Volumen II - Edición XI - Junio-Julio 2009 En tiempos ...pdf.corrugando.com/CORRUGANDO-11.pdf ·...
40
En tiempos adversos Reajuste su estrategia Revista Oficial Asociación de Corrugadores del Caribe, Centro y Sur América. Volumen II - Edición XI - Junio-Julio 2009 V Fascículo Manual de Elaboración del Cartón Ondulado Un decálogo para la • negociación eficaz II Parte ¡Se aproxima! XXIX Convención y Exposición Internacional ACCCSA 2009
Transcript of Volumen II - Edición XI - Junio-Julio 2009 En tiempos ...pdf.corrugando.com/CORRUGANDO-11.pdf ·...
En tiempos adversos
Reajuste su estrategia
Revista Oficial Asociación de Corrugadores del Caribe, Centro y Sur América.Volumen II - Edición XI - Junio-Julio 2009
V Fascículo Manual de Elaboración del Cartón Ondulado
Un decálogo para la •negociacióneficaz II Parte
¡Se aproxima!XXIX Convención y Exposición Internacional ACCCSA 2009

DRO NT DRO NT Rapidset DRO NT HBL
Precisión, Flexibilidad, Productividad
www.bobstgroup.com/martin MARTIN, 22 rue Decomberousse - 69628 Villeurbanne Cedex - FRANCE, Tél +33 (0)4 72 14 74 74, Fax +33 (0)4 78 26 39 98 Organización en América Latina: Sede Regional Zona Sur: BOBST GROUP LATINOAMÉRICA DO SUL, Av. Henri Bobst 401, Bairro da Ponte, 13250-000 ITATIBA - SP, BRAZIL, tel. +55 11.4534-9300, fax +55 11.4524-0058 Argentina, Colombia, Venezuela, Centro America, Perú, Ecuador, Bolivia, Uruguay: M. Erwin DORER, Calle Nueve, 896, Urbanización Corpac, SAN ISIDRO, LIMA 27, PERÚ, tel. +51 14.75.72.36, fax +51 14.75.05.22
Sede Regional Zona Norte: BOBST GROUP LATINOAMÉRICA NORTE SA de CV, Santa Margarita 210, Colonia Del Valle, Mexico 03100 D F, MEXICO, tel. +52 (55) 5340 0970, fax +52 (55) 5340 0980 CHILE: REPRESENTATIONES ARNOLD WECK Ltda. Las Bellotas 199 - of 61, Edifi cio Plaza Lyon, Casilla 10051, SANTIAGO, CHILE, tel. +56 2.231.2760, fax +56 2.231.5892
¡ Con la GAMA NTUsted tiene LO MEJOR !
... y todavía más !Más calidad, más fl exibilidad, más productividad y más servicios
Gamme_NT_Americ_Latine E.indd 1 02/06/2009 11:33:19

El repuesto perfecto siempre
ENGRANAJES
Nuestros engranajes están hechos para ofrecer precisión y estabilidad. Producimos engranajes de alta calidad a partir de barras de acero de aleación que reciben un labrado CNC para ofrecer consistencia entre los dientes del engranaje. Ofrecemos piezas endurecidas con nitrito iónico que soportan cargas de impacto fuerte y ofrecen una vida más prolongada. Ofrecemos dispositivos de cierre sin llave en nuestros engranajes de transmisión para eliminar las llaves. También tenemos en inventario muchas piezas que permiten un rápido despacho de partes. Y si necesita un engranaje de urgencia, se lo enviamos sin costo adicional.
de transmisión, intermedios,
para avance de, rodillo,de acople,
de engranaje constante,para cadena de rodillos,
de tornillo sin �n,helicoidales,
y muchos más

-4-Edición XI - Junio-Julio 2009
Editorial
Tome la iniciativa
En tiempos de turbulencia económica y financiera, es cuando más debe hacer uso de su inventiva y de su capacidad de adaptación, de forma crítica y bien pensada, a la época que vivimos.
Conscientes de que la industria corrugadora representa un nicho fundamental dentro de la economía mundial, en esta edición le presentamos una serie de artículos con el fin de que reajuste su estrategia, analice y reflexione cuál será el paso que su compañía dará próximamente.
Ya lo han dicho diversos especialistas, la crisis es una opor-tunidad para crecer, de ahí que es vital que usted y los suyos contribuyan en ese proceso con una actitud proactiva, de eficiencia, de perseverancia y sobre todo de compromiso.
América Latina ha dado señales importantes de que está mejor preparada para enfrentar estos tiempos. No obstan-te, pensar en tomar la delantera es fundamental para que, cuando estos vientos que azotan pasen, su negocio esté mejor posicionado, fortalecido y por delante de su com-petencia.
Estar a la vanguardia significa hacer un doble esfuerzo, pero también es vital la actitud con la que usted asume su vida, su desarrollo personal, profesional y laboral y de esa misma forma le transmita a su equipo de trabajo el ideal de éxito.
Su personal es su recurso más valioso, comuníquele cómo están las cosas en su organización. Cada uno juega un pa-pel primordial en toda esta cadena de productividad para
generar valor. Invierta en capacitación. Instruya a sus em-pleados sobre la importancia de hacer mejor las cosas, de trabajar con esmero. Ese mismo esfuerzo es muy fácil de transmitir a sus clientes.
Manténgase abierto al cambio. Tomar la iniciativa no solo significa adelantarse, asumir retos, sino tener habilidad de respuesta para determinar cuál es la ruta por la que quiere guiar a su empresa.
Aproveche los espacios que le ofrece ACCCSA con el pro-pósito de incentivar el intercambio de conocimiento entre nuestros asociados, como la próxima Convención y Feria Internacional. Estamos muy complacidos con la respuesta que hemos recibido para este evento. No ha sido fácil pero tampoco imposible. Sabemos que son tiempos de cambio. Para nuestros amigos proveedores, lo mejor que pueden hacer es exponer su marca y buscar oportunidades en el mayor encuentro de negocios de la industria cartonera en América Latina. ¡Los esperamos en la ciudad de Medellín, Colombia!
Ing. Santiago ReynaPresidente Junta Directiva
ACCCSA

Un encuentro de conocimiento,de oportunidades comerciales
y desarrollo para la industria cartonera en la región latinoamericana.
Desde sus inicios ACCCSA se ha enfocado en contribuir y facilitar los procesos de cambio que puedan brindar resultados positivos en
las empresas corrugadoras de la región.
Asociación de Corrugadores del Caribe, Centro y Sur América.
La cita es:en el Hotel Intercontinental de la ciudad de:Medellín, Colombia del 20 al 23 de septiembre de 2009
Para mayor información escriba al e-mail:[email protected] o visite: www.acccsa.org/convencion2009
Teléfonos: (506) 2588-2436 / (506) 2588-2437Fax (506) 2588-2438P.O. Box: 681-1260 Plaza Colonial, San José Costa Rica
-6-
Volumen II - Edición XI - Junio-Julio 2009
Noticias 8Cartón salva vidas•Ideas para solventar la crisis•Reach Pack•
Se acerca XXIX ACCCSA •Medellín 2009
Competitividad 11Ejecución de la estrategia ... •¿o gestión de proyectos?¡Estamos Unidos!•
Negocios 15Un trabajo en equipo•
Capacitación 22ACCCSA Fortalece al sector •latinoamericanoV Fascículo Manual •de Elaboración del Cartón Ondulado
Agenda 38
Negocios 19En tiempos adversos •Reajuste su estrategia
Consejo EditorialJunta Directiva ACCCSAPresidente: Santiago Reyna CicciaVicepresidente: César Valencia GalianoTesorero: Carlos PuntiSecretario: Eugenio ChateletFiscal: Augusto Tejeira DíazVocal: Roberto Rumié S.
Director EjecutivoIng. Javier Rivera [email protected]
Directora de OperacionesLicda. Paola Rímolo [email protected]
OficinasCosta RicaTelf: 506+25 88 24 36 / 25 88 24 37Fax: 506+ 25 88 24 38Apdo Postal: 681-1250 Plaza Colo-nial, EscazúSan José, Costa Rica CorrugandoeselórganooficialdelaAsociaciónde Corrugadores del Caribe, Centro y Surámerica (ACCCSA). Es editado por ACCCSA Revista y Pu-blicaciones S.A. Se prohíbe la reproducción total o parcial de la publicación sin la autorización expre-sa de sus editores. Todos los derechos reservados. Los artículo publicados son responsabilidad de sus autores,nonecesariamentereflejanlaopinióndeACCCSA. Corrugando es una marca registrada.
EditoraMa. Martha Mesén [email protected]
Publicidad y SuscripciónEjecutiva de PublicidadAdriana Bermú[email protected]
Correctora de estiloMarcela Cerdas Troyo
DiseñoLínea, Arte y Diseño
Producción GeneralAltea Comunicació[email protected]
ColaboradoresDr. Roberto LuchiIng. Sergio Villalobos, MBA, PMPDr. German RetanaDr. Ronald Spice
Créditos
Indice
Edición XI - Junio-Julio 2009
¡Se aproxima! 10XXIX Convención y Exposición Internacional ACCCSA 2009•


-8-Edición XI - Junio-Julio 2009
Noticias
Convencido de los múltiples usos que se le pueden dar al cartón, John Bo-hmer,unnoruegoafincadoenKenia,
creó esta cocina solar que costará alrededor de 4 euros y fue galardonada por el Foro para el Futuro con el Premio a la Sosteni-bilidad.
El objetivo de su invento es muy claro: sal-var vidas, ya que pretende evitar la muerte
de miles de niños y adultos que fallecen en África debido a que el 80 por ciento de las enfermedades como el cólera, son producidas porque el agua tiene bacterias y se bebe sin hervir.
Para él hervir el agua a base de una herra-mienta barata es un buen comienzo para acabar con muchas enfermedades.
1 Personal:No reduzca su perso-nal, es su recurso más valioso.
2 Piense en el futuro: No se des-haga de sus trabajadores con ex-periencia, pues cuando pase la tormenta, puede no estar mejor preparado para salir adelante.
3 Invierta en capacitación: Inyecte de positivismo a sus emplea-dos. Motívelos.
4 Outsourcing, una alternativa: Busque contratar los servicios de un asesor externo.
5 Cuidesuliquidezycuentasporcobrar:Segúnlosespecialis-tas, el factoring es una opción en caso de que cuente con una elevada cartera de ventas a crédito, lo que castiga la utilidad peroayudaalflujodeefectivoenlaempresa.
6 Cliente real: Es más fácil retener al cliente real, que está ahí,
que buscar nuevos clientes. Su atención puede proporcionar
crecimientos hasta de un 15 por ciento en un mercado depri-
mido,loquegarantizalaproductividaddelaempresa.
7 Manténgase abierto al cambio: La habilidad de respuesta es
uno de los grandes valores que deben tener las empresas en
cualquier tipo de mercado.
8 Diversificarse:Conozcabienloquequieredelmercado.Acer-
carse al consumidor cuyo poder adquisitivo no ha crecido pero
tiene mayores necesidades. Aconseje ofrecer productos a me-
nor precio para que sean accesibles o baje los costos de ad-
quisición por diversos canales como marcas alternas, precios
diferenciales, productos con cualidades distintas, entre otros.
Fuentes: www.afco.es /Archivos ACCCSACentro para Empresas y Profesionales de Microsoft /www.rgpymes.net
Utilizandodoscajasdecartón,unplásticotransparente,pinturanegra y un poco de papel aluminio, se arma la Kyoto Box, una cocina solar que salvará vidas en África.
Cartón salvavidas
Ideas para solventar la crisis
Su prototipo de cocina solar estará
disponible en más de veinte países de África, Asia y
Latinoamérica.


-10-Edición XI - Junio-Julio 2009
Noticias
Según datos de Proexport Colombia, el sector del papel y cartón aumentó 4,5% en enero de 2009, en compara-ción con el mismo mes durante el 2008, que tiene una
participación en otros servicios de 99,99%.
De acuerdo con la entidad, este crecimiento está justificado por las mayores ventas de papeles para imprenta, cuyo valor exportado alcanzó los US$11,5 millones. Los destinos con mayor participación en las exportaciones de este producto fueron Ve-nezuela con un 39,2%; Ecuador con un 33,7% y Perú con 14,3%.
Hacia Venezuela, Cartón de Colombia exportó en enero de 2009 un valor de US$1,7 millones, lo
que significó una leve disminución del orden de US$241 mil con respecto al mismo periodo del 2008.
Del20al23deseptiembreserealizaráenla ciudad de Medellín, en Colombia, este encuentro de oportunidades comerciales y conocimiento de la industria cartonera
latinoamericana.
R each Pack es el Reglamento Europeo que establece los criterios para el uso seguro de sustancias y preparados quí-
micos con el fin de proteger la salud humana y el medio ambiente. El proyecto que ejecuta el Instituto Tecnológico del Embalaje, Transpor-te y Logística (ITENE) facilitará a las empresas del
sector un protocolo de cómo actuar, y tra-bajardemaneraqueseconozcaelriesgo
químico de los envases y afrontar así las obligaciones que se aplican al sector.
Obliga a las empresas que fabrican e importan sustancias y preparados químicos a evaluar los riesgos
derivados del uso de estas sustancias y a adoptar medidas necesarias para
gestionar cualquier riesgo identificado.
Reach Pack
Se acerca
XXIX ACCCSA Medellín 2009
Competitividad
-11-
Ejecución de la estrategia…
¿o gestión deproyectos?
La estrategia por sí sola no hace que sucedan las
cosas. Es la ejecución de una estrategia lo que permite a
las organizaciones transformar su presente
en su futuro deseado, o al menos intentarlo
con probabilidades razonables de éxito.
La palabra ‘estrategia’ se define como “el proceso me-diante el cual se espera alcanzar un estado futuro”. La relevancia de la planificación estratégica para el buen suceso, y a veces tan solo la supervivencia de
las organizaciones, es incuestionable. Además de propiciar una visión compartida del futuro entre los miembros de la entidad, les brinda cierta sensación de seguridad en medio de las amenazas y competidores del entorno.
Sin embargo, la estrategia por sí sola no hace que sucedan las cosas. Nunca un partido de futbol se ha ganado desde
la pizarra en el camerino. La compañía Apple tampoco
retomó el liderazgo en los dispositivos electrónicos per-
sonales con la sola divulgación de la estrategia entre sus
empleados.
La ejecución de la estrategia puede ir desde la total anar-
quía hasta la mayor de las sincronizaciones. En el primero
de los escenarios, bastan algunas ideas, reuniones, accio-
nes y reportes para generar ese momentum [No estamos
muy claros del resultado final… ¡pero vamos avanzando!].
No obstante, es el segundo de los abordajes el que re-
Por el Ing. Sergio Villalobos, MBA, PMPEl autor de este artículo es ingeniero industrial y Master en Administración de Negocios de la Universidad de Costa Rica. Además, Ingeniero Certificado en Calidad (CQE) y en Proyectos (PMP). Cuenta con experiencia en Operaciones, Administraciónn, Abastecimiento, Calidad, Proyectos, Procesos y Continuidad de Negocios, tanto en el sector industrial como de servicios. Ha implementado proyectos e iniciativas en diversas áreas, incluyendo diversidad de partes interesadas y componentes tecnológicos. Se ha desempeña-do como profesor de Maestría de Proyectos de la Universidad para la Cooperación Internacional y evaluador del Premio a la Excelencia de la Cámara de Industrias de Costa [email protected]
Asociación de Corrugadores del Caribe, Centro y Sur América
-12- Edición XI - Junio-Julio 2009
Competitividad
ditúa más sólidamente. Sincronizar implica digerir la es-trategia en una serie de pasos (proyectos) consistentes. Significa acordar prioridades, alinear recursos y conseguir los talentos para romper la inercia y transformar el statu quo. Requiere contrastar constantemente la situación ac-tual ante el futuro diseñado.
Es aquí donde la gestión de proyectos puede hacer la di-ferencia. Los proyectos, entendidos como conjuntos de actividades con inicio y fin determinado para producir algo único e irrepetible, son esa palanca que permite traducir la estrategia en resultados concretos. Proyecto puede considerarse desde algo tan sencillo como la colocación de extintores en su planta de producción, hasta algo tan complejo como la construcción de un canal interoceánico. Tan etéreo como crear un nuevo software o tan tangible como una planta hidroeléctrica. Mucho de lo que ha-cemos en la vida empresarial (y personal) son realmente proyectos, sólo que no los llamamos así.
Los proyectos, a diferencia de las operaciones en marcha, se encargan no de buscar la excelencia en el estado ac-tual, sino de movilizar recursos y talentos hacia el logro de un objetivo estratégico. Precisamente por su natura-leza única y temporal, la gestión de proyectos echa mano
de herramientas muy diferentes de las operaciones en marcha. Elementos tales como la definición del alcance y gestión del valor ganado ayudan enormemente a plasmar primero esa creación mental para luego pasar a la acción, acción con dirección.
Marcar la diferencia
Frecuentemente las organizaciones deciden lograr su nuevo estado a través no de uno, sino de varios proyectos a la vez. Entonces la administración de proyectos escala a gestión del portafolio, con lo cual ayuda a la entidad a priorizar los di-versos proyectos y asegurar la coordinación para maximizar los resultados con los limitados recursos disponibles. Se trata pues, de una gestión no solo necesaria, sino imprescindible para ejecutar la estrategia de la organización.
Permítame una reflexión final: siempre pedimos más re-cursos. Lo que no vemos es que muchas veces los re-cursos están disponibles... lo que nos falta es capacidad de ejecución y poner las herramientas en acción. Como me comentó un buen amigo hace poco: no podemos depositar palabras en el banco… ¡no importa lo bien que suenen!
En síntesis, la gestión de proyectos hace realmente la diferencia entre las organizaciones exitosas del fu-turo y las que se quedan en el intento. La pregunta lógica es: ¿Cómo implementar esa gestión? La res-puesta dependerá de varios factores, tales como ta-maño de la organización, disponibilidad de recursos, estructura organizacional existente y necesidades de la entidad. Si fuera una receta posiblemente usted no estaría leyendo este artículo. Pero la implemen-tación ciertamente exigirá la existencia de patroci-nadores (ejecutivos de alto nivel que apoyen y se comprometan con la idea) así como personal con expertise tanto en la gestión de proyectos como en el conocimiento del negocio en sí.

Los mejores jugadores no
necesariamente conforman el mejor
equipo. Por más capacidad técnica y
por buenos que sean los resultados
individuales, sin una fuerte unión
no podrán asegurar el gran objetivo
colectivo. ¿Qué es entonces la
cohesión y de qué depende su nivel?
-13- Asociación de Corrugadores del Caribe, Centro y Sur América
Competitividad
¡Estamos unidos!
El experto A. Carron define cohesión como: “Un pro-ceso dinámico reflejado en la tendencia del grupo a no separarse y a permanecer unido en la búsqueda de sus metas”. No obstante, esta no es constante ni
está exenta de influencias internas y externas que la mueven en direcciones positivas o negativas. ¿Conoce usted un equipo con un grado de cohesión total e ideal y que nunca varía? La relevancia de la planificación estratégica para el buen suceso, y a veces tan solo la supervivencia de las organizaciones, es incuestionable. Además de propiciar una visión compartida del futuro entre los miembros de la entidad, les brinda cierta sensación de seguridad en medio de las amenazas y compe-tidores del entorno.
Entre las influencias positivas están la sana combinación de intereses, la amistad, el tiempo de convivencia no formal, la claridad y aceptación de roles, la convicción en la capacidad de lograr los objetivos, la fluidez en la comunicación y en la resolución de conflictos, el cumplimiento de valores y nor-mas, y el desempeño de líderes que catalizan la “química” y el compañerismo.
Por el Dr. German RetanaConsultor y motivador en el área de negocios. Profesor del INCAE

-14-Edición XI - Junio-Julio 2009
Competitividad
En cambio, las influencias negativas pueden ser el surgimien-to y no solución de diferencias personales, la presencia de subgrupos con poca interacción, la excesiva competencia en-tre los miembros, la percepción de inequidad en oportunida-des, el aislamiento de algunos por voluntad propia o de otros, el dominio de prioridades individuales sobre las del equipo, la ausencia de autocrítica y rendición de cuentas, y, por supues-to, los resultados inestables.
El ingreso y la salida de miembros también influye la cohesión, por eso los directores de los equipos invierten tiempo en lo-
grar que este factor no afecte la unión y el compromiso con las metas. La rápida aceptación de nuevos compañeros y la alineación de estos a la cultura existente fortalecen la discipli-na y la concentración para mejorar desempeños.
La cohesión también es determinada por los tipos de juga-dores; García Mas identifica tres: el “cooperador” (dispuesto, sincero y proactivo), el “seguidor” (hace lo que diga la mayo-ría, no obstruye, es impredecible), y el “no cooperador” (in-dividualista, descontento y quejumbroso). Lo recomendable es que el tercer tipo no constituya más del 20%, pues de lo contrario el nivel de cohesión será bajo y frágil.
Por último, como lo señala el psicólogo D. Boillos, todo juga-dor tiene cuatro necesidades y de su satisfacción depende que se una a sus compañeros y despliegue al máximo su talento: necesidad de contribuir a un proyecto común, de sentirse competente, de tener éxito y de obtener reconocimiento.
Cuando todos estos factores determinantes de la cohesión son abrumadoramente favorables respecto a los que no lo son, los miembros del equipo declaran con orgullo: ¡Estamos unidos!
Una imagen desencajada puede producir tonos indeseados de color, empas-tamiento de la imagen y rechazo de pedidos de los clientes. Existen varios motivos por los cuales se obtiene un deficiente encaje de impresión, algunos problemas son:
Problemas en el introductor y transporte de plancha, con lo cual no se puede garantizar estabilidad.
Cartón curvado o impreso a contra canal, con lo cual se tiene que traba-jar a mayor presión.
Clichés excesivamente duros a los que hay que aplicar excesiva presión contra cartón para cubrir la imagen.
Problemas por un montaje mal realizado con deficiente encaje de color.
Fuente: Manual de Impresión Flexográfica sobre el Cartón Ondulado, AFCO, Volumen II
Impresión¿Sabía usted?
La corrugadora está compuesta de más de una docena de equipos, cada una con su función para dar el resultado de cartón plano a alta velocidad. Si uno no tiene claros la función y operación de estos componentes y cómo influyen en la formación y unión de fibra, estará en riesgo de ocasionar muchos gastos a su empresa.
-15- Asociación de Corrugadores del Caribe, Centro y Sur América
Negocios
Un trabajoen equipo
Dicen que uno se puede acostumbrar a cual-quier cosa, que esto es parte de nuestra flexi-bilidad. No obstante, esto puede resultar en un completo fallo.
Un cliente de nuestra industria tiene problemas de baja velo-cidad posible en flexos y troqueladoras debido al alto nivel de combado y delaminación. Para contrarrestar esta situación, res-ponde buscando soluciones que debidamente deben ayudarle a incrementar las velocidades como prealimentadores pero, en este caso, la causa o raíz de su problema va más allá.
Paso a paso
1El corazón de la corrugadora es el single facer, co-nocido como cara sencilla, sección de masas, etc. En nuestro campo se conoce como single facer. El pa-
pel liner es montado en un par de portabobinas y cargado en el single facer vía un empalmador (si uno no tiene em-palmador, este punto es el primer paso donde tomar nota
porque falta). El empalmador es un elemento crítico para
no bajar tanto la velocidad de la máquina en cada cambio
de bobina. Cada empalmador debe ser adquirido en tér-
minos de su función de manejar papeles a la velocidad que
corresponde. Recuerden que un médium corre un 50% más
rápido que un liner por el factor de toma, así que el empal-
mador debe corresponder al factor de cada flauta.
2Saliendo del empalmador, la tela del liner debe pasar
por el rodillo jinete no motorizado ajustable y de allí al
brazo movible del precalentador. Si uno no tiene este
rodillo jinete ajustable, este es el segundo punto por notar. El
rodillo jinete debe ser ajustable por sólo el lado del operador
y debe poder correr 8 cm hacia arriba y 8 cm hacia abajo. No
Por el Dr. Ronald S. SpiceDirector de Ventas y Mercadeo LatinoaméricaAlliance Machine Systems, International, LLC
-16-Edición XI - Junio-Julio 2009
Negocios
son caros, así que no hay excusas. Se necesitan estos rodi-llos para poder cambiar la tensión en rodillo donde un lado está suelto y un lado apretado. Esto es importante porque si las fibras apretadas pasan sobre el precalentador, estarán más calientes que las fibras sueltas. Esta fase de preparación de la fibra para su combinación es donde está la diferencia entre una máquina que corre a buena velocidad o no. Si las fibras no están iguales a todo lo ancho de la máquina, tendrán combado y este siempre irá al lado más mojado.
3El precalentador por definición, posición y tamaño, tiene la función de precalentar las fibras de la tem-peratura ambiental a una temperatura ideal para una
óptima combinación y funcionalidad en el departamento de acabado. Si está muy frío al entrar a la corrugadora, el almi-dón no se convertirá en goma y no se combinará el liner con el médium. Si el liner está demasiado caliente, el calor hará que el liner rechace la goma en el sentido de que esta se cristalizará ANTES de que pueda penetrar y amarrar las fibras del médium. ¿Cuánto calor necesitamos? El rango es 85-88 grados Celsius pero que nunca exceda 100° C, debido a que saldrá toda la humedad del cartón y luego el acabado tendrá hendidos fracturados y cartón delaminado o zíper.
El precalentador debe girar por el arrastre del papel. Si no se mueve, la fricción tendrá el efecto de enfriar el papel después de cierta velocidad, lo cual NO es deseable. Si no puede girar porque siempre tuvo su freno puesto, hay que remover balero y freno y reemplazar el balero y esconder el freno. Si uno tiene empalmadoras, no se necesitan frenos
en los precalentadores; y es más, los frenos engañan al sis-tema de velocidad constante.
4Cuando el vapor dentro de un precalentador no está sujeto al giro del cilindro, busca su escape rápidamente por el sifón dejando los extremos del precalentador sin
calor. Esto puede contribuir a que se den orillas sueltas y aplastadas ya que el papel no fue calentado adecuadamente, y al poner cola en estas fibras el agua dentro del almidón deja este tramo de la tela con menos calibre y sin pegar.
Al girar, el vapor es difundido o repartido dentro del cilindro que calienta toda la superficie, y ahora sí se pueden entre-gar las calorías a la fibra de forma uniforme a la tempera-tura correcta.
Presiones correctas
La condición de las masas es crítica y muy mal entendida en la industria. Aquí entran el mostrador y un poco de flojera. Cuando se instalan las masas, se suele hacer el trabajo en el fin de semana cuando no hay vapor, es decir, en frío. Sin embargo, para saber si tenemos las presiones correctas bajo carga, hay que simular la corrida y esto necesariamen-te involucra vapor. No se pueden calibrar las masas con la máquina fría. La expansión térmica de las masas en diáme-tro tanto como ancho no lo permite.
Con la máquina caliente el lunes en la mañana, programación debe correr la otra flauta mientras que se calibran las masas con papel carbón. Si las masas están frías, la prueba no sirve para nada. La idea es que con las masas calientes, las prue-bas de carbón contra un papel liner de 69# o 400 Grms nos darán un imagen de presión representativa de la presión que tenemos a lo ancho de la máquina. El coronamiento de los rodillos de las máquinas está diseñado para permitir la presión correcta entre las masas para todos los espesores de papel, lo cual es difícil de medir. Sin embargo, si lo pudiéramos medir, sería en libras por pulgada lineal (PLI) o el equivalente métrico. Esta presión concentrada debe estar entre 200-150 PLI. Si las masas cortan la fibra, hemos excedido 250PLI y si no forma bien la flauta, estamos debajo de 200 PLI.
Una vez que tengamos los espacios del mismo color e inten-sidad y los espacios entre los picos de las flautas bien en las
-17- Asociación de Corrugadores del Caribe, Centro y Sur América
Negocios
pruebas de carbón, debemos amarrar la máquina y no ajus-
tar más independientemente de los gramajes que corramos.
Menciono esto porque muchos piensan que hay que poner
más carga a las masas con gramajes pesados y reducir la
presión entre masas corrugadoras con papeles ligeros.
Cuando hacemos auditorías de las plantas, una de las pri-
meras cosas que vemos en la sección de halado (muchos la
llaman la sección de enfriamiento o la sección de tracción),
cuya única función consiste en halar la tela de cartón com-
binado de forma positiva para que se pueda cizallar y cortar
con la guillotina con precisión. Señalo esto porque hemos
visto casos donde el calibre bajaba en la sección de plancha
y en la sección de tracción y los operadores pensaron que
el problema era demasiado peso sobre el cartón. NO era
este el inconveniente.
La raíz del problema era que estaba mal formado el single
facer con demasiada agua y este perdía su calibre debido
a la falta de resistencia. El problema se tiene que resolver
principalmente en el single facer, sea con ajuste de cantidad
de almidón o con ver si las masas realmente están dentro
de su rango en PLI a todo lo ancho de la máquina. En un
caso en particular, un cliente compró un nuevo drive para
¿Cómo sabemos si tenemos la temperatura correcta? Nos interesa la temperatura de las fibras de papel, por lo que la herramienta que se debe usar es un pirómetro o termómetro industrial que pueda medir grados centígrados o Fahrenheit debido a que algu-nos técnicos o manuales se explican en Fahrenheit.
El pirómetro es tan importante que mi gran amigo y gurú Bob Schmitt dice: “no existe ninguna planta de clase mundial que no tenga pirómetros asignados a los operadores de los single facers y la glue machine. El pirómetro se usa para emparejar la tela cuando hay una orilla suelta y una apretada, cuando hay un em-palme o cambio de pedido o cuando hay un proble-ma con el pegado.
El médium emplea un concepto muy similar. El papel del médium es más absorbente y menos denso y por tanto no tiene la fuerza tensora del liner. Por esto, el preacon-dicionador debe ser motorizado. Pero, ¿a qué velocidad? Aquí nuevamente debemos saber el factor de toma de la flauta que estemos considerando. Para flauta A, el factor nominal es 1.54; flauta C, 1.43; flauta B, 1.33; y los micros, 1.25. Es decir, por cada metro lineal de liner que corremos en flauta A, vamos a usar 1.43 metros de médium. Por cada metro de flauta C que corramos, consumiremos 1.43
metros de médium. Por tanto, la regla es que el motor del preacondicionador debe correr a la velocidad del factor de toma relativo a la flauta que corresponde más un 3-5%. Un alumno en una de las clases anotó esto mal y puso el motor a 3-5% arriba de la velocidad de la máquina y, como consecuencia, quemaba los motores. Estaba por comprar otro single facer usado a $90.000 cuando se corrigió esto en un viaje oportuno.
El preacondicionador pasa el médium por una ducha de vapor que debe ser proporcional. En cuanto más rápidamente se corre, mayor vapor; en cuanto me-nos, menor vapor. La idea es humedecer el médium para que las fibras se puedan formar en las masas pero, por la transferencia de calor y presión entre las masas corrugadoras, se removerá esta humedad y se recalentarán las fibras del médium para poder gela-tinizar la goma una vez unidas con el liner. Todo esto tiene que ocurrir en milisegundos.
La temperatura que queremos que salga del pre-acondicionador medido antes de la ducha es de 80-82 grados centígrados como punto de partida. Estos rangos pueden variar con la altitud de la planta. El detalle es que se precalienten lo más que se pueda sin exceder el 100%.
Temperatura de las fibras

-18-
Negocios
-18-
la sección de tracción porque no cortaba con precisión la guillotina. Al observar, los operadores tenían casi todos los rodillos de peso en posición elevada para no aplastar, y el nuevo drive no hizo nada porque no tenía la coeficiencia de fricción para halar la tela. ¿Cuánto costó el drive comparado con el valor de enviar personal a un curso cercano? Esto se llama un ahorro mal entendido y lo vemos en cada país.
Calores y valores
Sabemos que cuanto más caliente la fibra, más secas y más tensas serán las fibras. En cuanto más frío el papel, las fibras serán más húmedas, abiertas y menos tensas. Si hay dispa-ridad de lado a lado de la temperatura de las fibras después del último punto de precalentado, el combado irá a fin de cuentas al lado más mojado debido a hidroelasticidad. Esto es, cuando fibras de papel o algodón en la industria textil se mojan, las fibras crecen y su volumen se expande en todas direcciones. Sin embargo, cuando se secan o curan, las fibras encogerán a un tamaño menor. En cuanto más mojado, más se encogen.
Por lo mencionado arriba, no queremos ajustar el combado colocando más almidón, pues este trae un porcentaje alto de agua, lo cual afecta la condición final de la fibra. Es impor-tante usar el pirómetro para ver cómo andamos con las tem-peraturas y, después de ajustar la transferencia de calor para que sean iguales las temperaturas siempre dentro del rango
establecido, podemos controlar la cantidad de almidón con
la idea de ir reduciéndola. Menos es más en estos casos.
En la glue machine, donde aplicamos la goma al single facer,
debemos también precalentar el liner exterior sin exceder
nunca 100º C y, preferiblemente, el liner debe estar en no
más de 88°C. Debemos tomar la temperatura final en la
garganta donde entra el single facer con el liner inferior y
tener 88ºC en los cuatro extremos, dos lados arriba en el
single facer y dos en la parte inferior de los lados.
Para lograr cartón plano, necesitamos que los valores caló-
ricos sean similares lado a lado tanto en liner de single facer
como en el liner exterior, y necesitamos aplicar LA MISMA
cantidad de goma arriba y abajo.
Se mencionan los puntos anteriormente porque aún hoy,
después de miles que han tomado los cursos, existen plan-
tas con supervisores o gerentes “mostradores” que no sa-
ben que no saben y crean desperdicio que no aparece en
la empacadora. Este desperdicio se esconde en tiempos
tardados para procesar el producto, en doble empaque de
unidades que salen para el cliente, y ni hablar del alto costo
de los rechazos y la mano de obra para segregación de las
buenas y las malas cajas.
Si alguna organización formal ofrece un curso en un país
cercano, el costo de no enviar por muchísimo excede el
costo del curso. Un cliente regresó el lunes después de un
curso de una semana, y pasó a correr doble corrugado de
60 metros por minuto a 150 metros por minuto. Otra em-
presa tenía que trabajar sábados y domingos para procesar
cartón combado tratando de rectificar el cartón con blo-
ques de cemento sobre plywood. Imaginen las horas extras.
Después de tomar un curso, entendieron y ahora paran el
viernes a mediodía.
En estos momentos difíciles, es una buena oportunidad
para mirar hacia el futuro y ver cómo queremos ser. No se
trata de Carpe diem (‘Viva hoy porque a lo mejor mañana
no llega’) sino de Carpe Viam (‘Tome el camino que tiene
por adelante, prepárese para la batalla mañana’).
Edición XI - Junio-Julio 2009
-19- Asociación de Corrugadores del Caribe, Centro y Sur América
Ante las cifras globales que indican la contracción del mercado internacional y que se navega en aguas turbulentas, su empresa puede “reajustar algunas tuercas”, formular políticas correctivas y
estrategias para contrarrestar los efectos de esta coyuntura.
Esta no es la primer crisis que azota a la humanidad, además, como dice un sabio refrán: “No hay mal que dure cien años ni cuerpo que lo resista”.
La economía es cíclica, ya lo han mencionado diversos es-pecialistas, por lo que es importante que en estos tiempos piense en su cliente y se acomode para brindarle un buen servicio, mejore su productividad y calidad así como que pueda lograr un saludable manejo de sus finanzas.
Actualmente, la época que se vive es una fase del ciclo eco-nómico que ocasiona una pausa en la creación de riqueza que sin duda repercutirá a largo plazo.
No obstante, esa herida visible puede cerrarse, pues el futuro de las empresas se forja diariamente, a pesar de que sea una prueba bastante difícil de sobrellevar.
Según Alicia Bárcena, Secretaria Ejecutiva de la CEPAL, ac-tualmente la región está mejor preparada para la crisis que en otras ocasiones, dada su mayor disciplina fiscal y menor
En medio de la turbulencia económica y financiera que se vive a nivel mundial, su empresa puede sortear los tiempos adversos y sacar provecho de ella, para que cuando estos vientos pasen, esté más fortalecida y, principalmente, con ventaja sobre su competencia.
En tiempos adversos
Reajuste suestrategia
Negocios
Por Ma. Martha Mesén Cepeda
Periodista [email protected]

-20- Edición XI - Junio-Julio 2009
Negocios
Inversión
De acuerdo con el analista económico y gestor de portafo-lio de Grupo Financiero ACOBO de Costa Rica, Luis Javier Delgado, la inversión puede distinguirse según su propósito. Inversión real se refiere al capital utilizado en la producción de bienes o servicios que un tercero va a contratar, mientras que la inversión financiera corresponde a la colocación de capitales con el propósito de generar ganancias producidas gracias a la compra de títulos valores (bonos, acciones, etc). De manera que se puede ver la inversión real como uno de los motores que mueven a la economía, pues de esta forma se originan y proliferan las actividades que a futuro estarán reportando ingresos para sus propietarios, generando fuen-tes de trabajo y pagando tributos al fisco. Por esta razón, un menor dinamismo que desincentive la inversión real de las empresas afectará el crecimiento económico en el mediano plazo, escenario opuesto a lo que deja un período prolon-gado de optimismo.
La expectativa de demanda de sus productos dependerá de diversos factores, así como la rentabilidad para la empresa y las posibilidades de financiamiento serían elementos fun-damentales que tomar en cuenta en torno a una decisión de inversión, siendo favorecida cuando impera un ambiente positivo.
En el entorno actual, vemos cómo se han postergado inver-siones y ha caído el ritmo de actividad debido a expectativas más pesimistas. Ciertamente, una empresa que produce un inventario para vender (desarrollos por ejemplo), baja su ac-tividad por el temor de no poder comercializar sus existen-cias. Sin embargo, debe hacerse la distinción según el plazo que tomará una inversión para empezar a producir, ya que el panorama cambia mucho si planeamos hacer una nueva inversión hoy y comienza su producción el próximo mes, o en un plazo de dos años muy posiblemente se enfrentará a un entorno económico muy diferente.
Con excepción de las empresas que operan en el sector fi-nanciero, aquellas dedicadas a la producción de bienes o
servicios de otra índole únicamente realizan inversiones de este tipo con el propósito de mantener sus reservas de liqui-dez. Esta orientación de sus inversiones financieras de cierta forma simplifica el proceso de decisión, pues aquí los encar-gados de las finanzas deberían volver su mirada exclusiva-mente hacia los instrumentos financieros de corto plazo.
Muy importante en el proceso de administración financiera es la forma de colocar estos recursos en papel de corto pla-zo, ya que según las actividades que realice la empresa se debe poner mucha atención a la moneda en que se invierte, el emisor y por supuesto la rentabilidad. Además, se debe tener presente una cuidadosa selección de plazos para lo-grar un acoplamiento congruente con los requerimientos de liquidez que tenga la empresa.
En tiempos de turbulencia es preciso estudiar las opciones y optar por la liquidez, ya que un par de puntos más en intere-ses no compensan el apuro de una falta en caja para pagar planilla u otras obligaciones importantes.
Financiamiento
En tiempos de bajo crecimiento económico, las tasas de interés suelen ser bajas; sin embargo, en nuestro contexto han reaccionado otros elementos, ocasionando una res-
¿Cómo sobrellevar el momento?

-21- Asociación de Corrugadores del Caribe, Centro y Sur América
Negocios
tricción crediticia. Debido a ella, actualmente no existen grandes facilidades de financiamiento.
En cuanto al financiamiento dentro de todo el planea-miento de la empresa, se debe tomar en cuenta el costo de los créditos vigentes, con el propósito de op-tar por mantener el empréstito, o de otra forma reali-zar mayores amortizaciones si su costo financiero fuese alto.
Sobre las decisiones de dividendos:
Cuando se presentan tiempos adversos para nuestras empresas, es preciso activar medidas de supervivencia bajo las cuales la empresa pueda mantener sus opera-ciones mientras se corrijan los problemas del entorno y mejoran sus condiciones en el mercado. Comúnmen-te, la primera medida implica una mayor austeridad en cuanto a gastos innecesarios e incluso reducciones en la escala de producción, que implican un menor nivel de todos aquellos costos de la empresa que pueden ser definidos como variables.
Sin embargo, en tiempos difíciles es necesario que dichas prácticas provengan desde la asamblea de ac-cionistas y sean contundentes, sobre todo al tomar en cuenta el porcentaje de distribución de dividendos. Si estamos ante un escenario donde se tiene en juego la supervivencia de la empresa, no debe descartarse la posibilidad de suspender la repartición de dividendos, con el propósito de fortalecer las reservas de liquidez para sobrellevar de mejor manera el período de incer-tidumbre.
De igual manera, este comportamiento podría ser bien visto desde afuera, al ver que los accionistas son cons-cientes de la situación y de una forma sacrifican sus ingresos antes de ver hacia otras alternativas como la cesión de colaboradores.
Adquiera y aprenda a conocer e identificar las ne-•
cesidades de cada uno de sus clientes.
Bríndeles beneficios, mejore calidad, costos y efi-•
ciencia.
Conviértase en un aliado de negocios•
Diferencie su negocio de la competencia. Valor •
agregado
Establezca un rápido y eficiente servicio al cliente, •
diferéncielo.
Ante todo, retenga a sus clientes.•
Identifique a los clientes más valiosos.•
¿Cómo sobrellevar el momento?
A, B, C, ¿Qué hacer en tiempos adversos?
deuda pública externa, su nivel de reservas internacionales y su superávit en cuenta corriente. “Lo más fuerte que le ha to-cado enfrentar es el shock comercial ante la mayor apertura e integración de sus economías al mundo”, precisó.
Aseveró que persiste la preocupación por las viejas y nuevas formas de proteccionismo que están surgiendo con la crisis, si habrá espacios para que los países en desarrollo participen en la reforma de la arquitectura financiera, cuál será el mix de políticas públicas ante el nuevo rol del Estado, el incierto impacto ambiental, y cómo profundizar la integración, con mejores mecanismos de representatividad.
Y es que, cuando los mercados se contraen, no solo las ventas bajan sino que los clientes buscan otros proveedores. Por lo que lograr la fidelidad de los clientes, entenderlos, fortalecer sus relaciones y mejorar su gestión es fundamental para en-frentar los tiempos que corren, indican los especialistas.
Fuentes: Grupo Financiero Acobo Costa Rica / www.acobo.com
Centro para Empresas y Profesionales de Microsoft / www.rgpymes.net / Dr. Claudio Soriano, consultor
Archivos ACCCSA

-22- Edición XI - Junio-Julio 2009
Capacitación
El curso realizado los días 28 y 29 de mayo en la ciudad de Bogotá, Colombia, contó con la participación de importantes empresas colombianas y ecuatorianas de la industria cartonera, las cuales tuvieron la oportunidad de retroalimentarse positivamente.
Este es el primer seminario de capacitación para supervisores de producción efectuado por ACCCSA en América Latina. Entre las empresas participantes estuvieron: C.I. Uniban S.A., Cartonera Nacional, CI Técnicas Baltime de Colombia S.A., EMPACOR S.A., Industria Cartonera Palmar, Latin Pack S.A. y Papeles y Corrugados Andina.
El curso fue impartido por Dean Mitchell, consultor del Grupo Mitchell, que cuenta con más de 27 años de experiencia en la fabricación de empaques corrugados. Fue un curso muy activo,
donde se realizaron varios trabajos en grupo y los participantes dieron ejemplos de su experiencia perso-nal y, entre todos, ayudaron a solu-cionar problemas que tenían en sus respectivas empresas.
Según indicó la Licda. Paola Rí-molo, Directora de Operaciones de ACCCSA, la idea es continuar brindando cursos de calidad para el beneficio del sector del co-rrugado, por lo que invitó a las empresas a seguir apostando por capacitaciones de alta calidad.
Con oportunidades de capacitación en tiempos de cambio, recientemente ACCCSA realizó el primer seminario dirigido a supervisores de producción de plantas corrugadoras.
Fortalece al sector
latinoamericano
ELEMENTOS:
Precalentador integrado
Aporta calor inmediatamente antes de la entrada de los SC
a la doble encoladora.
Sistema encolador
Elementos:
Rodillo dador (encolador)•
Rodillo doctor•
Rasqueta•
Características:
Deben estar dotados de regulación del gap en función •
de la velocidad
A mayor velocidad del cartón, mayor es la aportación de •
cola.
La película de cola existente entre el dador y doctor tien-•
de a separarlos al incrementar la velocidad por el efecto
de formación de un vortex.
Para disminuir el vortex se tiende a igualar las velocida-•
des de ambos rodillos.
Rodillo pisón (prensador)
Rodillo que aplica presión necesaria al simple cara para que deslice sobre la superficie del rodillo dador.
Inconvenientes:Mala regulación = cartón aplastado.• Excentricidad – Desgastes = Aplicación desigual de • cola.
Sistema de patines
La presión se aplica mediante una barra de patines deslizantes en los cuales la fuerza se transmite por re-sortes.
Ventaja: Se elimina el problema de aplastamiento del cartón.
V Fascículo Manual de Elaboración del Cartón Ondulado
El proceso deelaboración
-23- Asociación de Corrugadores del Caribe, Centro y Sur América
Capacitación
2da Parte
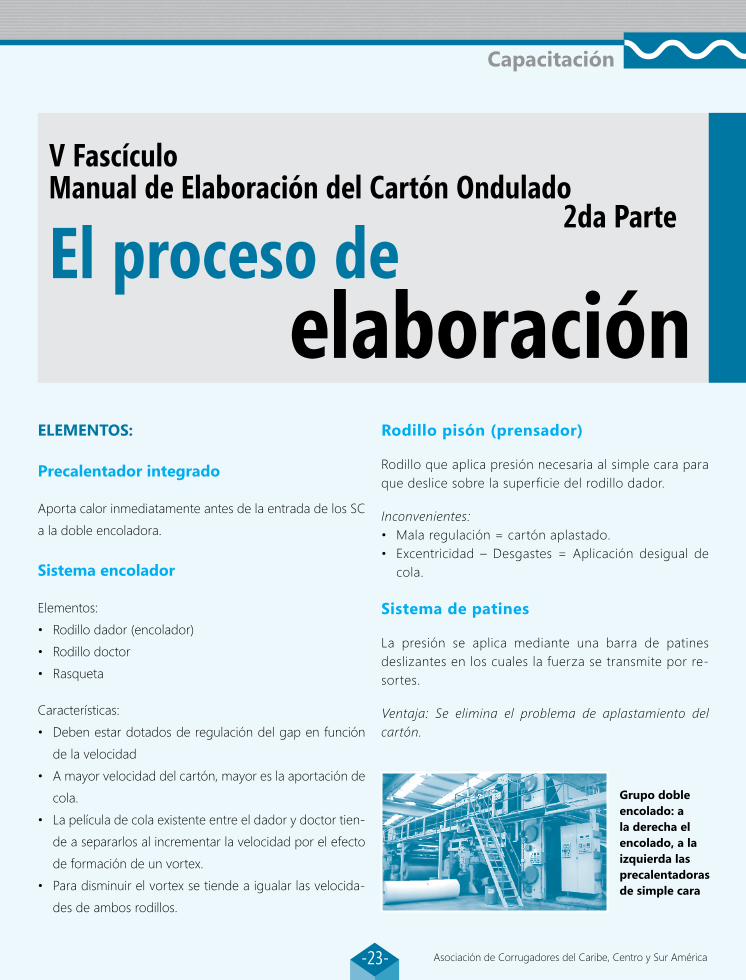
Grupo doble encolado: a la derecha el encolado, a la izquierda las precalentadoras de simple cara

Inconveniente: Dificultad en la aplicación de cantidades mínimas de cola (onda e).
Aparecen varias ondas en contacto con dador.
Posibles problemas de la doble encoladora
SALPICADURAS
Producidas por:Baja viscosidad• Gap excesivo• Superficie inadecuada del • dador
Solución:Aumentar viscosidad• Reducir el gap• Anilox tramados•
Exceso de aplicación de cola
Causas:Gap• Desgastes•
Escasa aplicación de cola
Causas:
Gap•
Desgastes•
3.2.3. Mesas calientes
Máquina diseñada para aportar el calor y presión ne-cesarios para conseguir un buen pegado de los simples caras y liner exterior.
Funciones
Unir de manera definitiva el (los) simple - cara(s) con la se-gunda cara, eliminando el exceso de agua de la cola.
Los intercambios térmicos, rápidos en el grupo simple - cara, son mucho más lentos en este caso porque el car-tón corrugado no se puede prensar por temor a que se aplaste la onda.
La gelatinización del almi-dón contenido en la cola,
que es necesaria para la unión definitiva de los componen-tes, se produce cuando el cartón entra, mediante una lige-ra presión, en contacto con las mesas calientes: elementos planos, yuxtapuestos y calentados con vapor (de 120º C a 180º C). Para ajustar la transferencia térmica, según el ritmo de producción y el tipo de cartón fabricado (doble -cara, doble - doble cara, triple corrugado) se emplean ciertos dispositivos:
rodillos aplicadores cuyo número varía,• cajones con colchones de aire aplicadores (cuyo número • y presión varían),inyección de vapor en el simple - cara, antes del enco-• lado ( jet set).
A la salida de la mesa, una sección de tracción asegura el arrastre del cartón entre la manta secadora y una segunda manta.
La regulación del calor asegura una temperatura elevada en las primeras mesas, a fin de que el almidón se gelatinice. Dicha temperatura es un poco más baja en las últimas me-sas, donde se elimina el agua.
-24-Edición XI - Junio-Julio 2009
Capacitación
Salpicaduras
Correcta aplicación de cola
Mesa de secado
Vista aéreas de las mesas calientes
Exceso de cola

Elementos:Manta.• Placas calientes.• Sistema de presión.• Sistema de calentamien-• to.Tracción.•
Funciones:Transportar el cartón.• Evaporar el agua.• Transmitir la presión.• Arrastre del cartón.•
Clases:Textiles.• Sintéticas.•
Mantas Sintéticas
Son las más empleadas, con un espesor entre 8 - 9 mm. Son:
Agujadas.• Buena permeabilidad.• Fácilmente taponables por la cola y fibras de pa-•
pel.
Tejidas – Trenzadas.• Peor permeabilidad.• Menos tendencia a taponarse.•
Mantas Empalmes
Realizadas mediante grapas de acero.
Se debe solapar el empalme y tapar la grapa para evitar marcas longitudinales sobre el cartón.
Placas calientes
Elemento diseñado para aportar el calor necesario para la gelatinización del almidón y el secado del cartón.
Clases:Fundición de acero.• Acero electro-soldado.•
Sistema de presión
Características:La cantidad de calor transmitida por las placas calientes es • función de la presión ejercida por el cartón sobre las placas.Las placas al transmitir calor, tienden a deformarse.• Para evitar esta falta de homogeneidad en la transmisión del • calor, se han diseñado los siguientes sistemas:
Tipos:
a.- Sistema por rodillos. La presión es ejercida por rodillos de ace-ro.
b.- Sistema air press. La presión es ejercida por aire aplicado di-rectamente sobre la manta.
c.- Short press. El aire ejerce presión sobre un colchón flexible que transmite la presión a la manta.
d.- Sistema de patines.
3.2.4. De la banda continua a la plancha de cartón corrugado
Cuando el cartón sale de las mesas calientes se presenta en forma de banda continua, que hay que transformar en planchas con unas medidas determinadas. La plancha de cartón es el elemento básico para la realización del emba-
-25- Asociación de Corrugadores del Caribe, Centro y Sur América
Capacitación
Detalle de una manta
a b
c d

laje. Esta operación, realizada en continuo en la corrugado-ra, tiene las siguientes etapas:
Corte y hendido longitudinal, paralelo al sentido de • arrastre de la banda continua, es decir, perpendicular al sentido de los canales.Corte transversal, perpendicular al sentido de arrastre de • la banda continua y paralelo a los canales.Salida de la plancha.•
3.2.4.1. Corte y hendidos longitudinales: la cortadora longitudinal
Elemento que permite efectuar cortes y hendidos longitu-dinales a todo el ancho del cartón.
Objetivos:
Cortar la banda de cartón en 2, 3, 4, etc., bandas ele-• mentales de anchura reducida y el refilado (“trim”).Hacer hendidos longitudinales en las hojas elementa-•
les, es decir, aplas-tar parcialmente el espesor del cartón, siguiendo una lí-nea, para facilitar el posterior plegado de las solapas, en el caso de las “cajas americanas” (regular slotted container).
Tipos de cortes
Doble Cuchilla:
El espesor y solape de la cuchilla provoca bordes de car-• tón defectuosos.Sobrevelocidad de la cuchilla 3% con respecto al cartón.• Las cuchillas deben estar afiladas y limpias de cola y cartón.• Las cuchillas deben estar paralelas y sin excentricidad.•
Simple cuchilla: disc cut
Las cuchillas giran con un 200% - 300% de sobrevelocidad.• Afilado automático.• Engrase automático.•
Otras características:Corte limpio.• MÍNIMAS REBABAS - mejora la calidad de impresión.• NO “PATA DE CUERVO” - incluso en triple cara.• Bordes no aplastados.• Bordes no deslaminados.•
Chorro de agua
La cortadora longitudinal tiene varios ejes sobre los que se colocan las cuchillas rotativas circulares y demás instrumentos rotativos para hacer hendidos.
El dispositivo tiene una gran flexibilidad a la hora de cambiar un formato: se ajustan las cuchillas sobre un eje libre; esto se puede efectuar durante la fabricación y sobre la marcha. Ade-más, los instrumentos para hacer hendidos tienen formas dis-tintas -perfil, anchura, forma geométrica-. Esto permite que se ajusten a la estructura de cada cartón -naturaleza de los pape-les componentes, doble-cara, doble-doble cara, etc.
En las “cajas americanas”, la distancia que hay entre los instru-mentos hendedores en la cortadora longitudinal determina la altura del embalaje.
Hendidos
Como resultado de la tensión, el cartón se debilita y el liner do-bla por el sitio más fácil, esto produciría una esquina muy débil.
-26-Edición XI - Junio-Julio 2009
Capacitación
De la banda continua a la plancha de cartón: corte y rasurado (longitudinal) - corte transversal.
Cortadora- hendedora longitudinal

Asociación de Corrugadores del Caribe, Centro y Sur América
Tipos de hendidos
3 PUNTOS (estándar).• 5 PUNTOS.• PUNTO A PUNTO.• OFFSET.• V EN PLANO.•
Hendido estándar de 3 puntos
El hendido macho (superior), crea una línea de do-• blado en la cara interior del cartón.El hendido hembra (inferior), crea dos líneas de ro-• tura en la cara exterior del cartón que reduce la ten-sión en el liner.
3.2.4.2. Cortadora rotativa transversal
Elemento que permite efectuar cortes transver-sales a todo el ancho de la banda de cartón.
La cortadora rotativa transversal
Al salir de la cortadora longitudinal, un dispositivo de selección introduce por separado las bandas elementales cortadas a di-versas anchuras en una cortadora transversal; ésta corta cada banda elemental en planchas con el largo deseado. El número de cortadoras determina el número máximo de bandas con-
tinuas, todas con la misma longitud de corte.
Elementos:
Unidad de alimenta-• ción.Cilindros de cuchi-• llas.
TiposRectas.• Helicoidales.•
Unidad de salida.
Sándwich.• Rodillos de salida.• Cintas de vacío.•
Principio:
Dos tambores porta-cuchi-llas cortan la banda continua. La longitud de la plancha de cartón es el resultado del ajuste de la velocidad de rotación de la cortadora al desplazamiento del cartón.
El ajuste de ambas determina la precisión y la regularidad del corte; las cortadoras de mando directo aseguran una sincronía muy precisa entre ambas velocidades.
Unos dispositivos permiten un corte “señalizado” y, por consiguiente, una gran precisión, como en el caso de las caras preimpresas.
-27-
Capacitación
Cortadora transversal (detalle)
Cortadora transversal (detalle)
Rectas
Helicoidales
Esquema cizalla fin de pedido
Cizalla fin de pedido
La cortadora auxiliar
Para cualquier cambio de formato y si se quiere reducir el índi-ce de desperdicio, la banda continua tiene que llevar un corte transversal antes de ser introducida en la cortadora longitudi-nal: esta función la desempeña la cortadora auxiliar.
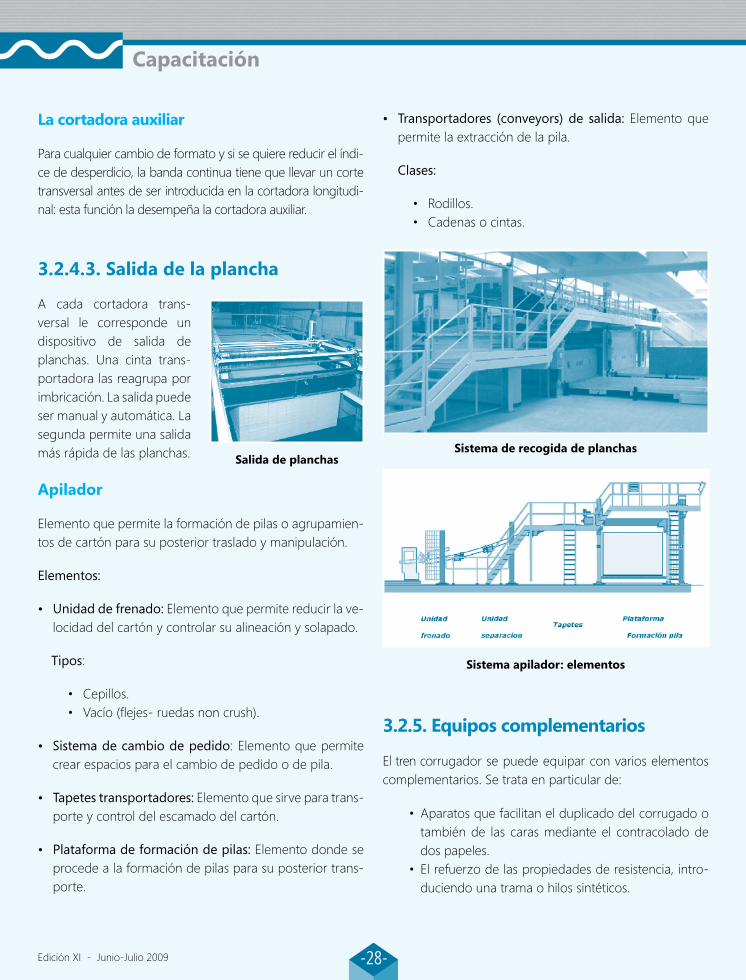
3.2.4.3. Salida de la plancha
A cada cortadora trans-versal le corresponde un dispositivo de salida de planchas. Una cinta trans-portadora las reagrupa por imbricación. La salida puede ser manual y automática. La segunda permite una salida más rápida de las planchas.
Apilador
Elemento que permite la formación de pilas o agrupamien-tos de cartón para su posterior traslado y manipulación.
Elementos:
Unidad de frenado: • Elemento que permite reducir la ve-locidad del cartón y controlar su alineación y solapado.
Tipos:
Cepillos.• Vacío (flejes- ruedas non crush).•
Sistema de cambio de pedido• : Elemento que permite crear espacios para el cambio de pedido o de pila.
Tapetes transportadores: • Elemento que sirve para trans-porte y control del escamado del cartón.
Plataforma de formación de pilas: • Elemento donde se procede a la formación de pilas para su posterior trans-porte.
Transportadores (conveyors) de salida: • Elemento que permite la extracción de la pila.
Clases:
Rodillos.• Cadenas o cintas.•
3.2.5. Equipos complementarios
El tren corrugador se puede equipar con varios elementos complementarios. Se trata en particular de:
Aparatos que facilitan el duplicado del corrugado o • también de las caras mediante el contracolado de dos papeles.El refuerzo de las propiedades de resistencia, intro-• duciendo una trama o hilos sintéticos.
-28-Edición XI - Junio-Julio 2009
Capacitación
Sistema de recogida de planchas
Sistema apilador: elementos
Salida de planchas

Aparatos de introducción de cintas (rip tape) que fa-• cilitan la apertura del embalaje.Aparatos de tratamientos complementarios:•
Tratamientos antideslizantes, untando con un • producto antideslizante la cara exterior de un cartón doble-cara.Tratamiento de impermeabilización de las caras y • del corrugado: untado de las superficies del car-tón, impregnación parcial del corrugado y de las caras.
3.2.6. Operación de la onduladora
La fabricación del cartón corrugado necesita una gestión au-tomatizada de los mandos. Esta se hace mediante una corru-gadora non-stop; es un tren corrugador completamente auto-matizado -desde la colocación de las bobinas de papel hasta la salida de las planchas de cartón- que garantiza una velocidad y producción máxima y en continuo de los distintos formatos.
El objetivo de esta corrugadora es:
Incrementar la producción.• Aumentar la productividad.• Mejorar la calidad del producto y el servicio dado.•
Con relación a lo anterior, la automatización cada vez mayor permite:
Reducir el tamaño del pedido mínimo.• Gestionar mejor los metrajes cada vez más cortos corres-• pondientes a pedidos más repetitivos, a menudo con plazos muy cortos.
Aumentar de esta forma el número de ajustes y en con-• secuencia aumentar el número de pedidos por equipo.Proporcionar más ayuda a los conductores para permitir-• les tomar las decisiones acertadas con el máximo de in-formaciones, y así dedicarse más a las tareas cualitativas.Reducir las paradas o variaciones de velocidad, y por con-• siguiente, mejorar la regularidad, la calidad del material, al disminuir también los desperdicios.
El tren corrugador está artificialmente dividido en 2 partes:
La parte “húmeda”: desde las simples caras hasta el final • de las mesas calientes.La parte “seca”: desde la cortadora auxiliar hasta el siste-• ma de salida.
La gestión difiere según la parte de la que se trate:
En la parte húmeda, se busca más bien mejorar la gestión • de las materias primas y de los consumibles -papeles, co-las, aditivos, etc.- y el control de la energía (vapor).En la parte seca, se busca más bien la gestión de los for-• matos: tamaños, cantidades, desperdicios; se trata de la gestión de las planchas.
Para alcanzar tales objetivos, los automatismos y la informática juegan un papel creciente para el control de los procesos; habla-remos aquí, desde la fase inicial hasta la fase final, de todo o parte de los dispositivos siguientes:
Para la parte húmeda:
La gestión de las bobinas con:
La contabilización de las • entradas y salidas me-diante códigos de barra.La medida de los metra-• jes de papel utilizado en máquina, sustracción de los metrajes sobrantes y cálculo de los pesos co-rrespondientes.La gestión de la cola • mediante “cocinas” auto-
-29- Asociación de Corrugadores del Caribe, Centro y Sur América
Capacitación
Esquema general del mando centralizado de una máquina onduladora
Control de la película de cola
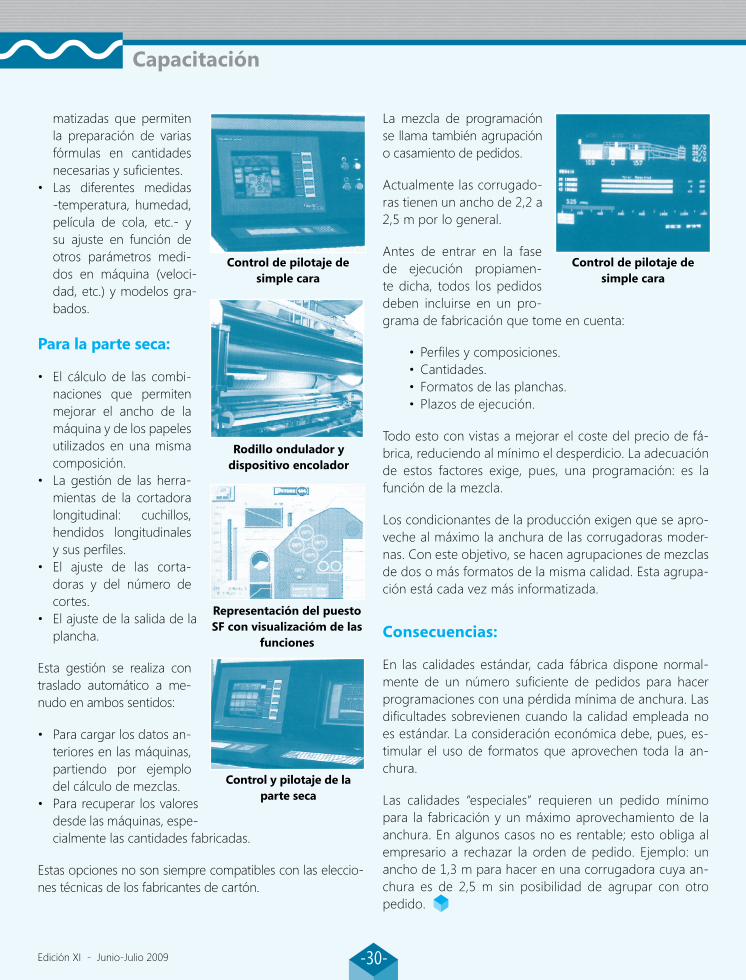
matizadas que permiten la preparación de varias fórmulas en cantidades necesarias y suficientes.Las diferentes medidas • -temperatura, humedad, película de cola, etc.- y su ajuste en función de otros parámetros medi-dos en máquina (veloci-dad, etc.) y modelos gra-bados.
Para la parte seca:
El cálculo de las combi-• naciones que permiten mejorar el ancho de la máquina y de los papeles utilizados en una misma composición.La gestión de las herra-• mientas de la cortadora longitudinal: cuchillos, hendidos longitudinales y sus perfiles.El ajuste de las corta-• doras y del número de cortes.El ajuste de la salida de la • plancha.
Esta gestión se realiza con traslado automático a me-nudo en ambos sentidos:
Para cargar los datos an-• teriores en las máquinas, partiendo por ejemplo del cálculo de mezclas.Para recuperar los valores • desde las máquinas, espe-cialmente las cantidades fabricadas.
Estas opciones no son siempre compatibles con las eleccio-nes técnicas de los fabricantes de cartón.
La mezcla de programación se llama también agrupación o casamiento de pedidos.
Actualmente las corrugado-ras tienen un ancho de 2,2 a 2,5 m por lo general.
Antes de entrar en la fase de ejecución propiamen-te dicha, todos los pedidos deben incluirse en un pro-grama de fabricación que tome en cuenta:
Perfiles y composiciones.• Cantidades.• Formatos de las planchas.• Plazos de ejecución.•
Todo esto con vistas a mejorar el coste del precio de fá-brica, reduciendo al mínimo el desperdicio. La adecuación de estos factores exige, pues, una programación: es la función de la mezcla.
Los condicionantes de la producción exigen que se apro-veche al máximo la anchura de las corrugadoras moder-nas. Con este objetivo, se hacen agrupaciones de mezclas de dos o más formatos de la misma calidad. Esta agrupa-ción está cada vez más informatizada.
Consecuencias:
En las calidades estándar, cada fábrica dispone normal-mente de un número suficiente de pedidos para hacer programaciones con una pérdida mínima de anchura. Las dificultades sobrevienen cuando la calidad empleada no es estándar. La consideración económica debe, pues, es-timular el uso de formatos que aprovechen toda la an-chura.
Las calidades “especiales” requieren un pedido mínimo para la fabricación y un máximo aprovechamiento de la anchura. En algunos casos no es rentable; esto obliga al empresario a rechazar la orden de pedido. Ejemplo: un ancho de 1,3 m para hacer en una corrugadora cuya an-chura es de 2,5 m sin posibilidad de agrupar con otro pedido.
-30-Edición XI - Junio-Julio 2009
Capacitación
Representación del puesto SF con visualizacióm de las
funciones
Control y pilotaje de la parte seca
Control de pilotaje de simple cara
Rodillo ondulador y dispositivo encolador
Control de pilotaje de simple cara

www.bhs-corrugated.de
VOLUME LINE
CLASSIC LINE
CUSTOM LINE
WIDTH LINE
QUALITY LINE
» Precisión – es lo que espero. «
Las líneas de productos de BHS se ajustan a cualquier necesidad.Hechas a medida para usted: gran flexibilidad o máximo volumen de produc-ción - BHS ofrece la solución adecuada para cada necesidad. Desde la Quality Line hasta la Width Line. Ajustadas al máximo a su mercado y a sus objetivos. Tan individual como sus exigencias es la constancia de nuestra calidad: ofre-cemos una tecnología sofisticada que combinamos con soluciones hechas a medida. Consulte nuestro servicio local en todo el mundo para producti-vidad de máximo nivel.
Visítenos en la feriá
Expo ACCCSA 2009en Medellín, Colombia
del 20 al 23 de septiembre 2009
090046_Untern_Dach_s_CG_05_2009_RZ03.indd 1 16.06.09 13:42
-32-Edición XI - Junio-Julio 2009
Negocios
3 Satisfacer necesidades más que deseos
Existe un espectro en el que se mueven todas las negociaciones, según las pos-turas que tomen las partes implicadas.
En uno de los extremos, se encuentran los negociadores netamente “compe-titivos”, que consideran que como re-sultado del proceso deberían “ganar” algo que la otra parte necesariamente tendría que “perder”. Se trata entonces de un concepto de “torta” que debe ser repartida entre ambas partes, con nulas posibilidades de ser agrandada.
En el otro extremo del espectro, se sitúan los negociadores puramente “colaboradores” que, por el contrario, creen que ambas partes pueden ga-nar al terminar el proceso, que la torta es “agrandable” y que se debe ayudar a la otra parte para el logro de sus ob-jetivos.
Ninguno de estos casos es necesaria-mente siempre correcto. Hay situa-ciones en las cuales conviene tomar una postura decididamente com-petitiva; por ejemplo, en situaciones donde la negociación es puntual, sin posibilidades de que su resultado trascienda en un futuro, o cuando se sabe de antemano que no es posible generar alternativas que satisfagan las necesidades de ambas partes. Por otra parte, la negociación colabora-dora tiene espacio cuando las partes cuentan con voluntad de formar una relación a largo plazo, o si el paque-
te por negociar está formado por un conjunto de diferentes factores, todos negociables.
Sin embargo, lo importante es saber ser flexible para moverse en toda la gama de grises de este espectro, de acuerdo con lo requerido por la nego-ciación en cada momento para llegar a los objetivos planteados.
Esta flexibilidad en las posturas no debe confundirse con el posiciona-miento, que debe permanecer firme y coherente a lo largo de toda la nego-ciación. El posicionamiento es lo que en la mente del negociador represen-tan sus necesidades reales, sus fuentes de poder, la misión estratégica que ha hecho que esté sentado a la mesa de negociación.
Un buen negociador debe administrar el juego teatral de las posturas, de los trajes de la negociación posicional que
Por el Dr. Roberto LuchiConsultor y Profesor del IAE, Escuela de Dirección y Negocios, Universidad Austral
Un buen negociador debe
administrar el juego teatral
de las posturas, de los
trajes de la negociación
posicional que le permitan
cerrar un acuerdo creativo.
No obstante, nunca debe
dejar de tener presente su
posicionamiento.
Un decálogo para la negociación
eficaz2da Parte

le permitan cerrar un acuerdo creati-vo. No obstante, nunca debe dejar de tener presente su posicionamiento, su fin.
Piense en el ejemplo ilustrado por las siguientes fotos y trate de relacionarlo con el principio del decálogo apren-dido.
Anne Krueger, titular del FMI, y Gand-hi, son dos exponentes que a primera vista, y sin un análisis exhaustivo res-ponsable de nuestra parte, podrían considerarse como los representantes extremos del espectro competitivo-colaborativo.
4. Pensar “a lo grande”, sin dejar de ser razonable
Al momento de encarar una negocia-ción, es conveniente establecer metas altas, que permitan cerrar el acuerdo en un punto todavía favorable a noso-tros, en caso de que las concesiones sean inevitables.
Si establecemos metas muy cercanas a nuestra verdadera necesidad, ten-dremos poco margen para negociar y nos veremos forzados a parecer in-transigentes, con todo el perjuicio que esto traería a la negociación.
No obstante, hay que ser equilibrados, porque si nuestras propuestas son irra-zonables, la otra parte puede resentir-se, negándose a continuar negocian-do o tomando una posición hostil. Es posible en este caso que para cerrar el acuerdo debamos hacer concesiones demasiado grandes, lo que puede pa-recer poco serio y dejar precedentes para negociaciones futuras.
Es aconsejable explorar con creatividad las necesidades de la otra parte antes de establecer las metas, porque existe la posibilidad de cerrar un acuerdo aún más favorable de lo que hubiéramos esperado. Las metas altas pueden reba-jarse con cautela e inteligencia, pero las bajas son muy difíciles de subir.
Para ilustrar la importancia de fijar metas altas, vea el siguiente ejemplo, extraído del libro Más allá de Maquiavelo, de Roger Fisher y Elizabeth Kopelman. El gobierno norteamericano fijó en 1975 un precio
irrisorio para la compra de gas natural a México, el cual, al no tener hasta ese momento a quién vendérselo, por falta de conexión por tubos, estaba simple-mente largándolo a la atmósfera. El Go-bierno mexicano, consciente de que los Estados Unidos necesitaban igualmente el gas, prefirió seguir desperdiciándolo, y mostrar una posición de orgullo y ofensa frente a la propuesta norteamericana. Al ver esta reacción, los Estados Unidos ter-minaron ofreciendo un valor de compra muy superior, similar al de mercado.
Analice el ejemplo ilustrado por la si-guiente foto y trate de relacionarlo con el principio del decálogo aprendido.
Napoleón, sin duda, fue un estratega de la guerra que pensó a lo grande, y llegó a dominar Europa. Sin embargo, ¿fue razonable? ¿Qué resultados tuvo la campaña a Rusia? ¿Y la batalla de Waterloo? ¿Cómo terminó sus días?
5. Desarrollar una estrategia de concesiones
Lo más trabajoso en una negociación, lo que realmente decidirá si llevamos nuestros objetivos a buen puerto, es lograr planear y saber ajustar lue-
Asociación de Corrugadores del Caribe, Centro y Sur América-33-
Negocios

-34-Edición XI - Junio-Julio 2009
Negocios
go durante el proceso una estrategia creativa de concesiones. Una buena pregunta para medir la preparación de un negociador es preguntarle previa-mente qué concesiones está dispuesto a efectuar.
Es poco probable que nuestras ne-cesidades sean satisfechas por la otra parte en su totalidad tal como las es-tablezcamos. Lo más usual es escuchar contraargumentos, que nos obligarán a explorar con inteligencia el camino para llevar nuestras necesidades y las de la otra parte a una zona de confort, sin tener que hacer concesiones sus-tanciales.
Es necesario explorar estas concesio-nes de acuerdo con el valor que tienen para ambas partes.
Es posible que un determinado factor sujeto a negociación no sea de gran im-portancia para nosotros y, sin embargo, sea esencial para la otra parte. Ceder en este factor, entonces, nos mostrará flexi-bles y generará confianza.
Por otra parte, las concesiones deben hacerse únicamente después de asegu-rarse de que la otra parte se las merece. Debemos evitar la actitud de que si la otra parte concede, nosotros tenemos que hacerlo también. Las concesiones no deben ser tan grandes como para señalar debilidad ni tan escasas como para provocar un punto muerto.
En cuanto a la forma de efectuar las con-cesiones en el tiempo de la negociación, hay tres formas, atendiendo al impacto que provocan en la otra parte.
Si bien no hay una receta que explicite qué forma es la mejor, sabemos que la cultura latinoamericana está más de la mano de las dos últimas formas. La creciente mostraría un juego más com-petitivo y la errática la voluntad de con-fundir a la otra parte.
Es importante que el lector tenga en cuenta las bondades de las concesiones decrecientes. Si se expresa con cautela la voluntad de conceder de entrada, para allanar rápidamente el camino hacia el acuerdo, y la contraparte responde con la misma moneda, entonces sin dudas se habrá generado una gran confianza y un ahorro de tiempo.
Medite sobre el ejemplo ilustrado por la siguiente foto y trate de relacionarlo con el principio del decálogo aprendido.
El juego de ajedrez ilustra como ningu-no la importancia de una estrategia de concesiones.
Para avanzar en el juego rumbo al éxi-to, hay que sacrificar algunas piezas menos importantes.
De hecho, se puede ceder cualquier pieza menos el rey, que en negociación sería la necesidad básica.
6. Administrar la información
La información de la que disponemos en una negociación es un recurso que tenemos que manejar con cuidado. De nosotros depende que éste juegue a nuestro favor o en nuestra contra.
Compartir información genera confian-za y reduce la incertidumbre, pero tam-bién puede exponer las debilidades de las partes dejándolas sin poder.
Es así que conforme avanza la negocia-ción debemos explorar creativamente la información de la otra parte, formulán-dole preguntas, escuchándola y hacién-dole ver que ha sido escuchada.
Otro método para obtener informa-ción es observar el lenguaje corporal. Esto nos brindará una idea de las ne-cesidades que la otra parte trae consi-go, de su nivel de ansiedad, sinceridad y poder.
Al mismo tiempo, no tenemos que dejar de cuidar nuestra propia infor-mación, procurando evitar contes-tar preguntas delicadas, y apoyando nuestras ideas con buenos argumen-tos, hechos y datos.
Piense en el ejemplo ilustrado por la si-guiente foto y trate de relacionarlo con el principio del decálogo aprendido.
El juego del truco muestra claramente cómo uno tiene diferentes cartas de mayor o menor valor (o diferentes ti-pos de poder), pero que el resultado del juego depende de la forma en que uno gestiona la información.

Asociación de Corrugadores del Caribe, Centro y Sur América-35-
Negocios
7. Gestionar la relación interpersonal
En una negociación no sólo se pone en juego el tema propio por negociar, sino que también cuentan las percepciones, emociones y valores de los involucrados.
Uno de los inconvenientes más difíciles que deben afrontar las partes es sepa-rar el problema de la persona.
El secreto está en focalizarnos en el pro-blema por resolver, manteniendo una comunicación eficaz, con una adecuada empatía y flexibilidad, y generando con-fianza para facilitar el proceso de explo-rar, escuchar, persuadir y confrontar.
No debemos atacar innecesaria-mente a la otra parte. Esto sólo provocará heridas en su autoestima difíciles de superar durante el resto del proceso, y alejará la discusión del tema en concreto.
Más de una vez comentamos a nues-tros alumnos y clientes: “Si haces el mejor de los discursos de tu vida, pero lo pronuncias enojado, seguro te arre-pentirás”. Este tema nos recuerda a al-gunos políticos recientes de la Argenti-na que no lo han tenido en cuenta.
También en orden con el manejo hábil de las emociones, un gerente de com-pras de una empresa de renombre nos confió lo que decía un cartel que tenía colocado arriba de su escritorio: “Que
tus palabras al negociar sean dulces y
blandas como caramelos... por si tie-
nes que tragártelas”.
Piense en el ejemplo ilustrado por la
siguiente foto y trate de relacionarlo
con el principio del decálogo apren-
dido.
Una empresa brasileña que ha estado presente en el mercado internacional del cartón corrugado por más de 21 años, siempre buscando mejorías e innovaciones tecnológicas para atender a sus clientes con calidad y e�ciencia.
Nuestra Marca es sinónimo de con�anza.
División química – Papel corrugado
DesmoldantesHidrorepelentesImpermeabilizantes
Media Isogama.indd 2 6/23/09 7:36:13 PM

-36-Edición XI - Junio-Julio 2009
Negocios
Un director técnico y sus jugadores deben saber mantener sus relaciones en buenos términos.
En situaciones de gran concentración y presión, como las vividas en víspe-ras del comienzo de la Copa Mundial de Fútbol, la empatía en las relaciones interpersonales es altamente reco-mendable. ¿Cómo considera que se desarrolló esta relación particular en la Copa Japón-Corea 2002?
8. Gestionar el uso del tiempo
El tiempo disponible para negociar es una variable que, o bien debemos tomar como fuente de poder, o en su defecto no dejar que nos perjudique.
Cuando comienza a agotarse el tiempo para una negociación, la tensión de esta aumenta. Sin embargo, debemos utilizar esta tensión como estímulo de nuestra creatividad para encontrar soluciones positivas y no como origen de la deses-peración y de concesiones absurdas.
A veces es conveniente frenar un pro-ceso de negociación “atascado” no perdiendo más tiempo y solicitando un cuarto intermedio para pensar y evaluar nuevas alternativas. Esto puede permi-tir descomprimir la situación y obtener una solución beneficiosa a partir de un análisis más tranquilo y objetivo por parte de los involucrados.
Analice el ejemplo ilustrado por la si-guiente foto y trate de relacionarlo con el principio del decálogo aprendido.
El reloj nos marca desde la Antigüedad el paso inexorable del tiempo, nos pre-siona, nos mueve a la acción. Recorde-mos que nuestra acción en una nego-ciación debe traducirse en creatividad, no en ansiedad.
9. Realizar una adecuada preparación previa
Para llevar a cabo una negociación exito-sa, es necesario realizar una preparación previa responsable y, en la medida de lo posible, exhaustiva, ya que debemos apreciar que gran parte del resultado del proceso puede definirse a partir de lo realizado en esta etapa.
Esta preparación consiste en analizar la forma en que se presentarán los princi-pios enumerados, anticipando las nece-sidades propias y las de la otra parte, y planeando una adecuada estrategia de concesiones, para lograr durante la ne-gociación encontrar el camino para sa-tisfacer dichas necesidades.
A través de una preparación sólida, po-demos detectar con anticipación las fuentes de poder propias y de la contra-parte, y también analizar la información por compartir.
Medite sobre el ejemplo ilustrado por la siguiente foto y trate de relacionarlo con el principio del decálogo aprendido.
Para tener condición física en una com-petencia, es importante tener un entrena-miento previo responsable. De la misma manera, una buena negociación comien-za con una preparación exhaustiva.
A continuación les presentamos la guía que recomendamos para realizar una exhaustiva preparación previa a cada ne-gociación. Un buen negociador es aquel que logra salir de una sola dimensión, de su propia columna de características de necesidades, poder, etcétera, y po-sicionarse también en la columna de la otra parte. Lograr esta versatilidad, esta doble lectura, ya sea en la parte de pre-paración, o en tiempo real en la mesa, es parte de esas habilidades que menciona-mos al comienzo del libro. Fíjese en este tema, se sentirá como un golfista que fi-nalmente está mejorando su swing.
Un diplomático amigo nuestro, de mu-chos años de experiencia en agregadu-rías en el exterior, nos detalló que, en-tre las prácticas habituales compartidas con sus colegas, estaba la obligación de realizar esta guía antes de acudir a una

-37- Asociación de Corrugadores del Caribe, Centro y Sur América
Negocios
negociación. De la misma forma, luego
discutían los resultados obtenidos con
sus superiores. Este concepto de análisis
posterior lo presentamos en el próximo y
último principio del decálogo.
10. Realizar un balance de la negociación para capitalizar lo aprendido
Tan importante como una buena pre-
paración previa a la negociación es la
autoevaluación que debemos realizar
una vez que esta terminó.
Con objetividad, y a través de un re-paso mental del proceso, es útil res-pondernos preguntas que sirvan para establecer una síntesis de nuestra ac-tuación y sentar bases de mejora para oportunidades futuras, que permitan transformar conocimientos aprendidos en habilidades constatables.
Entre los puntos que considerar, uno básico es el resultado que obtuvimos. ¿Fue este mejor que nuestra MAAN? En caso negativo, significa que perdi-mos la objetividad en busca de cerrar algún acuerdo.
¿Mejoramos la relación con la otra parte? ¿Cómo se desarrollaría una
negociación futura con ella? ¿Senta-mos bases para una relación estable? ¿Logramos un resultado permanente y práctico? ¿Hemos capitalizado cono-cimientos útiles con esta negociación? ¿Ambas partes hemos cubierto nues-tras necesidades? ¿Estamos ambas partes satisfechas?
Piense en el ejemplo ilustrado por la si-guiente foto y trate de relacionarlo con el principio del decálogo aprendido.
Un balance de la negociación puede implicar una celebración; pero si por el contrario es algo negativo, no importa, se traducirá en un festejo en la próxi-ma ocasión.

-38- Edición XI - Junio-Julio 2009
Agenda
Agenda Internacional
Capacitaciones ACCCSA 2009
Convención y Exposición Internacional ACCCSA 2009
Lugar: Hotel IntercontinentalSede: Medellín, ColombiaOrganiza: ACCCSA
Fecha: Del 20 al 23 SetiembreMás información visite: www.acccsa.orgCorreo electrónico: [email protected]
Andina Pack International
Packaging Exhibition 2009
Lugar: Corferias
Sede: Bogotá, Colombia
Fecha: Del 3 al 6 Noviembre
Curso: Curso de VentasPaís: El SalvadorInstructor: Jack O’ConnorFecha: 03 y 04 Agosto
Curso: Flexografía y Tintas
País: Ecuador
Instructores: Juan Bermúdez (Harper)
y Erasto Islas (Sánchez)
Fecha: 05 y 06 de Octubre
Curso: Runnability to Profitability Expandido
País: PerúInstructor: Ron Spice (Alliance Machines)
Fecha: 09 al 12 Noviembre

Convención y Exposición ACCC S A 2 0 0 9
Stand Compañía 1 ISOWA2 Terdeca3 ARC International4 LPM5 Shenyang Fuli Industrial Belt Co. Ltd.8 Hycorr Machine Corp9 Erhardt + Leimer Corrugated GmbH
10 Mühlen Sohn11 Dicar Inc12 Revista Corrugando / ACCCSA14 Alliance Machine Systems
International15 COPAR16 Shanghai SRPACK Machinery Co. Ltd.
17 - 18 Eam-Mosca Corp.19 Guerola
20 - 21 Globex22 Maquinaria Boix e Hijos, S.L23 Decon Negociaciones SAC24 SODIMA25 CHUEN HUAH CHEMICAL CO., LTD26 CHIMIGRAF IBÉRICA, S.L.
27 - 28 ISOGAMA30 Mari Papel y Corrugado Magazine31 Mecanitzats Al-Gar Cardedev S.L.32 Goettsch International, Inc33 Sanchez S.A. de C.V.34 Corrugated Replacements, Inc.35 M-Real Corporation36 Fosber38 Corrugated Technologies Inc39 Barnett Corporation Pulp & Paper40 Harper Corporation of America41 Tintas S.A. Sunchemical42 Corrugated Gear and Services43 Sygne44 Bobst Group
46 - 47 Line-Text International48 Talleres Serra S.A.
49 - 50 Proysa51 Alpine52 Tiruña54 RODICUT55 Dupont56 Marvi
57 - 58 Industrias del Maiz Colombia59 KIWIPLAN60 BHS 62 Gequimica Sia Productos Quimicos63 Medesa64 AIS65 OM Partners66 Baviera67 Pamarco Global68 MarquipWardUnited
Ellos dijeron presentes, su empresa todavía falta
en el mayor encuentro de la industria corrugadora
en América Latina.
Encuentro de múltiples oportunidadesDel 20 al 23 de septiembre de 2009