
高力ボルト摩擦接合継手のボルト軸力と すべり係数 …...東骨技報 No.56 51...
14
51 東骨技報 No.56 高力ボルト摩擦接合継手のボルト軸力と すべり係数の経年変化について A Study on Aging of Bolt Tension and Slip Coeficient of Friction Type High Strength Bolted Joint 柳沼 安俊 * Y. Yaginuma * 技術研究所 副所長 はじめに 高力ボルト摩擦接合継手は,高強度のボルトに大きな 軸力を導入し,ボルト周辺に分布した接合部材間の圧縮 力によって得られる摩擦抵抗で外力を伝達する.つま り,高力ボルト摩擦接合継手の耐力は,接合面のすべり 係数とボルト軸力で評価される. 設計時に期待した継手性能を発揮させるためには,適 正な施工管理が重要であることは言うまでもない.施工 に関わる影響因子(接合面の処理方法,継手の精度管 理,ボルトの取り扱い,ボルト締付け方法・締付け順 序,ボルト導入軸力の管理方法等)は,製作および架設 作業の中で作業標準として手順化されている.したがっ て,堅実な施工管理体制下における初期段階の継手性能 は,耐力的に問題がないといえる. しかしながら,高力ボルト摩擦接合継手の宿命として 時間の経過とともにボルト軸力が低下する現象いわゆる リラクゼーションがある.その発生原因は,ねじ部,接 合面の局部的な塑性変形(なじみ,へたり)およびク リープ,ボルト軸部・塗膜のクリープが考えられ,軸力 低下の量的な進行の程度は,導入軸力,接合面の表面処 理,ボルト孔のクリアランスなど継手性状により変化す る. 他方,継手耐力を支配するもう一つの因子であるすべ り係数については,接合面の錆や塗膜の凝着効果などに より時間の経過とともに増大する傾向があるとの実験結 果が得られている 1),2) .したがって,ボルト軸力は締 付け後徐々に低下するにもかかわらず,すべり耐力とし ては大きな変化は見られないといわれている. 本稿は,文献調査により高力ボルト摩擦接合継手のボ ルト軸力およびすべり耐力の経年変化に対する過去の実 験データを収集し,継手種類に応じた特徴について整理 したものである. 1.高力ボルトのリラクゼーション 1.1 文献調査によるリラクゼーション試験の個別 データの整理 高力ボルト残存軸力の経時変化に関するデータは,文 献3)~20)のリラクゼーション試験結果を参照し,接合 面の種類ごとにボルト軸力低下傾向の特徴について整理 する.参照したリラクゼーション試験のデータ数は143 であり,その大半は小型試験体によるものである.全試 験体に対する継手条件の概要は表-1のとおりである. 図-1は,高力ボルト残存軸力の経時変化を片対数グラ 表-1 参照したリラクゼーション試験体の概要 ボルト配置 (行×列) 試験体数 使用ボルト ボルトサイズ 母材厚 母材材質 締付け方法 ボルト軸力 計測方法 計測期間 1行×1列 6 F10T M22 25 SM490Y トルク法 軸内 単軸ゲージ 168h 1行×2列 64 F8T, F10T, F11T S10T, F10TW M16, M20 M22, M24 16~26 SS400, SM400, SM490 SM490Y,SN400 ASTM A514F トルク法 ナット回転法 軸部 単軸ゲージ 頭部 2軸ゲージ 168~8760h 1行×3列 19 F8T, F10T M16, M20 M22, M24 19~32 SS400, SM490 トルク法 ナット回転法 軸部 単軸ゲージ 頭部 2軸ゲージ 4320h 2行×2列 46 F10T M22 19 SM490 トルク法 頭部 2軸ゲージ 4320h 2行×10列 2 F10T M22 22 不明 トルク法 軸部 単軸ゲージ 720h 詳細不明 6 F8T, F10T, S10T M22, M24, M30 不明 不明 トルク法 ナット回転法 耐力点法 軸部 単軸ゲージ 頭部 2軸ゲージ 336~8760h 図-1 高力ボルト残存軸力の経時変化の一例 y = -1.0019Log 10 (x)+ 97.651 80 85 90 95 100 0.1 1 10 100 1000 10000 経過時間(h) 軸力残存率(%) HTB M22(F10T) 孔径:24.5φ 材質:SM490Y 表面処理:赤錆
Transcript of 高力ボルト摩擦接合継手のボルト軸力と すべり係数 …...東骨技報 No.56 51...
51東骨技報 No.56
高力ボルト摩擦接合継手のボルト軸力とすべり係数の経年変化について
A Study on Aging of Bolt Tension and Slip Coeficientof Friction Type High Strength Bolted Joint
柳沼 安俊* Y. Yaginuma
* 技術研究所 副所長
はじめに
高力ボルト摩擦接合継手は,高強度のボルトに大きな軸力を導入し,ボルト周辺に分布した接合部材間の圧縮力によって得られる摩擦抵抗で外力を伝達する.つまり,高力ボルト摩擦接合継手の耐力は,接合面のすべり係数とボルト軸力で評価される. 設計時に期待した継手性能を発揮させるためには,適正な施工管理が重要であることは言うまでもない.施工に関わる影響因子(接合面の処理方法,継手の精度管理,ボルトの取り扱い,ボルト締付け方法・締付け順序,ボルト導入軸力の管理方法等)は,製作および架設作業の中で作業標準として手順化されている.したがって,堅実な施工管理体制下における初期段階の継手性能は,耐力的に問題がないといえる. しかしながら,高力ボルト摩擦接合継手の宿命として時間の経過とともにボルト軸力が低下する現象いわゆるリラクゼーションがある.その発生原因は,ねじ部,接合面の局部的な塑性変形(なじみ,へたり)およびクリープ,ボルト軸部・塗膜のクリープが考えられ,軸力低下の量的な進行の程度は,導入軸力,接合面の表面処理,ボルト孔のクリアランスなど継手性状により変化する. 他方,継手耐力を支配するもう一つの因子であるすべり係数については,接合面の錆や塗膜の凝着効果などにより時間の経過とともに増大する傾向があるとの実験結果が得られている1),2).したがって,ボルト軸力は締
付け後徐々に低下するにもかかわらず,すべり耐力としては大きな変化は見られないといわれている. 本稿は,文献調査により高力ボルト摩擦接合継手のボルト軸力およびすべり耐力の経年変化に対する過去の実験データを収集し,継手種類に応じた特徴について整理したものである.
1.高力ボルトのリラクゼーション
1.1� 文献調査によるリラクゼーション試験の個別データの整理
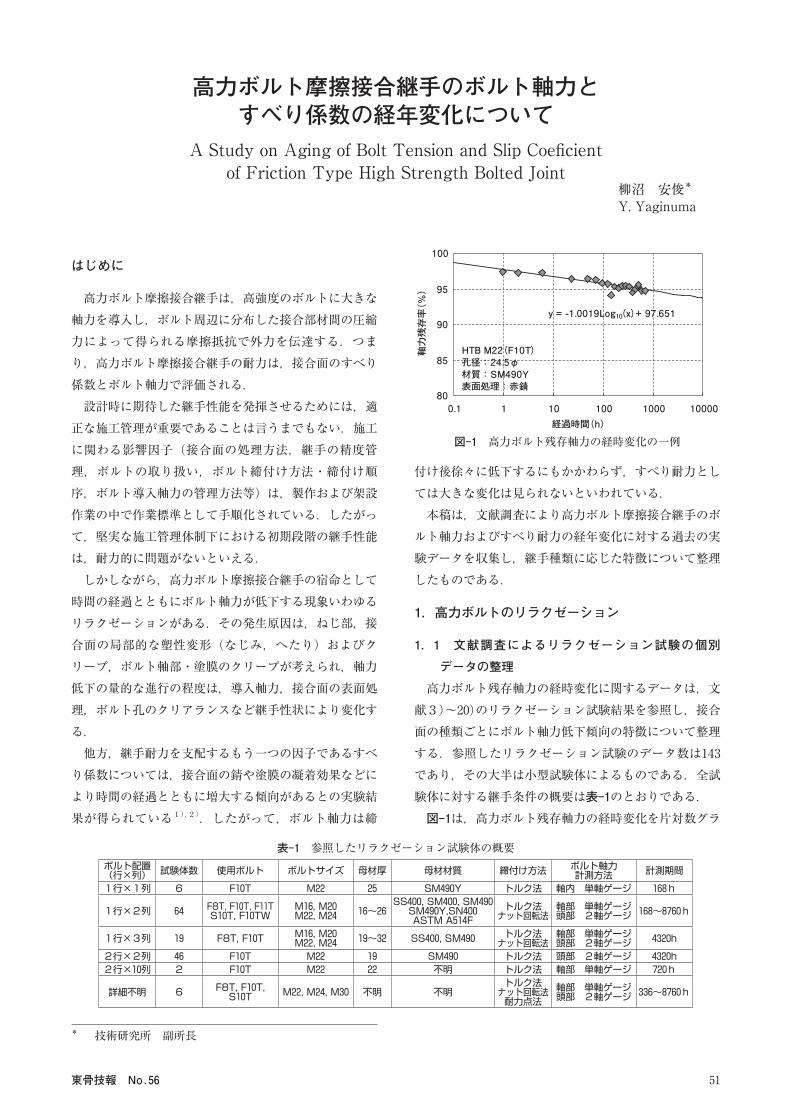
高力ボルト残存軸力の経時変化に関するデータは,文献3)~20)のリラクゼーション試験結果を参照し,接合面の種類ごとにボルト軸力低下傾向の特徴について整理する.参照したリラクゼーション試験のデータ数は143であり,その大半は小型試験体によるものである.全試験体に対する継手条件の概要は表-1のとおりである. 図-1は,高力ボルト残存軸力の経時変化を片対数グラ
表-1 参照したリラクゼーション試験体の概要ボルト配置(行×列) 試験体数 使用ボルト ボルトサイズ 母材厚 母材材質 締付け方法 ボルト軸力
計測方法 計測期間
1行×1列 6 F10T M22 25 SM490Y トルク法 軸内 単軸ゲージ 168h
1行×2列 64 F8T, F10T, F11TS10T, F10TW
M16, M20M22, M24 16~26
SS400, SM400, SM490SM490Y,SN400ASTM A514F
トルク法ナット回転法
軸部 単軸ゲージ頭部 2軸ゲージ 168~8760h
1行×3列 19 F8T, F10T M16, M20M22, M24 19~32 SS400, SM490 トルク法
ナット回転法軸部 単軸ゲージ頭部 2軸ゲージ 4320h
2行×2列 46 F10T M22 19 SM490 トルク法 頭部 2軸ゲージ 4320h2行×10列 2 F10T M22 22 不明 トルク法 軸部 単軸ゲージ 720h
詳細不明 6 F8T, F10T, S10T M22, M24, M30 不明 不明
トルク法ナット回転法
耐力点法軸部 単軸ゲージ頭部 2軸ゲージ 336~8760h
図-1 高力ボルト残存軸力の経時変化の一例
y = -1.0019Log10(x)+ 97.651
80
85
90
95
100
0.1 1 10 100 1000 10000経過時間(h)
軸力残存率(%)
HTB M22(F10T)孔径:24.5φ材質:SM490Y表面処理:赤錆
52 東骨技報 No.56
フ(横軸:対数の時間軸(h),縦軸:ボルト軸力残存率(%))にプロットした一例である.図-1に示すとおり,高力ボルト残存軸力の経時変化は,片対数グラフ上では直線の関係で示され,y=a×Log10(x)+bなる回帰式が得られる.この回帰式の傾きaはボルト軸力の低下傾向を示し,接合面ごとの特徴が現れるものと推定される. そこで,参照した143継手の高力ボルト残存軸力の経時変化のデータについてそれぞれ回帰式を求め,その傾きaを抽出し,接合面の種類ごとに整理した.回帰式を算出する際のデータ取り扱い上の留意点は,以下のとおりである.⑴ 文献中に測定時の経過時間(h)とボルト軸力残存率(%)が数値データとして明記されていない場合は,高力ボルト残存軸力経時変化のグラフから主要ポイントを直読する.
⑵ 他のデータと極端に逸脱する傾向を示すデータは,回帰式算出データから除外する.
⑶ ボルト残存軸力は,いずれもひずみゲージによる測定が行われているが,結果の出力は文献ごとに異なる.ボルト残存軸力の結果の出力方法は,①ボルト1本ごとの測定結果をそのまま出力するもの,②複数ボルトの平均値を使用するもの,③複数の試験体の平均値によるものなどがある.ここでは,それらを区別することなく,それぞれ1つのデータとして同列に取り扱う.
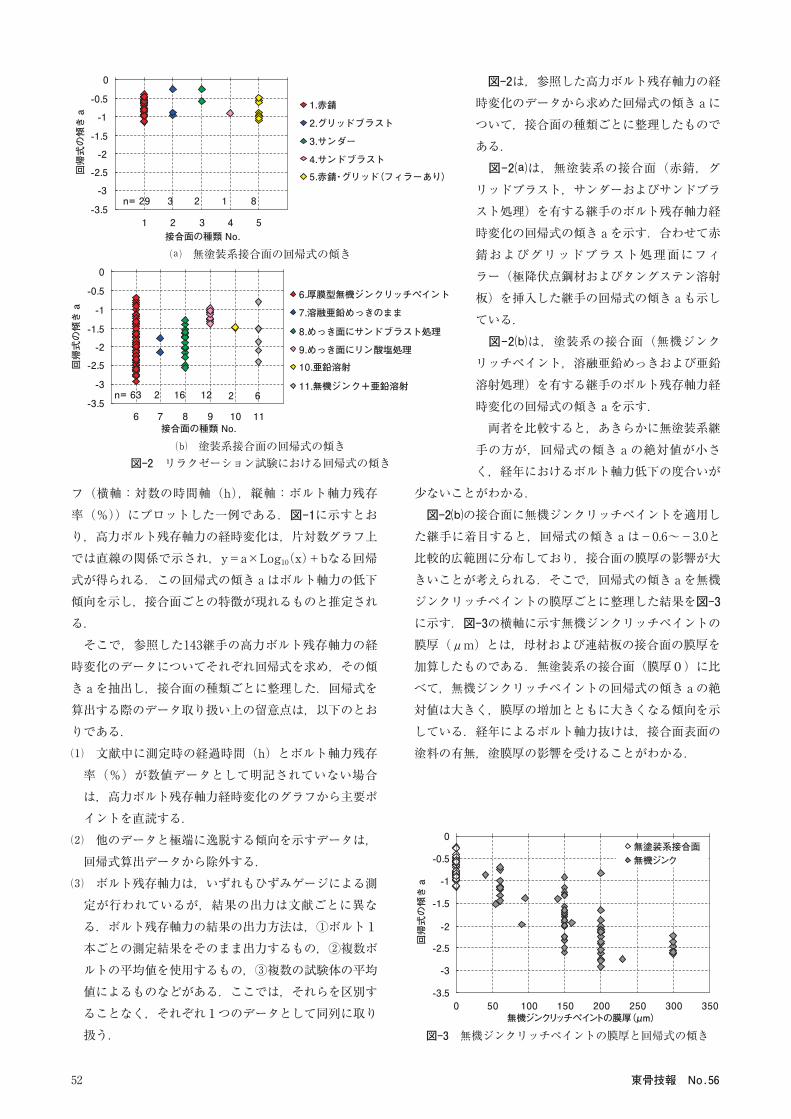
図-2は,参照した高力ボルト残存軸力の経時変化のデータから求めた回帰式の傾きaについて,接合面の種類ごとに整理したものである. 図-2⒜は,無塗装系の接合面(赤錆,グリッドブラスト,サンダーおよびサンドブラスト処理)を有する継手のボルト残存軸力経時変化の回帰式の傾きaを示す.合わせて赤錆およびグリッドブラスト処理面にフィラー(極降伏点鋼材およびタングステン溶射板)を挿入した継手の回帰式の傾きaも示している. 図-2⒝は,塗装系の接合面(無機ジンクリッチペイント,溶融亜鉛めっきおよび亜鉛溶射処理)を有する継手のボルト残存軸力経時変化の回帰式の傾きaを示す. 両者を比較すると,あきらかに無塗装系継手の方が,回帰式の傾きaの絶対値が小さく,経年におけるボルト軸力低下の度合いが
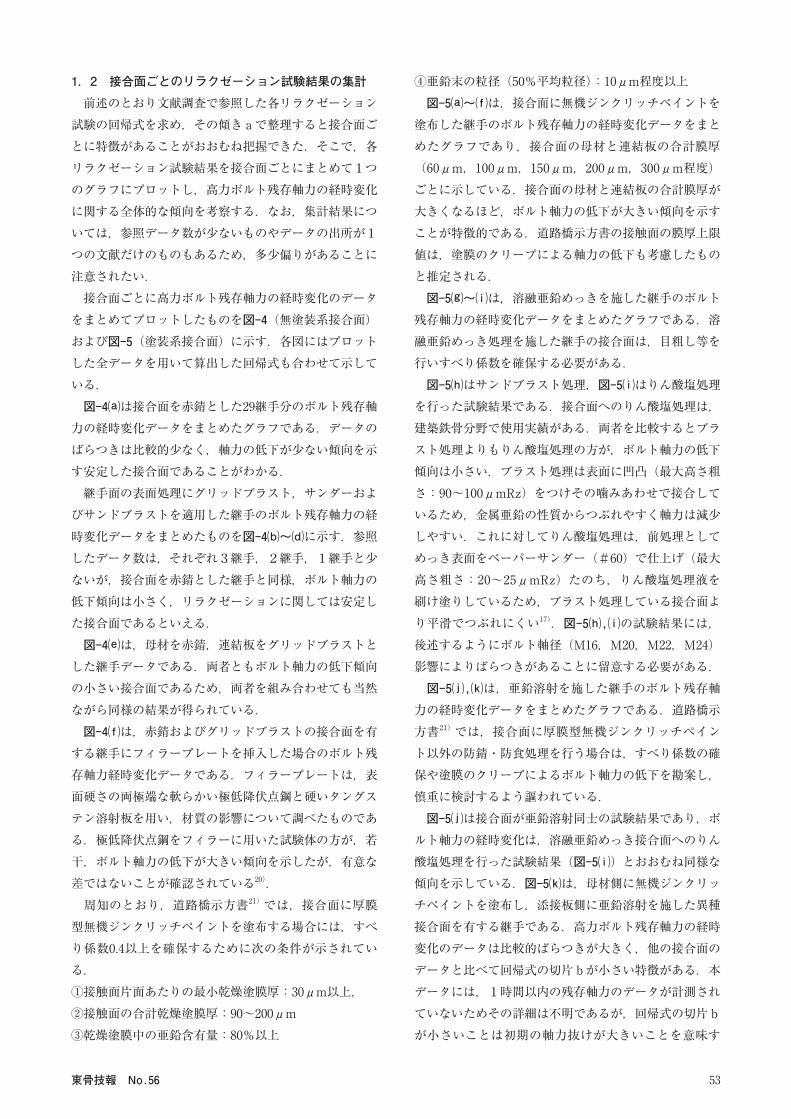
少ないことがわかる. 図-2⒝の接合面に無機ジンクリッチペイントを適用した継手に着目すると,回帰式の傾きaは-0.6~-3.0と比較的広範囲に分布しており,接合面の膜厚の影響が大きいことが考えられる.そこで,回帰式の傾きaを無機ジンクリッチペイントの膜厚ごとに整理した結果を図-3に示す.図-3の横軸に示す無機ジンクリッチペイントの膜厚(μm)とは,母材および連結板の接合面の膜厚を加算したものである.無塗装系の接合面(膜厚0)に比べて,無機ジンクリッチペイントの回帰式の傾きaの絶対値は大きく,膜厚の増加とともに大きくなる傾向を示している.経年によるボルト軸力抜けは,接合面表面の塗料の有無,塗膜厚の影響を受けることがわかる.
図-2 リラクゼーション試験における回帰式の傾き
⒜ 無塗装系接合面の回帰式の傾き
⒝ 塗装系接合面の回帰式の傾き
-3.5
-3
-2.5
-2
-1.5
-1
-0.5
0
1 2 3 4 5接合面の種類 No.
回帰式の傾き a
1.赤錆
2.グリッドブラスト
3.サンダー
4.サンドブラスト5.赤錆・グリッド(フィラーあり)
n= 29 3 2 1 8
-3.5
-3
-2.5
-2
-1.5
-1
-0.5
0
6 7 8 9 10 11接合面の種類 No.
回帰式の傾き a
6.厚膜型無機ジンクリッチペイント
7.溶融亜鉛めっきのまま
8.めっき面にサンドブラスト処理
9.めっき面にリン酸塩処理10.亜鉛溶射
11.無機ジンク+亜鉛溶射n= 63 2 16 12 2 6
図-3 無機ジンクリッチペイントの膜厚と回帰式の傾き
-3.5
-3
-2.5
-2
-1.5
-1
-0.5
0
0 50 100 150 200 250 300 350無機ジンクリッチペイントの膜厚(μm)
回帰式の傾き a
無塗装系接合面無機ジンク
53東骨技報 No.56
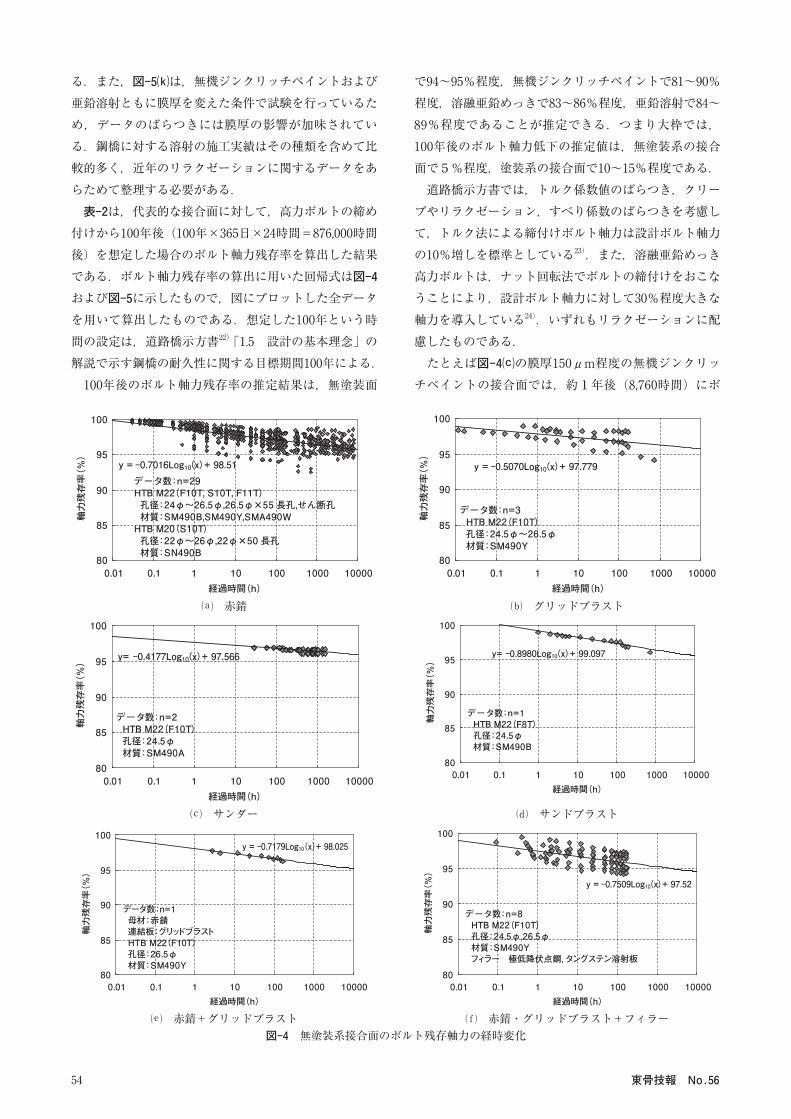
1.2 接合面ごとのリラクゼーション試験結果の集計 前述のとおり文献調査で参照した各リラクゼーション試験の回帰式を求め,その傾きaで整理すると接合面ごとに特徴があることがおおむね把握できた.そこで,各リラクゼーション試験結果を接合面ごとにまとめて1つのグラフにプロットし,高力ボルト残存軸力の経時変化に関する全体的な傾向を考察する.なお,集計結果については,参照データ数が少ないものやデータの出所が1つの文献だけのものもあるため,多少偏りがあることに注意されたい. 接合面ごとに高力ボルト残存軸力の経時変化のデータをまとめてプロットしたものを図-4(無塗装系接合面)および図-5(塗装系接合面)に示す.各図にはプロットした全データを用いて算出した回帰式も合わせて示している. 図-4⒜は接合面を赤錆とした29継手分のボルト残存軸力の経時変化データをまとめたグラフである.データのばらつきは比較的少なく,軸力の低下が少ない傾向を示す安定した接合面であることがわかる. 継手面の表面処理にグリッドブラスト,サンダーおよびサンドブラストを適用した継手のボルト残存軸力の経時変化データをまとめたものを図-4⒝~⒟に示す.参照したデータ数は,それぞれ3継手,2継手,1継手と少ないが,接合面を赤錆とした継手と同様,ボルト軸力の低下傾向は小さく,リラクゼーションに関しては安定した接合面であるといえる. 図-4⒠は,母材を赤錆,連結板をグリッドブラストとした継手データである.両者ともボルト軸力の低下傾向の小さい接合面であるため,両者を組み合わせても当然ながら同様の結果が得られている. 図-4⒡は,赤錆およびグリッドブラストの接合面を有する継手にフィラープレートを挿入した場合のボルト残存軸力経時変化データである.フィラープレートは,表面硬さの両極端な軟らかい極低降伏点鋼と硬いタングステン溶射板を用い,材質の影響について調べたものである.極低降伏点鋼をフィラーに用いた試験体の方が,若干,ボルト軸力の低下が大きい傾向を示したが,有意な差ではないことが確認されている20). 周知のとおり,道路橋示方書21)では,接合面に厚膜型無機ジンクリッチペイントを塗布する場合には,すべり係数0.4以上を確保するために次の条件が示されている.①接触面片面あたりの最小乾燥塗膜厚:30μm以上,②接触面の合計乾燥塗膜厚:90~200μm③乾燥塗膜中の亜鉛含有量:80%以上
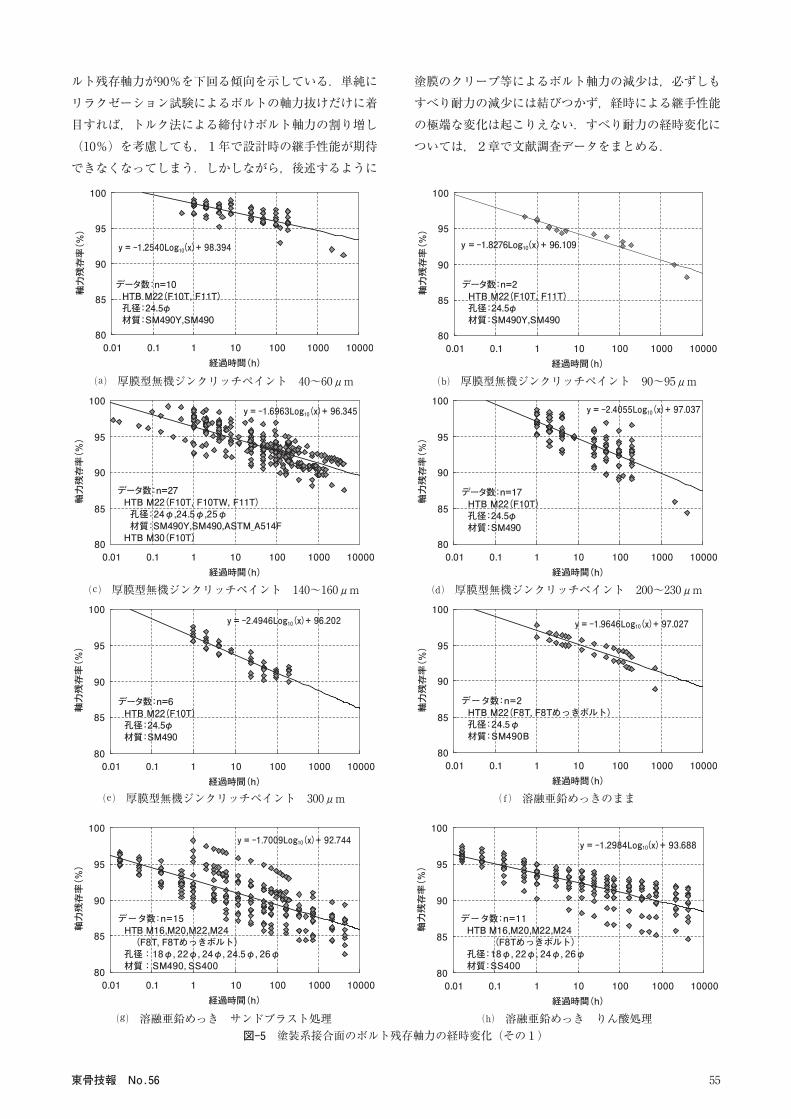
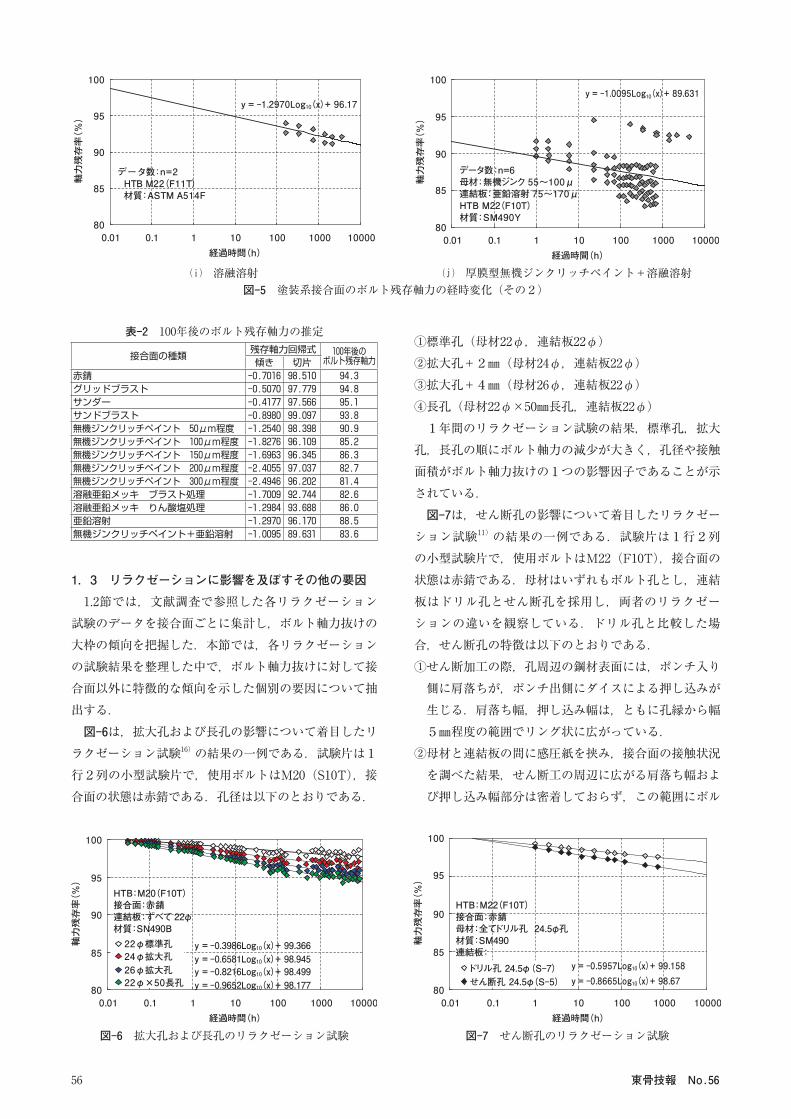
④亜鉛末の粒径(50%平均粒径):10μm程度以上 図-5⒜~⒡は,接合面に無機ジンクリッチペイントを塗布した継手のボルト残存軸力の経時変化データをまとめたグラフであり,接合面の母材と連結板の合計膜厚(60μm,100μm,150μm,200μm,300μm程度)ごとに示している.接合面の母材と連結板の合計膜厚が大きくなるほど,ボルト軸力の低下が大きい傾向を示すことが特徴的である.道路橋示方書の接触面の膜厚上限値は,塗膜のクリープによる軸力の低下も考慮したものと推定される. 図-5⒢~⒤は,溶融亜鉛めっきを施した継手のボルト残存軸力の経時変化データをまとめたグラフである.溶融亜鉛めっき処理を施した継手の接合面は,目粗し等を行いすべり係数を確保する必要がある. 図-5⒣はサンドブラスト処理,図-5⒤はりん酸塩処理を行った試験結果である.接合面へのりん酸塩処理は,建築鉄骨分野で使用実績がある.両者を比較するとブラスト処理よりもりん酸塩処理の方が,ボルト軸力の低下傾向は小さい.ブラスト処理は表面に凹凸(最大高さ粗さ:90~100μmRz)をつけその噛みあわせで接合しているため,金属亜鉛の性質からつぶれやすく軸力は減少しやすい.これに対してりん酸塩処理は,前処理としてめっき表面をペーパーサンダー(#60)で仕上げ(最大高さ粗さ:20~25μmRz)たのち,りん酸塩処理液を刷け塗りしているため,ブラスト処理している接合面より平滑でつぶれにくい17).図-5⒣,⒤の試験結果には,後述するようにボルト軸径(M16,M20,M22,M24)影響によりばらつきがあることに留意する必要がある. 図-5⒥,⒦は,亜鉛溶射を施した継手のボルト残存軸力の経時変化データをまとめたグラフである.道路橋示方書21)では,接合面に厚膜型無機ジンクリッチペイント以外の防錆・防食処理を行う場合は,すべり係数の確保や塗膜のクリープによるボルト軸力の低下を勘案し,慎重に検討するよう謳われている. 図-5⒥は接合面が亜鉛溶射同士の試験結果であり,ボルト軸力の経時変化は,溶融亜鉛めっき接合面へのりん酸塩処理を行った試験結果(図-5⒤)とおおむね同様な傾向を示している.図-5⒦は,母材側に無機ジンクリッチペイントを塗布し,添接板側に亜鉛溶射を施した異種接合面を有する継手である.高力ボルト残存軸力の経時変化のデータは比較的ばらつきが大きく,他の接合面のデータと比べて回帰式の切片bが小さい特徴がある.本データには,1時間以内の残存軸力のデータが計測されていないためその詳細は不明であるが,回帰式の切片bが小さいことは初期の軸力抜けが大きいことを意味す
54 東骨技報 No.56
る.また,図-5⒦は,無機ジンクリッチペイントおよび亜鉛溶射ともに膜厚を変えた条件で試験を行っているため,データのばらつきには膜厚の影響が加味されている.鋼橋に対する溶射の施工実績はその種類を含めて比較的多く,近年のリラクゼーションに関するデータをあらためて整理する必要がある. 表-2は,代表的な接合面に対して,高力ボルトの締め付けから100年後(100年×365日×24時間=876,000時間後)を想定した場合のボルト軸力残存率を算出した結果である.ボルト軸力残存率の算出に用いた回帰式は図-4および図-5に示したもので,図にプロットした全データを用いて算出したものである.想定した100年という時間の設定は,道路橋示方書22)「1.5 設計の基本理念」の解説で示す鋼橋の耐久性に関する目標期間100年による. 100年後のボルト軸力残存率の推定結果は,無塗装面
で94~95%程度,無機ジンクリッチペイントで81~90%程度,溶融亜鉛めっきで83~86%程度,亜鉛溶射で84~89%程度であることが推定できる.つまり大枠では,100年後のボルト軸力低下の推定値は,無塗装系の接合面で5%程度,塗装系の接合面で10~15%程度である. 道路橋示方書では,トルク係数値のばらつき,クリープやリラクゼーション,すべり係数のばらつきを考慮して,トルク法による締付けボルト軸力は設計ボルト軸力の10%増しを標準としている23).また,溶融亜鉛めっき高力ボルトは,ナット回転法でボルトの締付けをおこなうことにより,設計ボルト軸力に対して30%程度大きな軸力を導入している24).いずれもリラクゼーションに配慮したものである. たとえば図-4⒞の膜厚150μm程度の無機ジンクリッチペイントの接合面では,約1年後(8,760時間)にボ
図-4 無塗装系接合面のボルト残存軸力の経時変化
⒜ 赤錆
⒞ サンダー
⒠ 赤錆+グリッドブラスト
⒝ グリッドブラスト
⒟ サンドブラスト
⒡ 赤錆・グリッドブラスト+フィラー
y = -0.7179Log10(x)+ 98.025
80
85
90
95
100
0.01 0.1 1 10 100 1000 10000経過時間(h)
軸力残存率(%)
データ数:n=1母材:赤錆連結板:グリッドブラストHTB M22(F10T)孔径:26.5φ材質:SM490Y
y = -0.7509Log10(x)+ 97.52
80
85
90
95
100
0.01 0.1 1 10 100 1000 10000経過時間(h)
軸力残存率(%)
データ数:n=8 HTB M22(F10T) 孔径:24.5φ,26.5φ 材質:SM490Y フィラー 極低降伏点鋼,タングステン溶射板
y= -0.4177Log10(x)+ 97.566
80
85
90
95
100
0.01 0.1 1 10 100 1000 10000経過時間(h)
軸力残存率(%)
データ数:n=2 HTB M22(F10T) 孔径:24.5φ 材質:SM490A
y= -0.8980Log10(x)+ 99.097
80
85
90
95
100
0.01 0.1 1 10 100 1000 10000経過時間(h)
軸力残存率(%)
データ数:n=1 HTB M22(F8T) 孔径:24.5φ 材質:SM490B
y = -0.7016Log10(x)+ 98.51
80
85
90
95
100
0.01 0.1 1 10 100 1000 10000経過時間(h)
軸力残存率(%)
データ数:n=29HTB M22(F10T, S10T, F11T) 孔径:24φ~26.5φ,26.5φ×55 長孔,せん断孔 材質:SM490B,SM490Y,SMA490WHTB M20(S10T) 孔径:22φ~26φ,22φ×50 長孔 材質:SN490B
y = -0.5070Log10(x)+ 97.779
80
85
90
95
100
0.01 0.1 1 10 100 1000 10000経過時間(h)
軸力残存率(%)
データ数:n=3 HTB M22(F10T) 孔径:24.5φ~26.5φ 材質:SM490Y
55東骨技報 No.56
図-5 塗装系接合面のボルト残存軸力の経時変化(その1)⒢ 溶融亜鉛めっき サンドブラスト処理
⒠ 厚膜型無機ジンクリッチペイント 300μm
⒞ 厚膜型無機ジンクリッチペイント 140~160μm
⒜ 厚膜型無機ジンクリッチペイント 40~60μm
⒣ 溶融亜鉛めっき りん酸処理
⒡ 溶融亜鉛めっきのまま
⒟ 厚膜型無機ジンクリッチペイント 200~230μm
⒝ 厚膜型無機ジンクリッチペイント 90~95μm
y = -1.2540Log10(x)+ 98.394
80
85
90
95
100
0.01 0.1 1 10 100 1000 10000経過時間(h)
軸力残存率(%)
データ数:n=10 HTB M22(F10T, F11T) 孔径:24.5φ 材質:SM490Y,SM490
y = -1.8276Log10(x)+ 96.109
80
85
90
95
100
0.01 0.1 1 10 100 1000 10000経過時間(h)
軸力残存率(%)
データ数:n=2 HTB M22(F10T, F11T) 孔径:24.5φ 材質:SM490Y,SM490
y = -1.6963Log10(x)+ 96.345
80
85
90
95
100
0.01 0.1 1 10 100 1000 10000経過時間(h)
軸力残存率(%)
データ数:n=27 HTB M22(F10T, F10TW, F11T) 孔径:24φ,24.5φ,25φ 材質:SM490Y,SM490,ASTM_A514F HTB M30(F10T)
y = -2.4055Log10(x)+ 97.037
80
85
90
95
100
0.01 0.1 1 10 100 1000 10000経過時間(h)
軸力残存率(%)
データ数:n=17 HTB M22(F10T) 孔径:24.5φ 材質:SM490
y = -2.4946Log10(x)+ 96.202
80
85
90
95
100
0.01 0.1 1 10 100 1000 10000経過時間(h)
軸力残存率(%)
データ数:n=6 HTB M22(F10T) 孔径:24.5φ 材質:SM490
y = -1.9646Log10(x)+ 97.027
80
85
90
95
100
0.01 0.1 1 10 100 1000 10000経過時間(h)
軸力残存率(%)
データ数:n=2 HTB M22(F8T, F8Tめっきボルト) 孔径:24.5φ 材質:SM490B
y = -1.7009Log10(x)+ 92.744
80
85
90
95
100
0.01 0.1 1 10 100 1000 10000経過時間(h)
軸力残存率(%)
データ数:n=15 HTB M16,M20,M22,M24 (F8T, F8Tめっきボルト) 孔径:18φ,22φ,24φ,24.5φ,26φ 材質:SM490,SS400
y = -1.2984Log10(x)+ 93.688
80
85
90
95
100
0.01 0.1 1 10 100 1000 10000経過時間(h)
軸力残存率(%)
データ数:n=11 HTB M16,M20,M22,M24 (F8Tめっきボルト) 孔径:18φ,22φ,24φ,26φ 材質:SS400
ルト残存軸力が90%を下回る傾向を示している.単純にリラクゼーション試験によるボルトの軸力抜けだけに着目すれば,トルク法による締付けボルト軸力の割り増し(10%)を考慮しても,1年で設計時の継手性能が期待できなくなってしまう.しかしながら,後述するように
塗膜のクリープ等によるボルト軸力の減少は,必ずしもすべり耐力の減少には結びつかず,経時による継手性能の極端な変化は起こりえない.すべり耐力の経時変化については,2章で文献調査データをまとめる.
56 東骨技報 No.56
1.3 リラクゼーションに影響を及ぼすその他の要因 1.2節では,文献調査で参照した各リラクゼーション試験のデータを接合面ごとに集計し,ボルト軸力抜けの大枠の傾向を把握した.本節では,各リラクゼーションの試験結果を整理した中で,ボルト軸力抜けに対して接合面以外に特徴的な傾向を示した個別の要因について抽出する. 図-6は,拡大孔および長孔の影響について着目したリラクゼーション試験16)の結果の一例である.試験片は1行2列の小型試験片で,使用ボルトはM20(S10T),接合面の状態は赤錆である.孔径は以下のとおりである.
①標準孔(母材22φ,連結板22φ)②拡大孔+2㎜(母材24φ,連結板22φ)③拡大孔+4㎜(母材26φ,連結板22φ)④長孔(母材22φ×50㎜長孔,連結板22φ) 1年間のリラクゼーション試験の結果,標準孔,拡大孔,長孔の順にボルト軸力の減少が大きく,孔径や接触面積がボルト軸力抜けの1つの影響因子であることが示されている. 図-7は,せん断孔の影響について着目したリラクゼーション試験11)の結果の一例である.試験片は1行2列の小型試験片で,使用ボルトはM22(F10T),接合面の状態は赤錆である.母材はいずれもボルト孔とし,連結板はドリル孔とせん断孔を採用し,両者のリラクゼーションの違いを観察している.ドリル孔と比較した場合,せん断孔の特徴は以下のとおりである.① せん断加工の際,孔周辺の鋼材表面には,ポンチ入り側に肩落ちが,ポンチ出側にダイスによる押し込みが生じる.肩落ち幅,押し込み幅は,ともに孔縁から幅5㎜程度の範囲でリング状に広がっている.
② 母材と連結板の間に感圧紙を挟み,接合面の接触状況を調べた結果,せん断工の周辺に広がる肩落ち幅および押し込み幅部分は密着しておらず,この範囲にボル
表-2 100年後のボルト残存軸力の推定
接合面の種類 残存軸力回帰式 100年後のボルト残存軸力傾き 切片
赤錆 -0.7016 98.510 94.3グリッドブラスト -0.5070 97.779 94.8サンダー -0.4177 97.566 95.1サンドブラスト -0.8980 99.097 93.8無機ジンクリッチペイント 50μm程度 -1.2540 98.398 90.9無機ジンクリッチペイント 100μm程度 -1.8276 96.109 85.2無機ジンクリッチペイント 150μm程度 -1.6963 96.345 86.3無機ジンクリッチペイント 200μm程度 -2.4055 97.037 82.7無機ジンクリッチペイント 300μm程度 -2.4946 96.202 81.4溶融亜鉛メッキ ブラスト処理 -1.7009 92.744 82.6溶融亜鉛メッキ りん酸塩処理 -1.2984 93.688 86.0亜鉛溶射 -1.2970 96.170 88.5無機ジンクリッチペイント+亜鉛溶射 -1.0095 89.631 83.6
図-5 塗装系接合面のボルト残存軸力の経時変化(その2)⒤ 溶融溶射 ⒥ 厚膜型無機ジンクリッチペイント+溶融溶射
y = -1.2970Log10(x)+ 96.17
80
85
90
95
100
0.01 0.1 1 10 100 1000 10000経過時間(h)
軸力残存率(%)
データ数:n=2 HTB M22(F11T) 材質:ASTM A514F
y = -1.0095Log10(x)+ 89.631
80
85
90
95
100
0.01 0.1 1 10 100 1000 10000経過時間(h)
軸力残存率(%)
データ数:n=6母材:無機ジンク 55~100μ連結板:亜鉛溶射 75~170μHTB M22(F10T)材質:SM490Y
図-6 拡大孔および長孔のリラクゼーション試験
y = -0.3986Log10(x)+ 99.366y = -0.6581Log10(x)+ 98.945y = -0.8216Log10(x)+ 98.499y = -0.9652Log10(x)+ 98.17780
85
90
95
100
0.01 0.1 1 10 100 1000 10000経過時間(h)
軸力残存率(%)
22φ標準孔24φ拡大孔26φ拡大孔22φ×50長孔
HTB:M20(F10T)接合面:赤錆連結板:ずべて22φ材質:SN490B
図-7 せん断孔のリラクゼーション試験
y = -0.5957Log10(x)+ 99.158y = -0.8665Log10(x)+ 98.67
80
85
90
95
100
0.01 0.1 1 10 100 1000 10000経過時間(h)
軸力残存率(%)
ドリル孔 24.5φ(S-7)せん断孔 24.5φ(S-5)
HTB:M22(F10T)接合面:赤錆母材:全てドリル孔 24.5φ孔材質:SM490連結板:

57東骨技報 No.56
ト軸力が伝達されていない状態である. 図-7に示すせん断の試験体は,母材側にポンチ出側の押し込み幅が重なるように組立てたものである.試験結果によれば,ドリル孔よりもせん断孔を用いた試験体の方が,ボルト軸力の減少は若干大きい.これは,せん断加工特有の孔周辺変形量が座金,連結板,母材間の接触面積に変化を与え,前述の拡大孔と同様にリラクゼーションに影響を及ぼしているものと推定される25). 図-8は,ボルトセットの表面処理の影響について着目したリラクゼーション試験5)の結果の一例である.試験片は1行2列の小型試験片で,使用ボルトはM22(F8T)の非めっきボルトとめっきボルトで,両者ともナット回転法で締付けを行っている.接合面の状態はサンドブラストであり,ボルトセットの表面処理の違いのみに着目している.試験結果は明瞭であり,めっきボルトを使用した試験体は,ねじ部,座金のめっき層のク
リープの影響により,リラクゼーションの大きな低下が確認できる. 図-9は,接合面の塗膜のクリープの影響について着目したリラクゼーション試験26)の結果の一例である.試験片は1行3列の小型試験片で,使用ボルトはM22(S10T),接合面の常態は厚膜型無機ジンクリッチペイントである.試験は,最初に締付けたボルトを4ヶ月(136日)後に外し,新たなボルトを入れ替えることにより,両者のリラクゼーション違いを観察している.図-9は最初に締付けたボルトと新たに入れ替えたボルトの時間軸を合わせてボルト残存軸力をプロットしたものである.当初ボルトに比べ締直しボルトの軸力抜けの傾向を示す回帰式の傾きは1/2となっており,初期ボルトの段階で塗膜のクリープがだいぶ収束していることがわかる.しかしながら,締直しボルトの軸力低下傾向は,接合面が無塗装の継手に比べると大きく,厚膜型無機ジンクリッチペイントのクリープがボルト軸力の低下に及ぼす影響が高いことを示唆している.
2.すべり係数
2.1 文献調査による接合面ごとのすべり係数 本節では,接合面ごとに高力ボルト摩擦接合継手のすべり係数について整理する.すべり係数に関するデータは,文献27)~65)のすべり試験結果を参照する.参照したすべり試験の総データ数は1,099であり,その大半は小型試験体によるものである.全試験体に対する継手条件の概要を表-3に示す.表中のすべり/降伏耐力比βは,次式により算出している. β=Ps/Pyn
Ps:設計すべり耐力(=m・n・μ0・N) m:接合面の数(=2) n:ボルト本数 μ0:すべり係数(=0.4) N:設計ボルト軸力 Pyn:母材又は連結板の純断面降伏耐力の小さい方 (=(W-d)・t・σy)
図-8 めっきボルトのリラクゼーション試験
y = -0.8980Log10(x)+ 99.097y = -1.9821Log10(x)+ 96.361
80
85
90
95
100
0.01 0.1 1 10 100 1000 10000経過時間(h)
軸力残存率(%)
◇:非めっきボルト◆:めっきボルト
HTB:M22(F8T)接合面:サンドブラスト孔径:24.5φ材質:SM490B
図-9 ボルト締直し前後のリラクゼーション試験
y = -2.0933Log10(x)+ 95.841y = -0.9689Log10(x)+ 99.068
80
85
90
95
100
0.01 0.1 1 10 100 1000 10000経過時間(h)
軸力残存率(%)
◇:初期ボルト◆:締直しボルト
HTB:M22(S10T)接合面:厚膜型無機ジンクリッチペイント75μm
ボルト締直し
表-3 参照したすべり試験体の概要ボルト配置(行×列) 試験体数 使用ボルト ボルトサイズ 母材厚 母材材質 締付け方法 すべり/降伏
耐力比β
1行×2列 830 F8T, F10T, F11TS10T
M16, M20, M22M24, M30 12~50 SS400, SM400, SM490
SM490Y, SM570, HT780トルク法
ナット回転法耐力点法
0.227~0.846
1行×3列 24 F8T, F11T M20, M22W7/8 12~28 SM490Y, SM520
SM570, HT780 トルク法 0.571~1.839
2行×2列 202 F10T M22 19, 28 SM490 トルク法 0.556, 0.5862行×5列 1 F11T M22 28 HT780 トルク法 0.6932行×7列 3 F11T M22 28 HT780 トルク法 0.9704行×4列 6 F10T M22 50 SM490 ナット回転法 0.5264行×5列 33 F10T M22 35 SM570 トルク法 0.544
58 東骨技報 No.56
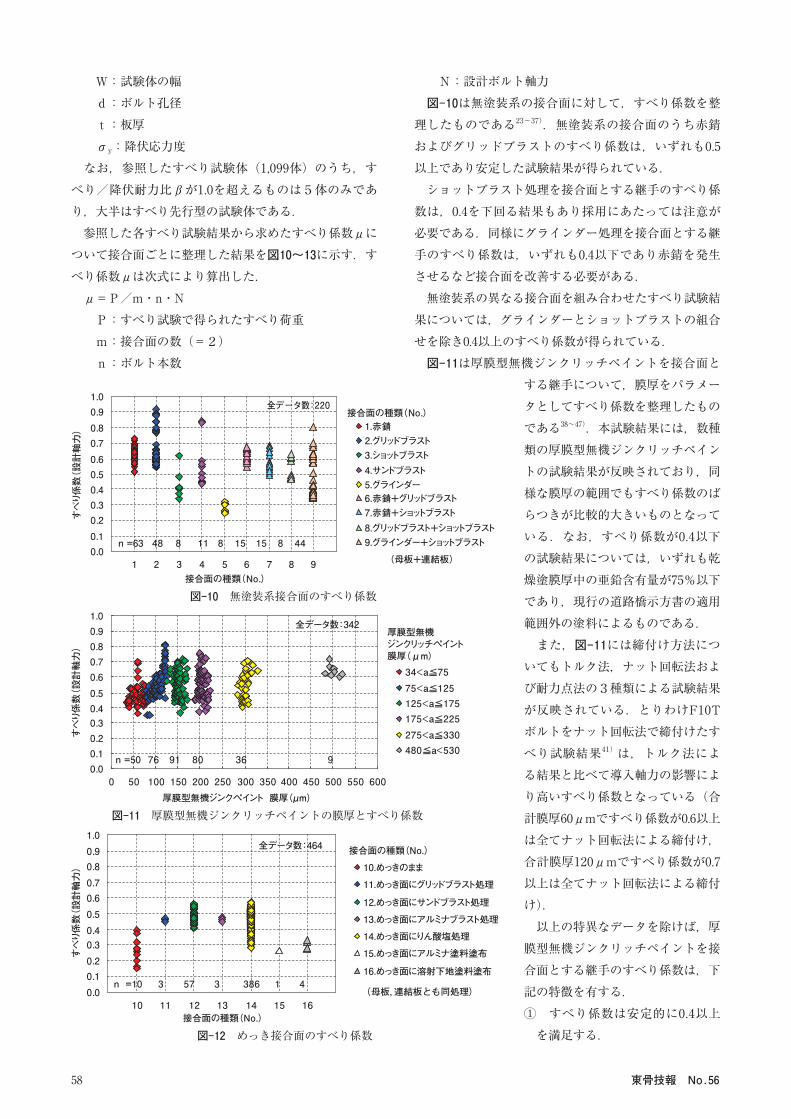
W:試験体の幅 d:ボルト孔径 t:板厚 σy:降伏応力度 なお,参照したすべり試験体(1,099体)のうち,すべり/降伏耐力比βが1.0を超えるものは5体のみであり,大半はすべり先行型の試験体である. 参照した各すべり試験結果から求めたすべり係数μについて接合面ごとに整理した結果を図10~13に示す.すべり係数μは次式により算出した. μ=P/m・n・N P:すべり試験で得られたすべり荷重 m:接合面の数(=2) n:ボルト本数
N:設計ボルト軸力 図-10は無塗装系の接合面に対して,すべり係数を整理したものである23~37).無塗装系の接合面のうち赤錆およびグリッドブラストのすべり係数は,いずれも0.5以上であり安定した試験結果が得られている. ショットブラスト処理を接合面とする継手のすべり係数は,0.4を下回る結果もあり採用にあたっては注意が必要である.同様にグラインダー処理を接合面とする継手のすべり係数は,いずれも0.4以下であり赤錆を発生させるなど接合面を改善する必要がある. 無塗装系の異なる接合面を組み合わせたすべり試験結果については,グラインダーとショットブラストの組合せを除き0.4以上のすべり係数が得られている. 図-11は厚膜型無機ジンクリッチペイントを接合面と
する継手について,膜厚をパラメータとしてすべり係数を整理したものである38~47).本試験結果には,数種類の厚膜型無機ジンクリッチペイントの試験結果が反映されており,同様な膜厚の範囲でもすべり係数のばらつきが比較的大きいものとなっている.なお,すべり係数が0.4以下の試験結果については,いずれも乾燥塗膜厚中の亜鉛含有量が75%以下であり,現行の道路橋示方書の適用範囲外の塗料によるものである. また,図-11には締付け方法についてもトルク法,ナット回転法および耐力点法の3種類による試験結果が反映されている.とりわけF10Tボルトをナット回転法で締付けたすべり試験結果41)は,トルク法による結果と比べて導入軸力の影響により高いすべり係数となっている(合計膜厚60μmですべり係数が0.6以上は全てナット回転法による締付け,合計膜厚120μmですべり係数が0.7以上は全てナット回転法による締付け). 以上の特異なデータを除けば,厚膜型無機ジンクリッチペイントを接合面とする継手のすべり係数は,下記の特徴を有する.① すべり係数は安定的に0.4以上を満足する.
図-10 無塗装系接合面のすべり係数
0.00.10.20.30.40.50.60.70.80.91.0
1 2 3 4 5 6 7 8 9接合面の種類(No.)
すべり係数(設計軸力) 1.赤錆
2.グリッドブラスト3.ショットブラスト4.サンドブラスト5.グラインダー6.赤錆+グリッドブラスト7.赤錆+ショットブラスト8.グリッドブラスト+ショットブラスト9.グラインダー+ショットブラスト
(母板+連結板)n =63 48 8 11 8 15 15 8 44
全データ数:220接合面の種類(No.)
図-11 厚膜型無機ジンクリッチペイントの膜厚とすべり係数
0.00.10.20.30.40.50.60.70.80.91.0
0 50 100 150 200 250 300 350 400 450 500 550 600厚膜型無機ジンクペイント 膜厚(μm)
すべり係数(設計軸力)
34<a≦7575<a≦125125<a≦175175<a≦225275<a≦330480≦a<530
全データ数:342
n =50 76 80 36 991
厚膜型無機ジンクリッチペイント膜厚(μm)
0.00.10.20.30.40.50.60.70.80.91.0
10 11 12 13 14 15 16接合面の種類(No.)
すべり係数(設計軸力) 10.めっきのまま
11.めっき面にグリッドブラスト処理
12.めっき面にサンドブラスト処理13.めっき面にアルミナブラスト処理14.めっき面にりん酸塩処理15.めっき面にアルミナ塗料塗布
16.めっき面に溶射下地塗料塗布
全データ数:464
(母板,連結板とも同処理)n =10 3 3 386 1 457
接合面の種類(No.)
図-12 めっき接合面のすべり係数
59東骨技報 No.56
② 接合面の合計膜厚が100μm以下の継手は,合計膜厚が100μmを超えるものに比べて,すべり係数の上限が低い.
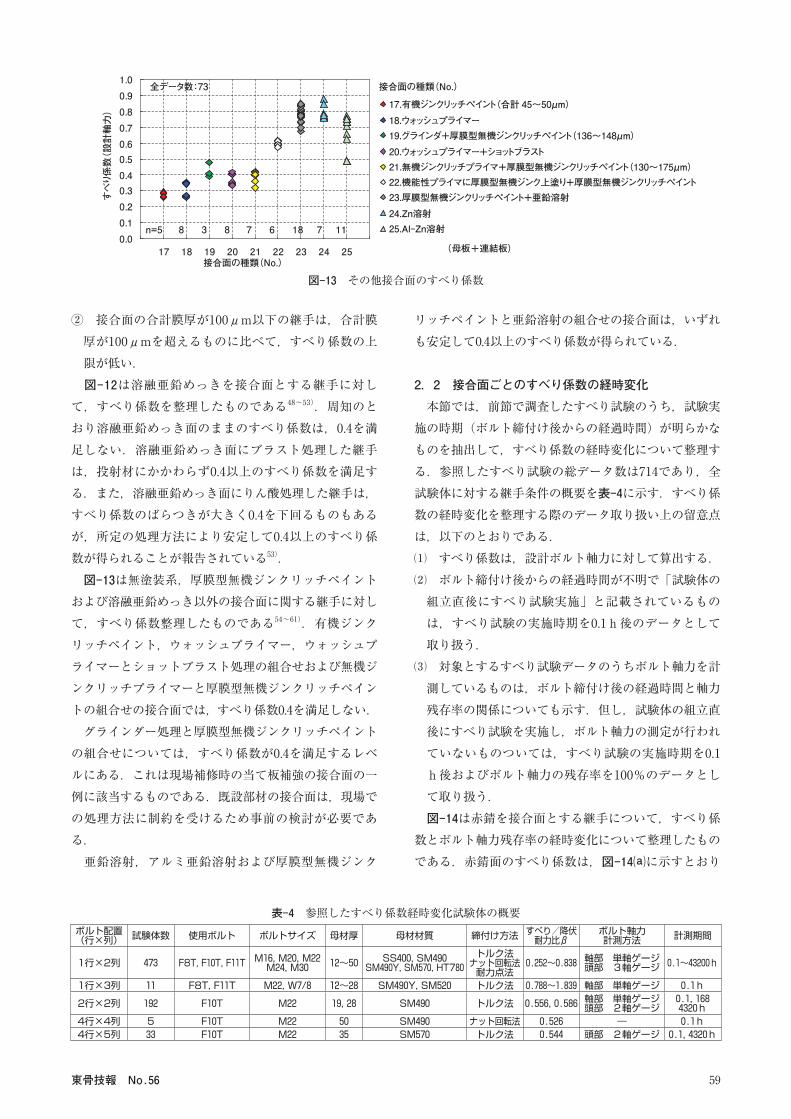
図-12は溶融亜鉛めっきを接合面とする継手に対して,すべり係数を整理したものである48~53).周知のとおり溶融亜鉛めっき面のままのすべり係数は,0.4を満足しない.溶融亜鉛めっき面にブラスト処理した継手は,投射材にかかわらず0.4以上のすべり係数を満足する.また,溶融亜鉛めっき面にりん酸処理した継手は,すべり係数のばらつきが大きく0.4を下回るものもあるが,所定の処理方法により安定して0.4以上のすべり係数が得られることが報告されている53). 図-13は無塗装系,厚膜型無機ジンクリッチペイントおよび溶融亜鉛めっき以外の接合面に関する継手に対して,すべり係数整理したものである54~61).有機ジンクリッチペイント,ウォッシュプライマー,ウォッシュプライマーとショットブラスト処理の組合せおよび無機ジンクリッチプライマーと厚膜型無機ジンクリッチペイントの組合せの接合面では,すべり係数0.4を満足しない. グラインダー処理と厚膜型無機ジンクリッチペイントの組合せについては,すべり係数が0.4を満足するレベルにある.これは現場補修時の当て板補強の接合面の一例に該当するものである.既設部材の接合面は,現場での処理方法に制約を受けるため事前の検討が必要である. 亜鉛溶射,アルミ亜鉛溶射および厚膜型無機ジンク
リッチペイントと亜鉛溶射の組合せの接合面は,いずれも安定して0.4以上のすべり係数が得られている.
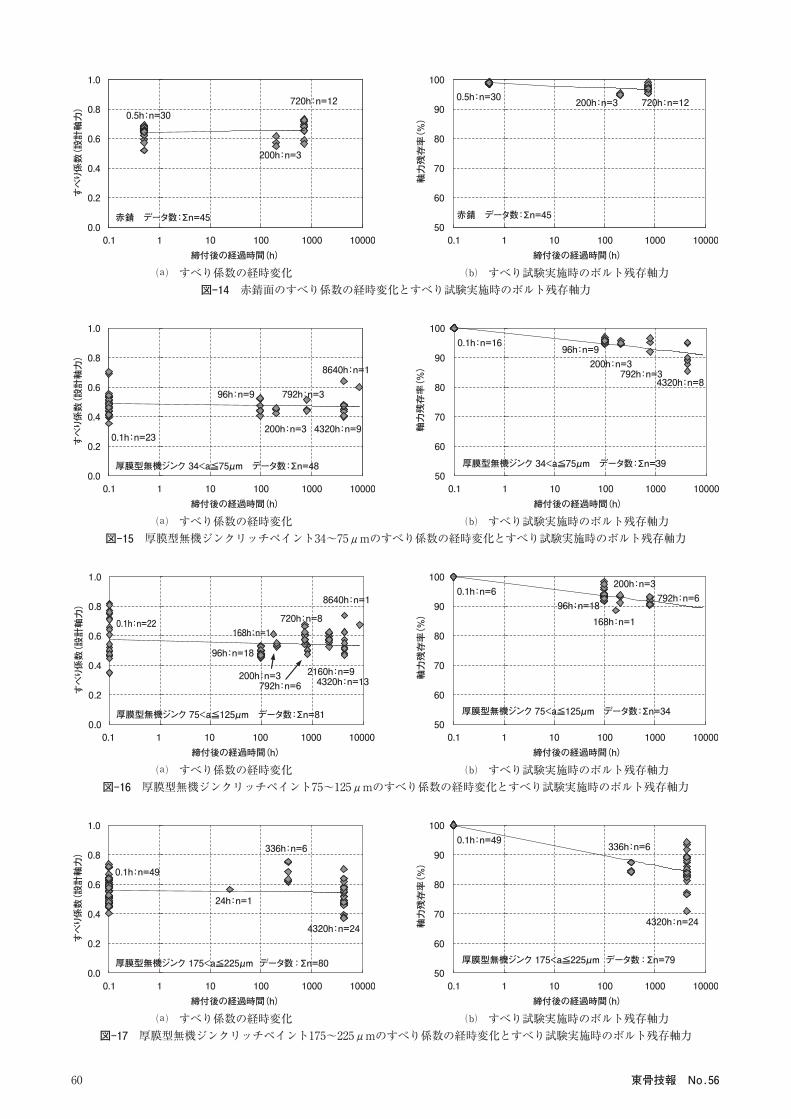
2.2 接合面ごとのすべり係数の経時変化 本節では,前節で調査したすべり試験のうち,試験実施の時期(ボルト締付け後からの経過時間)が明らかなものを抽出して,すべり係数の経時変化について整理する.参照したすべり試験の総データ数は714であり,全試験体に対する継手条件の概要を表-4に示す.すべり係数の経時変化を整理する際のデータ取り扱い上の留意点は,以下のとおりである.⑴ すべり係数は,設計ボルト軸力に対して算出する.⑵ ボルト締付け後からの経過時間が不明で「試験体の組立直後にすべり試験実施」と記載されているものは,すべり試験の実施時期を0.1h後のデータとして取り扱う.
⑶ 対象とするすべり試験データのうちボルト軸力を計測しているものは,ボルト締付け後の経過時間と軸力残存率の関係についても示す.但し,試験体の組立直後にすべり試験を実施し,ボルト軸力の測定が行われていないものついては,すべり試験の実施時期を0.1h後およびボルト軸力の残存率を100%のデータとして取り扱う.
図-14は赤錆を接合面とする継手について,すべり係数とボルト軸力残存率の経時変化について整理したものである.赤錆面のすべり係数は,図-14⒜に示すとおり
図-13 その他接合面のすべり係数
0.00.10.20.30.40.50.60.70.80.91.0
17 18 19 20 21 22 23 24 25接合面の種類(No.)
すべり係数(設計軸力)
17.有機ジンクリッチペイント(合計 45~50μm)18.ウォッシュプライマー19.グラインダ+厚膜型無機ジンクリッチペイント(136~148μm)20.ウォッシュプライマー+ショットブラスト21.無機ジンクリッチプライマ+厚膜型無機ジンクリッチペイント(130~175μm)22.機能性プライマに厚膜型無機ジンク上塗り+厚膜型無機ジンクリッチペイント23.厚膜型無機ジンクリッチペイント+亜鉛溶射24.Zn溶射25.Al-Zn溶射
全データ数:73
(母板+連結板)
n=5 8 8 7 113 6 18 7
接合面の種類(No.)
表-4 参照したすべり係数経時変化試験体の概要ボルト配置(行×列) 試験体数 使用ボルト ボルトサイズ 母材厚 母材材質 締付け方法 すべり/降伏
耐力比βボルト軸力計測方法 計測期間
1行×2列 473 F8T, F10T, F11T M16, M20, M22M24, M30 12~50 SS400, SM490
SM490Y, SM570, HT780トルク法
ナット回転法耐力点法
0.252~0.838 軸部 単軸ゲージ頭部 3軸ゲージ 0.1~43200h
1行×3列 11 F8T, F11T M22, W7/8 12~28 SM490Y, SM520 トルク法 0.788~1.839 軸部 単軸ゲージ 0.1h
2行×2列 192 F10T M22 19, 28 SM490 トルク法 0.556, 0.586 軸部 単軸ゲージ頭部 2軸ゲージ
0.1, 1684320h
4行×4列 5 F10T M22 50 SM490 ナット回転法 0.526 ― 0.1h4行×5列 33 F10T M22 35 SM570 トルク法 0.544 頭部 2軸ゲージ 0.1, 4320h
60 東骨技報 No.56
図-14 赤錆面のすべり係数の経時変化とすべり試験実施時のボルト残存軸力⒜ すべり係数の経時変化 ⒝ すべり試験実施時のボルト残存軸力
0.0
0.2
0.4
0.6
0.8
1.0
0.1 1 10 100 1000 10000締付後の経過時間(h)
すべり係数(設計軸力)
赤錆 データ数:Σn=45
200h:n=3
720h:n=120.5h:n=30
50
60
70
80
90
100
0.1 1 10 100 1000 10000締付後の経過時間(h)
軸力残存率(%)
赤錆 データ数:Σn=45
720h:n=12200h:n=30.5h:n=30
図-15 厚膜型無機ジンクリッチペイント34~75μmのすべり係数の経時変化とすべり試験実施時のボルト残存軸力⒜ すべり係数の経時変化 ⒝ すべり試験実施時のボルト残存軸力
0.0
0.2
0.4
0.6
0.8
1.0
0.1 1 10 100 1000 10000締付後の経過時間(h)
すべり係数(設計軸力)
厚膜型無機ジンク 34<a≦75μm データ数:Σn=48
792h:n=3
8640h:n=1
96h:n=9
0.1h:n=23200h:n=3 4320h:n=9
50
60
70
80
90
100
0.1 1 10 100 1000 10000締付後の経過時間(h)
厚膜型無機ジンク 34<a≦75μm データ数:Σn=39
792h:n=34320h:n=8
0.1h:n=16 96h:n=9200h:n=3
軸力残存率(%)
図-16 厚膜型無機ジンクリッチペイント75~125μmのすべり係数の経時変化とすべり試験実施時のボルト残存軸力⒜ すべり係数の経時変化 ⒝ すべり試験実施時のボルト残存軸力
0.0
0.2
0.4
0.6
0.8
1.0
0.1 1 10 100 1000 10000締付後の経過時間(h)
すべり係数(設計軸力)
厚膜型無機ジンク 75<a≦125μm データ数:Σn=81
792h:n=6
8640h:n=1
96h:n=18
0.1h:n=22168h:n=1
4320h:n=13200h:n=3
720h:n=8
2160h:n=9
50
60
70
80
90
100
0.1 1 10 100 1000 10000締付後の経過時間(h)
軸力残存率(%)
厚膜型無機ジンク 75<a≦125μm データ数:Σn=34
792h:n=60.1h:n=696h:n=18
200h:n=3
168h:n=1
図-17 厚膜型無機ジンクリッチペイント175~225μmのすべり係数の経時変化とすべり試験実施時のボルト残存軸力⒜ すべり係数の経時変化 ⒝ すべり試験実施時のボルト残存軸力
0.0
0.2
0.4
0.6
0.8
1.0
0.1 1 10 100 1000 10000締付後の経過時間(h)
すべり係数(設計軸力)
厚膜型無機ジンク 175<a≦225μm データ数:Σn=80
0.1h:n=49
336h:n=6
4320h:n=24
24h:n=1
50
60
70
80
90
100
0.1 1 10 100 1000 10000締付後の経過時間(h)
軸力残存率(%)
厚膜型無機ジンク 175<a≦225μm データ数:Σn=79
4320h:n=24
0.1h:n=49 336h:n=6
61東骨技報 No.56
図-18 厚膜型無機ジンクリッチペイント275~330μmのすべり係数の経時変化とすべり試験実施時のボルト残存軸力⒜ すべり係数の経時変化 ⒝ すべり試験実施時のボルト残存軸力
0.0
0.2
0.4
0.6
0.8
1.0
0.1 1 10 100 1000 10000締付後の経過時間(h)
すべり係数(設計軸力)
厚膜型無機ジンク 275<a≦330μm データ数:Σn=36
0.1h:n=244320h:n=12
50
60
70
80
90
100
0.1 1 10 100 1000 10000締付後の経過時間(h)
軸力残存率(%)
厚膜型無機ジンク 275<a≦330μm データ数:Σn=36
4320h:n=12
0.1h:n=24
図-19 厚膜型無機ジンクリッチペイント480~530μmのすべり係数の経時変化とすべり試験実施時のボルト残存軸力⒜ すべり係数の経時変化 ⒝ すべり試験実施時のボルト残存軸力
0.0
0.2
0.4
0.6
0.8
1.0
0.1 1 10 100 1000 10000締付後の経過時間(h)
すべり係数(設計軸力)
厚膜型無機ジンク 480<a≦530μm データ数:Σn=9
0.1h:n=6 4320h:n=3
50
60
70
80
90
100
0.1 1 10 100 1000 10000締付後の経過時間(h)
軸力残存率(%)
厚膜型無機ジンク 480<a≦530μm データ数:Σn=9
4320h:n=3
0.1h:n=6
図-20 溶融亜鉛めっき面のままのすべり係数の経時変化とすべり試験実施時のボルト残存軸力⒜ すべり係数の経時変化 ⒝ すべり試験実施時のボルト残存軸力
0.0
0.2
0.4
0.6
0.8
1.0
0.1 1 10 100 1000 10000
すべり係数(設計軸力)
溶融亜鉛めっきのまま データ数:Σn=5
0.1h:n=3
8760h:n=2
締付後の経過時間(h)
50
60
70
80
90
100
0.1 1 10 100 1000 10000締付後の経過時間(h)
軸力残存率(%)
溶融亜鉛めっきのまま データ数:Σn=5
8760h:n=2
0.1h:n=3
図-21 溶融亜鉛めっきサンドブラスト処理面のすべり係数の経時変化とすべり試験実施時のボルト残存軸力⒜ すべり係数の経時変化 ⒝ すべり試験実施時のボルト残存軸力
0.0
0.2
0.4
0.6
0.8
1.0
0.1 1 10 100 1000 10000 100000締付後の経過時間(h)
すべり係数(設計軸力)
溶融亜鉛めっき面にサンドブラスト処理 データ数:Σn=48
0.1h:n=6 8760h:n=224h:n=19
720h:n=3
4320h:n=12
8640h:n=3
17280h:n=3
50
60
70
80
90
100
0.1 1 10 100 1000 10000 100000締付後の経過時間(h)
軸力残存率(%)
溶融亜鉛めっきにサンドブラスト処理 データ数:Σn=33
8760h:n=20.1h:n=6
24h:n=164320h:n=9

62 東骨技報 No.56
図-22 溶融亜鉛めっきりん酸処理面のすべり係数の経時変化とすべり試験実施時のボルト残存軸力⒜ すべり係数の経時変化 ⒝ すべり試験実施時のボルト残存軸力
0.0
0.2
0.4
0.6
0.8
1.0
0.1 1 10 100 1000 10000 100000締付後の経過時間(h)
すべり係数(設計軸力)
溶融亜鉛めっき面にりん酸処理 データ数:Σn=246
24h:n=198
8640h:n=6
720h:n=6
4320h:n=15
17280h:n=325920h:n=15
43200h:n=3
50
60
70
80
90
100
0.1 1 10 100 1000 10000 100000締付後の経過時間(h)
軸力残存率(%)
溶融亜鉛めっき面にりん酸処理 データ数:Σn=201
24h:n=192 4320h:n=9
図-23 厚膜型無機ジンクリッチペイントと亜鉛溶射面のすべり係数の経時変化とすべり試験実施時のボルト残存軸力⒜ すべり係数の経時変化 ⒝ すべり試験実施時のボルト残存軸力
0.0
0.2
0.4
0.6
0.8
1.0
0.1 1 10 100 1000 10000締付後の経過時間(h)
すべり係数(設計軸力)
厚膜型無機ジンクリッチペイント+亜鉛溶射 データ数:Σn=18
1h:n=62160h:n=6
720h:n=6
50
60
70
80
90
100
0.1 1 10 100 1000 10000
軸力残存率(%)
厚膜型無機ジンクリッチペイント+亜鉛溶射 データ数:Σn=18
2160h:n=61h:n=6
720h:n=6
締付後の経過時間(h)
図-24 亜鉛溶射面のすべり係数の経時変化
0.0
0.2
0.4
0.6
0.8
1.0
0.1 1 10 100 1000 10000締付後の経過時間(h)
すべり係数(設計軸力)
亜鉛溶射 データ数:Σn=7
0.1h:n=38640h:n=2
4320h:n=2
図-25 アルミ亜鉛溶射面のすべり係数の経時変化
0.0
0.2
0.4
0.6
0.8
1.0
0.1 1 10 100 1000 10000締付後の経過時間(h)
すべり係数(設計軸力)
アルミ亜鉛溶射 データ数:Σn=11
0.1h:n=7
8640h:n=2
4320h:n=2
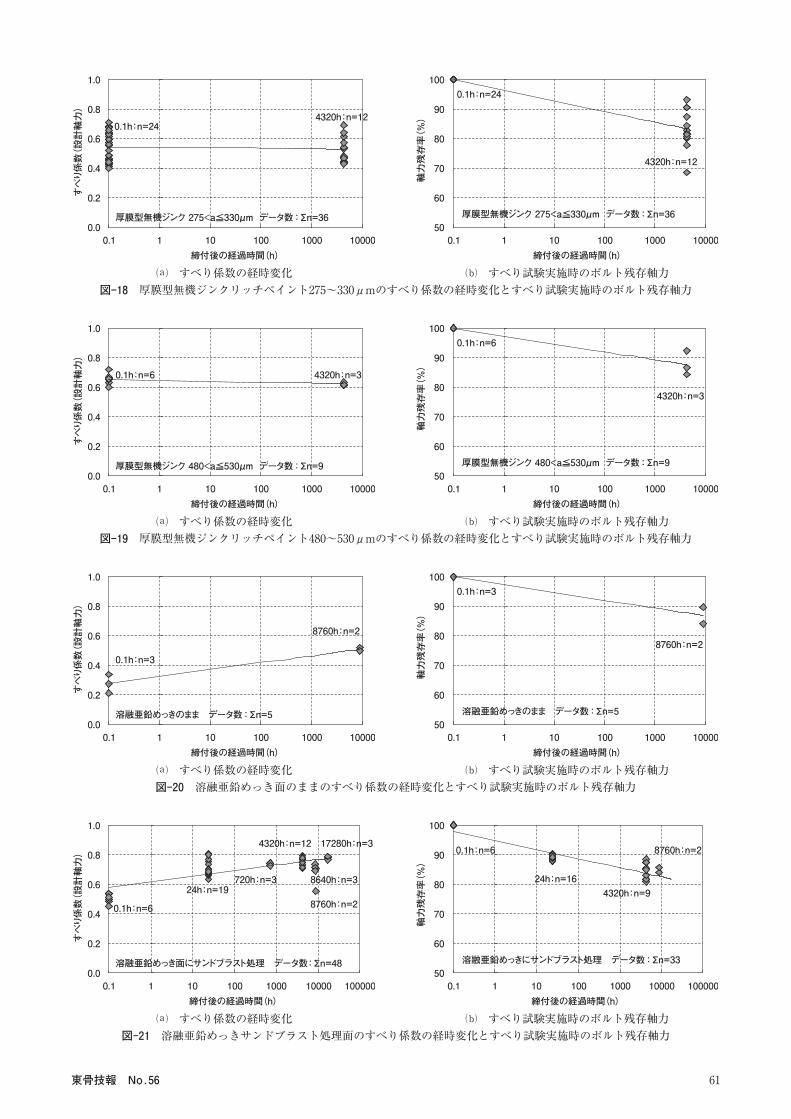
時間の経過とともに横ばいであり,大きな変化は見られないことがわかる.図-14⒝は,図-14⒜に対応したすべり試験実施時のボルト軸力残存率を示したものであるが,ボルト軸力についても極端な低下は見られない. 図-15~図-20は,厚膜型無機ジンクリッチペイントを接合面とする継手について,膜厚ごとにすべり係数とボルト軸力残存率の経時変化を整理したものである.図-15⒝~図-20⒝に示すとおり,厚膜型無機ジンクリッチペイントの経時に伴うボルト軸力の低下は,赤錆面と比較して大きい.一方,すべり係数は膜厚にかかわらず時間の経過とともに横ばいであり,ボルト軸力の変化の影響は見られない.
図-21は溶融亜鉛めっきのまま,図-22は溶融亜鉛めっき面をサンドブラスト処理した継手のすべり係数とボルト軸力残存率の経時変化である.両者とも経時に伴うボルト軸力の低下は大きいが,すべり係数は時間の経過とともに増加する傾向にある.図-23は溶融亜鉛めっき面をりん酸処理した継手すべり係数とボルト軸力残存率の経時変化である.すべり係数は時間の経過とともに横ばいであり,大きな変化は見られない. 図-24は厚膜型無機ジンクリッチペイントと亜鉛溶射の組合せ,図-25は亜鉛溶射および図-26はアルミ亜鉛溶射を接合面とする継手のすべり係数の経時変化である.溶射の接合面についても,他の継手と同様にすべり係数
63東骨技報 No.56
は時間の経過とともに横ばいであり,大きな変化は見られない. いずれの継手についても,すべり係数は時間の経過とともに横ばいであり,すべり係数の変動幅は小さい.
まとめ
本稿は,文献調査により高力ボルト摩擦接合継手のボルト軸力およびすべり耐力の経年変化に対する過去の実験データを収集し,継手種類に応じた特徴について整理した.得られた知見は以下のとおりである.① 高力ボルト摩擦接合継手のリラクゼーションは,縦軸をボルト残存軸力(Y),横軸を経過時間(X)とした半対数グラフ上にプロットすると直線の関係で示され,y=a×Log10(X)+bなる回帰式が得られる.この回帰式の傾きaは,接合面の種類に応じてボルト軸力低下傾向の特徴が現れる.
② 過去に行われたリラクゼーション試験結果を集計し,接合面ごとに回帰式を求めた.この回帰式により求めた100年後のボルト軸力低下の推定値は,無塗装系の接合面で5%程度,塗装系の接合面で10~15%程度である.
③ 過去に行われたすべり試験結果を集計し,締付け完了後の経過時間とすべり係数について整理した.接合面の種類にかかわらず,すべり係数は時間の経過とともにほぼ横ばいであり,すべり係数の変動幅は小さい.
【参考文献】
1) 菊川春三,田村勝弘,西村昭:実構造物の高力ボルト摩擦継手耐力の経年変化,土木学会第34回年次学術講演会,Ⅰ-145,pp.288-289,1979
2) 吉原忠,小坂寛巳,大野晁:高力ボルトの軸力変動と滑り耐力に関する実験,土木学会第41回年次学術講演会,Ⅰ-281,pp.561-562,1986.11
【リラクゼーション参照:3)~20)】3) 城島保茂:接合面にジンクリッチペイントをもつ高力
ボルト継手のすべり試験,東骨技報,No.8,pp.38-43,1979.7
4) 渡辺祐作,森国夫,伊藤篤,市原卓三:防錆処理高力ボルト継手の滑り試験および疲労試験,橋梁と基礎,pp.38-44,1980.5
5) 稲沢秀行:溶融亜鉛めっき高力ボルトのリラクゼーション,東骨技報,No.13,pp.26-33,1981.12
6) 大志万和也:摩擦接合面の塗装について,阪神高速道路公団技報,No.1,pp.78-83,1981
7) 柄川伸一,高津和義:高力ボルトの軸力変動とすべり耐力に関する実験,首都高技報,14号,pp.229-232,1982
8) 香川祐次,岸本良孝:高力ボルト摩擦接合継手のすべ
り試験,本四技報,No.25,1983.7,pp.32-369) 田中征志:防錆処理高力ボルトについて,技報まつ
お,No.11,pp.58-63,1986.410) 中村賢造,城島保茂:摩擦接合高力ボルトにせん断孔
を用いた実験報告,東骨技報,No.23,pp.22-27,1987.611) 城島保茂,柳沼安俊:摩擦接合高力ボルトにせん断孔
を用いた実験報告(第2報),東骨技報,No.27,pp.49-57,1988.9
12) 土木研究所:高力ボルト摩擦接合継手に関する試験調査(その2),土木研究所資料,第2796号,1989.8
13) 谷平勉,石原靖弘,指吸政男:締め付け厚の大きい高力ボルト継手の耐力特性調査と長期挙動予測,構造工学論文集,Vol.39A,pp.1035-1042,1993.3
14) 谷平勉,川上睦二,亀井正雄,石原靖弘,藤田周市:高力ボルト摩擦接合継手の長期耐久性実験,土木学会第50回年次学術講演会,Ⅰ-400,pp.800-801,1995.9
15) 保坂鐵矢,杉山幹男,山田稔:鉄道橋へのM30高力ボルトの適用と施工管理の一手法,土木学会第51回年次学術講演会,Ⅰ-A351,pp.702-703,1996.8
16) 田中淳夫,増田浩志,脇山廣三,辻岡静雄,平井敬二,立山英二:過大孔・スロット孔を有する高力ボルト摩擦接合部の力学性状,鋼構造論文集,第5巻第20号,pp.35-44,1998.12
17) 小端高行,佐藤正康:りん酸処理を施した摩擦接合部のリラクセーションと経年後のすべり試験,鋼構造論文集,第6巻第21号,pp.45-54,1999.3
18) 高木優任,市川篤司,保坂鐵矢,桜井久敏:海浜環境で高耐候性を有する高力ボルトの性能試験,土木学会第54回年次学術講演会,Ⅰ-A203,pp.406-407,1999.9
19) 鈴木喜弥,藤原良憲,長崎英二:さび安定化処理高力ボルトの接合部性能試験,土木学会第58回年次学術講演会,Ⅰ-728,pp.1455-1456,2003.9
20) 久保全弘,杉山直也,伊藤功,織田博孝:フィラープレートによる高力ボルト継手のすべり耐力向上に関する実験,鋼構造論文集,第11巻第42号,pp.29-39,2004.6
21) 日本道路協会:道路橋示方書・同解説Ⅱ鋼橋編,pp.469-471,2003.3
22) 日本道路協会:道路橋示方書・同解説Ⅰ共通編,pp.6-8,2003.3
23) 日本道路協会:道路橋示方書・同解説Ⅱ鋼橋編,pp.471-478,2003.3
24) 田中淳夫:連載技術講座 12.溶融亜鉛めっき高力ボルト接合,鉄鋼技術,pp54-58,1994.7
25) 新井裕之:せん断孔を用いた高力ボルト摩擦接合部の数値解析,東骨技報No.27,pp.26-30,1988.12
26) 狩野正人,谷平勉,石原靖弘,小林剛,亀井正博:塗膜のクリープが高力ボルトの軸力低下に及ぼす影響,土木学会第57回年次学術講演会,Ⅰ-131,pp.261-262,2002.9
【無塗装面すべり係数参照:23)~37)】27) 城島保茂:接合面にジンクリッチペイントをもつ高力
ボルト継手のすべり試験,東骨技報No.8,pp.38-43,1979.7
28) 本田克己:高力ボルト摩擦接合の添接板片面ブラスト処理におけるすべり耐力の検討,東骨技報No.13,pp.37-42,1982.1
29) 中村賢造,城島保茂:摩擦接合高力ボルトにせん断孔
64 東骨技報 No.56
を用いた実験報告,東骨技報No.23,pp.22-2730) 城島保茂,柳沼安俊:摩擦接合高力ボルトにせん断孔
を用いた実験報告(第2報),東骨技報No.26,pp.49-57,1987
31) 稲沢秀行:溶融亜鉛めっき高力ボルトのリラクゼーション,東骨技報No.13,pp.26-33,1981.12
32) 岩田良平,山上貴弘:厚膜型無機ジンクリッチペイントを塗布した高力ボルト摩擦接合部の基礎的調査,技報まつおNo.23,pp.58-63,1992.4
33) 成瀬輝男,遠田良喜:高力ボルト摩擦継手のすべり耐力に及ぼす溶接熱の影響,石川島播磨技報第14巻第5号,pp.567-571,1974.9
34) 菊川春三,山田元茂,松尾弘一,石渡正夫:表面処理高力ボルト摩擦継手の力学的挙動に関する実験的研究,川鉄技報Vol.8 No.4,pp.33-41,1976.10
35) 高橋秀行,宮坂淳一:フィラープレートを有する高力ボルト摩擦接合継手の耐力,宮地技報No.11,pp.147-152,1995.10
36) 土木研究所:溶融亜鉛メッキ高力ボルト摩擦接合継手の疲労試験,土木研究所資料 第1209号,1977.3
37) 加村隆志,北後寿:薬剤処理を施した高力ボルト摩擦接合の摩擦面に関する基礎的研究,鋼構造年次論文報告集,第1巻,pp.7-14,1993.7
38) 松村正義,北島道,西園広之,三ツ木幸子:摩擦接合接触面のプライマー除去方法の検討,鋼構造年次論文報告集,第2巻,pp.651-658,1994.11
39) 山田友久,西村昭,岡本忠夫:摩擦接合の耐荷力に及ぼすボルト孔のバリ処理の影響について,土木学会年次学術講演会講演概要集第1部第32巻,pp.635-636,1977
40) 田島二郎,多田和夫,江口保平:HT80材を使用した高力ボルト継手の疲労試験,土木学会年次学術講演会講演概要集第1部第33巻,pp.661-662,1978
41) 三浦邦夫,大岩浩,大田孝二:フィラー付き高力ボルト摩擦接合継手疲労試験,土木学会年次学術講演会講演概要集第1部第33巻,pp668-669,1978
【無機ジンク面すべり係数参照:38)~47)】42) 田中征志:防錆処理高力ボルトについて,技報まつ
お,No.11,pp.58-63,1986.443) 城島保茂:接合面にジンクリッチペイントをもつ高力
ボルト継手のすべり試験,東骨技報,No.8,pp.38-43,1979.7
44) 岩田良平,山上貴弘:厚膜型無機ジンクリッチペイントを塗布した高力ボルト摩擦接合部の基礎的調査,技報まつお,No.23,pp.58-6,31992.4
45) 菊川春三,山田元茂,松尾弘一,石渡正夫:表面処理高力ボルト摩擦継手の力学的挙動に関する実験的研究,川鉄技報,Vol.8 No.4,pp.33-41,1976.10
46) 高野晴夫,佐野浩一,勝山志郎:塗装面に使用した高力ボルト摩擦接合部のすべり係数,首都高技報,15号,pp.89-94,1983.3
47) 土木研究所:高力ボルト摩擦接合継手に関する試験調査-接合面に無機ジンクリッチペイントを塗布した継手のすべり耐力等(その1)-,土木研究所資料,第2095号,1984.3
48) 土木研究所:高力ボルト摩擦接合継手に関する試験調
査-接合面に無機ジンクリッチペイントを塗布した継手のすべり耐力等(その2)-,土木研究所資料,第2796号,1989.8
49) 藤原博:高力ボルト摩擦接合継手のすべり試験結果-フィラープレートと機能性プライマーの組合せ-,日本道路公団技術情報,No.138,pp.89-95,1997.1
50) 田島二郎,多田和夫,江口保平:HT80材を使用した高力ボルト継手の疲労試験,土木学会年次学術講演会講演概要集第1部,第33巻,pp.661-662,1978
51) 石原靖弘,畑中清,谷平勉:17年間供用した実橋高力ボルト摩擦接合継手のすべり耐荷力,土木学会年次学術講演会講演概要集第1部,第44巻,pp.468-469,1989
【溶融亜鉛めっき面すべり係数参照:48)~53)】52) 稲沢秀行:溶融亜鉛めっき高力ボルトのリラクゼー
ション,東骨技報No.13,pp.26-33,1981.1253) 土木研究所:溶融亜鉛メッキ高力ボルト摩擦接合継手
の疲労試験,土木研究所資料第1209号,1977.354) 小端高行,佐藤正康:溶融亜鉛めっき摩擦接合面への
りん酸塩処理の適用に関する研究,鋼構造論文集第5巻第18号,pp.49-59,1998.6
55) 小端高行,佐藤正康:りん酸塩処理を摩擦接合面処理に適用する場合の実施工上の問題点の検討,鋼構造論文集第5巻第19号,pp.55-64,1998.9
56) 小端高行,佐藤正康:りん酸処理を施した摩擦接合部のリラクセーションと経年後のすべり試験,鋼構造論文集第6巻第21号,pp.45-54,1999.3
57) 小端高行,佐藤正康:りん酸塩処理を施した溶融亜鉛めっき摩擦接合部のすべり係数変動範囲,鋼構造論文集第6巻第23号,pp.19-26,1999.9
【その他接合面すべり係数参照:54)~61)】58) 辻幸佐,青木清,戸田崇:剥離剤で塗膜を除去した高
力ボルト摩擦接合面のすべり係数,宮地技報No.17,pp.62-67,2001.12
59) 高野晴夫,佐野浩一,勝山志郎:塗装面に使用した高力ボルト摩擦接合部のすべり係数,首都高技報15号,pp.89-94,1983.3
60) 土木研究所:高力ボルト摩擦接合継手に関する試験調査-接合面に無機ジンクリッチペイントを塗布した継手のすべり耐力等(その2)-,土木研究所資料第2796号,1989.8
61) 藤原博:高力ボルト摩擦接合継手のすべり試験結果-フィラープレートと機能性プライマーの組合せ-,日本道路公団技術情報No.138,pp.89-95,1997.1
62) 松村正義,北島道,西園広之,三ツ木幸子:摩擦接合接触面のプライマー除去方法の検討,鋼構造年次論文報告集,第2巻,pp.651-658,1994.11
63) 菊川春三,田中淳之,寺田弘:防錆処理した高力ボルト摩擦継手の経時変化に関する実験的研究,土木学会年次学術講演会講演概要集第1部,第35巻,pp.217-218,1980
64) 菊川春三,山田元茂,松尾弘一,石渡正夫:表面処理高力ボルト摩擦継手の力学的挙動に関する実験的研究,川鉄技報Vol.8,No.4,pp.33-41,1976.10
65) 土木研究所:Zn-Alメタリコン処理高力ボルト摩擦接合継手疲労試験,土木研究所資料第724号,1972.2


















