TP176_CaseStudiesofPEC
17
By Marvin J. Cohn and Jordan W. Norton Aptech Engineering Services, Inc. Proceedings of PVP2008 2008 ASME Pressure Vessels and Piping Division Conference July 27-31, 2008 Chicago, Illinois, PVP2008-61239 Case Studies of Pulsed Eddy Current to Measure Wall Loss in Feedwater Piping and Heater Shells TP176 July 2008
description
dwq
Transcript of TP176_CaseStudiesofPEC
-
By Marvin J. Cohn and Jordan W. Norton Aptech Engineering Services, Inc.
Proceedings of PVP2008 2008 ASME Pressure Vessels and Piping Division Conference July 27-31, 2008 Chicago, Illinois, PVP2008-61239
Case Studies of Pulsed Eddy Current to
Measure Wall Loss in Feedwater Piping and
Heater Shells
TP176 July 2008
-
Aptech Engineering Services, Inc. TP176 1
Case Studies of Pulsed Eddy Current to Measure Wall Loss in Feedwater Piping and Heater Shells
By Marvin J. Cohn and Jordan W. Norton
Aptech Engineering Services, Inc. ABSTRACT There have been several feedwater piping and heater shell failures in power plants caused by flow-accelerated corrosion (FAC). This failure mechanism may be one of the most important types of damage to find proactively because FAC damage has occasionally resulted in catastrophic failures and human fatalities. Predicting, detecting, and resolving significant FAC damage can significantly reduce future forced outages and increase personnel safety. This paper describes the implementation of recent developments to perform cost-effective FAC examinations. These advances include the use of specialized pulsed eddy current (PEC) hardware and software to scan for wall thinning without removing insulation. Recent results are based on the current version, MK II, of this equipment. The authors have performed more than 200 power plant projects with this PEC equipment, examining numerous pipes and shells. This work consists of more than 70 projects of wall loss examinations for the nuclear industry, including examinations of feedwater heater shells inside the condenser. Results of wall loss measurements regarding PEC average wall thickness (AWT) measurements, ultrasonic thickness examinations (UTTH), and the PEC evaluated Defect Algorithm are compared in this study. ACRONYMS
APTECH Aptech Engineering Services, Inc.
ARCO Atlantic Richfield Company AWT Average Wall Thickness DWT Defect Wall Thickness
FAC Flow-accelerated Corrosion MWT Minimum Wall Thickness NWT Nominal Wall Thickness OD Outside Diameter ORP Oxidation Reduction
Potential PEC Pulsed Eddy Current RTD Rntgen Technische Dienst
bv RTD-INCOTEST Insulated
Component Test TEMP Transient Electromagnetic
Probing UTTH Ultrasonic Thickness
Examinations INTRODUCTION The FAC damage mechanism consists of material dissolution accelerated by fluid flow. It is primarily a material dissolution process, where the single or two-phase flow is responsible for the material transport. This is a chemical corrosion process causing removal of the protective oxide film and the metal surface from the inside of the pipe wall. As the oxide layer (magnetite) thickness decreases, it is less protective, and the corrosion rate is increased. Eventually the rates of dissolution of the magnetite and corrosion are stabilized to a steady state condition. The component wall failure may result in a leak or an instantaneous rupture. Wall loss in power plant feedwater piping and heater shells has also been caused by erosion-corrosion. This is a combined phenomenon of mechanical erosion and chemical corrosion. The mechanical erosion component of this failure mechanism may
-
APTECH TP176 2
include high velocity liquid droplets or entrained solid particles impinging on the inside surface. The major attributes that affect the susceptibility to FAC in carbon steel components have been discussed in the technical literature [1-3]. These adverse synergistic effects include very low chromium, operating temperature in the range of 150F (66C) to 460F (238C), very low dissolved oxygen concentration, low on-line pH level, high turbulence, and two-phase flow (wet steam). FAC damage is significantly influenced by the oxidation reduction potential (ORP) of the fluid. Low ORP values correlate with an increased rate of dissolution of the protective oxides. SELECTION OF CRITICAL LOCATIONS Selection of critical locations for FAC and two-phase flow has been performed by engineering judgment and software solutions. First, a list of susceptible systems should be developed. This may include the auxiliary steam, boiler blowdown, boiler feedwater pump recirculation, condensate, feedwater suction, feedwater discharge to the economizer, feedwater booster pump suction and discharge, turbine gland steam, feedwater heater drains, deaerator cascading drains, feedwater drips, reheat spray (attemperator), and superheat spray (attemperator) systems. In addition, substantial wall loss has been found in the vicinity of extraction steam inlet nozzle connections on low pressure and high pressure feedwater heater shells. FAC damage has also been found in cold reheat lines of nuclear power plants. Subsequently, applicable information should be collected, such as the pipe material, nominal wall thickness (NWT), diameter, flow rate, design temperature, design pressure, steam quality, and a walkdown of each system considering personnel exposure, turbulent areas, and clusters of significant components. Interviews with plant operators,
maintenance personnel, and systems engineers are useful to identify unique unit specific problems to be considered in the selection process. For example, piping downstream of leaking valves or malfunctioning steam traps should be considered as part of the initial list. Engineering judgment in the selection of possible critical wall loss locations is usually based on an evaluation of the areas where there is a combination of poor water chemistry, significant ORP values, applicable fluid temperatures, greater turbulence, historical failures, and personnel exposure. Critical locations can then be prioritized for examinations as Levels 1, 2, and 3 based on an evaluation of the risk for each system. The selection of critical locations for a Phase 2 examination can be refined, based on the wall loss results from the initial examination. For each unique pipe geometry in a selected piping system, the specified diameter and NWT should be listed. The minimum wall thickness (MWT) provided to the pipe mill be should be estimated. In addition, the minimum required wall thickness should be estimated, based on the ASME Code calculated MWT, corrosion allowance, and expected examination uncertainty. This information can be used by the examination crew to immediately indicate areas of significant wall loss from a personnel safety point of view. Several computer programs can also assist in the selection of critical wall loss locations. EPRIs CHEC series of computer software [4 and 5] uses an empirically derived model that includes a best fit of their selected data. Another computer program, primarily used outside of the United States, is BRT-CICERO [6]. This software is based on an equation which includes the effects of alloy composition, porosity, temperature, soluble ferrous ion concentration at equilibrium,
-
APTECH TP176 3
soluble ferrous ion concentration in the bulk water, mass transfer coefficient, and diffusion through the oxide layer. Aptech Engineering Services, Inc. (APTECH) has developed a software program called FACEUP [7]. This software evaluates nondestructive examination data as an approach to provide a cost-effective selection of reexamination sites. Where multiple sets of data are available, the results are smoothed (reducing the inherent error in the data) to obtain clearer wear rate patterns. The improved wear rate patterns are then evaluated to determine future reexamination locations and intervals. This program also accounts for the NDE uncertainty and generates a useful, discriminatory measure to identify examination versus repair priorities. A correction method for single examination data is also included in this program. The resulting improvement in FAC rate prediction, although not as robust as the multiple examination method, provides a better engineering assessment with possible reductions in the examination requirements. EXAMINATION TECHNIQUES Electrical power generating plants have several piping systems and feedwater heaters susceptible to FAC and erosion-corrosion damage. These components are insulated to prevent heat loss. The insulation may be up to 102 mm (4-inches) thick and is usually protected by aluminum, galvanized steel, or stainless steel lagging. Wall thickness evaluations have historically been performed by removing the lagging and insulation and then performing an UTTH on the heater shell or piping. Wall thickness measurements are typically performed off-line using a 5-10 MHz frequency ultrasonic transducer placed on the outside surface of the shell. Under ideal conditions, the UTTH accuracy may possibly be as good as 0.1 mm (0.004 inch). The major limitation is the requirement for insulation removal and disposal, which is very expensive, especially for asbestos insulation,
and may be a limiting factor for inspection of many heater shells during a single scheduled outage. These UTTH evaluations may also require sufficient metal surface preparation to remove the mill scale and oxide layer. Furthermore, the extension of scheduled outages beyond 2 years places a minimum limit for reexamination intervals using the UTTH technique. If a grid system is used with UTTH readings occurring at grid intersection points, case histories have indicated that the lack of 100% scanning may miss narrow grooves that do not intersect the grid points. One of the greatest challenges to the power industry regarding FAC detection is how to perform an efficient examination for potential wall thinning without removing insulation. On-line radiography has been successful to a limited degree on pipes. Limitations include the need for a high energy source, restricted access areas, specialized equipment and experience, pipe thickness restrictions, semi-quantitative results, and inconsistent interpretations among inspectors. Tangential radiography techniques have been used to record wall thicknesses along a selected segment of a pipe. The on-line and tangential radiographic methodologies cannot be used to measure the shell thickness of feedwater heaters. Another approach for measuring wall thickness through insulation is PEC. Measurement of inner surface wall wastage using PEC was developed and patented [8] by the Atlantic Richfield Company (ARCO). Current ARCO PEC technology is called Transient Electromagnetic Probing (TEMP) [9]. Rntgen Technische Dienst bv (RTD) has licensed this technology from ARCO and has provided an improved technique as a service called INsulated COmponent TEST (RTD INCOTEST). Subsequently, RTD developed an optimized PEC system to detect and measure internal wall wastage typical of FAC damage, without removing insulation.
-
APTECH TP176 4
The system works by generating eddy currents on the surface of the feedwater heater shell or pipe by means of a pulsed DC magnetic field. Every time the magnetic field changes, eddy currents are generated in such a way that the magnetic field is opposed, according to the Law of Lenz. The pulser sends the pulse through the transmitter coil of the sensor, which creates the required magnetic field. After the eddy currents are generated, they diffuse from the outside surface to the inside surface of the shell or pipe. During this diffusion the eddy currents generate a magnetic field that is picked up by the receiving coil of the sensor. When a magnetic field line crosses a coil, voltage is induced. The receiving coil receives this voltage which is sent to the system hardware where the received signal is amplified. The system then compares the arrival time of the eddy currents in the test with the arrival times obtained from calibration samples, and then calculates the wall thickness. Wall thickness measurements are not affected by the insulation thickness or mesh reinforcement. The average remaining wall thickness of a pipe or feedwater heater shell is measured by monitoring the decay of an eddy current pulse within the material wall according to = t2, where is time, is magnetic permeability, is conductivity, and t is material thickness. Calibration tests are performed to determine the product of . The PEC software calculates the predicted wall thickness by comparing the transient echo time of certain signal features with the applicable calibration test results. The on-line measurements can be used to scan a component for significant wall wastage between scheduled shutdowns or to determine the rate of wall wastage at selected locations with reexaminations more frequent than scheduled outages. Improvements have been made to the earlier TEMP inspection and data acquisition system that increase the inspection rate, reliability, and overall
productivity. Cohn and de Raad [10] compared UTTH wall thickness measurements to INCOTEST measurements through insulation for three service-degraded elbows. de Raad [11] has provided additional information on the use of PEC as a screening tool for full-surface coverage detection of significant wall wastage. Where a thickness gradient (e.g., grooving) occurs in a footprint area, INCOTEST equipment may also be used to estimate the MWT within the interrogated area. The majority of APTECH projects have used a combination of PEC (for screening) and UTTH (for calibration and confirmation of results). In most cases, the PEC system was used for preliminary cost-effective screening. In some cases, the PEC system was used to provide comparisons to previous UTTH results. It has been found that as an on-line scanning tool, the PEC system can detect and measure significant wall loss with good accuracy to indicate locations requiring further evaluation. After critical locations of suspected wall loss are identified by PEC, UTTH and/or other methodologies can be used during the next scheduled outage for confirmation and more detailed quantification of results. PEC System Performance The PEC system can be used to measure wall thicknesses in the range of 2 mm to 65 mm (0.08 inch to 2.6 inches). In some instances, the PEC equipment has successfully measured greater than 95 mm (3.75-inch) wall through 102 mm (4-inches) of insulation. To minimize curvature effects, the pipe diameter should be greater than 50 mm (2.0 inches). The PEC system is designed to work in the temperature range of -100C to 500C (-148F to 930F). The maximum liftoff distance or insulation thickness is 200 mm (7.9 inches). For aluminum and stainless steel lagging with insulation thicknesses between 50 mm and 75 mm (2.0 to 3.0 inches), the threshold of maximum pipe thickness decreases from
-
APTECH TP176 5
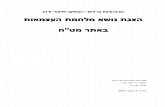
65 mm to 55 mm (2.6 inches to 2.2 inches), respectively. The PEC system has successfully measured through chicken wire and aluminum or stainless steel lagging. The PEC system has easily measured wall thicknesses through excessive corrosion and scale. After calibration, the AWT measurement accuracy is better than 5%, with a reproducibility of 2%. The complete cycle time between two measured points is usually between two and eight seconds. A large component such as a pipe connection (e.g., an inlet or drain line) within 150 mm (5.9 inches) of the coil may affect the measurement reliability, resulting in a considerable end-effect influence at short distances. Welds may have some influence on wall thickness measurements because of local differences in magnetic permeability of the weld metal and heat affected zones relative to the base material. The interrogation area, or probe footprint, is dependent on the lagging material and liftoff distance. A plot of interrogation diameter for aluminum lagging versus insulation thickness (liftoff distance) is illustrated in Figure 1 for one of the PEC probes. In this example, a component thickness of 6 mm to 24 mm (0.24 to 0.94 inch) with 64 mm (2.5 inches) of insulation and aluminum lagging would have a wall thickness measurement based on an average footprint diameter of about 97 mm (3.82 inches). A component with 51 mm (2.0 inches) of insulation and aluminum lagging would have a wall thickness measurement based on an average footprint diameter of 90 mm (3.54 inches). Considering thicker components, a component thickness of 35mm (1.38 inches) and 32 mm (1.25 inches) of insulation would have an interrogation average footprint of 98 mm (3.9 inches). The INCOTEST Defect Wall Thickness (DWT) algorithm is a tool used by the PEC operator to assist in further evaluating wall loss
detected by the AWT algorithm in the detection phase of the examination. This information provides an estimate of the local MWT and indicates a thickness gradient within the footprint (e.g., a significant local groove). If local wall loss is detected, the operator may evaluate the footprint signals with the DWT algorithm. The DWT evaluation provides the operator with a statistical distribution of the time of flight of the eddy currents. Footprint information is presented in a graph including the thickness and signal fractions. As an example, a footprint with an AWT of 85% may have no value for DWT if 95% to 100% of the eddy current times of flight are indicating 85% wall thickness as compared to the reference wall thickness. In other cases, a small area within the footprint may have some localized wall thickness much less than the AWT value. For example, the DWT algorithm may indicate that 50% of the received signals are at 70% of the reference wall thickness. It is possible for the AWT value to indicate an average wall loss of 15% if 50% of the interrogated area has 30% wall loss and the remainder has negligible wall loss. Operator interpretations in the DWT mode are very subjective and require substantial experience and special considerations prior to reporting the wall loss. The PEC equipment can be used for galvanized steel lagging up to 1.2 mm (0.047 inch) thick. For galvanized lagging and minimal insulation, the equipment can measure up to 30 mm (1.18 inches) of wall thickness. For galvanized lagging and 80 mm (3.15 inches) insulation, the equipment can measure up to 10 mm (0.36 inch) of wall thickness. When testing through galvanized lagging, the PEC equipment is limited to 300C (572F). Mark II System APTECH has been using the RTD-INCOTEST systems since 1997 and discussed some PEC
-
APTECH TP176 6
Mark I case studies in 2003 [12], in which PEC thickness measurements on feedwater heater shells were compared to UTTH thickness measurements. In mid-2006 APTECH received one of the first Mark II systems in North America. The Mark II system has many advantages over the Mark I system. System accuracy is provided in increments of 0.025mm (0.001-inch) instead of 1% increments of the reference wall thickness. For example, a 25 mm (1-inch) thick component would have Mark I reported thicknesses in 0.25 mm (0.01-inch) increments. The authors have found better correlations with the Mark II predicted thicknesses as compared to verified UTTH values. In addition, the liftoff distance has increased by as much as 30%. PEC System Strategies The PEC equipment is typically calibrated to a location having approximately the same NWT and material metallurgical characteristics as the remaining portion of the component to be examined. For welded components, separate reference points are selected in each region. Each reference point is selected as an area expected to be near the NWT, excluding areas that are likely to be manufactured thicker or worn thinner than the NWT. The calibration reference value can be determined by removing a plug of insulation and using UTTH to measure the average component wall thickness in the area. After the equipment has a stored calibration reference, absolute wall thickness values can be calculated from transient times measured at nearby locations. This subsequent process can be performed on-line and through pipe insulation. The PEC equipment can also be used to detect significant wall thickness variations. In such instances, the calibration location is selected at a site that is expected to have close to the design specified NWT. All other wall thickness measurements can be calculated
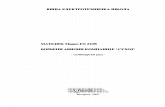
relative to this reference level set at 100%. One risk with using this approach is that, without a calibrated reference, it is not revealed whether the shell wall is uniformly thinner than the MWT. CASE HISTORY STUDIES Three case history examples are discussed in this paper. The first example is a PEC examination of a feedwater heater shell inside a nuclear power plant condenser. The second example is a PEC examination of an auxiliary steam line. The third example is a PEC examination of a small diameter superheater spray pipe. Example 1 Feedwater Heater Shell In October 2006, APTECH performed a PEC examination of eight sections of feedwater heater shells inside a nuclear power plant condenser. In one area, as discussed below, there was an indication of 24% wall loss as compared to the reference wall thickness. The outside of the shell was 6.4 mm (-inch) stainless steel plate with 25 mm (1-inch) carbon steel spacers retaining a uniform 1-inch gap between the plate and the feedwater heater shell. A photograph of the component and PEC grid labels is provided in Figure 2. The 152 mm (6 inch) grid included 14 axial bands with 25 circumferential locations. The axial grid lines are designated as Rows 1 through 14 and the circumferential grid lines are designated as Columns A through Y. The PEC off-line AWT measurements were taken at 314 locations around the steam pipe inlet nozzle to the shell. The resulting PEC AWT color-coded spreadsheet is shown in Table 1. The spreadsheet cells designated by Steam Inlet Nozzle AS 3 were inaccessible and within the pipe inlet boundary. Since the shell thickness readings adjacent to the pipe are significantly greater than several feet away, the PEC results
-
APTECH TP176 7
indicated a stiffening ring around the inlet connection. A reference thickness with an average shell thickness of 15.3 mm (0.604 inch) as measured by UTTH was at Location A11. There were 23 thickness measurements greater than 10% above the reference thickness. There were 27 thickness measurements from the reference thickness of 15.3 mm (0.604 inch) to 110% of the reference thickness. There were 78 thickness measurements from 94% to 100% of the reference thickness. There were 149 thickness measurements from 87.5% to 94% of the reference thickness. Thirty seven thickness measurements were below 87.5% of the reference thickness. The minimum PEC AWT value for the AS-3 examination was reported as 11.7 mm (0.460 inch). This indicated a 24% wall loss (average throughout the PEC footprint) at Location A11 relative to the reference AWT value. Example 2 Auxiliary Steam Line In this example, an auxiliary steam line was examined by PEC. PEC AWT readings were taken at 76 locations around the pipe, limited by the pipe stand, pipe intrados, and floor as shown in Figure 3. The 127 mm (5 inch) grid included 11 axial bands with 12 circumferential locations. The insulation thickness was about 76 mm (3 inches) and the pipe was specified as 356 mm (14-inch) outside diameter (OD) with a NWT of 9.5 mm (0.375 inch). The PEC AWT color-coded spreadsheet is shown in Table 2. The axial grid lines are designated as Rows 1 through 11 and the circumferential grid lines are designated as Columns A through L. Those cells designated by Pipe Stand, Intrados Limitations, and Floor were inaccessible.
The first reference thickness with an AWT value of 9.80 mm (0.386 inch) as measured by UTTH was at Location C2. This reference thickness value was applied to the upstream pipe, Rows 1 through 4. The second reference thickness with an AWT of 10.3 mm (0.406 inch) as measured by UTTH was at Location B7. This reference thickness was applied to the 90 elbow, Rows 5 through 11. There was 1 thickness measurement greater than 10% above the two reference thicknesses. There were 15 thickness measurements from 100% to 110% of the two reference thicknesses. There were 19 thickness measurements from 96.3% to 100% of the reference thicknesses. There were 16 thickness measurements from 87.5% to 96.3% of the reference thicknesses. Twenty five thickness measurements were below 87.5% of the reference thicknesses. The PEC minimum AWT value for this auxiliary steam pipe examination was reported as 4.5 mm (0.176 inch). This indicated a 54% wall loss (average throughout the PEC footprint) at Location B3 relative to the reference wall thickness and a 47% wall loss relative to the specified NWT. The evaluation of the PEC DWT algorithm indicated that the estimated MWT by the INCOTEST process at Location B3 was 3.7 mm (0.147 inch) for this pipe. This indicated an estimated local wall loss of 62% relative to the reference thickness (61% relative to the specified NWT) at Location C2. As a scanning tool, the online PEC results revealed a small area of substantial wall loss. A 460 mm (18-inch) square of insulation was removed in this area and the thickness was measured online for verification by UTTH. The minimum UTTH measurement value was 2.7 mm (0.106) inch, which verified substantial wall loss (72%) as compared to the specified NWT.
-
APTECH TP176 8
Example 3 Superheater Spray Pipe In this example, a superheater spray pipe was examined by PEC. PEC AWT readings were taken at 46 locations around the pipe, limited by a tee, drain line, and a pipe stand support as shown in Figure 4. The 76 mm (3 inch) grid included 13 axial bands with 4 circumferential locations. In this case, there was no insulation on the pipe, so a small 51 mm (2-inch) RTD-INCOTEST contact probe was used. The tee was specified as 89 mm (3.5-inch) OD with an NWT of 11.1 mm (0.437 inch). The reducers were 3-inch by 2-inch, with the 2-inch OD having an NWT of 8.7 mm (0.343 inch). The PEC AWT color-coded spreadsheet is shown in Table 3. The axial grid lines are designated as Rows 1 through 13 and the circumferential grid lines are designated as Columns A through D. Those cells designated by Tee, Drain Line, and Pipe Stand Support were inaccessible. The first reference thickness with an AWT value of 12.2 mm (0.480 inch) as measured by UTTH was at Location A3. This reference thickness value was applied to the tee and two reducers, Rows 1 through 9. The second reference thickness with an AWT of 10.4 mm (0.409 inch) as measured by UTTH was at Location C11. This reference thickness was applied to the vertical portion of the tee, Rows 10 through 13. There were seven thickness measurements greater than 10% above the two reference thicknesses. There were 13 thickness measurements from 100% to 110% of the two reference thicknesses. There were 11 thickness measurements from 96.3% to 100% of the reference thicknesses. There were 10 thickness measurements from 87.5% to 96.3% of the reference thicknesses. Five thickness measurements were below 87.5% of the reference thicknesses.
The PEC minimum AWT value for this superheater spray pipe examination was reported as 8.61 mm (0.339 inch). This indicated a 22% wall loss (average throughout the PEC footprint) at Location D9 relative to the specified NWT for the 2-inch pipe. The spreadsheet of DWT values for the superheater spray pipe is provided in Table 4. The evaluation of the PEC DWT algorithm indicated that the estimated MWT by the INCOTEST process at Location D9 was 0.209 inch (5.31 mm) for this pipe. This indicated a local wall loss of 39% relative to the specified NWT for the 2-inch pipe. The subsequent UTTH measurement was 5.23 mm (0.206-inch) thickness, indicating 40% local wall loss compared to the specified NWT value. At Locations D8 and D9, the DWT thickness measurements revealed values slightly below the manufacturers MWT values and slightly above the ASME B31.1 Code MWT requirements (Equation 3) [13]. This component was replaced during the scheduled outage. CONCLUSIONS APTECH has been using the RTD-INCOTEST PEC system since 1997 and has performed more than 200 power plant projects to measure wall loss with this equipment. Where areas of substantial wall loss (at least 15%) have been revealed by PEC, the locations and significance of wall loss were accurate. In areas of grooving (localized steep gradients), the degree of wall loss was underestimated in the PEC AWT thickness measurements. The optimized PEC signals evaluated with the Defect Algorithm methodology were closer estimates to the scanning UT maximum wall loss values. If significant wall loss is indicated (more than 12%), it is recommended that the PEC results be confirmed and evaluated in greater detail with other applicable techniques such as scanning 100% of the area with UTTH.
-
APTECH TP176 9
Where no significant wall loss occurs, measurements between the two techniques have shown good correlation. The PEC technique is a good screening tool to identify areas of significant or insignificant wall loss, but the detailed severity of substantial wall loss should be evaluated in greater detail by at least scanning UTTH. With proper interpretation of signals, the Mark II system has provided good correlations with UTTH values. REFERENCES [1] Chexal, B., and J. S. Horowitz, 1992,
Chexal-Horowitz Model for Flow-Accelerated Corrosion in CHECWORKS, 20th Water Reactor Safety Meeting, Bethesda, Maryland.
[2] White, G. A., D. J. Gross, and T. M. Cullen, 1996, Cost-Effective Monitoring of Flow Assisted Corrosion at Fossil Power Plants, EPRI Fossil Plant Maintenance Conference, Baltimore, Maryland.
[3] Chexal, B., et. al., 1998, Flow-Accelerated Corrosion in Power Plants, EPRI TR 106611 -R1.
[4] EPRI, 1996, CHECUP, a CHECWORKS Application for FAC Evaluation of Fossil Power Plants User Guide,TR-107066
[5] EPRI, 1997, CHECWORKS Computer Program Users Guide, TR-103198-P1.
[6] Bouchacourt, M., et al., 1998, Analysis of 10 Years Feedback Concerning the FAC Phenomenon at EdF, and Maintenance Optimization by Means of BRT-Cicero Code, French Nuclear Energy Society International Symposium, Fontevraud IV, Fontevraud, France.
[7] Garud, Y.S., Cohn, M. J., and de Raad, J. A., 1999 Recent Developments in Measurement and Evaluation of FAC Damage in Power Plants, Corrosion/99, San Antonio, Texas, Paper 353.
[8] Lara, P. F., 1989, Transient Electromagnetic Method for Detecting Corrosion of Conductive Containers
Having Variations in Jacket Thickness, United States Patent 4,843,319.
[9] Lara, P. F., 1991, TEMP An Innovative System to Measure the Wall Thickness of Pipes, Tanks, and Vessels Through Insulation, American Society for Nondestructive Testing, Fall Conference, p. 157.
[10] Cohn, M., and J. A. de Raad, 1997, Nonintrusive Inspection for Flow-Accelerated Corrosion Detection, ASME 1997 PVP-Vol. 359, Fitness for Adverse Environments in Petroleum and Power Equipment, pp. 185-192.
[11] de Raad, J. A., 1998, PEC (Pulsed Eddy Current) and MFL (Magnetic Flux Leakage) for NDT Applications, International Pipeline Conference, Calgary, Alberta, Canada.
[12] Cohn, M. J., and Norton, J. W., 2003, Case Studies of Pulsed Eddy Current to Measure Wall Loss in Feedwater Heater Shells, Design and Analysis Methods and Fitness for Service Evaluations for Pressure Vessels and Components, ASME PVP-Vol. 459, pp. 53-62.
[13] ASME, 2007, ASME B31.1-2007 Edition, Power Piping, ASME Code for Pressure Piping, B31, An American National Standard, The American Society of Mechanical Engineers, New York, NY.
-
APTECH TP176 10
Table 1
PEC Results for a Feedwater Heater
72 66 60 54 48 42 36 30 24 18 12 6 C/L 6 12 18 24 30 36 42 48 54 60 66 72
A B C D E F G H I J K L M N O P Q R S T U V W X Y
0
1 0.555 0.567 0.560 0.569 0.546 0.532 0.538 0.539 0.535 0.536 0.541 0.548 0.541 0.546 0.556 0.543 0.539 0.545 0.538 0.533 0.541 0.559 0.557 0.581 0.555
2 0.595 0.592 0.590 0.576 0.566 0.520 0.516 0.503 0.516 0.532 0.530 0.548 0.658 0.661 0.547 0.544 0.532 0.518 0.537 0.544 0.554 0.566 0.584 0.593 0.587
3 0.595 0.596 0.585 0.569 0.566 0.528 0.523 0.534 0.528 0.555 0.791 0.786 0.776 0.768 0.775 0.551 0.514 0.531 0.523 0.538 0.551 0.558 0.595 0.596 0.570
4 0.564 0.581 0.577 0.565 0.569 0.536 0.546 0.547 0.559 0.778 0.759 0.526 0.536 0.526 0.543 0.561 0.560 0.592 0.592 0.556
5 0.523 0.547 0.541 0.532 0.548 0.490 0.527 0.517 0.730 0.796 0.780 0.506 0.513 0.520 0.528 0.544 0.543 0.571 0.546 0.537
6 0.552 0.542 0.534 0.513 0.512 0.460 0.510 0.504 0.757 0.785 0.762 0.497 0.506 0.470 0.533 0.514 0.541 0.540 0.555 0.535
7 0.567 0.552 0.562 0.557 0.525 0.497 0.539 0.528 0.728 0.774 0.770 0.514 0.536 0.516 0.527 0.535 0.539 0.554 0.556 0.555
8 0.581 0.592 0.589 0.561 0.540 0.532 0.565 0.555 0.580 0.756 0.737 0.548 0.564 0.557 0.552 0.588 0.594 0.573 0.583 0.578
9 0.612 0.590 0.571 0.566 0.549 0.535 0.561 0.570 0.583 0.577 0.587 0.771 0.776 0.787 0.771 0.591 0.575 0.580 0.553 0.563 0.583 0.597 0.594 0.597 0.590
10 0.596 0.588 0.589 0.567 0.550 0.535 0.567 0.556 0.584 0.582 0.579 0.577 0.617 0.689 0.585 0.594 0.586 0.594 0.577 0.579 0.595 0.606 0.600 0.612 0.598
11 0.604RAS3 0.609 0.598 0.581 0.547 0.538 0.569 0.573 0.591 0.611 0.609 0.595 0.592 0.588 0.602 0.597 0.591 0.588 0.581 0.592 0.603 0.609 0.613 0.599
12 0.572 0.593 0.602 0.577 0.633 0.532 0.562 0.555 0.600 0.610 0.612 0.594 0.579 0.600 0.592 0.569 0.578 0.583 0.579 0.595 0.611 0.607 0.593
13 0.593 0.594 0.596 0.560 0.610 0.525 0.590 0.552 0.599 0.611 0.610 0.586 0.587 0.564 0.643 0.607 0.569 0.590 0.613 0.609 0.601
14 0.594 0.611 0.603 0.573 0.545 0.519 0.555 0.562 0.593 0.618 0.615 0.600 0.584 0.579 0.576 0.573 0.585 0.590 0.574 0.607 0.594
37 LT .529 Average Reading: 0.58 inch
149 GE .529 to LT .5818 Total Count: 314
78 GE .5818 to LT .6045 Minimum Value: 0.460 inch
27 GE .6045 to LT .665 Reference Thickness: 0.605 inch
23 GT .665 Reference Thk * 0.875: 0.529 inch
Reference Thk * 1.1: 0.665 inch
All Values Expressed in INCHES
RAS-3 = REFERENCE LOCATION @ A11 MEASURED 0.604-INCH AWT BY NPPD NDE PERSONNEL
GRID = 14 AXIAL ROWS EVERY 6" X 25 COLUMNS EVENLY SPACED EVERY 6" AROUND THE CIRCUMFERENCE
COLUMN A IS 72-INCHES FROM TOP CENTERLINE ON THE NORTH SIDE OF THE FEEDWATER HEATER; COLUMNS ENCIRCLE THE CIRCUMFERENCE OF THE PIPE 360
COLUMN M IS TOP CENTERLINE ON THE FEEDWATER HEATER
ROW 1 STARTS 3-INCHES DOWNSTREAM OF SUPPORT RING & 30-INCHES UPSTREAM OF THE NOZZLE CENTERLINE (ROW 6 IS ALIGNED WITH THE NOZZLE C/L AXIALLY).
LOWEST AVERAGE WALL THICKNESS READING(S) = 0.460-INCH (76.1% OF REFERENCE) @ LOCATION F6
PIPING OBSTRUCTION
Row/Col
STIFFENER (SUPPORT) RING INTERFERENCE
STEAM INLET NOZZLE AS-3
-
APTECH TP176 11
Table 2
PEC Results for Auxiliary Steam Line
BOILER PIPING, AUXILIARY STEAM: LOCATION 2-AS-6A (90 ELBOW) DEFECT MODE
ROW/COL A B C D E F G H I J K L (ASSUMPTIONS)
1 TEE TEE
2 0.378 0.374 0.386-RUSP 0.378 0.367 0.417 0.510 0.409 0.390
3 VALVE 0.176 0.256 0.256 0.256 0.359 0.390 0.351 0.212UPSTREAM PIPE
4 0.272 0.244 0.223 0.248 0.244
PIPE STAND
0.284 0.317 0.349 0.288 WELD INFLUENCE
5 0.398 0.398 0.280 0.288 0.280 0.378 0.410 0.398
6 0.402 0.418 0.410 0.304 0.365 0.394 0.410 0.398
7 0.414 0.406-R90 0.394 0.394 0.398 0.394 0.402 0.406
8 0.382 0.394 0.398 0.398 0.382 0.398 0.414 0.402
9 0.341 0.374 0.390 0.365 0.386
INTRADOS LIMITATIONS
0.406 0.410 0.357
10 0.304 0.374 0.365 0.317 0.386 0.333
11 0.309 0.345 0.329 FLOOR
0.349
90 ELBOW
25 < 87.5% of ref thickness Rows Ref Min Avg 76 readings 16 >= 87.5 to 96.25% 1 to 4 0.386 0.176 0.321
19 >= 96.25 to 100% 5 to 11 0.406 0.280 0.375
15 >= 100 to 110%
1 >= 110% All Values Expressed in INCHES R U/S PIPE = REFERENCE LOCATION @ C2 MEASURED 0.386-INCH AVERAGE WALL THICKNESS BY UT (ROWS 2-4) R 90 ELBOW = REFERENCE LOCATION @ B7 MEASURED 0.406-INCH AVERAGE WALL THICKNESS BY UT (ROWS 5-11) PIPE SPECIFICATIONS: 14-INCH OD X 0.375-INCH NOMINAL WALL THICKNESS GRID = 11 AXIAL ROWS EVERY 6" X 12 COLUMNS EVENLY SPACED EVERY 30 DEGREES AROUND THE CIRCUMFERENCE (~ 5-INCH SPACING) ROW 1 IS 24-INCHES UPSTREAM FROM THE UPSTREAM ELBOW-TO-PIPE GIRTH WELD; COLUMN A IS ON THE EXTRADOS OF THE PIPE LOWEST AVERAGE WALL THICKNESS READING(S) = MEASURED 0.176-INCH (46.9% OF NOMINAL) AT LOCATION B3 LOWEST MINIMUM WALL THICKNESS READING(S) = MEASURED 0.147-INCH (39.2% OF NOMINAL) AT LOCATION B3 (63% SIGNAL FRACTION)
-
APTECH TP176 12
Table 3
PEC Results for Superheater Spray Pipe AWT Mode
Col/Row A B C D
1 0.407 0.398 0.421 0.424 2 0.451 0.474 0.450 0.476 3 0.480R1 0.464 0.469 0.461
Reducer 2x3 inch
4 T 0.570 0.534 0.544
5 T 0.560 D 0.601 6 T 0.592 0.509 0.509 7 0.465 0.458 0.457 0.477
Horizontal of 3 inch Tee
8 0.449 0.480 S 0.421
9 0.358 0.358 S 0.339 Reducer 2x3
inch
10 0.430 0.406 0.397 0.404
11 0.438 0.415 0.409R2 0.409 12 0.455 0.426 0.408 0.396 13 0.435 0.429 0.411 0.393
Vertical of 3 inch Tee
5 < 87.5% of ref thickness Rows Ref Min Avg 46 readings 10 >= 87.5 to 96.25% 1 to 9 0.480 0.338 0.469 11 >= 96.25 to 100% 10 to 13 0.409 0.393 0.416 13 >= 100 to 110% 7 >= 110%
SPECIFICATIONS: TEE 3.50-INCH OD X 0.437-INCH NWT, MANUF MWT=0.382", 0.268-INCH CODE MIN. SPECIFICATIONS: (2 EA.) 2" X 3" REDUCERS" 2.375-INCH OD X 0.343-INCH NWT, MANUF MWT=0.300", 0.182" CODE MIN. ROW 1 @ 8" U/S THE TEE COL A ON TOP /NORTH T = TEE GEOMETRY D = DRAIN LINE S = PIPE STAND HANGER R1 = ROWS 1-9 R2 = ROWS 10-13
-
APTECH TP176 13
Table 4
PEC Results for Superheater Spray Pipe DWT Mode
Col/Row A B C D
1 0.312 0.316 0.302 0.324 2 0.451 0.474 0.450 0.476 3 0.480R1 0.464 0.469 0.461
Reducer 2x3 inch
4 T 0.570 0.534 0.544
5 T 0.560 D 0.601 6 T 0.592 0.509 0.509 7 0.465 0.458 0.457 0.477
Horizontal of 3 inch Tee
8 0.449 0.480 S 0.272 9 0.256 0.266 S 0.209
Reducer 2x3 inch
10 0.430 0.406 0.397 0.404
11 0.438 0.415 0.409R2 0.409 12 0.455 0.426 0.408 0.396 13 0.435 0.429 0.411 0.393
Vertical of 3 inch Tee
8 < 87.5% of ref thickness Rows Ref Min Avg 46 readings 7 >= 87.5 to 96.25% 1 to 9 0.480 0.209 0.440
11 >= 96.25 to 100% 10 to
13 0.409 0.393 0.416 13 >= 100 to 110%
7 >= 110%
SPECIFICATIONS: TEE 3.50-INCH OD X 0.437-INCH NWT, MANUF MWT=0.382", 0.268-INCH CODE MIN. SPECIFICATIONS: (2 EA.) 2" X 3" REDUCERS" 2.375-INCH OD X 0.343-INCH NWT, MANUF MWT=0.300", 0.182" CODE MIN. ROW 1 @ 8" U/S THE TEE COL A ON TOP /NORTH T = TEE GEOMETRY D = DRAIN LINE S = PIPE STAND HANGER R1 = ROWS 1-9 R2 = ROWS 10-13 At grid Locations D8 and D9, the measured defect mode values are slightly below the manufacturer's MWT values. At grid Locations D8 and D9, the measured defect mode values are slightly above the code MWT values.
-
APTECH TP176 14
Figure 1 PEC Footprint Diameter vs. Insulation and Component Thickness.
Figure 2 Feedwater Heater Shell and PEC Grid Labels.
-
APTECH TP176 15
Figure 3 Auxiliary Steam Line and PEC Grid Labels.
Figure 4 Superheater Spray Pipe and PEC Grid Labels.
-
Business Units:
Power Generation Services
Nuclear Power Services
Petrochemical Oil & Gas
Forensic Engineering
Industrial Engineering
601 West California Avenue Sunnyvale, CA 94086-4831
408.745.7000 Fax 408.734.0445 www.aptecheng.com
Mailing: PO Box 3440
Sunnyvale, CA 94088-3440
16100 Cairnway Drive, Suite 310 Houston, TX 77084-3597
Phone: 832.593.0550 Fax: 832.593.0551
Toll Free: 800.568.3201 www.aptechtexas.com
APTECH
139, 11215 Jasper Avenue Edmonton, Alberta T5K 0L5
Canada Phone: 780.669.2869
Fax: 780.669.2509 www.aptechtexas.com
Offices: Headquarters: