98053964 Exposicion de Recipientes a Presion
128
Sección VIII Sección VIII REGLAS PARA LA CONSTRUCCION DE RECIPIENTES A PRESION ASME BOILER AND PRESSURE VESSEL CODE AN INTERNATIONAL CODE
Transcript of 98053964 Exposicion de Recipientes a Presion
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 1/128
Sección VIIISección VIIIREGLAS PARA LA
CONSTRUCCION DERECIPIENTES APRESION
ASME BOILER AND PRESSUREVESSEL CODE AN
INTERNATIONAL CODE
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 2/128
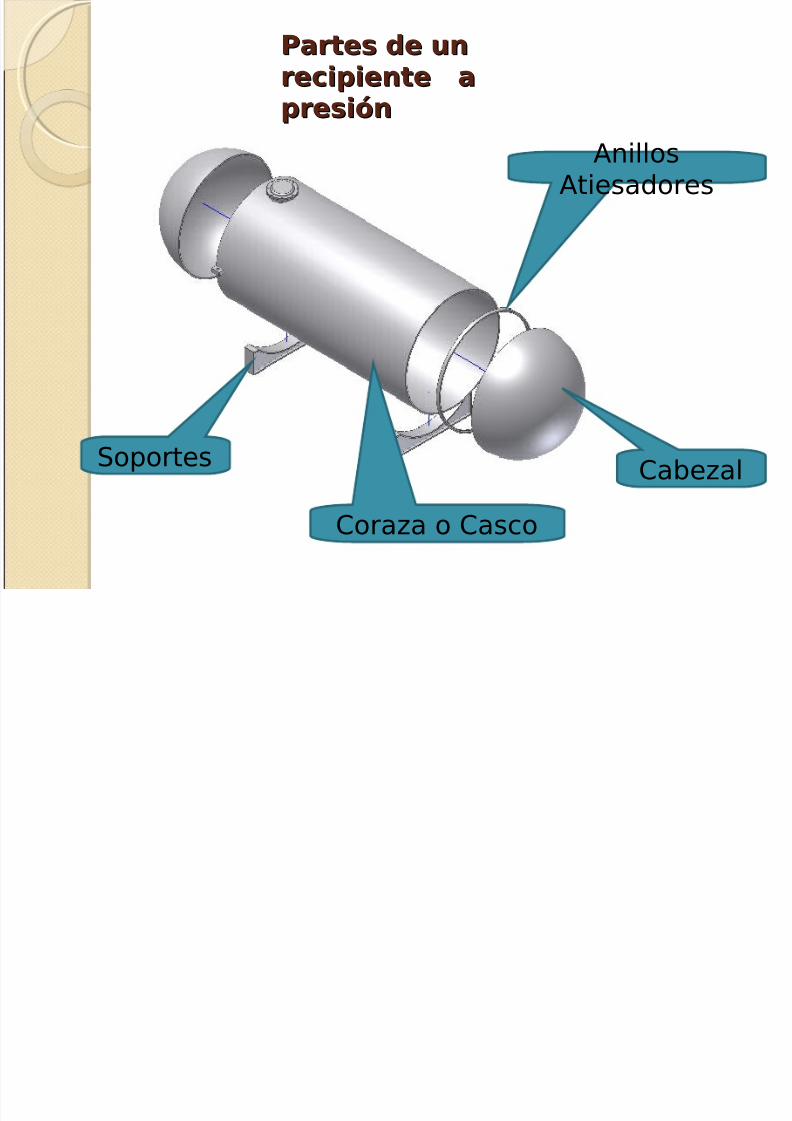
Partes de unPartes de unrecipiente arecipiente apresiónpresión
Coraza o Casco
AnillosAtiesadores
CabezalSoportes
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 3/128
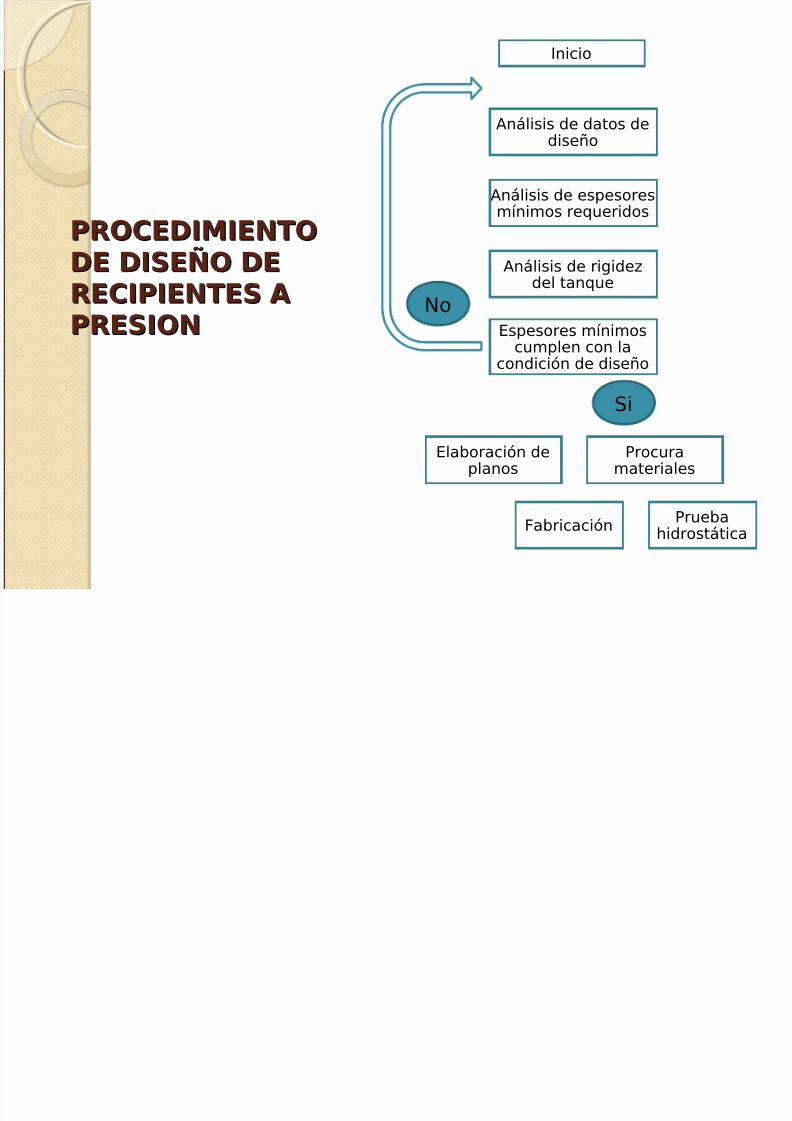
Análisis de datos dediseño
Análisis de espesoresmínimos requeridos
Análisis de rigidezdel tanque
Espesores mínimoscumplen con la
condición de diseño
Inicio
Elaboración deplanos
Procuramateriales
Fabricación Pruebahidrostática
No
Si
PROCEDIMIENTOPROCEDIMIENTO
DE DISEÑO DEDE DISEÑO DERECIPIENTES ARECIPIENTES APRESIONPRESION
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 4/128
UG-16: General.UG-16: General.DiseñoDiseño
El espesor mínimo no se aplica a laminas de transferencia de calor ointercambiadores tipo placas.El espesor mínimo no aplica al tubo interno de intercambiadores decalor tubos concéntricos ni tampoco a intercambiadores de tubo ycoraza, donde la tubería pertenece NPS 6 (DN 150).
Con algunas excepciones, el mínimo espesorpermitido para cuerpos y cabezales luego deformado e independientemente de la forma es1/16 pulg (1.5mm), excluido el espesor porcorrosión
• El mínimo espesor para corazas y cabezales para calderas devapor deberá ser ¼ pulg (6mm), excluyendo el espesor porcorrosión.
• El mínimo espesor para corazas y cabezales para servicio de airecomprimido, servicio de vapor y servicio de agua construidos conmateriales de la tabla UCS-23 debe ser 3/32 pulg (2.4mm),excluyendo el espesor por corrosión.
• El mínimo espesor para corazas y cabezales para calderas devapor deberá ser ¼ pulg (6mm), excluyendo el espesor porcorrosión.
• El mínimo espesor para corazas y cabezales para servicio de aire
comprimido, servicio de vapor y servicio de agua construidos conmateriales de la tabla UCS-23 debe ser 3/32 pulg (2.4mm),
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 5/128
UG-17: Métodos de fabricación enUG-17: Métodos de fabricación enconjuntoconjunto
Un recipiente puede ser diseñado y construido combinandométodos de fabricación previstos en esta división (UB, UF, UW).El recipiente esta limitado al servicio permitido por el método defabricación que tenga los requerimientos mas restrictivos.
La división solo indica las ecuaciones necesarias para el calculodel espesor requerido de componentes básicos (cilindros, esferas,fondos, etc.) sometidos a presión interna o externa y deja
completa libertad al diseñador para escoger procedimientos enbusca de determinar los esfuerzos causados por otras cargas(peso propio, contenido, viento, terremotos, soportes).
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 6/128
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 7/128
UG-22: CargasUG-22: Cargas
Presión interna o externa de diseñoPeso del recipiente y contenido, en operación y ensayo(incluye la presión por la columna del liquido)
Cargas estáticas de reacción por peso de equipos (motores,maquinaria, recipientes, tubería, revestimientos yaislamiento)• Reacciones cíclicas y dinámicas debidas a presión,variaciones térmicas o por equipos montados en elrecipiente y cargas mecánicas.
• Viento, nieve y reacciones sísmicas .• Reacciones de impactos como las causadas por choque defluido.
• Gradientes de temperatura y expansión térmica.
Las cargas para ser consideradas en el diseño de
recipiente deben incluir las siguientes:
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 8/128
UG-23: Máximos valores deUG-23: Máximos valores deesfuerzo.esfuerzo.
Máximos valores de tensión/esfuerzo admisible para diseño atracción en distintos materiales son provistos en la subparte 1-Seccion II-Parte D.Un listado de estos materiales se da en las tablas: UCS-23, UNF-23, UHA-23, UCI-23, UCD-23, UHT-23 y ULT-23.
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 9/128
UG-25: CorrosiónUG-25: CorrosiónSe debe prever un sobreespesor suficiente para toda la vida útilplanificada para recipientes sometidos a perdida de espesor por
corrosión, erosión o abrasión mecánica.El espesor, para la corrosión, no requiere ser igual en todas laspartes del recipiente dependiendo de zonas mas propensas.Los recipientes sometidos a corrosión deberán tener una aberturade drenaje, en el punto mas bajo posible del recipiente o una
tubería inferior que llegue hasta 6 mm del punto mas bajoCuando el espesor se ha reducido a un grado peligroso puedeaplicarse los agujeros testigo (prohibidos en recipientes deservicios letales). Los agujeros testigo deberán tener un diámetroentre 1.6-4.8 mm y una profundidad no menor del 80% delespesor requerido de una virola sin soldadura de las mismadimensiones y deberán situarse en la superficie opuesta a dondese espera la corrosión.

7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 10/128
UG-27: Espesor de recipientes bajo presiónUG-27: Espesor de recipientes bajo presióninterna. Diseño.interna. Diseño.
Para cuerpos cilíndricos de pared delgada y sin costura sometidosa presión, los esfuerzos circunferenciales son aproximadamente eldoble de los esfuerzos longitudinales debidos a la mismasolicitación.
• En la mayoría de los casos el espesor requerido por las formulasdel UG-27, basadas en el esfuerzo circunferencial gobiernan elespesor requerido sobre las formulas basadas en los esfuerzoslongitudinales.
Símbolos Datost Espesor mínimo de la coraza. pulg (mm)P Presión interna de diseño. psi (kPa)R Radio interno del recipiente. pulg (mm)
S Esfuerzo máximo admisible. psi (kPa)E Eficiencia de junta para recipiente cilíndrico o
esférico.
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 11/128
P SE PR
t 60 .−
=t R
SEt P
60 .+=
P SE PR
t 402 .+= t R
SEt P
40
2
.−=
P SE
PRt
202 .−=t R
SEt P
20
2
.+=
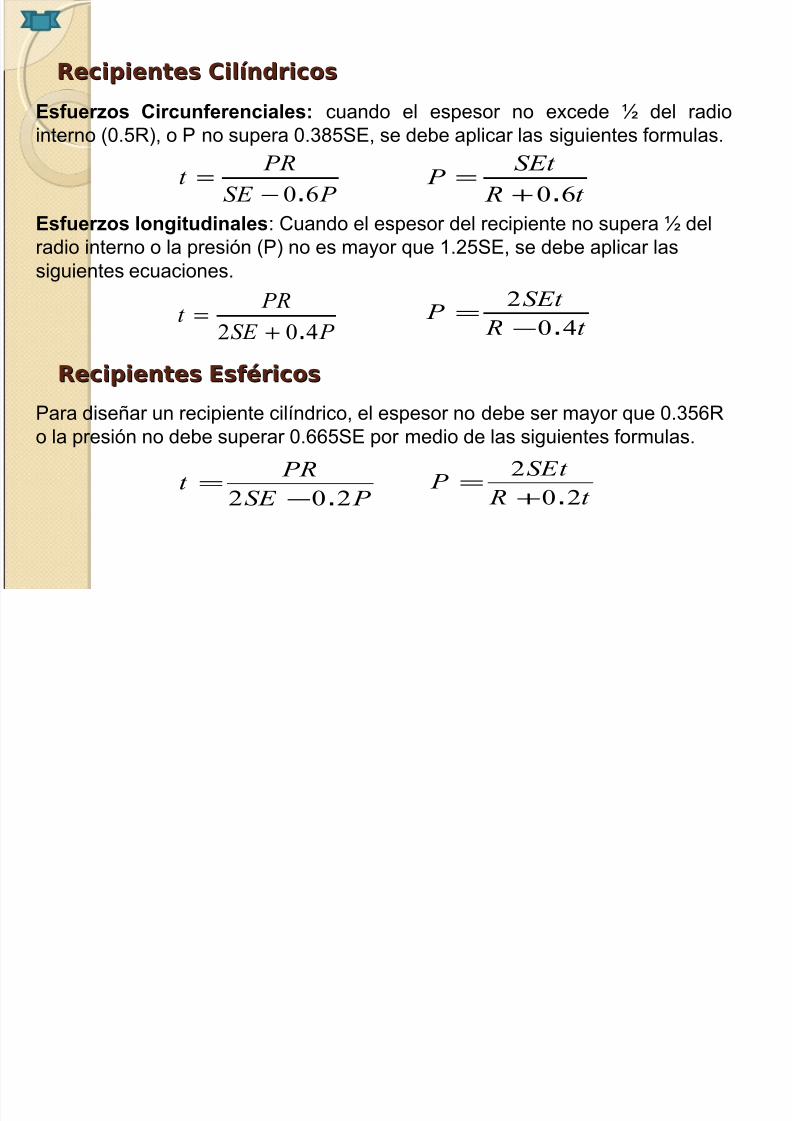
Recipientes CilíndricosRecipientes CilíndricosEsfuerzos Circunferenciales: cuando el espesor no excede ½ del radio
interno (0.5R), o P no supera 0.385SE, se debe aplicar las siguientes formulas.
Esfuerzos longitudinales : Cuando el espesor del recipiente no supera ½ delradio interno o la presión (P) no es mayor que 1.25SE, se debe aplicar las
siguientes ecuaciones.
Para diseñar un recipiente cilíndrico, el espesor no debe ser mayor que 0.356Ro la presión no debe superar 0.665SE por medio de las siguientes formulas.
Recipientes EsféricosRecipientes Esféricos
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 12/128
UG-27: Espesor de recipientes bajo presiónUG-27: Espesor de recipientes bajo presiónexterna. Diseño.externa. Diseño.
1. Recipientes cilíndrico
(Do/t>10):• Paso 1 Asumir un valor para t ydetermine la relación de L/Do yDo/t
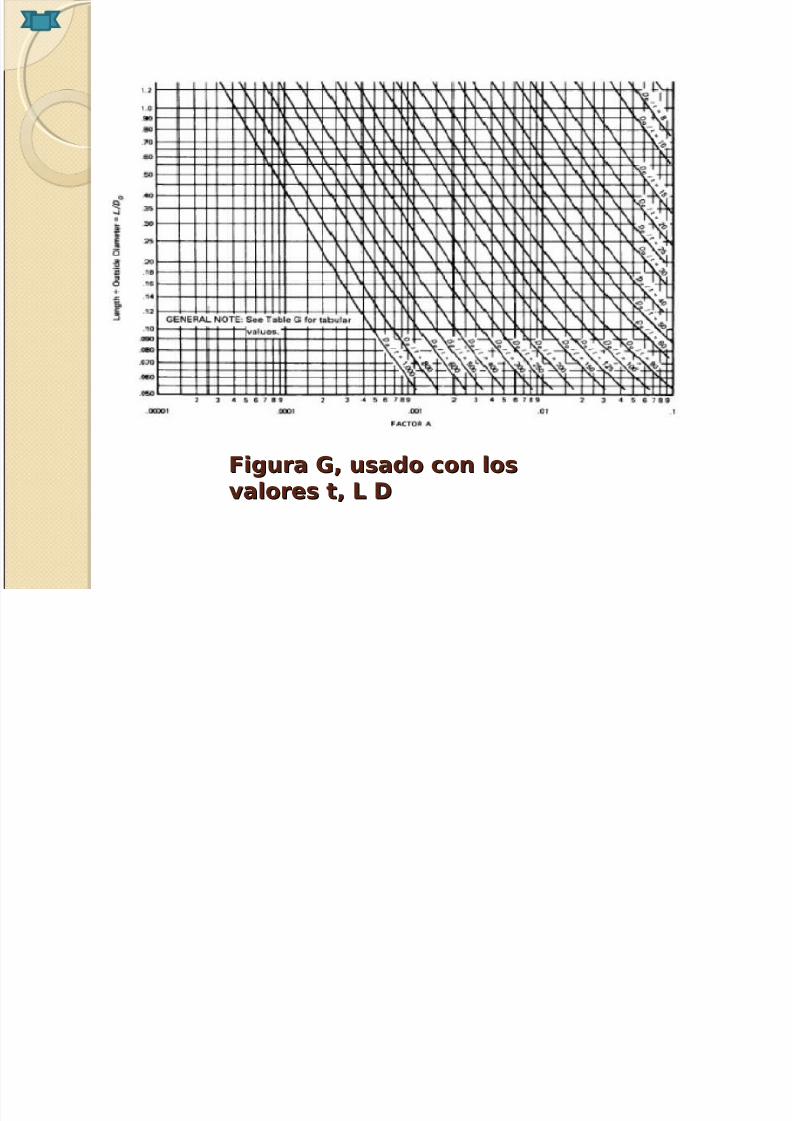
• Paso 2 Ingrese a la figura G en la Subparte 3-SeccionII, Parte D en el valor de L/Do determinado en el paso
1. Para valores de L/Do mayores que 50 ingrese alcuadro de L/Do=50. Para valores de L/Do menoresque 0.05 ingrese el ciadro en un valor de L/Do=0.005.• Paso 3 Muévase horizontalmente a la línea por elvalor Do/t determinado en el Paso 1. La interpolaciónpuede usarse para valores intermedios de Do/t. Desde
dicho punto de la intersección muévase verticalmente(hacia abajo) para determinar el valor del Factor A .
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 13/128
• Paso 5 De la intersección obtenida en el paso 4,muévase horizontalmente a la derecha y observe elvalor del factor B.
• Paso 6 Usando el valor B,calcular la presión externamáxima de trabajo (Pa)
) /( t D
B P
o
a3
4=
• Paso 7 Para valores de Aque caen a la izquierda dela línea (material ytemperatura), el valor Papuede ser calculadomediante
) /( t D AE P
o
a3
2=
En casos donde el valor de A cae a la derecha de la línea(material/temperatura), asumir una intersección con laproyección horizontal. Para valores A que caen a la izquierdade la línea (material-temperatura) observe el Paso 7
• Paso 4 Usando el valor A, ingresar al cuadro demateriales aplicables en Subparte 3-Seccion II-Parte D.Muévase verticalmente hacia la intersección con lalínea (material-temperatura)
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 14/128
Figura G, usado con losFigura G, usado con losvalores t, L Dvalores t, L D
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 15/128
2. Recipientes Esféricos: El espesor mínimo de una corazaesférica se determinara mediante el siguienteprocedimiento.• Paso 1 se asume un valor para ty calcule el factor A, usando lasiguiente formula.
) /(.
t R A
o
1250=
• Paso 2 utilizando el valor de A, entrar al grafico aplicablepara el material de la Sección II, parte D (curva apropiad
para un material en particular se determina de acuerdo alas tablas de tensión admisible.En casos donde el valor de A finaliza a la derecha de la línea(material/temperatura), asumir una intersección con laproyección horizontal
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 16/128
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 17/128
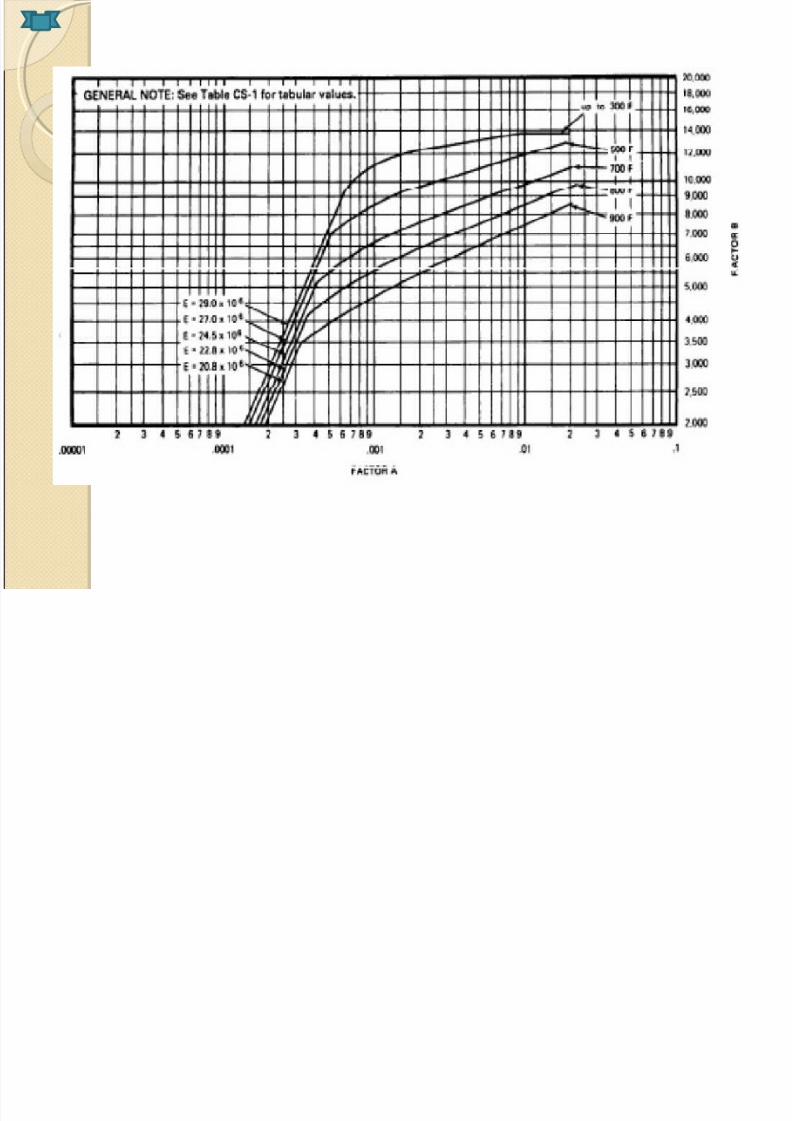
• Paso 3 De la intersección obtenida en el paso 2, muévasehorizontalmente a la derecha y observe el valor del factorB.
• Paso 4 Usando el valor B,calcule el valor máximo de lapresión de trabajo (P) usandola siguiente formula
) /( t R
B P o
a=
• Paso 5 Para valores de A,que caen a la derecha de lalínea (material, temperatura),el valor de P puedecalcularse mediante
206250
) /(.
t R E P
o
a=
• Paso 6 Compare Pa obtenido en el Paso 4-5. Si Pa es maspequeño que P, seleccione un valor mayor para t y repitael procedimiento de diseño hasta que se obtenga unnuevo valor Pa que sea mayor o igual que P.
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 18/128
La máxima presión de diseño o la presión externa máxima detrabajo no debe ser menor que la diferencia esperadamáxima de la presión de operación que podría existir entre lazona externa e interna del recipiente en cualquier momento.
Cuando hay una junta lap longitudinal en una corza cilíndricao coraza cilíndrica bajo presión externa, el espesor de lacoraza debe determinarse por las mismas reglas propuesta, aexcepción que 2P se use en vez de Pe los cálculos para elespesor necesario.
Recipientes para operar bajo presiones de trabajo externas(15 psi) y menores) podrían adoptar el Simbolo Codigoasegurando una titulación con las reglas de presión externa

7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 19/128
UG-30: Anillos AtiesadoresUG-30: Anillos Atiesadores
Sin embargo, Los anillos atiesadores pueden estarubicados al interior o exterior de un recipiente. Además,debe ser atado al casco por soldadura o brazing.
Para calcular las dimensiones adecuadas de los anillos de
refuerzo se puede utilizar la Formula Levy para el calculode colapso de un anillo de sección circular sometido a unapresión externa uniforme.
=
t
D P
E
t L D I oc so
212
2
VariablesMomento requerido de la sección delanillo
Is
Momento de inercia existente IÁrea de la sección del anillo de refuerzo AsFactores determinado A , BMitad de la distancia entre el centro dela sección del anillo y la próxima línea de
soporte
Ls
+= A L
At L D
I s
s so s )(
14
2
+= A L
At L D
I s
s so s )(
.'
910
2
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 20/128
La idoneidad del momento de inercia para que seconsidere que actúa como refuerzo se detalla acontinuación:
• Conocido Do, Ls, t; seleccionar un anillo derefuerzo calcular el área de sección As. Luegocalcular B mediante:
• Con B, ingresar a la figura (material del anillo)realizar un desplazamiento horizontal,considerando la temperatura de diseño. Luego,descendemos verticalmente hasta el obtener elvalor A.
+=
s
s
o
L At
PD B 4
3
Para valores de B menores de los indicados en el
grafico, considerar A=2B/E.• Calcular los momentos Is e I’s, mediante las
ecuaciones previas• Calcular los momentos I e I’, mediante las
ecuaciones previas
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 21/128
SímboloSi I>Is El anillo es idóneoSi I<Is Considerar la virola como refuerzo
Si I’>I’s El anillo junto al casco (x-refuerzo) es
adecuadoSi I’<I’s Aumentar la sección del anillo y repetir
calculo
• Obtenido los cálculos, compararemos ydeterminares su validez

7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 22/128
La soldadura para los anillos atiesadores debedimensionarse para soportar la carga radial total que seda en el casco (distribuido en los atiesadores) y paracompartir las cargas que actúan radialmente a través delanillo causado por cargas externas de diseño.
• La carga radial de la presión del casco, lb/pulg(N/m) es igual a PLs
• La carga radial es igual a 0.01PLsDo
• P, L y Do son definidos enUG-29
• Mínima medida de las soldaduras; la medida delfilete no debe ser menor que el mas pequeño
¼ pulg. (6mm)
Espesor de
recipiente en lazona desoldadura
Espesor deanillo en zonade soldadura
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 23/128
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 24/128
Símbolo
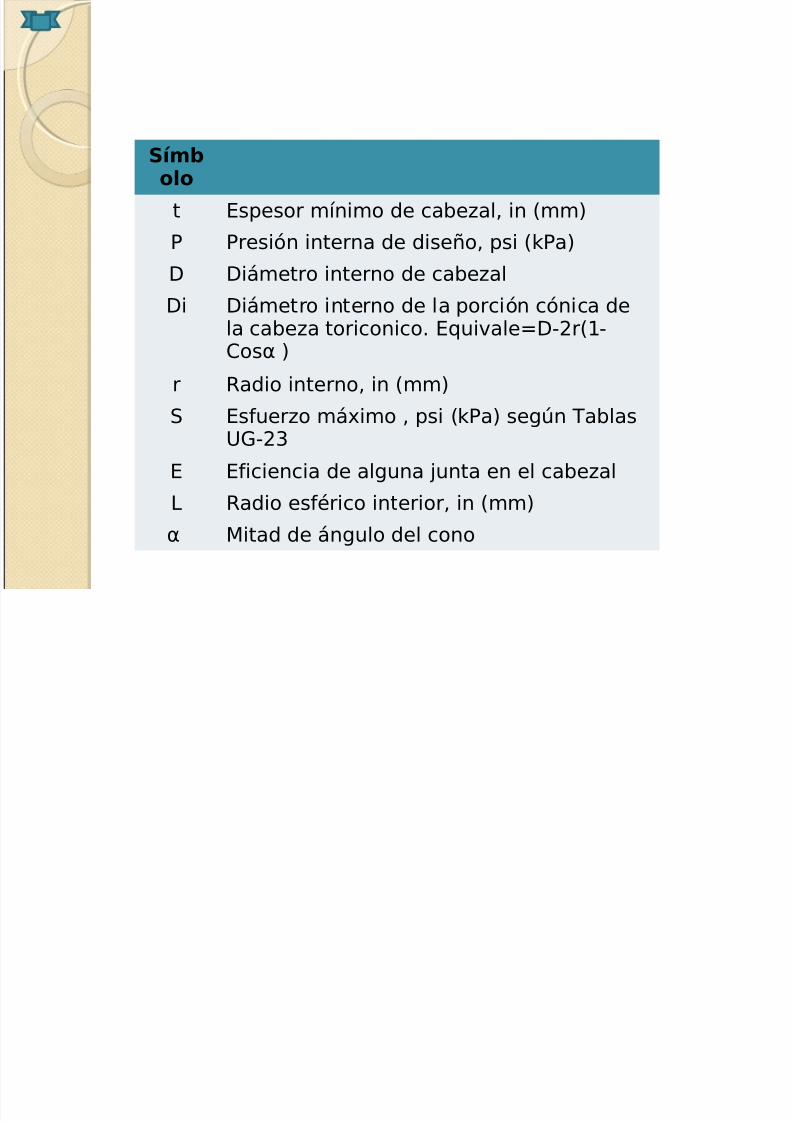
t Espesor mínimo de cabezal, in (mm)P Presión interna de diseño, psi (kPa)
D Diámetro interno de cabezalDi Diámetro interno de la porción cónica de
la cabeza toriconico. Equivale=D-2r(1-Cosα )
r Radio interno, in (mm)
S Esfuerzo máximo , psi (kPa) según TablasUG-23E Eficiencia de alguna junta en el cabezalL Radio esférico interior, in (mm)α Mitad de ángulo del cono
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 25/128
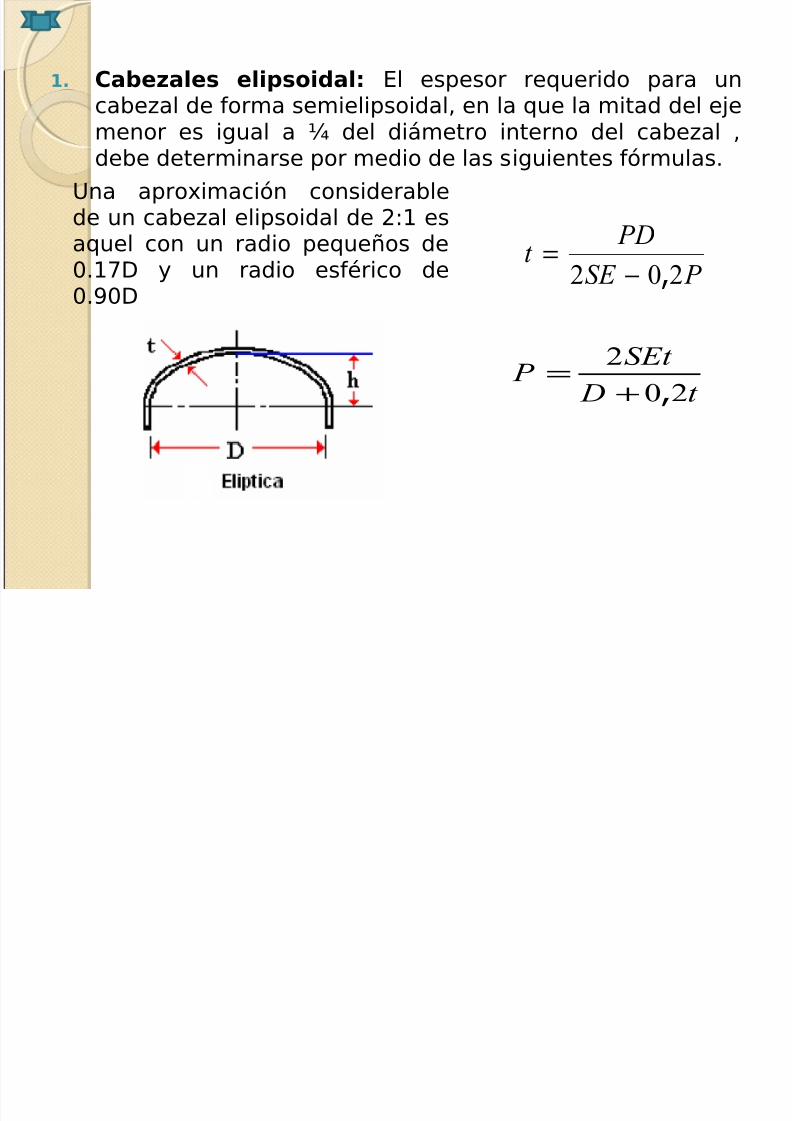
1. Cabezales elipsoidal: El espesor requerido para uncabezal de forma semielipsoidal, en la que la mitad del eje
menor es igual a ¼ del diámetro interno del cabezal ,debe determinarse por medio de las siguientes fórmulas.Una aproximación considerablede un cabezal elipsoidal de 2:1 esaquel con un radio pequeños de
0.17D y un radio esférico de0.90D P SE
PDt
202 ,−
=
t D
SEt P
20
2
,+=
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 26/128
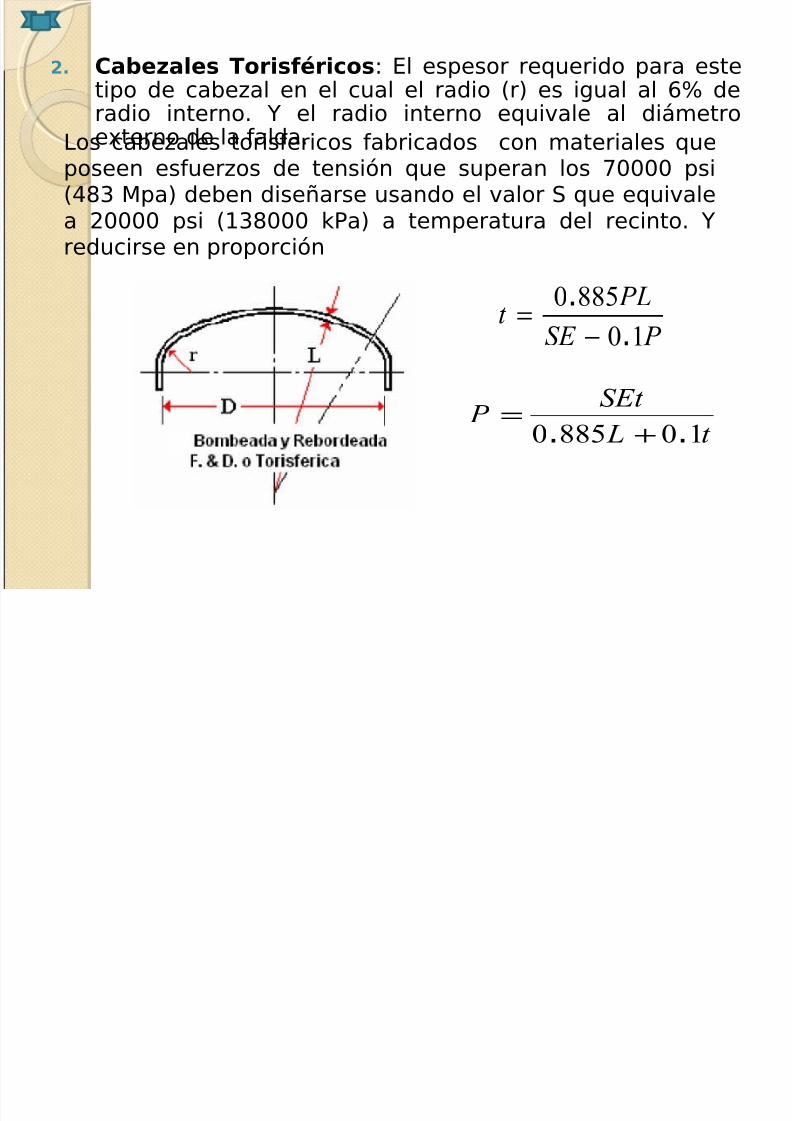
2. Cabezales Torisféricos : El espesor requerido para estetipo de cabezal en el cual el radio (r) es igual al 6% deradio interno. Y el radio interno equivale al diámetro
externo de la falda.Los cabezales torisfericos fabricados con materiales queposeen esfuerzos de tensión que superan los 70000 psi(483 Mpa) deben diseñarse usando el valor S que equivalea 20000 psi (138000 kPa) a temperatura del recinto. Yreducirse en proporción
P SE
PLt
10
8850
..
−
=
t LSEt
P 108850 .. +=

7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 27/128
3. Cabezales hemisféricos : cuando el espesor del cabezalhemisférico no exceda 0.356L, o P no exceda 0.665SE.20
P SE PLt
202 .−
=
t LSEt P
202
.+=
• Para cabezales esféricos de mayor espesor, ver formulasen el Apéndice 1-3.
• Usualmente, el espesor del cabezal hemisférico esaproximadamente igual a la mitad del espesor de uncuerpo cilíndrico
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 28/128
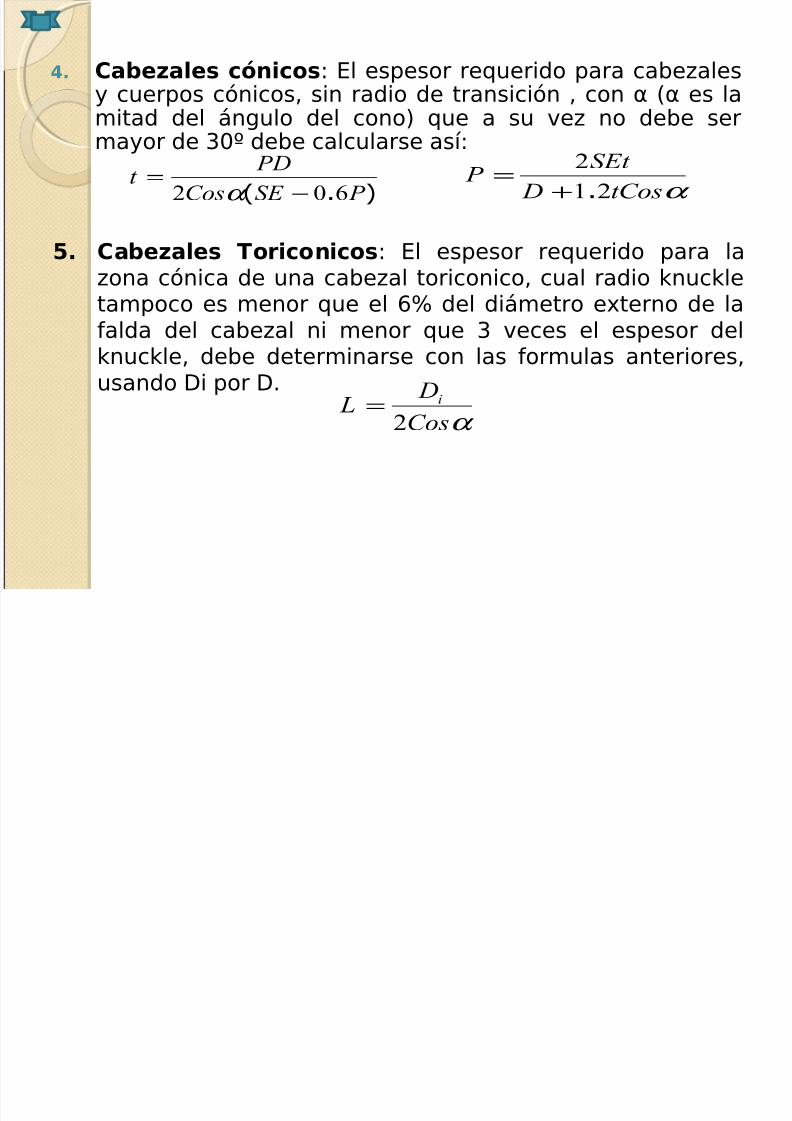
4. Cabezales cónicos : El espesor requerido para cabezalesy cuerpos cónicos, sin radio de transición , con α (α es lamitad del ángulo del cono) que a su vez no debe sermayor de 30º debe calcularse así:
).( P SE Cos PD
t 602 −
=α α tCos D
SEt P
21
2
.+=
5. Cabezales Toriconicos : El espesor requerido para la
zona cónica de una cabezal toriconico, cual radio knuckletampoco es menor que el 6% del diámetro externo de lafalda del cabezal ni menor que 3 veces el espesor delknuckle, debe determinarse con las formulas anteriores,usando Di por D.
α Cos
D L i
2=
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 29/128
UG-75: Generalidades. FabricaciónUG-75: Generalidades. FabricaciónLa fabricación de los recipientes a presión o de alguna desus partes deberá cumplir con los requisitos generalesaquí indicados y con los requisitos específicos indicados enlas subsecciones B y C
UG-76: Corte de Chapas y otrosUG-76: Corte de Chapas y otrosmateriales de almacénmateriales de almacénLas chapas, los bordes los fondos y demás partes podrán
ser cortadas por medios mecánicos tales como elmecanizado, amolado, aserrado o por arco. Luego delcorte por arco , toda la escoria y material fundido debe serretirado por medios mecánicos antes de continuarse lafabricación.UG-80: Ovalidad permitida enUG-80: Ovalidad permitida en
corazas cilíndricas, cónicas ycorazas cilíndricas, cónicas yesféricas.esféricas.Bajo presión inferior:Bajo presión inferior: Al finalizar la fabricación, la
diferencia entre el diámetro exterior e interior encualquier sección no deberá exceder el 1% del diámetronominal de dicha sección
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 30/128
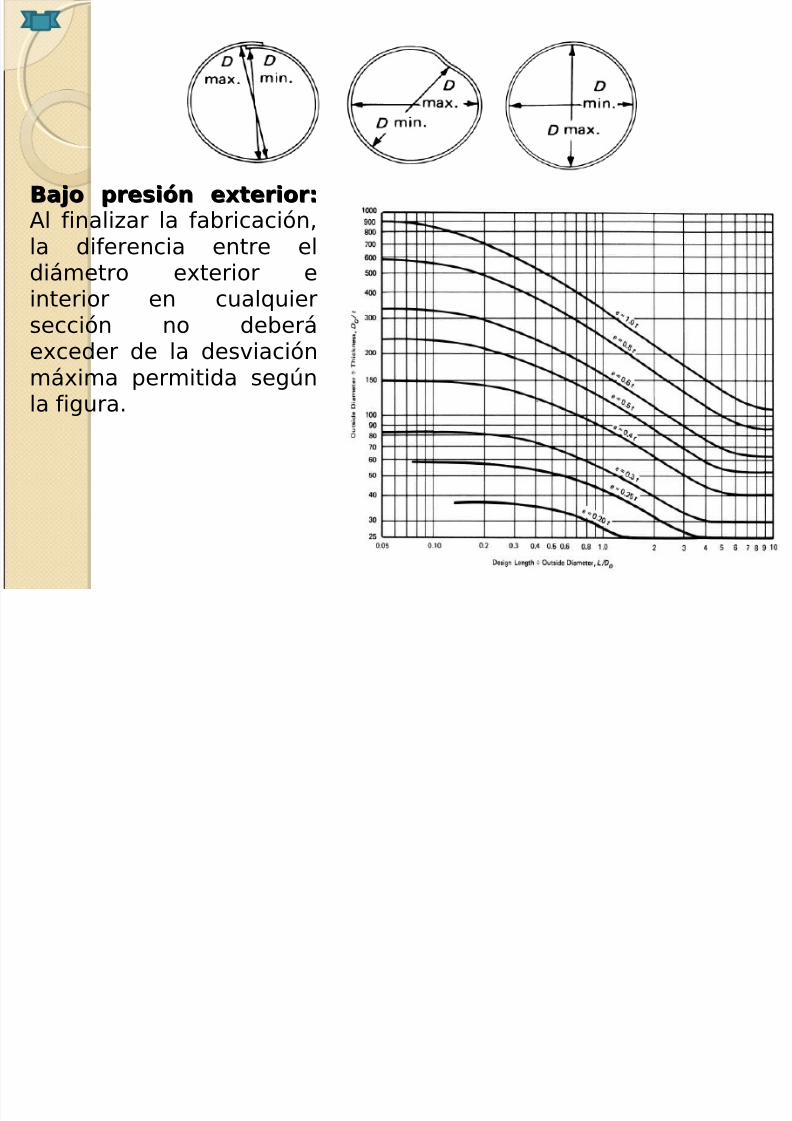
Bajo presión exterior:Bajo presión exterior:Al finalizar la fabricación,la diferencia entre el
diámetro exterior einterior en cualquiersección no deberáexceder de la desviaciónmáxima permitida segúnla figura.
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 31/128
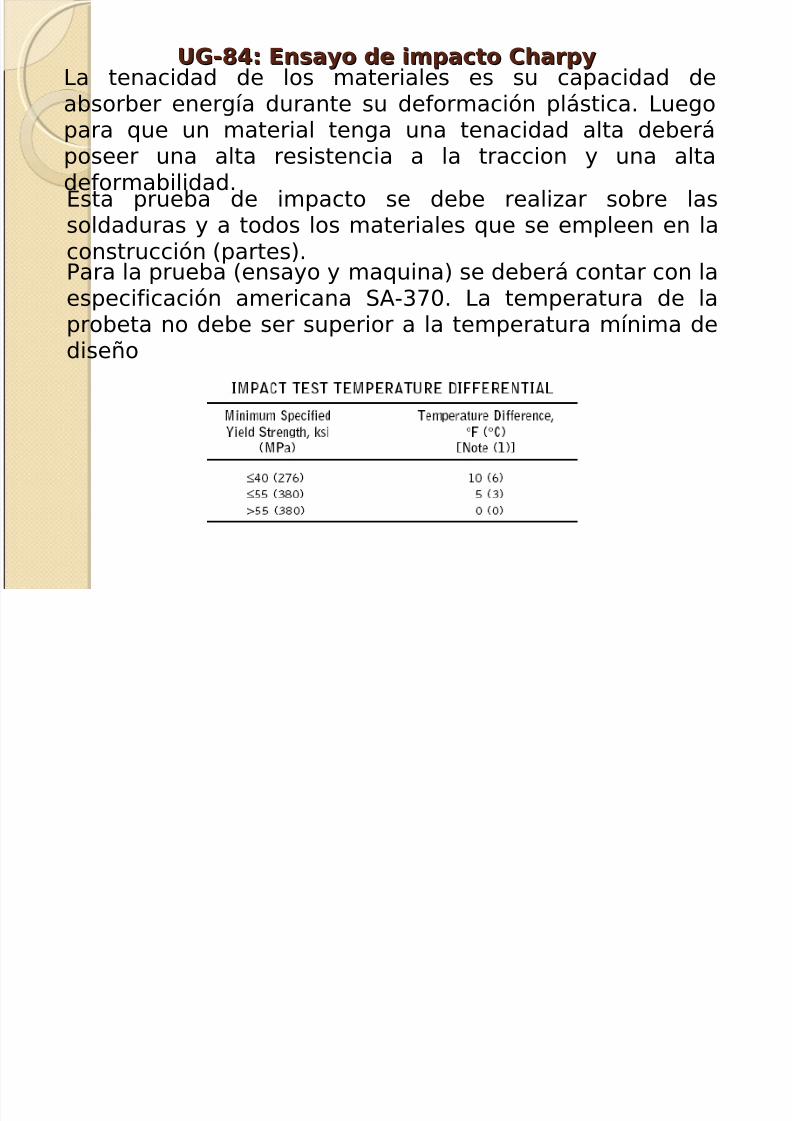
UG-84: Ensayo de impacto CharpyUG-84: Ensayo de impacto CharpyLa tenacidad de los materiales es su capacidad deabsorber energía durante su deformación plástica. Luegopara que un material tenga una tenacidad alta deberáposeer una alta resistencia a la traccion y una altadeformabilidad.Esta prueba de impacto se debe realizar sobre lassoldaduras y a todos los materiales que se empleen en laconstrucción (partes).
Para la prueba (ensayo y maquina) se deberá contar con laespecificación americana SA-370. La temperatura de laprobeta no debe ser superior a la temperatura mínima dediseño
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 32/128
UG-98: Presión máxima de trabajoUG-98: Presión máxima de trabajoLa presión máxima de trabajo en un recipiente es la quemáxima que puede soportar en la parte superior del
recipiente en su posición de operación y a la temperaturaespecificada para dicha presión.Dicha presión es el menor de los valores de la presiónmáxima de trabajo calculados para cada una de las parteesenciales del recipiente, teniendo en cuenta las posiblespresiones estáticas (columnas de agua) entre la parteconsiderada y la parte superior del recipiente.La presión máxima de trabajo admisible para una partedeterminada de un recipiente a presión, es la máximainterna o externa incluyendo la presión de la columna delliquido existente, determinada por las ecuaciones de estadivisión y considerando también las posibles cargasalternas (UG-22).

7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 33/128
UG-99: Prueba HidrostáticaUG-99: Prueba HidrostáticaStandardStandardUna prueba hidrostática debe dirigirse en todos los
recipientes luego de:• Haber concluido la fabricación, excepto por operacionesque no pudieron efectuarse previo a la prueba como
culminación de la soldadura, etc sobre• Realizarse todas las examinaciones, excepto por aquellas
obligadas luego de la prueba.
Cualquier liquido no-peligroso (a cualquier temperatura)podría usarse para la prueba hidrostática si esta pordebajo de su punto de ebullición. Los líquidos que tienenun punto de inflamación menor que 110 ºF (43ºC) ,comolos destilados de petróleo, podría usarse solo para pruebas
a temperaturas atmosféricas.
Excepto lo permitido anteriormente, los recipientesdiseñados para presión interna deben estar sujetas a lapresión para pruebas hidrostáticas cuales en cada puntode la superficie es igual a 1.3 veces la presión máxima detrabajo
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 34/128
Dicho intervalo se requiere para reducir el riego defractura (Vease UG-20 y UCS-66.2)La presión no debe aplicarse hasta que el recipiente y sucontenido estén bajo la misma temperatura. Si latemperatura excede lo permitido 120ºF solo se tendrá que
esperar que la temperatura disminuya.Los respiraderos deberán instalarse en los puntos altos delrecipiente el cual sea para purgar posibles bolsas de airemientras que el recipiente es llenado.
Se recomienda que la temperatura del metal durante lasprueba se mantenga al menos a 30ºF (17ºC) por encimade la temperatura mínima de diseño pero sin exceder120ºF (48ºC).
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 35/128
UG-100: Prueba NeumáticaUG-100: Prueba NeumáticaPodrá realizarse esta prueba en sustitución a la hidráulica,siempre cuando:
• Que estén diseñado y/o soportados para no soportar elpeso del agua durante la prueba.
• Que no puedan ser fácilmente secados y que restos defluidos sean inadmisibles en el funcionamiento posteriordel recipiente
Para minimizar riesgos de rotura, se recomienda que latemperatura del metal se mantenga 17 ºC por encima dela temperatura mínima de diseño del metal.La presión se incrementa gradualmente hasta alcanzar lamitad de la presión de prueba. Luego, será aumentada aescalones a relación de 1/10Se realizara por medio de inspección visual y solo setolerara fugas excepto en las uniones temporales queserán luego soldadas.
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 36/128
UG-103: Ensayo No-destructivosUG-103: Ensayo No-destructivosEste código, UG, presenta dos tipos de ensayos nodestructivos:•Examinación de partículas magnéticas APPENDIX
6•Examinación de liquido penetrante APPENDIX 8
Cada recipiente a presión debe marcarse con losiguiente:•El símbolo oficial U mostrado
sobre los recipientesinspeccionados con la relación alo expuesto en UG-90•El símbolo oficial UM mostradosobre los recipientes construidoscon relación a lo previsto en U-1
(j)•Presión máxima de trabajo• Temperatura mínima de diseño•Numero serie del fabricante•Año de construcción
•Nombre del fabricante delrecipiente
UG-116: Marcas RequeridasUG-116: Marcas Requeridas
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 37/128
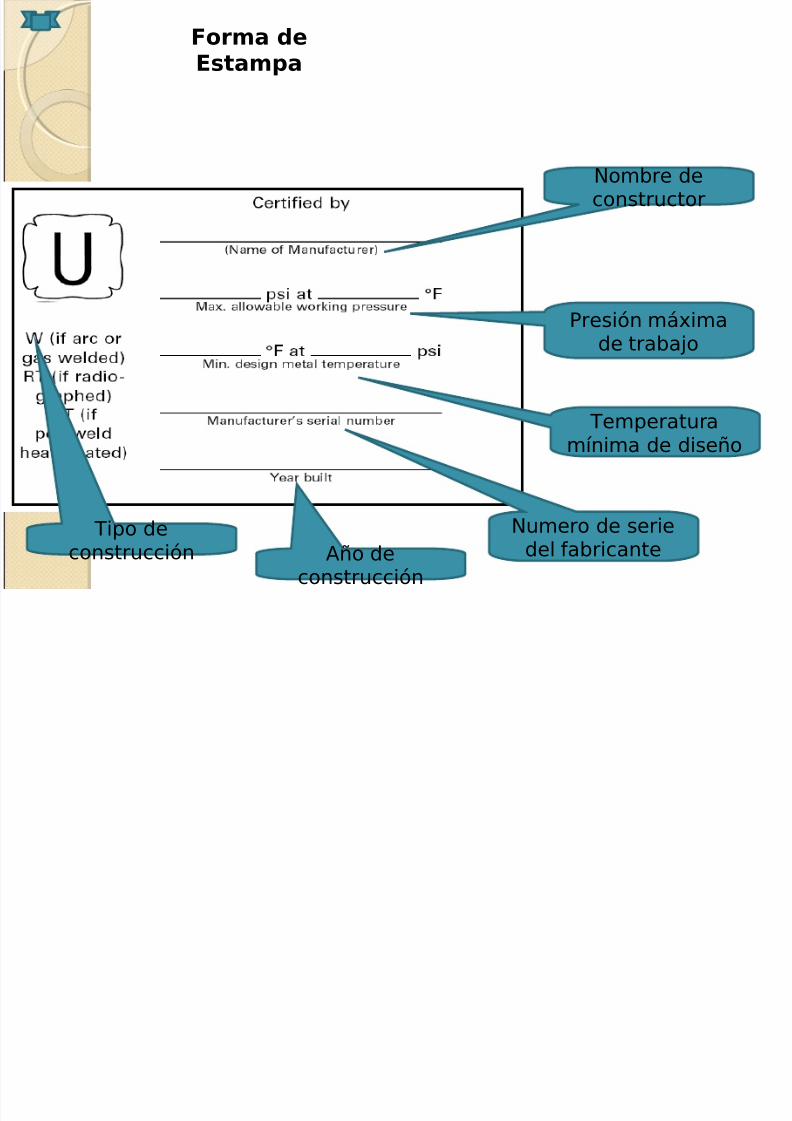
Forma deEstampa
Nombre deconstructor
Presión máximade trabajo
Temperaturamínima de diseño
Numero de serie
del fabricanteAño deconstrucción
Tipo de
construcción
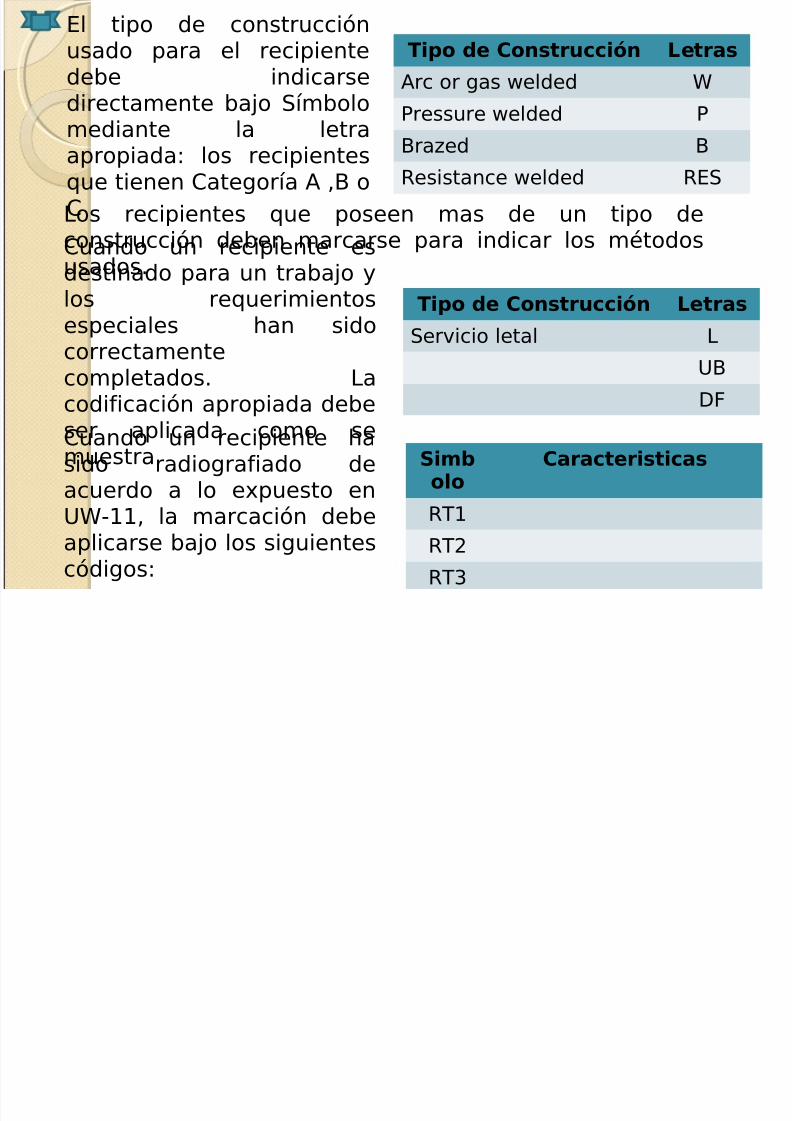
El tipo de construcción
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 38/128
Tipo de Construcción LetrasArc or gas welded WPressure welded P
Brazed BResistance welded RES
El tipo de construcciónusado para el recipientedebe indicarsedirectamente bajo Símbolomediante la letraapropiada: los recipientesque tienen Categoría A ,B oCLos recipientes que poseen mas de un tipo deconstrucción deben marcarse para indicar los métodosusados.Cuando un recipiente es
destinado para un trabajo ylos requerimientosespeciales han sidocorrectamentecompletados. Lacodificación apropiada debeser aplicada como semuestra
Tipo de Construcción LetrasServicio letal L
UBDF
Cuando un recipiente hasido radiografiado deacuerdo a lo expuesto enUW-11, la marcación debeaplicarse bajo los siguientescódigos:
Simbolo
Caracteristicas
RT1RT2RT3
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 39/128
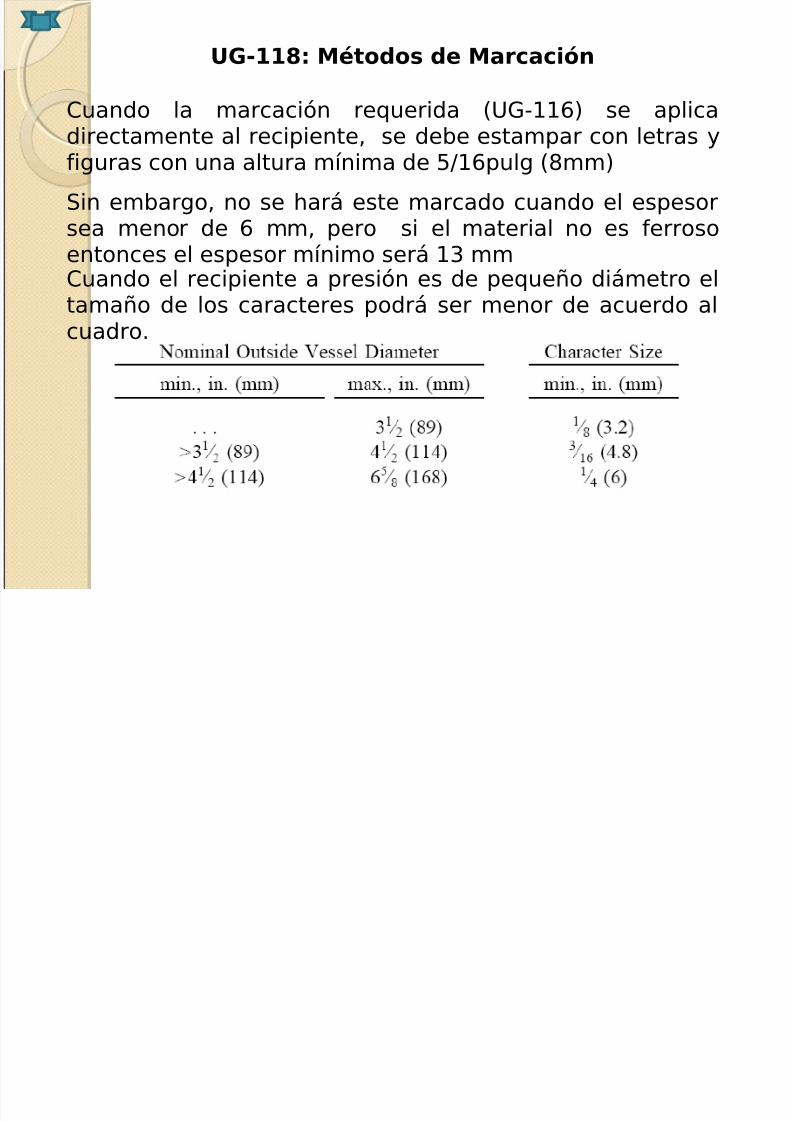
UG-118: Métodos de Marcación
Cuando la marcación requerida (UG-116) se aplica
directamente al recipiente, se debe estampar con letras yfiguras con una altura mínima de 5/16pulg (8mm)
Cuando el recipiente a presión es de pequeño diámetro eltamaño de los caracteres podrá ser menor de acuerdo alcuadro.
Sin embargo, no se hará este marcado cuando el espesorsea menor de 6 mm, pero si el material no es ferrosoentonces el espesor mínimo será 13 mm
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 40/128
UG-119: Placa de FabricanteLas placas deben usarse sobre recipientes a excepcióncuando las marcas cuando se aplican directamente junto
con UG-118. Placas requeridas deben localizarse en unlugar sobresaliente sobre el recipiente (UG-116, j)El espesor de la placa debe ser lo suficiente para resistir ladistorsión causada por la instalación de la misma ycompatible con el método de atadura. El espesor nominal
de la placa no debe ser menor que 0.02 pulg (0.5mm).Los caracteres deberán tener una altura mínima de 4 mmy deberán de sobre salir o tener una profundidad de almenos 0.1mm
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 41/128
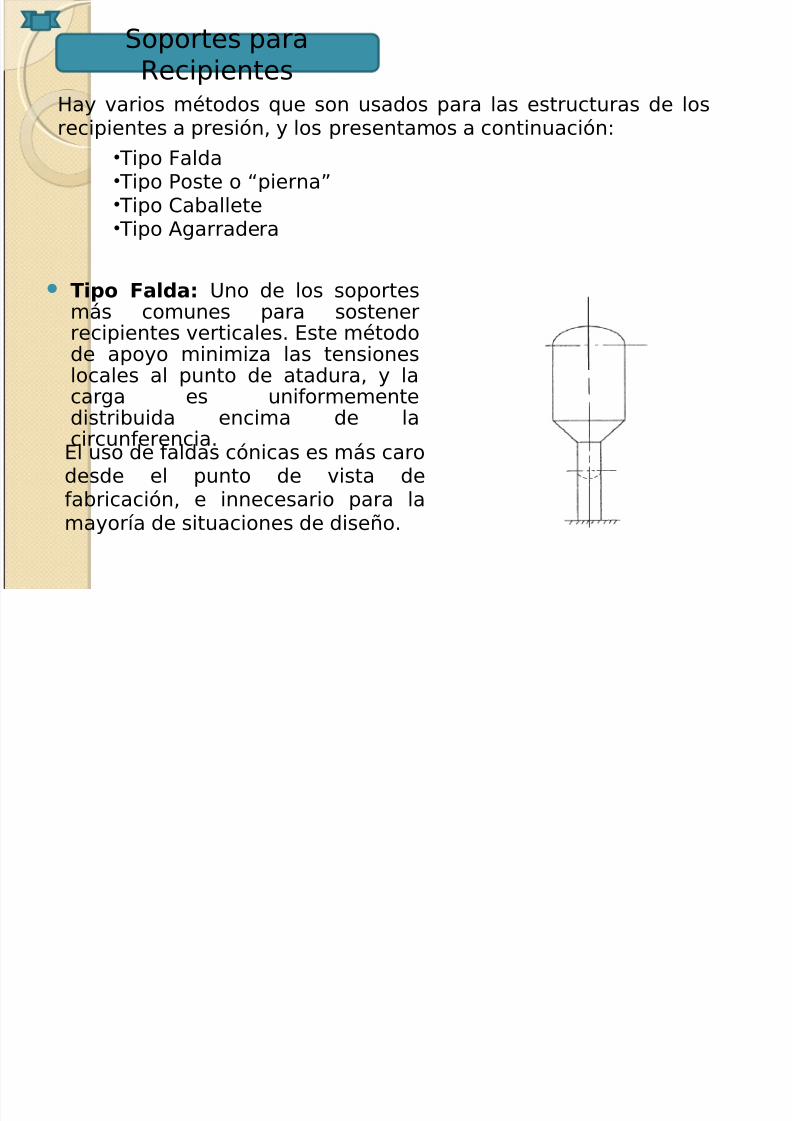
Soportes paraRecipientes
Hay varios métodos que son usados para las estructuras de losrecipientes a presión, y los presentamos a continuación:
• Tipo Falda• Tipo Poste o “pierna”• Tipo Caballete• Tipo Agarradera
Tipo Falda: Uno de los soportesmás comunes para sostenerrecipientes verticales. Este métodode apoyo minimiza las tensioneslocales al punto de atadura, y lacarga es uniformementedistribuida encima de lacircunferencia.El uso de faldas cónicas es más caro
desde el punto de vista defabricación, e innecesario para lamayoría de situaciones de diseño.

7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 42/128
• Tipo Caballete: tanques yrecipientes horizontales estánbancos, “caballetes”. El uso demás de dos caballetes esinnecesario y debe evitarseEl Código de ASME especifica que el
mínimo ángulo de arco (el ángulodel contacto) es 120º. Las sillas demontar pueden ser acero uhormigón.Normalmente un extremo del
recipiente es sujetado y el otrosuperpuesto. Con el fin de evitarexpansiones por variación térmica.
• Tipo Poste: Las piernas debenespaciarse igualmente alrededorde la circunferencia. Lasabrazaderas de la oscilación sonlos miembros diagonales quetransfieren cargas horizontales,pero las abrazaderas de la cruz,ellos operan solo en tensión .
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 43/128
PROBLEMAS DE LAPROBLEMAS DE LASECCION VIIISECCION VIII
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 44/128
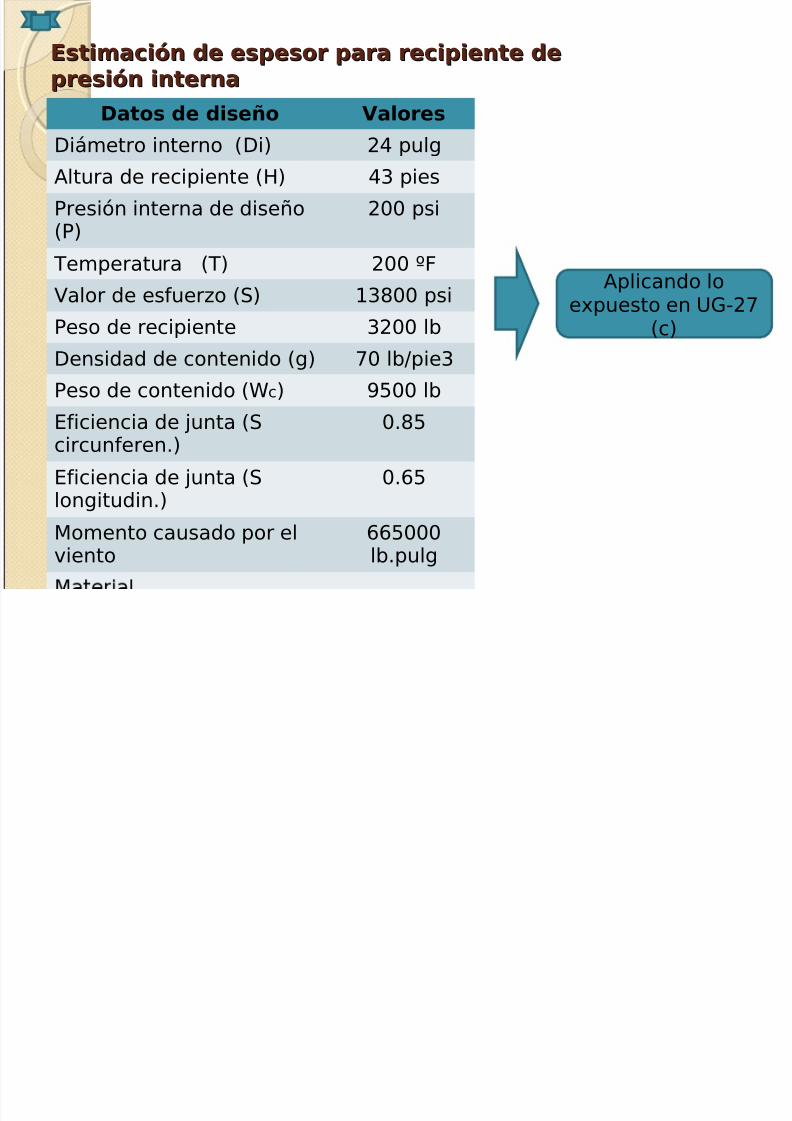
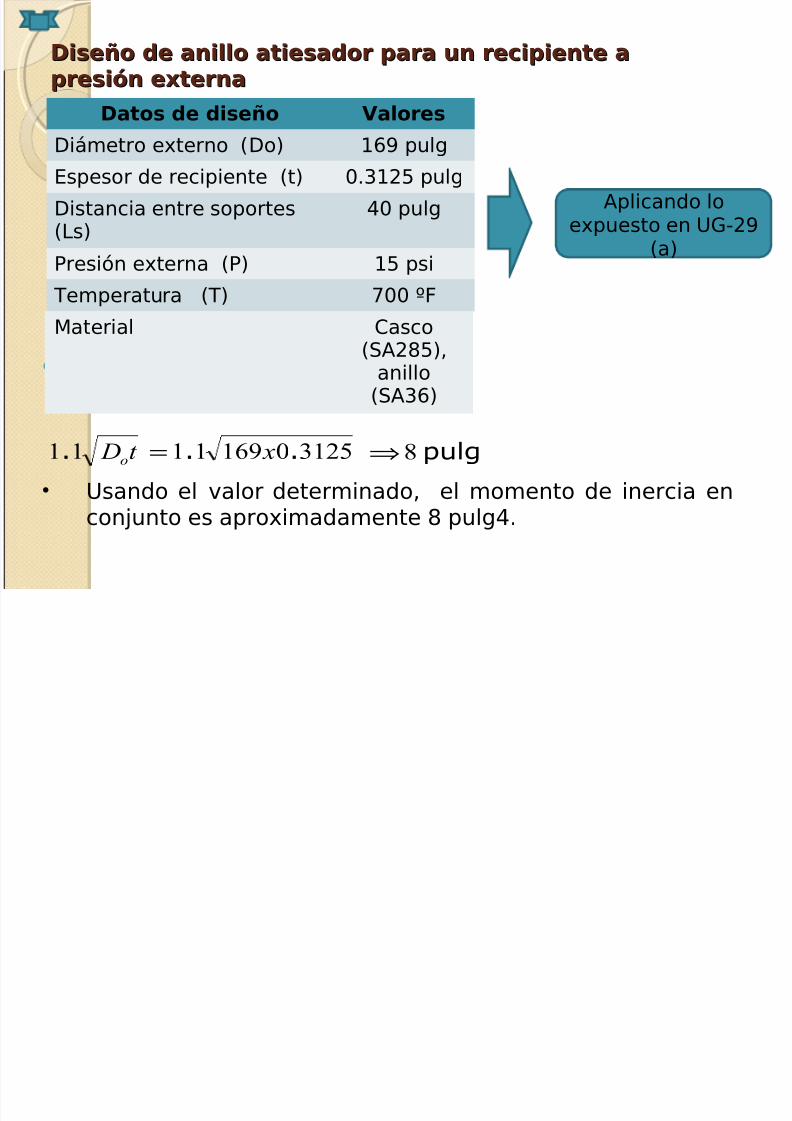
Estimación de espesor para recipiente deEstimación de espesor para recipiente depresión internapresión interna
Datos de diseño Valores
Diámetro interno (Di) 24 pulgAltura de recipiente (H) 43 piesPresión interna de diseño(P)
200 psi
Temperatura (T) 200 ºFValor de esfuerzo (S) 13800 psiPeso de recipiente 3200 lbDensidad de contenido (g) 70 lb/pie3Peso de contenido (W c) 9500 lb
Eficiencia de junta (Scircunferen.) 0.85
Eficiencia de junta (Slongitudin.)
0.65
Momento causado por el
viento
665000
lb.pulg
Aplicando loexpuesto en UG-27(c)
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 45/128
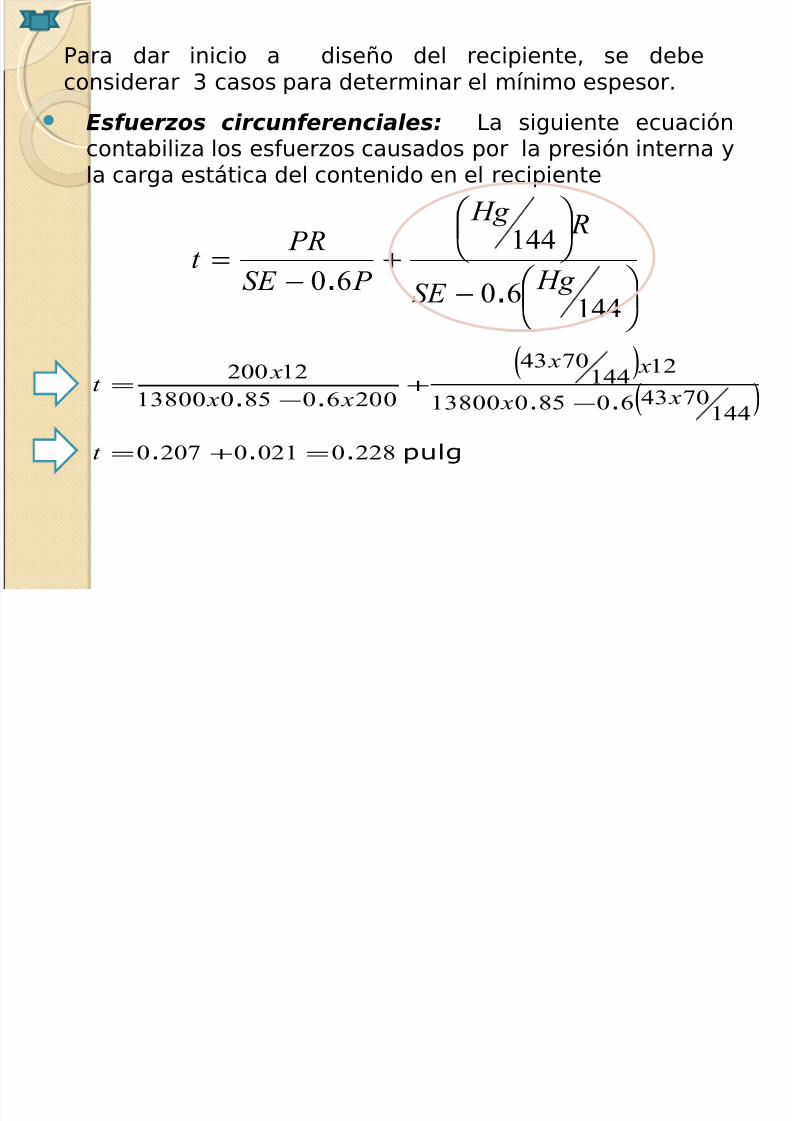
Para dar inicio a diseño del recipiente, se debeconsiderar 3 casos para determinar el mínimo espesor.
Esfuerzos circunferenciales: La siguiente ecuacióncontabiliza los esfuerzos causados por la presión interna yla carga estática del contenido en el recipiente
−
+−
=144
60
144
60 Hg SE
R Hg
P SE
PRt
..
( )( )144
70436085013800
12144
7043
2006085013800
12200
x x
x x
x x
xt
.... −+
−=
pulg... 228002102070 =+=t
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 46/128
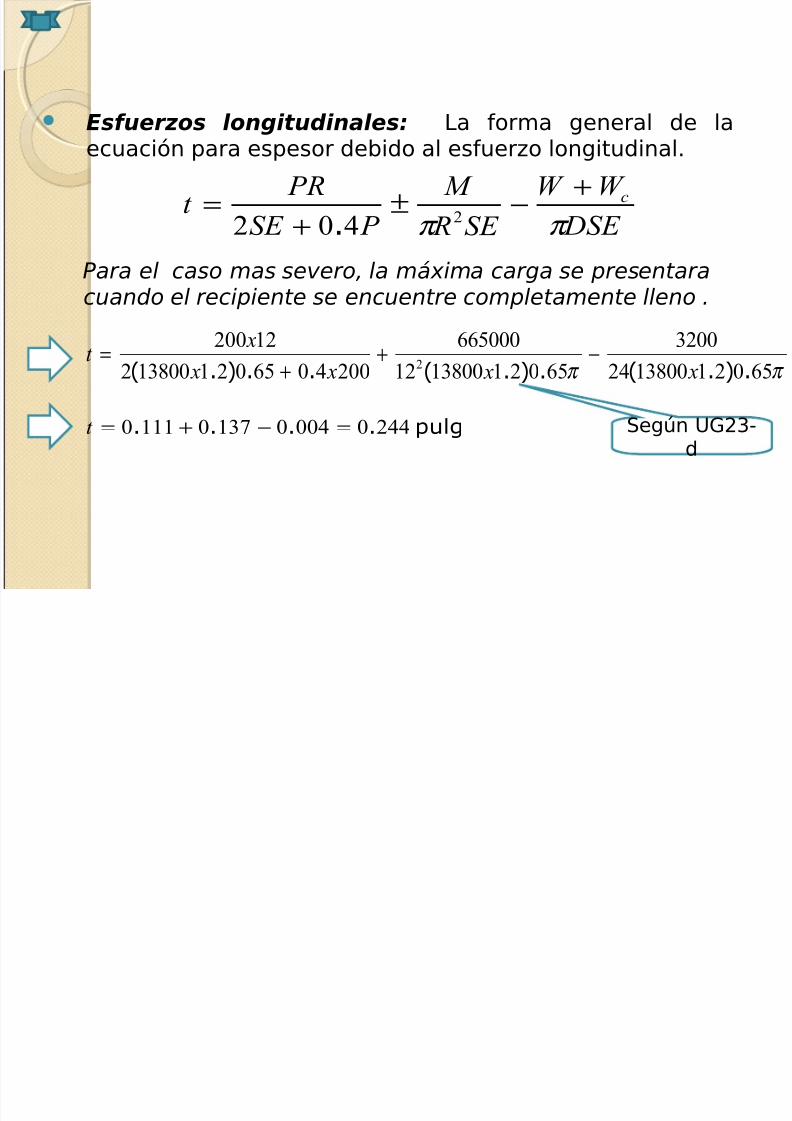
Esfuerzos longitudinales: La forma general de laecuación para espesor debido al esfuerzo longitudinal.
DSE W W
SE R M
P SE PR
t c
π π
+−±+
= 2402 .
π π 650211380024
3200
650211380012
665000
2004065021138002
122002 .).(.).(..).( x x x x
xt −+
+=
pulg.... 2440004013701110 =−+=t
Para el caso mas severo, la máxima carga se presentaracuando el recipiente se encuentre completamente lleno .
Según UG23-d
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 47/128
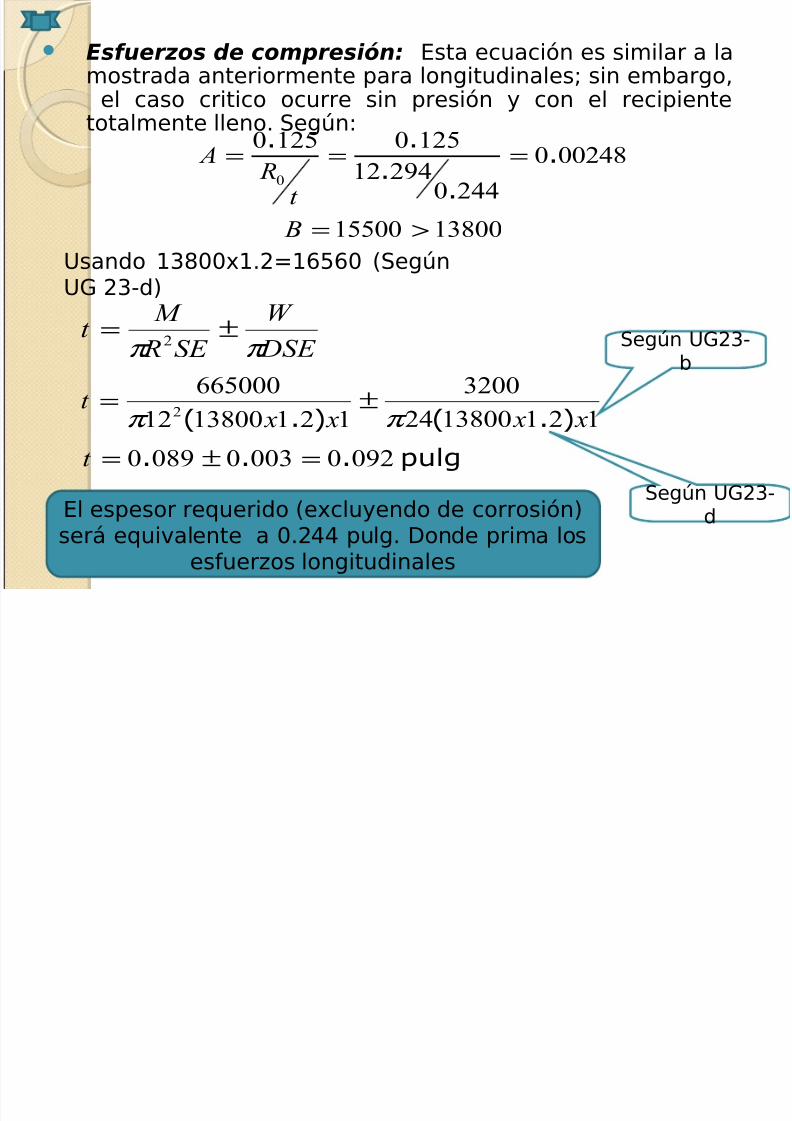
Esfuerzos de compresión: Esta ecuación es similar a lamostrada anteriormente para longitudinales; sin embargo,
el caso critico ocurre sin presión y con el recipientetotalmente lleno. Según:
002480
244029412
125012500
..
... ===
t R
A
Según UG23-d
1380015500 >= B
DSE W
SE R M
t π π
±=2
1211380024
3200
1211380012
6650002
x x x xt
).().( π π
±=
pulg... 092000300890 =±=t
Según UG23-b
Usando 13800x1.2=16560 (SegúnUG 23-d)
El espesor requerido (excluyendo de corrosión)será equivalente a 0.244 pulg. Donde prima los
esfuerzos longitudinales
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 48/128
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 49/128
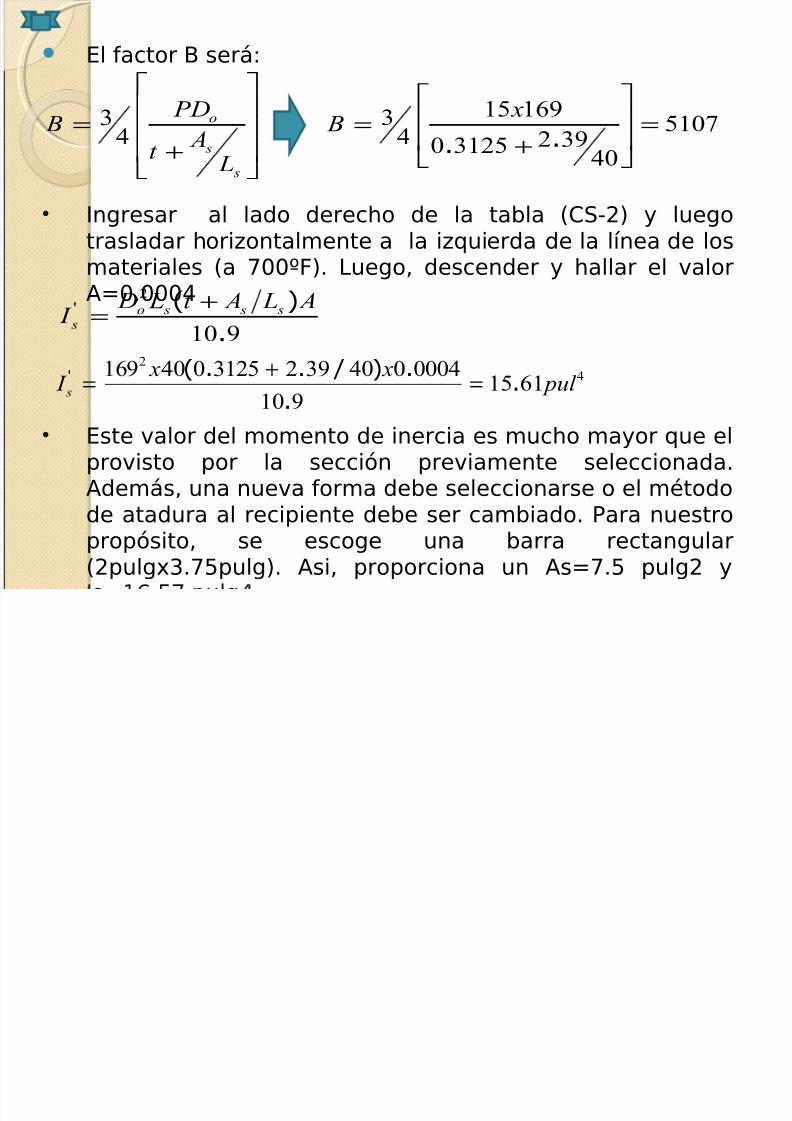
El factor B será:
+=
s
s
o
L At
PD B 4
3 5107
4039231250
16915
43 =
+=
..
x B
• Ingresar al lado derecho de la tabla (CS-2) y luegotrasladar horizontalmente a la izquierda de la línea de losmateriales (a 700ºF). Luego, descender y hallar el valorA=0.0004
910
2
.)(' A L At L D
I s s so s
+=
4
2
6115910
00040403923125040169 pul
x x I s .
..) /..(' =
+=
• Este valor del momento de inercia es mucho mayor que elprovisto por la sección previamente seleccionada.Además, una nueva forma debe seleccionarse o el métodode atadura al recipiente debe ser cambiado. Para nuestropropósito, se escoge una barra rectangular(2pulgx3.75pulg). Asi, proporciona un As=7.5 pulg2 y
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 50/128
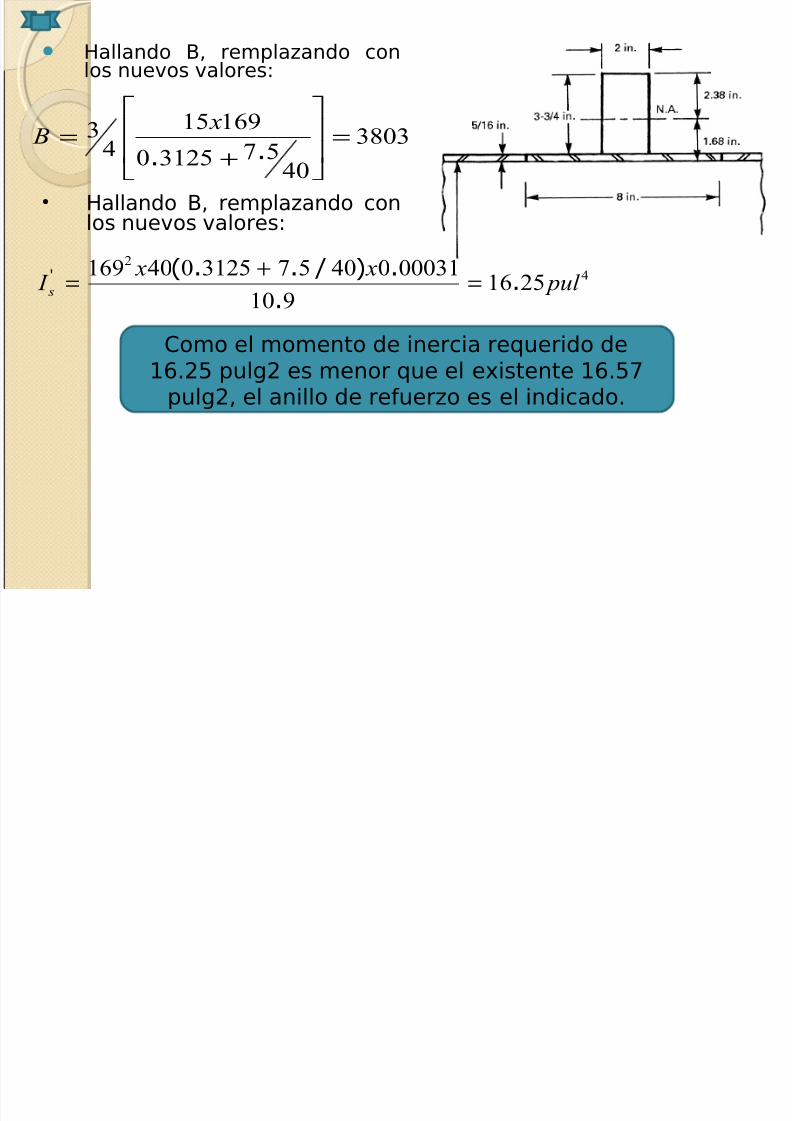
Hallando B, remplazando conlos nuevos valores:
3803
405731250
16915
43 =
+=
..
x B
• Hallando B, remplazando conlos nuevos valores:
42
2516910
00031040573125040169
pul x x
I s ...) /..('
=
+
=
Como el momento de inercia requerido de16.25 pulg2 es menor que el existente 16.57
pulg2, el anillo de refuerzo es el indicado.
i i ilí d i b j
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 51/128
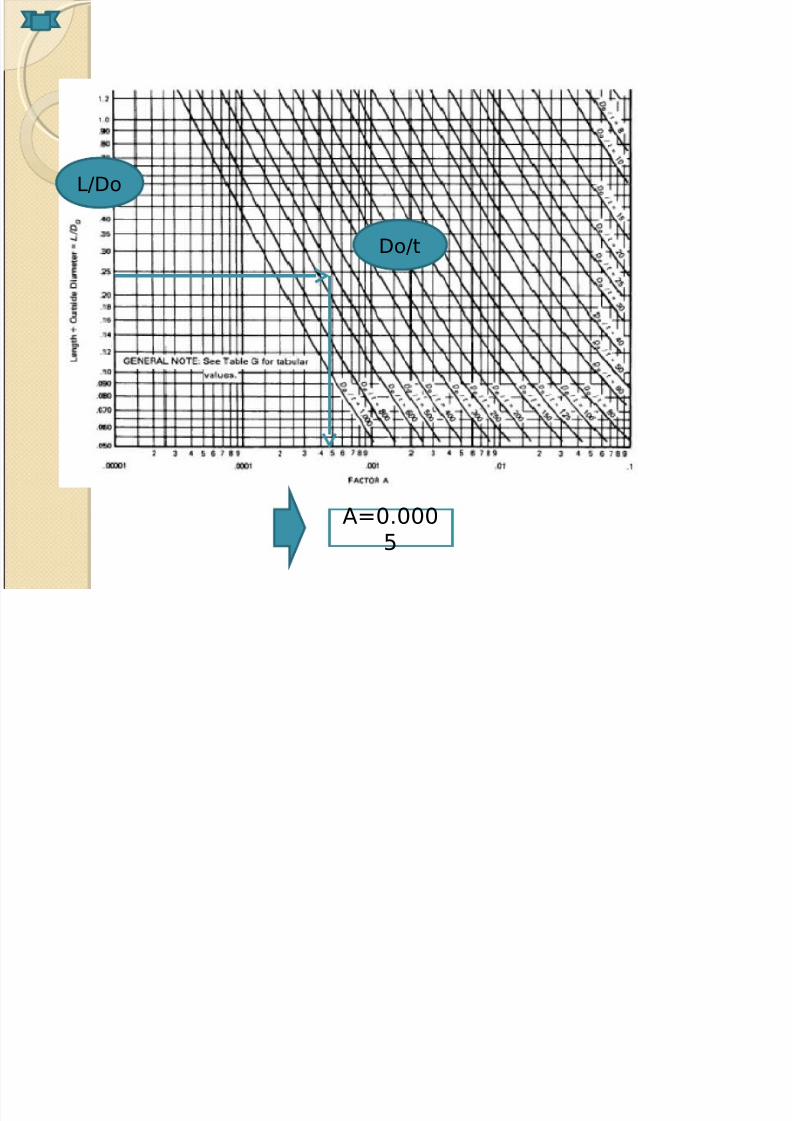
Recipiente cilíndrico bajoRecipiente cilíndrico bajopresión externapresión externaUna torre de destilación fraccionada con 14 pies (4267.2 mm)de diámetro interior y 21 pies (6400.8 mm) de longitud y con
bandejas de fraccionamiento apoyadas en anillos soldados alcasco cilíndrico separados por 39 pulg.La presión de diseño es de 15 psi (103.4 kPa) y temperatura dediseño a 700 ºF (371 ºC). Usando material acero al carbono SA-285. Determine el espesor requerido para la operación.
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 52/128
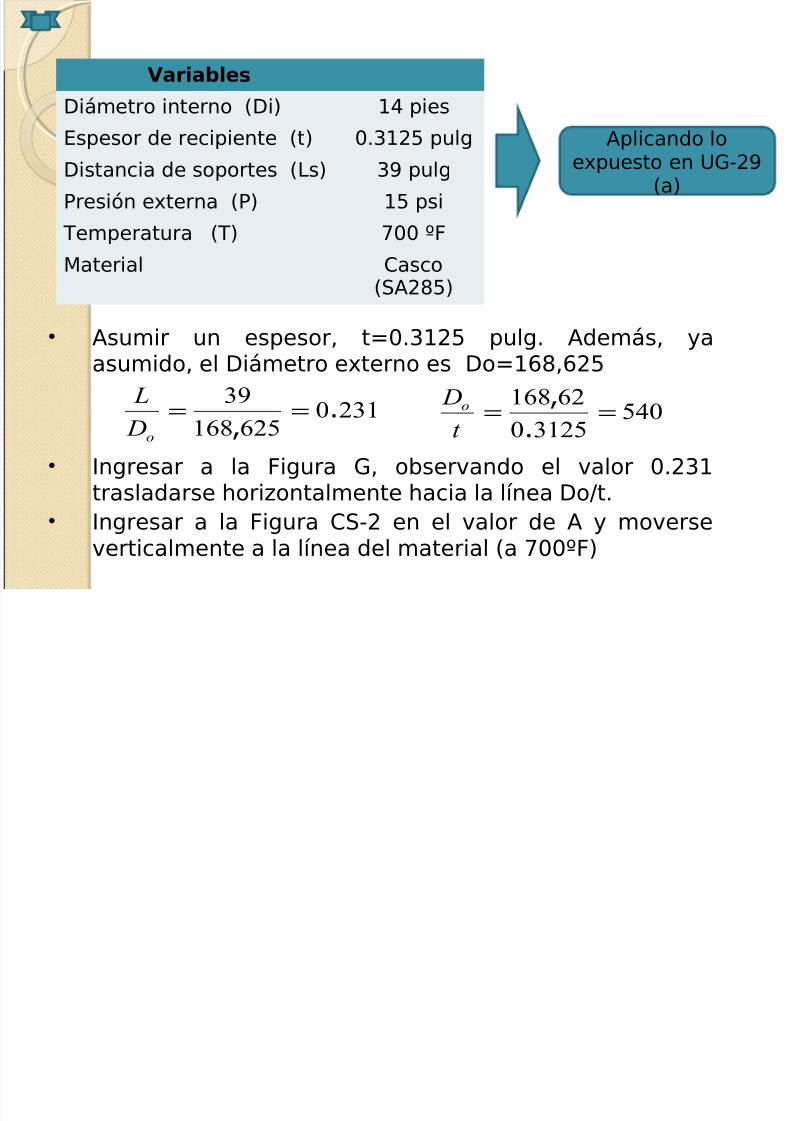
VariablesDiámetro interno (Di) 14 pies
Espesor de recipiente (t) 0.3125 pulgDistancia de soportes (Ls) 39 pulgPresión externa (P) 15 psi
Temperatura (T) 700 ºFMaterial Casco
(SA285)
Aplicando loexpuesto en UG-29(a)
2310625168
39.
,==
o D
L540
31250
62168==
.,
t
D o
• Asumir un espesor, t=0.3125 pulg. Además, yaasumido, el Diámetro externo es Do=168,625
• Ingresar a la Figura G, observando el valor 0.231trasladarse horizontalmente hacia la línea Do/t.
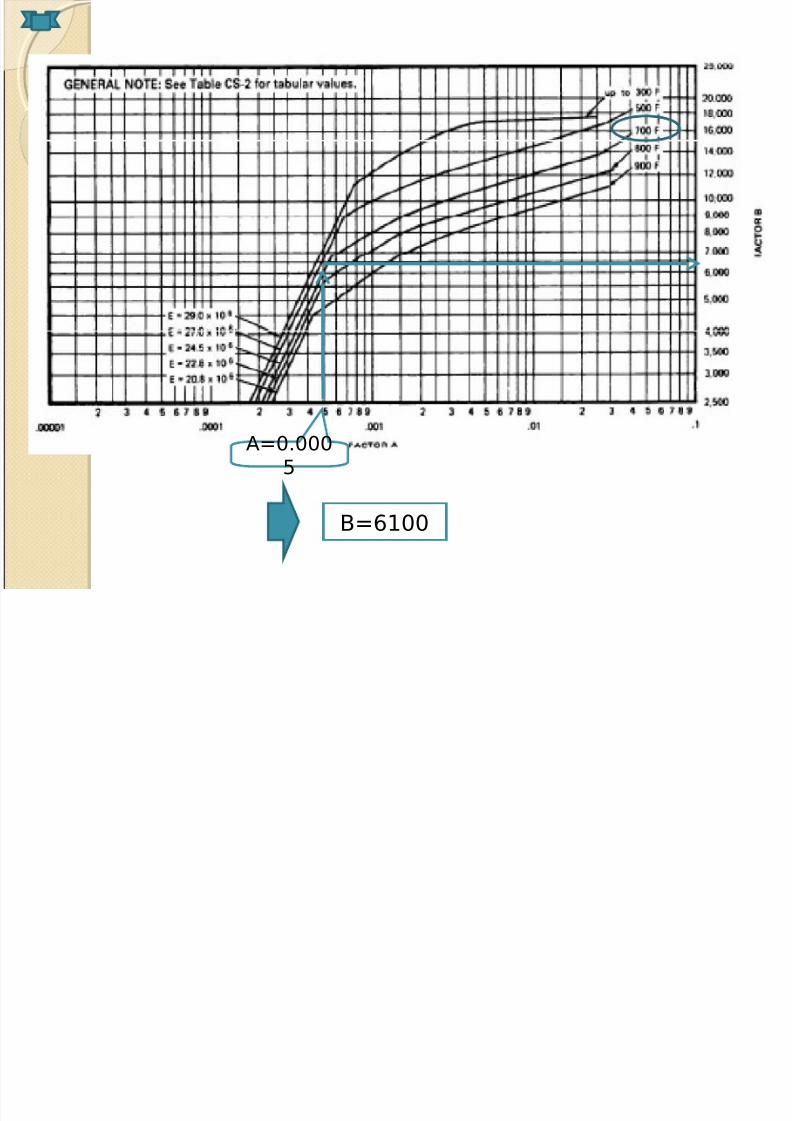
• Ingresar a la Figura CS-2 en el valor de A y moverseverticalmente a la línea del material (a 700ºF)
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 53/128
A=0.0005
Do/t
L/Do
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 54/128
B=6100
A=0.0005

7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 55/128
C b lC b l
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 56/128
CabezalCabezalSemiesféricoSemiesférico
Datos de diseño ValoresDiámetro interno (Di) 14 piesEspesor de recipiente (t) 0.3125 pulgDistancia de soportes (Ls) 40 pulgPresión externa (P) 15 psi
Temperatura (T) 700 ºF
Material Casco(SA285)
Aplicando loexpuesto en UG-33
(c)
000460
31250584
12501250.
)..(
.
)(
. ===
t R
Ao
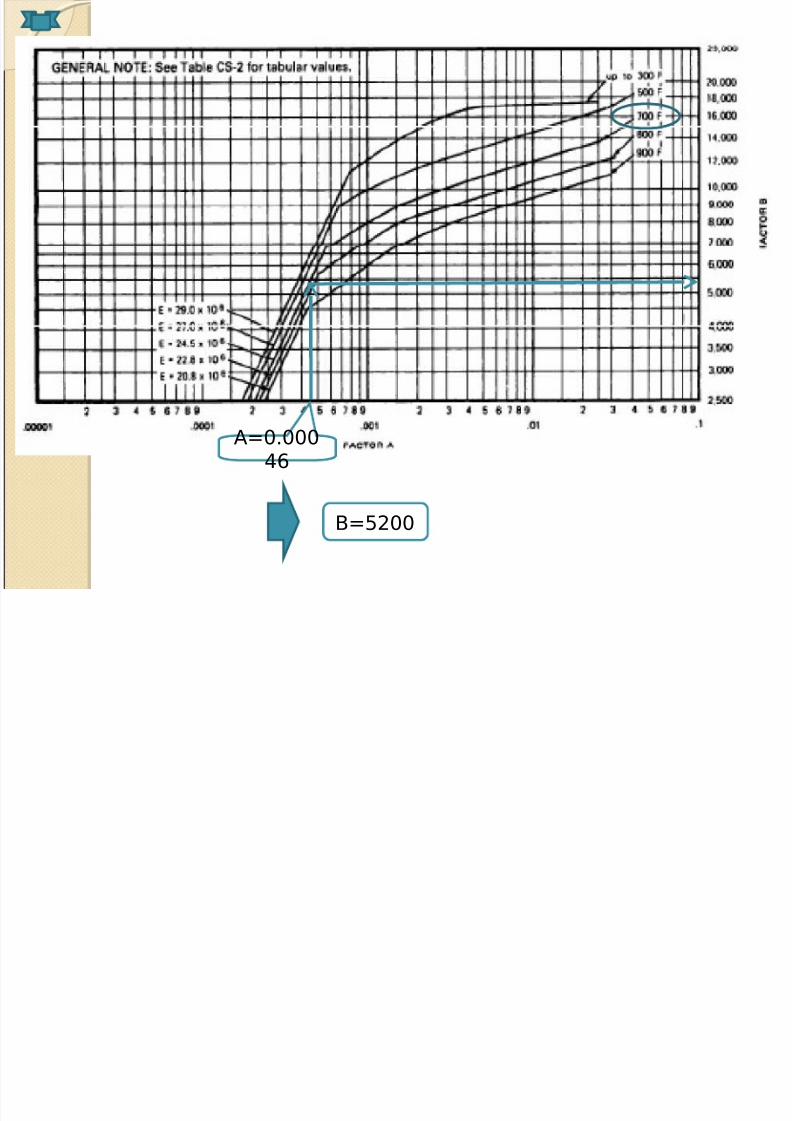
• Ingresar a la Figura CS-2 con el valor A y trasladarseverticalmente por la línea de temperatura
• Moverse horizontalmente hacia la derecha y leer elvalor de B (5200)
• Asumir el espesor de cabezal t (0.3125 pulg). Y calcularel valor del factor A:
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 57/128
A=0.00046
B=5200
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 58/128
• La máxima presión externa de trabajo para el cabezalasumido es:
psi
t
R B
P o
a2319
31250584
5200 .)
.
.()(===
A causa que Pa (19.23) es mayor que la presiónexterna de diseño P (15 psi), el espesorasumido-0.3125pulg- se estima correcto
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 59/128
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 60/128
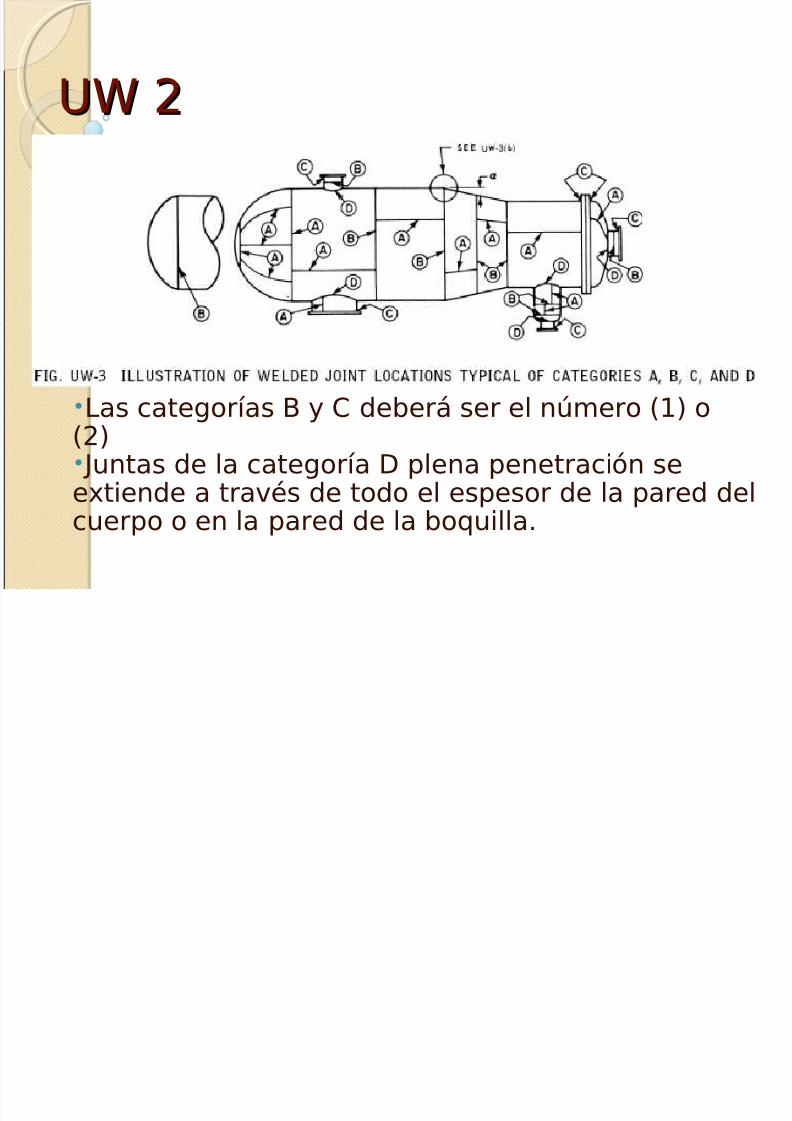
UW 2UW 2
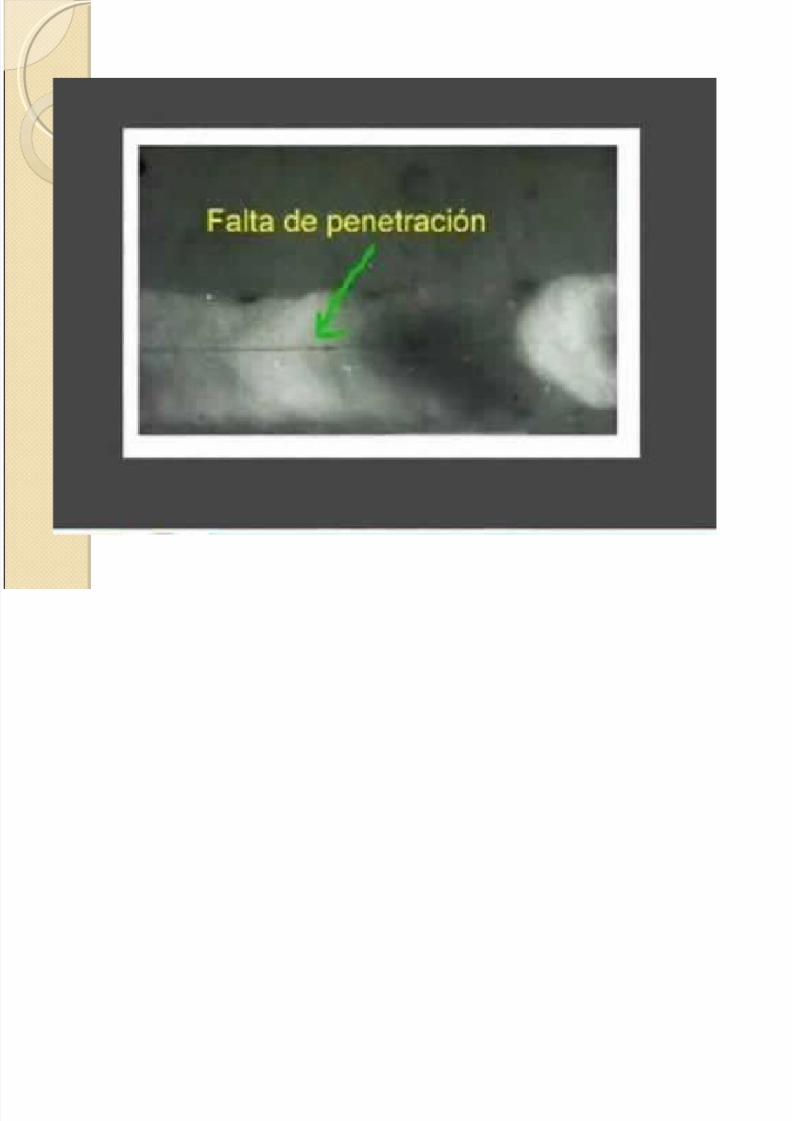
• Las categorías B y C deberá ser el número (1) o(2)• Juntas de la categoría D plena penetración seextiende a través de todo el espesor de la pared delcuerpo o en la pared de la boquilla.
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 61/128
La categoría B serán de tipo Nº(1) o Nº (2) Todas las juntas de la categoría
Nº A Tipo (1)las juntas de la categoría C seránsoldaduras de penetración
completa
T d l i ld d t
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 62/128
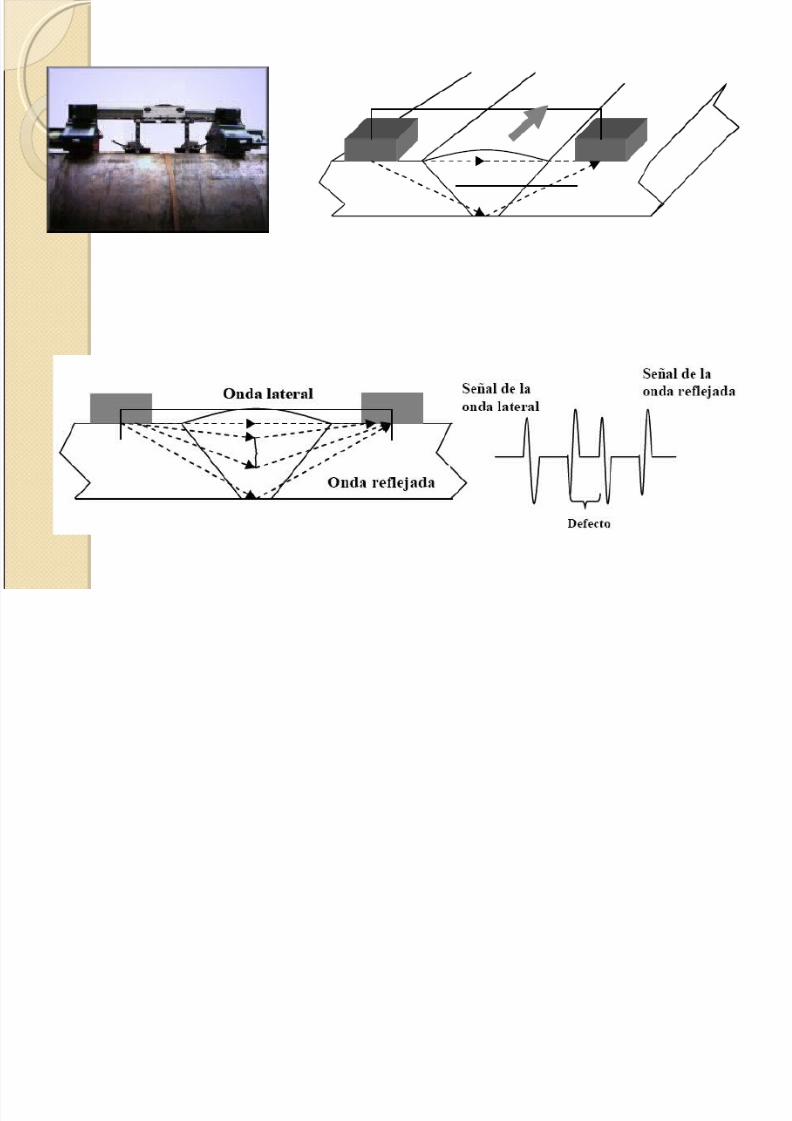
Todas las uniones soldadas a topeserán plenamente de radiografiadas
prueba hidrostática y pruebaneumática de acuerdo con las
especificaciones del material deaplicación
examen de ultrasonido o nodestructivo debe ser de sensibilidadsuficiente para detectar la superficiemuescas de calibración en cualquier
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 63/128
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 64/128
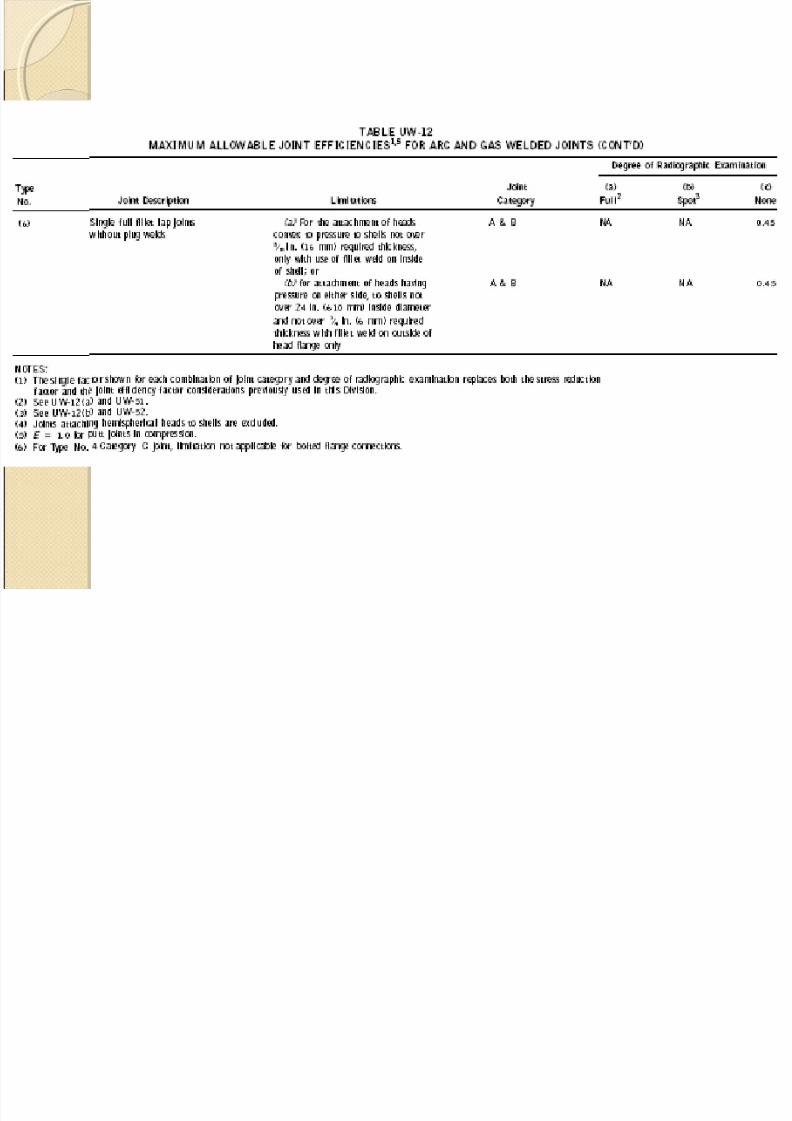
uniones soldadas en la categoríaA se hará de conformidad con elNº (1) de la tabla UW-12
las juntas soldadas en laCategoría B, cuando el espesores superior a 5 / 8 de pulgada( 16 mm), se hará deconformidad con el tipo Nº (1) oNº (2) de la tabla UW-12
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 65/128
UW 3UW 3
requisitos especiales, que sebasan en el servicio, el material yel grosor, no se aplican a todas
las juntas soldadas, sólo las juntas a las que se aplicanrequisitos especiales se incluyenen las categorías A, B, C y D.
7/28/2019 98053964 Exposicion de Recipientes a Presion
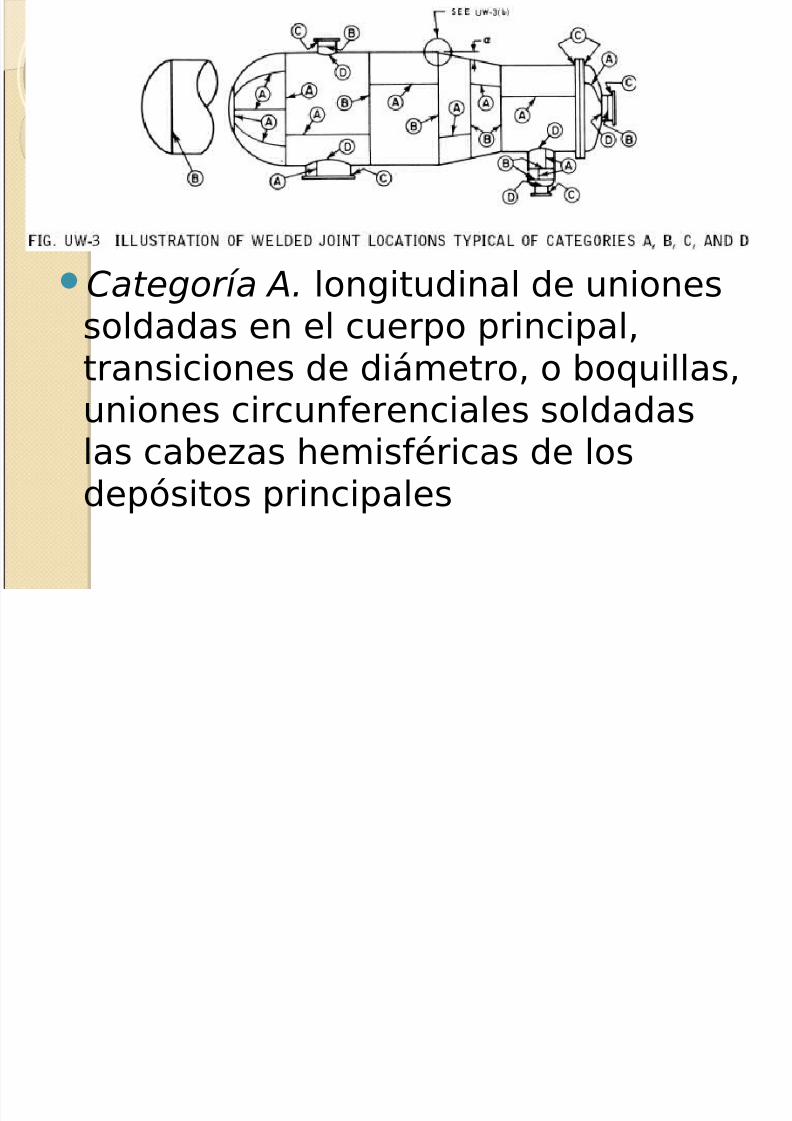
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 66/128
Categoría A. longitudinal de unionessoldadas en el cuerpo principal,transiciones de diámetro, o boquillas,
uniones circunferenciales soldadaslas cabezas hemisféricas de losdepósitos principales
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 67/128
Categoría B. uniones soldadascircunferenciales en el depósitoprincipal, transiciones de
diámetro, incluyendo las juntasentre la transición y el cilindro,uniones soldadascircunferenciales conectadas queforman la tapa hemisférica delos depósitos, las transiciones dediámetro, a las boquillas.
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 68/128
Categoría C , Uniones soldadas lasbridas, placas tubulares.Categoría D . Las juntas soldadas
uniendo boquillas al cuerpo principal,a las esferas, a las transiciones dediámetro, a los tapas.
*el ángulo α no será superior a 30grados
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 69/128
UW 5UW 5
Los materiales utilizados para partesa presión deberán demostrar lacalidad de soldar.
Las piezas no sometidas a presióndeberá ser probada la calidadsoldable
De conformidad con UG-10, UG-11,UG-15, o UG-93
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 70/128
El procedimiento de soldadura sólodebe ser calificado una vez por unanálisis químico o mecánico paramateriales no especificados nopermitidas en esta División.
Para materiales que no se puedeidentificar puede ser demostrada sucalidad soldable mediante la
elaboración de pruebas de soldadurapara cada pieza de material noidentificado que vaya a ser utilizado.

7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 71/128
Dos materiales deespecificaciones diferentes sepueden unir mediante soldadura
si se cumplen los requerimientosde la Sección IX, QW-250.
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 72/128
Materiales ferríticos y los acerosausteníticos tipo SA-240 Tipo 304,304L, 316 y 316, SA-182 F304,F304L, F316, y F316L, SA-351 CF3,CF3A, CF3M, CF8, CF8A y CF8Mpodrán ser soldados porELECTROSLAG o ELECTROGAS
UW 9UW 9 Diseño de unionesDiseño de uniones

7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 73/128
UW 9UW 9 Diseño de unionesDiseño de unionessoldadassoldadas
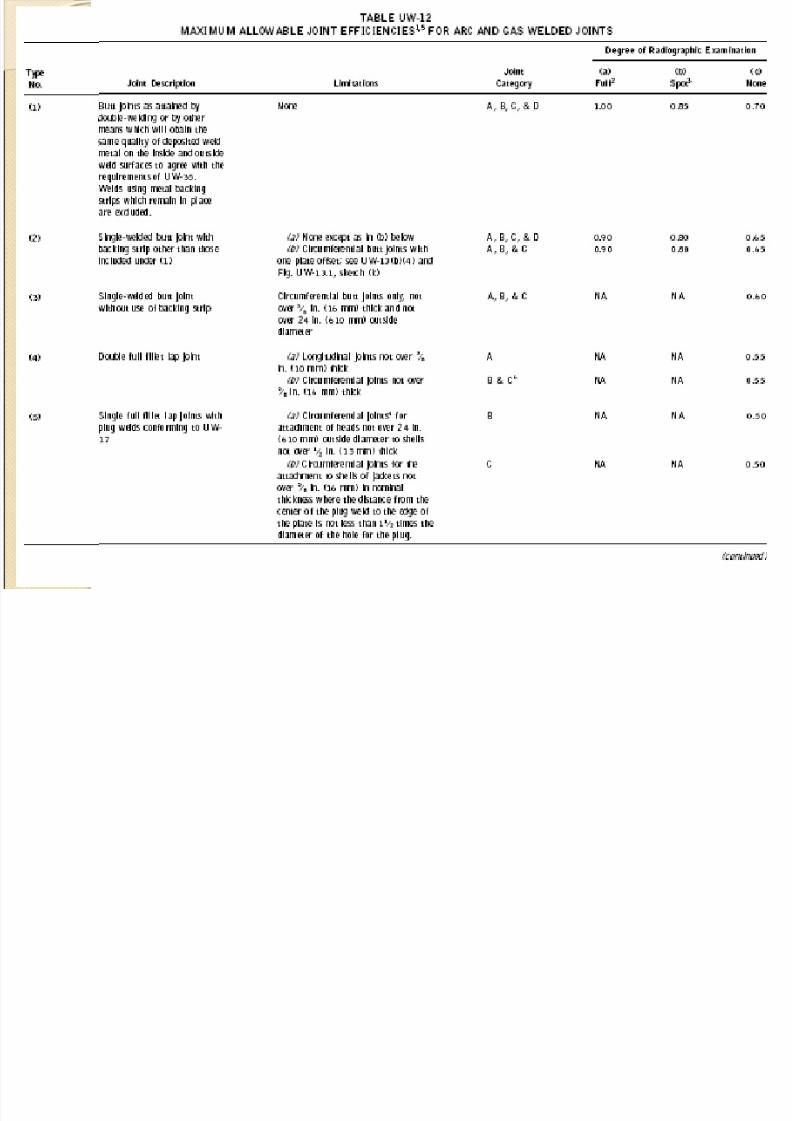
Los tipos de uniones soldadaspermitidas en los procesos desoldadura por arco y gas estánlistados en la Tabla UW-12, juntocon el espesor de la placalimitante permitidos para cadatipo.
Las dimensiones y la forma delos bordes a unir deberán sertales que permitan la fusióncompleta y la penetraciónconjunta completa

7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 74/128
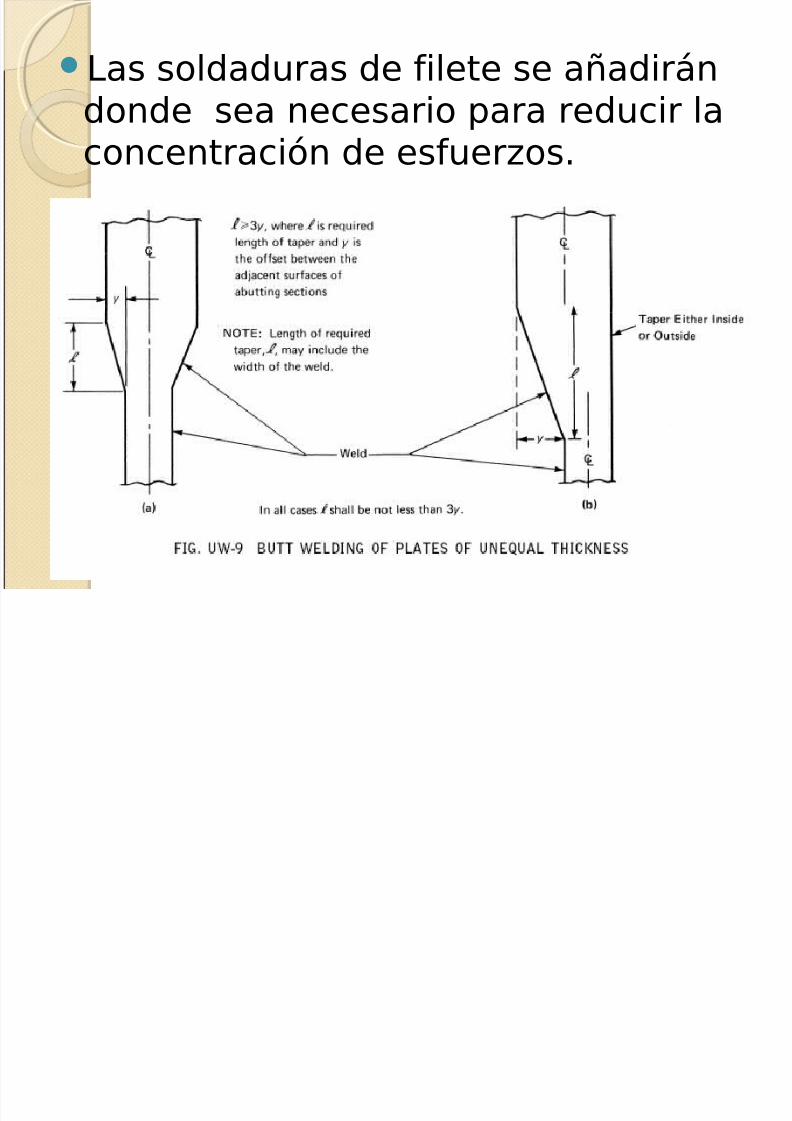
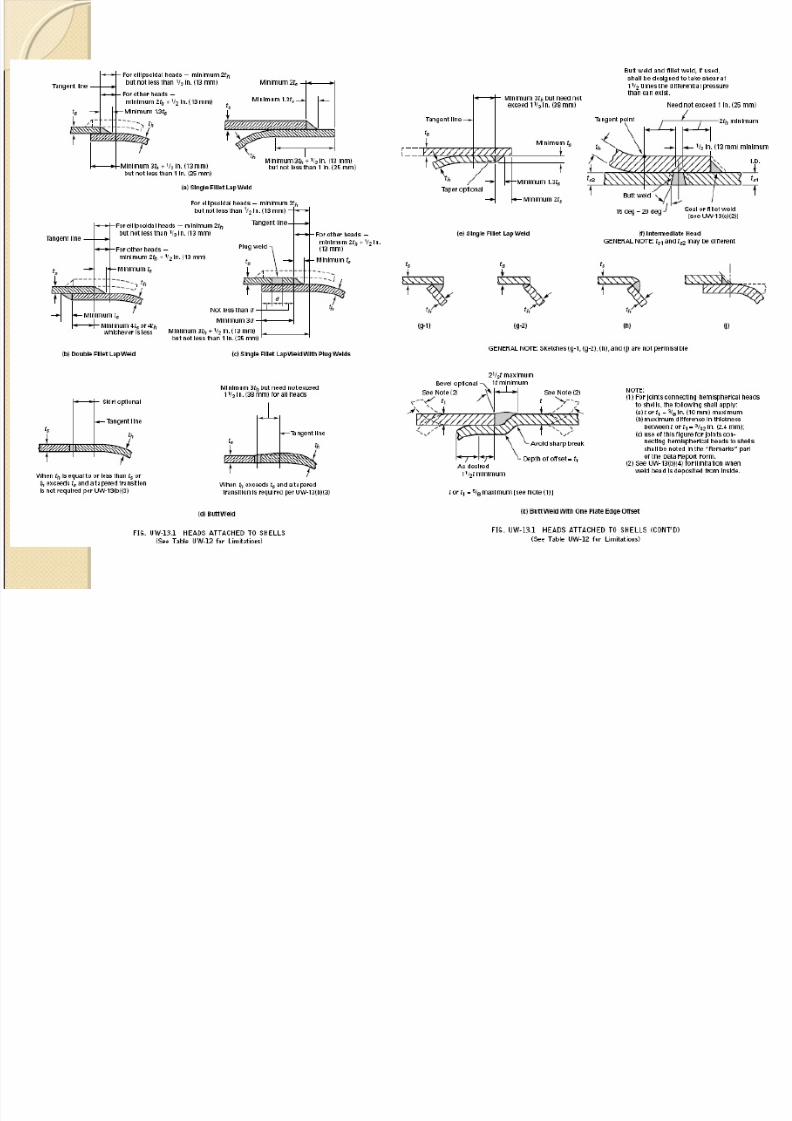
Transiciones cónicas. Unatransición cónica que tiene unalongitud no inferior a tres veces
el desplazamiento entre lassuperficies adyacentes de lassecciones colindantes, como semuestra en la figura. UW-9. Lasoldadura a tope puede serparcial o totalmente en la seccióncónica o adyacentes a ella.
f
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 75/128
Las soldaduras de filete se añadirándonde sea necesario para reducir laconcentración de esfuerzos.
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 76/128
Los tanques compuestos por dos omás placas tendrán los centros delas uniones soldadas longitudinalesadyacentes escalonadas o separadospor una distancia de por lo menoscinco veces el espesor de la placamás gruesa.
Para las juntas espaciadas, lasuperficie de superposición no seráinferior a cuatro veces el espesor dela placa interna.
UW 11 ExámenesUW 11 Exámenes
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 77/128
UW 11 ExámenesUW 11 Exámenesradiográficosradiográficos
todas las soldaduras a tope enlos tanques en los que el espesornominal en la unión soldada
excede 1 1/2 pulgadas (38 mm).
categorías B y C de soldadura a
tope en las boquillas no excedan1 1/8 pulgadas (29 mm) deespesor de pared no requieren unexamen radiológico.
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 78/128
Categoría A y B soldaduras deconexión entre las partes tanqueo tapas
Categoría de soldaduras B o Cque se intersecan consoldaduras de Categoría A.
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 79/128
Examen ultrasónico se puedesustituir la radiografía de la costurade un recipiente a presión si laconstrucción del tanque no permiteinterpretar radiografías deconformidad con los requisitos
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 80/128
No se requiere examen radiográficode uniones soldadas cuando la partetanque o recipiente está diseñadapara una presión externa solamente,o cuando el diseño conjunto cumple
con la UW-12
Soldaduras de materiales ferríticos
con cualquier paso mayor que 1 1/2pulgadas (38 mm) será examinadopor ultrasonido en toda su longitud
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 81/128
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 82/128
Para el examen radiográfico yultrasonidos de soldaduras atope, la definición de espesor
nominal de la junta soldada encuenta será el espesor nominalde la más delgada de las dospartes unidas.
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 83/128
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 84/128
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 85/128
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 86/128
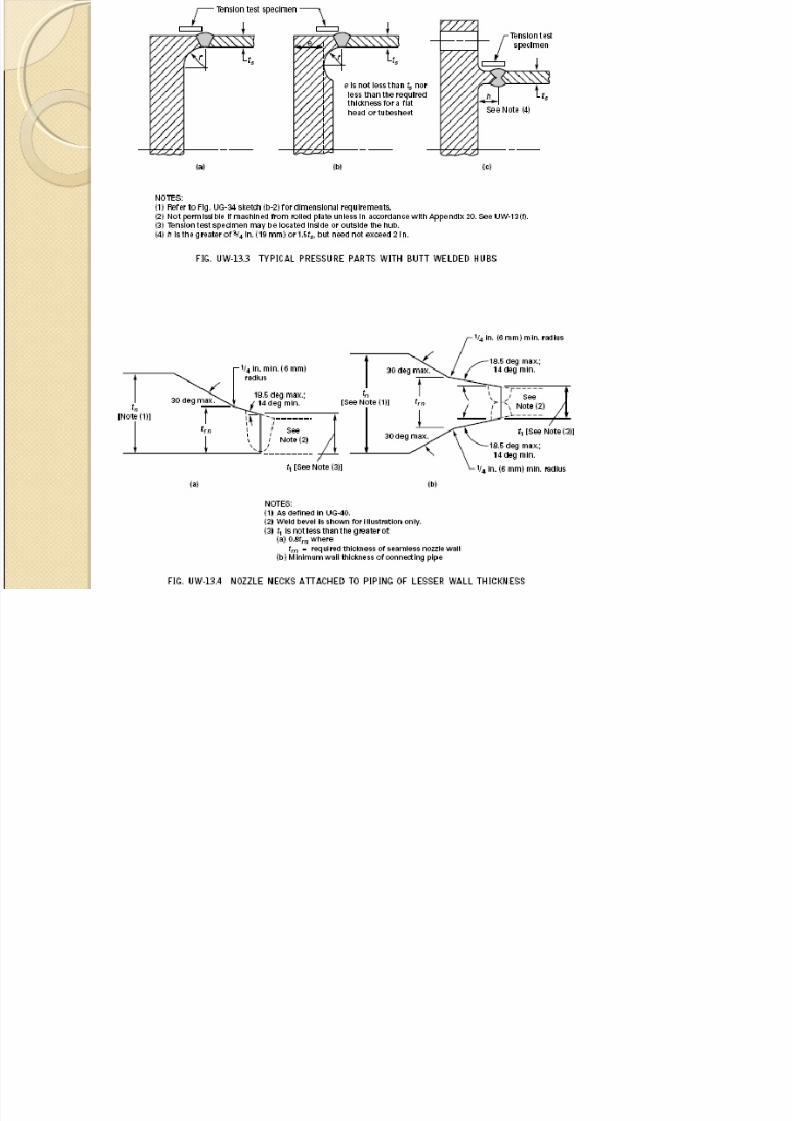
UW 13UW 13
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 87/128
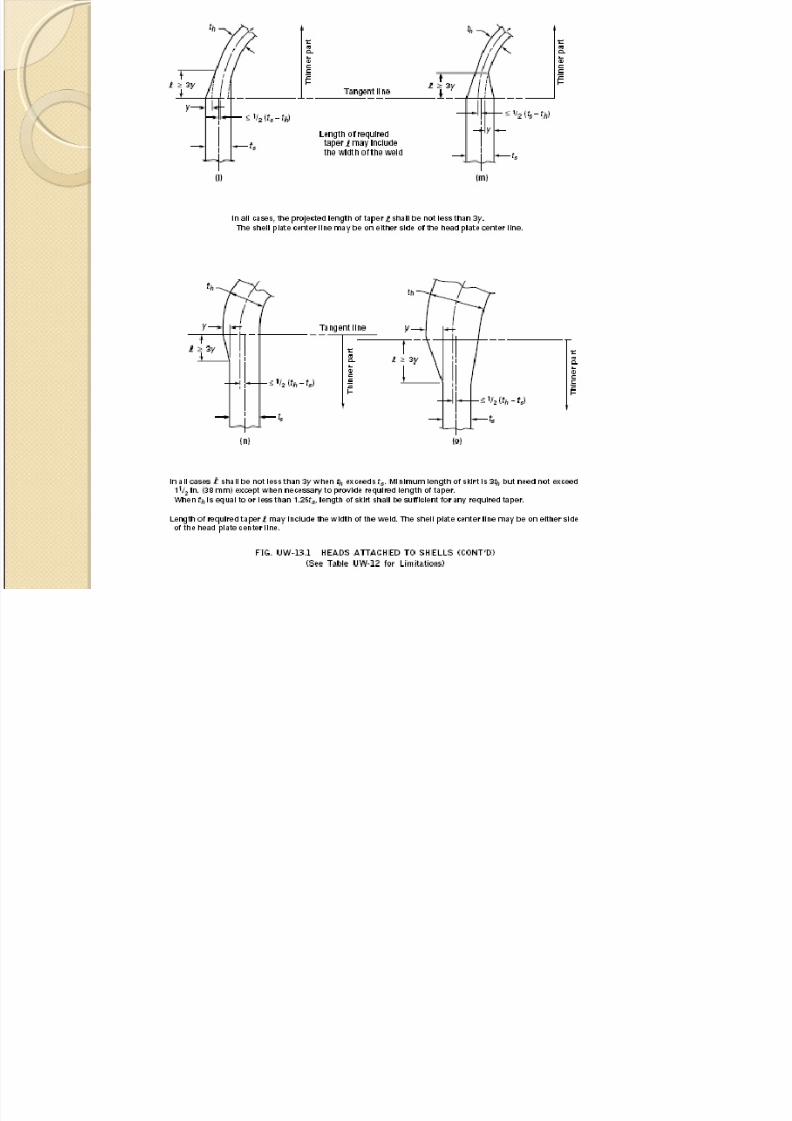
UW 13UW 13
th =espesor nominal de la cabeza,pulg (mm)tp = distancia mínima de la superficieexterior de la cabeza plana al bordede la preparación de la soldaduramedido como se muestra en lafigura. UW-13.2 pulgadas (mm)t s = espesor nominal del cuerpopulgadas (mm)
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 88/128
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 89/128
La soldadura a tope y soldadurade filete deberán estar diseñadospara tener cortante de 1.5 vecesel diferencial máxima de presiónque puede existir. El valor detensión admisible para lasoldadura a tope será del 70%del valor de la tensión para elmaterial del depósito y para filetede 55%.
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 90/128
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 91/128
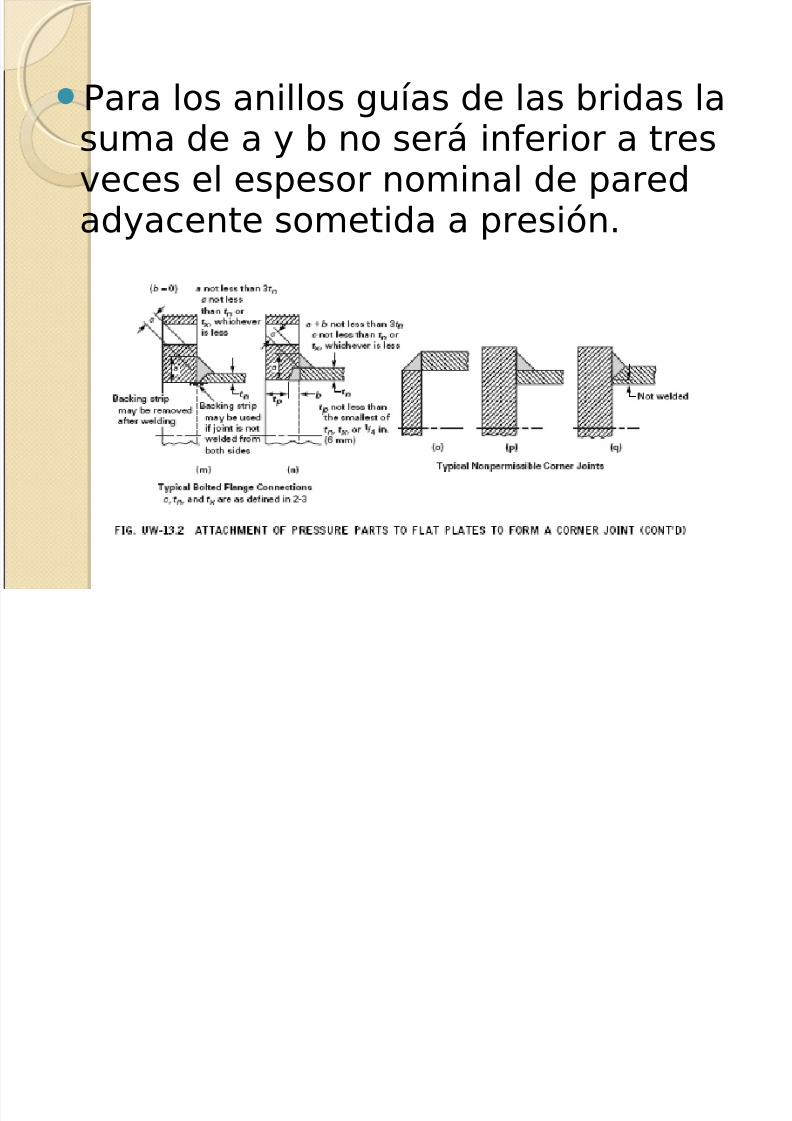
Para los anillos guías de las bridas la
suma de a y b no será inferior a tresveces el espesor nominal de paredadyacente sometida a presión.
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 92/128
P l l b l d
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 93/128
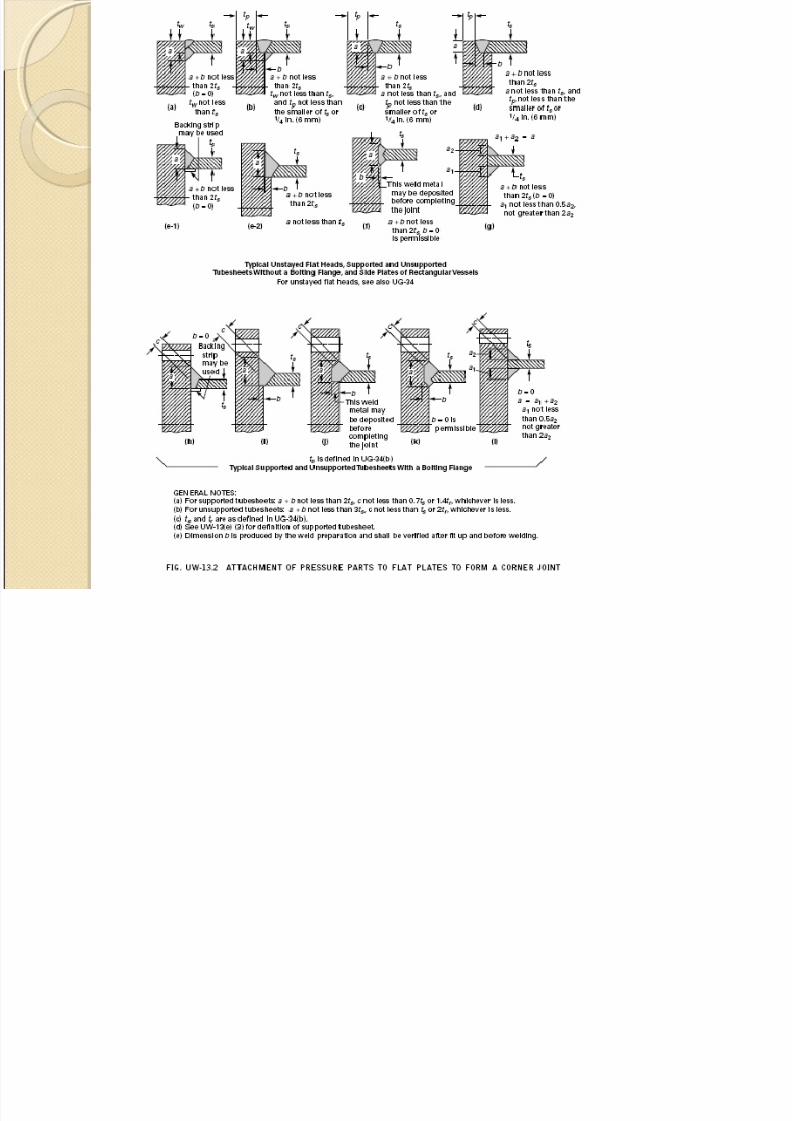
Para las placas tubulares de apoyo: a+ b no menos de 2ts, c no menos de0.7ts o 1.4tr, el que sea menor.
Para las placas de tubos sin apoyo: a+ b no menos de 3ts, c no menos dets o 2tr, el que sea menor.
La dimensión b es producida por lapreparación de la soldadura y severificará después de encajar y antes
de la soldadura
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 94/128
Para otros componentes, la sumade a y b no será inferior a dosveces el espesor nominal de laparte sometida a presión.
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 95/128
UW 15UW 15
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 96/128
UW 15UW 15
La fuerza de soldaduras deranura se basará en la superficiesometida a cortante o tensión. La
fuerza de las soldaduras de filetese basará en la superficiesometida a cortante
Porcentajes de los valores detensión para el material deltanque
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 97/128
la tensión de ranura 74%corte de ranura 60%corte en el filete 49%
UW16UW16
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 98/128
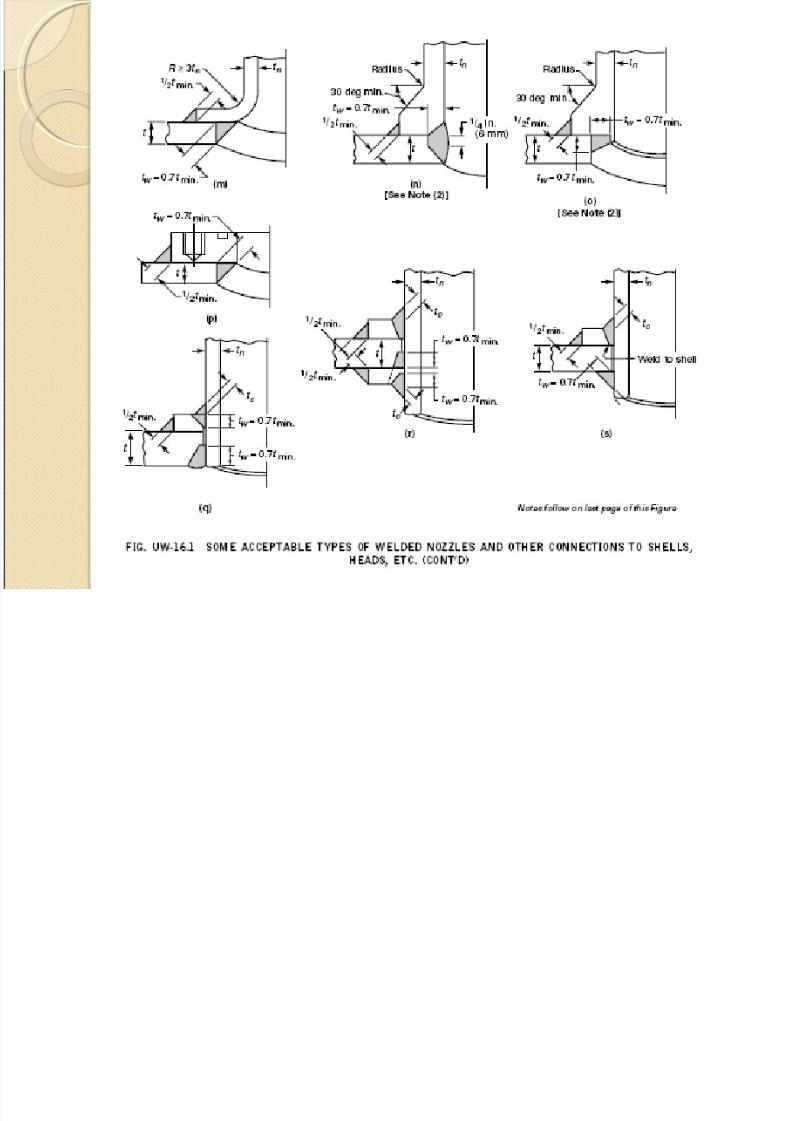
UW16UW16
boquillas, conexiones, refuerzoforman una categoría D uniónsoldada entre la boquilla (o en
otra unidad ) y la casco, la tapa,etc
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 99/128
Do = diámetro exterior del cuello otubo conectado mediante soldaduraen el interior de la casco del tanque,pulg (mm)G = juego radial entre el agujero enla pared del recipiente y el diámetroexterior del cuello de la boquilla o eltubo, pulg (mm)Radio = 1 / 8 de pulgada (3,2 mm)como mínimo radio
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 100/128
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 101/128
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 102/128
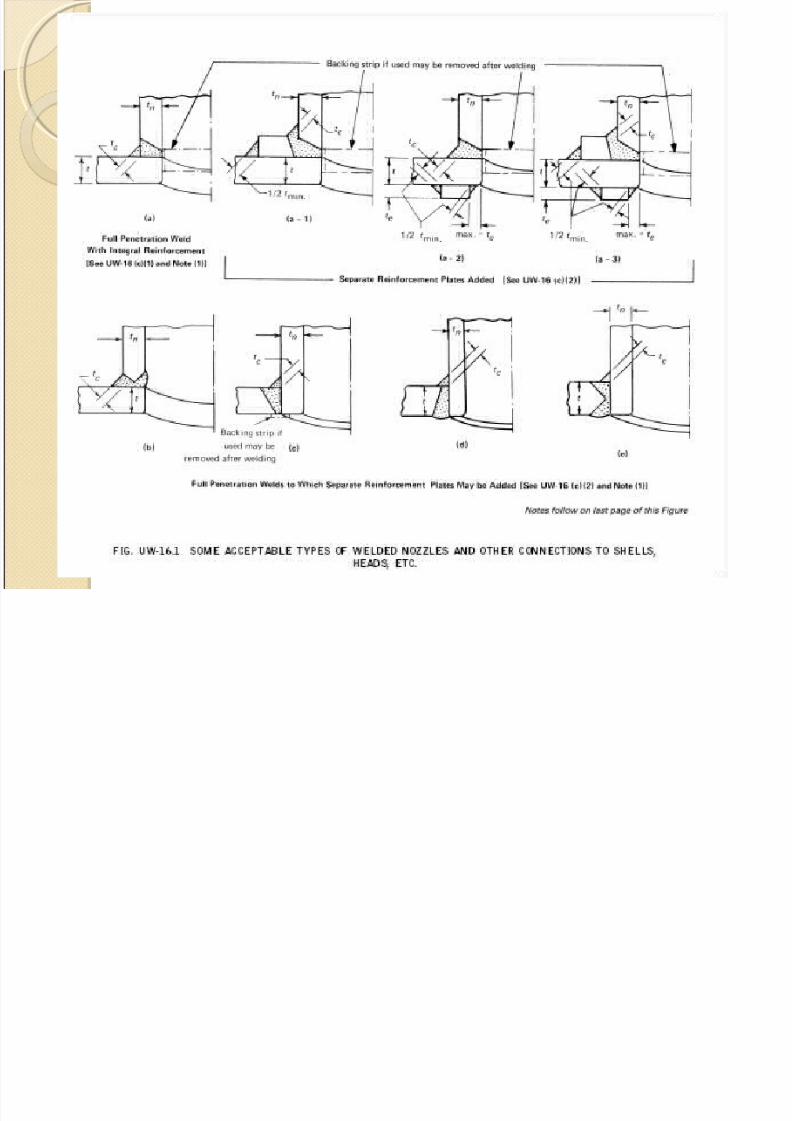
Boquillas unidas a una pared deltanque se unen por soldadura depenetración completa.(a, b, c, d y
e)Placas de refuerzo en el casco
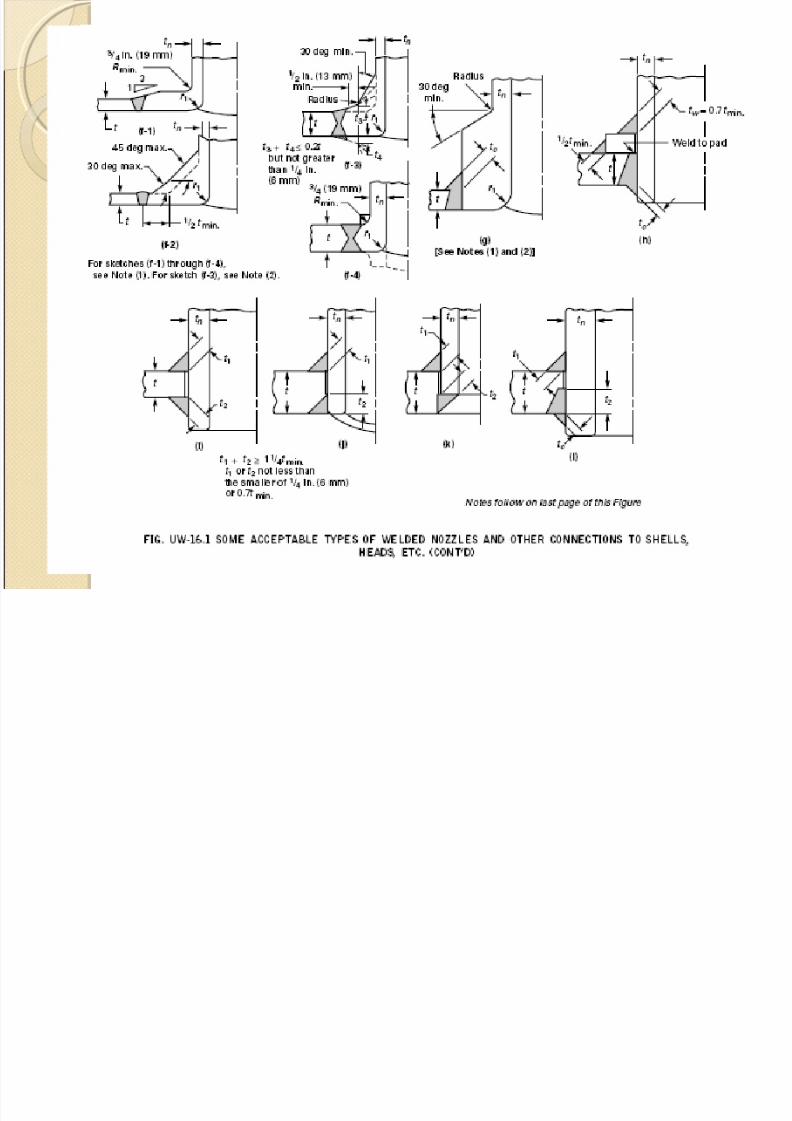
serán adosadas al casco porpenetración completa Véase lafigura. UW-16.1 bocetos (a), (b),(c), (d), (e), (f-1), (f-2), (f-3), (f-4),
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 103/128
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 104/128
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 105/128
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 106/128

7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 107/128
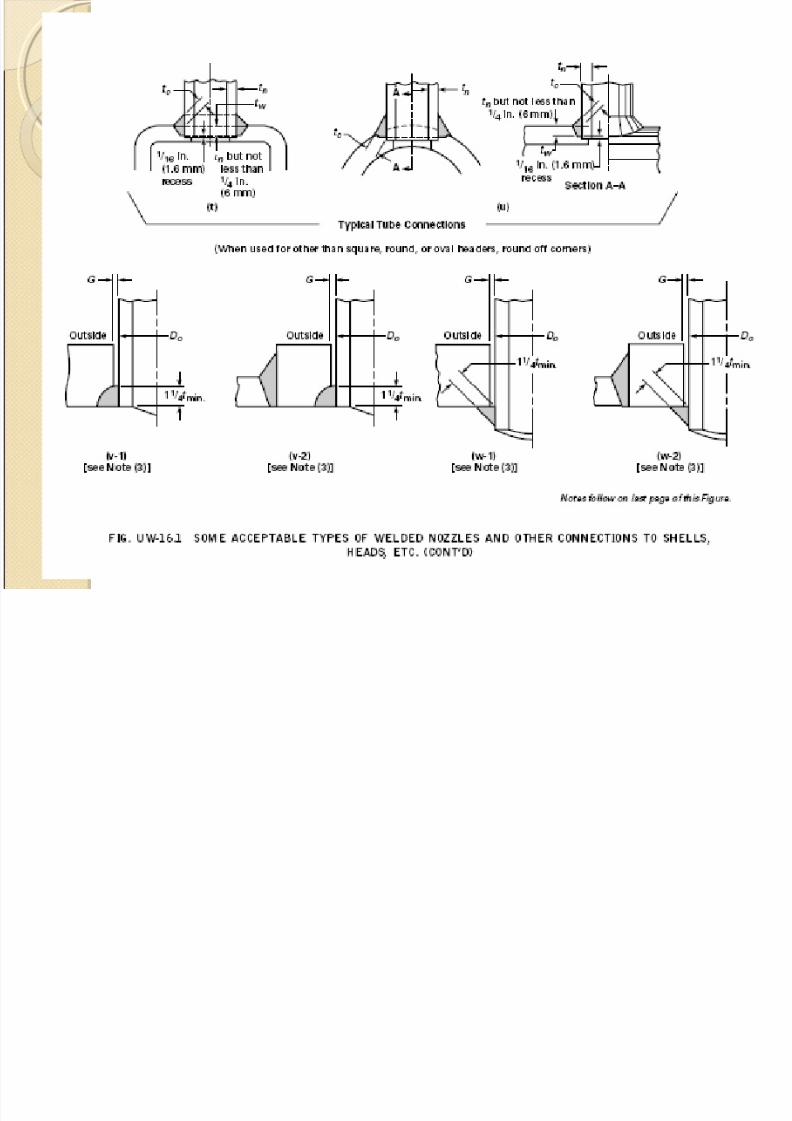
La dimensión tw no podrá ser inferior a
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 108/128
La dimensión tw no podrá ser inferior atn ni menos que 1 / 4 "Ver la figura.UW-16.1 bocetos (t) y (u).Cuando aparece radio, disponer unradio mínimo de 1/8 pulgadas (3,2mm).
Cuando el cuello o el tubo se conecta
desde el interior solamente, laprofundidad de la ranura de lasoldadura o la garganta de la soldadurade filete deberá ser al menos igual a 1¼ tmin
A i R i
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 109/128
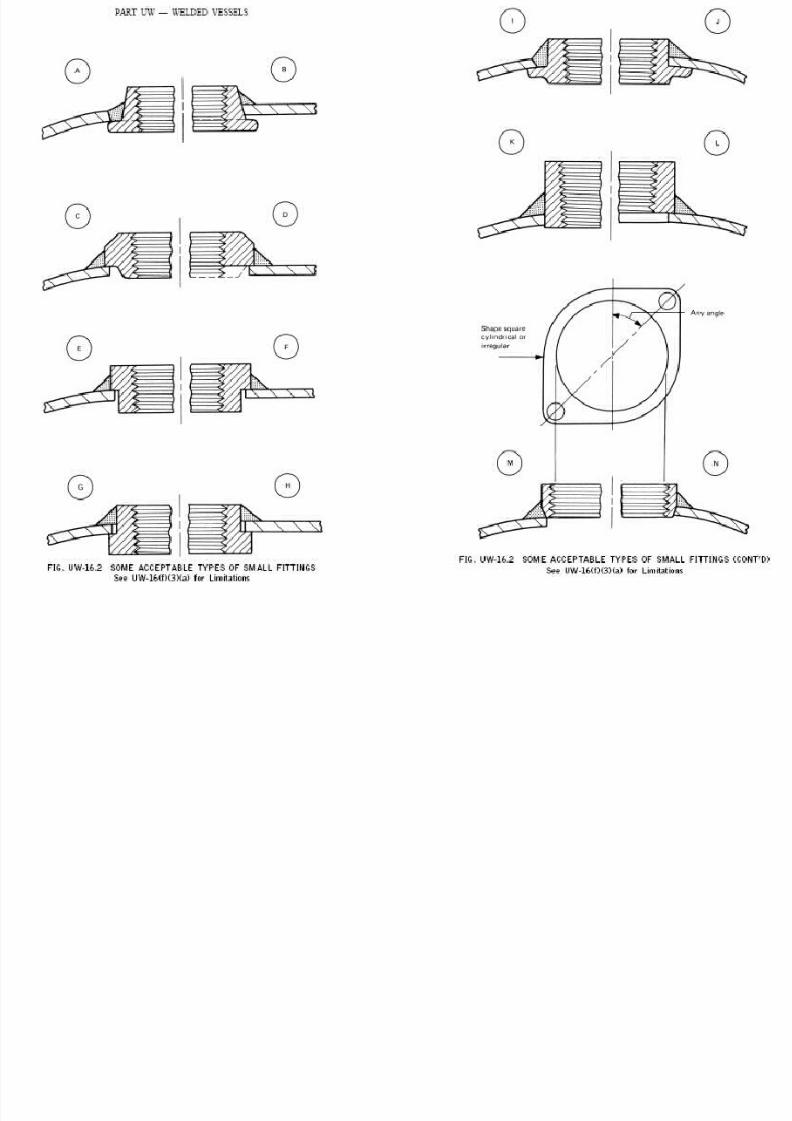
Accesorios: Rosca interna, roscaexterna, Toma soldadas o soldadas atope. La unión de los accesoriosdeberán cumplir los siguientesrequisitos.
Fijará por una ranura de penetracióncompleta soldadura o por una o dosfilete de soldadura de penetración
parcial, un en cada cara de la pareddel casco. Las dimensiones mínimasserán de soldadura como se muestraen la figura. UW-16.1 bocetos (x),(y) (z)
Para las soldaduras de penetración
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 110/128
Para las soldaduras de penetraciónparcial o soldaduras de filete, t2 o t1 no
será inferior al menor valor entre 3/32pulg (2.4 mm) o 0.7tmin.
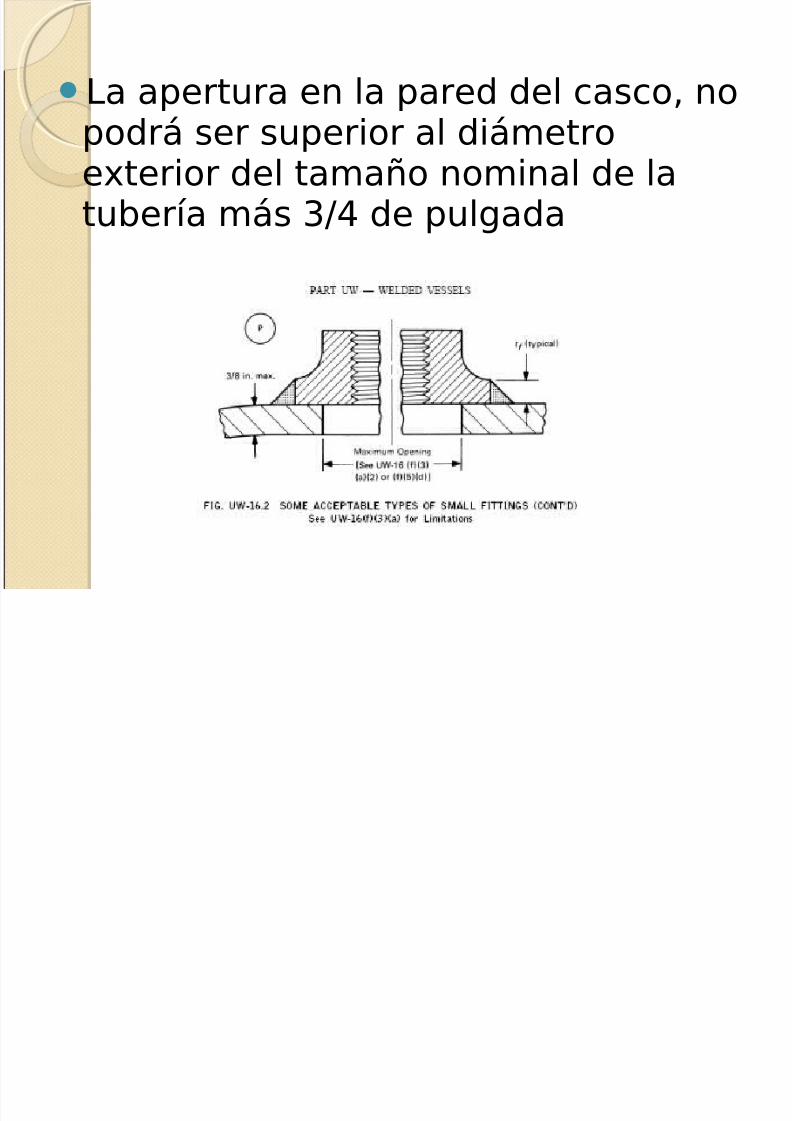
Brida: máximo espesor de la pared no
excederá de 3 / 8 de pulgada (10 mm).La presión máxima de diseño noexcederá de 350 psi (2410 kPa).
tf mínima es de 3 / 32 pulg (2.4 mm).
L l d d l
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 111/128
La apertura en la pared del casco, nopodrá ser superior al diámetroexterior del tamaño nominal de latubería más 3/4 de pulgada
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 112/128
UW 17UW 17
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 113/128
UW 17UW 17
Deberán estar debidamenteseparados para tener la carga enproporción, pero no se considerará
que toman más del 30% de la cargatotal a transmitir.los agujeros de conexiones deberán
tener un diámetro no menor que t +1 / 4 de pulgada (6 mm) y no más de2t + 1 / 4 de pulgada (6 mm), dondet es el espesor en pulgadas de la

7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 114/128
los agujeros de las conexionesdeberán estar completamente llenacon metal de soldadura cuando el
espesor de la placa es de 5 / 16 "(8mm) o menos, en placas másgruesas se llenarán con unaprofundidad de por lo menos lamitad del espesor placa o 5/16”, elmayor valor, pero en ningún casoserá inferior a 5 / 16 pulgadas
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 115/128
La carga de trabajo admisible desoldadura, ya sea en corte otensión se calculará por la
siguiente fórmula:
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 116/128
P = carga total de trabajoadmisible en la soldadura lb (kN)d = el diámetro del agujero en el
que se hace la soldadura, pulg(mm)S = valor máximo de tensión
admisible para el material en elque se hace la soldadura, psi(kPa)
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 117/128
REQUISITOS PARARECIPIENTES A PRESION
CONSTRUIDOS DE ACEROAL CARBONO Y DE BAJAALEACION
MATERIALEMATERIALE
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 118/128
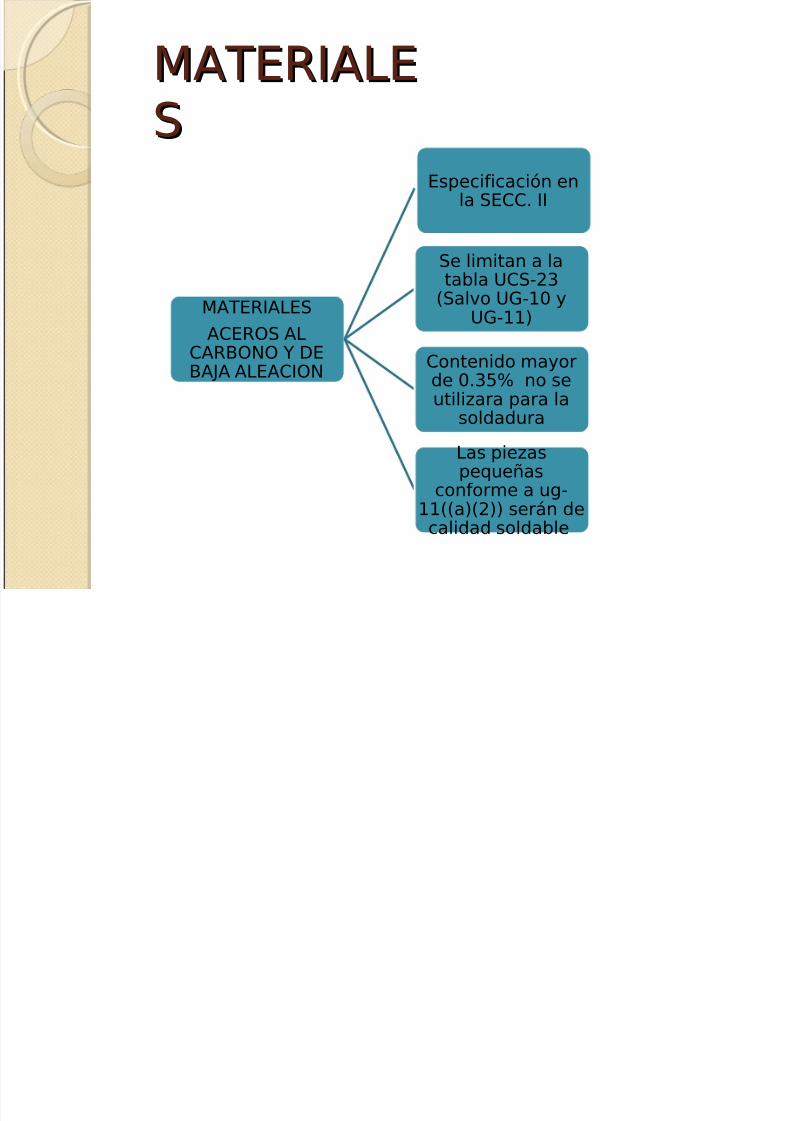
MATERIALESACEROS AL
CARBONO Y DEBAJA ALEACION
Se limitan a latabla UCS-23
(Salvo UG-10 yUG-11)
Contenido mayorde 0.35% no seutilizara para la
soldadura
Las piezaspequeñas
conforme a ug-11((a)(2)) serán de
calidad soldable
Especificación enla SECC. II
SS
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 119/128
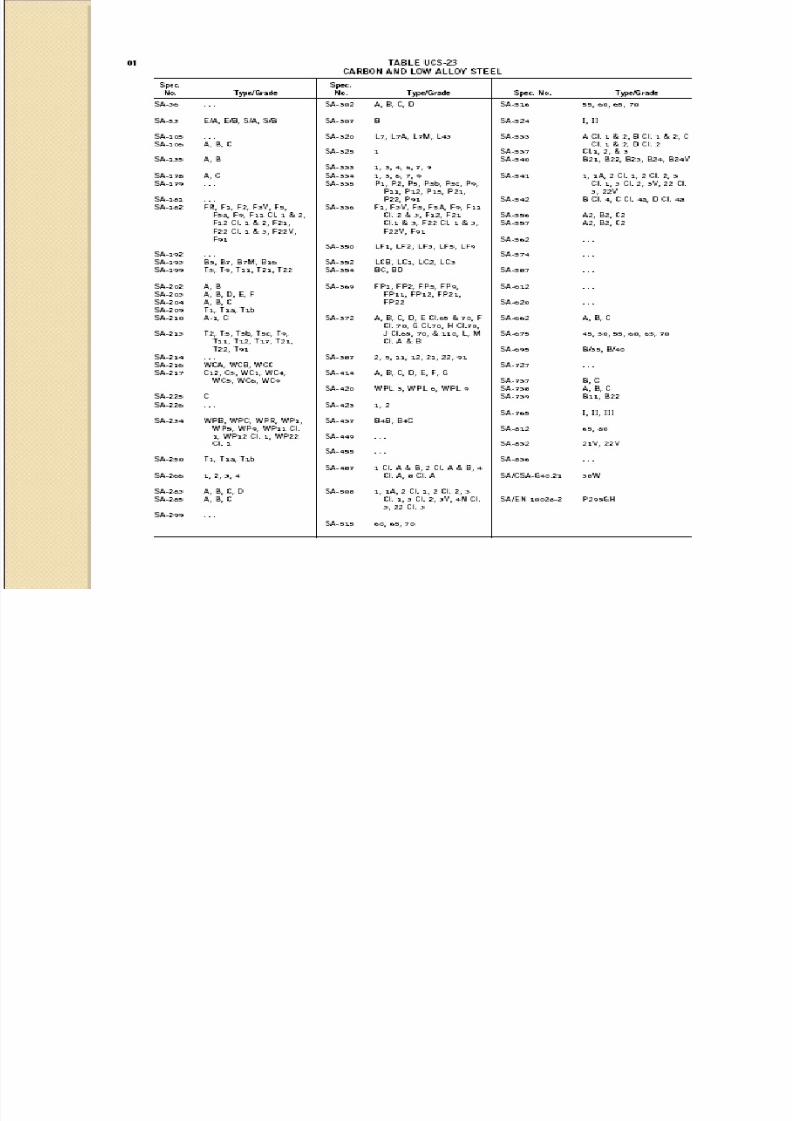
MATERIALES (TABLA UCS-23)
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 120/128
Todos los materiales se rigen porla TABLA UCS-23 ,salvo seespecifique alguna otra tabla
Los tensiones admisibles enfunción a la temperatura seindican en la TABLA 1 A de lasección II , parte D, salvo seespecifique otras tablas
23)
PLACAS DE ACEROPLACAS DE ACERO
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 121/128
PLACAS DE ACEROPLACAS DE ACERO•
Planchas de acero según el SA-36,SA/CSAG40.21 38W, y SA-283 grados A, B, Cy D puede utilizarse para las partes a presiónen recipientes a presión
• Requisitos1. Los recipientes no se utilizan paracontener sustancias letales, ya sea líquido ogaseoso.
2. Con la excepción de las bridas, tapasplanas o empernadas y anillos rigidezadores, el espesor de las placas en que se aplicala fuerza de soldadura no exceda del 5 / 8pulgadas (16 mm)
CASCOS FABRICADOS CONCASCOS FABRICADOS CON
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 122/128
TUBERIA (UCS-27) TUBERIA (UCS-27)• Especificaciones en la Tabla UCS-23• Fabricacion
1. Por horno de hogar abierto2. Por horno de oxigeno basico3. Horno Eléctrico
TUBERIAS SIN COSTURA TUBERIAS ELECTRO SOLDADA( Hasta diámetros
nominales de 762 )
PERNOS, TUERCAS YPERNOS, TUERCAS YARANDELASARANDELAS

7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 123/128
ARANDELASARANDELASPERNOS• .La tabulación de los valores de esfuerzo
admisible a diferentes se dan en la tabla 3de la Sección II, Parte D.
•Los pernos de aleación no ferrosos y deacero, esparragos, y tuercas se puede
utilizar. Deberán ajustarse a los requisitos dela Parte UNF o UHA, segúncorresponda
• TUERCAS Y ARANDELAS(a SA-194, SA-563)
CRITERIO DE SELECCIÓN DECRITERIO DE SELECCIÓN DETUERCAS Y ARANDELASTUERCAS Y ARANDELAS
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 124/128
TUERCAS Y ARANDELAS TUERCAS Y ARANDELAS(1) Las tuercas de acero al carbono y arandelas de acero alcarbono se pueden usar con pernos de acero al carbono oespárragos.(2) Las tuercas de acero al carbono o aleación de acero yarandelas de acero al carbono o de aleaciones de acero deaproximadamente la misma dureza que las tuercas se
pueden utilizar con pernos de aleación de acero (para las temperaturas no superiores a 900 ° F (482 ° C)).(3) Tuercas de aleación de acero se utilizan con espárragosde aleación de acero o pernos de aleación de acero (A temperaturas superiores a 900 ° F (482 ° C).)(4) Tuercas y arandelas no ferrosos se pueden utilizar conPernos ferrosos y EspárragosSe tendrá en cuenta a las diferencias de expansión térmica y laposible corrosión resultante de la combinación de metalesdiferentes. tuercas y arandelas no ferrosos se ajustarán a losrequisitos de la UNF-13.
REQUISITOS PARA TRATAMIENTOREQUISITOS PARA TRATAMIENTO TERMICO POSTERIOR A LA TERMICO POSTERIOR A LA
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 125/128
SOLDADURA (UCS-56)SOLDADURA (UCS-56)(1) La temperatura del horno no será superior a 800 ° F(427 º C) en elmomento que el recipiente o una parte se coloca en el mismo.
(2) Por encima de 800 ° F (427 ° C), la velocidad de calentamiento nodebe ser mayor de 400 ° F / h (222 ° C / h) dividido por el espesor maximodel metal de la placa del casco o de la cabeza en pulgadas, pero en ningún
caso más de 400 ° / hr (222 ° C / hr). Durante el período de calentamientono debe haber una mayor variación de temperatura en toda parte delrecipiente de 250 ° F (139 ° C) dentro de 15 pies (4,6 m) intervalo delongitud.
(3) El recipiente o parte del recipiente se llevará a cabo en o por encima
de la temperatura especificada en la tabla UCS-56 o la tabla UCS-56.1 parael período de tiempo especificado en las tablas. Durante el período detenencia, no habrá una diferencia mayor de 150 ° F (83 ° C) entre latemperatura máxima y mínima en toda la parte del buque que se calienta,salvo cuando el rango es más limitado en la tabla UCS-56
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 126/128
REQUISITOS PARA EL TRATAMIENTO TERMICOREQUISITOS PARA EL TRATAMIENTO TERMICOPOSTERIOR A LA SOLDADURAPOSTERIOR A LA SOLDADURA

7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 127/128
POSTERIOR A LA SOLDADURAPOSTERIOR A LA SOLDADURA
EXAMEN RADIOGRAFICOEXAMEN RADIOGRAFICO(UCS 57)(UCS 57)
7/28/2019 98053964 Exposicion de Recipientes a Presion
http://slidepdf.com/reader/full/98053964-exposicion-de-recipientes-a-presion 128/128
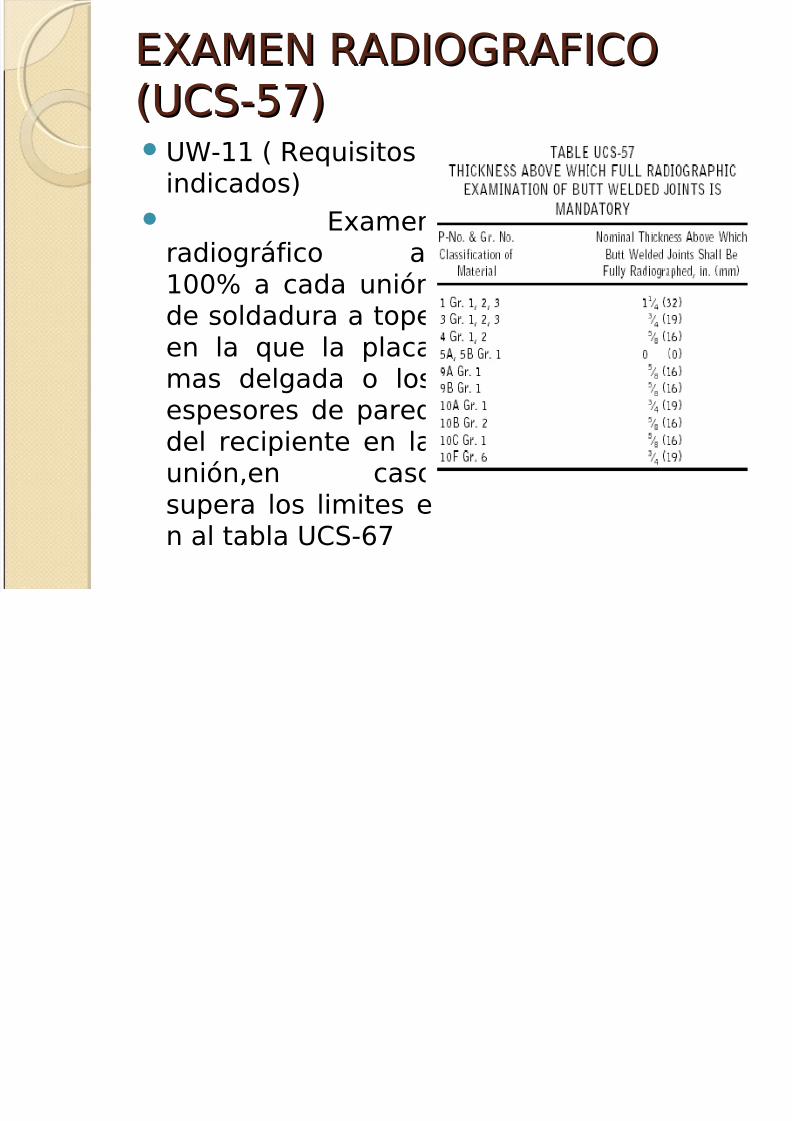
(UCS-57)(UCS-57)UW-11 ( Requisitosindicados)
Examenradiográfico al
100% a cada uniónde soldadura a topeen la que la placamas delgada o losespesores de pareddel recipiente en launión,en caso
l l