ENGENHARIA DE PRODUÇÃO Disc.: Processos de Fabricação II Prof. Jorge Marques Aula 18 Extrusão e...
24
ENGENHARIA DE PRODUÇÃO Disc.: Processos de Fabricação II Prof. Jorge Marques Aula 18 Extrusão e Sopro. Introdução à injeção Fontes consultadas: Michaeli, Walter et al. Tecnologia dos Plásticos. Blücher. Remy, A et al. Materiais. Hemus
Transcript of ENGENHARIA DE PRODUÇÃO Disc.: Processos de Fabricação II Prof. Jorge Marques Aula 18 Extrusão e...

ENGENHARIA DE PRODUÇÃODisc.: Processos de Fabricação II
Prof. Jorge Marques
Aula 18Extrusão e Sopro. Introdução à injeção
Fontes consultadas:Michaeli, Walter et al. Tecnologia dos Plásticos. Blücher.
Remy, A et al. Materiais. Hemus

Extrusão
• É um processo de produzir um produto por forçar um material através de um orifício ou ferramental

Extrusão
• O material moldável, polímero, é fundido• Depois é forçado através da abertura de uma matriz• O produto extrudado é resfriado progressivamente
em água até permanecer sólido rígido• O extrudado pode ser enrolado em bobinas, cortado
em peças de dimensões especificadas, ou cortado em grânulos regulares com faca rotativa

Extrusora
• Máquina que tem a função de receber o granulado ou pó plástico e conduzí-lo com a pressão necessária através da ferramenta (matriz).
• É composta basicamente por:• Funil de alimentação• Parafuso (rosca) de homogeneização,
transporte e presurização• Do ponto de vista econômico, exige-se grande escala
de produção.

Extrusoras
• Há vários tipos de extrusoras, para diversas aplicações e materiais. As principais diferenças estão no tipo de rosca:– Parafuso único– Parafuso duplo– Diferentes zonas de entrada, aquecimento,
pressurização e calibragem.

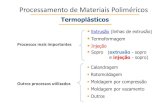
Sistema de Aquecimento
• O mais usual é a instalação de resistências elétricas na superfície externa do cilindro da rosca.
• Outro procedimento é o aquecimento via transferência de calor de vapor por meio de serpentinas envoltas no cilindro.
• Parte do calor necessário para a fusão é promovido pelos atritos de arraste.

Instalações Complementares
• Calibração• Resfriamento• Tração

Extrusão - Sopro
• Filmes e tubos de pequena espessura são fabricados por extrusão seguida de sopro.– Na saída da matriz de extrusão há um
alargamento até a dimensão desejada do tubo;– Um bico de ar (sopro) passando pela matriz de
extrusão mantém pressão constante suficiente para expandir o plástico recém extrudado até a matriz alargada.
– A figura no slide a seguir ilustra o processo

• Ilustração do processo de fabricação de filmes plásticos: extrusão + sopro.

Extrusão - Sopro
• Garrafas também podem ser fabricadas pelo processo extrusão-sopro.
• Peças sopradas em PVC são utilizadas em embalagens para o uso alimentício, de cosméticos, de água mineral e outras bebidas, produtos de higiene e limpeza, de óleos lubrificantes e aditivos para combustíveis, etc.
• Obs.: quando há pressão interna, como no caso dos refrigerantes, a garrafa é fabricada pelo processo injeção-sopro.

Extrusão - Sopro
• Na fabricação de garrafas para armazenar líquidos à pressão atmosférica, o material plastificado passa por uma matriz formando uma espécie de mangueira. Ainda aquecida, um pedaço da mangueira é alojado dentro do molde de sopro para que um pino injete ar em seu interior, fazendo com que o material assuma o formato da cavidade do molde.

InjeçãoInjeção
IlustraçãoInjetora ROMI Prática 220Dados Técnicos - Força de fechamento: 220 tDistância entre colunas: 560 mmEUROMAP 1000, 603gAplicação - Máquina de uso geral destinada a diversas aplicações, tais como injeção de peças técnicas, utilidades domésticas, brinquedos e embalagensDados construtivos - Guias lineares no fechamento e na unidade injetora

Injeção
• O principal processo de fabricação de peças de plástico é a injeção.
• Diferentemente da extrusão (contínuo), a injeção é um processo cíclico.
• A injeção consiste na plastificação do plástico num cilindro aquecido seguido de injeção em alta pressão para o interior de um molde relativamente frio, onde o plástico endurece e toma a forma final. A peça moldada é expelida do molde por meio de pinos ejetores, ar comprimido ou outros equipamentos auxiliares.

Injeção
• Este processo permite produzir peças tão pequenas quanto um minúsculo clipe quanto peças gigantes como grandes reservatórios.

Etapas ou fases da Injeção
1. Plastificação2. Injeção3. Extração
(desmoldagem)4. Rebarbação

Máquinas Injetoras
• As injetoras subdividem-se em duas categorias:– Injeção por pistão– Injeção por rosca
• Nos dois casos, o plástico é aquecido no interior de um cilindro

Desenho esquemático de uma Desenho esquemático de uma injetora de acionamento por pistãoinjetora de acionamento por pistão

Desenho esquemático de uma Desenho esquemático de uma injetora de acionamento por roscainjetora de acionamento por rosca

Máquinas Injetoras
• Algumas injetoras de pistão são equipadas com um dispositivo de dosagem que permite fornecer ao cilindro a quantidade exata de material para encher o molde. O cilindro injetor pode ser de pistão ou de rosca.
• As máquinas de êmbolo podem possuir um cilindro de pré-aquecimento de rosca, que proporciona maior rapidez de injeção porque o pistão passa a atuar diretamente sobre o material fundido e não mais sobre o material em grânulos.
• As máquinas com pré-plastificação de rosca proporcionam ótimos resultados e uma melhor dispersão dos pigmentos misturados a seco.

Máquinas Injetoras
• Modernamente, tem-se preferido as máquinas de injeção por rosca, pois estas máquinas, com pré-plastificação, proporcionam melhor homogeneização da temperatura do plastificado e melhor dispersão de pigmentos e aditivos pré-misturados a seco.

Unidades das Injetoras
• As máquinas injetoras se dividem em unidade injetora e unidade de fechamento.
• Unidade de injeçãoUnidade de injeção: responsável por:– Homogeneização– Transporte– Dosagem– Injeção
• A unidade de injeção é formada pelo cilindro, parafuso ou pistão, sistemas de aquecimentos e o bico de injeção. Tudo isso apoiado na mesa da máquina.

Unidades das Injetoras
• A unidade de injeção é formada pelo cilindro, parafuso ou pistão, sistemas de aquecimentos e o bico de injeção. Tudo isso apoiado na mesa da máquina e acionado por motor elétrico e/ou sistema hidráulico.
• Em geral, o conjunto cilindro/parafuso/bico podem ser trocados de acordo com as características do plástico a injetar.

Unidades das Injetoras
Unidade de FechamentoUnidade de Fechamento• Tem a função de fechar e abrir o molde.• O mecanismo pode ser acionado por:– sistemas de alavancas articuladas acoplado a
cilindro hidráulico.– Direto por cilindro hidráulico.O primeiro tem a vantagem da velocidade e o
segundo do menor risco de sobretensões nas colunas

Unidades das Injetoras
• Além das unidades básicas de funcionamento, as máquinas contam também com:– Mesa da máquina: onde abriga as unidades de
plastificação e fechamento, além do sistema hidráulico e eventual sistema pneumático para extração das peças.
– Painel de controle: incorpora todos os instrumentos elétricos/eletrônicos de controle. Em máquinas modernas, sistemas digitais fazem a regulagem e controle da máquina.