Title Investigation of natural adhesive composed of tannin...
101
Title Investigation of natural adhesive composed of tannin and sucrose for particleboard( Dissertation_全文 ) Author(s) Zhao, Zhongyuan Citation Kyoto University (京都大学) Issue Date 2016-03-23 URL https://doi.org/10.14989/doctor.k19776 Right Type Thesis or Dissertation Textversion ETD Kyoto University
-
Upload
nguyenkhanh -
Category
Documents
-
view
216 -
download
1
Transcript of Title Investigation of natural adhesive composed of tannin...
Title Investigation of natural adhesive composed of tannin andsucrose for particleboard( Dissertation_全文 )
Author(s) Zhao, Zhongyuan
Citation Kyoto University (京都大学)
Issue Date 2016-03-23
URL https://doi.org/10.14989/doctor.k19776
Right
Type Thesis or Dissertation
Textversion ETD
Kyoto University
Investigation of natural adhesive composed of tannin
and sucrose for particleboard
2016
Zhao Zhongyuan
Ⅰ
Contents
Chapter 1 General Introduction ----------------------------------------------- 1
1.1 Development of synthetic resins on the wood-based materials ------------------------1
1.2 Development of natural adhesives on wood-based materials----------------- 5
1.2.1 Tannin based adhesives-------------------------------------------------------- 5
1.2.2 Protein based adhesives ------------------------------------------------------- 9
1.2.3 Polysaccharide based adhesives ----------------------------------------------10
1.2.4 Lignin based adhesives ------------------------------------------------------ 12
1.3 Objectives----------------------------------------------------------------------- 13
1.4 References ---------------------------------------------------------------------- 14
Chapter 2-------------------------------------------------------------------------- 20
Effects of pre-drying treatment, mixture ratio and resin content on
physical properties of the particleboard bonded by tannin and sucrose
2.1 Introduction ---------------------------------------------------------------------20
2.2 Exploratory experiments---------------------------------------------------------21
2.2.1 Materials and Methods--------------------------------------------------------21
2.2.1.1Materials-------------------------------------------------------------------21
2.2.1.2 Manufacture of the particleboards-----------------------------------------22
2.2.1.3 Evaluation of board properties---------------------------------------------23
2.2.1.4 Fourier transform infrared spectroscopy (FT-IR) --------------------------24
2.2.1 Results and discussion--------------------------------------------------------24
Ⅱ
2.2.2.1 Effects of tannin/sucrose mixture ratio without drying treatment before
hot-pressing ---------------------------------------------------------------24
2.2.2.2 Effects of tannin/sucrose mixture ratio with drying treatment before
hot-pressing ---------------------------------------------------------------27
2.2.2.3 Effects of resin content ----------------------------------------------------32
2.2.2.4 Curing mechanism---------------------------------------------------------36
2.3 Summary-------------------------------------------------------------------------38
2.4 Reference------------------------------------------------------------------------38
Chapter 3---------------------------------------------------------------------------42
Effects of pressing temperature and time on particleboard properties,
and characterization of tannin-sucrose adhesive
3.1 Introduction----------------------------------------------------------------------42
3.2 Effects of hot pressing temperature and time on board properties ----------------43
3.2.1 Materials and Methods--------------------------------------------------------43
3.2.1.1 Materials------------------------------------------------------------------ 43
3.2.1.2 Manufacture of the particleboards ---------------------------------------- 43
3.2.1.3 Evaluation of board properties-------------------------------------------- 44
3.2.2 Results and discussion ------------------------------------------------------- 45
3.2.2.1 Effects of hot pressing temperature --------------------------------------- 45
3.2.2.2 Effects of hot pressing time------------------------------------------------51
3.3 Characterization of tannin and sucrose adhesive---------------------------------57
3.3.1 Materials and Methods------------------------------------------------------- 57
3.3.1.1 Materials------------------------------------------------------------------ 57
3.3.1.2 Thermal analysis---------------------------------------------------------- 57
Ⅲ
3.3.1.3 Insoluble matter and FT-IR ----------------------------------------------- 57
3.3.2 Results and Discussion------------------------------------------------------- 58
3.3.2.1 Thermal analysis ------------------------------------------------------- 58
3.3.2.2 Insoluble matter and FT-IR--------------------------------------------- 60
3.4 Summary------------------------------------------------------------------------ 64
3.5 Reference ----------------------------------------------------------------------- 64
Chapter 4-------------------------------------------------------------------------- 67
Effects of addition of citric acid on physical properties of particleboard
using tannin-sucrose adhesive
4.1 Introduction--------------------------------------------------------------------- 67
4.2 Effects of the addition of citric acid on thermal and chemical properties of
tannin-sucrose adhesive-------------------------------------------------------- 68
4.2.1 Materials and Methods------------------------------------------------------- 68
4.2.1.1 Materials------------------------------------------------------------------ 68
4.2.1.2 pH adjustment of adhesive solution by adding citric acid ----------------- 68
4.2.1.3 Thermal analysis---------------------------------------------------------- 69
4.2.1.4 Insoluble matter and FT-IR ----------------------------------------------- 70
4.2.4 Results and discussion ------------------------------------------------------- 70
4.2.2.1 Thermal analysis---------------------------------------------------------- 70
4.2.2.2 Insoluble matter----------------------------------------------------------- 73
4.2.2.3 FT-IR --------------------------------------------------------------------- 75
4.3 Effects of the addition of citric acid on the properties of the particleboard------- 78
4.3.1 Materials and Methods------------------------------------------------------- 78
Ⅳ
4.3.1.1 Materials------------------------------------------------------------------ 78
4.3.1.2 Manufacture of the particleboard ----------------------------------------- 78
4.3.1.3 Evaluation of the board properties ---------------------------------------- 79
4.3.2 Results and Discussion------------------------------------------------------- 80
4.3.2.1 Bending properties ----------------------------------------------------- 80
4.3.2.2 IB properties ----------------------------------------------------------- 82
4.3.2.3 Water resistance properties--------------------------------------------- 84
4.4 Summary ----------------------------------------------------------------------- 87
4.5 Reference ----------------------------------------------------------------------- 88
Conclusion ------------------------------------------------------------------------ 91
Acknowledgments --------------------------------------------------------------- 95
1
Chapter1
General Introduction
1.1 Development of synthetic resins on the wood-based
materials
Wood-based materials are generally used in housing construction and furniture
manufacture, and they are frequently present in living environments (Sellers, 2000;
Zheng et al., 2007). In the wood industry, wood adhesives are necessary to obtain
satisfactory physical properties of the wood-based materials. Usually, the synthetic
resins are used during the manufacture of the wood-based materials, such as
formaldehyde-based, polyvinyl acetate (PVAc), isocyanate based resin and so on.
These synthetic resins are mostly based on the chemical substances which derived
from fossil resources; however, it is believed that the use of the current wood
adhesives will be unavoidably restricted in the future due to decreases in the reserves
of fossil resources.
In addition, the most of the wood-based materials bonded by these synthetic
resins release amount of volatile organic compounds (VOCs) (Edmone, 2006; Kim et
al., 2006). Many wood-based materials were bonded by formaldehyde based resins,
which emitted formaldehyde vapor and lead to consumer dissatisfaction and health
related complaints. The emission of formaldehyde have caused various symptoms, the
most common of which are irritation in the eyes and the upper respiratory tract (Kim
and Kim, 2004, 2005; Edmone, 2006; Kelly et al., 1999). When the human body is
exposed to formaldehyde in high doses there is a risk of serious poisoning, and
prolonged exposure can lead to chronic toxicity and even cancer (IARC, 2006; Tang
et al., 2009).
2
Recently, as decreasing of the fossil resources and the increasing of
environmental awareness from public, the current development of the synthetic resin
focuses on the replacing the chemical substances derived from fossil resources with
non-fossil resources and reducing of harmful substances emission from the resins. The
development of synthetic resins on wood-based materials is reviewed as follows.
Urea-formaldehyde (UF) resin is still the most commonly wood adhesives in the
manufacture of wood-based materials; it is produced in amounts exceeding 5million
metric tons annually in the world (Maminski et al., 2007). UF resins have advantages
of high reactivity, fast curing, water solubility, and low price. However, the cured UF
resins have poor water resistance and emit formaldehyde, which have stimulated lots
of researches on the development of UF resins. The recent research about UF resin
focused on addition of the substances derived from non-fossil resources to improve
the mechanical properties of the wood-based materials and reducing the using of the
toxic substances derived from fossil resources. Boran et al. modified the
urea-formaldehyde resin by adding amine compounds, and manufactured the medium
density fiberboard (MDF). This research used the resin with 1:1.17 molar ratio of
formaldehyde to urea, and 2% ammonium chloride (NH4Cl) was added as a hardener.
Amine solution was added with different ratio, and the effects on the mechanical
properties of MDF were investigated. The results showed that MOR of the MDF
bonded by 16 wt% UF resin added 0.8 wt% ethylanmine, propylamine, methylamine,
and cyclopentylamine solution increased 2.08, 16.07, 7.04, and 7.85%, respectively. It
was also determined that the IB values of the MDF increased 40.91% by adding 0.8
wt% propylamine in 16 wt% UF resin. The water resistance of the MDF improved
slightly after adding amine compounds in the UF resin. In addition, the formaldehyde
emission of MDF panels decreased 16.5% by using a 16 wt% of UF resin and 0.8 wt%
of urea and ethylamine solution. (Boran et al., 2011). Younsei-Kordkheili et al.
incorporated the glyoxalated soda bagasse lignin into the urea formaldehyde resin to
improve the mechanical properties and water resistance of the plywood. The results
stated that when the plywood manufactured at 120℃ with 1MPa pressure for 10min
conditions, it is possible to partially (10-20 mass%) replace urea in the UF resin by
3
glyoxalated soda bagasse lignin without reducing the physical and mechanical
properties of the UF resin. The maximum shear strength was 1.78MPa at 65% wood
failure percentage, which obtained from the plywood bonded by UF resin mixed with
10 mass% glyoxalated lignin. The lowest water absorption was 28% obtained from
the plywood bonded by UF resin modified by 20 mass% glyoxalated lignin, which
lower than the plywood bonded by UF resin only (48%). Zhang et al. used the
nanocrystalline cellulose (NCC) modified the UF resin to increase the bonding
strength and reduce the formaldehyde emission. Due to the lack of compatibility with
UF resin, the surface of NCC was modified by 3-aminpropyltriethoxysilane (APTES)
and 3-methacryloxypropyltrimethoxysilane (MPS). As a result, the bonding strength
of the plywood bonded with UF resin with NCC modified by APTES showed a 23.6%
improvement, and the formaldehyde emission of the board boned by UF resin with
1.5% NCC decreased by 53.2% (Zhang et al., 2011).
Phenol-formaldehyde (PF) resin is widely used due to its high water resistance,
which makes it suitable for exterior applications (Danielson and Simonson, 1998;
Oilvares et al., 1988; Khan et al., 2004). However, the rapidly decreasing of fossil
resources will be a restriction on the applications of PF resin. Therefore, in the current
development of PF resin, phenol are usually be replaced by lignin or tannin based on
the structural similarity. Qiao et al. added the enzymatic hydrolysis lignin (EHL) to
replace phenol for preparing the PF resin. The results showed that the EHL could
substitute 60wt% phenol, and the adhesive strength did not deteriorate (Qiao et al.,
2015). Tabarsa et al. used tannin to modify the PF resin and manufacture the
particleboard. The optimal weight ratio of tannin was 10wt%, hot pressing
temperature is 180℃, and the hot pressing time is 12min. When the particleboard
manufactured at optimal conditions, the physical properties equal to or better than the
board bonded by the pure PF resin. Therefore, it is possible to replace parts of the
phenol in the PF resin by tannin (Tabarsa et al., 2011). Zhang et al. modified the
phenol-formaldehyde resin by adding lignocellulosic ethanol residue. The optimized
conditions for preparation lignocellulosic ethanol residue-phenol-formaldehyde resin
were phenol substitution at 50 wt%, F/P molar ratio at 3/0 and catalyst concentration
4
at 20%. The mechanical properties of the plywood bonded by the modified PF resin
satisfied the Chinese national standard (GB/T 9846.3-2004). Furthermore, the
formaldehyde emission of the plywood was 0.1 mg/L, which was lower than the
board manufactured by the pure PF resin (Zhang et al. 2013).
Melamine-urea-formaldehyde (MUF) resin is also widely used in the wood
industry. The benefit of the MUF resin is the acquired improved resistance to
humidity (Amirou et al., 2015). In case of the current research of MUF resin, the
researchers carried out the experiments on the addition of natural substance to replace
part of the chemical substances derived from fossil resources. Kunaver et al. studied
the possibility to partially replace MUF by liquefied wood to manufacture the wood
panels. The research concluded that, it would be possible to replace up to 50 wt% of
the MUF resin by liquefied wood to manufacture the particleboard (Kunaver et al.,
2010). Zhou et al. modified the MUF resin by Na+-montmorillonite (Na-MMT) and
organic modified-montmorillonite (O-MMT) nanoclay to improve the mechanical
properties of the particleboard. The results showed that, small percentages of
Na-MMT and O-MMT improved the internal bond strength of the particleboard both
under dry and wet conditions. The increase in water resistance of the MUF-bonded
panel was particularly noticeable. Furthermore, the addition of Na-MMT was shown
to increase considerably the resistance of the MUF resin to abrasion, which was
important from a wood surface finish point of view (Zhou et al. 2012).
Besides the formaldehyde-based resin, other kinds of the synthetic resins also
have been developed focused on the replacing the chemical substances derived from
fossil resources by natural substances. Fiorelli et al. develop the castor oil-based
polyurethane adhesive for the manufacture of particleboards. The research aimed at
demonstrating the feasibility of producing panels made of coconut fiber particles with
fiber lengths of 7mm and 2 different densities (0.8 and 1.0 g/cm3) and evaluating the
efficiency of producing boards with castor oil polyurethane adhesive compared with
panel made with UF resin. As a result, the bending property and water resistance of
the particleboard bonded by the castor oil-based polyurethane adhesive higher than
the board bonded by UF resin (Fiorlli et al., 1992). Kaboorani and Riedl added used
5
two types of the hydrophilic nano-clay mixed with PVAc at different ratios (1%, 2%
and 4%), and the results showed that the shear strength of wood joints increased in all
states by adding nano-clay to PVAc. In addition, the addition of nano-clay also
improved the thermal stability of PVAc resin (Kaboorani and Riedl, 2011).
The current development of synthetic resin in wood industry showed that, under
the pressure of decreasing of fossil resources and the requirement of human health,
the research about synthetic resin focus on the modification or partly replace by the
natural substances, which could reduce the utilization of fossil resources.
1.2 Development of natural adhesives on the wood-based
materials
Wood adhesives derived from natural substances have been a topic of
considerable interest for many years. This interest, already present in the 1940s,
became more intense with the first oil crisis in the early 1970s but subsided as the cost
of oil decreased (Pizzi, 2006). Recently, as the sustained decreasing of the fossil
resources and the increasing of environmental awareness from public, the researchers
turned to the development of natural adhesives, such as tannin-based, protein-based,
polysaccharide-based and lignin-based adhesives. However, the mechanical properties
and water resistance of the wood-based materials bonded by these natural substances
could not satisfied the requirement of the standards, therefore, in the current
development of the natural adhesives, some modification treatments or the addition of
the chemical substance were needed.
1.2.1 Tannin based adhesives
Tannin contains two kinds of the phenolic chemical compounds, hydrolyzable
tannin and condensed tannin. Hydrolyzable tannin is mixtures of simple phenols,
6
which with low nucleophilicity and low level of phenol substitution (Pizzi, 2006).
Therefore, the hydrolysable tannin is hardly to be used as adhesive.
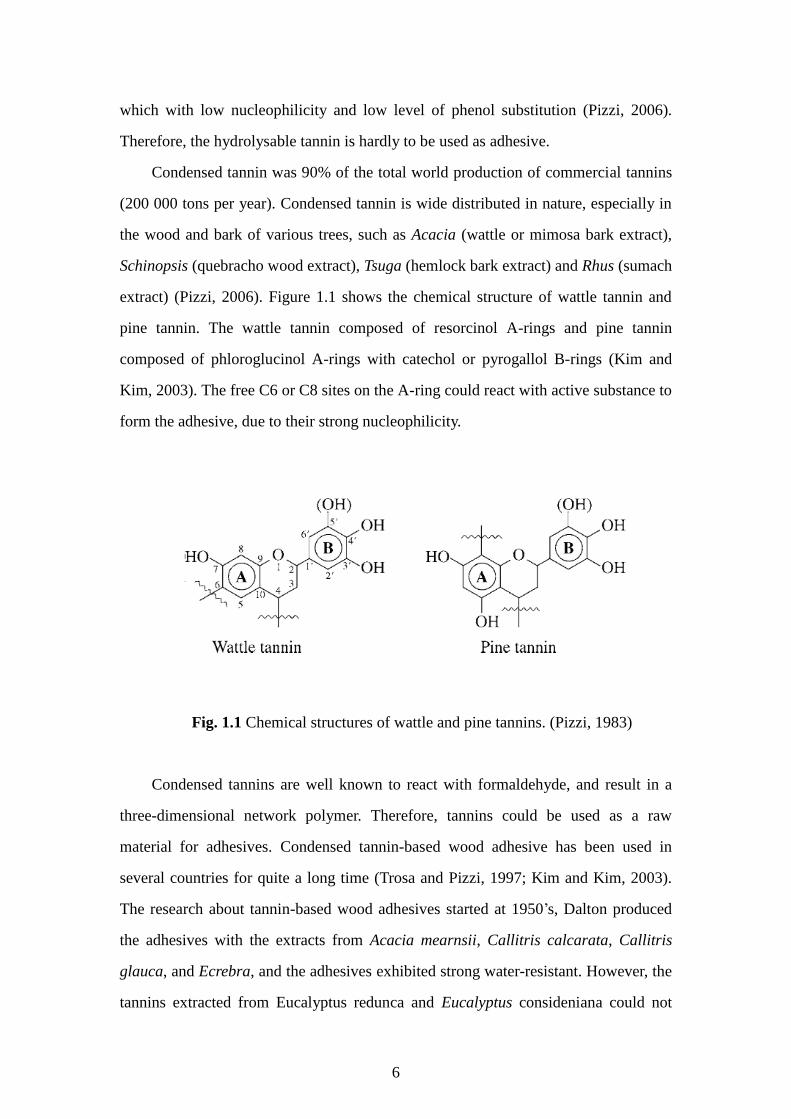
Condensed tannin was 90% of the total world production of commercial tannins
(200 000 tons per year). Condensed tannin is wide distributed in nature, especially in
the wood and bark of various trees, such as Acacia (wattle or mimosa bark extract),
Schinopsis (quebracho wood extract), Tsuga (hemlock bark extract) and Rhus (sumach
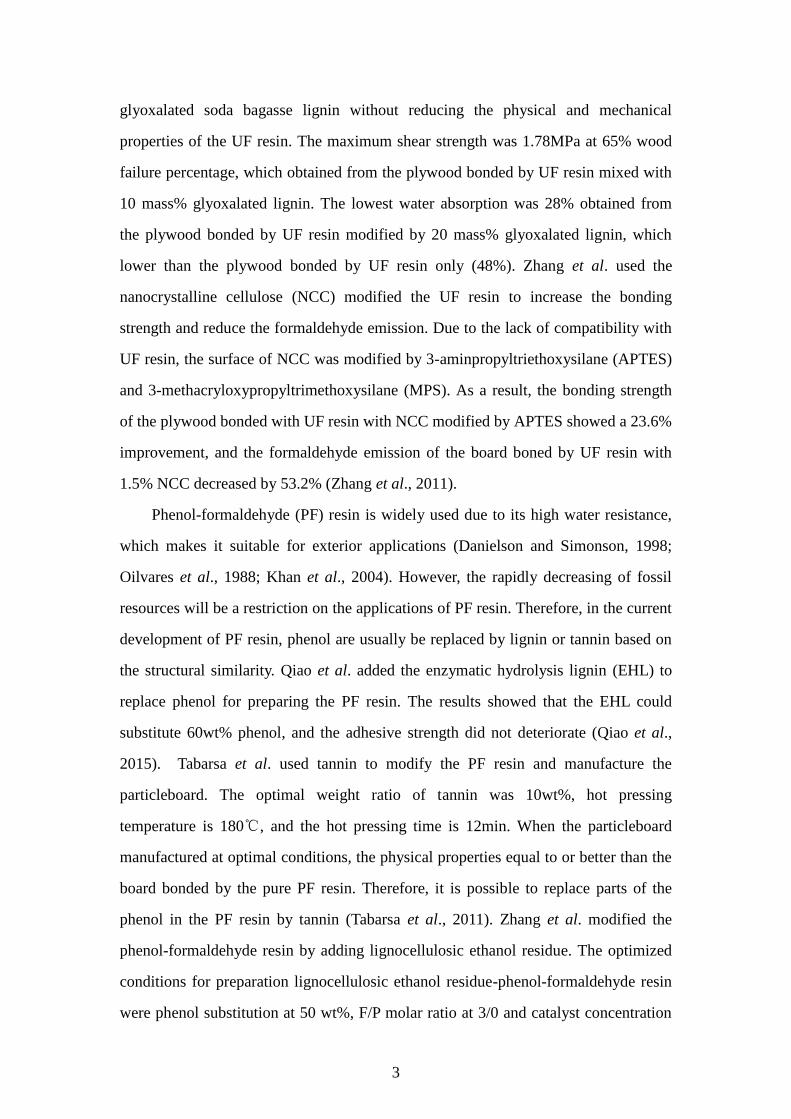
extract) (Pizzi, 2006). Figure 1.1 shows the chemical structure of wattle tannin and
pine tannin. The wattle tannin composed of resorcinol A-rings and pine tannin
composed of phloroglucinol A-rings with catechol or pyrogallol B-rings (Kim and
Kim, 2003). The free C6 or C8 sites on the A-ring could react with active substance to
form the adhesive, due to their strong nucleophilicity.
Fig. 1.1 Chemical structures of wattle and pine tannins. (Pizzi, 1983)
Condensed tannins are well known to react with formaldehyde, and result in a
three-dimensional network polymer. Therefore, tannins could be used as a raw
material for adhesives. Condensed tannin-based wood adhesive has been used in
several countries for quite a long time (Trosa and Pizzi, 1997; Kim and Kim, 2003).
The research about tannin-based wood adhesives started at 1950’s, Dalton produced
the adhesives with the extracts from Acacia mearnsii, Callitris calcarata, Callitris
glauca, and Ecrebra, and the adhesives exhibited strong water-resistant. However, the
tannins extracted from Eucalyptus redunca and Eucalyptus consideniana could not
7
produce satisfactory adhesives, which is due to the difference of the major
components contained in these tannin extracts (Dalton, 1950 a). In the further work of
Dalton, he researched on viscosity control of tannin, and reported that tannin solutions
after heating with sulphites have low viscosities and are suitable for the preparation of
adhesives to be spread by mechanical rolls. The conditions for treatment with sulphite
were determined for extracts from Eucalyptus crebra and Pinus radiate and for
commercial wattle tannin extract. The sulphited tannin solutions, mixed with
paraformaldehyde and filler, were examined as adhesives for plywood (Dalton, 1950
b).The research of Plomley et al. showed that, a strong bond could be obtained with
pine veneers and mangrove tannin adhesive formulations containing 70% mangrove
tannin and 30% phenol-formaldehyde resin ( Plomely et al., 1957, 1964) . In the
further research of Plomely, the effect of soluble salts on gelation wattle tannin
adhesives was investigated. Various salts were shown to be capable of reducing
gelation times, and the bonding quality could be improved such as the addition of 5%
magnesium (Plomely, 1959). Based on the fundamental research, Plomley established
the basic principles for the use of wattle tannin as adhesives for reconstituted wood
products, and then, the subsequent production technology for wattle tannin based
adhesives was commercialized in the late 1960’s in Australia. Phenol-formaldehyde
fortified wattle tannin adhesives have been in continuous use for plywood since 1966
and for particleboard since 1968 in Australia (Plomley, 1966; Yazaki, 1998).
In addition, tannin also could be used as adhesives based on the
autocondensation reaction by the catalyst of lignocellulosic substrate or weak Lewis
acid such as alkali dissolved silica. Pizzi et al. manufactured the particleboard by the
autocondensation reaction of tannin, the results showed that more alkaline the tannin
extract solution the higher ceiling internal bond strength of the particleboard.
Furthermore, the differences of autocondensation reactions of four commercial
tannins are discussed. Pecan nut tannin and pine tannin need only lignocellulosic
indued autocondensation to give excellent interior grade particleboard (Pizzi et al.,
1995). Yano et al. produced plastic-like by using tannin and wood flour. The
moulded was manufactured by hot pressing the mixture of tannin and wood flour
8
( tannin:wood flour=1:1 w/w) at 190℃ at 100 MPa for 10min. The Plastic-like
moulded products having mechanical properties comparable to those of PF resin
moulded products and good water resistance were obtained without the addition of
any formaldehyde. The MOE and MOR of the moulded products were 9-10 GPa and
60-70 MPa, respectively (Yano, 2001).
In the recent research about tannin-based adhesives, due to the chemical
properties of tannin are very similar to phenol, tannin usually was used as substitute
of phenol in the phenol-formaldehyde resin (Tabarsa et al., 2011; Moubarik et al.,
2009), and this also could reduce the utilization of chemical substances derived from
fossil resources. Pizzi et al. have done a lot of work on the development of the
tannin-hexamethylenetetramine (hexamine) adhesive, which yield extremely low
formaldehyde emission in bonded wood-based materials (Pizzi et al., 1994; Pizzi et
al., 1997; Heinrich et al., 1996; Pizzi, 2006). When the particleboard bonded by
tannin-hexamine adhesives, both the mechanical properties and water resistance
increased compare with the particleboard bonded by PF resin. Valenzuela et al.
investigated the properties of the particleboard bonded by pine tannin with a small
percentage of pMDI. The results showed that, when the particleboard bonded by pine
tannin with 5% pMDI at 186℃ conditions, the MOR was 27.1MPa, IB strength was
0.92MPa, and 2h boil thickness swelling was 7%, all the physical properties satisfied
the standard ( EN 312 1995) (Valenzuela et al., 2012). Moubarik et al. developed the
corn flour-mimosa tannin-based adhesives to manufacture the particleboard. In this
research, the mimosa tannin solution in water was prepared at 45% concentration, and
its pH vas adjusted to 10 with NaOH (33% aqueous solution). Hexamine was used as
hardener with 5 % by the weight on tannin extract solids content. Particleboards were
manufactured at 195℃ for 2.6min. The results showed that, the MOR, MOE and IB
of the particleboard bonded by tannin-NaOH-hexamine adhesive are 18MPa, 2.84GPa
and 0.5 MPa, respectively. The mechanical properties are higher than the
particleboard bonded by UF under the same manufacture conditions (Moubarik et al.,
2013).
9
1.2.2 Protein based adhesives
Protein based adhesives derived from soy, blood and casein reached their peak
use in early 1960s. However, they were subsequently supplanted by synthetic resins
(Yang et al., 2006). An intense research stimulated by the sponsorship of the
American United Soybean Board has revived interest in protein adhesives. (Pizzi,
2006).
Soy protein based adhesive is the most representative protein based adhesive, it
is derived from soybean, which is abundant, inexpensive, and environmentally
friendly (Luo et al., 2015). Soy protein consists mainly of the acidic amino acids
(aspartic and glutamic acids) and their corresponding amides (asparagine and
glutamine), non-polar amino acids (lysine and arginine), uncharged polar amino acid
(lysine and arginine), uncharged polar amino acid (glycine) and approximately 1% of
cystin (Berk, 1992). These amino acid composition leads to the functional properties
of soy protein, which could be used as adhesives (Hettiarachchy et al., 1995).
However, the low bond strength and water resistance of the soy protein based
adhesives limit their application. Therefore, some modification treatments on the soy
protein are needed to obtain satisfactory bond performance. Hettiarachchy et al.
modified the soy protein by alkali and trypsin, and the effects of the bondability on
wood-based materials were investigated. The results showed that, modifying soy
protein by alkali (pH 10.0 at 50℃) and trypsin, enhanced adhesive strengths (730 and
743N, respectively) compared with unmodified soy protein (340N). In addition, the
water resistance of the modified soy protein also improved (Hettiarachchy et al.,
1995). Huang and Sun modified the soy protein by sodium dodecyl sulfate (SDS) and
sodium dodecylbenzene sulfonate (SDBS). The results showed that, 1% SDS
modification and 1% SDBS modification had the highest shear strength within each
wood type tested. Compared to the unmodified protein, the modified proteins also
exhibited higher shear strengths after incubation with two cycles of alternating
relative humidity and zero delamination rate and higher remaining shear strengths
10
after three cycles of water soaking and drying. These results indicated that, soy
proteins modified with SDS and SDBS have enhanced water resistance as well as
adhesive strength (Huang and Sun, 2000).
Recently, a new protein based adhesive which got the inspirations from mussel is
developed. Some marine organisms such as mussels, oysters, barnacles, and
sandcastle worms all use specialized adhesives in order to affix themselves to wet
surfaces. Most synthetic glues, by contrast, fail at wet bonding, perhaps the most well
studied bio-adhesive is that produced by marine mussels (Jenkins et al., 2013).
This adhesive is comprised of several proteins, each containing the
3,4-dihydroxyphenylalanine (DOPA) amino acid for cross-linking and cuing (Wilker,
2010). However, any given synthetic polymer mimic may be called upon to
reproduced the function of the six different proteins produced by mussels with a wide
range of molecular weights found for mussel adhesive proteins, it is difficult to
predict which single polymer chain length will yield the strongest adhesion.
According to the studied on the mussel adhesive mimics, Jenkins et al. researched the
adhesion system based on the poly[(3,4-dihydroxystyrene)-co-styrene]. The results
showed that, the strongest bonding for cross-linked polymers was observed at
molecular weights roughly corresponding to the middle range of protein molecular
weights used by mussels (Jenkins et al., 2013).
1.2.3 Polysaccharide based adhesives
Polysaccharides are polymeric carbohydrate molecules composed of long chains
of monosaccharide units bound together by glycosidic linkages. The polysaccharides
form a class of materials which have generally been underutilized in the biomaterials
field, and also be widely used in the natural adhesive research, such as starch-based
and chitosan based adhesives.
Starch is a renewable polymer derived from a commodity crop produced in
surplus, and the low cost and versatility for chemical manipulation makes it an
11
attractive material for use as a substitute for synthetic polymers (Imam et al., 2001).
Starch molecular chain is formed by the condensation of D-glucose monomer, with the
molecule weight of 106-10
7. Every glucose unit has a hydroxyl group on C2, C3, and
C6 each (Nie et al., 2013).
Imam et al. developed the starch-based wood adhesives by adding polyvinyl
alcohol and hexamethoxymethylmelamine. The results showed that, optimal viscosity
of the adhesive was obtained at 27% solid content, the optimal cure temperature and
time were 175℃ and 15min. In the shear strength experiments, wood samples
conditioned at 93% RH for two months exhibited >95% failure in wood but little in
adhesive joints (Imam et al., 2001). Nie et al. modified the corn starch by
starch-g-poly-vinyl acetate (Starch-g-PVAc) and epoxy. The results showed that,
addition of the poly vinyl acetate could increase the dry shear strength of starch
adhesive, and the addition of epoxy, which could easily crosslink with the oxidized
starch, is used as water-resistant component to improve the wet shear strength. When
the weight ratio between starch, starch-g-PVAc, and epoxy at 30:47:23, the highest
bond strength was obtained (Nie et al., 2013).
Chitosan is a linear polysaccharide composed of randomly distributedβ-(1,4)
linked D-glucosamine and N-acetyl-D-glucosamine residues (Serrero et al., 2011).
Chitosan has drawn a lot of attention, particularly in the biomedical field, because of
its biocompatibility, bioresorbability, and bioactivity as well as its bacteriostatic and
fungistatic properties (Suh and Matthew, 2000).
Patel et al. develop the chitosan based adhesive for wood-based materials by
adding glycerol and trisodium citrate dehydrate. The optimal bond strength was obtain
when the adhesive composed of 6% chitosan, 1% of glycerol, and 5 mmol/L of
trisodium citrate dehydrate. The best shear strength from this adhesive was found to
be equal to 6.0 MPa in dried conditions and 1.6 MPa in wet conditions ( specimens
immersed for 3h at 30℃ in water) (Patel et al., 2013). Umemura et al. manufactured
the plywood by chitosan and estimated the water resistance of chitosan on plywood
adherends after 24 h water soaking. The bond strength was 2.13 MPa for dried
specimens with 20% wood failure whereas the bonded resistance was 1.4 MPa for wet
12
specimens with 0% wood failure. The bond strength after water immersion treatment
was inferior to that of UF resin adhesive (2.1 MPa, 30% wood failure). However,
compared to natural adhesive (the casein and soybean glues), chitosan developed
excellent bonding properties (Umemura et al., 2003).
1.2.4 Lignin based adhesives
Lignin can be defined as an amorphous, polyphenolic material arising from the
copolymerization of three phenylpropanoid monomers, namely, p-coumaryl alcohol,
coniferyl, and sinapyl. These structures are linked by a multitude of interunit bonds
that include several types of ether and carbon-carbon linkages (Mansouri and Salvado,
2006).
The literature on the use of lignins to prepare wood adhesives is very extensive,
and most of the researchers focus on adding lignin into phenol-formaldehyde (PF)
resins, or urea-formaldehyde resins (Qiao et al., 2015; Zhang et al., 2013; Danielson
and Simonson, 1998). Mansouri et al. developed the lignin-based wood panel
adhesives without formaldehyde. The glyoxalation of lignin treatment were carried
out before the utilization of lignin, and then the glyoxalated lignin was thoroughly
mixed with a phenolic resin with a solid content around 60%, finally, the diisocyanate
raw polymeric MDI was added. Particleboards were manufactured bonded by this
glyoxalated lignin-phenolic resin-pMDI resin. The results of the evaluation of the
particleboard showed that, the IB strength enough to comfortable pass relevant
international standard specifications for exterior-grade panels. The adhesives also
showed sufficient reactivity to yield panels in press times comparable to those of
formaldehyde-based commercial adhesives (Mansouri et al., 2007). Kadla and Kubo
investigated the blend properties of lignin with four synthetic polymers, namely, poly
(ethylene oxide) (PEO), poly (vinyl alcohol) (PVA), poly (ethylene terephthalate)
(PET) and poly (propylene) (PP). The results of thermal analysis exhibited that, the
glass transition (Tg) of the lignin/PEO and lignin/PET blends showed a negative

13
deviation from a linear mixing rule, indicative of specific intermolecular interactions.
DRFT-IR analysis revealed the formation of a strong intermolecular hydrogen bond
between lignin and PEO (Kadla and Kubo,2003).
1.3 Objectives
As the decreasing of fossil resources and the toxic pollution around human
beings in interior space, it is necessary to develop the wood adhesive based on the
natural substances. According the study on the current development of wood
adhesives above, developing of the natural adhesive has been a trend all over the
world. However, both of synthetic resins and natural adhesives, the chemical
substances derived from fossil resources are need, which indicated that current
research could not solve the problem of the fossil resource shortage radically.
Therefore, it is needed and necessary to develop the natural adhesive without any
chemical substances which derived from fossil resources.
The main purpose of present study is to develop a natural adhesive composed
with natural substances only, and this adhesive could be used to manufacture the
particleboard with good physical properties. Wattle tannin has a poly-hydroxylphenol
structure, and the chemical properties close to the phenol. Sucrose is a common
disaccharide, and under the heating treatment 5-hydroxymhthylfurfural (5-HMF) was
generated, which has the active chemical properties. Therefore, tannin and sucrose
were chosen as the adhesive component. In the first place, the weight ratio of adhesive
compounds, mat moisture content, the effects of hot pressing temperature, hot
pressing time and resin content on the physical properties of the particleboard bonded
by tannin and sucrose, based on the results, the optimal manufacture conditions were
obtained. Second, the thermal analysis, insoluble matter and FT-IR analysis were
carried out to study the curing behavior of tannin and sucrose. Finally, based on the
results of reaction mechanism of tannin and sucrose, citric acid was added to reduce
the reaction temperature of tannin and sucrose.
14
This thesis is organized as follows:
In Chapter 1, the general introduction about the development and utilization of
synthetic resins and natural adhesive on the wood-based materials were studied.
In Chapter 2, the effects of the weight ratio between tannin and sucrose, mat
moisture content, and resin content on the physical properties of the particleboard
bonded by tannin and sucrose were investigated, and the optimal manufacture
conditions of these factors were decided. The reaction mechanism was studied by
FT-IR.
In Chapter 3, in the first place, the effects of the hot pressing temperature and hot
pressing time on the physical properties of the particleboard bonded by tannin and
sucrose were investigated, and the optimal hot pressing temperature and hot pressing
time were decided. In the second place, tannin and sucrose adhesive was characterized
by thermal analysis, insoluble matter and FT-IR analysis.
In Chapter 4, in the first place, the effects of the addition of citric acid on the
curing behavior of tannin and sucrose adhesive were investigated by thermal analysis,
insoluble matter and FT-IR analysis. In the second place, the effects of the addition of
citric acid on the hot pressing temperature of the particleboard bonded by tannin and
sucrose were investigate by the evaluation of the physical properties of the
particleboard.
1.4 Reference
Amirou, S., Zhang, J., Essawy, H., Pizzi, A., Zerizer, A., Li, J., Delmotte, L. (2015)
Utilization of hydrophilic/hydrophobic hyperbranched poly(amidoamine)s as
additives for melamine urea formaldehyde adhesives Polymer composites.124,
2255-2264.
Berk, Z. (1992) Technology of production of edible flours and protein products from
soybeans. FAO Agric. Serv. Bull. 97,1-10.
Boran, S., Usta, M., Gumuskaya, E. (2011) Decreasing formaldehyde emission from
medium density fiberboard panels produced by adding different amine
15
compounds to urea formaldehyde resin. Int J Adhes Adhes.31, 674-678.
Dalton, L.K. (1950 a) Tannin formaldehyde resins as adhesives for wood. Aust. J.
Appl. Sci. 1, 54-70.
Dalton, L.K. (1950 b) Resins from sulphited tannins as adhesives for wood. Aust. J.
Appl. Sci. 4, 136-154.
Danielson, B., Simonson, R. (1998) Kraft lignin in pheonol formaldehyde resin. Part 2
Evaluation of a industrial trial. J Adhes Sci Technol. 12(9) 941-946.
Edomone, R. (2006) Volatile organic compounds and formaldehyde in nature, wood
and wood based panels. Holz als Roh-und Werkstoff. 64, 144-149.
Heinrich, H., Pichelin, F., Pizzi, A. (1996) Lower temperature tannin/hexamine-onded
particleboard of improved performance. Roh-und Werkstoff. 54(4), 262.
Hettiarachchy, NS., Kalapathy, U., Myers, DJ. (1995) Alkali-modified soy protein
with improved adhesive and hydrophobic properties. J Am Oil Chem Soc. 72,
1461-1464.
Huang, W., Sun, X. (2000) Adhesive properties of soy proteins modified by sodium
dodecyl sulfate and sodium, dodecylbenzene sulfonate. J Am Oil Chem Soc. 77,
705-708.
IARC. (2006) Formaldehyde, 2-butoxyethanol and 1-tert-butoxypropan-2-0l.
Monographs on the evaluation of carcinogenic risk to humans, Vol, 88.
Imam, S., Gordon, S., Mao, L., Chen, L. (2001) Environmentally friendly wood
adhesive from a renewable plant polymer: characteristics and optimization.
Polym Degrad Stabil. 73, 529-533.
Kaboorani, A., Riedl, B. (2011) Effects of adding nano-clay on performance of
polyvinyl acetate (PVA) as a wood adhesive. Composites: Part A. 42, 1031-1039.
Kadla, J., Kubo, S. (2003) Lignin-based polymer blends: analysis of intermolecular
interactions in lignin-synthetic polymer blends. Composites: Part A. 35,
395-400.
Kelly, T., Smith, D., Satola, J. (1999) Emission rates of formaldehyde from materials
and consumer products found in California homes. Environ Sci Technol. 33, 81.
Khan, MA., Ashraf, SM., Malhotra, VP. (2004) Eucalyptus bark lignin substituted
phenol formaldehyde adhesives: a study on optimization of reaction parameters
and characterization. J Appl Polym Sci. 92, 3514-3523.
Kim, S., Kim, H. (2004) Evaluation of formaldehyde emission of pine and wattle
16
tannin-based adhesives by gas chromatography. Holz als Roh-und Werkstoff. 62,
101-106.
Kim, S., Kim, H. (2005) Comparison of standard methods and gas chromatography
method in determination of formaldehyde emission from MDF bonded with
formaldehyde-based resins. Bioresour Technol. 96, 1457.
Kim, S., Kim, J., Kim, H., Kim, S.(2006) Determination of formaldehyde and TVOC
emission factor from wood-based composites by small chamber method.
Polymer Testing. 25, 605-614.
Kim. S., Kim. H. (2003) Curing behavior and viscoelastic properties of pine and
wattle tannin-based adhesives stydied by dynamic mechanical thermal analysis
and FT-IR-ATR spectroscopy. J Adhesion Sci Technol, 17: 1369-1383.
Kohlmayr, M., Zuckerstatter, G., Kandelbauer, A. (2011) Modification of
melamine-formaldehyde resins by substances from renewable resources. J Appl
Polym Sci.124, 4416-4423.
Kunaver, M., Medved, S., Cuk, N. (2010) Application of liquefied wood as a new
particleboard adhesive system. Bioresource Technology. 101(4), 1361-1368.
Luo, J., Luo, JL., Yuan, C., Zhang, W., Li, J., Gao, Q., Chen, H. (2015) An
eco-friendly wood adhesive from soy protein and lignin: performance properties.
RSC Adv. 100849-100855
Maminski, ML., Pawlicki, J., Zado, A., Parzuchowski, P. (2007) Hyperbranched
polyether as a modifying agent for urea-formaldehyde resins—hardness and
strength control tool. Int J Polym Mater.56(4),1–8.
Mansouri, N., Pizzi, A., Salvado, J. (2007) Lignin-based wood panel adhesives
without formaldehyde. Holz Roh Werkst. 65, 65-70.
Mansouri, N., Salvado, J. (2006) Structural characterization of technical lignins for
the production of adhesives: application to lignosulfonate, kraft,
soda-anthraquinone, organosolv and ethanol process lignins. Ind Crop Prod. 24,
8-16.
Moubarik, A., Mansouri, H., Pizzi, A., Charrier, F., Allal, A., Charrier, B. (2013) Corn
flour mimosa tannin based adhesives without formaldehyde for interior
particleboard production. Wood Sci Technol. 47, 675-683.
Moubarik, A., Pizzi, A., Allal, A., Charrier, F., Charrier, B. (2009) Cornstarch and
tannin in phenol-formaldehyde resins for plywood production. Ind Crop Prod.
17
30, 188-193.
Nie,Y., Tian, X., Liu, Y., Wu, K., Wang, J. (2013) Research on starch-g-polyvinyl
acetate and epoxy resin-modified corn starch adhesive. Polym composite. 10,
77-87.
Oilvares, M., Guzman, JA., Natho, A., Saavedra, A., Santiago, C. (1988) Kraft lignin
utilization in adhesives. Wood Sci Technol. 22, 157-165.
Patel, A. (2015) Chitosan: emergence as potent candidate for green adhesive market.
Biochemical Engineering Journal. 102, 74-81.
Patel, A., Michaud, P., Petit, E., Baynast, H., Grediac, M., Mathias, J. (2013)
Development of a chitosan-based adhesive. Application to wood bonding. J Appl
Polym. 127(6), 5014-5021.
Ping, L., Pizzi, A., Guo, Z., Brosse, N. (2012) Condensed tannins from grape pomace:
Characterization by FTIR and MALDI TOF and production of environment
friendly wood adhesive. Ind Crop Prod. 40, 13-20.
Pizzi, A. (1983) Wood adhesives chemistry and technology. Aarcel Dekker, New York,
NY.
Pizzi, A. (2006) Recent developments in eco-efficient bio-based adhesives for wood
bonding: opportunities and issues. J Adhesion Sci Technol. 8 (20), 829-846.
Pizzi, A., Meikleham, N., Dombo, B., Roll, W. (1995) Autocondensation-based,
zero-emission, tannin-adhesives. Holz als h-und Werkstoff. 53, 201-204.
Pizzi, A., Stracke, P., Trosa, A. (1997) Industrial tannin/hexamine low-emission
exterior particleboards. Roh-und Werkstoff. 55(2), 168.
Pizzi, A., Valenezuela, J., Westermeyer, C. (1994) Low formaldehyde emission, fast
pressing, pine an pecan tannin adhesives for exterior particleboard. Holz als
Roh-und Werkstoff. 52(5) 311-315.
Plomely, K.F.(1966) Tannin-formaldehyde adhesives for wood. Division of Forest
Products Technological Paper. 39, 1-16.
Plomely, K.F., Gottstein, J.W., Hillis, W.E. (1957) Tannin formaldehyde adhesives.
Csiro for. Prod. Newslett. 234, 6-8.
Plomely, K.F., Gottstein, J.W., Hillis, W.E. (1964) Tannin-formaldehyde adhesives for
wood. 1. Mangrove tannin adhesives. Aust. J. Appl. Sci. 15, 171-182.
Qiao, W., Li, S., Guo, G., Han, S., Ren, S., Ma, Y. (2015) Synthesis and
characterization of phenol-formaldehyde resin using enzymatic hydrolysis lignin.
18
J Ind Eng Chem. 21, 1417-1422.
Sellers, T. (2001) Wood adhesive innovations and applications in North American.
Forest Prod J. 51(6),12-22.
Serrero, A., Trombotto, S., Bayon, Y., Gravagna, P., Montanari, S., David, L. (2011)
Polysaccharide-based adhesive for biomedical applications: correlation between
rheological behavior and adhesion. J Am Chem Soc. 12, 1556-1566.
Suh, J., Matthew, H. (2000) Application of chitosan-based polysaccharide
biomaterials in cartilage tissue engineering: a review. Biomaterials. 20,
2589-2598.
Tabarsa, T., Jahanshahi, S., Ashori, Alireza. (2011) Mechanical and physical
properties of wheat straw boards bonded with a tannin modified
phenol-formaldehyde adhesive. Composites: Part B. 42, 176-180.
Tang, X., Bai, Y., Duong, A., Smith, MT., Li L., Zhang, L. (2009) Formadehyde in
Chian: production, consumption, exposure levels, and health effects. Environ Int.
35(8), 1210-1224.
Trosa. A., Pizzi. A.(1997) Stability and performance of tannin-accelerated PF resins
for plywood. J Holz Roh- Werkst, 55:306.
Umemura, K., Inoue, A., Kawai, S. (2003) Development of new natural
polymer-based wood adhesive 1: dry bond strength and water resistance of
konjac glucomannan, chitosan, and their composites. J Wood Sci. 49, 221-226.
Valenzuela, J., Leyser, E., Pizzi, A., Westermeyer, C., Gorrini, B.(2012) Industrial
production of pine tannin-bonded particleboard and MDF. Eur J Wood Prod. 70,
735-740.
Wilker, J.J. (2010) Marine bioinorganic materials:mussels pumping iron. Curr Opin
Chem Biol.14(2), 276-283.
Yang, I., Kuo, M., Myers, D., Pu, A. Comparison of protein-based adhesive resins for
wood composites. J Wood Sci. 52, 503-508.
Yano, H., Collins, P.J., Yazaki, Y. (2001) Plastic-like moulded products made from
renewable forest resources. J. Materials Sci. 36, 1-4.
Yazaki, Y. (1998) Research on utilization of Acacia bark in Australia. Proceedings of
the ACACIA’98 Conference. 16-18, 1-19.
Younesi-Kordkheili, H., Kazemi-Najafi, S., Eshkiki, R., Pizzi, A. (2015) Improving
urea formaldehyde resin properties by glyoxalated soda bagasse lignin. J. Wood
19
Prod. 73, 77-85.
Zhang, H., Zhang, J., Song, S., Wu, G., Pu, J. (2011) Modified nanocrystalline
cellulose from two kinds of modifiers used for improving formaldehyde emission
and bonding strength of urea-formaldehyde resin adhesive. Bioresources. 6(4),
4430-4438.
Zhang, W., Ma, Y., Xu, Y., Wang, C., Chu, F. (2013) Lignocellulosic ethanol
residue-based lignin-phenol-formaldehyde resin adhesive. Int J Adhes Adhes. 40,
11-18.
Zheng, Y., Pan, ZL., Zhang, RH., Jenkins, BM., Blunk, S. (2007) Particleboard quality
characteristics of saline jose tall wheatgrass and chemical treatment effect.
Bioresour Technol. 98, 1304-1310.
Zhou, X., Pizzi, A., Du, G . (2012) The effect of nanoclay on melamine urea
formaldehyde wood adhesives. J Adhes Sci Technol. 26, 1341-1348.
20
Chapter2
Effects of pre-drying treatment, mixture ratio and resin
content on physical properties of the particleboard bonded
by tannin and sucrose
2.1 Introduction
In the woo industry, adhesives play an important role. At present, resin adhesives
derived from fossil resources, such as formaldehyde-based resins, vinyl acetate resins
and isocyanate-based resins are widely used (Li et al., 2004). However, as the
availability of the fossil resources continues to decrease, it will become necessary to
develop wood adhesives based on alternative, renewable resources. Some studies have
reported research about wood adhesives made by bio-resources, such as protein-based,
tannin-based and lignin-based natural adhesives (Pizzi, 2006; Yonghwa et al., 2011;
Lei and Pizzi, 2008; Trosa and Pizzi, 1997). Due to its polyphenol chemical
construction, tannin has been seen as a replacement for phenol in
phenol-formaldehyde resin (PF). Generally, formaldehyde, hexamine and pMDI are
used in tannin-based adhesives to obtain satisfactory bond performance (Valenzuela et
al., 2012; Pichelin et al., 2006), but these chemical substances can be harmful to
human health. Thus, both the perspective of environmental sustainability and the
consumer demand for nonhazardous materials contribute to the imperative for
alternative materials manufacturing processes.
Recently, it was found that the mixture of tannin and sucrose had adhesiveness
for wood (Umemura, 2013). However, the detailed manufacture conditions and
bonding properties for wood-based materials bonded with tannin-sucrose resin were
not investigated. Wattle tannin has a poly-hydroxylphenol structure and a molecular
21
weight ranging from 500 to 10000 Da, and it is widely used in the tanning and
adhesive industries (Yao, 2006), and has also been researched in the context of wine
manufacture (Mcrae et al., 2013) and medicine (Piwowarski et al., 2011). Sucrose is a
common disaccharide used as a condiment and food ingredient, whose chemical
characteristics have been well researched, and under the heating treatment
5-hydroxymhthylfurfural (5-HMF) was generated (Jeong et al., 2013; Lee et al.,
2011). The adhesive with phenol and 5-HMF was already researched (Koch and Pein,
1985). In addition, the reactivity of the reaction between tannin and formaldehyde was
10 to 50 times higher rate of the reaction between phenol and formaldehyde (Kim and
Kim, 2003), therefore, tannin was considered as a suited substitute of phenol. Baseded
on chemical properties of tannin and sucrose, there is a possibility to use tannin and
sucrose as an adhesive for wood-based materials. In this chapter, tannin and sucrose
were used as an adhesive component for particleboard, and fundamental manufacture
conditions were studied. The effects of the different mixture ratios of tannin and
sucrose, drying treatment after spraying and different resin contents on the physical
properties of the resulting particleboard were investigated. The reaction mechanism
between tannin and sucrose was studied by Fourier transform infrared spectroscopy
(FT-IR).
2.2 Exploratory experiments
2.2.1 Materials and Methods
2.2.1.1 Materials
Recycled wood particles consisting mainly of softwood were obtained from a
particleboard company in Japan. The wood particles were screened by a sieving
machine, and particles screened between the aperture sizes of 5.9 and 0.9 mm were
used as the starting materials. The particles (original moisture content, 3‒4%) were
dried in an oen at 80°C for 12 h. Wattle tannin (commercial name: tannic acid ME)
was purchased from Fuji Chemical Industry Co. (Wakayama, Japan), and the tannin
22
content was 88.1%, which measured by methanol method (Soto et al. 2001). Sucrose
(guaranteed reagent) was purchased from Nacalai Tesque, Inc. (Kyoto,Japan), and
used without further purification. Both tannin and sucrose were dried in a vacuum
oven at 60°C for 15 h.
2.2.1.2 Manufacture of the particleboards
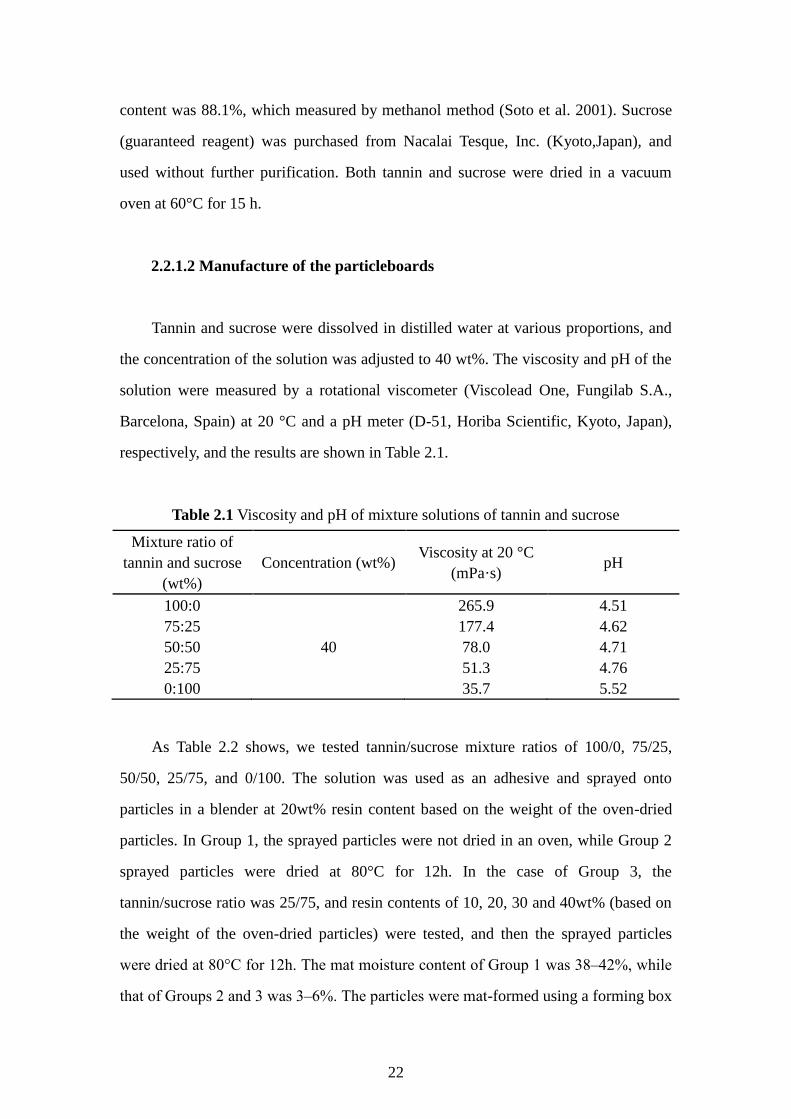
Tannin and sucrose were dissolved in distilled water at various proportions, and
the concentration of the solution was adjusted to 40 wt%. The viscosity and pH of the
solution were measured by a rotational viscometer (Viscolead One, Fungilab S.A.,
Barcelona, Spain) at 20 °C and a pH meter (D-51, Horiba Scientific, Kyoto, Japan),
respectively, and the results are shown in Table 2.1.
Table 2.1 Viscosity and pH of mixture solutions of tannin and sucrose
Mixture ratio of
tannin and sucrose
(wt%)
Concentration (wt%) Viscosity at 20 °C
(mPa·s) pH
100:0 265.9 4.51
75:25 177.4 4.62
50:50 40 78.0 4.71
25:75 51.3 4.76
0:100 35.7 5.52
As Table 2.2 shows, we tested tannin/sucrose mixture ratios of 100/0, 75/25,
50/50, 25/75, and 0/100. The solution was used as an adhesive and sprayed onto
particles in a blender at 20wt% resin content based on the weight of the oven-dried
particles. In Group 1, the sprayed particles were not dried in an oven, while Group 2
sprayed particles were dried at 80°C for 12h. In the case of Group 3, the
tannin/sucrose ratio was 25/75, and resin contents of 10, 20, 30 and 40wt% (based on
the weight of the oven-dried particles) were tested, and then the sprayed particles
were dried at 80°C for 12h. The mat moisture content of Group 1 was 38‒42%, while
that of Groups 2 and 3 was 3‒6%. The particles were mat-formed using a forming box
23
of 300×300 mm, after that, the mat was hot-pressed at 200°C for 10 min with a
distance bar of 9 mm to control the thickness. The size of the manufactured board was
300 × 300 × 9 mm, and the target density was 0.8 g/cm3. For comparison,
particleboard bonded with pMDI (polymeric 4,4-diphenyl methane diisocyanate) was
manufactured at a resin content of 8 wt%, and the press method and target density
were the same as those described above.
Table 2.2 Manufacture condition of particleboards
Groups
Mixture
ratio of
tannin
and
sucrose
(wt%)
Resin
content
(wt%)
Pressing
temperatur
e(°C)
Pressing
time(min)
Target
density
(g/cm3)
Drying
treatment
after
spraying
100:0
25:75
Group1 50:50 20 200 10 0.8 No
75:25
0:100
100:0
25:75
Group2 50:50 20 200 10 0.8 Yes
75:25
0:100
10
15
Group3 25:75 20 200 10 0.8 Yes
30
40
2.2.1.3 Evaluation of board properties
The boards obtained were conditioned for 1 week at 20 °C and 60% relative
humidity (RH), and then evaluated according to the Japanese Industrial Standard for
particleboard (JIS A 5908, 2003). The static 3-point bending test was carried out on a
200 mm × 30 mm × 9 mm specimen from each board, and the effective span and
24
loading speed were 150 mm and 10 mm/min, respectively. The modulus of rupture
(MOR) and the modulus of elasticity (MOE) were calculated from the bending test.
The internal bond strength (IB) test was performed on a 50 mm×50 mm specimen
with a loading speed of 2 mm/min, and thickness swelling (TS) after water immersion
for 24 h at 20 °C was measured in specimens of the same size. Following the TS test,
thickness changes and weight changes under a cyclic accelerated aging treatment
(drying at 105°C for 10 h, warm water immersion at 70°C for 24 h, drying at 105°C
for 10 h, boiling water immersion for 4 h, and drying at 105°C for 10 h) were
measured. Each experiment was performed five times, and the average values and
standard deviations were calculated. Statistical significance was considered for p
values < 0.05.
2.2.1.4 Fourier transform infrared spectroscopy (FT-IR)
Tannin and sucrose were dissolved in distilled water with the ratio of tannin to
sucrose at 25/75, and the concentration of the solution was adjusted to 40 wt%. The
adhesive solution was heated at 80°C for 12h to remove water. The adhesive was
pulverized into less than 250-μm mesh size, after that, one part of the powder was
heat at 200°C for 10min, another part of the powder was reserved as the comparation.
Both the two parts of the powder were dried in a vacuum oven at 60°C for 15 h. Two
infrared spectra were obtained with a Fourier transform infrared spectrophotometer
(FT/IR-4200, JAS-CO Corporation) using the KBr disk method and were recorded
with an average of 32 scans at a resolution of 4 cm-1
.
2.2.2 Results and discussion
2.2.2.1 Effects of tannin/sucrose mixture ratio without drying treatment
before hot-pressing
The particleboards were manufactured with various mixture ratios of tannin and
25
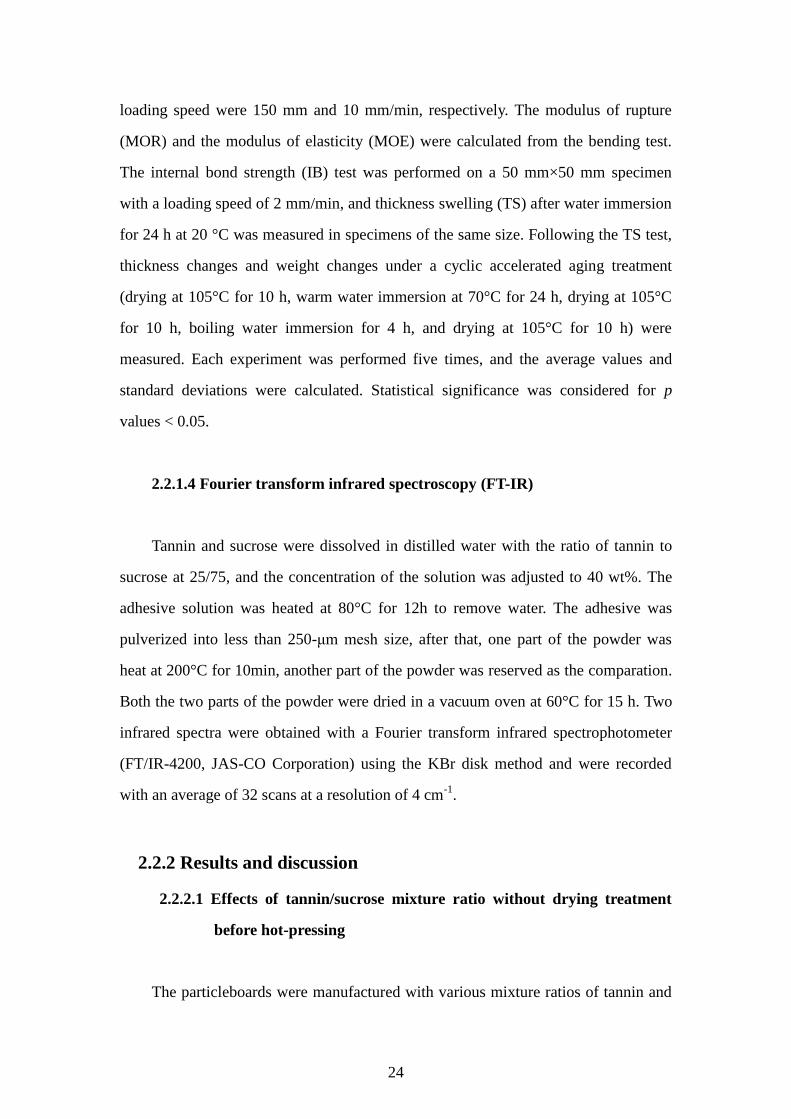
sucrose without drying treatment before hot-pressing. Figure 2.1 shows the bending
properties of the particleboards. The bending properties were promoted as the sucrose
ratio increasing. For MOR values, the board bonded with tannin only (100/0) was 8
MPa. At a tannin/sucrose ratio of 25/75, the MOR increased to 11.9 MPa, an increase
of 49% compared to tannin only. For MOE values, the board bonded with tannin only
(100/0) was 2.3 GPa. At a tannin/sucrose ratio of 25/75, the value increased to 3.0
GPa, an increase of 43%.
Fig. 2.1 Effect of tannin/sucrose ratio on bending properties without drying treatment
before hot-pressing. Error bars indicate standard deviations.
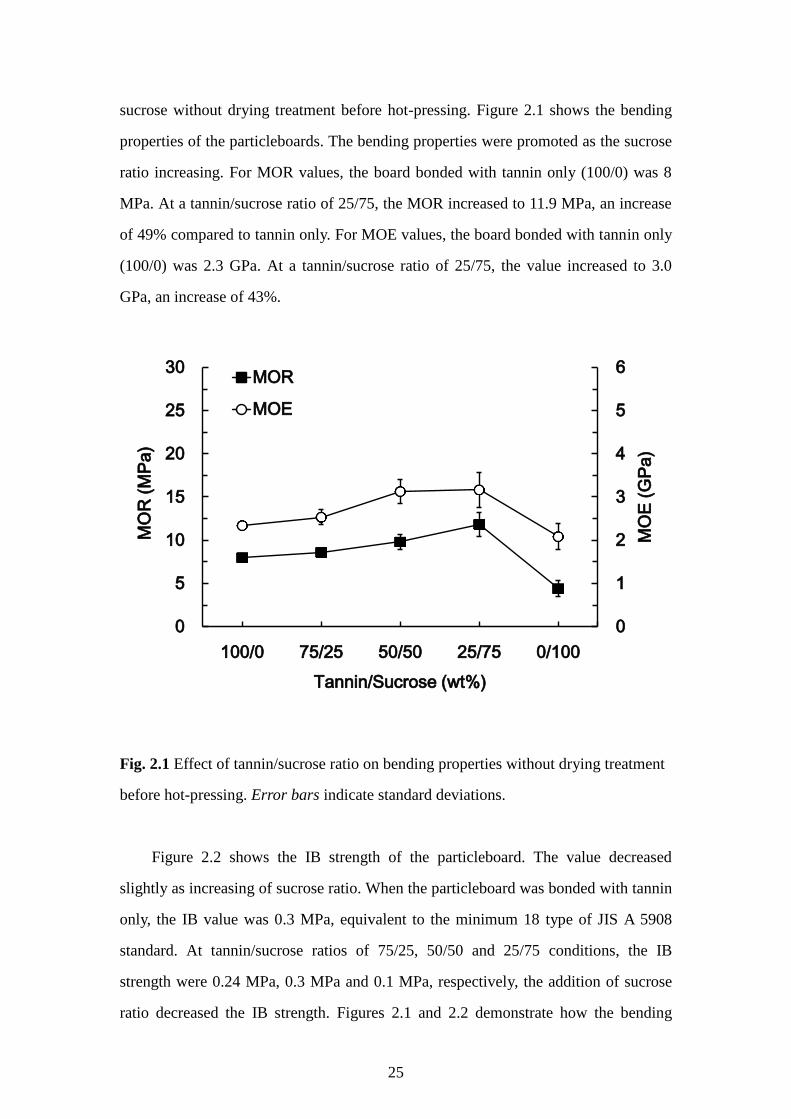
Figure 2.2 shows the IB strength of the particleboard. The value decreased
slightly as increasing of sucrose ratio. When the particleboard was bonded with tannin
only, the IB value was 0.3 MPa, equivalent to the minimum 18 type of JIS A 5908
standard. At tannin/sucrose ratios of 75/25, 50/50 and 25/75 conditions, the IB
strength were 0.24 MPa, 0.3 MPa and 0.1 MPa, respectively, the addition of sucrose
ratio decreased the IB strength. Figures 2.1 and 2.2 demonstrate how the bending
0
1
2
3
4
5
6
0
5
10
15
20
25
30
100/0 75/25 50/50 25/75 0/100M
OE
(G
Pa
)
MO
R (
MP
a)
Tannin/Sucrose (wt%)
MOR
MOE
26
properties and IB strength had opposite trends. This is perhaps because during the
hot-pressing process, water moved from the surface to the core and then steam moved
out from the core of the board; this movement took out the heat, and so affected the
bonding properties. When the ratio of tannin decreased, the effect of tannin on the
bonding property was reduced, which lead to the reduction of IB strength. Bending
properties are more affected by the surface of the boards, and because the temperature
on the surface was high during the hot-pressing process, more sucrose led to better
mechanical properties. Overall, both bending properties and IB strength showed
mediocre properties of the particleboard without drying treatment before hot pressing.
This indicated that when the moisture content was high, irreversible thickness
swelling was caused when the particles’ recovery forces exceeded the restraining
action of the adhesive. The internal failures of the particleboard were attributed to
stress release and signified adhesive damage among the particles. This is because
swelling stress and particle deterioration accompanied the moisture change (Lin et al.,
2002).
Fig. 2.2 Effect of tannin/sucrose ratio on IB strength without drying treatment before
hot-pressing. Error bars indicate standard deviations.
0.0
0.5
1.0
1.5
2.0
2.5
100/0 75/25 50/50 25/75 0/100
IB (
MP
a)
Tannin/Sucrose (wt%)
27
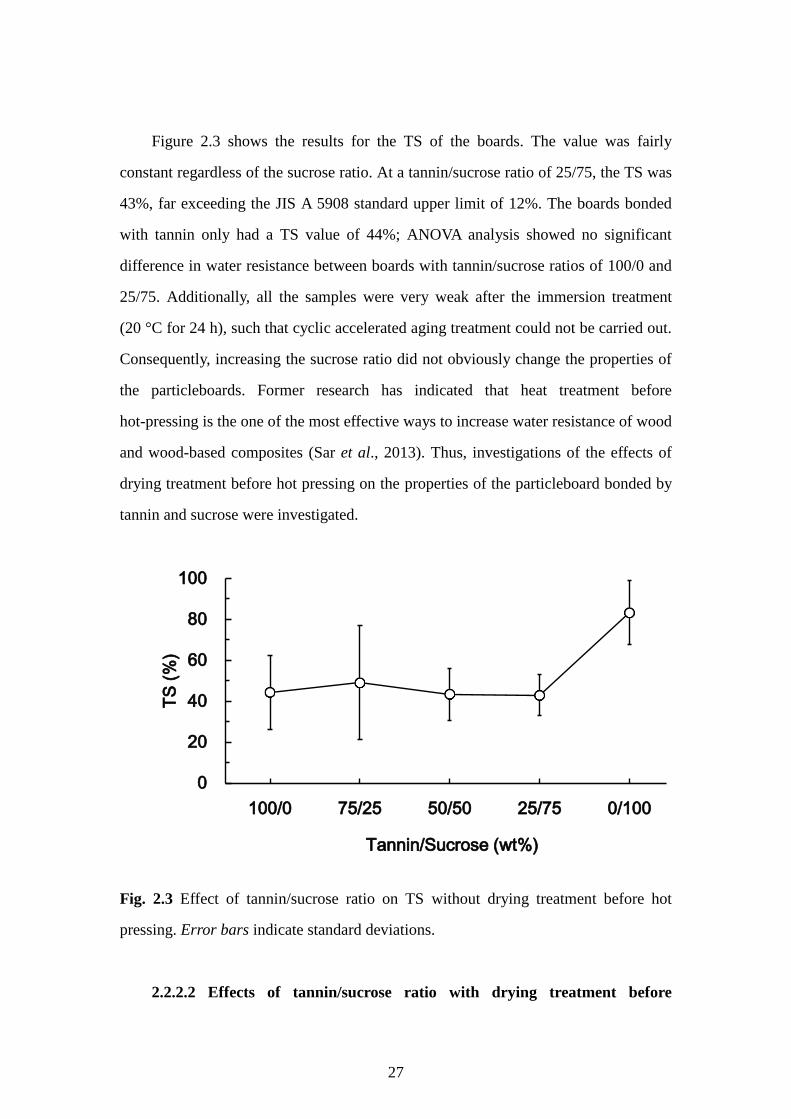
Figure 2.3 shows the results for the TS of the boards. The value was fairly
constant regardless of the sucrose ratio. At a tannin/sucrose ratio of 25/75, the TS was
43%, far exceeding the JIS A 5908 standard upper limit of 12%. The boards bonded
with tannin only had a TS value of 44%; ANOVA analysis showed no significant
difference in water resistance between boards with tannin/sucrose ratios of 100/0 and
25/75. Additionally, all the samples were very weak after the immersion treatment
(20 °C for 24 h), such that cyclic accelerated aging treatment could not be carried out.
Consequently, increasing the sucrose ratio did not obviously change the properties of
the particleboards. Former research has indicated that heat treatment before
hot-pressing is the one of the most effective ways to increase water resistance of wood
and wood-based composites (Sar et al., 2013). Thus, investigations of the effects of
drying treatment before hot pressing on the properties of the particleboard bonded by
tannin and sucrose were investigated.
Fig. 2.3 Effect of tannin/sucrose ratio on TS without drying treatment before hot
pressing. Error bars indicate standard deviations.
2.2.2.2 Effects of tannin/sucrose ratio with drying treatment before
0
20
40
60
80
100
100/0 75/25 50/50 25/75 0/100
TS
(%
)
Tannin/Sucrose (wt%)
28
hot-pressing
Particleboards were manufactured at various mixture ratios of tannin and sucrose
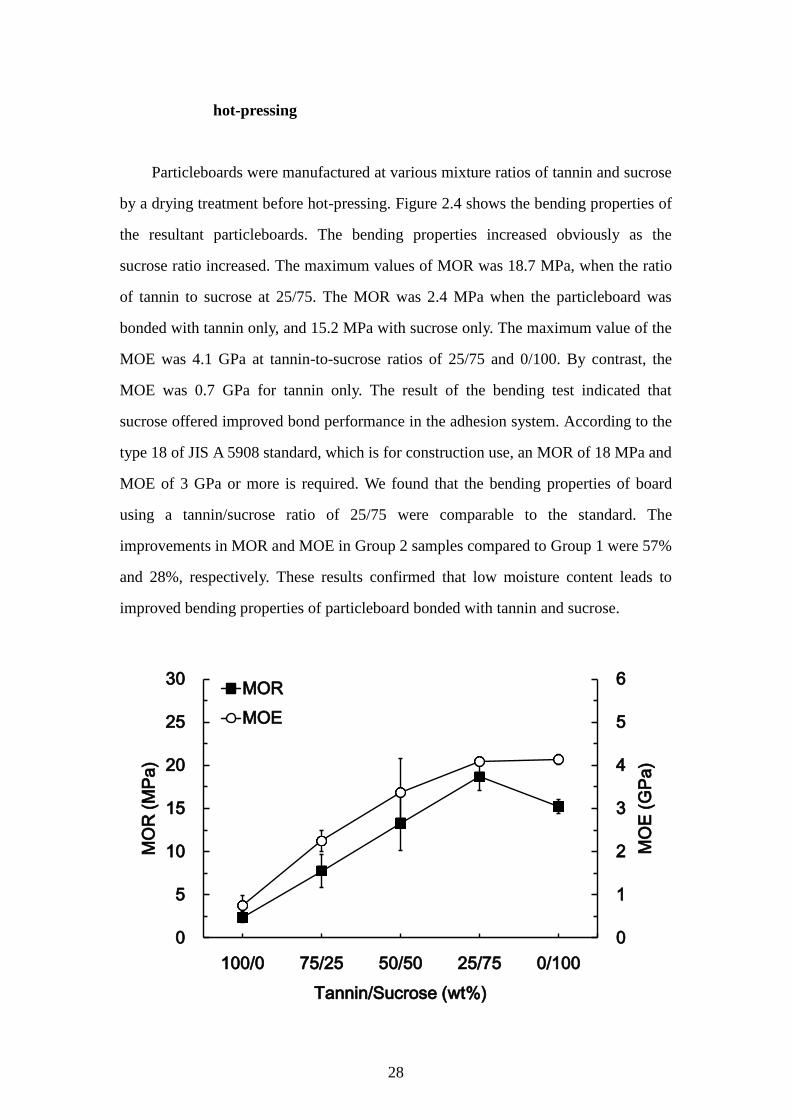
by a drying treatment before hot-pressing. Figure 2.4 shows the bending properties of
the resultant particleboards. The bending properties increased obviously as the
sucrose ratio increased. The maximum values of MOR was 18.7 MPa, when the ratio
of tannin to sucrose at 25/75. The MOR was 2.4 MPa when the particleboard was
bonded with tannin only, and 15.2 MPa with sucrose only. The maximum value of the
MOE was 4.1 GPa at tannin-to-sucrose ratios of 25/75 and 0/100. By contrast, the
MOE was 0.7 GPa for tannin only. The result of the bending test indicated that
sucrose offered improved bond performance in the adhesion system. According to the
type 18 of JIS A 5908 standard, which is for construction use, an MOR of 18 MPa and
MOE of 3 GPa or more is required. We found that the bending properties of board
using a tannin/sucrose ratio of 25/75 were comparable to the standard. The
improvements in MOR and MOE in Group 2 samples compared to Group 1 were 57%
and 28%, respectively. These results confirmed that low moisture content leads to
improved bending properties of particleboard bonded with tannin and sucrose.
0
1
2
3
4
5
6
0
5
10
15
20
25
30
100/0 75/25 50/50 25/75 0/100
MO
E (
GP
a)
MO
R (
MP
a)
Tannin/Sucrose (wt%)
MOR
MOE
29
Fig. 2.4 Effect of tannin/sucrose ratio on bending properties with drying treatment
before hot-pressing. Error bars indicate standard deviations.
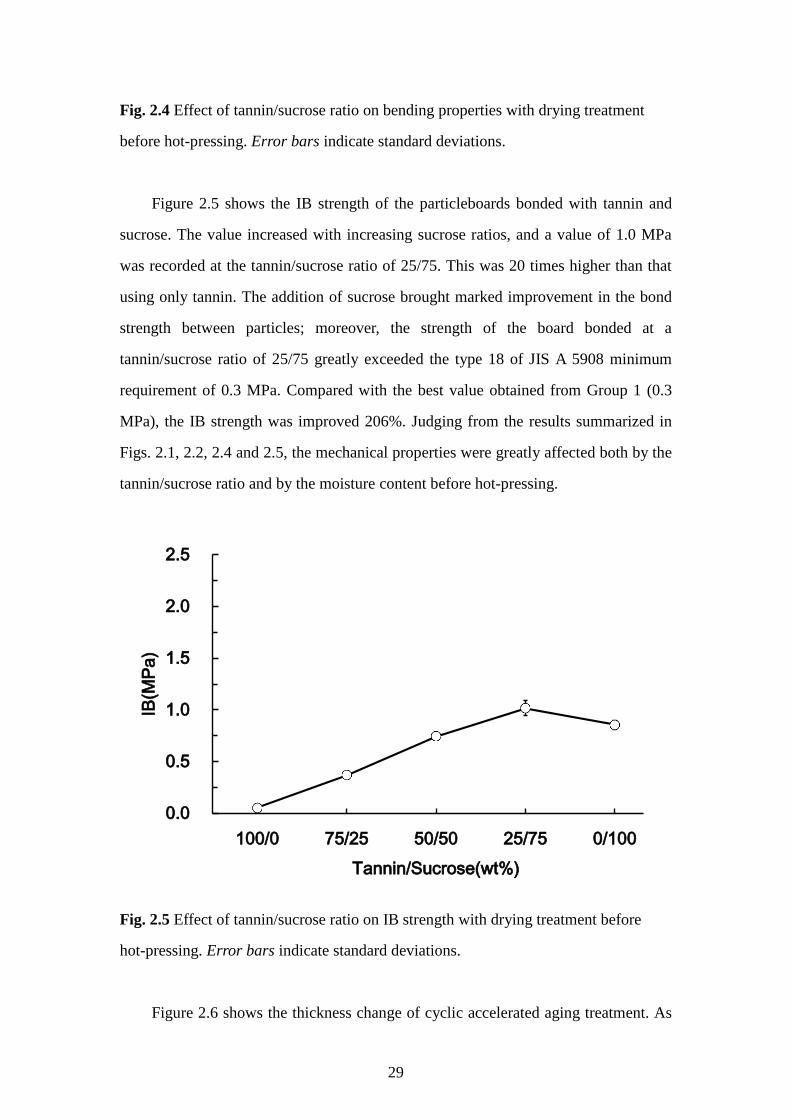
Figure 2.5 shows the IB strength of the particleboards bonded with tannin and
sucrose. The value increased with increasing sucrose ratios, and a value of 1.0 MPa
was recorded at the tannin/sucrose ratio of 25/75. This was 20 times higher than that
using only tannin. The addition of sucrose brought marked improvement in the bond
strength between particles; moreover, the strength of the board bonded at a
tannin/sucrose ratio of 25/75 greatly exceeded the type 18 of JIS A 5908 minimum
requirement of 0.3 MPa. Compared with the best value obtained from Group 1 (0.3
MPa), the IB strength was improved 206%. Judging from the results summarized in
Figs. 2.1, 2.2, 2.4 and 2.5, the mechanical properties were greatly affected both by the
tannin/sucrose ratio and by the moisture content before hot-pressing.
Fig. 2.5 Effect of tannin/sucrose ratio on IB strength with drying treatment before
hot-pressing. Error bars indicate standard deviations.
Figure 2.6 shows the thickness change of cyclic accelerated aging treatment. As
0.0
0.5
1.0
1.5
2.0
2.5
100/0 75/25 50/50 25/75 0/100
IB(M
Pa
)
Tannin/Sucrose(wt%)
30
the sucrose ratio increased, the TS value decreased (except the sucrose only condition).
In the case of a tannin/sucrose ratio of 25/75, the value of TS was 28%. When the
boards were bonded with tannin only, immersion in water led to decomposition while
the TS of boards bonded with sucrose only was 49%, indicating that the dimensional
stability of the boards bonded with tannin or sucrose only were extremely low. This
result indicated that tannin kept it hydroscopicity after hot-pressing at 200°C for 10
min. The subsequent cyclic accelerated aging treatment brought a stepwise increase in
the thickness of specimens. In the second immersion treatment (immersion at 70°C
for 24 h), the range of thickness increased from 46 to 87%, and in the third immersion
treatment (immersion at 100°C for 4 h), the thickness range increased from 51 to
103%. When the board was bonded with tannin only, the specimens decomposed after
the first immersion treatment at 20°C for 24 h. As the sucrose ratio increased, the
thickness change of the cyclic accelerated aging treatment was restrained. The results
of thickness change in immersion treatments indicate that higher sucrose content
possibly promoted the adhesiveness, and thereby markedly improved water resistance
properties.
31
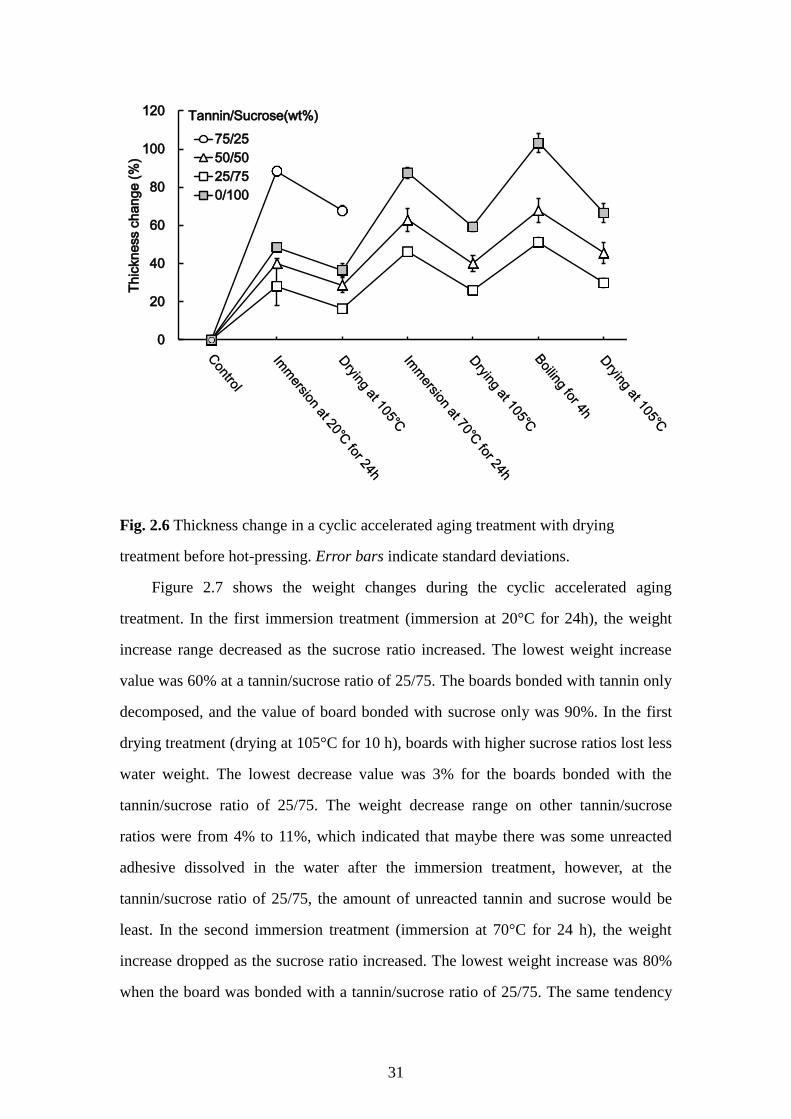
Fig. 2.6 Thickness change in a cyclic accelerated aging treatment with drying
treatment before hot-pressing. Error bars indicate standard deviations.
Figure 2.7 shows the weight changes during the cyclic accelerated aging
treatment. In the first immersion treatment (immersion at 20°C for 24h), the weight
increase range decreased as the sucrose ratio increased. The lowest weight increase
value was 60% at a tannin/sucrose ratio of 25/75. The boards bonded with tannin only
decomposed, and the value of board bonded with sucrose only was 90%. In the first
drying treatment (drying at 105°C for 10 h), boards with higher sucrose ratios lost less
water weight. The lowest decrease value was 3% for the boards bonded with the
tannin/sucrose ratio of 25/75. The weight decrease range on other tannin/sucrose
ratios were from 4% to 11%, which indicated that maybe there was some unreacted
adhesive dissolved in the water after the immersion treatment, however, at the
tannin/sucrose ratio of 25/75, the amount of unreacted tannin and sucrose would be
least. In the second immersion treatment (immersion at 70°C for 24 h), the weight
increase dropped as the sucrose ratio increased. The lowest weight increase was 80%
when the board was bonded with a tannin/sucrose ratio of 25/75. The same tendency
0
20
40
60
80
100
120
Th
ickness c
hange (
%)
75/25
50/50
25/75
0/100
Tannin/Sucrose(wt%)
32
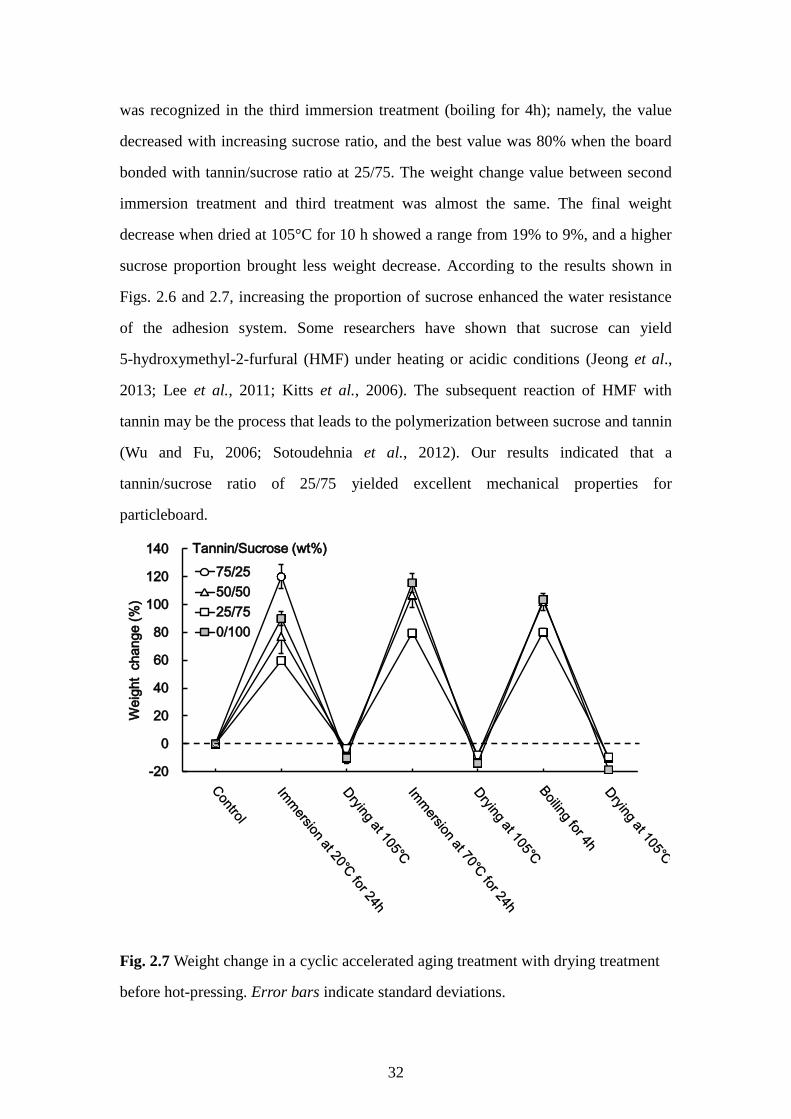
was recognized in the third immersion treatment (boiling for 4h); namely, the value
decreased with increasing sucrose ratio, and the best value was 80% when the board
bonded with tannin/sucrose ratio at 25/75. The weight change value between second
immersion treatment and third treatment was almost the same. The final weight
decrease when dried at 105°C for 10 h showed a range from 19% to 9%, and a higher
sucrose proportion brought less weight decrease. According to the results shown in
Figs. 2.6 and 2.7, increasing the proportion of sucrose enhanced the water resistance
of the adhesion system. Some researchers have shown that sucrose can yield
5-hydroxymethyl-2-furfural (HMF) under heating or acidic conditions (Jeong et al.,
2013; Lee et al., 2011; Kitts et al., 2006). The subsequent reaction of HMF with
tannin may be the process that leads to the polymerization between sucrose and tannin
(Wu and Fu, 2006; Sotoudehnia et al., 2012). Our results indicated that a
tannin/sucrose ratio of 25/75 yielded excellent mechanical properties for
particleboard.
Fig. 2.7 Weight change in a cyclic accelerated aging treatment with drying treatment
before hot-pressing. Error bars indicate standard deviations.
-20
0
20
40
60
80
100
120
140
We
ight c
ha
nge
(%
)
75/25
50/50
25/75
0/100
Tannin/Sucrose (wt%)
33
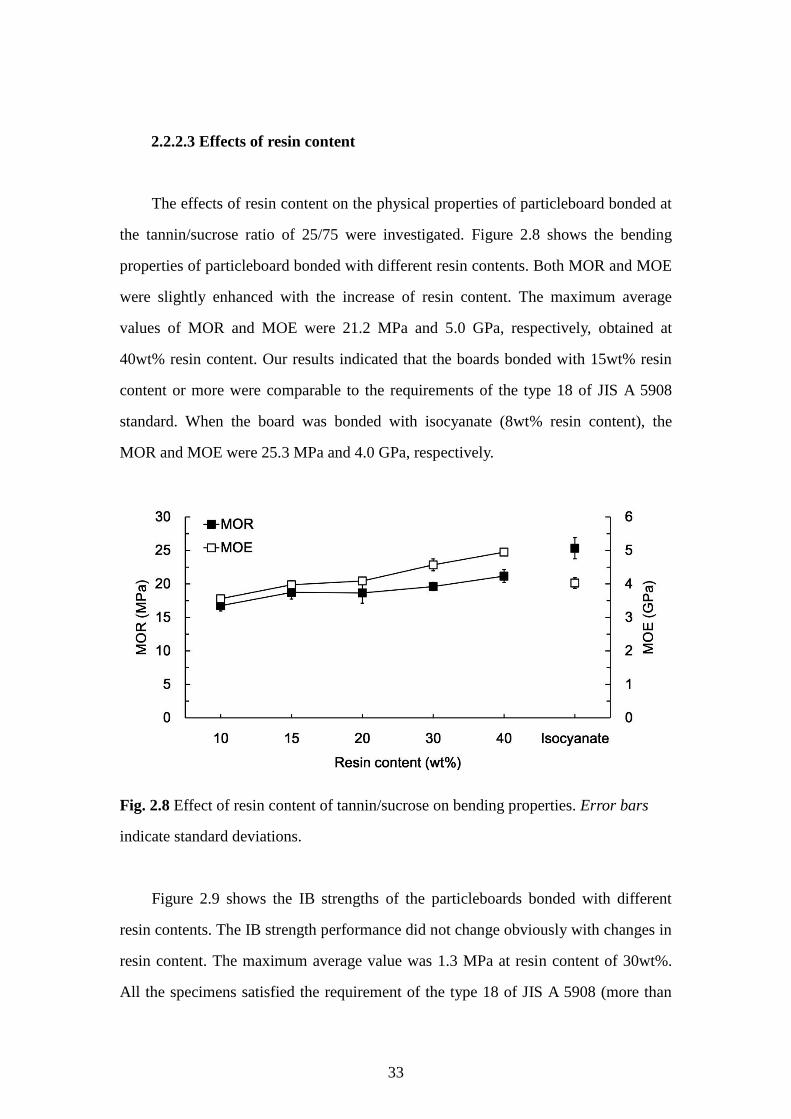
2.2.2.3 Effects of resin content
The effects of resin content on the physical properties of particleboard bonded at
the tannin/sucrose ratio of 25/75 were investigated. Figure 2.8 shows the bending
properties of particleboard bonded with different resin contents. Both MOR and MOE
were slightly enhanced with the increase of resin content. The maximum average
values of MOR and MOE were 21.2 MPa and 5.0 GPa, respectively, obtained at
40wt% resin content. Our results indicated that the boards bonded with 15wt% resin
content or more were comparable to the requirements of the type 18 of JIS A 5908
standard. When the board was bonded with isocyanate (8wt% resin content), the
MOR and MOE were 25.3 MPa and 4.0 GPa, respectively.
Fig. 2.8 Effect of resin content of tannin/sucrose on bending properties. Error bars
indicate standard deviations.
Figure 2.9 shows the IB strengths of the particleboards bonded with different
resin contents. The IB strength performance did not change obviously with changes in
resin content. The maximum average value was 1.3 MPa at resin content of 30wt%.
All the specimens satisfied the requirement of the type 18 of JIS A 5908 (more than
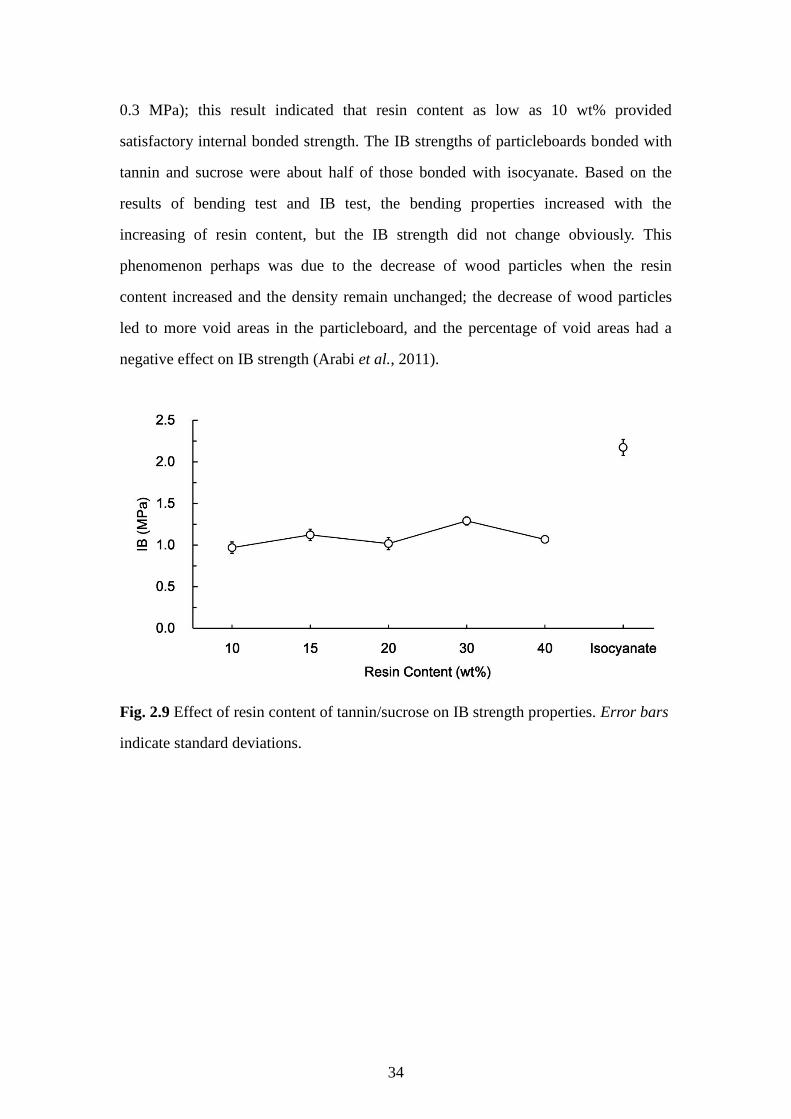
34
0.3 MPa); this result indicated that resin content as low as 10 wt% provided
satisfactory internal bonded strength. The IB strengths of particleboards bonded with
tannin and sucrose were about half of those bonded with isocyanate. Based on the
results of bending test and IB test, the bending properties increased with the
increasing of resin content, but the IB strength did not change obviously. This
phenomenon perhaps was due to the decrease of wood particles when the resin
content increased and the density remain unchanged; the decrease of wood particles
led to more void areas in the particleboard, and the percentage of void areas had a
negative effect on IB strength (Arabi et al., 2011).
Fig. 2.9 Effect of resin content of tannin/sucrose on IB strength properties. Error bars
indicate standard deviations.
35
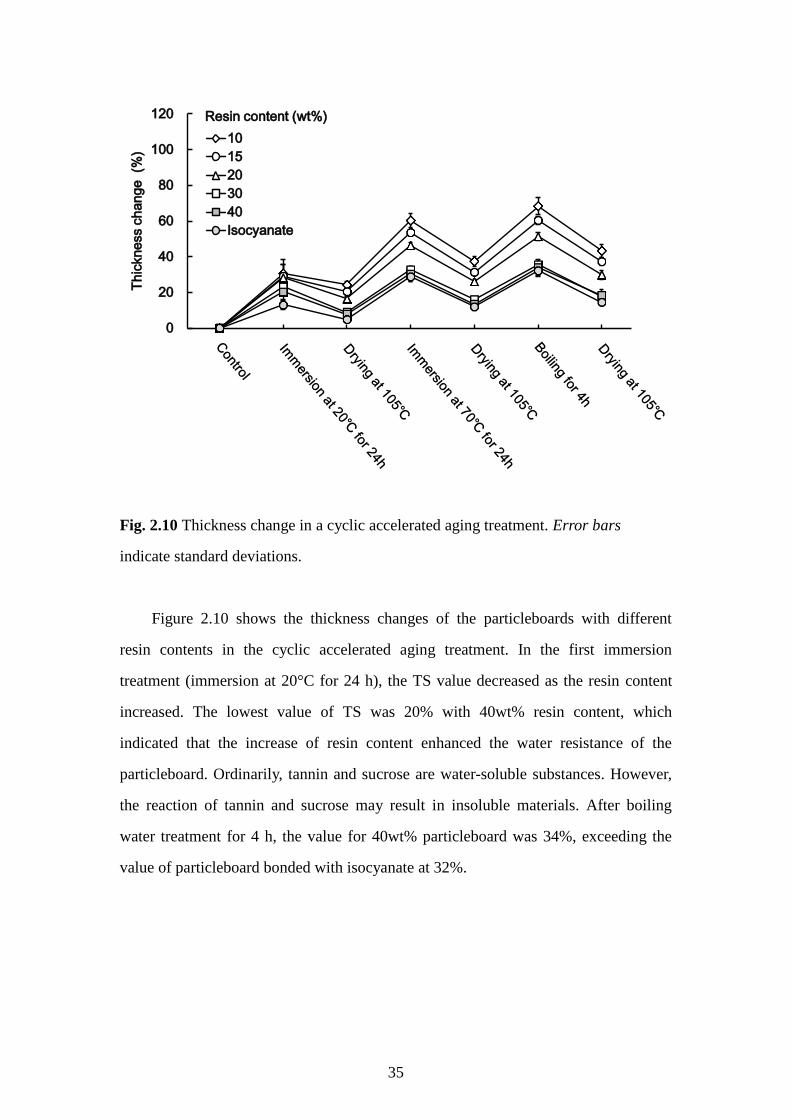
Fig. 2.10 Thickness change in a cyclic accelerated aging treatment. Error bars
indicate standard deviations.
Figure 2.10 shows the thickness changes of the particleboards with different
resin contents in the cyclic accelerated aging treatment. In the first immersion
treatment (immersion at 20°C for 24 h), the TS value decreased as the resin content
increased. The lowest value of TS was 20% with 40wt% resin content, which
indicated that the increase of resin content enhanced the water resistance of the
particleboard. Ordinarily, tannin and sucrose are water-soluble substances. However,
the reaction of tannin and sucrose may result in insoluble materials. After boiling
water treatment for 4 h, the value for 40wt% particleboard was 34%, exceeding the
value of particleboard bonded with isocyanate at 32%.
0
20
40
60
80
100
120
Th
ickn
ess c
ha
ng
e (%
)10
15
20
30
40
Isocyanate
Resin content (wt%)
36
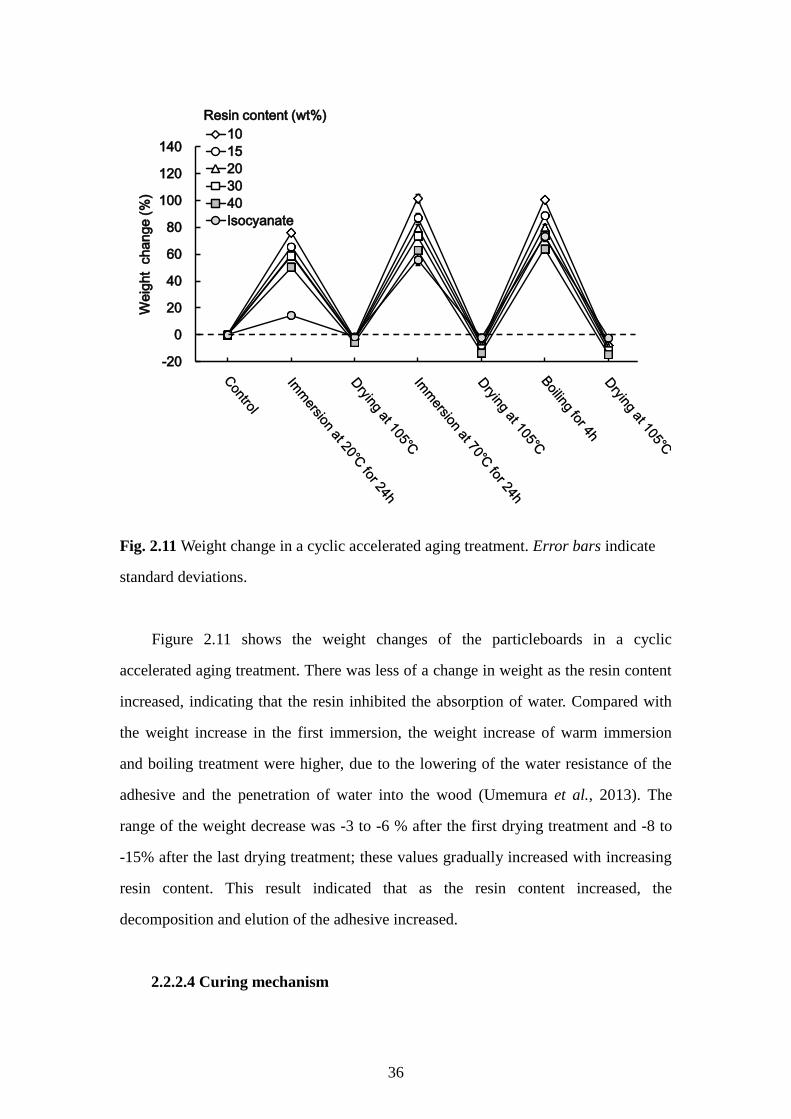
Fig. 2.11 Weight change in a cyclic accelerated aging treatment. Error bars indicate
standard deviations.
Figure 2.11 shows the weight changes of the particleboards in a cyclic
accelerated aging treatment. There was less of a change in weight as the resin content
increased, indicating that the resin inhibited the absorption of water. Compared with
the weight increase in the first immersion, the weight increase of warm immersion
and boiling treatment were higher, due to the lowering of the water resistance of the
adhesive and the penetration of water into the wood (Umemura et al., 2013). The
range of the weight decrease was -3 to -6 % after the first drying treatment and -8 to
-15% after the last drying treatment; these values gradually increased with increasing
resin content. This result indicated that as the resin content increased, the
decomposition and elution of the adhesive increased.
2.2.2.4 Curing mechanism
-20
0
20
40
60
80
100
120
140W
eig
ht c
ha
ng
e (
%)
10
15
20
30
40
Isocyanate
Resin content (wt%)
37
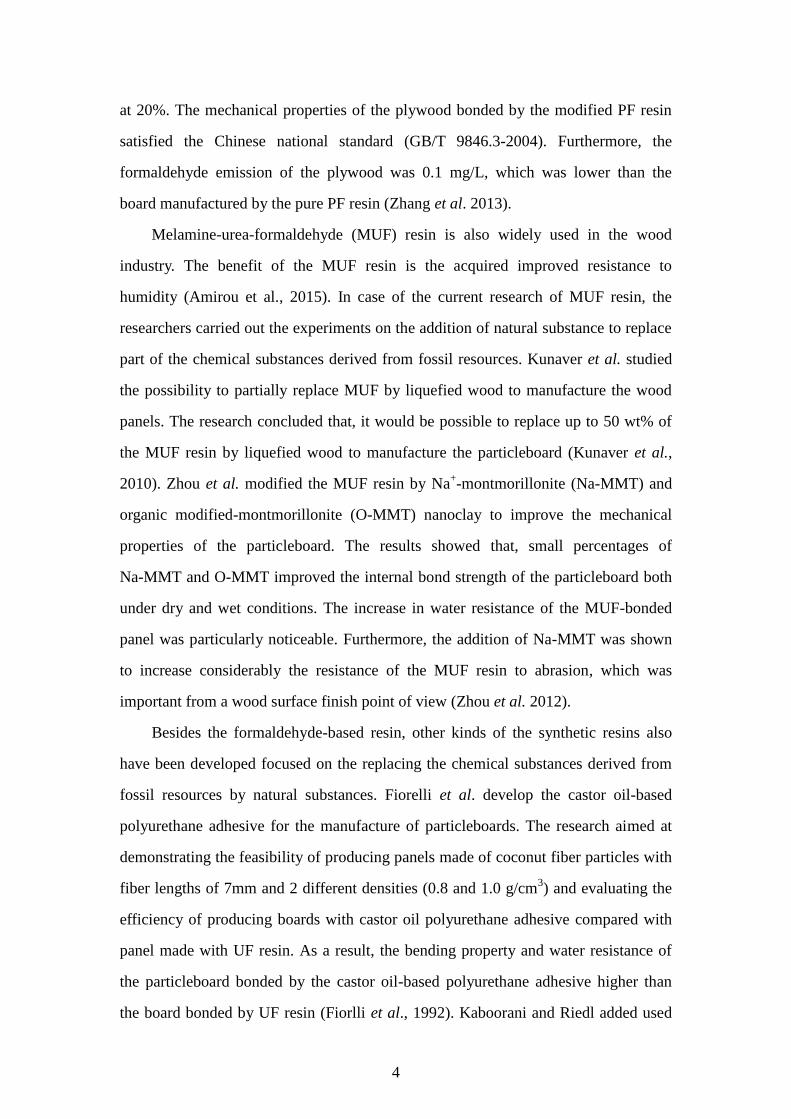
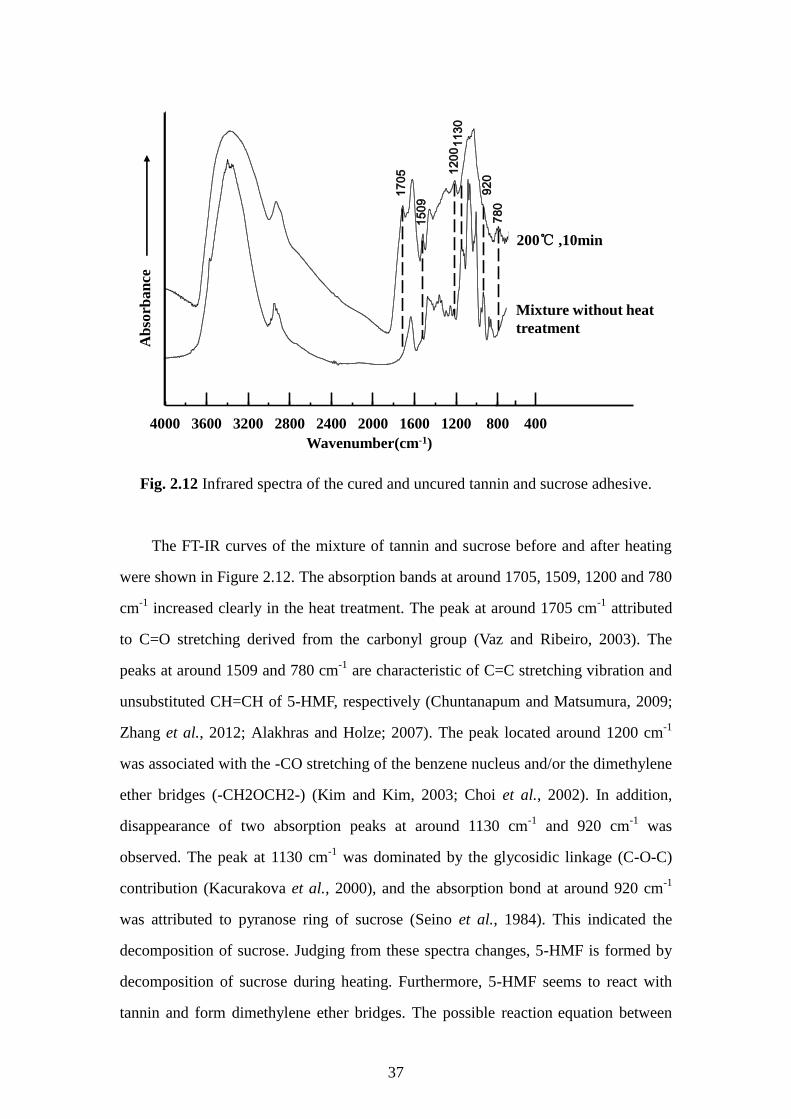
Fig. 2.12 Infrared spectra of the cured and uncured tannin and sucrose adhesive.
The FT-IR curves of the mixture of tannin and sucrose before and after heating
were shown in Figure 2.12. The absorption bands at around 1705, 1509, 1200 and 780
cm-1
increased clearly in the heat treatment. The peak at around 1705 cm-1
attributed
to C=O stretching derived from the carbonyl group (Vaz and Ribeiro, 2003). The
peaks at around 1509 and 780 cm-1
are characteristic of C=C stretching vibration and
unsubstituted CH=CH of 5-HMF, respectively (Chuntanapum and Matsumura, 2009;
Zhang et al., 2012; Alakhras and Holze; 2007). The peak located around 1200 cm-1
was associated with the -CO stretching of the benzene nucleus and/or the dimethylene
ether bridges (-CH2OCH2-) (Kim and Kim, 2003; Choi et al., 2002). In addition,
disappearance of two absorption peaks at around 1130 cm-1
and 920 cm-1
was
observed. The peak at 1130 cm-1
was dominated by the glycosidic linkage (C-O-C)
contribution (Kacurakova et al., 2000), and the absorption bond at around 920 cm-1
was attributed to pyranose ring of sucrose (Seino et al., 1984). This indicated the
decomposition of sucrose. Judging from these spectra changes, 5-HMF is formed by
decomposition of sucrose during heating. Furthermore, 5-HMF seems to react with
tannin and form dimethylene ether bridges. The possible reaction equation between
80012001600200024002800320036004000
Wavenumber(cm-1)
Ab
sorb
an
ce
Mixture without heat
treatment
200℃ ,10min
17
05
15
09
12
00
11
30
78
09
20
400
38
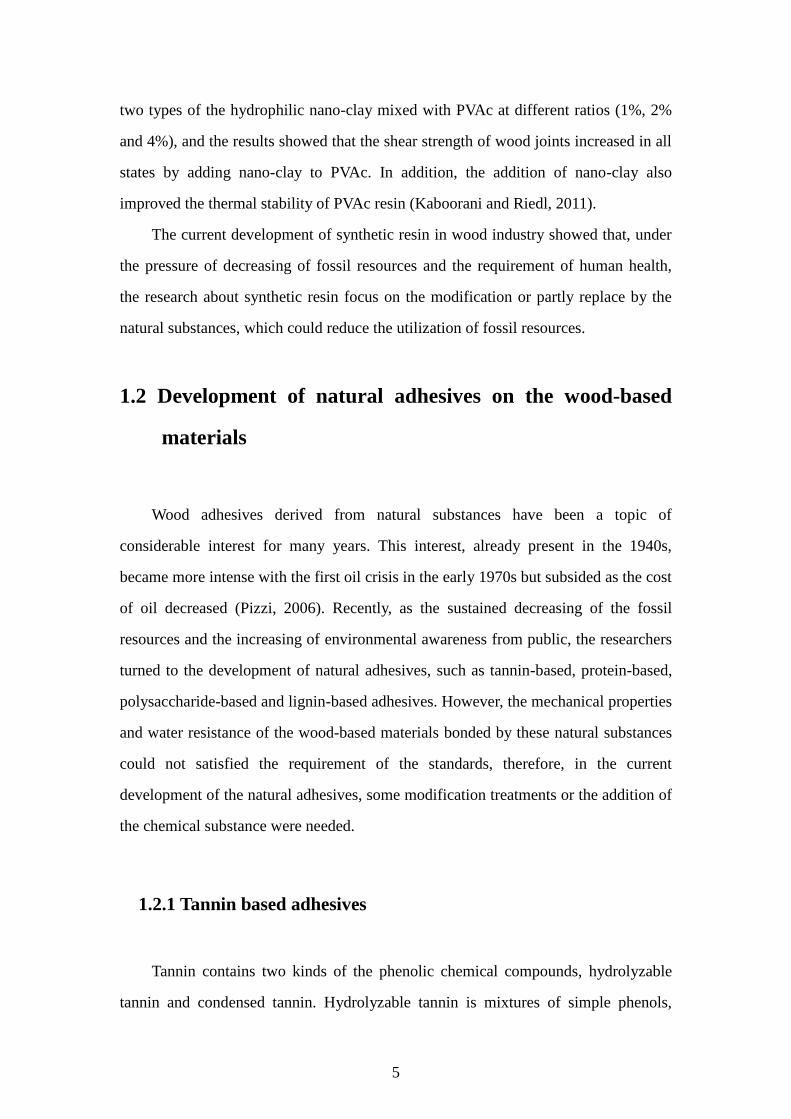
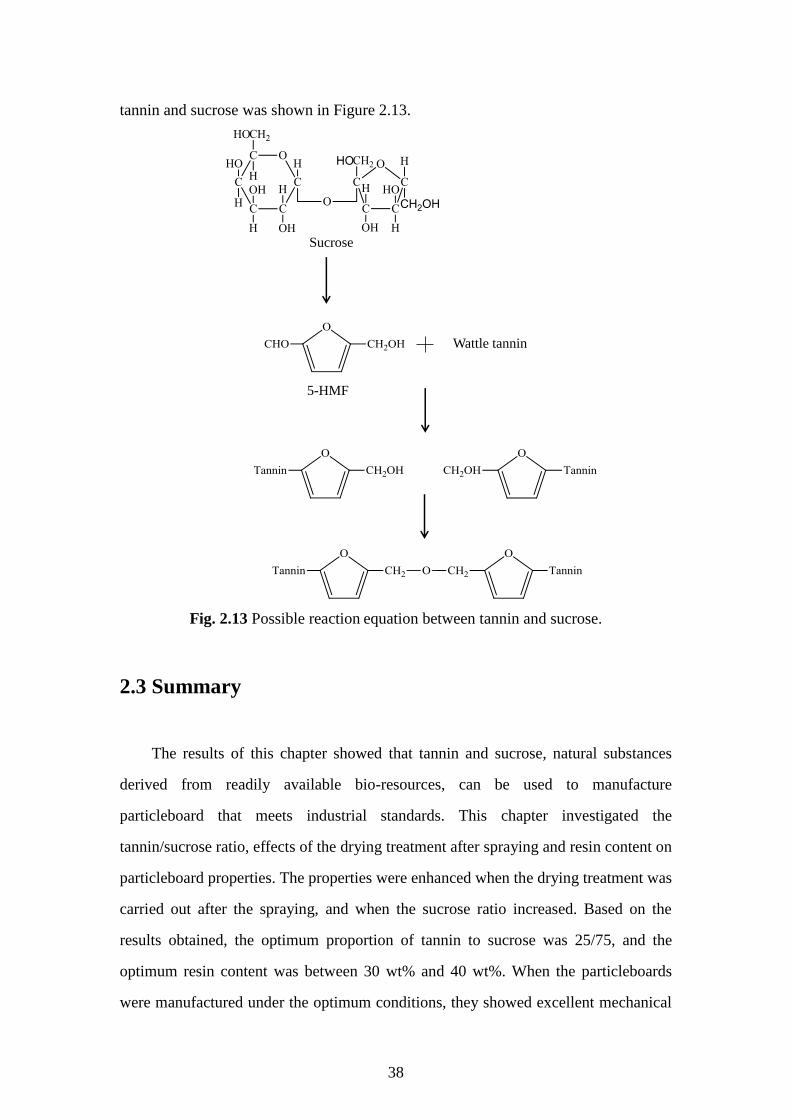
tannin and sucrose was shown in Figure 2.13.
Fig. 2.13 Possible reaction equation between tannin and sucrose.
2.3 Summary
The results of this chapter showed that tannin and sucrose, natural substances
derived from readily available bio-resources, can be used to manufacture
particleboard that meets industrial standards. This chapter investigated the
tannin/sucrose ratio, effects of the drying treatment after spraying and resin content on
particleboard properties. The properties were enhanced when the drying treatment was
carried out after the spraying, and when the sucrose ratio increased. Based on the
results obtained, the optimum proportion of tannin to sucrose was 25/75, and the
optimum resin content was between 30 wt% and 40 wt%. When the particleboards
were manufactured under the optimum conditions, they showed excellent mechanical
Sucrose
5-HMF
Wattle tannin
39
properties, higher than those required for JIS A5908 type 18. Based on the results of
FT-IR, 5-HMF was formed from the decomposition of sucrose during the heating
treatment. In addition, as one kind of the possible reaction mechanism between tannin
and sucrose, the dimethylene ether bridges seems to be formed.
2.4 Reference
Alakhras. F., Holze. R. (2007) In situ UV-vis-and FT-IR-spectroscopy of
electrochemically synthesized furan-thiophene copolymers. Synthetic metals. 157,
109-119.
Arabi. M., Faezipour. M., Layeghi. M., Enayati. AA. (2011) Interaction analysis
between slenderness ratio and resin content on mechanical properties of
particleboard. J For Res. 23, 461-464.
Choi. MH., Byun. HY., Chung. IJ. (2002) The effect of chain length of flexible diacid
on morphology and mechanical property of modified phenolic resin. J Polymer.
43, 4437-4444.
Chuntanapum. A., Matsumura. Y. (2009) Formation of tarry material from 5-HMF in
subcritical and supercritical water. Ind Eng Chem Res. 48, 9837-9846.
Jeong. J., Antonyraj. C., Shin. S., Kim. S., Kim. B., Lee. KY., Cho. JK. (2013)
Commercially attractive process for production of 5-hydroxymethyl-2-furfural
from high fructose corn syrup. J Ind Eng Chem. 19, 1106-1111.
JIS A 5908(2003) Particleboard (in Japanese). Japanese Standards Association, Tokyo,
Japan.
Kacurakova. M., Capek. P., Sasinkova. V., Wellner. N., Ebringerova. A. (2000) FT-IR
study of plant cell wall model compounds: pectic polysaccharides and
hemicelluloses. Carbohyd Polym. 43, 196-203.
Kim. S., Kim. H. (2003) Curing behavior and viscoelastic properties of pine and
wattle tannin-based adhesives stydied by dynamic mechanical thermal analysis
and FT-IR-ATR spectroscopy. J Adhesion Sci Technol. 17, 1369-1383.
40
Kitts. DD., Wu. CH., Kopec. A., Nagasawa. T. (2006) Chemistry and genotoxicity of
caramelized sucrose. Mol Nutr Food Res. 50, 1180-1190.
Koch. H., Pein. J. (1985) Condensation reactions between phenol, formaldehyde and
5-hydroxymethylfurfural, formed as intermediate in the acid catalyzed
dehydration of starchy products. Polym Bull. 13, 525-532.
Lee. JW., Thomas. L., Jerrell. J., Feng. H., Cadwallader. K., Schmidt. S. (2011)
Investigation of thermal decomposition as the kinetic process that causes the loss
of crystalline structure in sucrose using a chemical analysis approach. J Agric
Food Chem. 59, 702-712.
Lei. H., Pizzi. A., Du. GB. (2008) Environmentally friendly mixed tannin/lignin wood
resins. J Appl Polym Sci. 107, 203-209.
Li. K., Geng. X., Simonsen. J., Karchesy. J. (2004) Novel wood adhesives from
condensed tannins and polyethylenimine. Int J Adhes Adhes. 24, 327-333.
Lin. HC., Fujimoto. Y., Murase. Y. (2002) Behavior of acoustic emission generation
during tensile tests perpendicular to the plan of particleboard: effects of particle
sizes and moisture content of boards. J Wood Sci. 48, 374-379.
McRae. J., Schulkin. A., Kassara. S., Holt. H., Smith. P. (2013) Sensory properties of
wine tannin fractions: implications for in-mouth sensory properties. J Agric Food
Chem. 61, 719-727.
Pichelin. F., Nakatani. M., Pizzi. A. (2006) Structural beams from thick wood panels
bonded industrially with formaldehyde-free tannin adhesives. J Forest Prod. 56,
31-36.
Piwowarski. JP. , Kiss. AK., Kozłowska-Wojciechowska. M. (2011)
Anti-hyaluronidase and anti-elastase activity screening of tannin-rich plant
materials used in traditional Polish medicine for external treatment of diseases
with inflammatory background. J Ethnopharmacology. 137, 937-941.
Pizzi. A.(2006) Recent development in eco-efficient bio-based adhesives for wood
bonding: opportunities and isues. J Adhes Sci Technol. 20, 829-846.
Sar. B. , Nemli. G., Ayrilmis. N., Baharoğlu. M., Bardak. M. (2013) The influences of
drying temperature of wood particles on the quality properties of particleboard
41
composite. J Drying Technol. 31, 17-23.
Seino. H., Uchibori. T., Nishitani. T., Inamasu. S. (1984) Enzymatic synthesis of
carbohydrate esters of fatty acid (I) esterification of sucrose, glucose, fructose
and sorbitol. JAOCS. 61(11), 1761-1765.
Soto, R., Freer, J., Reues, N., Baeza, J. (2001) Extraction of folyflavonoids from pinus
radiate D. Don bark evaluation of effects of solvent composition and of the
height of tree bark . Bol. Soc. Chil. Qui. 46, 14-19.
Sotoudehnia. MM., Soltani. AK., Jam. JE., Moztarzadeh. F. (2012) The effect of
modified processing on the densification efficiency and microstructure of
phenol–furfural-based carbon composite. J Anal Appl Pyrol. 96, 2-5.
Trosa. A., Pizzi. A. (1997) Stability and performance of tannin-accelerated PF resins
for plywood. J Holz Roh- Werkst. 55, 306.
Umemura, K. (2013). Condensed tannin-containing composition which is cured by
application of heat and pressure. WO2013018707 A1.
Umemura. K., Sugihara. O., Kawai. S. (2013) Investigation of a new natural adhesive
composed of citric acid and sucrose for particleboard. J Wood Sci. 59, 203-208.
Valenzuela. J., Von. Leyser. E., Pizzi. A. (2012) Industrial production of pine
tannin-bonded particleboard and MDF. Eur J Wood Prod. 70, 735-740.
Vaz. PD., Ribeiro-Claro. PJA. (2003) C-H…O hydrogen bonds in liquid
cyclohexanone revealed by the vC=O splitting and the vC-H blue shift. J. Raman
Spectrosc. 34, 863-867.
Wu. DC., Fu. RW. (2006) Synthesis of organic and carbon aerols from phenol-furfural
by two-step polymerization. Micropor Mesopor Mat. 96, 115-120.
Yao. K., He. Q., Jia. DY., Shi. B. (2006) The potential of wattle tannin extracts for
fine use. J Nat Prod Res. 20, 271-278.
Yonghwa. J., Jian. H., Kaichang. L. (2011) A new formaldehyde-free wood adhesive
from renewable materials. Int J Adhes Adhes. 31, 754-759.
Zhang. M., Yang. H., Liu. Y., Sun. X., Zhang. D., Xue. D. (2012) Hydrophobic
precipitation of carbonaceous spheres from fructose by a hydrothermal process.
Carbon. 50, 2155-2161.

42
Chapter3
Effects of pressing temperature and time on particleboard
properties, and characterization of tannin-sucrose adhesive
3.1 Introduction
In a previous study in Chapter2, particleboard was manufacture bonded by tannin
and sucrose. The mechanical properties of particleboard produced with tannin to
sucrose ratio of 25/75 and a resin content of 30 to 40 wt% satisfied the requirement of
the JIS A 5908 type 18 standard (2003). However, the water resistance of the
particleboard bonded by tannin and sucrose at optimal manufacture conditions in
Chapter 2 still lower than the standard. The reaction mechanism was studied by FT-IR,
and the results showed the dimethylene ether bridges seems to be formed. The results
obtained from chapter 2 indicated that, it is possible to manufacture the particleboard
bonded by tannin and sucrose. Therefore, more information of the manufacture
conditions and the curing behavior of tannin and sucrose adhesive are needed.
In the Chapter 3, the effects of the hot pressing temperature and hot pressing
time on the physical properties of the particleboard were investigated. The
relationship between curing process and temperature was also studied by
thermogravimetric analysis (TGA) and differential scanning calorimetry (DSC). The
insoluble matter of the cured adhesives was measured, and the change of the chemical
structure of adhesives cured for different heating times was studied by Fourier
transform infrared spectroscopy (FT-IR).
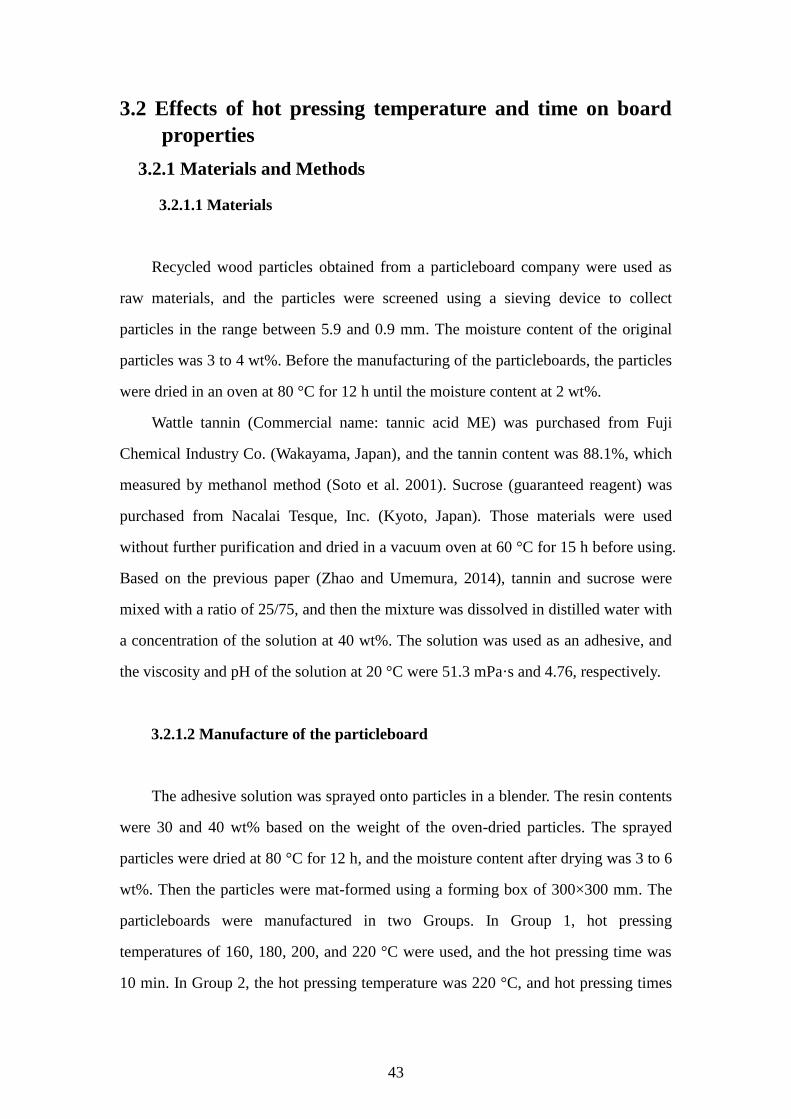
43
3.2 Effects of hot pressing temperature and time on board
properties
3.2.1 Materials and Methods
3.2.1.1 Materials
Recycled wood particles obtained from a particleboard company were used as
raw materials, and the particles were screened using a sieving device to collect
particles in the range between 5.9 and 0.9 mm. The moisture content of the original
particles was 3 to 4 wt%. Before the manufacturing of the particleboards, the particles
were dried in an oven at 80 °C for 12 h until the moisture content at 2 wt%.
Wattle tannin (Commercial name: tannic acid ME) was purchased from Fuji
Chemical Industry Co. (Wakayama, Japan), and the tannin content was 88.1%, which
measured by methanol method (Soto et al. 2001). Sucrose (guaranteed reagent) was
purchased from Nacalai Tesque, Inc. (Kyoto, Japan). Those materials were used
without further purification and dried in a vacuum oven at 60 °C for 15 h before using.
Based on the previous paper (Zhao and Umemura, 2014), tannin and sucrose were
mixed with a ratio of 25/75, and then the mixture was dissolved in distilled water with
a concentration of the solution at 40 wt%. The solution was used as an adhesive, and
the viscosity and pH of the solution at 20 °C were 51.3 mPa·s and 4.76, respectively.
3.2.1.2 Manufacture of the particleboard
The adhesive solution was sprayed onto particles in a blender. The resin contents
were 30 and 40 wt% based on the weight of the oven-dried particles. The sprayed
particles were dried at 80 °C for 12 h, and the moisture content after drying was 3 to 6
wt%. Then the particles were mat-formed using a forming box of 300×300 mm. The
particleboards were manufactured in two Groups. In Group 1, hot pressing
temperatures of 160, 180, 200, and 220 °C were used, and the hot pressing time was
10 min. In Group 2, the hot pressing temperature was 220 °C, and hot pressing times
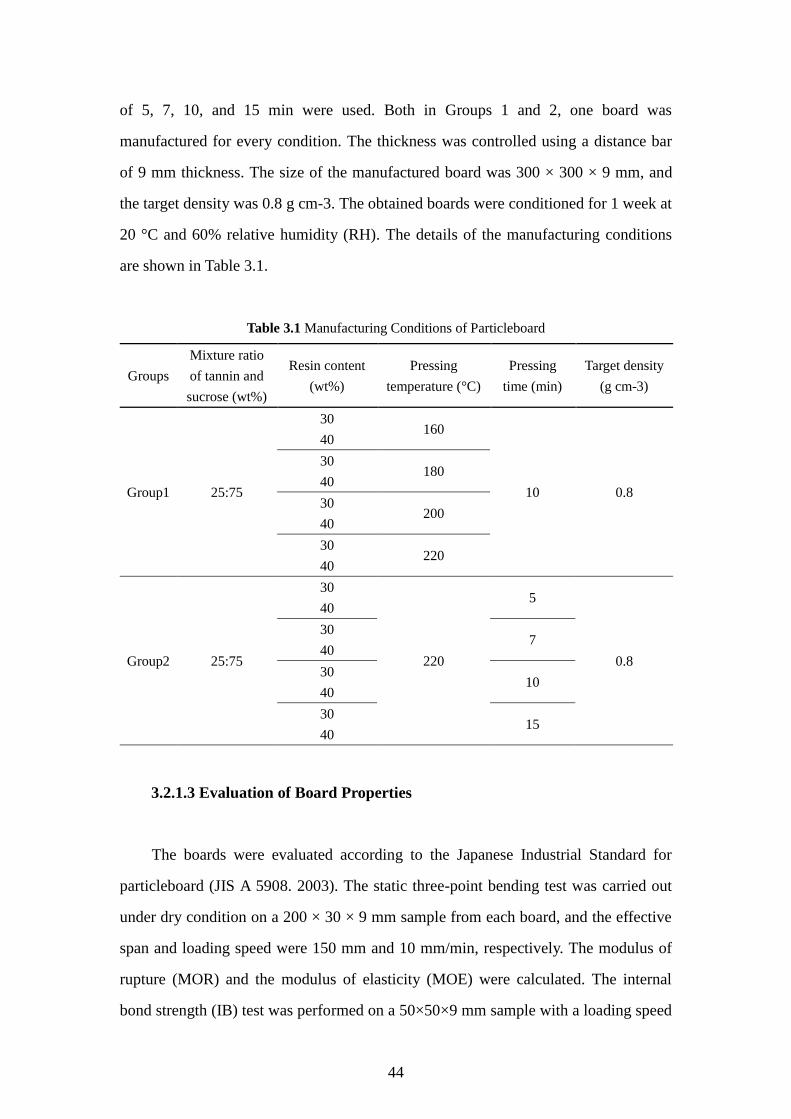
44
of 5, 7, 10, and 15 min were used. Both in Groups 1 and 2, one board was
manufactured for every condition. The thickness was controlled using a distance bar
of 9 mm thickness. The size of the manufactured board was 300 × 300 × 9 mm, and
the target density was 0.8 g cm-3. The obtained boards were conditioned for 1 week at
20 °C and 60% relative humidity (RH). The details of the manufacturing conditions
are shown in Table 3.1.
Table 3.1 Manufacturing Conditions of Particleboard
Groups
Mixture ratio
of tannin and
sucrose (wt%)
Resin content
(wt%)
Pressing
temperature (°C)
Pressing
time (min)
Target density
(g cm-3)
Group1 25:75
30 160
10 0.8
40
30 180
40
30 200
40
30 220
40
Group2 25:75
30
220
5
0.8
40
30 7
40
30 10
40
30 15
40
3.2.1.3 Evaluation of Board Properties
The boards were evaluated according to the Japanese Industrial Standard for
particleboard (JIS A 5908. 2003). The static three-point bending test was carried out
under dry condition on a 200 × 30 × 9 mm sample from each board, and the effective
span and loading speed were 150 mm and 10 mm/min, respectively. The modulus of
rupture (MOR) and the modulus of elasticity (MOE) were calculated. The internal
bond strength (IB) test was performed on a 50×50×9 mm sample with a loading speed
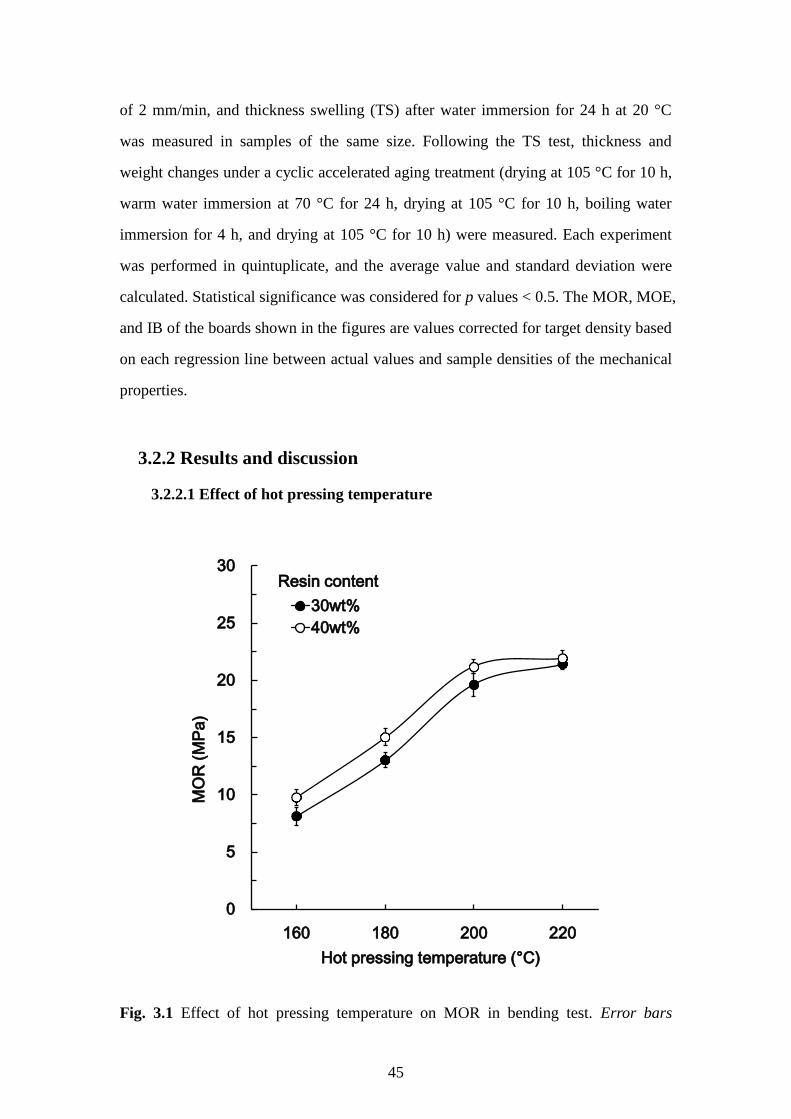
45
of 2 mm/min, and thickness swelling (TS) after water immersion for 24 h at 20 °C
was measured in samples of the same size. Following the TS test, thickness and
weight changes under a cyclic accelerated aging treatment (drying at 105 °C for 10 h,
warm water immersion at 70 °C for 24 h, drying at 105 °C for 10 h, boiling water
immersion for 4 h, and drying at 105 °C for 10 h) were measured. Each experiment
was performed in quintuplicate, and the average value and standard deviation were
calculated. Statistical significance was considered for p values < 0.5. The MOR, MOE,
and IB of the boards shown in the figures are values corrected for target density based
on each regression line between actual values and sample densities of the mechanical
properties.
3.2.2 Results and discussion
3.2.2.1 Effect of hot pressing temperature
Fig. 3.1 Effect of hot pressing temperature on MOR in bending test. Error bars
0
5
10
15
20
25
30
160 180 200 220
MO
R (
MP
a)
Hot pressing temperature (°C)
30wt%
40wt%
Resin content
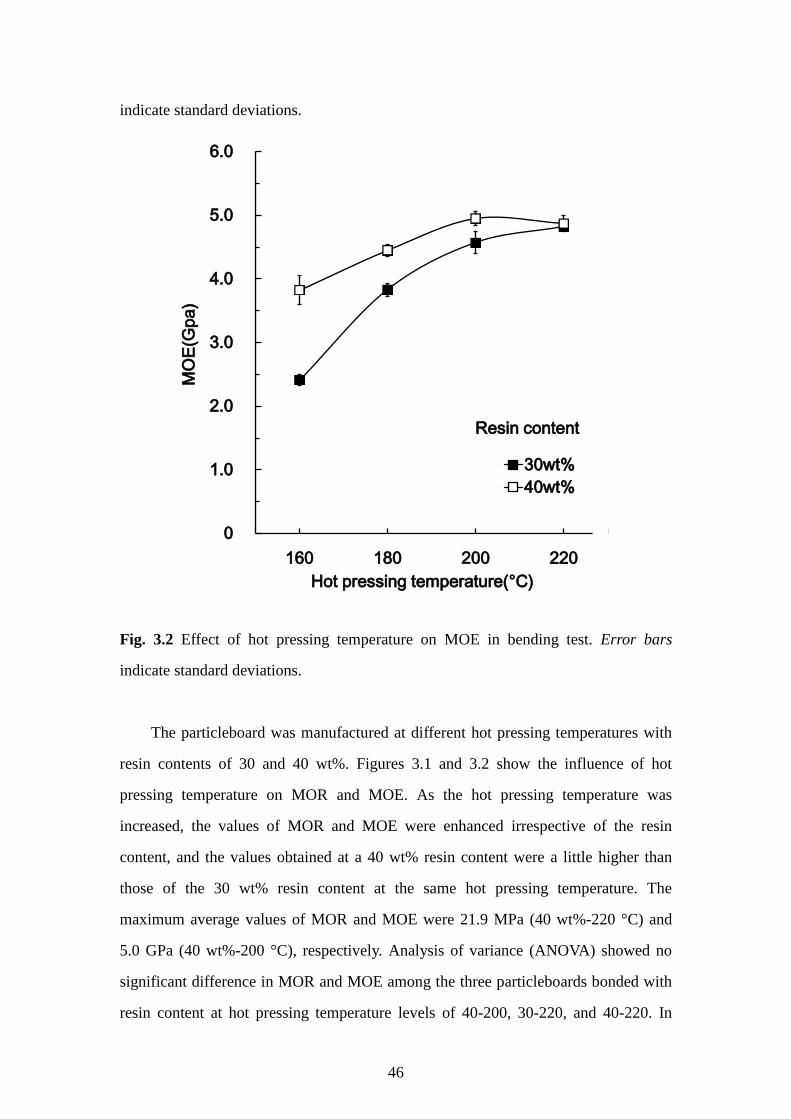
46
indicate standard deviations.
Fig. 3.2 Effect of hot pressing temperature on MOE in bending test. Error bars
indicate standard deviations.
The particleboard was manufactured at different hot pressing temperatures with
resin contents of 30 and 40 wt%. Figures 3.1 and 3.2 show the influence of hot
pressing temperature on MOR and MOE. As the hot pressing temperature was
increased, the values of MOR and MOE were enhanced irrespective of the resin
content, and the values obtained at a 40 wt% resin content were a little higher than
those of the 30 wt% resin content at the same hot pressing temperature. The
maximum average values of MOR and MOE were 21.9 MPa (40 wt%-220 °C) and
5.0 GPa (40 wt%-200 °C), respectively. Analysis of variance (ANOVA) showed no
significant difference in MOR and MOE among the three particleboards bonded with
resin content at hot pressing temperature levels of 40-200, 30-220, and 40-220. In
0.0
1.0
2.0
3.0
4.0
5.0
6.0
160 180 200 220
MO
E(G
pa
)
Hot pressing temperature(°C)
30wt%
40wt%
Resin content
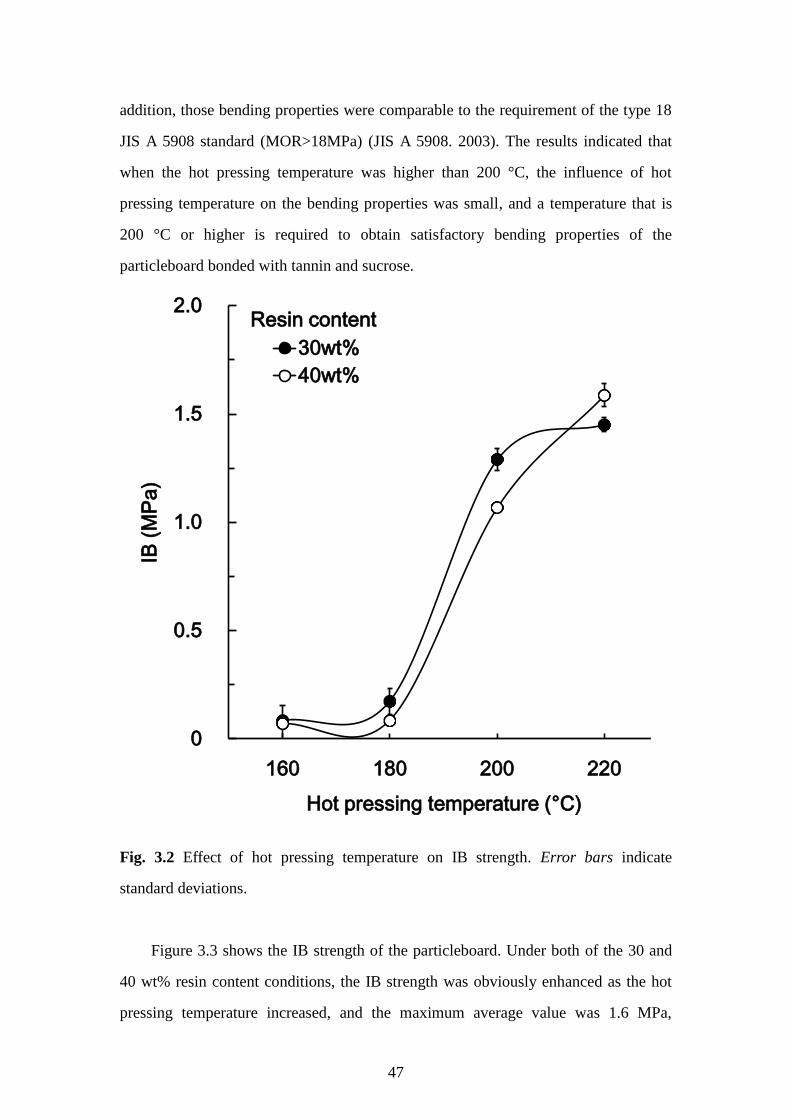
47
addition, those bending properties were comparable to the requirement of the type 18
JIS A 5908 standard (MOR>18MPa) (JIS A 5908. 2003). The results indicated that
when the hot pressing temperature was higher than 200 °C, the influence of hot
pressing temperature on the bending properties was small, and a temperature that is
200 °C or higher is required to obtain satisfactory bending properties of the
particleboard bonded with tannin and sucrose.
Fig. 3.2 Effect of hot pressing temperature on IB strength. Error bars indicate
standard deviations.
Figure 3.3 shows the IB strength of the particleboard. Under both of the 30 and
40 wt% resin content conditions, the IB strength was obviously enhanced as the hot
pressing temperature increased, and the maximum average value was 1.6 MPa,
0.0
0.5
1.0
1.5
2.0
160 180 200 220
IB (
MP
a)
Hot pressing temperature (°C)
30wt%
40wt%
Resin content
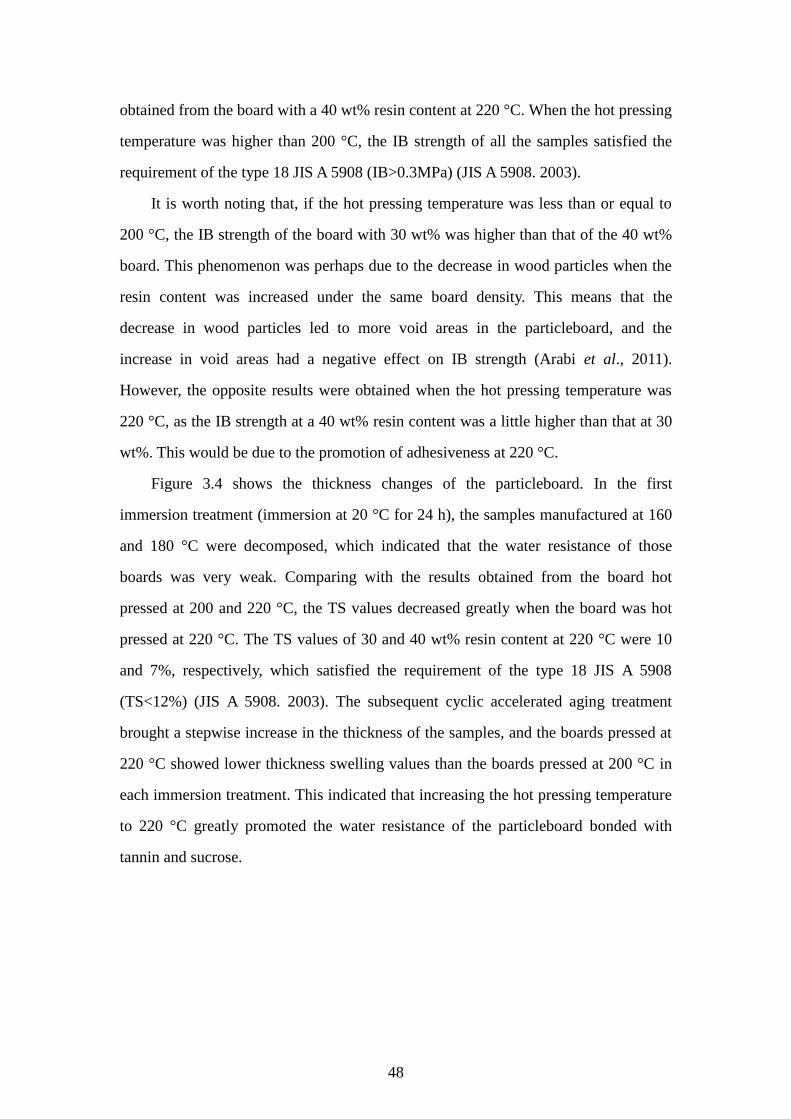
48
obtained from the board with a 40 wt% resin content at 220 °C. When the hot pressing
temperature was higher than 200 °C, the IB strength of all the samples satisfied the
requirement of the type 18 JIS A 5908 (IB>0.3MPa) (JIS A 5908. 2003).
It is worth noting that, if the hot pressing temperature was less than or equal to
200 °C, the IB strength of the board with 30 wt% was higher than that of the 40 wt%
board. This phenomenon was perhaps due to the decrease in wood particles when the
resin content was increased under the same board density. This means that the
decrease in wood particles led to more void areas in the particleboard, and the
increase in void areas had a negative effect on IB strength (Arabi et al., 2011).
However, the opposite results were obtained when the hot pressing temperature was
220 °C, as the IB strength at a 40 wt% resin content was a little higher than that at 30
wt%. This would be due to the promotion of adhesiveness at 220 °C.
Figure 3.4 shows the thickness changes of the particleboard. In the first
immersion treatment (immersion at 20 °C for 24 h), the samples manufactured at 160
and 180 °C were decomposed, which indicated that the water resistance of those
boards was very weak. Comparing with the results obtained from the board hot
pressed at 200 and 220 °C, the TS values decreased greatly when the board was hot
pressed at 220 °C. The TS values of 30 and 40 wt% resin content at 220 °C were 10
and 7%, respectively, which satisfied the requirement of the type 18 JIS A 5908
(TS<12%) (JIS A 5908. 2003). The subsequent cyclic accelerated aging treatment
brought a stepwise increase in the thickness of the samples, and the boards pressed at
220 °C showed lower thickness swelling values than the boards pressed at 200 °C in
each immersion treatment. This indicated that increasing the hot pressing temperature
to 220 °C greatly promoted the water resistance of the particleboard bonded with
tannin and sucrose.
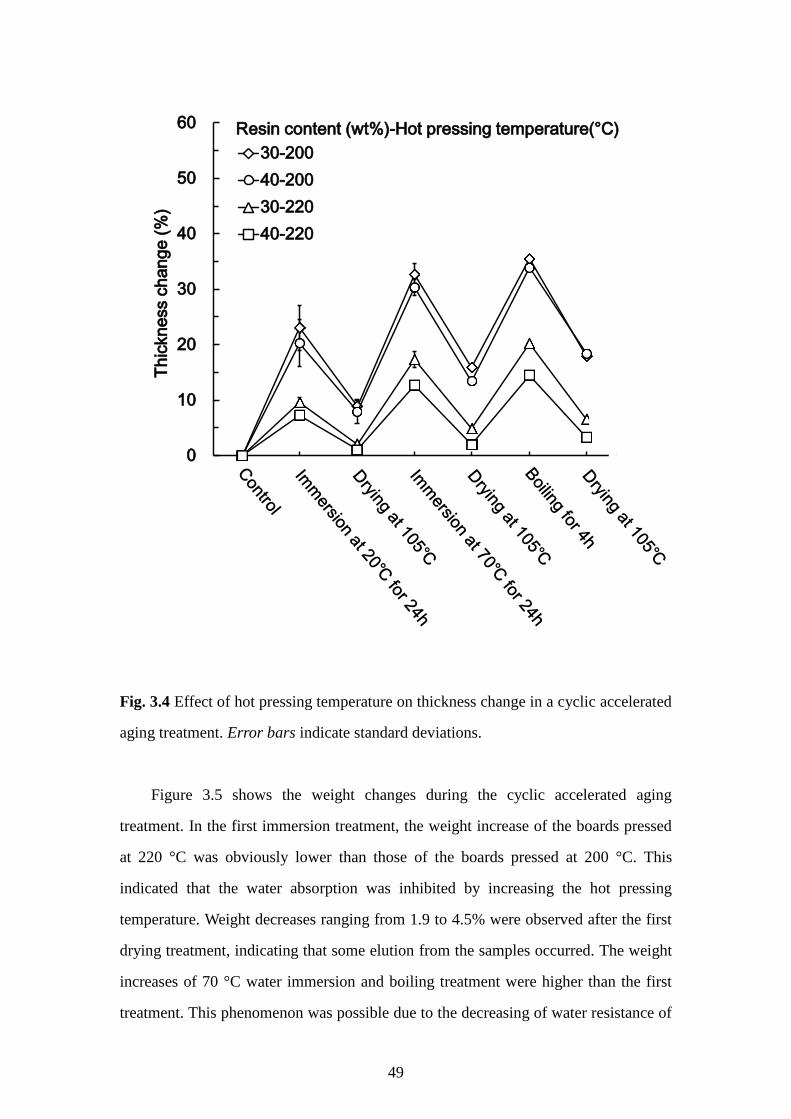
49
Fig. 3.4 Effect of hot pressing temperature on thickness change in a cyclic accelerated
aging treatment. Error bars indicate standard deviations.
Figure 3.5 shows the weight changes during the cyclic accelerated aging
treatment. In the first immersion treatment, the weight increase of the boards pressed
at 220 °C was obviously lower than those of the boards pressed at 200 °C. This
indicated that the water absorption was inhibited by increasing the hot pressing
temperature. Weight decreases ranging from 1.9 to 4.5% were observed after the first
drying treatment, indicating that some elution from the samples occurred. The weight
increases of 70 °C water immersion and boiling treatment were higher than the first
treatment. This phenomenon was possible due to the decreasing of water resistance of
0
10
20
30
40
50
60
Th
ickness c
hange (
%)
30-200
40-200
30-220
40-220
Resin content (wt%)-Hot pressing temperature(°C)
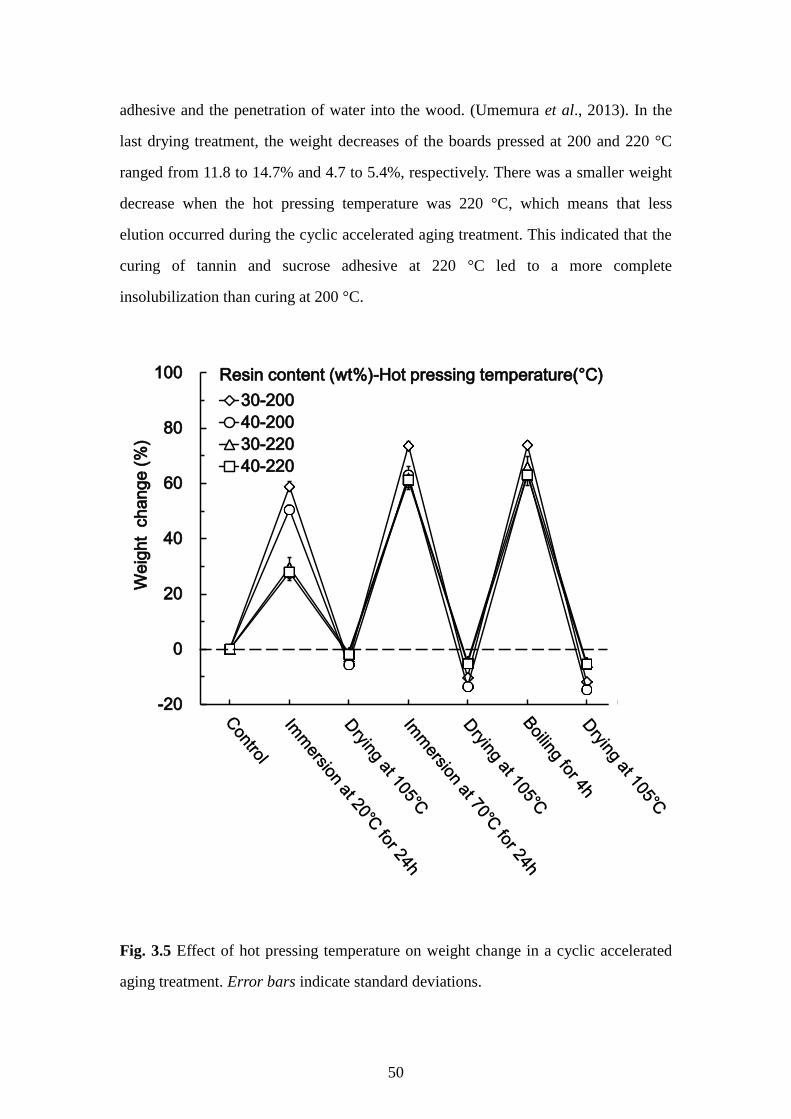
50
adhesive and the penetration of water into the wood. (Umemura et al., 2013). In the
last drying treatment, the weight decreases of the boards pressed at 200 and 220 °C
ranged from 11.8 to 14.7% and 4.7 to 5.4%, respectively. There was a smaller weight
decrease when the hot pressing temperature was 220 °C, which means that less
elution occurred during the cyclic accelerated aging treatment. This indicated that the
curing of tannin and sucrose adhesive at 220 °C led to a more complete
insolubilization than curing at 200 °C.
Fig. 3.5 Effect of hot pressing temperature on weight change in a cyclic accelerated
aging treatment. Error bars indicate standard deviations.
-20
0
20
40
60
80
100
We
igh
t c
ha
ng
e (
%)
30-200
40-200
30-220
40-220
Resin content (wt%)-Hot pressing temperature(°C)
51
3.2.2.2 Effect of hot pressing time
Fig. 3.6 Effect of hot pressing time on MOR in bending test. Error bars indicate
standard deviations.
Based on the results obtained, the effects of hot pressing time on the physical
properties of particleboard bonded with 30 and 40 wt% resin content were
investigated at 220 °C. Figures 3.6 and 3.7 show the influence of hot pressing time on
MOR and MOE. The results show that the bending properties of all the samples
satisfied the requirement of the type 18 JIS A 5908 standard (JIS A 5908. 2003). The
0
5
10
15
20
25
30
0 5 10 15
MO
R (
MP
a)
Hot pressing time (min)
30wt%
40wt%
Resin content
7
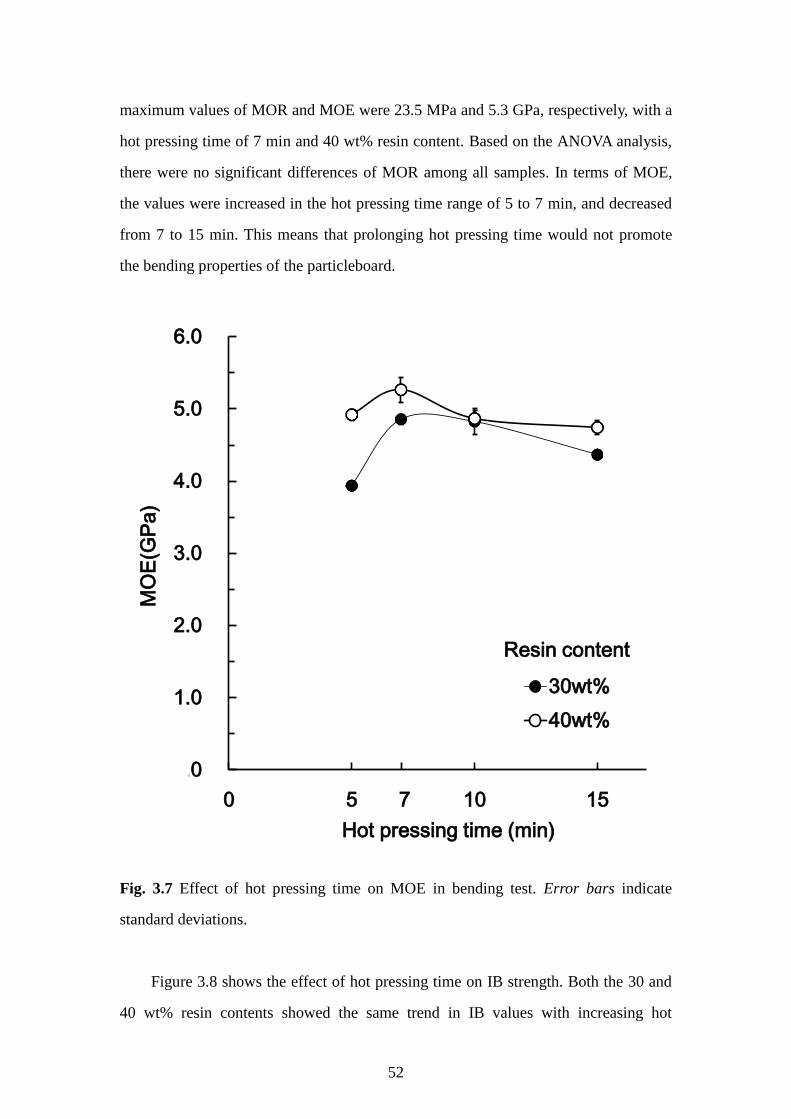
52
maximum values of MOR and MOE were 23.5 MPa and 5.3 GPa, respectively, with a
hot pressing time of 7 min and 40 wt% resin content. Based on the ANOVA analysis,
there were no significant differences of MOR among all samples. In terms of MOE,
the values were increased in the hot pressing time range of 5 to 7 min, and decreased
from 7 to 15 min. This means that prolonging hot pressing time would not promote
the bending properties of the particleboard.
Fig. 3.7 Effect of hot pressing time on MOE in bending test. Error bars indicate
standard deviations.
Figure 3.8 shows the effect of hot pressing time on IB strength. Both the 30 and
40 wt% resin contents showed the same trend in IB values with increasing hot
0.0
1.0
2.0
3.0
4.0
5.0
6.0
0 5 10 15
MO
E(G
Pa
)
Hot pressing time (min)
30wt%
40wt%
Resin content
7
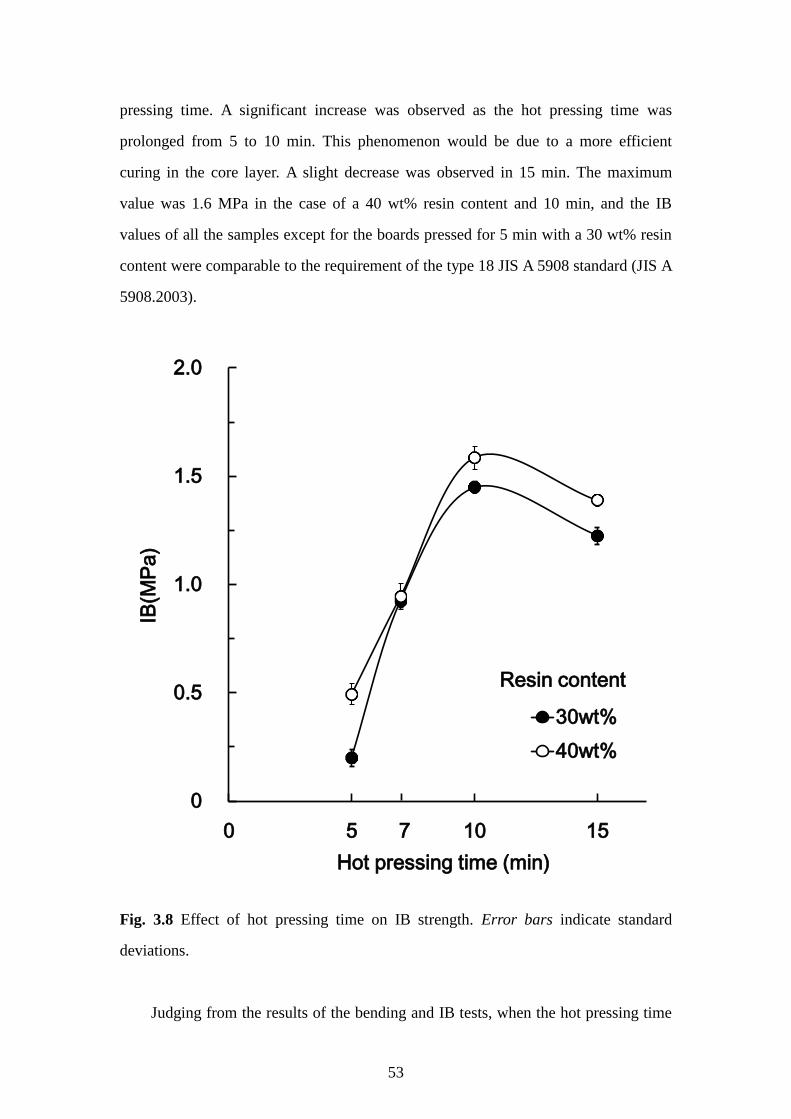
53
pressing time. A significant increase was observed as the hot pressing time was
prolonged from 5 to 10 min. This phenomenon would be due to a more efficient
curing in the core layer. A slight decrease was observed in 15 min. The maximum
value was 1.6 MPa in the case of a 40 wt% resin content and 10 min, and the IB
values of all the samples except for the boards pressed for 5 min with a 30 wt% resin
content were comparable to the requirement of the type 18 JIS A 5908 standard (JIS A
5908.2003).
Fig. 3.8 Effect of hot pressing time on IB strength. Error bars indicate standard
deviations.
Judging from the results of the bending and IB tests, when the hot pressing time
0.0
0.5
1.0
1.5
2.0
0 5 10 15
IB(M
Pa
)
Hot pressing time (min)
30wt%
40wt%
Resin content
7
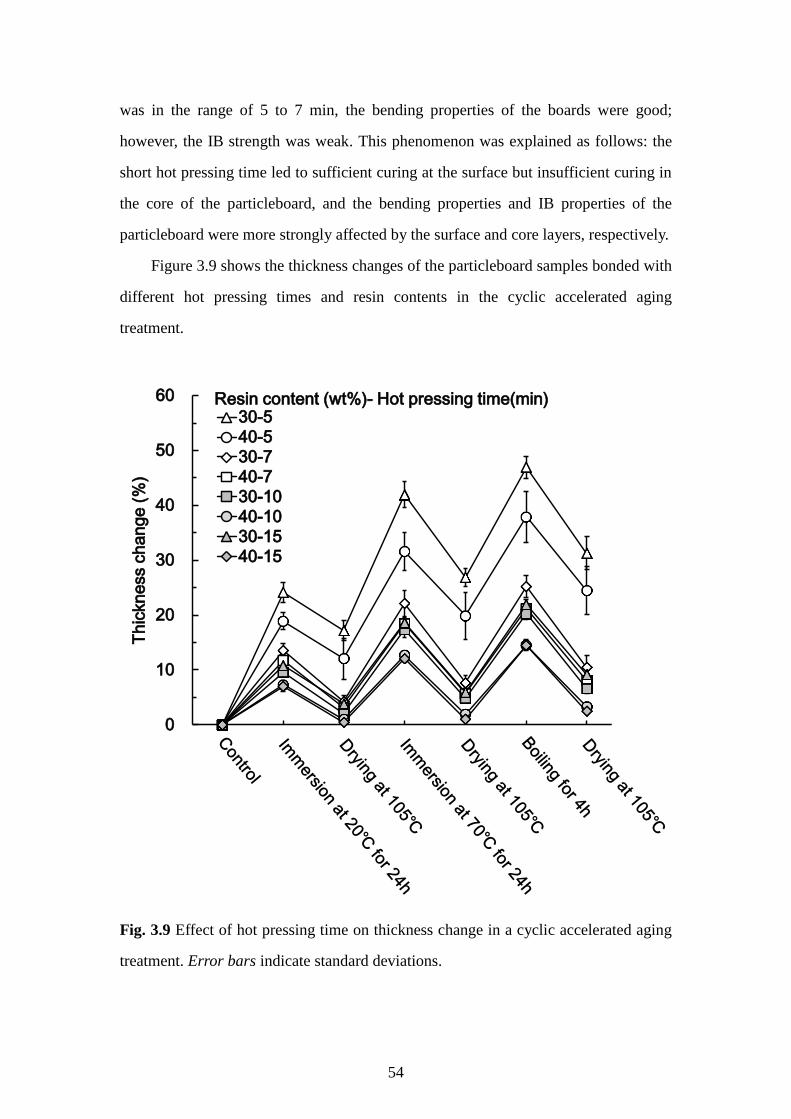
54
was in the range of 5 to 7 min, the bending properties of the boards were good;
however, the IB strength was weak. This phenomenon was explained as follows: the
short hot pressing time led to sufficient curing at the surface but insufficient curing in
the core of the particleboard, and the bending properties and IB properties of the
particleboard were more strongly affected by the surface and core layers, respectively.
Figure 3.9 shows the thickness changes of the particleboard samples bonded with
different hot pressing times and resin contents in the cyclic accelerated aging
treatment.
Fig. 3.9 Effect of hot pressing time on thickness change in a cyclic accelerated aging
treatment. Error bars indicate standard deviations.
0
10
20
30
40
50
60
Th
ickn
ess c
ha
ng
e (
%)
30-5
40-5
30-740-7
30-10
40-10
30-15
40-15
Resin content (wt%)- Hot pressing time(min)
55
In the first immersion treatment, the TS values under the same resin content
decreased in the time range of 5 to 10 min, and then they remained the same at 10 min
and 15 min. In addition, the TS values of the boards bonded with a 40 wt% resin
content were lower than those with a 30 wt% resin content at every hot pressing time.
The minimum TS value was 7%, obtained from the boards bonded with a 40 wt% for
10 and 15 min. When the particleboard were manufactured with a 40 wt% resin
content for 7 min, and 30 or 40 wt% resin content for 10 or 15 min, the TS values
were comparable to the requirement of the type 18 JIS A 5908 standard (JIS A 5908.
2003). The subsequent cyclic accelerated aging treatment brought a stepwise increase
in the thickness of the samples, and the least thickness changes were obtained in
samples bonded with a 40 wt% resin content with 10 or 15 min. This indicated that
the prolonging of hot pressing time contributed to the inhibition of the thickness
change of the boards.
Figure 3.10 shows the weight changes of the particleboard bonded with different
hot pressing times in the cyclic accelerated aging treatment. In the first immersion
treatment, the weight increase between the boards hot-pressed for 10 and 15 min was
lower than the boards hot-pressed for 5 and 7 min, meaning that water absorption was
inhibited by prolonging the hot pressing time. The weight change range after the first
drying treatment was -1.2 to -7.8%, indicating that some elution including adhesive
occurred. In the 70 °C immersion treatment, the weight increase ranged from about 58
to 79% and dropped as the hot pressing time increased. The overall weight change
between 70 °C immersion treatment and boiling treatment were almost the same, and
the values were higher than the first immersion treatment. The final weight decrease
with drying at 105 °C ranged from 4.7 to 14.8%, and a long hot pressing time
corresponded to a slight weight decrease. Based on the results shown in Figs. 3.9 and
3.10, prolonging the hot pressing time brought good water resistance of the board.
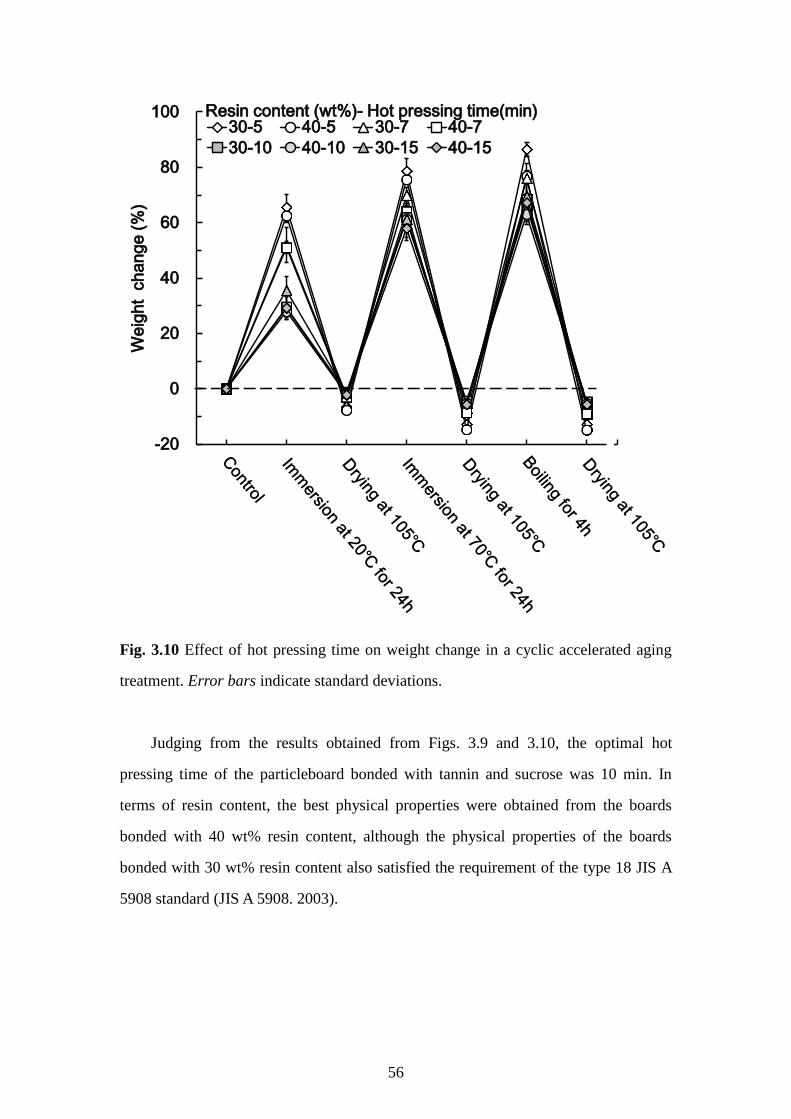
56
Fig. 3.10 Effect of hot pressing time on weight change in a cyclic accelerated aging
treatment. Error bars indicate standard deviations.
Judging from the results obtained from Figs. 3.9 and 3.10, the optimal hot
pressing time of the particleboard bonded with tannin and sucrose was 10 min. In
terms of resin content, the best physical properties were obtained from the boards
bonded with 40 wt% resin content, although the physical properties of the boards
bonded with 30 wt% resin content also satisfied the requirement of the type 18 JIS A
5908 standard (JIS A 5908. 2003).
-20
0
20
40
60
80
100
We
igh
t c
ha
nge (
%)
30-5 40-5 30-7 40-7
30-10 40-10 30-15 40-15
Resin content (wt%)- Hot pressing time(min)
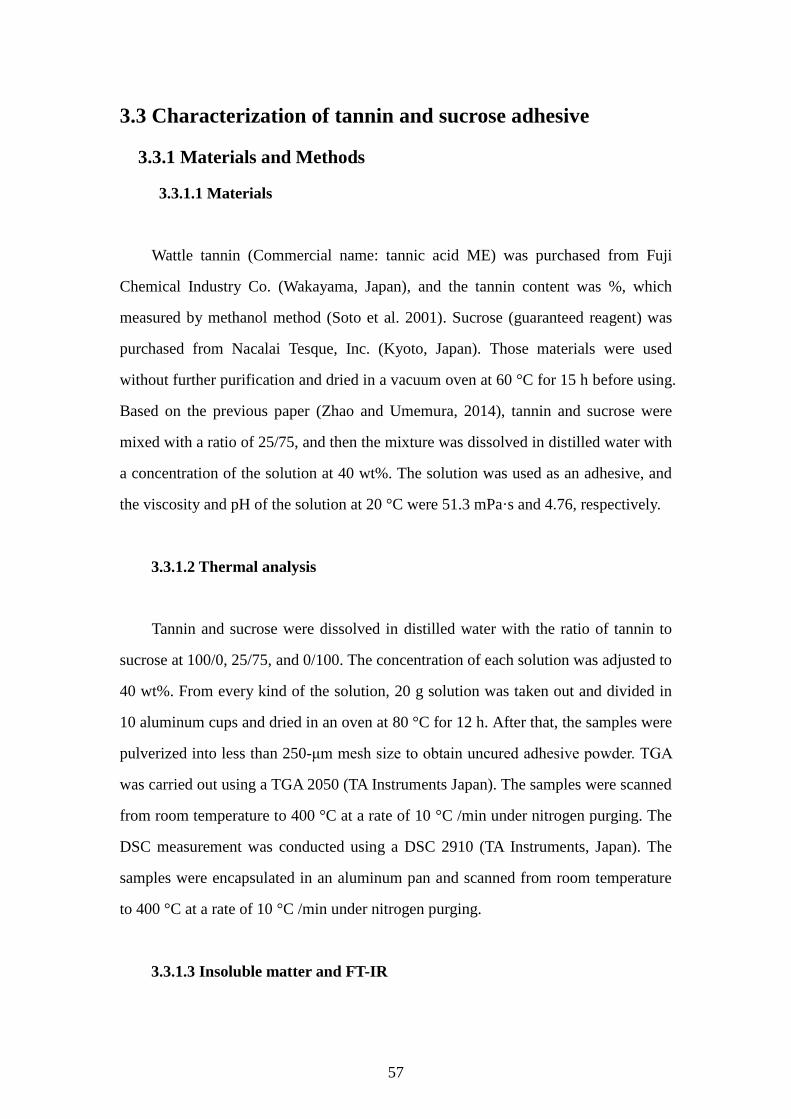
57
3.3 Characterization of tannin and sucrose adhesive
3.3.1 Materials and Methods
3.3.1.1 Materials
Wattle tannin (Commercial name: tannic acid ME) was purchased from Fuji
Chemical Industry Co. (Wakayama, Japan), and the tannin content was %, which
measured by methanol method (Soto et al. 2001). Sucrose (guaranteed reagent) was
purchased from Nacalai Tesque, Inc. (Kyoto, Japan). Those materials were used
without further purification and dried in a vacuum oven at 60 °C for 15 h before using.
Based on the previous paper (Zhao and Umemura, 2014), tannin and sucrose were
mixed with a ratio of 25/75, and then the mixture was dissolved in distilled water with
a concentration of the solution at 40 wt%. The solution was used as an adhesive, and
the viscosity and pH of the solution at 20 °C were 51.3 mPa·s and 4.76, respectively.
3.3.1.2 Thermal analysis
Tannin and sucrose were dissolved in distilled water with the ratio of tannin to
sucrose at 100/0, 25/75, and 0/100. The concentration of each solution was adjusted to
40 wt%. From every kind of the solution, 20 g solution was taken out and divided in
10 aluminum cups and dried in an oven at 80 °C for 12 h. After that, the samples were
pulverized into less than 250-μm mesh size to obtain uncured adhesive powder. TGA
was carried out using a TGA 2050 (TA Instruments Japan). The samples were scanned
from room temperature to 400 °C at a rate of 10 °C /min under nitrogen purging. The
DSC measurement was conducted using a DSC 2910 (TA Instruments, Japan). The
samples were encapsulated in an aluminum pan and scanned from room temperature
to 400 °C at a rate of 10 °C /min under nitrogen purging.
3.3.1.3 Insoluble matter and FT-IR
58
Tannin and sucrose were dissolved in distilled water with a ratio of tannin to
sucrose of 25/75, and uncured adhesive powder was obtained, in the same manner as
was done for the thermal analysis. The uncured adhesive powder was divided into 7
parts. The powder was heated in an oven at 220 °C for 1, 3, 5, 7, 10, 15, and 20 min,
respectively. Then 2 g samples were sampled from every part of the cured adhesives,
and the samples were then boiled in distilled water for 4 h to obtain the insoluble
matter. The boiling treatment for every sample was carried out in triplicate. All of the
samples that were obtained from the heat treatments and boiling treatments were
vacuum-dried at 60 °C for 15 h.
Infrared spectra were obtained with a Fourier transform infrared
spectrophotometer (FT/IR-4200, JAS-CO Corporation) using the KBr disk method
and were recorded with an average of 32 scans at a resolution of 4 cm-1
.
3.3.2 Results and Discussion
3.3.2.1 Thermal analysis
Figure 3.11 shows the thermogravimetric (TG) and derivative TG (DTG) curves
of the tannin, adhesive, and sucrose. Tannin (100/0) showed two-step degradation
from the DTG curve, with the first stage at around 193 °C and the second stage at
around 240 °C. In the first stage, 10% weight loss was observed from the TG curve.
Judging from a previous study (Gaugler and Grigsby, 2009), the first and the second
stages can be attributed to the decomposition of polysaccharide from tannin and the
decomposition of tannin, respectively. Sucrose (0/100) showed two-step degradation
from the DTG curve. The first step at around 220 °C relates to the caramelization
phase of sucrose (Gintner et al., 1989; Eggleston et al., 1996). The second step at
around 270 °C was due to the production of a black aerated char-like solid (Eggleston
et al. 1996). The adhesive (25/75) had a significant weight decrease at around 204 °C
according to the DTG. Considering the results of tannin and sucrose, some reaction
must occur between tannin and sucrose.
59
Fig. 3.11 TG and DTG curves of wattle tannin, adhesive and sucrose
Figure 3.12 shows the DSC curves of tannin, adhesive, and sucrose. The results
for tannin (100/0) show an exothermic peak at around 255 °C. In research on the
thermal degradation of pine tannin, an exothermic peak at around 255 °C was
observed, and this was attributed to the charring of tannin (Gaugler and Grigsby,
2009). Therefore, the peak observed in the present study was likewise attributed to the
charring of tannin. In the case of sucrose (0/100), two sharp endotherms were
observed at 180 and 226 °C. Considering the results of TG analysis of sucrose above,
there was no peak at 180 °C; therefore, the endotherm peak at 180 °C was attributed
to the melting of sucrose. The previous research also reported that the peaks at 180
and 226 °C were attributable to the melting and caramelization, respectively
(Eggleston et al., 1996). When testing a mixed adhesive (25/75), two endothermic
peaks were observed. The first endotherm at around 180 °C, given what was shown in
the sucrose-only condition, was due to the melting of sucrose. The second endotherm
appeared at around 215 °C, which was lower than the second peak of the sucrose;
therefore, this endotherm may be due to the caramelization of sucrose and the reaction
between the products from caramelization and tannin.
0.0
0.5
1.0
1.5
-40
-20
0
20
40
60
80
100
0 100 200 300 400
De
riva
tive
(%/°
C)
We
ight(
%)
Temperature (°C)
100/0
25/75
0/100
Tannin/Sucrose ratio
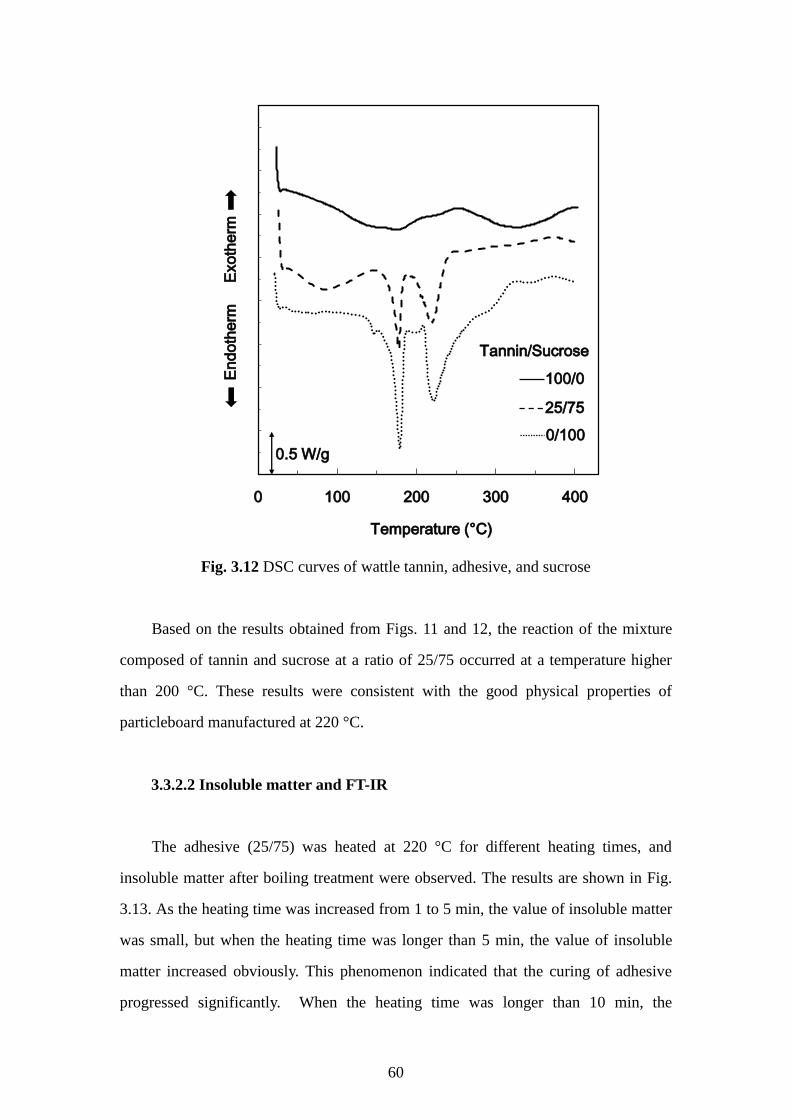
60
Fig. 3.12 DSC curves of wattle tannin, adhesive, and sucrose
Based on the results obtained from Figs. 11 and 12, the reaction of the mixture
composed of tannin and sucrose at a ratio of 25/75 occurred at a temperature higher
than 200 °C. These results were consistent with the good physical properties of
particleboard manufactured at 220 °C.
3.3.2.2 Insoluble matter and FT-IR
The adhesive (25/75) was heated at 220 °C for different heating times, and
insoluble matter after boiling treatment were observed. The results are shown in Fig.
3.13. As the heating time was increased from 1 to 5 min, the value of insoluble matter
was small, but when the heating time was longer than 5 min, the value of insoluble
matter increased obviously. This phenomenon indicated that the curing of adhesive
progressed significantly. When the heating time was longer than 10 min, the
0 100 200 300 400
Temperature (°C)
Tannin/Sucrose
100/0
25/75
0/100
En
do
the
rmE
xo
the
rm
0.5 W/g
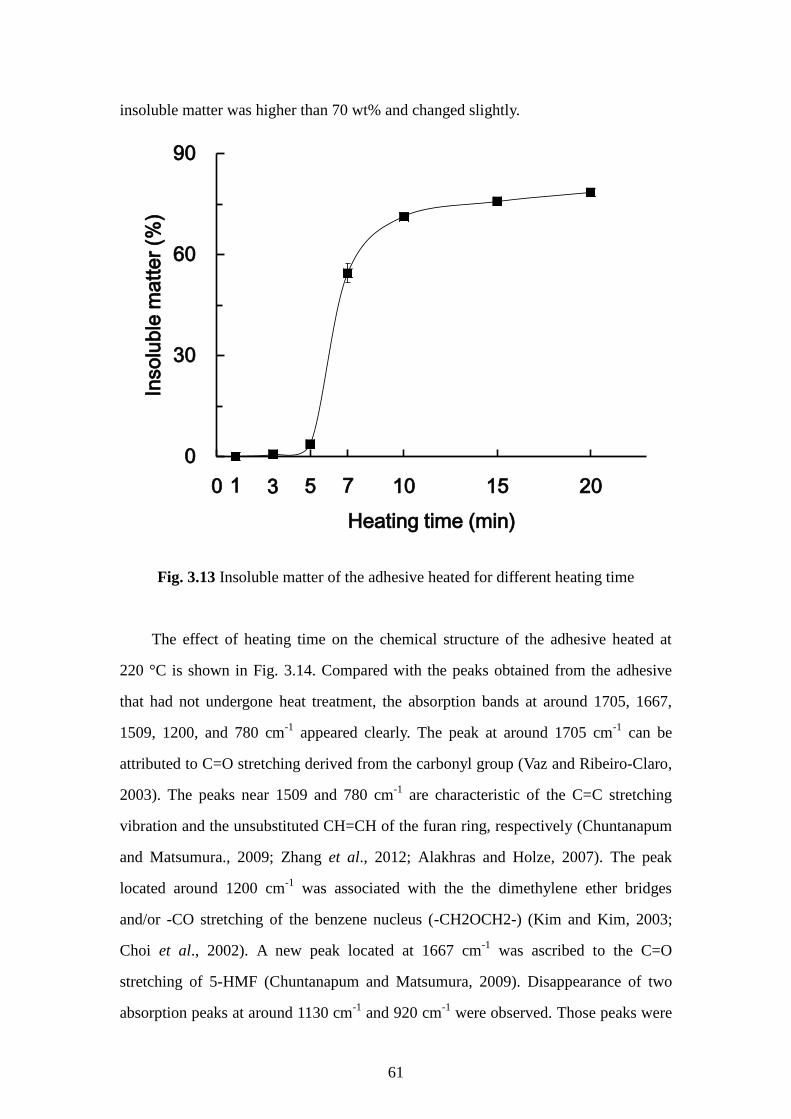
61
insoluble matter was higher than 70 wt% and changed slightly.
Fig. 3.13 Insoluble matter of the adhesive heated for different heating time
The effect of heating time on the chemical structure of the adhesive heated at
220 °C is shown in Fig. 3.14. Compared with the peaks obtained from the adhesive
that had not undergone heat treatment, the absorption bands at around 1705, 1667,
1509, 1200, and 780 cm-1
appeared clearly. The peak at around 1705 cm-1
can be
attributed to C=O stretching derived from the carbonyl group (Vaz and Ribeiro-Claro,
2003). The peaks near 1509 and 780 cm-1
are characteristic of the C=C stretching
vibration and the unsubstituted CH=CH of the furan ring, respectively (Chuntanapum
and Matsumura., 2009; Zhang et al., 2012; Alakhras and Holze, 2007). The peak
located around 1200 cm-1
was associated with the the dimethylene ether bridges
and/or -CO stretching of the benzene nucleus (-CH2OCH2-) (Kim and Kim, 2003;
Choi et al., 2002). A new peak located at 1667 cm-1
was ascribed to the C=O
stretching of 5-HMF (Chuntanapum and Matsumura, 2009). Disappearance of two
absorption peaks at around 1130 cm-1
and 920 cm-1
were observed. Those peaks were
0
30
60
90
0 5 10 15 20
Inso
luble
ma
tter
(%)
Heating time (min)
1 3 7
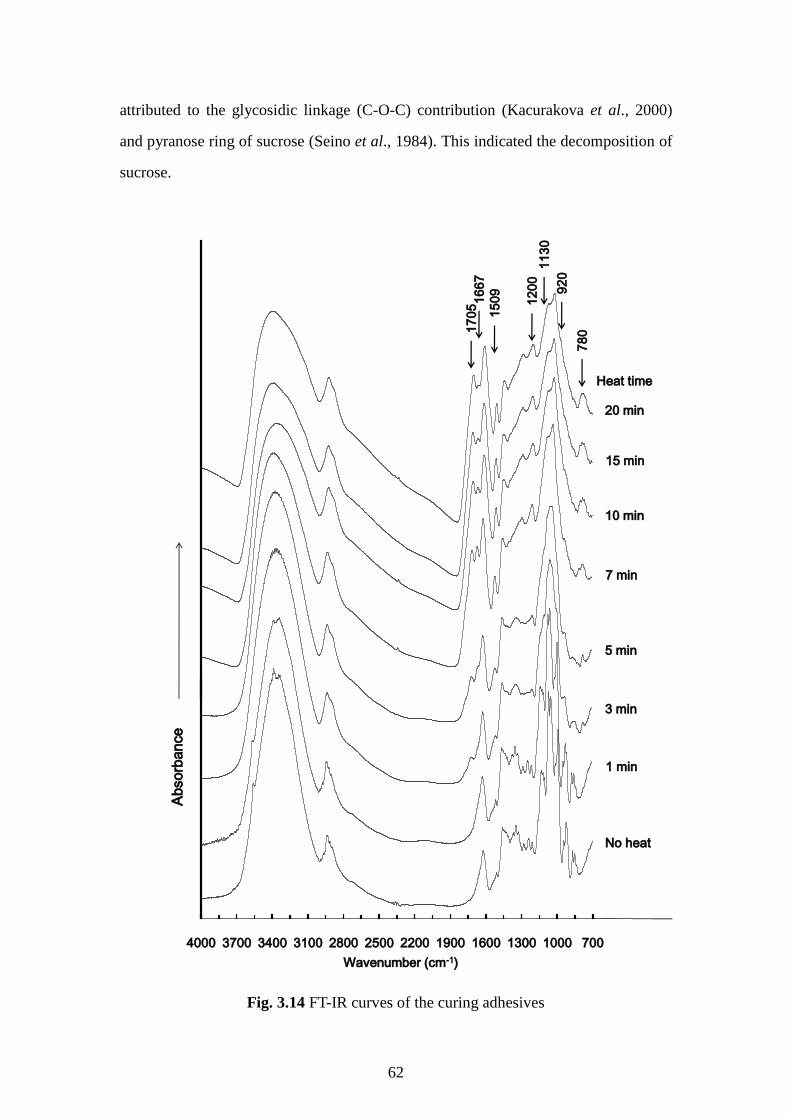
62
attributed to the glycosidic linkage (C-O-C) contribution (Kacurakova et al., 2000)
and pyranose ring of sucrose (Seino et al., 1984). This indicated the decomposition of
sucrose.
Fig. 3.14 FT-IR curves of the curing adhesives
Heat time
20 min
15 min
10 min
7 min
5 min
3 min
1 min
No heat
17
05
15
09
12
00
11
30
92
0
78
0
16
67
70010001300160019002200250028003100340037004000
Ab
so
rban
ce
Wavenumber (cm-1)
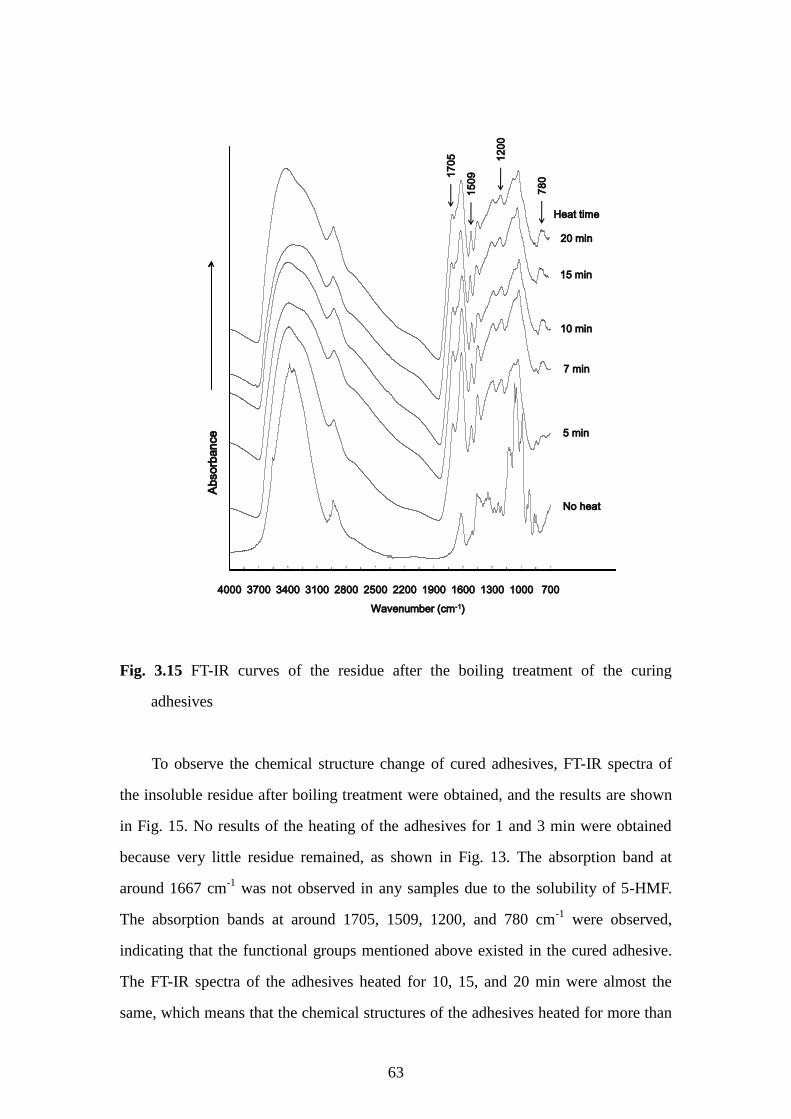
63
Fig. 3.15 FT-IR curves of the residue after the boiling treatment of the curing
adhesives
To observe the chemical structure change of cured adhesives, FT-IR spectra of
the insoluble residue after boiling treatment were obtained, and the results are shown
in Fig. 15. No results of the heating of the adhesives for 1 and 3 min were obtained
because very little residue remained, as shown in Fig. 13. The absorption band at
around 1667 cm-1
was not observed in any samples due to the solubility of 5-HMF.
The absorption bands at around 1705, 1509, 1200, and 780 cm-1
were observed,
indicating that the functional groups mentioned above existed in the cured adhesive.
The FT-IR spectra of the adhesives heated for 10, 15, and 20 min were almost the
same, which means that the chemical structures of the adhesives heated for more than
Heat time
20 min
15 min
10 min
7 min
5 min
No heat
78
017
05
15
09
12
00
70010001300160019002200250028003100340037004000
Ab
so
rban
ce
Wavenumber (cm-1)
64
10 min were almost the same. Judging from these results, the cured adhesive had a
furan ring structure and dimethylene ether bridges, and the water resistance was high.
When the heating time was 10 min, higher values of insoluble substances were
obtained, and the chemical structure of the adhesion system seemed to be stable.
Therefore, a heating time of 10 min is needed to cure the adhesive sufficiently.
3.4 Summary
Particleboards using tannin and sucrose as an adhesive were manufactured to
investigate the effects of hot pressing temperature and hot pressing time on the
physical properties of the boards. The mechanical properties and water resistance
increased as the hot pressing temperature and time increased. The optimum hot
pressing temperature was 220°C, and the optimum hot pressing time was 10min. The
MOR, MOE, IB and TS of the board manufactured under the optimum condition were
higher than the requirement of the 18 type of JIS A 5908. Thermal analysis showed
that the endothermic reaction of the adhesive composed with tannin and sucrose (only
the ratio at 25/75) were happened at more than 200°C, this explaining the promotion
of the particleboard properties when the hot pressing temperature was increased to
220°C. When the heating time was longer than 10min, insoluble matter was higher
than 70wt%. The FT-IR results showed the existence of the furan ring, carbonyl group
and dimethylene ether bridges. Comparing The FT-IR spectra of the adhesives heated
in different heating time, there was not obviously change of chemical structure in the
hot pressing time range of 10-20min.
3.5 Reference
Alakhras, F., and Holze, R. (2007) In situ UV-vis-and FT-IR-spectroscopy of
electrochemically synthesized furan-thiophene copolymers. J Synthetic Metals 157.
109-119.
65
Arabi, M., Faezipour, M., Layeghi, M., and Enayati, A. A. (2011) Interaction analysis
between slenderness ratio and resin content on mechanical properties of
particleboard. J For Res. 23, 461-464.
Choi, M. H., Byun, H. Y., and Chung, I. J. (2002) The effect of chain length of
flexible acid on morphology and mechanical property of modified phenolic resin.
J Polymer. 43, 4437-4444.
Chuntanapum, A., and Matsumura, Y. (2009) Formation of tarry material from 5-HMF
in subcritical and supercritical water. Ind Eng Chem Res. 48, 9837-9846.
Eggleston, G., Trask-Morrell, B. J., and Vercellotti, J. R. (1996) Use of differential
scanning calorimetry and thermogravimetric analysis to characterize the thermal
degradation of crystalline sucrose and dried sucrose-salt residues. J Agric Food
Chem. 44, 3319-3325.
Gaugler, M., and Grigsby, W. J. (2009) Thermal degradation of condensed tannins
from radiata pine bark. J Wood Chem Technol. 29, 305-321.
Gintner, Z., Vegh, A., and Ritlop, B. (1989) Determination of sucrose content of
cariogenic diets by thermal analysis. J Thermal Analysis. 35, 1399-1404.
Japanese Industrial Standards (JIS) (2003) JIS A 5908.Particleboard.
Jeong, J. A., Antonyraj, C., Shin, S., Kim, S., Kim, B., Lee, K. Y., and Cho, J. K.
(2013) Commercially attractive process for production of
5-hydroxymethyl-2-furfural from high fructose corn syrup. J Ind Eng Chem. 19,
1106-1111.
Kacurakova, M., Capek, P., Sasinkova, V., Wellner, N., and Ebringerova, A. (2000)
FT-IR study of plant cell wall model compounds: Pectic polysaccharides and
hemicelluloses. Carbohyd Polym. 43, 196-203.
Kim, S., and Kim, H. (2003) Curing behavior and viscoelastic properties of pine and
wattle tannin-based adhesives studied by dynamic mechanical thermal analysis
and FT-IR-ATR spectroscopy. J Adhesion Sci Technol. 17, 1369-1383.
Lee, J. W., Thomas, L. C., Jerrell, J., Feng, H., Cadwallader, K. J., and Schmidt, S. J.
(2011) Investigation of thermal decomposition as the kinetic process that causes
the loss of crystalline structure in sucrose using a chemical analysis approach. J
66
Agric Food Chem. 59, 702-712.
Seino, H., Uchibori, T., Nishitani, T., and Inamasu, S. (1984) Enzymatic synthesis of
carbohydrate esters of fatty acid (I) esterification of sucrose, glucose, fructose and
sorbitol. JAOCS. 61(11), 1761-1765.
Soto, R., Freer, J., Reues, N., Baeza, J. (2001) Extraction of folyflavonoids from pinus
radiate D. Don bark evaluation of effects of solvent composition and of the
height of tree bark . Bol. Soc. Chil. Qui. 46, 14-19.
Umemura, K. (2013) Condensed tannin-containing composition which is cured by
application of heat and pressure. WO2013018707 A1.
Umemura, K., Sugihara, O., and Kawai, S. (2013) Investigation of a new natural
adhesive composed of citric acid and sucrose for particleboard. J Wood Sci. 59,
203-208.
Vaz, P. D., and Ribeiro-Claro, P. J. A. (2003) C-H…O hydrogen bonds in liquid
cyclohexanone revealed by the v C=O splitting and the v C-H blue shift. J Raman
Spectrosc. 34, 863-867.
Zhang, M., Yang, H., Liu, Y., Sun, X., Zhang, D., Xue, D. (2012) Hydrophobic
precipitation of carbonaceous spheres from fructose by a hydrothermal process. J
Carbon. 50, 2155-2161.
Zhao, Z., and Umemura, K. (2014) Investigation of a new natural particleboard
adhesive composed of tannin and sucrose. J Wood Sci. 60, 269-277.
67
Chapter4
Effects of addition of citric acid on physical properties of
particleboard using tannin sucrose adhesive
4.1 Introduction
Based on the previous research in Chapter 2 and Chapter 3, wattle tannin and
sucrose can be combined to make an adhesive for particleboard manufacturing. The
mechanical properties of the particleboard produced with a tannin-sucrose ratio of
25/75, resin content of 30 to 40wt%, hot pressing temperature of 220 °C, and hot
pressing time of 10 min satisfied the requirements of the Japanese Industrial
Standards A 5908 (2003) type 18. However, the hot pressing temperature, time, and
resin content were much higher than that of particleboard produced using commercial
synthetic resins. During the reaction between tannin and sucrose,
5-hydroxymethyl-2-furfural (5-HMF) forms from the decomposition of sucrose, and
then 5-HMF reacts with tannin. Methods or substances that accelerate sucrose
decomposition to 5-HMF seems to improve the manufacturing conditions of
particleboard bonded with tannin and sucrose.
Acid compounds catalyze the decomposition of sucrose, thus increasing the yield
of 5-HMF (Locas and Yaylayan, 2008; Sievers et al., 2009). In addition, acid
compounds reduce the temperature of 5-HMF formation (Haworth and Jones, 1944;
Asghari and Yoshida, 2006). Citric acid is effective in forming 5-HMF from
saccharides (Asghari and Yoshida, 2006). Citric acid
(2-hydroxy-1,2,3-propanetricarboxylic acid) has a certain acidity (Grudpan et al.,
1998). It is an organic polycarboxylic acid containing three carboxyl groups, and it is
68
mainly produced by the fermentation of sucrose (Shu and Johnson, 1948). As a safe
natural substance, citric acid is widely used in food, beverages, and pharmaceuticals
(Černáa et al., 2003; Summers and Enever, 2006). In addition, citric acid can be used
as a natural adhesive to manufacture wood-based materials (Umemura et al., 2012),
and it reacts with sucrose (Umemura et al., 2013, 2015). Therefore, the addition of
citric acid is expected to promote the curing reaction of the adhesive and reduce the
hot pressing temperature. In this Chapter, citric acid was incorporated into a tannin
and sucrose adhesive, and the effect of this addition on the hot pressing temperature
of particleboard was investigated.
4.2 Effects of the addition of citric acid on thermal and
chemical properties of tannin-sucrose adhesive
4.2.1 Materials and Methods
4.2.1.1 Materials
Wattle tannin (commercial name: tannic acid ME) was purchased from the Fuji
Chemical Industry Co. (Wakayama, Japan), and the tannin content was 88.1%, which
measured by methanol method (Soto et al. 2001).. Sucrose (guaranteed reagent) and
citric acid (extra pure reagent) were purchased from Nacalai Tesque, Inc. (Kyoto,
Japan). These materials were used without further purification and were dried in a
vacuum oven at 60 °C for 15 h before use.
4.2.1.2 pH adjustment of adhesive solution by adding citric acid
The citric acid content in tannin-sucrose adhesive was determined by the
adjustment of pH values. The optimal ratio of tannin to sucrose is 25:75 (Zhao and
Umemura 2014). In this study, 25 g of tannin and 75 g of sucrose were mixed in a
beaker, and 150 g of distilled water was added to the mixture to blend a
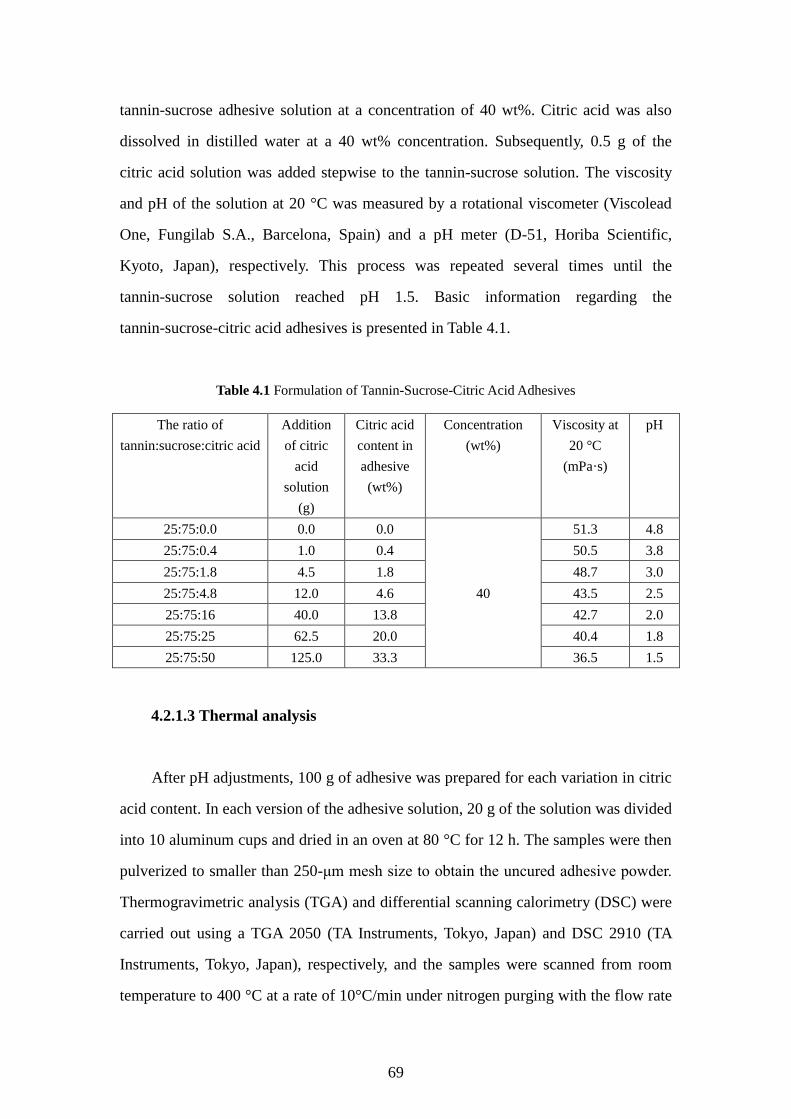
69
tannin-sucrose adhesive solution at a concentration of 40 wt%. Citric acid was also
dissolved in distilled water at a 40 wt% concentration. Subsequently, 0.5 g of the
citric acid solution was added stepwise to the tannin-sucrose solution. The viscosity
and pH of the solution at 20 °C was measured by a rotational viscometer (Viscolead
One, Fungilab S.A., Barcelona, Spain) and a pH meter (D-51, Horiba Scientific,
Kyoto, Japan), respectively. This process was repeated several times until the
tannin-sucrose solution reached pH 1.5. Basic information regarding the
tannin-sucrose-citric acid adhesives is presented in Table 4.1.
Table 4.1 Formulation of Tannin-Sucrose-Citric Acid Adhesives
The ratio of
tannin:sucrose:citric acid
Addition
of citric
acid
solution
(g)
Citric acid
content in
adhesive
(wt%)
Concentration
(wt%)
Viscosity at
20 °C
(mPa·s)
pH
25:75:0.0 0.0 0.0
40
51.3 4.8
25:75:0.4 1.0 0.4 50.5 3.8
25:75:1.8 4.5 1.8 48.7 3.0
25:75:4.8 12.0 4.6 43.5 2.5
25:75:16 40.0 13.8 42.7 2.0
25:75:25 62.5 20.0 40.4 1.8
25:75:50 125.0 33.3 36.5 1.5
4.2.1.3 Thermal analysis
After pH adjustments, 100 g of adhesive was prepared for each variation in citric
acid content. In each version of the adhesive solution, 20 g of the solution was divided
into 10 aluminum cups and dried in an oven at 80 °C for 12 h. The samples were then
pulverized to smaller than 250-μm mesh size to obtain the uncured adhesive powder.
Thermogravimetric analysis (TGA) and differential scanning calorimetry (DSC) were
carried out using a TGA 2050 (TA Instruments, Tokyo, Japan) and DSC 2910 (TA
Instruments, Tokyo, Japan), respectively, and the samples were scanned from room
temperature to 400 °C at a rate of 10°C/min under nitrogen purging with the flow rate
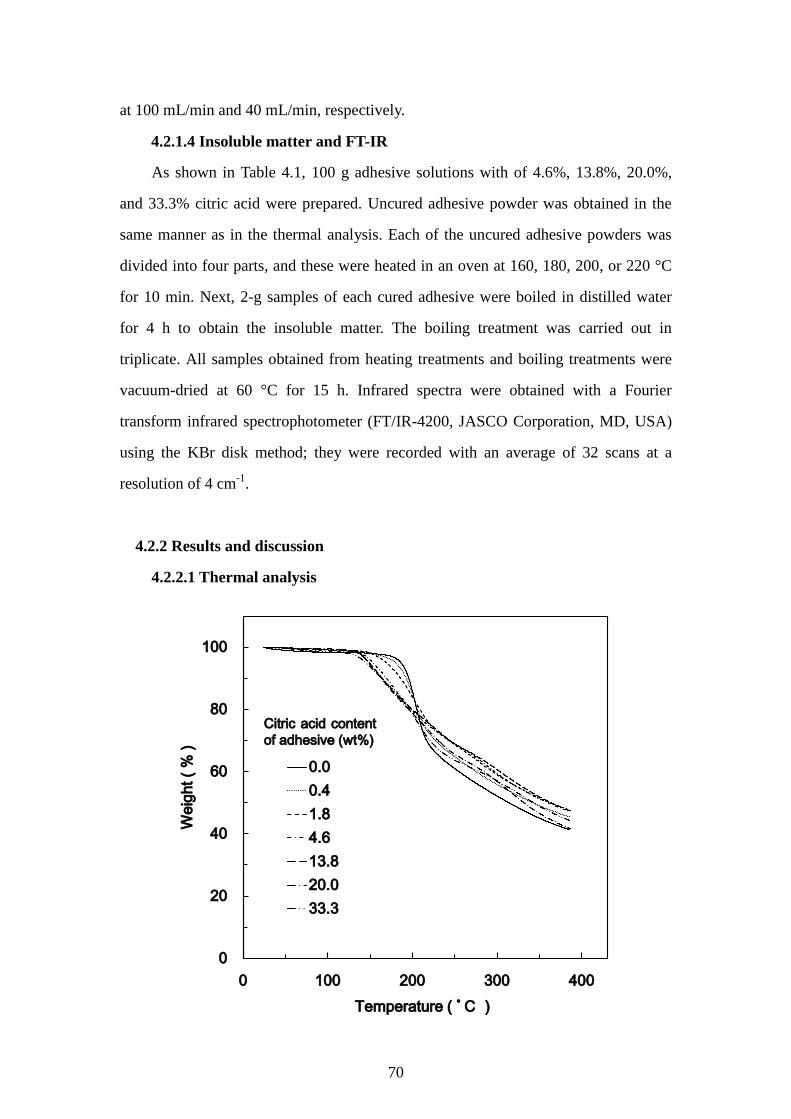
70
at 100 mL/min and 40 mL/min, respectively.
4.2.1.4 Insoluble matter and FT-IR
As shown in Table 4.1, 100 g adhesive solutions with of 4.6%, 13.8%, 20.0%,
and 33.3% citric acid were prepared. Uncured adhesive powder was obtained in the
same manner as in the thermal analysis. Each of the uncured adhesive powders was
divided into four parts, and these were heated in an oven at 160, 180, 200, or 220 °C
for 10 min. Next, 2-g samples of each cured adhesive were boiled in distilled water
for 4 h to obtain the insoluble matter. The boiling treatment was carried out in
triplicate. All samples obtained from heating treatments and boiling treatments were
vacuum-dried at 60 °C for 15 h. Infrared spectra were obtained with a Fourier
transform infrared spectrophotometer (FT/IR-4200, JASCO Corporation, MD, USA)
using the KBr disk method; they were recorded with an average of 32 scans at a
resolution of 4 cm-1
.
4.2.2 Results and discussion
4.2.2.1 Thermal analysis
0
20
40
60
80
100
0 100 200 300 400
We
ight (
% )
Temperature ( ゚C )
0.0
0.4
1.8
4.6
13.8
20.0
33.3
Citric acid content
of adhesive (wt%)
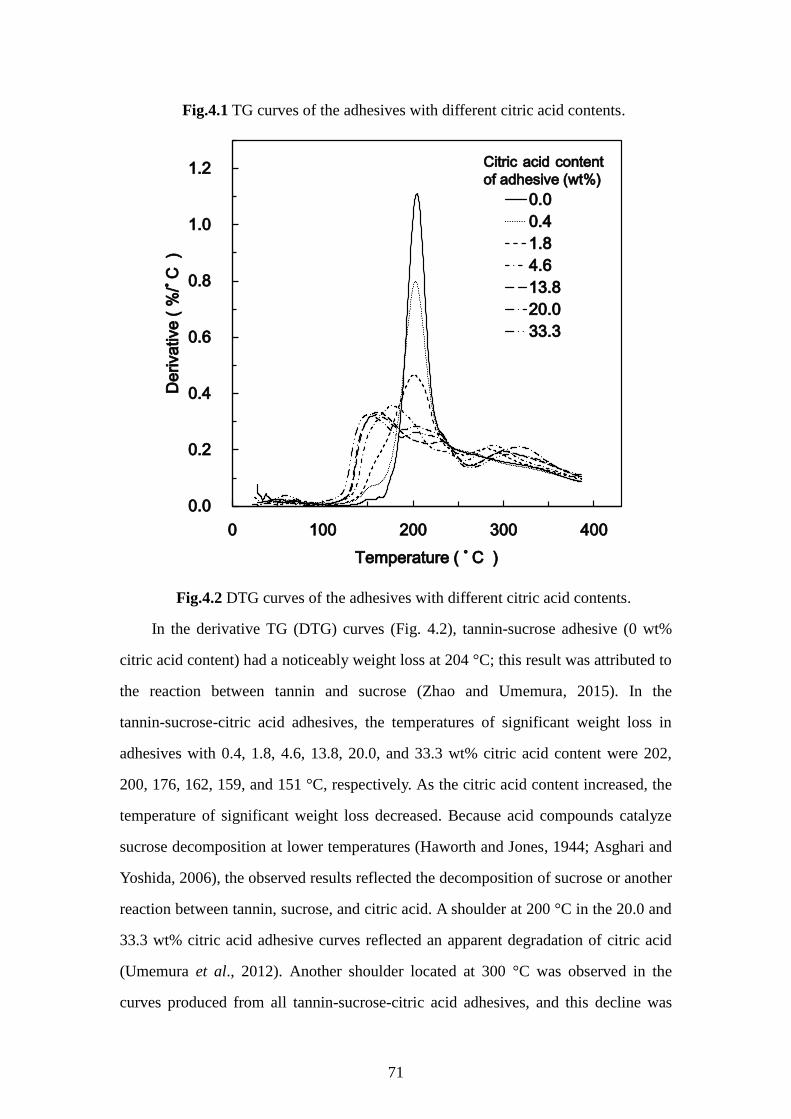
71
Fig.4.1 TG curves of the adhesives with different citric acid contents.
Fig.4.2 DTG curves of the adhesives with different citric acid contents.
In the derivative TG (DTG) curves (Fig. 4.2), tannin-sucrose adhesive (0 wt%
citric acid content) had a noticeably weight loss at 204 °C; this result was attributed to
the reaction between tannin and sucrose (Zhao and Umemura, 2015). In the
tannin-sucrose-citric acid adhesives, the temperatures of significant weight loss in
adhesives with 0.4, 1.8, 4.6, 13.8, 20.0, and 33.3 wt% citric acid content were 202,
200, 176, 162, 159, and 151 °C, respectively. As the citric acid content increased, the
temperature of significant weight loss decreased. Because acid compounds catalyze
sucrose decomposition at lower temperatures (Haworth and Jones, 1944; Asghari and
Yoshida, 2006), the observed results reflected the decomposition of sucrose or another
reaction between tannin, sucrose, and citric acid. A shoulder at 200 °C in the 20.0 and
33.3 wt% citric acid adhesive curves reflected an apparent degradation of citric acid
(Umemura et al., 2012). Another shoulder located at 300 °C was observed in the
curves produced from all tannin-sucrose-citric acid adhesives, and this decline was
0.0
0.2
0.4
0.6
0.8
1.0
1.2
0 100 200 300 400
De
rivative (
%/゚
C )
Temperature ( ゚C )
0.0
0.4
1.8
4.6
13.8
20.0
33.3
Citric acid content
of adhesive (wt%)
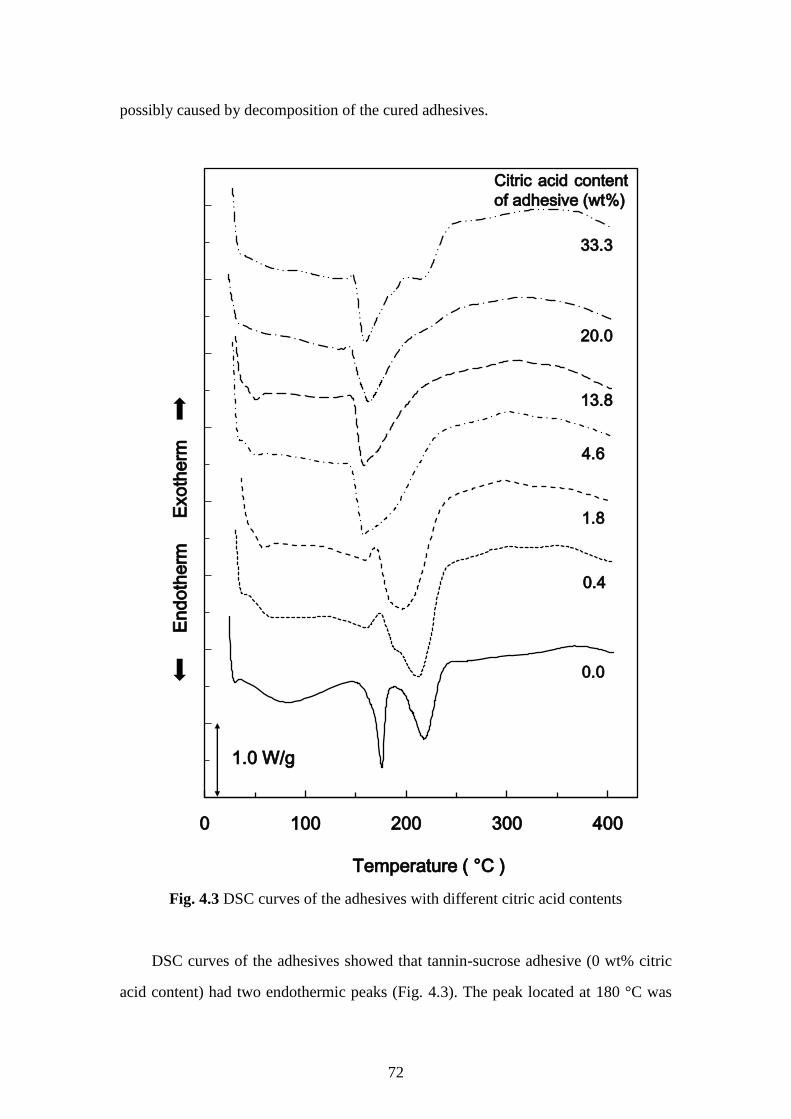
72
possibly caused by decomposition of the cured adhesives.
Fig. 4.3 DSC curves of the adhesives with different citric acid contents
DSC curves of the adhesives showed that tannin-sucrose adhesive (0 wt% citric
acid content) had two endothermic peaks (Fig. 4.3). The peak located at 180 °C was
0 100 200 300 400
Temperature ( °C )
En
doth
erm
Exo
therm
1.0 W/g
33.3
20.0
13.8
4.6
1.8
0.4
0.0
Citric acid content
of adhesive (wt%)
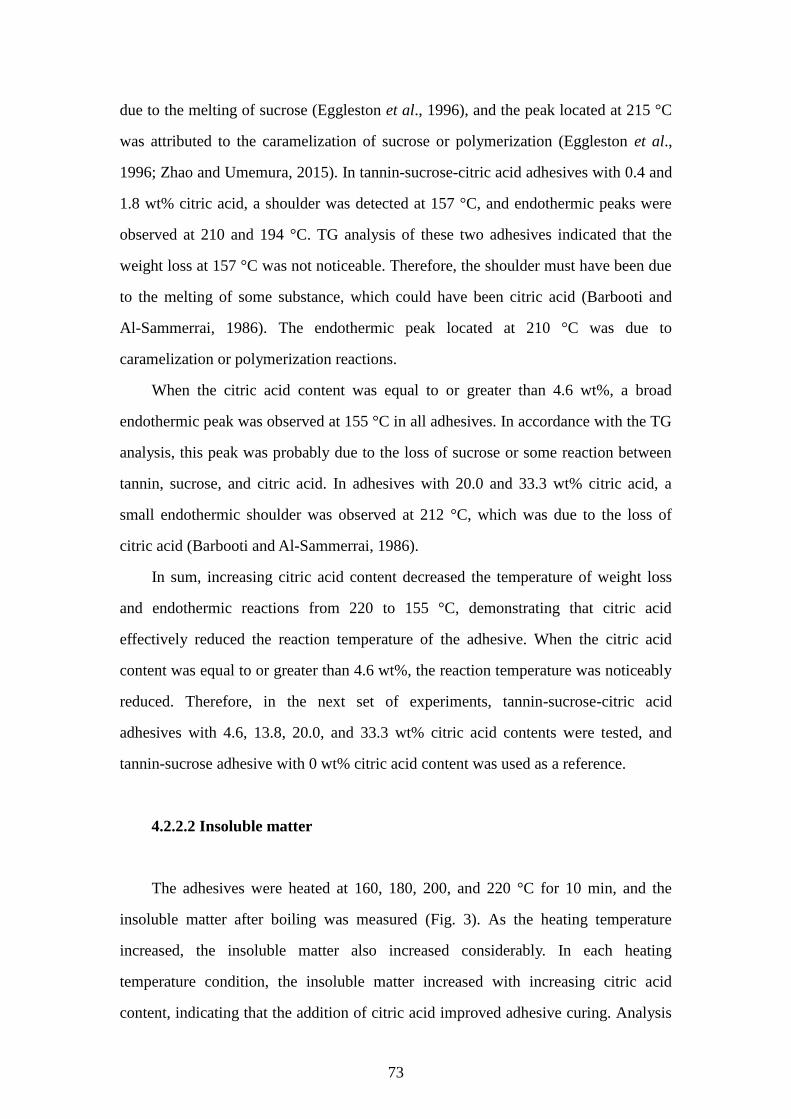
73
due to the melting of sucrose (Eggleston et al., 1996), and the peak located at 215 °C
was attributed to the caramelization of sucrose or polymerization (Eggleston et al.,
1996; Zhao and Umemura, 2015). In tannin-sucrose-citric acid adhesives with 0.4 and
1.8 wt% citric acid, a shoulder was detected at 157 °C, and endothermic peaks were
observed at 210 and 194 °C. TG analysis of these two adhesives indicated that the
weight loss at 157 °C was not noticeable. Therefore, the shoulder must have been due
to the melting of some substance, which could have been citric acid (Barbooti and
Al-Sammerrai, 1986). The endothermic peak located at 210 °C was due to
caramelization or polymerization reactions.
When the citric acid content was equal to or greater than 4.6 wt%, a broad
endothermic peak was observed at 155 °C in all adhesives. In accordance with the TG
analysis, this peak was probably due to the loss of sucrose or some reaction between
tannin, sucrose, and citric acid. In adhesives with 20.0 and 33.3 wt% citric acid, a
small endothermic shoulder was observed at 212 °C, which was due to the loss of
citric acid (Barbooti and Al-Sammerrai, 1986).
In sum, increasing citric acid content decreased the temperature of weight loss
and endothermic reactions from 220 to 155 °C, demonstrating that citric acid
effectively reduced the reaction temperature of the adhesive. When the citric acid
content was equal to or greater than 4.6 wt%, the reaction temperature was noticeably
reduced. Therefore, in the next set of experiments, tannin-sucrose-citric acid
adhesives with 4.6, 13.8, 20.0, and 33.3 wt% citric acid contents were tested, and
tannin-sucrose adhesive with 0 wt% citric acid content was used as a reference.
4.2.2.2 Insoluble matter
The adhesives were heated at 160, 180, 200, and 220 °C for 10 min, and the
insoluble matter after boiling was measured (Fig. 3). As the heating temperature
increased, the insoluble matter also increased considerably. In each heating
temperature condition, the insoluble matter increased with increasing citric acid
content, indicating that the addition of citric acid improved adhesive curing. Analysis
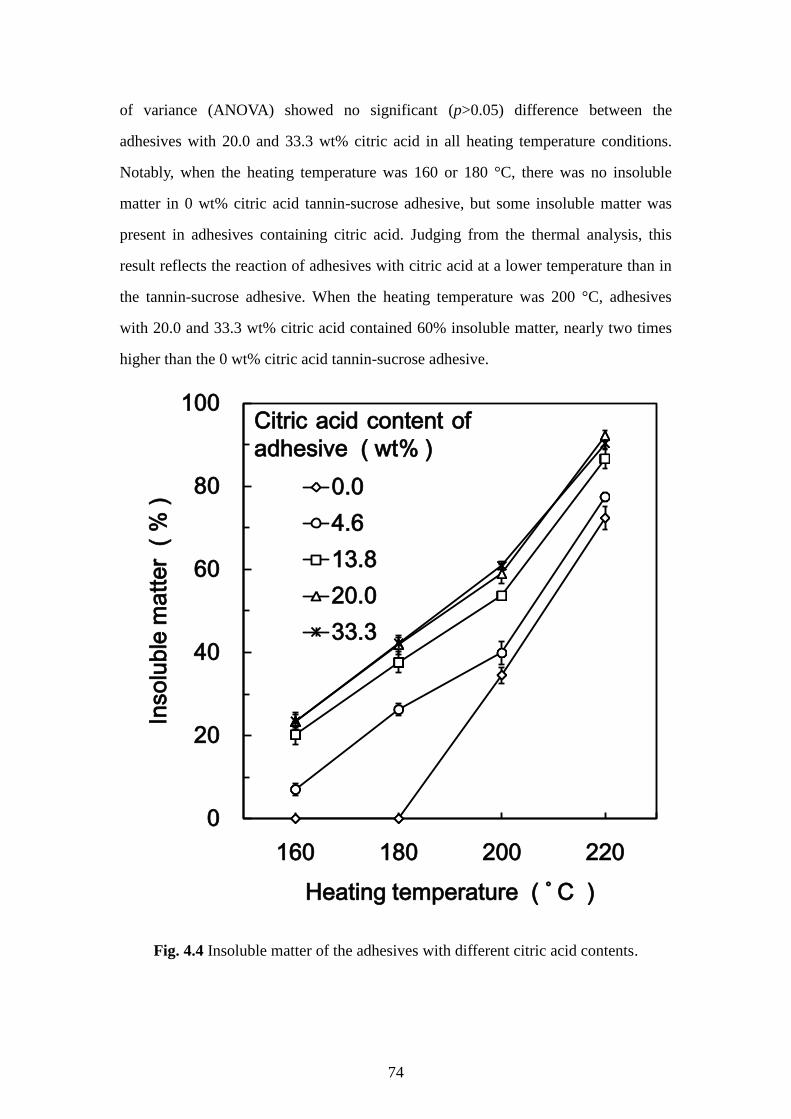
74
of variance (ANOVA) showed no significant (p>0.05) difference between the
adhesives with 20.0 and 33.3 wt% citric acid in all heating temperature conditions.
Notably, when the heating temperature was 160 or 180 °C, there was no insoluble
matter in 0 wt% citric acid tannin-sucrose adhesive, but some insoluble matter was
present in adhesives containing citric acid. Judging from the thermal analysis, this
result reflects the reaction of adhesives with citric acid at a lower temperature than in
the tannin-sucrose adhesive. When the heating temperature was 200 °C, adhesives
with 20.0 and 33.3 wt% citric acid contained 60% insoluble matter, nearly two times
higher than the 0 wt% citric acid tannin-sucrose adhesive.
Fig. 4.4 Insoluble matter of the adhesives with different citric acid contents.
0
20
40
60
80
100
160 180 200 220
Inso
luble
ma
tter
( %
)
Heating temperature ( ゚C )
0.0
4.6
13.8
20.0
33.3
Citric acid content of
adhesive ( wt% )
75
4.2.2.3 FT-IR
Fig. 4.5 Infrared spectra of the adhesives heated at 200 °C for 10 min before boiling.
700125018002350290034504000
Wavenumber ( cm-1 )
Ab
so
rban
ce
33.3
20.0
13.8
4.6
0.0
17
31
11
90
78
0
26
30
17
05
12
00
Citric acid content
of adhesive ( wt% )
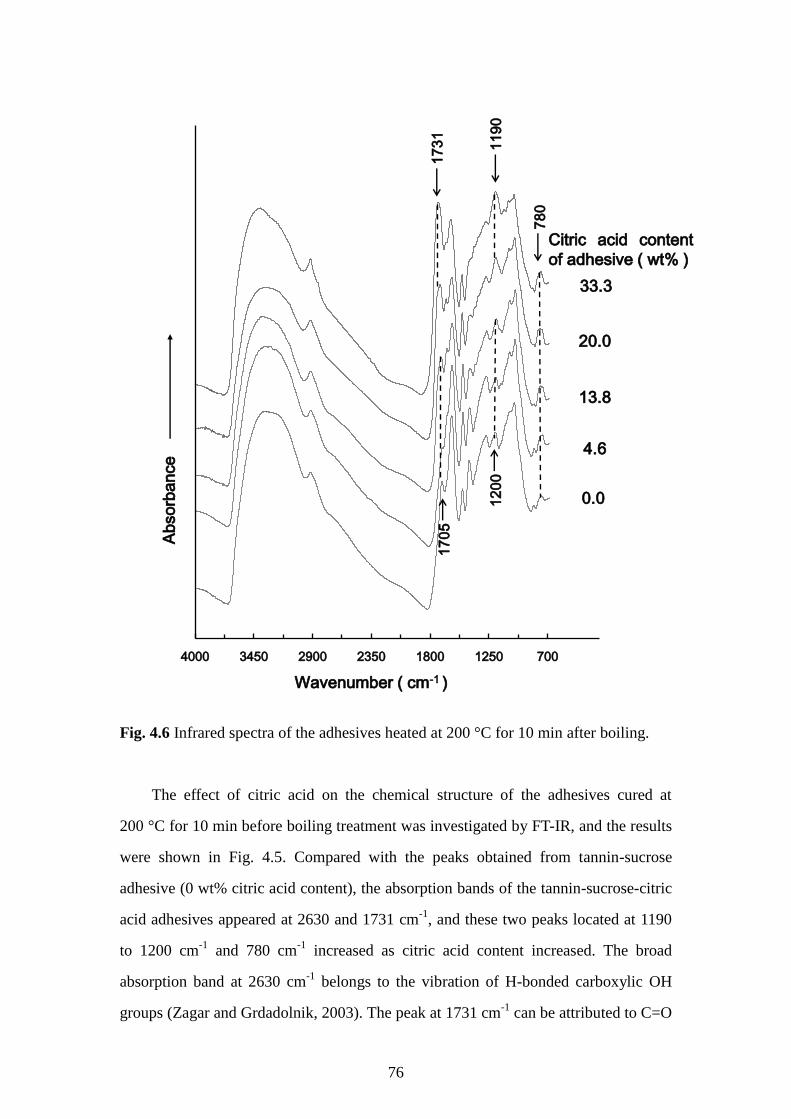
76
Fig. 4.6 Infrared spectra of the adhesives heated at 200 °C for 10 min after boiling.
The effect of citric acid on the chemical structure of the adhesives cured at
200 °C for 10 min before boiling treatment was investigated by FT-IR, and the results
were shown in Fig. 4.5. Compared with the peaks obtained from tannin-sucrose
adhesive (0 wt% citric acid content), the absorption bands of the tannin-sucrose-citric
acid adhesives appeared at 2630 and 1731 cm-1
, and these two peaks located at 1190
to 1200 cm-1
and 780 cm-1
increased as citric acid content increased. The broad
absorption band at 2630 cm-1
belongs to the vibration of H-bonded carboxylic OH
groups (Zagar and Grdadolnik, 2003). The peak at 1731 cm-1
can be attributed to C=O
700125018002350290034504000
Wavenumber ( cm-1 )
Ab
so
rban
ce
17
31
11
90
78
0
17
05
12
00
33.3
20.0
13.8
4.6
0.0
Citric acid content
of adhesive ( wt% )
77
stretching derived from the carboxyl group and/or ester group (Yang and Wang, 1996;
Zagar and Grdadolnik, 2003). The peak located at 1190 cm-1
is due to C-O stretching
from the carboxyl group and/or dimethylene ether bridges (Mawhinney and Yates,
2001; Kunnambath and Thirumalaisamy, 2015). Meanwhile, the peak located at 780
cm-1
is derived from the unsubstituted CH=CH of the furan ring (Cimino et al., 1972).
In the tannin-sucrose adhesive (0 wt% citric acid content), the peak located at 1705
cm-1
is derived from the C=O carbonyl group (Sellitti et al., 1990). The peak located
at 1200 cm-1
can be attributed to C-O-C dimethylene ether bridges in the phenolic
resin and wattle tannin adhesives (Choi et al., 2002; Kim and Kim, 2003); therefore,
the peak located at 1200 cm-1
derived from tannin-sucrose adhesive (0 wt% citric acid
content) was possibly due to the dimethylene ether bridges.
The peaks derived from citric acid appeared strongly when the citric acid content
of the adhesives was high, and some water-soluble substances were contained in the
samples. The chemical structure of the insoluble matter in cured adhesives was
observed by FT-IR measurements after the cured adhesives were boiled (Fig. 4.6).
The absorption band at 2630 cm-1
was barely recognizable in all spectra, indicating
that carboxyl groups did not exist in the insoluble matter. The peaks located at 1731
and 1190 cm-1
were only observed in the insoluble matter of the adhesives with 20.0
and 33.3 wt% citric acid. The peaks increased with increasing citric acid content,
implying that the ester linkage and dimethylene ether bridges were more abundant as
the citric acid increased. The peaks at 1705 and 1200 cm-1
were observed in the
insoluble matter of the adhesives with 0, 4.6, and 13.8 wt% citric acid, indicating that
the chemical structure of the insoluble matter of these adhesives was very similar. The
peak at 780 cm-1
increased slightly as citric acid increased, suggesting that the furan
ring content in the insoluble matter increased. In sum, when the citric acid content of
adhesive was adjusted to 20.0 and 33.3%, ester linkages and dimethylene ether
bridges were formed. With increased citric acid content, the furan ring content
increased, and more chemical bonds derived from tannin participated in the reaction.
78
4.3 Effects of the addition of citric acid on the properties of
the particleboard
4.3.1 Materials and Methods
4.3.1.1 Materials
Wattle tannin (commercial name: tannic acid ME) was purchased from the Fuji
Chemical Industry Co. (Wakayama, Japan). Sucrose (guaranteed reagent) and citric
acid (extra pure reagent) were purchased from Nacalai Tesque, Inc. (Kyoto, Japan).
These materials were used without further purification and were dried in a vacuum
oven at 60 °C for 15 h before use.
Recycled wood particles were obtained from a particleboard company, and they
were screened using a sieving device to collect particles between 0.9 mm and 5.9 mm.
The moisture content of the original particles was 3 to 4 wt%. Before particleboard
manufacturing, particles were dried in an oven at 80 °C for 12 h to a final moisture
content of 2 wt%.
4.3.1.2 Manufacture of the particleboard
Tannin, sucrose, and citric acid were dissolved in distilled water with 4.6%,
13.8%, 20.0%, and 33.3% citric acid contents and a solution concentration of 40 wt%
(Table 4.1). The adhesive solution was sprayed onto particles in a blender at 30 wt%
resin content based on the weight of the oven-dried particles. After spraying, the
particles were dried at 80 °C for 12 h until the moisture content was 3 to 6 wt%. The
particles were mat-formed using a 300 × 300 mm forming box. For every variation in
citric acid content, particleboards were manufactured with hot pressing temperatures
of 160, 180, 200, and 220 °C; the hot pressing time was 10 min. The thickness was
controlled using a 9-mm distance bar during pressing. The size of the manufactured
board was 300 × 300 × 9 mm, and the target density was 0.8 g/cm3.
79
4.3.1.3 Evaluation of the board properties
The boards were conditioned for 1 week at 20 °C and 60% relative humidity (RH)
and then evaluated according to the Japanese Industrial Standard for particleboard
(JIS A 5908 2003). The average density of the particleboards after conditioning was
calculated by measuring the dimension and weight of all the samples obtained from
each particleboard. The mechanical properties of the particleboards were investigated
with a universal testing machine (Model 4411, Instron Corp., PA, USA). The static
three-point bending test was carried out on a 200 × 30 × 9 mm specimen from each
board, and the effective span and loading speed were 150 mm and 10 mm/min,
respectively. The modulus of rupture (MOR) and the modulus of elasticity (MOE)
were obtained. The internal bond strength (IB) test was performed on a 50 × 50 mm
specimen with a loading speed of 2 mm/min, and thickness swelling (TS) after water
immersion for 24 h at 20 °C was measured in specimens of the same size. Following
the TS test, thickness and weight changes under a cyclic accelerated aging treatment
(drying at 105 °C for 10 h, warm water immersion at 70 °C for 24 h, drying at 105 °C
for 10 h, boiling water immersion for 4 h, and drying at 105 °C for 10 h) were
measured to investigate the water resistance in severe conditions. Each experiment
was performed in quintuplicate, and the average value and standard deviation were
calculated. Statistical significance of ANOVA analysis was considered for p values <
0.05. The MOR, MOE, and IB values were corrected for target density based on each
regression line between actual values and sample densities of the mechanical
properties.
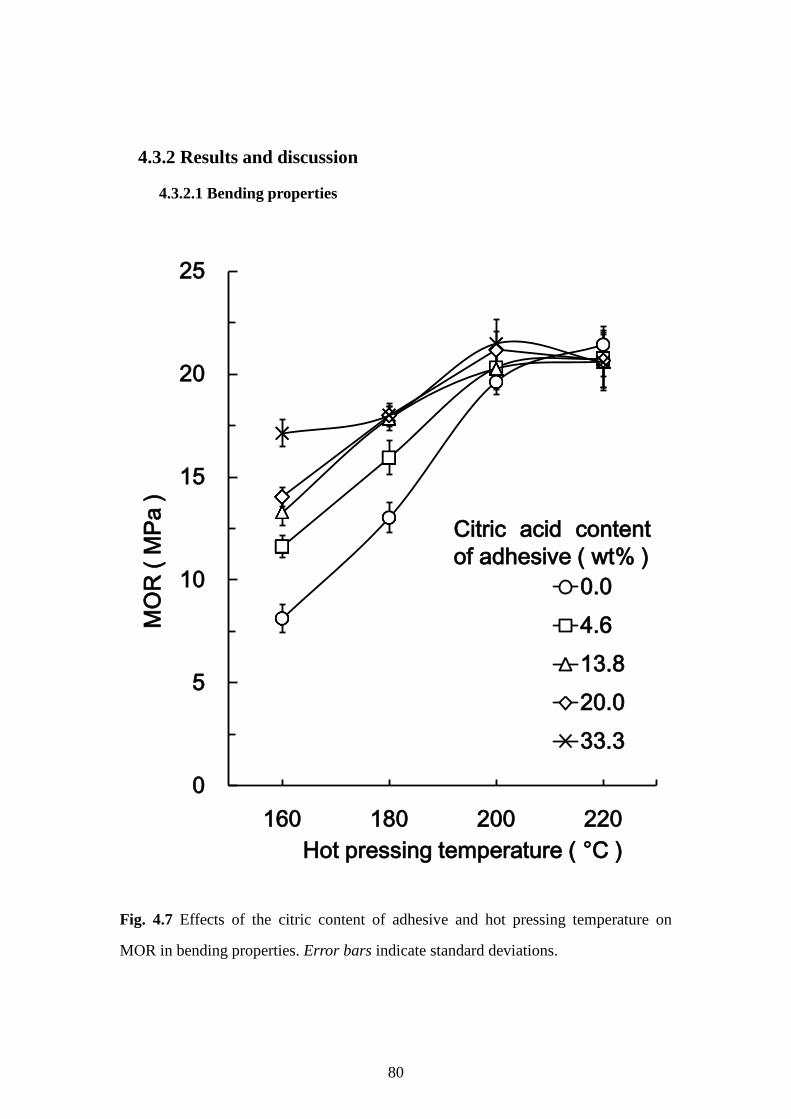
80
4.3.2 Results and discussion
4.3.2.1 Bending properties
Fig. 4.7 Effects of the citric content of adhesive and hot pressing temperature on
MOR in bending properties. Error bars indicate standard deviations.
0
5
10
15
20
25
160 180 200 220
MO
R (
MP
a )
Hot pressing temperature ( °C )
0.0
4.6
13.8
20.0
33.3
Citric acid content
of adhesive ( wt% )
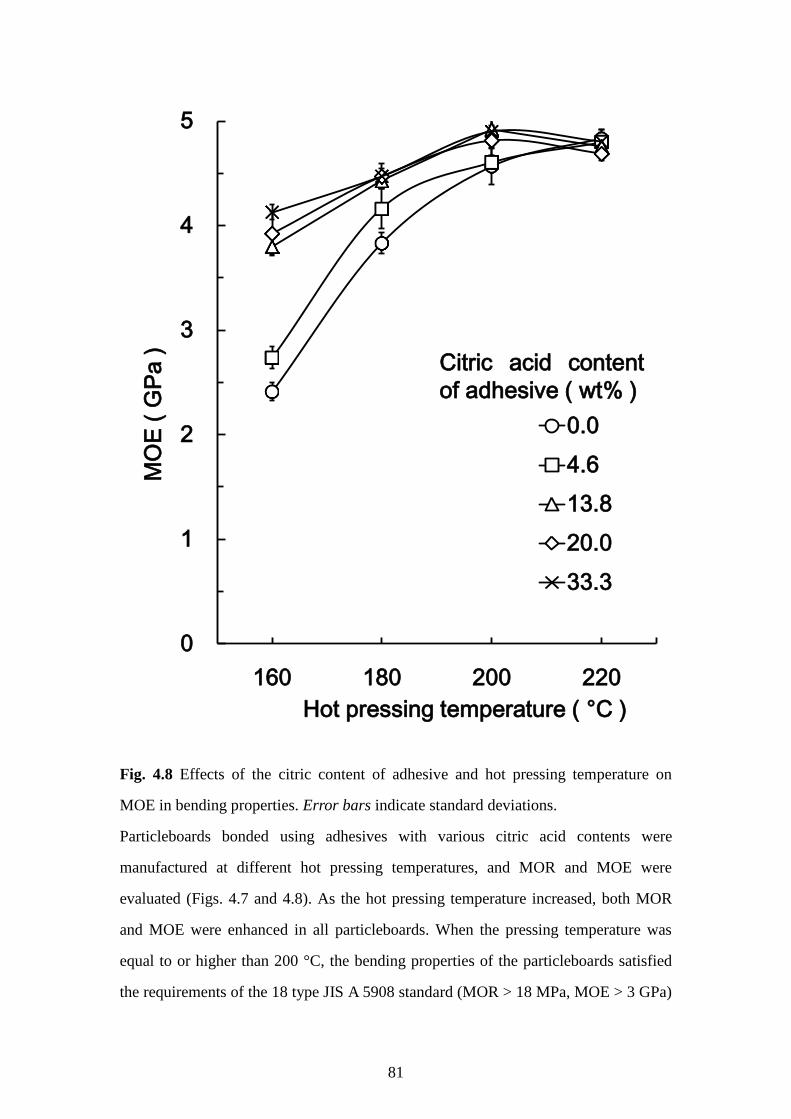
81
Fig. 4.8 Effects of the citric content of adhesive and hot pressing temperature on
MOE in bending properties. Error bars indicate standard deviations.
Particleboards bonded using adhesives with various citric acid contents were
manufactured at different hot pressing temperatures, and MOR and MOE were
evaluated (Figs. 4.7 and 4.8). As the hot pressing temperature increased, both MOR
and MOE were enhanced in all particleboards. When the pressing temperature was
equal to or higher than 200 °C, the bending properties of the particleboards satisfied
the requirements of the 18 type JIS A 5908 standard (MOR > 18 MPa, MOE > 3 GPa)
0
1
2
3
4
5
160 180 200 220
MO
E (
GP
a )
Hot pressing temperature ( °C )
0.0
4.6
13.8
20.0
33.3
Citric acid content
of adhesive ( wt% )
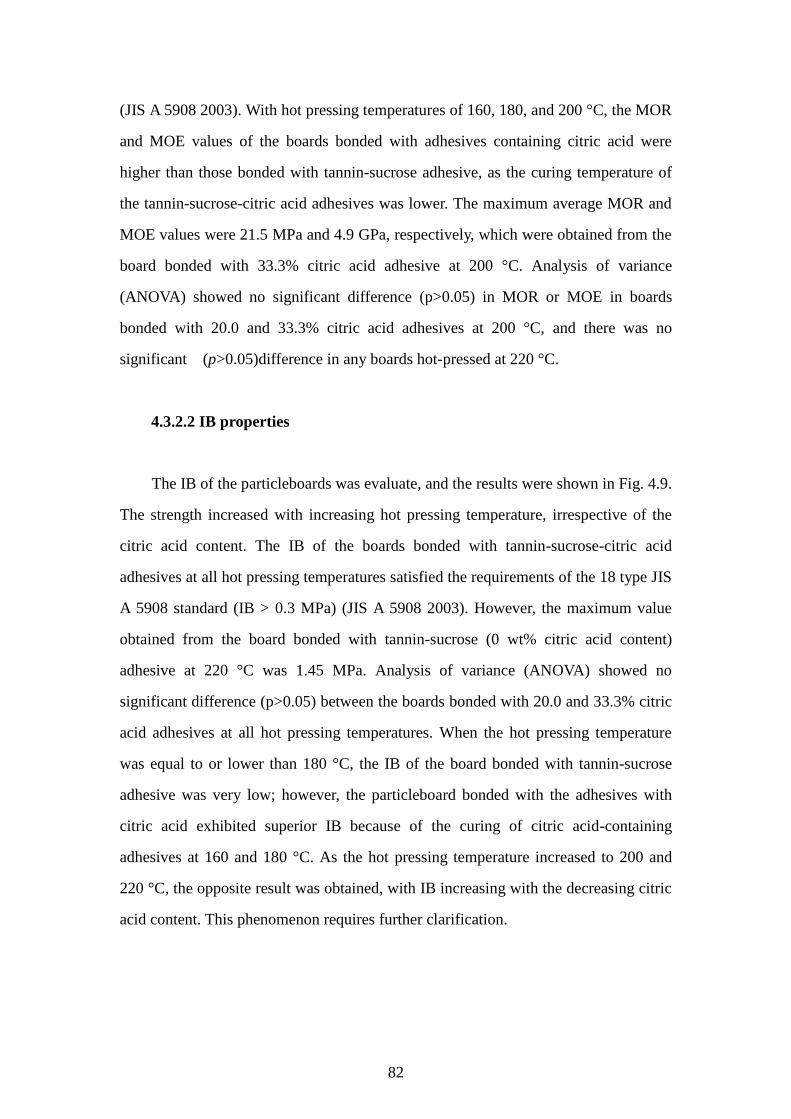
82
(JIS A 5908 2003). With hot pressing temperatures of 160, 180, and 200 °C, the MOR
and MOE values of the boards bonded with adhesives containing citric acid were
higher than those bonded with tannin-sucrose adhesive, as the curing temperature of
the tannin-sucrose-citric acid adhesives was lower. The maximum average MOR and
MOE values were 21.5 MPa and 4.9 GPa, respectively, which were obtained from the
board bonded with 33.3% citric acid adhesive at 200 °C. Analysis of variance
(ANOVA) showed no significant difference (p>0.05) in MOR or MOE in boards
bonded with 20.0 and 33.3% citric acid adhesives at 200 °C, and there was no
significant (p>0.05)difference in any boards hot-pressed at 220 °C.
4.3.2.2 IB properties
The IB of the particleboards was evaluate, and the results were shown in Fig. 4.9.
The strength increased with increasing hot pressing temperature, irrespective of the
citric acid content. The IB of the boards bonded with tannin-sucrose-citric acid
adhesives at all hot pressing temperatures satisfied the requirements of the 18 type JIS
A 5908 standard (IB > 0.3 MPa) (JIS A 5908 2003). However, the maximum value
obtained from the board bonded with tannin-sucrose (0 wt% citric acid content)
adhesive at 220 °C was 1.45 MPa. Analysis of variance (ANOVA) showed no
significant difference (p>0.05) between the boards bonded with 20.0 and 33.3% citric
acid adhesives at all hot pressing temperatures. When the hot pressing temperature
was equal to or lower than 180 °C, the IB of the board bonded with tannin-sucrose
adhesive was very low; however, the particleboard bonded with the adhesives with
citric acid exhibited superior IB because of the curing of citric acid-containing
adhesives at 160 and 180 °C. As the hot pressing temperature increased to 200 and
220 °C, the opposite result was obtained, with IB increasing with the decreasing citric
acid content. This phenomenon requires further clarification.
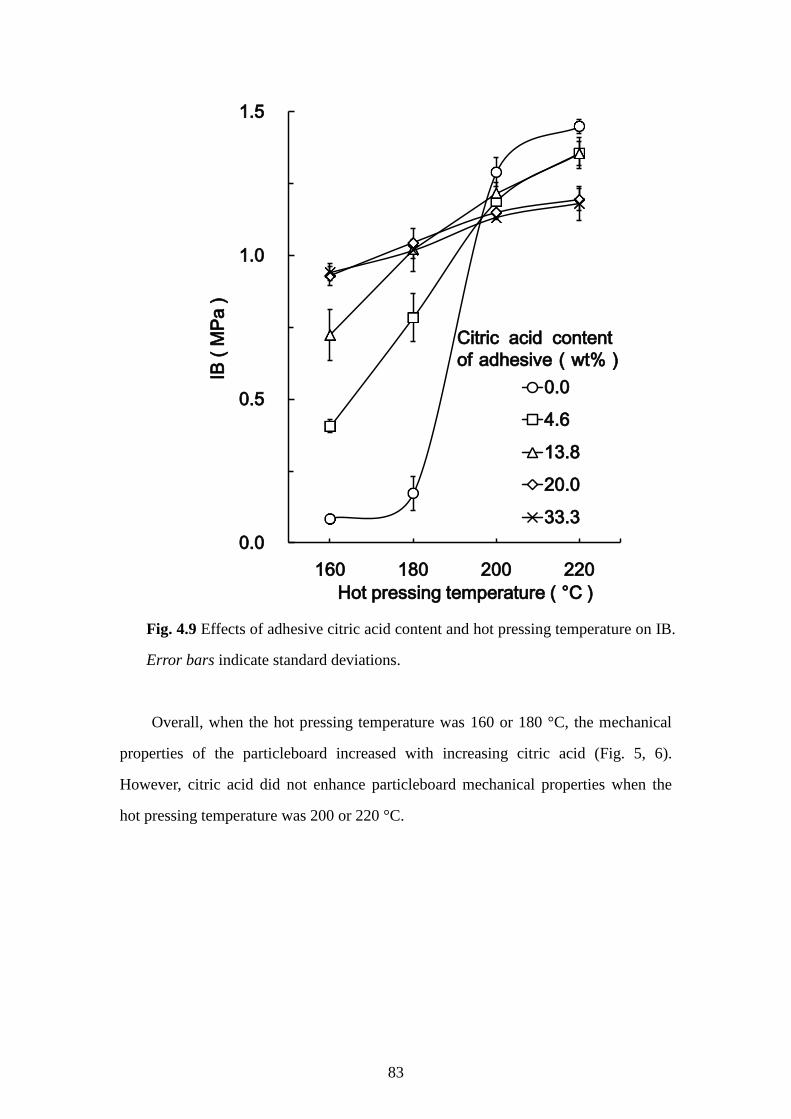
83
Fig. 4.9 Effects of adhesive citric acid content and hot pressing temperature on IB.
Error bars indicate standard deviations.
Overall, when the hot pressing temperature was 160 or 180 °C, the mechanical
properties of the particleboard increased with increasing citric acid (Fig. 5, 6).
However, citric acid did not enhance particleboard mechanical properties when the
hot pressing temperature was 200 or 220 °C.
0.0
0.5
1.0
1.5
160 180 200 220
IB (
MP
a )
Hot pressing temperature ( °C )
0.0
4.6
13.8
20.0
33.3
Citric acid content
of adhesive ( wt% )
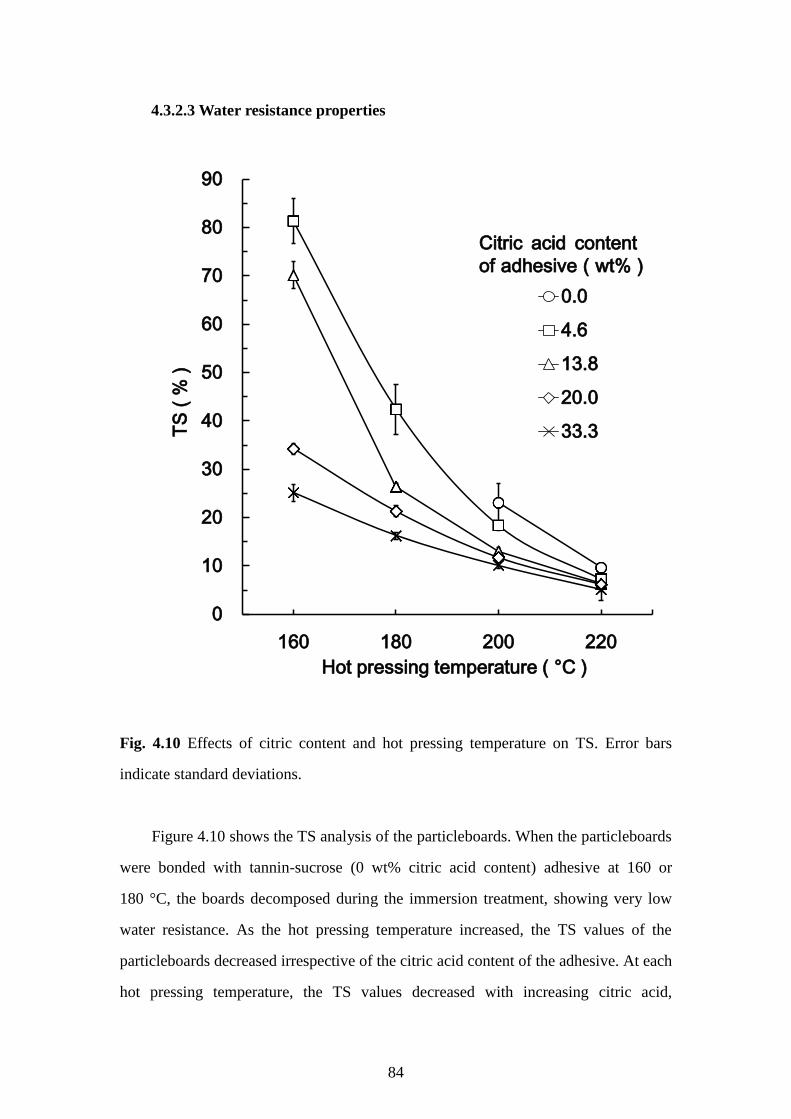
84
4.3.2.3 Water resistance properties
Fig. 4.10 Effects of citric content and hot pressing temperature on TS. Error bars
indicate standard deviations.
Figure 4.10 shows the TS analysis of the particleboards. When the particleboards
were bonded with tannin-sucrose (0 wt% citric acid content) adhesive at 160 or
180 °C, the boards decomposed during the immersion treatment, showing very low
water resistance. As the hot pressing temperature increased, the TS values of the
particleboards decreased irrespective of the citric acid content of the adhesive. At each
hot pressing temperature, the TS values decreased with increasing citric acid,
0
10
20
30
40
50
60
70
80
90
160 180 200 220
TS
( %
)
Hot pressing temperature ( °C )
0.0
4.6
13.8
20.0
33.3
Citric acid content
of adhesive ( wt% )
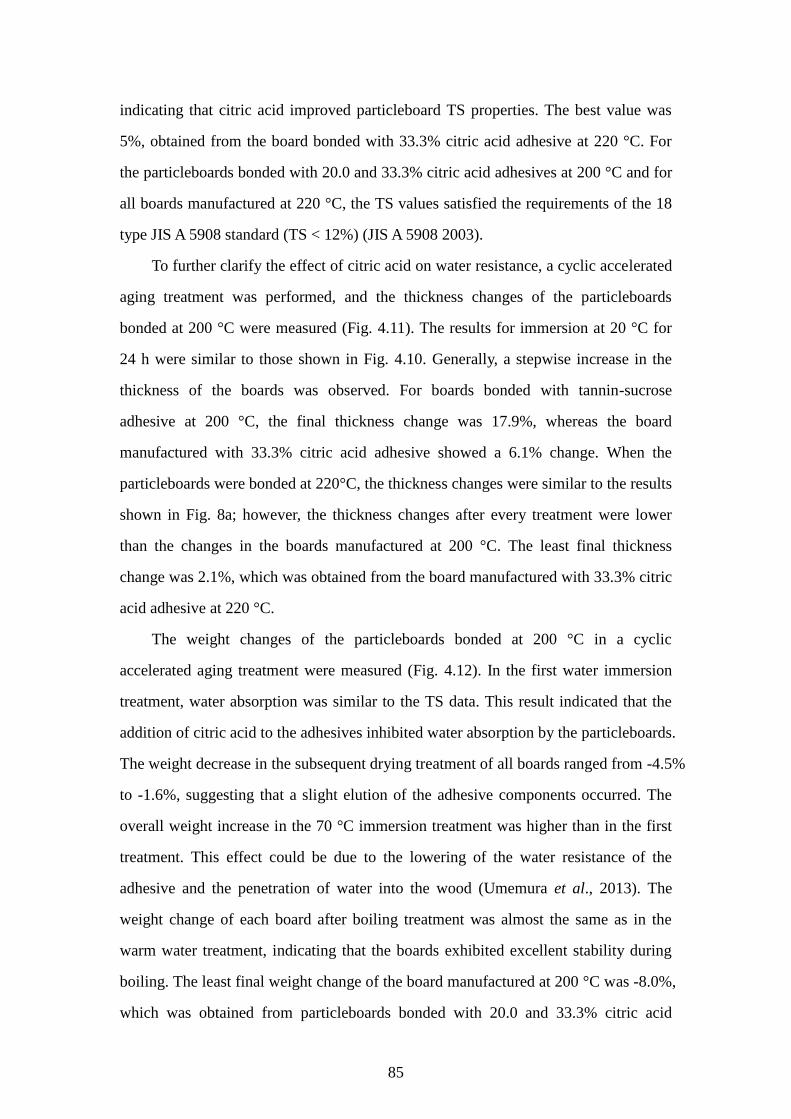
85
indicating that citric acid improved particleboard TS properties. The best value was
5%, obtained from the board bonded with 33.3% citric acid adhesive at 220 °C. For
the particleboards bonded with 20.0 and 33.3% citric acid adhesives at 200 °C and for
all boards manufactured at 220 °C, the TS values satisfied the requirements of the 18
type JIS A 5908 standard (TS < 12%) (JIS A 5908 2003).
To further clarify the effect of citric acid on water resistance, a cyclic accelerated
aging treatment was performed, and the thickness changes of the particleboards
bonded at 200 °C were measured (Fig. 4.11). The results for immersion at 20 °C for
24 h were similar to those shown in Fig. 4.10. Generally, a stepwise increase in the
thickness of the boards was observed. For boards bonded with tannin-sucrose
adhesive at 200 °C, the final thickness change was 17.9%, whereas the board
manufactured with 33.3% citric acid adhesive showed a 6.1% change. When the
particleboards were bonded at 220°C, the thickness changes were similar to the results
shown in Fig. 8a; however, the thickness changes after every treatment were lower
than the changes in the boards manufactured at 200 °C. The least final thickness
change was 2.1%, which was obtained from the board manufactured with 33.3% citric
acid adhesive at 220 °C.
The weight changes of the particleboards bonded at 200 °C in a cyclic
accelerated aging treatment were measured (Fig. 4.12). In the first water immersion
treatment, water absorption was similar to the TS data. This result indicated that the
addition of citric acid to the adhesives inhibited water absorption by the particleboards.
The weight decrease in the subsequent drying treatment of all boards ranged from -4.5%
to -1.6%, suggesting that a slight elution of the adhesive components occurred. The
overall weight increase in the 70 °C immersion treatment was higher than in the first
treatment. This effect could be due to the lowering of the water resistance of the
adhesive and the penetration of water into the wood (Umemura et al., 2013). The
weight change of each board after boiling treatment was almost the same as in the
warm water treatment, indicating that the boards exhibited excellent stability during
boiling. The least final weight change of the board manufactured at 200 °C was -8.0%,
which was obtained from particleboards bonded with 20.0 and 33.3% citric acid
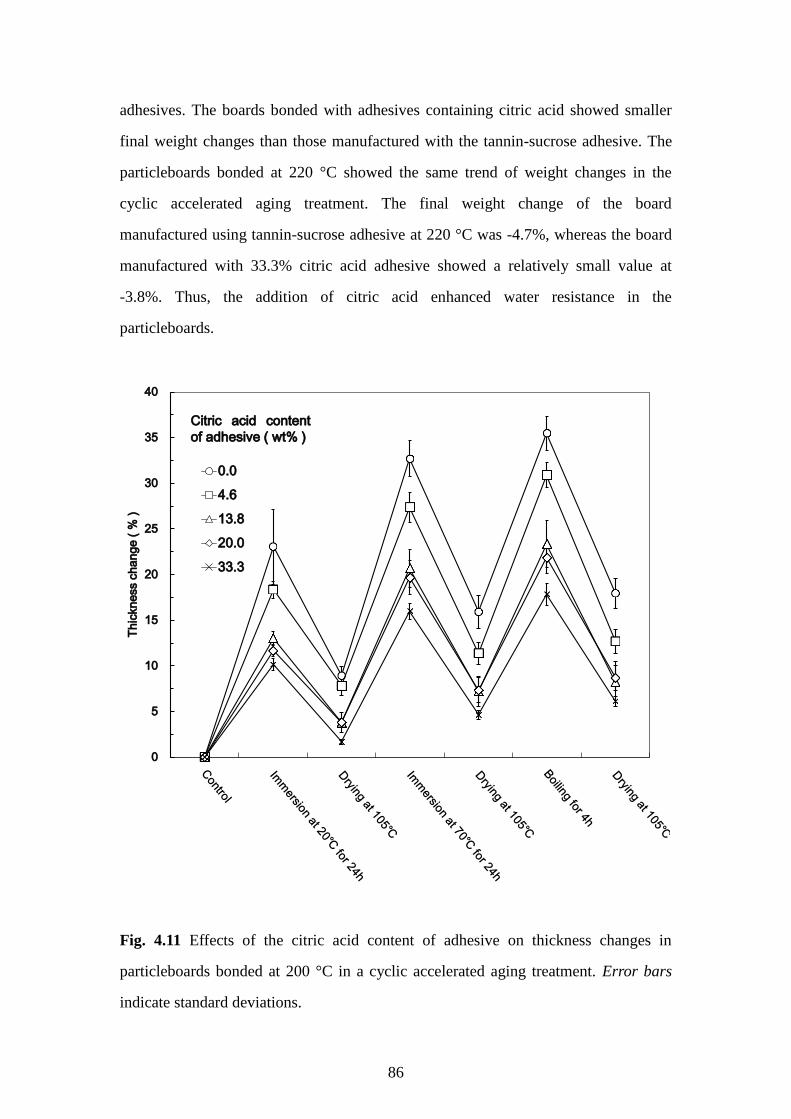
86
adhesives. The boards bonded with adhesives containing citric acid showed smaller
final weight changes than those manufactured with the tannin-sucrose adhesive. The
particleboards bonded at 220 °C showed the same trend of weight changes in the
cyclic accelerated aging treatment. The final weight change of the board
manufactured using tannin-sucrose adhesive at 220 °C was -4.7%, whereas the board
manufactured with 33.3% citric acid adhesive showed a relatively small value at
-3.8%. Thus, the addition of citric acid enhanced water resistance in the
particleboards.
Fig. 4.11 Effects of the citric acid content of adhesive on thickness changes in
particleboards bonded at 200 °C in a cyclic accelerated aging treatment. Error bars
indicate standard deviations.
0
5
10
15
20
25
30
35
40
Th
ickness c
ha
ng
e (
% )
0.0
4.6
13.8
20.0
33.3
Citric acid content
of adhesive ( wt% )
87
Fig. 4.12 Effects of the citric acid content of adhesive on weight changes in
particleboards bonded at 200 °C in a cyclic accelerated aging treatment. Error bars
indicate standard deviations.
4.4 Summary
The effects of adding citric acid to tannin-sucrose adhesive were investigated by
the analysis of adhesives and evaluation of particleboard properties. The results
showed that the addition of citric acid was effective in reducing reaction temperature,
and the insoluble matter remaining from 20.0 and 33.3 % citric acid contents
0.0
4.6
13.8
20.0
33.3
Citric acid content
of adhesive ( wt% )
-20
0
20
40
60
80
100W
eig
ht c
ha
ng
e (
% )
88
adhesives at 200 °C was 2 times higher than for the tannin-sucrose adhesive. In
addition, ester linkage and dimethylene ether bridges were recognized by FT-IR. The
physical properties of the particleboards bonded with tannin-sucrose-citric acid
adhesive with 20.0 and 33.3 % citric acid contents at more than 200 °C satisfied the
requirements of the type 18 standard of JIS A 5908 (2003). Consequently, the addition
of citric acid promoted the reaction between tannin and sucrose at a lower temperature,
and decreased the hot pressing temperature to 200 °C, while enhancing the bending
properties and water resistance of the particleboards.
4.5 Reference
Asghari, F., and Yoshida, H. (2006) Acid-catalyzed production of 5-hydroxymethyl
furfural from D-fructose in subcritical water. Ind Eng Chem Res . 45(7),
2163-2173.
Barbooti, M., and Al-Sammerrai, D. (1986) Thermal decomposition of citric acid.
Thermochim Acta. 98(1), 119-126.
Černá, M., Barros, A., Nunes, A., Rocha, S., Delgadillo, I., Čopı́ková, J., and Coimbra,
M. (2003) Use of FT-IR spectroscopy as a tool for the analysis of polysaccharide
food additives. Carbohyd Polym. 51(4), 383-389.
Choi, M. H., Byun, H. Y., and Chung, I. J. (2002) The effect of chain length of
flexible diacid on morphology and mechanical property of modified phenolic resin.
Polym. 43(16), 4437-4444.
Cimino, G., De Stefano, S., and Minale, L. (1972) Minor C-21 furanoterpenes from
the sponges Spongia officinalisand Hippospongia communis. Tetrahedron. 28(2),
267-273.
Eggleston, G., Trask-Morrell, B. J., and Vercellotti, J. R. (1996) Use of differential
scanning calorimetry and thermogravimetric analysis to characterize the thermal
degradation of crystalline sucrose and dried sucrose-salt residues. J Agr Food
Chem. 44(10), 3319-3325.
89
Grudpan, K., Sritharathikhun, P., and Jakmunee, J. (1998) Flow injection
conductimetric or spectrophotometric analysis for acidity in fruit juice. Anal Chim
Acta. 363(2-3), 199-202.
Haworth, W., and Jones, W. (1944) The conversion of sucrose into furan compounds.
Part I. 5-Hydroxymethylfurfuraldehyde and some derivatives. J Chem Soc. 1944,
667-670.
JIS A 5908 (2003) Particleboards, Japanese Standards Association, Tokyo, Japan.
Kim, S., and Kim, H. (2003) Curing behavior and viscoelastic properties of pine and
wattle tannin-based adhesives studied by dynamic mechanical thermal analysis
and FT-IR-ATR spectroscopy. J Adhes Sci Technol. 17(10), 1369-1383.
Locas, C., and Yaylayan, V. (2008) Isotope labeling studies on the formation of
5-(hydroxymethyl)-2-furaldehyde (HMF) from sucrose by pyrolysis-GC/MS. Agr
Food Chem. 56(15), 6717-6723.
Mawhinney, D. B., and Yates Jr., J. T. (2001) FTIR study of the oxidation of
amorphous carbon by ozone at 300K - Direct COOH formation. Carbon. 39(8),
1167-1173..
Sellitti, C., Koenig, J., and Ishida, H. (1990) Surface characterization of graphitized
carbon fibers by attenuated total reflection Fourier transform infrared
spectroscopy. Carbon. 28(1), 221-228.
Shu, P., and Johnson, M. (1948) Citric acid. Ind Eng Chem. 40(7), 1202-1205.
Sievers, C., Musin, I., Marzialetti, T., Olarte, M., Agrawal, P., and Jones, C. (2009)
Acid-catalyzed conversion of sugars and furfurals in an ionic-liquid phase.
ChemSusChem. 2(7), 665-671.
Soto, R., Freer, J., Reues, N., Baeza, J. (2001) Extraction of folyflavonoids from pinus
radiate D. Don bark evaluation of effects of solvent composition and of the
height of tree bark . Bol. Soc. Chil. Qui. 46, 14-19.
Summers, M., and Enever, R. (2006) Preparation and properties of solid dispersion
system containing citric acid and primidone. J Pharm Sci. 65(11), 1613-1617.
Umemura, K., Sugihara, O., and Kawai, S. (2013) Investigation of a new natural
adhesive composed of citric acid and sucrose for particleboard. J Wood Sci. 59(3),
90
203-208.
Umemura, K., Sugihara, O., and Kawai, S. (2015) Investigation of a new natural
adhesive composed of citric acid and sucrose for particleboard II: Effects of board
density and pressing temperature. J Wood Sci. 61(3), 40-44.
Umemura, K., Ueda, T., and Kawai, S. (2012) Characterization of wood-based
molding bonded with citric acid. J Wood Sci. 58(1), 38-45.
Wang, Z., Gu, Z., Hong, Y., Cheng, L., and Li, Z. (2011) Bonding strength and water
resistance of starch-based wood adhesive improved by silica nanoparticles.
Carbohyd Polym. 83(1), 72-76.
Yang, C., and Wang, X. (1996) Formation of cyclic anhydride intermediates and
esterification of cotton cellulose by multifunctional carboxylic acids: an infrared
spectroscopy study. Text Res J. 66(9), 595-603.
Zagar, E., and Grdadolnik, J. (2003) An infrared spectroscopic study of H-bond
network in hyperbranched polyester polyol. J Mol Struct. 658(3), 143-152.
Zhao, Z., and Umemura, K. (2014) Investigation of a new natural particleboard
adhesive composed of tannin and sucrose. J Wood Sci. 60(4), 269-277.
Zhao, Z., and Umemura, K. (2015) Investigation of a new natural particleboard
adhesive composed of tannin and sucrose 2: Effect of pressing temperature and
time on board properties, and characterization of adhesive. BioResources. 10(2),
2444-2460.
91
Conclusion
This thesis consists of four chapters: Chapter1, General introduction; Chapter 2,
Exploratory experiments of tannin and sucrose for particleboard; Chapter 3, Effects of
hot pressing temperature and time on board properties, and characterization of
adhesive; Chapter 4, Effects of the addition of citric acid on the curing of tannin and
sucrose adhesive and bond performance of particleboard. The results of each chapter
are summarized as follows:
In Chapter1, the current development of synthetic resin and natural adhesive
were studied. The current development of synthetic resin showed that, under the
pressure of decreasing of fossil resources and the requirement of human health, the
research about synthetic resin focus on the modification or partly replace by the
natural substances, which could reduce the utilization of fossil resources and reduce
the toxic emission from some of the synthetic resin. The current development of
natural adhesive showed that, due to the low bond ability of natural substances, some
modification by chemical substances derived from the fossil resources are needed, the
natural substance only seems hardly to use as adhesive. Therefore, it is necessary to
develop the adhesive composed of natural substances only.
In Chapter 2, the exploratory experiments of tannin and sucrose adhesive for
particleboard were carried out. By the experiments, the effects of the drying treatment
before hot pressing, weight ratio between tannin and sucrose, and resin content on the
physical properties were investigated. All the particleboards in this chapter were
manufactured at 200℃ for 10min. The results of the particleboard bonded by tannin
and sucrose without drying treatment before hot pressing showed that, the physical
properties of the particleboards are very low in all the weight ratio of tannin and
sucrose conditions, indicated that the high moisture content of the mat negative affect
the physical properties of the particleboard bonded with tannin and sucrose. For
92
certifying this conclusion, the particleboards were manufactured with drying
treatment before hot pressing, the results showed the physical properties improved
significantly irrelevant the weight ratio between tannin and sucrose. The results of
effects of weight ratio between tannin and sucrose on the properties of the
particleboard showed that, as the increasing of the sucrose content, the physical
properties of the particleboard were improved, the optimal weight ratio between
tannin and sucrose was 25/75. The results of the effects of resin content on the
properties of the particleboard exhibited that, as the increasing of the resin content,
the physical properties increased. When the resin content was higher than 30wt%, the
mechanical properties satisfied the JIS 18 type standard. Therefore, the optimal
manufacture conditions of the with/without drying treatment before hot pressing,
weight ratio between tannin and sucrose, and resin content of the particleboard
bonded by tannin and sucrose were with drying treatment, 25/75, and 30-40wt%,
respectively. The reaction mechanism between tannin and sucrose was studied by
FT-IR analysis, and the spectra obtained from uncured and cured adhesives were
compared. The results showed that, after the heating treatment, the peak located at
1130 and 920cm-1
derived from glycosidic linkage and pyranose ring disappeared,
indicated the decomposition of the sucrose during the heating treatment. The
increased peak located around 1705, 1509, 1200 and 780cm-1 derived from carbonyl
group, furan, dimethylene ether bridges, and furan, respectively, this indicated the
formation of the 5-HMF from the decomposition of sucrose, and 5-HMF reacted with
tannin and form the dimethylene ether bridges.
In Chapter 3, the effect of the hot pressing temperature and hot pressing time on
the properties of the particleboard bonded by tannin and sucrose were investigated.
Based on the results obtained from Chapter 2, all the particleboards manufactured in
this chapter with the optimal weight ratio between tannin and sucrose was 25/75, resin
content was 30 and 40wt%, and did the drying treatment at 80℃ for 12h before hot
pressing. The results of the effects of hot pressing temperature on the particleboard
properties showed that, as the increasing of the hot pressing temperature, both the
mechanical properties and the water resistance increased. When the hot pressing
93
temperature at 220℃, the TS values of the particleboards both bonded with 30 and
40wt% resin content are satisfied the JIS 18 type standard. The results of the effects of
hot pressing time on the board properties exhibited that, in the time range from 5 to
10min, as the increasing of the hot pressing time, the mechanical properties of the
particleboard increased, however, a slightly decrease happened when the hot pressing
time longer than 10min. Therefore, the optimal hot pressing temperature and hot
pressing time of the particleboard bonded by tannin and sucrose were 220℃and
10min, respectively. The tannin and sucrose adhesive was characterized by thermal
analysis, insoluble matter and FT-IR analysis. Thermal analysis showed that the
endothermic reaction of the adhesive composed with tannin and sucrose (only the
ratio at 25/75) were happened at more than 200°C, this explaining the promotion of
the particleboard properties when the hot pressing temperature was increased to
220°C. When the heating time was longer than 10min, the maximum insoluble matter
at more than 70% was obtained, indicated the heating time at 10min for the curing of
tannin and sucrose adhesive is needed. The FT-IR results showed the existence of the
furan ring, carbonyl group and dimethylene ether bridges in the adhesives cured at
220℃. Comparing The FT-IR spectra of the adhesives heated in different heating time,
there was not obviously change of chemical structure in the hot pressing time range of
10-20min.
In Chapter 4, the effects of adding citric acid to tannin-sucrose adhesive were
investigated by the analysis of adhesives and evaluation of particleboard properties.
The results of the thermal analysis showed that, as the increasing of the citric acid
content, both the weight loss and endothermic reaction temperatures decreased,
indicated that the addition of citric acid was effective in reducing reaction temperature
of tannin and sucrose. The results of the insoluble matter showed that, the insoluble
matter from 20.0 and 33.3% citric acid contents adhesives at 200℃ was 2 times
higher than that from tannin-sucrose adhesives, means that the addition of citric acid
effective on the curing of tannin and sucrose adhesive. The results of FT-IR analysis
showed that, when the citric acid content of adhesive was adjusted to 20.0 and 33.3%,
ester linkages and dimethylene ether bridges were formed. With increased citric acid

94
content, the furan ring content increased, and more chemical bonds derived from
tannin participated in the reaction, this also indicated that the addition of citric acid
improve the curing of tannin and sucrose. The effects of the addition of citric acid on
the hot pressing temperature and properties of the particleboard bonded by tannin and
sucrose adhesive were investigated. The results showed that, physical properties of
the particleboards bonded with tannin-sucrose-citric acid adhesive with 20.0 and 33.3 %
citric acid contents at more than 200 °C satisfied the requirements of the type 18
standard of JIS A 5908 (2003). Consequently, the addition of citric acid promoted the
reaction between tannin and sucrose at a lower temperature, and decreased the hot
pressing temperature to 200 °C, while enhancing the bending properties and water
resistance of the particleboards.
95
Acknowledgments
My deepest gratitude goes first and foremost to Professor Kozo Kanayama , my
supervisor, for his constant encouragement and guidance on my research, and he
taught me how to open the mind during the research. I learned a lot from him, not
only in the research area but also the attitude of life, these gains will influence my life
in the future.
I also must be deeply grateful to Associate Professor Kenji Umemura, he taught
me a lot of the research and experiment methods, which help me to finish the
experiments showed in this thesis. In addition, the conscientious work attitude from
him is very worth me to learn.
I also want to thank Professor Hiroshi Isoda, Professor Hiroyuki Yano, Professor
Tsuyoshi Yoshimura, and Professor Junji Sugiyama for your help on my research, and
I also learn a lot of the knowledge of wood and wood composites from your research.
Last my thanks would go to my beloved family for their loving considerations
and great confidence in me all through these years. I also owe my sincere gratitude to
my friends and my fellow classmates who gave me their help and time in listening to
me and helping me work out my problems during the difficult course of the thesis.
Thanks to all the member in the Lab. Sustainable Materials and my friends in
other Labs. You give me a lot of pleasant memories in Kyoto, Japan, and I think this
friendship will be continued wherever where we are.
I would like to thank Associate Professor Tomoya Imai, Associate Professor
Kentaro Abe, Aya Yanagawa, Takuro Mori, Akihisa Kitamori for helping me to carry
out my experiments and kindly comments on my research.
Finally, I am deeply indebted to Ms. Shijing Sun for her continuing support and
encouragement.