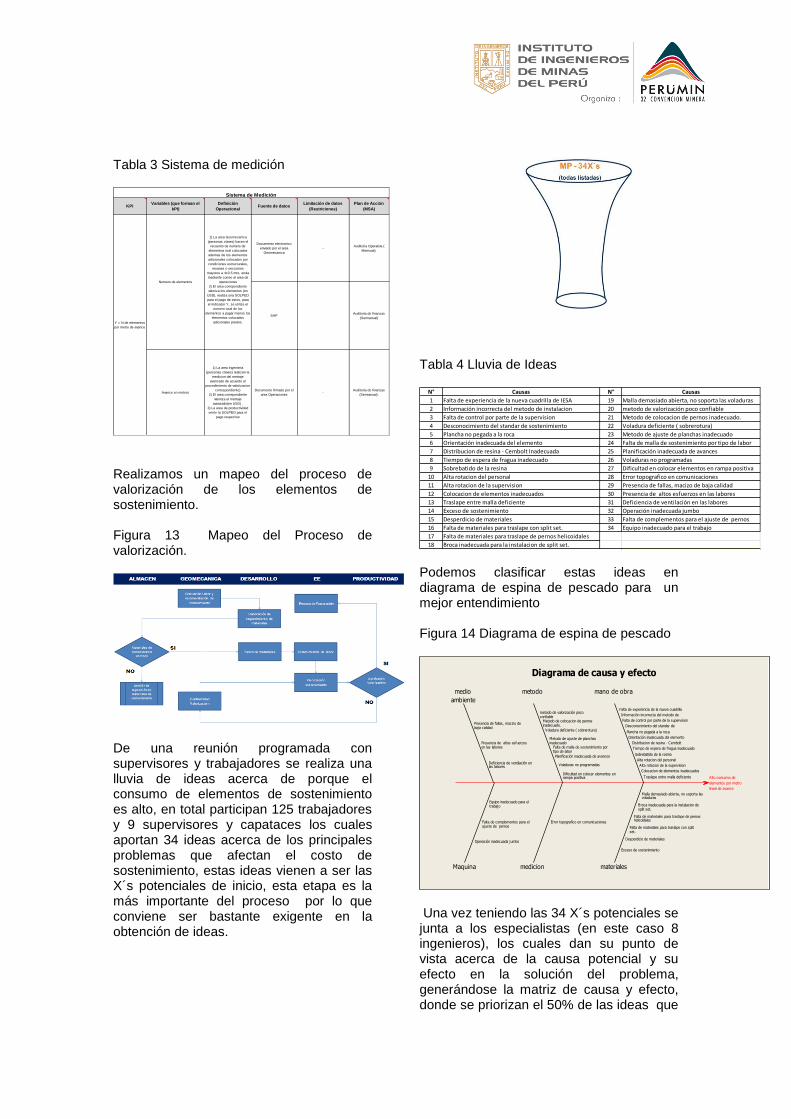
Tabla 3 Sistema de medición
Documento electronico
enviado por el area
Geomecanica
-Auditoria Operativa (
Mensual).
SAPAuditoria de finanzas
(Semianual)
Avance en metros
1) La area Ingenieria
(personas claves) realizan la
medicion del metraje
avanzado de acuerdo al
procedimiento de valorizacion
correspondiente)
2) El area correpondiente
valoriza el metraje
avanzado(en USD) .
3) La area de productividad
emite la SOLPED para el
pago respectivo
Documento firmado por el
area Operaciones-
Auditoria de finanzas
(Semianual).
Sistema de Medición
KPIVariables (que forman el
kPI)
Definición
OperacionalFuente de datos
Limitación de datos
(Restriciones)
Plan de Acción
(MSA)
Y = N de elementos
por metro de avance
Numero de elementos
1) La area Geomecanica
(personas claves) hacen el
recuento de numero de
elementos mal colocados
ademas de los elementos
adicionales colocados por
condiciones estructurales,
resanes o secciones
mayores a 4x3.5 mts, envia
mediante correo al area de
operaciones
2) El area correpondiente
valoriza los elementos (en
USD), realiza una SOLPED
para el pago de estos, para
el Indicador Y, se utiliza el
numero total de los
elementos a pagar menos los
elementos colocados
adicionales previos.
Realizamos un mapeo del proceso de valorización de los elementos de sostenimiento. Figura 13 Mapeo del Proceso de valorización.
De una reunión programada con supervisores y trabajadores se realiza una lluvia de ideas acerca de porque el consumo de elementos de sostenimiento es alto, en total participan 125 trabajadores y 9 supervisores y capataces los cuales aportan 34 ideas acerca de los principales problemas que afectan el costo de sostenimiento, estas ideas vienen a ser las X´s potenciales de inicio, esta etapa es la más importante del proceso por lo que conviene ser bastante exigente en la obtención de ideas.
Tabla 4 Lluvia de Ideas
N° Causas N° Causas
1 Falta de experiencia de la nueva cuadrilla de IESA 19 Malla demasiado abierta, no soporta las voladuras
2 Información incorrecta del metodo de instalacion 20 metodo de valorización poco confiable
3 Falta de control por parte de la supervision 21 Metodo de colocacion de pernos inadecuado.
4 Desconocimiento del standar de sostenimiento 22 Voladura deficiente ( sobrerotura)
5 Plancha no pegada a la roca 23 Metodo de ajuste de planchas inadecuado
6 Orientación inadecuada del elemento 24 Falta de malla de sostenimiento por tipo de labor
7 Distribucion de resina - Cembolt Inadecuada 25 Planificación inadecuada de avances
8 Tiempo de espera de fragua inadecuado 26 Voladuras no programadas
9 Sobrebatido de la resina 27 Dificultad en colocar elementos en rampa positiva
10 Alta rotacion del personal 28 Error topografico en comunicaciones
11 Alta rotacion de la supervision 29 Presencia de fallas, macizo de baja calidad
12 Colocacion de elementos inadecuados 30 Presencia de altos esfuerzos en las labores
13 Traslape entre malla deficiente 31 Deficiencia de ventilación en las labores
14 Exceso de sostenimiento 32 Operación inadecuada jumbo
15 Desperdicio de materiales 33 Falta de complementos para el ajuste de pernos
16 Falta de materiales para traslape con split set. 34 Equipo inadecuado para el trabajo
17 Falta de materiales para traslape de pernos helicoidales
18 Broca inadecuada para la instalacion de split set. Podemos clasificar estas ideas en diagrama de espina de pescado para un mejor entendimiento Figura 14 Diagrama de espina de pescado
lineal de avance
elementos por metro
Alto consumo de
Maquina
ambiente
medio
medicion
metodo
materiales
mano de obra
Traslape entre malla deficiente
Colocacion de elementos inadecuados
Alta rotacion de la supervision
Alta rotacion del personal
Sobrebatido de la resina
Tiempo de espera de fragua inadecuado
Distribucion de resina - Cembolt
Orientación inadecuada del elemento
Plancha no pegada a la roca
Desconocimiento del standar de
Falta de control por parte de la supervision
Información incorrecta del metodo de
Falta de experiencia de la nueva cuadrilla
voladurasMalla demasiado abierta, no soporta las
split set.Broca inadecuada para la instalacion de
helicoidalesFalta de materiales para traslape de pernos
set.Falta de materiales para traslape con split
Desperdicio de materiales
Exceso de sostenimiento
rampa positivaDificultad en colocar elementos en
Voladuras no programadas
Planificación inadecuada de avances
tipo de laborFalta de malla de sostenimiento por
inadecuadoMetodo de ajuste de planchas
Voladura deficiente ( sobrerotura)
inadecuado.Metodo de colocacion de pernos
confiablemetodo de valorización poco
Error topografico en comunicaciones
las laboresDeficiencia de ventilación en
en las laboresPresencia de altos esfuerzos
baja calidadPresencia de fallas, macizo de
trabajoEquipo inadecuado para el
ajuste de pernosFalta de complementos para el
Operación inadecuada jumbo
Diagrama de causa y efecto
Una vez teniendo las 34 X´s potenciales se junta a los especialistas (en este caso 8 ingenieros), los cuales dan su punto de vista acerca de la causa potencial y su efecto en la solución del problema, generándose la matriz de causa y efecto, donde se priorizan el 50% de las ideas que

obtuvieron el mayor puntaje acumulado, esto a criterio del especialista considerándose 1: menor prioridad a 5: mayor prioridad Tabla 5 Priorización de X´s potenciales
Salida del Proceso
R. Lira I. Caceres W. Barzola J. Zegarra F. Navarro A. Cerda E. Varillas V. Vasquez Total
Posibles Xs del Proceso ( causas)
X14 Exceso de sostenimiento 5 5 5 5 5 5 5 5 40
X16 Falta de materiales para traslape con split set. 5 5 5 5 5 5 5 4 39
X22 Voladura deficiente ( sobrerotura) 5 5 5 4 5 4 5 5 38
X29 Presencia de fallas, macizo de baja calidad 5 5 5 5 5 4 4 5 38
X30 Presencia de altos esfuerzos en las labores 5 5 5 5 5 4 4 5 38
X1 Falta de experiencia de la nueva cuadrilla de IESA 4 4 5 4 5 5 4 5 36
X17 Falta de materiales para traslape de pernos helicoidales 4 4 4 5 5 5 5 4 36
X24 Falta de malla de sostenimiento por tipo de labor 5 2 4 5 5 5 5 5 36
X6 Orientación inadecuada del elemento 5 5 4 4 4 4 5 4 35
X13 Traslape entre malla deficiente 5 4 4 5 4 4 4 5 35
X15 Desperdicio de materiales 4 4 4 5 4 5 4 5 35
X20 metodo de valorización poco confiable 4 2 5 5 5 5 5 4 35
X34 Equipo inadecuado para el trabajo 5 5 4 3 5 4 4 5 35
X27 Dificultad en colocar elementos en rampa positiva 3 4 4 5 5 5 4 4 34
X3 Falta de control por parte de la supervision 5 5 4 4 4 4 4 3 33
X5 Plancha no pegada a la roca 5 5 5 4 4 4 2 2 31
X23 Metodo de ajuste de planchas inadecuado 4 5 4 3 3 2 3 4 28
X33 Falta de complementos para el ajuste de pernos 4 4 4 2 2 4 4 4 28
X4 Desconocimiento del standar de sostenimiento 3 2 3 5 4 3 2 3 25
X12 Colocacion de elementos inadecuados 4 4 2 2 5 3 3 2 25
X26 Voladuras no programadas 4 4 2 3 2 3 2 4 24
X2 Información incorrecta del metodo de instalacion 4 2 3 3 3 2 2 4 23
X8 Tiempo de espera de fragua inadecuado 2 5 3 2 3 2 3 3 23
X10 Alta rotacion del personal 3 4 2 2 4 4 1 2 22
X7 Distribucion de resina - Cembolt Inadecuada 4 4 2 2 2 2 3 2 21
X18 Broca inadecuada para la instalacion de split set. 3 2 5 2 3 2 3 1 21
X21 Metodo de colocacion de pernos inadecuado. 2 4 4 2 3 2 1 2 20
X28 Error topografico en comunicaciones 5 3 3 2 2 1 1 3 20
X32 Operación inadecuada jumbo 4 4 2 2 3 2 1 2 20
X9 Sobrebatido de la resina 3 5 4 1 1 1 1 2 18
X11 Alta rotacion de la supervision 3 2 2 2 2 4 1 2 18
X31 Deficiencia de ventilación en las labores 4 2 2 1 2 3 3 1 18
X25 Planificación inadecuada de avances 3 2 3 3 2 1 2 1 17
X19 Malla demasiado abierta, no soporta las voladuras 2 2 1 1 2 3 2 3 16
MATRIZ DE CAUSA EFECTO
PROYECTO SEIS SIGMA
Etapa(s)
del
Proceso
Problema Prioritario
MAYOR
IMPACTO
MENOR
IMPACTO
De las 34 X´s iniciales las X´s se redujeron a 17 después de la priorización.
Estas 17 X´s son sometidas a la matriz de esfuerzo e impacto, considerándose para el esfuerzo 1: Bajo esfuerzo, 10 Alto: Esfuerzo, 1: Bajo Impacto, 10: Alto Impacto. Tabla 6 Matriz esfuerzo x Impacto
ESFORÇO IMPACTO 10
X1 Falta de experiencia de la nueva cuadrilla de IESA 3 90 9
X2 Falta de control por parte de la supervision 4 40 4
X3 Plancha no pegada a la roca 7 90 9
X4 Orientación inadecuada del elemento 7 80 8
X5 Traslape entre malla deficiente 4 80 8
X6 Exceso de sostenimiento 4 90 9
X7 Desperdicio de materiales 1 100 10
X8 Falta de materiales para traslape con split set. 3 100 10
X9 Falta de materiales para traslape de pernos helicoidales 3 80 8
X10 metodo de valorización poco confiable 2 70 7
X11 Voladura deficiente ( sobrerotura) 7 100 10
X12 Metodo de ajuste de planchas inadecuado 6 90 9
X13 Falta de malla de sostenimiento por tipo de labor 2 100 10
X14 Dificultad en colocar elementos en rampa positiva 1 90 9
X15 Presencia de fallas, macizo de baja calidad 10 40 4
X16 Presencia de altos esfuerzos en las labores 10 30 3
X17 Equipo inadecuado para el trabajo 9 90 9
Fatores de varição (X's)
Cada valor de esfuerzo es colocado en eje de las ordenadas y cada valor del impacto en el eje de las abscisas, basados en el
criterio de centro de abscisas y ordenadas en un 50% de los datos para cada caso obtenemos el cuadrante donde ubicamos las X´s que tienen menor esfuerzo y alto Impacto. Figura 15 Matriz esfuerzo x Impacto
.
X1 Falta de experiencia de la nueva cuadrilla de IESA
X5 Traslape entre malla deficiente
X8 Falta de materiales para traslape con split set.
X9 Falta de materiales para traslape de pernos helicoidales
X10 metodo de valorización poco confiable
X13 Falta de malla de sostenimiento por tipo de labor
X14 Dificultad en colocar elementos en rampa positiva El resultado final de la etapa de medición nos da la priorización de 7 X´s potenciales las cuales pasaran a análisis estadístico.
En esta etapa calculamos la capacidad del proceso, que es el indicador (KPI) para poder medir los resultados de un proyecto Six sigma, cabe señalar que este indicador está basado en la media del proceso así como su variabilidad. Figura 16 Capacidad del proceso.
109876
LES
LEI *
O bjetiv o *
LES 7
Media de la muestra 8.04006
Número de muestra 10
Desv .Est. (General) 1.19031
Procesar datos
Z.Bench -0.87
Z.LEI *
Z.LES -0.87
Ppk -0.29
C pm *
C apacidad general
% < LEI *
% > LES 70.00
% Total 70.00
Desempeño observ ado
% < LEI *
% > LES 80.89
% Total 80.89
Exp. Rendimiento general
Capacidad de proceso de Y
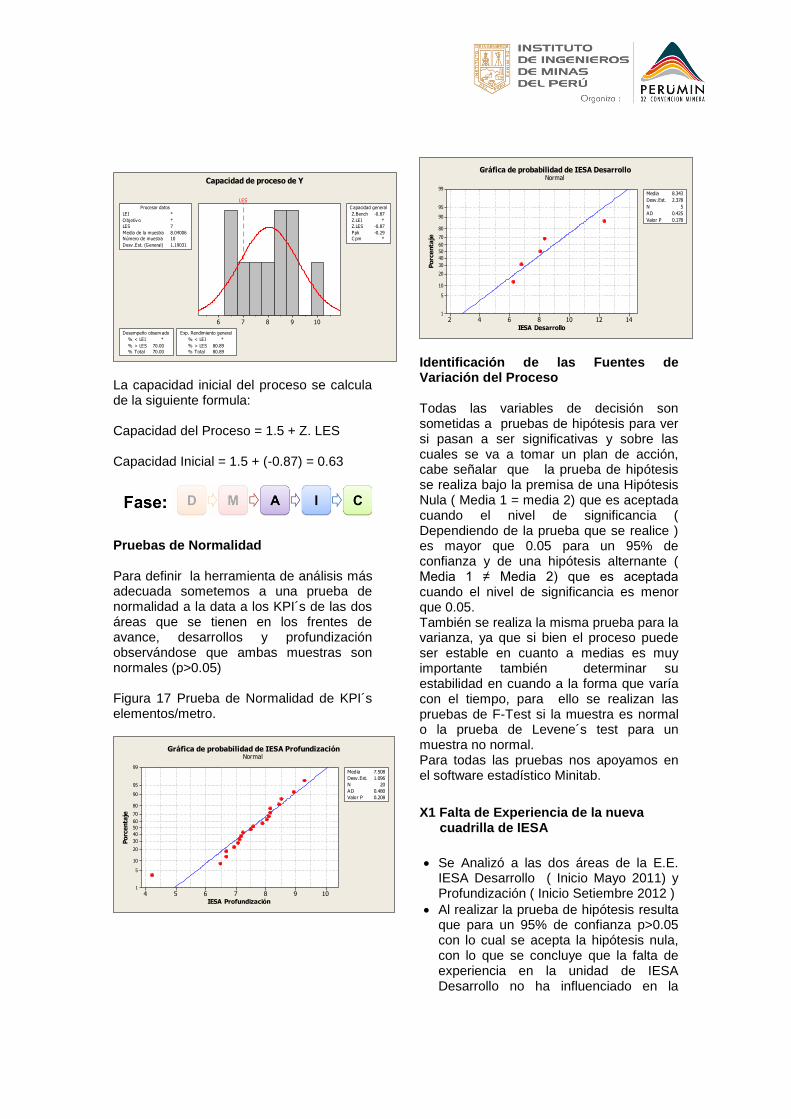
La capacidad inicial del proceso se calcula de la siguiente formula: Capacidad del Proceso = 1.5 + Z. LES Capacidad Inicial = 1.5 + (-0.87) = 0.63
Pruebas de Normalidad Para definir la herramienta de análisis más adecuada sometemos a una prueba de normalidad a la data a los KPI´s de las dos áreas que se tienen en los frentes de avance, desarrollos y profundización observándose que ambas muestras son normales (p>0.05) Figura 17 Prueba de Normalidad de KPI´s elementos/metro.
10987654
99
95
90
80
70
60
50
40
30
20
10
5
1
IESA Profundización
Porc
enta
je
Media 7.508
Desv.Est. 1.096
N 20
AD 0.480
Valor P 0.208
Gráfica de probabilidad de IESA ProfundizaciónNormal
1412108642
99
95
90
80
70
60
50
40
30
20
10
5
1
IESA Desarrollo
Porc
enta
je
Media 8.343
Desv.Est. 2.378
N 5
AD 0.425
Valor P 0.178
Gráfica de probabilidad de IESA DesarrolloNormal
Identificación de las Fuentes de Variación del Proceso Todas las variables de decisión son sometidas a pruebas de hipótesis para ver si pasan a ser significativas y sobre las cuales se va a tomar un plan de acción, cabe señalar que la prueba de hipótesis se realiza bajo la premisa de una Hipótesis Nula ( Media 1 = media 2) que es aceptada cuando el nivel de significancia ( Dependiendo de la prueba que se realice ) es mayor que 0.05 para un 95% de confianza y de una hipótesis alternante ( Media 1 ≠ Media 2) que es aceptada cuando el nivel de significancia es menor que 0.05. También se realiza la misma prueba para la varianza, ya que si bien el proceso puede ser estable en cuanto a medias es muy importante también determinar su estabilidad en cuando a la forma que varía con el tiempo, para ello se realizan las pruebas de F-Test si la muestra es normal o la prueba de Levene´s test para un muestra no normal. Para todas las pruebas nos apoyamos en el software estadístico Minitab.
X1 Falta de Experiencia de la nueva cuadrilla de IESA
Se Analizó a las dos áreas de la E.E. IESA Desarrollo ( Inicio Mayo 2011) y Profundización ( Inicio Setiembre 2012 )
Al realizar la prueba de hipótesis resulta que para un 95% de confianza p>0.05 con lo cual se acepta la hipótesis nula, con lo que se concluye que la falta de experiencia en la unidad de IESA Desarrollo no ha influenciado en la
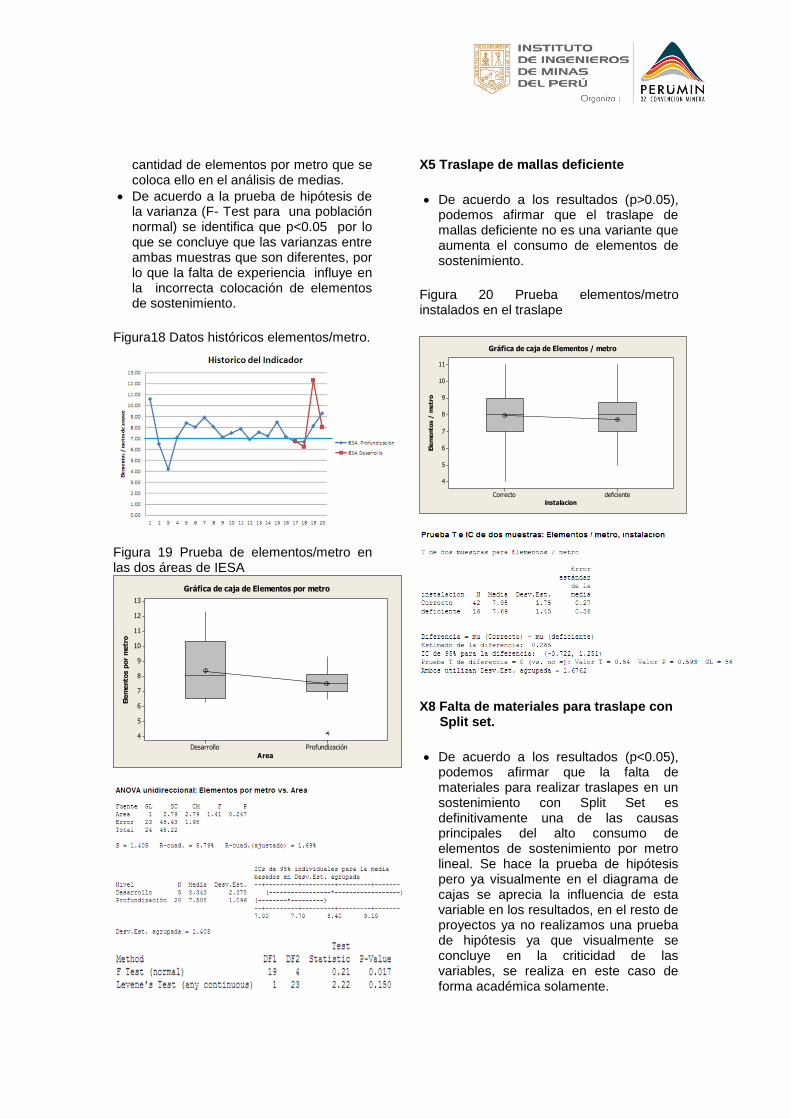
cantidad de elementos por metro que se coloca ello en el análisis de medias.
De acuerdo a la prueba de hipótesis de la varianza (F- Test para una población normal) se identifica que p<0.05 por lo que se concluye que las varianzas entre ambas muestras que son diferentes, por lo que la falta de experiencia influye en la incorrecta colocación de elementos de sostenimiento.
Figura18 Datos históricos elementos/metro.
Figura 19 Prueba de elementos/metro en las dos áreas de IESA
ProfundizaciónDesarrollo
13
12
11
10
9
8
7
6
5
4
Area
Ele
mento
s p
or
metr
o
Gráfica de caja de Elementos por metro
X5 Traslape de mallas deficiente
De acuerdo a los resultados (p>0.05), podemos afirmar que el traslape de mallas deficiente no es una variante que aumenta el consumo de elementos de sostenimiento.
Figura 20 Prueba elementos/metro instalados en el traslape
deficienteCorrecto
11
10
9
8
7
6
5
4
instalacion
Ele
mento
s /
metr
o
Gráfica de caja de Elementos / metro
X8 Falta de materiales para traslape con Split set.
De acuerdo a los resultados (p<0.05), podemos afirmar que la falta de materiales para realizar traslapes en un sostenimiento con Split Set es definitivamente una de las causas principales del alto consumo de elementos de sostenimiento por metro lineal. Se hace la prueba de hipótesis pero ya visualmente en el diagrama de cajas se aprecia la influencia de esta variable en los resultados, en el resto de proyectos ya no realizamos una prueba de hipótesis ya que visualmente se concluye en la criticidad de las variables, se realiza en este caso de forma académica solamente.
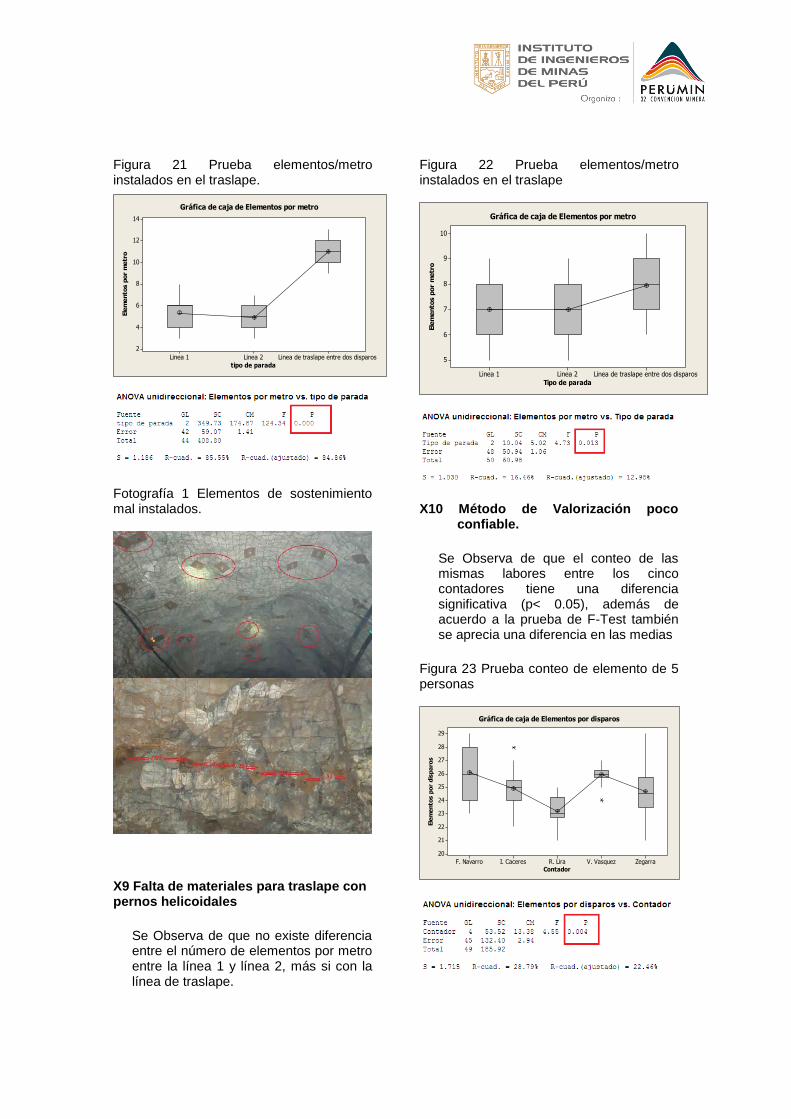
Figura 21 Prueba elementos/metro instalados en el traslape.
Linea de traslape entre dos disparosLinea 2Linea 1
14
12
10
8
6
4
2
tipo de parada
Ele
mento
s p
or
metr
o
Gráfica de caja de Elementos por metro
Fotografía 1 Elementos de sostenimiento mal instalados.
X9 Falta de materiales para traslape con pernos helicoidales
Se Observa de que no existe diferencia entre el número de elementos por metro entre la línea 1 y línea 2, más si con la línea de traslape.
Figura 22 Prueba elementos/metro instalados en el traslape
Linea de traslape entre dos disparosLinea 2Linea 1
10
9
8
7
6
5
Tipo de parada
Ele
mento
s p
or
metr
o
Gráfica de caja de Elementos por metro
X10 Método de Valorización poco
confiable.
Se Observa de que el conteo de las mismas labores entre los cinco contadores tiene una diferencia significativa (p< 0.05), además de acuerdo a la prueba de F-Test también se aprecia una diferencia en las medias
Figura 23 Prueba conteo de elemento de 5 personas
ZegarraV. VasquezR. LiraI. CaceresF. Navarro
29
28
27
26
25
24
23
22
21
20
Contador
Ele
mento
s p
or
dis
paro
s
Gráfica de caja de Elementos por disparos
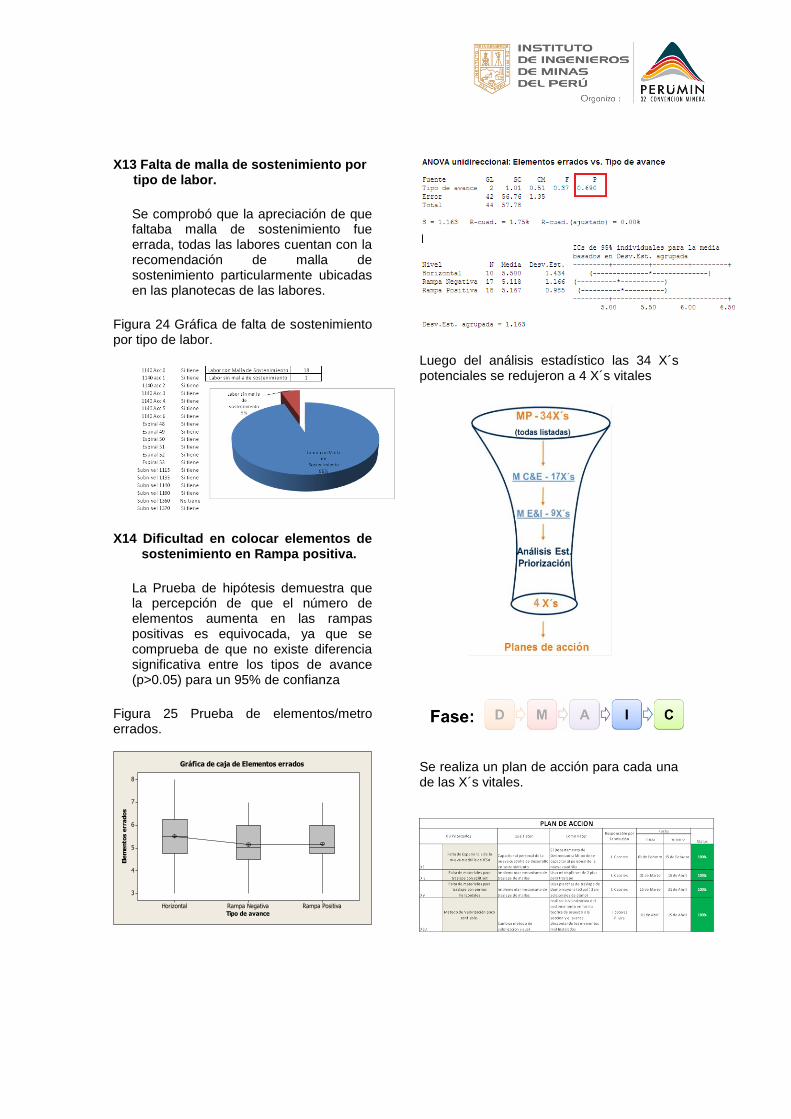
X13 Falta de malla de sostenimiento por tipo de labor.
Se comprobó que la apreciación de que faltaba malla de sostenimiento fue errada, todas las labores cuentan con la recomendación de malla de sostenimiento particularmente ubicadas en las planotecas de las labores.
Figura 24 Gráfica de falta de sostenimiento por tipo de labor.
X14 Dificultad en colocar elementos de sostenimiento en Rampa positiva.
La Prueba de hipótesis demuestra que la percepción de que el número de elementos aumenta en las rampas positivas es equivocada, ya que se comprueba de que no existe diferencia significativa entre los tipos de avance (p>0.05) para un 95% de confianza
Figura 25 Prueba de elementos/metro errados.
Rampa PositivaRampa NegativaHorizontal
8
7
6
5
4
3
Tipo de avance
Ele
mento
s e
rrados
Gráfica de caja de Elementos errados
Luego del análisis estadístico las 34 X´s potenciales se redujeron a 4 X´s vitales
Se realiza un plan de acción para cada una de las X´s vitales.
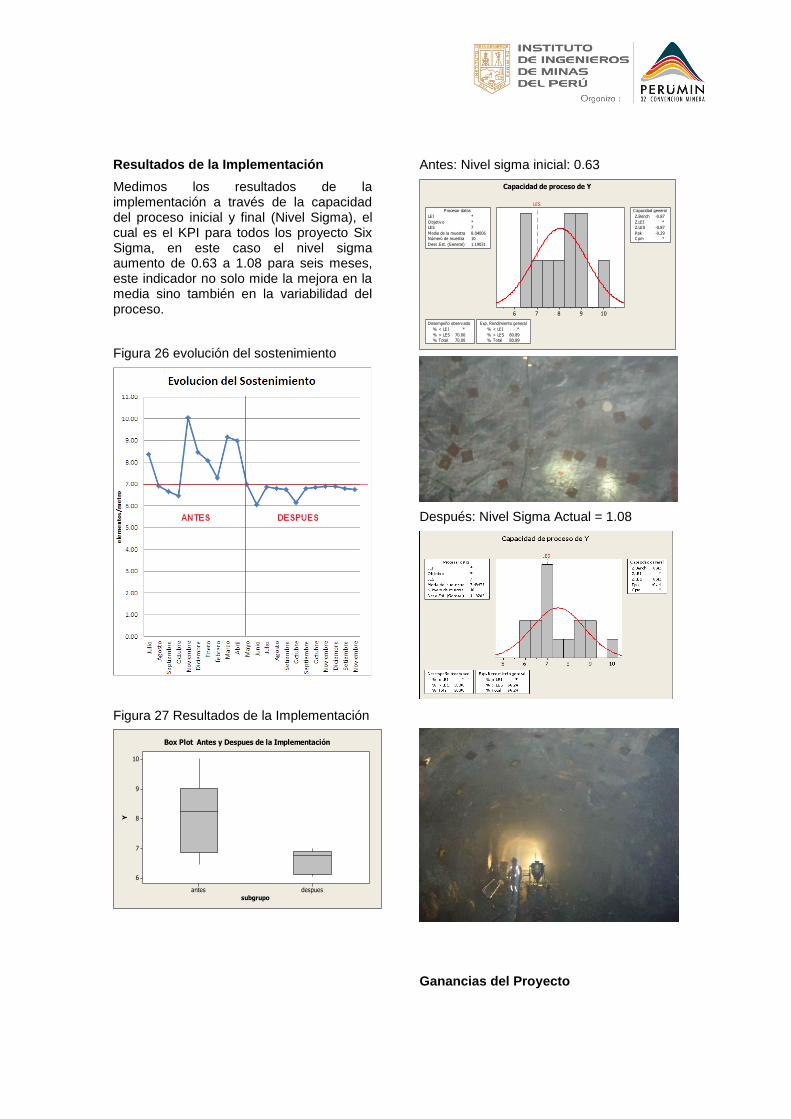
Resultados de la Implementación
Medimos los resultados de la implementación a través de la capacidad del proceso inicial y final (Nivel Sigma), el cual es el KPI para todos los proyecto Six Sigma, en este caso el nivel sigma aumento de 0.63 a 1.08 para seis meses, este indicador no solo mide la mejora en la media sino también en la variabilidad del proceso.
Figura 26 evolución del sostenimiento
Figura 27 Resultados de la Implementación
despuesantes
10
9
8
7
6
subgrupo
Y
Box Plot Antes y Despues de la Implementación
Antes: Nivel sigma inicial: 0.63
109876
LES
LEI *
O bjetiv o *
LES 7
Media de la muestra 8.04006
Número de muestra 10
Desv .Est. (General) 1.19031
Procesar datos
Z.Bench -0.87
Z.LEI *
Z.LES -0.87
Ppk -0.29
C pm *
C apacidad general
% < LEI *
% > LES 70.00
% Total 70.00
Desempeño observ ado
% < LEI *
% > LES 80.89
% Total 80.89
Exp. Rendimiento general
Capacidad de proceso de Y
Después: Nivel Sigma Actual = 1.08
Ganancias del Proyecto
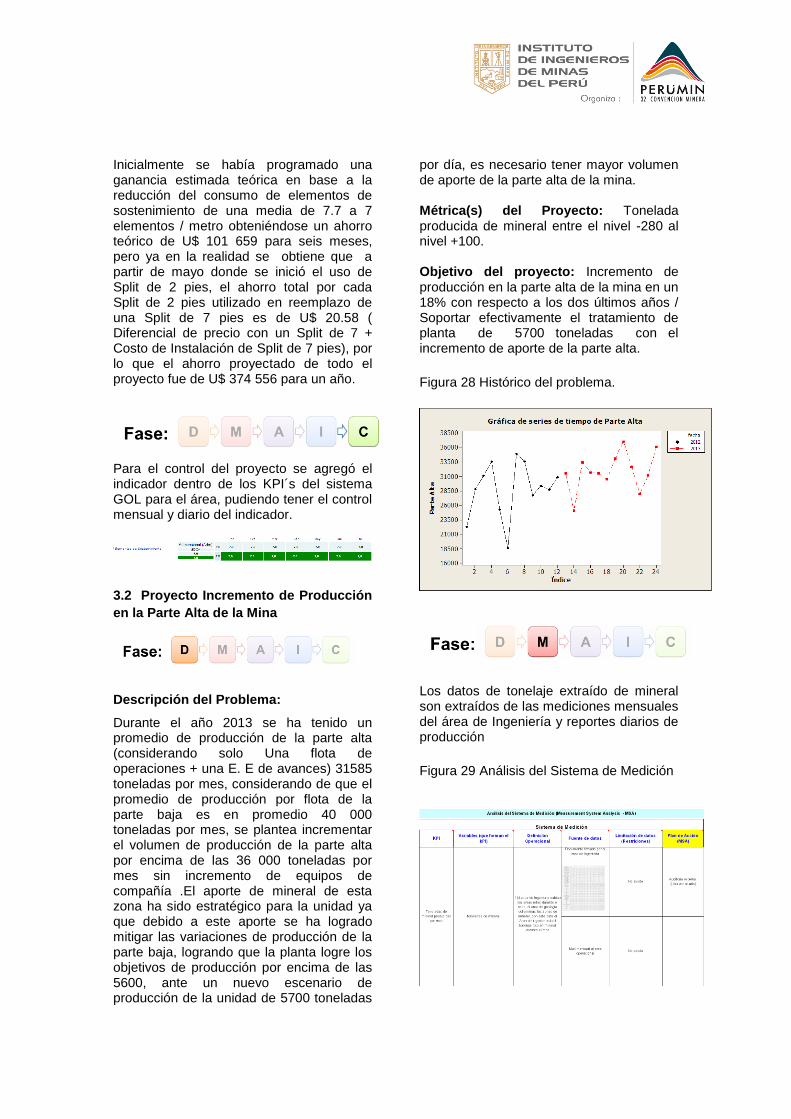
Inicialmente se había programado una ganancia estimada teórica en base a la reducción del consumo de elementos de sostenimiento de una media de 7.7 a 7 elementos / metro obteniéndose un ahorro teórico de U$ 101 659 para seis meses, pero ya en la realidad se obtiene que a partir de mayo donde se inició el uso de Split de 2 pies, el ahorro total por cada Split de 2 pies utilizado en reemplazo de una Split de 7 pies es de U$ 20.58 ( Diferencial de precio con un Split de 7 + Costo de Instalación de Split de 7 pies), por lo que el ahorro proyectado de todo el proyecto fue de U$ 374 556 para un año.
Para el control del proyecto se agregó el indicador dentro de los KPI´s del sistema GOL para el área, pudiendo tener el control mensual y diario del indicador.
3.2 Proyecto Incremento de Producción
en la Parte Alta de la Mina
Descripción del Problema:
Durante el año 2013 se ha tenido un promedio de producción de la parte alta (considerando solo Una flota de operaciones + una E. E de avances) 31585 toneladas por mes, considerando de que el promedio de producción por flota de la parte baja es en promedio 40 000 toneladas por mes, se plantea incrementar el volumen de producción de la parte alta por encima de las 36 000 toneladas por mes sin incremento de equipos de compañía .El aporte de mineral de esta zona ha sido estratégico para la unidad ya que debido a este aporte se ha logrado mitigar las variaciones de producción de la parte baja, logrando que la planta logre los objetivos de producción por encima de las 5600, ante un nuevo escenario de producción de la unidad de 5700 toneladas
por día, es necesario tener mayor volumen de aporte de la parte alta de la mina. Métrica(s) del Proyecto: Tonelada producida de mineral entre el nivel -280 al nivel +100. Objetivo del proyecto: Incremento de producción en la parte alta de la mina en un 18% con respecto a los dos últimos años / Soportar efectivamente el tratamiento de planta de 5700 toneladas con el incremento de aporte de la parte alta.
Figura 28 Histórico del problema.
Los datos de tonelaje extraído de mineral son extraídos de las mediciones mensuales del área de Ingeniería y reportes diarios de producción
Figura 29 Análisis del Sistema de Medición
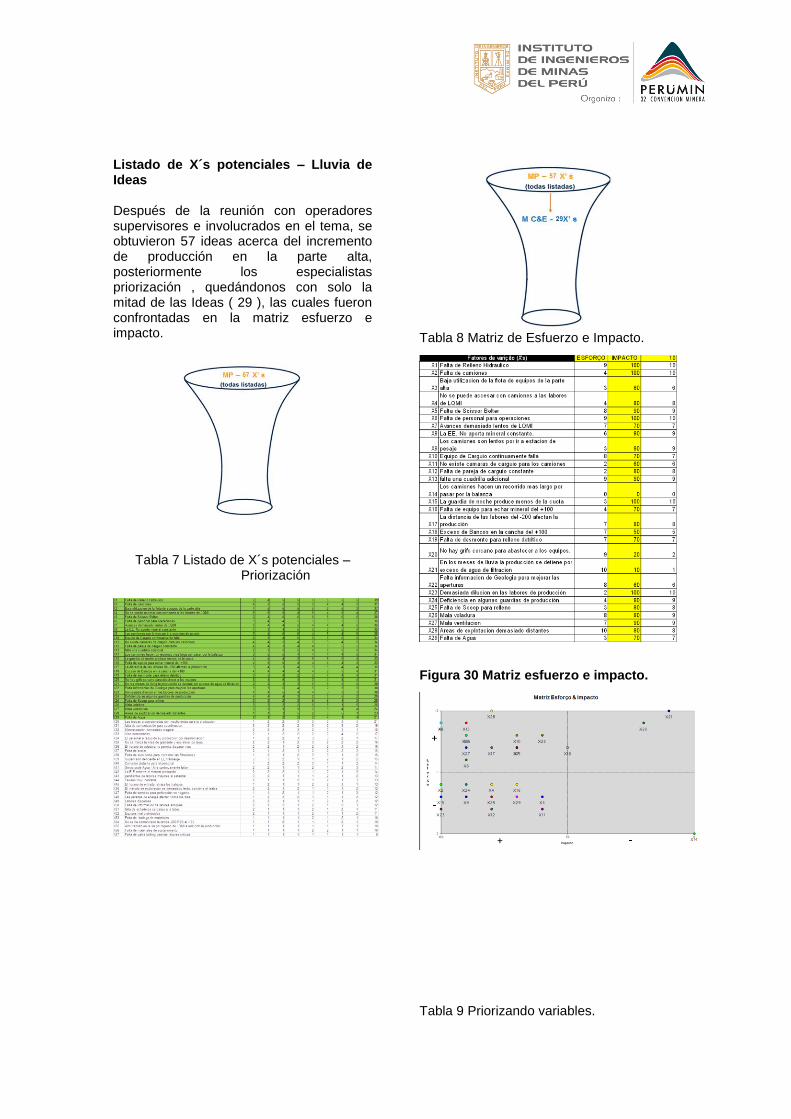
Listado de X´s potenciales – Lluvia de Ideas Después de la reunión con operadores supervisores e involucrados en el tema, se obtuvieron 57 ideas acerca del incremento de producción en la parte alta, posteriormente los especialistas priorización , quedándonos con solo la mitad de las Ideas ( 29 ), las cuales fueron confrontadas en la matriz esfuerzo e impacto.
Tabla 7 Listado de X´s potenciales –
Priorización
Tabla 8 Matriz de Esfuerzo e Impacto.
Figura 30 Matriz esfuerzo e impacto.
Tabla 9 Priorizando variables.
X1 Falta de Relleno Hidraulico FMEA
X2 Falta de camiones FMEA
X3 Baja utilizacion de la flota de equipos de la parte alta ESTADISTICO
X4 No se puede accesar con camiones a las labores de LQMI FMEA
X5 Falta de Scissor Bolter
X6 Falta de personal para operaciones VER Y HACER
X7 Avances demasiado lentos de LQMI
X8 La EE. No aporta mineral constante.
X9 Los camiones son lentos por ir a estacion de pesaje ESTADISTICO
X10 Equipo de Carguio continuamente falla
X11 No existe camaras de carguio para los camiones FMEA
X12 Falta de pareja de carguio constante VER Y HACER
X13 falta una cuadrilla adicional
X14 Los camiones hacen un recorrido mas largo por pasar por la balanza
X15 La guardia de noche produce menos de la cuota ESTADISTICO
X16 Falta de equipo para echar mineral del +100 FMEA
X17 La distancia de las labores del -200 afectan la producción
X18 Exceso de Bancos en la cancha del +100
X19 Falta de desmonte para relleno detritico
X20 No hay grifo cercano para abastecer a los equipos.
X21 En los meses de lluvia la producción se detiene por exceso de agua de filtracion
X22 Falta informacion de Geologia para mejorar las aperturas
X23 Demasiada dilucion en las labores de producción de la zona alta ESTADISTICO
X24 Deficiencia en algunas guardias de producción ESTADISTICO
X25 Falta de Scoop para relleno detritico FMEA
X26 Mala voladura
X27 Mala ventilacion
X28 Areas de explotacion demasiado distantes
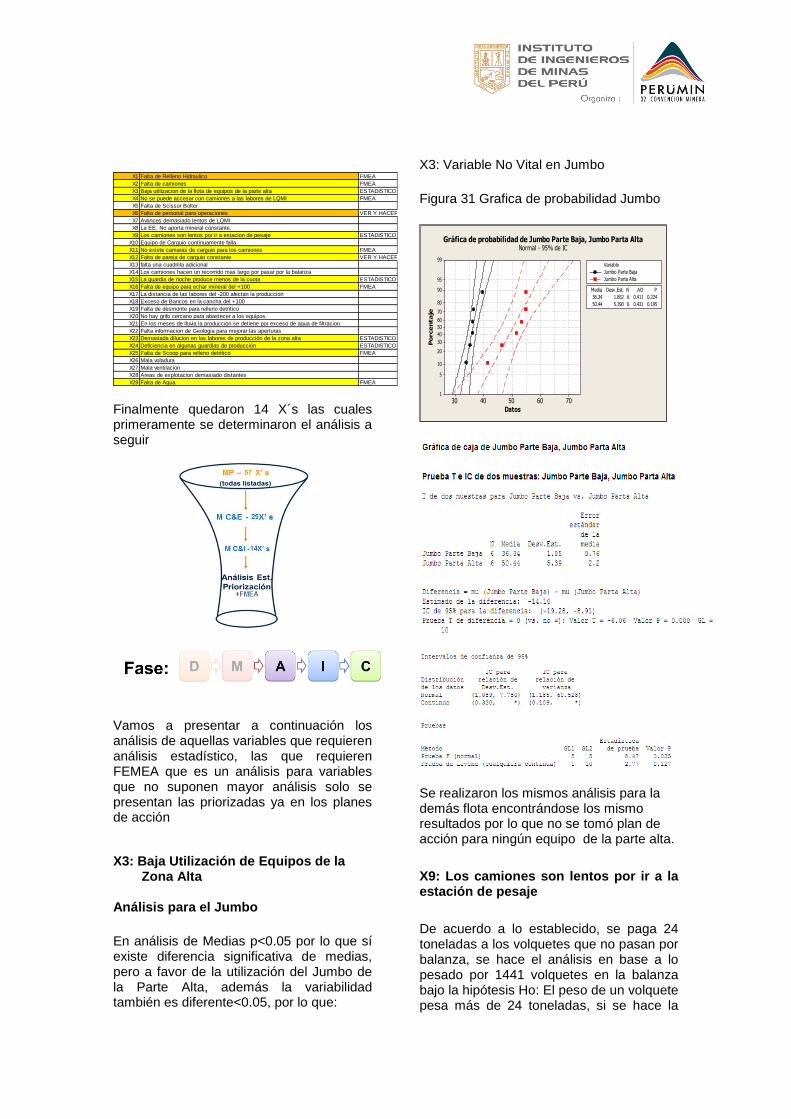
X29 Falta de Agua FMEA Finalmente quedaron 14 X´s las cuales primeramente se determinaron el análisis a seguir
Vamos a presentar a continuación los análisis de aquellas variables que requieren análisis estadístico, las que requieren FEMEA que es un análisis para variables que no suponen mayor análisis solo se presentan las priorizadas ya en los planes de acción
X3: Baja Utilización de Equipos de la Zona Alta
Análisis para el Jumbo
En análisis de Medias p<0.05 por lo que sí existe diferencia significativa de medias, pero a favor de la utilización del Jumbo de la Parte Alta, además la variabilidad también es diferente<0.05, por lo que:
X3: Variable No Vital en Jumbo
Figura 31 Grafica de probabilidad Jumbo
7060504030
99
95
90
80
70
60
50
40
30
20
10
5
1
Datos
Porcentaje
36.34 1.852 6 0.411 0.224
50.44 5.390 6 0.431 0.195
Media Desv.Est. N AD P
Jumbo Parte Baja
Jumbo Parta Alta
Variable
Gráfica de probabilidad de Jumbo Parte Baja, Jumbo Parta AltaNormal - 95% de IC
Se realizaron los mismos análisis para la demás flota encontrándose los mismo resultados por lo que no se tomó plan de acción para ningún equipo de la parte alta.
X9: Los camiones son lentos por ir a la estación de pesaje
De acuerdo a lo establecido, se paga 24 toneladas a los volquetes que no pasan por balanza, se hace el análisis en base a lo pesado por 1441 volquetes en la balanza bajo la hipótesis Ho: El peso de un volquete pesa más de 24 toneladas, si se hace la
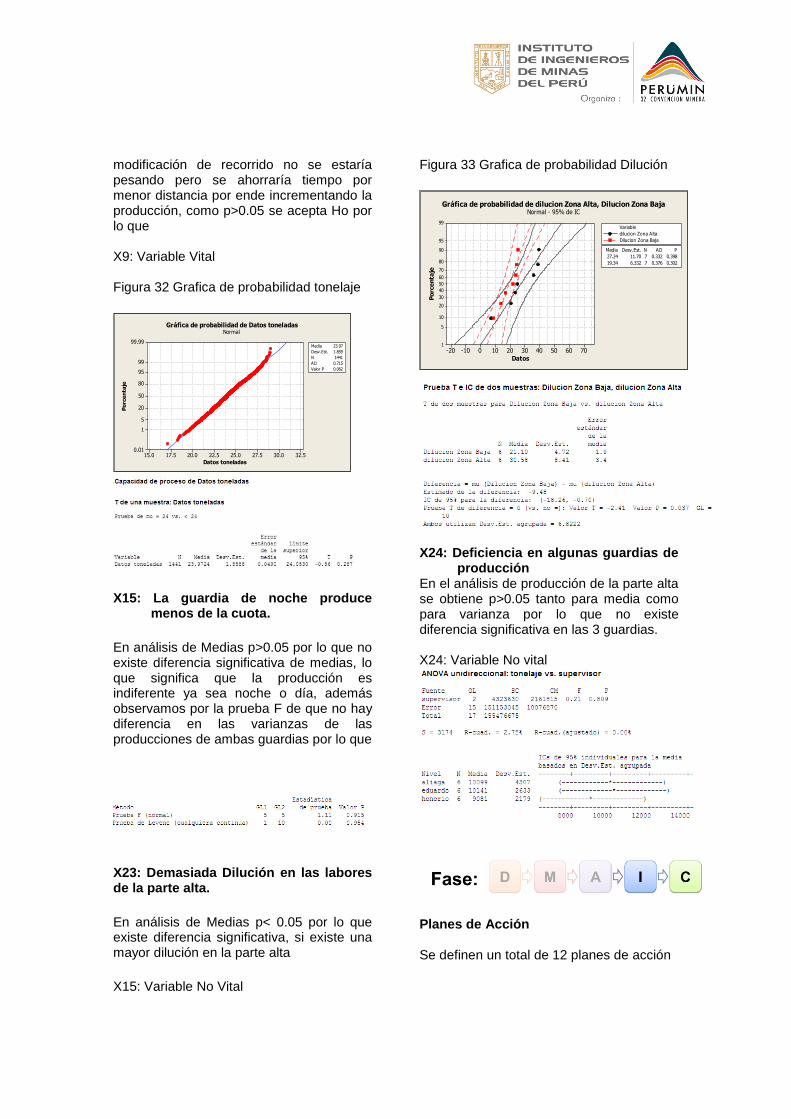
modificación de recorrido no se estaría pesando pero se ahorraría tiempo por menor distancia por ende incrementando la producción, como p>0.05 se acepta Ho por lo que X9: Variable Vital Figura 32 Grafica de probabilidad tonelaje
32.530.027.525.022.520.017.515.0
99.99
99
95
80
50
20
5
1
0.01
Datos toneladas
Porc
enta
je
Media 23.97
Desv.Est. 1.859
N 1441
AD 0.715
Valor P 0.062
Gráfica de probabilidad de Datos toneladasNormal
X15: La guardia de noche produce
menos de la cuota.
En análisis de Medias p>0.05 por lo que no existe diferencia significativa de medias, lo que significa que la producción es indiferente ya sea noche o día, además observamos por la prueba F de que no hay diferencia en las varianzas de las producciones de ambas guardias por lo que
X23: Demasiada Dilución en las labores de la parte alta.
En análisis de Medias p< 0.05 por lo que existe diferencia significativa, si existe una mayor dilución en la parte alta
X15: Variable No Vital
Figura 33 Grafica de probabilidad Dilución
706050403020100-10-20
99
95
90
80
70
60
50
40
30
20
10
5
1
Datos
Porc
enta
je
27.24 11.70 7 0.332 0.398
19.34 6.332 7 0.376 0.302
Media Desv.Est. N AD P
dilucion Zona Alta
Dilucion Zona Baja
Variable
Gráfica de probabilidad de dilucion Zona Alta, Dilucion Zona BajaNormal - 95% de IC
X24: Deficiencia en algunas guardias de producción
En el análisis de producción de la parte alta se obtiene p>0.05 tanto para media como para varianza por lo que no existe diferencia significativa en las 3 guardias. X24: Variable No vital
Planes de Acción Se definen un total de 12 planes de acción
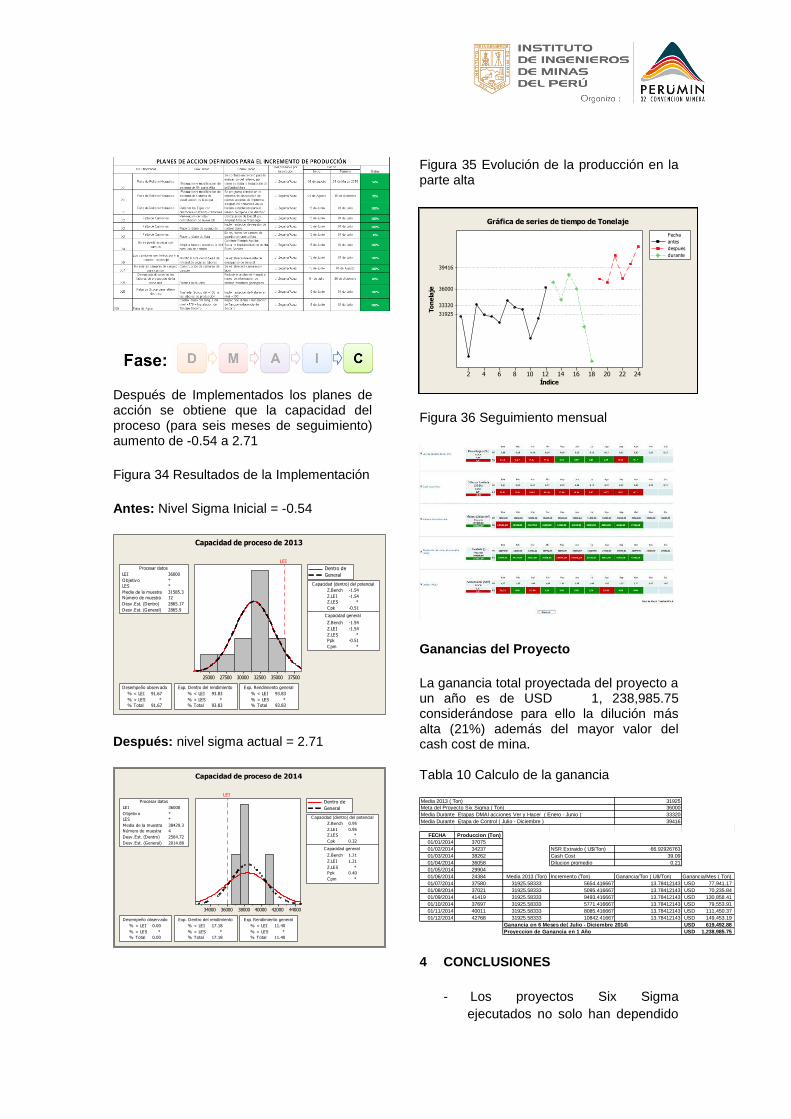
Después de Implementados los planes de acción se obtiene que la capacidad del proceso (para seis meses de seguimiento) aumento de -0.54 a 2.71
Figura 34 Resultados de la Implementación
Antes: Nivel Sigma Inicial = -0.54
375003500032500300002750025000
LEI
LEI 36000
O bjetiv o *
LES *
Media de la muestra 31585.3
Número de muestra 12
Desv .Est. (Dentro) 2865.17
Desv .Est. (General) 2865.9
Procesar datos
Z.Bench -1.54
Z.LEI -1.54
Z.LES *
C pk -0.51
Z.Bench -1.54
Z.LEI -1.54
Z.LES *
Ppk -0.51
C pm *
C apacidad general
C apacidad (dentro) del potencial
% < LEI 91.67
% > LES *
% Total 91.67
Desempeño observ ado
% < LEI 93.83
% > LES *
% Total 93.83
Exp. Dentro del rendimiento
% < LEI 93.83
% > LES *
% Total 93.83
Exp. Rendimiento general
Dentro de
General
Capacidad de proceso de 2013
Después: nivel sigma actual = 2.71
440004200040000380003600034000
LEI
LEI 36000
O bjetiv o *
LES *
Media de la muestra 38429.3
Número de muestra 4
Desv .Est. (Dentro) 2564.72
Desv .Est. (General) 2014.88
Procesar datos
Z.Bench 0.95
Z.LEI 0.95
Z.LES *
C pk 0.32
Z.Bench 1.21
Z.LEI 1.21
Z.LES *
Ppk 0.40
C pm *
C apacidad general
C apacidad (dentro) del potencial
% < LEI 0.00
% > LES *
% Total 0.00
Desempeño observ ado
% < LEI 17.18
% > LES *
% Total 17.18
Exp. Dentro del rendimiento
% < LEI 11.40
% > LES *
% Total 11.40
Exp. Rendimiento general
Dentro de
General
Capacidad de proceso de 2014
Figura 35 Evolución de la producción en la parte alta
Seguimiento Mensual a través del GOL
Seguimiento mensual a través del GOL
Figura 36 Seguimiento mensual
Ganancias del Proyecto
La ganancia total proyectada del proyecto a un año es de USD 1, 238,985.75 considerándose para ello la dilución más alta (21%) además del mayor valor del cash cost de mina. Tabla 10 Calculo de la ganancia
31925
36000
33320
39416
FECHA Produccion (Ton)
01/01/2014 37075
01/02/2014 34237 NSR Extraido ( U$/Ton) 66.92926763
01/03/2014 38262 Cash Cost 39.09
01/04/2014 36058 Dilucion promedio 0.21
01/05/2014 29904
01/06/2014 24384 Media 2013 (Ton) Incremento (Ton) Ganancia/Ton ( U$/Ton) Ganancia/Mes ( Ton)
01/07/2014 37580 31925.58333 5654.416667 13.78412143 77,941.17USD
01/08/2014 37021 31925.58333 5095.416667 13.78412143 70,235.84USD
01/09/2014 41419 31925.58333 9493.416667 13.78412143 130,858.41USD
01/10/2014 37697 31925.58333 5771.416667 13.78412143 79,553.91USD
01/11/2014 40011 31925.58333 8085.416667 13.78412143 111,450.37USD
01/12/2014 42768 31925.58333 10842.41667 13.78412143 149,453.19USD
619,492.88USD
1,238,985.75USD
Ganancia en 6 Meses de( Julio - Diciembre 2014)
Proyeccion de Ganancia en 1 Año
Media 2013 ( Ton)
Meta del Proyecto Six Sigma ( Ton)
Media Durante Etapas DMAI acciones Ver y Hacer ( Enero - Junio )
Media Durante Etapa de Control ( Julio - Diciembre )
4 CONCLUSIONES
- Los proyectos Six Sigma
ejecutados no solo han dependido
24222018161412108642
39416
36000
33320
31925
Índice
To
ne
laje
antes
despues
durante
Fecha
Gráfica de series de tiempo de Tonelaje

de un adecuado manejo de la
metodología, lo que se ha
observado es que el liderazgo es
fundamental para el logro de los
resultados, en muchos casos por
ejemplo un simple ver y hacer ya
logra resultados inmediatos pero es
necesario un líder para la ejecución
de esos pequeños cambios
- Con los proyectos Six Sigma no
solo se logra un cambio en las
medias y/o varianzas de lo que
queramos cambiar, lo más
importante es el cambio en la
cultura de la supervisión y
trabajadores para poder tener los
resultados sostenibles en el tiempo
así como romper ciertos
paradigmas de trabajo arraigados a
través de los años los cuales no
permiten vislumbrar que se puedan
hacer las cosas de otra forma con
mejores resultados.
- Con los 3 proyectos ejecutados en
mina se ha logrado una ganancia directa proyectada en un año de USD 2,379,668.52, en los cuales se ha considerado para esta estimación las condiciones más desfavorables de análisis, tales como una alta dilución, alto cash cost, etc.
- Hemos podido observar de que en la mayoría de proyectos ejecutados se pasan por tres etapas especificas en el logro de resultados, la primera es la de lograr resultados en base a acciones de ver y hacer, la segunda es la el logro de resultados después de la aplicación de los planes de acción y una tercera etapa en la cual aún no se llega en los proyectos ejecutados que es cuando se logran los resultados en base a las acciones de alto esfuerzo, de alto impacto que normalmente requieren inversión.
REFERENCIAS
- Chase, R.; Jacobs, R.; Aquilano, N. Administración de operaciones. Producción y cadena de suministros. México: Mc Graw Hill.
- Escalante Vázquez, E. Seis - Sigma Metodología y técnicas. México: Limusa.
- Torres Moncayo, Jesús: Lean production: como llegar a ser lean sin mucho esfuerzo (pág. 38-39). Toluca (México): ITESM, 2009.
- Moresteam.com; ¿Es Nuevo en la Metodología Lean Seis Sigma?; Recuperado de: https://www.moresteam.com/es/nuevo-en-lean-six-sigma.cfm
- Bersbach, P. (2009, Octubre 27). The first step of DMAIC – Define. Recuperado el 20 de Febrero del 2012 de http://www.sixsigmatrainingconsulting.com/uncategorized/the-first-step-of-dmaic-%E2%80%93-define.
- SETA Desenvolvimiento Gerencial; Green & Black Belt. ( 2013-2014)