







Languages
Pages
Legal

1
OQA PPM
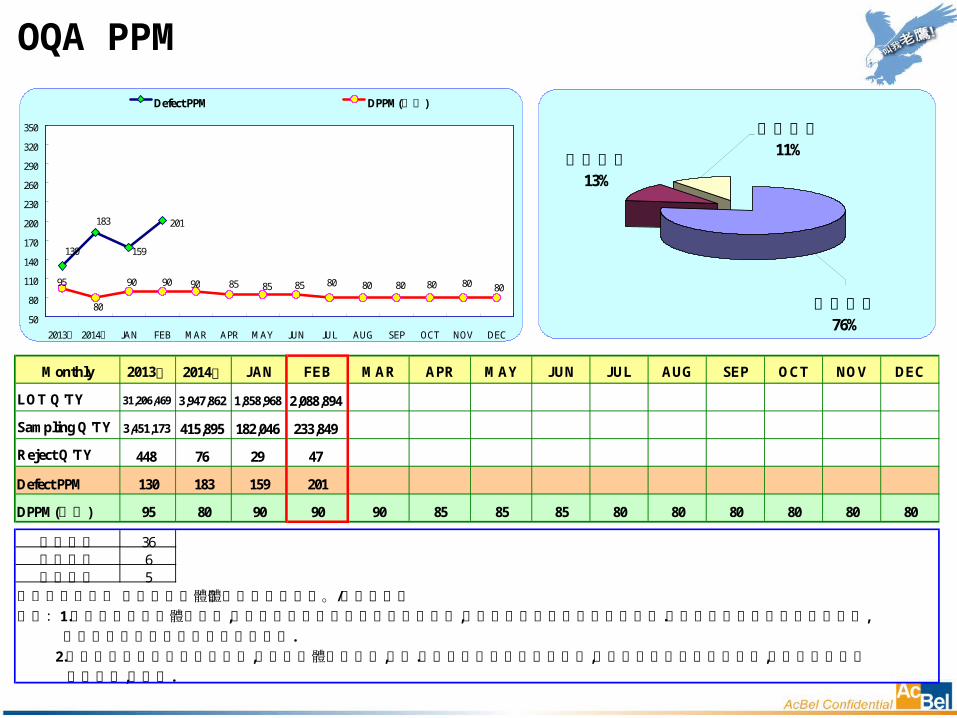
Monthly 2013年 2014年 JAN FEB MAR APR MAY JUN JUL AUG SEP OCT NOV DEC
LOT Q'TY 31,206,469 3,947,862 1,858,968 2,088,894
Sampling Q'TY 3,451,173 415,895 182,046 233,849
Reject Q'TY 448 76 29 47
Defect PPM 130 183 159 201
DPPM( )目標 95 80 90 90 90 85 85 85 80 80 80 80 80 80
作業不良 36材料不良 6制程不良 5
:作業不良主要是 /電氣不良單體開機及外觀不良單體線材刮傷。1. , , . ,對策: 針對電氣不良單體不開機生產線組長要針對新進人員進行訓練要考試合格才可以上線單獨作業每周四針對所有烙鐵手進行訓練
.教導作業員在使用烙鐵前要先擦乾淨 2. , , . , ,外觀總檢先檢查螺絲有無漏鎖再檢查單體有無刮傷沾膠檢驗線材人員先搖有無異音在檢查線材不可有異物刮傷裝箱人員先確認 , .標簽數量再裝箱
作業不良76%
材料不良13%
制程不良11%
201
130
183
159
95
80
90 90 90 85 85 85 80 80 80 80 80 80
50
80
110
140
170
200
230
260
290
320
350
2013年 2014年 JAN FEB MAR APR MAY JUN JUL AUG SEP OCT NOV DEC
Defect PPM DPPM( )目標
2
OQA PPM
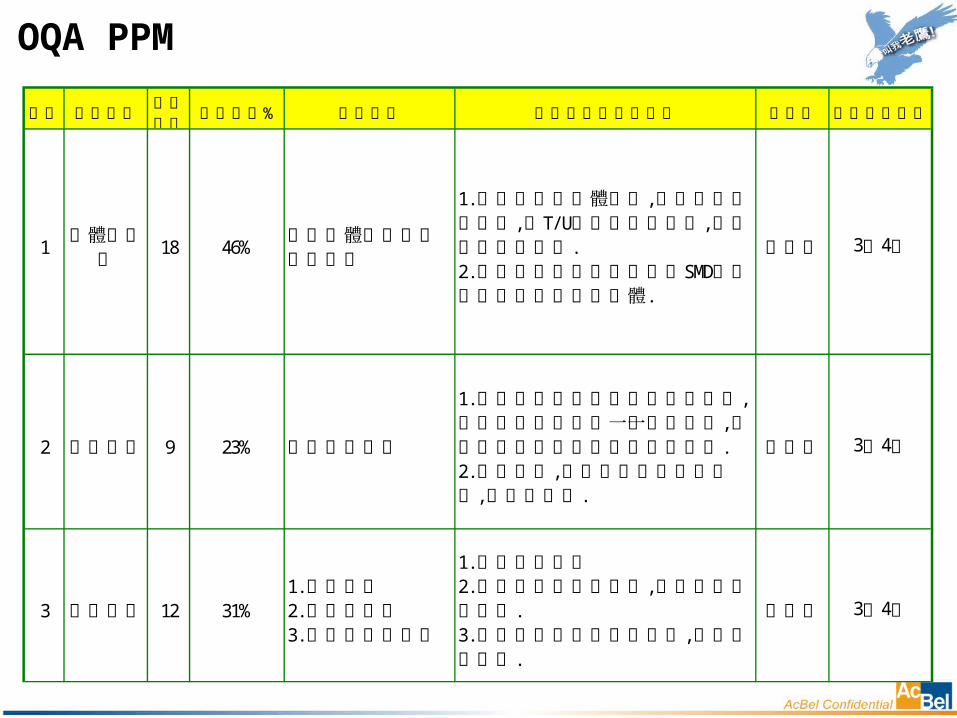
項次 不良原因不良批數
占百分比% 原因分析 行動放案及改善對策 負責人 對策切入日期
1單體不開機
18 46%回線單體未依標準流程作業
1.生產線不良單體回線,要依標準流程作業,從T/ U段檢查錫面零件,組裝正常流線作業.2.錫面總檢要落實檢查所有SMD零件不可有破損及不良單體.
各組長 3月4日
2 漏鎖螺絲 9 23% 組裝漏鎖螺絲
1.組裝領班教導放螺絲人員依順序,從左到右從上到下一個一個放好,鎖螺絲人員依標準鎖螺絲後要檢查.2.外觀總檢,先檢查螺絲不可以漏鎖,再檢查外觀.
各組長 3月4日
3 外觀不良 12 31%1.來料刮傷2.超音波壓傷3.焊錫過程中燙傷
1.控管來料不良2.超音波後面增加總檢,以免批量不良發生.3.焊錫人員注意拿烙鐵方法,以免燙傷線材.
各組長 3月4日
Top Related