テクニカルレポート - hitachi-chem.co.jp · 3 第 44 号 2005年1月...
52
テクニカルレポート Hitachi Chemical Technical Report ISSN 0288-8793 1 2005. 号 第 44
Transcript of テクニカルレポート - hitachi-chem.co.jp · 3 第 44 号 2005年1月...
テクニカルレポート Hitachi Chemical Technical Report
ISSN 0288-8793
12005.号 第 44
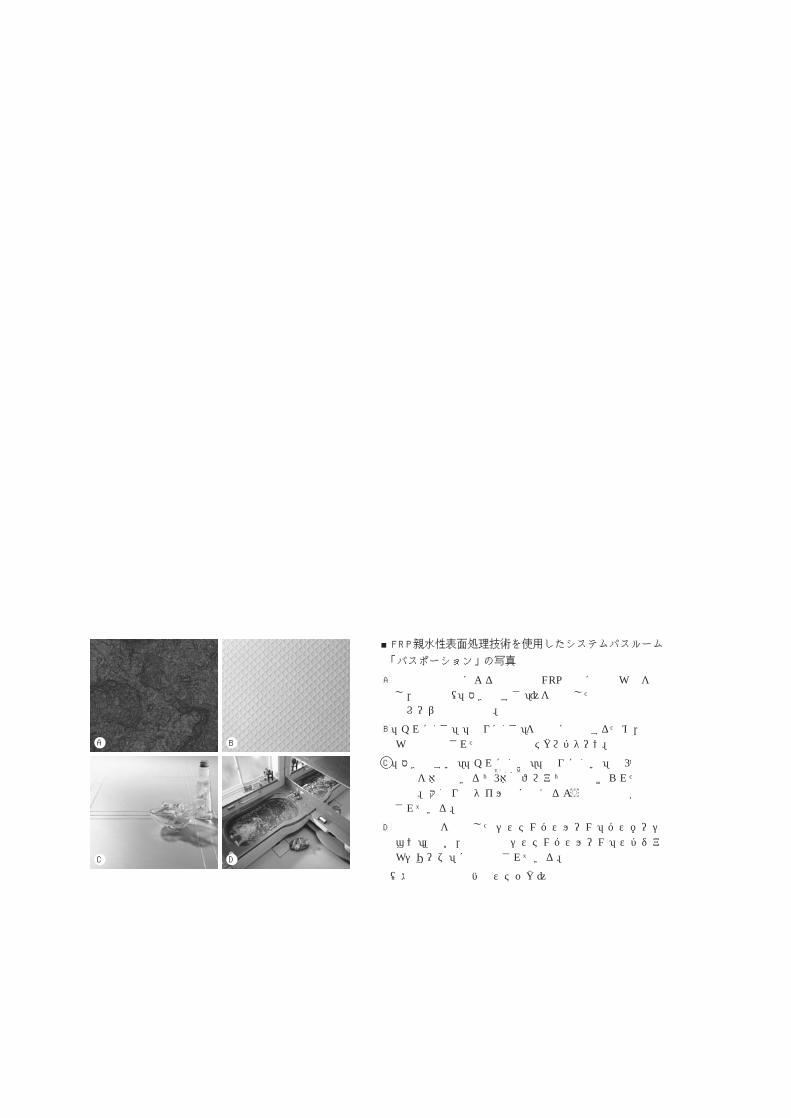
■FRP親水性表面処理技術を使用したシステムバスルーム
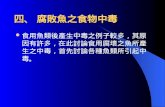
「バスポーション」の写真
金型表面転写による成形法でFRP表面に微細凹凸を施し,親水化(「乾きやすさ」)を実現した浴室床材表面のレーザ顕微鏡写真。
「汚れにくさ」と「滑りにくさ」を同時に実現するため,微細凹凸で構成された床材表面のミクロパターン。
「乾きやすい」「汚れにくい」「滑りにくい」の3つの新機能を体験できる『3体験
みたいけん
フロア』と名付けられた浴室の床。大割りのタイル調に見えるよう適宜目地が配置されている。
上記床材を使用したシステムバスルーム「バスポーション」。なお,本床材はシステムバスルーム「スパジアWシリーズ」にも搭載されている。
(株式会社 日立ハウステック)
A
C
B
D
A
B
C
D
3
第 44 号 2005年1月
テクニカルレポート
巻頭言
私の無知と失敗から 5遠藤 剛
論 文
マイクロミラーアレイ直描対応感光性フィルム 9市橋靖久・鍛治 誠・熊木 尚・大橋武志・磯 純一
PET装置用Zr添加GSO:Ce単結晶 13鎌田充志・志村直明・吉田和宏・ナチムスセングットバン・清水成宜
液晶TV用高コントラストカラーフィルタレジスト 17木村陽一・横地精吾・岡崎哲也・加藤慎也・藤田 賢
自動車用樹脂バックドアモジュール 21岩田輝彦・入口剛典・渡辺健二・鈴木繁生
MCP/SiP用途向け超厚膜感光性ポリイミドコーティング剤 25板橋俊明・上田 篤・小島康則・元部丈晴・田中俊明
Co,Pbフリー排気バルブシート材 31河田英昭・藤塚裕樹
FRPの親水性表面処理技術 35鈴木弥志雄・納 学・宮崎謙一・唯岡英介・岡田 誠
FRP表面ガラスコーティング技術 41唯岡英介・波多野 孝
製品紹介 45~50新製法(エステル交換法)アクリル酸エステル
アパレル用ICタグ
高密度回路加工対応プロファイルフリー銅箔/基材
微細配線対応アディティブ材料 AS-ZⅡ
シングルシューパーキングブレーキ SSPB
導電性高分子チップタンタルコンデンサ TNCシリーズ
キャスター構造用配線板
バルブシート用耐熱耐摩耗焼結材料ニッカロイEHシリーズ
製本用反応性ホットメルト接着剤ハイボンYR234-3

4
Contents
Commentary 5Takeshi Endo
Photosensitive Film for Micromirror Array Direct Imager 9Yasuhisa Ichihashi・Makoto Kaji・Takashi Kumaki・Takeshi Ohashi・Junichi Iso
Zr doped GSO:Ce Single Crystal for Positron Emission Tomography 13Mitsushi Kamada・Naoaki Shimura・Kazuhiro Yoshida・Nachimuthu Senguttuvan・Shigenori Shimizu
High Contrast Color Filter Resist for LCD-TVs 17Youichi Kimura・Seigo Yokochi・Tetsuya Okazaki・Shinya Katou・Masaru Fujita
Plastic Back Door Module for Automotive 21Teruhiko Iwata・Takefumi Iriguchi・Kenji Watanabe・Shigeo Suzuki
Ultra-thick Formable Photo Definable Polyimide Coatings for MCP/SiP 25Toshiaki Itabashi・Atsushi Ueda・Yasunori Kojima・Takeharu Motobe・Toshiaki Tanaka
Co,Pb-Free Exhaust Valve Seat Insert Material 31Hideaki Kawata・Hiroki Fujitsuka
Hydrophilic Surface Treatment Technology for FRP 35Yashio Suzuki・Manabu Osame・Kenichi Miyazaki・Eisuke Tadaoka・Makoto Okada
Glass Coating Technology for FRP 41Eisuke Tadaoka・Takashi Hatano
Products Guide 45~50
Licensing Business ──────────────────────────────────────────────── 50
5日立化成テクニカルレポート No.44(2005-1)
巻 頭 言
山形大学工学部教授 理事(副学長)
遠藤 剛(えんどう たけし)Takeshi Endo
略歴:1969年 東京工業大学大学院理工学研究
科化学専攻博士課程修了(工学博士),同大学助手
1982年 東京工業大学助教授1986年 東京工業大学教授1991年 同大学資源化学研究所長,同大
学評議員併任2000年 東京工業大学名誉教授
山形大学工学部教授2001年 山形大学工学部長・評議員2004年 山形大学理事(社会貢献担当)・
副学長受賞:高分子学会賞(1984年)
日本化学会学術賞(1989年)合成樹脂工業協会学術賞(1995年)日本化学会科学技術賞(2000年)
役職:日本化学会 高分子懇談会主査高分子学会 会長・副会長・理事等文部科学省学術審議会専門委員 他
私の無知と失敗から
合成化学において実験を数多く試行することがもっとも大切であること
は言うまでもない。最初から失敗を予想して実験をする人もいないであろ
う。合成化学において頭で考え,計算化学を駆使してうまくいくと予想し
てもまったく進行しない反応,別の方向の反応が進行する例は数えきれな
いほどである。とにかく体力を使ってやってみる“こころ”が大切で,こ
のことが宝物の掘り出しにつながる。思いついたらすぐ実験してみよう
(直感)。そして,その結果をしっかり解析してその結果に対する広い角度
からの位置づけを行うことが研究を推進するdriving forceとなろう。
1.無知も方向性を与えてくれる
重合時に非収縮性を示す双環化合物のカチオン開環重合がある。重合化
学について何も知らない筆者はモノマー(Ⅰ)は炭素-炭素二重結合を持
っているため重合するだろうと考えた。試薬棚にあるラジカル発生剤をモ
ノマー(Ⅰ)に加え,毎晩研究室から帰る前に1本重合管を作製し,オイ
ルバスにつけて帰宅した。用いる開始剤はAIBN,ベンゾイルパーオキサ
イド…。毎朝その挙動をチェックするとくる日もくる日もモノマー回収で
ある。ところが,ジ-t-ブチルペルオキシド(DTBP)を用いた1週間目,
モノマー(Ⅰ)は重合管の中で固化しているのを見て興奮した記憶がある。
IRスペクトルにおいてカーボナート基に起因する吸収帯(1,780cm-1)が観
察された。すなわち,ラジカル開環重合が進行していることを知った。後
H2CCH2 O O
CH2
R+
R O O O CH2 CH2
nCH2
C
O
O O
(Ⅰ)
日立化成テクニカルレポート No.44(2005-1)6
で分かったことであるが,半減期の長いラジカル種(トルエン中,100℃
において24時間)がラジカル開環重合に有効であることを知った。
有機化学,高分子合成化学の知識があれば,アリル基(CH2=CH-CH
2-)
をもつモノマー(Ⅰ)は一般にラジカル重合しない。何も知らない者がわ
ずかな期待をもって実験を行った結果である(アングラ実験)。後になっ
てもっともらしく,①二重結合をもつこと,②開環異性化後,安定な結合
をつくること,③環ひずみエネルギーを開放すること,以上3つの条件を
作業仮説として,数多くのモノマーを設計し,ラジカル開環重合の道を拓
いてきた。想い出深いモノマー(Ⅰ)である。
電子供与性の大きい環状ケテンアセタール(Ⅱ)は水の求電子性によっ
ても重合が進行するモノマーである。(Ⅱ)のカチオン重合性は著しく大
きいため,その合成には苦労する。たいていは蒸留中あるいは保存中に重
合してしまうからである。くる日もくる日も(Ⅱ)の合成に悩まされ,中
断したことも度々ある。あるとき,蒸留装置の表面をシランカップラー試
薬で塩基性とし,保存にはアミン類(アンモニアやトリエチルアミンなど)
を共存させれば有効であろうという単純な考えが浮かんだ。すぐに実行に
移すと,面白いように(Ⅱ)の蒸留を行うことができ,保存できることが
わかった。そのおかげで双性イオン重合やラジカル開環重合によるポリエ
ステルの合成を達成することができた。
H2C CH2RCH2 O O
CH2
R・C・
R OO OCH2CH2
nCH2
C
O
O O
CH2 O O
CH2 O O
(Ⅰ)
CH2R C・
CH2
CH2
O O
O O
・
CH2R C
CH2
CH2
O O
O O・
H2C (CH2)n
O
O
(Ⅱ)
R・ R (CH2)nCH2
pO
C O(Ⅱ)
7日立化成テクニカルレポート No.44(2005-1)
独り言:わずかな期待である実験ならすぐに実行する(アングラ実験)
:直感-解析のプロセスをとらえ,ストーリーが書けるようにする
:明るさと粘り強さを身につけプラス思考をする
2.有機化学の無知から高分子合成へ
環状ケテンアセタール類のラジカル開環異性化反応について知った後,
非環状ケテンアセタール類をラジカル重合の連鎖移動剤すなわち,あるラ
ジカル種を別のラジカル種に変換する試薬としてとらえようとした。その
中で,プロパギルラジカル(CH≡C-CH2・)を発生することを検討しよ
うと考えた。まず,モノマーの合成である。Ⅲを単離することはできず,
IRスペクトルから2,200cm-1付近にアレンに起因する吸収帯が観察された。
有機化学の基本を知っていれば,Ⅲの合成はしなかっただろう。なぜなら
この反応は有機化学においては常識だからである。
すべてを取り払い,アレン類のラジカル重合,カチオン重合,双性イオ
ン重合を展開した。現在もπ-アリルニッケル系を触媒とするリビング重
合が精力的に展開されている。
3.基本(教科書)にも宝がある
われわれの生きざまには以下のような三態があろう。
〈Living←→Sleeping→Dead〉
大切なことはLiving←→Sleepingである。反応にもある外部刺激(熱,光)
で,Sleeping したものをLivingに変換する潜在性(Latency)が重要である。
合成化学において試薬が分解などでDeadしてしまうとあとが続かない。
R CH2
O
C ORⅠ RⅡ・
(Ⅲ)
H2CR・ + +CO
O
RⅠ
RⅠ; CH2=CH-CH2
RⅠ
(Ⅳ)XH2C CH + t -BuOK/THF
O CH2 C CH
O R
H2C CO CH2 C CH
O R
(Ⅴ)
H2C CO CH C CH2
O R
R3S+X- H+X-R3S +
熱,光
RⅠH
日立化成テクニカルレポート No.44(2005-1)8
今まで知られていた潜在性カチオン開始剤としてH+が発生するものが
ある。H+は代表的な求電子試薬であるが,もう少し一般化するにはR+の
発生が必要である。最初の実験として以下に示すようなスルホニウム塩
(VI)を開始剤として用いたエポキシドの開環重合を80℃において行って
みた。ここに示したような重合機構により重合反応が進行すれば,重合反
応にリビング性が観察されるはずである。重合後,測定室へ走りGPCを測
定した。単分散のポリマーが得られていることを期待したが,幅広い分子
量分布を有するポリマーが得られていることがわかった。後で考えてみる
と,比較的高温でのカチオン重合は連鎖移動反応が起こり,重合反応に
Living性を期待するなどとんでもないことであった。無知(失敗)の恥ず
かしさで穴に入りたい気持ちであった。これを機に,どうせ連鎖移動反応
が起こるのであれば,多官能性モノマーへの応用を考え,多くのオニウム
塩を設計し,有機化学的見地から構造-活性相関マップを作製し,新しい
ネットワークポリマー硬化剤の設計指針として確立できたことは幸運であ
った。
最後に実験屋としての体験から以下の提言を行いたいと思う。
1.思いついたらすぐに実験する。
2.フラスコにchargeし反応したものはきちんとした観察と解析(機
器分析)をする。
3.その結果の位置づけ(柔軟性が大切)を行う。
4.最初からLuckyを求めず,Fortunateを求めよう。
熱
(Ⅵ)
S
O
R
X- X-
X-
CH2
CH2 CH2 CH
R n
O
CH2
+ +S +
S+
日立化成テクニカルレポート No.44(2005-1)
U.D.C. 771.531.31.02.001.6:621.3.049.73:621.794.4:535.374
9
マイクロミラーアレイ直描対応感光性フィルムPhotosensitive Film for Micromirror Array Direct Imager
市橋靖久* Yasuhisa Ichihashi 鍛治 誠* Makoto Kaji 熊木 尚* Takashi Kumaki
大橋武志** Takeshi Ohashi 磯 純一** Junichi Iso
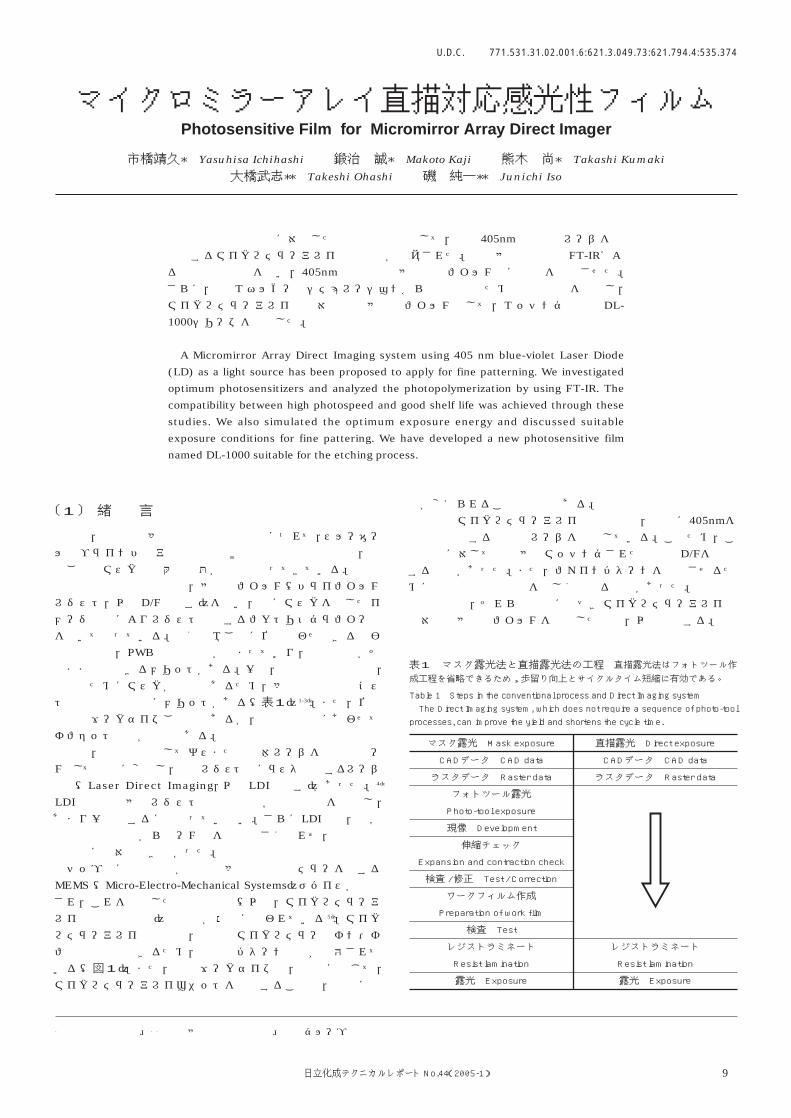
近年の微細配線化に対応した直描露光方式として,波長405nmの青紫色レーザを光
源とするマイクロミラーアレイ直描方式が提案された。光増感剤の検討とFT-IRによ
る光重合の解析を行い,405nm露光での高感度化とフィルムの安定性を両立させた。
さらに,露光エネルギーのシミュレーションから高解像化のための露光条件を検討し,マイクロミラーアレイ直描対応新規感光性フィルムとして,エッチング用途のDL-
1000シリーズを開発した。
*当社 総合研究所 **当社 感光性材料事業部 開発グループ
〔1〕 緒 言
近年,配線板の多層化や配線の微細化につれて,スルーホー
ルやブラインドビアなどの穴空け部分への精度要求や,製
品ごとのマスク数増大の問題が隘路となってきている。
電子機器の配線形成は,感光性フィルム(ドライフィルム
レジスト,以下D/Fと略す)を用い,主にマスクを介したイ
メージ露光によりレジスト形成するフォトリソグラフィー法
を用いて行っている。分割領域ごとに位置合わせできる投影
露光方式は,PWB用途で検討が始まっており,現行材料がそ
のまま適用できるメリットがある。一方,直描露光方式では,
露光のためにマスクが不要であるため,多品種生産時のコス
ト低減と短納期化にメリットがある(表1)1-3)。また,位置
精度はワークサイズごとではあるが,基板の伸縮にあわせて
オフセット補正が可能である。
従来,直描方式としてガスまたは固体レーザを複数のビー
ムとして独立に変調し,基板レジスト上にラスタ描画するレーザ
描画(Laser Direct Imaging,以下LDIと略す)があった。4)
LDIでは超高感度レジストと高度な光学系の両者を要求し,
あまり一般化するには至っていない。さらにLDIでは,光学
系の物理的制約からビーム径を十分小さく絞れず,微細な配
線加工には対応できなかった。
チップ上に機械駆動が可能な多数個の微小ミラーを有する
MEMS (Micro-Electro-Mechanical Systems)デバイスが開発
され,これを利用した直描露光機(以下,マイクロミラーア
レイ直描機と呼ぶ)の開発が活発に行われている5)。マイク
ロミラーアレイ直描機は,微小なマイクロミラーのオン・オ
フで直接描画できるため,微細なパターン形成が期待されて
いる(図1)。また,露光ワークサイズは,面積に応じて,
マイクロミラーアレイユニットを増減することで,柔軟に仕
様が変えられることも利点である。
現行のマイクロミラーアレイ直描機では,光源に405nmを
発振波長とする青紫色レーザを使用している。このため,こ
の光源に対して分光感度マッチングされた専用のD/Fを開発
する必要があった。また,ファインパターンを解像させるた
めに本方式の描画条件を詳しく調べる必要があった。
本報では,それらの検討に基づきマイクロミラーアレイ直
描対応の感光性フィルムを開発したので,以下報告する。
A Micromirror Array Direct Imaging system using 405 nm blue-violet Laser Diode
(LD) as a light source has been proposed to apply for fine patterning. We investigated
optimum photosensitizers and analyzed the photopolymerization by using FT-IR. The
compatibility between high photospeed and good shelf life was achieved through these
studies. We also simulated the optimum exposure energy and discussed suitable
exposure conditions for fine pattering. We have developed a new photosensitive film
named DL-1000 suitable for the etching process.
表1 マスク露光法と直描露光法の工程 直描露光法はフォトツール作
成工程を省略できるため,歩留り向上とサイクルタイム短縮に有効である。
Table 1 Steps in the conventional process and Direct Imaging systemThe Direct Imaging system, which does not require a sequence of photo-toolprocesses, can improve the yield and shortens the cycle time.
マスク露光 Mask exposure
CADデータ CAD data
ラスタデータ Raster data
フォトツール露光
Photo-tool exposure
現像 Development
伸縮チェック
Expansion and contraction check
検査 / 修正 Test / Correction
ワークフィルム作成
Preparation of work film
検査 Test
レジストラミネート
Resist lamination
露光 Exposure
直描露光 Direct exposure
CADデータ CAD data
ラスタデータ Raster data
レジストラミネート
Resist lamination
露光 Exposure
日立化成テクニカルレポート No.44(2005-1)
〔2〕 光増感剤の検討と分光感度設計
従来のマスク露光では,水銀灯の365nmを中心露光波長と
するブロードバンド露光が主であった。これに対して,マイ
クロミラーアレイ直描機では,青紫色半導体レーザの405nm
発振を用いるが,これに対する高感度化とともに,それより
長波長の明室下で作業できる必要があることから,可視光感
度を低く抑えることが作業性の面から重要である。
10
Mirrorミラー
2D Micromirror array2Dマイクロアレイ
Light source光源
Project system投影系
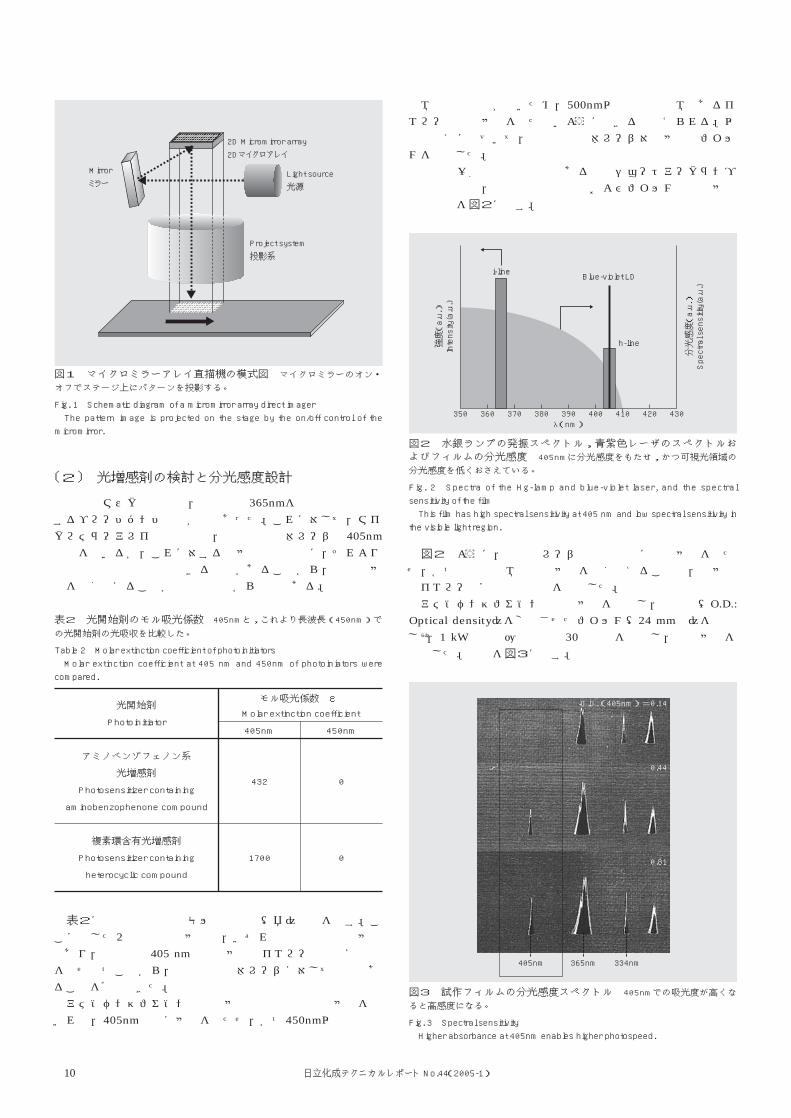
図1 マイクロミラーアレイ直描機の模式図 マイクロミラーのオン・オフでステージ上にパターンを投影する。
Fig. 1 Schematic diagram of a micromirror array direct imagerThe pattern image is projected on the stage by the on/off control of the
micromirror.
領域では光吸収が無いため,500nm以上の波長領域であるイ
エロー光では感度をもたないようにできると考えられる。以
上の考えに基づいて,青紫色半導体レーザ対応感光性フィル
ムを試作した。
従来の一括露光での光源である水銀ショートアークランプ
の露光波長と,直描での露光波長およびフィルムの分光感度
の模式図を図2に示す。
表2 光開始剤のモル吸光係数 405nmと,これより長波長(450nm)で
の光開始剤の光吸収を比較した。
Table 2 Molar extinction coefficient of photoinitiatorsMolar extinction coefficient at 405 nm and 450nm of photoiniators were
compared.
表2に光開始剤成分のモル吸光係数(ε)の値を示す。ここに示した2種類の光増感剤は,いずれも高効率な光増感剤
であり,最小限の405 nmでの増感能とイエロー光下の安定性
を併せ持つことから,青紫色半導体レーザに対して有用であ
ることを確認できた。
アミノベンゾフェノン系光増感剤と複素環含有増感剤を用
いれば,405nm近辺に感度を持たせ,かつ450nm以上の波長
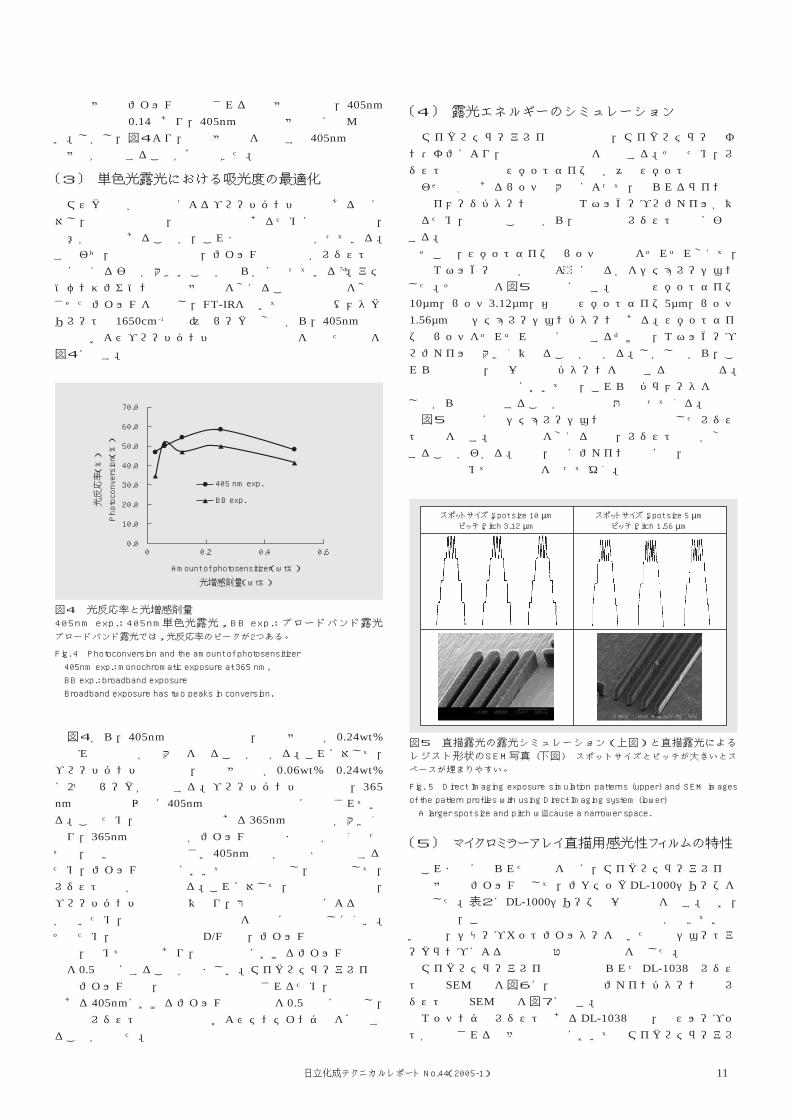
図2のように,青紫色レーザの発振波長に分光感度を持た
せ,かつ可視光領域の分光感度を低く抑えることで,高感度
とイエロー光安定性の両立を目指した。
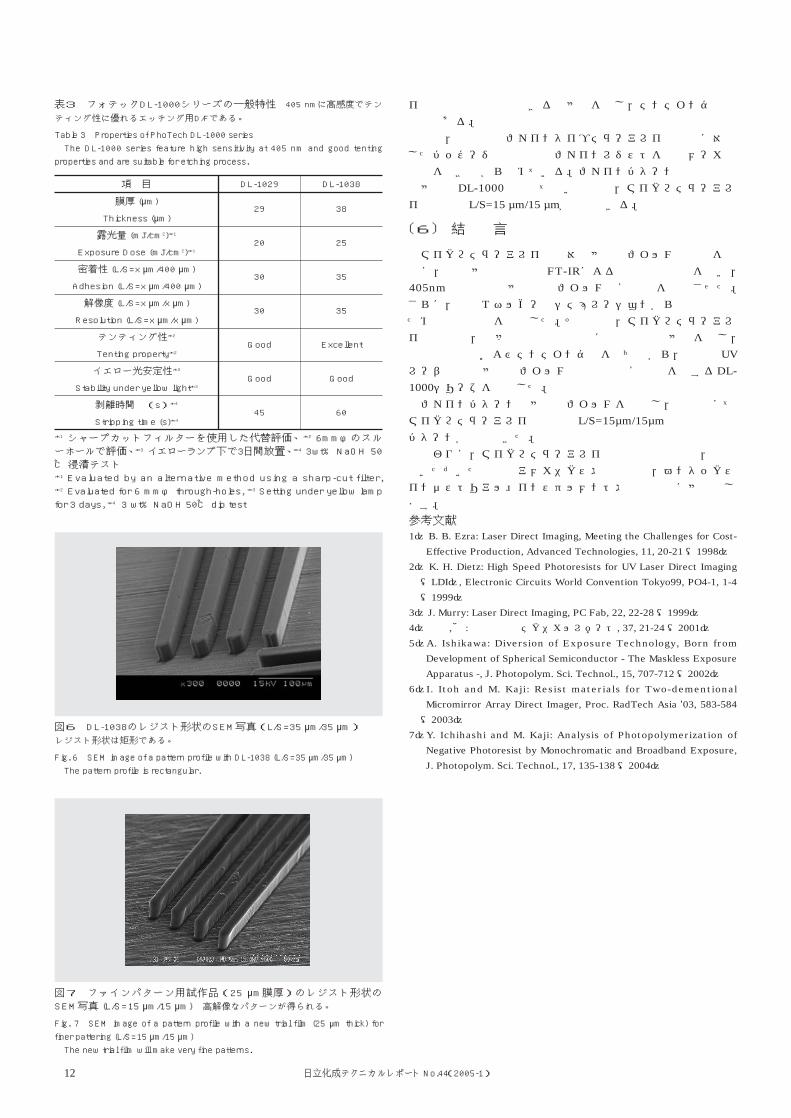
アミノベンゾフェノン系光増感剤を使用し,吸光度(O.D.:
Optical density)を変化させたフィルム(24 mm厚)を作製
し6),1 kWの超高圧水銀灯で30秒間光を照射し,分光感度を
測定した。結果を図3に示す。
350 360 370 380 390λ(nm)
400 410 420 430
強度(a.u.)
Intensity(a.u.)
分光感度(a.u.)
Spectral sensitity(a.u.)
i-line
h-line
Blue-violet LD
図2 水銀ランプの発振スペクトル,青紫色レーザのスペクトルおよびフィルムの分光感度 405nmに分光感度をもたせ,かつ可視光領域の分光感度を低くおさえている。
Fig. 2 Spectra of the Hg-lamp and blue-violet laser, and the spectralsensitivity of the filmThis film has high spectral sensitivity at 405 nm and low spectral sensitivity inthe visible light region.
図3 試作フィルムの分光感度スペクトル 405nmでの吸光度が高くなると高感度になる。
Fig. 3 Spectral sensitivityHigher absorbance at 405nm enables higher photospeed.
光開始剤
Photoinitiator
モル吸光係数 εMolar extinction coefficient
405nm 450nm
アミノベンゾフェノン系
光増感剤
Photosensitizer containing
aminobenzophenone compound
432 0
1700 0
複素環含有光増感剤
Photosensitizer containing
heterocyclic compound
O.D.(405nm)=0.14
0.44
0.81
405nm 365nm 334nm
日立化成テクニカルレポート No.44(2005-1)
通常の感光性フィルムで使用される光増感剤量では,405nm
での吸光度は0.14であり,405nmでの分光感度はほとんどな
い。しかし,図4より,光増感剤量を増やすと405nmでの分
光感度が向上することが確認できた。
〔3〕 単色光露光における吸光度の最適化
マスク露光が水銀灯によるブロードバンド露光であるのに
対し,直描露光では,単色光露光であるために材料設計上,
注意が必要であることが,これまでの検討で分かっている。
すなわち,単色光露光では,フィルムの吸光度がレジスト形
状に与える影響が大きいことが明らかになっている7)。アミ
ノベンゾフェノン系光増感剤量を変えることで吸光度を変化
させたフィルムを作製し,FT-IRを用いて光架橋基(メタク
リレートの1650cm -1付近)のピークの変化から,405nm単色
光露光およびブロードバンド露光で光反応率を調べた結果を
図4に示す。
図4から,405nm単色光露光では,光増感剤量が0.24wt%
でのみ光反応率が最大値をとることが分かる。これに対して,
ブロードバンド露光では,光増感剤量が0.06wt%と0.24wt%
に2つのピークが存在する。ブロードバンド露光では,365
nmの波長の光以外に405nmの波長の光も同時に照射されてい
る。このため,中心露光波長である365nmの吸光度が大きく
なり,365nmの波長の光がフィルムの底部まで届かなくなっ
ても,比較的吸光度の小さい405nmの光が底部まで透過する
ため,フィルムの底部においても十分硬化し,結果として,
レジスト形状が矩形となる。これに対して,単色光露光では,
ブロードバンド露光とは異なり,第二の露光波長による寄与
がないため,表層硬化と内部硬化を同時には達成しにくい。
そのため,単色光露光用のD/Fでは,フィルムの吸光度の調
整は,極めて重要であり,露光波長におけるフィルムの吸光
度を0.5近辺にすることが望ましい。マイクロミラーアレイ直
描用フィルムでは,単色光露光で使用されるため,露光波長
である405nmにおけるフィルムの吸光度を0.5近辺に調整し,
良好なレジストの底部硬化性およびテンティング性を確保す
ることが出来た。
11
〔4〕 露光エネルギーのシミュレーション
マイクロミラーアレイ直描機では,マイクロミラーのオ
ン・オフにより,配線などの画像を形成する。そのため,レ
ジスト表面上でのスポットサイズと各々のスポットでの重ね
合わせ間隔であるピッチの大小によって,得られるラインな
どのイメージパターン上の露光エネルギープロファイルが異
なるため,当然のことながら,露光後のレジスト形状に影響
する。
そこで,スポットサイズとピッチの条件をそれぞれ変えて,
露光エネルギー分布がどのようになるかをシミュレーション
した。その結果を図5の上段に示す。左列はスポットサイズ
10µm,ピッチ3.12µm,右列はスポットサイズ5µm,ピッチ
1.56µmでのシミュレーションパターンである。スポットサイ
ズとピッチをそれぞれ半分に縮小するだけで,エネルギープ
ロファイルは大きく異なることが分かる。しかしながら,こ
れらは装置上,同一の解像パターンを形成する条件となる。
将来の微細配線形成においては,これらのパラメータを考慮
しながら材料設計することが重要な課題となってくる。
図5の下段にはシミュレーションの条件で露光したレジス
ト形状を示す。露光条件を変える事で,レジスト線幅が変化
することがわかる。今後,特にファイン仕様には,装置の露
光条件も含めて材料開発を行ってゆく。
00.0
10.0
20.0
30.0
40.0
50.0
60.0
70.0
0.2
光増感剤量(wt%)
Amount of photosensitizer(wt%)
Photoconversion(%)
光反応率(%)
0.4 0.6
405 nm exp.
BB exp.
図4 光反応率と光増感剤量405nm exp.: 405nm単色光露光,BB exp.: ブロードバンド露光ブロードバンド露光では,光反応率のピークが2つある。
Fig. 4 Photoconversion and the amount of photosensitizer405nm exp.: monochromatic exposure at 365 nm,BB exp.: broadband exposureBroadband exposure has two peaks in conversion.
スポットサイズ,Spot size 10 µmピッチ,Pitch 3.12 µm
スポットサイズ,Spot size 5 µmピッチ,Pitch 1.56 µm
図5 直描露光の露光シミュレーション(上図)と直描露光によるレジスト形状のSEM写真 (下図) スポットサイズとピッチが大きいとス
ペースが埋まりやすい。
Fig. 5 Direct Imaging exposure simulation patterns (upper) and SEM imagesof the pattern profiles with using Direct Imaging system (lower) A larger spot size and pitch will cause a narrower space.
〔5〕 マイクロミラーアレイ直描用感光性フィルムの特性
これまでに得られた知見を元に,マイクロミラーアレイ直
描用感光性フィルムとして,フォテックDL-1000シリーズを
開発した。表2にDL-1000シリーズの一般特性を示す。なお,
露光量は,この光源波長での光量測定の標準化ができていな
いので,シャープカットフィルターを用いた水銀ショートア
ークランプによる当社の代替評価での値を示した。
マイクロミラーアレイ直描機で得られたDL-1038のレジス
ト形状SEM写真を図6に,開発品のファインパターン用のレ
ジスト形状SEM写真を図7に示す。
エッチング用レジストであるDL-1038では,高スループッ
トが要求される高多層板製造においてもマイクロミラーアレ
日立化成テクニカルレポート No.44(2005-1)
イ直描機で量産適応できる高感度を有し,テンティング性も
良好である。
現在,開発中のファインタイプミラーアレイ直描機に対応
したパッケージ基板加工用ファインレジストを装置メーカの
協力を頂きながら進めている。ファインパターン用の試作品
は感度はDL-1000と比べて低いものの,マイクロミラーアレ
イ直描機でL/S=15 µm/15 µmが解像できる。
〔6〕 結 言
マイクロミラーアレイ直描対応感光性フィルムの開発を目
的に,光増感剤の検討とFT-IRによる光重合の解析を行い,
405nm露光での高感度化とフィルムの安定性を両立させた。
さらに,露光エネルギーのシミュレーションから高解像化の
ための露光条件を検討した。その結果,マイクロミラーアレ
イ直描機で,高多層板の量産製造に適応可能な感度を有し,
良好な解像度およびテンティング性を持ちながら,従来のUV
レーザ露光用感光性フィルムと同程度の安定性を有するDL-
1000シリーズを開発した。
ファインパターン用感光性フィルムを検討し,試作品にて
マイクロミラーアレイ直描機でL/S=15µm/15µmの高解像度な
パターンが形成できた。
終わりに,マイクロミラーアレイ直描機の実験の際,御協
力いただいた日立ビアメカニクス株式会社殿,ペンタックス
インダストリアル インスツルメント株式会社殿に感謝致し
ます。
参考文献1) B. B. Ezra: Laser Direct Imaging, Meeting the Challenges for Cost-
Effective Production, Advanced Technologies, 11, 20-21 (1998)
2) K. H. Dietz: High Speed Photoresists for UV Laser Direct Imaging
(LDI), Electronic Circuits World Convention Tokyo99, PO4-1, 1-4
(1999)
3) J. Murry: Laser Direct Imaging, PC Fab, 22, 22-28 (1999)
4)村上, 他: 日立化成テクニカルレポート, 37, 21-24 (2001)
5)A. Ishikawa: Diversion of Exposure Technology, Born from
Development of Spherical Semiconductor - The Maskless Exposure
Apparatus -, J. Photopolym. Sci. Technol., 15, 707-712 (2002)
6)I. Itoh and M. Kaji: Resist materials for Two-dementional
Micromirror Array Direct Imager, Proc. RadTech Asia '03, 583-584
(2003)
7)Y. Ichihashi and M. Kaji: Analysis of Photopolymerization of
Negative Photoresist by Monochromatic and Broadband Exposure,
J. Photopolym. Sci. Technol., 17, 135-138 (2004)
12
表3 フォテックDL-1000シリーズの一般特性 405 nmに高感度でテン
ティング性に優れるエッチング用D/Fである。
Table 3 Properties of PhoTech DL-1000 seriesThe DL-1000 series feature high sensitivity at 405 nm and good tenting
properties and are suitable for etching process.
項 目 DL-1029 DL-1038
29
20
30
30
Good
Good
45
38
25
35
35
Excellent
Good
60
膜厚 (µm)
Thickness (µm)
露光量 (mJ/cm2)*1
Exposure Dose (mJ/cm2)*1
密着性 (L/S=x µm/400 µm)
Adhesion (L/S=x µm/400 µm)
解像度 (L/S=x µm/x µm)
Resolution (L/S=x µm/x µm)
テンティング性*2
Tenting property*2
イエロー光安定性*3
Stability under yellow light*3
剥離時間 (s)*4
Stripping time (s)*4
*1 シャープカットフィルターを使用した代替評価、*2 6mmφのスルーホールで評価、*3 イエローランプ下で3日間放置、*4 3wt% NaOH 50℃ 浸漬テスト*1 Evaluated by an alternative method using a sharp-cut filter,*2 Evaluated for 6 mmφ through-holes, *3 Setting under yellow lampfor 3 days, *4 3 wt% NaOH 50℃ dip test
図6 DL-1038のレジスト形状のSEM写真(L/S=35 µm/35 µm)レジスト形状は矩形である。
Fig. 6 SEM image of a pattern profile with DL-1038 (L/S=35 µm/35 µm)The pattern profile is rectangular.
図7 ファインパターン用試作品(25 µm膜厚)のレジスト形状のSEM写真 (L/S=15 µm/15 µm) 高解像なパターンが得られる。
Fig. 7 SEM image of a pattern profile with a new trial film (25 µm thick) forfiner pattering (L/S=15 µm/15 µm)The new trial film will make very fine patterns.
日立化成テクニカルレポート No.44(2005-1)
U.D.C. 616.07:621.397:681.3.02:546.655:548.55:546.831
13
PET装置用Zr添加GSO:Ce単結晶Zr doped GSO:Ce Single Crystal for Positron Emission Tomography
鎌田充志* Mitsushi Kamada 志村直明* Naoaki Shimura 吉田和宏** Kazuhiro Yoshida
ナチムスセングットバン*** Nachimuthu Senguttuvan 清水成宜**** Shigenori Shimizu
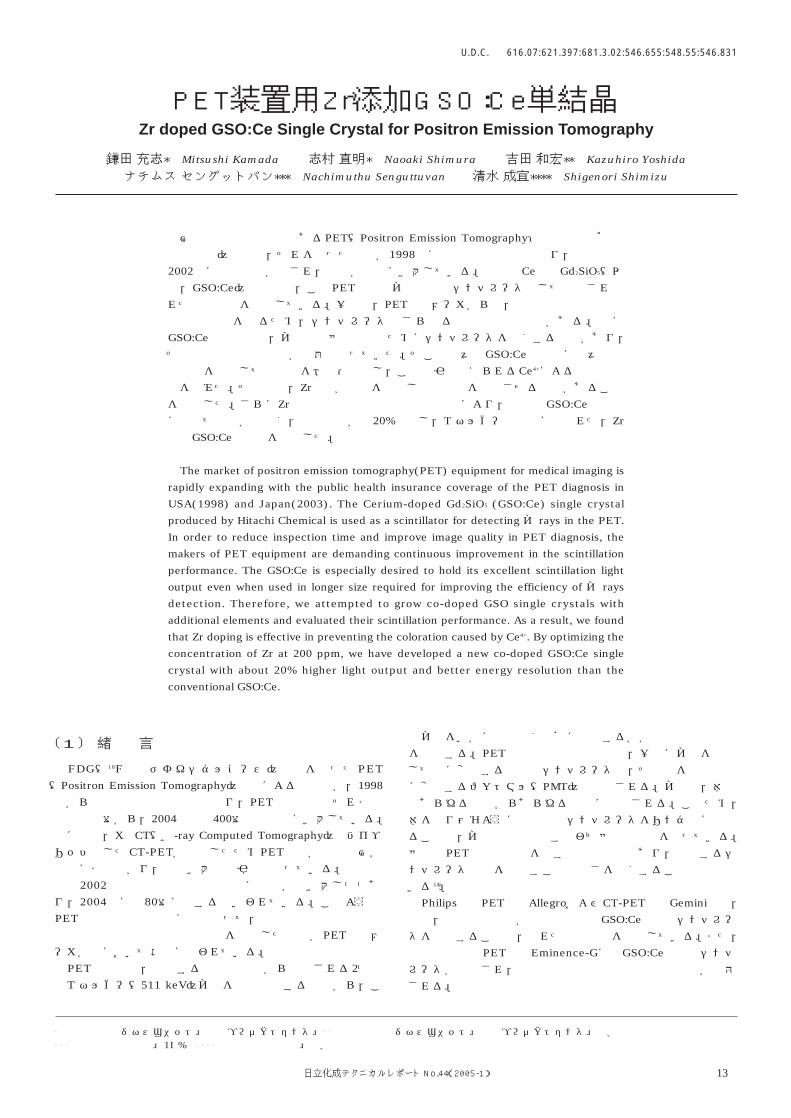
医療用画像診断装置であるPET(Positron Emission Tomography:陽電子放出核種
断層撮像)装置は,それを使った診断が1998年に米国で保険適用となり,日本でも
2002年に保険適用がなされ,市場が急激に拡大している。当社のCe添加Gd2SiO5(以
下,GSO:Ce)単結晶は,このPET装置のγ線検出用シンチレータとして実用され優
れた診断画像を提供している。一方で,PET装置メーカからは,診断時間短縮や画像
解像度向上を図るため,シンチレータのさらなる性能向上の要求がある。特に
GSO:Ce単結晶では,γ線検出感度向上のためにシンチレータを長くする要求があり,
その際の蛍光出力低下が課題となっていた。そこで我々はGSO:Ce単結晶に種々の微
量元素を添加して単結晶を育成・評価し,この原因と考えられるCe4+による着色の低
減を試みた。その結果,Zr添加が着色を低減し蛍光出力を向上させる効果があること
を見出した。さらにZr濃度の最適化などの詳細な検討により,従来のGSO:Ce単結晶
に比べて着色が少なく,蛍光出力が約20%向上し,エネルギー分解能にも優れた,Zr
添加GSO:Ce単結晶を開発した。
*当社 無機ビジネスユニット 勝田プロダクトセンタ ** 当社 無機ビジネスユニット 桜川プロダクトセンタ 理学博士*** 当社 総合研究所 Ph.D **** 当社 総合研究所 理学博士
〔1〕 緒 言
FDG( 18F標識デオキシグルコース)薬剤を使ったPET
(Positron Emission Tomography)装置による癌診断が,1998
年から随時米国で保険適用となり,PET装置市場はそれまで
の年数十台から,2004年の約400台へと急速に拡大している。
特に近年,X線CT(X-ray Computed Tomography)とハイブ
リッド化したCT-PETが普及したためPET需要が放射線医学
分野にまで広がり,市場拡大の牽引役となっている。日本市
場も2002年の保険適用開始とともに市場が急拡大しつつあ
り,2004年には80台に達するといわれている。このような
PET装置の急速な普及にともなって,診断時間の短縮や画像
解像度向上など装置の高性能化を目指した開発がPET装置メ
ーカ各社において活発に行われている。
PET装置では,投与する放射性薬剤から放出される2つの
高エネルギー(511 keV)γ線を同時計測する必要から,こ
のγ線をいかに効率良く正確に検出するかが装置の基本性能
を決定する。PET装置の放射線検出器は,一般にγ線を吸収
して光に変換する単結晶シンチレータと,その光を電気信号
に変換するフォトマル(PMT)で構成される。γ線は,体内
のあらゆる場所からあらゆる方向に放出される。このため,
体を取り囲むように数万個のシンチレータをリング状に並べ
ることで,γ線の検出効率すなわち感度の向上を図っている。
感度はPET装置の性能を表す重要な特性であり,使用するシ
ンチレータの数を増やすことや長さを長くすることで向上で
きる1)。
Philips社製PET装置AllegroおよびCT-PET装置Geminiでは,
高速,高精度な検出が可能な当社のGSO:Ce単結晶シンチレー
タを採用することで,優れた診断画像を提供している。また,
島津製作所製PET装置Eminence-GにもGSO:Ce単結晶シンチ
レータが採用され,診断時間の短縮や画像解像度向上が期待
される。
The market of positron emission tomography(PET) equipment for medical imaging is
rapidly expanding with the public health insurance coverage of the PET diagnosis in
USA(1998) and Japan(2003). The Cerium-doped Gd2SiO5 (GSO:Ce) single crystal
produced by Hitachi Chemical is used as a scintillator for detecting γ rays in the PET.
In order to reduce inspection time and improve image quality in PET diagnosis, the
makers of PET equipment are demanding continuous improvement in the scintillation
performance. The GSO:Ce is especially desired to hold its excellent scintillation light
output even when used in longer size required for improving the efficiency of γ rays
detection. Therefore, we attempted to grow co-doped GSO single crystals with
additional elements and evaluated their scintillation performance. As a result, we found
that Zr doping is effective in preventing the coloration caused by Ce4+. By optimizing the
concentration of Zr at 200 ppm, we have developed a new co-doped GSO:Ce single
crystal with about 20% higher light output and better energy resolution than the
conventional GSO:Ce.
日立化成テクニカルレポート No.44(2005-1)
GSO:Ce単結晶シンチレータは,高木,深沢によって見出さ
れたものあり,優れたシンチレータ特性に加えその均一性に
も優れるという特長を持つ2, 3)。しかし,GSO:Ce単結晶は,
Ce濃度が高い場合には僅かに淡黄色の着色が見られる。この
ため,シンチレータの長さを長くした場合,自己吸収による蛍光
出力の低下,エネルギー分解能の低下が課題となっていた4)。
そこで我々は上記課題の改善を目的に,Ceと共に別の元素
を微量加えることで改善効果が得られないかを検討した。す
なわち種々の元素を微量添加したGSO:Ce単結晶を育成し,そ
の特性評価を行った。その結果,Zrを微量添加することで着
色を改善でき,蛍光出力の増加,エネルギー分解能の向上が
図れることを見出した。本報告は,このZr添加GSO:Ce単結晶
シンチレータの開発について述べたものである。
〔2〕 GSO:Ce単結晶の育成方法
GSO:Ce単結晶はチョクラルスキー法で育成される。その原
料は,主原料であるGd2O3,SiO2と発光の中心となるCeを加え
るためのCeO2からなる。これらの原料を化学量論組成に秤量,
混合して出発原料とした。添加元素は原則として酸化物の形
で加え,添加量としては出発原料中の添加元素の濃度が100
ppmになるように秤量し出発原料に加えた。出発原料をIrる
つぼに投入して育成炉内に設置し,窒素を主とした雰囲気の
中で高周波誘導により融点の約1,950℃までるつぼを加熱して
原料を融かした。この原料融液に種結晶を付け,温度を制御
しながら単結晶を育成した。添加したCeのほとんどは単結晶
中でCe3+となるが,育成炉内には微量な酸素が存在するため,
Ce4+がわずかに残存して着色の原因になると考えられる。単
結晶の直径は90~120 mmとし,引上速度1~2 mm/hr,回転
速度10~30/minの条件で育成した。育成が終了した後は,単
結晶を融液から切り離し,室温まで冷却して炉から取出す。
14
γ線源:137Cs(662 keV)
PTFE反射材
GSO:Ce単結晶シンチレータ(4×6×20 mm)
PMTH7195
安定高電圧556
高性能デジタルオシロスコープ(蛍光減衰曲線)
前置増幅器113
波形整形増幅器570
マルチチャンネルアナライザーMCA 4000
パーソナルコンピュータ(蛍光出力、エネルギー分解能)
アノード
ダイノード
暗箱
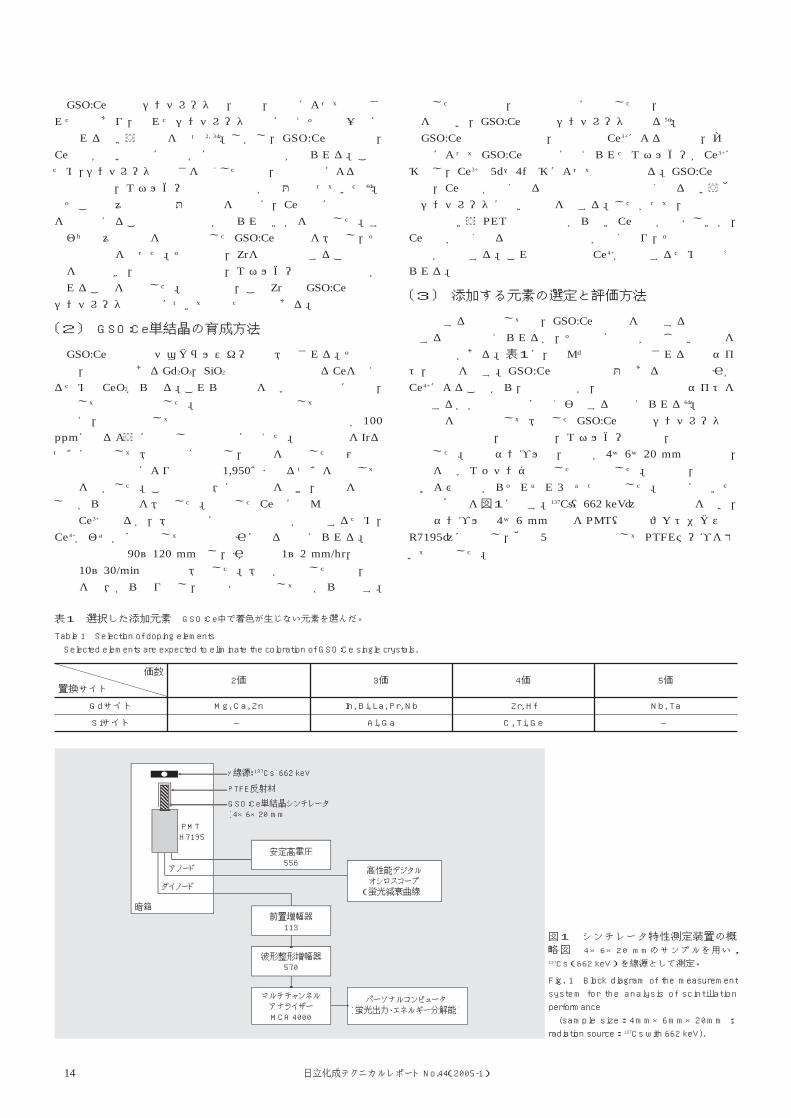
図1 シンチレータ特性測定装置の概略図 4×6×20 mmのサンプルを用い,137Cs(662 keV)を線源として測定。
Fig. 1 Block diagram of the measurementsystem for the analysis of scinti l lationperformance(sample size:4mm×6mm×20mm ;
radiation source:137Cs with 662 keV).
表1 選択した添加元素 GSO:Ce中で着色が生じない元素を選んだ。
Table 1 Selection of doping elementsSelected elements are expected to eliminate the coloration of GSO:Ce single crystals.
価数2価
Mg, Ca, Zn
―
3価
In, Bi, La, Pr, Nb
Al, Ga
4価
Zr, Hf
C, Ti, Ge
5価
Nb, Ta
―
置換サイト
Gdサイト
Siサイト
取出した単結晶は,目的の寸法に切断した後,必要な表面処
理を行ない,GSO:Ce単結晶シンチレータとなる5)。
GSO:Ce単結晶の発光は,発光中心Ce3+によるもので,γ線
入射によってGSO:Ce単結晶に与えられたエネルギーがCe3+に
移行し,Ce3+の5d→4f遷移によって発光となる。GSO:Ce単結
晶は,Ce濃度が高くなると蛍光減衰時間は短くなるという他
のシンチレータにない特徴を有する。したがって,診断時間
の短縮というPET装置の要求から高いCe濃度が好ましいが,
Ce濃度が高くなると淡黄色の着色が強くなり,その結果蛍光
出力が低下する。これは結晶中のCe4+が増加するためと考え
られる。
〔3〕 添加する元素の選定と評価方法
添加する元素としては,GSO:Ce単結晶を構成する元素と置
換するものと考えられるが,その際に着色が生じないものを
選ぶ必要がある。表1に,選んだ元素と予想される置換サイ
ト,価数を示す。GSO:Ce単結晶の課題である着色の原因が
Ce4+によることから,添加元素が,どの価数でどのサイトを
置換するかが性能向上に強く影響すると考えられる6)。
元素を微量添加して育成したGSO:Ce単結晶シンチレータの
特性評価項目は,蛍光出力,エネルギー分解能,蛍光減衰時
間とした。評価サンプルは,寸法が4×6×20 mmのもので,
表面を化学エッチング処理したものとした。数量は,結晶上
部および下部からそれぞれ3個ずつ採取した。評価に用いた
装置の概略を図1に示す。137Cs(662 keV)の放射線源を用い,
評価サンプルの4×6 mmの面をPMT(浜松フォトニクス製
R7195)に接合し,他の5面は反射材としてPTFEテープを巻
いて測定した。
日立化成テクニカルレポート No.44(2005-1)
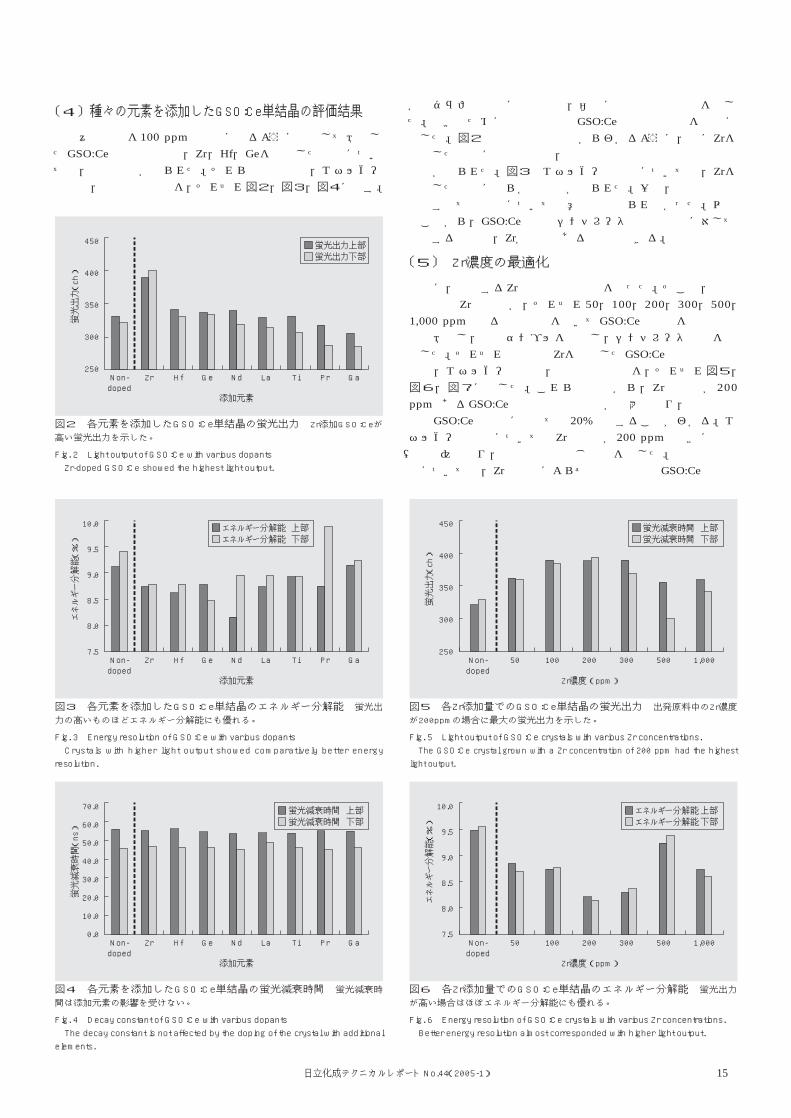
〔4〕種々の元素を添加したGSO:Ce単結晶の評価結果
種々の元素を100 ppmの濃度になるように添加して育成し
たGSO:Ce単結晶の中で,Zr,Hf,Geを添加したものについ
ては,性能向上が見られた。それらの蛍光出力,エネルギー
分解能,蛍光減衰時間を,それぞれ図2,図3,図4に示す。
15
各棒グラフの左側に結晶上部,右側に結晶下部の結果を示し
た。比較のために無添加の標準GSO:Ce単結晶の結果を左端に
示した。図2の蛍光出力の結果からわかるように,特にZrを
添加した場合には結晶上部,下部の両方で蛍光出力の顕著な
増加が見られた。図3のエネルギー分解能についても,Zrを
添加した場合に明らかな改善が見られた。一方,蛍光減衰時
間はすべての元素について有意な差は見られなかった。以上
のことから,GSO:Ce単結晶シンチレータの特性向上に対して
添加する元素は,Zrが最適であると結論できる。
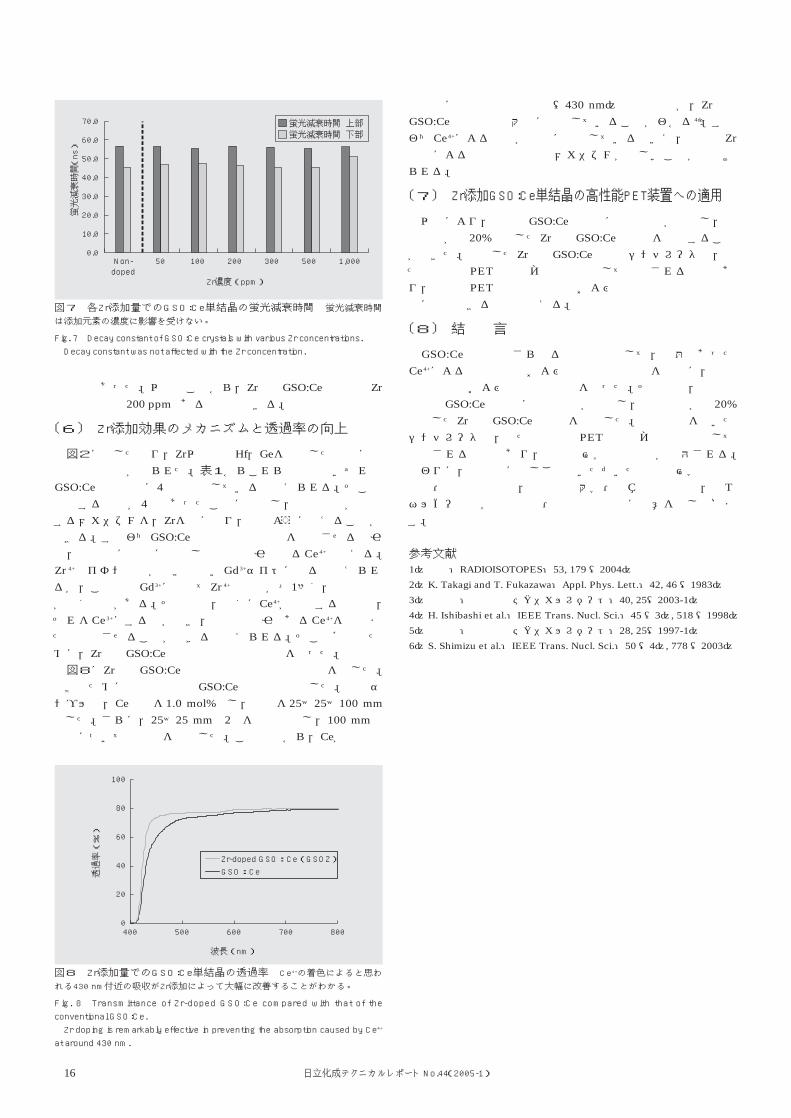
〔5〕 Zr濃度の最適化
次に,添加するZrの濃度の最適化を行った。そこで,出発
原料中のZrの濃度が,それぞれ50,100,200,300,500,
1,000 ppmとなる出発原料を用いてGSO:Ce単結晶を同様の条
件で育成し,評価サンプルを採取し,シンチレータ特性を評
価した。それぞれの濃度でZrを添加したGSO:Ce単結晶の蛍光
出力,エネルギー分解能,蛍光減衰時間を,それぞれ図5,
図6,図7に示した。これらの結果から,Zrの濃度が200
ppmであるGSO:Ce単結晶の蛍光出力が最大となり,無添加の
標準GSO:Ce単結晶に比べて約20%増加することがわかる。エ
ネルギー分解能についてもZrの濃度が200 ppmのときに最良
(最小)となり,蛍光出力と同じ結果を示した。蛍光減衰時
間については,Zrの濃度によらず無添加の標準GSO:Ce単結晶
図2 各元素を添加したGSO:Ce単結晶の蛍光出力 Zr添加GSO:Ceが高い蛍光出力を示した。
Fig. 2 Light output of GSO:Ce with various dopantsZr-doped GSO:Ce showed the highest light output.
Non-doped
Zr Hf Ge Nd
添加元素
蛍光出力(ch)
La Ti Pr Ga250
300
350
400
450 蛍光出力上部蛍光出力下部
図4 各元素を添加したGSO:Ce単結晶の蛍光減衰時間 蛍光減衰時間は添加元素の影響を受けない。
Fig. 4 Decay constant of GSO:Ce with various dopantsThe decay constant is not affected by the doping of the crystal with additional
elements.
Non-doped
Zr Hf Ge Nd
添加元素
蛍光減衰時間(ns)
La Ti Pr Ga0.0
10.0
20.0
30.0
40.0
50.0
60.0
70.0 蛍光減衰時間蛍光減衰時間
上部下部
図3 各元素を添加したGSO:Ce単結晶のエネルギー分解能 蛍光出力の高いものほどエネルギー分解能にも優れる。
Fig. 3 Energy resolution of GSO:Ce with various dopantsCrystals with higher light output showed comparatively better energy
resolution.
Non-doped
Zr Hf Ge Nd
添加元素
エネルギー分解能(%)
La Ti Pr Ga7.5
8.0
8.5
9.0
9.5
10.0 エネルギー分解能エネルギー分解能
上部下部
図5 各Zr添加量でのGSO:Ce単結晶の蛍光出力 出発原料中のZr濃度が200ppmの場合に最大の蛍光出力を示した。
Fig. 5 Light output of GSO:Ce crystals with various Zr concentrations.The GSO:Ce crystal grown with a Zr concentration of 200 ppm had the highestlight output.
Non-doped
50 100
Zr濃度(ppm)
蛍光出力(ch)
200 300 500 1,000250
300
350
400
450 蛍光減衰時間蛍光減衰時間
上部下部
図6 各Zr添加量でのGSO:Ce単結晶のエネルギー分解能 蛍光出力が高い場合はほぼエネルギー分解能にも優れる。
Fig. 6 Energy resolution of GSO:Ce crystals with various Zr concentrations.Better energy resolution almost corresponded with higher light output.
Non-doped
50 100
Zr濃度(ppm)
エネルギー分解能(%)
200 300 500 1,0007.5
8.0
8.5
9.0
9.5
10.0 エネルギー分解能エネルギー分解能
上部下部
日立化成テクニカルレポート No.44(2005-1)16
と同等であった。以上のことから,Zr添加GSO:Ce単結晶のZr
の最適濃度は200 ppmであると結論できる。
〔6〕 Zr添加効果のメカニズムと透過率の向上
図2に示した通り,Zr以外でもHf,Geを添加した場合に蛍
光出力の増加が見られた。表1からこれらの元素はいずれも
GSO:Ce単結晶中に4価で存在していると考えられる。そこで
添加する元素が4価であったことに着目し,蛍光出力が向上
するメカニズムを,Zrを例にとり,次のように考えることが
できる。すなわちGSO:Ce単結晶の蛍光出力を低下させる原因
は,結晶中に微量に存在し着色の原因となるCe4+と考える。
Zr 4+はイオン半径が比較的近いGd3+サイトに入ると考えられ
るが,この場合Gd3+に比べてZr 4+は価数が+1多く,電荷補償
が働く必要がある。その結果,近くにCe4+が存在する場合は,
それをCe3+にする力が働き,着色の原因であるCe4+を減少ま
たは消滅させることができると考えられる。そこで確認のた
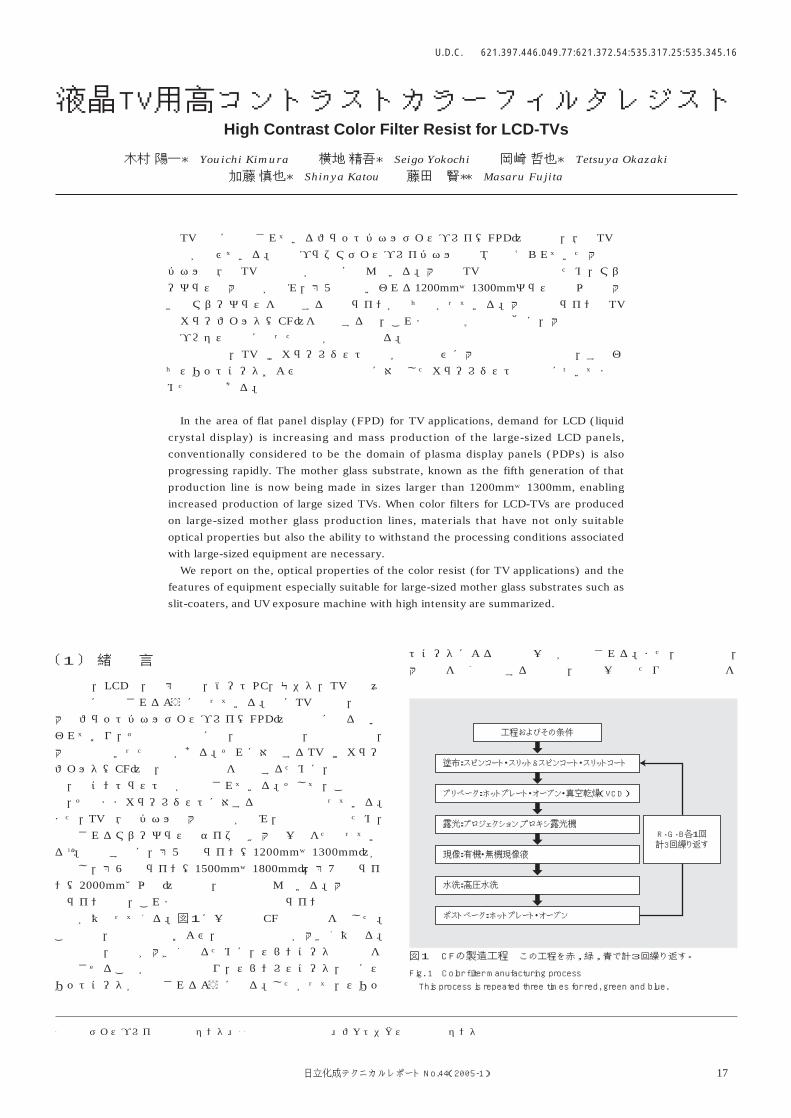
めに,Zr添加GSO:Ce単結晶の透過率の測定を行った。
図8にZr添加GSO:Ce単結晶の透過率の測定結果を示した。
比較のために無添加の標準GSO:Ce単結晶も測定した。評価サ
ンプルは,Ce濃度を1.0 mol%とし,寸法を25×25×100 mm
とした。さらに,25×25 mmの2面を鏡面研磨し,100 mmの
方向について透過率を測定した。この結果から,Ceが高濃度
の場合に特徴的な発光波長(430 nm)付近の吸収が,Zr添加
GSO:Ce単結晶では大幅に減少していることがわかる4)。すな
わちCe4+による吸収が顕著に減少しているといえ,上記のZr
添加による蛍光出力向上のメカニズムが正しいことが裏付け
られる。
〔7〕 Zr添加GSO:Ce単結晶の高性能PET装置への適用
以上により,従来のGSO:Ce単結晶に比べ着色が低減し,蛍
光出力が約20%向上したZr添加GSO:Ce単結晶を開発すること
ができた。開発したZr添加GSO:Ce単結晶シンチレータは,新
たな高性能PET装置のγ線検出器として採用される予定であ
り,今後のPET装置の性能向上および癌などの診断精度の向
上に寄与できるものと考える。
〔8〕 結 言
GSO:Ce単結晶のさらなる性能向上として,課題であった
Ce4+による着色の低減および蛍光出力の向上を目的に,添加
元素の選定および濃度の最適化を行った。その結果,従来の
無添加GSO:Ce単結晶に比べ着色が低減し,蛍光出力が約20%
向上したZr添加GSO:Ce単結晶を開発した。本単結晶を用いた
シンチレータは,新たな高性能PET装置のγ線検出器として
採用される予定であり,放射線医学への寄与が期待される。
終わりに,本開発に関しご指導いただいた放射線医学総合研
究所・村山秀雄室長,湘南工科大学・石井満名誉教授,高エ
ネルギー物理学研究機構・小林正明教授に謝意を申し上げま
す。
参考文献1)村山:RADIOISOTOPES:53, 179 (2004)
2) K. Takagi and T. Fukazawa:Appl. Phys. Lett.:42, 46 (1983)
3)住谷外:日立化成テクニカルレポート:40, 25(2003-1)
4) H. Ishibashi et al.:IEEE Trans. Nucl. Sci.:45 (3), 518 (1998)
5)石橋外:日立化成テクニカルレポート:28, 25(1997-1)
6) S. Shimizu et al.:IEEE Trans. Nucl. Sci.:50 (4), 778 (2003)
図7 各Zr添加量でのGSO:Ce単結晶の蛍光減衰時間 蛍光減衰時間は添加元素の濃度に影響を受けない。
Fig. 7 Decay constant of GSO:Ce crystals with various Zr concentrations.Decay constant was not affected with the Zr concentration.
Non-doped
50 100
Zr濃度(ppm)
蛍光減衰時間(ns)
200 300 500 1,0000.0
10.0
20.0
30.0
40.0
50.0
60.0
70.0 蛍光減衰時間蛍光減衰時間
上部下部
図8 Zr添加量でのGSO:Ce単結晶の透過率 Ce4+の着色によると思われる430 nm付近の吸収がZr添加によって大幅に改善することがわかる。
Fig. 8 Transmittance of Zr-doped GSO:Ce compared with that of theconventional GSO:Ce.Zr doping is remarkably effective in preventing the absorption caused by Ce4+
at around 430 nm.
100
波長(nm)
透過率(%)
80
60
40
20
0400 500 600 700 800
Zr-doped GSO:Ce(GSOZ)GSO:Ce
日立化成テクニカルレポート No.44(2005-1)
U.D.C. 621.397.446.049.77:621.372.54:535.317.25:535.345.16
17
液晶TV用高コントラストカラーフィルタレジストHigh Contrast Color Filter Resist for LCD-TVs
木村陽一* Youichi Kimura 横地精吾* Seigo Yokochi 岡崎哲也* Tetsuya Okazaki
加藤慎也* Shinya Katou 藤田 賢** Masaru Fujita
TV用途に使用されているフラットパネルディスプレイ(FPD)の中で,液晶TVの
需要が伸びている。従来プラズマディスプレイパネルの領域と考えられていた大画面
パネルで液晶TVの量産化が急速に進んでいる。大画面TVの生産性向上のため,マザ
ーガラスの大型化が進み,第5世代といわれる1200mm×1300mmガラス基板以上の大
きなマザーガラスを使用する生産ラインが立ち上がっている。大型基板ラインでTV
用カラーフィルタ(CF)を生産する際,これまでの光学特性の他に,大型基板装置
のプロセス条件に合った材料が必要となる。
本報告は,TV向けカラーレジストの光学特性並びに大型基板特有の装置,すなわ
ちスリットコータおよび高照度露光機に対応したカラーレジストの特性についてまと
めたものである。
*当社 ディスプレイ材料開発センタ ** 当社 総合研究所 フォトニクス材料開発センタ
〔1〕 緒 言
近年,LCDは,携帯電話,ノートPC,モニタ,TVと様々
な用途に使用されるようになっている。特にTV用途は,今後
大型フラットパネルディスプレイ(FPD)の主流になるとい
われており,その要求特性には,高色再現性,高速応答性,
大画面化といったものがある。それに対応するTV向けカラー
フィルタ(CF)は,高色再現性を実現するために,高色純度
化,高コントラスト化が要求されている。そして,この要求
は,そのままカラーレジストに対する要求特性となっている。
また,TV用液晶パネルの大画面化が進み,生産性向上のため,
使用されるマザーガラスのサイズも拡大の一途をたどってい
る1)。現在すでに,第5世代ライン(1200mm×1300mm)が
稼動し,第6世代ライン(1500mm×1800mm),第7世代ライ
ン(2000mm□以上)の計画,投資も進んでいる。大型基板
用ラインでは,これまでの中小型基板用のラインとは装置の
仕様が異なってくる。図1に一般的なCF製造工程を示した。
この中で,塗布の方式および,露光機の照度が大きく異なる。
前者では,基板が大きくなるために,スピンコータで基板を
回転させることが不可能となり,スピンレスコータ,特にス
リットコータが使用されるようになる。したがって,スリッ
トコータによる塗布均一性が要求される。また,後者では,
大面積を分割露光する関係上,露光一回当たりの所要時間を
In the area of flat panel display (FPD) for TV applications, demand for LCD (liquid
crystal display) is increasing and mass production of the large-sized LCD panels,
conventionally considered to be the domain of plasma display panels (PDPs) is also
progressing rapidly. The mother glass substrate, known as the fifth generation of that
production line is now being made in sizes larger than 1200mm×1300mm, enabling
increased production of large sized TVs. When color filters for LCD-TVs are produced
on large-sized mother glass production lines, materials that have not only suitable
optical properties but also the ability to withstand the processing conditions associated
with large-sized equipment are necessary.
We report on the, optical properties of the color resist (for TV applications) and the
features of equipment especially suitable for large-sized mother glass substrates such as
slit-coaters, and UV exposure machine with high intensity are summarized.
図1 CFの製造工程 この工程を赤,緑,青で計3回繰り返す。
Fig. 1 Color filter manufacturing processThis process is repeated three times for red, green and blue.
工程およびその条件
塗布:スピンコート・スリット&スピンコート・スリットコート
プリベーク:ホットプレート・オーブン・真空乾燥(VCD)
露光:プロジェクション,プロキシ露光機
現像:有機・無機現像液
水洗:高圧水洗
ポストベーク:ホットプレート・オーブン
R・G・B各1回計3回繰り返す
日立化成テクニカルレポート No.44(2005-1)
短くするために露光機の照度を高くしている。本報告では,
上記要求特性を満たし,大型TVに適するカラーレジストの開
発について報告する。
〔2〕 高色純度化
TV用パネルの色度は,EBU(European Broadcasting Union)
規格(NTSC比70%程度)が標準となっている2)。この色度は,
従来のノートPC用(NTSC比40%程度),モニタ用(同50~
60%程度)と比較し,かなり色が濃くなっている,すなわち,
色純度が高くなっているといえる。液晶パネルの構造上,お
よび塗布,パターニング工程における生産性上の制約から,
カラーフィルタの膜厚は厚くても2µm程度と制限される。そ
の結果,カラーレジスト組成中の顔料濃度が高くなり,感光
特性を付与する組成物(アルカリ可溶性ポリマ,光開始剤,
光反応性アクリルモノマ)の比率が低くなるため,高濃度顔
料系に適した感光特性(現像性,感度)を設計しなければな
らない。アルカリ可溶性ポリマが少なくなると,現像液溶解
性が低下するため,ポリマの構造,分子量,酸価を最適化し
て現像性を調整した。さらに光開始剤,光反応性アクリルモ
ノマの最適化により,感度を調整した。開発したカラーレジ
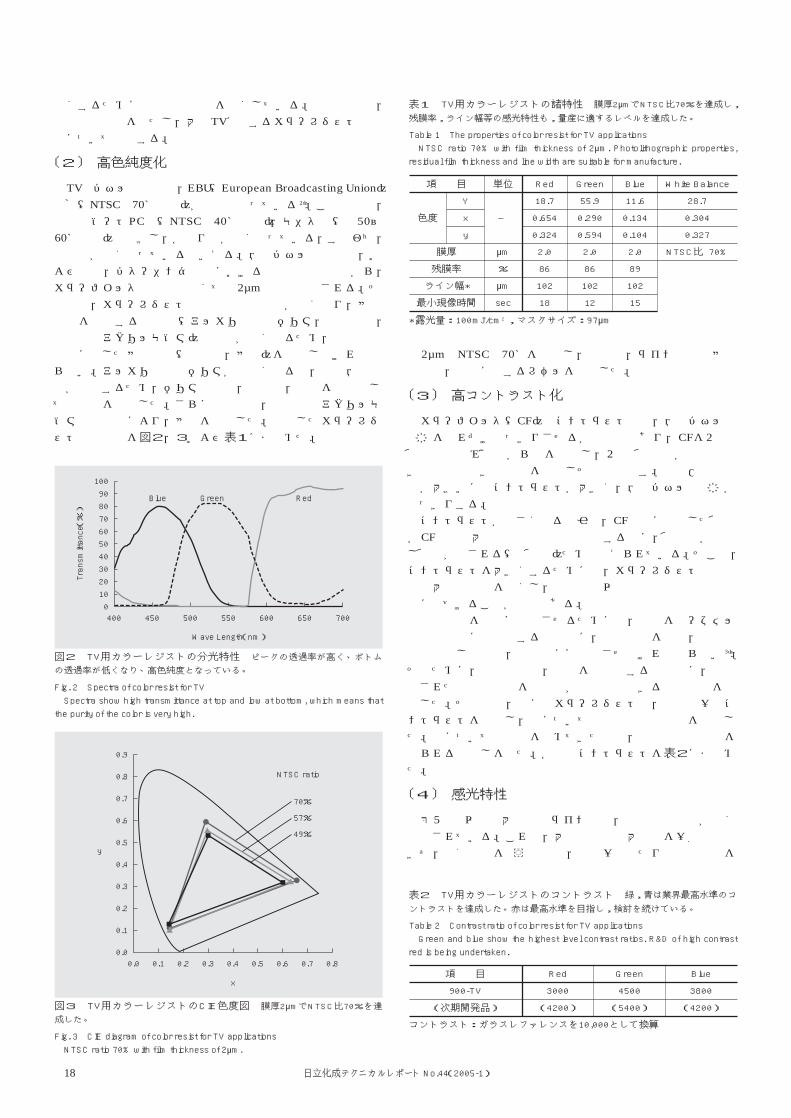
ストの諸特性を図2,3および表1にまとめた。開発品は膜
18
表1 TV用カラーレジストの諸特性 膜厚2µmでNTSC比70%を達成し,残膜率,ライン幅等の感光特性も,量産に適するレベルを達成した。
Table 1 The properties of color resist for TV applicationsNTSC ratio 70% with film thickness of 2µm. Photolithographic properties,
residual film thickness and line width are suitable for manufacture.
項 目
膜厚
残膜率
ライン幅*
最小現像時間
色度
Y
x
y
* 露光量:100mJ/cm2 ,マスクサイズ:97µm
単位
―
µm
%
µm
sec
Red
18.7
0.654
0.324
2.0
86
102
18
Green
55.9
0.290
0.594
2.0
86
102
12
Blue
11.6
0.134
0.104
2.0
89
102
15
White Balance
28.7
0.304
0.327
NTSC比 70%
図3 TV用カラーレジストのCIE色度図 膜厚2µmでNTSC比70%を達成した。
Fig. 3 CIE diagram of color resist for TV applicationsNTSC ratio 70% with film thickness of 2µm.
0.00.0 0.1 0.2 0.3 0.4
x
0.5 0.6 0.7 0.8
0.1
0.2
0.3
0.4
0.5y
0.6
0.7
0.8
0.9
NTSC ratio
70%
57%
49%
厚2µmでNTSC比70%を達成し,残膜率,ライン幅等の感光
特性も,量産に適するレベルを達成した。
〔3〕 高コントラスト化
カラーフィルタ(CF)のコントラストとは,液晶パネルの
明暗をどれだけはっきりさせるかの指標であり,CFを2枚の
偏光板で挟み片側から光を照射し,2枚の偏光板が平行のと
きと直交のときの輝度を測定しその比で表す。平行/直交の
比が大きいほどコントラストが大きく,液晶パネルの明暗が
はっきりする。
コントラストが小さくなる原因は,CF画素に入射した偏光
がCF膜内の大粒径顔料の表面で反射する際に,偏光面が回転
し偏光が崩される(消偏性)ためと考えられている。そこで,
コントラストを大きくするためには,カラーレジスト中の顔
料の大粒径粒子を無くし,光の波長以下の小粒径粒子の単分
散に近づけることが必要である。
顔料粒子を微細安定化させるためには,顔料をビーズミル
等で物理的に微細化すると同時に,顔料表面を樹脂,分散剤
等で被覆し物理的,電気的に安定化させなければならない3)。
そのために,分散剤の量,種類を最適化すると同時に,微細
化された顔料の表面を分散剤が十分被覆できる分散条件を検
討した。その結果,特に緑カラーレジストは,業界随一のコ
ントラストを達成し,青についても最高水準同等品を開発し
た。赤については開発を進めてきた結果,最高水準同等品を
得られる見通しを得た。各色のコントラストを表2にまとめ
た。
〔4〕 感光特性
第5世代以降の大型基板ラインでは,露光機の照度が高く
設計されている。これは,大型基板では大面積を一括露光で
きず,分割露光を行う関係上,露光一回当たりの所要時間を
図2 TV用カラーレジストの分光特性 ピークの透過率が高く、ボトムの透過率が低くなり、高色純度となっている。
Fig. 2 Spectra of color resist for TVSpectra show high transmittance at top and low at bottom, which means thatthe purity of the color is very high.
0400 450 500 550 600 650 700
102030405060708090100
Transmittance(%)
Wave Length(nm)
Blue Green Red
表2 TV用カラーレジストのコントラスト 緑,青は業界最高水準のコントラストを達成した。赤は最高水準を目指し,検討を続けている。
Table 2 Contrast ratio of color resist for TV applicationsGreen and blue show the highest level contrast ratios. R&D of high contrastred is being undertaken.
項 目
900-TV
(次期開発品)
Red
3000
(4200)
コントラスト:ガラスレファレンスを10,000として換算
Green
4500
(5400)
Blue
3800
(4200)
日立化成テクニカルレポート No.44(2005-1)
短くしたいためである。露光照度が高くなると,同じ露光量
でも光硬化の状態が異なるので4),感光特性を高照度に合わ
せて設計し直す必要がある。
そこで,アルカリ可溶性ポリマ,光開始剤,光反応性アク
リルモノマ等の組成を調整し,高照度露光機でも順テーパー
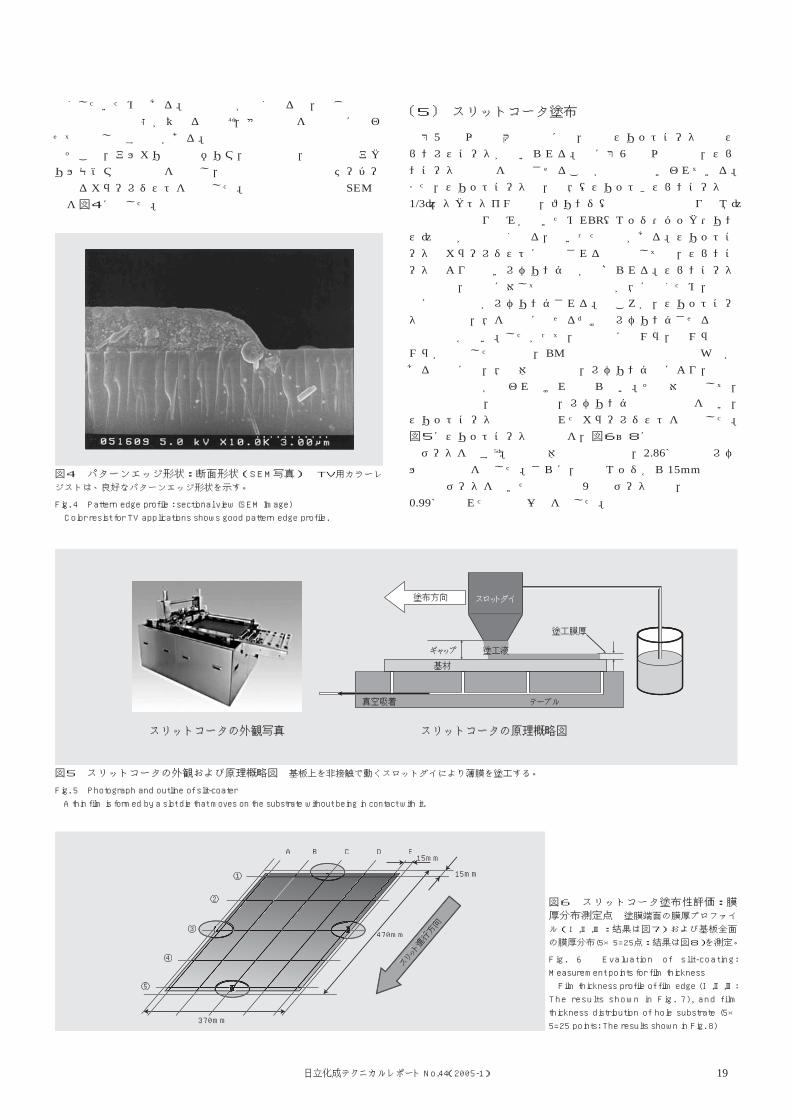
となるカラーレジストを開発した。開発品の画素断面SEM写
真を図4に示した。
19
〔5〕 スリットコータ塗布
第5世代以降の大型基板には,通常スリットコータ等のス
ピンレスコータが用いられる。特に第6世代以降では,スピ
ンコータで基板を回転させることが不可能といわれている。
また,スリットコータは,省液(スリット&スピンコータの
1/3),タクトタイム短縮,フリンジ(基板端部の厚塗り領域)
や裏面への回り込みが無いためEBR(エッジ・バック・リン
ス)処理が必要無くなる,といった利点がある。スリットコ
ータ用カラーレジストに要求される特性としては,スピンコ
ータ用よりも高いレベリング性が挙げられる。スピンコータ
の場合は,基板に対して水平方向の力が液に働くため,強制
的に塗膜表面がレベリングされる。ところが,スリットコー
タの場合は,液を基板に乗せるだけでレベリングさせる外力
は何も働かない。したがって,塗布時に筋ムラ,段ムラ等の
ムラが発生した場合や,BMや前色の画素等の下地の凹凸が
ある場合には,液自体の流動性,レベリング性により,塗膜
表面の平坦化が行われなければならない。その対策として,
不揮発分濃度,粘度の調整,レベリング剤の最適化を行い,
スリットコータ塗布性の優れたカラーレジストを開発した。
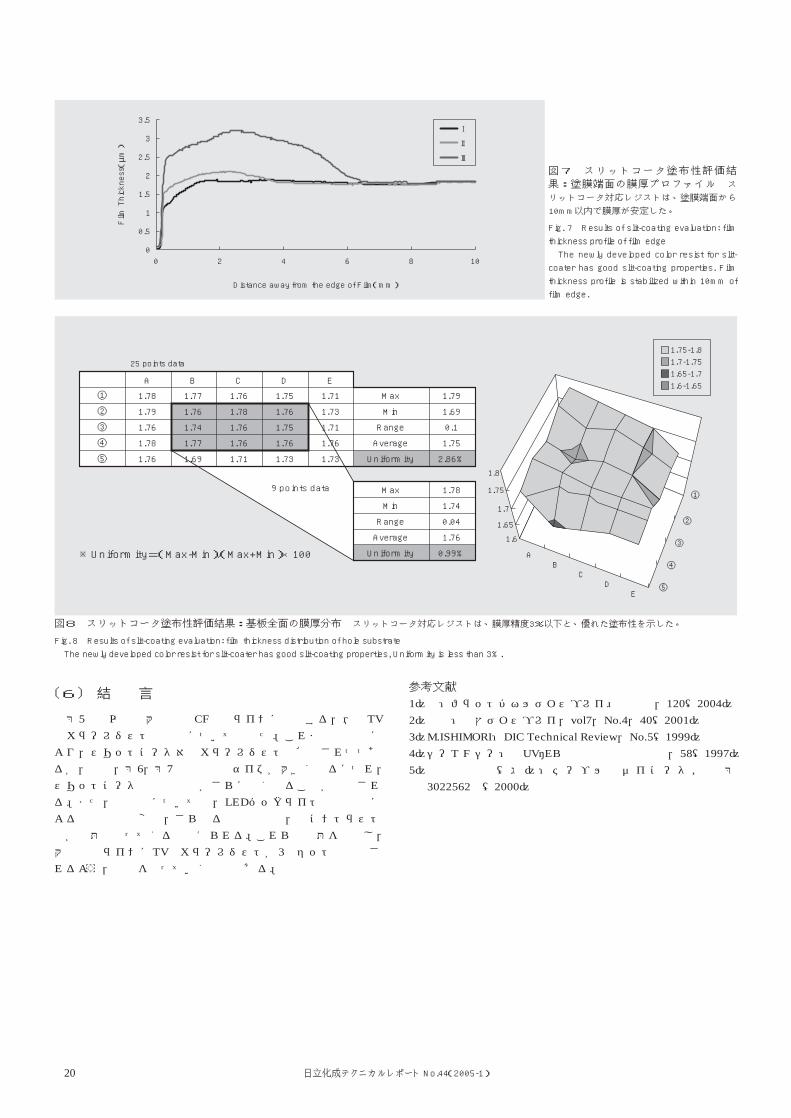
図5にスリットコータの構造を,図6~8に塗膜の膜厚精度
のデータを示す5)。塗膜全体の膜厚精度は,2.86%と実用レベ
ルの塗布性を示した。さらに,基板エッジから15mm内周部
の膜厚データを除いた有効面内9点のデータでは,膜厚精度
0.99%の優れた膜厚均一性を示した。
図4 パターンエッジ形状:断面形状(SEM写真) TV用カラーレ
ジストは、良好なパターンエッジ形状を示す。
Fig. 4 Pattern edge profile : sectional view (SEM Image) Color resist for TV applications shows good pattern edge profile.
図5 スリットコータの外観および原理概略図 基板上を非接触で動くスロットダイにより薄膜を塗工する。
Fig. 5 Photograph and outline of slit-coaterA thin film is formed by a slot die that moves on the substrate without being in contact with it.
塗工膜厚
スロットダイ
塗工液ギャップ
塗布方向
テーブル真空吸着
基材
図6 スリットコータ塗布性評価:膜厚分布測定点 塗膜端面の膜厚プロファイル(Ⅰ,Ⅱ,Ⅲ:結果は図7)および基板全面
の膜厚分布(5×5=25点:結果は図8)を測定。
Fig. 6 Evaluation of sl i t-coating:Measurement points for film thickness Film thickness profile of film edge (Ⅰ,Ⅱ,Ⅲ:The results shown in Fig. 7), and fi lmthickness distribution of hole substrate (5×5=25 points: The results shown in Fig. 8)
470mm4
370mm
15mm
15mm1A
①
②
③
④
⑤
B C D E
ⅡⅡⅡⅡⅡⅡⅡ
ⅢⅢⅢⅢ
ⅡⅡ
ⅠⅠⅠ
スリット進行方向
スリットコータの外観写真 スリットコータの原理概略図
日立化成テクニカルレポート No.44(2005-1)20
〔6〕 結 言
第5世代以降の大型基板CF製造ラインに適合する,液晶TV
用カラーレジストの特性について述べた。これまでの検討に
より,スリットコータ対応カラーレジストは確立されつつあ
るが,今後,第6,第7世代と基板サイズが大きくなるにつれ,
スリットコータの塗工速度がさらに速くなることが予想され
る。また,色特性についても,LEDバックライトの採用等に
よる要求色度の変更,さらなる高色純度化,高コントラスト
化が課題となってくると考えられる。これらの課題を解決し,
大型基板ラインにTV用カラーレジストが3色セットで採用さ
れるよう,開発を行っていく予定である。
参考文献
1)林:フラットパネルディスプレイ 戦略編,120(2004)
2)田口:月刊ディスプレイ,vol7,No.4,40(2001)
3)M.ISHIMORI:DIC Technical Review,No.5(1999)
4)シーエムシー:新UV・EB硬化技術と応用展開,58(1997)
5)中外炉工業(株):テーブル型ダイコータ ,特許第
3022562号(2000)
図7 スリットコータ塗布性評価結果:塗膜端面の膜厚プロファイル スリットコータ対応レジストは、塗膜端面から
10mm以内で膜厚が安定した。
Fig. 7 Results of slit-coating evaluation: filmthickness profile of film edge The newly developed color resist for slit-
coater has good slit-coating properties. Filmthickness profile is stabilized within 10mm offilm edge.
00 2 4
Distance away from the edge of Film(mm)
Film Thickness(
µm)
6 8 10
0.5
1
1.5
2
2.5
3
3.5Ⅰ
Ⅱ
Ⅲ
図8 スリットコータ塗布性評価結果:基板全面の膜厚分布 スリットコータ対応レジストは、膜厚精度3%以下と、優れた塗布性を示した。
Fig. 8 Results of slit-coating evaluation: film thickness distribution of hole substrate The newly developed color resist for slit-coater has good slit-coating properties, Uniformity is less than 3%.
A
①
②
③
④
⑤
BC
DE
1.75-1.81.7-1.751.65-1.71.6-1.65
1.8
1.75
1.7
1.65
1.6
25 points data
①
②
③
④
⑤
A B C D E
1.78
1.79
1.76
1.78
1.76
1.77
1.76
1.74
1.77
1.69
1.76
1.78
1.76
1.76
1.71
1.75
1.76
1.75
1.76
1.73
1.71
1.73
1.71
1.76
1.73
1.79
1.69
0.1
1.75
2.86%
Max
Min
Range
Average
Uniformity
1.78
1.74
0.04
1.76
0.99%
Max
Min
Range
Average
Uniformity
9 points data
※Uniformity=(Max-Min)/(Max+Min)×100

日立化成テクニカルレポート No.44(2005-1)
U.D.C. 629.331.023.25:629.331-112.6:678.6.073:666.181
21
自動車用樹脂バックドアモジュールPlastic Back Door Module for Automotive
岩田輝彦* Teruhiko Iwata 入口剛典** Takefumi Iriguchi
渡辺健二** Kenji Watanabe 鈴木繁生** Shigeo Suzuki
近年,自動車には軽量化,低コスト化がますます求められている。樹脂バックドア
モジュールは,従来の鋼板製に比較し,軽量かつ造形自由度があり,組付部品を一体
化することによりコストを低減できる特長をもつ。当社は,高強度・高剛性のガラス
繊維強化熱可塑樹脂製インナーパネルと,外観に優れたエンジニアリングプラスチッ
ク製アウターパネルを接着剤で接合する構成の,国内で初めての樹脂バックドアモジ
ュールを開発,2001年に量産化した。さらに,インナーパネルをプレス成形から射出成形法に,アウターパネルを汎用樹脂に変更して,生産性とコストを改善し,より汎
用性を高めたバックドアモジュールの量産を2004年10月に開始した。また,開発に
あたって,CAE解析技術を強化,活用することにより,開発期間の短縮を図ることが
できた。
*当社 機能性材料事業本部 開発企画部 ** 当社 自動車部品ビジネスユニット 五所宮プロダクトセンタ 開発グループ
〔1〕 緒 言
自動車メーカは燃費向上とコスト低減を目的とした軽量
化,モジュール化を進めている1)。モジュールとは車を機能
または構造ごとに分割し,個々の部品を組み付け一体化した
ものである2)。具体的にはインストルメントパネルにメータ
ー類やエアコン等を組み付けたコックピットモジュール,ヘ
ッドランプやラジエーターサポート等を一体化したフロント
エンドモジュール,バックドア本体とガラスおよび機構部品
等を組み合わせたバックドアモジュール等がある。自動車メ
ーカは,モジュール化によって,部品の統廃合による部品コ
スト低減,組立ラインの混合ライン化促進,部品メーカへの
開発依託による先行開発への開発資源集中化が図れる。また,
それを樹脂化と組み合わせることでさらなる部品統廃合によ
る軽量化も狙いとしている。
当社でも,従来の鋼板バックドアに対して,軽量化,造形
自由度の向上を目指して高強度・高剛性熱可塑樹脂を活用し
た樹脂バックドアモジュールの開発を行ってきた。本報では,
国内で初めて量産化した第一世代バックドアモジュールと,
材料および工法を転換することによりさらに生産性と原価低
減を図り,量産化を実現した第二世代バックドアモジュール
の開発内容を述べる。さらに,樹脂バックドアモジュールの
開発を通して開発効率向上のために強化,活用してきたCAE
解析技術について報告する。
〔2〕 樹脂バックドアモジュールの開発概要
2. 1 第一世代バックドアモジュール
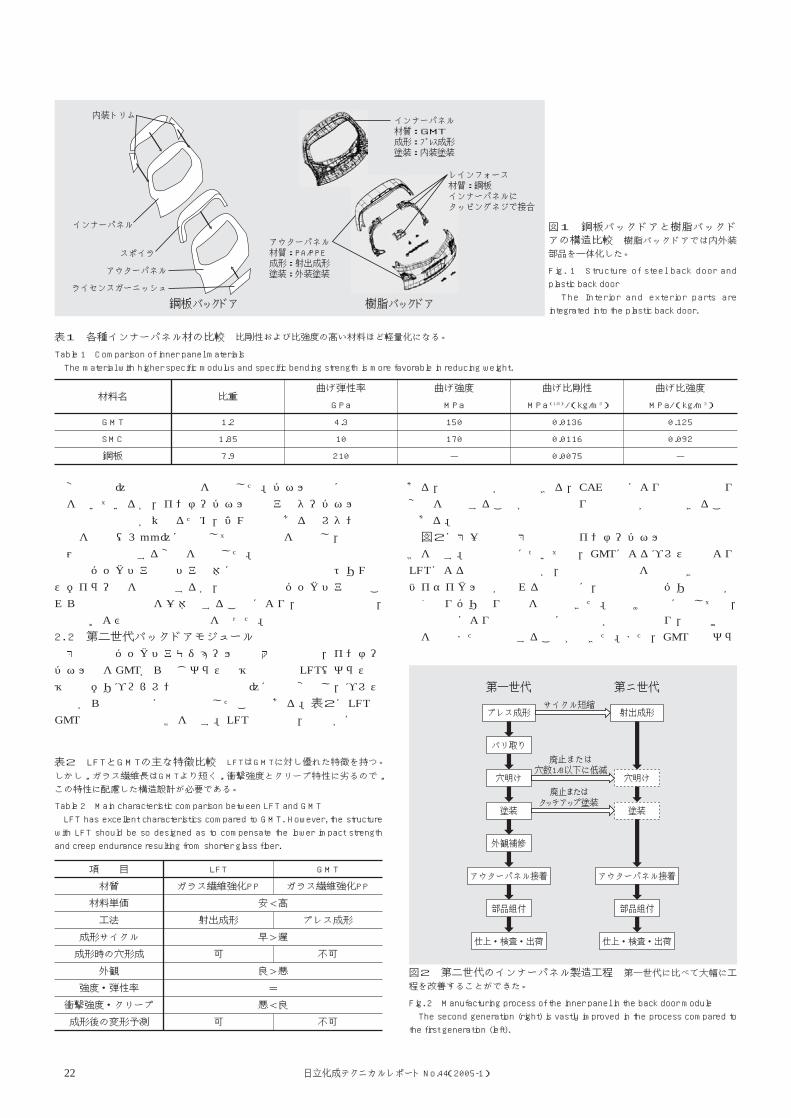
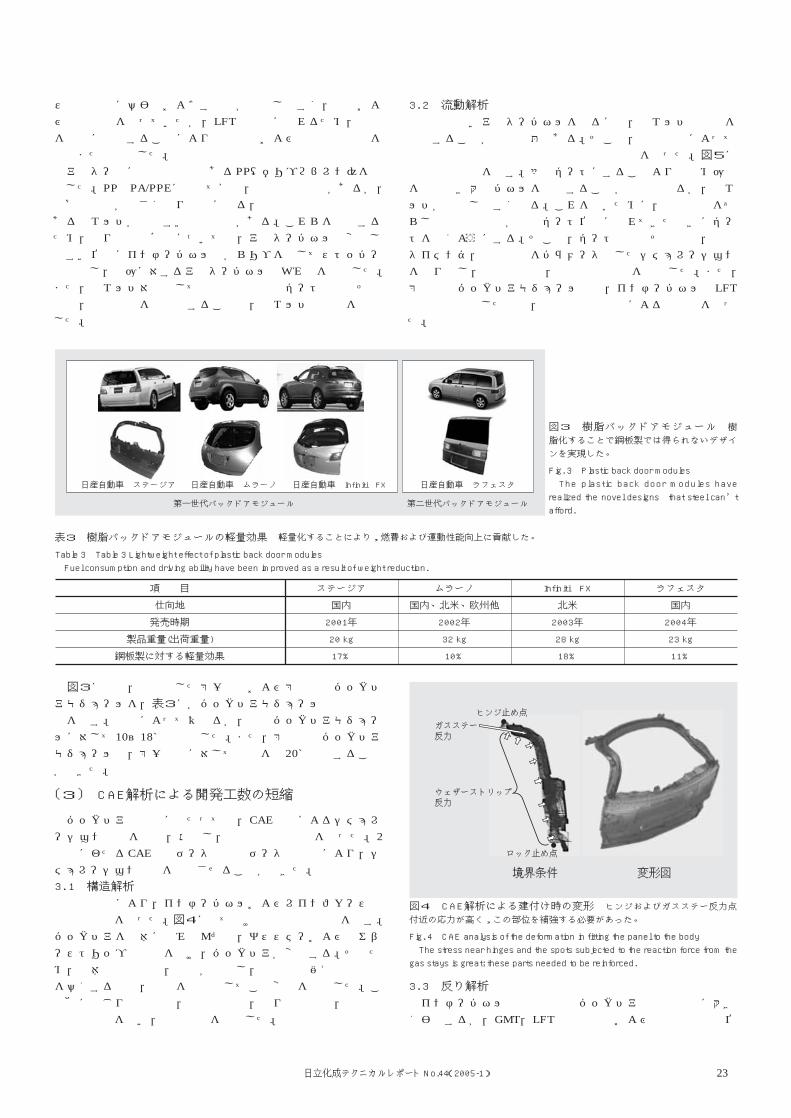
図1に鋼板バックドアと樹脂バックドアの構造比較を示
す。バックドアには,高強度・高剛性の他に,疲労および振
動耐久性,後面衝突安全性,冷熱サイクル後の寸法安定性,
耐クリープ性,高い外観品質等が要求される。従来の鋼板バ
ックドアは,インナーパネルとアウターパネルとをヘム加工およ
び溶接によって接合する構造で要求性能を満足させていた。
樹脂バックドアでは,剛性および強度は基本的にインナー
パネルで持たせる設計構想とした。表1に示すように,第一
世代のインナーパネルには,従来から構造材として用いられ
ていたSMCよりさらに比剛性・比強度の高い,ガラス繊維含
有率40 wt%のGMT(ガラス長繊維強化ポリプロピレンのプ
レス成形材)を採用し,それを剛性の補完と後面衝突時のパネ
ル分離防止の目的のために鋼板レインフォースで補強した。
アウターパネルには耐熱性および外観品質に優れた
PA/PPE(ポリアミドとポリフェニレンエーテルの非晶結晶
Nowadays, reduction in weight and cost has been increasingly demanded in theautomotive market. The plastic back door module has the benefits of weight reduction,styling flexibility, and cost reduction by integrating the components compared to theconventional steel back door. We have developed and mass-produced the plastic backdoor modules first in Japan in 2001, by adopting the structure of joining with adhesivesthe inner panel made of glass fiber reinforced thermoplastic having high strength andrigidity and the outer one made of engineering plastic having excellent appearance.Furthermore, we have improved the productivity and cost by shifting from pressmolding to injection molding for the inner panel, and from engineering plastic tostandard plastic for the outer one. The mass production of new project product usingthese technologies started in October 2004 and our development activities have beenshortened by applying CAE analysis.
日立化成テクニカルレポート No.44(2005-1)
性変成樹脂)製射出成形材を採用した。パネル接合には接着
剤を用いているが,インナーパネル材とアウターパネル材と
では線膨張係数が異なるため,ゴム弾性のあるウレタン系接
着剤を厚肉(3 mm)に使用して線膨張差を吸収し,高低温
雰囲気中で発生する変形を抑制した。
鋼板バックドアではドア本体に樹脂成形製の内装トリムや
スポイラー等を後装着するが,当社の樹脂バックドアではこ
れらの内外装部品を一体化することにより,部品の削減と,
軽量化および組立工数の低減を図った。
2. 2 第二世代バックドアモジュール
第二世代バックドアモジュールの最大の特長は,インナー
パネル材をGMTから同じガラス繊維含有率のLFT(ガラス繊
維強化ポリプロピレンの射出成形材)に材料変更し,プレス
成形から射出成形に工法転換したことである。表2にLFTと
GMTの主な特徴の比較を示す。LFTの特長は,材料が安価で
22
インナーパネル
内装トリムインナーパネル 材質:GMT 成形:プレス成形 塗装:内装塗装
レインフォース 材質:鋼板 インナーパネルにタッピングネジで接合
アウターパネル 材質:PA/PPE 成形:射出成形 塗装:外装塗装
スポイラ
ライセンスガーニッシュ
アウターパネル
鋼板バックドア 樹脂バックドア
図1 鋼板バックドアと樹脂バックドアの構造比較 樹脂バックドアでは内外装部品を一体化した。
Fig. 1 Structure of steel back door andplastic back doorThe Interior and exterior parts are
integrated into the plastic back door.
図2 第二世代のインナーパネル製造工程 第一世代に比べて大幅に工程を改善することができた。
Fig. 2 Manufacturing process of the inner panel in the back door moduleThe second generation (right) is vastly improved in the process compared tothe first generation (left).
表1 各種インナーパネル材の比較 比剛性および比強度の高い材料ほど軽量化になる。
Table 1 Comparison of inner panel materialsThe material with higher specific modulus and specific bending strength is more favorable in reducing weight.
材料名
GMT
SMC
鋼板
比重
1.2
1.85
7.9
第ニ世代第一世代
プレス成形
バリ取り
穴明け
塗装
外観補修
アウターパネル接着
部品組付
仕上・検査・出荷
射出成形
穴明け
塗装
アウターパネル接着
部品組付
仕上・検査・出荷
サイクル短縮
廃止または穴数1/8以下に低減
廃止またはタッチアップ塗装
曲げ弾性率
GPa
4.3
10
210
曲げ強度
MPa
150
170
-
曲げ比剛性
MPa(1/3)/(kg/m3)
0.0136
0.0116
0.0075
曲げ比強度
MPa/(kg/m3)
0.125
0.092
-
表2 LFTとGMTの主な特徴比較 LFTはGMTに対し優れた特徴を持つ。しかし,ガラス繊維長はGMTより短く,衝撃強度とクリープ特性に劣るので,
この特性に配慮した構造設計が必要である。
Table 2 Main characteristic comparison between LFT and GMTLFT has excellent characteristics compared to GMT. However, the structurewith LFT should be so designed as to compensate the lower impact strengthand creep endurance resulting from shorter glass fiber.
項 目
材質
材料単価
工法
成形サイクル
成形時の穴形成
外観
強度・弾性率
衝撃強度・クリープ
成形後の変形予測
LFT
ガラス繊維強化PP
射出成形
可
可
安<高
早>遅
良>悪
=
悪<良
GMT
ガラス繊維強化PP
プレス成形
不可
不可
ある,製造工数が低減できる,CAE解析により成形後の反り
変形を予測することが可能となり開発工数が低減できること
である。
図2に第一世代と第二世代のインナーパネルの製造工程比
較を示す。成形工程については,GMTによるプレス成形より
LFTによる射出成形の方が,材料投入時間を短縮でき成形の
ハイサイクル化が図れるとともに,工法上成形バリの発生が
なくなりバリ取り工程を廃止できた。穴明け工程に関しても,
射出成形により成形と同時に穴形成が可能となり,穴明け工
程を廃止または縮小することができた。また,GMTではガラ
日立化成テクニカルレポート No.44(2005-1)
ス目等外観に悪影響およぼす欠陥が発生しやすく,塗装およ
び外観補修を行っていたが,LFTは外観に優れるため,樹脂
を塗色に着色することにより塗装工程および外観補修工程を
廃止または縮小した。
アウター材には汎用樹脂であるPP(ポリプロピレン)を採
用した。PPはPA/PPEに比べて安価,軽量等の長所があるが,
曲げ弾性率が小さく張り剛性に劣る,修正困難な外観欠陥で
あるウエルドが出やすい等の短所がある。これらを改善する
ため,張り剛性の確保については,アウターパネルの変形し
やすい位置にインナーパネル側からリブを出してストッパー
構造とし,外圧に対するアウターパネルの凹み量を低減した。
また,ウエルド対策としては射出成形型のゲート点数とその
配置,成形条件を最適化することで,ウエルドの発生を抑制
した。
23
図3 樹脂バックドアモジュール 樹脂化することで鋼板製では得られないデザイ
ンを実現した。
Fig. 3 Plastic back door modulesThe plastic back door modules have
realized the novel designs that steel can’tafford.
図3に開発,量産化した第一世代および第二世代バックド
アモジュールを,表3に各バックドアモジュールの軽量化効
果を示す。車種によって異なるが,鋼板バックドアモジュー
ルに対して10~18%軽量化した。また,第二世代バックドア
モジュールは,第一世代に対して原価を約20%削減すること
ができた。
〔3〕 CAE解析による開発工数の短縮
バックドアの設計に当たっては,CAE解析によるシミュレ
ーション技術を強化,活用し,開発の効率向上を図った。2
世代にわたるCAE解析データと実験データの蓄積により,シ
ミュレーション技術を向上させることができた。
3. 1 構造解析
構造解析により,インナーパネルおよびレインフォース構
造の最適化を行った。図4に建て付け剛性解析の事例を示す。
バックドアを車体に組み込んだ時,ガスステーおよびウェザ
ーストリップの反力を受け,バックドアが変形する。そのた
め,車体との隙間や,面差が発生し,外観の見栄えや水密性
を悪くするので,構造を最適化してこの変形を抑制した。こ
の他にねじり剛性解析,熱応力解析,張り剛性解析,固有振
動数解析等を行い,要求性能を達成した。
図4 CAE解析による建付け時の変形 ヒンジおよびガスステー反力点付近の応力が高く,この部位を補強する必要があった。
Fig. 4 CAE analysis of the deformation in fitting the panel to the bodyThe stress near hinges and the spots subjected to the reaction force from thegas stays is great; these parts needed to be reinforced.
ヒンジ止め点ガスステー反力
ウェザーストリップ反力
ロック止め点
境界条件 変形図
表3 樹脂バックドアモジュールの軽量効果 軽量化することにより,燃費および運動性能向上に貢献した。
Table 3 Table 3 Lightweight effect of plastic back door modulesFuel consumption and driving ability have been improved as a result of weight reduction.
項 目
仕向地
発売時期
製品重量(出荷重量)
鋼板製に対する軽量効果
ステージア
国内
2001年
20 kg
17%
ムラーノ
国内、北米、欧州他
2002年
32 kg
10%
Infiniti FX
北米
2003年
28 kg
18%
ラフェスタ
国内
2004年
23 kg
11%
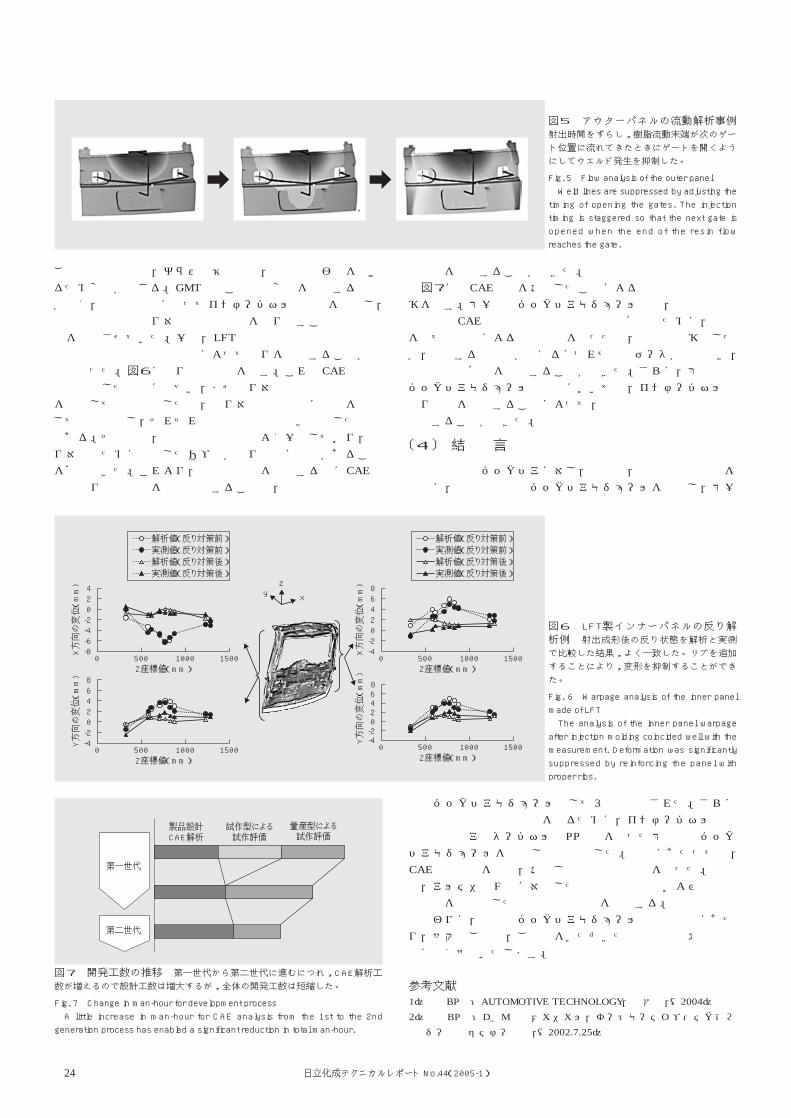
3. 2 流動解析
外観の良いアウターパネルを得るには,ウエルドの発生を
抑制することが重要課題である。そこで,流動解析によって
射出成形型の仕様と射出成形条件の最適化を図った。図5に
流動解析事例を示す。多点ゲートにすることより型締め圧力
を低減でき大型パネルを成形することが可能となるが,ウエ
ルドが発生しやすくなる。これを防ぐために,射出時間をず
らし樹脂流動末端が次のゲート位置に流れてきたときにゲー
トを開くようにする。そこで,ゲート点数とその配置,射出
タイミング,型温度等をパラメータとしたシミュレーション
を繰り返し,最適型仕様,最適成形条件を見出した。また,
第二世代バックドアモジュールでは,インナーパネルもLFT
の射出成形としたので,同様の流動解析による最適化を図っ
た。
3. 3 反り解析
インナーパネルの寸法精度はバックドアの寸法精度に大き
く影響するが,GMT,LFTとも成形中および成形直後の部位
日産自動車 ステージア 日産自動車 ムラーノ
第一世代バックドアモジュール
日産自動車 Infiniti FX 日産自動車 ラフェスタ
第二世代バックドアモジュール
日立化成テクニカルレポート No.44(2005-1)24
ごとの冷却速度差,ガラス繊維の配向,肉厚等の影響を受け
るため変形が生じる。GMTではこの成形変形を予測する手段
がなく,過去の経験に頼ってインナーパネルの構造を決定し,
成形型完成後の反り対策も試行錯誤を繰り返すことで寸法精
度を向上させていた。一方,LFTでは射出成形での流動解析
と熱応力解析との連成解析によって反りを予測することが可
能となった。図6に反り解析の例を示す。これはCAE解析で
構造設計した結果に基づき,まず反り対策前の段階の成形型
を製作して試作評価した後,反り対策後の形状に金型を修正
して試作評価し,それぞれ両者の解析値と比較検証したもの
である。その結果,解析値と実験値はよく一致しており,反
り対策のために設定したリブ等が反り低減に効果があること
を確認できた。これより,量産成形型を製作する前にCAE解
析で反り低減構造を十分検討することで,成形型完成後の修
正工数を低減することができた。
図7にはCAE解析を活用したことによる開発工数低減の推
移を示す。第一世代バックドアモジュールでは,開発初期の
車種ではCAE解析と実験結果との整合性確認のために,設計
を経て試作型による試作評価を行った後,量産型へ移行した
が,開発する車種数が増えるにつれて解析データが蓄積でき,
試作型での確認を省略することができた。さらに,第二世代
バックドアモジュールの開発においては,インナーパネルの
反り解析を導入することによって,量産型完成後の型修正も
低減することができた。
〔4〕 結 言
従来の鋼板バックドアに対し,軽量化,造形自由度向上を
目的に,国内初の樹脂バックドアモジュールを開発し,第一
図5 アウターパネルの流動解析事例射出時間をずらし,樹脂流動末端が次のゲー
ト位置に流れてきたときにゲートを開くよう
にしてウエルド発生を抑制した。
Fig. 5 Flow analysis of the outer panelWeld lines are suppressed by adjusting thetiming of opening the gates. The injectiontiming is staggered so that the next gate isopened when the end of the resin f lowreaches the gate.
0-8-6-4-2024
500 1000Z座標値(mm)
X方向の変位(mm)
1500
0-4-202468
500 1000Z座標値(mm)
Y方向の変位(mm)
1500
解析値(反り対策前)実測値(反り対策前)解析値(反り対策後)実測値(反り対策後)
0-4-202468
500 1000Z座標値(mm)
X方向の変位(mm)
1500
0-4-202468
500 1000Z座標値(mm)
Y方向の変位(mm)
1500
解析値(反り対策前)実測値(反り対策前)解析値(反り対策後)実測値(反り対策後)
yz
x
図6 LFT製インナーパネルの反り解析例 射出成形後の反り状態を解析と実測で比較した結果,よく一致した。リブを追加
することにより,変形を抑制することができ
た。
Fig. 6 Warpage analysis of the inner panelmade of LFTThe analysis of the inner panel warpage
after injection molding coincided well with themeasurement. Deformation was significantlysuppressed by reinforcing the panel withproper ribs.
世代バックドアモジュールとして3車種採用された。さらに
生産性の向上と原価低減を図るために,インナーパネルの射
出成形化とアウターパネルのPP材化を行った第二世代バック
ドアモジュールを開発し量産開始した。開発にあたっては,
CAE解析技術を強化,活用し開発工数の低減を図った。今後
は,アルミニウム材に対抗した軽量化や商品性および付加価
値向上を目的とした要素技術の開発を促進する。
終わりに,本樹脂バックドアモジュールの共同開発にあた
り,多大なご助言,ご協力をいただいた日産自動車株式会社
殿に深く感謝いたします。
参考文献1)日経BP社:AUTOMOTIVE TECHNOLOGY,創刊号,(2004)
2)日経BP社:D&M日経メカニカル,オートモーティブ・テクノロ
ジー共催セミナー資料,(2002.7.25)
図7 開発工数の推移 第一世代から第二世代に進むにつれ,CAE解析工数が増えるので設計工数は増大するが,全体の開発工数は短縮した。
Fig. 7 Change in man-hour for development processA little increase in man-hour for CAE analysis from the 1st to the 2nd
generation process has enabled a significant reduction in total man-hour.
製品設計CAE解析
試作型による試作評価
量産型による試作評価
第一世代
第二世代
日立化成テクニカルレポート No.44(2005-1)
U.D.C. 621.315.6.049.77-758:678.6:536.49:77.021.1
25
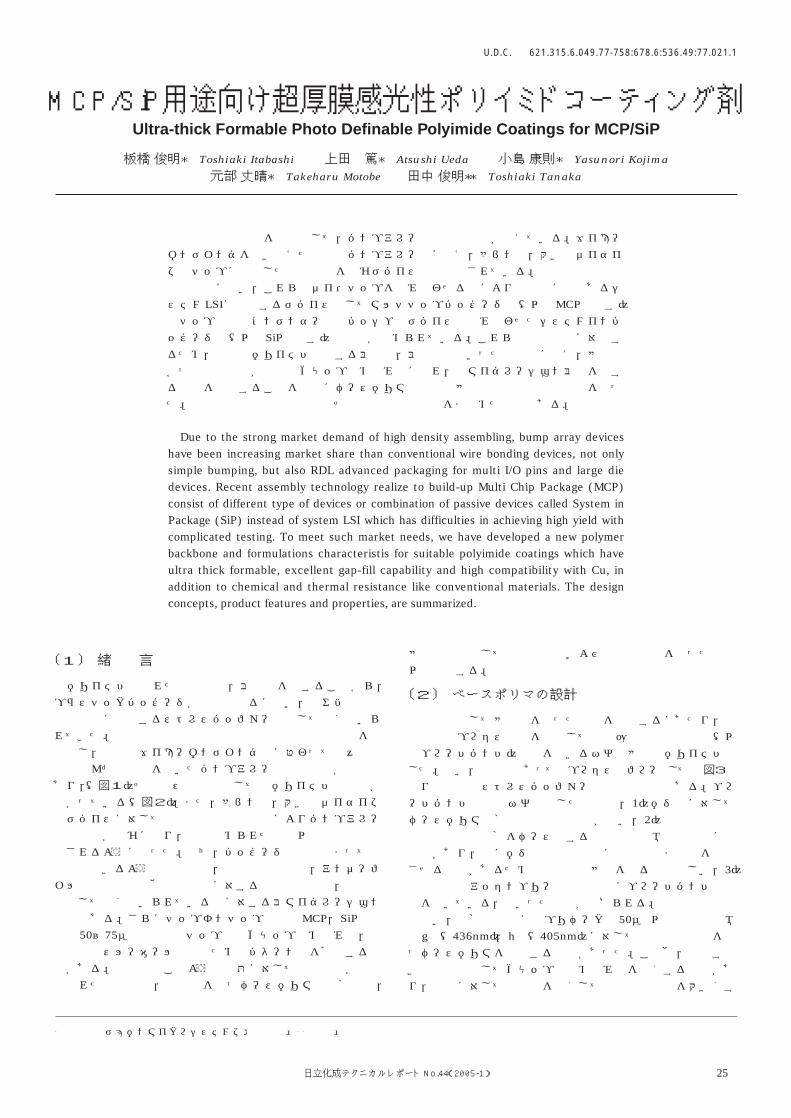
MCP/SiP用途向け超厚膜感光性ポリイミドコーティング剤Ultra-thick Formable Photo Definable Polyimide Coatings for MCP/SiP
板橋俊明* Toshiaki Itabashi 上田 篤* Atsushi Ueda 小島康則* Yasunori Kojima
元部丈晴* Takeharu Motobe 田中俊明** Toshiaki Tanaka
実装密度の向上を目的として,バンプアレー品の生産比率が増えている。ワイヤー
ボンディングを置き換えた単純なバンプアレー品に加え,多ピン化,大きなダイサイ
ズのチップに適合した再配線層を含むデバイスも量産化されている。最近では実装技
術の進捗に伴い,これらのダイ・チップを組み合わせる事により量産性に難のあるシ
ステムLSIに相当するデバイスとしてマルチチップパッケージ品(以下MCPと称す)
やチップ抵抗やコンデンサー等のパッシブなデバイスも組み合わせたシステムインパ
ッケージ品(以下SiPと称す)の開発が進められている。これらの市場要求に対応す
るため,従来のポリイミドの有する耐熱性,耐薬品性といった諸特性に加え,感光性
かつ超厚膜形成が可能でギャップ埋め込み性に優れ,銅マイグレーション耐性を有す
る製品を上市することを目的にベースポリマの設計と感光材の配合量の最適化を行っ
た。本報は本製品の設計過程とその代表的な諸特性をまとめたものである。
*日立化成デュポンマイクロシステムズ株式会社 ** 当社 総合研究所
〔1〕 緒 言
ポリイミドは優れた機械特性,耐熱性を有することから,
プラスチックパッケージが主流となるに従い,ウェハ工程の
最終工程に形成するストレスバッファー膜として広く用いら
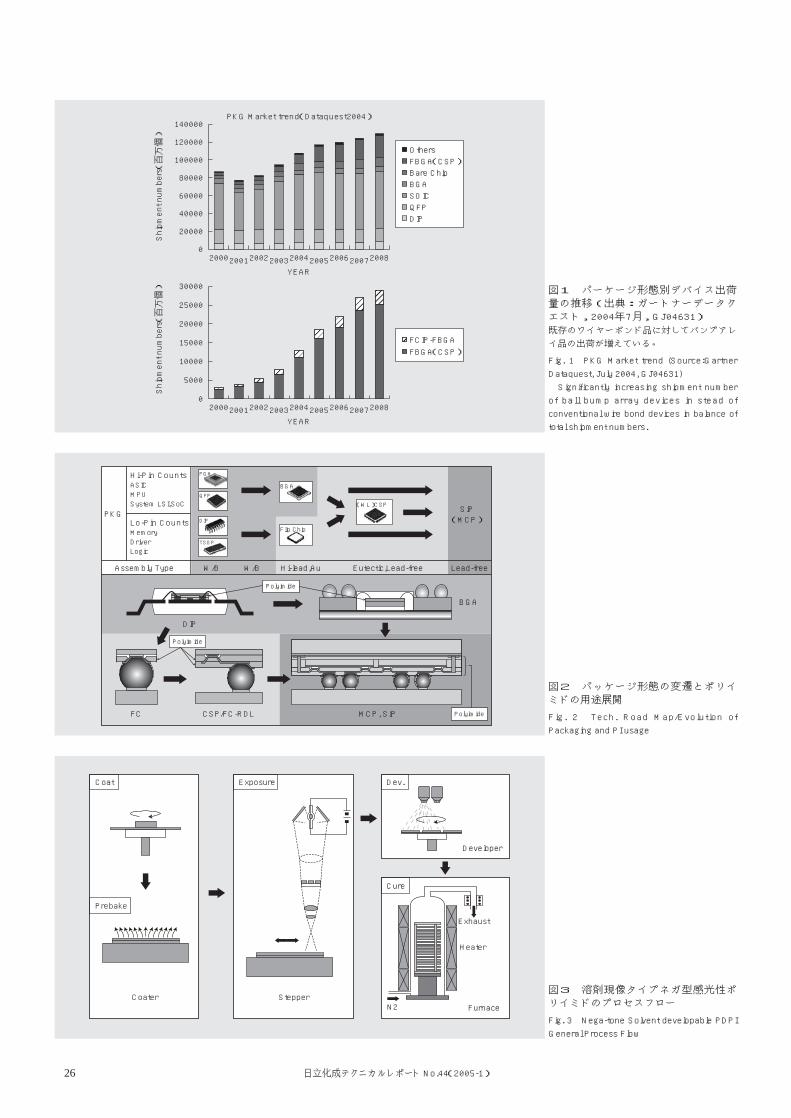
れてきた。最近では実装密度の向上や信号経路の最短化を目
的とし,従来のワイヤーボンディング法に替わって様々な組
成のはんだ材や金を用いたバンプアレー品の出荷増が顕著で
あり,(図1)その絶縁膜材料としてもポリイミドの用途が
広がっている(図2)。また,多ピン化,大きなダイサイズ
のデバイスに対しても再配線技術の導入によりバンプアレー
品の展開が進むに至り,従来求められた特性以外の物性も要
求されるようになった。即ち,パッケージ構造と相まって応
力分散できるような材料物性,金属膜や下地膜,アンダーフ
ィル材や封止材等他の構造材に対する良好な接着性,再配線
層として広く用いられている銅に対する耐マイグレーション
性等である。さらにチップオンチップ構造のMCP,SiP用途
では50~75µm厚の搭載チップ間のギャップ埋め込み性,超
厚膜でのスルーホール形成のためのパターン性を確保する必
要がある。本報ではこのような課題に対して光透過性が良好
で優れた機械物性,接着性を持つベースポリマの骨格設計,
感光性材料としての配合決定および特性の評価を行ったので
以下報告する。
〔2〕 ベースポリマの設計
本用途として感光性を持った材料を開発するにあたり,使
用条件やプロセス装置を考慮して超高圧水銀灯の全波長(以
下ブロードバンド)露光を用いるネガ型感光性ポリイミドと
した。従い,超厚膜であってもプロセスのフローとしては図3の
通りで従来のストレスバッファー用途品と同様である。ブロ
ードバンド露光のネガ型とした理由は,1)ポジ型に対して
ベースポリマ骨格の設計の自由度が高い,2)超厚膜用途で
は芳香族系の骨格をベースとすると短波長領域の透過率には
限界があり,特にポジ型では露光時に膜の底部まで光を透過
させる必要があるため高膜厚で高感度を得る事は難しい,3)
露光波長もアッセンブリー工程では主にブロードバンド露光
機を用いている,といった理由が挙げられる。
従い,骨格の設計にはプリベーク後50µm以上の超厚膜域
でg線(436nm),h線(405nm)に対して十分な透過率を持
つベースポリマを選定する必要があった。この他,満足すべ
き要求項目としてギャップの埋め込み性を良くする必要があ
り,溶媒に対して溶解度を高くして固形分含有量を大きくす
Due to the strong market demand of high density assembling, bump array deviceshave been increasing market share than conventional wire bonding devices, not onlysimple bumping, but also RDL advanced packaging for multi I/O pins and large diedevices. Recent assembly technology realize to build-up Multi Chip Package (MCP)consist of different type of devices or combination of passive devices called System inPackage (SiP) instead of system LSI which has difficulties in achieving high yield withcomplicated testing. To meet such market needs, we have developed a new polymerbackbone and formulations characteristis for suitable polyimide coatings which haveultra thick formable, excellent gap-fill capability and high compatibility with Cu, inaddition to chemical and thermal resistance like conventional materials. The designconcepts, product features and properties, are summarized.
日立化成テクニカルレポート No.44(2005-1)26
20000
0
5000
10000
15000
20000
25000
30000
20000
40000
60000
80000
100000Shipment numbers(百万個)
Shipment numbers(百万個)
120000
140000
2001200220032004
YEAR2005200620072008
20002001200220032004
YEAR2005200620072008
DIPQFPSOICBGABare ChipFBGA(CSP)
FBGA(CSP)FCIP-FBGA
Others
PKG Market trend(Dataquest2004)
図1 パーケージ形態別デバイス出荷量の推移(出典:ガートナーデータクエスト,2004年7月,GJ04631)既存のワイヤーボンド品に対してバンプアレ
イ品の出荷が増えている。
Fig. 1 PKG Market trend (Source:GartnerDataquest, July 2004, GJ04631)Significantly increasing shipment number
of ball bump array devices in stead ofconventional wire bond devices in balance oftotal shipment numbers.
PKG
Assembly Type W/B W/B Hi-lead,Au Eutectic,Lead-free Lead-free
Hi-Pin CountsASICMPUSystem LSI,SoC
Lo-Pin CountsMemoryDriverLogic
SiP(MCP)
DIP
BGA
FC CSP/FC-RDL MCP, SiP
PGA
BGA
(WL)CSP
Flip Chip
QFP
DIP
TSOP
Polyimide
Polyimide
Polyimide
図2 パッケージ形態の変遷とポリイミドの用途展開
Fig. 2 Tech. Road Map/Evolution ofPackaging and PI usage
Coat
Prebake
Cure
Dev.Exposure
N2
Exhaust
Heater
Coater Stepper
Developer
Furnace
図3 溶剤現像タイプネガ型感光性ポリイミドのプロセスフロー
Fig. 3 Nega-tone Solvent developable PDPIGeneral Process Flow
日立化成テクニカルレポート No.44(2005-1)
ることにより膜減り量の低減を狙った。以上の条件から候補
となる骨格の設計を行った。
ポリイミド前駆体の光透過性はポリマ骨格中のπ電子の供
与,吸引性や立体因子等が影響するとされている1)。当社の
既存製品の特性を比較すると経験則的にも剛直構造の低熱膨
張タイプは光透過性が低く,立体的にねじれのある構造は熱
膨張係数が大きくなるが,光透過性は良好であった2)。よっ
て本用途にも立体的にねじれが出来るような既知のテトラカ
ルボン酸,ジアミンを選択,数種を組み合わせることとした。
一方,透過性に相反する事項として熱膨張係数の大きな骨格
では残留応力が大きくなることが懸念される。
しかし,本材料の想定する主用途は50µmレベルの超厚膜
であるため,ねじれのある柔軟な骨格構造を選択して弾性率
を下げることにより従来のストレスバッファー用途の5~10µ
mに対して立体的に応力分散することが期待できる。またパ
ーケージ用途でもっとも重要な下地および上層との密着性,
伸び特性等,機械物性の点でも柔軟な骨格構造のほうが有利
と考えた。骨格に対する感光基の導入方法については,厚膜
用途であるため,1)材料粘度および膜厚安定性を確保する,
2)相溶性を向上させて固形分含有量を確保する,3)厚膜形
成時の現像時間を短縮できる,等の利点があることから既存
製品でも実績のあるエステル型とした。このベースポリマを
用いた配合品をHD7000シリーズとして製品化することとし
27
た。
〔3〕 HD7000シリーズ配合の検討
合成して得られたポリイミド前駆体のポリマを用いて,最
終膜厚が10µmとなる厚膜仕様と50µmとなる超厚膜仕様の2
種の配合を検討した。使用する感光剤は従来のエステル系既
存製品に用いている実績のある材料をベースとした。しかし
ながら,前述の通り想定する用途が銅の再配線層やプラグを
有するパーケージ用途であることから,使用する個々の配合
原料について銅の酸化,変色やこれらを助長することが無い
か事前にスクリーニングを行った。評価の方法は,各配合材
料それぞれ単体についてSi基板上に形成した銅薄膜に対する
加熱条件下での反応性の調査する方法と配合品としてから
個々の材料を添加・未添加として銅基板上でのパターン性,
キュア後の変色の有無を調べる方法を併用した。また,銅の
酸化を抑制する種々の添加剤も検討し,感光剤の配合量の最
適化を行った後にプロセス性,膜特性に影響を与えない添加
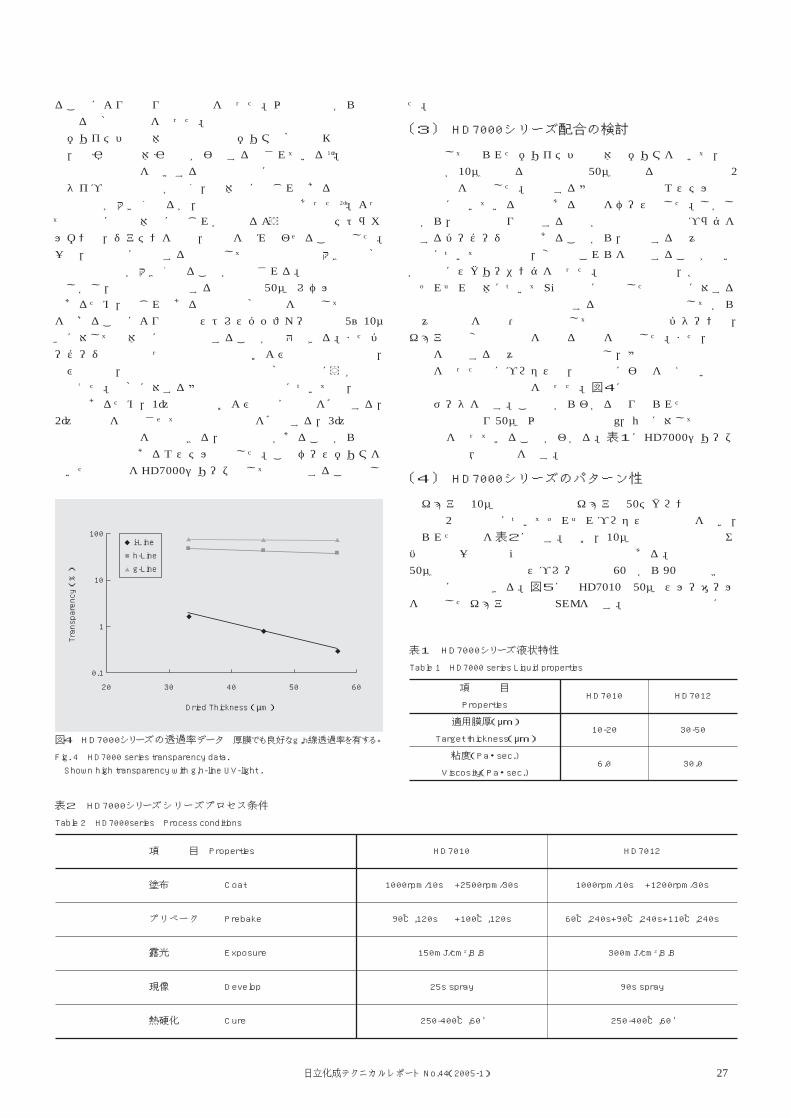
剤の選定と量の最適化を行った。図4には厚膜形成時の光透
過性データを示す。この図からわかる通り得られた配合品は
所期の目標通り50µm以上の厚膜でもg,h線に対して十分な
透過率を持っていることがわかる。表1にHD7000シリーズ
の代表的な液状特性を示す。
〔4〕 HD7000シリーズのパターン性
キュア後10µmの厚膜仕様とキュア後50ミクロンの超厚膜
仕様の2種の配合についてそれぞれプロセスの最適化を行い,
得られた条件を表2に示す。なお,10µm仕様の場合はウェ
ハ工程で一般的なi線露光機も使用可能である。現像時間は
50µm仕様の場合でもスプレー現像で60秒から90秒と比較的
短時間に設定できる。図5にはHD7010で50µmスルーホール
を開口したキュア後の断面SEMを示す。断面形状は非常に滑
図4 HD7000シリーズの透過率データ 厚膜でも良好なg,h線透過率を有する。
Fig. 4 HD7000 series transparency data.Shown high transparency with g,h-line UV-light .
表1 HD7000シリーズ液状特性
Table 1 HD7000 series Liquid properties
表2 HD7000シリーズシリーズプロセス条件
Table 2 HD7000series Process conditions
項 目
Properties
適用膜厚(µm)
Target thickness(µm)
粘度(Pa・sec.)
Viscosity(Pa・sec.)
HD7010
10-20
6.0
HD7012
30-50
30.0
項 目 Properties
塗布 Coat
プリベーク Prebake
露光 Exposure
現像 Develop
熱硬化 Cure
HD7010
1000rpm/10s +2500rpm/30s
90℃,120s +100℃,120s
150mJ/cm2,B.B
25s spray
250-400℃,60'
HD7012
1000rpm/10s +1200rpm/30s
60℃,240s+90℃,240s+110℃,240s
300mJ/cm2,B.B
90s spray
250-400℃,60'
0.1
20 30 40 50 60
1
10
100
Transparency(%)
Dried Thickness(µm)
i-Line
h-Line
g-Line
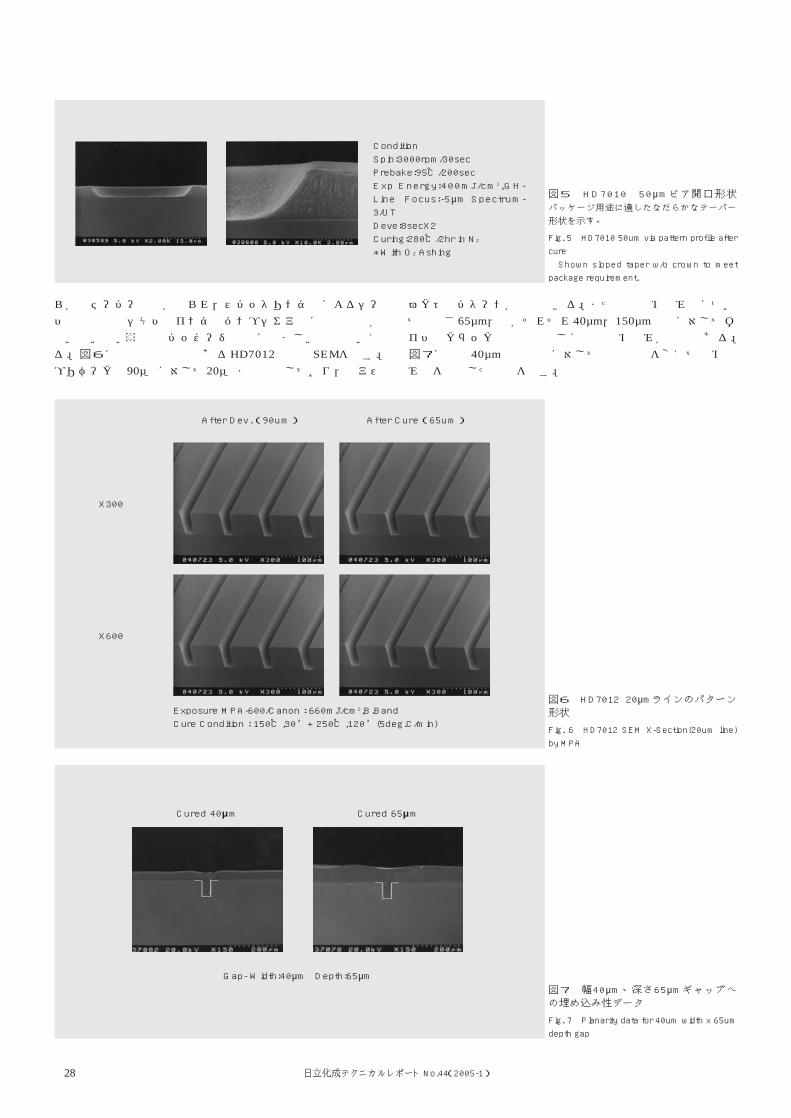
図6 HD7012 20µmラインのパターン形状
Fig. 6 HD7012 SEM X-Section(20um line)by MPA
図7 幅40µm、深さ65µmギャップへの埋め込み性データ
Fig. 7 Planarity data for 40um width x 65umdepth gap
日立化成テクニカルレポート No.44(2005-1)28
らかなテーパー形状が得られ,スパッタリング法によるシー
ド層形成時のシャドウイングやバンプシェア時に応力集中が
起きないという点でパッケージ用途に好ましい形状といえ
る。図6には超厚膜仕様であるHD7012の断面SEMを示す。
プリベーク後90µmに対して20µmまで開口しており,高アス
ペクトなパターンが形成できる。また段差埋め込み性につい
ては深さ65µm,幅がそれぞれ40µm,150µmの溝に対してボ
イドやクラックの発生も無しに溝の埋め込みが可能である。
図7には幅40µmの溝形状に対して塗布膜厚を変えて埋め込
み性を評価した結果を示す。
図5 HD7010 50µmビア開口形状パッケージ用途に適したなだらかなテーパー
形状を示す。
Fig. 5 HD7010 50um via pattern profile aftercureShown sloped taper w/o crown to meet
package requirement.
ConditionSpin:3000rpm/30sec Prebake:95℃/200secExp Energy:400mJ/cm2,GH-Line Focus:-5µm Spectrum-3/UTDeve:8secX2Curing:280℃/2hr in N2* With O2 Ashing
After Dev.(90um)
Cured 40µm
Gap- Width:40µm Depth:65µm
Cured 65µm
Exposure MPA-600/Canon : 660mJ/cm2,B.BandCure Condition : 150℃,30’+ 250℃,120’(5deg.C/min)
X300
X600
After Cure(65um)
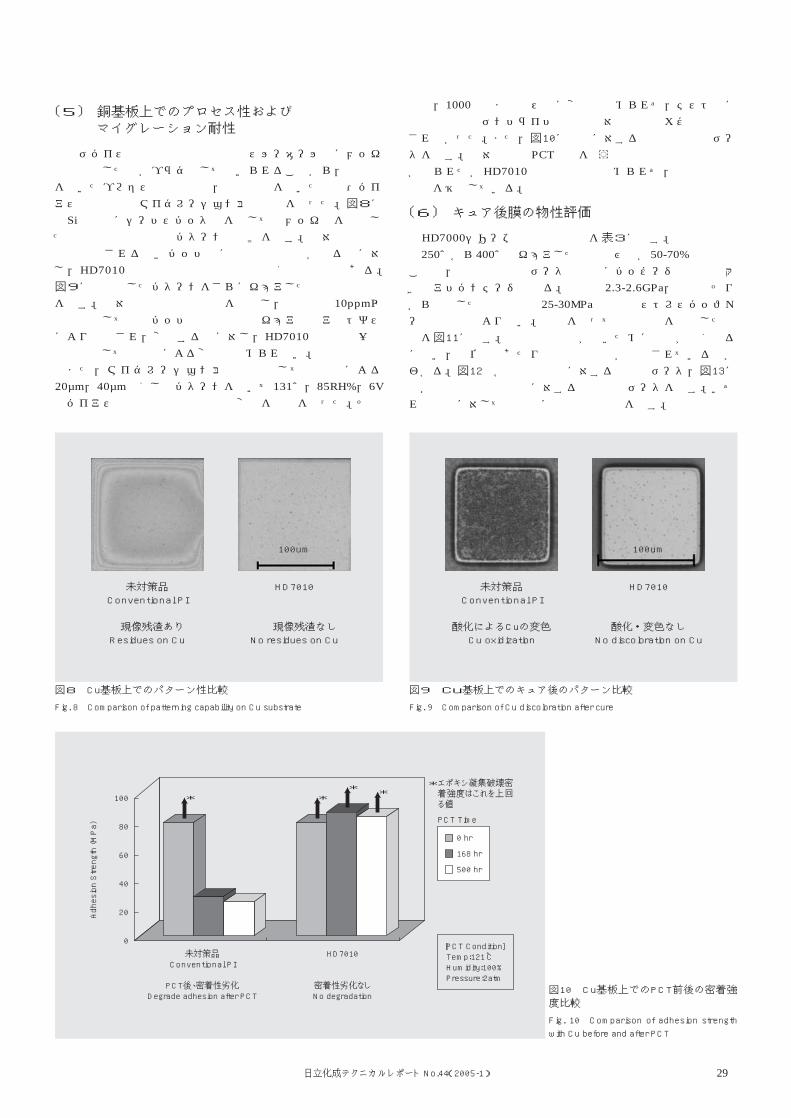
図8 Cu基板上でのパターン性比較
Fig. 8 Comparison of patterning capability on Cu substrate
0
20
40
60
80
100
未対策品Conventional PI
PCT後、密着性劣化Degrade adhesion after PCT
HD7010
密着性劣化なしNo degradation
Adhesion Strength (MPa)
[PCT Condition] Temp:121 ℃ Humidity:100% Pressure:2atm
* ** *
*エポキシ凝集破壊密着強度はこれを上回る値
0 hr
168 hr
500 hr
PCT Time
図10 Cu基板上でのPCT前後の密着強度比較
Fig. 10 Comparison of adhesion strengthwith Cu before and after PCT
図9 Cu基板上でのキュア後のパターン比較
Fig. 9 Comparison of Cu discoloration after cure
日立化成テクニカルレポート No.44(2005-1)
〔5〕 銅基板上でのプロセス性およびマイグレーション耐性
実デバイス上では銅の再配線層やスルーホール部にメッキ
法で形成した銅がプラグとして用いられることから,銅基板
を用いたプロセス性の評価と,櫛歯電極を用いた加湿・バイ
アス条件下でのマイグレーション耐性評価を行った。図8に
はSi基板上にシードスパッタ層を介して銅メッキ層を形成し
た基板上での現像後のパターン性比較を示す。未対策品では
本来開口されるべきパッド部に薄皮状の残渣が残るのに対
し,HD7010系では銅基板上でも残渣無く開口可能である。
図9には開口したパターンをさらにキュアした後の外観写真
を示す。未対策品では現像残渣を除去し,酸素濃度10ppm以
下で処理しても銅パッド上の開口部はキュア時のアウトガス
により酸化され,変色するのに対し,HD7010系では同一条
件で処理しても酸化による変色は認められない。
また,マイグレーション耐性評価として銅配線による
20µm,40µmのくし歯パターンを用いて131℃,85RH%,6V
のバイアス条件下で電気抵抗値の変化を測定を行った。その
結果,1000時間まで絶縁性に変化は認められず,テスト後に
も電極部へのデンドライドの析出や対向電極のカケ等は観察
されなかった。また,図10には銅に対する密着性評価のデー
タを示す。未対策品はPCT処理を行うと顕著な密着性の低下
が見られたがHD7010系では低下は認められず,良好な密着
強度を維持している。
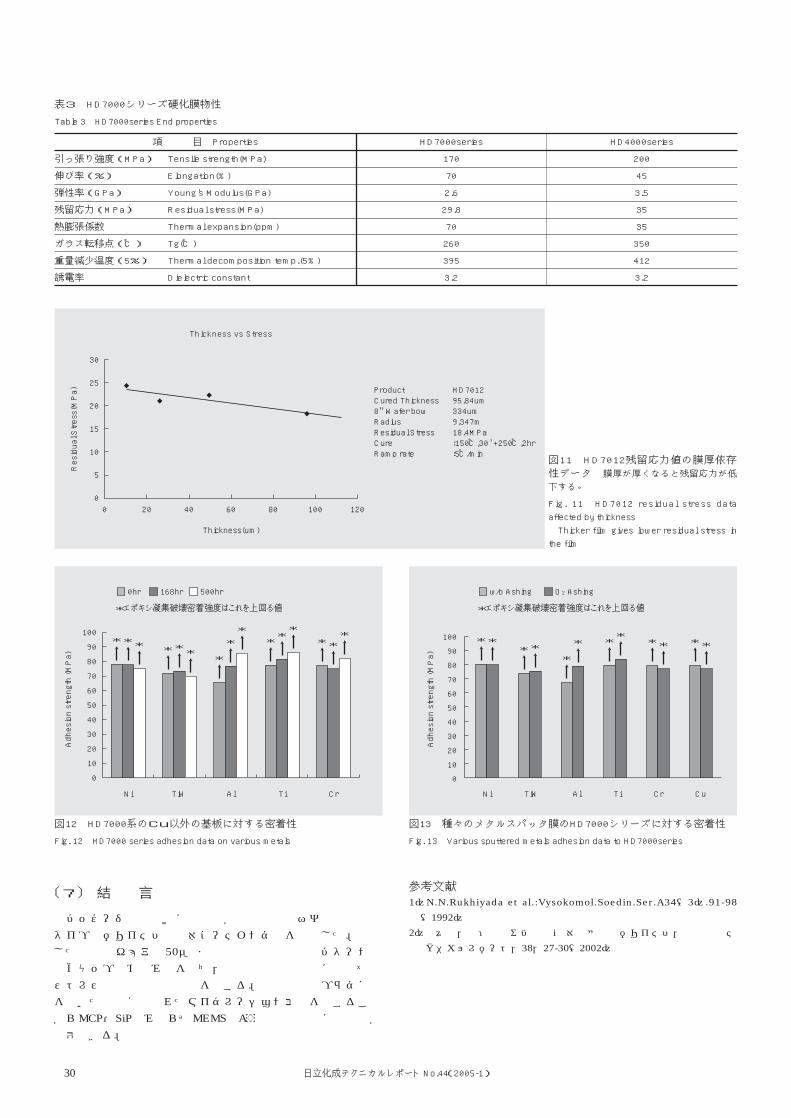
〔6〕 キュア後膜の物性評価
HD7000シリーズの硬化膜物性を表3に示す。特徴的なの
は250℃から400℃でキュアした場合伸び率が50-70%と良好な
ことで,後述の接着性データとともにパッケージ用途では大
きなアドバンテージとなる。弾性率2.3-2.6GPa,基板のそり
から算出した残留応力も25-30MPaと通常のストレスバッファ
ー用途の製品より低い。膜厚を振って残留応力を測定した結
果を図11に示す。材料の弾性率が低いために膜厚が厚くなる
に従い,単位膜厚あたりの残留応力値が緩和されているのが
わかる。図12は各種下地基板に対する密着性データ,図13に
は各種金属膜の本材料に対する密着性のデータを示す。いず
れの材料に対しても相互に良好な密着性を示す。
29
未対策品Conventional PI
現像残渣ありResidues on Cu
HD7010
現像残渣なしNo residues on Cu
100um
未対策品Conventional PI
酸化によるCuの変色Cu oxidization
HD7010
酸化・変色なしNo discoloration on Cu
100um
日立化成テクニカルレポート No.44(2005-1)
〔7〕 結 言
パッケージ用途向けに超厚膜が形成可能なネガ型有機現像
タイプのポリイミド前駆体コーティング剤を開発した。開発
した製品はキュア後50µmまで形成可能で良好なパターン性
とギャップ埋め込み性を持ち,物性面でも従来品に比べて低
ストレスで良好な機械物性を有する。再配線層やプラグに銅
を用いた場合にも優れたマイグレーション耐性を有すること
からMCP・SiPのみならずMEMSのような新規用途にも適用が
期待できる。
参考文献1)N.N.Rukhiyada et al.:Vysokomol.Soedin.Ser.A34(3).91-98
(1992)
2)佐々木,外:低ウェハ応力i線対応感光性ポリイミド,日立化成テ
クニカルレポート,38,27-30(2002)
30
Product HD7012Cured Thickness 95.84um8”Wafer bow 334umRadius 9.347mResidual Stress 18.4MPaCure :150℃,30’+250℃,2hr Ramp rate :5℃/min
00 20 40 60 80 100 120
5
10
15
20
25
30
Thickness(um)
Thickness vs Stress
Residual Stress(MPa)
図11 HD7012残留応力値の膜厚依存性データ 膜厚が厚くなると残留応力が低下する。
Fig. 11 HD7012 residual stress dataaffected by thicknessThicker film gives lower residual stress in
the film
表3 HD7000シリーズ硬化膜物性
Table 3 HD7000series End properties
項 目 Properties
引っ張り強度(MPa) Tensile strength(MPa)
伸び率(%) Elongation(%)
弾性率(GPa) Young's Modulus(GPa)
残留応力(MPa) Residual stress(MPa)
熱膨張係数 Thermal expansion(ppm)
ガラス転移点(℃) Tg(℃)
重量減少温度(5%) Thermal decomposition temp.(5%)
誘電率 Dielectric constant
HD7000series
170
70
2.6
29.8
70
260
395
3.2
HD4000series
200
45
3.5
35
35
350
412
3.2
0
10
20
30
40
50
60
70
80
90
100
Ni TiW Al Ti Cr
Adhesion strength (MPa)
0hr 168hr 500hr
* * * * * **
**
***
* **
*エポキシ凝集破壊密着強度はこれを上回る値
図12 HD7000系のCu以外の基板に対する密着性
Fig. 12 HD7000 series adhesion data on various metals
0
Ni TiW Al Ti CuCr
20
30
10
40
50
60
70
80
90
100
Adhesion strength (MPa)
w/o Ashing O2 Ashing
*エポキシ凝集破壊密着強度はこれを上回る値
* ** *
*
* **
* * * *
図13 種々のメタルスパッタ膜のHD7000シリーズに対する密着性
Fig. 13 Various sputtered metals adhesion data to HD7000series
日立化成テクニカルレポート No.44(2005-1)
U.D.C. 621.43.066-412:678.026.2:546.73:546.815:539.538:536.49
31
Co,Pbフリー排気バルブシート材Co,Pb-Free Exhaust Valve Seat Insert Material
河田英昭* Hideaki Kawata 藤塚裕樹* Hiroki Fujitsuka
エンジンで使用されるバルブシートはバルブとの組み合わせによって燃焼室の気密
性を保つための部品である。バルブシートは高耐摩耗性およびバルブへの攻撃性が低
い特性が要求される。さらに排気側のバルブシートは耐熱性も要求されるため,これ
までCo含有焼結鋼材が主に用いられてきた。
現在,環境問題は重要な課題である。従来バルブシートは被削性改善のためにPb
を多く含んでいた。Pbの含有量は徐々に減りつつあるが,フリー化は達成されてい
なかった。近年ではCoも一部の地域において規制上使用が制限され,かつ高価なこ
とから,フリー化の要求が強まりつつある。このため,これまで高速度鋼をベースと
したCo,Pbフリー排気バルブシート材を開発,採用してきた。しかし,最近では新た
にグローバル化の観点からさらなる価格競争力の向上が望まれてきていた。このよう
な背景から,新たにCo,Pbフリー排気バルブシート材の開発に着手した。この結果,
開発された排気バルブシート材はFe-3.5mass%Mo基材にFe-12Cr-1Mo-0.8V-1.5C,Fe-
35Mo-1.4Siの2種類の硬質粒子をそれぞれ15mass%,10mass%分散させることとした。
また,この材料は樹脂含浸の採用により良好な被削性を達成した。
*日立粉末冶金株式会社 技術開発センタ
〔1〕 緒 言
焼結合金は合金設計の自由度が高く,溶製材と比較して耐
熱性や耐摩耗性などの各性能を付加しやすいため,バルブシ
ート材に多く用いられている。焼結材特有の合金設計は一例
として硬質粒子分散型があげられる。これは600~1,400(Hv)
程度の硬質な相がマトリックス基材中に分散した組織を呈
し,硬質相のピンニング効果によってバルブシートの耐摩耗
性を高めた材料である1),2)。
排気側のバルブシートは使用環境が高温,高面圧および無
潤滑下と厳しい。このため材料は高温強度および潤滑性に優
れたCo含有材料が主に用いられてきた3)。しかしながら,Co
は高価である。さらにCoは,バルブシートの被削性向上のため
に含有させることの多いPbと同様に,環境規制上使用が制限さ
れる傾向にある。そのため高速度鋼ベースのCo,Pbフリー排
気用バルブシート材料をこれまでに開発,採用してきた4)。
しかし,最近ではグローバル化の観点からさらなる価格競争
力の向上が望まれてきている。
一方で,省燃費の観点からエンジン燃焼領域のリーン化が
年々進んできている5)。それに伴いバルブシートの使用環境
は高温化,無潤滑化による高負荷化が一層進んできている6)。
この状況はバルブシート材のさらなる耐摩耗性の向上を必要
とする。しかしながら,従来エンジンの負荷領域ではバルブ
シートへの低価格化要求が強まりつつある。この相反する市
場要求に対応するためには,従来のように高価で高性能な1
材質を全エンジン機種に適用するより,それぞれのエンジン
の負荷領域に応じた耐摩耗性の材料を適用し分ける方がVE
(Value Engineering)の観点からも望ましい。
本報では,標準的な負荷領域のエンジンをターゲットに,
低価格かつCo,Pbフリーを前提とした排気用バルブシート材
の開発について報告する。
Valve seat inseats(VSIs) are used in a valve train area of internal combustion engines.
A function of the VSIs is to keep the combustion chamber pressure tight. Exhaust VSIs,
which are used in higher temperature areas, require good performances in wear and,
heat resistance. Also good machinability is an important property.
Cobalt-containing sintered materials have mainly been applied for exhaust VSIs. They
also contain more or less lead to improve their machinability. However, there are
required, and there are cobalt environmental laws prohibiting lead. Unfortunately,
cobalt is expensive. To solve these problems, a new exhaust VSI was developed on the
assumptions of it being cobalt and lead free, of it having good wear resistance and
machinability, and of it having a reduced cost. The new exhaust VSI is a material
dispersed with two types of hard particles, Fe-Mo-Si and Fe-Cr-C, in the matrix of an
Fe-3.5-mass% Mo at the ratios of 10 mass% and 15 mass% respectively, for good wear
resistance. This material also has good machinability due to adopting resin
impregnation.
日立化成テクニカルレポート No.44(2005-1)
〔2〕 実験結果および考察
実験には粒径150µm以下の水アトマイズ合金鉄粉もしくは
部分拡散合金鉄粉を用いた。添加した黒鉛粉末は平均粒子径
0.6~0.8µmの天然黒鉛粉を用いた。成形潤滑剤はステアリン
酸亜鉛を0.5mass%添加した。混合は1kg用V型混合機を用い,
1.8ks混合した。
各混合粉は圧力640MPaでφ20×φ40×10mmのリング形状
に成形した。その後,分解アンモニア雰囲気中で,温度
1433K,時間3.6ksの条件で焼結した。
2.1 基材の検討
2.1.1 基材の合金成分の影響
まず3種の基材を検討した。材料はCr酸化被膜生成により
耐摩耗性を確保することをねらいとするFe-Cr系,Mo炭化物
による高温硬度確保をねらいとするFe-Mo系,およびNi,Mo
による基材強化をねらいとするFe-Ni-Mo系の3種である。圧
環強さ,高温硬さ,熱伝導率,耐摩耗性及び熱膨張率や高温
耐力から予測する耐脱落性から最適な基材を選定した7)。
Fe-Cr系は高温硬さが低く,単体摩耗試験における摩耗量
も多いことからバルブシートの基材としての特性を満足しない。Fe-Ni-Mo系は他の2材質と比べ,圧環強さが40%程度低
く,また,熱伝導率や耐脱落性等が低いことから適していな
い。
以上の結果から,これらすべての目標特性を満足したFe-
Mo系を基材に選定した。
2.1.2 基材のMo含有量と高温硬さ,圧環強さの関係
Fe-Mo系基材の最適Mo量を検討した。まず,基材中のMo含
有量を1.5~5.0mass%に変化させた試料で評価した。
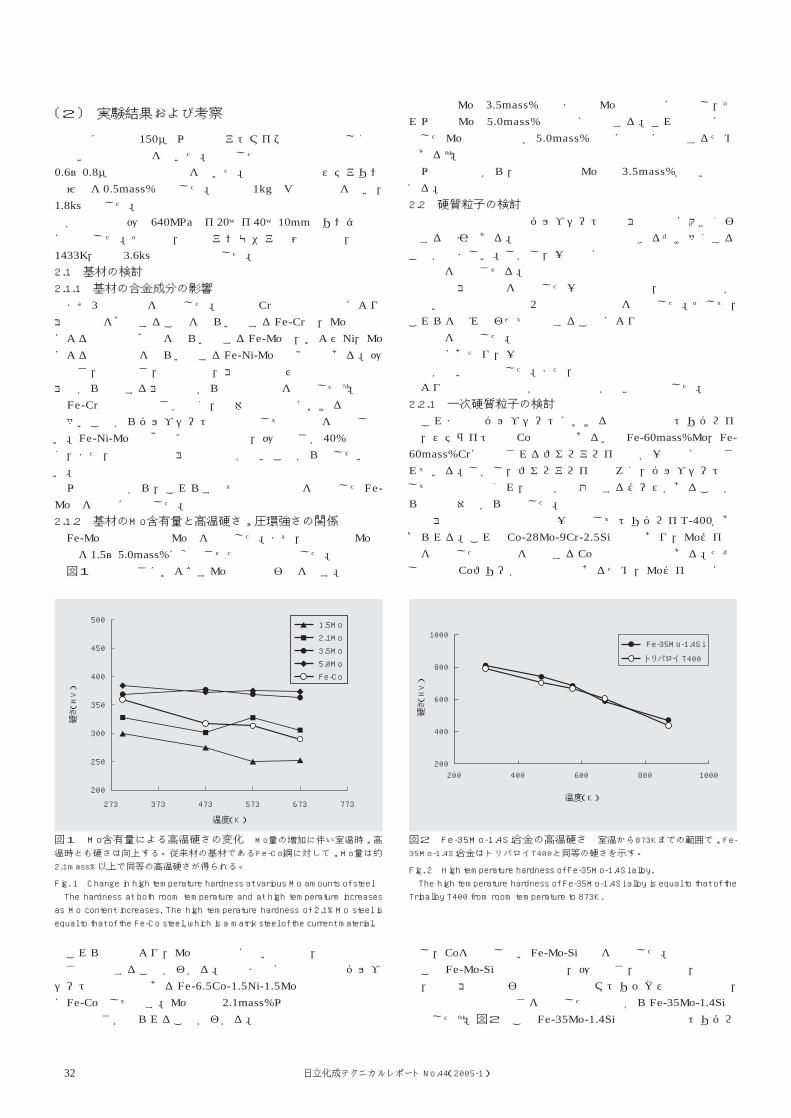
図1は高温硬さにおよぼすMo含有量の影響を示す。
32
500
450
400
350
300
250
200
273 373 473 573
温度(K)
硬さ(HV)
673 773
1.5Mo2.1Mo3.5Mo5.0MoFe-Co
図1 Mo含有量による高温硬さの変化 Mo量の増加に伴い室温時,高温時とも硬さは向上する。従来材の基材であるFe-Co鋼に対して,Mo量は約
2.1mass%以上で同等の高温硬さが得られる。
Fig. 1 Change in high temperature hardness at various Mo amounts of steelThe hardness at both room temperature and at high temperature increasesas Mo content increases. The high temperature hardness of 2.1%Mo steel isequal to that of the Fe-Co steel, which is a matrix steel of the current material.
200200 400 600
温度(K)
800 1000
硬さ(HV)
400
600
800
1000Fe-35Mo-1.4Si
トリバロイ T400
図2 Fe-35Mo-1.4Si合金の高温硬さ 室温から873Kまでの範囲で,Fe-35Mo-1.4Si合金はトリバロイT400と同等の硬さを示す。
Fig. 2 High temperature hardness of Fe-35Mo-1.4Si alloy.The high temperature hardness of Fe-35Mo-1.4Si alloy is equal to that of theTriballoy T400 from room temperature to 873K.
強度はMo量3.5mass%程度まではMo量とともに上昇し,そ
れ以上のMo量5.0mass%で急激に低下する。これは粒界に析
出したMo炭化物の量が5.0mass%の時に急激に増加するため
である8)。
以上の結果から,基材の最適Mo量は3.5mass%が良いと考
える。
2.2 硬質粒子の検討
硬質粒子の添加量はバルブシート材の耐摩耗性に大きく影
響する要因である。硬質粒子の添加量はできるだけ多くする
ことが望ましい。しかし,一般的に硬質粒子の添加量の増加
は強度を低下させる。
今回は耐摩耗性を重視した一次硬質粒子と,強度の低下が
少ない二次硬質粒子の2種類の硬質粒子を検討した。そして,
これらを組み合わせて添加することにより硬質粒子の増量と
高強度を達成した。
検討にあたり,一次硬質粒子は従来の硬質粒子と同系統の
材質が良いと推測した。また,二次硬質粒子は従来の硬質粒
子より基材との焼結性が良好な材質が良いと推測した。
2.2.1 一次硬質粒子の検討
これまでのバルブシートにおける硬質粒子はトリバロイ
系,ステライト系のCo含有粉末あるいはFe-60mass%Mo,Fe-
60mass%Crに代表されるフェロアロイ粉末が一般的に使用さ
れている。しかし,フェロアロイはもろく,バルブシートと
しての使用中の割れ,脱落が問題化するケースがあることか
ら検討の対象から除外した。
高耐摩耗性な硬質粒子は一例としてトリバロイT-400があ
げられる。これはCo-28Mo-9Cr-2.5Si合金であり,Moケイ化
物を主とした硬質相を形成するCo基の硬質粒子である。ただ
し今回はCoフリーが開発目標であるため,Moケイ化物に着
これらの結果より,Mo量の増加に伴い室温時,高温時とも
硬さは向上することがわかる。参考までに従来の排気バルブ
シート材の基材であるFe-6.5Co-1.5Ni-1.5Mo合金の値も図中
にFe-Coとして示す。Mo量は約2.1mass%以上で従来材と同等
の高温硬さが得られることがわかる。
目し,Coを含有しないFe-Mo-Si合金を検討した。
このFe-Mo-Si合金の組成は,圧環強さ,熱伝導率,熱膨張
率,高温耐力への影響や硬質相とマトリックスとの固着性,
硬質相自身の高温硬さを調査した結果等からFe-35Mo-1.4Siへ
決定した8)。図2はこのFe-35Mo-1.4Si合金硬質相とトリバロ
日立化成テクニカルレポート No.44(2005-1)
イT-400硬質相との高温硬さを比較した結果である。この結
果からFe-35Mo-1.4Si硬質相はCoフリーながらトリバロイT-
400と同等の高温硬さを有することがわかる。
2.2.2 二次硬質粒子の検討
二次硬質粒子は基材との焼結性が重要である。高速度鋼や
ダイス鋼の粉末は基材である合金鉄粉との組成が近い。よっ
て,これらは前述のケイ化物系やフェロアロイ系の硬質粒子より
焼結性が良好であり,強度の低下が少ないと考えられる。
また,これらの粉末は炭化物群による硬質相を形成する。よ
って,これらの粉末は二次硬質粒子に適していると考えられる。
そこで,二次硬質粒子の検討として,高速度鋼やダイス鋼
の粉末を分散させた試料を評価した。
その結果から,高速度鋼粉末やダイス鋼粉末は強度をほと
んど低下させないことが確認できた。これらの中でも,
SKD11は最も硬い硬質相を形成することから,二次硬質粒子
はSKD11(Fe-12Cr-1Mo-0.8V-1.5C)が良いと考える。
2.2.3 硬質粒子の添加量の検討
前項までの検討によって,一次硬質粒子はFe-35Mo-1.4Si,
二次硬質粒子はSKD11(Fe-12Cr-1Mo-0.8V-1.5C)とした。な
お,以降はSKD11をFe-Cr-Cと呼ぶこととする。
硬質粒子の添加量は耐摩耗性,圧環強さへの影響を確認す
ることで決定した。Fe-Cr-Cは5~25mass%の範囲で,Fe-Mo-
Siは0~20mass%の範囲で,それぞれの硬質粒子の添加量を
変化させた。基材はFe-3.5mass%Moを使用した。
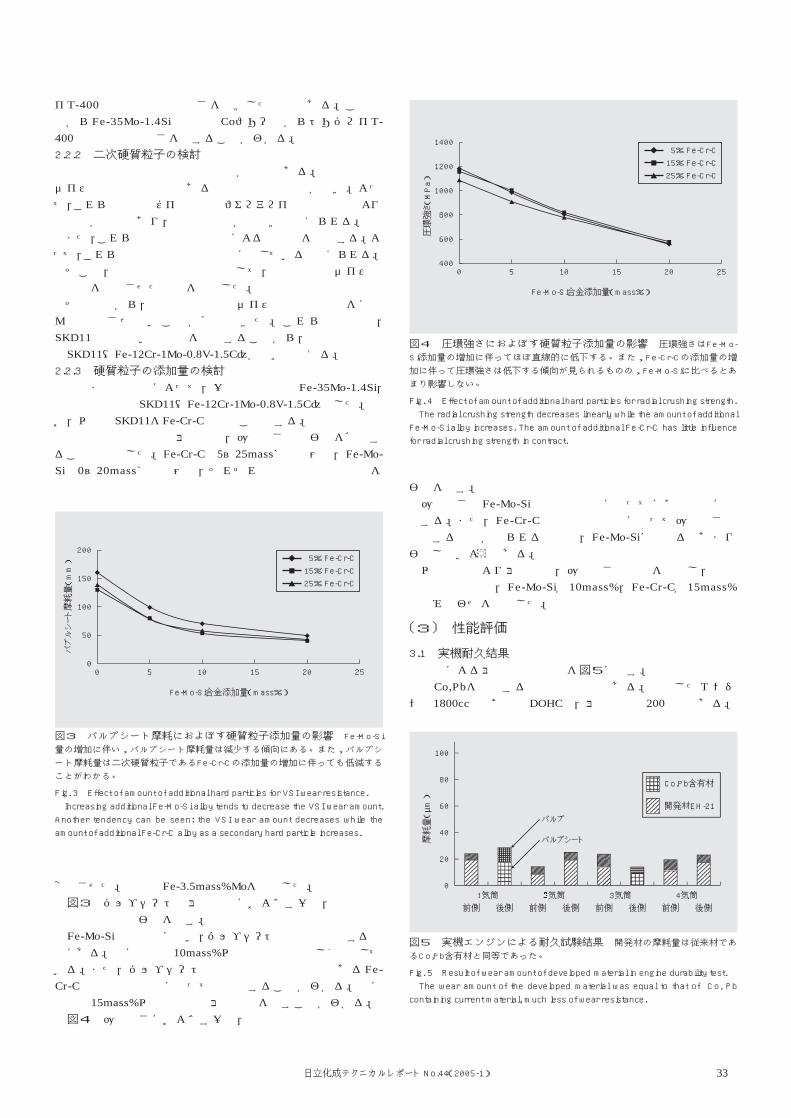
図3はバルブシートの耐摩耗性におよぼす一次,二次硬質
粒子の添加量の影響を示す。
Fe-Mo-Si量の増加に伴い,バルブシート摩耗量は減少する傾
向にある。特に添加量10mass%以上で摩耗量は著しく低減して
いる。また,バルブシート摩耗量は二次硬質粒子であるFe-
Cr-Cの添加量の増加に伴っても低減することがわかる。特に
添加量15mass%以上で良好な耐摩耗性を示すことがわかる。
図4は圧環強さにおよぼす一次,二次硬質粒子の添加量の
33
影響を示す。
圧環強さはFe-Mo-Si添加量の増加に伴ってほぼ直線的に低
下する。また,Fe-Cr-Cの添加量の増加に伴って圧環強さは
低下する傾向が見られるものの,Fe-Mo-Siに比べるとあまり
影響しないようである。
以上の結果より耐摩耗性,圧環強さの両者を考慮し,硬質
粒子の添加量は,Fe-Mo-Siが10mass%,Fe-Cr-Cが15mass%
の組み合わせを選定した。
〔3〕 性能評価
3.1 実機耐久結果
実機による耐久評価の結果を図5に示す。本開発材の摩耗
量はCo,Pbを含有する現行材と同等である。使用したエンジ
ンは1800cc直列4気筒DOHCで,耐久時間は200時間である。
4000 5 10
Fe-Mo-Si合金添加量(mass%)
圧環強さ(MPa)
15 20 25
600
800
1200
1000
14005% Fe-Cr-C15% Fe-Cr-C25% Fe-Cr-C
図4 圧環強さにおよぼす硬質粒子添加量の影響 圧環強さはFe-Mo-Si添加量の増加に伴ってほぼ直線的に低下する。また,Fe-Cr-Cの添加量の増
加に伴って圧環強さは低下する傾向が見られるものの,Fe-Mo-Siに比べるとあ
まり影響しない。
Fig. 4 Effect of amount of additional hard particles for radial crushing strength.The radial crushing strength decreases linearly while the amount of additional
Fe-Mo-Si alloy increases. The amount of additional Fe-Cr-C has little influencefor radial crushing strength in contract.
1気筒前側
0
摩耗量(
µm)
20
40
60
80
100
後側 前側 後側 前側 後側 前側 後側気筒 3気筒 4気筒
Co,Pb含有材
開発材EH-21バルブ
バルブシート
図5 実機エンジンによる耐久試験結果 開発材の摩耗量は従来材であるCo,Pb含有材と同等であった。
Fig. 5 Result of wear amount of developed material in engine durability test. The wear amount of the developed material was equal to that of Co, Pb
containing current material, much less of wear resistance.
00 5 10
Fe-Mo-Si合金添加量(mass%)
バブルシート摩耗量(mm)
15 20 25
50
100
150
2005% Fe-Cr-C15% Fe-Cr-C25% Fe-Cr-C
図3 バルブシート摩耗におよぼす硬質粒子添加量の影響 Fe-Mo-Si量の増加に伴い,バルブシート摩耗量は減少する傾向にある。また,バルブシ
ート摩耗量は二次硬質粒子であるFe-Cr-Cの添加量の増加に伴っても低減する
ことがわかる。
Fig. 3 Effect of amount of additional hard particles for VSI wear resistance.Increasing additional Fe-Mo-Si alloy tends to decrease the VSI wear amount.Another tendency can be seen; the VSI wear amount decreases while theamount of additional Fe-Cr-C alloy as a secondary hard particle increases.
日立化成テクニカルレポート No.44(2005-1)
被削性は樹脂含浸により大きく改善される。また,被削性
の水準はCo,Pbを含有する従来材より良好となる。
含浸している樹脂は含浸性に優れたアクリル系の樹脂であ
る。この樹脂は約473Kで焼失するため,バルブシートとして
使用した後にはほとんど残留しない。最終的には,焼失した
樹脂がバルブシートおよびエンジンの機能へ影響を与えない
ことを確認した上で,樹脂含浸手法を本開発材に採用した。
〔4〕 結 言
Co,Pbフリー化した安価なガソリンエンジン用排気バルブ
シート材を得るべく,種々の基材および硬質粒子を検討し,
以下の結論を得た。
1)Fe-Mo基材は良好な高温硬さ,圧環強さ,熱伝導率,耐脱
落性,耐摩耗性を示すことを確認し基材のMo量は3.5mass%
とした。
2)一次硬質粒子材はMoケイ化物に着目し,従来のCo基硬質
粒子と同等の高温硬さを有するCoフリーFe-35Mo-1.4Si合金
を開発した。
3)硬質(相)として,Fe-35Mo-1.4SiおよびFe-12Cr-1Mo-
0.8V-1.5Cの2種類の硬質粒子を添加することにより良好な耐
摩耗性を確保することができた。なお硬質粒子の添加量は
Fe-35Mo-1.4Si:10mass%,Fe-12Cr-1Mo-0.8V-1.5C:
15mass%の組み合せを選定した。
4)樹脂含浸の採用により,本開発材は現行材より良好な被
削性を確保することができた。
参考文献1)T. Nakata, T. Hayasaka, H. Endoh and O. Miyamoto : "Sintered
Materials with New Concept for Valve Seats - With and Without
Cobalt", SAE Technical Paper 810237
2)A.Fujiki, M. Kano : "New PM Valve Seat Insert Materials for High
Performance Engines", SAE Technical Paper 920570
3)K. Suzuki, Y. Ikenoue, H. Endoh and M. Uchino : "New Sintered
Valve Seats for Internal Combustion LPG Engines", Modern
Developments in Powder Metallurgy(1988) Vol.18-21
4)H. Kawata, K. Hayashi, K. Ishii, K. Maki, A. Ehira and M. Toriumi :
"The Development of a High Speed Steel Based Sintered Material
for High Performance Exhaust Valve Seat Inserts", SAE Technical
Paper 980328
5)大聖 泰弘 : "21世紀のくるま社会", 自動車技術,Vol.56 (2002)
18-24
6)T. Takahashi, A. Kakiuchi, K. Satoh, K. Satoh and K. Tominaga :
"Development of Exhaust Valve Seat Insert Material for High
Performance Engines", SAE 2002-32-1817
7)小 貢士ら : "Coフリー排気バルブシートの開発",2003年度自
動車技術会春季大会学術講演会前刷集,20035021
8)H. Fujitsuka, H. Kawata, M. Oyanagi, T. Miyazawa and A. Fujiki, :
"The Development of a Cobalt-Free Exhaust Valve Seat Insert",
SAE 2004-01-0502
34
50µm
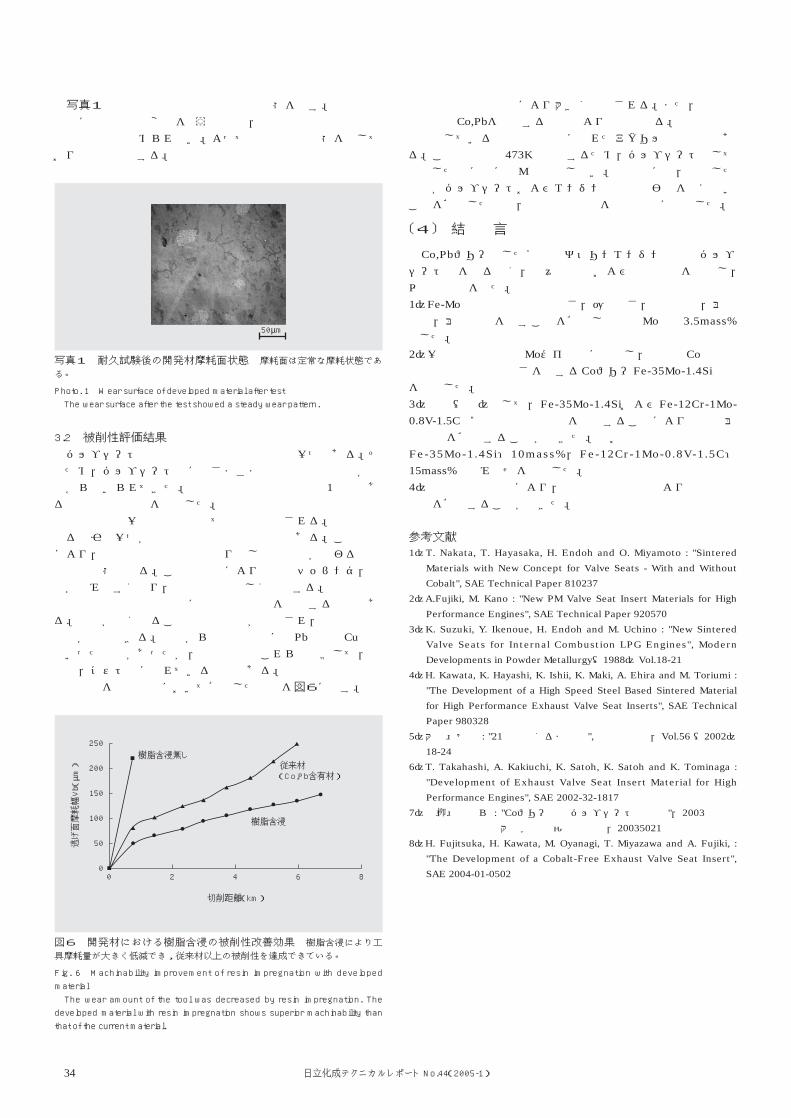
写真1 耐久試験後の開発材摩耗面状態 摩耗面は定常な摩耗状態である。
Photo. 1 Wear surface of developed material after testThe wear surface after the test showed a steady wear pattern.
写真1は本開発材の試験後の摩耗面状態を示す。摩耗面は
非常に軽微な塑性変形を伴うものの,硬質粒子の脱落や基材
の亀裂発生は認められない。よって定常の摩耗形態を呈して
おり良好と判断する。
3.2 被削性評価結果
バルブシートの被削性は重要な要求特性の一つである。そ
のため,バルブシート材にはさまざまな被削性改善手法が従
来から用いられてきた。本開発材では封孔処理の1手法であ
る樹脂含浸の適用を検討した。
焼結材料は一般鋼材と比べて難切削材とされる。難切削と
なる原因の一つが焼結材特有の気孔の存在である。この気孔
により,加工時の工具刃先は繰り返しの衝撃力が加わる断続
切削の状態となる。この衝撃力により工具のチッピング,摩
耗が進みやすくなり,工具寿命は著しく低下する。
封孔処理は気孔の部分に低融点金属等を充填する処理であ
る。気孔がなくなることで断続切削が防止され,工具の長寿
命化が達成できる。従来からの封孔処理にはPb含浸やCu溶浸
といった手法があったが,樹脂含浸はこれらと比較して,環
境面,コスト面に優れている手法である。樹脂含浸の被削性
改善効果を本開発材において確認した結果を図6に示す。
00 2 4
切削距離(km)
逃げ面摩耗幅Vb(
µm)
6 8
50
100
150
200
250樹脂含浸無し
樹脂含浸
従来材 (Co,Pb含有材)
図6 開発材における樹脂含浸の被削性改善効果 樹脂含浸により工具摩耗量が大きく低減でき,従来材以上の被削性を達成できている。
Fig. 6 Machinability improvement of resin impregnation with developedmaterialThe wear amount of the tool was decreased by resin impregnation. The
developed material with resin impregnation shows superior machinability thanthat of the current material.
日立化成テクニカルレポート No.44(2005-1)
U.D.C. 669.056.9:666.181-419:544.722.122:643.521
35
FRPの親水性表面処理技術Hydrophilic Surface Treatment Technology for FRP
鈴木弥志雄* Yashio Suzuki 納 学* Manabu Osame 宮崎謙一* Kenichi Miyazaki
唯岡英介* Eisuke Tadaoka 岡田 誠** Makoto Okada
ユニットバス業界では,乾きやすい床を搭載することが最大の要求事項のひとつに
なった。そこでメーカー各社は,細く深い溝による導水作用の利用や,親水塗料の塗
装により乾きやすい床を実現したが,それぞれに問題点があった。
そこで当社は,乾きやすい浴室の床を実現するために,FRPの親水性表面処理技術
の開発に着手した。本研究により、金型表面転写による成形で,FRP表面の微細凹凸
による親水化を業界で初めて実現し,製品化した。
*株式会社日立ハウステック 研究技術部 ** 株式会社日立ハウステック 宇都宮工場 開発設計部
〔1〕 緒 言
ユニットバス業界では,2001年秋に,従来に比べて水はけ
の良い床面を搭載したユニットバスが発表されて以来1),ユ
ニットバス床表面の機能向上が注目されてきている。
従来から,ユニットバス利用者からの不満のひとつとして,
「使用後の床面上の水はけが悪く,朝になっても床面が乾か
ない」という指摘があり,この不満を解消する目的で開発さ
れたのが,いわゆる「乾きやすい床」である。
以来,ユニットバスの床面の開発条件として,使用日の翌
朝までに乾くことが基本性能のひとつになった。
このような乾きやすい床を実現する方法は,現段階では,
細く深い溝による導水作用を使う方法2)と,親水塗料を塗装
する方法3)とに大別される。
しかし,導水作用を使う方法は,細く深い溝を床に縦横無
尽に設ける必要があるため,その溝にごみや汚れが堆積しや
すく,堆積したごみや汚れを清掃しづらいといった問題があ
る。さらに,大割の在来タイルのような意匠を実現できず,
デザイン上の制約もある。
一方、親水塗料を塗装する方法は,その塗装設備の導入が
必要で,塗装コストがかかるという問題がある。以上のよう
に,従来の乾きやすい床には課題が残されている。
そこで,以上の課題を解決することを目的に本研究に着手
した。
本研究は,FRP表面の親水化技術として,親水化を発現さ
せる表面の極微細な凹凸化技術と,その微細な凹凸を成形品
に転写するための金型の表面処理技術に関するものであり,
また本技術を応用した浴室床の開発に関するものである。
〔2〕 実験方法
2. 1 乾きやすさの原理
固体表面に付着した水の単位面積当たりの
蒸発速度w (g/cm2・s)は,
……………………………(1)
で表されることが知られている4)。Δe(hPa)は,水蒸気圧
差であり,空気と接している水の場合は,その環境の飽和水
蒸気圧と,その環境の水蒸気圧の差である。また、Δz(cm)
は,Δeに対する水の高さの差であり,すなわち水の厚さに
相当する。一方,比例定数 K [g/(cm・s・hPa)]は,
………………(2)
で表わされる。ここで,t(℃)は温度,P(hPa)は空気の圧力
を示す4)。
したがって,式(1)から,環境条件が同じならば,水の厚
さを小さくすると,蒸発速度が大きくなり,結果的に床が乾
きやすくなるといえることから床面での水の球状化を阻止す
ることが乾きやすくするポイントであることがわかる。
また,固体表面の重要な性質として,液体に対する濡れ性
がある。平らな固体表面に置かれた液滴の接触角θは,図1
の接触点0に働く界面張力のつり合いから,ヤングの式によ
って表わされる5~7)。
……………………………(3)
In the modular bathroom industry, demand for quick-drying floors has been
increasing. Manufacturers have responded by installing floors multiple drainages or
coating floors with hydrophilic paints. However, this has shortcomings. To address
market needs, we developed a hydrophilic surface treatment for FRP that can be used
in the quick-drying floors of modular bathrooms. Hydrophilicity is achieved by giving the
FRP surface a fine texture through transfer molding using metal. The technology marks
a first in the industry.
Δe
Δz=w K
(273+t)0.75
P=K 0.263 × 10-5
α13-α
12
α23
=cosθ
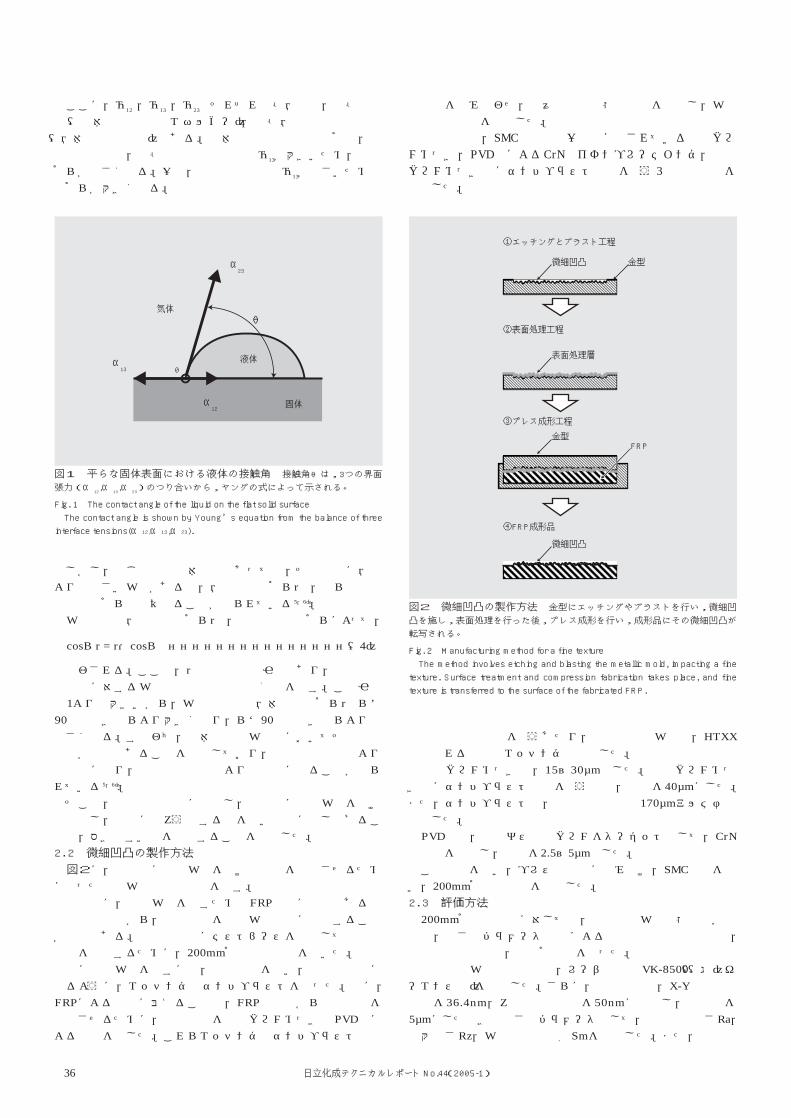
表面処理の検討を行うあたり,金型の微細凹凸は,HTXX
と呼ばれる番手のエッチングで製作した。
硬質クロムめっきは,15~30µm施した。硬質クロムめっ
き後にサンドブラスト加工を行う場合,膜厚を40µmにした。
また,サンドブラストは,研削材の粒径約170µmアルミナで
処理した。
PVD法は,窒素ガス中でクロムをターゲットとして,CrN
の被膜を生成し,膜厚を2.5~5µmとした。
この金型を用い,プレス成形機に組み付け,SMC成形を行
い,200mm角の成形品を製作した。
2. 3 評価方法
200mm角の成形品に対しては,表面微細凹凸状態の光学的
観察,粗さのパラメータなどによる表面の断面形状の計測,
親水性の目視観察,接触角測定を行った。
表面微細凹凸形状観察は,レーザ顕微鏡VK-8500((株)キ
ーエンス製)を使用した。さらに,断面計測は,X-Y方向の分
解能を36.4nm,Z方向の分解能を50nmに設定し,測定長を
5µmにしたときの粗さのパラメータとして,算術平均粗さRa,
最大高さRz,凹凸の平均間隔Smを測定した。また,測定範
日立化成テクニカルレポート No.44(2005-1)
ここに,α12,α
13,α
23はそれぞれ固-液界面,固-気界
面(固体の表面自由エネルギー),気-液界面の界面張力
(液体の表面張力)である。固体表面と水との接触角は,親
水性表面では,固-気界面の界面張力α13が大きいため,接触
角θが小さくなる。一方,撥水性表面ではα13が小さいため接
触角θが大きくなる。
36
気体
液体
固体
0α13
α12
α
θ
23
図1 平らな固体表面における液体の接触角 接触角θは,3つの界面張力(α
12,α
13,α
23)のつり合いから,ヤングの式によって示される。
Fig. 1 The contact angle of the liquid on the flat solid surfaceThe contact angle is shown by Young’s equation from the balance of three
interface tensions(α12,α13,α23).
①エッチングとブラスト工程
③プレス成形工程
②表面処理工程
④FRP成形品
微細凹凸
表面処理層
金型
微細凹凸
金型
FRP
図2 微細凹凸の製作方法 金型にエッチングやブラストを行い,微細凹凸を施し,表面処理を行った後,プレス成形を行い,成形品にその微細凹凸が
転写される。
Fig. 2 Manufacturing method for a fine textureThe method involves etching and blasting the metallic mold, impacting a finetexture. Surface treatment and compression fabrication takes place, and finetexture is transferred to the surface of the fabricated FRP.
しかし,同じ材質の固体表面であっても,その表面に液滴
よりも小さい凹凸があると,液滴の接触角θrは,平らな表面
での接触角θとは異なることが知られている5,6)。
凹凸面上の液滴の接触角θrは,平面上の接触角θによって,
cosθr = r・cosθ ………………………………………(4)
で表わされる。ここで,rは表面積増倍因子であり,平滑面の
表面積に対する凹凸面の表面積の増加割合を示す。この因子
は1よりも大きいから,凹凸面上での液体の接触角θrはθ>
90度のときはθより大きくなり,θ<90度のときはθよりも
小さくなる。すなわち,固体表面の凹凸化においてその幾何
形状が重要であることを示唆しており,撥水的な表面はより
撥水的になり,親水的な表面はより親水的になることが知ら
れている5,6)。
そこで,表面の親水化に着目し,床表面に微細凹凸を設け
親水化し,球状になろうとする水を薄い膜状に押し広げるこ
とで,乾きやすい床を実現することを検討した。
2. 2 微細凹凸の製作方法
図2に,床表面に微細凹凸を設け親水化を増加させるため
に行った微細凹凸の製作方法を示す。
成形品に,微細凹凸を施すためとFRP加工に必須である転
写加工の見地から,金型表面を微細凹凸形状に加工すること
が必要である。実物成形前にテストピースを製作して表面転
写性を検討するために,200mm角の鋼製金型を用いた。金型
表面に微細凹凸を施すには,所定の版を用い,所望の模様に
なるように,エッチングとサンドブラストを行った。次に,
FRPによる摩耗に耐えることと,FRPの金型からの離型性を
向上させるために,金型表面を硬質クロムめっきやPVD法に
よる処理を施した。これらエッチングとサンドブラストと表
面処理を組み合わせ,種々の表面状態の金型を製作し,凹凸
表面の最適化を検討した。
表面処理は,SMC成型用で一般的に施されている硬質クロムめっき,PVD法によるCrNのイオンプレーティング,硬質クロムめっき後にサンドブラスト加工を行う3種類の方法を検討した。
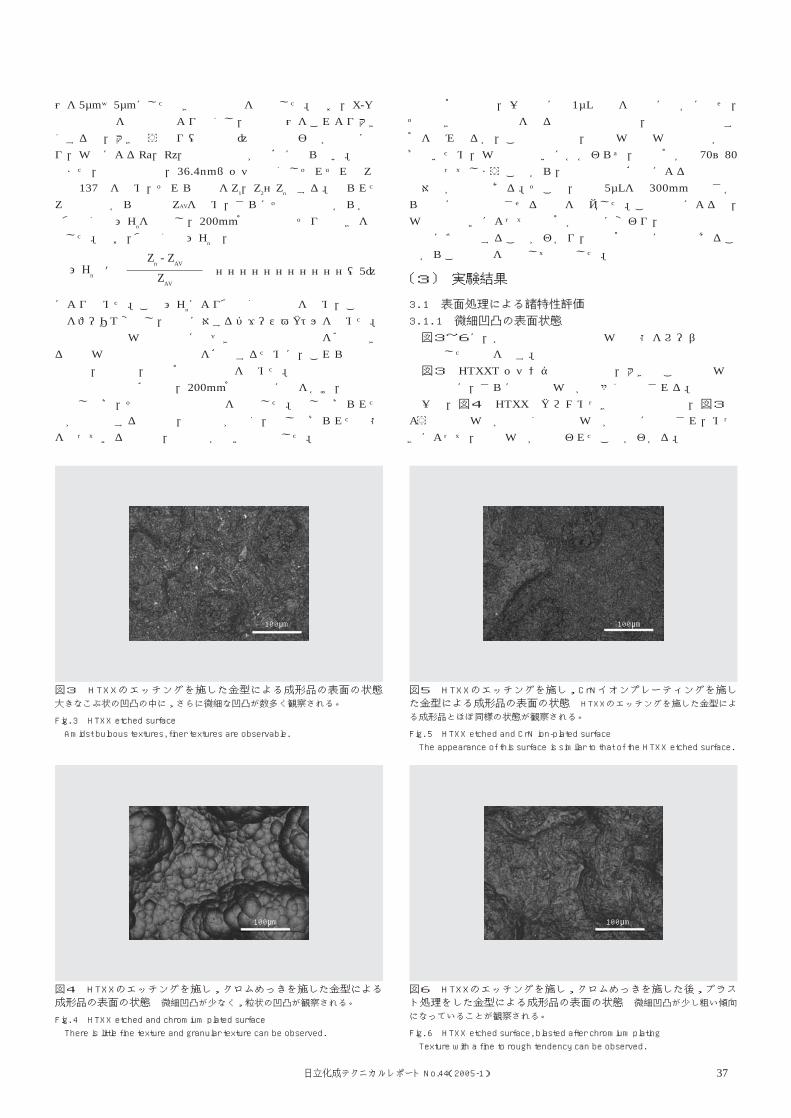
日立化成テクニカルレポート No.44(2005-1)
囲を5µm×5µmにしたときの表面積を測定した。なお,X-Y方
向の分解能を上記の値より低くし,測定範囲をこれより大き
くすると,大きなうねり(長波長)の成分の影響が顕著にな
り,凹凸によるRa,Rz,表面積の差が明確にならない。
また,断面曲線は,36.4nmピッチで分割しそれぞれのZ方
向の137点を求め,それらの値をZ1,Z
2…Z
nとする。得られた
Z方向の値から平均値ZAVを求め,さらにその平均値から各点
の偏差割合ΔHnを算出し,200mm角成形品のそりや傾きを補
正した。なお,偏差割合ΔHnは,
……………………………(5)
により求めた。このΔHnにより偏差割合曲線を求め,この曲
線をフーリエ変換し,波長に対するパワースペクトルを求めた。
上述の表面凹凸特性値に基づき所望の親水性能を確保でき
る微細凹凸の定量的な基準を確立するために,これらの断面
計測と,親水性,接触角との関係を求めた。
親水性の目視確認は,200mm角成形品に水をかけ,手の指
で押し広げ,その後の水の挙動を観察した。押し広げられた
水が再凝集する場合は,親水性が低く,押し広げられた状態
を保っている場合は,親水性が高いと判定した。
37
Zn
- ZAV
ZAV
=ΔHn
図3 HTXXのエッチングを施した金型による成形品の表面の状態大きなこぶ状の凹凸の中に,さらに微細な凹凸が数多く観察される。
Fig. 3 HTXX etched surfaceAmidst bulbous textures, finer textures are observable.
図5 HTXXのエッチングを施し,CrNイオンプレーティングを施した金型による成形品の表面の状態 HTXXのエッチングを施した金型による成形品とほぼ同様の状態が観察される。
Fig. 5 HTXX etched and CrN ion-plated surfaceThe appearance of this surface is similar to that of the HTXX etched surface.
図4 HTXXのエッチングを施し,クロムめっきを施した金型による成形品の表面の状態 微細凹凸が少なく,粒状の凹凸が観察される。
Fig. 4 HTXX etched and chromium plated surfaceThere is little fine texture and granular texture can be observed.
図6 HTXXのエッチングを施し,クロムめっきを施した後,ブラスト処理をした金型による成形品の表面の状態 微細凹凸が少し粗い傾向になっていることが観察される。
Fig. 6 HTXX etched surface, blasted after chromium platingTexture with a fine to rough tendency can be observed.
接触角測定は,一般的には1µLの水を表面に静かに載せ,
そのときの水滴端部を通る水滴への接線と,水平線とのなす
角を読み取るが,この方法では,微細凹凸の凹部の空気が逃
げないため,凹凸の度合いにかかわらず,接触角が約70~80
度となってしまうことから,前述の目視確認による判定結果
と対応が困難である。そこで,水滴5µLを約300mmの高さか
ら表面に自然落下させる方法を考案した。この方法によると,
凹凸の度合いによって接触角が顕著に変わり,目視観察の結
果とほぼ相関することがわかり,接触角測定に有効であるこ
とからこの方法を適用して評価した。
〔3〕 実験結果
3. 1 表面処理による諸特性評価
3. 1. 1 微細凹凸の表面状態
図3~6に,各処理後の表面微細凹凸状態をレーザ顕微鏡
で観察した結果を示す。
図3のHTXXエッチング成形品では,大きなこぶ状の凹凸
表面の中に,さらに微細な凹凸が数多く観察される。
一方,図4のHTXXとクロムめっきの成形品では,図3の
ような微細凹凸が少なく粒状の凹凸が明瞭に観察され,めっ
きによって,微細凹凸が損なわれたことがわかる。
100µm 100µm
100µm 100µm
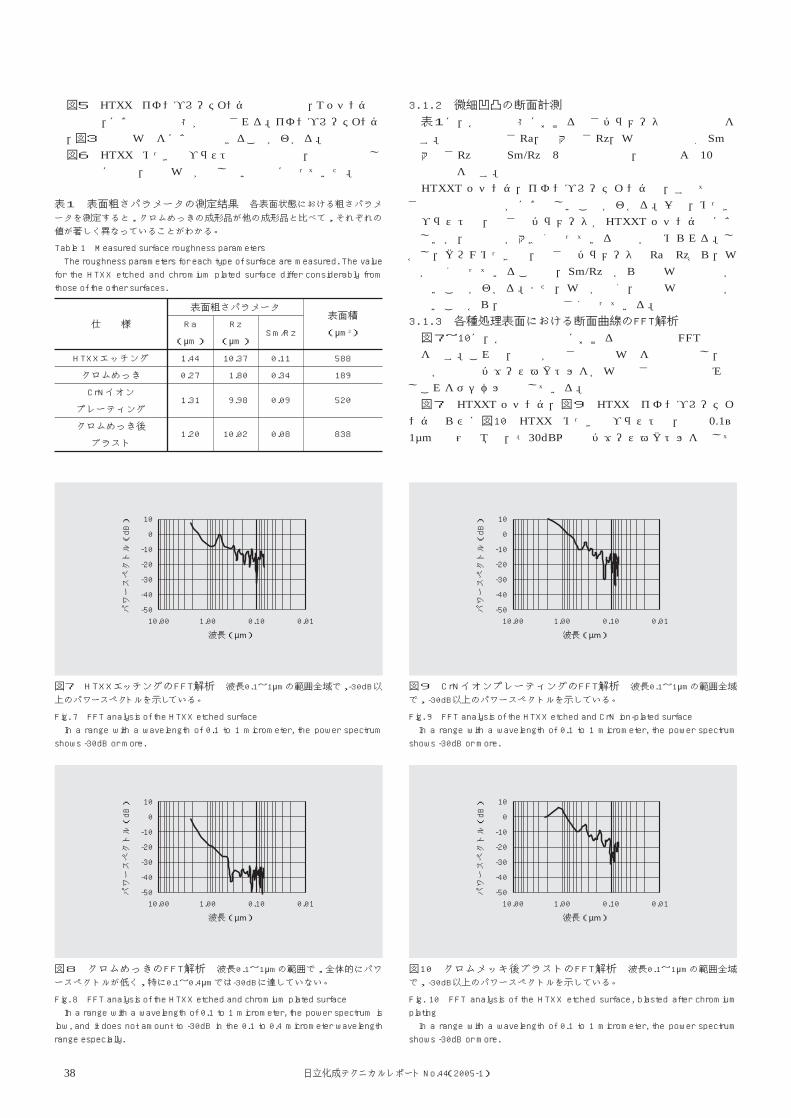
図5のHTXXとイオンプレーティングの成形品は,エッチングの
成形品と,ほぼ同様の状態が観察される。イオンプレーティング
は,図3の微細凹凸をほぼ再現できることがわかる。
図6のHTXXとめっき後ブラストの成形品では,表面処理なし
の成形品に比べ,微細凹凸が少し粗い傾向になっていた。
日立化成テクニカルレポート No.44(2005-1)
3. 1. 2 微細凹凸の断面計測
表1に,各表面状態における粗さパラメータの測定結果を
示す。算術平均粗さRa,最大高さRz,凹凸の平均間隔Smと
最大高さRzとの比Sm/Rzは8箇所の平均値,表面積Aは10箇所
の平均値を示す。
HTXXエッチング,イオンプレーティングは,すべての粗
さ特性値と表面積がほぼ等しいことがわかる。一方,めっき
後ブラストは,粗さのパラメータがHTXXエッチングとほぼ
等しいが,表面積が大きくなっている特徴が認められる。し
かし,クロムめっきは,粗さのパラメータのRaとRzから,凹
凸が浅くなっていることと,Sm/Rz値から微細凹凸の存在が
少ないことがわかる。また,凹凸が浅く,微細凹凸の存在が
少ないことから,表面積も小さくなっている。
3. 1. 3 各種処理表面における断面曲線のFFT解析
図7~10に,各種処理表面における断面曲線のFFT解析結
果を示す。これは,横軸が粗さ曲線の凹凸を波長で表し,縦
軸は各波長のパワースペクトルを各凹凸長さの存在率とみな
しこれをデシベルで示している。
図7のHTXXエッチング,図9のHTXXとイオンプレーティ
ングならびに図10のHTXXとめっき後ブラストは,波長0.1~
1µmの範囲全域で,-30dB以上のパワースペクトルを示して
38
表1 表面粗さパラメータの測定結果 各表面状態における粗さパラメータを測定すると,クロムめっきの成形品が他の成形品と比べて,それぞれの
値が著しく異なっていることがわかる。
Table 1 Measured surface roughness parametersThe roughness parameters for each type of surface are measured. The value
for the HTXX etched and chromium plated surface differ considerably fromthose of the other surfaces.
仕 様
表面粗さパラメータ表面積
(µm2)Ra
(µm)
1.44
0.27
1.31
1.20
10.37
01.80
09.98
10.02
0.11
0.34
0.09
0.08
588
189
520
838
Rz
(µm)Sm/Rz
HTXXエッチング
クロムめっき
CrNイオン
プレーティング
クロムめっき後
ブラスト
10
0
-10
-20
-30
-40
-5010.00 1.00
波長(µm)
パワースペクトル(dB)
0.10 0.01
図7 HTXXエッチングのFFT解析 波長0.1~1µmの範囲全域で,-30dB以上のパワースペクトルを示している。
Fig. 7 FFT analysis of the HTXX etched surfaceIn a range with a wavelength of 0.1 to 1 micrometer, the power spectrum
shows -30dB or more.
10
0
-10
-20
-30
-40
-5010.00 1.00
波長(µm)
パワースペクトル(dB)
0.10 0.01
図9 CrNイオンプレーティングのFFT解析 波長0.1~1µmの範囲全域で,-30dB以上のパワースペクトルを示している。
Fig. 9 FFT analysis of the HTXX etched and CrN ion-plated surfaceIn a range with a wavelength of 0.1 to 1 micrometer, the power spectrum
shows -30dB or more.
10
0
-10
-20
-30
-40
-5010.00 1.00
波長(µm)
パワースペクトル(dB)
0.10 0.01
図8 クロムめっきのFFT解析 波長0.1~1µmの範囲で,全体的にパワースペクトルが低く,特に0.1~0.4µmでは-30dBに達していない。
Fig. 8 FFT analysis of the HTXX etched and chromium plated surfaceIn a range with a wavelength of 0.1 to 1 micrometer, the power spectrum islow, and it does not amount to -30dB in the 0.1 to 0.4 micrometer wavelengthrange especially.
10
0
-10
-20
-30
-40
-5010.00 1.00
波長(µm)
パワースペクトル(dB)
0.10 0.01
図10 クロムメッキ後ブラストのFFT解析 波長0.1~1µmの範囲全域で,-30dB以上のパワースペクトルを示している。
Fig. 10 FFT analysis of the HTXX etched surface, blasted after chromiumplatingIn a range with a wavelength of 0.1 to 1 micrometer, the power spectrum
shows -30dB or more.
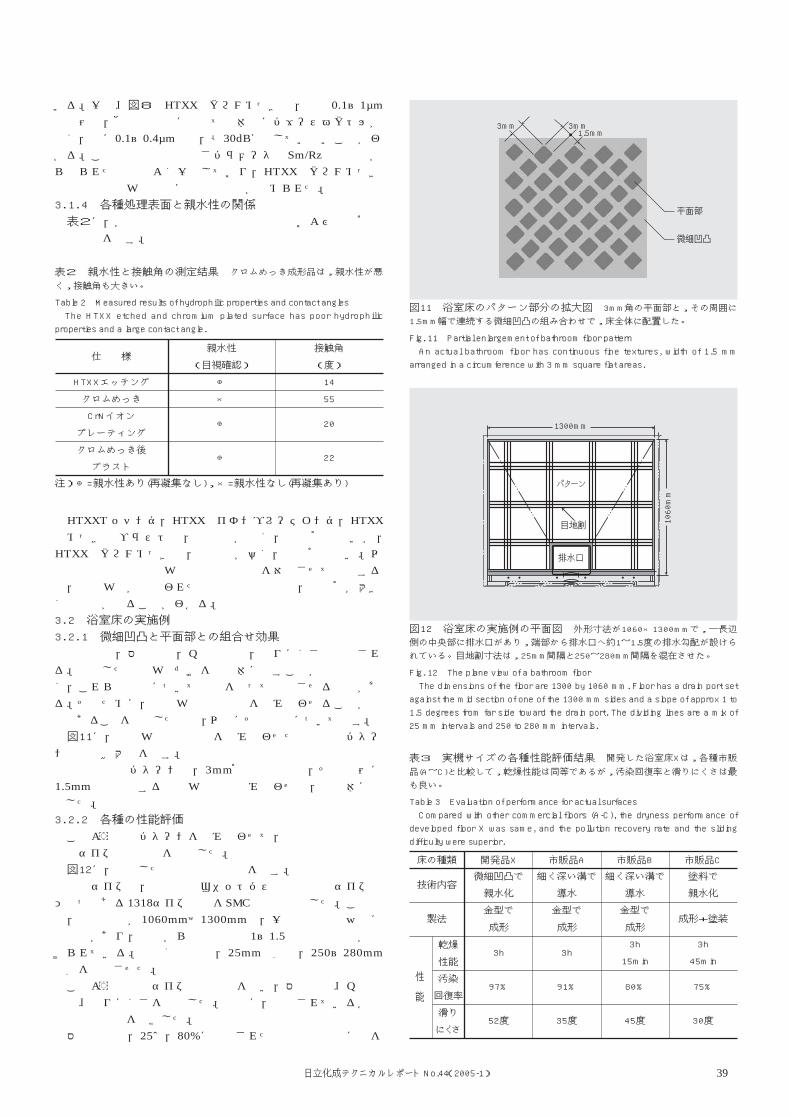
日立化成テクニカルレポート No.44(2005-1)
いる。一方、図8のHTXXとクロムめっきは,波長0.1~1µm
の範囲で,他の処理面に比べて全体的にパワースペクトルが
低く,特に0.1~0.4µmでは,-30dBに達していないことがわ
かる。この傾向は前述の粗さパラメータとSm/Rzの特性値か
ら得られた傾向とよく一致しており,HTXXとクロムめっき
処理面の微細凹凸特性に顕著な特徴が認められた。
3. 1. 4 各種処理表面と親水性の関係
表2に,各種処理表面と親水性の目視評価および接触角の
測定結果を示す。
HTXXエッチング,HTXXとイオンプレーティング,HTXX
とめっき後ブラストは,親水性が良く,接触角も低いが,
HTXXとクロムめっきは,親水性が悪く,接触角も高い。以
上の結果と表面微細凹凸の解析結果とを対応させて検討する
と,微細凹凸が損なわれた表面性状のものは,接触角が大き
く親水性が劣ることがわかる。
3. 2 浴室床の実施例
3. 2. 1 微細凹凸と平面部との組合せ効果
浴室床は,乾燥性能,汚染回復率,滑りにくさで評価され
る。前述した微細凹凸だけを床全体に施すことが最善ではな
く,これらの性能について裕度をもって満足させる必要があ
る。そのために,微細凹凸と平面部を組み合わせることが有
効であることを見出したので,以下にその仕様について示す。
図11に,微細凹凸と平面部を組み合わせた浴室床のパター
ン部分の拡大図を示す。
実施例の床パターンは,3mm角の平面部と,その周囲に
1.5mm幅で連続する微細凹凸との組み合わせで,床全体に配
置した。
3. 2. 2 各種の性能評価
このような床パターンを組み合わせて,実用上適用可能な
実機サイズの浴室床を製作した。
図12に,製作した浴室床の平面図を示す。
実機サイズは,戸建用のユニットバスの標準的なサイズの
ひとつである1318サイズの床をSMC成形で製作した。この床
は,外形寸法が1060mm×1300mmで,一長辺側の中央部に
排水口があり,端部から排水口へ約1~1.5度の排水勾配が設
けられている。目地割寸法は,25mm間隔と,250~280mm
間隔を混在させた。
このような実機サイズの浴室床を用い,乾燥性能、汚染回
復率、滑りにくさを評価した。同時に,市販されている各種
浴室床の性能を比較した。
乾燥性能は,25℃,80%に設定された環境試験室内に床を
39
注)◎=親水性あり(再凝集なし),×=親水性なし(再凝集あり)
表2 親水性と接触角の測定結果 クロムめっき成形品は,親水性が悪く,接触角も大きい。
Table 2 Measured results of hydrophilic properties and contact anglesThe HTXX etched and chromium plated surface has poor hydrophilic
properties and a large contact angle.
仕 様親水性
(目視確認)
HTXXエッチング
クロムめっき
CrNイオン
プレーティング
クロムめっき後
ブラスト
◎
×
◎
◎
接触角
(度)
14
55
20
22
3mm3mm1.5mm
平面部
微細凹凸
図11 浴室床のパターン部分の拡大図 3mm角の平面部と,その周囲に1.5mm幅で連続する微細凹凸の組み合わせで,床全体に配置した。
Fig. 11 Partial enlargement of bathroom floor patternAn actual bathroom floor has continuous fine textures, width of 1.5 mm
arranged in a circumference with 3 mm square flat areas.
1300mm
1060mm
目地割
パターン
排水口
図12 浴室床の実施例の平面図 外形寸法が1060×1300mmで,一長辺側の中央部に排水口があり,端部から排水口へ約1~1.5度の排水勾配が設けら
れている。目地割寸法は,25mm間隔と250~280mm間隔を混在させた。
Fig. 12 The plane view of a bathroom floorThe dimensions of the floor are 1300 by 1060 mm. Floor has a drain port setagainst the mid section of one of the 1300 mm sides and a slope of approx 1 to1.5 degrees from far side toward the drain port. The dividing lines are a mix of25 mm intervals and 250 to 280 mm intervals.
床の種類 開発品X
技術内容
製法
微細凹凸で
親水化
金型で
成形
3h
97%
52度
細く深い溝で
導水
金型で
成形
3h
91%
35度
細く深い溝で
導水
金型で
成形
3h
15min
80%
45度
塗料で
親水化
成形+塗装
3h
45min
75%
30度
性 能
乾燥
性能
汚染
回復率
滑り
にくさ
市販品A 市販品B 市販品C
表3 実機サイズの各種性能評価結果 開発した浴室床Xは,各種市販品(A~C)と比較して,乾燥性能は同等であるが,汚染回復率と滑りにくさは最
も良い。
Table 3 Evaluation of performance for actual surfacesCompared with other commercial floors (A-C), the dryness performance of
developed floor X was same, and the pollution recovery rate and the slidingdifficulty were superior.
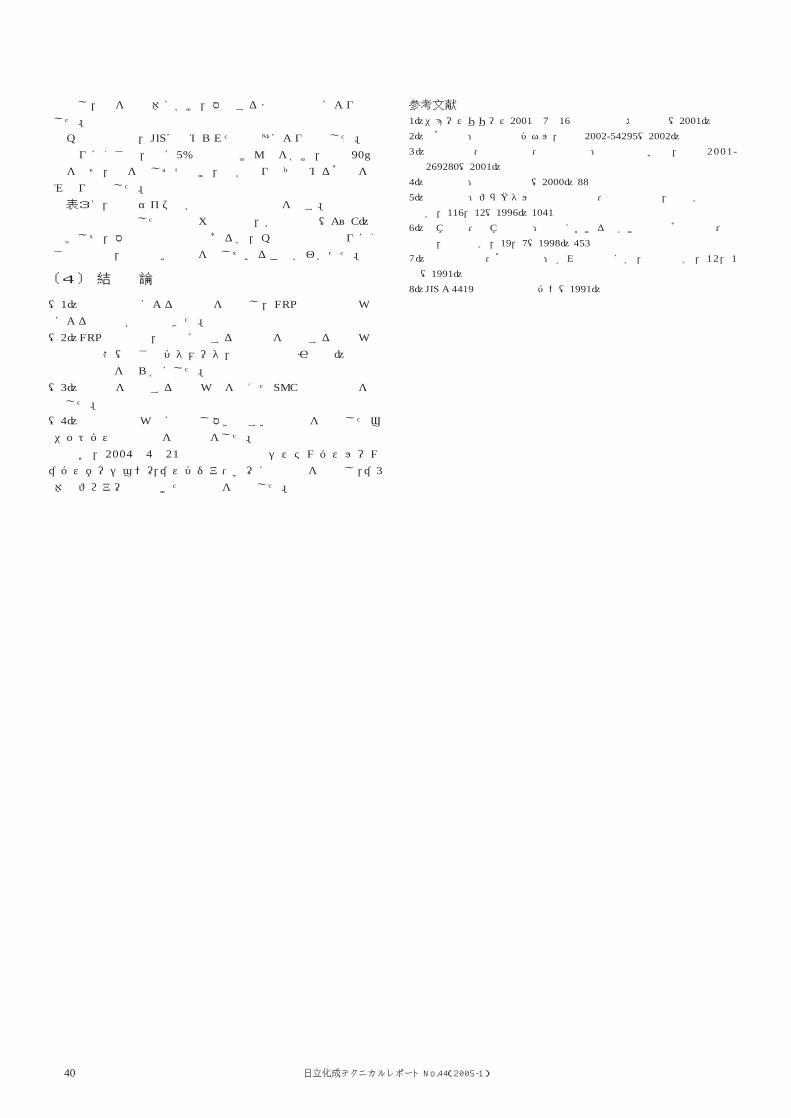
日立化成テクニカルレポート No.44(2005-1)40
参考文献1)ニュースリリース2001年7月16日東陶機器株式会社(2001)
2)北角俊実:浴室用床パネル,特開2002-54295(2002)
3)今坂喜信・吉田博明・米村正明:浴室用洗い場,特開2001-
269280(2001)
4)上田政文:湿度と蒸発(2000) 88
5)恩田智彦:フラクタル表面の超撥水・超親水現象,電子学会論文
A,116,12(1996) 1041
6)酒井秀樹・藤井富美子:粗面における見かけの接触角の重量依存
性,表面科学,19,7(1998) 453
7)藤居眞理子・角田光雄:ぬれとはなにか,表面科学,12,1
(1991)
8)JIS A 4419 浴室用防水パン(1991)
載置し,水を床全体にかけ,乾燥するまでの時間により評価
した。
汚染回復率は,JISに定められた方法8)により評価した。
滑りにくさは,床に5%濃度の石けん水をかけ,質量90gの
錘を載せ,床を少しずつ傾け,錘が滑り落ち始める角度を読
み取り評価した。
表3に,実機サイズの各種性能評価結果を示す。
本研究で開発した浴室床Xの性能は,各種市販品(A~C)と
比較して,乾燥性能は同等であるが,汚染回復率や滑りにく
さの面では,最も良い性能を有していることがわかった。
〔4〕 結 論
(1)型表面転写による成形法を適用し,FRP表面の微細凹凸
による親水化が実現できた。
(2)FRPの成形品,金型に関する親水性を発現する微細凹凸
の表面状態(粗さのパタメータ,表面積増倍因子等)の定量
的設計基準を明らかにした。
(3)親水性を発現する微細凹凸を備えたSMC金型の製法を開
発した。
(4)表面の微細凹凸に注目し乾きやすい浴室床を搭載したユ
ニットバス製造技術を実用化をした。
なお,2004年4月21日発売の戸建用システムバスルーム
“バスポーション”,“スパジア・W”に本技術を適用し,“3
体験フロア”と名付けた浴室床を搭載した。
日立化成テクニカルレポート No.44(2005-1)
U.D.C. 667.64:678.026.3:666.181.055:643.521:696.144
41
FRP表面ガラスコーティング技術Glass Coating Technology for FRP
唯岡 英介* Eisuke Tadaoka 波多野 孝** Takashi Hatano
浴槽や浴室の床に使われているFRP(Fiber Reinforced Plastics)は安価で軽く,強
度に優れた素材であるが,その表面は,撥水性で浴室汚れの主成分である皮脂や石鹸
カスが落としにくい。また長期の使用で傷が付くといった短所もある。
そこで当社は汚れが落としやすい表面とするため,FRPにコーティングする検討を
始めた。人工石鹸カスによる実験から,親水性表面とすることが有効とわかり,ハー
ドコートとの両立を考え,コート材料としてはガラスを選択した。
低温でガラス化できる材料を探索し,成膜条件を最適化することで,浴室の床など
長期耐久性を必要とする部材への適用を可能なものとした。
低温での処理が可能であることから,その他の熱可塑性樹脂製品へも適用は可能で
あると考えるが,ここではFRP素材を取り上げ,ガラスコートを施すための試作・評
価を行った結果について述べる。
*株式会社日立ハウステック 研究技術部 ** 株式会社ハウステックサービス 技術・営業支援グループ
〔1〕 緒 言
浴室に用いられる素材は,タイルやステンレスといった重
い・冷たい素材から軽くて温かみのある樹脂系素材へと変遷
し,さらに高級感を有する人造大理石などの新しい素材が開
発されてきた。近年は,外観に加え新しい機能も要求される
ようになり,なかでも「掃除がしやすい」といった機能はエ
ンドユーザーにとってもっとも必要とされているところであ
る。さらには,「傷がつきにくい」ことも多く要求されてい
る。
樹脂系素材の表面は撥水性で,汚れが付着しにくいとされ
る低表面エネルギーの表面特性である。ただし,浴室内の汚
れはそのほとんどが石鹸カス(脂肪酸カルシウム)・皮脂・
皮膚の老廃物で1),親水性表面のほうがセルフクリーニング
機能により汚れが付着しにくいとも言われている。図1にそ
の概念図を示す。光触媒による汚れ物質の分解や親水化も多
く検討されているが,紫外線が必要となることや,光触媒そ
のものによる酸化分解能力が樹脂の劣化を進めてしまうとい
った問題がある。そこで光触媒を用いないガラスコートを試
みたが,成膜時に1,000℃近い温度で焼結するプロセスがあり,
樹脂系素材への搭載は困難であった。本研究は,長期耐久性
を有するFRP製品での親水化・ハードコート化を両立させる,
低温でのガラスコート形成技術の開発に関するものである。
〔2〕 FRPの表面親水化の効果
浴槽や浴室の床の汚れが除去しやすいのは,親水性表面か
撥水性表面かを検証するために,以下の実験を行った。ラウ
リン酸ナトリウムと塩化カルシウムからなる人工石鹸カス
(スカム)を作製し,そのスカムの浮いた水の中に親水およ
び撥水膜を形成したFRPの浸漬・乾燥を10回繰り返した。最
後に流水で洗浄し表面にスカムがついた状態の光沢を測定
し,光沢保持率を求めた。図2に示すように親水性表面のほ
うが,初期の汚れ付着こそ多いものの,10回浸漬後の流水洗
浄では光沢回復率が90%とFRPそのままの表面や撥水性コー
The FRP currently used for bathtubs and bathroom floors is a cheap, light, and tough
material.
It's surface is hydrophobic and it is not easy to remove soap scum and sebum which
are the main component in bathroom dirt. Furthermore it scratches easily over long-
term use.
Therefore, our company began to investigate a glass coating for FRP that would make
the surface harder and be easier to clean. From experiments using artificial soap scum,
the hydrophilic surface appeared to be good for above purpose. We selected a glass
coating because it has a hydrophilic surface and is hard. We found out a certain
precursor which carried out glassizing at low temperature, and optimized condition to
make the film, it was therefore possible to apply to the long-term durability component
needed for bathroom floors. The coating is formed at a relatively low temperature,
which makes it possible to apply to other thermoplastics and products. This paper
describes the results of our evaluation and experiment for glass coatings for FRP.
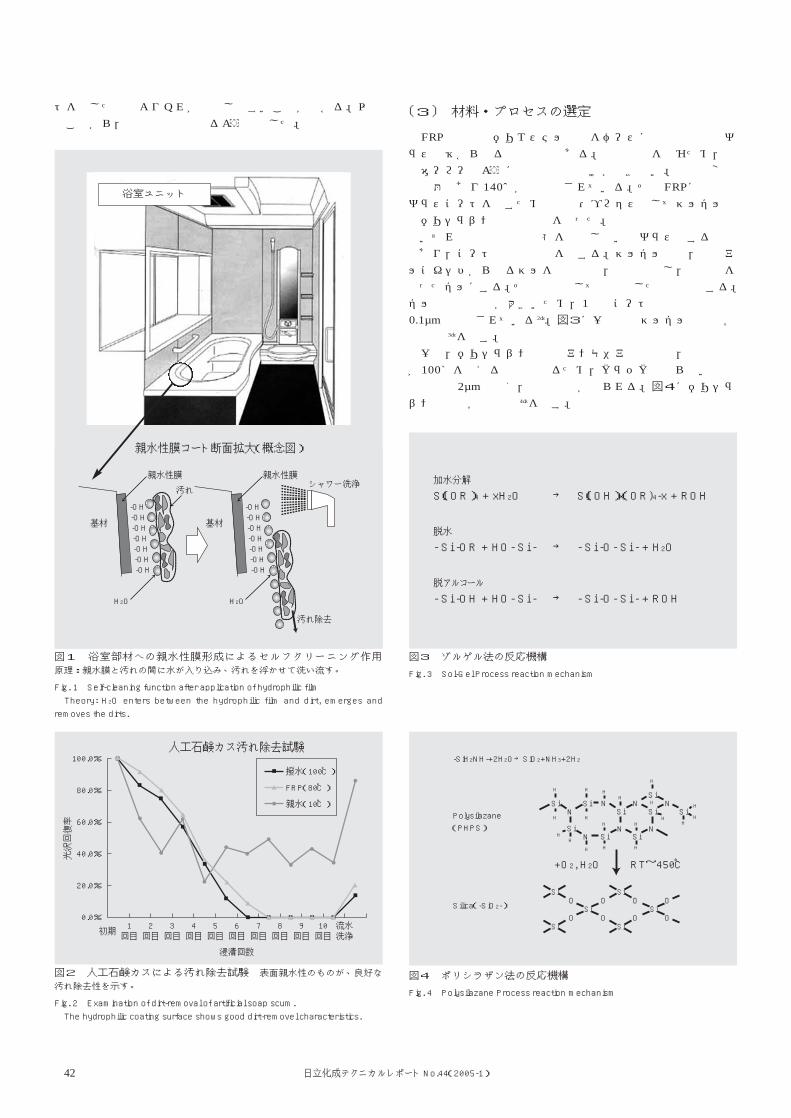
日立化成テクニカルレポート No.44(2005-1)
トを施したものより汚れが除去しやすいことが分かる。以上
のことから,親水性表面となるよう設計した。
42
-OH-OH-OH-OH-OH-OH-OH
親水性膜
汚れ
基材
H2O
-OH-OH-OH-OH-OH-OH-OH
親水性膜シャワー洗浄
基材
H2O
汚れ除去
図1 浴室部材への親水性膜形成によるセルフクリーニング作用原理:親水膜と汚れの間に水が入り込み、汚れを浮かせて洗い流す。
Fig. 1 Self-cleaning function after application of hydrophilic filmTheory: H2O enters between the hydrophilic film and dirt, emerges and
removes the dirts.
初期
0.0%
20.0%
40.0%
60.0%
浸漬回数
光沢回復率
80.0%
100.0%
1回目
2回目
3回目
4回目
5回目
6回目
7回目
8回目
9回目
10回目
流水洗浄
撥水(100℃)
FRP(80℃)
親水(10℃)
人工石鹸カス汚れ除去試験
図2 人工石鹸カスによる汚れ除去試験 表面親水性のものが、良好な汚れ除去性を示す。
Fig. 2 Examination of dirt-removal of artificial soap scum.The hydrophilic coating surface shows good dirt-removel characteristics.
〔3〕 材料・プロセスの選定
FRPは不飽和ポリエステル樹脂をベースに無機充填材やガ
ラス繊維からなる複合材料である。有機樹脂を含むため,鉄
板ホーローのように高温での焼付けができない。加熱は変色
の問題もあり140℃が限界とされている。そのFRPに低温で
ガラスコートを施すための材料・プロセスとしてゾルゲル法
とポリシラザン法での検討を行った。
いずれの方法も溶融状態を経由しないでガラス化する製法
であり,コート面は親水性を呈する。ゾルゲル法は,金属ア
ルコキシドからなるゾルを加水分解,脱水縮合し,流動性を
失ったゲルにする。その後加熱して緻密化した酸化物とする。
ゲル膜の熱収縮が大きいため,1回のコートでの膜厚限界は
0.1µm程度とされている2)。図3に一般的なゾルゲル法の化学
反応式 3)を示す。
一方,ポリシラザン法は脱アンモニアの反応で,重量収率
が100%を超える反応となるため,クラックの入らない膜厚
限界も約2µmと厚く,緻密な膜が得られる。図4にポリシラ
ザン法の化学反応式 4)を示す。
Polysilazane
Silica(-SiO2-)
(PHPS)
Si
H
H
Si
Si
SiO
O
O
O
O
O
O
O
H
HSi
Si Si
HN NN
NN N
N
Si
Si Si
H
H H
H
HHHH
HH
H H H
H
+O2, H2O RT~450℃
Si
Si
Si
Si
Si
-SiH2NH-+2H2O→SiO2+NH3+2H2
図4 ポリシラザン法の反応機構
Fig. 4 Polysilazane Process reaction mechanism
図3 ゾルゲル法の反応機構
Fig. 3 Sol-Gel Process reaction mechanism
加水分解
Si(OR)4 + xH2O → Si(OH)x(OR)4-x + ROH
脱水
- Si -OR + HO- Si - → - Si -O- Si - + H2O
脱アルコール
- Si -OH + HO- Si - → - Si -O- Si - + ROH
浴室ユニット
親水性膜コート断面拡大(概念図)
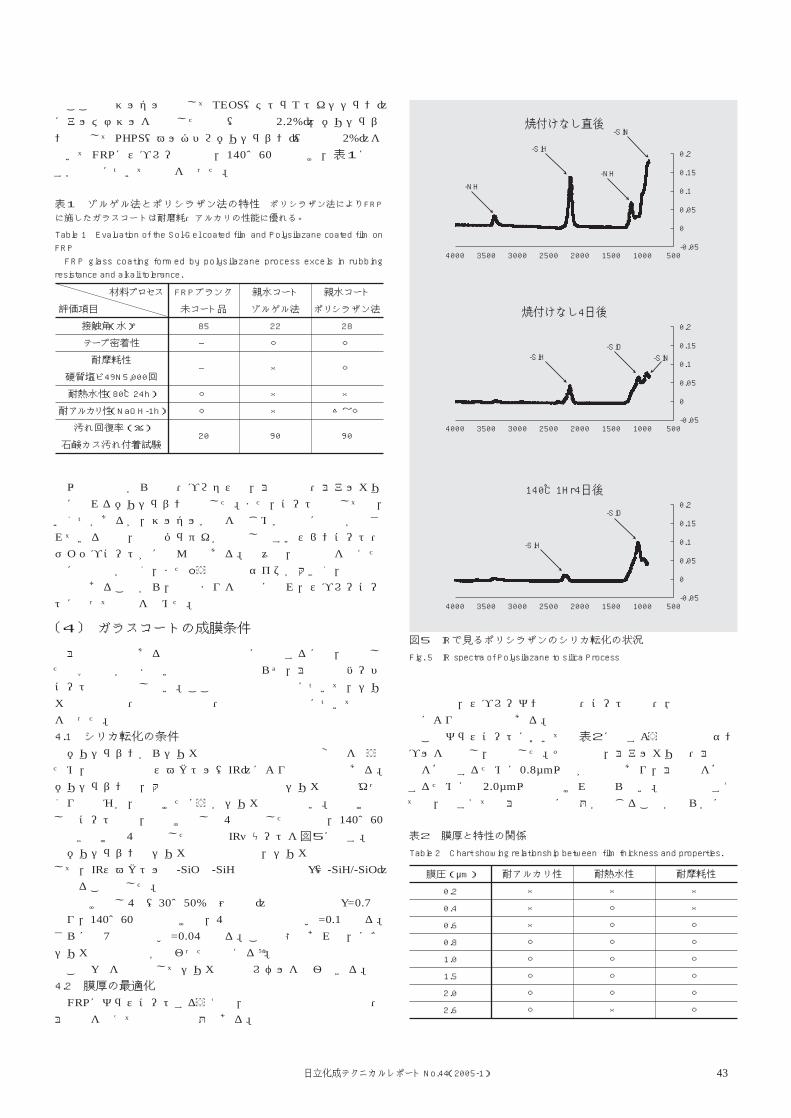
日立化成テクニカルレポート No.44(2005-1)
ここではゾルゲル法としてTEOS(テトラエトキシシラン)
にアルミナゾルを添加したもの(固形分2.2%),ポリシラザ
ン法としてPHPS(ペルヒドロポリシラザン)(固形分2%)を
用いてFRPにスプレー塗布後,140℃60分焼付け,表1に示
す各項目について実験を行った。
以上の結果から材料・プロセスは,耐摩耗性・耐アルカリ
性に優れるポリシラザン法とした。また,コート法としては,
いくつかあるが,ゾルゲル学会をはじめ学問的に研究がなさ
れているのは,膜のバラツキが制御しやすいスピンコート・
ディップコートがほとんどである。我々は,実用化を考えた
際に生産性が高く,また扱う製品のサイズが大きく,形状も
複雑であることから,歩留まりを考慮に入れ,スプレーコー
トに絞って検討を進めた。
〔4〕 ガラスコートの成膜条件
耐久消費材である浴槽や浴室の床に適用するには,前記し
た化学反応が進まないと緻密な膜とならず,耐水性もハード
コート性も満足しない。ここでは成膜の条件について,シリ
カ転化の条件・膜厚の最適化・基材界面の処理について検討
を行った。
4.1 シリカ転化の条件
ポリシラザンからシリカへの転化は分子構造の変化を伴う
ため,赤外線吸収スペクトル(IR)により追跡可能である。
ポリシラザンは,大気中の水分で常温でもシリカ転化はゆっ
くりと進むが,焼付けたほうがシリカ転化は速い。焼付け無
しのコート直後,焼付け無しで4日放置したものと,140℃60
分焼き付け後4日放置したもののIRチャートを図5に示す。
ポリシラザンのシリカ転化の様子は,シリカ転化の指標と
して,IRスペクトルの-SiOと-SiHの吸光度の比Y=(-SiH/-SiO)
で見ることとした。
焼付け無し4日(30℃50%雰囲気下)放置のものでY=0.7と
なり,140℃60分の焼付け後,4日放置のものでY=0.1となる。
さらには7日放置でY=0.04となる。この状態であれば,ほぼ
シリカ転化の反応が終わったと言える5)。
このY値を指標としてシリカ転化のレベルを把握できる。
4.2 膜厚の最適化
FRPにガラスコートするうえで,膜厚の設計は基本特性・
耐久性を考えても重要な問題である。
43
膜厚は,スプレーガンの設定・コート回数・液の固形分濃
度により調整可能である。
このガラスコートにおいては表2に示すような膜厚でサン
プルを作製し,評価した。その結果,耐アルカリ性・耐摩耗
性を確保するために0.8µm以上が必要であり,耐熱水を確保
するためには2.0µm以下でなければならない。膜厚は厚すぎ
ても,薄すぎても耐久性能に問題が生じることが明らかにな
図5 IRで見るポリシラザンのシリカ転化の状況
Fig. 5 IR spectra of Polysilazane to silica Process
表1 ゾルゲル法とポリシラザン法の特性 ポリシラザン法によりFRP
に施したガラスコートは耐磨耗・アルカリの性能に優れる。
Table 1 Evaluation of the Sol-Gel coated film and Polysilazane coated film onFRPFRP glass coating formed by polysilazane process excels in rubbing
resistance and alkali tolerance.
材料プロセス FRPブランク
未コート品
親水コート
ゾルゲル法
親水コート
ポリシラザン法評価項目
接触角(水)°
テープ密着性
耐摩耗性
硬質塩ビ49N5,000回
耐熱水性(80℃24h)
耐アルカリ性(NaOH-1h)
汚れ回復率(%)
石鹸カス汚れ付着試験
85
―
―
○
○
20
22
○
×
×
×
90
28
○
○
×
△~○
90
500-0.05
0
0.05
0.1
0.15
0.2
100015002000250030003500
100015002000250030003500
100015002000250030003500
4000
-NH
-SiH
-NH
-SiN焼付けなし直後
500-0.05
0
0.05
0.1
0.15
0.2
4000
-SiH-SiO
-SiN
焼付けなし4日後
500-0.05
0
0.05
0.1
0.15
0.2
4000
-SiH
-SiO
140℃1Hr4日後
表2 膜厚と特性の関係
Table 2 Chart showing relationship between film thickness and properties.
膜圧(µm)
0.2
0.4
0.6
0.8
1.0
1.5
2.0
2.6
耐アルカリ性
×
×
×
○
○
○
○
○
耐熱水性
×
○
○
○
○
○
○
×
耐摩耗性
×
×
○
○
○
○
○
○
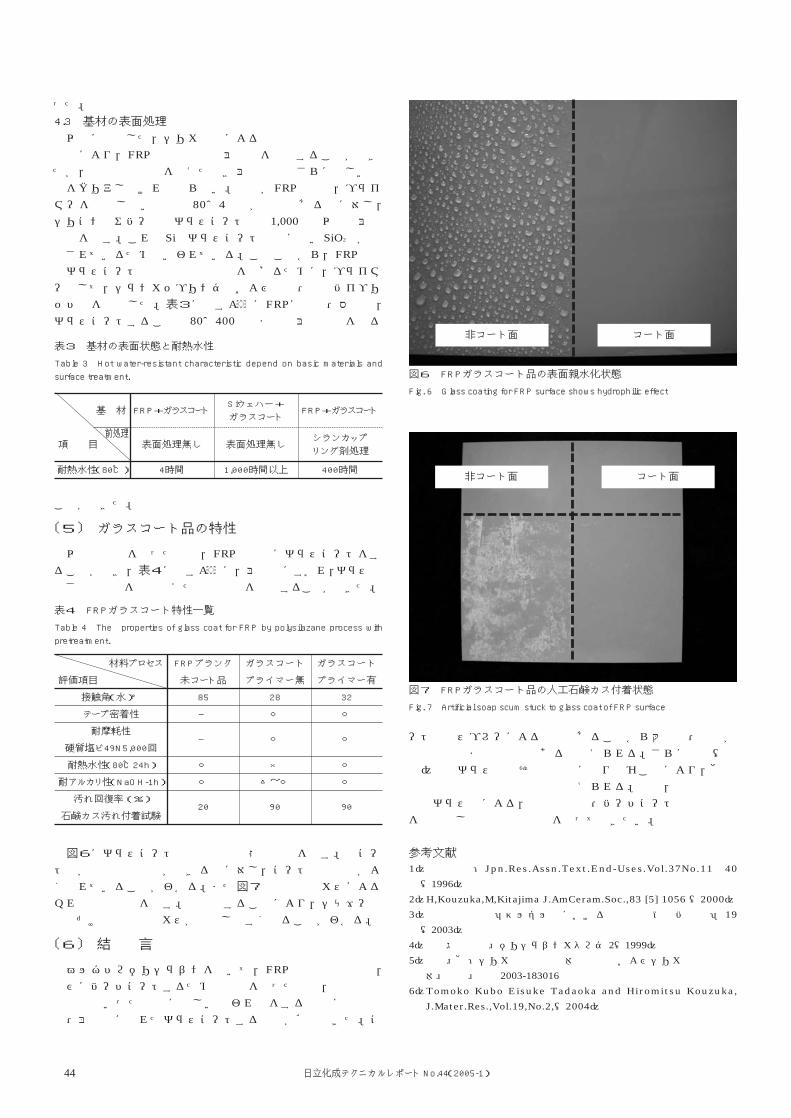
日立化成テクニカルレポート No.44(2005-1)
ート法もスプレーによるものであることから大型品・形状が
複雑なものまで汎用性もあると考えられる。さらに低温(常
温)でのガラス転化6)の最適化に取り組むことにより,他の
熱可塑性樹脂製品への展開も考えられる。今後,樹脂製品の
表面ガラス化による,表面親水化・ハードコート化等の機能
を実用化し適用製品の展開を図って行きたい。
参考文献1)犬伏式生:Jpn.Res.Assn.Text.End-Uses.Vol.37No.11 40
(1996)
2)H,Kouzuka,M,Kitajima J.AmCeram.Soc.,83 [5] 1056 (2000)
3)技術情報協会「ゾルゲル法における構造制御ノウハウ集」 19
(2003)
4)東燃株式会社 ポリシラザンカタログ 2(1999)
5)唯岡 他:シリカ膜被覆成形体の製造法およびシリカ膜被覆成形
体 特許 特開2003-183016
6)Tomoko Kubo Eisuke Tadaoka and Hiromitsu Kouzuka,
J.Mater.Res.,Vol.19,No.2,(2004)
44
った。
4.3 基材の表面処理
以上に記載した,シリカ転化による膜の緻密化と膜厚の最
適化により,FRPへの密着性と耐久性を実現することができ
たが,浴槽への適用を考えたとき耐熱水性はさらに厳しい条
件をクリアしなければならない。基材がFRPの場合,プライ
マーを処理しない場合は80℃4時間が限界であるのに対し,
シリコンウェハーへのガラスコートでは1,000時間以上の耐熱
水性を示す。これはSiとガラスコート界面に薄いSiO2膜が形
成されているためといわれている。このことから,FRP基材
とガラスコートとの界面の接着性を上げるために,プライマ
ーとして,シランカップリング剤および有機・無機ハイブリ
ッド材を選定した。表3に示すようにFRPに塗布・乾燥後,
ガラスコートすることで80℃400時間までの耐熱水性を得る
ことができた。
〔5〕 ガラスコート品の特性
以上の検討を行った結果,FRPの表面にガラスコートをす
ることができ,表4に示すように,耐久性にすぐれ,ガラスの
硬さと親水性を兼ね備えた表面特性を付与することができた。
図6 FRPガラスコート品の表面親水化状態
Fig. 6 Glass coating for FRP surface shows hydrophilic effect
図7 FRPガラスコート品の人工石鹸カス付着状態
Fig. 7 Artificial soap scum stuck to glass coat of FRP surface
表3 基材の表面状態と耐熱水性
Table 3 Hot water-resistant characteristic depend on basic materials andsurface treatment.
基 材 FRP+ガラスコート
表面処理無し
4時間 1,000時間以上 400時間
Siウェハー+ガラスコート
表面処理無し
FRP+ガラスコート
シランカップリング剤処理
項 目
耐熱水性(80℃)
表4 FRPガラスコート特性一覧
Table 4 The properties of glass coat for FRP by polysilazane process withpretreatment.
材料プロセス FRPブランク
未コート品
ガラスコート
プライマー無
ガラスコート
プライマー有評価項目
接触角(水)°
テープ密着性
耐摩耗性
硬質塩ビ49N5,000回
耐熱水性(80℃24h)
耐アルカリ性(NaOH-1h)
汚れ回復率(%)
石鹸カス汚れ付着試験
85
―
―
○
○
20
28
○
○
×
△~○
90
32
○
○
○
○
90
図6にガラスコート品の親水化状態の写真を示す。非コー
ト面が撥水性で水玉ができるのに対し,コート面は全面がよ
く濡れていることがわかる。また図7は人工石鹸カスによる
汚れ除去性の差を示す。親水化することにより,シャワーの
洗浄だけで人工石鹸カスが除去しやすくなることがわかる。
〔6〕 結 言
ペルヒドロポリシラザンを用いて,FRPへの親水性付与,
並びにハードコートするための試作を行った結果,浴槽や浴
室の床といった非常に厳しい使われ方をする部材にも密着
性・耐久性に優れたガラスコートする技術が確立できた。コ
非コート面 コート面
非コート面 コート面
前処理
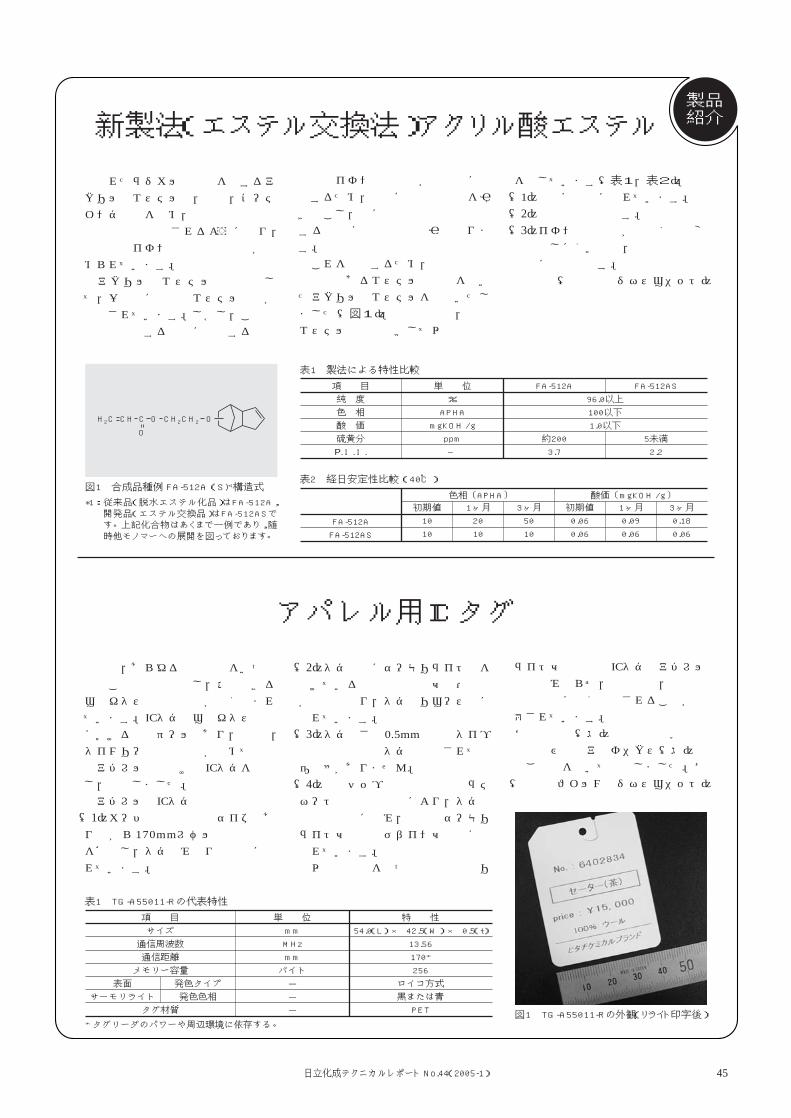
日立化成テクニカルレポート No.44(2005-1)
製品紹介新製法(エステル交換法)アクリル酸エステル
優れたラジカル反応性を有するア
クリル酸エステルは,塗料,コーテ
ィング剤等を始め,近年では電子材
料用途でも使用されるようになり,
製品中のイオン性不純物の低減が求
められています。
アクリル酸エステルの製法とし
て,一般的には脱水エステル化法が
使用されています。しかし,この方
法では使用する触媒に由来する硫黄
分等のイオン性不純物が製品中に残
存するため,経日安定性の低下を引
き起こし,特に電子材料用途で使用
する場合には不良の原因となりま
す。
これを解決するため,当社では自
社技術であるエステル交換法を用い
たアクリル酸エステルを開発いたし
ました(図1)。本開発品は,脱水
エステル化品と比較して以下の特徴
を有しています(表1,表2)。
(1)経日安定性に優れています。(2)低皮膚刺激性です。(3)イオン性不純物が少なく金属変
色しにくいので,電子材料用途
にも好適です。
(化成品ビジネスユニット)
45
表1 製法による特性比較
図1 合成品種例 FA-512A(S)*1構造式
*1:従来品(脱水エステル化品)はFA-512A,開発品(エステル交換品)はFA-512ASです。上記化合物はあくまで一例であり,随時他モノマーへの展開を図っております。
項 目
表2 経日安定性比較(40℃)
FA-512A
FA-512AS
色相〔APHA〕初期値
10
10
1ヶ月 3ヶ月酸価〔mgKOH / g〕
単 位 FA-512A FA-512AS
純 度
色 相
酸 価
硫黄分
P.Ⅰ.Ⅰ.
%
APHA
mgKOH / g
ppm
―
96.0以上
100以下
1.0以下
約200
3.7
5未満
2.2
20
10
50
10
初期値
0.06
0.06
1ヶ月 3ヶ月
0.09
0.06
0.18
0.06
OCH2CH2OC
O
CHH2C
アパレル用ICタグ
近年,あらゆる物の情報をいつでもどこでも入手管理し,活用できるユビキタス環境の実現が強く望まれ
ています。ICタグはユビキタス環境
における必須ツールであり,当社は,タイムリーな情報分析が極めて重要
なアパレル分野向けのICタグを開発
し,上市しました。アパレル用ICタグの特徴は
(1)カードの半分程度のサイズでありながら170mmレベルの通信距離
を確保し,タグ読み取り作業性に優れています。
(2)タグ表面にサーモリライト層を設けているので複数回の印字・消去
が可能となり,タグのリユース性に優れています。
(3)タグ厚さは0.5mmと薄型タイプ
なので通常の紙タグと混載されても
違和感がありません。
(4)薄型チップ加工技術や精密ラミネート技術等の採用により,タグの表面平滑性に富み,上述のサーモリライト印字性やデザイン印刷性にも
優れています。
以上の特徴をもつ小型で薄型のリ
ライト印字可能なICタグはアパレル
分野のみならず,流通分野,物品管理分野等に広く利用されることが期
待されています。
<本製品は(株)先端情報工学研究
所殿及び日本アビオニクス(株)殿
のご指導を頂いて開発しました。>
(機能性フィルムビジネスユニット)
表1 TG-A55011-Rの代表特性
項 目
サイズ
通信周波数
通信距離
メモリー容量
タグ材質
表面
サーモリライト
発色タイプ
発色色相
単 位 特 性
mm
MHz
mm
バイト
-
-
-
54.0(L)× 42.5(W)× 0.5(t)
13.56
170*
256
ロイコ方式
黒または青
PET* タグリーダのパワーや周辺環境に依存する。
図1 TG-A55011-Rの外観(リライト印字後)
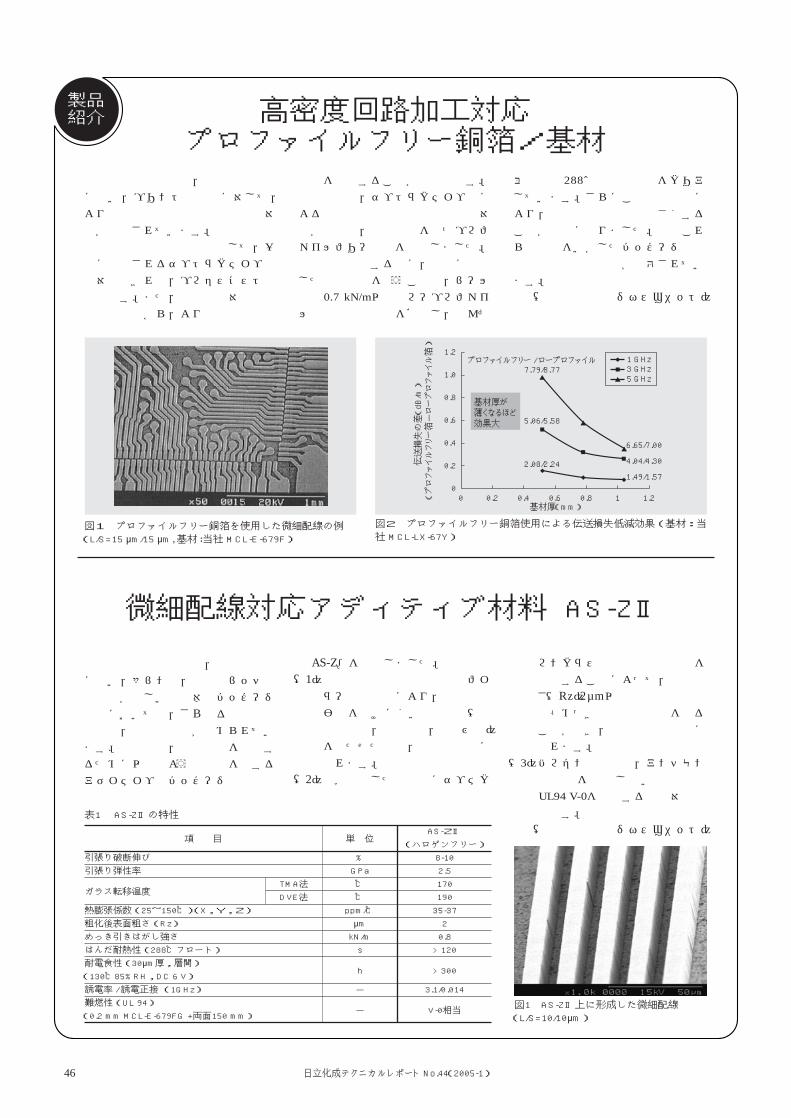
日立化成テクニカルレポート No.44(2005-1)46
製品紹介 高密度回路加工対応
プロファイルフリー銅箔/基材電子機器の小型化,高速高機能化
に伴い,プリント配線板に対して,
より高密度な回路形成と高速伝送対
応が要求されています。
高密度回路形成の方法として,一
般に使用されるサブトラクティブ法
で対応できれば,プロセスコストで有利です。また,高速伝送対応で表皮効果の点から,より平滑な表面の
銅箔を使用することが効果的です。
当社では,サブトラクティブ法に
よる高密度配線形成と低伝送損失対
応が可能な,平滑表面をもつプロフ
ァイルフリー銅箔を開発しました。
基材と接着する側に,新規に開発
した特殊処理を行うことで,ピール
強度0.7 kN/m以上とロープロファイ
ル箔と同等の強度を確保し,はんだ
耐熱性も288℃の浸漬試験をクリア
しています。さらにこの銅箔使用に
より,信号の伝送損失も小さくする
ことが可能になりました。今後これ
らの特徴をいかしたパッケージ等の
高機能分野への展開が期待されてい
ます。
(配線板材料ビジネスユニット)
図1 プロファイルフリー銅箔を使用した微細配線の例(L/S=15 µm/15 µm, 基材:当社 MCL-E-679F)
微細配線対応アディティブ材料 AS-ZⅡ
電子機器の高性能化,高速処理化
に伴い,多ピン化,狭端子ピッチ化
の進展が著しい半導体用パッケージ
基板においては,さらなる高接続信頼性化,微細配線化が求められてい
ます。当社では,上記要求を達成す
るために以下のような特長を有する
アディティブ法パッケージ基板用材
料AS-ZⅡを開発しました。(1)独自の樹脂配合技術と無機フィ
ラー充填技術により,熱衝撃の
影響を受けにくい機械特性(低
熱膨張率,低弾性率,高伸び率)
をもたせたので,接続信頼性に
優れます。
(2)化学粗化した樹脂面にサブミク
ロンクラスの緻密な粗化形状を
形成することによって,表面粗
さ(Rz)2µm以下でも十分な樹脂-めっき銅間の密着性を得る
ことができ,微細配線形成性に
優れます。
(3)ハロゲン化合物や,アンチモン
化合物を使用しないで難燃性
UL94 V-0を満足する環境対応材
料です。
(配線板材料ビジネスユニット)表1 AS-ZⅡの特性
図1 AS-ZⅡ上に形成した微細配線(L/S=10/10µm)
項 目 単 位AS-ZⅡ
(ハロゲンフリー)
引張り破断伸び
引張り弾性率
ガラス転移温度
熱膨張係数(25~150℃)(X,Y,Z)
粗化後表面粗さ(Rz)
めっき引きはがし強さ
はんだ耐熱性(288℃フロート)
耐電食性(30µm厚,層間)(130℃85%RH,DC 6 V)
誘電率 / 誘電正接(1GHz)
難燃性(UL 94)
(0.2 mm MCL-E-679FG +両面150 mm)
TMA法
DVE法
%
GPa
℃
℃
ppm/℃
µmkN/m
s
h
-
-
8-10
2.5
170
190
35-37
2
0.8
> 120
> 300
3.1/0.014
V-0相当
図2 プロファイルフリー銅箔使用による伝送損失低減効果(基材:当社 MCL-LX-67Y)
00 0.2 0.4 0.6
基材厚(mm)
伝送損失の差(dB/m)
(プロファイルフリー箔-ロープロファイル箔)
0.8 1 1.2
0.2
0.4
0.6
0.8
1.0
1.2
7.79/8.77
6.65/7.00
4.04/4.30
1.49/1.57
5.06/5.58
2.08/2.24
3 GHz1 GHz
5 GHz
プロファイルフリー / ロープロファイル
基材厚が 薄くなるほど 効果大
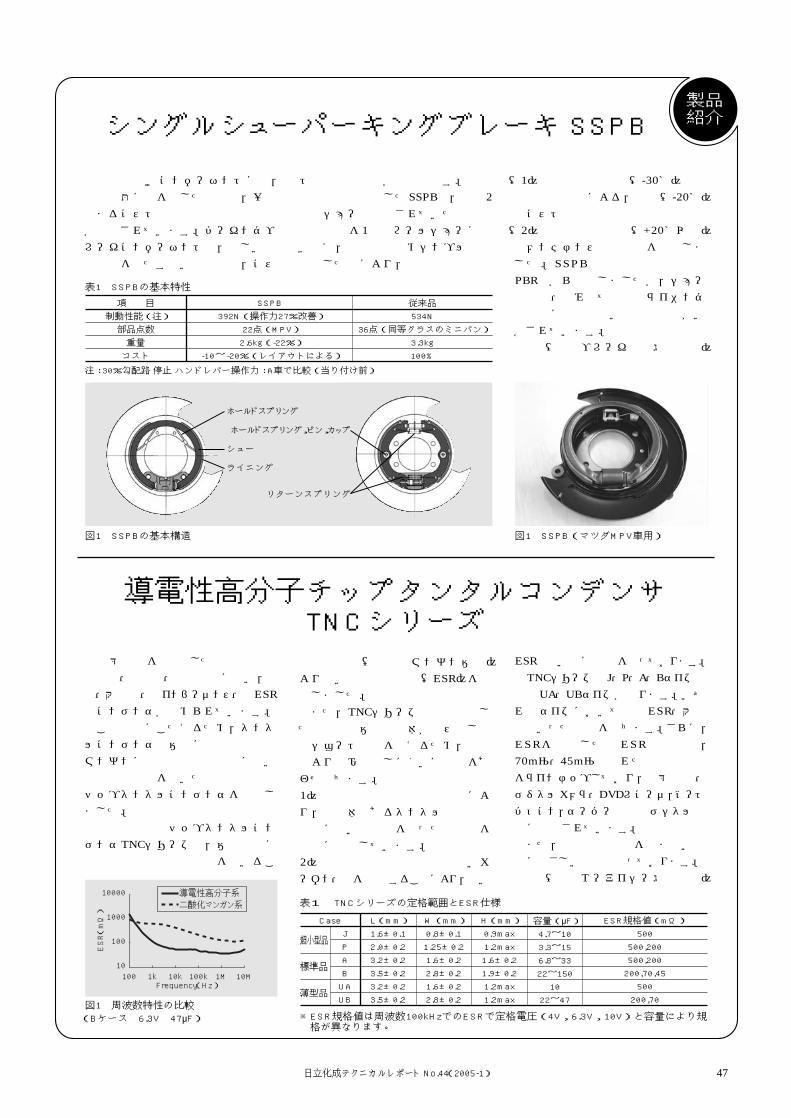
日立化成テクニカルレポート No.44(2005-1)
製品紹介シングルシューパーキングブレーキ SSPB
自動車向けコンポーネントには,
環境問題に端を発した軽量化,一層
強まるコスト削減と品質向上の両立
が要求されています。パーキングブ
レーキコンポーネントも,厳しい法
規要件を満たす高い制動性能,コス
トと重量の削減が不可欠です。
当社で製品化したSSPBは,従来2
本のシューで構成されていた制動力
発生機構を1本のロールシューに置
き換え,周辺機構含めシンプルな構
成とした事により,
(1) 部品点数の削減(-30%)や加
工工程の低減による,重量(-20%)
とコストの削減
(2) 制動性能の向上(+20%以上)
とメンテナンス性の改善を実現しま
した。SSPBの基本技術は豪州の
PBR社から導入しましたが,シュー
の加工・組み立て工程やライニング
の材質に当社の高い技術と経験がい
かされています。
(日本ブレーキ工業株式会社)
47
表1 SSPBの基本特性
図1 SSPBの基本構造 図1 SSPB(マツダMPV車用)
項 目 SSPB 従来品
制動性能(注)
部品点数
重量
コスト
注 : 30%勾配路停止ハンドレバー操作力 : A車で比較(当り付け前)
392N(操作力27%改善)
22点(MPV)
2.6kg(-22%)
-10~-20%(レイアウトによる)
534N
36点(同等クラスのミニバン)
3.3kg
100%
ホールドスプリング
ホールドスプリング,ピン,カップ
シュー
ライニング
リターンスプリング
導電性高分子チップタンタルコンデンサTNCシリーズ
携帯機器を中心とした電子機器の
小型化・軽量化・高性能化に伴い,小
型・大容量・低インピーダンス・低ESR
のコンデンサが求められています。
この要求にこたえるため,タンタ
ルコンデンサの陰極に従来の二酸化
マンガンに比べ導電率の非常に高い
導電性高分子を用いた導電性高分子
チップタンタルコンデンサを開発し
ました。
導電性高分子チップタンタルコン
デンサTNCシリーズは,陰極材料に
高導電率の導電性高分子を用いるこ
とで従来品(二酸化マンガン陰極)より低い等価直列抵抗(ESR)を実現しました。
また,TNCシリーズは短絡故障し
た場合でも陰極層全体が絶縁化し短
絡ショート電流を抑えるため,従来
品より発煙発火しにくい安全性をあ
わせ持ちます。
1)当社独自の高分子形成技術によ
り,誘電体であるタンタル酸化皮膜
表面に高い導電率を持った高分子を
緻密に形成しています。2)導電性高分子と密着性の高いカ
ーボン・銀を選定することにより,低い
ESRと高い熱安定性を持っております。
TNCシリーズはJ・P・A・Bサイズと
薄型UA・UBサイズが有ります。いず
れのサイズにおいても低ESR・大容
量といった特性を持ちます。さらに,
ESRを低減した低ESR仕様では,
70mΩ・45mΩ等優れた特性の製品
をラインナップしており,携帯電話・
デジタルカメラ・DVDレコーダ,ノート
パソコン,サーバーなどのデシタル機
器に採用されています。
また,含有禁止物質を含まない環
境にやさしい製品となっております。
(日立エーアイシー株式会社)
図1 周波数特性の比較(Bケース 6.3V 47µF)
10100 1k 10k
Frequency(Hz)
ESR(mΩ)
100k 1M 10M
100
1000
10000 導電性高分子系二酸化マンガン系 表1 TNCシリーズの定格範囲とESR仕様
※ESR規格値は周波数100kHzでのESRで定格電圧(4V,6.3V,10V)と容量により規格が異なります。
J
P
A
B
UA
UB
Case
超小型品
標準品
薄型品
L(mm)
1.6±0.1
2.0±0.2
3.2±0.2
3.5±0.2
3.2±0.2
3.5±0.2
ESR規格値(mΩ)※
500
500,200
500,200
200,70,45
500
200,70
W(mm)
0.8±0.1
1.25±0.2
1.6±0.2
2.8±0.2
1.6±0.2
2.8±0.2
H(mm)
0.9max
1.2max
1.6±0.2
1.9±0.2
1.2max
1.2max
容量(µF)4.7~10
3.3~15
6.8~33
22~150
10
22~47
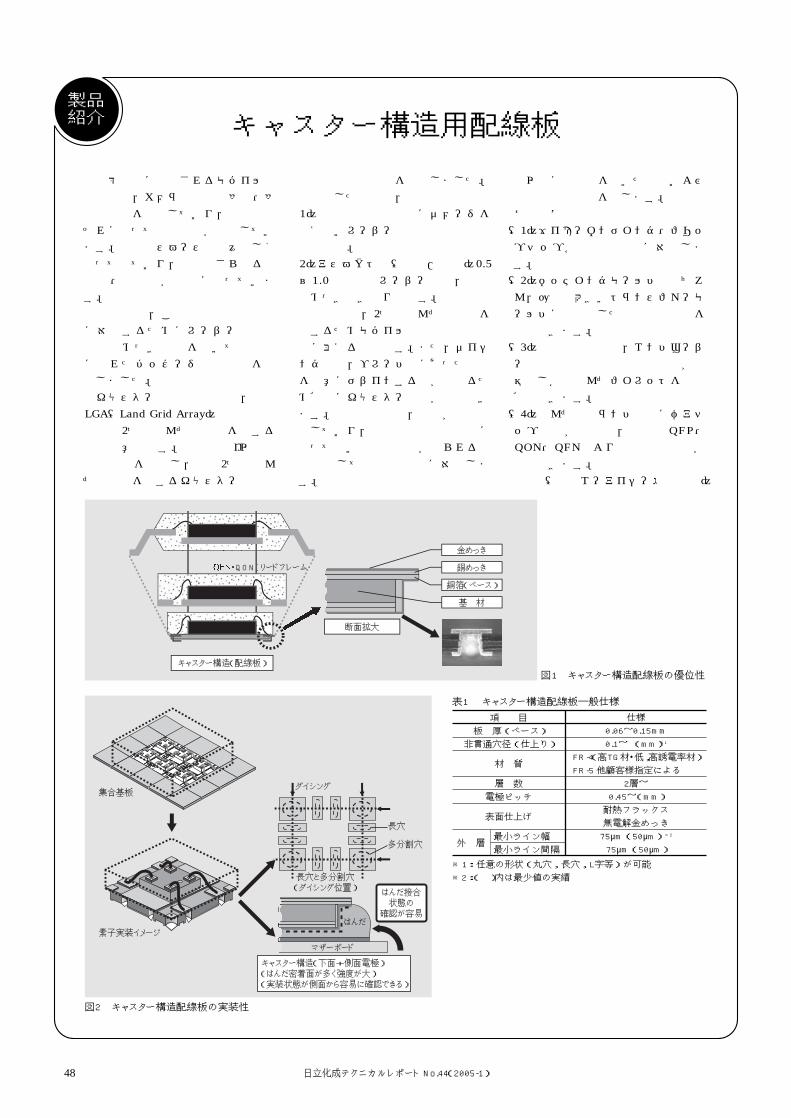
日立化成テクニカルレポート No.44(2005-1)48
製品紹介 キャスター構造用配線板
携帯電話に代表されるモバイル製
品機器は,カメラ搭載など多種・多
様な機能を搭載しており,配線板も
それに伴って高密度化が加速してい
ます。製品内スペースも年々厳しく
なって来ており,部品のさらなる小
型化・薄型化が急務になっていま
す。
当社では,この様な市場の要求
に対応するためにレーザー穴加工
技術とめっき技術を用いて実装性
に優れたパッケージ用配線板を開
発しました。
キャスター構造用配線板は,薄型
LGA(Land Grid Array)電極と側面
電極の2つのはんだ接続面を有する
基板の意味です。当社では、以下の
要素技術を開発し,上記2つのはん
だ接続面を有するキャスター構造用
非貫通両面配線板を開発しました。
開発した技術は,
1)極薄銅箔でも銅箔にダメージを
与えないレーザー穴加工機の選定と
加工条件。
2)アスペクト比(板厚/穴径)0.5
~1.0の非貫通レーザー穴底,壁部
銅めっき付き回り性です。
本製品は,2つのはんだ接続面を
有するためモバイル製品での落下試
験に耐える構造です。また,ダイシ
ングの際,ブレード幅にあった長穴
を任意にデザインする事が出来るた
め確実にキャスター構造が実現でき
ます。本製品構造は,当社が特許取
得しており,今後の部品の小型化に
伴って高い接続信頼性が得られる配
線板として市場の要求に対応しま
す。
以下に本基板を用いた実装および
最終製品の特長を記します。
<特長>
(1)ワイヤーボンディング・フリッ
プチップ各種実装方法に対応しま
す。
(2)ポッティングモールドはもちろ
ん,圧力の大きいトランスファーモ
ールドにも適用した非貫通導通穴を
形成できます。
(3)側面電極なので,エンドユーザ
ー様での実装後の部品接続検査が容
易でしかもはんだフィレットを目視
確認できます。
(4)はんだ電極ランドの上にベアチ
ップ接続が可能で,従来のQFP・
QON・QFN等より小型化の部品が
提供できます。
(日立エーアイシー株式会社)
表1 キャスター構造配線板一般仕様
図1 キャスター構造配線板の優位性
項 目
板 厚(ベース)
非貫通穴径(仕上り)
材 質
層 数
電極ピッチ
表面仕上げ
仕様
0.06~0.15mm
0.1~ (mm)※1
FR-4(高TG材・低,高誘電率材)
FR-5 他顧客様指定による
2層~
0.45~(mm)
耐熱フラックス
無電解金めっき
75µm(50µm)※2
75µm(50µm)外 層
※1:任意の形状(丸穴,長穴,L字等)が可能
※2:( )内は最少値の実績
最小ライン幅
最小ライン間隔
キャスター構造(配線板)
断面拡大
金めっき
銅めっき
銅箔(ベース)
基 材
・QON(リードフレーム)ム)
ダイシング
長穴と多分割穴(ダイシング位置)
長穴
多分割穴
集合基板
素子実装イメージ
キャスター構造(下面+側面電極)(はんだ密着面が多く強度が大)(実装状態が側面から容易に確認できる)
はんだ
マザーボード
はんだ接合状態の確認が容易
図2 キャスター構造配線板の実装性
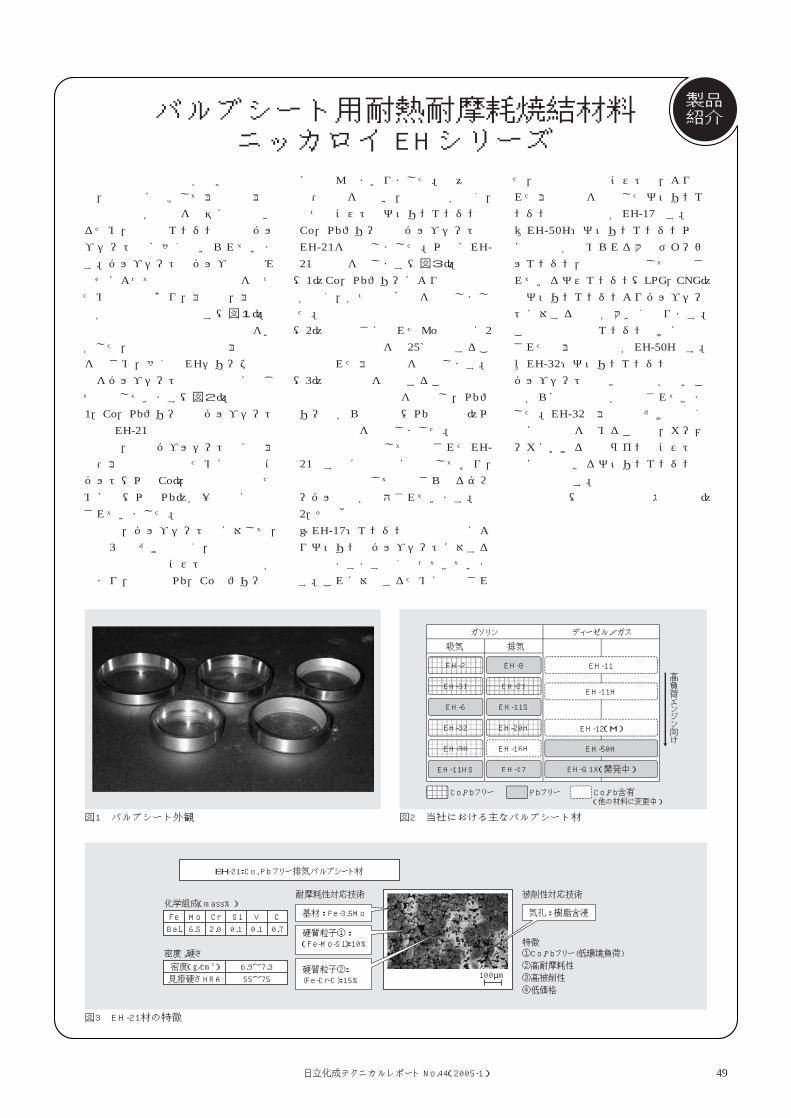
製品紹介
日立化成テクニカルレポート No.44(2005-1) 49
バルブシート用耐熱耐摩耗焼結材料ニッカロイ EHシリーズ
合金設計の自由度が高い焼結合金
は,溶製材に比較して耐熱性や耐摩
耗性などの各性能を容易に付加でき
るため,自動車エンジンなどのバル
ブシート材に多く用いられていま
す。バルブシートはバルブとの組み
合せによって燃焼室の気密性を保つ
ための部品であり,耐熱性,耐摩耗
性が最も重要な特性です(図1)。
当社では粉末冶金工法の特徴をい
かした,硬質粒子分散型高耐摩耗材
をはじめ,多くのEHシリーズの材
料をバルブシートの使用環境に応じ
て上市しています(図2)。
1.Co,Pbフリー排気バルブシート
材EH-21
従来,排気バブルシート材には耐
熱・耐摩耗性向上のために高価なコ
バルト(以下Co),被削性改善のた
めに鉛(以下Pb)が一般的に使用
されていました。
近年,バルブシート材に対して,
上記3特性だけでなく,環境負荷物
質の使用規制やコスト低減の要求が
強まり,当社はPb,Coのフリー化
に取組んでまいりました。種々の検
討・評価を行ない,環境負荷が低く,
且つ低コストのガソリンエンジン用
Co,Pbフリー排気バルブシート材
EH-21を開発しました。以下にEH-
21の特徴を示します(図3)。
(1)Co,Pbフリーにより環境負荷
が低く,かつ低価格化を達成しまし
た。
(2)高温硬さに優れたMo鋼基地に2
種類の硬質粒子を計25%分散するこ
とで優れた耐摩耗性を発揮します。
(3)樹脂含浸を採用することで焼結
材特有の断続切削を防止し,Pbフ
リーながら従来材(Pb含有材)以
上の被削性を達成しました。
世界戦略材として開発されたEH-
21はすでに国内外に上市しており,
当社主力材として今後さらなるグロ
ーバル展開が期待されています。
2.その他の材料
①EH-17:エンジンの高性能化によ
りガソリン用バルブシートに対する
負荷はますます高くなってきていま
す。これに対応するために開発され
た,従来材と同等コストで,より優
れた耐摩耗性を達成したガソリンエ
ンジン排気用材料がEH-17です。
②EH-50H:ガソリンエンジン以上
に長寿命が求められる大型ディーゼ
ルエンジン,低公害車として注目さ
れているガスエンジン(LPG,CNG)
はガソリンエンジンよりバルブシー
トに対する負荷が大きくなります。
この様な高負荷エンジン向けに開発
された高耐摩耗材料がEH-50Hです。
③EH-32:ガソリンエンジンの吸気
バルブシートは比較的負荷が低いこ
とから安価な材料が使用されてきま
した。EH-32は耐摩耗性だけでなく
更に被削性を高めることで,カーメ
ーカにおける加工ラインのコスト低
減に貢献できるガソリンエンジン吸
気用材料です。
(日立粉末冶金株式会社)
図1 バルブシート外観 図2 当社における主なバルブシート材
ガソリン ディーゼル/ガス
吸気 排気
EH-2
EH-31
EH-6
EH-32
EH-30
EH-11HS
EH-8 EH-11
EH-11H
EH-12(M)
EH-50H
EH-G1X(開発中)
EH-21
EH-11S
EH-20H
EH-16H
EH-17
高負荷エンジン向け
Co,Pbフリー Pbフリー Co,Pb含有(他の材料に変更中)
図3 EH-21材の特徴
EH-21:Co, Pbフリー排気バルブシート材
Fe Mo Cr Si V CBal. 6.5 2.0 0.1 0.1 0.7
化学組成(mass%)
密度(g/cm3) 6.9~7.3見掛硬さ HRA 55~75
密度, 硬さ
耐摩耗性対応技術
特徴①Co,Pbフリー(低環境負荷)②高耐摩耗性③高被削性④低価格
100µm
基材 : Fe-3.5Mo
硬質粒子① :(Fe-Mo-Si):10%
硬質粒子②:(Fe-Cr-C):15%
気孔 : 樹脂含浸
被削性対応技術
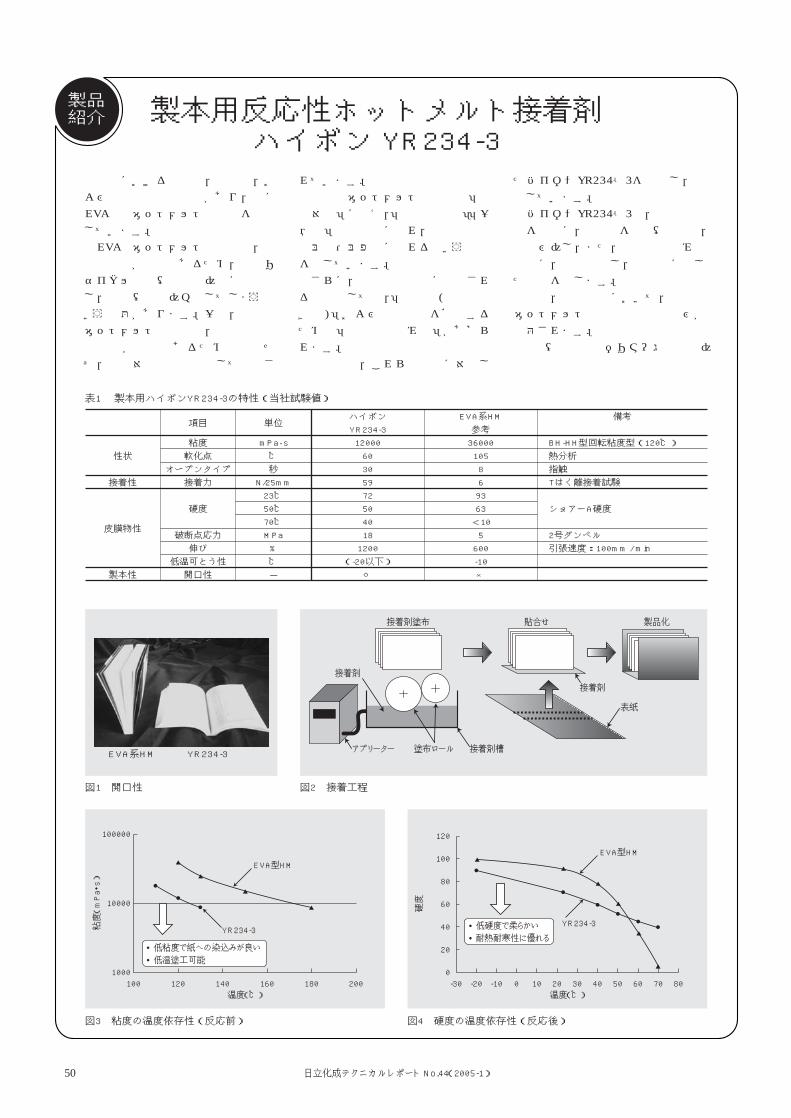
製品紹介
日立化成テクニカルレポート No.44(2005-1)
製本用反応性ホットメルト接着剤ハイボン YR234-3
製本における接着は,紙同士,お
よび紙と背表紙の接着があり,主に
EVA系のホットメルト接着剤を使用
しています。
EVA系ホットメルト接着剤は,接
着剤皮膜が脆弱であるため,古紙リ
サイクル工程(水分散)時に細裂化
し,環境(水質)汚染してしまうと
いう問題があります。一方,反応性
ホットメルト接着剤は,湿気硬化後
の皮膜が強靭であるため細裂化せ
ず,環境対応型接着剤として着目さ
れています。
反応性ホットメルト接着剤は「環
境対応」に加え,「短時間接着」「一
液型」で作業性に優れ,湿気硬化後
の耐熱・耐寒性に優れるという特徴
を有しています。
さらに,製本用接着剤に要求され
る特性としては,「開口性(本の見開
き性)」および接着面積を確保する
ための「紙への染込み性」があげら
れます。
当社では,これらの要求に対応し
たハイボンYR234-3を開発し,上
市しています。
ハイボンYR234-3は,開口性向
上を目的に,柔軟性を付与(低硬度,
高伸び)し,また,紙への染込み性
向上に,低粘度化し,製本用に適し
た特性を有します。
今後,製本業界において,反応性
ホットメルト接着剤の需要の伸びが
期待されます。
(日立化成ポリマー株式会社)
50
表1 製本用ハイボンYR234-3の特性(当社試験値)
図1 開口性
性状
接着性
皮膜物性
製本性
図3 粘度の温度依存性(反応前)
1000100 120 140 160
温度(℃)
粘度(mPa・s)
180 200
10000
100000
EVA型HM
YR234-3
● 低粘度で紙への染込みが良い● 低温塗工可能
図4 硬度の温度依存性(反応後)
0
20
40
60
80
100
120
-30 -20 -10 0 10 20 30 40 50 60 70 80温度(℃)
硬度
EVA型HM
YR234-3● 低硬度で柔らかい● 耐熱耐寒性に優れる
図2 接着工程
接着剤塗布
接着剤
アプリーター 塗布ロール 接着剤槽
接着剤
表紙
貼合せ 製品化
項目
粘度
軟化点
オープンタイプ
接着力
硬度
破断点応力
伸び
低温可とう性
開口性
単位
mPa・s
℃
秒
N/25mm
23℃
50℃
70℃
MPa
%
℃
-
ハイボン
YR234-3
12000
60
30
59
72
50
40
18
1200
(-20以下)
○
EVA系HM
参考
36000
105
8
6
93
63
<10
5
600
-10
×
備考
BH-HH型回転粘度型(120℃)
熱分析
指触
Tはく離接着試験
ショアーA硬度
2号ダンベル
引張速度:100mm / min
EVA系HM YR234-3
編集委員
お問い合わせ先
相 原 章 雄
川 口 邦 雄
藤 岡 厚
横 澤 舜 哉
大 森 英 二
戸 部 豊 男
堀 部 治
吉 田 健
岡 村 昌 彦
中 島 文 一 郎
前 川 麦
義 之
鍛 治 誠
中 村 吉 宏
本 源 一
太 田 文 彦
金 久 修
中 山 憲 一
山 寺 隆
宮 崎 安 弘
日立化成テクニカルレポート 第44号
発 行 2005年1月
発 行 元 日立化成工業株式会社〒163-0449 東京都新宿区西新宿二丁目1番1号(新宿三井ビル) 電話(03)3346-3111(大代表)事務局 研究開発推進室 電話(03)5381-2389
編集・発行人 景山 晃
印 刷 所 日立インターメディックス株式会社〒101-0054 東京都千代田区神田錦町二丁目1番地 5 電話(03)5281-5001(ダイヤルイン案内)
©2005 by Hitachi Chemical Co., Ltd. Printed in Japan(禁無断転載)
本資料に掲載している物性値は保証値ではありません。参考値です。実際の使用に当たりましては事前に十分なチェックをお願いいたします。
・掲載事項に関するお問い合わせにつきましては,弊社インターネットホームページの下記アドレスのお問い合わせフォームをご利用くださるか,または下記事務局までお問い合わせください。お問い合わせページアドレス:http://www.hitachi-chem.co.jp/japanese/contact/inq_other.html
・「製品紹介」に関するお問い合わせにつきましては,弊社インターネットホームページの下記アドレスの各製品紹介をクリックして,お問い合わせフォームをご利用ください。製品紹介ページアドレス:http://www.hitachi-chem.co.jp/japanese/products/index.html
この印刷物は環境に配慮し、植物性大豆油インキを使用しています。 古紙配合率100%再生紙を使用しています。
編集後記
日本においてもグループ会社を包含した連結経営が強く求められるようになっています。こうした背景から日立化成グループでも連結を意識した研究開発を強化していく必要があります。今回のテクニカルレポートは連結という意識を強める狙いで,
グループ各社からの技術論文も掲載することにしました。当社グループは工業用素材,情報通信機器用部材,自動車用部材,エネルギー関連部材,ライフサイエンス関係部材,浴槽などの住宅・環境関連製品など多様な事業,製品群をもっており,付随する研究開発領域も広い範囲にわたっていることが,特徴と言えます。これらの保有技術群を融合することで新たな価値を創出でき
るよう,今後グループの研究開発面でも連携を強化して行きたいと思っています。なお,今回は技術論文に重点を置きましたので,総説を割愛する
ことにしました。読者の皆様のご理解をお願い致します。 A.K.

ホームページアドレス http://www.hitachi-chem.co.jp