企業資源規劃 製造業管理篇 (II)
93
©2000 HongmoYeh 企企企企企企 企企企企企企 (II)
description
企業資源規劃 製造業管理篇 (II). 第四章. 材料主檔和材料表. 材料主檔 - 一般資料. 件號 : 顯義編號、不顯義編號 , 必須是唯一的。 品名、規格 : 對該項目的詳細描述。 計量單位 (UM): 用在庫存記錄、材料表、訂單、各式報表等。 產品線、副線 狀態 : 指出該項目是否可供銷售、是否可超量發料 ( 庫存為負 ) 、是否不可用在某些交易等。. 材料主檔 – 庫存資料 (1). ABC 分類 : 用來決定週期盤點頻率及容許誤差。 位置代號 : 當一項目被存入一地點時 , 系統檢查項目與地點的位置代號是否相同。 - PowerPoint PPT Presentation
Transcript of 企業資源規劃 製造業管理篇 (II)
©2000 HongmoYeh
企業資源規劃製造業管理篇
(II)
©2000 HongmoYeh
第四章
材料主檔和材料表
©2000 HongmoYeh
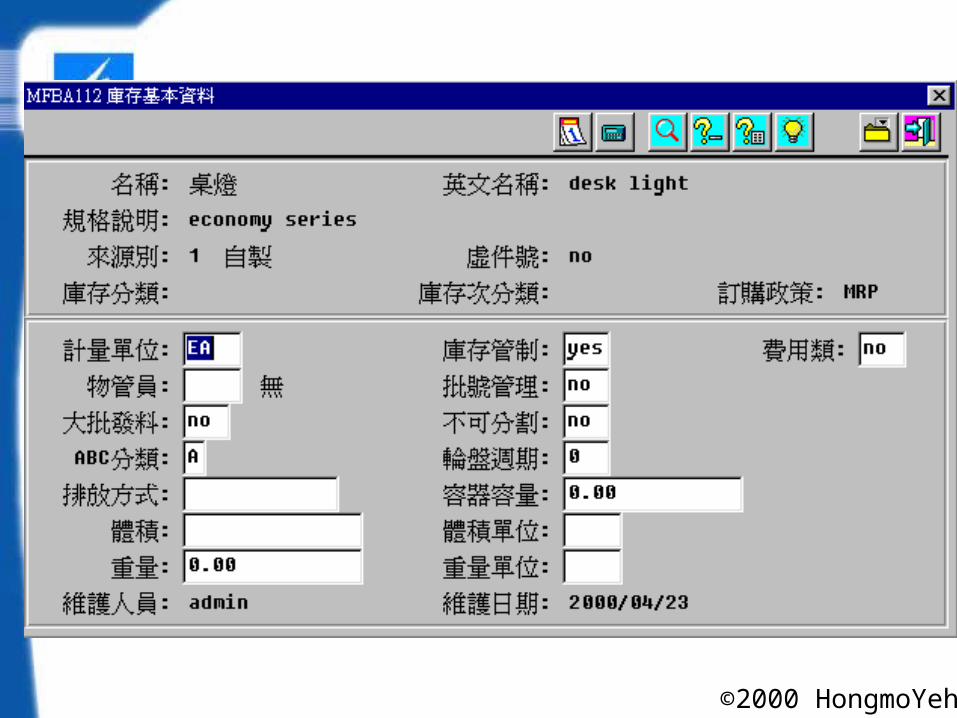
材料主檔 - 一般資料
• 件號 : 顯義編號、不顯義編號 , 必須是唯一的。
• 品名、規格 : 對該項目的詳細描述。• 計量單位 (UM): 用在庫存記錄、材料表、
訂單、各式報表等。• 產品線、副線• 狀態 : 指出該項目是否可供銷售、是否可
超量發料 ( 庫存為負 ) 、是否不可用在某些交易等。
©2000 HongmoYeh
• ABC 分類 : 用來決定週期盤點頻率及容許誤差。
• 位置代號 : 當一項目被存入一地點時 , 系統檢查項目與地點的位置代號是否相同。
• 批號 / 序號管制 : 逐批或個別產品管制。• 自動給定批號 (Y/N): 由系統自動賦予批
號 ( 即製令號 ) 。
材料主檔 – 庫存資料 (1)
©2000 HongmoYeh
• 平均區間 : 用來計算 ABC 分析報表中的平均用量。
• 週期盤點區間。• 存放壽命 : 易壞項目的存放壽命。• 同批發料 (Y/N): 生產時須使用同一批料。• 關鍵材料 (Y/N): 須有足夠在庫量 , 其父
件才能發出製令。
材料主檔 – 庫存資料 (2)
©2000 HongmoYeh
• MPS 項目 (Y/N) 。• MRP 項目 (Y/N) 。• 時柵 : 累計前置時間 , 在時柵內的 MPS
項目不能自動重排程。• 批量法則 : 由 MRP 使用 , 含 LFL 、 LTC 、
FOQ( 另定批量 ) 、 POQ( 另定週期 ) 。• 最小訂單量、倍量 : LFL 及 POQ 時訂定。• 安全存量、安全時間。
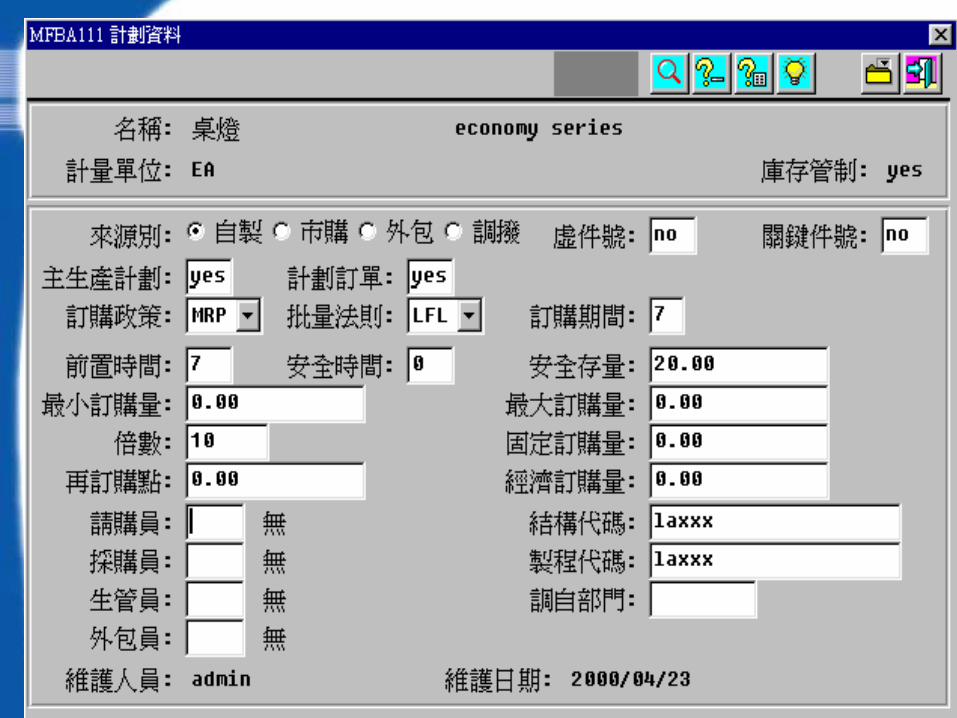
材料主檔 – 計劃資料 (1)
©2000 HongmoYeh
• 訂購點 : 用在非 MPS/MRP 項目。• 製造前置時間 : 以天為單位。• 採購前置時間 : 以天為單位。• 發料方式 : 發至製令之領料單或倒沖入帳。• 良率 : 訂單量中可用量之百分比。• 虛級化 (Y/N): 該項目完工後繼續投入更
高階產品的生產而不入庫。
材料主檔 – 計劃資料 (2)

©2000 HongmoYeh
©2000 HongmoYeh
©2000 HongmoYeh
©2000 HongmoYeh
©2000 HongmoYeh
©2000 HongmoYeh
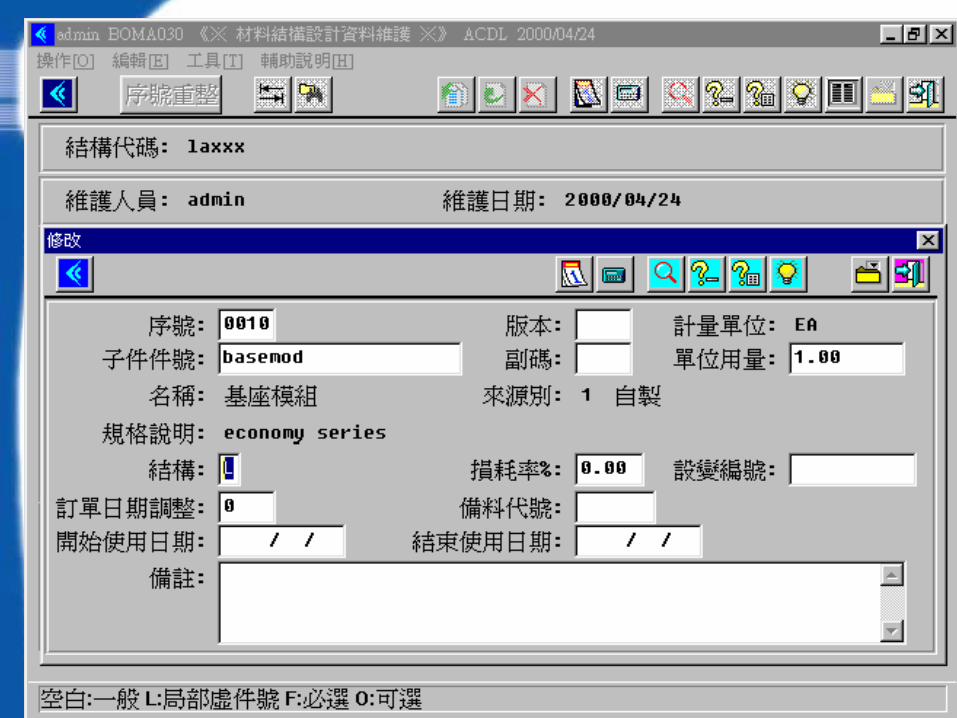
材料表
• 材料表碼 ( 父件 號 ) 、序號、子件件號、版本、副碼
• 單位用量、報廢率• 結構碼 : (1) 空白 : 標準 ; (2) H: 幽靈子件 ;
(3)A: 附件 ; (4) O: 選用件 ; (5) P: 計劃 .
• 沖銷時間• 開始使用日期、結束使用日期
©2000 HongmoYeh
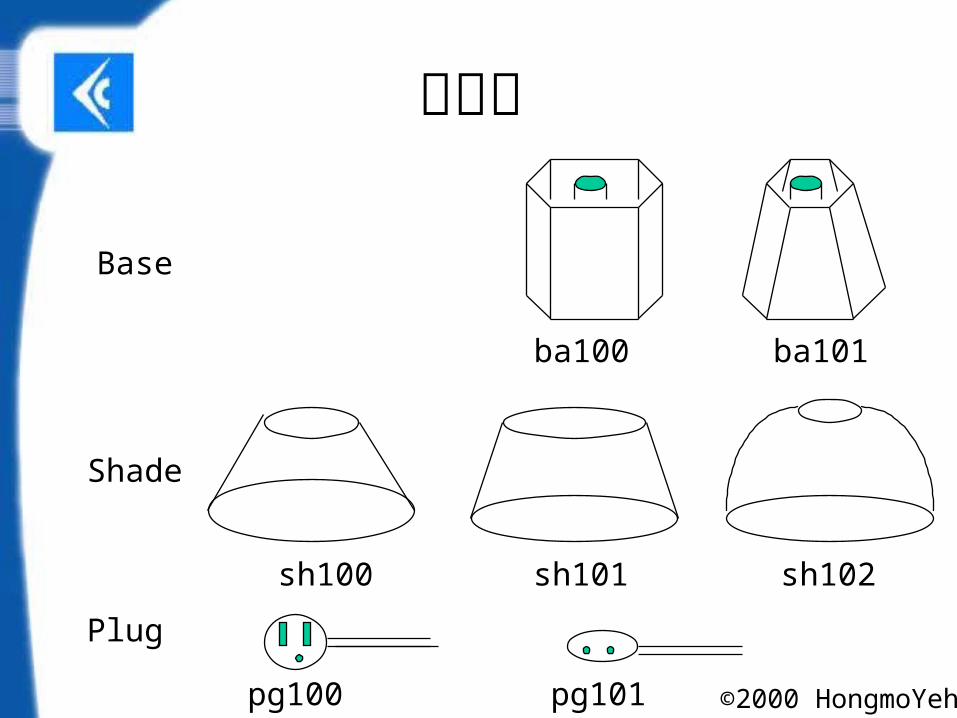
桌燈組
Base
Shade
Plug
ba100 ba101
sh100 sh101 sh102
pg100 pg101
©2000 HongmoYeh
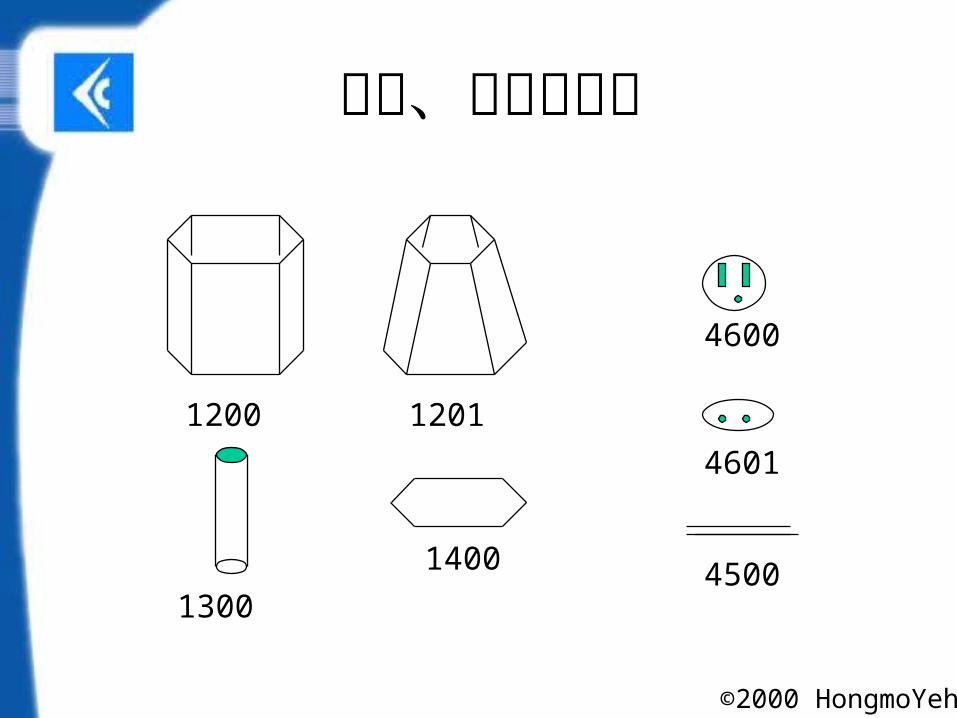
底座、電源線模組
1200 1201
1300
1400
4600
4601
4500
©2000 HongmoYeh
LAXXX
basemod shademod plugmod
compartba100 ba101 sh101
sh100 sh102
pg100 pg101
1100 1700
2800 3000
1300
1200 14001300
1201 1400
4500 4600
4500 46012500 5200
5100
0400
0300 2500
pseudocompart
產品結構
©2000 HongmoYeh
5100 縲絲 T100*33 screw EA lamp 5200 墊圈 round washer EA lamp
0300 橡膠底墊 black round rubber pad EA lamp 0400 橡膠墊圈 rubber rubber ring EA lamp 1100 五金零件包 screw and washer hardware parts EA lamp 1700 橡膠零件包 rubber parts bag EA lamp rubber parts for desk light 2500 塑膠袋 small plastic bag EA lamp 2800 開關 standard switch EA lamp 3000 包裝紙箱 25*30*25mm carton EA lamp
件號 名 稱 規 格 英文名稱 單位 產品線
共用件基本資料
©2000 HongmoYeh
©2000 HongmoYeh
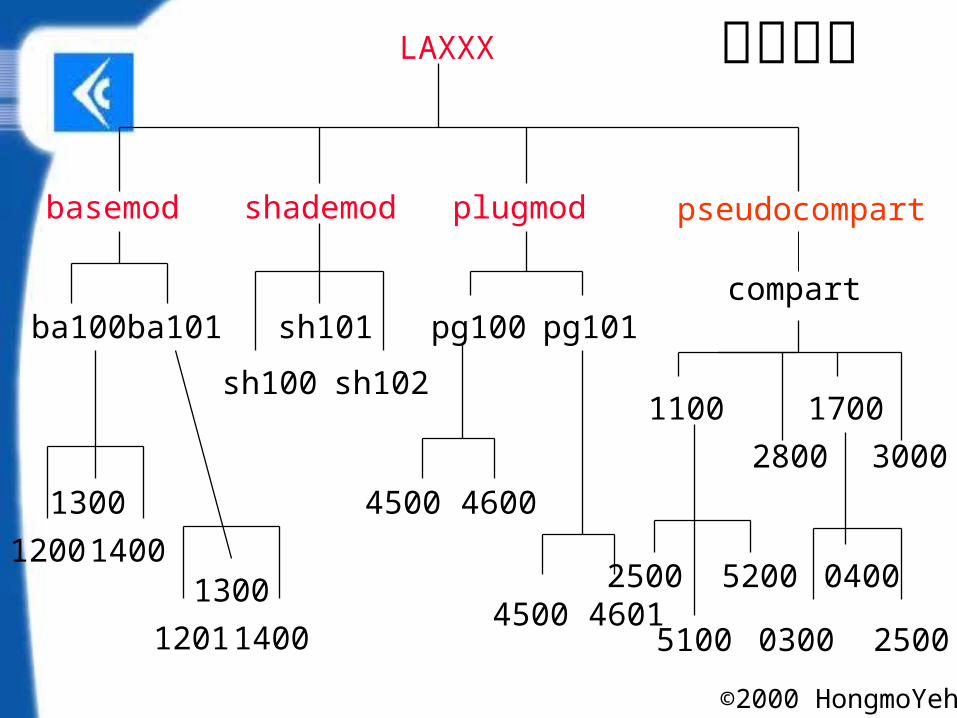
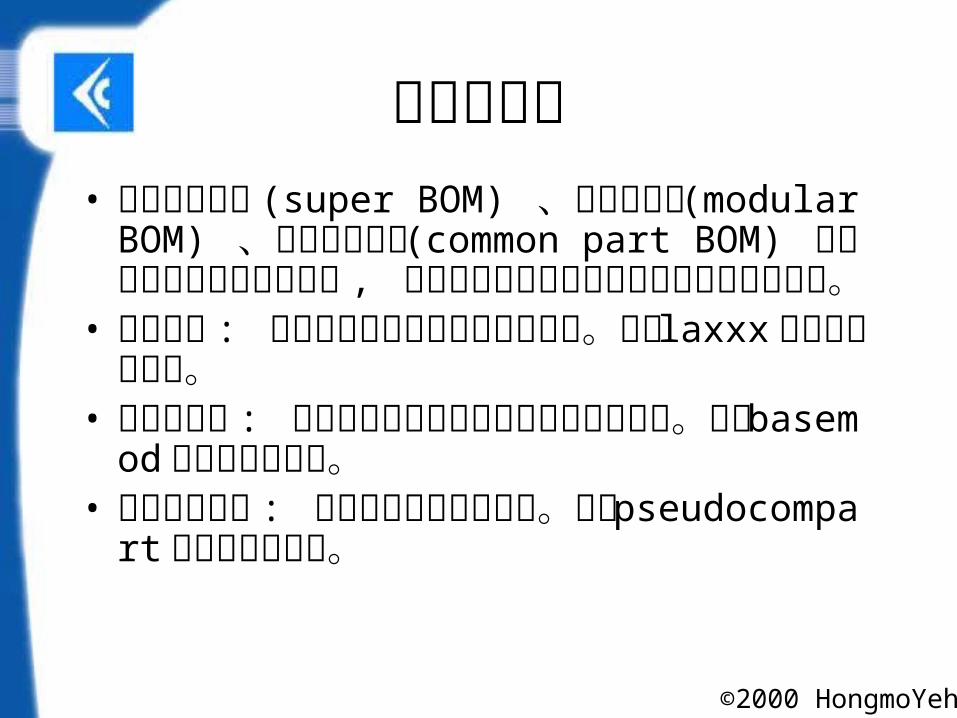
計劃材料表• 包括超材料表 (super BOM) 、模組材料表 (mo
dular BOM) 、共用件材料表 (common part BOM) 。超材料表以產品族為父件 , 以模組材料表及共用件材料表的父件為子件。
• 超材料表 : 連結模組材料表和共用件材料表。如以 laxxx 為父件的材料表。
• 模組材料表 : 表示模組中各種選擇及百分比的材料表。如以 basemod 為父件的材料表。
• 共用件材料表 : 表示產品族中的共用件。如以pseudocompart 為父件的材料表。
©2000 HongmoYeh
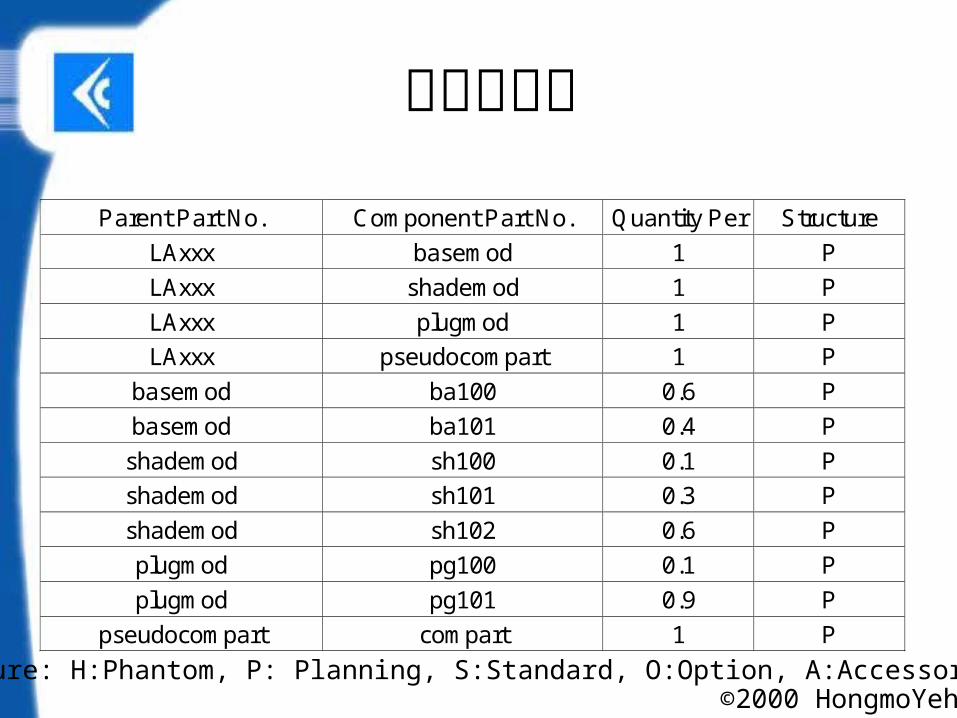
Parent Part No. Component Part No. Quantity Per Structure
LAxxx basemod 1 P
LAxxx shademod 1 P
LAxxx plugmod 1 P
LAxxx pseudocompart 1 P
basemod ba100 0.6 P
basemod ba101 0.4 P
shademod sh100 0.1 P
shademod sh101 0.3 P
shademod sh102 0.6 P
plugmod pg100 0.1 P
plugmod pg101 0.9 P
pseudocompart compart 1 P
計劃材料表
Structure: H:Phantom, P: Planning, S:Standard, O:Option, A:Accessory
©2000 HongmoYeh
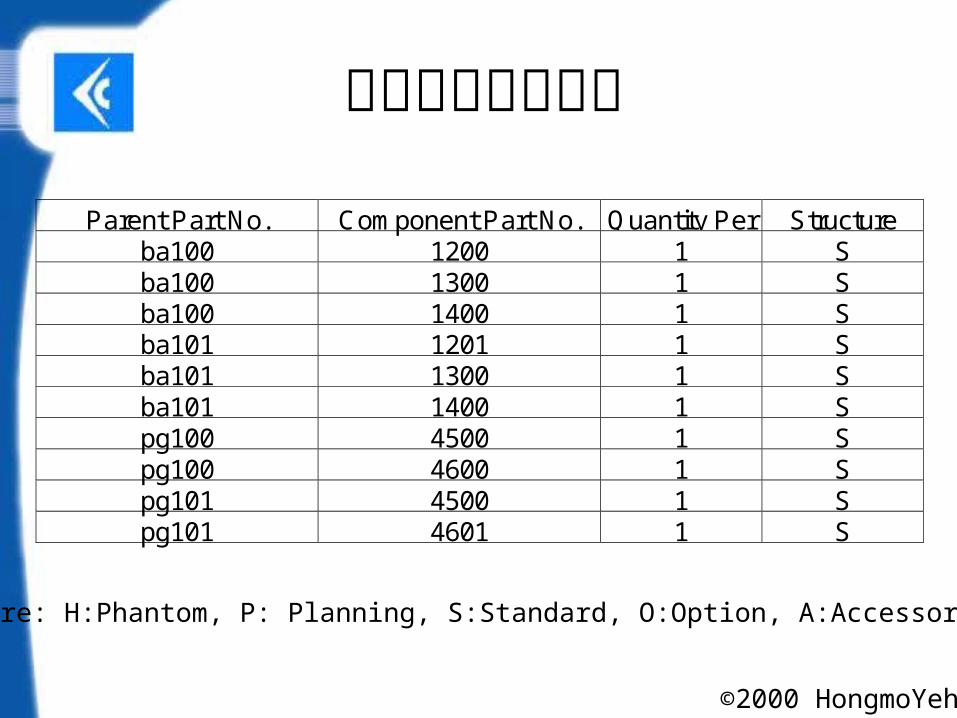
Parent Part No. Component Part No. Quantity Per Structureba100 1200 1 Sba100 1300 1 Sba100 1400 1 Sba101 1201 1 Sba101 1300 1 Sba101 1400 1 Spg100 4500 1 Spg100 4600 1 Spg101 4500 1 Spg101 4601 1 S
模組子件之材料表
Structure: H:Phantom, P: Planning, S:Standard, O:Option, A:Accessory
©2000 HongmoYeh
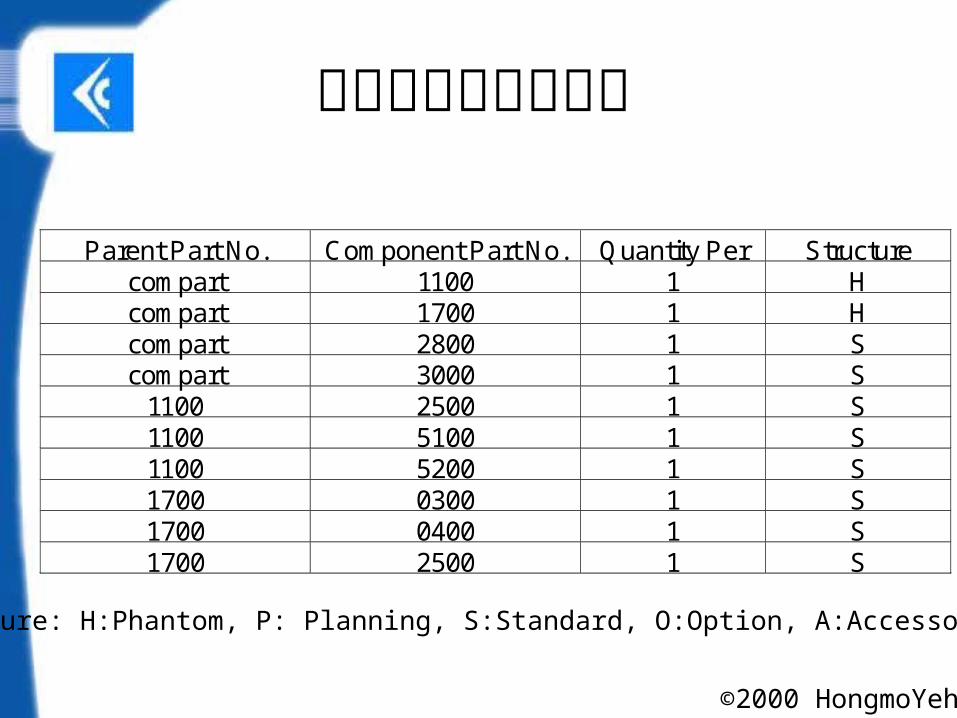
Parent Part No. Component Part No. Quantity Per Structurecompart 1100 1 Hcompart 1700 1 Hcompart 2800 1 Scompart 3000 1 S
1100 2500 1 S1100 5100 1 S1100 5200 1 S1700 0300 1 S1700 0400 1 S1700 2500 1 S
共用件子件之材料表
Structure: H:Phantom, P: Planning, S:Standard, O:Option, A:Accessory
©2000 HongmoYeh
產品族的 MPS
• 輸入 : GR for Laxxx ( 產品族預測 ).
• 處理 : 展開所有結構碼為“ P” 之 BOM ,直到所有 MPS 項目都處理完為止 .
• 輸出 : MPS 項目之 PORC 和 POR .• 行動:使用者根據 PORC 決定各模組的
FPO ,代表未來的生產排程,但尚未發出製令.
• MPS=SR+FPO/PORC 為 MRP 的輸入資料 .
©2000 HongmoYeh
Parent Part No. Component P_No ReferenceNo
Qty-per Structure
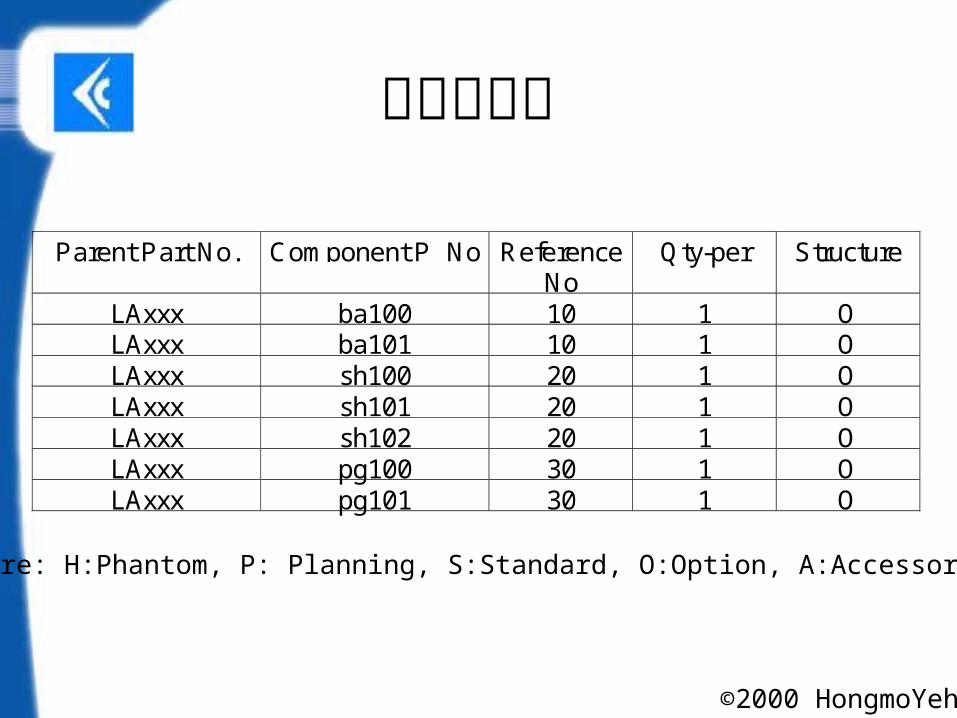
LAxxx ba100 10 1 OLAxxx ba101 10 1 OLAxxx sh100 20 1 OLAxxx sh101 20 1 OLAxxx sh102 20 1 OLAxxx pg100 30 1 OLAxxx pg101 30 1 O
選用材料表
Structure: H:Phantom, P: Planning, S:Standard, O:Option, A:Accessory
©2000 HongmoYeh
產品構造系統
• 輸入:產品族件號 (Laxxx)
• 輸出:系統提示所有 Laxxx 材料表中,結構碼為 O 或 A 者.
• 輸入:選擇選用件 (O) 或附件 (A) .• 處理:系統建立銷售訂單及訂單材料表.
©2000 HongmoYeh
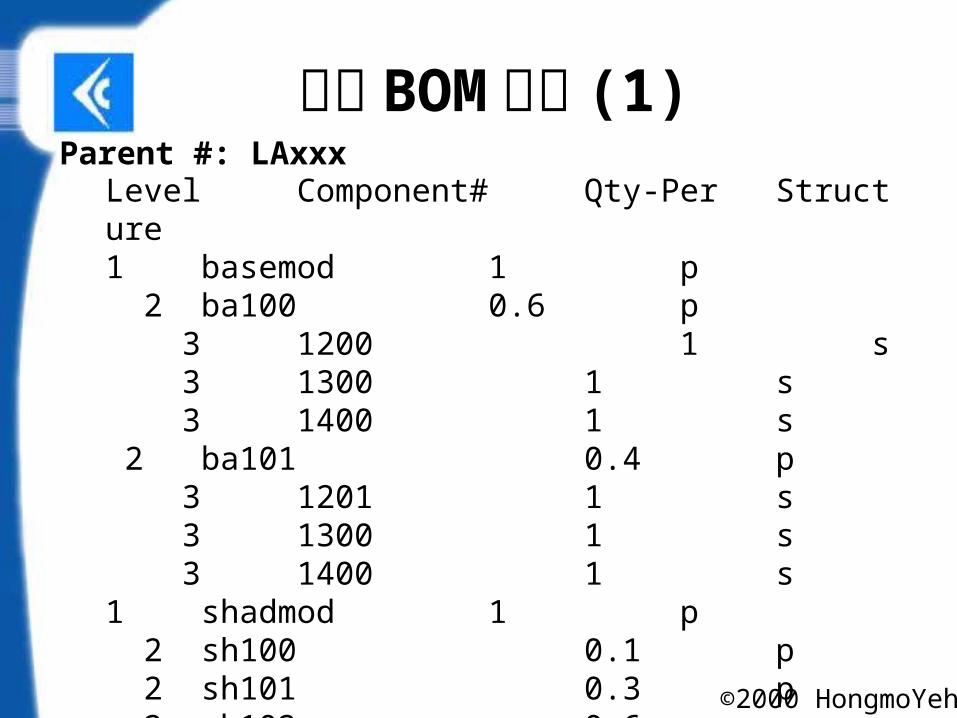
Parent #: LAxxxLevel Component# Qty-Per Structure1 basemod 1 p 2 ba100 0.6 p 3 1200 1 s 3 1300 1 s 3 1400 1 s 2 ba101 0.4 p 3 1201 1 s 3 1300 1 s 3 1400 1 s1 shadmod 1 p 2 sh100 0.1 p 2 sh101 0.3 p 2 sh102 0.6 p
多階 BOM 報表 (1)
©2000 HongmoYeh
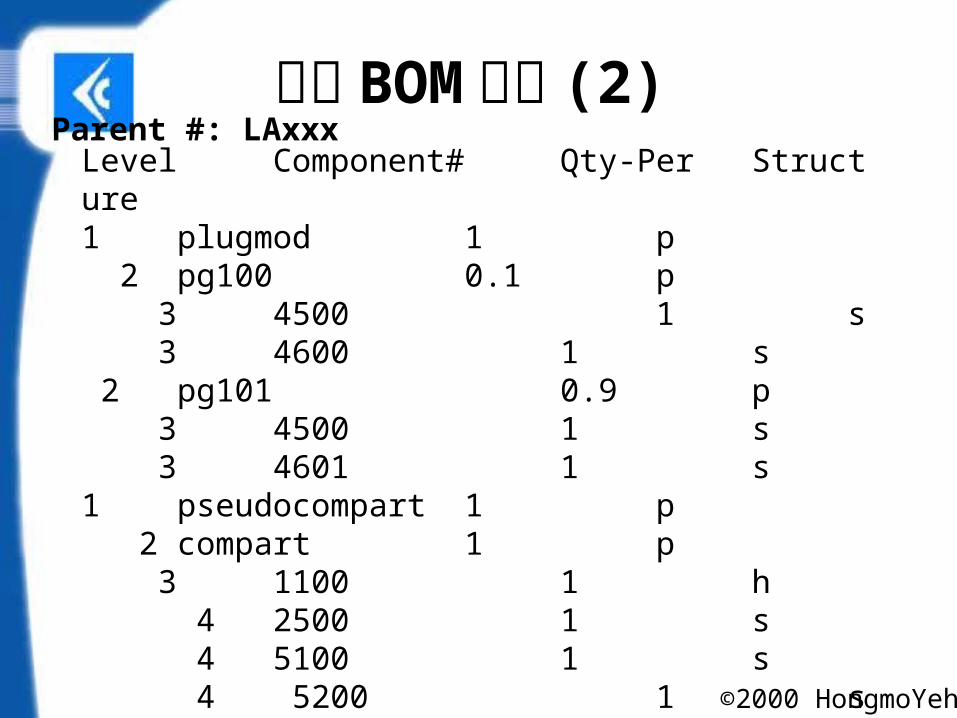
Parent #: LAxxxLevel Component# Qty-Per Structure1 plugmod 1 p 2 pg100 0.1 p 3 4500 1 s 3 4600 1 s 2 pg101 0.9 p 3 4500 1 s 3 4601 1 s1 pseudocompart 1 p 2 compart 1 p 3 1100 1 h 4 2500 1 s 4 5100 1 s 4 5200 1 s 3 2800 1 s
多階 BOM 報表 (2)
©2000 HongmoYeh
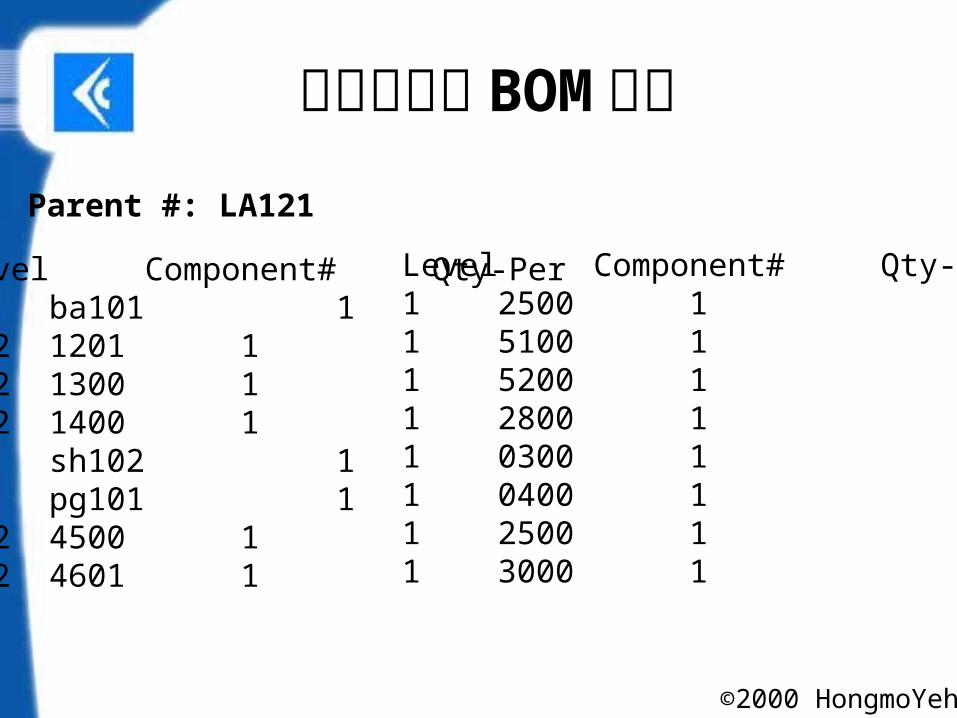
多階管理用 BOM 報表Parent #: LA121
Level Component# Qty-Per1 ba101 1 2 1201 1 2 1300 1 2 1400 11 sh102 11 pg101 1 2 4500 1 2 4601 1
Level Component# Qty-Per1 2500 11 5100 11 5200 11 2800 11 0300 11 0400 11 2500 11 3000 1
©2000 HongmoYeh
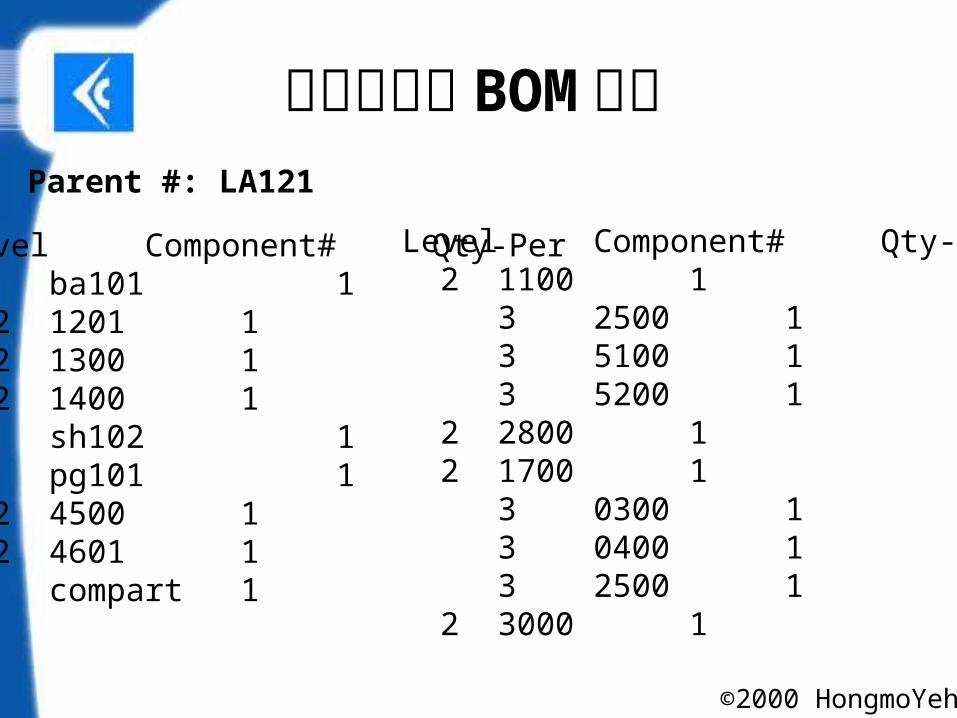
多階工程用 BOM 報表Parent #: LA121
Level Component# Qty-Per1 ba101 1 2 1201 1 2 1300 1 2 1400 11 sh102 11 pg101 1 2 4500 1 2 4601 11 compart 1
Level Component# Qty-Per 2 1100 1 3 2500 1 3 5100 1 3 5200 1 2 2800 1 2 1700 1 3 0300 1 3 0400 1 3 2500 1 2 3000 1
©2000 HongmoYeh
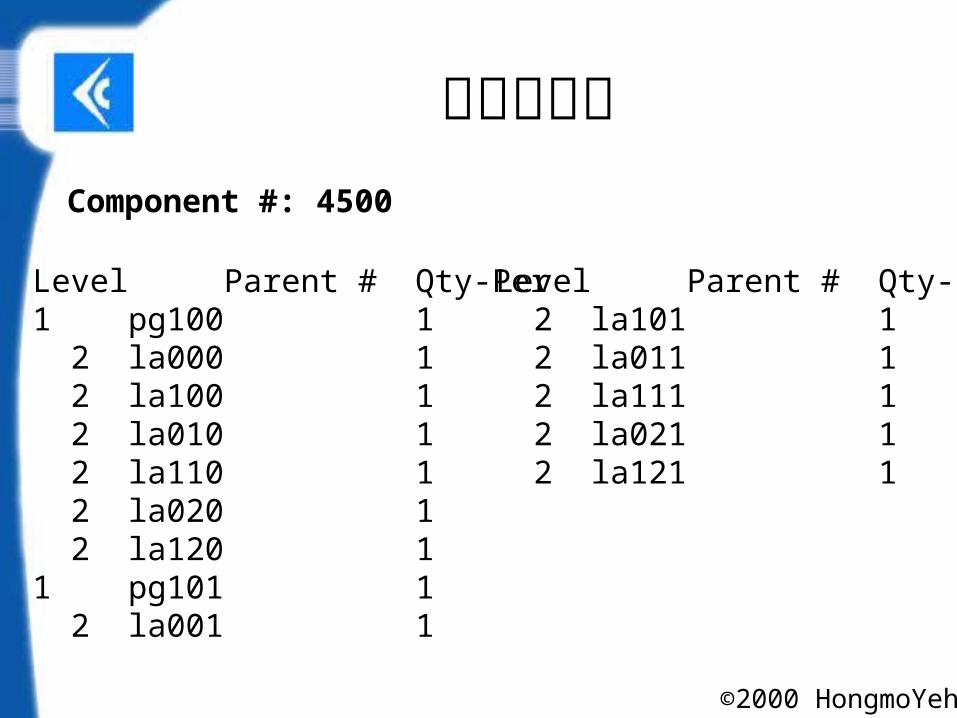
Component #: 4500
Level Parent # Qty-Per1 pg100 1 2 la000 1 2 la100 1 2 la010 1 2 la110 1 2 la020 1 2 la120 11 pg101 1 2 la001 1
Level Parent # Qty-Per 2 la101 1 2 la011 1 2 la111 1 2 la021 1 2 la121 1
多階用途表
©2000 HongmoYeh
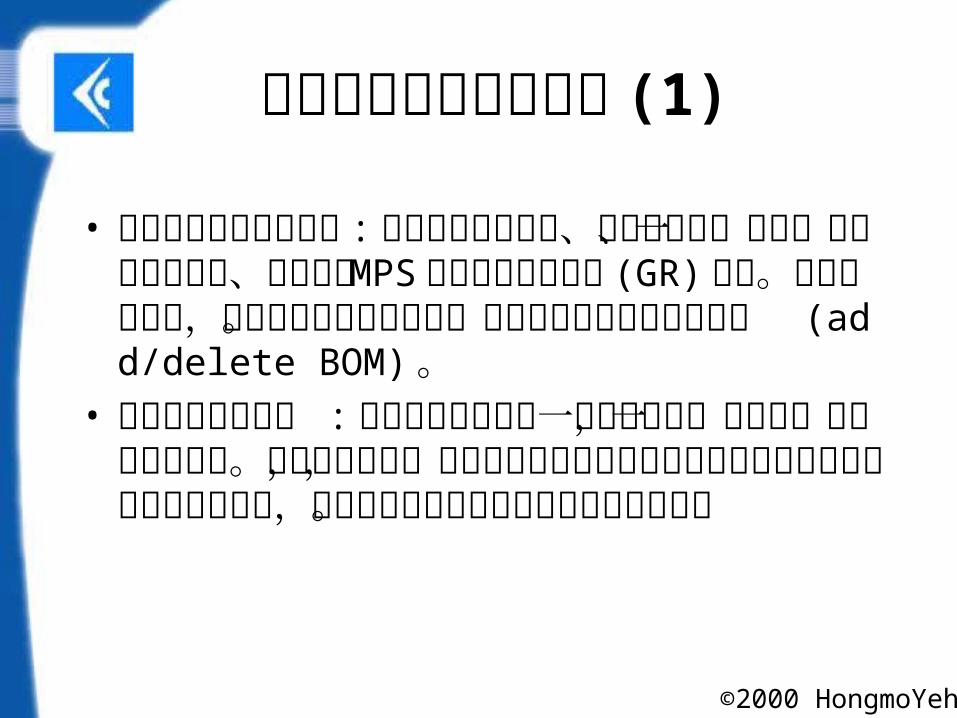
各種非標準材料表應用 (1)
• 偶發特殊訂單的材料表 : 在接到訂單時複製、修改材料表、給予一個新的材料表碼、並指定到 MPS 中相對應的總需求 (GR) 項目。此訂單結案時,新的材料表自動被刪除。這種作法稱為增刪材料表法 (add/delete BOM) 。
• 替代零件的材料表 :將替代零件建在另一個材料表中,並賦予一個新的材料表碼。正常的情況下,根據材料主檔中的材料表碼取用標準材料表,在缺料的狀況下,才在製令中指定替代材料表的材料表碼。
©2000 HongmoYeh
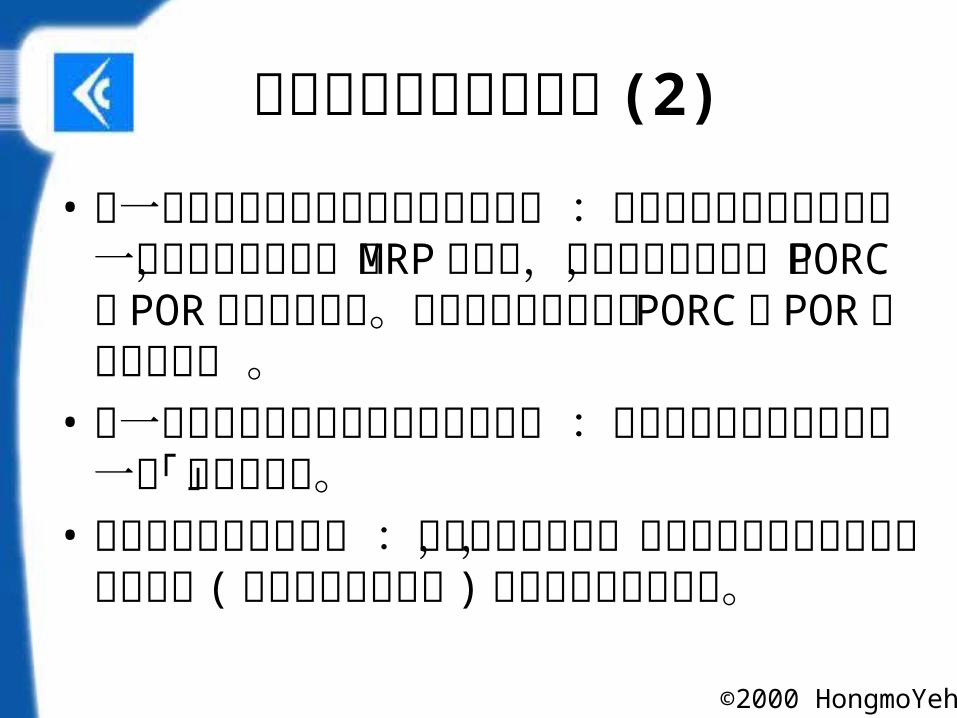
• 同一子件被使用在不同時間時的材料表 :每個相同件號的子件各設一個「沖銷時間」,則 MRP 展開時,沖銷時間越大的,其 PORC 及 POR也就越往後延。負的沖銷時間則會將 PORC 及 POR 的時間往前挪 。
• 同一子件被使用在不同位置時的材料表 :每個相同件號的子件各設一個「使用位置」。
• 線上生產零件的材料表 :當產生領料單時,「幽靈子件」會被跳過,而其子件 ( 即製令產品的孫件 )會被包含在領料單中。
各種非標準材料表應用 (2)
©2000 HongmoYeh
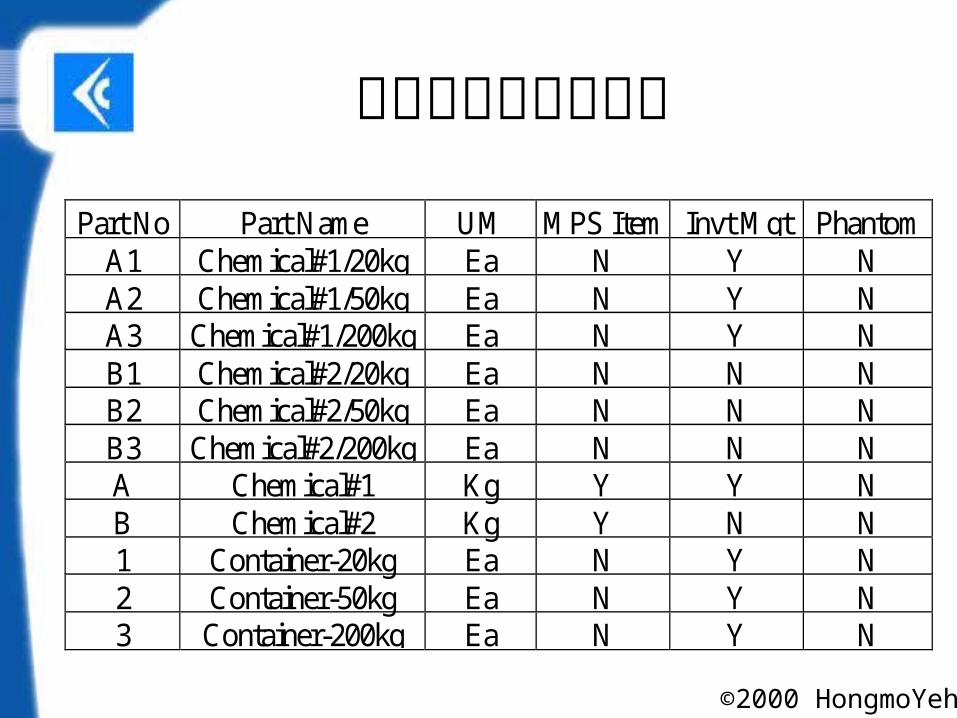
Part No Part Name UM MPS Item Invt Mgt PhantomA1 Chemical#1/20kg Ea N Y NA2 Chemical#1/50kg Ea N Y NA3 Chemical#1/200kg Ea N Y NB1 Chemical#2/20kg Ea N N NB2 Chemical#2/50kg Ea N N NB3 Chemical#2/200kg Ea N N NA Chemical#1 Kg Y Y NB Chemical#2 Kg Y N N1 Container-20kg Ea N Y N2 Container-50kg Ea N Y N3 Container-200kg Ea N Y N
化工產品的材料主檔
©2000 HongmoYeh
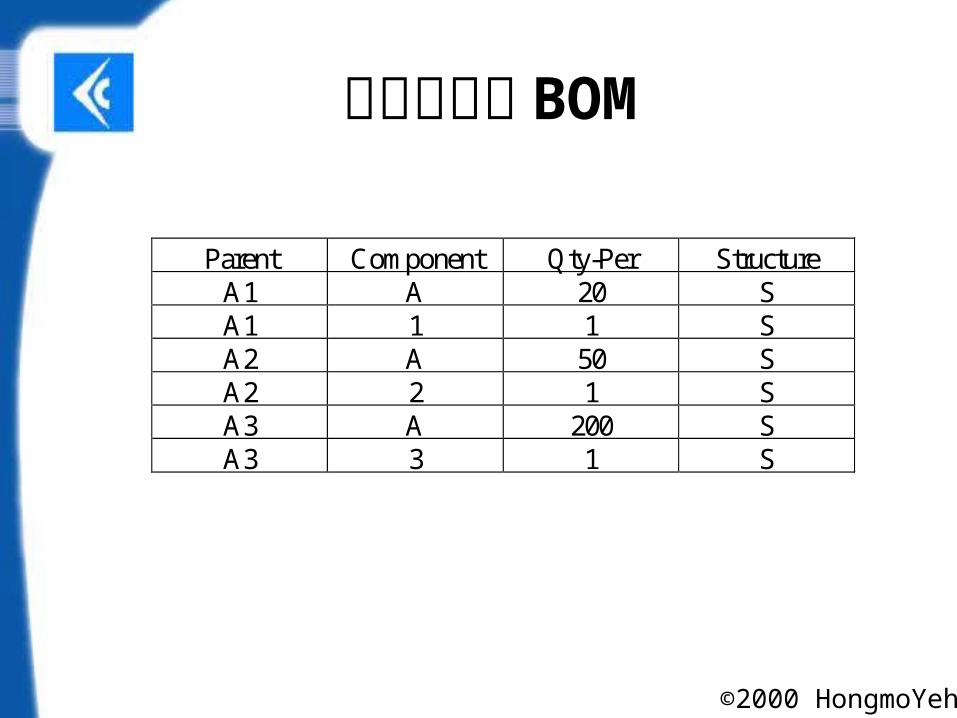
Parent Component Qty-Per Structure A1 A 20 S A1 1 1 S A2 A 50 S A2 2 1 S A3 A 200 S A3 3 1 S
化工產品的 BOM
©2000 HongmoYeh
第五章
資源表與優先次序-產能之平衡
©2000 HongmoYeh
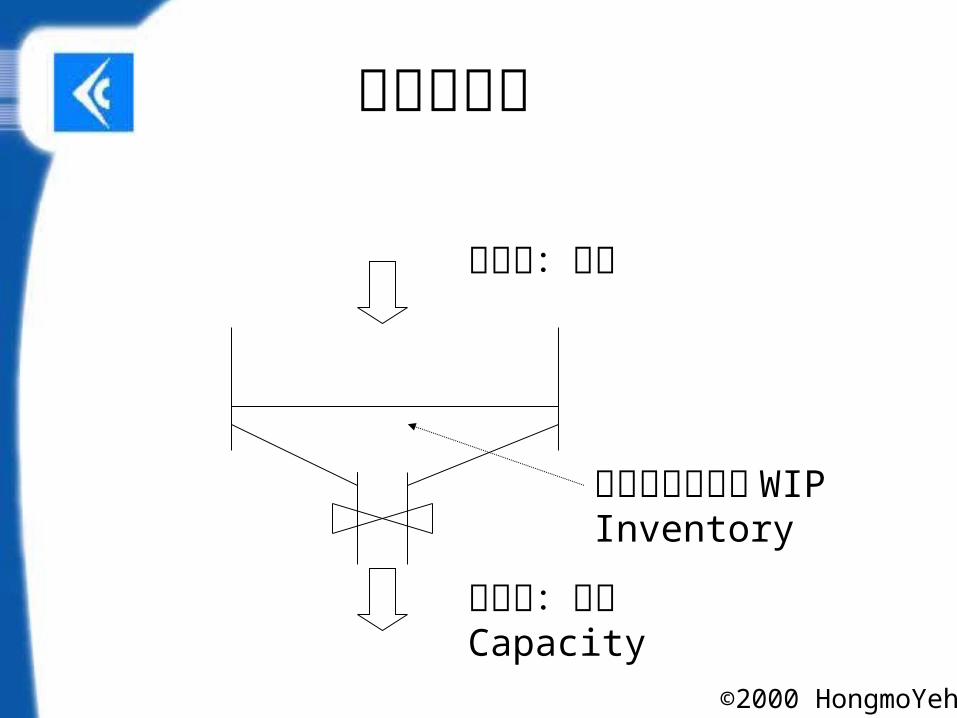
進水率:負荷
出水率:產能Capacity
在製品庫存水準WIP Inventory
產能與負荷
©2000 HongmoYeh
相關資源資料• 途程表 (Routing) :製造某項目所需方法的詳細
資料 .
• 人力表 (Bill of Labor) :製造某項目所需之加工、裝配、檢驗人力.
• 資源表 (Bill of Resource) :製造一單位特定項目或產品族所需關鍵資源的產能列表。
• 產品負荷表 (Product Load Profile) :考慮到資源需求前置時間沖銷的資源表。
©2000 HongmoYeh
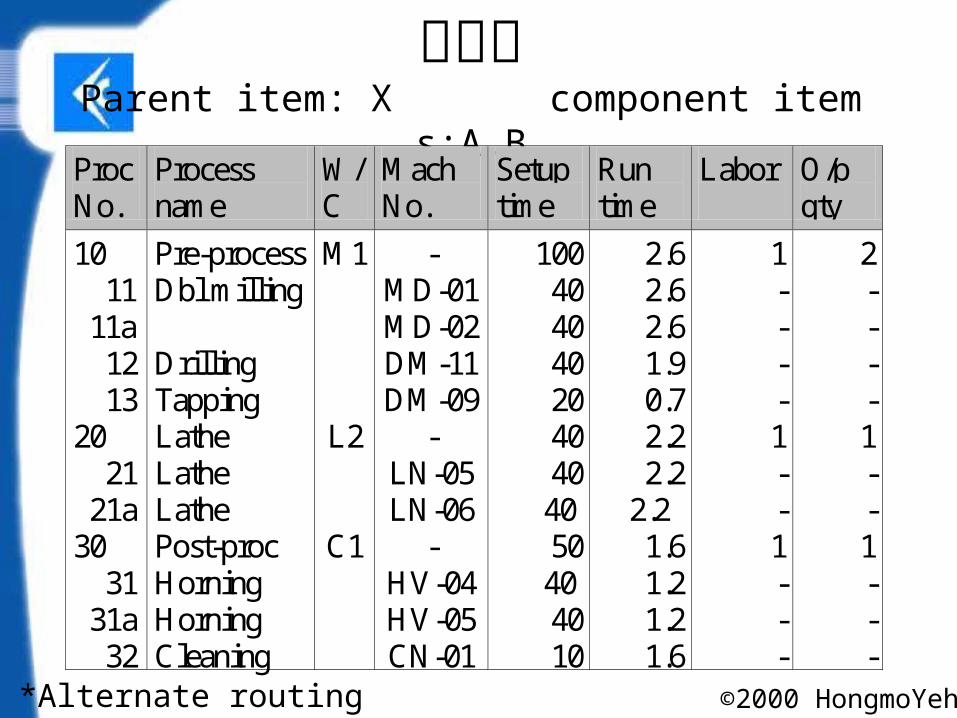
途程表Parent item: X component items:A,B
Proc No.
Process name
W/C
Mach No.
Setup time
Run time
Labor
O/p qty
10 11 11a 12 13 20 21 21a 30 31 31a 32
Pre-process Dbl milling Drilling Tapping Lathe Lathe Lathe Post-proc Horning Horning Cleaning
M1
L2
C1
- MD-01 MD-02 DM-11 DM-09
- LN-05 LN-06
- HV-04 HV-05 CN-01
100 40 40 40 20 40 40
40 50
40 40 10
2.6 2.6 2.6 1.9 0.7 2.2 2.2
2.2 1.6 1.2 1.2 1.6
1 - - - - 1 - - 1 - - -
2 - - - - 1 - - 1 - - -
*Alternate routing
©2000 HongmoYeh
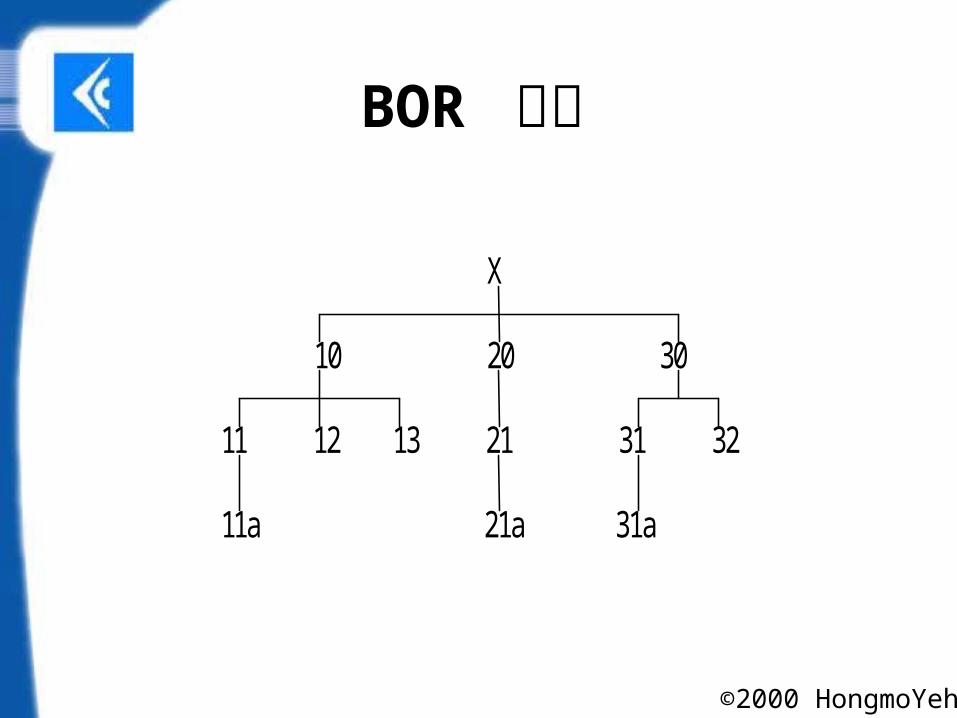
X
10 20 30
11 12 13 21 31 32
11a 21a 31a
BOR 結構
©2000 HongmoYeh
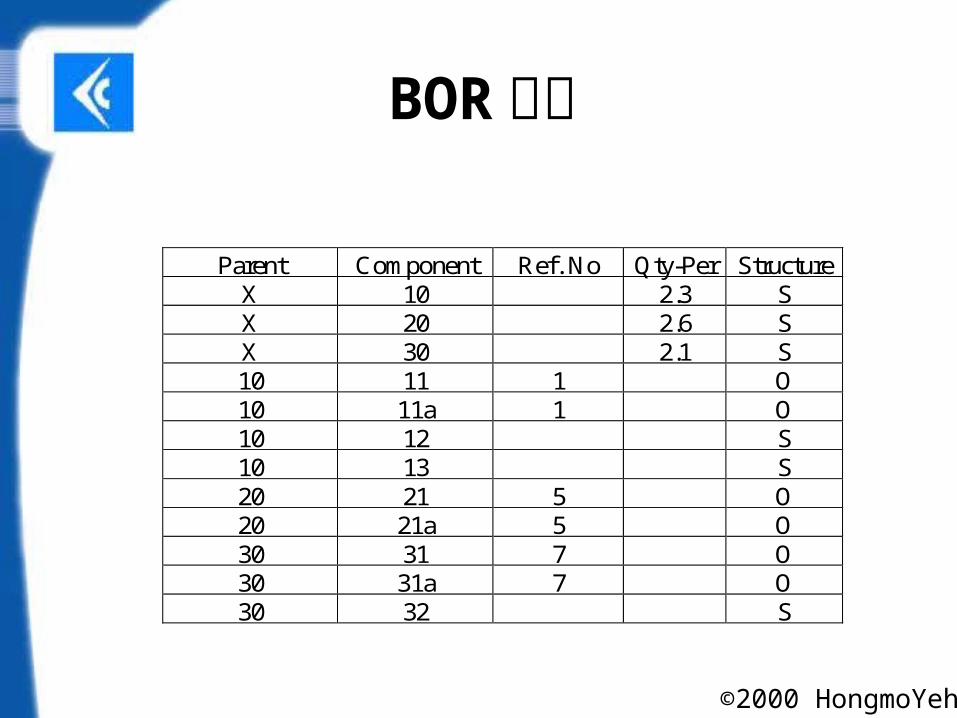
Parent Component Ref. No Qty-Per Structure X 10 2.3 S X 20 2.6 S X 30 2.1 S 10 11 1 O 10 11a 1 O 10 12 S 10 13 S 20 21 5 O 20 21a 5 O 30 31 7 O 30 31a 7 O 30 32 S
BOR 檔案
©2000 HongmoYeh
資源負荷表 (resource profile)
• 記錄一個特定時段內,計劃的材料對某資源造成之負荷的標準工時。
• 常用在預測材料變動對總體排程和關鍵資源負荷的影響。
• 資源表說明一單位的某材料所需的資源負荷;而資源負荷表說明在各期中,某計劃量下某個材料的資源負荷需求。
• 計劃下的材料所產生的負荷分布於相關的資源和時段之中。
©2000 HongmoYeh
產能
• 理論產能 (Theoretical capacity) :一個製造系統在特定時段內的最大輸出量。
• 評估產能 (Rated capacity) :一個資源或系統的預期輸出能力。
• 預算產能 (Budgeted capacity) :在特定時段,一個設定財務預算及建立費用攤提率的製造系統,預計生產的產品組合的總量。
• 驗證產能 (Demonstrated capacity) :已證明的產能,從真實的作業資料計算而來 , 並且通常以平均輸出的標準工時表示。
©2000 HongmoYeh
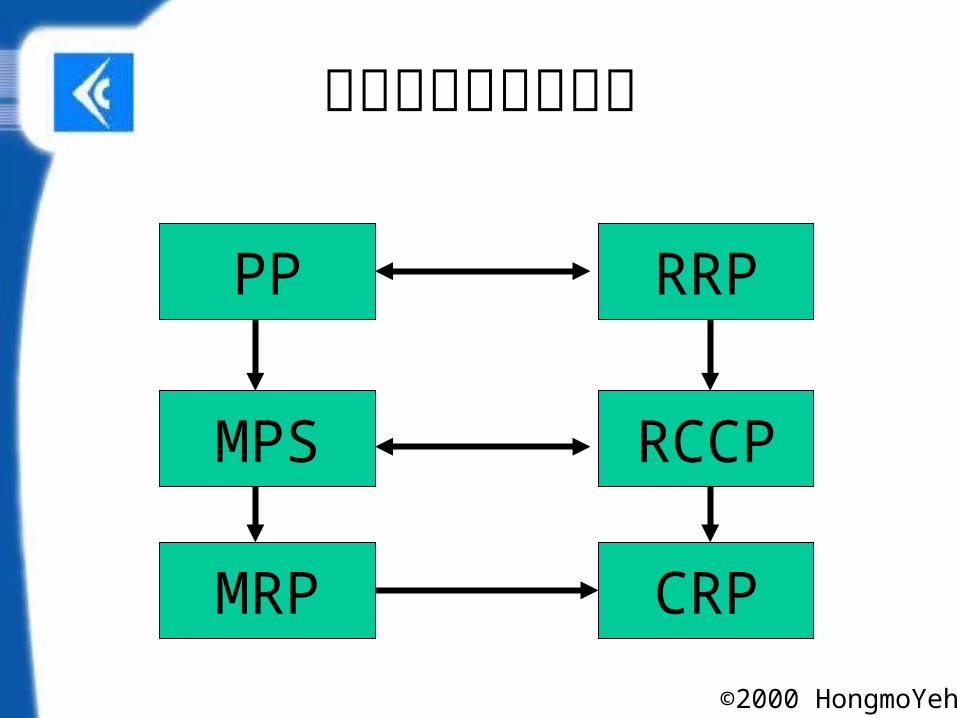
優先次序與產能規劃
PP
MPS
MRP
RRP
RCCP
CRP
©2000 HongmoYeh
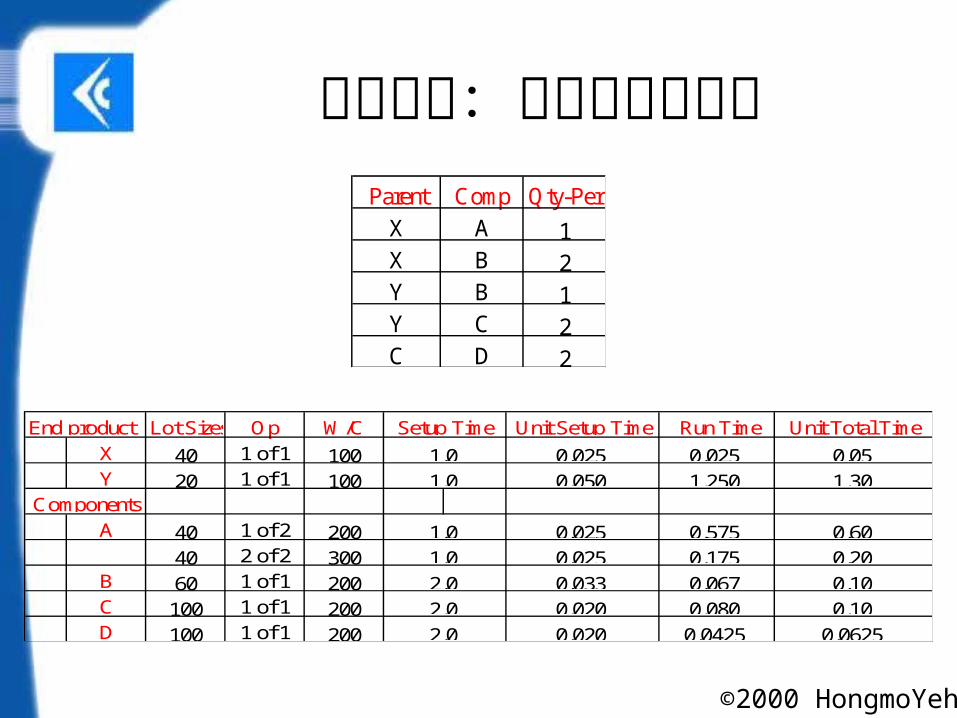
Lot Sizes Op W/CX 40 1 of 1 100Y 20 1 of 1 100
A 40 1 of 2 20040 2 of 2 300
B 60 1 of 1 200C 100 1 of 1 200D 100 1 of 1 200
Unit Total Time
0.051.01.0 0.050 1.250 1.30
0.025
0.201.0 0.025 0.575 0.60
0.0251.0
Setup Time Unit Setup Time Run Time
0.175
0.025
0.06250.10
Components
2.0 0.033 0.067 0.100.080
0.020 0.04252.02.0
0.020
End product
Parent Comp Qty-PerX A 1X B 2Y B 1Y C 2C D 2
個案資料:材料表和途程表
©2000 HongmoYeh
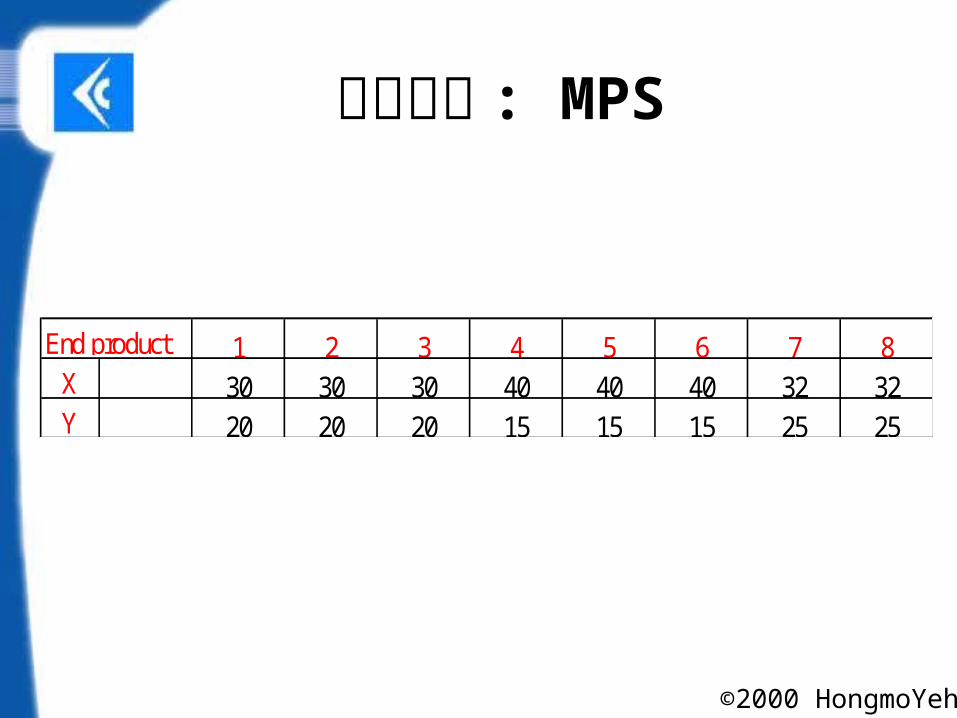
1 2 3 4 5 6 7 8X 30 30 30 40 40 40 32 32Y 20 20 20 15 15 15 25 25
End product
個案資料 : MPS
©2000 HongmoYeh
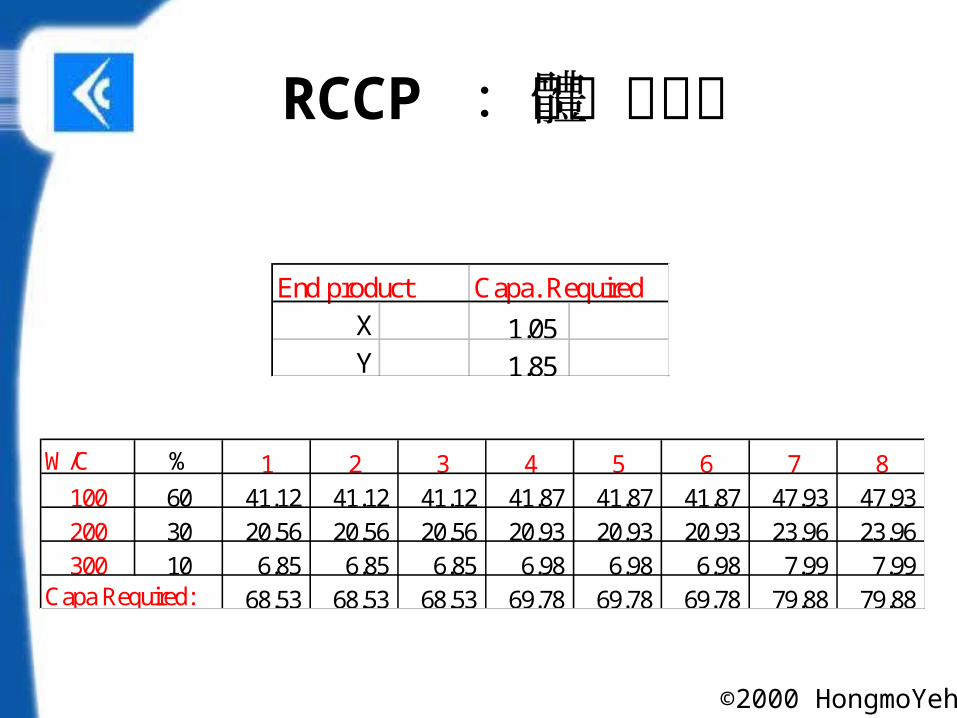
End product Capa. RequiredX 1.05Y 1.85
W/C % 1 2 3 4 5 6 7 8100 60 41.12 41.12 41.12 41.87 41.87 41.87 47.93 47.93200 30 20.56 20.56 20.56 20.93 20.93 20.93 23.96 23.96300 10 6.85 6.85 6.85 6.98 6.98 6.98 7.99 7.99
Capa Required: 68.53 68.53 68.53 69.78 69.78 69.78 79.88 79.88
RCCP :總體產能法
©2000 HongmoYeh
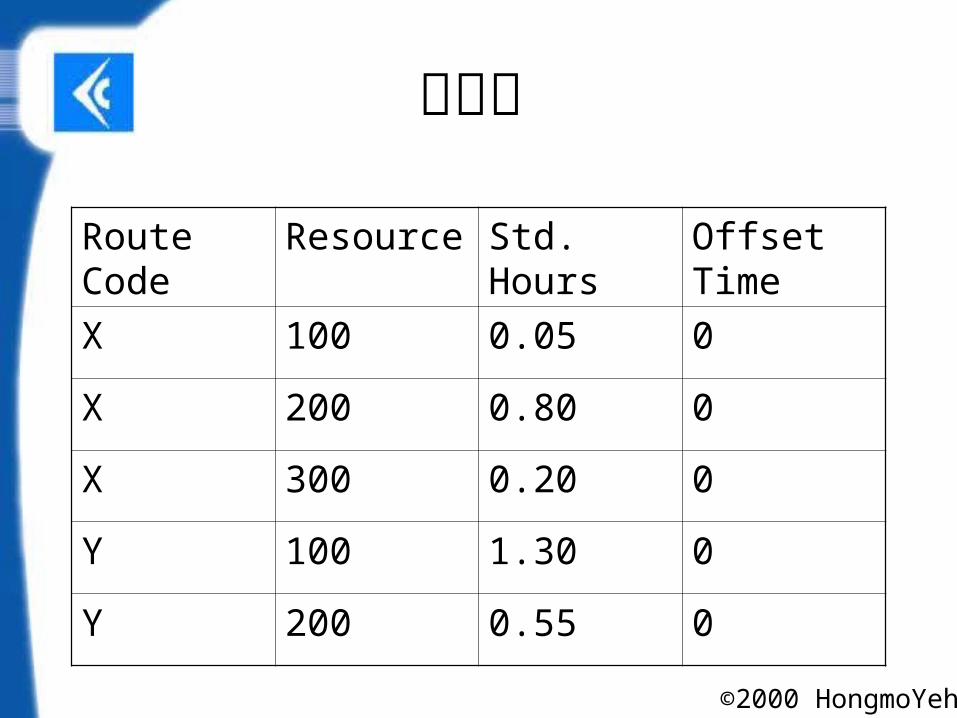
資源表
Route Code Resource Std. Hours Offset Time
X 100 0.05 0
X 200 0.80 0
X 300 0.20 0
Y 100 1.30 0
Y 200 0.55 0
©2000 HongmoYeh
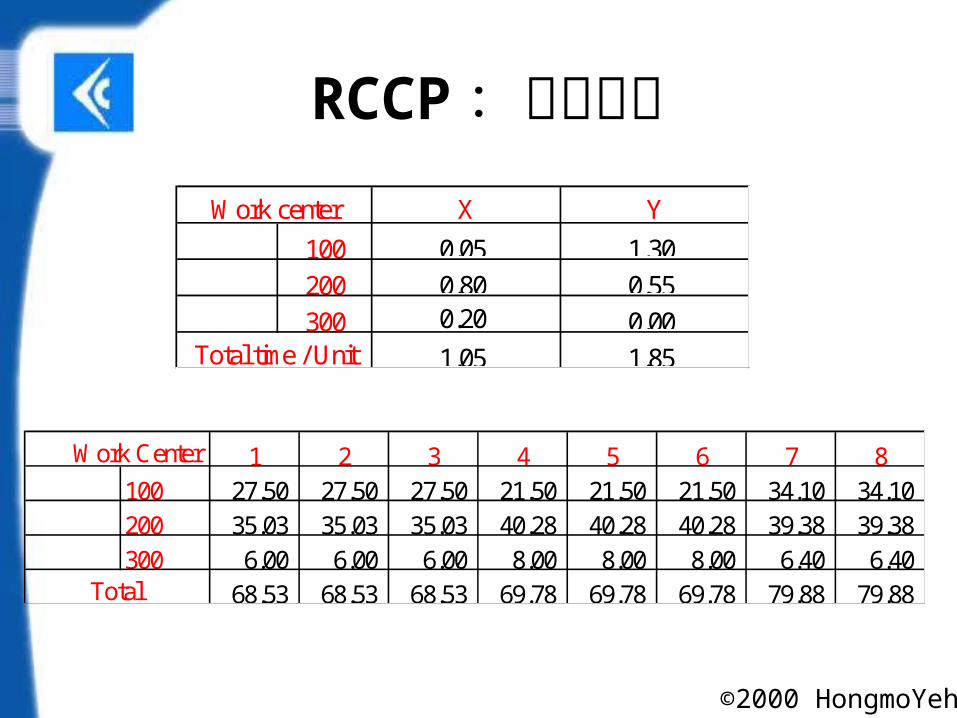
100200300
Work center
Total time / Unit
0.550.001.85
0.050.800.20
1.05
X Y
1.30
Work Center 1 2 3 4 5 6 7 8100 27.50 27.50 27.50 21.50 21.50 21.50 34.10 34.10200 35.03 35.03 35.03 40.28 40.28 40.28 39.38 39.38300 6.00 6.00 6.00 8.00 8.00 8.00 6.40 6.40
68.53 68.53 68.53 69.78 69.78 69.78 79.88 79.88Total
RCCP :資源表法
©2000 HongmoYeh
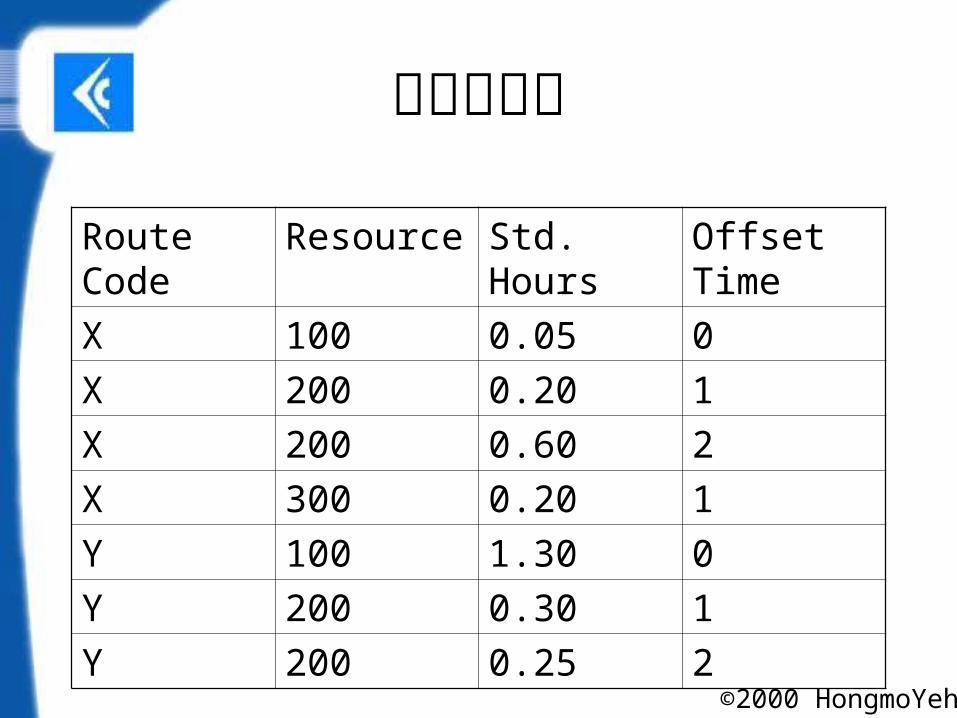
產品負荷表
Route Code Resource Std. Hours Offset Time
X 100 0.05 0
X 200 0.20 1
X 200 0.60 2
X 300 0.20 1
Y 100 1.30 0
Y 200 0.30 1
Y 200 0.25 2
©2000 HongmoYeh
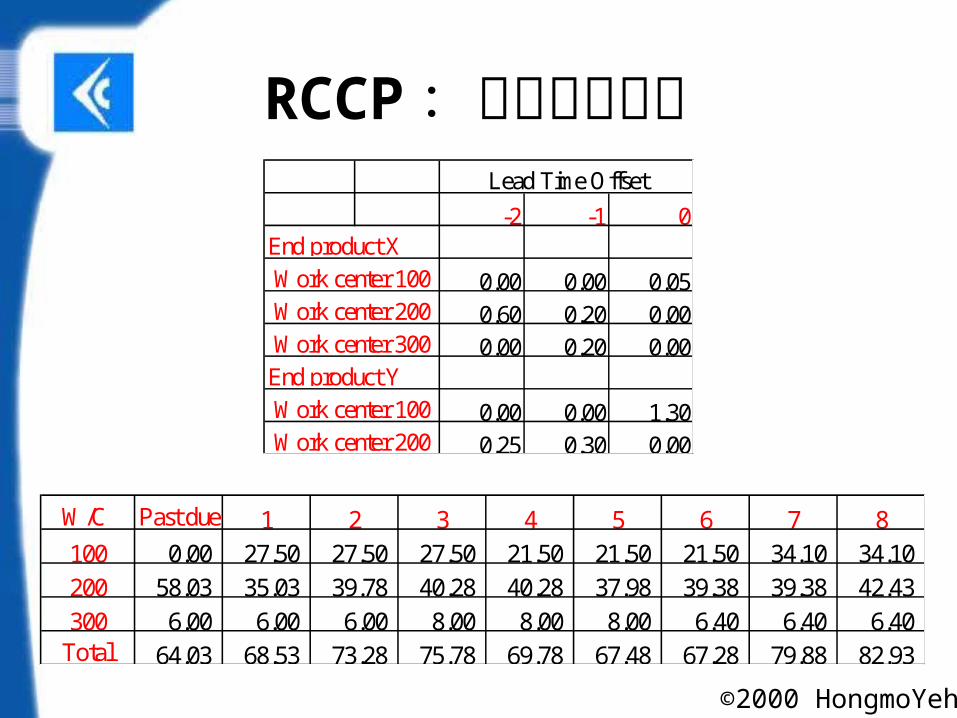
-2 -1 0
0.00 0.00 0.05 Work center 200 0.60 0.20 0.00
0.00 0.20 0.00
0.00 0.00 1.30 Work center 200 0.25 0.30 0.00
Work center 100
Lead Time Offset
Work center 100
End product X
Work center 300End product Y
W/C Past due 1 2 3 4 5 6 7 8100 0.00 27.50 27.50 27.50 21.50 21.50 21.50 34.10 34.10200 58.03 35.03 39.78 40.28 40.28 37.98 39.38 39.38 42.43300 6.00 6.00 6.00 8.00 8.00 8.00 6.40 6.40 6.40
Total 64.03 68.53 73.28 75.78 69.78 67.48 67.28 79.88 82.93
RCCP :產品負荷表法
©2000 HongmoYeh
第六章
主生產排程
©2000 HongmoYeh
MPS 的目的
• 協調各單位的活動,尤其是產銷之間的配合。
• 驅動其他的計劃,如採購、製造 、 人力、 設備、 資金等。
• 衡量各單位的績效。 • 調和客戶需求和工廠能力,提供可靠的客戶訂單交期。
• 評估計畫變更的影響。
©2000 HongmoYeh
MPS 和 MRP
• MPS 是 MRP 最主要的輸入資料。 • MRP把MPS 中的完成品生產排程轉變成
零組件的需求數量及時間 。 • MPS 是可合理可行決定了MRP 是不是能
發揮作用。
©2000 HongmoYeh
MPS和 PP
• 生產規劃 (PP) 是針對產品群或「平均產品」而作; 而 MPS 是針對個別完成品而作。
• 生產規劃通常以月、而主生產排程通常以週為時段長。
• 生產規劃的計劃期間較主生產排程長。• 生產規劃視產能為決策變數;主生產排程
則視產能為限制條件 。
©2000 HongmoYeh
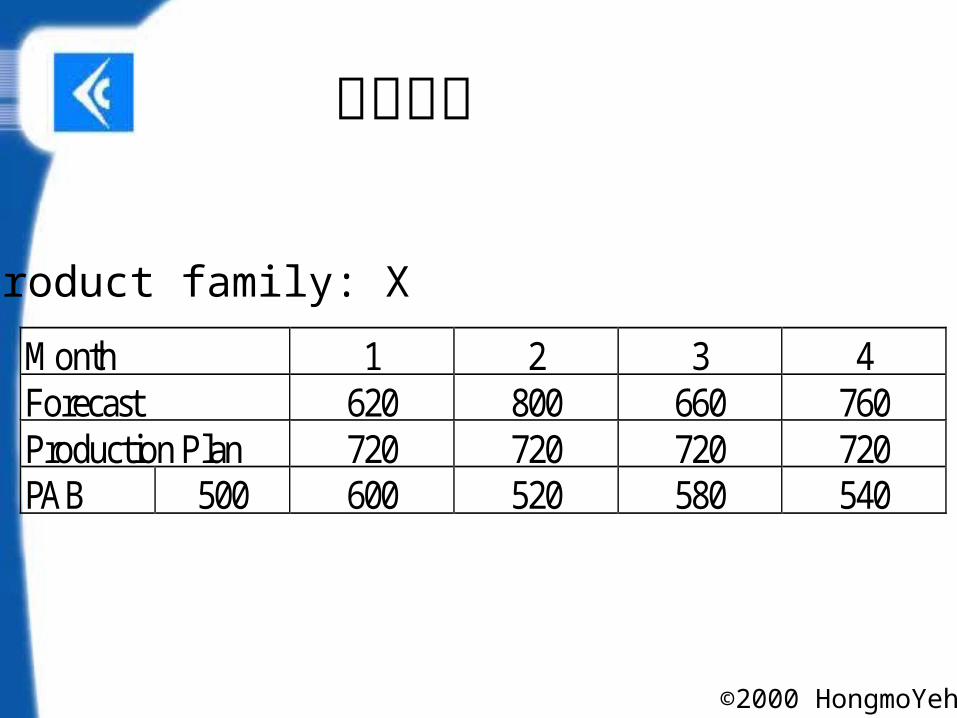
Month 1 2 3 4Forecast 620 800 660 760Production Plan 720 720 720 720PAB 500 600 520 580 540
生產規劃
Product family: X
©2000 HongmoYeh
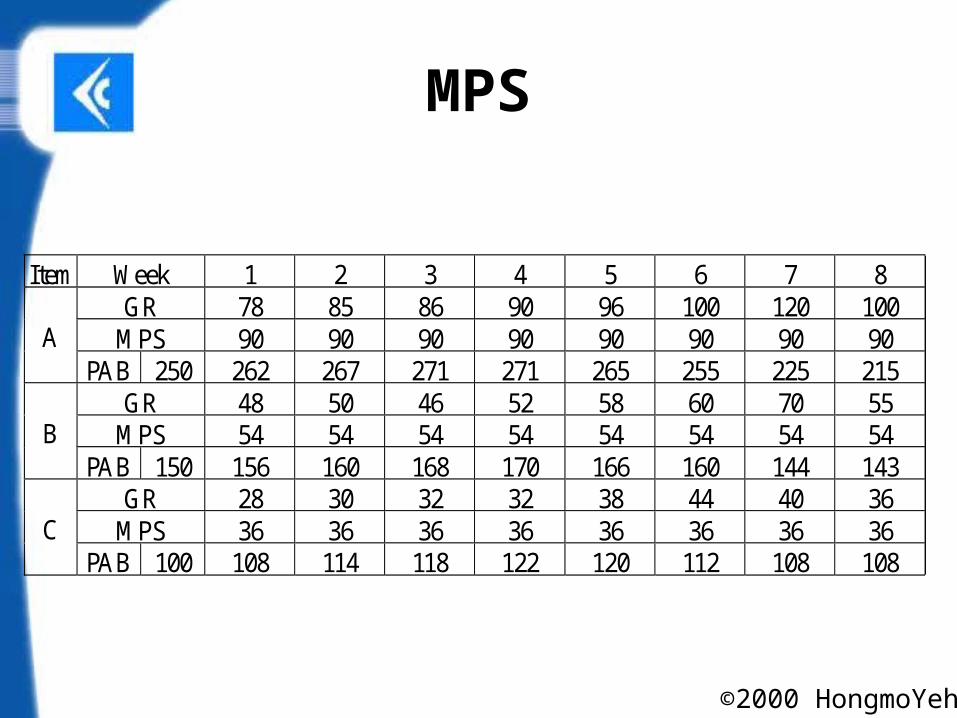
Item Week 1 2 3 4 5 6 7 8GR 78 85 86 90 96 100 120 100
MPS 90 90 90 90 90 90 90 90APAB 250 262 267 271 271 265 255 225 215
GR 48 50 46 52 58 60 70 55MPS 54 54 54 54 54 54 54 54B
PAB 150 156 160 168 170 166 160 144 143GR 28 30 32 32 38 44 40 36
MPS 36 36 36 36 36 36 36 36CPAB 100 108 114 118 122 120 112 108 108
MPS
©2000 HongmoYeh
MPS 的資料來源
• 客戶訂單• 銷售預測 • 廠際調撥• 配銷倉庫需求
©2000 HongmoYeh
MPS 技術 (1)
• 需求時柵 (Demand Time Fence, DTF): 在 DTF之前不能再有新的需求,因為必來不及交貨。 因此MPS只考慮訂單不考慮預測。 MPS 的修改必須經過仔細的分析及授權。
• 計劃時柵 (Planning Time Fence, PTF): 在 DTF和 PTF 之間,新的訂單還是會進來,若某期預測大於訂單,表示尚有訂單會進來, MPS考慮預測量;若訂單大於預測,表示預測低估, MPS取訂單量。在 PTF 之後, MPS只考慮預測量。
©2000 HongmoYeh
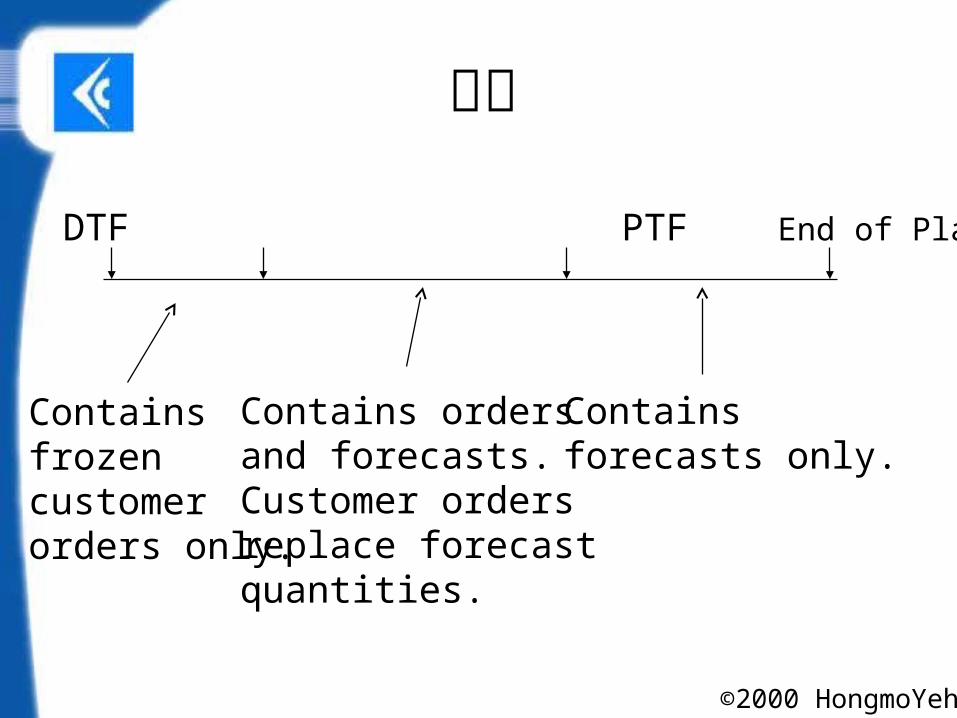
時柵
Now DTF PTF End of Planning Horizon
Contains frozen customerorders only.
Contains orders and forecasts.Customer ordersreplace forecastquantities.
Containsforecasts only.
©2000 HongmoYeh
MPS 技術 (2)
• 預計可用量 (PAB) 表示若採行 MPS 建議的行動訊息及計劃訂單,各期期未的預計庫存量。
• 可答應量 (ATP): 在庫量、 在途量及計劃訂單量中,尚未承諾給客戶的部份 。 ATP 出現在 MPS 報表中的第一期及有在途訂單或計劃訂單的時段 。
• 負的 ATP扣抵前期的 ATP 。
©2000 HongmoYeh
• TPOP 的技術用在 MPS 和 MRP 的計算上。 DRP 和服務零件需求規劃亦可用 。
• 材料主檔 (item master) 中,某項目定義為 MPS 項目,則所有上階父件均為 MPS 項目,均由 MPS 系統處理。 這時通常要用到計劃材料表 (planning BOM) ,處理邏輯和 MRP同。
• 只有在材料主檔中「訂購政策」定為 MRP的材料, MRP 系統才會計算其材料需求。
MPS 技術 (3)
©2000 HongmoYeh
配銷需求規劃 (DRP)
• 決定各地區倉庫何時補充多少庫存的功能。
• 用 TPOP將地區倉庫的計劃訂單展開成供應來源的總需求量 。
• 在多階配銷網的情況下,一階一階展開至工廠MPS 項目的獨立需求為止。
• 各階雖為相同完成品,但以不同項目視之。
©2000 HongmoYeh
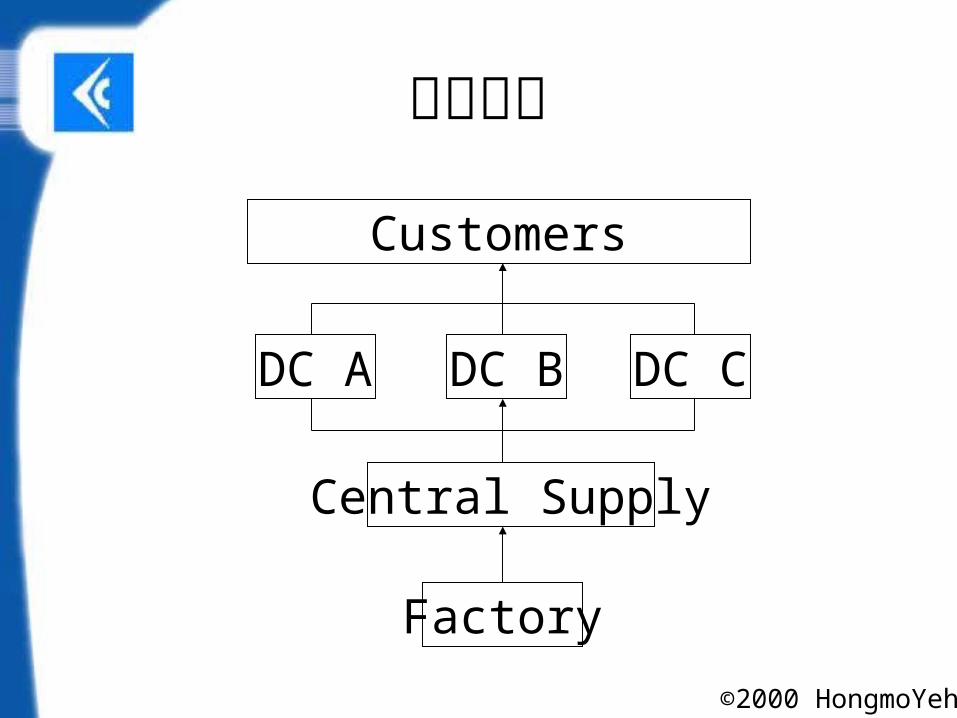
Customers
DC A DC B
Central Supply
Factory
DC C
配銷系統
©2000 HongmoYeh
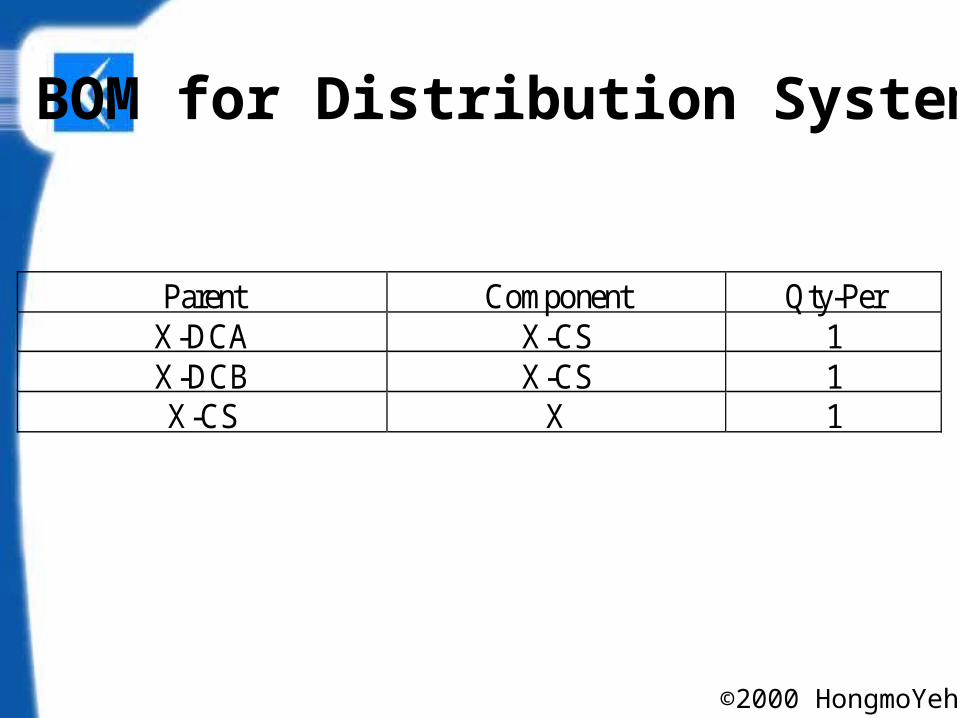
Parent Component Qty-PerX-DCA X-CS 1X-DCB X-CS 1X-CS X 1
BOM for Distribution System
©2000 HongmoYeh
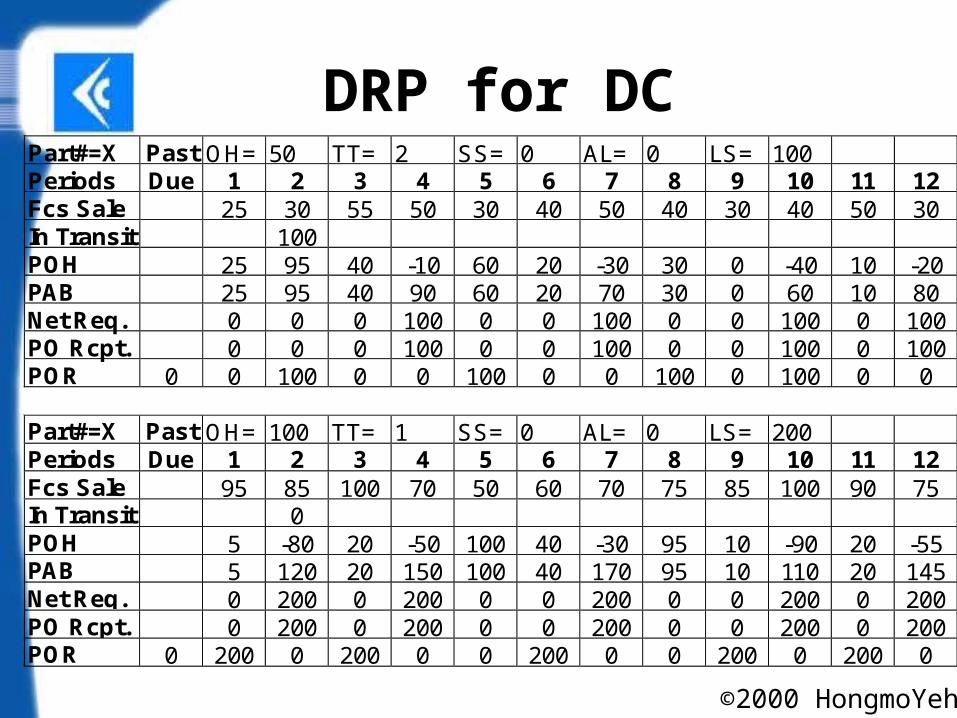
Part#=X Past OH= 50 TT= 2 SS= 0 AL= 0 LS= 100 Periods Due 1 2 3 4 5 6 7 8 9 10 11 12 Fcs Sale 25 30 55 50 30 40 50 40 30 40 50 30 In Transit 100 POH 25 95 40 -10 60 20 -30 30 0 -40 10 -20 PAB 25 95 40 90 60 20 70 30 0 60 10 80 Net Req. 0 0 0 100 0 0 100 0 0 100 0 100 PO Rcpt. 0 0 0 100 0 0 100 0 0 100 0 100 POR 0 0 100 0 0 100 0 0 100 0 100 0 0 Part#=X Past OH= 100 TT= 1 SS= 0 AL= 0 LS= 200Periods Due 1 2 3 4 5 6 7 8 9 10 11 12Fcs Sale 95 85 100 70 50 60 70 75 85 100 90 75In Transit 0POH 5 -80 20 -50 100 40 -30 95 10 -90 20 -55PAB 5 120 20 150 100 40 170 95 10 110 20 145Net Req. 0 200 0 200 0 0 200 0 0 200 0 200PO Rcpt. 0 200 0 200 0 0 200 0 0 200 0 200POR 0 200 0 200 0 0 200 0 0 200 0 200 0
DRP for DC
©2000 HongmoYeh
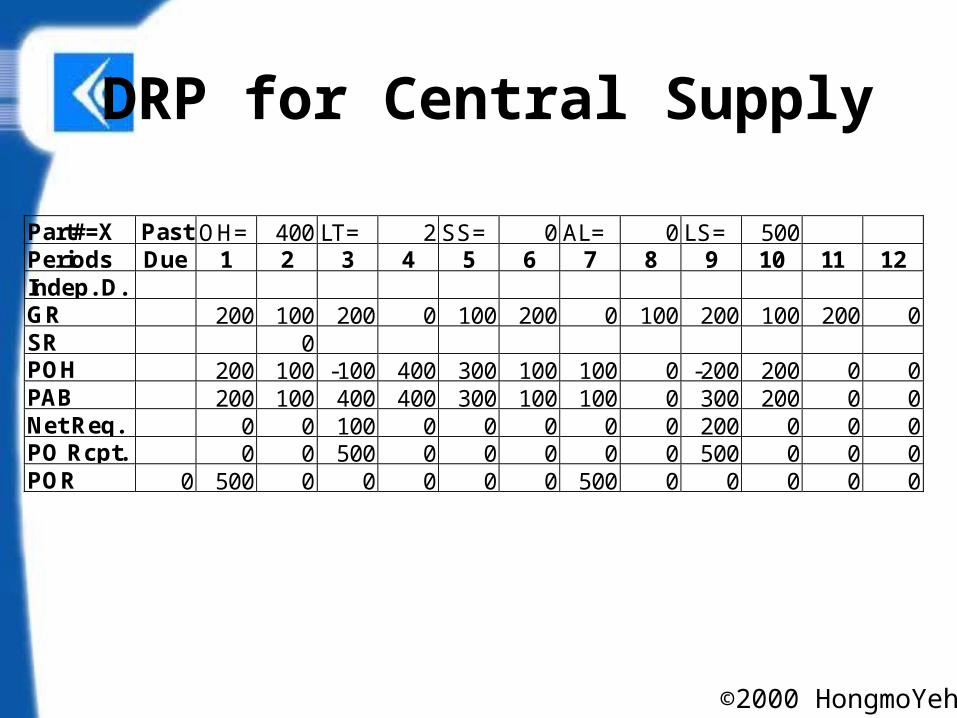
Part#=X Past OH= 400 LT= 2 SS= 0 AL= 0 LS= 500Periods Due 1 2 3 4 5 6 7 8 9 10 11 12Indep. D.GR 200 100 200 0 100 200 0 100 200 100 200 0SR 0POH 200 100 -100 400 300 100 100 0 -200 200 0 0PAB 200 100 400 400 300 100 100 0 300 200 0 0Net Req. 0 0 100 0 0 0 0 0 200 0 0 0PO Rcpt. 0 0 500 0 0 0 0 0 500 0 0 0POR 0 500 0 0 0 0 0 500 0 0 0 0 0
DRP for Central Supply
©2000 HongmoYeh
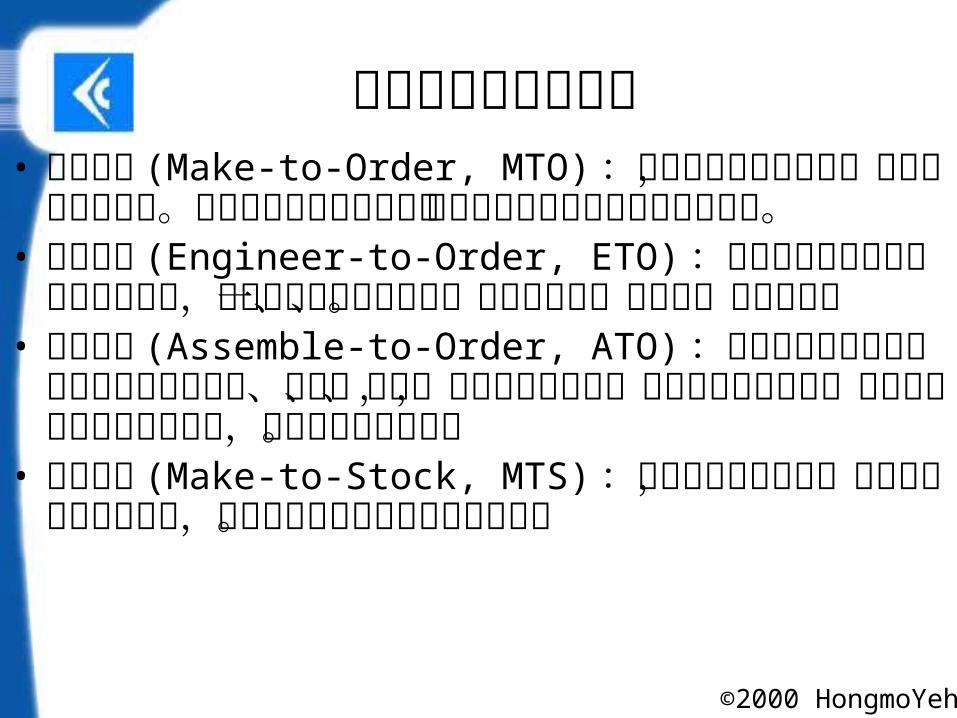
回應客戶訂單的方式• 訂單生產 (Make-to-Order, MTO) :在收到顧客的訂單後,
才進行產品的生產。最終產品通常包含標準項目和針對顧客需求特別設計的項目。
• 接單設計 (Engineer-to-Order, ETO) :接到客戶訂單後才展開設計的工作,每張客戶訂單都會產生一套新的件號、材料表、和途程表。
• 接單組裝 (Assemble-to-Order, ATO) :關鍵零組件根據客戶需求預測,事先計劃、採購、生產、並儲存在倉庫中,在接到客戶訂單時,領出客戶指定的關鍵零組件,組裝成最終完成品。
• 計劃生產 (Make-to-Stock, MTS) :在客戶訂單抵達前,產品就已事前生產完成,接到客戶訂單後直接從倉庫出貨。
©2000 HongmoYeh
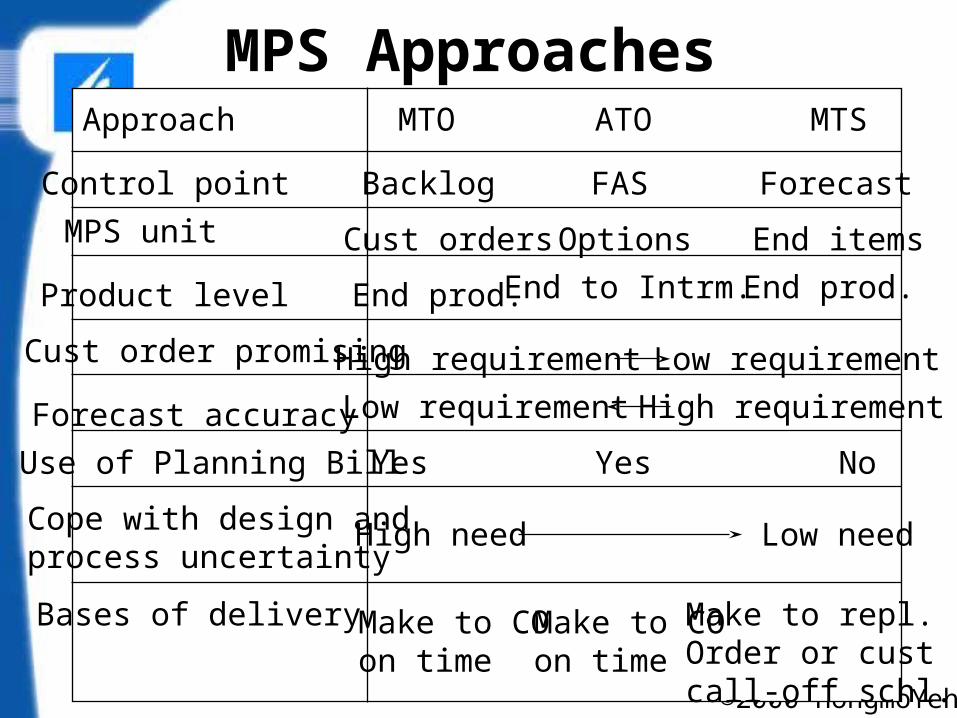
MPS ApproachesMTO ATO MTSApproach
Control point
MPS unit
Backlog FAS Forecast
Cust orders Options End items
Product level End prod. End to Intrm. End prod.
Cust order promising High requirement Low requirement
Forecast accuracy Low requirement High requirement
Use of Planning Bill Yes Yes No
Cope with design andprocess uncertainty
High need Low need
Bases of delivery Make to COon time
Make to COon time
Make to repl.Order or custcall-off schl.
©2000 HongmoYeh
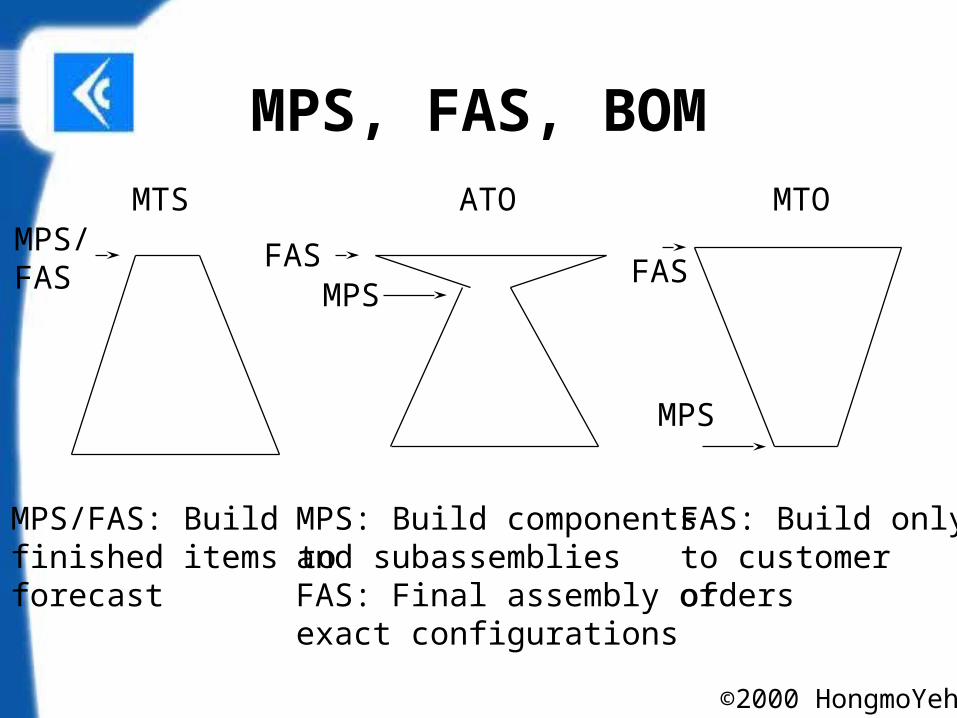
MPS, FAS, BOMMTS ATO MTO
FASFASMPS
MPS/FAS
MPS
MPS/FAS: Buildfinished items toforecast
MPS: Build componentsand subassembliesFAS: Final assembly of exact configurations
FAS: Build onlyto customer orders
©2000 HongmoYeh
最終組裝排程 (FAS)
• FAS 在接到客戶訂單後才安排, 考慮到材料及產能限制。
• FAS 安排從在庫的 MPS 項目到最終完成品的生產。 • MPS 安排完成品組件的生產; FAS 安排可出貨之完成品的生產。
• MPS 含蓋數月; FAS只含蓋數天或週。 • MPS 根據客戶需求預測; FAS 根據實際客戶訂單。
©2000 HongmoYeh
在 FAS 之後才生產的零組件
• 高單位成本• 採購或製造的前置時間極短• 若有子件的話,其組裝前置時間極短• 準備作業極少• 無數量折扣
©2000 HongmoYeh
主生產排程員• 比較實際需求與預測需求,提出預測與 MPS 的修
訂建議。• 把預測與訂單資料轉成MPS 。• 使 MPS 能配合出貨與庫存預算、行銷計畫、與管
理政策。• 追蹤MPS 階層產品安全庫存的使用、分析 MPS 項
目生產數量和 FAS消耗數量之間的差異、將所有的改變資料輸入 MPS檔案,以維護MPS 。
• 參加MPS會議、安排議程、事先預想問題、備好可能的解決方案、將可能的衝突搬上檯面。
• 評估MPS修訂方案。• 提供並監控對客戶的交貨承諾。
©2000 HongmoYeh
MPS 的責任• 需求預測是行銷部門的責任,產品排程則由製造部門負責。
• 原材料、在製品、及已完成的零組件庫存責任在製造部門;行銷部門須對完成品的存貨負責。
• 若選用零件高於總成本的某個比例,則行銷部門須負責規劃選用零件的需求,製造部門則根據過去實際用量的統計分析來預測其他零件的需求。
• 工程設計不只考慮到產品功能也要顧及製造的方便性,因此設計工程師須和 BOM 的使用者合作,取得所需資訊並減少或避免未來的設計變更,以確保MPS 能有效執行。
• 財務部門負責提供資金、估算存貨、及提供決策所需成本資料。
©2000 HongmoYeh
建立合乎實際的 MPS
• 主生產排程是計畫的工具而非執行的工具。它用於協調整合企業各部門的活動,因此各部門都要參與。
• MPS 最好由行銷、製造、設計與財務等部門共同研擬,再經高層管理者修訂。
• 善用粗略產能規劃 (RCCP)協助主生產排程員建立一個合乎實際的 MPS 。
©2000 HongmoYeh
第七章
庫存管理
©2000 HongmoYeh
製造現場組織 (1)
• 流程生產工廠 (flow shop) : 在機器和作業人員所從事的工作中,材料流通常是穩定的、標準的、而且不會中斷。
• 績效衡量指標: – 系統產出率 (throughput) :某設備在一單位
時間內所生產的產品總數量。– 週期時間 (cycle time) :當原料投入一設備到
生產出產品所花的時間長度。 – 在製品庫存 (wip) :等於系統產出率乘上週
期時間。
©2000 HongmoYeh
• 工作生產工廠 (job shop) : 工作之間有準備作業,流程並不連續而且材料流有時候是中斷的。
• 績效衡量指標:– 每一個工作的總標準和實際週期時間的差異 。– 每一個工作中心的計畫和實際的投入 / 產出 。– 每一個工作中心的計畫和實際的在製品庫存
的差異。
製造現場組織 (2)
©2000 HongmoYeh
庫存的種類• 原材料 (raw material) :從供應商買入的項目或
者是取自自然界的原料 。• 半成品 (semi-finished goods) :半成品是生產未
完成而被儲藏起來的項目,等待後續加工。 • 完成品 (finished goods) :能銷售給顧客的完整
產品或維修零件,它們的需求量取決於顧客訂單或是銷售預測。
• 在製品 (wip) :產品在製造現場的各個階段中生產,包含剛被發送到現場的原材料,以及已經完成所有生產程序、等候檢驗的完成品。
• 間接物料 (MRO) :支援一般作業和維護的材料。
©2000 HongmoYeh
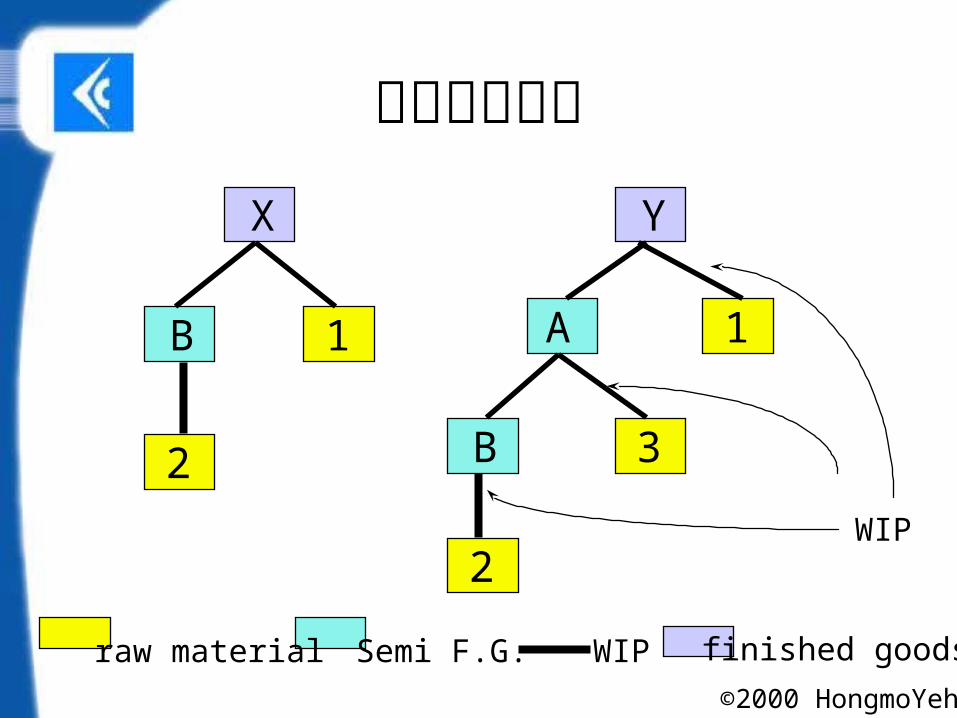
庫存種類之例
X Y
B
B
A1 1
2
2
3
raw material WIP finished goods
WIP
Semi F.G.
©2000 HongmoYeh
庫存功能
• 安全庫存:為彌補不確定因素而建立的庫存 。• 批量庫存:製造或採購超過立刻需要用到的量 。• 反耦合庫存:將設備之間的干擾降至最低 。• 管路庫存:充滿運輸網路和分配系統的庫存 。• 運輸庫存:兩地之間的傳輸中的庫存。 • 預期庫存:涵蓋預估銷售增加的趨勢、計畫中的促銷活動、季節性波動,計劃性的工廠設備停機維修、和假期等的影響。
• 避險庫存:避免免受到未來劇烈動盪的影響而建立的庫存。
©2000 HongmoYeh
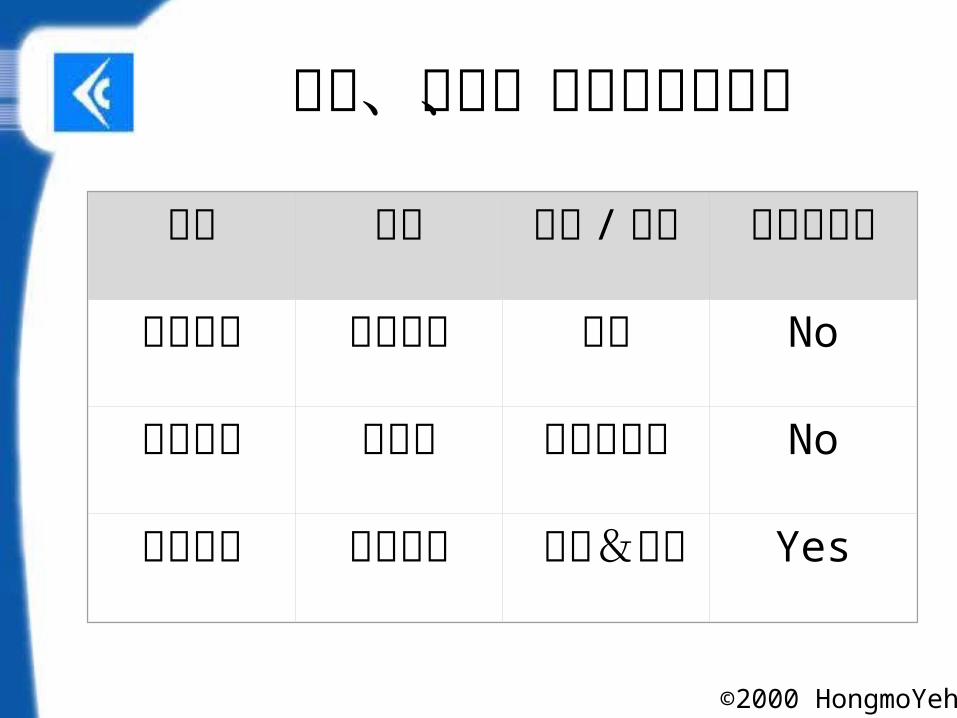
庫存 波動 時間 /數量
推移至下期
安全庫存 不可預測 數量 No
預期庫存 可預測 時間&數量
No
避險庫存 半可預測 時間&數量
Yes
安全、預期、避險庫存之比較
©2000 HongmoYeh
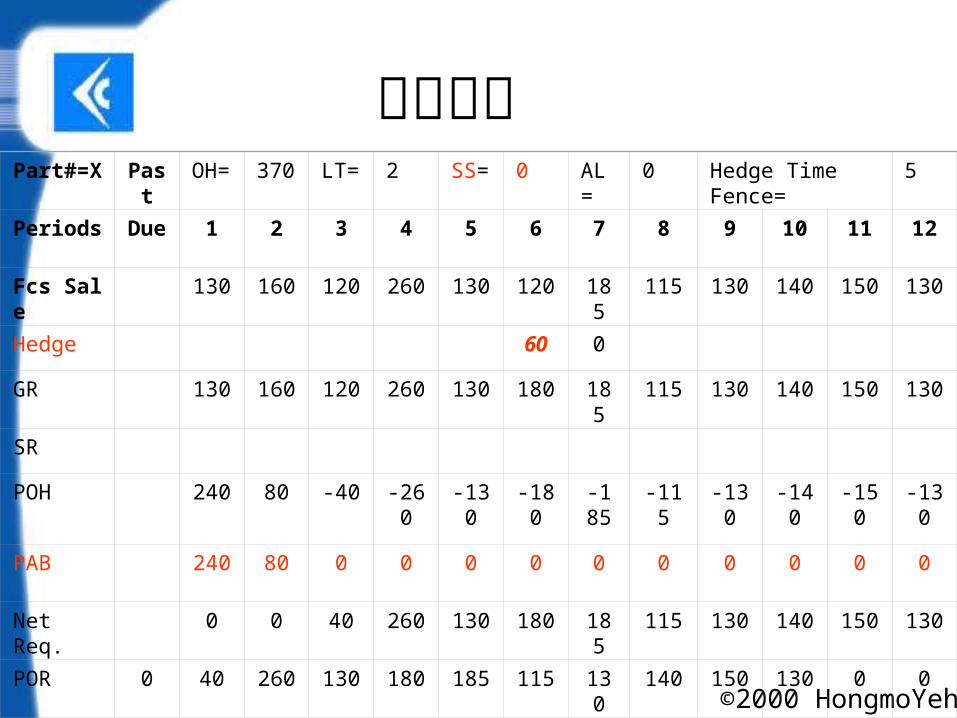
Part#=X Past
OH=
370 LT= 2 SS=
0 AL=
0 Hedge Time Fence=
5
Periods Due 1 2 3 4 5 6 7 8 9 10 11 12
Fcs Sale 130 160 120 260 130 120 185 115 130 140 150 130
Hedge 60 0
GR 130 160 120 260 130 180 185 115 130 140 150 130
SR
POH 240 80 -40 -260
-130
-180
-185
-115 -130
-140
-150
-130
PAB 240 80 0 0 0 0 0 0 0 0 0 0
Net Req. 0 0 40 260 130 180 185 115 130 140 150 130
POR 0 40 260 130 180 185 115 130 140 150 130 0 0
避險庫存
©2000 HongmoYeh
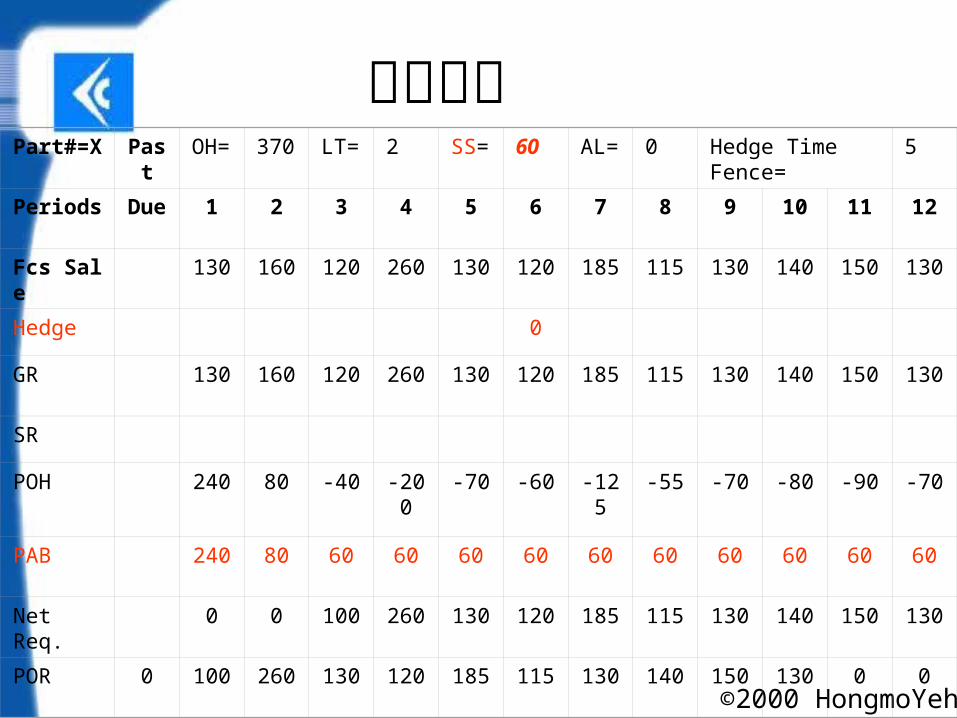
Part#=X Past
OH=
370 LT= 2 SS=
60 AL= 0 Hedge Time Fence=
5
Periods Due 1 2 3 4 5 6 7 8 9 10 11 12
Fcs Sale 130 160 120 260 130 120 185 115 130 140 150 130
Hedge 0
GR 130 160 120 260 130 120 185 115 130 140 150 130
SR
POH 240 80 -40 -200
-70 -60 -125
-55 -70 -80 -90 -70
PAB 240 80 60 60 60 60 60 60 60 60 60 60
Net Req. 0 0 100 260 130 120 185 115 130 140 150 130
POR 0 100 260 130 120 185 115 130 140 150 130 0 0
安全庫存
©2000 HongmoYeh
目標衝突
• 顧客服務水準:一家公司能在指定的時間內將產品送到顧客手中的能力。
• 作業效率:一個工作中心、部門或是工廠的真實產出與標準產出的比率。
• 庫存成本:產品成本、持有成本、訂購成本、缺貨成本、和產能成本是有形的;庫存掩蓋了製造上的問題、帶來更多庫存和製造系統的惡化,這是無形的 。
©2000 HongmoYeh
包括所有下採購訂單或準備製造命令單的成本,例如:1. 文書工作。2. 工作站的準備作業。3. 和準備作業有關的檢驗、廢棄物和重加工 (Rework) 。4. 在製品的資料記錄。
庫存成本—訂貨成本
©2000 HongmoYeh
持有成本是與維持庫存有關的所有活動的總成本,包含:1. 投資在庫存的資金成本或因投資庫存而無法從其他方面賺得的機會成本。2. 空間、設備和人力等儲存成本。3. 與庫存有關的稅金和保險費。4. 因市場、設計、或競爭者產品改良所造成的產品過時。5. 因長期儲存和處理而使庫存品的品質惡化。6. 庫存品的資料記錄。
庫存成本—持有成本
©2000 HongmoYeh
• A 類:大約 10% 到 20% 的項目相對於約 50% 到 80% 的使用金額。
• B 類:大約 20% 到 30% 的品項相對於約 15% 到 20% 的使用金額。
• C 類:大約 50% 到 70% 的品項相對於約 5% 到 10% 的使用金額。
ABC 分類
©2000 HongmoYeh
1 決定每一個項目的年度使用量。2 計算每一個項目的年度使用金額。3 根據每一項目的年度使用金額排序。4 計算年度使用金額的累計額、年度使用金額累計後的百分比、以及每個項目數的累計百分比。5 根據年度使用金額的百分比將所有項目分類為 ABC 類。
ABC 分類的步驟
©2000 HongmoYeh
簡單的庫存補充法
• 雙箱法 (Two Bin System)
• 視覺評估法 (Visual Review System)
• 極小 -極大法 (Min-Max System)
©2000 HongmoYeh
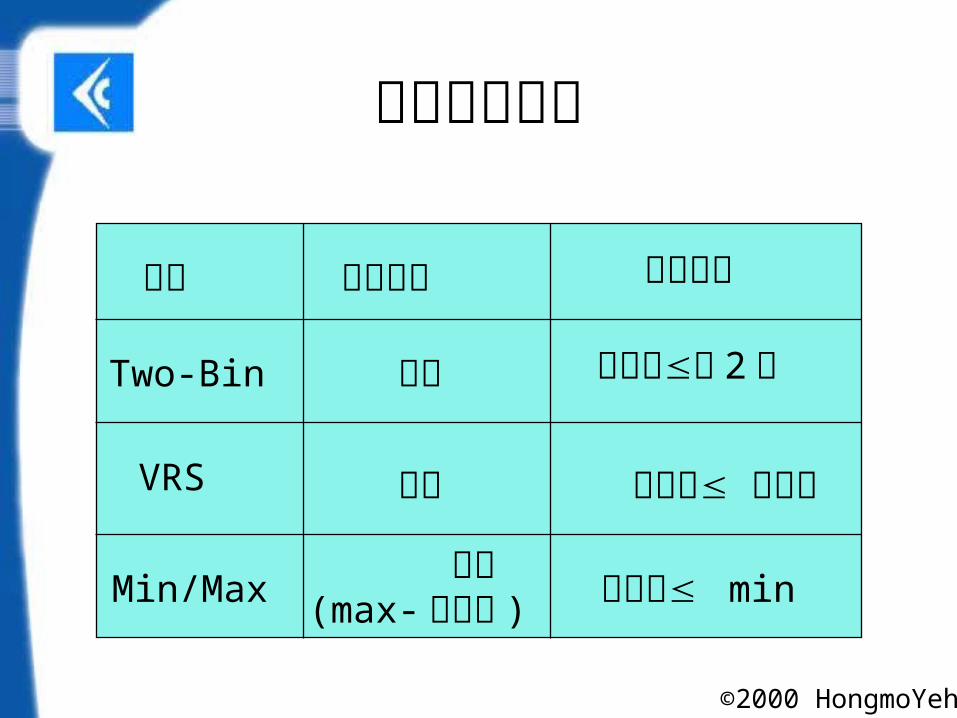
三方法之比較
方法
Two-Bin
VRS
Min/Max
訂單數量
固定
固定
變動(max- 可用量 )
訂購時間
可用量第 2 箱
可用量 訂購點
可用量 min
©2000 HongmoYeh
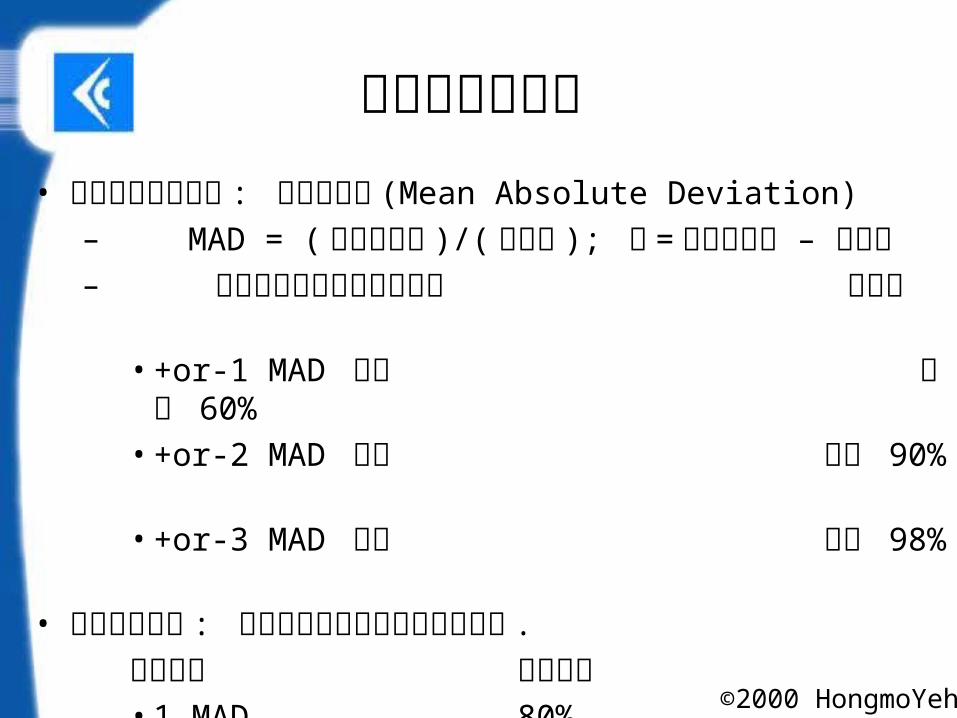
安全存量之決定• 需求量變異之衡量 : 平均絕對差 (Mean Absolute Deviation)
– MAD = (絕對差的和 )/(觀測數 ); 差 = 個別觀測值 – 平均值
– 實際需求量在預測需求量的 可能性• +or-1 MAD 之內 大約 60%
• +or-2 MAD 之內 大約 90%
• +or-3 MAD 之內 大約 98%
• 顧客服務水準 : 直接從庫存滿足顧客需求的機率 .
安全存量 服務水準• 1 MAD 80%
• 2 MAD 95%
• 3 MAD 99%
• 安全存量 = MAD * 安全係數
©2000 HongmoYeh
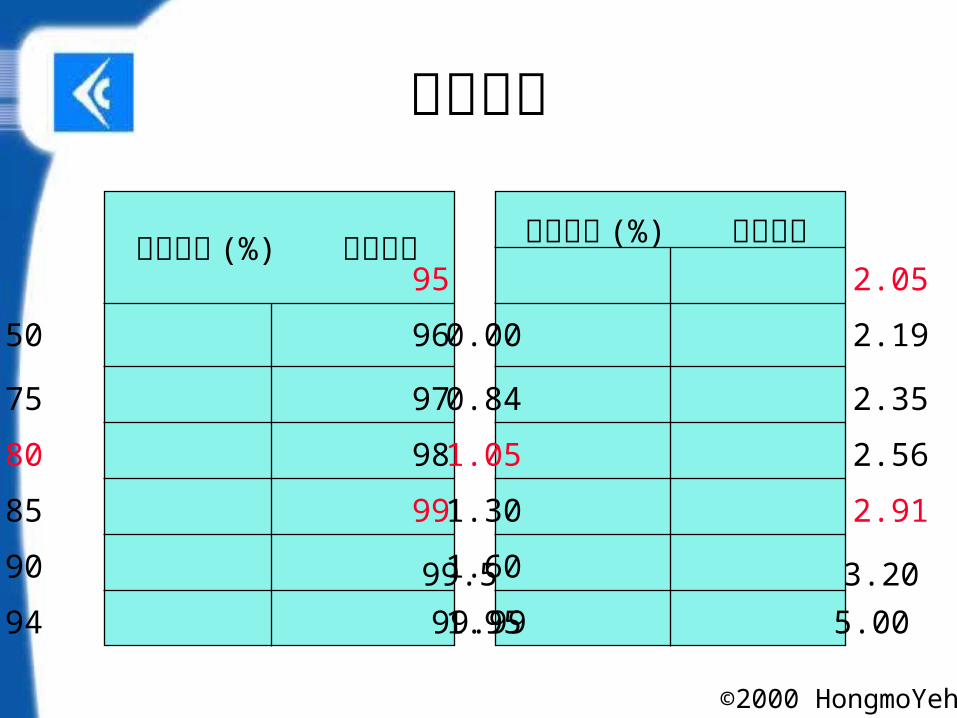
安全係數
服務水準 (%) 安全係數
50 0.00
75 0.84
80 1.05
85 1.30
90 1.60
94 1.95
95 2.05
96 2.19
97 2.35
98 2.56
99 2.91
99.5 3.20
99.99 5.00
服務水準 (%) 安全係數
©2000 HongmoYeh
SS、 ST和 SC• MRP 不穩的原因是製造系統及環境的變異性。• 環境的變異不可免,系統變異則是以避免的。
JIT 能消除系統的變異。• 在消除變異之前,可用 SS 、 ST 和 SC 來因應。• SS讓計劃外的需求能被滿足、 ST讓訂單交期
提前、 SC讓計劃外的材料能被處理。• SS 提高了庫存、使訂單提早發出; ST 使人們
不重視交期; SC 使產能未被有效利用。它們令人放心,也帶來管理鬆散和被掩蓋的問題。