
THÈSE - ori-oai.u-bordeaux1.frori-oai.u-bordeaux1.fr/pdf/2010/ALBERT_GAETAN_2010.pdf · A...
242
Université Bordeaux 1 Les Sciences et les Technologies au service de l’Homme et de l’environnement N° d’ordre : 4152 THÈSE PRÉSENTÉE A L’UNIVERSITÉ BORDEAUX 1 ÉCOLE DOCTORALE DES SCIENCES PHYSIQUES ET DE L’INGENIEUR Par Gaëtan ALBERT POUR OBTENIR LE GRADE DE DOCTEUR SPÉCIALITÉ : MÉCANIQUE ET INGÉNIERIE IDENTIFICATION ET MODÉLISATION DU TORSEUR DES ACTIONS DE COUPE EN FRAISAGE Directeur de recherche : Olivier CAHUC Soutenue le : 13/12/2010 Devant le jury composé de : M. B. FURET Professeur, IUT de Nantes Président M. W. RUBIO Professeur, Université Paul Sabatier, Toulouse III Rapporteur M. M. ZAPCIU Professeur, Université Politehnica Bucarest Rapporteur M. A. GERARD Professeur, Université Bordeaux 1 Examinateur M. O. CAHUC Professeur, Université Bordeaux 1 Examinateur M. P. DARNIS Maître de Conférences, Université Bordeaux 1 Examinateur M. J-Y. K'NEVEZ Maître de Conférences, Université Bordeaux 1 Invité M. R. LAHEURTE Maître de Conférences, Université Bordeaux 1 Invité
Transcript of THÈSE - ori-oai.u-bordeaux1.frori-oai.u-bordeaux1.fr/pdf/2010/ALBERT_GAETAN_2010.pdf · A...
Université Bordeaux 1 Les Sciences et les Technologies au service de l’Homme et de l’environnement
N° d’ordre : 4152
THÈSE
PRÉSENTÉE A
L’UNIVERSITÉ BORDEAUX 1
ÉCOLE DOCTORALE DES SCIENCES PHYSIQUES ET DE L’INGENIEUR
Par Gaëtan ALBERT
POUR OBTENIR LE GRADE DE
DOCTEUR
SPÉCIALITÉ : MÉCANIQUE ET INGÉNIERIE
IDENTIFICATION ET MODÉLISATION DU TORSEUR DES ACTIONS DE COUPE EN FRAISAGE
Directeur de recherche : Olivier CAHUC
Soutenue le : 13/12/2010 Devant le jury composé de : M. B. FURET Professeur, IUT de Nantes Président M. W. RUBIO Professeur, Université Paul Sabatier, Toulouse III Rapporteur M. M. ZAPCIU Professeur, Université Politehnica Bucarest Rapporteur M. A. GERARD Professeur, Université Bordeaux 1 Examinateur M. O. CAHUC Professeur, Université Bordeaux 1 Examinateur M. P. DARNIS Maître de Conférences, Université Bordeaux 1 Examinateur M. J-Y. K'NEVEZ Maître de Conférences, Université Bordeaux 1 Invité M. R. LAHEURTE Maître de Conférences, Université Bordeaux 1 Invité


Remerciements
3
REMERCIEMENTS
ES TRAVAUX de recherche présentés dans ce mémoire ont été effectués au sein d'une équipe de recherche impliquant deux laboratoires de l'Université de Bordeaux 1 : le Laboratoire de Génie Mécanique et Matériaux de Bordeaux (LGM²B) et le Laboratoire de
Mécanique Physique (LMP). Je remercie les directeurs de ces laboratoires, Michel Danis et Marc Deschamps, pour m'avoir accueilli au sein de leurs laboratoires.
Je tiens à remercier M. Benoit Furet, Professeur à l’IUT de Nantes, de l’honneur qu’il me fait en présidant ce jury de thèse.
Je remercie vivement Monsieur Miron Zapciu, Professeur Université Politehnica Bucarest, ainsi que Monsieur Walter Rubio, Professeur à l’Université Paul Sabatier, d’avoir accepté d’examiner cette thèse et de l’intérêt porté à mes travaux. Je remercie tout autant Monsieur Alain Gérard, Professeur à l’Université Bordeaux 1 pour sa participation à ce jury de thèse.
Je remercie très vivement et chaleureusement l’ensemble des personnes qui ont encadré ce travail de thèse.
Tout d’abord Monsieur Olivier Cahuc, Professeur à l’Université Bordeaux 1, qui a dirigé et assuré le suivi de ce travail. J’espère avoir honoré cette première direction de thèse.
Je tiens également à exprimer mes sincères remerciements à Monsieur Philippe Darnis, Maître de Conférences à l’Université Bordeaux 1, à Monsieur Jean-Yves K’Nevez, Maître de Conférences à l’Université Bordeaux 1, et à Monsieur Raynald Laheurte, Maître de Conférences à l’Université Bordeaux 1.
Je les remercie très sincèrement de la confiance qu’ils m’ont accordée depuis le début de mes recherches. Par leur dynamisme intellectuel, leurs conseils, leurs disponibilités et leurs qualités autant scientifiques qu’humaines, ils m’ont appris énormément et m’ont permis de mener à bien cette thèse. J’espère continuer de travailler avec eux dans ce cadre de travail chaleureux. Merci « chefs ! ».
Un remerciement tout particulier à monsieur Yves Couétard, Professeur agrégé en génie mécanique, fondateur de la dynamomètrie à six composantes sur le site Bordelais sans qui tout ce travail ne serait pas possible.
L

Remerciements
4
Un très grand merci à Jean-Philippe Champreux, collègue de « galère » et futur docteur, ainsi que Frédéric Pinassou, technicien au département GMP, qui ont plus que participé au développement du dynamomètre à six composantes à l’origine de ces travaux.
Tant de personne ont également contribué au bon déroulement scientifique et humain de cette thèse que je ne me lancerais pas dans une énumération qui serait certainement incomplète... Je souhaite simplement et chaleureusement remercier toutes les personnes (doctorant, secrétaires, personnels, techniciens, enseignants, enseignants-chercheurs, chercheurs, …) des laboratoires, du département MAI de l'Université Bordeaux 1 et des départements GMP et SGM de l’IUT de Bordeaux 1, qui, de près ou de loin, m’ont aidé et soutenu au cours de cette thèse.
Enfin, loin dans la liste mais proche du cœur, je remercie mes amis et ma famille.
J'aimerais enfin remercier tout particulièrement et exprimer toute ma reconnaissance à Jessica pour avoir supporté mes sautes d’humeur et mes absences durant ces années.

Tables des matières
5
TABLE DES MATIERES
INTRODUCTION GENERALE ____________________________________ 9
CHAPITRE I __________________________________________________ 11 INTRODUCTION A LA MODELISATION DU FRAISAGE
NOMENCLATURE _______________________________________________________________ 15
I.1. INTRODUCTION A LA MISE EN FORME PAR FRAISAGE _______________________ 19I.1.1. Paramètres de coupe ____________________________________________ 20I.1.2. Mouvements générateurs de la coupe _______________________________ 21I.1.3. Angles de coupe ________________________________________________ 21I.1.4. Configurations d’usinage __________________________________________ 24I.1.5. Actions de coupe en 3D ___________________________________________ 26
I.2. MODELISATION DE LA COUPE ET DU FRAISAGE ____________________________ 27I.2.1. Echelles spatiales d'étude _________________________________________ 27I.2.2. Domaines temporels de modélisation ________________________________ 30I.2.3. Méthodes de modélisation des efforts ________________________________ 31I.2.4. Conclusion _____________________________________________________ 52
CHAPITRE II _________________________________________________ 55 MESURE DU TORSEUR DES ACTIONS DE COUPE EN FRAISAGE
NOMENCLATURE _______________________________________________________________ 59
II.1. INTRODUCTION __________________________________________________________ 61
II.2. MESURE D’ACTIONS MECANIQUES ________________________________________ 61II.2.1. Mesures indirectes _______________________________________________ 61II.2.2. Mesures directes ________________________________________________ 64II.2.3. Conclusion _____________________________________________________ 73

Tables des matières
6
II.3. CHOIX ET CARACTERISATION DU CORPS D’EPREUVE RETENU _______________ 74II.3.1. Mode opératoire _________________________________________________ 74II.3.2. Caractérisation du capteur _________________________________________ 76II.3.3. Conclusion _____________________________________________________ 85
II.4. CONCEPTION D’UN DYNAMOMETRE A SIX COMPOSANTES __________________ 85II.4.1. Agencement des capteurs _________________________________________ 85II.4.2. Architecture et matériau du dynamomètre _____________________________ 86II.4.3. Etude par éléments finis __________________________________________ 87II.4.4. Fonctions secondaires ____________________________________________ 88II.4.5. Conclusion _____________________________________________________ 88
II.5. ETALONNAGE D’UN DYNAMOMETRE A SIX COMPOSANTES _________________ 89II.5.1. Etalonnage _____________________________________________________ 89II.5.2. Analyse modale expérimentale _____________________________________ 96
II.6. CONCLUSION ____________________________________________________________ 98
CHAPITRE III _________________________________________________ 99 APPROCHE EXPERIMENTALE DU TORSEUR DES ACTIONS DE
COUPE EN FRAISAGE NOMENCLATURE ______________________________________________________________ 103
III.1. INTRODUCTION _________________________________________________________ 105
III.2. OBTENTION DES GRANDEURS INTERVENANT DANS LE BILAN ENERGETIQUE 105III.2.1. Puissance de coupe consommée __________________________________ 105III.2.2. Torseur cinématique de l’outil par rapport à la pièce ____________________ 107III.2.3. Torseur des actions mécaniques de l’outil sur la pièce __________________ 117
III.3. ETUDE PRELIMINAIRE ___________________________________________________ 117III.3.1. Choix des facteurs ______________________________________________ 117III.3.2. Choix des paramètres observés ___________________________________ 117III.3.3. Procédure expérimentale _________________________________________ 118III.3.4. Analyse et résultats _____________________________________________ 120III.3.5. Conclusion ____________________________________________________ 122
III.4. NOUVELLE DEMARCHE EXPERIMENTALE _________________________________ 123III.4.1. Introduction ___________________________________________________ 123III.4.2. Critères énergétiques ___________________________________________ 123III.4.3. Conclusion ____________________________________________________ 126
III.5. PROTOCOLE EXPERIMENTAL _____________________________________________ 126III.5.1. Procédure expérimentale _________________________________________ 126III.5.2. Présentation des résultats ________________________________________ 128
III.6. CONCLUSION ___________________________________________________________ 131

Tables des matières
7
CHAPITRE IV ________________________________________________ 133 MODELISATION EXPERIMENTALE DU TORSEUR DES
ACTIONS DE COUPE EN FRAISAGE NOMENCLATURE ______________________________________________________________ 137
IV.1. INTRODUCTION _________________________________________________________ 139
IV.2. CALCUL DE LA SECTION DE COPEAU NON DEFORMEE INSTANTANEE REELLE 139IV.2.1. Etude de l’évaluation de la section de copeau Acopeau (t) _______________ 139
IV.2.2. Calcul de la section de copeau Acopeau (t) __________________________ 145
IV.3. DENSITES D’ACTIONS DE COUPE _________________________________________ 146IV.3.1. Densités d’efforts de coupe _______________________________________ 146IV.3.2. Densités de moments de coupe à la pointe outil _______________________ 152
IV.4. MODELISATION DU MOMENT DE COUPE A LA POINTE DE L’OUTIL __________ 160IV.4.1. Modélisation de la section de copeau _______________________________ 160IV.4.2. Modélisation de la densité de moment à la pointe de l’outil, DMez/P(t) _______ 161
IV.4.3. Résultats de la modélisation du moment à la pointe de l’outil, Mez/P(t) ______ 170IV.4.4. Conclusion ____________________________________________________ 172
IV.5. BILAN ENERGETIQUE ____________________________________________________ 172IV.5.1. Résultats et analyses ____________________________________________ 173IV.5.2. Evaluation rapide de la puissance de coupe maximale __________________ 174IV.5.3. Conclusion sur le bilan énergétique _________________________________ 176
IV.6. CONCLUSION ___________________________________________________________ 176
CHAPITRE V _________________________________________________ 179 CONCLUSIONS GENERALES ET PERSPECTIVES
BIBLIOGRAPHIE _____________________________________________ 185
ANNEXES ___________________________________________________ 201


Introduction générale
9
INTRODUCTION GENERALE
ANS la société de consommation actuelle, la demande pour des produits innovants, de qualité, bons marchés ne cesse d’augmenter. Le contexte économique mondial est très concurrentiel et tous les secteurs d’activités des entreprises se doivent
d’optimiser en permanence la qualité, les coûts et les délais. En effet, récemment de nombreuses délocalisations pour la production de produits à faible valeur ajoutée ont accompagné l’émergence des pays « low‐cost ». Par ailleurs, les récents progrès techniques de certains nouveaux pays industrialisés font que le segment des pièces à forte valeur ajoutée est désormais en concurrence.
Le secteur de la production est au cœur de cette bataille économique et est donc très stratégique. Parmi les différents domaines de la production (conception, fabrication, contrôle, qualité, gestion des moyens et des ressources, maintenance, etc.), la fabrication par enlèvement de matière joue un rôle essentiel d’autant plus que ce procédé de fabrication est le plus répandu à ce jour.
En effet, afin de répondre aux exigences des clients, la géométrie des pièces devient complexe et les spécifications dimensionnelles se resserrent. Malgré les progrès réalisés par les procédés primaires de mise en forme des matériaux (formage, fonderie, etc.), ils ne permettent que rarement l’obtention directe des surfaces fonctionnelles et l'usinage se révèle nécessaire à l'obtention des produits finaux.
Depuis plusieurs années, l’évolution des moyens électroniques et informatiques (automates programmables, ordinateurs embarqués, systèmes de contrôle et d'asservissement, etc.) ont permis le développement des Machines‐Outils à Commande Numérique (MOCN). Ces machines associées à la Conception et Fabrication Assistée par Ordinateur (CFAO) ont aidé à maintenir la compétitivité du procédé d'usinage, en augmentant la productivité et en améliorant la qualité. Des avancées technologiques doivent donc sans cesse être réalisées afin que les systèmes de production restent compétitifs.
Les différentes recherches ont ainsi permis l’évolution des techniques, technologies et stratégies d’usinage au travers de nouveaux systèmes FAO, outils de simulation, outils, broches, CN, machines. Avec l’essor de l’Usinage à Grandes Vitesses (UGV), l’usinage est encore plus rapide tout en assurant la qualité requise et en autorisant l’usinage de matériaux jusque là difficiles.
Cette nouvelle approche de la coupe se distingue de l'usinage dit conventionnel par une augmentation des vitesses de rotation, de coupe et d'avance. Cette avancée technologique ouvre de nouvelles perspectives en termes d'optimisation du procédé.
Cependant, lors de la formation du copeau, la présence de phénomènes complexes, relatifs à des domaines aussi variés que la mécanique du solide déformable, la thermique, la tribologie, etc. rend difficile la maîtrise des grandeurs énergétiques du procédé. Ces phénomènes prennent encore
D

Introduction générale
10
plus d’importance en usinage à grandes vitesses. Les principaux axes d’études dans les milieux industriel et académique résident dans la prédiction de ces différents phénomènes.
A l'échelle macroscopique, les actions de coupe, et en particulier les efforts de coupe, sont des indicateurs indéniables. En effet, ils permettent l’optimisation des paramètres d'usinage, de la puissance consommée ou de la qualité d’usinage, le choix ou le dimensionnement des outils et des machines, la prédiction des déformations et des vibrations, le choix des trajectoires d'outils, etc.
La dynamomètrie à six composantes développée au sein du laboratoire (LMP) par Yves Couétard permet d’accéder à l’ensemble des actions mécaniques transmises par la liaison mécanique entre la matière usinée (copeau et pièce) et l’outil de coupe. Ce dispositif permet de mesurer les efforts de coupe mais révèle également la présence de moments, à la pointe de l’outil.
Bien que de nombreux travaux aient été réalisés dans le domaine de la coupe des métaux, les moments de coupe ne sont toujours pas évalués par les modèles de coupe classiques.
A partir des mesures des six composantes de coupe, une première modélisation de la coupe semi‐analytique a été réalisée en intégrant la notion de moment et en utilisant la théorie de Cosserat et des couples de contraintes [Toulouse, 1998]. Toutefois, cette modélisation ne semblait pas être complètement adaptée aux observations des déformations dans le copeau [Laheurte, 2004]. De nouveaux travaux ont alors été réalisés en utilisant la notion de gradient de contraintes [Laheurte, 2004]. Cette théorie bien qu’apparemment adaptée aux différents phénomènes observés nécessite le développement d’une nouvelle loi de comportement intégrant les gradients de déformation. Afin de définir les grandeurs caractéristiques de cette loi de comportement, les moyens d’essais disponibles ne permettent pas de se placer dans les mêmes conditions que lors d’une opération d’usinage (grandes vitesses déformations, etc.). Par conséquent, le modèle semi‐analytique prenant en compte les moments n’a toujours pas pu aboutir. Par ailleurs, le développement d’une modélisation numérique (prenant en compte les moments de coupe) est exclue car elle nécessite également une loi de comportement adaptée.
Malgré tout, afin d’optimiser au mieux une opération d’usinage, et en particulier une opération de fraisage, la prise en compte des moments de coupe est prépondérante. Par conséquent, notre étude s’oriente vers un modèle expérimental intégrant les moments de coupe.
Afin de présenter le travail réalisé permettant d’atteindre les objectifs fixés pour cette thèse, le
mémoire s'articule de la façon suivante : Le chapitre I, après un rappel des notions élémentaires sur l’usinage, présente un historique de
la modélisation de la coupe. Les divers modèles existants, leurs différences, leurs avantages et inconvénients sont recensés dans cette partie.
Le chapitre II présente les différents dispositifs pour la mesure d’actions mécaniques. En effet, un dispositif de mesure fiable est nécessaire lors des essais permettant le
développement et la validation de ce modèle. Par la suite, les exigences requises ont conduit au développement, à l’étalonnage et à la caractérisation d’un nouveau dynamomètre à six composantes.
Le chapitre III décrit la démarche employée afin de développer le modèle expérimental du torseur d’actions mécaniques. La procédure, le protocole expérimental sont ici présentés et de nouveaux critères énergétiques sont introduits.
Le chapitre IV expose les résultats et l’établissement du modèle du moment de coupe. Enfin, la dernière partie permet de conclure sur les travaux réalisés. Des perspectives sur
l’amélioration et l’évolution du modèle seront présentées.

Chapitre I
INTRODUCTION A LA MODELISATION DU FRAISAGE
Ce chapitre présente les notions essentielles à la compréhension des travaux qui sont
développés. Le procédé de coupe étudié dans le cadre de cette thèse est présenté. Un rappel de la définition des conditions de coupe est réalisé ainsi que la description géométrique de l’outil de coupe.
Puis, un état de l’art sur la modélisation de la coupe est réalisé. Les différentes approches et modèles de coupe analytique, numérique ou expérimentaux sont abordés.

Chapitre I
INTRODUCTION A LA MODELISATION DU FRAISAGE
NOMENCLATURE _______________________________________________________________ 15
I.1. INTRODUCTION A LA MISE EN FORME PAR FRAISAGE _______________________ 19 I.1.1. Paramètres de coupe ____________________________________________ 20 I.1.2. Mouvements générateurs de la coupe _______________________________ 21 I.1.3. Angles de coupe ________________________________________________ 21 I.1.4. Configurations d’usinage __________________________________________ 24 I.1.5. Actions de coupe en 3D ___________________________________________ 26
I.2. MODELISATION DE LA COUPE ET DU FRAISAGE ____________________________ 27 I.2.1. Echelles spatiales d'étude _________________________________________ 27 I.2.2. Domaines temporels de modélisation ________________________________ 30 I.2.3. Méthodes de modélisation des efforts ________________________________ 31 I.2.4. Conclusion _____________________________________________________ 52

Introduction à la modélisation du fraisage
15
Nomenclature
A Section de copeau (mm²).
ae Engagement radial (mm).
AD Section de copeau (COM) (mm²).
ap Profondeur de passe (mm).
Aα Face de dépouille.
Aγ Face de coupe.
b Largeur de coupe (mm).
COM Couple Outils Matière [AFNOR, 1997].
, ,x y zijdF Forces de coupe élémentaires de l’élément i de la jème dent dans la direction x, y
ou z (N).
dS Epaisseur instantanée de copeau (mm).
D, E, F, G Coefficients de la loi de Taylor généralisée.
f, fz Avance par dent (mm.dt‐1).
Ff Effort d’avance (N).
Fic Force de coupe dans la direction i (N).
Fie Force due à l’arête de coupe dans la direction i (N).
(Fi, Fj, Fk) Composantes respectives de la résultante des actions mécaniques selon les directions i, j, k (N).
, ,x y zjF Forces de coupe de la jème dent dans la direction x, y ou z (N).
fref Avance de référence par dent (mm.dt‐1).
h Epaisseur coupée (mm).
hm Epaisseur moyenne du copeau (mm).
href Epaisseur de copeau de référence (mm).
Kc, Kt Coefficient spécifique de coupe (N.mm‐2).
Kc,ref Coefficient spécifique de coupe de référence (N.mm‐2).
Kic Coefficient spécifique de coupe pour la composante selon la direction i (N.mm‐2).
Kie Coefficient d'arête pour la composante selon la direction i (N.mm‐2).

Chapitre I
16
toK Constante du coefficient spécifique de coupe caractérisant le COM (N.mm‐2).
Epaisseur du copeau (mm).
lc Longueur de contact de l’arête de coupe (coupe oblique) (mm).
(Mi/P, Mj/P, Mk/P) Composantes respectives du moment en P du torseur d’actions mécaniques selon les directions i, j, k (N.m).
mc Exposant du modèle du coefficient de coupe Kc.
MOCN Machine‐Outils à Commande Numérique.
N Fréquence de rotation de l’outil (tr.mn‐1).
p Constante du coefficient spécifique de coupe caractérisant le COM
Pc Puissance de coupe (W).
Pf Plan de travail conventionnel (en main).
Pfe Plan de travail.
Pn Plan normal de l’outil (en main).
PO Plan orthogonal de l’outil (en main).
Pp Plan vers l’arrière de l’outil (en main).
Ppe Plan vers l’arrière en travail.
Pr Plan de référence de l’outil (en main).
Pre Plan de référence en travail.
Ps Plan d’arête de l’outil (en main).
Pse Plan d’arête en travail.
Q Débit copeau (cm3.min‐1).
0 (O, X, Y, Z
) Repère orthonormé, fixe, lié au dynamomètre dont les directions des axes sont identiques à celles de la machine‐outils.
1 (P, r θ ze , e , e
) Repère orthonormé, tournant, lié à la pointe de la dent.
R Rayon de l’outil (mm).
ra Rayon d'acuité d'arête (m).
Ra Rugosité moyenne arithmétique (µm).
r Rayon de bec de l’outil (mm).
T Durée de vie (mn).
Introduction à la modélisation du fraisage
17
tc, hi Epaisseur de copeau (mm).
Vc Vitesse de coupe (m.mn‐1).
Vf Vitesse d’avance (mm.mn‐1).
Vs Vitesse de cisaillement (m.s‐1).
Wc Energie spécifique de coupe (COM) (W.cm‐3.min‐1).
Wc,ref Energie spécifique de coupe de référence (COM) (W.cm‐3.min‐1).
Y Longueur de contact entre le copeau et la face de coupe (mm).
Z Nombre (entier) de dents de l’outil.
Symboles grecs
αo Angle de dépouille principal (°).
βa Angle moyen de frottement (°).
βo Angle de taillant (°).
γ0 Angle de coupe (°).
l Epaisseur du cisaillement secondaire (mm).
ΔФ Ecart de position angulaire entre deux dents consécutives (°).
, c Direction d’écoulement du copeau.
θ Position angulaire de la dent considérée (°).
θ (t) Position angulaire du point représentant la pointe de la dent (°).
r Angle d’attaque de l’arête de coupe (°).
Angle moyen de frottement (°).
f Coefficient de frottement du modèle de Tresca.
s Angle de direction d’arête (°).
τs Contrainte de cisaillement (MPa).
Angle de cisaillement (°).
Øc Angle de cisaillement primaire (°).
Øi Angle de projection de l’angle de cisaillement (°).
Øn Angle de cisaillement dans le plan normal (°).
ω ou ωz Fréquence de rotation de l’outil (rd.s‐1) Equation Chapter 1 Section 1


Introduction à la modélisation du fraisage
19
A MISE en forme par enlèvement de matière est l’un des procédés d’élaboration de pièces mécaniques. Un outil de coupe enlève de la matière à une pièce pour générer une nouvelle surface.
Différents types de configurations de coupe (orthogonale, oblique, tridimensionnelle) existent et sont appliqués aux procédés de mise en forme des matériaux par enlèvement de matière tels que le rabotage, le tournage, le fraisage, le perçage, etc. Depuis leur apparition, les procédés d’usinage ont constamment évolué afin de rester en phase avec les exigences industrielles, techniques, économiques et/ou écologiques.
L’état d’avancement des connaissances sur le plan fondamental ne permet pas dans tous les cas de répondre à tous ces besoins. Cependant, la technologie et les techniques d’usinage ont permis de faire évoluer et d’optimiser la production. L’évolution de l’informatique et de la maîtrise technique des outils et des organes de machine‐outils (broches, guidages, transmissions de mouvement, commandes numériques,…) ont permis le développement de centres d’usinages entièrement robotisés et récemment de machine d’Usinage à Grandes Vitesses (UGV). L’évolution de ces machines outils permet sans cesse d’améliorer leur rendement, leur sécurité, leur rigidité, leur dynamique (vitesse, accélération), leur puissance, et leur productivité. Les performances atteintes aujourd’hui font ressortir un ensemble de phénomènes ignorés auparavant [Darnis, 2000]. La fabrication traditionnelle n’est pas remise en cause. Toutefois, de par leur importance, ces phénomènes doivent être pris en compte lors d’usinage à Grandes Vitesses où les vitesses de rotation des outils de fraisage, par exemple, deviennent très importantes.
Dans une première partie, les bases essentielles (non exhaustives) en usinage et en fraisage sont présentées. Les paragraphes suivants ont pour objectif d’aborder les différentes modélisations des actions de coupe. Pour ceci, l'échelle d'étude spatiale et temporelle envisagée, les diverses méthodes de modélisation ou encore l'identification des coefficients de lois de coupe sont détaillées.
I.1. Introduction à la mise en forme par fraisage
L’opération de fraisage est un procédé d’enlèvement de matière sous forme de copeaux par l’intermédiaire d’un outil coupant. L’opération de coupe résulte de la combinaison de deux mouvements. Le mouvement de coupe est le mouvement de rotation donné à la fraise. Le(s) mouvement(s) d’avance est (sont) le(s) déplacement(s) donné(s) à la pièce et/ou à la fraise.
Trois types d’opération de fraisage peuvent être définies indépendamment de l’outil choisi. Chacune des catégories se différencie en considérant différentes directions d’avance par rapport à l’axe de rotation de l’outil.
Figure I.1-1 : Type de fraisage, [Sandvik, 2001].
Le premier type d’opération est le surfaçage (Figure I.1‐1‐a). Dans ce cas, la fraise tourne perpendiculairement à la direction de l’avance radiale. L’ensemble des arêtes de coupe (latérales et frontales) peut être utilisé.
L
Génération d’une surface
a)
Génération de 2 surfaces
b)
Génération de 3 surfaces
c)
Chapitre I
20
Le fraisage 3 tailles (Figure I.1‐1‐c) est défini lorsqu’un outil tourne autours d’un axe parallèle à l’avance tangentielle. L’opération de coupe est réalisée avec les arêtes de coupe périphériques de l’outil.
Enfin une dernière catégorie est définie par des usinages où l’axe de rotation de la fraise et la direction d’avance sont parallèles (Figure I.1‐1‐b). L’usinage est axial et similaire à une opération de perçage. Cette catégorie comprend également les opérations de tréflage. Ce sont principalement les arêtes de coupe centrales de l’outil qui sont sollicitées.
I.1.1. Paramètres de coupe Les paramètres de coupe sont des grandeurs primordiales lors de l’usinage. Ces paramètres
conditionnent les phénomènes physiques rencontrés lors de la coupe. Leur choix est directement lié à l’intégrité de l’outil et à la qualité géométrique de la surface usinée tout en assurant une production optimale à moindre coût.
I.1.1.1. Vitesse de coupe
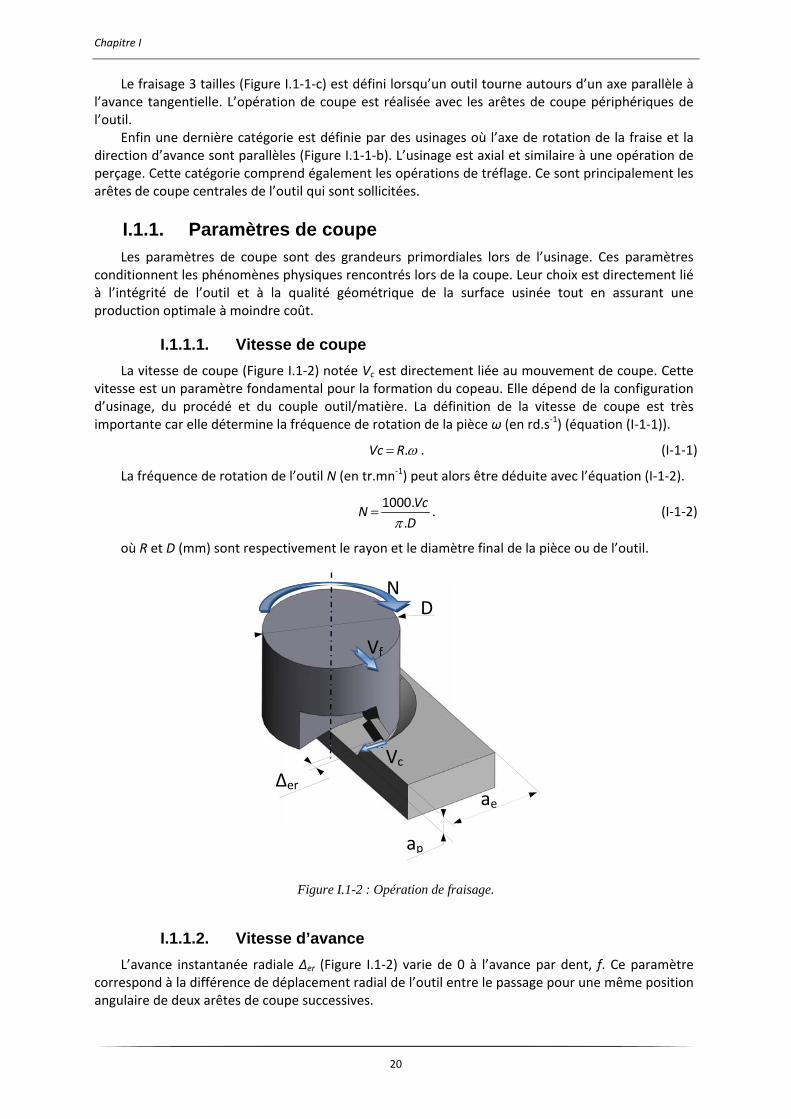
La vitesse de coupe (Figure I.1‐2) notée Vc est directement liée au mouvement de coupe. Cette vitesse est un paramètre fondamental pour la formation du copeau. Elle dépend de la configuration d’usinage, du procédé et du couple outil/matière. La définition de la vitesse de coupe est très importante car elle détermine la fréquence de rotation de la pièce ω (en rd.s‐1) (équation (I‐1‐1)).
.Vc R . (I‐1‐1)
La fréquence de rotation de l’outil N (en tr.mn‐1) peut alors être déduite avec l’équation (I‐1‐2).
1000.
.
VcN
D . (I‐1‐2)
où R et D (mm) sont respectivement le rayon et le diamètre final de la pièce ou de l’outil.
I.1.1.2. Vitesse d’avance
L’avance instantanée radiale Δer (Figure I.1‐2) varie de 0 à l’avance par dent, f. Ce paramètre correspond à la différence de déplacement radial de l’outil entre le passage pour une même position angulaire de deux arêtes de coupe successives.
Figure I.1-2 : Opération de fraisage.
N
Vf
D
Δer
ap
ae
Vc

Introduction à la modélisation du fraisage
21
La vitesse d’avance est la vitesse de déplacement de l’outil. Cette vitesse dépend de l’avance par dent f, du nombre de dent Z et de la fréquence de rotation N (équation (I‐1‐3)).
. .Vf f Z N . (I‐1‐3)
I.1.1.3. Profondeur de passe et engagement latéral
La profondeur de passe ap est la profondeur axiale engagée dans la matière (Figure I.1‐2). La profondeur de passe associée à l’avance influence la formation du copeau car elle modifie la section du copeau et donc l’énergie nécessaire au cisaillement de la matière.
L’engagement latéral (Figure I.1‐2) noté ae correspond à la profondeur de coupe latérale.
I.1.2. Mouvements générateurs de la coupe
Figure I.1-3 : Configurations d’usinage en fraisage de profil.
La fraise est animée d’un mouvement de rotation tandis que la pièce (ou l’outil) se déplace. Deux configurations peuvent être mises en évidence en fonction du sens de rotation de l’outil et de la direction d’avance. La configuration retenue joue un rôle fondamental et affecte le processus de fraisage sous divers aspects.
En fraisage en opposition ou conventionnel (Figure I.1‐3‐a), la direction d’avance de la pièce est opposée au sens de rotation de la fraise dans la zone de coupe. L’épaisseur des copeaux est nulle au début de la coupe et augmente jusqu’à la fin de la passe jusqu’à l’avance par dent programmée f.
Dans le cas du fraisage en avalant ou en concordance (Figure I.1‐3‐b), la direction d’avance et le sens de rotation de la fraise sont en concordance dans la zone de coupe. L’épaisseur du copeau va donc être égale à l’avance par dent programmée f au début de l’usinage et diminue jusqu’à zéro en fin de passe. Contrairement à la configuration précédente, les forces de coupe tendent à plaquer la pièce contre les appuis du montage d’usinage dans le cas du fraisage de profil.
Le fraisage en avalant est donc à préférer chaque fois que la machine, le système de fixation de l’outil et la pièce le permettent. Le fraisage en avalant impose cependant quelques contraintes. La machine ne doit présenter aucun jeu au niveau du système d’avance de la table. De plus, une augmentation non contrôlée de l’avance peut être constatée si l’outil est entrainé vers l’intérieur de la pièce. Cela peut conduire à une épaisseur du copeau excessive voire à une rupture d’arête. Dans ce cas et lorsque de fortes variations de la surépaisseur d’usinage existent, le fraisage conventionnel devra être choisi. La pièce devra être correctement bridée dans un montage adaptée à la pièce.
I.1.3. Angles de coupe Les différents plans et angles de l’outil sont définis par rapport au plan de référence. Deux
systèmes peuvent être définis : l’outil en main et l’outil en travail. Ces deux systèmes permettent respectivement de définir la position de l’arête de coupe lorsque l’outil est au repos ou lorsqu’il usine.
L’orientation, dans la configuration outil en main, de l’arête de l’outil de coupe, de la face de coupe (Aγ) et de la face de dépouille (Aα) (Figure I.1‐4) est définie par l’expression de différents angles caractéristiques.
b)
Pièce
Outil Plaquette d’usinage
a) Mouvement de coupe
Pièce
Matière enlevée
Mouvement d’avance

Chapitre I
22
Pour définir ces angles, des plans de références (Pr, Ps, PO, Pf, Pp, Pn) doivent être introduits (Figure I.1‐4) [AFNOR, 1993]. Les angles positionnant l’arête de coupe sont donc définis grâce à ces différents plans. L’angle de direction d’arête de l’outil r est l’angle projeté dans le plan Pr entre l’arête de coupe et la direction d’avance, défini par la direction de la vitesse d’avance (Figure I.1‐4).
L’angle d’inclinaison d’arête de l’outil λs est l’angle (Figure I.1‐4) dans le plan Ps entre l’arête de coupe et le plan de référence de l’outil Pr.
Figure I.1-4 : Illustration des plans et angles en main d’une fraise, [AFNOR, 1993].
Vue dans le plan de référence de l’outil, Pr
Vue dans le plan orthogonal de l’outil, Po
Vue dans le plan d’arête de l’outil, PsVue dans le plan de travail de l’outil, Pf
r
s
Pr Po
Ps
Pf
Point considéré de l’arête
Direction supposée
de coupe
Direction supposée d’avance
Aγ
Aα
Aγ
Direction supposée
de coupe
Direction supposée
d’avance
Direction supposée de coupe

Introduction à la modélisation du fraisage
23
Les caractéristiques géométriques de la partie active de l’outil de coupe sont définies (Figure I.1‐4) dans le plan orthogonal Po par trois angles :
- L’angle de coupe o entre la face de coupe (Aγ) et le plan de référence Pr - L’angle de taillant βo entre la face de coupe (Aγ) et la face de dépouille (Aα). - L’angle de dépouille principal αo, entre la face de dépouille (Aα) et le plan
perpendiculaire au plan de référence Pr. La somme de ces trois angles est égale à 90°. Lorsque l’on considère l’outil en travail, le plan de référence est défini par rapport à la
cinématique de la coupe.
Figure I.1-5 : Angles en travail de la partie active d’une fraise, [Passeron, 1998].
Le plan de référence en travail, Pre est défini perpendiculaire à la direction de la vitesse
résultante de coupe eV
au point P (Figure I.1‐5). La vitesse effective de coupe instantanée est la composition à tout instant de la vitesse de coupe et de la vitesse d’avance (équation (I‐1‐4)).
e f cV V V
. (I‐1‐4)
La vitesse effective présente une inclinaison d’un angle δ résultant de la composition des vitesses.
Ainsi, la géométrie de l’arête de coupe peut être définie lorsque l’outil est en travail. Des plans et angles dont la définition et la position sont semblables peuvent alors être définis.
Le plan d’arête en travail Pse est tangent à l’arête et perpendiculaire au plan de référence en
travail Pre au point P. Ce plan contient la direction de la vitesse résultante de coupe, eV
. Le plan de travail, Pfe, contient la direction de la vitesse d’avance et la direction de la vitesse de
coupe au point considéré de l’arête. Ce plan est perpendiculaire au plan de référence en travail Pre. Le plan vers l’arrière en travail, Ppe, est perpendiculaire au plan de référence en travail Pre et au
plan de travail Pfe, au point P.
Pfe
Chapitre I
24
I.1.4. Configurations d’usinage En fonction du procédé de coupe étudié, la géométrie des outils diffère. Cependant, afin
d’étudier la formation du copeau ou d’établir des modélisations (et ce quelque soit le procédé), des hypothèses simplificatrices sur la configuration d’usinage et la géométrie des outils sont réalisées. Selon la géométrie de l’arête de coupe, celle‐ci peut être considérée globalement ou discrétisée permettant ainsi de se ramener au cas plus simple de la coupe orthogonale ou oblique.
I.1.4.1. Coupe orthogonale
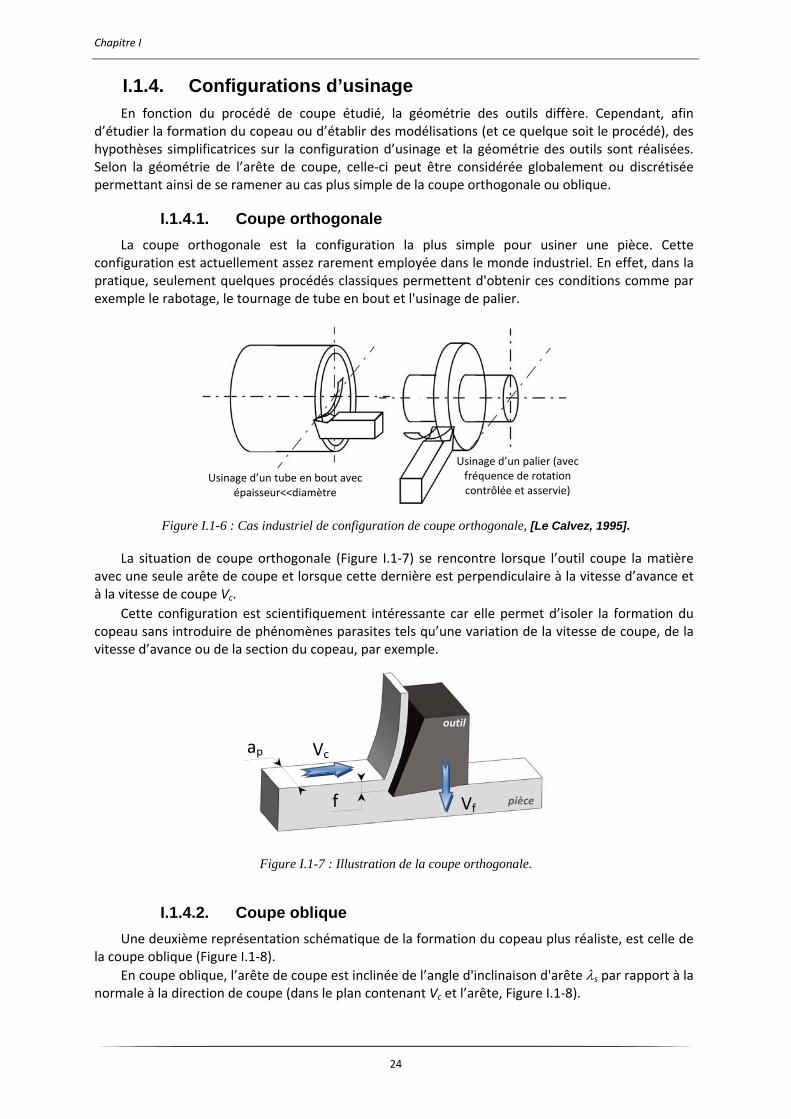
La coupe orthogonale est la configuration la plus simple pour usiner une pièce. Cette configuration est actuellement assez rarement employée dans le monde industriel. En effet, dans la pratique, seulement quelques procédés classiques permettent d'obtenir ces conditions comme par exemple le rabotage, le tournage de tube en bout et l'usinage de palier.
Figure I.1-6 : Cas industriel de configuration de coupe orthogonale, [Le Calvez, 1995].
La situation de coupe orthogonale (Figure I.1‐7) se rencontre lorsque l’outil coupe la matière avec une seule arête de coupe et lorsque cette dernière est perpendiculaire à la vitesse d’avance et à la vitesse de coupe Vc.
Cette configuration est scientifiquement intéressante car elle permet d’isoler la formation du copeau sans introduire de phénomènes parasites tels qu’une variation de la vitesse de coupe, de la vitesse d’avance ou de la section du copeau, par exemple.
Figure I.1-7 : Illustration de la coupe orthogonale.
I.1.4.2. Coupe oblique
Une deuxième représentation schématique de la formation du copeau plus réaliste, est celle de la coupe oblique (Figure I.1‐8).
En coupe oblique, l’arête de coupe est inclinée de l’angle d'inclinaison d'arête s par rapport à la normale à la direction de coupe (dans le plan contenant Vc et l’arête, Figure I.1‐8).
Vc ap
f Vf
outil
pièce
Usinage d’un palier (avec fréquence de rotation contrôlée et asservie)
Usinage d’un tube en bout avec épaisseur<<diamètre
Introduction à la modélisation du fraisage
25
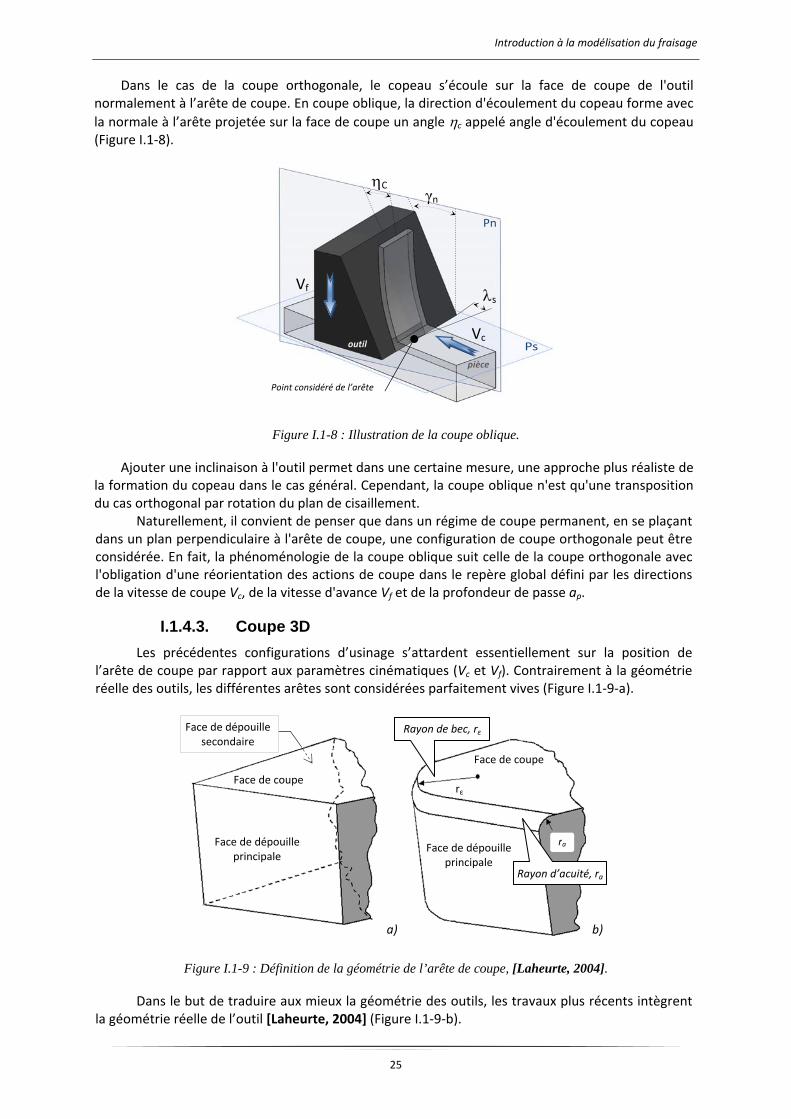
Dans le cas de la coupe orthogonale, le copeau s’écoule sur la face de coupe de l'outil normalement à l’arête de coupe. En coupe oblique, la direction d'écoulement du copeau forme avec la normale à l’arête projetée sur la face de coupe un angle c appelé angle d'écoulement du copeau (Figure I.1‐8).
Figure I.1-8 : Illustration de la coupe oblique.
Ajouter une inclinaison à l'outil permet dans une certaine mesure, une approche plus réaliste de la formation du copeau dans le cas général. Cependant, la coupe oblique n'est qu'une transposition du cas orthogonal par rotation du plan de cisaillement.
Naturellement, il convient de penser que dans un régime de coupe permanent, en se plaçant dans un plan perpendiculaire à l'arête de coupe, une configuration de coupe orthogonale peut être considérée. En fait, la phénoménologie de la coupe oblique suit celle de la coupe orthogonale avec l'obligation d'une réorientation des actions de coupe dans le repère global défini par les directions de la vitesse de coupe Vc, de la vitesse d'avance Vf et de la profondeur de passe ap.
I.1.4.3. Coupe 3D
Les précédentes configurations d’usinage s’attardent essentiellement sur la position de l’arête de coupe par rapport aux paramètres cinématiques (Vc et Vf). Contrairement à la géométrie réelle des outils, les différentes arêtes sont considérées parfaitement vives (Figure I.1‐9‐a).
Figure I.1-9 : Définition de la géométrie de l’arête de coupe, [Laheurte, 2004].
Dans le but de traduire aux mieux la géométrie des outils, les travaux plus récents intègrent la géométrie réelle de l’outil [Laheurte, 2004] (Figure I.1‐9‐b).
Rayon de bec, rε
Face de dépouille principale
Face de coupe
rε Face de coupe
Face de dépouille secondaire
a) b)
Rayon d’acuité, ra
Face de dépouille principale
ra
γn
Vc
s
Point considéré de l’arête
Vf
C
outil
pièce

Chapitre I
26
Les rayons de bec et/ou d’acuité ne sont plus négligés et sont pris en compte dans les diverses modélisations [Budak, 2008], [Laheurte, 2004], [Moufki, 2005a].
Pour ceci, le rayon de la pointe de l’outil (ou de la plaquette) est discrétisé en arêtes rectilignes élémentaires (Figure I.1‐10) auxquelles la modélisation souhaitée pourra être appliquée [Budak, 2008], [Moufki, 2005a].
Figure I.1-10 : Discrétisation du rayon de bec.
I.1.5. Actions de coupe en 3D Le contact et l’interaction entre l’outil et la pièce engendrent des phénomènes complexes dans
les zones de cisaillement primaire et secondaire. Ces mécanismes de déformations de la matière associés aux conditions tribologiques aux interfaces outil/copeau et outil/pièce sont à l’origine des actions de coupe.
Figure I.1-11 : Actions mécaniques en tournage et fraisage.
Ces actions mécaniques dues à la coupe peuvent être exprimées mathématiquement par un torseur des actions mécanique. Dans le cas d’un outil à arête de coupe unique (rabotage, tournage, certains cas particuliers de fraisage) (Figure I.1‐11), bien qu’il puisse être exprimé en tout point de l’espace, le torseur mécanique des actions de coupe est exprimé à la pointe de l’outil pour se rapprocher des phénomènes réels. Ce torseur des actions de coupe est constitué de deux vecteurs. La résultante et le vecteur moment du torseur des actions mécaniques se décomposent en trois forces et en trois moments (au point d’expression) selon les directions du repère orthonormé choisi.
FMD
Fr
FtFz
Mr
z’
t
r
D Vf
Vc
(-Vf)
y
M
x M z
M
M
y
F z
F
xF F
p (-a )
c (V )
D
x z
y
w/t
[Budak, 2008] [Moufki, 2005a]
Pointe de l’outil
Introduction à la modélisation du fraisage
27
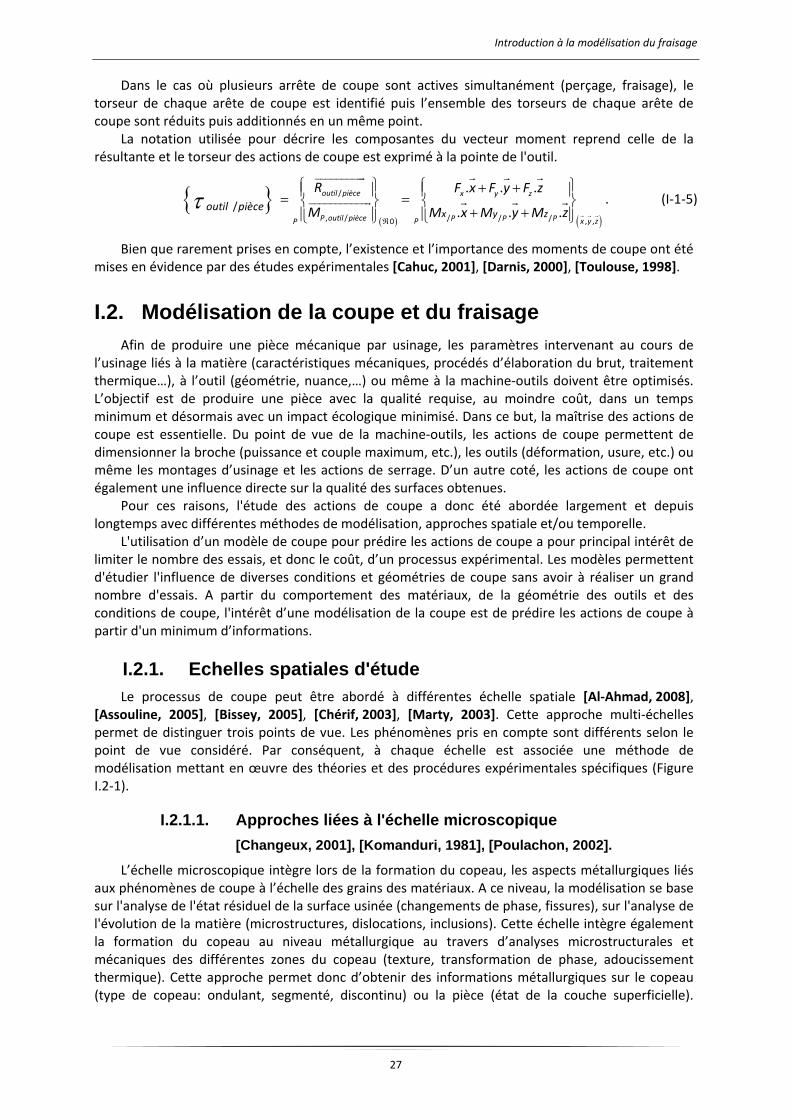
Dans le cas où plusieurs arrête de coupe sont actives simultanément (perçage, fraisage), le torseur de chaque arête de coupe est identifié puis l’ensemble des torseurs de chaque arête de coupe sont réduits puis additionnés en un même point.
La notation utilisée pour décrire les composantes du vecteur moment reprend celle de la résultante et le torseur des actions de coupe est exprimé à la pointe de l'outil.
/
, / / / / , ,0
/
. . .
. . .
outil pièce x y z
P outil pièce P P PP x y zPx y z
outil pièce
R F x F y F z
M M x M y M z . (I‐1‐5)
Bien que rarement prises en compte, l’existence et l’importance des moments de coupe ont été mises en évidence par des études expérimentales [Cahuc, 2001], [Darnis, 2000], [Toulouse, 1998].
I.2. Modélisation de la coupe et du fraisage
Afin de produire une pièce mécanique par usinage, les paramètres intervenant au cours de l’usinage liés à la matière (caractéristiques mécaniques, procédés d’élaboration du brut, traitement thermique…), à l’outil (géométrie, nuance,…) ou même à la machine‐outils doivent être optimisés. L’objectif est de produire une pièce avec la qualité requise, au moindre coût, dans un temps minimum et désormais avec un impact écologique minimisé. Dans ce but, la maîtrise des actions de coupe est essentielle. Du point de vue de la machine‐outils, les actions de coupe permettent de dimensionner la broche (puissance et couple maximum, etc.), les outils (déformation, usure, etc.) ou même les montages d’usinage et les actions de serrage. D’un autre coté, les actions de coupe ont également une influence directe sur la qualité des surfaces obtenues.
Pour ces raisons, l'étude des actions de coupe a donc été abordée largement et depuis longtemps avec différentes méthodes de modélisation, approches spatiale et/ou temporelle.
L'utilisation d’un modèle de coupe pour prédire les actions de coupe a pour principal intérêt de limiter le nombre des essais, et donc le coût, d’un processus expérimental. Les modèles permettent d'étudier l'influence de diverses conditions et géométries de coupe sans avoir à réaliser un grand nombre d'essais. A partir du comportement des matériaux, de la géométrie des outils et des conditions de coupe, l'intérêt d’une modélisation de la coupe est de prédire les actions de coupe à partir d'un minimum d’informations.
I.2.1. Echelles spatiales d'étude Le processus de coupe peut être abordé à différentes échelle spatiale [Al‐Ahmad, 2008],
[Assouline, 2005], [Bissey, 2005], [Chérif, 2003], [Marty, 2003]. Cette approche multi‐échelles permet de distinguer trois points de vue. Les phénomènes pris en compte sont différents selon le point de vue considéré. Par conséquent, à chaque échelle est associée une méthode de modélisation mettant en œuvre des théories et des procédures expérimentales spécifiques (Figure I.2‐1).
I.2.1.1. Approches liées à l'échelle microscopique
[Changeux, 2001], [Komanduri, 1981], [Poulachon, 2002].
L’échelle microscopique intègre lors de la formation du copeau, les aspects métallurgiques liés aux phénomènes de coupe à l’échelle des grains des matériaux. A ce niveau, la modélisation se base sur l'analyse de l'état résiduel de la surface usinée (changements de phase, fissures), sur l'analyse de l'évolution de la matière (microstructures, dislocations, inclusions). Cette échelle intègre également la formation du copeau au niveau métallurgique au travers d’analyses microstructurales et mécaniques des différentes zones du copeau (texture, transformation de phase, adoucissement thermique). Cette approche permet donc d’obtenir des informations métallurgiques sur le copeau (type de copeau: ondulant, segmenté, discontinu) ou la pièce (état de la couche superficielle).

Chapitre I
28
Cependant, des grandeurs macroscopiques telles que les efforts de coupe ne peuvent être obtenues directement.
Figure I.2-1 : Différentes échelles de la modélisation des efforts de coupe, [Chérif, 2003].
I.2.1.2. Approches liées à l'échelle mésoscopique
[Altintas, 2000], [Chérif, 2003], [Dargnat, 2006], [Garnier, 2000a], [Laheurte, 2004], [Laporte, 2005], [Merchant, 1945], [Molinari, 1992], [Oxley, 1988], [Toulouse, 1998], [Tounsi, 2002].
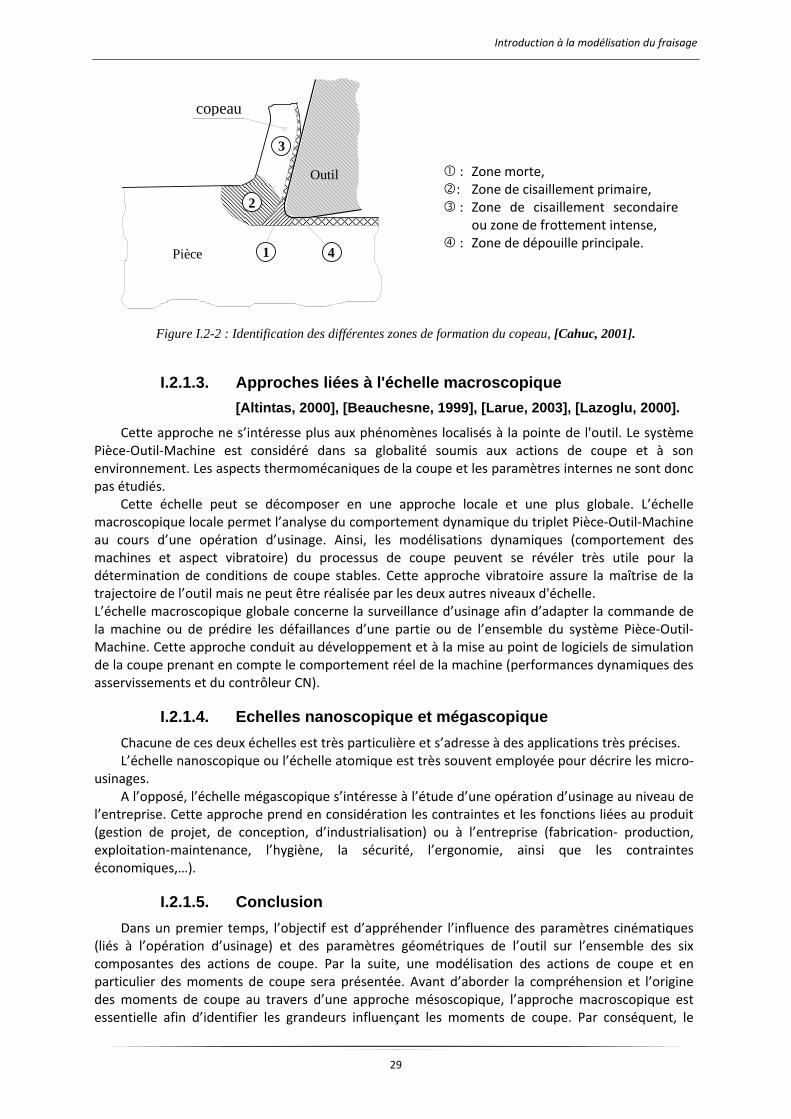
L'échelle mésoscopique considère, sans prendre en compte l'aspect métallurgique de la coupe, la formation du copeau ainsi que l'interaction entre la pièce et l’arête de coupe. Au sein de la région où se forme le copeau, différentes zones de sollicitations existent et ont été mises en évidence par [Bourdet, 1977], [Merchant, 1945], [Oxley, 1976] lors du processus de coupe. Ces zones sont représentées dans le cas de la coupe orthogonale dans le plan Po. Quatre zones peuvent être définies (Figure I.2‐2).
Cette approche se base sur les principaux phénomènes agissant sur les propriétés mécaniques des matériaux et sur le processus de coupe. Ainsi, ce point de vue se concentre sur l’étude des grandeurs thermomécaniques (température, déformations, vitesses de déformation, contrainte de cisaillement) et tribologiques (coefficient de frottement, pression de contact, etc.). En effet, ces grandeurs, bien que difficilement mesurables, permettent au travers de modélisations analytiques ou numériques d’accéder à des informations macroscopiques telles que les efforts de coupe. Cependant, ces hypothèses sont difficilement vérifiables et les lois de comportement utilisées (par exemple la loi de Johnson Cook, [Johnson, 1993]) sont souvent inappropriées au cas de l’usinage du fait notamment des hautes températures, des grandes déformations et des grandes vitesses de déformations.
Introduction à la modélisation du fraisage
29
Figure I.2-2 : Identification des différentes zones de formation du copeau, [Cahuc, 2001].
I.2.1.3. Approches liées à l'échelle macroscopique
[Altintas, 2000], [Beauchesne, 1999], [Larue, 2003], [Lazoglu, 2000].
Cette approche ne s’intéresse plus aux phénomènes localisés à la pointe de l'outil. Le système Pièce‐Outil‐Machine est considéré dans sa globalité soumis aux actions de coupe et à son environnement. Les aspects thermomécaniques de la coupe et les paramètres internes ne sont donc pas étudiés.
Cette échelle peut se décomposer en une approche locale et une plus globale. L’échelle macroscopique locale permet l’analyse du comportement dynamique du triplet Pièce‐Outil‐Machine au cours d’une opération d’usinage. Ainsi, les modélisations dynamiques (comportement des machines et aspect vibratoire) du processus de coupe peuvent se révéler très utile pour la détermination de conditions de coupe stables. Cette approche vibratoire assure la maîtrise de la trajectoire de l’outil mais ne peut être réalisée par les deux autres niveaux d'échelle. L’échelle macroscopique globale concerne la surveillance d’usinage afin d’adapter la commande de la machine ou de prédire les défaillances d’une partie ou de l’ensemble du système Pièce‐Outil‐Machine. Cette approche conduit au développement et à la mise au point de logiciels de simulation de la coupe prenant en compte le comportement réel de la machine (performances dynamiques des asservissements et du contrôleur CN).
I.2.1.4. Echelles nanoscopique et mégascopique
Chacune de ces deux échelles est très particulière et s’adresse à des applications très précises. L’échelle nanoscopique ou l’échelle atomique est très souvent employée pour décrire les micro‐
usinages. A l’opposé, l’échelle mégascopique s’intéresse à l’étude d’une opération d’usinage au niveau de
l’entreprise. Cette approche prend en considération les contraintes et les fonctions liées au produit (gestion de projet, de conception, d’industrialisation) ou à l’entreprise (fabrication‐ production, exploitation‐maintenance, l’hygiène, la sécurité, l’ergonomie, ainsi que les contraintes économiques,…).
I.2.1.5. Conclusion
Dans un premier temps, l’objectif est d’appréhender l’influence des paramètres cinématiques (liés à l’opération d’usinage) et des paramètres géométriques de l’outil sur l’ensemble des six composantes des actions de coupe. Par la suite, une modélisation des actions de coupe et en particulier des moments de coupe sera présentée. Avant d’aborder la compréhension et l’origine des moments de coupe au travers d’une approche mésoscopique, l’approche macroscopique est essentielle afin d’identifier les grandeurs influençant les moments de coupe. Par conséquent, le
2
4
Outil
Pièce
copeau
1
3 : Zone morte, : Zone de cisaillement primaire, : Zone de cisaillement secondaire
ou zone de frottement intense, : Zone de dépouille principale.

Chapitre I
30
choix de l'échelle s'est orienté vers cette approche afin de caractériser le bilan énergétique d’une opération d’usinage.
I.2.2. Domaines temporels de modélisation Selon les paramètres étudiés, différents domaines temporels peuvent être utilisés. En effet,
certains phénomènes peuvent évoluer selon le paramètre temporel. Trois principaux domaines de modélisation peuvent être définis [Al‐Ahmad, 2008], [Assouline, 2005], [Bissey, 2005], [Chérif, 2003], [Marty, 2003].
I.2.2.1. Domaine statique
Par définition, la modélisation dans ce domaine ne prend pas en compte le paramètre temporel et donc l’évolution des grandeurs dynamiques (accélérations). Or, dans le cadre du fraisage, certains phénomènes évoluent au cours de l’usinage. En effet, l’épaisseur du copeau et les efforts de coupe évoluent cycliquement en fonction de la position angulaire de l’arête de coupe. La modélisation dans le domaine statique est donc adaptée pour des opérations où les paramètres n’évoluent pas (ou peu) comme dans le cas du tournage où la section de copeau est constante.
I.2.2.2. Domaine quasi-statique
[Altintas, 2000], [Ko, 2002], [Larue, 2003], [Shatla, 2000].
Ce domaine considère des états stationnaires à intervalles de temps réguliers. Des hypothèses (non régénération du copeau, pièce et outils considérés comme rigides) sont alors faites afin d’établir une modélisation. Pour ce domaine et avec ces hypothèses, la section réelle de copeau peut être prise en compte dans ces modélisations. Cependant, le comportement vibratoire de la cellule complète d’usinage ne peut pas être décrit car l'environnement machine n’est pas intégré et le système Pièce‐Outil‐Machine est considéré rigide.
Les modélisations développées dans ce domaine autorisent le calcul des efforts de coupe à des intervalles de temps régulier correspondant à des positions identifiées de la fraise. Afin de prendre en compte la géométrie 3D, les différentes arêtes de l’outil sont discrétisées. Associés à l’hypothèse de coupe orthogonale ou de coupe oblique, les efforts de coupe infinitésimaux sont calculés en fonction de la géométrie locale, de la section de copeau et de coefficients expérimentaux (les coefficients spécifiques de coupe). Les efforts de coupe par arête sont alors obtenus par sommation des efforts des différents éléments. Enfin, par projection dans le repère outil puis sommation, les efforts de coupe globaux exercés sur l’outil sont déterminés.
I.2.2.3. Domaine dynamique
[Altintas, 2000 & 2008], [Bisu, 2007], [Lapujoulade, 1997].
Cette approche nécessite de connaître ou de caractériser dans le domaine fréquentiel l’ensemble du système Pièce‐Outil‐Machine utilisé. La définition du comportement vibratoire pour un système Pièce‐Outil‐Machine clairement identifié permet d’établir des cartes de stabilité grâce notamment à l'utilisation de la théorie des lobes de stabilité.
Les modélisations des efforts de coupe réalisées dans ce domaine considèrent des intervalles de temps très proches. L’ensemble des paramètres dynamiques (masse, amortissement, raideur, accélération) du système Pièce‐Outil‐Machine est donc pris en compte. Le temps de calcul entre les différentes modélisations dynamiques dépend essentiellement du calcul de l'épaisseur du copeau (dynamique, régénératif, etc.), du modèle d'effort considéré, de la nature de l'usinage ou du choix des paramètres de simulation (spatiaux et/ou temporel).
Toutefois, dans le milieu industriel, ce type d’approche est employé uniquement pour des applications à très fortes valeurs ajoutées (domaine aéronautique principalement). En effet, des difficultés importantes et spécifiques (usinage de pièce déformable, tolérancement et états de surface stricts) permettent de justifier les investissements indispensables en temps et en matériels
Introduction à la modélisation du fraisage
31
(accéléromètre, marteau de choc, chaîne d’acquisition, traitement des données) pour l'analyse et l'identification complète du système Pièce‐Outil‐Machine.
I.2.2.4. Conclusion
L’objectif de ces travaux est de caractériser un couple outil‐matière indépendamment de la machine employée et de mettre en évidence les principaux facteurs influençant les moments de coupe lors d’un usinage stabilisé. L'analyse dynamique et le comportement vibratoire du système Pièce‐Outil‐Machine ne sont donc pas envisagés. De plus, afin de simplifier les procédures expérimentales ainsi que les éventuels temps de calcul associés, le domaine dynamique n’est pas retenu. Enfin, le domaine statique ne peut traduire la variation des grandeurs au cours d’une opération de fraisage (section de copeau, efforts de coupe). L’étude sera donc effectuée dans le domaine quasi‐statique.
I.2.3. Méthodes de modélisation des efforts Différentes approches de modélisation de la coupe des matériaux ont été présentées afin de
traduire la complexité des phénomènes engendrés lors de la coupe. Les travaux de Zvorrykin [Astakhov] débutés vers 1896 ont conduit après différentes évolutions
à des modèles analytiques purement géométriques [Merchant, 1945]. Conjointement, des campagnes expérimentales ont permis de mieux appréhender les phénomènes mis en jeu. Les paramètres prépondérants ont donc été pris en compte au travers de modèles expérimentaux. En se basant sur ces observations, les modèles analytiques ont alors pris en compte l’aspect thermomécanique et la géométrie réelle de l’outil [Dargnat, 2006], [Laheurte, 2004] afin de traduire au mieux les phénomènes réels. Parallèlement, le développement et la banalisation de l’informatique et des moyens de calculs a permis de développer des modèles numériques.
Les paragraphes suivant présentent une étude bibliographique sur les différentes et principales évolutions de la modélisation de la coupe des matériaux.
I.2.3.1. Modèles analytiques
I.2.3.1.1 Coupe orthogonale
Dans un premier temps, la complexité des phénomènes présents lors de la coupe ont conduit à l’établissement d’hypothèses.
[Merchant, 1944] propose la première modélisation de la coupe orthogonale dans le cadre des déformations planes. La variation brutale de la direction du vecteur vitesse provoque la séparation de la matière. Le copeau se forme au travers d’un plan de cisaillement incliné d’un angle par rapport à la direction de la vitesse de coupe.
A partir de la description géométrique, la minimisation de l'énergie de déformation permet de déterminer l'angle de cisaillement primaire . Ensuite, les actions de coupe sont calculées à partir des équations d'équilibre du copeau (Figure I.2‐3). L'épaisseur du copeau est alors exprimée en fonction de l’angle et de l’angle de coupe γ. Ce modèle permet uniquement le calcul des efforts et de la contrainte d’écoulement dans le plan de cisaillement primaire.
Différents travaux [Gilormini, 1982], [Hill, 1954a & b] ont démontré les limites de ce modèle. Les aspects d’élasticité, d’écrouissage ne sont pas pris en compte et la température dépend uniquement de la contrainte maximale de cisaillement admissible. Cette modélisation ne tient pas compte de la géométrie de l’arête de l’outil (pas de rayon d’arête) et des différentes zones de déformation du copeau à la pointe de l’outil.
[Albrecht, 1960] propose une théorie basée sur ses observations en considérant une acuité d’arête propre à la géométrie initiale de l’outil ou due à l’usure de l’outil. Cette théorie propose également une modélisation des efforts de coupe en considérant différentes zones de formation du copeau. Une partie du métal est refoulée par l’outil dans le copeau alors que l’autre partie est rejetée dans la pièce.

Chapitre I
32
Figure I.2-3 : Modèle de Merchant, paramètres géométriques et système de forces.
En supposant un matériau avec un comportement plastique parfait, Lee et Shaffer [Lee, 1951] développent un modèle de coupe en introduisant la méthode des lignes de glissement. Les sollicitations appliquées à ces lignes permettent de prendre en compte le frottement au travers du modèle de Tresca (coefficient f) sur la face de coupe.
L’angle de cisaillement est déterminé géométriquement. Le diagramme des efforts donne
l’effort de coupe et le diagramme des vitesses fournit l’épaisseur du copeau . Enfin, la longueur de contact entre le copeau et l’outil est déduite de considérations géométriques.
D’autres modèles plus complexes utilisant des lignes de glissement [Kudo, 1965] (copeau droit et copeau courbé), [Dewhurst, 1978] (copeau courbé), ont été développés. Une étude comparative [Gilormini, 1982] montre que le modèle de Merchant sous‐estime les efforts de coupe et l’épaisseur du copeau et que le modèle de Kudo sous‐estime assez nettement l’épaisseur du copeau. Cependant, le modèle de Lee et Shaffer donne de meilleurs résultats et a l’avantage d’être simple à mettre en œuvre. Cependant, [Dudzinski, 1997], [Soldani, 2008] montrent que toutes les hypothèses ne sont pas validées. En effet, l’angle de frottement, la longueur de contact sur la face de coupe, l’épaisseur du copeau ou encore l’angle de cisaillement primaire dépendent de la vitesse de coupe. Par ailleurs, le comportement réel du matériau se rapproche plus du comportement de type thermo‐visco‐plastique écrouissable que de plastique parfait.
La prise en compte des effets thermomécaniques est initiée par [Rapier, 1954] puis par [Boothroyd, 1963]. Les sources de chaleur lors de la formation du copeau pendant la coupe sont alors identifiées dans les cisaillements primaire et secondaire. La puissance mécanique générée pendant le cisaillement du matériau est supposée être dissipée en puissance calorifique. La répartition de la quantité de chaleur dans le copeau, dans la matière et dans l’outil est alors évaluée.
[Oxley, 1976] propose une modélisation thermomécanique. La méthode des lignes de glissement est utilisée pour décrire les phénomènes mécaniques. La sensibilité du matériau à l’écrouissage aux grandes vitesses de déformations et à la température est également incluse avec une loi de type Norton Hoff. Le comportement thermique est pris en compte à partir des travaux de Boothroyd et des résultats numériques des travaux de Tay et al., [Tay, 1974 & 1976]. La résolution de ce problème est réalisée au travers de l’équilibre du copeau et de la minimisation de l’énergie dissipée dans la coupe. Les paramètres « internes » (angle , épaisseur du cisaillement secondaire
l, longueur de contact Y ) sont alors calculés. Enfin, les déformations, vitesses de déformations et températures sont obtenues en fonction des paramètres opératoires et de la loi de comportement.
Afin d’améliorer ce modèle, Shatla et al. [Shatla, 2001] proposent l’utilisation d’une loi thermo‐visco‐plastique issue de la balistique (modèle de Johnson‐Cook, [Johnson, 1993]). Cette loi de comportement permet de prendre en compte l’écrouissage, l’adoucissement thermique et les cinématiques élevées mises en jeu lors de la coupe.
Introduction à la modélisation du fraisage
33
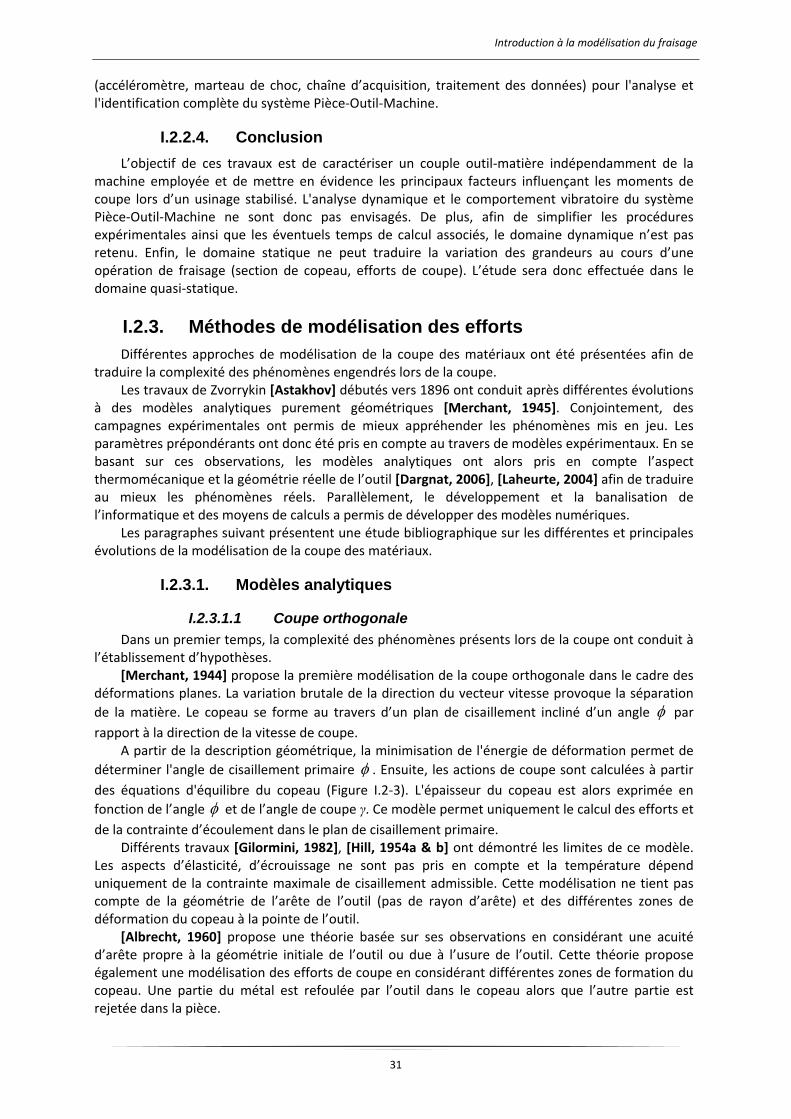
[Gilormini, 1982] propose un modèle thermomécanique pour calculer le rayon de courbure du copeau. Pour ceci, un profil des vitesses original à la pointe de l’outil est proposé (Figure I.2‐4). La puissance dissipée est calculée sur le segment AOB (Figure I.2‐4). Ainsi, l'influence de la zone commune (OB) est négligeable (inférieure à 2%) si l'épaisseur du cisaillement secondaire est faible devant celle du copeau.
Figure I.2-4 : Modélisation de Gilormini des zones de cisaillement.
A partir de résultats théoriques sur la quantité de chaleur passant de chaque coté d’une source plane en déplacement [Baque, 1973], la répartition de la quantité de chaleur et le champ des températures sont déterminés en amont de la zone de cisaillement primaire et dans le copeau. Le champ de contraintes thermo‐élastiques est déterminé à partir de la distribution de la température. L’expression du rayon de courbure est obtenue en considérant le relâchement des contraintes après sollicitation.
Molinari et al. [Dudzinski, 1997], [Molinari, 1992], [Moufki, 1998] proposent un modèle analytique en coupe orthogonale dans le cas stationnaire. La zone de cisaillement primaire est assimilée à une bande d’épaisseur uniforme et supposée adiabatique. Le matériau usiné est considéré isotrope et la loi de comportement est de type rigide‐plastique. Une loi de frottement [Moufki, 1998] à l’interface outil/copeau dépendant de la température permet de modéliser en plus de la sollicitation dans le cisaillement secondaire, les efforts, l’usure sur la face de coupe (zone de frottement intense avec le copeau). La distribution de la température à l'interface outil‐copeau est aussi modélisée [Moufki, 1998]. De plus, une évolution de la répartition de pression le long de la face de coupe est également proposée. Toutefois, l’écoulement de la matière au voisinage de la pointe de l’outil et dans le cisaillement secondaire n’est pas considéré. Enfin, cette modélisation nécessite de nombreux essais de caractérisation du matériau (essais statiques, dynamiques et d’endommagement) ainsi que la détermination des grandeurs de la loi de frottement pour les faces de coupe et de dépouille.
I.2.3.1.2 Coupe oblique
Afin de traduire des opérations d'usinage réelles, les modèles de coupe orthogonale ont évolué. Une première étape est la coupe oblique. Dans ce cas, la direction d’évacuation du copeau ainsi que celle des efforts de coupe sont différentes de la coupe orthogonale. L'angle d'inclinaison d'arête s est non nul.
[Oxley, 1976 & 1988] propose de généraliser son modèle à la coupe oblique. Les efforts de coupe et d'avance sont supposés indépendants de l'angle d'inclinaison d’arête. La variation de l'angle d'écoulement du copeau c est généralement choisi égale à l'angle d'inclinaison d'arête suite aux observations expérimentales [Stabler, 1951]. Dans le cas où deux arêtes de coupe sont actives simultanément, la direction d'écoulement du copeau est la direction moyenne des directions d'écoulement de chacune des arêtes actives. Les efforts sont alors déterminés à partir du modèle thermomécanique de la coupe orthogonale et pour les mêmes conditions de coupe. La troisième composante est calculée en supposant que la résultante des efforts de coupe sur l'outil se trouve dans le plan normal à la face de coupe contenant l'effort de frottement à l'interface outil/copeau.

Chapitre I
34
Dans ce plan, l'écoulement de la matière correspond à un état de déformation plane. Cette modélisation permet de calculer les efforts de coupe en tournage pour le cas où l'arête de coupe présente un rayon de bec nul.
De nombreuses améliorations à cette théorie ont été apportées et permettent de l’adapter ou de la réécrire pour certains procédés comme le fraisage [Chérif, 2003], [Li, 1999, 2001, 2002 & 2004] ou le perçage [Dargnat, 2006]. Ainsi, le profil des lignes de glissement proposé par [Dargnat, 2006] permet une continuité de l’expression des grandeurs étudiées (déformations, vitesse de déformation, etc.) dans les différentes zones de formation du copeau. Le domaine de validité du modèle est donc plus étendu que celui d’Oxley.
En se basant sur leurs précédents travaux, Molinari et Moufki généralisent leur modèle de coupe orthogonale au cas de la coupe oblique [Moufki, 2000]. Dans ce modèle, la direction d'écoulement du copeau est considérée comme colinéaire à la force de frottement. La modélisation prend en compte les caractéristiques du matériau usiné, les effets des conditions de coupe (vitesse de coupe, épaisseur du copeau), de la géométrie de l'outil (angle de coupe, angle d’inclinaison d’arête) et du frottement à l'interface outil‐copeau.
Reprenant ces travaux, Fontaine [Fontaine, 2006, 2007a & b] propose une modélisation thermomécanique de la coupe oblique adaptée au fraisage en intégrant la loi de comportement de Johnson‐Cook.
Par la suite, [Moufki, 2005a & b] propose pour un outil de chariotage la prise en compte du rayon de bec. Pour ceci, l’extrémité de l’outil est discrétisée en arêtes droites élémentaires indépendantes ayant ses propres caractéristiques géométriques auxquelles est appliqué le modèle de coupe.
Afin d’affiner leur modèle, Moufki et al. présentent un modèle modifié pour un outil de chariotage [Soldani, 2008]. Les angles de cisaillement locaux pour chaque arête élémentaire sont calculés à partir de relations empiriques [Zvorykin, 1893], calibrées à partir d’essais en coupe orthogonale. Ces travaux font suite aux divergences entre l’angle de cisaillement calculé avec le modèle de Merchant et des mesures expérimentales [Hill, 1951] ou bien des simulations numériques et analytiques [Baker, 2005], [Miguelez, 2007], [Molinari, 2008]. Par ailleurs, un modèle d’usure sur la face de coupe avec prise en compte du frottement à l’interface outils‐copeau est également présenté et comparé par rapport au modèle antérieur [Soldani, 2008].
Afin de traduire aux mieux la géométrie réelle de l’outil, l’acuité de l’arête de coupe est prise en compte dans la modélisation de Toulouse et al. [Toulouse, 1998]. Ce modèle est basé sur les travaux de Tay et Oxley [Oxley, 1976 & 1988], [Tay, 1974 & 1976]. La prise en compte de l'acuité de l'arête permet de considérer l’écoulement de la matière en deux parties dans la zone morte. Une première partie rejoint le copeau (segment IO). La seconde partie de la matière est déformée élastiquement et passe sous l'outil (segment IJ) (: Modèle élastique pour l'acuité, [Toulouse, 1998].Figure I.2‐5).
Figure I.2-5 : Modèle élastique pour l'acuité, [Toulouse, 1998].
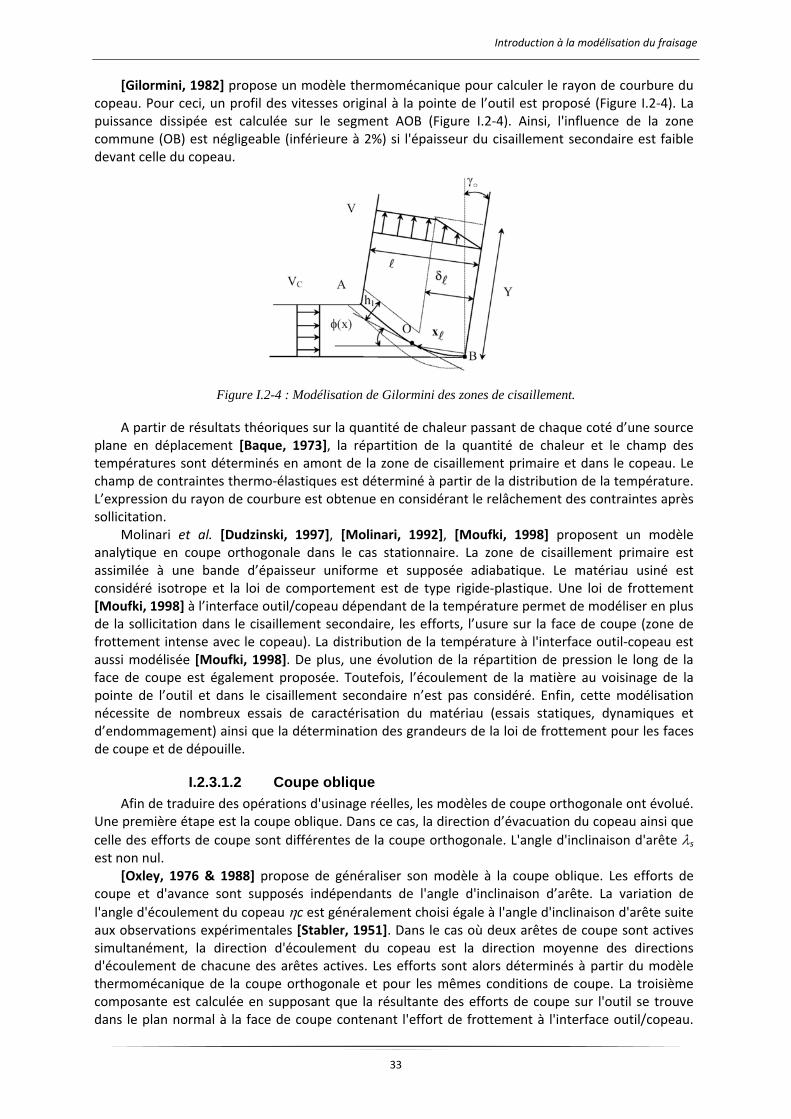
Par ailleurs, la pression hydrostatique dans le cisaillement primaire (Figure I.2‐6) et les déformations dans la zone de cisaillement secondaire (en considérant un profil de vitesse linéaire, Figure I.2‐7) sont également calculées.
ra
ra
Introduction à la modélisation du fraisage
35
Figure I.2-6 : Contrainte dans le cisaillement primaire, [Laheurte, 2004], [Toulouse, 1998].
Figure I.2-7 : Champs des vitesses dans le cisaillement secondaire, [Toulouse, 1998].
L'effort dans la direction de l'avance est déduit d'une analyse statique par éléments finis et prend en compte le retour élastique sur la face en dépouille (segment JK, Figure I.2‐5). L'effort dans la direction de coupe est issu du frottement de la matière déformée sous l'outil.
Afin de prendre en compte la contribution des moments de coupe, cette modélisation utilise la théorie des couples de contraintes développée pour les milieux micropolaires [Cosserat, 1896]. Cependant, cette théorie n’est pas totalement adaptée aux déformations observées par [Laheurte, 2004], qui proposera l’utilisation de la théorie du second gradient.
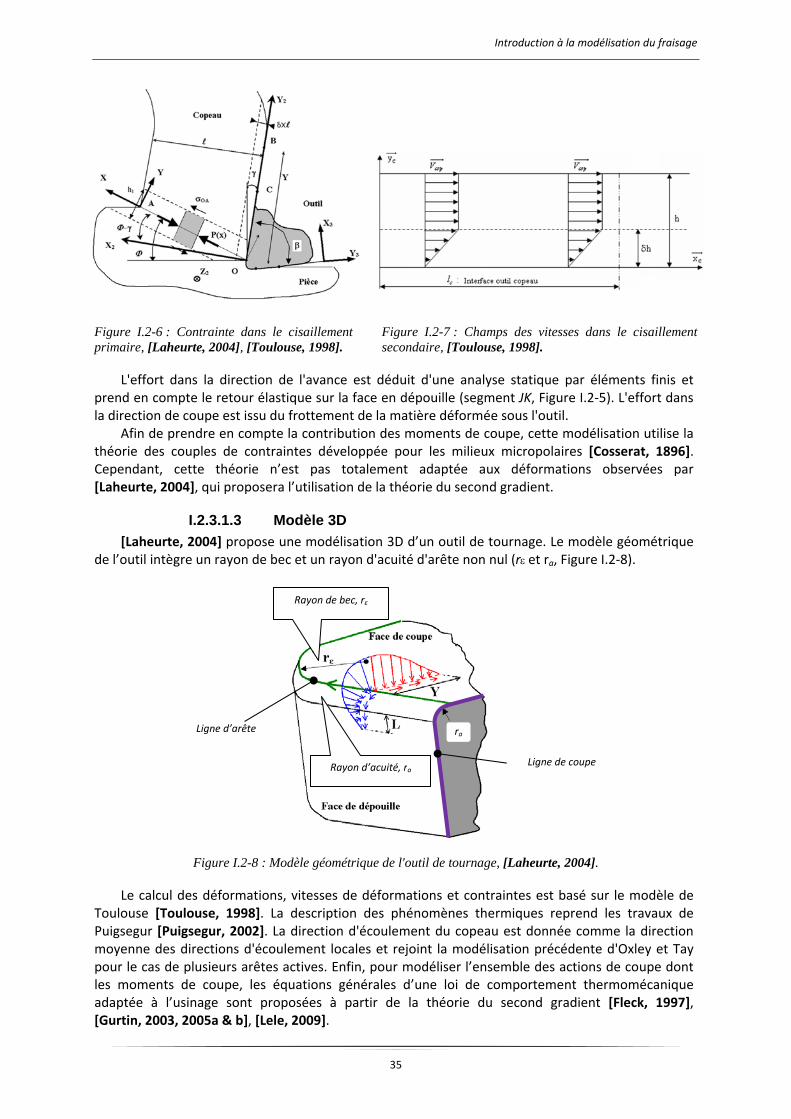
I.2.3.1.3 Modèle 3D
[Laheurte, 2004] propose une modélisation 3D d’un outil de tournage. Le modèle géométrique de l’outil intègre un rayon de bec et un rayon d'acuité d'arête non nul (ret ra, Figure I.2‐8).
Figure I.2-8 : Modèle géométrique de l'outil de tournage, [Laheurte, 2004].
Le calcul des déformations, vitesses de déformations et contraintes est basé sur le modèle de Toulouse [Toulouse, 1998]. La description des phénomènes thermiques reprend les travaux de Puigsegur [Puigsegur, 2002]. La direction d'écoulement du copeau est donnée comme la direction moyenne des directions d'écoulement locales et rejoint la modélisation précédente d'Oxley et Tay pour le cas de plusieurs arêtes actives. Enfin, pour modéliser l’ensemble des actions de coupe dont les moments de coupe, les équations générales d’une loi de comportement thermomécanique adaptée à l’usinage sont proposées à partir de la théorie du second gradient [Fleck, 1997], [Gurtin, 2003, 2005a & b], [Lele, 2009].
Ligne d’arête
Ligne de coupe Rayon d’acuité, ra
Rayon de bec, rε
ra
Chapitre I
36
I.2.3.1.4 Conclusion
Un modèle analytique ou semi‐analytique opérationnel et fontionnel présente l’avantage d’être robuste et permet d’évaluer rapidement les actions de coupe. De plus, au‐delà des actions de coupe, ces modèles permettent d’accéder à des grandeurs internes tel que les champs de déformation, de contrainte, de température, etc. Grâce à ces informations, les phénomènes intervenants lors de la formation du copeau sont mieux appréhendés.
Cependant, la mise en place d’un tel modèle est parfois délicate et complexe. Selon les cas d’étude, certaines hypothèses (configuration d’usinage, loi de comportement, etc.) ne sont pas toujours validées et sont donc source d’erreurs. De plus, la connaissance préalable de coefficients est nécessaire (loi de comportement, identification des lignes de glissement, etc.). Or ceux‐ci ne peuvent être obtenus qu’à partir de nombreuses, et parfois complexes, procédures expérimentales.
Dans le cadre d’une modélisation semi‐analytique des six composantes des actions de coupe, une loi de comportement traduisant les gradients de déformation est nécessaire [Laheurte, 2004]. Or, à ce jour, aucune loi de comportement traduisant ces observations n’existe. Notre modélisation devra donc s’affranchir de ce type de données. Une modélisation semi‐analytique ou analytique, bien que riche en résultats, ne peut donc être développée.
I.2.3.2. Modèles numériques
Les modèles analytiques peuvent également présenter des difficultés lors de leur résolution. Aussi, le développement des moyens informatiques a favorisé l’essor de la modélisation du processus de coupe par une approche numérique. Pour réaliser ce type de simulation, différents type de discrétisation peuvent être utilisés : différences finies, éléments finis, volumes finis.
La méthode des différences finies a été appliquée à la coupe orthogonale pour mieux appréhender les phénomènes de coupe (écoulement du copeau, répartitions des contraintes et températures) [Gilormini, 1982]. Cependant, le temps de calcul, la définition de la géométrie initiale du copeau et des conditions de contact à l’interface outil/copeau constituent des inconvénients majeurs pour cette méthode. De plus, ce modèle n’est pas très réaliste car la condition de contrainte nulle aux surfaces libres n’est pas toujours respectée.
Ainsi, la méthode la plus répandue est l’utilisation des éléments finis. Cette méthode est utilisée en particulier pour analyser les différents phénomènes internes intervenant lors de la coupe (champs de déformation, de contrainte, de température au travers des phénomènes de convection et de diffusion thermique, et de la répartition des flux thermiques) et l’étude de la zone de contact outil‐copeau. Une grande partie des modèles présentés dans la littérature se limitent au problème de la coupe orthogonale en déformation plane.
Dans ce domaine, Tay [Tay, 1974] a permis d'établir une cartographie thermique du copeau et de l’outil à partir de la mesure expérimentale des efforts de coupe, de l’angle de coupe et de l’angle de cisaillement. Par la suite, Oxley [Oxley, 1988] a présenté son modèle de coupe thermomécanique (cf modèle analytique). Shih [Shih, 1995], dans le cas de grandes déformations, a étudié l’influence de l’angle de coupe sur les contraintes, les déformations, les températures et les contraintes résiduelles générées lors du passage de l’outil sur la pièce. Néanmoins, des cas plus complexes peuvent être étudiés comme la présence d'un brise copeau sur la face de l'outil [Komvopoulos, 1991] ou la formation d'un copeau festonné [Uhlmann, 2004].
Malgré tout, ces approches nécessitent des informations particulières et précises afin de calculer les efforts de coupe:
- La loi de comportement de la matière doit rendre compte des aspects thermo‐élasto‐visco‐plastiques pour retranscrire au mieux les phénomènes réels (contraintes résiduelles, formation du copeau, l’influence des grandeurs cinématiques, couplage thermomécanique, etc.),
- la loi de frottement sur la face de coupe à l’interface outil‐copeau doit être valable sur l’étendue des conditions de coupe et dans le contexte de fortes pressions et températures,

Introduction à la modélisation du fraisage
37
- des caractéristiques et modèles mécaniques (rigidité) et thermiques du système outil/pièce (conductivité thermique, chaleur spécifique) doivent permettre de quantifier les différents flux thermiques. Trois types de formulations sont utilisées pour la description du mouvement de la matière :
Eulerienne, Lagrangienne et Arbitraire Lagrangienne Eulerienne (ALE). La formulation Lagrangienne propose un maillage de l'outil et de la pièce lié au mouvement du
point matériel auquel il est affecté. Le maillage peut se déformer et la simulation du procédé de coupe est alors possible depuis la phase de pénétration jusqu’à obtention d’un copeau. Cependant, des problèmes de distorsion de maillage peuvent intervenir dans le cas de grandes déformations (et donc lors du processus de coupe). Pour palier à ce problème, des algorithmes de maillage adaptatif ou de remaillage automatique [Fourment, 1997], peuvent être utilisés et permettent respectivement de repositionner les nœuds et de créer de nouveaux éléments du maillage.
Figure I.2-9 : Méthodes de séparation copeau/pièce, [Barge, 2005].
Malgré tout, cette formulation gère parfaitement les problèmes liés aux surfaces libres, aux contacts et permet de simuler aussi bien les phénomènes transitoires que les régimes établis.
De plus, partant d’une géométrie arbitraire (la géométrie du copeau n’est pas prédéfinie), l’évolution du maillage entre plusieurs instants de calcul nécessite la mise en place de critères de séparation. La séparation peut être obtenue de deux façons (Figure I.2‐9): par "déboutonnage" de nœuds ou par "élimination d’éléments".
Le modèle Eulérien utilise un maillage sur une région spatiale fixe au travers de laquelle la matière s’écoule. Cette formulation permet de s’affranchir des distorsions du maillage et permet de simuler les grandes déformations [Ghosh, 1991]. En contre partie, seules des études en régime stationnaire pourront être menées et la géométrie initiale du copeau devra être connue [Lin, 1993a & b]. Les problèmes de contact sont également difficilement gérés. Ce type d’approche permet d’étudier l’influence de certains paramètres géométriques ou de coupe (profondeur de passe, vitesse de coupe, rayon d’arête) sur les champs de déformations, de contraintes, de températures, etc. lors de la formation du copeau [Kim, 1995 & 1999a]. Cette formulation est à la base des premières simulations réalisées en coupe orthogonale, mais ne permet pas de simuler la formation d’un copeau discontinu.
La formulation Arbitraire Lagrangienne Eulérienne (ALE) permet d’utiliser au mieux les avantages des deux approches [Liu, 1991]. Ainsi, les problèmes de distorsions du maillage sont éliminés car l'évolution du maillage et l'évolution de la matière sont dissociées. Les études peuvent être menées en régime stationnaire ou transitoire de la coupe. Cette méthode a conduit à diverses études comme la comparaison des niveaux d’usure en cratère subie par l’outil au cours d’une opération de coupe orthogonale [Pantale, 1996] en régime stationnaire [Joyot, 1994]. Cependant pour cette dernière modélisation, les efforts de coupe sont des fonctions croissantes de la vitesse de coupe, ce qui est contradictoire par rapport aux expérimentations [Toulouse, 1998].
Assez récemment, des logiciels propriétaires tels que THIRD WAVE SYSTEMS AdvantEdge basés sur les travaux de [Marusic, 1995] ou Deform2D® développé par l'Ohio State University [Ceretti, 1999], [Hua, 2004], ou encore ABAQUS Explicit fournissent des possibilités de simulation
Déboutonnage des noeuds Elimination des noeuds
Chapitre I
38
des procédés d’usinage. Des modèles de formation du copeau discontinu à l'aide du logiciel Abaqus‐Explicit® ont également été présentés [Bacaria, 2001], [Mabrouki, 2003]. De même, une simulation de la coupe orthogonale assistée par laser [Lesourd, 1995] a été menée avec ce code de calcul. Les résultats mettent en évidence, suivant les paramètres de coupe, la présence d’un copeau continu ou fragmenté et montrent par exemple l’intérêt d’utiliser le laser pour adoucir le matériau en amont de la zone usinée.
Ces codes de simulation incluent [Marusich, 2001 & 2002] des possibilités de remaillage adaptatif pour l’intégration de l’influence du rayon de bec de l’outil, la description de la zone de cisaillement secondaire, le chargement thermomécanique appliqué au copeau, la notion de contact déformable pour l'interface outil‐pièce, et l’analyse thermique transitoire.
Ces logiciels comprennent une base de données matériaux étendue et la dynamique de la machine‐outil peut être prise en compte. Ces logiciels peuvent être utilisés pour valider des conditions de coupe. Les résultats obtenus dépendent du domaine de validité du modèle et nécessitent parfois d'être confrontés à une approche expérimentale.
Les travaux engagés dans la simulation sont souvent restreints à un domaine très précis et cloisonnés. Ces modélisations n'autorisent aucune modification et ne permettent pas de réaliser des travaux novateurs. Dans ce cas, des modules de simulation spécifiques sont nécessaires. Ainsi, de nombreux codes de calculs internes aux laboratoires (Nessy et son module dédié à la coupe au LMSP à l'ENSAM de Paris, DynELA au LGP de l'ENI de Tarbes, etc.), sont développés afin d’avoir une grande modularité.
Chaque modélisation de la coupe, dont l’approche numérique, apporte sa propre contribution dans la compréhension des mécanismes de formation du copeau. Toutefois, ces méthodes nécessitent préalablement une identification expérimentale (parfois difficile) des paramètres présents dans les différents modèles (loi de comportement adaptée à la coupe, loi de frottement à l’interface outil‐copeau valable dans des conditions de fortes pressions et températures, caractéristiques thermiques du système outil/pièce afin d'évaluer les différents flux thermiques,….). De plus, la mise au point informatique (définition du remaillage, mise en place du critère de séparation, etc.) est parfois complexe.
Ainsi, ces méthodes apparaissent encore limitées en regard des difficultés de caractérisation des paramètres. De plus, les temps de calcul, l’ergonomie d’utilisation, la faible flexibilité et les difficultés d’extension au modèle 3D font que ces approches numériques sont encore rédhibitoires avec une approche industrielle réaliste.
I.2.3.3. Modèles expérimentaux
Les modèles analytiques et numériques permettent de décrire correctement la coupe orthogonale ou au mieux la coupe oblique. Bien que possible, la modélisation 3D reste délicate et complexe. Ces deux modélisations sont donc limitées et difficiles à mettre en place. Les méthodes expérimentales sont plus aisées à mettre en œuvre. Les paramètres caractéristiques du couple outil‐matière considéré peuvent être identifiés quelque soit la géométrie des outils. L’étude d’un couple outil‐matière quelconque est possible, et ce quelque soit la géométrie de l’outil (grands rayons de bec, préparation d’arête, brises copeaux,….) et la configuration d’usinage. Cette méthode s’intéresse uniquement aux grandeurs macroscopiques directement mesurables ou étudiées au travers des efforts de coupe (effort de coupe, qualité de la surface usinée [Laporte, 2005], usure de l’outil [Shao, 2004]) et ne peut accéder aux grandeurs internes (températures, contraintes, déformations, etc.). Les approches décrites présentent un degré expérimental variable mais sont toutes fondées sur l'utilisation directe de résultats d'essais de coupe.
Les modèles sont des fonctions linéaires de la section de copeau A et d’un coefficient appelé pression ou coefficient spécifique de coupe Kci (équation (I‐2‐1)).
.i i avec i la direction considéréeF Kc A . (I‐2‐1)
La pression spécifique de coupe est la force nécessaire pour détacher un millimètre carré de matière. L’unité est homogène à une pression (N/mm²).

Introduction à la modélisation du fraisage
39
Selon [Poulachon, 1999], le coefficient spécifique de coupe est principalement dépendant de l’angle de coupe γ, de la vitesse de coupe Vc, de la profondeur de passe ap et de l’avance f.
Ce coefficient diminue lorsque l’angle de coupe γ augmente. Un facteur correctif est parfois appliqué pour prendre en compte cette influence.
La pression spécifique de coupe évolue en fonction de la vitesse de coupe. Le coefficient spécifique de coupe diminue fortement dans la plage des faibles valeurs de la vitesse de coupe Vc, puis devient quasi‐constant ou faiblement décroissant. Enfin, une faible augmentation peut survenir pour les très hautes vitesses de coupe. Un compromis doit donc être trouvé, généralement dans la zone stabilisée, entre une faible pression de coupe et une vitesse d’usure acceptable. Cette plage quasi constante correspondrait à une zone de vitesse de coupe où le compromis écrouissage et adoucissement thermique serait optimal. Aux faibles vitesses de coupe, l’écrouissage semble prédominant. Aux hautes vitesses de coupe, l’usinage génère de hautes températures produisant un adoucissement plastique plus important du matériau usiné. Le caractère visqueux prend alors le dessus face à l’adoucissement thermique.
La pression spécifique de coupe diminue fortement lorsque la profondeur de passe ap diminue. La zone de très faibles profondeurs de passe est à exclure de par les hautes valeurs du coefficient spécifique de coupe. À partir de la profondeur de passe minimale, correspondant approximativement au rayon de bec rε (pour r=90°), l’influence de la profondeur de passe devient beaucoup moins importante. Dans cette zone, les efforts de coupe évoluent linéairement en fonction de la profondeur de passe. Un compromis est donc également à réaliser entre l’usure de l’outil due à un chargement plus important et le débit de copeau.
Le coefficient spécifique de coupe est également décroissant lorsque l’avance par tour augmente. Les niveaux de la pression spécifique de coupe sont extrêmement élevés pour les très faibles avances. A partir d’une avance correspondant à la valeur du rayon d’arête R, le coefficient spécifique de coupe décroit nettement moins rapidement et d’une manière quasi‐linéaire.
A partir de ces observations, de nombreux travaux se sont efforcés d’établir des modélisations
des coefficients spécifiques de coupe. Par ailleurs, afin d’avoir une précision accrue des différents modèles de coupe, la section de copeau a également fait l’objet de nombreuses études. Les différentes modélisations expérimentales de la coupe s’appuient donc sur un modèle des coefficients spécifiques de coupe et de la section de copeau. Ces points cruciaux sont détaillés dans les paragraphes suivants.
I.2.3.3.1 Modélisation des coefficients spécifiques de coupe
Afin de modéliser ces coefficients, deux approches peuvent être envisagées. Les différentes approches sont toutes basées sur des grandeurs expérimentales.
La première consiste, à partir des efforts de coupe mesurés, à déterminer les coefficients spécifiques de coupe et les principaux paramètres de coupe influents.
La seconde approche est plus théorique. Cette modélisation utilise une description des phénomènes de coupe similaire aux modèles analytiques de type Merchant et Oxley. Cependant, à partir d’essais, l’évaluation des principaux paramètres est obtenue différemment.
I.2.3.3.1.1 Approche expérimentale Cette approche est entièrement basée sur des essais de coupe pour un outil et une matière
fixés. Le but est d’établir une corrélation entre les paramètres de coupe et la géométrie de l’outil avec les grandeurs modélisées (efforts de coupe, usure, qualité de la surface usinée, etc.). Cette modélisation se base sur le concept des pressions spécifiques de coupe. Le modèle obtenu est donc uniquement valable pour les conditions de coupe, l’outil (géométrie, matière/revêtement, etc.), la matière usinée et l’opération d’usinage étudiés.
Les premières études ont été menées par Sabberwal [Sabberwal, 1961]. Suite aux observations entre le rapport des efforts de coupe et de la section de copeau, les coefficients spécifiques de coupe ont été mis en place. Ces coefficients de proportionnalité sont définis comme des constantes

Chapitre I
40
liées à chaque outil, matière et conditions opératoires. Suite à diverses observations, le coefficient spécifique de coupe Kt est alors fonction de l’épaisseur du copeau non déformé tc (équation (I‐2‐2))
. pt to cK K t . (I‐2‐2)
toK et p sont des constantes caractérisant le couple outil‐matière et sont déterminées à partir de différentes conditions de coupe (vitesses de coupe et d’avance). tc est l’épaisseur moyenne de copeau.
Cette modélisation a d’abord été appliquée au fraisage en considérant une épaisseur moyenne de copeau non déformée [Lazoglu, 2000], [Li, 1999], [Sabberwal, 1961], [Shao, 2004], [Shin, 1997]. Pour une opération de surfaçage, [Shao, 2004] ajoute à cette modélisation l’influence de l’usure de l’outil, du frottement et de la dureté du matériau.
Par la suite, les modélisations ont pris en compte la section de copeau non déformée théorique [Abrari, 1998], [Jarayam, 2001], [Paris, 2000].
Par la suite, de nombreuses modifications ont été proposées afin de prendre en compte l’influence des conditions de coupe. Les coefficients spécifiques ne sont plus des constantes et sont alors des fonctions dépendantes de paramètres opératoires (engagements d'outils, de la vitesse de coupe, de la vitesse d'avance, etc.).
Pour une opération de surfaçage, [Cheng, 1997] propose une modélisation de type puissance des coefficients spécifiques de coupe selon chaque direction. Ces coefficients sont fonction de la vitesse de coupe, de l’épaisseur du copeau, de la longueur d’arête en contact et de la variation d’épaisseur du copeau (dérivée de l’épaisseur du copeau).
Kline et al. [Kline, 1982] proposent une modélisation des coefficients sous forme de polynômes du 2nd degré où interviennent les engagements axial ap et radial ae, l’avance f mais pas la position angulaire de l’outil. Les coefficients de la fonction Ki=g(ae,ap,f) sont identifiés en faisant varier les conditions opératoires et permettent la modélisation des efforts tangentiels Ft et radiaux Fr.
Lin et al. [Lin, 1995] proposent pour chaque direction un coefficient spécifique distinct en fonction de l’épaisseur moyenne de copeau, de la longueur moyenne de l’arête de coupe et de l’usure de l’outil mais qui reste cependant indépendant de la position de l’outil.
Pour une fraise cylindrique deux tailles, [Devor, 1980], [Kline, 1982] proposent une segmentation de l'outil pour la détermination des efforts de coupe (Figure I.2‐10). Ce découpage permet de mieux prendre en compte la géométrie tridimensionnelle des outils de fraisage. La fraise est alors découpée en disques élémentaires d’épaisseur dz perpendiculairement à l’axe de l’outil.
Figure I.2-10 : Segmentation de l’outil, [Kline, 1982].
Partant de cette segmentation, de nombreux travaux appliquent leur propre modélisation à chaque élément infinitésimal. Les efforts locaux tangentiel dFt et radial dFr sont alors calculés en
Selon [Bissey, 2005].
Pour chaque disque élémentaire
Introduction à la modélisation du fraisage
41
fonction de l’épaisseur du copeau instantanée théorique tc et de coefficients spécifiques de coupe Ki. Ces coefficients peuvent être indépendants selon les différentes directions (équations (I‐2‐3) & (I‐2‐4)) ou liés par un coefficient de type « frottement » (équation (I‐2‐10)). Ils peuvent également être définis par des constantes ou des fonctions.
. ( )t t cdF K t t . (I‐2‐3)
.r r tdF K dF . (I‐2‐4)
Puis, pour une position angulaire donnée, les efforts de coupe locaux sont obtenus par projection dans le repère fixe de la pièce (x, y, z). Les efforts par arête de coupe sont alors calculés par intégration le long de l'axe de l'outil. Enfin, les efforts résultants sur l'outil sont obtenus par sommation. Le calcul des efforts de coupe est réalisé à différents intervalles temporels correspondant à des positions identifiées de la fraise.
Les travaux se distinguent notamment par l’expression des coefficients spécifiques de coupe. Wam et al. [Wan, 2010] proposent de prendre, pour une fraise deux tailles, un coefficient
spécifique par direction défini par l’équation (I‐2‐2). Pour une fraise torique, [Bhattacharyya, 2010], [Fussel, 2003], présentent un modèle de fraisage similaire mais où l’épaisseur du copeau instantanée théorique est considérée. [Lazoglu, 2003] intègre l’angle de coupe et la vitesse de coupe dans une expression similaire de type puissance.
Les coefficients spécifiques peuvent également être définis au travers de polynômes. [Imani, 1998] utilise un polynôme de degré 2 de la position verticale z de l’élément infinitésimal considéré. [Azeem, 2004], [Feng, 1994] utilisent un polynôme de degré 3 du ratio de la position verticale z et du rayon de l’outil.
[Liu, 2005] propose une modélisation des efforts de coupe en fonction de plusieurs coefficients liés par une relation multilinéaire prenant en compte l’effet d’échelle de l’épaisseur du copeau (de référence et instantanée), l’angle de coupe (moyen et effectif). Dans son modèle « multilinéaire – puissance », [Bissey, 2005 & 2006] prend en considération l’effet de l’épaisseur du copeau, les angles de coupe et d’hélice, et la largeur de coupe. [Ko, 2002] utilise dans son modèle des coefficients de coupe basés sur une loi à deux coefficients de type Weibull. Enfin [Paris, 2007] pour mieux évaluer les efforts de coupe pour de faibles épaisseurs de copeau propose un modèle polynomial fractionnaire.
I.2.3.3.1.2 Couple Outil-Matière La méthodologie du Couple « Outil/Matière » (COM) [AFNOR, 1997] est une démarche
expérimentale qui permet de caractériser le processus de coupe et d’en uniformiser la formulation. Pour ceci, la norme propose une méthodologie et une modélisation des coefficients spécifiques de coupe. La norme NF E 66‐520 définit l’ensemble des démarches et des procédures expérimentales de réalisation du COM pour un outil (géométrie et nuance données) et une matière. Le COM détermine « l’ensemble des paramètres définissant le domaine de fonctionnement de l’outil dans la matière considérée ». La démarche du COM permet d’obtenir :
- La définition du domaine de fonctionnement de l'outil coupant en précisant les valeurs extrêmes (minimale et maximale) de chaque paramètre de coupe (vitesse de coupe Vc, avance par tour f ou par dent fz, profondeur de passe axiale ap, engagement radial ae).
- Une estimation de la durée de vie de l’outil sur le domaine envisagé au travers de l’évaluation des paramètres de la loi d’usure selon le modèle de Taylor généralisé.
- Une estimation de la puissance consommée en utilisant la notion de coefficient d’énergie spécifique de coupe.
La norme définit deux critères énergétiques, l'effort spécifique de coupe Kc en tournage/perçage (équation (I‐2‐5)), ou la puissance spécifique de coupe Wc (fraisage, (équation (I‐2‐6)). La détermination de ces deux grandeurs s’appuie essentiellement sur la puissance de coupe consommée uniquement par l’effort de coupe Fc sans prendre en compte les moments.
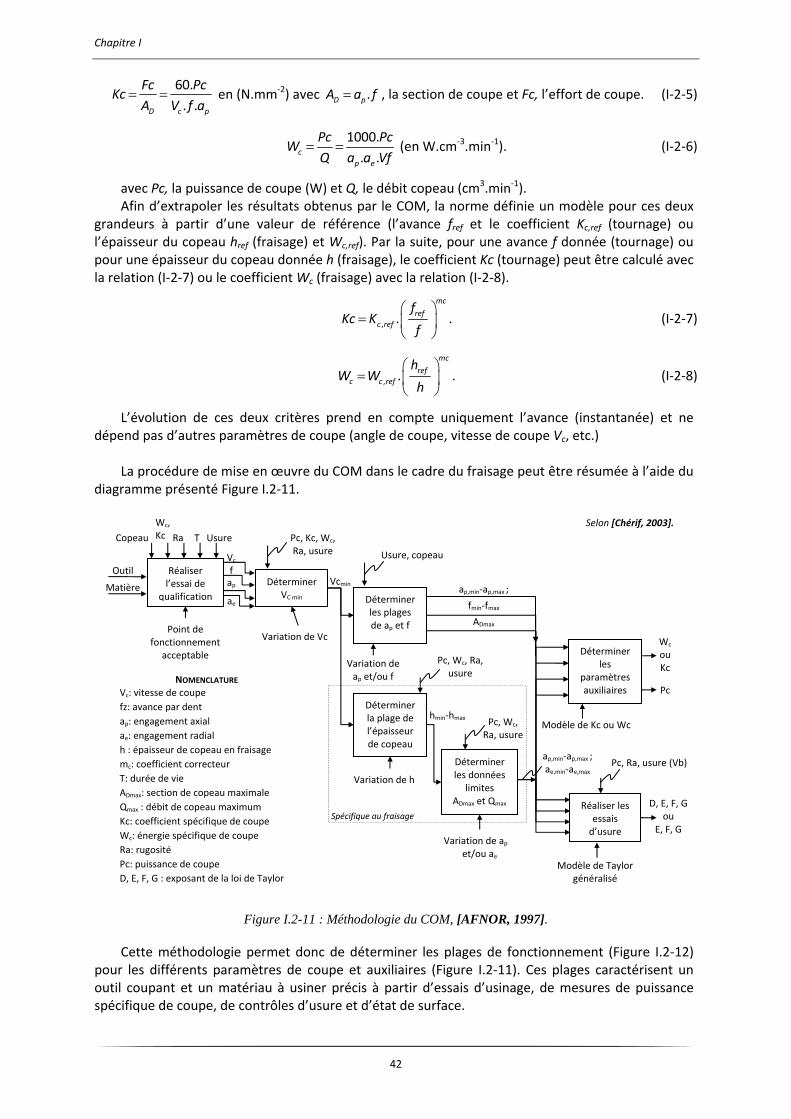
Chapitre I
42
60.
. .
D c p
Fc PcKc
A V f a en (N.mm‐2) avec .D pA a f , la section de coupe et Fc, l’effort de coupe. (I‐2‐5)
1000.
. . c
p e
Pc PcW
Q a a Vf (en W.cm‐3.min‐1). (I‐2‐6)
avec Pc, la puissance de coupe (W) et Q, le débit copeau (cm3.min‐1). Afin d’extrapoler les résultats obtenus par le COM, la norme définie un modèle pour ces deux
grandeurs à partir d’une valeur de référence (l’avance fref et le coefficient Kc,ref (tournage) ou l’épaisseur du copeau href (fraisage) et Wc,ref). Par la suite, pour une avance f donnée (tournage) ou pour une épaisseur du copeau donnée h (fraisage), le coefficient Kc (tournage) peut être calculé avec la relation (I‐2‐7) ou le coefficient Wc (fraisage) avec la relation (I‐2‐8).
, .
mc
ref
c ref
fKc K
f. (I‐2‐7)
, .
mc
ref
c c ref
hW W
h. (I‐2‐8)
L’évolution de ces deux critères prend en compte uniquement l’avance (instantanée) et ne dépend pas d’autres paramètres de coupe (angle de coupe, vitesse de coupe Vc, etc.)
La procédure de mise en œuvre du COM dans le cadre du fraisage peut être résumée à l’aide du
diagramme présenté Figure I.2‐11.
Figure I.2-11 : Méthodologie du COM, [AFNOR, 1997].
Cette méthodologie permet donc de déterminer les plages de fonctionnement (Figure I.2‐12) pour les différents paramètres de coupe et auxiliaires (Figure I.2‐11). Ces plages caractérisent un outil coupant et un matériau à usiner précis à partir d’essais d’usinage, de mesures de puissance spécifique de coupe, de contrôles d’usure et d’état de surface.
Réaliser l’essai de
qualification Déterminer
VC min
Déterminer la plage de l’épaisseur de copeau
Réaliser les essais d’usure
Déterminer les
paramètres auxiliaires
Outil
Matière
Vc f ap
ae
Point de fonctionnement
acceptable
Variation de Vc
Vcmin ap,min‐ap,max ;
fmin‐fmax
ADmax
hmin‐hmax
Variation de ap et/ou f
Variation de h
Variation de apet/ou ae
Modèle de Taylor généralisé
ap,min‐ap,max ; ae,min‐ae,max
Usure, copeau
Pc, Kc, Wc,Ra, usure
Copeau T
Wc,Kc Ra Usure
Pc, Wc, Ra,usure
Pc, Wc,Ra, usure
Pc, Ra, usure (Vb)
Modèle de Kc ou Wc
Wc
ou Kc
Pc
Spécifique au fraisage
Déterminer les plages de ap et f
D, E, F, G ou
E, F, G
Déterminer les données
limites ADmax et Qmax
NOMENCLATURE
Vc: vitesse de coupe fz: avance par dent ap: engagement axial ae: engagement radial h : épaisseur de copeau en fraisage mc: coefficient correcteur T: durée de vie ADmax: section de copeau maximale Qmax : débit de copeau maximum Kc: coefficient spécifique de coupe Wc: énergie spécifique de coupe Ra: rugosité Pc: puissance de coupe D, E, F, G : exposant de la loi de Taylor
Selon [Chérif, 2003].

Introduction à la modélisation du fraisage
43
Figure I.2-12 : Domaine de fonctionnement défini par le COM, [Thomas, 2002].
La mesure ou le calcul de l’effort de coupe ou de la puissance de coupe sont les principaux indicateurs utilisés pour la détermination des différents paramètres. Dans les deux cas, des erreurs ou des approximations sont commises. Afin de s’en convaincre, un essai de tournage peut être réalisé. La puissance de coupe réelle peut être obtenue à partir de mesures à vide et lors de l’usinage. Par ailleurs, l’effort de coupe peut être mesuré avec un dynamomètre (3 ou 6 composantes). Avec cet effort et selon le COM, la puissance de coupe peut être évaluée. L’écart de la puissance de coupe réelle (déduite de mesures avec un wattmètre) et de la puissance calculée incitera certainement à la réflexion…. En effet, si la puissance de coupe est obtenue à partir de la mesure d’un wattmètre, celle‐ci prend en compte l’ensemble des actions de coupe (efforts et moments). Aussi, le protocole définit par le COM conduit à la surestimation du coefficient spécifique de coupe lié à l’effort de coupe (second membre de l’équation(I‐2‐5)). Par ailleurs, si l’effort de coupe est mesuré avec un dynamomètre (premier membre de l’équation(I‐2‐5)) alors l’estimation du coefficient spécifique de coupe est correcte. Cependant, l’évaluation de la puissance de coupe consommée définit par le COM sera sous‐estimée du fait de la non prise en compte des moments de coupe [Toulouse, 1997].
Le protocole du COM permet de formaliser et de normaliser une partie des travaux présents dans la littérature. Cependant, certaines sources d’erreurs ont été mises en évidence. Aussi, afin de compléter et de corriger cette démarche, l’ensemble des actions de coupe (efforts et moments) doit être pris en compte et intégré dans cette méthodologie.
I.2.3.3.1.3 Approche mécanistique Tout comme les modélisations précédentes, l’approche mécanistique utilise des coefficients
spécifiques de coupe Kic mais également des coefficients d’arêtes Kie. Une autre différence majeure est la détermination de ces coefficients.
Cette approche dite mécanistique est qualifiable de semi‐expérimentale. Cette modélisation repose et utilise les mêmes mécanismes de coupe que les modèles analytiques de type Merchant et Oxley. Cependant, ce type de modélisation se différencie lors de l'estimation de la contrainte de cisaillement et des paramètres associés. Cette approche a d’abord été développée pour une configuration d’usinage en coupe orthogonale puis étendue à la coupe oblique.
ap: engagement axial ae: engagement radial h : épaisseur de coupe maximale
AD: section de copeau Q : débit de copeau
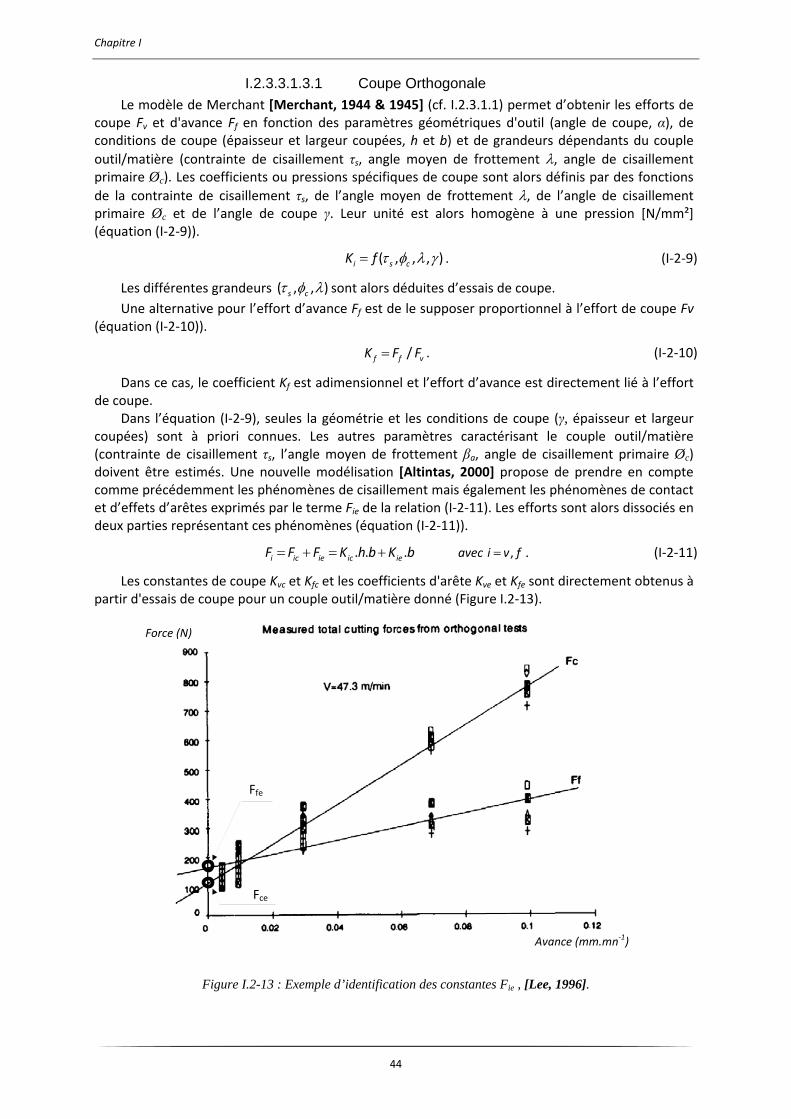
Chapitre I
44
I.2.3.3.1.3.1 Coupe Orthogonale Le modèle de Merchant [Merchant, 1944 & 1945] (cf. I.2.3.1.1) permet d’obtenir les efforts de
coupe Fv et d'avance Ff en fonction des paramètres géométriques d'outil (angle de coupe, α), de conditions de coupe (épaisseur et largeur coupées, h et b) et de grandeurs dépendants du couple outil/matière (contrainte de cisaillement τs, angle moyen de frottement , angle de cisaillement primaire Øc). Les coefficients ou pressions spécifiques de coupe sont alors définis par des fonctions de la contrainte de cisaillement τs, de l’angle moyen de frottement , de l’angle de cisaillement primaire Øc et de l’angle de coupe γ. Leur unité est alors homogène à une pression [N/mm²] (équation (I‐2‐9)).
( , , , )i s cK f . (I‐2‐9)
Les différentes grandeurs ( , , )s c sont alors déduites d’essais de coupe. Une alternative pour l’effort d’avance Ff est de le supposer proportionnel à l’effort de coupe Fv
(équation (I‐2‐10)).
/f f vK F F . (I‐2‐10)
Dans ce cas, le coefficient Kf est adimensionnel et l’effort d’avance est directement lié à l’effort de coupe.
Dans l’équation (I‐2‐9), seules la géométrie et les conditions de coupe (γ, épaisseur et largeur coupées) sont à priori connues. Les autres paramètres caractérisant le couple outil/matière (contrainte de cisaillement τs, l’angle moyen de frottement βa, angle de cisaillement primaire Øc) doivent être estimés. Une nouvelle modélisation [Altintas, 2000] propose de prendre en compte comme précédemment les phénomènes de cisaillement mais également les phénomènes de contact et d’effets d’arêtes exprimés par le terme Fie de la relation (I‐2‐11). Les efforts sont alors dissociés en deux parties représentant ces phénomènes (équation (I‐2‐11)).
,. . . i ic ie ic ie avec i v fF F F K h b K b . (I‐2‐11)
Les constantes de coupe Kvc et Kfc et les coefficients d'arête Kve et Kfe sont directement obtenus à partir d'essais de coupe pour un couple outil/matière donné (Figure I.2‐13).
Figure I.2-13 : Exemple d’identification des constantes Fie , [Lee, 1996].
Avance (mm.mn‐1)
Force (N)
Ffe
Fce
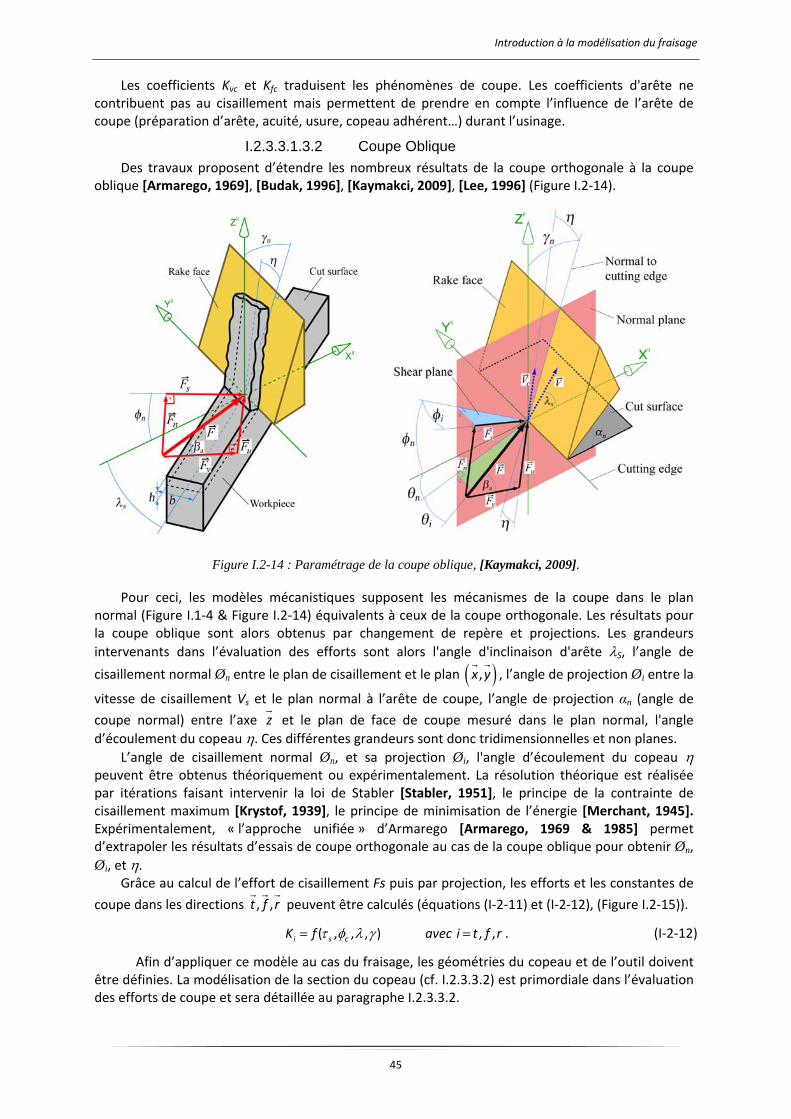
Introduction à la modélisation du fraisage
45
Les coefficients Kvc et Kfc traduisent les phénomènes de coupe. Les coefficients d'arête ne contribuent pas au cisaillement mais permettent de prendre en compte l’influence de l’arête de coupe (préparation d’arête, acuité, usure, copeau adhérent…) durant l’usinage.
I.2.3.3.1.3.2 Coupe Oblique Des travaux proposent d’étendre les nombreux résultats de la coupe orthogonale à la coupe
oblique [Armarego, 1969], [Budak, 1996], [Kaymakci, 2009], [Lee, 1996] (Figure I.2‐14).
Figure I.2-14 : Paramétrage de la coupe oblique, [Kaymakci, 2009].
Pour ceci, les modèles mécanistiques supposent les mécanismes de la coupe dans le plan normal (Figure I.1‐4 & Figure I.2‐14) équivalents à ceux de la coupe orthogonale. Les résultats pour la coupe oblique sont alors obtenus par changement de repère et projections. Les grandeurs intervenants dans l’évaluation des efforts sont alors l'angle d'inclinaison d'arête S, l’angle de
cisaillement normal Øn entre le plan de cisaillement et le plan ,
x y , l’angle de projection Øi entre la
vitesse de cisaillement Vs et le plan normal à l’arête de coupe, l’angle de projection αn (angle de
coupe normal) entre l’axe
z et le plan de face de coupe mesuré dans le plan normal, l'angle d’écoulement du copeau . Ces différentes grandeurs sont donc tridimensionnelles et non planes.
L’angle de cisaillement normal Øn, et sa projection Øi, l'angle d’écoulement du copeau peuvent être obtenus théoriquement ou expérimentalement. La résolution théorique est réalisée par itérations faisant intervenir la loi de Stabler [Stabler, 1951], le principe de la contrainte de cisaillement maximum [Krystof, 1939], le principe de minimisation de l’énergie [Merchant, 1945]. Expérimentalement, « l’approche unifiée » d’Armarego [Armarego, 1969 & 1985] permet d’extrapoler les résultats d’essais de coupe orthogonale au cas de la coupe oblique pour obtenir Øn, Øi, et .
Grâce au calcul de l’effort de cisaillement Fs puis par projection, les efforts et les constantes de
coupe dans les directions , ,
t f r peuvent être calculés (équations (I‐2‐11) et (I‐2‐12), (Figure I.2‐15)).
( , , , ) , , i s cK f avec i t f r . (I‐2‐12)
Afin d’appliquer ce modèle au cas du fraisage, les géométries du copeau et de l’outil doivent être définies. La modélisation de la section du copeau (cf. I.2.3.3.2) est primordiale dans l’évaluation des efforts de coupe et sera détaillée au paragraphe I.2.3.3.2.
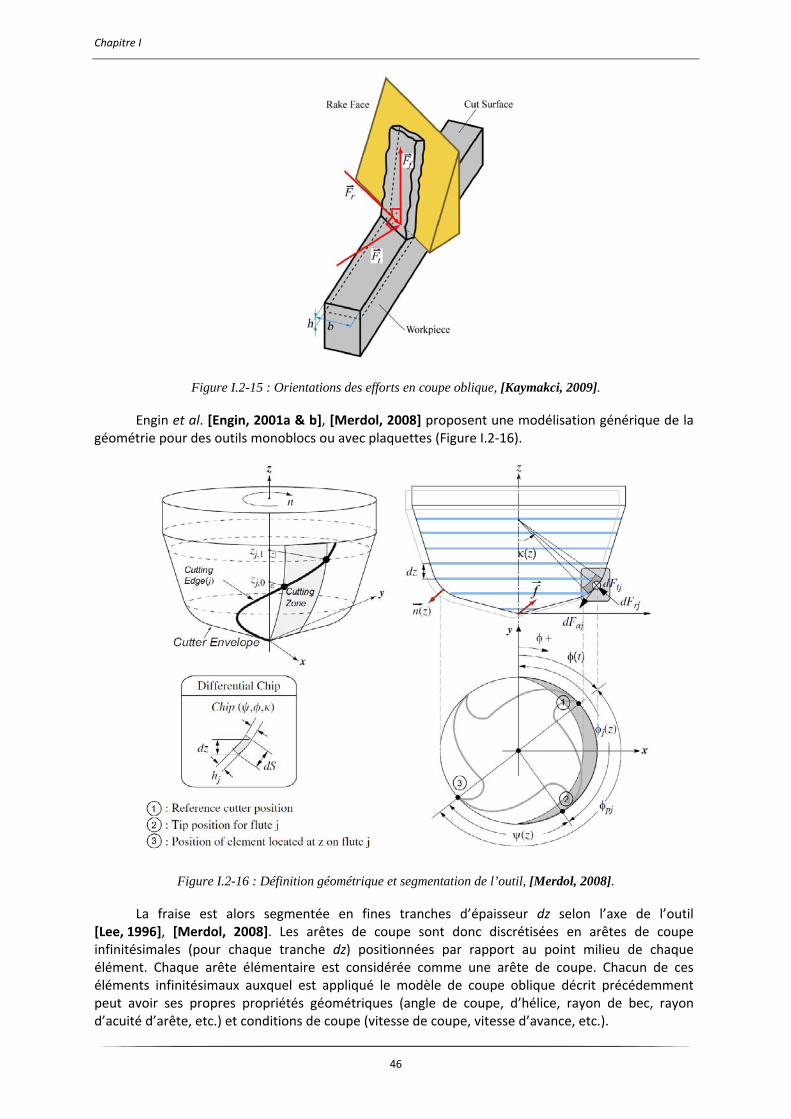
Chapitre I
46
Figure I.2-15 : Orientations des efforts en coupe oblique, [Kaymakci, 2009].
Engin et al. [Engin, 2001a & b], [Merdol, 2008] proposent une modélisation générique de la géométrie pour des outils monoblocs ou avec plaquettes (Figure I.2‐16).
Figure I.2-16 : Définition géométrique et segmentation de l’outil, [Merdol, 2008].
La fraise est alors segmentée en fines tranches d’épaisseur dz selon l’axe de l’outil [Lee, 1996], [Merdol, 2008]. Les arêtes de coupe sont donc discrétisées en arêtes de coupe infinitésimales (pour chaque tranche dz) positionnées par rapport au point milieu de chaque élément. Chaque arête élémentaire est considérée comme une arête de coupe. Chacun de ces éléments infinitésimaux auxquel est appliqué le modèle de coupe oblique décrit précédemment peut avoir ses propres propriétés géométriques (angle de coupe, d’hélice, rayon de bec, rayon d’acuité d’arête, etc.) et conditions de coupe (vitesse de coupe, vitesse d’avance, etc.).

Introduction à la modélisation du fraisage
47
Pour chaque élément infinitésimal et selon sa position ( , )z (Figure I.2‐16), les forces élémentaires tangentielles (t), radiales (r) et axiales (a) pour chaque dent j sont exprimées à partir de coefficients Kic et Kie avec i = t, r, a, de l’épaisseur locale de copeau ( , )jh z et de la longueur
locale de contact de l’élément avec la matière ( )dS z (équation (I‐2‐13)).
( , ) . ( ) . ( , ). ( ) , , ij ie ic jdF z K dS z K h z dS z avec i t r a . (I‐2‐13)
Puis, les forces élémentaires , , ( , )x y zijdF z dans le repère global , ,
x y z sont calculées par
changement de repère. Les efforts , , ( )x y zjF pour chaque dent j sont obtenus par intégration des
efforts infinitésimaux , , ( , )x y zijdF z . Enfin, les efforts , , ( )x y zF dans le repère global , ,
x y z appliqués
à l’outil sont obtenus par sommation des forces de chaque dent j.
I.2.3.3.1.4 Conclusion Les coefficients spécifiques de coupe ont fait l’objet de nombreuses études. Différentes
approches ont alors été adoptées. Les méthodes expérimentales permettent d’obtenir directement une modélisation à partir
des résultats des essais de coupe. Contrairement aux autres modélisations, ce type d’approche permet d’étudier, quelque soit la configuration d’usinage, un couple outil‐matière quelconque avec une géométrie d’outil complexe (grands rayons de bec, préparation d’arête, brises copeaux,….). Le(s) modèle(s) obtenu(s) permet(tent) de lier les paramètres opératoires étudiés (conditions de coupe, géométrie et nuance de l’outil, etc.) aux grandeurs macroscopiques directement mesurées lors des essais ou déduites au travers des actions mécaniques (qualité de la surface usinée, usure de l’outil, etc.). En contrepartie, cette approche ne permet pas d’estimer les grandeurs internes (températures, contraintes, déformations, etc.). La mise en place d’un modèle robuste nécessite beaucoup d’essais. Enfin, la validité du modèle est remise en cause dès lors qu’un paramètre du couple outil‐matière étudié change.
L’approche « mécanistique » se situe entre un modèle expérimental et un modèle analytique. En s’appuyant sur les nombreuses bases de données d’essais en coupe orthogonale, ces modèles permettent d’accéder aux efforts de coupe dans une configuration de coupe oblique. La discrétisation des arêtes de coupe de l’outil permet alors d’étendre les résultats de la coupe orthogonale aux outils de géométrie 3D. Un traitement informatique et une modélisation géométrique de l’outil sont alors nécessaires. Basée sur des modèles de coupe analytiques (Merchant, Oxley), cette approche ne permet donc pas la modélisation des moments de coupe.
I.2.3.3.2 Modélisation de la section de copeau
De nombreux modèles de coupe expérimentaux existent et une partie d’entre eux ont été présentés dans les paragraphes précédents. Ces modèles utilisent des coefficients spécifiques de coupe qui peuvent être constants ou fonction de paramètres géométriques de l’outil ou des conditions de coupe. Cependant, tous s’accordent à utiliser la section de copeau.
La section de copeau est calculée en fonction de l’épaisseur du copeau et de la profondeur usinée. L’épaisseur du copeau peut être considérée selon deux points de vue. Le premier est de considérer l’épaisseur moyenne et la seconde vision est de prendre en compte l’épaisseur instantanée de copeau.
I.2.3.3.2.1 Épaisseur moyenne du copeau, hm Le fraisage d’épaulements (Figure I.2‐17) et le surfaçage sont les deux principaux cas. Pour le fraisage d’un épaulement, l'épaisseur moyenne du copeau est donnée par la
relation (I‐2‐14).
.2.
p
m
ah fz
R. (I‐2‐14)

Chapitre I
48
Pour une opération de surfaçage, lorsque la fraise n'est pas dans l'axe de la pièce, l'épaisseur moyenne du copeau est donnée par la relation (I‐2‐15).
1 2
.180sin . . = sin 1,2
. z i
m r i
f l lh avec et avec i
R R
. (I‐2‐15)
Dans le cas où la pièce et la fraise sont centrées, 1 2 , l’épaisseur moyenne de copeau est donnée par la relation (I‐2‐16).
sin .180. .
. .arcsin
2.
r e zm e
e
a fh avec a l
aD
R
. (I‐2‐16)
Figure I.2-17 : Fraisage d’épaulement. Figure I.2-18 : Surfaçage.
I.2.3.3.2.2 Epaisseur instantanée de copeau De nombreux travaux on été réalisés sur ce sujet. L’intérêt est de prendre en compte, au cours
de l’usinage, l’évolution de l’épaisseur du copeau et donc de la section de copeau. Cette approche permet, lorsqu’elle est intégrée au modèle de coupe, de décrire les efforts de coupe instantanés.
Les travaux de Martelotti [Martelotti, 1941 & 1945] restent la référence dans ce domaine. Ces travaux proposent une étude comparative entre une trajectoire théorique de la pointe de la dent circulaire et trochoïdale. La trajectoire circulaire est assimilée à deux cercles égaux décalés de l’avance par dent. La trajectoire trochoïdale est obtenue par la trace d’un point appartenant à un cercle qui roule sans glisser sur une droite (Figure I.2‐19).
Figure I.2-19 : Trajectoire théorique trochoïdale.
C
M P
Rotation i‐1
Rotation i
Rotation i+1A
B
Sens de rotation
Direction d’avance
θ(t)
ΔФ h
Pièce
Outil
Axe pièce
R
Ø1
Ø2 l
l1
l2
fz
hm
Bout
Pièce
Outil
hm ap
R fz
Profil

Introduction à la modélisation du fraisage
49
La section de copeau exacte pour la trajectoire circulaire est donc calculée (équation (I‐2‐17)).
.sin ² ². cos ² circulaire z zh t R f t R f t . (I‐2‐17)
où hcirculaire est l’épaisseur du copeau (approximée) (mm), R le rayon de l’outil (mm), fz l’avance par dent (mm.dt‐1) et θ(t) la position angulaire de l’outil (°).
A la suite d’observations d’essais de fraisage menés pour des conditions pratiques de coupe, le
terme ² ². cos ² zR f t est approximé à R et conduit à une relation simplifiée (équation (I‐2‐18)).
.sincirculaire approx zh t f t . (I‐2‐18)
Selon Martelotti [Martelotti, 1941], cette approximation est acceptable pour des épaisseurs de copeau comprises entre 0,025 mm et 0,25 mm. Cependant, l’épaisseur du copeau est en dehors de cette plage notamment lors des phases d’entrée et de sortie de la matière ou dans le cas de très faibles/fortes avances.
Dans ces cas, l’expression de l’épaisseur du copeau doit être calculée à partir d’une trajectoire théorique parfaite de la pointe de l’outil (trochoïde), [Martelotti, 1941] (équation (I‐2‐19)).
L’utilisation de l’expression (I‐2‐19) permet d’obtenir une meilleure précision, cependant la mise en œuvre et la facilité d’évaluation de l’épaisseur du copeau en sont affectées.
‐1 ‐1
‐12
.2 ‐ ( ) . ‐ ( ). .cos ‐ .cos ‐
2 2. . .sin
. .2 2‐ . ‐ .
2 2( )
. ‐ ( ).cos
. . 2² 2. . .cos
2 2
z zz z
zz z
z z
t
z
z z
Z f R d t Z f R d tR f R f
R RR f
Z f Z fR f R f
h tZ f R d t
RZ f Z f R
R R
‐
. 2‐ .
2
z
zz
f
Z fR f
. (I‐2‐19)
avec r=.
2zZ f
, le rayon du cercle qui roule sans glisser sur la droite et d(t) la profondeur
instantanée de coupe définie par l’équation (I‐2‐20).
. 2( ). .
2( ) . 1 cos
.
2
zz z
z
Z ft R f f
d t RZ f
R
. (I‐2‐20)
D’autres travaux ont également été menés afin de calculer la section de copeau à partir de la trajectoire trochoïdale tout en ayant une formulation simple. Les différentes études s’intéressent alors à des positions ou à des instants particuliers de l’usinage. La section de copeau est calculée lorsque les points C, M et P sont alignés (Figure I.2‐19).
[Spiewak, 1995] considère une trajectoire trochoïdale de chaque dent et l’exprime sous forme matricielle. L’épaisseur du copeau est déterminée à partir de l’estimation de l’instant où le point M est aligné avec C et P. Enfin, l’approximation de l’épaisseur du copeau de Martelotti (« basic model »), la relation présentée (« new model ») et la résolution dite exacte obtenue par résolution numérique sont comparées (Figure I.2‐20). L’épaisseur du copeau calculée par le modèle présente un écart inférieur à 3% par rapport à l’épaisseur « exacte ».
A partir de l’équation paramétrique de la trochoïde et en prenant en compte un espacement angulaire des différentes dents de l’outil, [Li, 2001] propose une relation de l’épaisseur du copeau approchée pour chaque dent d’une fraise. Pour ceci, l’écart entre la position angulaire ΔФ (Figure I.2‐19) d’une dent aux tours i et i‐1 est considéré petit, puis approximé par un développement limité.

Chapitre I
50
Figure I.2-20 : Comparaison de l’évaluation de la section de copeau, [Spiewak, 1995].
Par la suite, une étude comparative du calcul de l’épaisseur du copeau avec la relation proposée et la relation « traditionnelle » approchée de Martelotti (équation (I‐2‐18) est réalisée (Figure I.2‐21).
Dans des travaux ultérieurs, l’influence du faux rond est étudiée sur la trajectoire de chaque dent de l’outil et donc sur l’épaisseur du copeau de chaque dent [Li, 2005b]. Les angles d’entrée et de sortie de l’outil ainsi que la rugosité de la surface usinée sont également calculés. Le calcul de l’épaisseur et de la section de copeau est ensuite utilisé dans la modélisation des efforts de coupe pour une fraise deux tailles [Li, 2004].
Figure I.2-21 : Comparaison de l’évaluation de la section de copeau, [Li, 2001].
[Kumanchik, 2007] réalise une étude similaire en utilisant une approximation par développement limité de ΔФ (Figure I.2‐19). Cependant, l’équation paramétrique de la trochoïde est adimensionnée par rapport au rayon de l’outil. L’épaisseur du copeau et les angles d’entrée et de sortie sont ensuite calculés à partir des paramètres adimensionnées, du faux rond et de l’espacement entre chaque dent.
[Saï, 2008] propose le calcul de la section de copeau pour différents mouvement d’avance en utilisant une approximation par développement limité de l’écart de position angulaire entre deux dents consécutives ΔФ. Le faux rond n’est pas considéré. Pour un mouvement d’avance rectiligne, Garnier [Garnier, 2000a] compare l’épaisseur du copeau calculée par la relation approximée de Martelotti (équation (I‐2‐18)) avec la section de copeau théorique obtenue par résolution numérique. Ainsi, pour une avance de 0,1 mm.dt‐1, l’erreur commise par sa méthode est inférieure à 5% pour des positions angulaires éloignées de l’entrée et de la sortie de la matière (Figure I.2‐22).
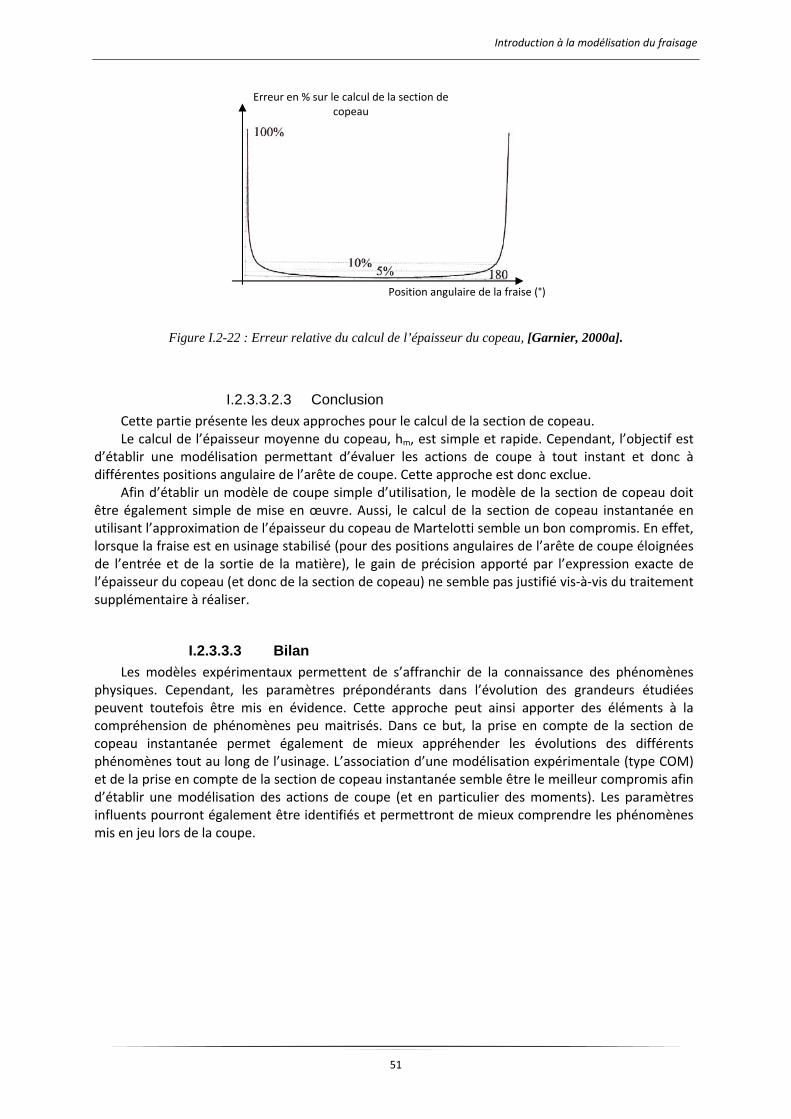
Introduction à la modélisation du fraisage
51
Figure I.2-22 : Erreur relative du calcul de l’épaisseur du copeau, [Garnier, 2000a].
I.2.3.3.2.3 Conclusion Cette partie présente les deux approches pour le calcul de la section de copeau. Le calcul de l’épaisseur moyenne du copeau, hm, est simple et rapide. Cependant, l’objectif est
d’établir une modélisation permettant d’évaluer les actions de coupe à tout instant et donc à différentes positions angulaire de l’arête de coupe. Cette approche est donc exclue.
Afin d’établir un modèle de coupe simple d’utilisation, le modèle de la section de copeau doit être également simple de mise en œuvre. Aussi, le calcul de la section de copeau instantanée en utilisant l’approximation de l’épaisseur du copeau de Martelotti semble un bon compromis. En effet, lorsque la fraise est en usinage stabilisé (pour des positions angulaires de l’arête de coupe éloignées de l’entrée et de la sortie de la matière), le gain de précision apporté par l’expression exacte de l’épaisseur du copeau (et donc de la section de copeau) ne semble pas justifié vis‐à‐vis du traitement supplémentaire à réaliser.
I.2.3.3.3 Bilan
Les modèles expérimentaux permettent de s’affranchir de la connaissance des phénomènes physiques. Cependant, les paramètres prépondérants dans l’évolution des grandeurs étudiées peuvent toutefois être mis en évidence. Cette approche peut ainsi apporter des éléments à la compréhension de phénomènes peu maitrisés. Dans ce but, la prise en compte de la section de copeau instantanée permet également de mieux appréhender les évolutions des différents phénomènes tout au long de l’usinage. L’association d’une modélisation expérimentale (type COM) et de la prise en compte de la section de copeau instantanée semble être le meilleur compromis afin d’établir une modélisation des actions de coupe (et en particulier des moments). Les paramètres influents pourront également être identifiés et permettront de mieux comprendre les phénomènes mis en jeu lors de la coupe.
Erreur en % sur le calcul de la section de copeau
Position angulaire de la fraise (°)

Chapitre I
52
I.2.4. Conclusion Dans ce premier chapitre, une présentation du procédé d’usinage étudié a été réalisée. Ensuite, un bilan a été effectué sur les différentes approches et points de vue de la modélisation de la coupe analytiques, numériques ou expérimentales.
Figure I.2-23 : Chronogramme sur la modélisation de la coupe.
Chaque méthode possède son domaine de validité, sa particularité, sa facilité de mise en œuvre et développe un point particulier pour une configuration donnée.
L’état de l’art a montré que seule la résultante des actions mécaniques est très largement étudiée. Des travaux [Cahuc, 2001], [Darnis, 2000], ont démontré l’existence et l’importance des moments de coupe. Cependant, malgré les travaux de [Toulouse, 1998], aucune modélisation vraiment performante des moments de coupe n’a été réalisée. [Laheurte, 2004] a présenté les bases pour un modèle semi‐analytique mais n’a pu aboutir car les lois de comportement des matériaux actuelles ne suffisent pas.
Le but de ce travail est donc de développer une modélisation intégrant simplement les moments de coupe. Pour ces raisons, le choix s’est porté sur une modélisation expérimentale en considérant une échelle spatiale macroscopique locale en régime quasi‐stationnaire.
La Figure I.2‐24 permet de visualiser la démarche adoptée pour atteindre les objectifs fixés et positionnent les différentes parties de ces travaux.
Le chapitre suivant propose une étude approfondie de la mesure du torseur complet des actions mécaniques.

Introduction à la modélisation du fraisage
53
Figure I.2-24 : Démarche adoptée pour la mise en place d’un modèle de coupe et sa détermination pratique.


Chapitre II
MESURE DU TORSEUR DES ACTIONS DE COUPE EN FRAISAGE
Ce chapitre s’intéresse aux moyens de mesure d’actions mécaniques de coupe. Dans une première partie, les principaux dispositifs de mesure utilisés dans les
domaines de la robotique et de la coupe sont présentés. Par la suite, le développement et la réalisation d’un dynamomètre à six composantes
sont détaillés. Dans un premier temps, le capteur retenu est caractérisé afin de valider les données constructeurs. Par la suite, la conception, l’étalonnage et la caractérisation statique et dynamique du dynamomètre sont présentés.


Chapitre II
MESURE DU TORSEUR DES ACTIONS DE COUPE EN FRAISAGE
NOMENCLATURE _______________________________________________________________ 59
II.1. INTRODUCTION __________________________________________________________ 61
II.2. MESURE D’ACTIONS MECANIQUES ________________________________________ 61 II.2.1. Mesures indirectes _______________________________________________ 61 II.2.2. Mesures directes ________________________________________________ 64 II.2.3. Conclusion _____________________________________________________ 73
II.3. CHOIX ET CARACTERISATION DU CORPS D’EPREUVE RETENU _______________ 74 II.3.1. Mode opératoire _________________________________________________ 74 II.3.2. Caractérisation du capteur _________________________________________ 76 II.3.3. Conclusion _____________________________________________________ 85
II.4. CONCEPTION D’UN DYNAMOMETRE A SIX COMPOSANTES __________________ 85 II.4.1. Agencement des capteurs _________________________________________ 85 II.4.2. Architecture et matériau du dynamomètre _____________________________ 86 II.4.3. Etude par éléments finis __________________________________________ 87 II.4.4. Fonctions secondaires ____________________________________________ 88 II.4.5. Conclusion _____________________________________________________ 88
II.5. ETALONNAGE D’UN DYNAMOMETRE A SIX COMPOSANTES _________________ 89 II.5.1. Etalonnage _____________________________________________________ 89 II.5.2. Analyse modale expérimentale _____________________________________ 96
II.6. CONCLUSION ____________________________________________________________ 98


Mesure du torseur des actions de coupe en fraisage
59
Nomenclature
[Aij] Matrice d’étalonnage.
Couplage « IJ » Couplage engendré dans la direction J par un effort appliqué dans la direction I (%).
EF Eléments Finis.
Fa Effort appliqué sur l’outil (N).
fd Fréquence propre du dynamomètre (Hz).
fe Fréquence d’excitation (Hz).
(Fi, Fj, Fk) Composantes respectives de la résultante des actions mécaniques selon les directions i, j, k (N).
Fm Effort mesuré par le dispositif intallé dans une broche instrumentée (N).
I Intensité du courant moteur (A)
I0 Intensité du courant moteur à vide (A).
KFi Coefficient de répartition pour l’effort Fi de la sollicitation extérieure au capteur piézoélectrique.
KMi/O Coefficient de répartition pour le moment Mi/O de la sollicitation extérieure au capteur piézoélectrique.
(Mi/P, Mj/P, Mk/P) Composantes respectives du moment en P du torseur d’actions mécaniques selon les directions i, j, k (N.m).
N Fréquence de rotation de l’outil (tr.mn‐1).
(Oi,
x ,
y ,
z ) Repère lié au capteur.
(O,
X ,
Y ,
Z ) Repère lié au dynamomètre.
[Tj] Torseur étalon exprimé au centre et dans le repère du dynamomètre
[Ui] Tension issue des capteurs piézoélectriques (V).
UGV Usinage Grande Vitesses.
Z, z Nombre (entier) de dent de l’outil.


Mesure du torseur des actions de coupe en fraisage
61
II.1. Introduction
E CHAPITRE précédent a mis en évidence les différentes approches de la modélisation du fraisage. Indépendamment des avantages et inconvénients de chaque méthode, les résultats de ces modèles doivent être validés expérimentalement. Pour ceci, la mesure
des actions de coupe est indispensable. De plus, l’objectif de ces travaux est de développer une modélisation expérimentale de la coupe et nécessite un moyen de mesure du torseur de coupe.
Afin de choisir un dispositif de mesure adapté, un état de l’art de la mesure des actions mécaniques est réalisé. Cette étude bibliographique est restreinte aux deux principaux domaines pour lesquels la mesure des actions mécaniques est la plus développée et employée. Ces domaines sont ceux de l’usinage et de la robotique.
Afin de répondre à nos besoins, le développement d’un nouveau dynamomètre à six composantes s’est avéré nécessaire. Dans un premier temps, le choix, la caractérisation et la validation des spécifications constructeur du corps d’épreuve retenu sont détaillés. Par la suite, la conception de ce dynamomètre est présentée. Dans la partie suivante, la procédure expérimentale d’étalonnage est détaillée. Enfin, les caractéristiques dynamiques théoriques du dynamomètre, déterminées lors de la phase de conception, sont confrontées aux grandeurs réelles.
II.2. Mesure d’actions mécaniques
Cette partie présente les différents travaux concernant la mesure d'actions mécaniques. Un aperçu non exhaustif des moyens utilisables pour mesurer les actions mécaniques, et plus particulièrement le torseur d’action mécanique dû à la coupe, est proposé. Ainsi, les moyens de mesures peuvent être classés en deux catégories : les dispositifs par mesures indirectes ou par mesures directes.
II.2.1. Mesures indirectes Ces méthodes de mesure permettent de corréler les actions de coupe avec des informations
issues de la machine d’usinage utilisée. Ainsi, selon les technologies des machines‐outils, de nombreux travaux ont utilisé comme données de base, les courants moteurs, les courants des paliers électromagnétiques de broche, ou encore des systèmes avec des capteurs piézoélectriques ou capacitifs. Ces données permettent l’évaluation des efforts de coupe au travers de l’étude des déformations de l’axe de la broche. Les avantages de ces solutions sont le faible nombre de connectiques, aucune (ou de très faible) masses embarquées, peu de problèmes de fixation du dispositif de mesure et un volume de travail ou de la pièce non réduits par le moyen de mesure. Cependant, les moments de coupe ne peuvent être estimés par ces dispositifs.
II.2.1.1. Courants moteurs
Afin de satisfaire la consigne d’avance programmée, les commandes numériques des machines outils modernes surveillent et adaptent constamment les courants des moteurs d’avance des axes. Ainsi, partant du constat que l’avance varie avec les actions de coupe, de nombreuses recherches ont été menées dans ce domaine.
Kim et al. [Kim, 1996] proposent une modélisation par schéma blocs des trois axes linéaires d’une fraiseuse. Une fonction de transfert liant l’effort selon l’axe étudié et l’intensité du courant d’alimentation du moteur est obtenue pour chaque axe. Une régulation de type PID est par la suite proposée afin d’adapter les conditions d’usinage en fonction de l’avance. Cette méthode est limitée par son modèle où la fréquence de résonance est de 60 Hz. L’adéquation entre les efforts de coupe et l’intensité du courant d’alimentation du moteur n’est plus satisfaisante lors des changements de direction d’avance (inversions des courants moteurs). Les frottements et l’inertie des systèmes de guidage interviennent également lors des phases d’accélération et de déccélération. Dans un
L
Chapitre II
62
nouveau modèle, Kim et al [Kim, 1999b] utilisent un filtre Kalman. C’est un algorithme récursif linéaire minimisant l’erreur de variance de la grandeur de sortie. Ce filtre permet d’estimer dans un environnement bruité le couple moteur dû aux frottements dans les guidages. Les efforts de coupe selon les trois axes sont déduits à partir du couple moteur total. Bien que les efforts de coupe soient mieux estimés, des imprécisions subsistent lors des changements de direction dus aux sauts des
courants moteurs. Un réseau de neurone artificiel1 pour l’axe
X et l’axe
Y est alors mis en place. Les paramètres d’entrée sont l’intensité des courants d’alimentation des moteurs, les consignes
d’avance selon les axes
X et
Y . Les efforts de coupe obtenus sont alors plus proches de la réalité que ceux issus du modèle associé au filtre Kalman. Malgré tout, lors des changements de direction, les sauts de courants perturbent le réseau de neurones. Toutefois, l’emploi d’un réseau de neurone artificiel permet de s’affranchir de la modélisation des axes. Cependant, le modèle mathématique obtenu est uniquement valable pour des conditions et configurations d’usinage semblables : couple outil‐matière, machine‐outils, etc.. Cette nouvelle modélisation autorise une bande passante jusqu’à 70 Hz.
Li et al. [Li, 2000] réalisent des travaux similaires concernant un tour. Des mesures expérimentales associées à une modélisation de l’axe d’avance permettent de lier le couple sur l’axe étudié, l’avance ainsi que l’intensité (I) et la fréquence du courant d’alimentation du moteur. Suite à l’observation de non linéarités entre l’intensité du courant d’alimentation du moteur et l’effort d’avance, un réseau de neurone artificiel à quatre couches utilisant cinq fonctions mathématiques « parents » est alors proposé. Des essais montrent une bonne corrélation (5% d’erreur) entre les mesures de l’effort d’avance obtenues par une platine dynamométrique et la méthode proposée.
II.2.1.2. Systèmes embarqués sur la broche
Des concepts et différentes méthodes plus spécifiques au centre d’usinage selon la technologie des broches se sont développés. Les broches utilisant des guidages par éléments roulants se voient adaptées un système afin d’évaluer les déformations de l’axe de la broche alors que pour des broches électromagnétiques le courant des paliers est alors étudié.
II.2.1.2.1 Broches guidées par éléments roulants
Pour mesurer les efforts de coupe dans trois directions orthogonales, Altintas et al. [Altintas, 2004] proposent de placer une paire de capteurs piézoélectriques dans la broche (Figure
II.2‐1) selon chaque axe de la machine‐outil (
X ,
Y ,
Z ). Les capteurs sont montés en opposition afin de compenser les déformations non souhaitées (thermiques, dynamiques,…) tout en augmentant la sensibilité. La réponse et les couplages des capteurs ont été quantifiés. Afin de synchroniser toutes les informations, un codeur de position est également placé sur le corps de la broche afin de détecter la rotation de l’arbre de la broche. La fonction de transfert liant l’effort appliqué sur l’outil (Fa) et le système de mesure d’effort par les capteurs (Fm) est obtenue par des essais d’impacts
selon les trois directions
X ,
Y ,
Z de la machine‐outils (Figure II.2‐1). La modélisation obtenue permet de mesurer les efforts de coupe jusqu’à 300 Hz sans altération du signal. L’utilisation d’un filtre Kalman et d’une méthode de réglage de ce filtre permettent d’étendre la bande passante jusqu’à 1000 Hz. Des essais de fraisage dans un alliage d’aluminium avec des outils possédant de trois à cinq dents ont été réalisés pour des fréquences d’excitations de 50 à 1000 Hz. La modélisation corrigée (ou non) avec le filtre Kalman est alors comparée avec une platine dynamométrique. Les mesures d’efforts sont semblables malgré les variations des caractéristiques dynamiques avec la fréquence de rotation de la broche. Toutefois, les signaux, sont légèrement altérés pour des fréquences d’excitation proches de la fréquence propre de la broche (500 Hz) ou de ses harmoniques.
1 Il s’agit d’un algorithme basé sur une bibliothèque de fonctions mathématiques « parents » qui estime des grandeurs de sorties à partir de paramètres d’entrées choisis. Ainsi, par apprentissage ou récursion, l’algorithme génère en plusieurs couches (ou génération) de nouvelles fonctions « enfants ». Ces relations mathématiques, utilisable ultérieurement, permettent de lier les grandeurs d’entrées et de sorties retenues. La phase d’apprentissage se réalise à partir d’essais préliminaires où les paramètres d’entrés sont connus.

Mesure du torseur des actions de coupe en fraisage
63
Figure II.2-1 : Positionnement des capteurs sur la broche, [Altintas, 2004].
Albrecht et al. [Albrecht, 2005] proposent une démarche semblable. Un capteur capacitif est intégré dans le corps de la broche et détecte le déplacement radial d’un disque solidaire de l’arbre de broche (Figure II.2‐2). Un codeur de position est également placé sur le corps de la broche afin de détecter la rotation de l’arbre de la broche et de synchroniser toutes les informations.
Figure II.2-2 : Positionnement des capteurs sur la broche, [Albrecht, 2004].
Un test d’impact permet de définir les modes propres de la broche, du porte‐outil et de l’ensemble ainsi que la fonction de transfert caractérisant la broche. La fréquence de mesure maximale est de 350 Hz. L’utilisation d’un filtre Kalman et d’une méthode de réglage permettent d’étendre la grande bande passante jusqu’à 1000 Hz. Une série d’essais de fraisage dans un alliage d’aluminium à différentes fréquences de rotation est ensuite menée. Les forces de coupe obtenues avec les signaux du capteur de déplacement seul, puis associé au filtre Kalman, sont comparées aux mesures d’une platine dynamométrique. Le modèle associé au filtre Kalman permet d’obtenir des signaux de mesure moins altérés au‐delà de 750 Hz par rapport à ceux de la platine
Disque « cible » de détection
Capteur capacitif de déplacement
(b)
Système de maintien des capteurs
Roulements
Capteur capacitif de déplacement
Outil
Disque « cible » de détection
Porte outil
(a)
(a) Schéma. (b) Vue de dessus du système de mesure.
Codeur de broche
Bâti
Arbre de broche
Corps de broche
Capteur d’effort
Outil
Porte outil
(a) vue de dessus, (b) schéma.

Chapitre II
64
dynamométrique. Afin d’améliorer la précision de mesure, une étude sur les facteurs influençant la mesure du capteur de déplacements (jeu entre le disque cible et le capteur de déplacements, faux rond, dilatation thermique, etc.) est menée avant la proposition de recommandations (disposition et nombre des capteurs, précharge des roulements de broches, etc.).
II.2.1.2.2 Broches guidées par paliers électromagnétiques
Sur une broche à paliers électromagnétiques, les efforts de coupe peuvent être évalués en fonction de la tension d’alimentation des paliers (Figure II.2‐3), [Auchet, 2004 & 2005]. La tension d’alimentation de ces paliers permet de contrôler la position de l’arbre de la broche avec une boucle d’asservissement. Ainsi, un effort proportionnel à la tension d’alimentation des paliers est généré sur l’arbre de la broche afin de maîtriser sa position.
Figure II.2-3 : Schéma de la broche d’usinage, [Auchet, 2004].
Des essais d’impact en bout d’outil lorsque la broche n’est pas en rotation permettent d’obtenir les fonctions de transfert caractérisant la relation entre la tension de commande des paliers et les efforts de coupe. Des essais de validation ont été menés avec une fraise cylindrique de Ø32 dans un alliage d’aluminium pour des fréquences de rotation de 10000 à 15000 tr.mn‐1 incluant des régimes stables et instables (proches des fréquences propres). Les forces de coupe obtenues ont été comparées avec les mesures d’une platine dynamométrique. Ces essais montrent que la mesure des efforts de coupe au travers des tensions des paliers n’est valable que si aucune fréquence de rotation de broche n’excite les modes (de flexion) du rotor. En effet, les fonctions de transfert sont uniquement valables lorsque la broche est à l’arrêt ou en rotation en dehors des fréquences proches des fréquences propres. Malgré tout, dans les plages de fréquence stables, la mesure des efforts de coupe peut être obtenue jusqu’à des fréquences de 4 kHz.
II.2.2. Mesures directes Ces moyens de mesures, contrairement aux précédents, n’utilisent pas une partie ou un
élément de la machine‐outils pour accéder aux actions de coupe (forces et moments). Un dispositif intermédiaire, couramment appelé dynamomètre, est placé dans la chaîne outil‐pièce‐machine afin de mesurer directement les actions de coupe. L’appareil de mesure peut donc être placé soit entre l’outil et la machine ou entre la pièce et la machine. La majorité des systèmes de mesure sont positionnés dans ce dernier cas. Les dynamomètres peuvent être classés selon la nature et la disposition des corps d’épreuve et/ou du capteur de mesure. Le corps d’épreuve est la partie sensible du dynamomètre. Des capteurs mesurent la déformation de cet (ces) élément(s) et permettent de déduire grâce à un étalonnage, les actions de coupe. Les principaux capteurs à signal de sortie électrique utilisés pour les dynamomètres sont détaillés en annexes A.II.1. Les dynamomètres actuels utilisent principalement deux types de capteurs : les jauges résistives de déformation ou les capteurs piézo‐électriques. Ce choix conduit à une architecture différente des dynamomètres. Par la suite, un inventaire est réalisé et classe les dynamomètres selon le capteur, le corps d’épreuve, le domaine d’application et l’architecture retenus.
Palier magnétique axial Moteur
Porte‐outil
Outil
Palier magnétique radial 1
Palier magnétique radial 2

Mesure du torseur des actions de coupe en fraisage
65
II.2.2.1. Moyens de mesures à base de "jauges résistives de déformation"
La technologie des jauges résistives de déformation est connue et maîtrisée depuis très longtemps. Le chargement extérieur au système est déterminé à partir des déformations d’un (de) corps d'épreuve(s), mesurées par des jauges résistives de déformation montées en pont de Wheastone (cf annexes A.II.1).
II.2.2.1.1 Moyens de mesure dédiés à la robotique
Durant ces dernières années, le développement dans le domaine de la robotique a été très important. Ainsi, afin de contrôler des manipulateurs ou le comportement d’humanoïde, la position exacte du centre de gravité de l'objet manipulé ou du membre en mouvement doit être calculée. Pour ceci, le torseur complet des actions mécaniques dues aux poids de l'objet manipulé ou du membre doit être connu. De nombreuses recherches ont permis de développer des moyens de mesure basés sur des architectures différentes. Deux types de structures se distinguent: les structures de type hexapode et les structures avec des corps d'épreuves à géométrie spécifique. Ces structures sont construites pour de faibles chargements (≈200 N) comparées à des conditions d'usinage.
II.2.2.1.1.1 Structures type hexapode Ce type de structure est basé sur une architecture développée pour les simulateurs de vol.
Ces structures parallèle de type hexapode sont appelées plateforme de Stewart [Stewart, 1965]. Ce système à six degrés de liberté est obtenu grâce à six barres (ou bras) indépendants reliés à deux plaques par des rotules (Figure II.2‐4). Des jauges résistives de déformation placées sur chaque bras permettent de mesurer les déformations et de déterminer les contraintes mécaniques. Le chargement extérieur est évalué à partir des tensions d’alimentation des ponts de jauges et d'une matrice de transformation (ou de calibration). A partir de cette matrice, le nombre condition, est calculé. Ce nombre évalue la capacité de la structure à mesurer identiquement et avec une même sensibilité dans toutes les directions. La mesure est « isotropique » dans le cas où le nombre condition est égal à 1. Ce type de structure permet de mesurer plusieurs composantes (efforts ou moments).
Dwarakanath et al. proposent une méthode de conception pour une plate‐forme à six composantes (Figure II.2‐4) [Dwarakanath, 2001]. Une étude statique et dynamique sur la géométrie des bras est menée afin d'optimiser le dispositif. Pour ceci, la raideur, la sensibilité, la précision et la répétabilité de mesure, le positionnement des jauges de déformation et la fabrication sont alors pris en compte. Un prototype muni de bras avec des anneaux cylindriques est réalisé pour de très faible chargements (pleine échelle d’efforts de ±5 N). Le nombre condition est égal à 4.6 et désigne une orientation de mesure privilégiée. La calibration est réalisée en effort et en moment. Par la suite, lors d‘essais statiques et dynamiques, l’écart maximal est de 8 % entre le chargement et la réponse de la plateforme.
Zhenglin et al. proposent une démarche de conception d'une plate‐forme à six composantes (Figure II.2‐4) disposant de trois paires de bras perpendiculaires [Zhenglin, 2003]. Une étude des raideurs longitudinales et torsionnelles démontre une sensibilité de mesure identique dans toutes les directions et un couplage faible.
De nombreuses études similaires aux précédentes ont été menées. Cependant, le principal inconvénient de ce type de structure est la liaison rotule (jeu, frottement) entre les bras et les plaques. Des études ont alors été réalisées afin de pallier aux phénomènes d'hystérésis ou de couplage provoqués par ces liaisons.
Ranganath et al. proposent la conception d'une plate‐forme à six composantes (Figure II.2‐4) où les bras sont proches d'une position singulière [Ranganath, 2004]. Cette architecture privilégie des directions de mesure et permet d’obtenir une sensibilité élevée. Les positions singulières pour
privilégier les efforts compris dans un plan (
X ,
Y ) et un moment autour de l'axe
Z sont déterminées. Les rotules sont remplacées par une poutre flexible (rotulage de 4°) afin d’éviter le

Chapitre II
66
frottement, les jeux, les non‐linéarités et l'hystérésis. Les dimensions des bras cylindriques et les liaisons flexibles sont déterminées au travers d’une étude par éléments finis. Un prototype en alliage de titane est réalisé pour de très faibles chargements en efforts ±0,98 N et en moment ±49,05
N.mm. Les fréquences propres dans le plan (
X ,
Y ) sont de 22,5 Hz et de 40 Hz en torsion selon l'axe
Z . Le nombre condition est égal à 1350. L'erreur de mesure est de 3 % dans les directions privilégiées.
Hou et al. proposent une conception d'une plate‐forme hyperstatique à six composantes (Figure II.2‐4) [Hou, 2009]. Une vis de précontrainte permet d’éliminer le jeu résiduel dans les rotules. La matrice de transformation liant le chargement extérieur et les tensions des ponts de jauges est calculée. Un nouvel indice est également proposé afin de vérifier les directions privilégiées de chargement.
Figure II.2-4 : Plateformes type Stewart.
II.2.2.1.1.2 Structures avec corps d’épreuve intégré Ces moyens de mesure sont des structures assemblées dans lesquelles les corps d'épreuve
sont des éléments minces. Les jauges de déformations sont alors placées sur ces parties et permettent d’évaluer les six composantes d'une action mécanique.
Kim et al. proposent une structure utilisant des plaques minces [Kim, 1999c]. Ces éléments sensibles relient un bloc central à un bâti périphérique de forme carrée. Une étude théorique, utilisant la théorie des poutres en flexion, et une étude par éléments finis permettent pour un chargement extérieur uni‐axial appliqué sur le bloc central, de calculer les déformations en fonction des paramètres géométriques et du matériau du capteur. Ces deux études permettent de définir les déformations de la structure, la position et la sensibilité des jauges en fonction des chargements. Les déformations engendrées par un effort admettent un plan de symétrie contenant l’origine du bloc central alors que les déformations issues de moments sont symétriques par rapport à l'origine du bloc central. Un écart de 5 % est relevé sur l’évaluation des déformations des jauges et de 12,5 % pour les couplages ou interférences entre les jauges. Un prototype est également réalisé pour de faibles chargements (Fx = Fy = Fz = ±100 N, Mx = My = ±1 Nm, Mz = ±2 Nm). La calibration statique est réalisée sur un banc de mesure conçu à cet effet [Kim, 2000]. Pour chaque composante uni‐axiale, l’écart de mesure entre la théorie et les essais est inférieur à 6 % pour la déformation des jauges et de 3 % pour les couplages des composantes à la pleine échelle.
Dans la continuité de ces travaux, Park et al. [Park, 2005] proposent un nouveau capteur à six composantes pour un robot manipulateur (Figure II.2‐5). Le dynamomètre est alors composé de plusieurs pièces boulonnées en forme de E. Les plaques fines sont les éléments sensibles sollicités en flexion. Une étude théorique détermine les dimensions de ces éléments sensibles à partir des déformations admissibles par les jauges de déformation choisies. Un prototype en alliage d’aluminium est ainsi réalisé pour de faibles chargements (Fx = Fy = Fz = ±50 N, Mx = My = Mz = ±5 Nm). L'erreur maximale de mesure est de 6 % et le couplage maximal est de 2,8 %.
[Dwarakanath, 2000] [Zhenglin, 2003]. [Ranganath, 2004] [Hou, 2008]

Mesure du torseur des actions de coupe en fraisage
67
Dans une étude ultérieure [Kim, 2008], Kim et al. proposent un capteur à six composantes pour une cheville de robot (Figure II.2‐5). Les déformations des plaques minces sont étudiées à partir d’une étude par éléments finis afin de définir le positionnement des jauges et de diminuer le couplage. Le prototype proposé est construit dans un alliage d'aluminium. Les chargements
admissibles selon les axes
X et
Y sont de 500 N et 18 N.m, et de 1000 N et 8 N.m selon l’axe
Z . L’écart entre l’étude par éléments finis et des essais sur le prototype est inférieur à 11,2% pour les déformations, à 10 % pour des chargements uni‐axiaux à la pleine échelle et à 2,5 % pour les couplages.
Ce capteur est basé sur des travaux antérieurs [Kim, 2007] où l’architecture et la démarche scientifique restent identiques. Cependant, les éléments sensibles sont des poutres de section carrée sollicitées en flexion. Ce capteur (Figure II.2‐5) permet de mesurer des efforts de ±200N et
des moments selon les axes
X et
Y de 2,5 N.m et de 5 N.m selon l’axe
Z
Figure II.2-5 : Platines six composantes à jauges.
Liu et al. [Liu, 2002] proposent l'étude d'une structure avec des éléments sensibles à la flexion avec une géométrie en T (Figure II.2‐5). Une étude éléments finis permet de connaître le lieu des contraintes maximales afin de positionner les jauges de déformation. Ce système a une bonne isotropie de mesure, une bonne sensibilité, utilise moins de jauges de déformation que d'autres systèmes de mesure mais présente cependant des couplages importants.
II.2.2.1.2 Moyens de mesure dédiés à l’usinage
Des platines dynamométriques utilisant les jauges de déformation existent pour la mesure d’actions mécaniques de coupe. Dans ce cas, le niveau de mesure est beaucoup plus élevée (≈x5) par rapport aux applications dans le domaine de la robotique.
Deux types de structures se distinguent, en particulier par la nature et la sollicitation du corps d’épreuve. La première catégorie utilise des corps d’épreuve de géométrie simple. La déformation de barres en flexion est le principe de base de ce type de dynamomètre. La seconde catégorie est basée sur des corps d’épreuve de géométrie plus complexe. L’architecture de tels dynamomètres est composée d’une plaque inférieure fixe destinée à être liée à la machine‐outils et d’une plaque supérieure sur laquelle la pièce est fixée. Ces deux plaques sont reliées entre elles par des corps d’épreuve sur lesquels sont disposées les jauges de déformation.
II.2.2.1.2.1 Corps d’épreuve à géométrie simple Les dynamomètres utilisant ce type de corps d’épreuve peuvent prétendre à la mesure d’autant
de composantes d’effort que de corps d’épreuve. La déformation des corps d’épreuve est mesurée par l’intermédiaire de jauges de déformation connectées en pont de Wheatstone.
Ainsi, Seker et al. utilisent un dynamomètre à trois composantes (Figure II.2‐6) pour étudier la coupe orthogonale [Gunay, 2006], [Seker, 2002]. L’effort maximal admissible est de 2000N.
L’association et l’utilisation plus complexe de ces corps d’épreuve permettent également de développer des dynamomètres à six composantes (3 efforts et 3 moments), [Couétard, 2000]. La solution constructive proposée (Figure II.2‐7) fait intervenir trois liaisons linéaires annulaires pour
[Liu, 2002] [Park, 2005] [Kim, 2008] [Kim, 2007]

Chapitre II
68
lier les corps d’épreuve au bâti du dynamomètre. Dans un premier temps, la mesure du torseur appliqué est évaluée théoriquement en fonction des efforts dans les liaisons et de la position des centres de ces liaisons. Puis, la détermination expérimentale de la matrice d’étalonnage permet de lier l’image des déformations (par la réponse des six ponts de jauges) aux composantes du torseur d’actions mécanique. La procédure d’étalonnage retenue permet d’obtenir un couplage minimum entre les voies. Cette matrice permet à partir des tensions de sortie des ponts de jauges de déterminer le torseur appliqué.
Figure II.2-6 : Dynamomètre 3 composantes, [Gunay, 2006].
Figure II.2-7 : Dynamomètre à 6 composantes, [Couétard, 2000].
Suite à ces travaux, des dynamomètres destinés à la mesure d’actions de coupe en tournage et en fraisage ont été développés. La précision de mesure est donnée dans le Tableau II.2‐1.
La société TSR propose alors des dynamomètres six composantes spécifiques au tournage et au perçage/fraisage [TSR, 2010]. Ces platines sont basés sur les travaux de [Couétard, 2000].
Efforts Moments au centre du dynamomètre
Fx Fy Fz Mx/O My/O Mz/O
(N) (N) (N) (dN.m) (dN.m) (dN.m)
Pleine échelle 3848 3774 4362 3467 3054 3078
Erreur de mesure à la pleine échelle
14.2% 6.3% 2.2% 2.2% 1.3% 4.1%
Tableau II.2-1 : Précision de mesure du dynamomètre à jauges six composantes, [Couétard, 2000].
II.2.2.1.2.2 Corps d’épreuve à géométrie évoluée Korkut propose un dynamomètre à trois composantes destiné à la mesure d’efforts de
coupe en fraisage [Khorkut, 2003] (Figure II.2‐8). Les critères pris en compte dans l’ensemble de la conception sont la sensibilité, la rigidité (élasticité), la précision et un étalonnage aisé. Les quatre corps d’épreuve sont des pièces octogonales alésées. Les critères choisis permettent de dimensionner les corps d’épreuve pour un effort maximal admissible de 4500N. Le matériau est choisi en fonction du dimensionnement théorique, de la réponse dynamique, de sa conductivité thermique, de sa résistance à la corrosion et de sa compatibilité avec les jauges de déformation. Par la suite, la raideur du dynamomètre est déterminée en assimilant la structure à un système masse‐ressort. La fréquence propre du dynamomètre est considérée acceptable si elle est quatre fois supérieure à la fréquence d’excitation. Les raideurs et les déformations axiales et radiales sont vérifiées afin de s’assurer de la compatibilité avec les jauges de déformation. Enfin, l’étalonnage est proposé pour des efforts allant de 50 à 1000N dans les trois directions. Ces essais réalisés trois fois permettent d’évaluer le couplage (0,05%) et de le négliger. La sensibilité obtenue est de ±5N pour une charge maximale effective de 1500N (coefficient de sécurité de 3).
Yaldiz et al. proposent un dynamomètre trois composantes avec des éléments sensibles similaires aux travaux précédents. Cette platine est dédiée au tournage (Figure II.2‐8) et peut mesurer un effort maximal de 3500N avec une précision de ±5N et un couplage inférieur à 1% [Yaldiz, 2006a & b]. Par la suite, leurs travaux sont étendus au fraisage pour lequel un dynamomètre
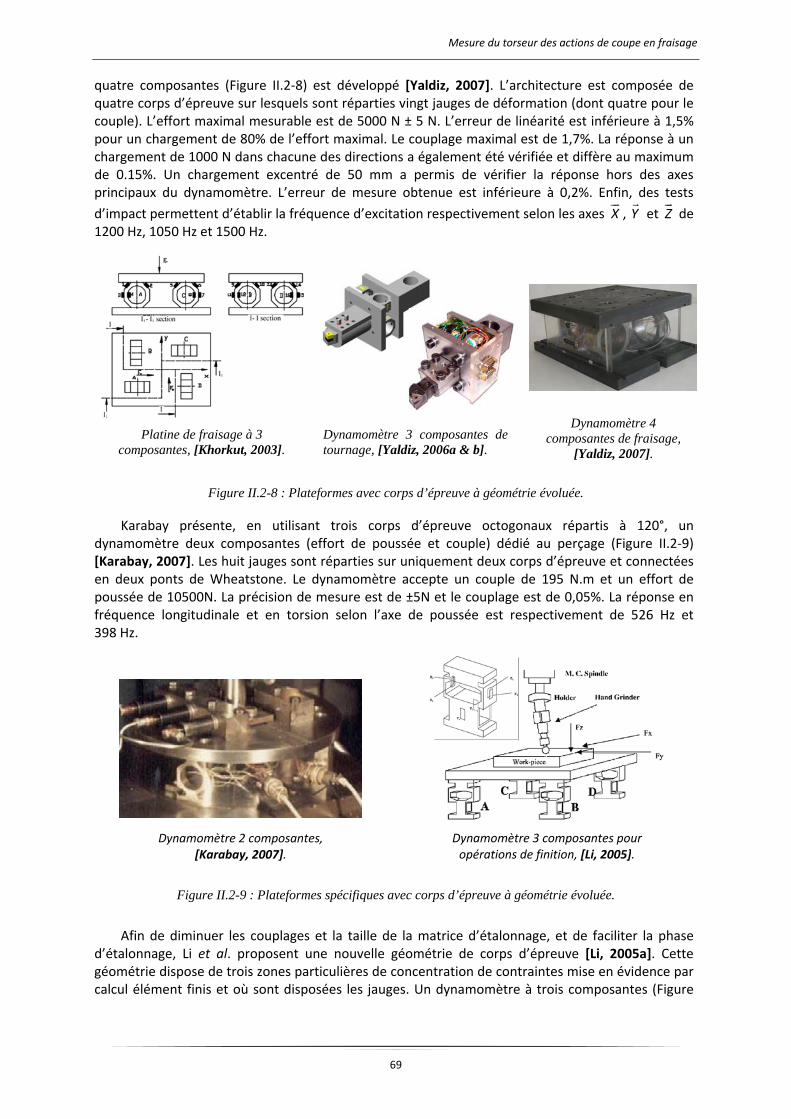
Mesure du torseur des actions de coupe en fraisage
69
quatre composantes (Figure II.2‐8) est développé [Yaldiz, 2007]. L’architecture est composée de quatre corps d’épreuve sur lesquels sont réparties vingt jauges de déformation (dont quatre pour le couple). L’effort maximal mesurable est de 5000 N ± 5 N. L’erreur de linéarité est inférieure à 1,5% pour un chargement de 80% de l’effort maximal. Le couplage maximal est de 1,7%. La réponse à un chargement de 1000 N dans chacune des directions a également été vérifiée et diffère au maximum de 0.15%. Un chargement excentré de 50 mm a permis de vérifier la réponse hors des axes principaux du dynamomètre. L’erreur de mesure obtenue est inférieure à 0,2%. Enfin, des tests
d’impact permettent d’établir la fréquence d’excitation respectivement selon les axes
X ,
Y et
Z de 1200 Hz, 1050 Hz et 1500 Hz.
Figure II.2-8 : Plateformes avec corps d’épreuve à géométrie évoluée.
Karabay présente, en utilisant trois corps d’épreuve octogonaux répartis à 120°, un dynamomètre deux composantes (effort de poussée et couple) dédié au perçage (Figure II.2‐9) [Karabay, 2007]. Les huit jauges sont réparties sur uniquement deux corps d’épreuve et connectées en deux ponts de Wheatstone. Le dynamomètre accepte un couple de 195 N.m et un effort de poussée de 10500N. La précision de mesure est de ±5N et le couplage est de 0,05%. La réponse en fréquence longitudinale et en torsion selon l’axe de poussée est respectivement de 526 Hz et 398 Hz.
Figure II.2-9 : Plateformes spécifiques avec corps d’épreuve à géométrie évoluée.
Afin de diminuer les couplages et la taille de la matrice d’étalonnage, et de faciliter la phase d’étalonnage, Li et al. proposent une nouvelle géométrie de corps d’épreuve [Li, 2005a]. Cette géométrie dispose de trois zones particulières de concentration de contraintes mise en évidence par calcul élément finis et où sont disposées les jauges. Un dynamomètre à trois composantes (Figure
Platine de fraisage à 3 composantes, [Khorkut, 2003].
Dynamomètre 4 composantes de fraisage,
[Yaldiz, 2007].
Dynamomètre 3 composantes de tournage, [Yaldiz, 2006a & b].
Dynamomètre 3 composantes pour opérations de finition, [Li, 2005].
Dynamomètre 2 composantes, [Karabay, 2007].

Chapitre II
70
II.2‐9) est développé pour la mesure d’action de coupe d’opérations de finition (rectification et polissage).
L’étalonnage statique est réalisé à l’aide de masses provoquant des chargements en traction ou en compression. La disposition de quatre blocs de chargement permet d’éviter les interactions selon la nature et l’orientation des chargements. Les couplages ont été vérifiés et validés comme négligeables.
II.2.2.2. Moyens de mesures à base de capteurs piézo-électriques
L’essor de l’usinage à grandes vitesses implique en particulier de plus grandes fréquences de rotation. Par conséquent les fréquences d’excitation sont plus élevées. La fréquence propre du moyen de mesure doit donc être plus élevée. Cependant, les platines dynamométriques à base de jauges de déformation ne possèdent pas une raideur suffisante et atteignent leurs limites. En effet, les corps d’épreuve de ces dynamomètres possèdent des parties sensibles à la déformation où sont disposées les jauges de déformation. Ces éléments (ou parties) à faibles sections contribuent à la diminution de la raideur du dispositif de mesure. Une réponse à cette contrainte est l’utilisation de capteurs piézo‐électriques. Cependant, le principal inconvénient de ce capteur est son coût. Le développement de dynamomètres utilisant ces capteurs s’adresse donc à des applications nécessitant des besoins particuliers. Les travaux concernant ces dynamomètres sont donc moins nombreux que pour les platines à jauges, mais se développent rapidement.
II.2.2.2.1 Moyens de mesure dédiés à la robotique
Dans le domaine de la robotique, ce type de capteur est utilisé dans les manipulateurs de pièce de masse et/ou de dimension très imposantes pour des applications liées au nucléaire, à la construction navale, l’industrie chimique et pétrolière ou encore l’armement, etc. L’intérêt d’un tel capteur est de maîtriser le mouvement de l’objet embarqué grâce à la détermination du centre de gravité au travers du torseur d’actions mesuré.
Li et al. [Li, 2009a & b] ont proposé un dynamomètre à six composantes basé sur quatre capteurs triaxiaux (Figure II.2‐10).
Figure II.2-10 : Dynamomètre 6 composantes avec capteurs piézoélectriques triaxiaux, [Li, 2009a & b].
Dans un premier temps, une étude compare deux dispositions spatiales des capteurs (Figure II.2‐11), dites « losange » et « carrée », par rapport au repère global du dynamomètre [Li, 2009c]. Les orientations propres de chaque capteur sont cependant identiques et coïncidentes avec le repère global du dynamomètre.
1
2
3
6
5

Mesure du torseur des actions de coupe en fraisage
71
En se basant sur une étude analytique et par éléments finis (EF), la solution dite « carrée » est retenue. Cette disposition prend mieux en compte les couplages tout en les minimisant. Un prototype avec une disposition « carrée » utilisant des capteurs pour de faibles chargement (vis‐à‐vis de l’application) est réalisé (10 KN et 250 N.m). Le couplage quelque soit la direction ou la nature de chargement (force ou moment) est inférieur à 5% de la pleine échelle. Les fréquences propres du dynamomètre selon les différentes directions sont obtenues par test d’impact. Les fréquences
minimales sont selon
Z de 2300 Hz en torsion et de 2900 Hz longitudinalement. Par la suite, un dynamomètre à échelle réelle de mesure (jusqu’à 30 KN et 1000 N.m) est réalisé. La linéarité de la réponse présente une erreur inférieure à 1% et un couplage inférieur à 3%. La fréquence propre
minimale obtenue par impact est de 4900 Hz selon l’axe
Z ).
Figure II.2-11 : Disposition des capteurs piézoélectriques triaxiaux, [Li, 2009c].
II.2.2.2.2 Moyens de mesure dédiés à l’usinage
Dans le domaine de l’usinage, peu de travaux existent. Cependant, avec l’essor du micro‐fraisage et de l’UGV, les fréquences de rotation élevées requièrent une structure rigide avec une haute fréquence propre. Les limites des dynamomètres à jauges actuels étant atteintes, le besoin élevée a poussé le développement des dynamomètres à capteurs piézo‐électriques.
Baù [Baù, 2007] propose un dynamomètre trois composantes pour le micro‐fraisage basé sur un unique capteur piézoélectrique à trois composantes. Un étalonnage statique puis une vérification dynamique sont réalisés. L’étalonnage statique pour chaque gamme de mesure est réalisé sur la machine‐outils en appliquant un chargement à l’aide de masses. Le chargement est transmis par câble en utilisant des systèmes de renvoi d’angle par poulies positionnées sur des montages spécifiques et/ou directement sur la broche. Une validation dynamique est ensuite réalisée en utilisant un outillage tournant spécifique installé sur la broche de la machine‐outils. Cet outil possède des aimants disposés radialement et uniformément répartis permettant de générer des efforts à la fréquence désirée en fonction de la fréquence de rotation de la broche. Pour une
fréquence de rotation de 30000 tr/mn, l’erreur de mesure selon la direction
Z est inférieure à 4% pour un effort de 1,5N et inférieure à 10% pour des efforts Fx ou Fy de 5N. Cependant, avec la dissipation thermique lors de la coupe, la précharge du capteur piézoélectrique varie et altère les résultats de mesure.
Dans le domaine de l’usinage, deux sociétés proposent leurs solutions pour la mesure d’actions de coupe [Kistler, 2009], [TSR, 2010].
La société Kistler est connue de la communauté universitaire et industrielle. Un large choix de produit est disponible pour différents domaines d’application. Pour les procédés de coupe, entre dix et vingt dynamomètres sont présents au catalogue. Les produits proposés permettent la mesure de
X
Y
Disposition carrée
X
Y
Disposition losange

Chapitre II
72
deux à six composantes. L’ensemble des produits permet de couvrir une gamme de mesure allant de 250 N à 30 KN. Deux types de solutions constructives sont proposés. La première solution est un dynamomètre statique fixé sur la table de la machine mesurant les forces de réaction s'exerçant sur la pièce. La seconde alternative est le dynamomètre rotatif. Les efforts de coupe sur l’outil sont directement mesurés indépendamment de la position de l’outil et de la pièce dans l'espace. Le principal avantage est que la mesure des efforts de coupe ne dépend pas de la position et de la taille de la pièce usinée. Parmi ces produits, seulement quelques un peuvent mesurer l’ensemble des six actions de coupe. Ces dynamomètres sont alors basés sur des capteurs piézoélectriques uni‐axiaux et/ou triaxiaux. La fréquence propre de ces dispositifs est inférieure à 3000 Hz. Ces dispositifs ne mesurent pas directement les moments. Ils sont obtenus par calculs en fonction de la moyenne des efforts par direction de mesure des capteurs et des positions des capteurs.
La société TSR propose des dynamomètres six composantes à base de capteurs piézoélectriques uni‐axiaux spécifiques au perçage/fraisage [TSR, 2010]. Ces platines sont basées sur les travaux de [Couétard, 2000]. Les caractéristiques de mesure de la platine à capteur « quartz » sont données dans le Tableau II.2‐2. La première fréquence propre de ce dispositif est de 2500 Hz. L’étude de ce dynamomètre met en avant un inconvénient dans la conception de ce dispositif. Cette platine utilise trois paires de capteurs piézoélectriques uni‐axiaux dont les axes de mesures sont perpendiculaires. Afin d’assurer la validité des mesures, ces capteurs doivent uniquement être sollicités en traction–compression. Cependant, trois capteurs parmi les six utilisés peuvent être sollicités en cisaillement. Ce dernier point ne permet pas de garantir la validité des mesures du dynamomètre pour tout type de chargement. En effet, les disques constituants le capteur ont été découpés selon une direction privilégiée du cristal de quartz pour une utilisation précise (traction‐compression). Toute autre sollicitation entrainera une réponse erronée du capteur. Par ailleurs, la précontrainte (appliquée ou admissible) peut être insuffisante par rapport aux chargements. Un glissement entre le capteur et ses faces d’appuis peut se produire. La matrice d’étalonnage ainsi que les réponses ultérieures du capteur sont alors remises en cause.
Efforts Moments au centre du dynamomètre
Composantes Fx Fy Fz MO/X MO/Y MO/Z
Pleine échelle 4850 N 5000 N 4800 N 170 N.m 170 N.m 180 N.m
Erreur de mesure à la pleine échelle
4.12% 5.80% 1.75% 3.41% 3.24% 6.72%
Tableau II.2-2 : Précision de mesure du dynamomètre à quartz, [TSR, 2010].
II.2.2.2.3 Corrections dynamiques
Lors d’opérations de fraisage, malgré l’utilisation de capteurs piézoélectriques, les fréquences de rotation utilisées sont élevées et peuvent atteindre les fréquences de résonnance des dynamomètres. Aujourd’hui, aucun moyen de mesure ne peut directement et correctement évaluer les efforts de coupe à de très hautes fréquences d’excitation (>800 Hz). Aussi, différents travaux se basent sur les platines actuelles, ayant les meilleures réponses dynamiques, et proposent des corrections des réponses en fonction de la plage en fréquence d’utilisation. L’enjeu est de définir les constantes dynamiques (ou matrice de transfert dynamique) du dynamomètre afin de pouvoir compenser sa réponse.
Tounsi et al. réalisent une étude prenant en compte les effets d’inertie, d’amortissement et de raideur du dynamomètre [Tounsi, 2000]. La sollicitation dynamique est appliquée en usinant une pièce à l’aide d’une fraise à une seule dent. Une validation expérimentale démontre l’intérêt de considérer et d’étudier le centre de gravité (et non un point quelconque) de la partie mobile du dynamomètre. Les effets gyroscopiques dus à la vitesse d’avance sont alors pris en compte. Dans ce cas, la validité des résultats est assurée et permet d’obtenir une matrice de transfert dynamique symétrique. Le système peut alors être considéré comme un système masse ressort.

Mesure du torseur des actions de coupe en fraisage
73
De la même manière, Castro et al. [Castro, 2006] présentent une méthode de détermination dynamique inverse. La méthode consiste à évaluer l’erreur de la réponse afin de pouvoir la retirer par la suite. Une excitation dynamique connue, appliquée à partir d’un pot vibrant, est comparée à la réponse du dynamomètre. A partir des valeurs d’entrées et de sorties, la matrice expérimentale de réponse fréquentielle est établie. A l’aide de la matrice inverse, la réponse est alors corrigée. Pour une plage de fréquence entre 0 et 4000 Hz, l’erreur maximale sans correction est de 5000% pour la fréquence propre du dynamomètre. Cette erreur est réduite à 15% après application de la méthodologie.
Ce type de méthodologie s’avère intéressante et permet d’augmenter les plages de fréquence d’utilisation des dynamomètres tout en assurant une précision des résultats de mesure. Cependant, l’application du protocole d’identification du dynamomètre nécessite du matériel spécifique et coûteux.
II.2.3. Conclusion L’objectif de ce travail est de développer un modèle de coupe en fraisage intégrant les moments
de coupe. Afin de valider la modélisation, des essais de coupe et des mesures du torseur complet seront nécessaires. Un moyen de mesure doit être capable de quantifer l’ensemble des six composantes d’un torseur d’actions mécaniques. Les dispositifs utilisant les courants des moteurs des axes des MOCN et les broches instrumentées permettent uniquement la mesure d’au maximum trois efforts et sont donc exclus. Les platines dynamométriques à jauges de type « Stewart » ne sont pas satisfaisantes. En effet, l’architecture induit une direction de mesure privilégiée mais également une très faible raideur dans une ou plusieurs directions de mesure. Les dynamomètres à jauges présentent une bonne précision de mesure des six composantes d’actions de coupe. Cependant, la fréquence propre de ces dispositifs est insuffisante pour étudier les phénomènes de coupe en fraisage. Sans être optimums, les dynamomètres utilisant des capteurs piézoélectriques sont une bonne alternative. Malgré tout, l’ensemble de ces platines présentent parfois des fréquences propres trop basses. De plus, certaines solutions commerciales présentent une évaluation non satisfaisante des composantes de coupe. Parmi cette étude bibliographique, aucun moyen de mesure dédié à l’usinage n’est viable pour la mesure des six composantes des actions de coupe avec les caractéristiques souhaitées. Un moyen de mesure adapté aux besoins spécifiques de l’étude devra donc être développé.
Les spécifications fonctionnelles nécessaires à notre étude sont: Etendue de mesure :
o Force : Fx,y ± 2000 N, Fz ± 4500 N,
o Moment : Mx,y/O ± 250 N.m, Mz/O ± 100 N.m,
Fréquence propre ≥ 2500 Hz, Encombrement maximal 250 x 250 x 100 mm, Système de mise en position et de bridage compatibles avec les MOCN disponibles, Protection des connectiques et des capteurs piézoélectriques du milieu ambiant
(lubrifiant, copeau, etc.).

Chapitre II
74
L’étude bibliographique a présenté les principaux corps d’épreuve utilisés par les dynamomètres (jauge de déformation et capteur piézoélectrique). Cependant, en fonction des caractéristiques du corps d’épreuve retenu, toutes les applications ne sont pas envisageables. Dans l’objectif de concevoir un moyen de mesure adapté à une opération de fraisage, la partie suivante présente le choix et détaille la caractérisation du corps d’épreuve retenu.
Par la suite, la conception du dynamomètre est réalisée en fonction du corps d’épreuve choisi. Son intégration est alors présentée. Puis, les différentes pièces du dynamomètre sont définies en fonctions des contraintes et des spécifications fonctionnelles.
II.3. Choix et caractérisation du corps d’épreuve retenu
Suite à l’étude bibliographique, le corps d’épreuve retenu est un capteur piézoélectrique. En effet, ce type de capteur présente une large plage de réponse linéaire et proportionnelle à l’effort appliqué. Il possède également une bonne répétabilité, et de très faibles phénomènes d'hystérésis. De plus, ces capteurs ont une grande raideur et donc une fréquence propre élevée. Par conséquent, la mesure de phénomènes à haute fréquence est possible sans altération du signal et avec précision.
Par ailleurs, la compacité, l’architecture et la mesure dans trois directions orthogonales avec un corps d’épreuve a permis de retenir un capteur piézoélectrique triaxial. Ce capteur (référence 260A12) est produit par PCB piezotronics (Figure II.3‐1).
Figure II.3-1 : Capteur piézoélectrique tri axe retenu, [PCB, 2009].
Les caractéristiques constructeur du capteur sont précisées dans le Tableau II.3‐1.
Haute fréquence propre >10 kHz Précharge 44,48 KN
Couplage maximum entre
X et
Y : ±3 % Couplage maximum entre
Z et
X ou
Y : ±5 %
Force maximale selon
X et
Y : 4,45 kN Force maximale selon
Z : 5,87 kN
Moment maximal selon
X et
Y : 94,91 N.m Moment maximal selon
Z : 54,23 N.m
Tableau II.3-1 : Caractéristiques constructeur du capteur tri-axe PCB Piezotronics 260A12.
Avant de concevoir un nouveau dynamomètre, cette partie s’intéresse à la vérification des caractéristiques techniques réelles du capteur choisi. Le but est de contrôler l’influence de la précharge sur les mesures mais également la linéarité, la symétrie et le couplage des réponses du capteur.
II.3.1. Mode opératoire Un montage spécifique a été réalisé. Le capteur est placé entre un socle et un dé de chargement
(Figure II.3‐2). L’ensemble est préchargé à l’aide d’un écrou et d’un goujon en béryllium.
La précharge sur le capteur dans la direction
z est appliquée à l’aide d’une clef dynamométrique et contrôlée en temps réel à l’aide de la réponse électrique du capteur au travers de la chaîne d’acquisition (cf. annexes A.II.3).
Les essais ont été réalisés à différentes valeurs de précharge du capteur (10 kN, 20 kN ou 28 kN). Afin que les surfaces en contact avec le capteur résistent aux fortes pressions locales

Mesure du torseur des actions de coupe en fraisage
75
(matage), le matériau choisi pour le dé de chargement et la pièce support est un acier allié (100Cr6) trempé et revenu afin d’atteindre une dureté en surface de 60 Hrc. Les surfaces fonctionnelles en contact avec le capteur ont par la suite été rectifiées afin d’assurer leurs parallélismes.
Figure II.3-2 : Montage de caractérisation du capteur.
Le dé de chargement présente sur cinq faces des trous de centrage permettant de positionner une bille. Le dessin de définition du cube de chargement est disponible en annexe A.II.2.2. Le chargement est appliqué au travers de la bille et permet de contrôler le point et la direction de l’effort. Un « capteur d’effort » de référence (Figure II.3‐3) permet de contrôler l’effort de chargement appliqué à l’aide d’une machine de traction/compression. L’effort de chargement selon
la direction
z est au maximum de 5000 N. Selon
x et
y , le décalage lié au dispositif limite le chargement à 800 N (inférieure à 10% de la précharge) (Figure II.3‐3). L’ensemble du dispositif est présenté sur la Figure II.3‐4.
Figure II.3-3 : Chargement du capteur. Figure II.3-4 : Installation pour la caractérisation du
capteur.
z
Capteur de référence
Bille
Décalage
Système d’acquisition
Montage
Dé de chargement
Rondelle de Béryllium
x
Pièce support
Capteur tri‐axe
y
z
(
x ,
y ,
z ) : base du capteur.
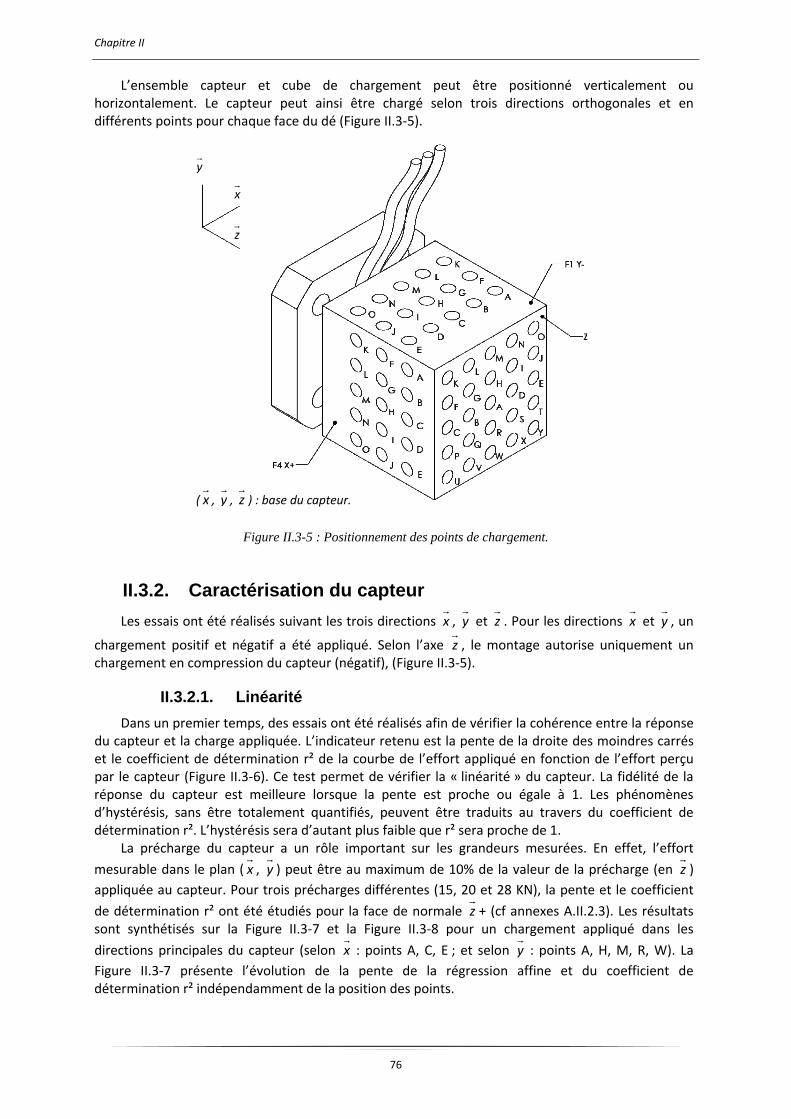
Chapitre II
76
L’ensemble capteur et cube de chargement peut être positionné verticalement ou horizontalement. Le capteur peut ainsi être chargé selon trois directions orthogonales et en différents points pour chaque face du dé (Figure II.3‐5).
Figure II.3-5 : Positionnement des points de chargement.
II.3.2. Caractérisation du capteur
Les essais ont été réalisés suivant les trois directions
x ,
y et
z . Pour les directions
x et
y , un
chargement positif et négatif a été appliqué. Selon l’axe
z , le montage autorise uniquement un chargement en compression du capteur (négatif), (Figure II.3‐5).
II.3.2.1. Linéarité
Dans un premier temps, des essais ont été réalisés afin de vérifier la cohérence entre la réponse du capteur et la charge appliquée. L’indicateur retenu est la pente de la droite des moindres carrés et le coefficient de détermination r² de la courbe de l’effort appliqué en fonction de l’effort perçu par le capteur (Figure II.3‐6). Ce test permet de vérifier la « linéarité » du capteur. La fidélité de la réponse du capteur est meilleure lorsque la pente est proche ou égale à 1. Les phénomènes d’hystérésis, sans être totalement quantifiés, peuvent être traduits au travers du coefficient de détermination r². L’hystérésis sera d’autant plus faible que r² sera proche de 1.
La précharge du capteur a un rôle important sur les grandeurs mesurées. En effet, l’effort
mesurable dans le plan (
x ,
y ) peut être au maximum de 10% de la valeur de la précharge (en
z ) appliquée au capteur. Pour trois précharges différentes (15, 20 et 28 KN), la pente et le coefficient
de détermination r² ont été étudiés pour la face de normale
z + (cf annexes A.II.2.3). Les résultats sont synthétisés sur la Figure II.3‐7 et la Figure II.3‐8 pour un chargement appliqué dans les
directions principales du capteur (selon
x : points A, C, E ; et selon
y : points A, H, M, R, W). La Figure II.3‐7 présente l’évolution de la pente de la régression affine et du coefficient de détermination r² indépendamment de la position des points.
(
x ,
y ,
z ) : base du capteur.
y
z
x

Mesure du torseur des actions de coupe en fraisage
77
Figure II.3-6 : Exemple de détermination de la pente.
Figure II.3-7 : Pente et coefficient de détermination pour la face de normale
z + pour les points de chargement dans les axes principaux du capteur.
Ces courbes mettent en évidence des résultats plus homogènes entre les différents points de chargement lorsque la précharge augmente. En effet, la Figure II.3‐8 présente des pentes ayant des valeurs plus proches entre les différents essais lorsque la précharge est plus élevée. La réponse du capteur est donc plus homogène quelque soit le point d’application de l’effort. Une précharge importante est donc à privilégier (quelque soit la valeur du chargement étudié). La Figure II.3‐8 présente les résultats en fonction de la direction principale sur laquelle sont situés les points de
chargement. Les points proches de l’axe
z (A, H, R) sont les plus homogènes (pente) et présentent les meilleurs résultats (coefficient r²).
Cette étude ne peut pas être menée dans les directions
x et
y . En effet, le montage d’essais ne
permet pas de charger directement dans les axes principaux du capteur (
x et
y ) mais avec
b)
a)
Face de normale
z +
y +
x +

Chapitre II
78
uniquement un décalage (Figure II.3‐3). De ce fait, les résultats ne sont pas comparables aux essais
réalisés selon l’axe
z . De plus, ce décalage engendre des phénomènes de couplage supplémentaires qui parasitent les résultats. Ces données ne sont donc pas interprétables.
Figure II.3-8 : Pente pour la face de normale
z + pour les directions principales du capteur
x et
y .
II.3.2.2. Symétrie
Le second test est la vérification de la symétrie de la réponse du capteur en fonction de la direction de chargement. Le but est de vérifier la réponse du capteur en appliquant sur des faces parallèles des chargements connus d’intensités similaires et de directions opposées (Figure II.3‐9).
Figure II.3‐9 : Exemple de chargement pour vérifier la symétrie selon la direction
x au point G.
Le protocole expérimental retenu a permis de vérifier la symétrie de la réponse selon les
directions
x et
y . L’indicateur pour comparer les différents essais est la pente de la régression affine de la courbe de réponse (Figure II.3‐10).
b)
a)
Face de normale
z +
y +
x +
y
x
z
Chargement selon
x + au point G
y
x
z
Chargement selon
x ‐ au point G

Mesure du torseur des actions de coupe en fraisage
79
Figure II.3-10 : Exemple d’essais pour l’évaluation de la symétrie de mesure selon les directions
x et
y .
La symétrie est ensuite caractérisée par le pourcentage de l’écart de symétrie donné par la relation (II‐3‐1).
%
pente chargement x pente chargement xEcart symétrie
pente chargement x. (II‐3‐1)
L’écart de symétrie est inférieur ou égal à 2% pour la direction
x et à 3% pour la direction
y (Figure II.3‐11).
Figure II.3-11 : Evaluation de la symétrie de mesure selon les directions
x et
y .
Pour un chargement sur une face de normale
x et des points placés dans un même plan (
x ,
z ), l’écart de symétrie diminue lorsque le point de chargement est éloigné du capteur (points O, J, E ou
M, H, C ou K, F, A). Pour des points placés dans un même plan (
x ,
y ), l’écart de symétrie change de
signe selon le positionnement du point de chargement dans les
y positifs ou négatifs (points K, M, O ou F, H, J ou A, C, E).
y
z
x
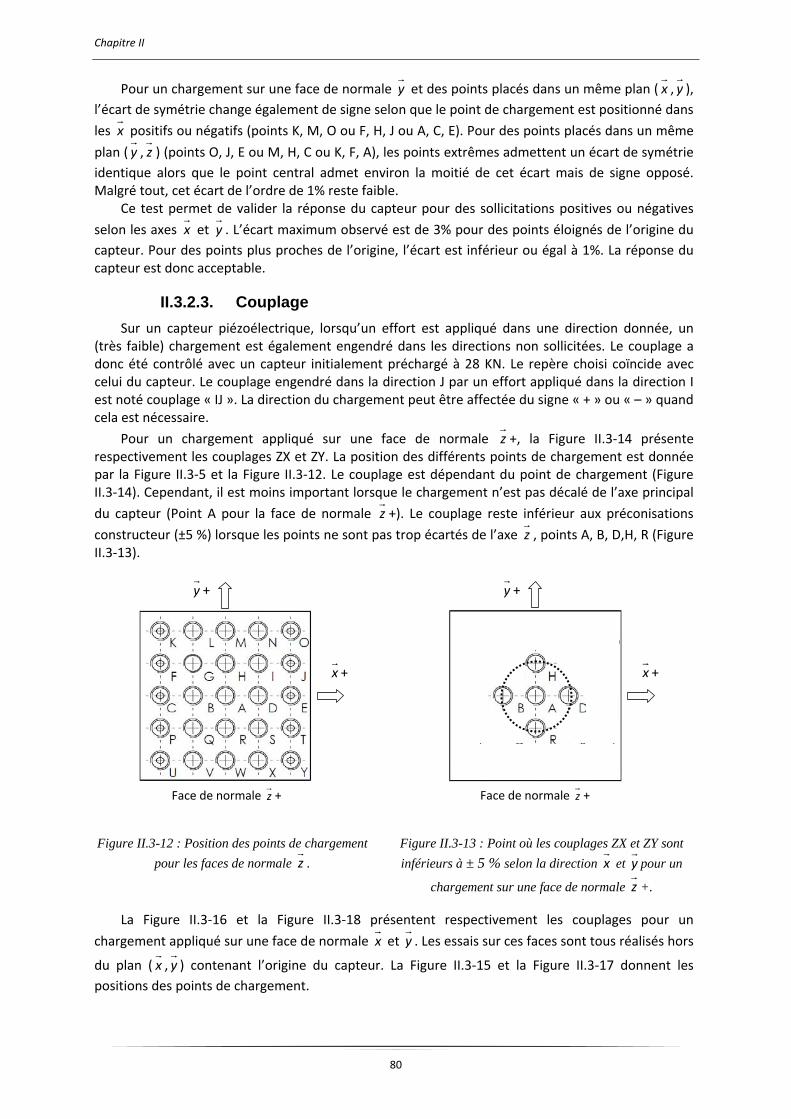
Chapitre II
80
Pour un chargement sur une face de normale
y et des points placés dans un même plan (
x ,
y ), l’écart de symétrie change également de signe selon que le point de chargement est positionné dans
les
x positifs ou négatifs (points K, M, O ou F, H, J ou A, C, E). Pour des points placés dans un même
plan (
y ,
z ) (points O, J, E ou M, H, C ou K, F, A), les points extrêmes admettent un écart de symétrie identique alors que le point central admet environ la moitié de cet écart mais de signe opposé. Malgré tout, cet écart de l’ordre de 1% reste faible.
Ce test permet de valider la réponse du capteur pour des sollicitations positives ou négatives
selon les axes
x et
y . L’écart maximum observé est de 3% pour des points éloignés de l’origine du capteur. Pour des points plus proches de l’origine, l’écart est inférieur ou égal à 1%. La réponse du capteur est donc acceptable.
II.3.2.3. Couplage
Sur un capteur piézoélectrique, lorsqu’un effort est appliqué dans une direction donnée, un (très faible) chargement est également engendré dans les directions non sollicitées. Le couplage a donc été contrôlé avec un capteur initialement préchargé à 28 KN. Le repère choisi coïncide avec celui du capteur. Le couplage engendré dans la direction J par un effort appliqué dans la direction I est noté couplage « IJ ». La direction du chargement peut être affectée du signe « + » ou « – » quand cela est nécessaire.
Pour un chargement appliqué sur une face de normale
z +, la Figure II.3‐14 présente respectivement les couplages ZX et ZY. La position des différents points de chargement est donnée par la Figure II.3‐5 et la Figure II.3‐12. Le couplage est dépendant du point de chargement (Figure II.3‐14). Cependant, il est moins important lorsque le chargement n’est pas décalé de l’axe principal
du capteur (Point A pour la face de normale
z +). Le couplage reste inférieur aux préconisations
constructeur (±5 %) lorsque les points ne sont pas trop écartés de l’axe
z , points A, B, D,H, R (Figure II.3‐13).
Figure II.3-12 : Position des points de chargement
pour les faces de normale
z .
Figure II.3-13 : Point où les couplages ZX et ZY sont
inférieurs à ± 5 % selon la direction
x et
y pour un
chargement sur une face de normale
z +.
La Figure II.3‐16 et la Figure II.3‐18 présentent respectivement les couplages pour un
chargement appliqué sur une face de normale
x et
y . Les essais sur ces faces sont tous réalisés hors
du plan (
x ,
y ) contenant l’origine du capteur. La Figure II.3‐15 et la Figure II.3‐17 donnent les positions des points de chargement.
Face de normale
z +
y +
x +
Face de normale
z +
y +
x +
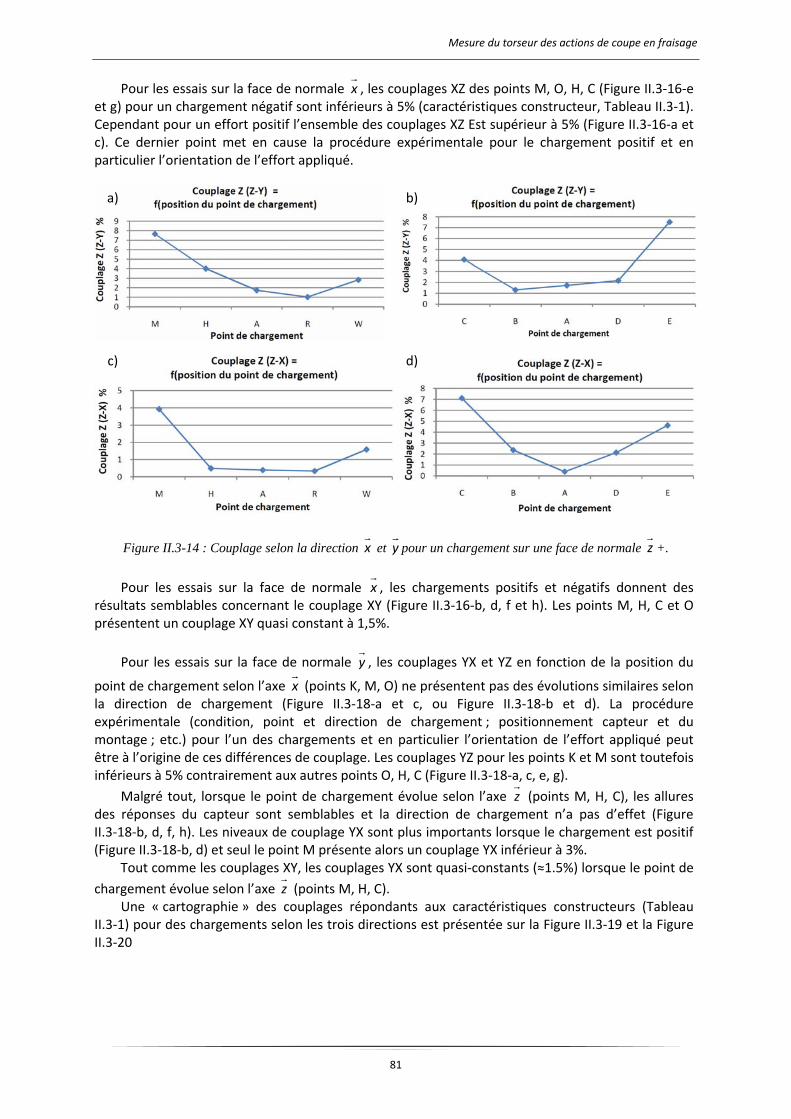
Mesure du torseur des actions de coupe en fraisage
81
Pour les essais sur la face de normale
x , les couplages XZ des points M, O, H, C (Figure II.3‐16‐e et g) pour un chargement négatif sont inférieurs à 5% (caractéristiques constructeur, Tableau II.3‐1). Cependant pour un effort positif l’ensemble des couplages XZ Est supérieur à 5% (Figure II.3‐16‐a et c). Ce dernier point met en cause la procédure expérimentale pour le chargement positif et en particulier l’orientation de l’effort appliqué.
Figure II.3-14 : Couplage selon la direction
x et
y pour un chargement sur une face de normale
z +.
Pour les essais sur la face de normale
x , les chargements positifs et négatifs donnent des résultats semblables concernant le couplage XY (Figure II.3‐16‐b, d, f et h). Les points M, H, C et O présentent un couplage XY quasi constant à 1,5%.
Pour les essais sur la face de normale
y , les couplages YX et YZ en fonction de la position du
point de chargement selon l’axe
x (points K, M, O) ne présentent pas des évolutions similaires selon la direction de chargement (Figure II.3‐18‐a et c, ou Figure II.3‐18‐b et d). La procédure expérimentale (condition, point et direction de chargement ; positionnement capteur et du montage ; etc.) pour l’un des chargements et en particulier l’orientation de l’effort appliqué peut être à l’origine de ces différences de couplage. Les couplages YZ pour les points K et M sont toutefois inférieurs à 5% contrairement aux autres points O, H, C (Figure II.3‐18‐a, c, e, g).
Malgré tout, lorsque le point de chargement évolue selon l’axe
z (points M, H, C), les allures des réponses du capteur sont semblables et la direction de chargement n’a pas d’effet (Figure II.3‐18‐b, d, f, h). Les niveaux de couplage YX sont plus importants lorsque le chargement est positif (Figure II.3‐18‐b, d) et seul le point M présente alors un couplage YX inférieur à 3%.
Tout comme les couplages XY, les couplages YX sont quasi‐constants (≈1.5%) lorsque le point de
chargement évolue selon l’axe
z (points M, H, C). Une « cartographie » des couplages répondants aux caractéristiques constructeurs (Tableau
II.3‐1) pour des chargements selon les trois directions est présentée sur la Figure II.3‐19 et la Figure II.3‐20
d)
b)
c)
a)

Chapitre II
82
Figure II.3-15 : Position des points de chargement pour les faces de normale
x .
Figure II.3-16 : Couplages selon les directions
y et
z pour un chargement sur une face de normale
x + et
x -.
Face de normale
x +
y +
z +
Origine du capteur
d)
b)
c)
a)
f)
g)
e)
h)

Mesure du torseur des actions de coupe en fraisage
83
Figure II.3-17 : Position des points de chargement pour les faces de normale
y +.
Figure II.3-18 : Couplages selon les directions
x et
z pour un chargement sur une face de normale
y + et
y -.
Face de normale
y +
z +
x + Origine du capteur
d)
b)
c)
a)
h)
f)
g)
e)
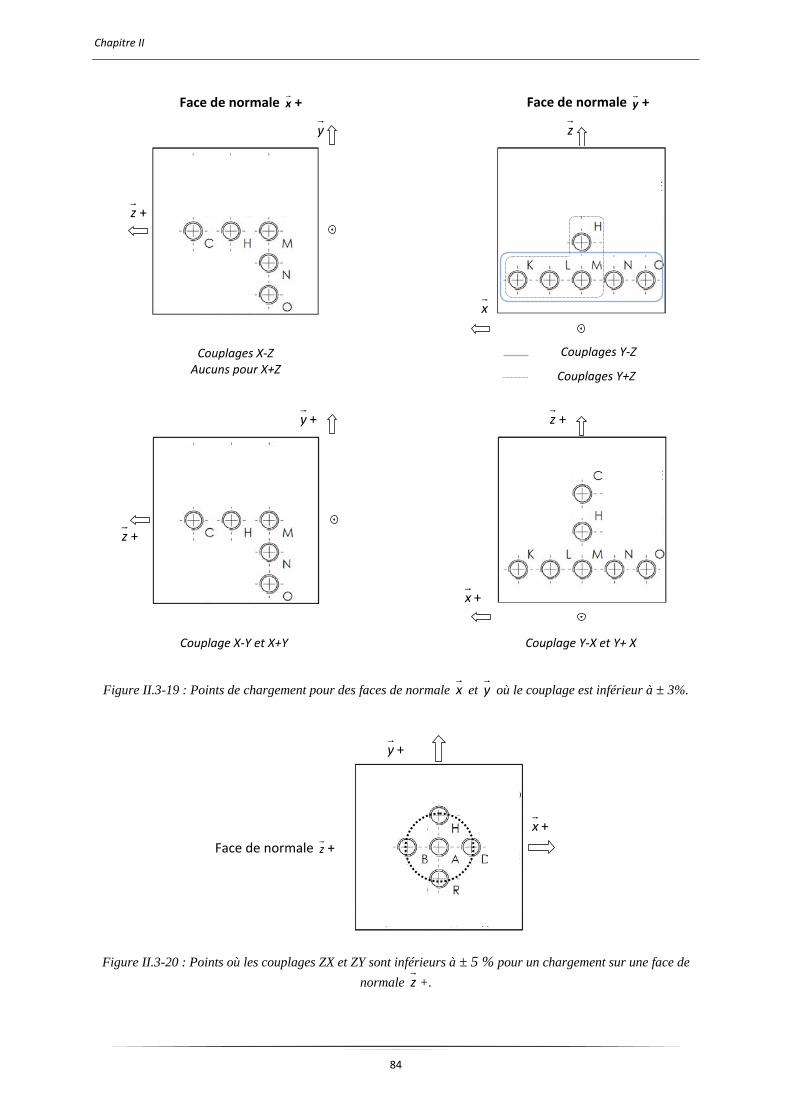
Chapitre II
84
Figure II.3-19 : Points de chargement pour des faces de normale
x et
y où le couplage est inférieur à ± 3%.
Figure II.3-20 : Points où les couplages ZX et ZY sont inférieurs à ± 5 % pour un chargement sur une face de
normale
z +.
Face de normale
z +
y +
x +
y +
z +
Couplage X‐Y et X+Y
z
x
Face de normale
y +
Couplages Y‐Z
Couplages Y+Z
z +
x +
Couplage Y‐X et Y+ X
Face de normale
x +
Couplages X‐Z Aucuns pour X+Z
y
z +

Mesure du torseur des actions de coupe en fraisage
85
L’ensemble de ces résultats doit être pondéré. En effet, pour les essais sur les faces de normales
x et
y , la direction de tous les chargements ne coïncide jamais avec l’origine du capteur et présente
donc un décalage positif selon l’axe
z . Pour cette raison, pour des points équidistants et
symétriques par rapport à l’axe de chargement (ou au point central H pour une face de normale
x
ou
y ), les couplages peuvent être différents et non symétriques. De plus, bien qu’une attention toute particulière ait été accordée au dispositif et protocole
expérimentaux (position du capteur, du cube de chargement, direction de l’effort, etc.), des incertitudes sur ces grandeurs peuvent être à l’origine de quelques points incohérents en particulier
pour les chargements appliqués sur une face de normale
x et
y (Figure II.3‐16‐a & c, Figure II.3‐16‐e & g, Figure II.3‐18‐a & c, Figure II.3‐18‐b & d).
II.3.3. Conclusion Cette étude a pour objectif de caractériser le comportement d’un capteur piézoélectrique
triaxial en fonction du point d’application et de la direction d’un chargement uni‐axial. Pour ceci, trois critères caractéristiques ont été retenus : linéarité, symétrie, couplage. Ces trois grandeurs caractéristiques sont alors comparées avec les caractéristiques constructeurs (Tableau II.3‐1). Les caractéristiques du capteur sont en conformité avec les données constructeur lorsque le point de chargement n’est pas trop éloigné de l’origine du capteur et ce quelque soit la direction de chargement.
II.4. Conception d’un dynamomètre à six composantes
Cette partie présente les différents choix de conception pour l’élaboration d’un dynamomètre à six composantes. Selon l’étude bibliographique précédente et afin de concevoir un moyen de mesure fidèle, le système devra répondre au cahier des charges fixé au paragraphe II.2.3.
La conception du dynamomètre a été réalisée en fonction du capteur retenu. La première étape a été de choisir le nombre, la disposition et l’orientation du capteur piézoélectrique étudié précédemment. Par la suite, l’architecture du dynamomètre et le matériau de chaque pièce ont été choisis en fonction des contraintes techniques liées au corps d’épreuve choisi. Enfin, une étude par éléments finis a permis de définir la géométrie des principales pièces du système de mesure.
II.4.1. Agencement des capteurs La mesure des six composantes des actions de coupe nécessite l’utilisation de plusieurs capteurs
triaxiaux. Les dynamomètres présents dans la littérature utilisent quatre capteurs triaxiaux. Cependant, la disposition, l’orientation et leur nombre ne sont généralement pas justifiés [Li, 2009a & b]. Afin de mesurer un torseur complet d’actions mécaniques, en théorie, deux capteurs triaxiaux sont au minimum nécessaires. Cependant, une architecture utilisant uniquement deux capteurs autoriserait des déplacements/rotations de la plaque supérieure provoquant des couplages trop importants (cf.II.3.2). Par conséquent, le choix s’est dirigé vers l’utilisation de trois capteurs piézoélectriques triaxiaux répartis à 120°. Cet agencement assure une bonne répartition du chargement extérieur appliqué au dynamomètre sur l’ensemble des capteurs. L’utilisation de trois capteurs permet également d’avoir neuf signaux de mesures pour déterminer les six composantes du torseur d’actions mécaniques. Ce système surdéterminé assure alors une bonne fidélité de mesure quelque soit le chargement (force ou moment, point d’application et direction). Ce dernier point sera détaillé dans les paragraphes suivants.
Enfin, l’orientation des capteurs est choisie afin que l’ensemble des axes
y des trois capteurs coïncident avec l’origine du dynamomètre (Figure II.4‐1). Cette configuration est basée sur les travaux de [Li, 2009c] et permet de mieux prendre en compte les couplages tout en les minimisant.

Chapitre II
86
Figure II.4-1 : Positionnement et orientation des capteurs.
II.4.2. Architecture et matériau du dynamomètre La précharge nécessaire au bon fonctionnement de chaque capteur est appliquée par un goujon
reliant une plaque support et une plaque supérieure (Figure II.4‐2).
Figure II.4-2 : Pièces composant le dynamomètre.
La plaque inférieure permet également la fixation du dynamomètre sur la table d’une machine‐outil. La plaque supérieure autorise la fixation d’un montage d’usinage ou de la pièce. Afin de se placer selon les recommandations et respecter les caractéristiques constructeurs, ces deux plaques doivent être suffisamment rigides et posséder une dureté importante. En effet, la première condition permet à la plaque supérieure d’avoir un déplacement de corps rigide lorsqu’un chargement est appliqué. Le chargement perçu par chaque capteur est alors proche de ses axes principaux et limite ainsi les couplages. La seconde condition est nécessaire pour résister aux fortes pressions de contact induites par la précharge de chaque capteur (42 KN). Ces contraintes ont permis de retenir pour les deux plaques un acier allié (100Cr6) traité et revenu, avec une dureté en surface de 60 HRC.
Plaque supérieure
Plaque inférieure
y
x
Y +
X +
y
x
y
x
Plaque supérieure
Goujon
Base capteur piézoélectrique
Base dynamomètre
Z
Capteur 2
Capteur 3
Capteur 1

Mesure du torseur des actions de coupe en fraisage
87
II.4.3. Etude par éléments finis Les géométries des pièces ont été déterminées afin de maximiser la fréquence propre du
dynamomètre. Pour ceci, différentes études préliminaires par éléments finis ont été réalisées avec le logiciel IDEAS®. La plaque support inférieure est alors considérée fixe. Afin de diminuer les temps de calculs, les liaisons entre les différentes pièces ont été supposées infiniment rigides. Cette hypothèse semble acceptable de part la forte précharge appliquée au capteur (42 KN). Les caractéristiques mécaniques de chaque pièce ont été appliquées en fonction du matériau retenu pour celles‐ci.
Afin d’optimiser la raideur du dispositif, les géométries des pièces sont de formes de révolution. Une analyse par éléments finis a permis de déterminer les premières fréquences propres. Les premières déformations sous sollicitations dynamiques sont des modes de flexion symétriques de la plaque supérieure (2940 Hz et 2956 Hz, Figure II.4‐3‐a et b) et de la plaque support (3858 Hz et 3922 Hz, Figure II.4‐3‐c et d). Les faibles écarts pour les deux modes de chaque plaque sont dus aux discontinuités de ces pièces (perçage, poche, etc.). Les modes supérieurs sont des modes dits de « respiration » de ces deux plaques.
Figure II.4-3 : Déformée du dynamomètre calculée par étude élément finis à ses fréquences propres.
a)
2940 Hz
b)
2956 Hz
Y
X
Z
Y
X
Z
(
X ,
Y ,
Z ) : base du dynamomètre.
c)
3858 Hz
Y
X
Z
d)
3922 Hz
Y
X
Z

Chapitre II
88
II.4.4. Fonctions secondaires Afin d’assurer l’étanchéité du système, un soufflet a été placé entre les deux plaques. Un capot
en alliage d’aluminium recouvre et assure la protection de l’ensemble (Figure II.4‐5). La protection des fils est assurée par une gaine renforcée.
Figure II.4-4 : Photos du dynamomètre sans le capot de protection.
II.4.5. Conclusion La conception du dynamomètre a été réalisée en fonction du corps d’épreuve retenu et des
spécifications fonctionnelles fixées dans le cahier des charges (cf. II.2.3). Le positionnement et l’orientation des capteurs piézoélectriques ont alors été déterminés en privilégiant la fidélité et la précision de mesure pour les six composantes d’actions mécaniques. Le matériau retenu a été choisi afin d’avoir une grande rigidité et une haute dureté en surface. La géométrie des pièces a été choisie à l’aide d’une étude par éléments finis en optimisant la fréquence propre du dynamomètre. A terme, l’objectif est d’étudier des opérations de fraisage dans des conditions UGV.
Figure II.4-5 : Photos du dynamomètre avec le capot de protection.
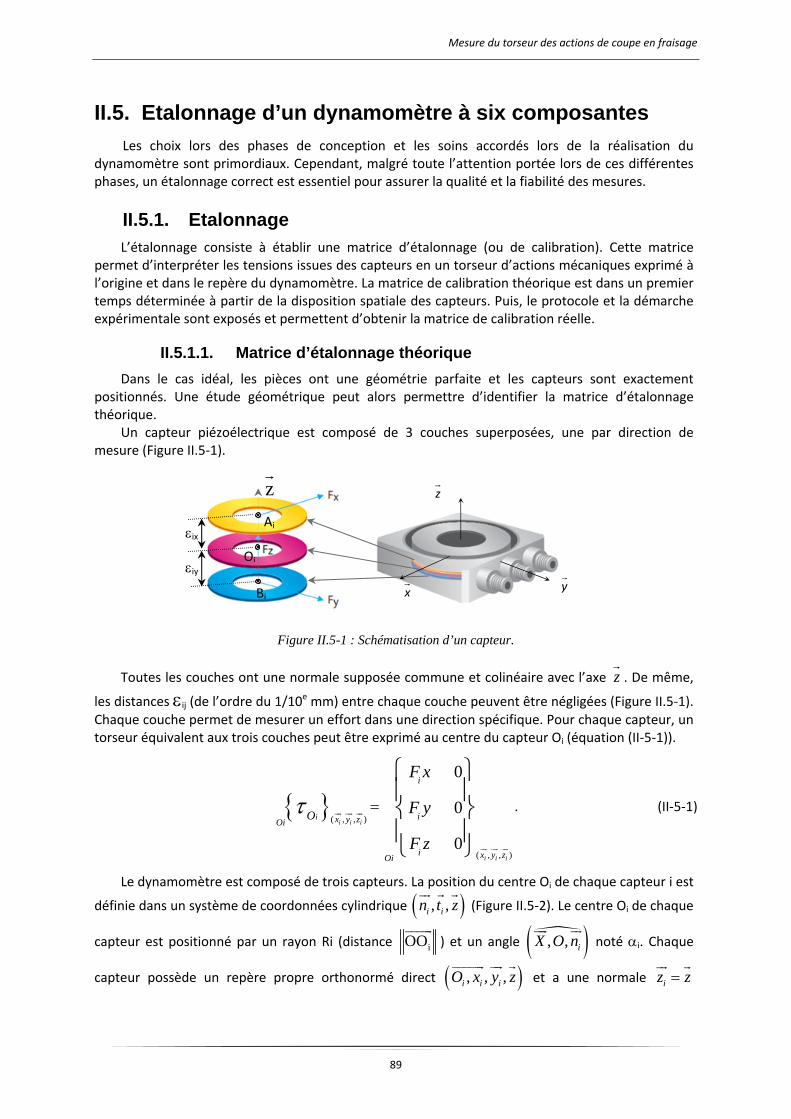
Mesure du torseur des actions de coupe en fraisage
89
II.5. Etalonnage d’un dynamomètre à six composantes
Les choix lors des phases de conception et les soins accordés lors de la réalisation du dynamomètre sont primordiaux. Cependant, malgré toute l’attention portée lors de ces différentes phases, un étalonnage correct est essentiel pour assurer la qualité et la fiabilité des mesures.
II.5.1. Etalonnage L’étalonnage consiste à établir une matrice d’étalonnage (ou de calibration). Cette matrice
permet d’interpréter les tensions issues des capteurs en un torseur d’actions mécaniques exprimé à l’origine et dans le repère du dynamomètre. La matrice de calibration théorique est dans un premier temps déterminée à partir de la disposition spatiale des capteurs. Puis, le protocole et la démarche expérimentale sont exposés et permettent d’obtenir la matrice de calibration réelle.
II.5.1.1. Matrice d’étalonnage théorique
Dans le cas idéal, les pièces ont une géométrie parfaite et les capteurs sont exactement positionnés. Une étude géométrique peut alors permettre d’identifier la matrice d’étalonnage théorique.
Un capteur piézoélectrique est composé de 3 couches superposées, une par direction de mesure (Figure II.5‐1).
Figure II.5-1 : Schématisation d’un capteur.
Toutes les couches ont une normale supposée commune et colinéaire avec l’axe z
. De même,
les distances ij (de l’ordre du 1/10e mm) entre chaque couche peuvent être négligées (Figure II.5‐1).
Chaque couche permet de mesurer un effort dans une direction spécifique. Pour chaque capteur, un torseur équivalent aux trois couches peut être exprimé au centre du capteur Oi (équation (II‐5‐1)).
( , , )
( , , )
0
0
0
i i i
i i i
i x y zOi
x y zOi
i
i
i
O
F x
F y
F z
. (II‐5‐1)
Le dynamomètre est composé de trois capteurs. La position du centre Oi de chaque capteur i est
définie dans un système de coordonnées cylindrique , ,i in t z
(Figure II.5‐2). Le centre Oi de chaque
capteur est positionné par un rayon Ri (distance iOO
) et un angle , , iX O n
noté i. Chaque
capteur possède un repère propre orthonormé direct , , ,
i i iO x y z et a une normale
iz z
ix
iy Oi
Bi
Ai
z
x
y
z

Chapitre II
90
supposée commune et colinéaire avec l’axe
Z du dynamomètre. Chaque capteur est positionné
angulairement dans le plan ,X Y
par l’angle i= , ,i in O x
.
Le transport des torseurs élémentaires de chaque capteur à l’origine (Point O) et dans le repère du dynamomètre est donné par l’équation (II‐5‐2) et permet de définir le rôle de chaque couche de chaque capteur.
( , , )
/( , , )
. . .
i i ii
i i i i i i i
x y zOi O i ix y zi i i
O
R F x x F y y F z z
M OO R . (II‐5‐2)
Figure II.5-2 : Paramétrage de la position et de l’orientation du dynamomètre.
Les différents changements de repères sont définis par les équations (II‐5‐3) à (II‐5‐6).
cos sin 0sin cos 0
0 0 1
i ii i
i i i i
i i
x n
y t
z z
avec cos sin 0
1 sin cos 00 0 1
i i
i i iB
. (II‐5‐3)
cos sin 0sin cos 0
0 0 1
i i i
i i i
i
n X
t Y
z Z
avec cos sin 0
2 sin cos 00 0 1
i i
i i iB
. (II‐5‐4)
i
i
i
x X
y B Y
z Z
. (II‐5‐5)
1y
Z
X
Y
01
1x
β1
z
1n
z
1t
α1 R1
2n
z
2t
3n
z
3t
2y
022x
β2
z
3y
03
3x
β3
z
R3
α2
α3
O,X,Y,Z
: Repère du dynamomètre
, , ,
i i iO x y z : Repère lié au capteur i
R2

Mesure du torseur des actions de coupe en fraisage
91
avec cos( ) sin( ) 0sin( ) cos( ) 0
0 0 1
i i i i
i i i iB
. (II‐5‐6)
Après simplification, l’expression des torseurs élémentaires de chaque capteur à l’origine et dans le repère du dynamomètre peut alors être obtenue (équations (II‐5‐7) à (II‐5‐9)).
( , , )
( , , , )
1
1 1 1 1 1 1
/ 1 1 1 1 1 1
3 1 1 3. . . . . . .2 2 2 2
3 1. . . . . . . .2 2
X Y Z
O X Y Z
O
O
O
R F x F y X F x F y Y F z Z
M R F z X R F z Y R F x Z
. (II‐5‐7)
( , , )
( , , , )
2
2 2 2 2
/ 2 2 2 2
. . .
. . . .
+
X Y Z
O X Y Z
OO
O
R F y X F x Y F z Z
M R F z Y R F x Z . (II‐5‐8)
( , , )
( , , , )
3
3 3 3 3 3 3
/ 3 3 3 3 3 3
3 1 1 3. . . . . . .2 2 2 2
3 1. . . . . . . .2 2
X Y Z
O X Y Z
O
O
O
R F x F y X F x F y Y F z Z
M R F z X R F z Y R F x Z
. (II‐5‐9)
A partir de ces équations, la matrice de calibration théorique peut être déterminée pour un chargement unitaire selon chaque composante (équation (II‐5‐10)). Cependant, la réponse du capteur est dépendante de la sensibilité du quartz dans les directions de chargement. En effet, la sensibilité des disques composants le capteur est différente selon les directions de sollicitation et est notée « Kchargement ».
/
/ /
/
/
/
/ /
3 1. . 0 0 0 .
2 2
1 3. . 0 0 0 0
2 2
3 10 0 . . . . 0
2 20 0 0 0 .
0 0 0 0 0
0 0 0 . 0
3 1. . 0 0 0 .
2 2
1 3. . 0 0 0 0
2 2
3 10 0 . . . . 0
2 2
x y O
x y
z O O
y O
x
z O
x y O
x y
z O O
F F Mz
F F
F Mx My
F Mz
ij F
F My
F F Mz
F F
F Mx My
théorique
K K R K
K K
K R K R K
K R K
A K
K R K
K K R K
K K
K R K R K
. (II‐5‐10)
Cette matrice est constituée de coefficients de deux natures différentes. Les coefficients issus des projections lors des changements de repère dépendent de la position
et de l’orientation propre de chaque capteur dans le dynamomètre. Les seconds coefficients « Kchargement » (KFi et KMi/O) dépendent de la répartition du chargement sur les capteurs par rapport au chargement extérieur appliqué. Ces coefficients sont différents selon chaque composante des capteurs et sont directement liés à la nature du quartz et à la sensibilité de chaque disque (couche)

Chapitre II
92
du capteur. Ce coefficient est le rapport entre la sollicitation (effort et/ou moment) perçu par le capteur dans la direction considérée et la tension délivrée par le capteur.
Par ailleurs, chaque capteur délivre une tension selon chacun de ses axes de signe opposé à la direction réelle de sollicitation. Par conséquent chaque terme de la matrice est également de signe opposé par rapport aux équations (II‐5‐7) à (II‐5‐9).
Les colonnes sont donc les coefficients respectifs pour chaque composante en fonction des neufs tensions délivrées par les capteurs (Figure II.5‐3).
Pour un chargement de type « glisseur » selon les axes
X et
Y du dynamomètre, de part leur
orientation, les capteurs 1 et 3 sont principalement sollicités selon leurs axes respectifs
x et
y
(Figure II.2‐1). Pour un chargement de type « glisseur » selon l’axe
Z du dynamomètre, les trois
capteurs sont principalement sollicités négativement selon leur axe
z respectif.
Figure II.5-3 : Détails de la matrice d’étalonnage.
Avec une réflexion similaire, les axes des capteurs sollicités par un chargement de type
« couple » peuvent également être déduits. Par exemple, pour un couple appliqué selon l’axe
Z du
dynamomètre, seuls les axes
x des capteurs sont sollicités de part leur position radiale (Figure II.4‐1).
II.5.1.2. Matrice d’étalonnage réelle [Aij]
L’étalonnage réel consiste à corréler des chargements étalons aux signaux électriques délivrés par le dynamomètre. Cette phase est donc cruciale pour la validité des mesures ultérieures.
L’ensemble de la procédure d’étalonnage est basée sur celle proposée par [Couétard, 2000]. Pour ceci, une série de chargements uni‐axiaux connus et maitrisés en différents points et différentes directions est appliquée avec un capteur de référence au travers d’un plateau de chargement. Parallèlement les signaux délivrés par les trois capteurs piézoélectriques sont enregistrés. Par la suite, l’ensemble des chargements étalons appliqués en différents points et directions permet de déterminer un torseur étalon [Tj] exprimé à l’origine et dans le repère fixe du dynamomètre. Les six composantes de ce torseur étalon sont alors corrélées par la méthode des moindres carrées avec les neufs tensions des capteurs piézoélectriques [Ui] enregistrées lors des essais. À partir de l’ensemble des essais, cette régression multilinéaire permet de déterminer la matrice d’étalonnage [Aij] (équation (II‐5‐11)). L’ensemble de la procédure d’étalonnage est résumée par la Figure II.5‐4.
Capteur 1
Fx Fy Fz Mx/O My/O Mz/O
Capteur 2
Capteur 3
Voie 1 – axe
x capteur 1
Voie 2 – axe
y capteur 1
Voie 3 – axe
z capteur 1
Voie 4 – axe
x capteur 2
Voie 5 – axe
y capteur 2
Voie 6 – axe
z capteur 2
Voie 7 – axe
x capteur 3
Voie 8 – axe
y capteur 3
Voie 9 – axe
z capteur 3
/
/ /
/
/
/
/ /
3 1. . 0 0 0 .
2 2
1 3. . 0 0 0 0
2 2
3 10 0 . . . . 0
2 20 0 0 0 .
0 0 0 0 0
0 0 0 . 0
3 1. . 0 0 0 .
2 2
1 3. . 0 0 0 0
2 2
3 10 0 . . . . 0
2 2
x y O
x y
z O O
y O
x
z O
x y O
x y
z O O
F F Mz
F F
F Mx My
F Mz
F
F My
F F Mz
F F
F Mx My
K K R K
K K
K R K R K
K R K
K
K R K
K K R K
K K
K R K R K
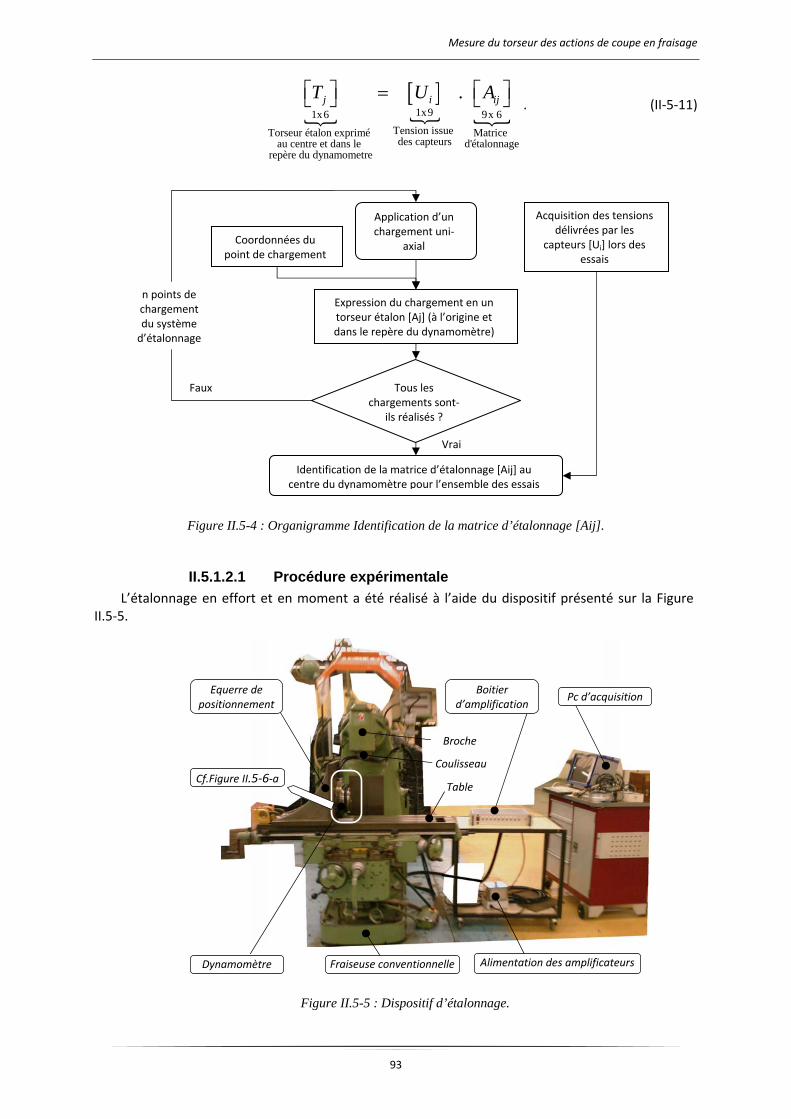
Mesure du torseur des actions de coupe en fraisage
93
1x91x6 9x 6Tension issue Torseur étalon exprimé Matrice des capteursau centre et dans le d'étalonnage
repère du dynamometre
. j i ijT U A. (II‐5‐11)
Figure II.5-4 : Organigramme Identification de la matrice d’étalonnage [Aij].
II.5.1.2.1 Procédure expérimentale
L’étalonnage en effort et en moment a été réalisé à l’aide du dispositif présenté sur la Figure II.5‐5.
Figure II.5-5 : Dispositif d’étalonnage.
Pc d’acquisition
Dynamomètre Alimentation des amplificateurs Fraiseuse conventionnelle
Equerre de positionnement
Cf.Figure II.5‐6‐a
Broche
Boitier d’amplification
Table
Coulisseau
Coordonnées du point de chargement
Acquisition des tensions délivrées par les
capteurs [Ui] lors des essais
n points de chargement du système d’étalonnage
Faux
Application d’un chargement uni‐
axial
Identification de la matrice d’étalonnage [Aij] au centre du dynamomètre pour l’ensemble des essais
Tous les chargements sont‐
ils réalisés ?
Expression du chargement en un torseur étalon [Aj] (à l’origine et dans le repère du dynamomètre)
Vrai

Chapitre II
94
Un plateau de chargement spécialement réalisé est monté sur la plaque supérieure du dynamomètre (Figure II.5‐6). Le principe d’application d’un chargement uni‐axial est identique à celui utilisé lors des essais du capteur triaxial (Figure II.3‐3). Des empreintes coniques réalisées dans le plateau de chargement reçoivent une bille sur laquelle est appliqué le chargement. La position du point de chargement est connue au travers de la position de ces empreintes coniques.
Les différentes orientations de chargement sont réalisées en positionnant le dynamomètre directement sur la table (Figure II.5‐6‐b) de la fraiseuse ou sur une équerre de positionnement (Figure II.5‐6‐a). Le dispositif expérimental permet donc d’appliquer des chargements dans les trois
directions, positivement et négativement selon
X et
Y et négativement selon
Z .
Le volume d’étalonnage est de 200 x 200 x 20 avec un pas de 50 mm selon
X et
Y et 20 mm
selon
Z . Ce volume est positionné à 20 mm au dessus de la face supérieure du dynamomètre (selon
l’axe
Z ) et centré par rapport à l’axe
Z . Ce décalage est lié à la géométrie du plateau de chargement.
Figure II.5-6 : Système de chargement et orientation du dynamomètre.
Le chargement et le déchargement sont appliqués progressivement de manière à avoir une évolution linéaire (Figure II.5‐7).
Figure II.5-7 : Exemple de chargement.
Y +
X +
a) b) Dynamomètre
Plateau de chargement
X +
Z +
Bille
« Capteur d’effort » de référence
(
X ,
Y ,
Z ) : base du dynamomètre.
Chargement Déchargement
Seuil
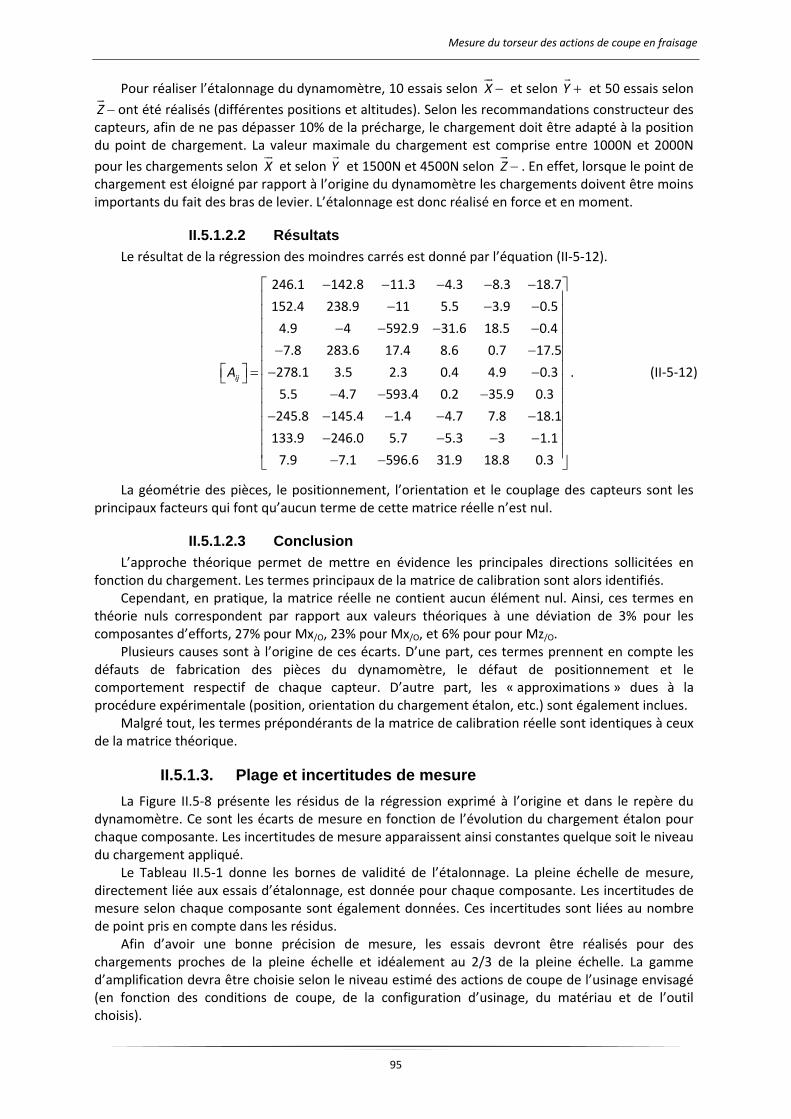
Mesure du torseur des actions de coupe en fraisage
95
Pour réaliser l’étalonnage du dynamomètre, 10 essais selon
X et selon
Y et 50 essais selon
Z ont été réalisés (différentes positions et altitudes). Selon les recommandations constructeur des capteurs, afin de ne pas dépasser 10% de la précharge, le chargement doit être adapté à la position du point de chargement. La valeur maximale du chargement est comprise entre 1000N et 2000N
pour les chargements selon
X et selon
Y et 1500N et 4500N selon
Z . En effet, lorsque le point de chargement est éloigné par rapport à l’origine du dynamomètre les chargements doivent être moins importants du fait des bras de levier. L’étalonnage est donc réalisé en force et en moment.
II.5.1.2.2 Résultats
Le résultat de la régression des moindres carrés est donné par l’équation (II‐5‐12).
246.1 142.8 11.3 4.3 8.3 18.7
152.4 238.9 11 5.5 3.9 0.5
4.9 4 592.9 31.6 18.5 0.4
7.8 283.6 17.4 8.6 0.7 17.5
278.1 3.5 2.3 0.4 4.9 0.3
5.5 4.7 593.4 0.2 35.9 0.3
245.8 145.4 1.4 4.7 7.8 18.1
133.9 246.0 5.7 5.
ijA
3 3 1.1
7.9 7.1 596.6 31.9 18.8 0.3
. (II‐5‐12)
La géométrie des pièces, le positionnement, l’orientation et le couplage des capteurs sont les principaux facteurs qui font qu’aucun terme de cette matrice réelle n’est nul.
II.5.1.2.3 Conclusion
L’approche théorique permet de mettre en évidence les principales directions sollicitées en fonction du chargement. Les termes principaux de la matrice de calibration sont alors identifiés.
Cependant, en pratique, la matrice réelle ne contient aucun élément nul. Ainsi, ces termes en théorie nuls correspondent par rapport aux valeurs théoriques à une déviation de 3% pour les composantes d’efforts, 27% pour Mx/O, 23% pour Mx/O, et 6% pour pour Mz/O.
Plusieurs causes sont à l’origine de ces écarts. D’une part, ces termes prennent en compte les défauts de fabrication des pièces du dynamomètre, le défaut de positionnement et le comportement respectif de chaque capteur. D’autre part, les « approximations » dues à la procédure expérimentale (position, orientation du chargement étalon, etc.) sont également inclues.
Malgré tout, les termes prépondérants de la matrice de calibration réelle sont identiques à ceux de la matrice théorique.
II.5.1.3. Plage et incertitudes de mesure
La Figure II.5‐8 présente les résidus de la régression exprimé à l’origine et dans le repère du dynamomètre. Ce sont les écarts de mesure en fonction de l’évolution du chargement étalon pour chaque composante. Les incertitudes de mesure apparaissent ainsi constantes quelque soit le niveau du chargement appliqué.
Le Tableau II.5‐1 donne les bornes de validité de l’étalonnage. La pleine échelle de mesure, directement liée aux essais d’étalonnage, est donnée pour chaque composante. Les incertitudes de mesure selon chaque composante sont également données. Ces incertitudes sont liées au nombre de point pris en compte dans les résidus.
Afin d’avoir une bonne précision de mesure, les essais devront être réalisés pour des chargements proches de la pleine échelle et idéalement au 2/3 de la pleine échelle. La gamme d’amplification devra être choisie selon le niveau estimé des actions de coupe de l’usinage envisagé (en fonction des conditions de coupe, de la configuration d’usinage, du matériau et de l’outil choisis).
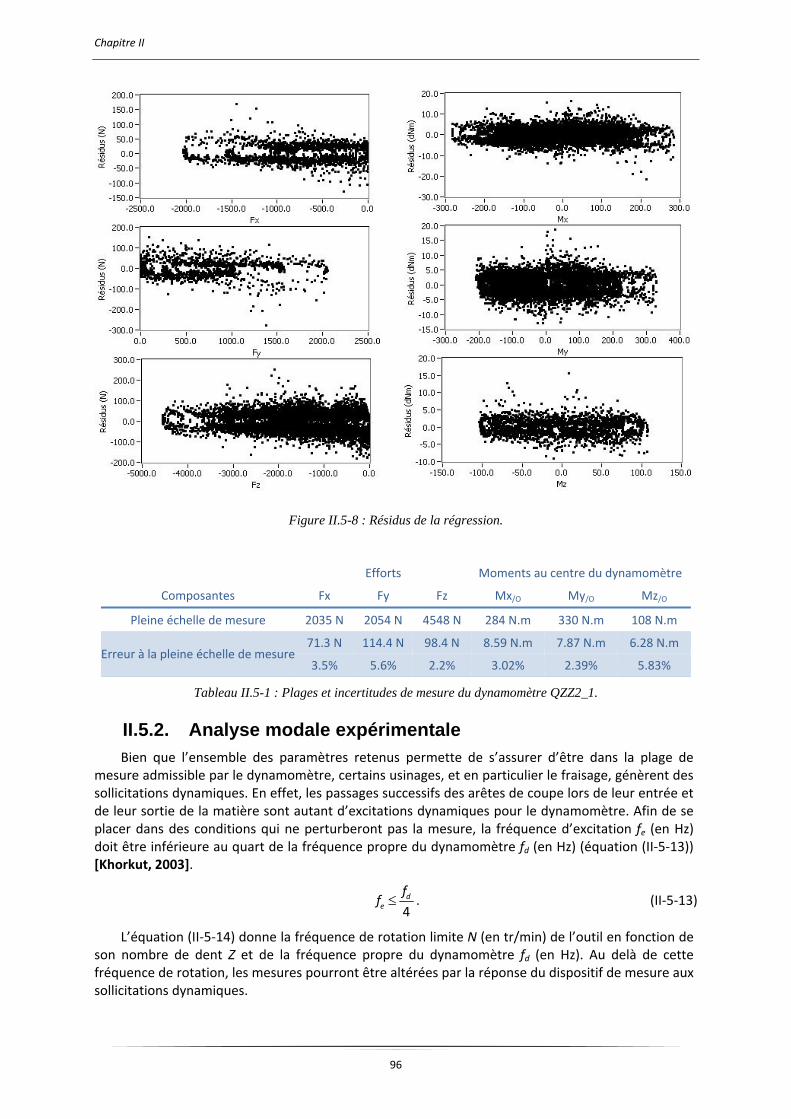
Chapitre II
96
Figure II.5-8 : Résidus de la régression.
Efforts Moments au centre du dynamomètre
Composantes Fx Fy Fz Mx/O My/O Mz/O
Pleine échelle de mesure 2035 N 2054 N 4548 N 284 N.m 330 N.m 108 N.m
Erreur à la pleine échelle de mesure 71.3 N 114.4 N 98.4 N 8.59 N.m 7.87 N.m 6.28 N.m
3.5% 5.6% 2.2% 3.02% 2.39% 5.83%
Tableau II.5-1 : Plages et incertitudes de mesure du dynamomètre QZZ2_1.
II.5.2. Analyse modale expérimentale Bien que l’ensemble des paramètres retenus permette de s’assurer d’être dans la plage de
mesure admissible par le dynamomètre, certains usinages, et en particulier le fraisage, génèrent des sollicitations dynamiques. En effet, les passages successifs des arêtes de coupe lors de leur entrée et de leur sortie de la matière sont autant d’excitations dynamiques pour le dynamomètre. Afin de se placer dans des conditions qui ne perturberont pas la mesure, la fréquence d’excitation fe (en Hz) doit être inférieure au quart de la fréquence propre du dynamomètre fd (en Hz) (équation (II‐5‐13)) [Khorkut, 2003].
4
de
ff . (II‐5‐13)
L’équation (II‐5‐14) donne la fréquence de rotation limite N (en tr/min) de l’outil en fonction de son nombre de dent Z et de la fréquence propre du dynamomètre fd (en Hz). Au delà de cette fréquence de rotation, les mesures pourront être altérées par la réponse du dispositif de mesure aux sollicitations dynamiques.
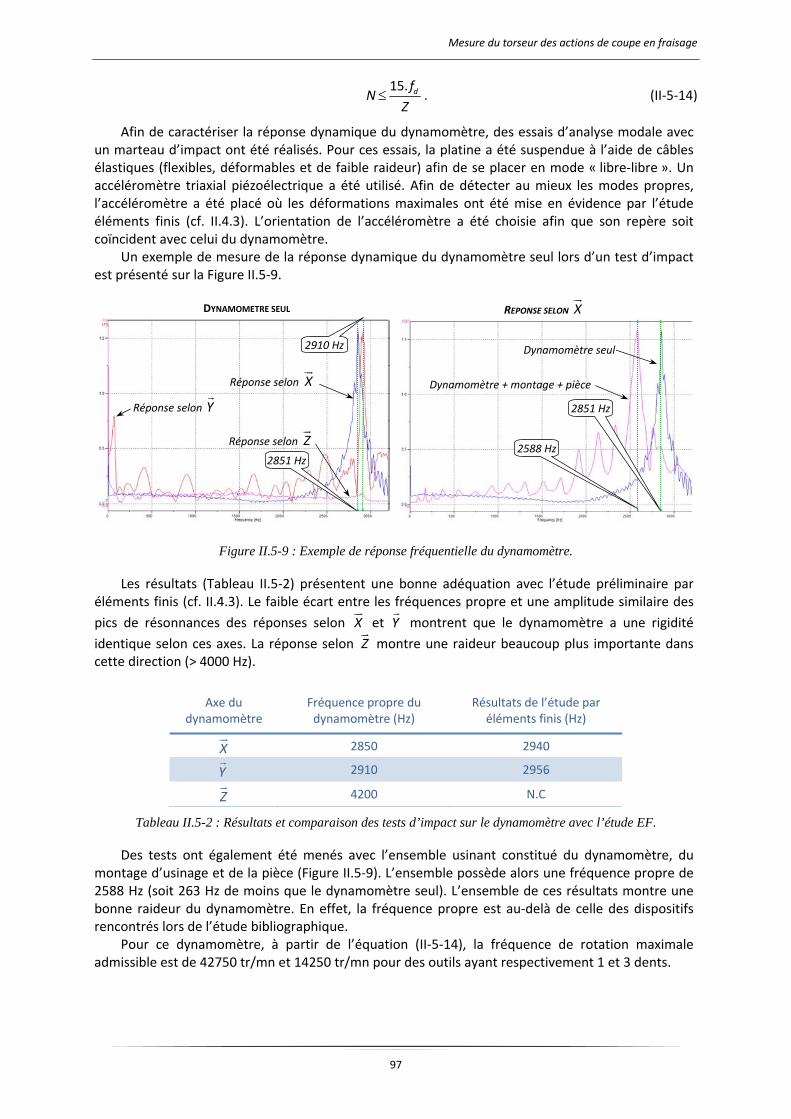
Mesure du torseur des actions de coupe en fraisage
97
15.
dfNZ
. (II‐5‐14)
Afin de caractériser la réponse dynamique du dynamomètre, des essais d’analyse modale avec un marteau d’impact ont été réalisés. Pour ces essais, la platine a été suspendue à l’aide de câbles élastiques (flexibles, déformables et de faible raideur) afin de se placer en mode « libre‐libre ». Un accéléromètre triaxial piézoélectrique a été utilisé. Afin de détecter au mieux les modes propres, l’accéléromètre a été placé où les déformations maximales ont été mise en évidence par l’étude éléments finis (cf. II.4.3). L’orientation de l’accéléromètre a été choisie afin que son repère soit coïncident avec celui du dynamomètre.
Un exemple de mesure de la réponse dynamique du dynamomètre seul lors d’un test d’impact est présenté sur la Figure II.5‐9.
Figure II.5-9 : Exemple de réponse fréquentielle du dynamomètre.
Les résultats (Tableau II.5‐2) présentent une bonne adéquation avec l’étude préliminaire par éléments finis (cf. II.4.3). Le faible écart entre les fréquences propre et une amplitude similaire des
pics de résonnances des réponses selon
X et
Y montrent que le dynamomètre a une rigidité
identique selon ces axes. La réponse selon
Z montre une raideur beaucoup plus importante dans cette direction (> 4000 Hz).
Axe du dynamomètre
Fréquence propre du dynamomètre (Hz)
Résultats de l’étude par éléments finis (Hz)
X 2850 2940
Y 2910 2956
Z 4200 N.C
Tableau II.5-2 : Résultats et comparaison des tests d’impact sur le dynamomètre avec l’étude EF.
Des tests ont également été menés avec l’ensemble usinant constitué du dynamomètre, du montage d’usinage et de la pièce (Figure II.5‐9). L’ensemble possède alors une fréquence propre de 2588 Hz (soit 263 Hz de moins que le dynamomètre seul). L’ensemble de ces résultats montre une bonne raideur du dynamomètre. En effet, la fréquence propre est au‐delà de celle des dispositifs rencontrés lors de l’étude bibliographique.
Pour ce dynamomètre, à partir de l’équation (II‐5‐14), la fréquence de rotation maximale admissible est de 42750 tr/mn et 14250 tr/mn pour des outils ayant respectivement 1 et 3 dents.
Dynamomètre seul
Dynamomètre + montage + pièce
REPONSE SELON
X
Réponse selon
Y
Réponse selon
Z
Réponse selon
X
2851 Hz
DYNAMOMETRE SEUL
2910 Hz
2851 Hz
2588 Hz

Chapitre II
98
II.6. Conclusion
L’étude bibliographique a permis de déterminer les caractéristiques des moyens de mesure existant. Cependant, ces dispositifs sont inadaptés pour les essais envisagés ou pour le développement d’un modèle de coupe expérimental des actions de coupe en fraisage et en particulier du moment de coupe. Un nouveau dynamomètre à six composantes utilisant trois capteurs piézoélectriques triaxiaux a donc été développé et réalisé.
Le choix du corps d’épreuve et sa caractérisation ont fait l’objet d’une étude approfondie afin de définir son comportement. Par la suite, la phase de conception a été réalisée afin d’optimiser la raideur et la précision de mesure. L’étalonnage statique a également fait l’objet d’une attention particulière. Une comparaison des matrices de calibration théorique et réelle est réalisée afin de valider l’étalonnage. Enfin, les caractéristiques dynamiques théoriques et réelles sont également confrontées.
L’ensemble des caractéristiques du dynamomètre est présenté dans le Tableau II.5‐1 et le Tableau II.5‐2. L’ensemble des exigences exprimées au paragraphe II.2.3 a ainsi été respecté.
Ce dynamomètre permet donc de répondre aux besoins nécessaires pour l’élaboration du modèle des six composantes des actions de coupe en fraisage. En effet, contrairement à la majorité des platines dynamométriques existantes, une partie des conditions de coupe dites UGV pourront être étudiées sans aucune correction dynamique.
Dans le chapitre suivant, le protocole expérimental spécifique mis en œuvre pour l’élaboration du modèle de coupe en fraisage est décrit. Les moyens, les procédures, les démarches et les nouveaux critères énergétiques employés sont alors détaillés.

Chapitre III
APPROCHE EXPERIMENTALE DU TORSEUR DES ACTIONS DE COUPE EN FRAISAGE
Ce chapitre présente le protocole et la démarche expérimentale mis en œuvre pour
l’obtention de nouveaux critères énergétiques caractérisant les moments de coupe. Basée sur une étude expérimentale préliminaire, la démarche théorique est présentée
puis l’ensemble des moyens et matériels nécessaires sont répertoriés. Une discussion sur les grandeurs cinématiques réelles et théoriques est également
proposée. Enfin, la mesure et le traitement des données étudiées sont détaillés.

Chapitre III
APPROCHE EXPERIMENTALE DU TORSEUR DES ACTIONS DE COUPE EN FRAISAGE
NOMENCLATURE ______________________________________________________________ 103
III.1. INTRODUCTION _________________________________________________________ 105
III.2. OBTENTION DES GRANDEURS INTERVENANT DANS LE BILAN ENERGETIQUE 105 III.2.1. Puissance de coupe consommée __________________________________ 105 III.2.2. Torseur cinématique de l’outil par rapport à la pièce ____________________ 107 III.2.3. Torseur des actions mécaniques de l’outil sur la pièce __________________ 117
III.3. ETUDE PRELIMINAIRE ___________________________________________________ 117 III.3.1. Choix des facteurs ______________________________________________ 117 III.3.2. Choix des paramètres observés ___________________________________ 117 III.3.3. Procédure expérimentale _________________________________________ 118 III.3.4. Analyse et résultats _____________________________________________ 120 III.3.5. Conclusion ____________________________________________________ 122
III.4. NOUVELLE DEMARCHE EXPERIMENTALE _________________________________ 123 III.4.1. Introduction ___________________________________________________ 123 III.4.2. Critères énergétiques ___________________________________________ 123 III.4.3. Conclusion ____________________________________________________ 126
III.5. PROTOCOLE EXPERIMENTAL _____________________________________________ 126 III.5.1. Procédure expérimentale _________________________________________ 126 III.5.2. Présentation des résultats ________________________________________ 128
III.6. CONCLUSION ___________________________________________________________ 131

Approche expérimentale du torseur des actions de coupe en fraisage
103
Nomenclature
ction coupe (t)A Composante instantanée du torseur d’actions mécaniques de coupe (N ou N.m).
copeau (t)A Section de copeau instantanée (mm²).
ae Engagement latéral de l’outil (mm).
ap Profondeur de passe (mm).
action de coupe (t) D Densité d’actions de coupe instantanée (N.mm‐2 ou N.m.mm‐2).
effort (t)i
D Densité d’effort de coupe instantanée selon la direction i (N.m‐2).
/Pmoment (t) iD Densité de moment de coupe instantané en P selon la direction i (N.m.m‐2).
d Paramètre caractérisant la dispersion de points de mesure.
dPC Distance projetée selon l’axe Z
entre le point C et la pointe P de la dent (mm).
ffort coupe (t)iE Effort de coupe instantané selon la direction i (N).
f Avance par dent (mm.dt‐1).
(Fi, Fj, Fk)
Composantes respectives de la résultante d’action mécanique selon les directions i, j, k (N).
L Paramètre caractérisant l’étendue de points de mesure.
(Mi/P, Mj/P, Mk/P)
Composantes respectives du moment en P du torseur d’action mécanique selon les directions i, j, k (N.m).
MOCN Machine‐Outils à Commande Numérique.
/Poment coupe (t) iM Moment de coupe instantané en P selon la direction i (N.m).
,S1/S2 P
M
Moment du torseur d’action mécanique du solide S1 sur le solide S2 exprimé au point P.
1 2S SP Puissance mécanique dissipée entre les solides S1 et S2 (W).
R Rayon de l’outil (mm).

Chapitre III
104
0 (O, , Y, ZX
) Repère orthonormé, fixe, lié au dynamomètre dont les directions des axes sont identiques à celles de la machine‐outils.
1 (P, ze , e , er
) Repère orthonormé, tournant, lié à la pointe de la dent.
S1/S2 R
Résultante du torseur d’action mécanique du solide S1 sur le solide S2.
Vc Vitesse de coupe (m.mn‐1).
Vf Vitesse d’avance (m.mn‐1).
(Vi /P, Vj /P, Vk /P)
Composantes respectives du moment cinématique en P selon les directions i, j, k (m.s‐1).
,S1/S2 PV
Moment du torseur cinématique / vecteur vitesse du solide S1 par rapport au solide S2 exprimé au point P.
S1/S2
,S1/S2 1 / 2
PP
S S VV Torseur cinématique du solide S1 par rapport au solide S2 exprimé
au point P dans le repère .
Symboles grecs
γ0 Angle de coupe (°).
er(t) Avance radiale instantanée (mm).
θ (t) Position angulaire du point représentant la pointe de la dent (°).
r Angle d’attaque de l’arête de coupe (°).
s Angle de direction d’arête (°).
S1/S2
,S1/S2 1 2
PP
SR
S M
Torseur d’action mécanique du solide S1 sur le solide S2 exprimé au point P dans le repère .
ω ou ωz Fréquence de rotation de l’outil (rd.s‐1).
(ωi, ωj, ωk)
Composantes respectives de la résultante cinématique selon les directions i, j, k (rd. s‐1).
S1/S2
Résultante du torseur cinématique / taux de rotation du solide S1 par rapport au solide S2.
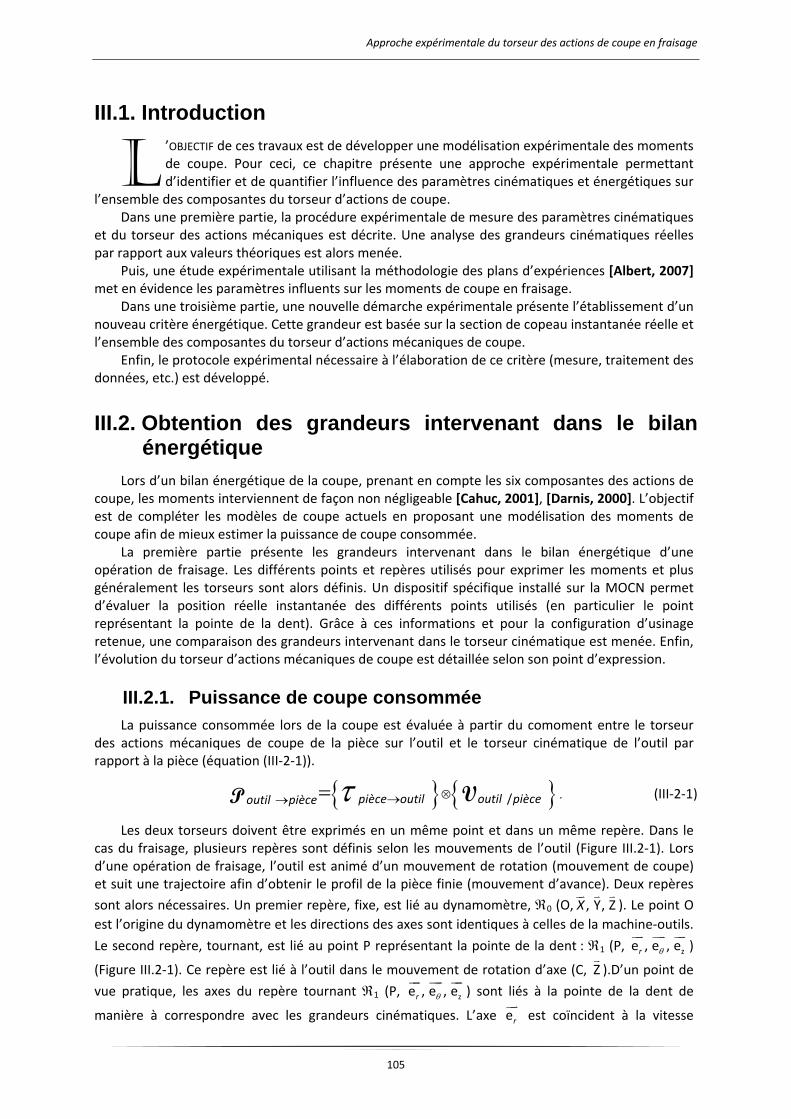
Approche expérimentale du torseur des actions de coupe en fraisage
105
III.1. Introduction
’OBJECTIF de ces travaux est de développer une modélisation expérimentale des moments de coupe. Pour ceci, ce chapitre présente une approche expérimentale permettant d’identifier et de quantifier l’influence des paramètres cinématiques et énergétiques sur
l’ensemble des composantes du torseur d’actions de coupe. Dans une première partie, la procédure expérimentale de mesure des paramètres cinématiques
et du torseur des actions mécaniques est décrite. Une analyse des grandeurs cinématiques réelles par rapport aux valeurs théoriques est alors menée.
Puis, une étude expérimentale utilisant la méthodologie des plans d’expériences [Albert, 2007] met en évidence les paramètres influents sur les moments de coupe en fraisage.
Dans une troisième partie, une nouvelle démarche expérimentale présente l’établissement d’un nouveau critère énergétique. Cette grandeur est basée sur la section de copeau instantanée réelle et l’ensemble des composantes du torseur d’actions mécaniques de coupe.
Enfin, le protocole expérimental nécessaire à l’élaboration de ce critère (mesure, traitement des données, etc.) est développé.
III.2. Obtention des grandeurs intervenant dans le bilan énergétique
Lors d’un bilan énergétique de la coupe, prenant en compte les six composantes des actions de coupe, les moments interviennent de façon non négligeable [Cahuc, 2001], [Darnis, 2000]. L’objectif est de compléter les modèles de coupe actuels en proposant une modélisation des moments de coupe afin de mieux estimer la puissance de coupe consommée.
La première partie présente les grandeurs intervenant dans le bilan énergétique d’une opération de fraisage. Les différents points et repères utilisés pour exprimer les moments et plus généralement les torseurs sont alors définis. Un dispositif spécifique installé sur la MOCN permet d’évaluer la position réelle instantanée des différents points utilisés (en particulier le point représentant la pointe de la dent). Grâce à ces informations et pour la configuration d’usinage retenue, une comparaison des grandeurs intervenant dans le torseur cinématique est menée. Enfin, l’évolution du torseur d’actions mécaniques de coupe est détaillée selon son point d’expression.
III.2.1. Puissance de coupe consommée La puissance consommée lors de la coupe est évaluée à partir du comoment entre le torseur
des actions mécaniques de coupe de la pièce sur l’outil et le torseur cinématique de l’outil par rapport à la pièce (équation (III‐2‐1)).
/ outil piècepièce outiloutil pièce VP . (III‐2‐1)
Les deux torseurs doivent être exprimés en un même point et dans un même repère. Dans le cas du fraisage, plusieurs repères sont définis selon les mouvements de l’outil (Figure III.2‐1). Lors d’une opération de fraisage, l’outil est animé d’un mouvement de rotation (mouvement de coupe) et suit une trajectoire afin d’obtenir le profil de la pièce finie (mouvement d’avance). Deux repères
sont alors nécessaires. Un premier repère, fixe, est lié au dynamomètre, 0 (O, , Y, ZX
). Le point O est l’origine du dynamomètre et les directions des axes sont identiques à celles de la machine‐outils.
Le second repère, tournant, est lié au point P représentant la pointe de la dent : 1 (P, ze , e , er
)
(Figure III.2‐1). Ce repère est lié à l’outil dans le mouvement de rotation d’axe (C, Z
).D’un point de
vue pratique, les axes du repère tournant 1 (P, ze , e , er
) sont liés à la pointe de la dent de
manière à correspondre avec les grandeurs cinématiques. L’axe er
est coïncident à la vitesse
L

Chapitre III
106
d’avance Vf et l’axe e
est colinéaire à la vitesse de coupe, Vc. Le troisième axe
ze complète le
trièdre de manière directe et est opposé à l’axe Z
.
Figure III.2-1 : Passage du repère global fixe lié au dynamomètre au repère local mobile lié à la dent.
Afin de comprendre les phénomènes de coupe lors de la formation du copeau, les deux torseurs intervenant dans le bilan énergétique seront exprimés à la pointe de la dent en P, de part sa proximité de la zone de coupe. Pour donner un sens physique aux grandeurs étudiées et traduire au
mieux les mouvements de l’outil, le repère tournant lié à la pointe de la dent, 1 (P, ze , e , er
) sera également utilisé.
Le torseur complet des actions mécaniques de l’outil sur la pièce est mesuré à l’origine et dans
le repère 0 (O, , Y, ZX
) du dynamomètre, (Figure III.2‐1). Le dispositif installé sur la MOCN permet de connaître la position instantanée de la pointe de la dent. Le torseur est alors transporté au point
P et est exprimé dans le repère tournant 1 (P, ze , e , er
) (cf. paragraphe III.2.3 p.117). Le principe des actions mutuelles permet d’obtenir le torseur des actions mécaniques extérieures agissant sur l’outil au point P (équation (III‐2‐2)).
pièce outil outil pièce . (III‐2‐2)
Le torseur cinématique de l’outil sur la pièce est obtenu à partir des positions réelles de l’outil (cf. III.2.2 p.107). Ces données permettent de calculer le torseur cinématique au point C sur l’axe de
l’outil dans le repère 0 (O, , Y, ZX
) puis dans le repère 1 (P, ze , e , er
). Connaissant la position angulaire de la pointe la dent P, le torseur cinématique est transporté et exprimé au point P dans le
repère tournant, 1 (P, ze , e , er
), (équation (III‐2‐3)).
/
, / , ,
/
r z
outil pièce
P outil pièceP e e e
outil pièce V
V . (III‐2‐3)
Ainsi, dans le cas du fraisage, l’expression de la puissance calculée à la pointe de la dent (point
P) dans le repère le tournant, 1 (P, ze , e , er
) est donnée par l’équation (III‐2‐4).
, / , / / , /er er eθ eθ ez ez F .V F .V .ω pièce outil P outil pièce pièce outil P outil pièce P pièce outil outil pièceoutil pièce MP . (III‐2‐4)
A partir de cette expression, en fonction du type d’usinage (conventionnel ou UGV), certaines composantes sont parfois négligées. En effet, en usinage conventionnel, les modélisations retenues ne prennent en compte que l’effort de coupe Feθ et négligent les autres composantes. Cependant, dans le cas d’usinage à grandes vitesses, le bilan énergétique lié à l’ensemble des actions de coupe
est d’autant plus influencé par le moment Mez /P que la fréquence de rotation de l’outil ωez est
Y
X
P
e
re
Z
cos . sin .
sin . cos .
r
z
e X Y
e X Y
e Z
C
R
e
ze re
Vf
Y
X
Z
PO Y
X
Z
Repère du dynamomètre

Approche expérimentale du torseur des actions de coupe en fraisage
107
élevée [Cahuc, 2001], [Darnis, 2000]. De plus, dans le cas d’un usinage à "vitesses conventionnelles", la vitesse d’avance /PerV
est souvent très inférieure à la vitesse de coupe, /PeV
. Ainsi, la part de la
puissance de coupe où interviennent l’effort radial Fer et la vitesse d’avance /PerV
est rarement prise
en compte car sa proportion est d’autant plus faible que la vitesse d’avance /PerV
est faible.
Toutefois, dans le cas de l’usinage à grandes vitesses, les vitesses de déplacement et de rotation sont par définition plus importantes. L’ensemble des composantes d’efforts et de moments devront donc être prises en compte afin de calculer le plus finement possible la puissance de coupe consommée.
III.2.2. Torseur cinématique de l’outil par rapport à la pièce Un dispositif spécifique installé sur la machine‐outils à commande numérique (MOCN) permet
de récupérer les informations des différents codeurs. Les positions des trois axes linéaires de la machine et la position angulaire de la broche sont alors connues. La position de l’arête de coupe peut alors être déterminée à tout instant.
Grâce aux jauges outils et aux positions des trois axes linéaires, la position instantanée du point placé sur l’axe de rotation de l’outil et à son extrémité, point C(t) (Figure III.2‐1), est connue (équation (III‐2‐5)).
( )
( ): ( )
( )
C
C
C
x t
C t y t
z t
. (III‐2‐5)
La position de l’arête de coupe par rapport au porte‐outil peut alors être déterminée à partir du point C, des jauges outils (rayon du point piloté R(z) et longueur de l’outil L) et de la position angulaire de la broche θ(t) (Figure III.2‐2). Le point P caractérise la zone où la coupe est considérée. Ce point appartient à l’arête de coupe et est positionné par rapport à l’extrémité de l’outil à une distance dPC (Figure III.2‐3). Ainsi, l’ensemble des données et des mesures permettent de calculer les
coordonnées du point piloté, P dans le repère 0 (O, , Y, ZX
) (équation (III‐2‐6))
( ) ( ) .cos ( )
( ) ( ) .sin ( )
( ) ( )
P C
P C
P C PC
x t x t R t
y t y t R t
z t z t d
. (III‐2‐6)
Avec une application développée sous le logiciel Labview®, la connaissance des positions « centre fraise » (point C) et « pointe dent » (point P) permet d’exprimer le torseur cinématique en ces points et dans le repère souhaité. Dans un premier temps, le torseur cinématique de l’outil par rapport au repère fixe (ici la pièce) est calculé au point C (point représentant l’extrémité de l’outil et
positionné sur l’axe de rotation de l’outil) dans le repère de la platine 0 (O, , Y, ZX
), (équation (III‐2‐7)).
outil/pièce
,outil/pièce , y , z
/
CC x
outil pièce VV . (III‐2‐7)
Puis, grâce à la connaissance instantanée du point C et du point P, le torseur cinématique est transporté du point C au point P. Le torseur cinématique de l’outil par rapport à la pièce est alors
exprimé dans le repère local 1 ( ze , e , er
) (équation (III‐2‐8)).
r z
outil/pièce
,outil/pièce ,outil/pièce outil/pièce e , e , e
/
P CP
outil pièce V V PC
V . (III‐2‐8)
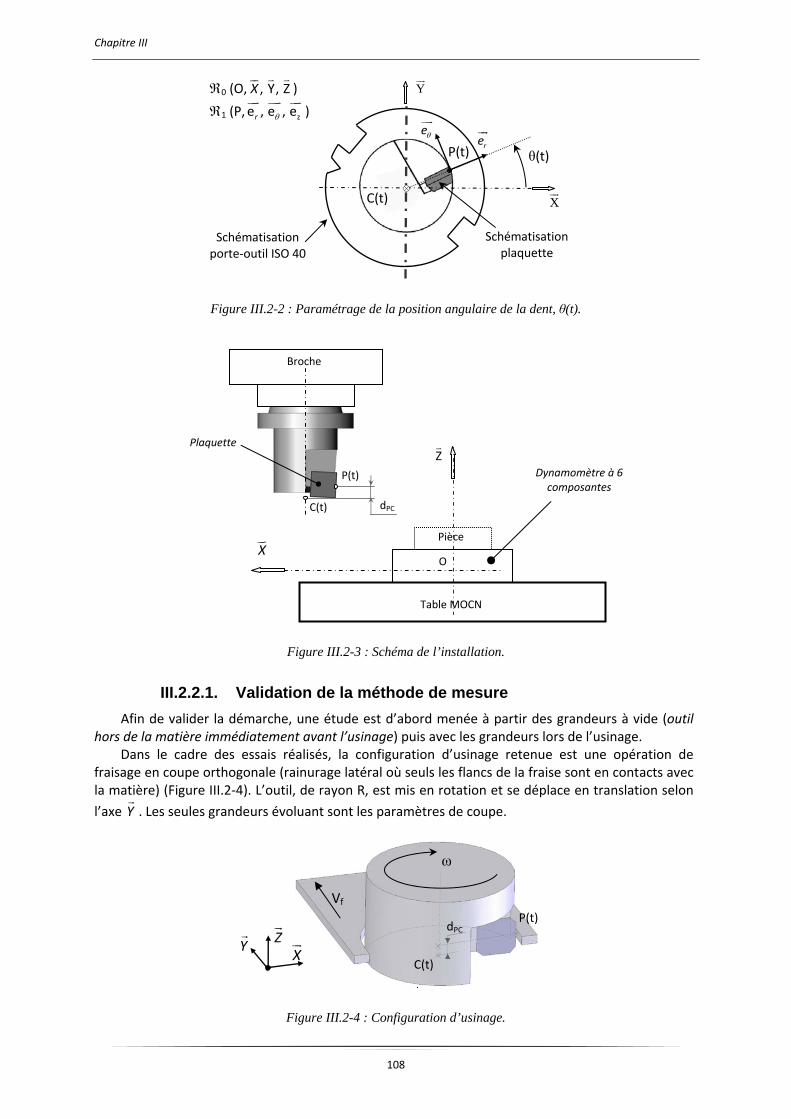
Chapitre III
108
Figure III.2-2 : Paramétrage de la position angulaire de la dent, θ(t).
Figure III.2-3 : Schéma de l’installation.
III.2.2.1. Validation de la méthode de mesure
Afin de valider la démarche, une étude est d’abord menée à partir des grandeurs à vide (outil hors de la matière immédiatement avant l’usinage) puis avec les grandeurs lors de l’usinage.
Dans le cadre des essais réalisés, la configuration d’usinage retenue est une opération de fraisage en coupe orthogonale (rainurage latéral où seuls les flancs de la fraise sont en contacts avec la matière) (Figure III.2‐4). L’outil, de rayon R, est mis en rotation et se déplace en translation selon
l’axe
Y . Les seules grandeurs évoluant sont les paramètres de coupe.
Figure III.2-4 : Configuration d’usinage.
ω
Vf
C(t)
P(t)dPC
Y
X
Z
Table MOCN
Pièce
Z
X
Dynamomètre à 6 composantes
O
P(t)
C(t)
Broche
dPC
Plaquette
Schématisation porte‐outil ISO 40
0 (O, , Y, ZX
)
1 (P, ze , e , er
)
θ(t) P(t)
Y
X
C(t)
e
re
Schématisation plaquette
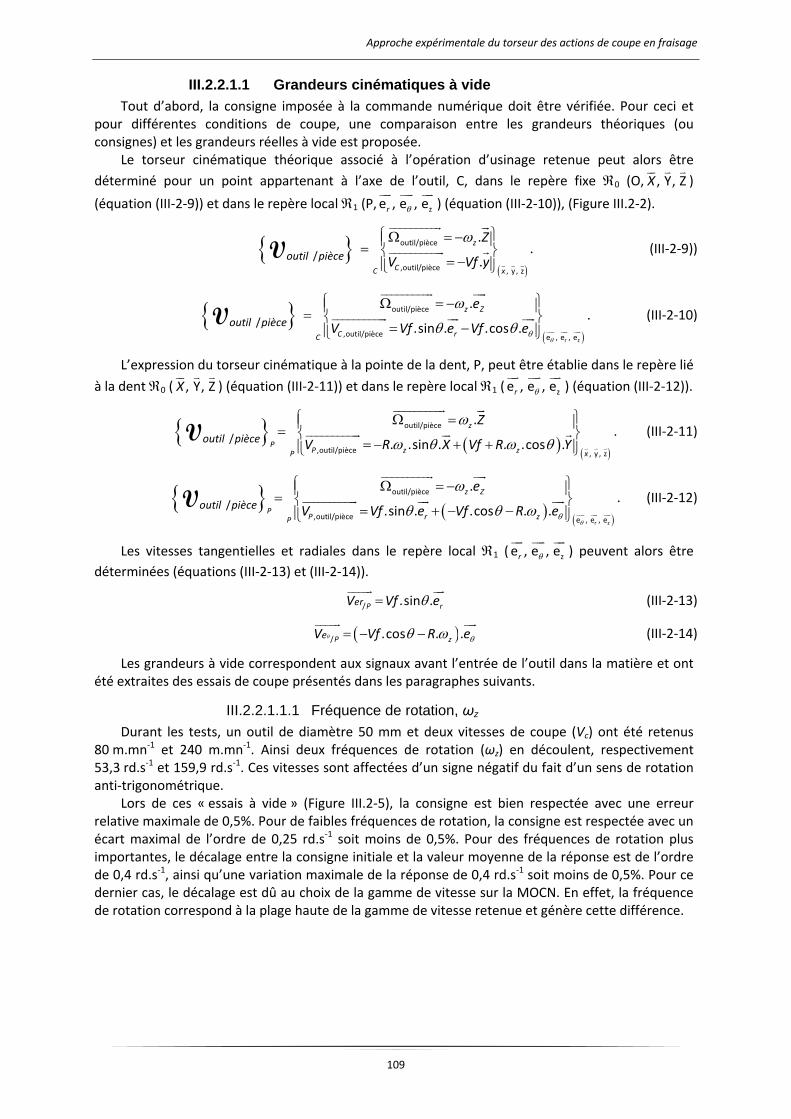
Approche expérimentale du torseur des actions de coupe en fraisage
109
III.2.2.1.1 Grandeurs cinématiques à vide
Tout d’abord, la consigne imposée à la commande numérique doit être vérifiée. Pour ceci et pour différentes conditions de coupe, une comparaison entre les grandeurs théoriques (ou consignes) et les grandeurs réelles à vide est proposée.
Le torseur cinématique théorique associé à l’opération d’usinage retenue peut alors être
déterminé pour un point appartenant à l’axe de l’outil, C, dans le repère fixe 0 (O, , Y, ZX
)
(équation (III‐2‐9)) et dans le repère local 1 (P, ze , e , er
) (équation (III‐2‐10)), (Figure III.2‐2).
outil/pièce
,outil/pièce , y, z
/
.
.
z
CC x
outil pièce
Z
V Vf y
V . (III‐2‐9))
r z
outil/pièce
,outil/pièce e , e , e
/
.
.sin . .cos .
z Z
C rC
outil pièce
e
V Vf e Vf e
V . (III‐2‐10)
L’expression du torseur cinématique à la pointe de la dent, P, peut être établie dans le repère lié
à la dent 0 ( , Y, ZX
) (équation (III‐2‐11)) et dans le repère local 1 ( ze , e , er
) (équation (III‐2‐12)).
outil/pièce
,outil/pièce , y , z
/
.
. .sin . . .cos .
z
PP z zP x
outil pièce
Z
V R X Vf R Y
V . (III‐2‐11)
r z
outil/pièce
,outil/pièce e , e , e
/
.
.sin . .cos . .
z Z
PP r zP
outil pièce
e
V Vf e Vf R e
V . (III‐2‐12)
Les vitesses tangentielles et radiales dans le repère local 1 ( ze , e , er
) peuvent alors être déterminées (équations (III‐2‐13) et (III‐2‐14)).
/ .sin .
rPer Vf eV (III‐2‐13)
/ .cos . .
P zeV Vf R e (III‐2‐14)
Les grandeurs à vide correspondent aux signaux avant l’entrée de l’outil dans la matière et ont été extraites des essais de coupe présentés dans les paragraphes suivants.
III.2.2.1.1.1 Fréquence de rotation, ωz Durant les tests, un outil de diamètre 50 mm et deux vitesses de coupe (Vc) ont été retenus
80 m.mn‐1 et 240 m.mn‐1. Ainsi deux fréquences de rotation (ωz) en découlent, respectivement 53,3 rd.s‐1 et 159,9 rd.s‐1. Ces vitesses sont affectées d’un signe négatif du fait d’un sens de rotation anti‐trigonométrique.
Lors de ces « essais à vide » (Figure III.2‐5), la consigne est bien respectée avec une erreur relative maximale de 0,5%. Pour de faibles fréquences de rotation, la consigne est respectée avec un écart maximal de l’ordre de 0,25 rd.s‐1 soit moins de 0,5%. Pour des fréquences de rotation plus importantes, le décalage entre la consigne initiale et la valeur moyenne de la réponse est de l’ordre de 0,4 rd.s‐1, ainsi qu’une variation maximale de la réponse de 0,4 rd.s‐1 soit moins de 0,5%. Pour ce dernier cas, le décalage est dû au choix de la gamme de vitesse sur la MOCN. En effet, la fréquence de rotation correspond à la plage haute de la gamme de vitesse retenue et génère cette différence.

Chapitre III
110
Figure III.2-5 : Comparaison des signaux à vide de la fréquence de rotation ωz pour un tour de l’outil.
III.2.2.1.1.2 Vitesse d’avance instantanée de la pointe de la dent /PerV
De la même manière, la vitesse d’avance instantanée de la pointe de la dent /PerV
respecte
également la consigne et ce quelques soient les conditions de coupe. De plus, la variation et l’écart présent pour la fréquence de rotation ne semblent pas influencer cette vitesse.
Paramètres opératoires indicatifs lors de la
coupe. Ils n’influencent pas les grandeurs à vide.
Théorique (53.3 rd.s‐1) ( f = 0.24 mm.dt‐1 , ap = 4 mm, γO = ‐6° ) ( f = 0.08 mm.dt‐1 , ap = 2 mm, γO = 0° ) ( f = 0.08 mm.dt‐1 , ap = 2 mm, γO = 6° ) ( f = 0.24 mm.dt‐1 , ap = 4 mm, γO = 6° )
Théorique (159.9 rd.s‐1) ( f = 0.24 mm.dt‐1 , ap = 4 mm, γO = ‐6° ) ( f = 0.08 mm.dt‐1 , ap = 2 mm, γO = 0° ) ( f = 0.08 mm.dt‐1 , ap = 2 mm, γO = 6° ) ( f = 0.24 mm.dt‐1 , ap = 4 mm, γO = 6° )
Paramètres opératoires indicatifs lors de la
coupe. Ils n’influencent pas les grandeurs à vide.

Approche expérimentale du torseur des actions de coupe en fraisage
111
Figure III.2-6 : Comparaison des signaux à vide de la vitesse d’avance instantanée à la pointe de la dent /PerV
pour un tour de l’outil.
Les grandeurs entre parenthèses sont les paramètres opératoires indicatifs lors de la
coupe. Ils n’influencent pas les grandeurs à vide.
Ver/P théorique (m.s‐1) Vc = 80m.mn‐1 , f = 0.24 mm.dt‐1 , ( ap = 4 mm, γO = ‐6° ) Vc = 240m.mn‐1 , f = 0.08 mm.dt‐1 , ( ap = 2 mm, γO = 0° ) Vc = 240m.mn‐1 , f = 0.08 mm.dt‐1 , ( ap = 2 mm, γO = 6° ) Vc = 80m.mn‐1 , f = 0.24 mm.dt‐1 , ( ap = 4 mm, γO = 6° )
Les grandeurs entre parenthèses sont les paramètres opératoires indicatifs lors de la
coupe. Ils n’influencent pas les grandeurs à vide.
Ver/P théorique (m.s‐1)
Vc = 240m.mn‐1 , f = 0.24 mm.dt‐1 , ( ap = 4 mm, γO = ‐6° )
Vc = 240m.mn‐1 , f = 0.24 mm.dt‐1 , ( ap = 4 mm, γO = 6° )
Ver/P théorique (m.s‐1)
Vc = 80m.mn‐1 , f = 0.08 mm.dt‐1 , ( ap = 2 mm, γO = 0° )
Vc = 80m.mn‐1 , f = 0.08 mm.dt‐1 , ( ap = 2 mm, γO = 6° )
Les grandeurs entre parenthèses sont les paramètres opératoires indicatifs lors de la
coupe. Ils n’influencent pas les grandeurs à vide.

Chapitre III
112
III.2.2.1.1.3 Vitesse de coupe (tangentielle) instantanée de la pointe de la dent /PeV
L’allure entre les grandeurs réelles et la consigne est bien respectée. La variation par rapport à une valeur moyenne est de 0.5% pour une vitesse de coupe de 80 m.mn‐1 et de 0,75% pour Vc=240 m.mn‐1. Ainsi, un offset est présent quelque soit la vitesse de coupe et est de l’ordre de 0,0055 m.s‐1 pour une vitesse de coupe de 80 m.mn‐1 et de 0,027 m.s‐1 pour Vc=240 m.mn‐1.
Figure III.2-7 : Comparaison de signaux à vide de la vitesse de coupe (tangentielle) instantanée à la pointe de la
dent /PeV
pour un tour de l’outil.
III.2.2.1.1.4 Bilan Pour les grandeurs cinématiques non nulles à la pointe de la dent dans le repère local
1 (P, ze , e , er
), les mesures confirment une bonne adéquation entre la consigne et la réponse. Cependant, les signaux mesurés montrent que la réponse oscille toujours autour de la consigne. Ainsi, cela confirme que la réponse de la commande numérique est sensible aux perturbations (au sens « asservissement ») et corrige sa réponse constamment.
Veθ/P théorique (m.s‐1) f = 0.24 mm.dt‐1 , ( ap = 4 mm, γO = ‐6° ) f = 0.08 mm.dt‐1 , ( ap = 2 mm, γO = 0° ) f = 0.08 mm.dt‐1 , ( ap = 2 mm, γO = 6° ) f = 0.24 mm.dt‐1 , ( ap = 4 mm, γO = 6° )
Les grandeurs entre parenthèses sont les paramètres opératoires indicatifs lors de la coupe. Ils n’influencent pas
les grandeurs à vide.
Veθ/P théorique (m.s‐1)
f = 0.24 mm.dt‐1 , ( ap = 4 mm, γO = ‐6° )
f = 0.08 mm.dt‐1 , ( ap = 2 mm, γO = 0° ) f = 0.08 mm.dt‐1 , ( ap = 2 mm, γO = 6° )
f = 0.24 mm.dt‐1 , ( ap = 4 mm, γO = 6° )
Les grandeurs entre parenthèses sont les paramètres opératoires indicatifs lors de la coupe. Ils n’influencent pas
les grandeurs à vide.
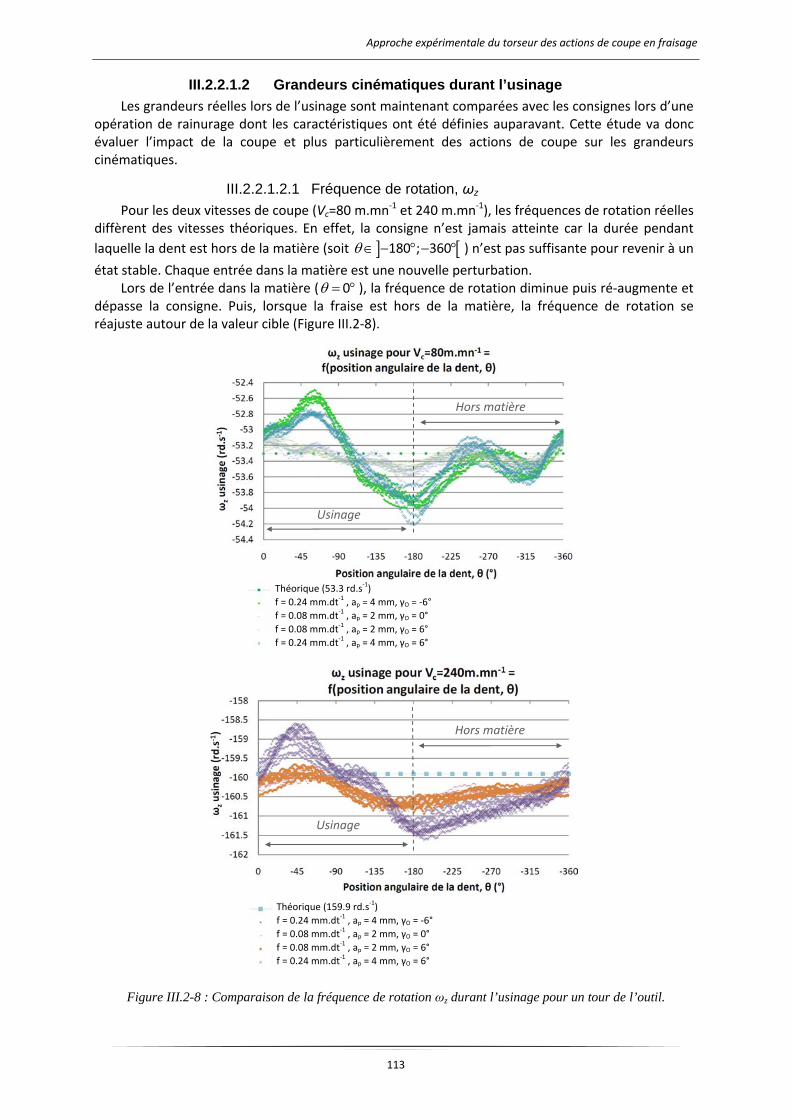
Approche expérimentale du torseur des actions de coupe en fraisage
113
III.2.2.1.2 Grandeurs cinématiques durant l’usinage
Les grandeurs réelles lors de l’usinage sont maintenant comparées avec les consignes lors d’une opération de rainurage dont les caractéristiques ont été définies auparavant. Cette étude va donc évaluer l’impact de la coupe et plus particulièrement des actions de coupe sur les grandeurs cinématiques.
III.2.2.1.2.1 Fréquence de rotation, ωz Pour les deux vitesses de coupe (Vc=80 m.mn‐1 et 240 m.mn‐1), les fréquences de rotation réelles
diffèrent des vitesses théoriques. En effet, la consigne n’est jamais atteinte car la durée pendant laquelle la dent est hors de la matière (soit 180 ; 360 ) n’est pas suffisante pour revenir à un
état stable. Chaque entrée dans la matière est une nouvelle perturbation. Lors de l’entrée dans la matière ( 0 ), la fréquence de rotation diminue puis ré‐augmente et
dépasse la consigne. Puis, lorsque la fraise est hors de la matière, la fréquence de rotation se réajuste autour de la valeur cible (Figure III.2‐8).
Figure III.2-8 : Comparaison de la fréquence de rotation ωz durant l’usinage pour un tour de l’outil.
Usinage
Hors matière
Usinage
Hors matière
Théorique (53.3 rd.s‐1)f = 0.24 mm.dt
‐1 , ap = 4 mm, γO = ‐6° f = 0.08 mm.dt
‐1 , ap = 2 mm, γO = 0° f = 0.08 mm.dt
‐1 , ap = 2 mm, γO = 6° f = 0.24 mm.dt
‐1 , ap = 4 mm, γO = 6°
Théorique (159.9 rd.s‐1)f = 0.24 mm.dt
‐1 , ap = 4 mm, γO = ‐6° f = 0.08 mm.dt
‐1 , ap = 2 mm, γO = 0° f = 0.08 mm.dt
‐1 , ap = 2 mm, γO = 6° f = 0.24 mm.dt
‐1 , ap = 4 mm, γO = 6°

Chapitre III
114
Pour les cas où Vc=80 m.mn‐1 et Vc=240 m.mn‐1, l’erreur maximale observée est respectivement de 1,5% soit 0,8 rd.s‐1 et de 1% soit 1,5 rd.s‐1. Cet écart est donc plus important en phase d’usinage qu’à vide (cf. III.2.2.1.1.1 p.109).
Pendant la phase d’usinage, la fréquence de rotation varie « continuement » en allure et en amplitude. La position angulaire de la dent, θ(t), est intrinsèquement liée à la fréquence de rotation. Afin de s’affranchir des variations de la fréquence de rotation, les études et analyses des grandeurs réelles seront désormais réalisées en fonction de la position angulaire de la dent, θ(t), et non en fonction du temps.
III.2.2.1.2.2 Vitesse d’avance instantanée de la pointe de la dent /PerV
La vitesse d’avance dépend de l’avance par dent f, du nombre de dent Z (ici Z=1) et de la fréquence de rotation. Durant les essais, l’avance par dent f et la vitesse de coupe Vc peuvent prendre respectivement deux valeurs (f=0,08 mm.dt‐1 ou 0,24 mm.dt‐1 et Vc=80 m.mn‐1 ou 240 m.mn‐1). Les quatre combinaisons possibles avec ces conditions de coupe (avance par dent f et vitesse de coupe Vc) engendrent trois différentes allures de vitesses d’avance.
Pour les faibles vitesses d’avance (f=0,08 mm.dt‐1) (Figure III.2‐9–c), l’écart entre la vitesse réelle et théorique est non négligeable (jusqu’à 18%). En effet, lors de l’entrée dans la matière ( 0 ) et au cours de l’usinage (soit 180 ; 360 ), l’avance de la fraise est ralentie. Ainsi,
l’augmentation (repère Figure III.2‐9‐d) et la diminution (repère Figure III.2‐9–d) de la vitesse d’avance réelle est moins rapide que la vitesse d’avance théorique. Cet écart a une conséquence directe sur la section instantanée de copeau. En effet, si la vitesse d’avance diminue, la section de copeau sera donc moins importante. De plus, les valeurs maximales théoriques et réelles présentent un décalage angulaire (Figure III.2‐9–e). La valeur maximale de la section instantanée de copeau sera donc également décalée.
Pour les combinaisons de paramètres de coupe autorisant des vitesses d’avance intermédiaires
et élevées ( /max( ) 0.005 m/sPerV
) (Figure III.2‐9–a et b), l’écart entre les grandeurs mesurées et
théoriques est moindre (inférieure à 6%). Cet écart est lié à la valeur de consigne non atteinte pour θ=‐90° et sera d’autant plus grand que cette vitesse sera élevée. Les valeurs maximales des courbes théoriques et réelles ne présentent pas de décalage angulaire.
Pour les conditions de coupe choisies, et plus généralement dans des configurations « conventionnelles », l’écart entre la vitesse théorique et la vitesse réelle peut être non négligeable. Aussi, dans des configurations d’usinage à (très) grandes vitesses, l’impact sur la section de copeau sera d’autant plus grand que la vitesse d’avance réelle sera élevée.
III.2.2.1.2.3 Vitesse de coupe (tangentielle) instantanée de la pointe de la dent /PeV
Cette vitesse dépend principalement de la fréquence de rotation ωz, mais aussi de la vitesse d’avance Vf (équation (III‐2‐12)), représentée par la vitesse d’avance instantanée /PerV
. L’évolution
réelle de ces deux dernières grandeurs présente un écart non négligeable par rapport aux valeurs théoriques. Par conséquent, l’évolution réelle de la vitesse de coupe est également affectée et son évolution est similaire à celle de la fréquence de rotation ωz. La vitesse tangentielle (ou de coupe) réelle présente une différence par rapport à la consigne (Figure III.2‐10). Pour une vitesse de coupe de 80 m.mn‐1 et de 240 m.mn‐1, l’écart est respectivement de 1,8% soit 0,025 m.s‐1 et de 1,5% soit à 0,06 m.s‐1.
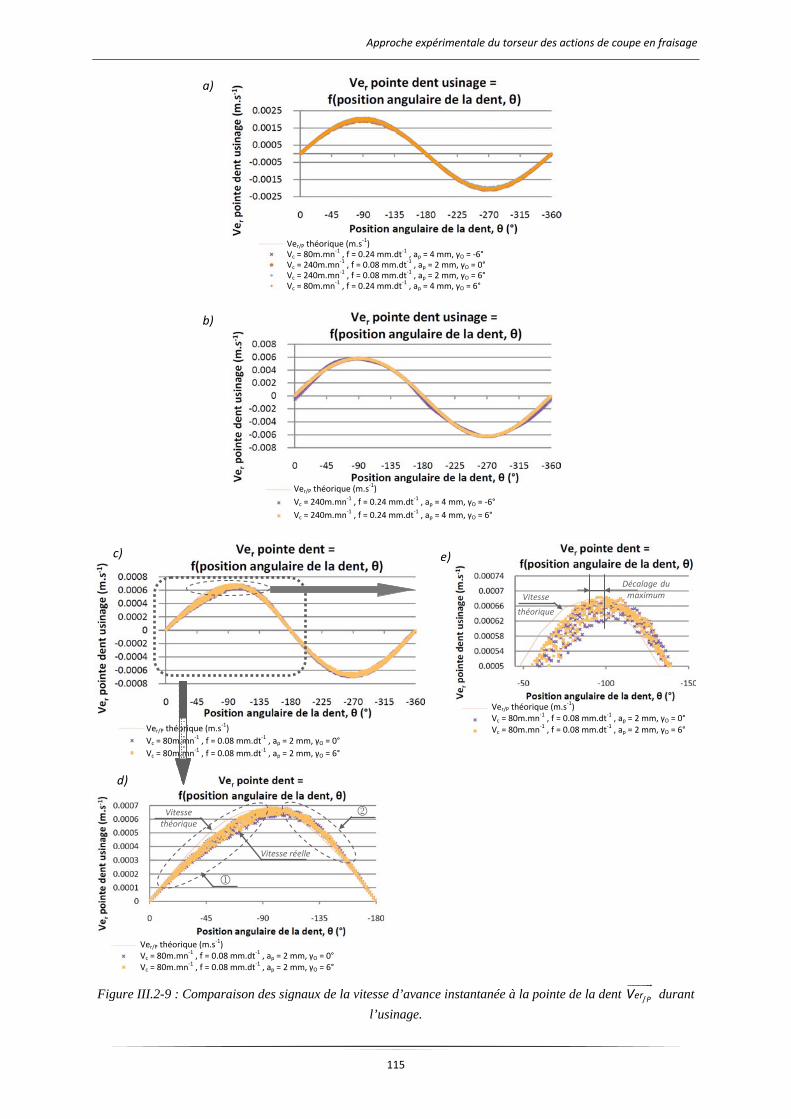
Approche expérimentale du torseur des actions de coupe en fraisage
115
Figure III.2-9 : Comparaison des signaux de la vitesse d’avance instantanée à la pointe de la dent /PerV
durant
l’usinage.
b)
c)
d)
Vitesse théorique
Vitesse réelle
Décalage dumaximum
e)
Vitesse
théorique
a)
Ver/P théorique (m.s‐1)Vc = 80m.mn‐1 , f = 0.24 mm.dt‐1 , ap = 4 mm, γO = ‐6° Vc = 240m.mn‐1 , f = 0.08 mm.dt‐1 , ap = 2 mm, γO = 0° Vc = 240m.mn‐1 , f = 0.08 mm.dt‐1 , ap = 2 mm, γO = 6° Vc = 80m.mn‐1 , f = 0.24 mm.dt‐1 , ap = 4 mm, γO = 6°
Ver/P théorique (m.s‐1)
Vc = 240m.mn‐1 , f = 0.24 mm.dt‐1 , ap = 4 mm, γO = ‐6° Vc = 240m.mn‐1 , f = 0.24 mm.dt‐1 , ap = 4 mm, γO = 6°
Ver/P théorique (m.s‐1) Vc = 80m.mn‐1 , f = 0.08 mm.dt‐1 , ap = 2 mm, γO = 0° Vc = 80m.mn‐1 , f = 0.08 mm.dt‐1 , ap = 2 mm, γO = 6°
Ver/P théorique (m.s‐1) Vc = 80m.mn‐1 , f = 0.08 mm.dt‐1 , ap = 2 mm, γO = 0°Vc = 80m.mn‐1 , f = 0.08 mm.dt‐1 , ap = 2 mm, γO = 6°
Ver/P théorique (m.s‐1) Vc = 80m.mn‐1 , f = 0.08 mm.dt‐1 , ap = 2 mm, γO = 0° Vc = 80m.mn‐1 , f = 0.08 mm.dt‐1 , ap = 2 mm, γO = 6°

Chapitre III
116
Figure III.2-10 : Comparaison des signaux de la vitesse de coupe (tangentielle) instantanée à la pointe de la
dent /PeV
durant l’usinage.
III.2.2.1.2.4 Bilan Cette étude a mis en avant les points importants suivant : Afin de s’affranchir des variations des paramètres cinématiques, en particulier celle de la
vitesse de rotation de l’outil et donc de la position angulaire de la dent θ, les analyses des différentes grandeurs étudiées devront être réalisées en fonction de la position angulaire de la dent et non en fonction du temps.
Des écarts de la vitesse d’avance réelle /PerV
par rapport à la vitesse théorique ont été
montrés. Cette différence a un impact direct sur l’avance instantanée réelle Δer(t) et donc sur l’évaluation de la section de copeau (cf. III.4.2.2.1 p.124).
L’évolution des grandeurs cinématiques a été détaillée pour des conditions d’usinage dites « conventionnelles ». Ces tendances, bien que dépendantes des performances de la MOCN utilisée, seront accentuées avec l’augmentation des valeurs des paramètres de coupe (f, Vc), et notamment en conditions « UGV ».
Usinage
Hors matière
Usinage
Hors matière
Veθ/P théorique (m.s‐1)
f = 0.24 mm.dt‐1 , ap = 4 mm, γO = ‐6° f = 0.08 mm.dt‐1 , ap = 2 mm, γO = 0° f = 0.08 mm.dt‐1 , ap = 2 mm, γO = 6° f = 0.24 mm.dt‐1 , ap = 4 mm, γO = 6°
Veθ/P théorique (m.s‐1) f = 0.24 mm.dt‐1 , ap = 4 mm, γO = ‐6° f = 0.08 mm.dt‐1 , ap = 2 mm, γO = 0° f = 0.08 mm.dt‐1 , ap = 2 mm, γO = 6° f = 0.24 mm.dt‐1 , ap = 4 mm, γO = 6°

Approche expérimentale du torseur des actions de coupe en fraisage
117
III.2.3. Torseur des actions mécaniques de l’outil sur la pièce Un dynamomètre permet de mesurer le torseur complet (résultante et moment) des actions
mécaniques de l’outil sur la pièce et au point O et dans son repère, 0 (O, , Y, ZX
), (équation (III‐2‐15)).
outil pièce
/O outil pièce , ,
outil pièceplatine =
X Y ZO
R
M. (III‐2‐15)
Le transport de ce torseur permet de connaître les actions mécaniques en bout d’outil sur l’axe de rotation (point C), (équation (III‐2‐16)), puis à la pointe de la dent (point P), (équation (III‐2‐17)).
Ce torseur peut également être exprimé dans le repère souhaité, 0 (O, , Y, ZX
), ou
1 (P, ze , e , er
), (cf. III.2.1 p.105).
outil pièce
/C outil pièce /O outil pièce outil pièce
outil pièceplatine = C
=+ O
C
R
M M R. (III‐2‐16)
outil pièce / P
/P outil pièce /C outil pièce outil pièce
outil pièceplatine =PC = +
P
R
M M R. (III‐2‐17)
III.3. Etude préliminaire
L’objectif de cette étude est de mettre en évidence les paramètres (conditions de coupe, configuration d’usinage,….) les plus influents sur les grandeurs énergétiques (comme le torseur complet des actions de coupe et par conséquent la puissance consommée par la coupe). Le but est donc de mieux appréhender les phénomènes mis en jeu dans le cas du fraisage, (coupe non continue, section de copeau non constante) pour lequel l’optimisation du procédé devient alors délicate. Ensuite, un modèle expérimental sera établi en s’appuyant sur les facteurs influents mis en évidence.
Dans un premier temps, le choix des paramètres étudiés ainsi que la procédure expérimentale mise en place sont présentés. Puis les résultats obtenus, ainsi que leur analyse, sont exposés.
III.3.1. Choix des facteurs A partir des travaux sur la modélisation du fraisage réalisés par Engin et al. [Engin, 2001a & b],
Fontaine et al. [Fontaine, 2006], [Lee, 1996] et Li et al. [Li, 2004], les paramètres principaux intervenants lors de l’usinage ont été mis en évidence. Ainsi, les paramètres influençant les grandeurs énergétiques de la coupe sont la profondeur de passe ap, l’avance par dent f (Figure III.3‐1), la vitesse de coupe Vc, la stratégie d’usinage (avalant ou opposition) et le taux d’engagement latéral de la fraise ae. Les essais auront donc pour objectif d’évaluer l’influence et la sensibilité de ces paramètres sur les grandeurs étudiées afin de les prendre en compte dans la future modélisation et de mieux comprendre les phénomènes présents lors de la coupe en fraisage.
III.3.2. Choix des paramètres observés Les grandeurs observées sont celles intervenant directement dans le calcul de la puissance
consommée par l’usinage. Les paramètres de l’étude seront le torseur complet des actions mécaniques de l’outil sur la pièce (les 3 efforts et les 3 moments) et le torseur cinématique de la pièce sur l’outil. Ces grandeurs ont été mesurées et analysées dans deux repères distincts, le repère
de mesure 0 (O, , Y, ZX
) lié au dynamomètre (fixe) et le repère local tournant lié à la pointe de la
dent 1 (P, ze , e , er
) (Figure III.3‐1).
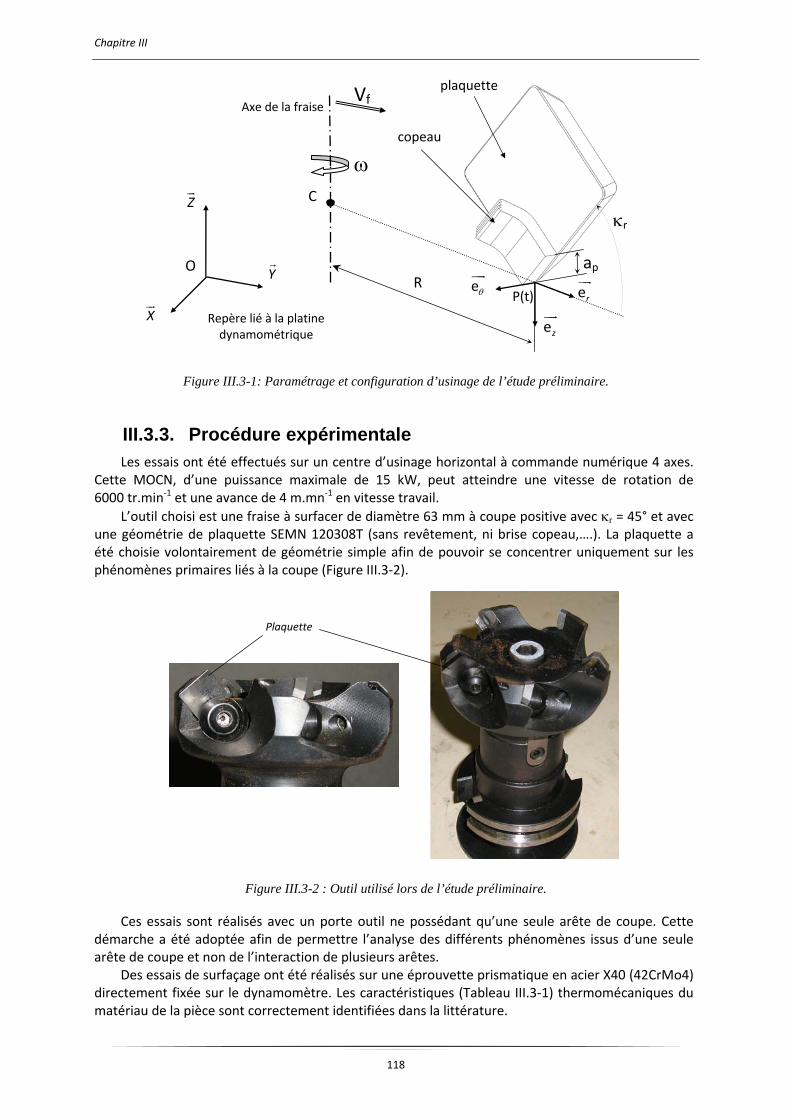
Chapitre III
118
Figure III.3-1: Paramétrage et configuration d’usinage de l’étude préliminaire.
III.3.3. Procédure expérimentale Les essais ont été effectués sur un centre d’usinage horizontal à commande numérique 4 axes.
Cette MOCN, d’une puissance maximale de 15 kW, peut atteindre une vitesse de rotation de 6000 tr.min‐1 et une avance de 4 m.mn‐1 en vitesse travail.
L’outil choisi est une fraise à surfacer de diamètre 63 mm à coupe positive avec r = 45° et avec une géométrie de plaquette SEMN 120308T (sans revêtement, ni brise copeau,….). La plaquette a été choisie volontairement de géométrie simple afin de pouvoir se concentrer uniquement sur les phénomènes primaires liés à la coupe (Figure III.3‐2).
Figure III.3-2 : Outil utilisé lors de l’étude préliminaire.
Ces essais sont réalisés avec un porte outil ne possédant qu’une seule arête de coupe. Cette démarche a été adoptée afin de permettre l’analyse des différents phénomènes issus d’une seule arête de coupe et non de l’interaction de plusieurs arêtes.
Des essais de surfaçage ont été réalisés sur une éprouvette prismatique en acier X40 (42CrMo4) directement fixée sur le dynamomètre. Les caractéristiques (Tableau III.3‐1) thermomécaniques du matériau de la pièce sont correctement identifiées dans la littérature.
Plaquette
Axe de la fraise
R
C
e
ez
er
plaquette
copeau
Z
X
O Y
Repère lié à la platine dynamométrique
Vf
ap
r
P(t)

Approche expérimentale du torseur des actions de coupe en fraisage
119
Propriétés physiques
Masse volumique : 7800 kg.m‐3 Température de fusion 1500 °C
Diffusivité thermique : K=4,6.10‐5 m2.s‐1 Chaleur spécifique : Cp=379 J.kg‐1.K‐1
Contrainte à rupture : σr =900 MPa Module de Young : E=210 GPa
Dureté : 260 Hv
Tableau III.3-1 : Caractéristiques thermomécaniques de l’acier 42CrMo4.
Le torseur complet des actions mécaniques de la fraise sur l’éprouvette (Figure III.3‐3) est mesuré via un dynamomètre à six composantes [Couétard, 2000] sur lequel notre éprouvette est directement fixée.
Figure III.3-3 : Exemples de signaux de mesure des 6 composantes des actions mécaniques dans les deux repères (ap=1 mm; f=0.1 mm.dt-1; Vc=50 m.mn-1; ae :25% - opposition).
L’acquisition simultanée des positions codeurs de la machine (et donc de la position de l’arête de coupe) et du torseur des actions mécaniques dûes à la coupe permet ainsi d’exprimer ce dernier à la pointe de la dent dans le repère voulu. Ainsi, pour la configuration géométrique de l’outil retenue (κr =45°), l’ensemble des composantes (efforts et moments) évoluent au cours de l’usinage.
Un plan d’expériences complet [Goupy, 1997 & 2000] à cinq facteurs a été réalisé (avec comme paramètres d’entrée : ap, ae, f, Vc, stratégie d’usinage). Chacun de ces paramètres évolue selon deux niveaux, soit une série de 32 essais. La plage de variation de ces paramètres a été choisie afin de se rapprocher des conditions d’usinage industrielles (Tableau III.3‐2).
Deux essais supplémentaires dits « au centre » ont également été réalisés et permettent de vérifier la validité du plan d’expériences. Ces essais ont également été triplés afin de valider la répétabilité de l’ensemble du dispositif expérimental.
Usinage
1 tour
¼ tour
Mx/P (dNm)
My/P (dNm)
Mz/P (dNm)
Mr/P (dNm)
Mθ/P (dNm)
Mz/P (dNm)
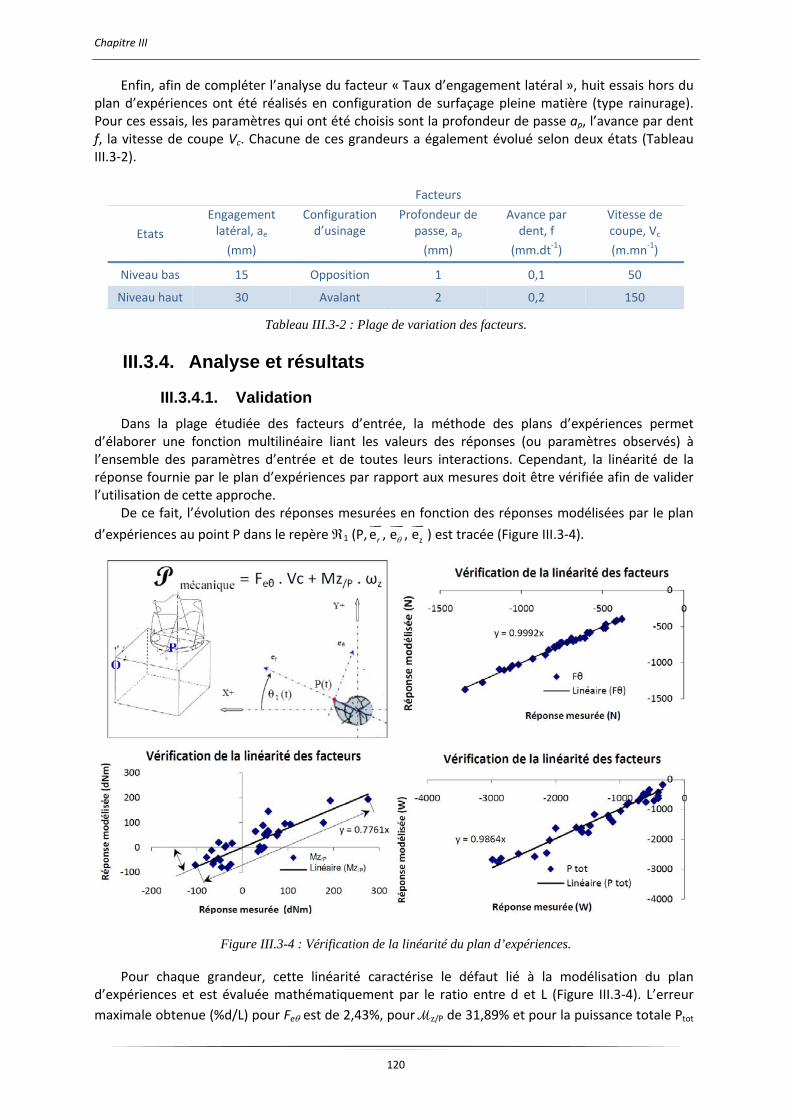
Chapitre III
120
Enfin, afin de compléter l’analyse du facteur « Taux d’engagement latéral », huit essais hors du plan d’expériences ont été réalisés en configuration de surfaçage pleine matière (type rainurage). Pour ces essais, les paramètres qui ont été choisis sont la profondeur de passe ap, l’avance par dent f, la vitesse de coupe Vc. Chacune de ces grandeurs a également évolué selon deux états (Tableau III.3‐2).
Facteurs
Etats
Engagement latéral, ae
Configuration d’usinage
Profondeur de passe, ap
Avance par dent, f
Vitesse de coupe, Vc
(mm) (mm) (mm.dt‐1) (m.mn‐1)
Niveau bas 15 Opposition 1 0,1 50
Niveau haut 30 Avalant 2 0,2 150
Tableau III.3-2 : Plage de variation des facteurs.
III.3.4. Analyse et résultats
III.3.4.1. Validation
Dans la plage étudiée des facteurs d’entrée, la méthode des plans d’expériences permet d’élaborer une fonction multilinéaire liant les valeurs des réponses (ou paramètres observés) à l’ensemble des paramètres d’entrée et de toutes leurs interactions. Cependant, la linéarité de la réponse fournie par le plan d’expériences par rapport aux mesures doit être vérifiée afin de valider l’utilisation de cette approche.
De ce fait, l’évolution des réponses mesurées en fonction des réponses modélisées par le plan
d’expériences au point P dans le repère 1 (P, ze , e , er
) est tracée (Figure III.3‐4).
Figure III.3-4 : Vérification de la linéarité du plan d’expériences.
Pour chaque grandeur, cette linéarité caractérise le défaut lié à la modélisation du plan d’expériences et est évaluée mathématiquement par le ratio entre d et L (Figure III.3‐4). L’erreur maximale obtenue (%d/L) pour Fe est de 2,43%, pour Mz/P de 31,89% et pour la puissance totale Ptot
Approche expérimentale du torseur des actions de coupe en fraisage
121
de 8,67%. L’évolution de l’effort de coupe, Fe peut être considérée comme linéaire, la puissance totale consommée lors de la coupe Ptot a seulement une tendance linéaire, et le moment Mez/P n’évolue pas de manière linéaire.
III.3.4.2. Analyse
L’intérêt du plan d’expériences est double. Lorsque sa validité est vérifiée, une relation multilinéaire analytique liant les paramètres cinématiques de coupe choisis aux grandeurs énergétiques peut être obtenue. Le plan d’expériences permet également d’obtenir « le degré » d’influence des facteurs d’entrée et de leur interactions sur les sorties du plan.
D’une part, ce plan d’expériences confirme que l’effort de coupe Fe, évolue de manière linéaire en fonction des paramètres d’entrée retenus. Ceci est cohérent avec les modèles de coupe de la littérature [Bissey, 2005], [Engin, 2001a & b], [Garnier, 2000a & b], [Lee, 1996], [Paris, 2000], qui utilisent une relation linéaire de coefficients expérimentaux.
D’autre part, ce plan d’expériences met en évidence les principaux facteurs influents sur l’effort de coupe, Fe Ainsi, l’avance par dent f est le paramètre prépondérant; suivi de la profondeur de passe, ap et dans une moindre mesure l’engagement radial, ae. Ces résultats sont une nouvelle fois cohérents avec les modèles de coupe expérimentaux où la profondeur de passe et l’avance par dent interviennent également. Les interactions principales influençant l’effort de coupe Fe sont les interactions profondeur de passe – vitesse de coupe et profondeur de passe – avance par dent. L’influence de ces interactions s’explique du fait de l’importance de la profondeur de passe et de l’avance. Les interactions faisant intervenir ces paramètres prépondérants sont également primordiales.
Concernant le moment Mez/P, le plan établi ne permet pas de réaliser une modélisation linéaire en fonction des paramètres d’entrée retenus. Deux pistes de réflexion s’ouvrent alors. Soit le phénomène n’est pas linéaire, soit d’autres paramètres non pris en compte dans cette étude permettraient de modéliser linéairement le moment Mez/P.
De ce fait, la puissance totale consommée a une tendance non linéaire. Le moment Mez/P entre en compte pour une part non négligeable dans le bilan énergétique complet. Etant non linéaire, le moment Mez/P contribue à rendre également non linéaire la puissance totale consommée. Ainsi, cette tendance à devenir non linéaire sera d’autant plus grande que la fréquence de rotation sera élevée. En effet, les essais présentés ont été réalisés à fréquence de rotation dite « conventionnelle ». Or, l’importance de la combinaison « moment ‐ fréquence de rotation » sur le bilan énergétique en usinage grande vitesse sera d’autant plus élevée et primordiale que la vitesse de rotation sera importante. En effet, la part de la puissance de coupe issue du moment Mez/P peut atteindre 40% en tournage et jusqu’à 72% dans le cas du fraisage [Couétard, 2001].
Enfin, la puissance totale consommée par la coupe est quant à elle fortement influencée par la vitesse de coupe Vc, l’avance par dent f et la profondeur de passe ap. Les interactions avance par dent – vitesse de coupe, et profondeur de passe – stratégie d’usinage sont les plus influentes. Ces deux observations valident encore une fois les modèles empiriques largement utilisés de nos jours.
Quand cela était possible, des relations linéaires ont été établies et la sensibilité des grandeurs énergétiques aux facteurs choisis, ont été la mise en évidence.
Des essais hors plan ont également été réalisés. Ces huit essais en configuration de surfaçage pleine matière (type rainurage) ont pour but de compléter les essais du plan d’expériences où le taux d’engagement latéral, ae, évolue selon deux états, 25% ou 50% du diamètre de l’outil.
Ces essais ont permis lors d’une opération de surfaçage en pleine matière de valider deux zones distinctes de travail : opposition et avalant (Figure III.3‐5).
Une comparaison des efforts de coupe, pour des conditions de coupe identiques mais avec différents taux d’engagement latéral ae a été réalisée. Les résultats mettent en évidence une évolution similaire et sont présentés sur la Figure III.3‐6. Un seul essai de surfaçage en pleine matière permet donc d’étudier les deux configurations d’usinage (avalant, opposition) et les

Chapitre III
122
différents taux d’engagement latéral tout en diminuant le nombre d’essais et en préservant l’outil (choc à l’entrée de la matière).
Figure III.3-5 : Configuration d’usinage lors d’une opération de rainurage.
Figure III.3-6 : Comparaison de l’évolution des efforts de coupe en fonction de la configuration d’usinage.
III.3.5. Conclusion Les expériences menées lors de cette étude ont confirmé en fraisage la présence des moments
de coupe et donc la nécessité de leur prise en compte dans le bilan énergétique. L’approche expérimentale par les plans d’expériences a validé deux points. D’une part, l’évolution linéaire de l’effort de coupe est en accord avec les modèles de coupe expérimentaux [Bissey, 2005], Engin et al. [Engin, 2001a & b], [Garnier, 2000a & b], [Lee, 1996] ou encore celui proposé par [Paris, 2000]. D’autre part, le moment Mz/P, consommateur de puissance, évolue de manière non linéaire en fonction des paramètres d’usinage choisis. Ce comportement met en évidence qu’un ou plusieurs paramètres non pris en compte dans cette étude influencent fortement les moments de coupe. Ces paramètres non pris en compte pouvant influencer le moment Mz/P peuvent être liés à la déformation de la matière lors de la formation du copeau ou encore aux conditions de contact entre l’outil et le copeau [Laheurte, 2004]. Les phénomènes dans cette zone de contact outil/copeau sont complexes. En effet, le glissement et l’adhérence entre la face de coupe de l’outil et le copeau se succèdent selon les conditions d’usinage. Une nouvelle étude dans le cas du fraisage est donc nécessaire afin de mieux appréhender les phénomènes mis en jeu, notamment pour les moments.
Pièce
z
Direction d’avance
Opposition
Avalant
Trajectoire de la pointe de l’outil
y
x

Approche expérimentale du torseur des actions de coupe en fraisage
123
III.4. Nouvelle démarche expérimentale
III.4.1. Introduction L’évaluation du moment de coupe est nécessaire afin d’estimer avec précision le bilan
énergétique d’une opération d’usinage. L’approche expérimentale a été choisie afin de comprendre les phénomènes et de mettre en avant les paramètres de coupe dont dépendent les moments de coupe. Cependant, l’étude précédente a montré qu’un plan d’expériences de premier ordre est inadapté pour modéliser les moments de coupe en fonction des paramètres de coupe (profondeur de passe ap, avance par dent f, vitesse de coupe Vc, taux engagement latéral ae, configuration d’usinage avalant/opposition). Par conséquent, l’objectif de cette nouvelle étude expérimentale est d’établir, grâce à un protocole spécifique, une modélisation expérimentale du torseur des actions de coupe (incluant les moments), comparable à celle de Bissey et al. [Bissey, 2005], Engin et al. [Engin, 2001a & b], Garnier et al. [Garnier, 2000a & b], [Lee, 1996] ou Paris et al. [Paris, 2000]. Ce modèle dépendra en particulier des conditions de coupe et des paramètres géométriques de l’outil.
Le premier objectif de cette nouvelle campagne est d’établir un modèle expérimental, non seulement des efforts, mais surtout des moments de coupe à partir des divers paramètres cinématiques et géométriques retenus. La modélisation de l’effort de coupe F et du moment Mz/P devra s’appuyer sur les résultats de l’étude précédente.
L’étude antérieure a également montré que des essais de type surfaçage en pleine matière représentent les différentes configurations d’usinage tout en diminuant le nombre d’essais. Ce type de configuration d’usinage sera donc retenu pour les études suivantes.
Le second objectif sera de développer un critère énergétique caractérisant l’ensemble des actions de coupe afin d’optimiser les conditions d’usinage. Une autre particularité de ce critère sera de définir le couple outil‐matière utilisé et de proposer une possibilité de transposition des résultats obtenus vers une autre opération.
III.4.2. Critères énergétiques Dans cette partie, une nouvelle démarche expérimentale est présentée. De nouveaux critères
caractérisant l’opération sont développés. Ainsi, à partir de ces nouveaux indicateurs, une méthodologie est proposée afin d’établir un modèle expérimental du torseur complet des actions de coupe.
Cette partie expose la procédure expérimentale mise en place alors que le chapitre suivant présentera les résultats.
Ces critères sont établis en prenant en compte les conclusions de l’étude préliminaire, notamment pour les moments de coupe. De plus, ces critères auront une expression similaire aux « coefficients spécifiques » intervenant dans les modélisations expérimentales des efforts de coupe actuels, [Bissey, 2005], [Engin, 2001a & b], [Garnier, 2000a & b], [Lee, 1996], [Paris, 2000]. Cependant, basée sur l’étude des paramètres cinématiques, ces critères seront établis à partir des grandeurs réelles. La densité d’action de coupe est définie comme le rapport instantané de chaque composante du torseur complet des actions de coupe et de la section du copeau instantanée (équation (III‐4‐1)).
ctions coupe (t)
action de coupe (t)copeau (t)
=A
DA
. (III‐4‐1))
Ainsi, six critères sont obtenus à partir de chaque composante de la résultante et du moment de coupe. Tout comme le torseur d’actions mécaniques, ces critères dépendent du repère d’expression. L’expression des trois indicateurs issus des moments de coupe est également liée au point d’application où le torseur des actions de coupe est exprimé. Les points O, C, P et les repères
0 (O, , Y, ZX
) et 1 (P, ze , e , er
) pourront être utilisés (cf. paragraphes III.2.1 à p.105). Cependant,
le point P, représentant le point où la coupe est considérée, et le repère 1 (P, ze , e , er
),

Chapitre III
124
coïncident avec les grandeurs cinématiques de la coupe, seront privilégiés afin de traduire au mieux les phénomènes réels.
III.4.2.1. Densités d’efforts
La densité d’effort est définie comme le rapport instantané d’un effort de coupe et de la section du
copeau : ffort coupe (t)
effort (t)copeau (t)
= i
iD
AE
avec ze , e ou eri
. (III‐4‐2)
Ces critères sont similaires aux pressions (ou coefficients) spécifiques de coupe. Cependant, la particularité réside dans le calcul de la section de copeau présenté dans le paragraphe III.4.2.2.1.
Ainsi, un critère selon chaque composante de la résultante de l’effort de coupe peut être obtenu. Afin de correspondre au mieux avec les phénomènes de coupe, ce critère est exprimé dans
le repère tournant lié à la pointe de la dent, 1 ( ze , e , er
), (équations (III‐4‐3) à (III‐4‐5))
Selon la direction d’avance, re
: er (t)
er (t)copeau (t)
FF =D
A. (III‐4‐3)
Selon la direction de la vitesse de coupe, e
: θ
θe (t)
e (t)copeau (t)
FF =D
A. (III‐4‐4)
Selon la direction de l’axe de rotation de la fraise, ze
: z
ze (t)
e (t)copeau (t)
FF =D
A. (III‐4‐5)
III.4.2.2. Densités de moments
De même que pour les densités d’effort, la densité de moment est le rapport instantané entre chaque composante du moment de coupe exprimé en un point (ici à la pointe de la dent en P) et la
section de copeau :
/P
/P
oment coupe (t)moment (t)
copeau (t) = i
i
MD
A avec ze , e ou eri
. (III‐4‐6)
Trois critères dépendant des trois composantes du moment de coupe pourront être obtenus (équations (III‐4‐7) à (III‐4‐9)).
Selon la direction d’avance, re
: /P /P
er (t)er (t)
copeau (t) =
MDM
A. (III‐4‐7)
Selon la direction de la vitesse de coupe, e
: θ
θ /P
/P
e (t)e (t)
copeau (t) =
MDM
A. (III‐4‐8)
Selon la direction de l’axe de rotation de la fraise, ze
: /P /P
zz
e (t)e (t)
copeau (t) =
MDM
A. (III‐4‐9)
Le torseur complet des actions de coupe ainsi que la section de copeau instantanée sont nécessaires afin d’obtenir expérimentalement ces six critères. Les actions de coupe sont obtenues à partir de mesures réalisées avec un dynamomètre à six composantes. La section de copeau est calculée à partir des positions successives de la pointe de la dent au cours de l’usinage. Ce dernier point est détaillé dans le paragraphe suivant.
III.4.2.2.1 Calcul de la section de copeau non déformée instantanée,
Acopeau (t)
À partir de la description géométrique de la trajectoire de la dent entre deux passes successives et de la géométrie de la plaquette, la section de copeau théorique instantanée peut être approximée. Cependant, le paragraphe III.2.2.1 a mis en évidence une variation des paramètres cinématiques au cours de l’usinage par rapport à la consigne imposée. Ces variations influent

Approche expérimentale du torseur des actions de coupe en fraisage
125
directement sur la section de copeau instantanée réelle. Les différentes modélisations de la section de copeau ne prennent pas en compte ces variations [Li, 2001], [Martelotti, 1941 & 1945], [Saï, 2008], [Spiewak, 1995]. Aussi, l’objectif est de diminuer les erreurs commises lors de la mesure et/ou des calculs des grandeurs nécessaires à l’établissement des densités d’actions de coupe. Ainsi, lors d’un usinage à grande vitesse ou pour avoir une plus grande précision, une solution consiste à déterminer la section de copeau réelle à partir de la position réelle de la pointe de la dent et donc de sa trajectoire réelle. Grâce au dispositif expérimental installé sur la MOCN, le calcul de la section de copeau non déformée réelle instantanée est présenté dans les paragraphes suivants.
III.4.2.2.1.1 Calcul de l’avance radiale instantanée réelle, er(t) Les informations issues du codeur de broche et des codeurs de position des axes linéaires
permettent respectivement de connaître, à tout instant et dans le repère 0 ( , Y, ZX
), la position du point C(t) et la position angulaire instantanée (t) de l’arête de coupe (cf.III.2.2 p.107). A partir de la position du point C(t) et de la position angulaire (t), la position à tout instant d’un point P(t) représentant l’arête de coupe au tour i dans le repère 0 ( , Y, ZX
) peut donc être déduite (cf. III.2.2 p.107). Par la suite, le point Mi‐1 représentant l’arête de coupe au tour précédent (tour i‐1), est recherché afin que les points C(t), M(t) et P(t) soient alignés, en minimisant la relation (III‐4‐10), (Figure III.4‐1).
‐1
‐1
sin
.
i ii i
i ii i
C CM P
C CM P . (III‐4‐10)
Figure III.4-1 : Trajectoire d’un point périphérique de la fraise.
Ainsi, après avoir déterminé ce point, la distance 1M P
i i est calculée à chaque instant et
permet d’obtenir « l’avance radiale instantanée », appelée er(t). Le calcul est répété pour chaque point P compris entre les points A et B. Dans le cas où l’outil ne
possède qu’une seule arête de coupe, ces deux points sont l’intersection de la trajectoire d’une dent
entre le tour étudié (tour i) et le tour précédent (tour i‐1). Cette portion de la trajectoire (AB ) correspond à la zone de coupe, (i.e. lorsque l’arête de coupe est dans la matière).
Le calcul de l’avance radiale instantanée réelle augmente la précision du calcul car les variations des paramètres cinématiques sont prises en compte. Dans ce calcul, les éléments intermédiaires entre le codeur de broche et l’outil (broche – porte‐outil,….), mais aussi l’outil, sont supposés non déformables afin de considérer la position du codeur de broche représentative de la position de tout point de l’outil.
M(t)
O 0
X
Y
C(t)
P(t)
Rotation i‐1
Rotation i
Rotation i+1 A
B
Sens de rotation
(t)
_ er
er
_ e
Direction d’avance
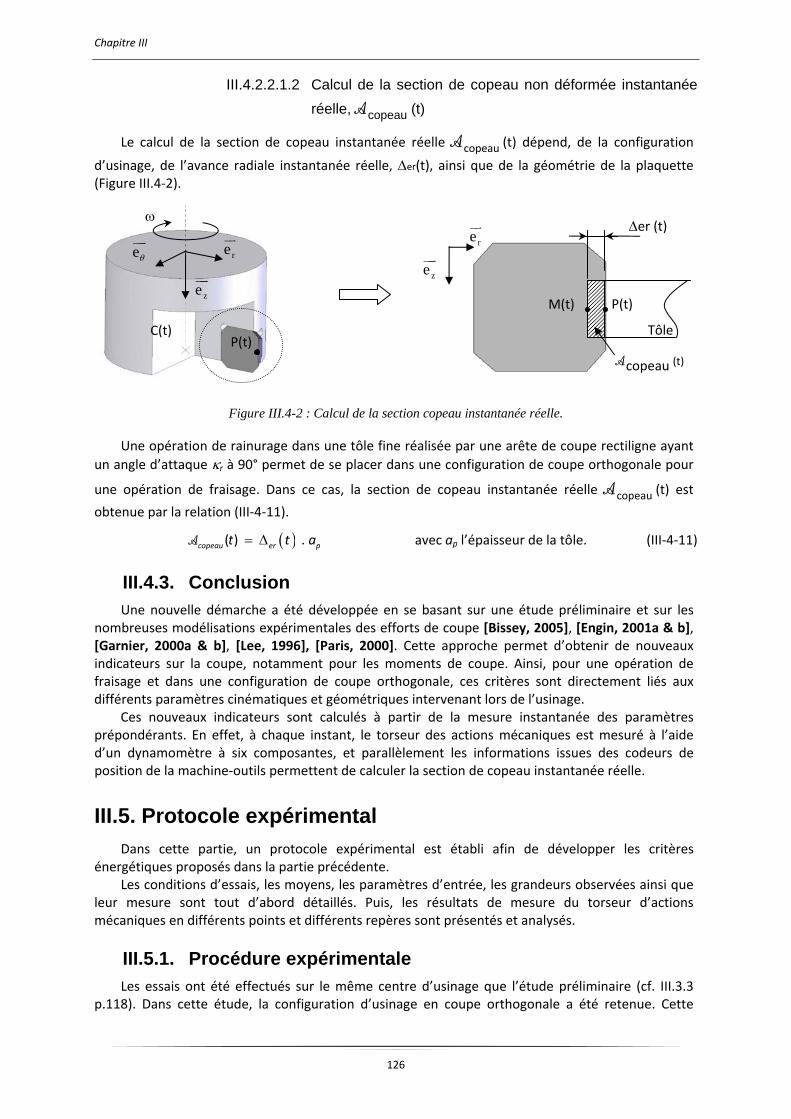
Chapitre III
126
III.4.2.2.1.2 Calcul de la section de copeau non déformée instantanée réelle, Acopeau (t)
Le calcul de la section de copeau instantanée réelle Acopeau (t) dépend, de la configuration
d’usinage, de l’avance radiale instantanée réelle, er(t), ainsi que de la géométrie de la plaquette (Figure III.4‐2).
Figure III.4-2 : Calcul de la section copeau instantanée réelle.
Une opération de rainurage dans une tôle fine réalisée par une arête de coupe rectiligne ayant un angle d’attaque r à 90° permet de se placer dans une configuration de coupe orthogonale pour
une opération de fraisage. Dans ce cas, la section de copeau instantanée réelle Acopeau (t) est
obtenue par la relation (III‐4‐11).
( ) . Acopeau er pt t a avec ap l’épaisseur de la tôle. (III‐4‐11)
III.4.3. Conclusion Une nouvelle démarche a été développée en se basant sur une étude préliminaire et sur les
nombreuses modélisations expérimentales des efforts de coupe [Bissey, 2005], [Engin, 2001a & b], [Garnier, 2000a & b], [Lee, 1996], [Paris, 2000]. Cette approche permet d’obtenir de nouveaux indicateurs sur la coupe, notamment pour les moments de coupe. Ainsi, pour une opération de fraisage et dans une configuration de coupe orthogonale, ces critères sont directement liés aux différents paramètres cinématiques et géométriques intervenant lors de l’usinage.
Ces nouveaux indicateurs sont calculés à partir de la mesure instantanée des paramètres prépondérants. En effet, à chaque instant, le torseur des actions mécaniques est mesuré à l’aide d’un dynamomètre à six composantes, et parallèlement les informations issues des codeurs de position de la machine‐outils permettent de calculer la section de copeau instantanée réelle.
III.5. Protocole expérimental
Dans cette partie, un protocole expérimental est établi afin de développer les critères énergétiques proposés dans la partie précédente.
Les conditions d’essais, les moyens, les paramètres d’entrée, les grandeurs observées ainsi que leur mesure sont tout d’abord détaillés. Puis, les résultats de mesure du torseur d’actions mécaniques en différents points et différents repères sont présentés et analysés.
III.5.1. Procédure expérimentale Les essais ont été effectués sur le même centre d’usinage que l’étude préliminaire (cf. III.3.3
p.118). Dans cette étude, la configuration d’usinage en coupe orthogonale a été retenue. Cette
er (t)
Acopeau (t)
re
ze
Tôle
P(t) M(t)
re
e
ze
C(t) P(t)

Approche expérimentale du torseur des actions de coupe en fraisage
127
configuration simplifie la compréhension des phénomènes principaux liés à la coupe. L’utilisation d’une seule plaquette évite également l’interaction entre plusieurs arêtes de coupe.
Par rapport à l’étude précédente (cf. III.3.3 p.118), l’analyse de l’angle de coupe 0 a également été intégrée. En effet, ce paramètre doit être pris en compte car c’est un élément important dans les modèles expérimentaux des efforts de coupe actuels, [Bissey, 2005], [Engin, 2001a & b], [Garnier, 2000a & b], [Lee, 1996].
Pour réaliser cette étude, un porte‐outil spécifique de 50 mm de diamètre avec plusieurs porte‐plaquettes interchangeables a été développé (Figure III.5‐1). L’ensemble accueille une seule plaquette de géométrie carrée (SEHHW 1204). Différentes configurations géométriques de l’arête de coupe peuvent être obtenues. Cette outillage permet de choisir l’angle de coupe 0 (une valeur par porte‐plaquette) et possède un angle de direction d’arête s nul et un angle d’attaque r de 90°.
La plaquette usinera uniquement avec sa partie latérale une fine éprouvette dont d’épaisseur sera contrôlée (Figure III.5‐2).
Le matériau usiné est un acier X40 (42CrMo4).
Figure III.5-1 : Outillage spécifique.
Figure III.5-2 : Outil et configuration d’usinage.
Corps de l’outil Porte plaquette
Outil assembléExtrémité de l’outil
ω
Vf
C(t)
P(t)
C’(t)
dPC

Chapitre III
128
III.5.1.1. Choix des paramètres d’entrée de l’étude
Les travaux précédents [Albert, 2007] confirment les paramètres cinématiques et géométriques influençant les grandeurs énergétiques de la coupe utilisés dans de nombreux travaux sur la modélisation du fraisage, [Bissey, 2005], [Engin, 2001a & b], [Fontaine, 2006], [Garnier, 2000a & b], [Lee, 1996], [Paris, 2000]. Ainsi, les nouveaux critères mis en place ont été étudiés au travers d’un plan d’expériences complet à quatre facteurs (Tableau III.5‐1). Les facteurs d’entrée retenus sont la profondeur de passe ap, l’avance par dent f, la vitesse de coupe Vc, ainsi que l’angle de coupe, 0.
Facteurs
Etats
Angle de coupe, γ0
Profondeur de passe / épaisseur éprouvette,
ap
Avance par dent, f
Vitesse de coupe, Vc
(°) (mm) (mm.dt‐1) (m.mn‐1)
Niveau bas ‐6 2 0,08 80
Niveau haut 6 4 0,24 240
Tableau III.5-1 : Plage de variation des facteurs.
Grâce à une étude de sensibilité, les paramètres les plus influents sont introduits dans une modélisation expérimentale des densités d’actions mécaniques de coupe (cf. III.4.2 p.123).
III.5.1.2. Choix des paramètres étudiés
Les paramètres étudiés sont le torseur complet des actions mécaniques de coupe de l’outil sur la pièce (efforts et moments) et les densités d’actions de coupe correspondantes.
La connaissance de la position d’un point de l’arête de coupe et de ses mouvements permet d’exprimer et d’analyser le torseur des actions mécaniques au point et dans le repère souhaités. Les grandeurs étudiées ont donc été analysées à la pointe de la dent, point P, et dans le repère local
tournant lié à la pointe de la dent, 1 (P, ze , e , er
), pour être plus représentatif des phénomènes (cinématiques) de formation du copeau.
III.5.2. Présentation des résultats A l’aide de l’application développée, une partie des données est extraite afin d’exploiter
certaines zones spécifiques. La zone d’étude est choisie lorsque l’usinage est en régime établi et que les signaux d’actions de coupe sont identiques entre deux tours successifs (i.e. l’outil est totalement engagé dans la matière). Cette partie présente les signaux de l’ensemble des actions de coupe. Ces données seront par la suite utilisées pour la mise place des critères énergétiques et la modélisation expérimentale des actions de coupe, et en particulier du moment.
III.5.2.1. Efforts de coupe
La Figure III.5‐3 montre, pour un demi‐tour de l’arête de coupe, la mesure des forces de coupe
dans le repère fixe 0 (O, , Y, ZX
) ainsi que dans le repère tournant lié à la dent 1 (P, ze , e , er
). Le point d’application n’est pas précisé car l’effort est invariant en fonction du point d’expression.
L’effort selon la direction parallèle à l’axe de rotation de l’outil, ze
, est la seule composante d’effort nulle. En effet, la configuration spécifique d’usinage choisie, i.e. la coupe orthogonale,
génère uniquement des efforts dans le plan ( , YX
) ou ( e , er
) perpendiculaire à l’arête de coupe.
Dans cette étude, l’arête de coupe est parallèle à l’axe ze
. Ainsi, pour étudier cette composante,
l’angle d’inclinaison d’arête s et/ou l’angle de direction d’arête r devront être respectivement différent de 0 et 90°.

Approche expérimentale du torseur des actions de coupe en fraisage
129
Les composantes selon e
r et e
présentent une évolution similaire aux résultats de nombreux travaux dont ceux de [Bissey, 2005], [Fontaine, 2006] et [Garnier, 2000a & b]. Les niveaux correspondent également aux résultats estimés par un modèle expérimental (COM).
Figure III.5-3 : Exemple de forces mesurés en différents points et différents repères.
III.5.2.2. Moment de coupe
Pour un demi‐tour de l’arête de coupe, la Figure III.5‐4‐a montre la mesure des moments de
coupe au centre du dynamomètre, point O, dans le repère fixe 0 (O, , Y, ZX
). Les courbes suivantes (b et c) représentent le transport de ces moments sur l’axe de la fraise et à la même altitude que le
point de coupe, au point C’ (Figure III.5‐2) dans le repère 0 (O, , Y, ZX
) et dans le repère tournant
lié à la dent 1 (P, ze , e , er
). Enfin, la Figure III.5‐4‐d présente le transport des moments au point P
représentant l’arête de coupe dans le repère 1 (P, ze , e , er
). Dès lors que les moments sont calculés en un point ayant la même altitude que le point
représentant l’arête de coupe (point P) la seule composante non nulle des moments se situe selon
l’axe ze
, direction parallèle à l’axe de rotation de l’outil. Ce cas particulier est du à la configuration spécifique d’usinage choisie : la coupe orthogonale. Ainsi, dans cette configuration de coupe, le seul moment qu’il sera possible d’observer sera Mez/P. Afin d’étudier les autres composantes, une étude
en configuration de coupe oblique sera nécessaire. Pour étudier le moment Mer/P, l’angle
d’inclinaison d’arête s devra être différent de 0°, et pour le moment Meθ/P, l’angle de direction d’arête r devra être différent de 90°.
Fy
Fz
Fx
Vc =80 m.mn‐1, ap=2mm, f=0.08mm.dt‐1, γ0 = ‐6°
Fer
Feθ
Fez

Chapitre III
130
Figure III.5-4 : Exemple de moments mesurés en différents points et différents repères.
Vc =80 m.mn‐1, ap=2mm, f=0.08mm.dt‐1, γ0 = ‐6°
a)
Mx/O
My/O Mz/O
b)
Mz/C
Mx/C
My/C
c)
Mez/C
Mer/C
Meθ/C
d)
Mez/P
Mer/P
Meθ/P
Mer centre fraise (Nm)
Meθ centre fraise (Nm)
Mez centre fraise (Nm)
Approche expérimentale du torseur des actions de coupe en fraisage
131
Il est important de remarquer que lors du passage du repère fixe lié au dynamomètre
0 (O, , Y, ZX
) au repère tournant lié à la dent 1 (P, ze , e , er
), le moment selon une direction
parallèle à l’axe de rotation de la fraise ze
change de signe selon le repère d’expression. Ce changement de signe dépend de l’orientation des différents axes du référentiel d’expression.
L’évolution et l’amplitude du moment selon ze
sont également différentes selon le point d’expression. Excepté à la pointe de la dent, ce moment inclus aussi bien des moments provoqués par les efforts de coupe qu’un couple « pur ». L’amplitude est donc moindre lorsque ce moment est exprimé à la pointe de la dent où seuls le couple demeure.
Enfin, l’exemple choisi (Figure III.5‐3 et Figure III.5‐4) admet des valeurs pour l’ensemble de ses composantes du torseur d’actions de coupe parmi les plus faibles de la campagne d’essais. Aussi, l’incertitude et la précision de mesure a d’autant plus d’importance lorsque le niveau de mesure est faible. La Figure III.5‐3 présente l’évolution des efforts de coupe dans le repère fixe du
dynamomètre, 0 (O, , Y, ZX
). L’étalonnage du dynamomètre a montré que l’erreur de mesure la plus importante est commise pour la composante Fy ; aussi, la valeur maximale de Fy (en norme) est de 600 N ±125 N soit 20% d’erreur. La Figure III.5‐4–a présente la mesure des moments au centre du
dynamomètre (en O), dans le repère fixe du dynamomètre, 0 ( , Y, ZX
). L’étalonnage de la platine a
montré que l’incertitude de mesure la plus importante est commise pour la composante Mz/O. Aussi, parmi l’ensemble des essais réalisés, l’erreur maximale est commise pour un usinage où la valeur maximale de Mz/O (en norme) est de 25 N.m ±6.3 N.m soit 25% d’erreur. Ces valeurs bien qu’élevées sont à relativiser car l’erreur commise sera d’autant plus faible que les grandeurs mesurées seront comprises entre les deux tiers et la totalité de la pleine échelle. Par comparaison, pour un essai où les actions de coupe sont parmi les plus élevées de l’étude, les erreurs respectives selon Fy et Mz/O sont de 2250 N ±125 N.m et 80 N.m ±6.3 N.m, soit 5.5% et 7.8% d’erreur. Ainsi, la précision de mesure du dynamomètre utilisé sera considérée comme acceptable.
III.6. Conclusion
Ce chapitre a permis de mettre en place la démarche théorique et le protocole expérimental nécessaires à l’obtention de nouveaux critères énergétiques : les densités d’actions mécaniques.
Dans un premier temps, l’étude analytique du bilan énergétique et des grandeurs le composant a permis de mettre en évidence les paramètres à obtenir et à observer lors des essais. L’étude des composantes du torseur cinématique a en particulier montré l’intérêt de prendre en compte des valeurs réelles par rapport aux valeurs théoriques.
Par la suite, grâce aux travaux bibliographiques et à une étude préliminaire, les principaux paramètres influents sur les grandeurs intervenant dans la puissance de coupe ont été sélectionnés. Cette étude a mis en avant le besoin d’une démarche spécifique afin d’obtenir des critères expérimentaux caractérisant les moments de coupe. Ces travaux ont également permis de choisir un mode d’usinage (rainurage) et ont aussi montré la nécessité de simplifier la configuration d’usinage afin de comprendre les phénomènes mis en jeu lors de la coupe (coupe orthogonale).
A partir de ces remarques, la démarche et le protocole expérimental, prenant en compte les grandeurs instantanées, ont été détaillés et ont mis en avant les besoins techniques afin d’établir les densités d’actions de coupe et notamment les densités de moments.
Enfin, les premiers résultats de mesures du torseur des actions mécaniques de coupe ont été présentés.
Ce chapitre présente donc l’approche expérimentale qui va être appliquée et analysée dans le chapitre suivant.

Chapitre IV
MODELISATION EXPERIMENTALE DU TORSEUR DES ACTIONS DE COUPE EN FRAISAGE
Ce chapitre présente la mise en place et la validation d’une démarche expérimentale
permettant d’établir une modélisation expérimentale du moment de coupe Mez/P intervenant
dans le bilan énergétique pour une opération de fraisage d’une seule arête de coupe dans
une configuration de coupe orthogonale. La modélisation du moment de coupe Mez/P est
basée sur un nouveau critère énergétique, la densité de moment, DMez/P, et la section de
copeau instantanée réelle, Acopeau(t).
Le bilan énergétique pour l’opération d’usinage retenue incluant le moment de coupe modélisé est ensuite étudié.


Chapitre IV
MODELISATION EXPERIMENTALE DU TORSEUR DES ACTIONS DE COUPE EN FRAISAGE
NOMENCLATURE ______________________________________________________________ 137
IV.1. INTRODUCTION _________________________________________________________ 139
IV.2. CALCUL DE LA SECTION DE COPEAU NON DEFORMEE INSTANTANEE REELLE139 IV.2.1. Etude de l’évaluation de la section de copeau Acopeau (t) _______________ 139
IV.2.2. Calcul de la section de copeau Acopeau (t) __________________________ 145
IV.3. DENSITES D’ACTIONS DE COUPE _________________________________________ 146 IV.3.1. Densités d’efforts de coupe _______________________________________ 146 IV.3.2. Densités de moments de coupe à la pointe outil _______________________ 152
IV.4. MODELISATION DU MOMENT DE COUPE A LA POINTE DE L’OUTIL __________ 160 IV.4.1. Modélisation de la section de copeau _______________________________ 160 IV.4.2. Modélisation de la densité de moment à la pointe de l’outil, DMez/P(t) _______ 161
IV.4.3. Résultats de la modélisation du moment à la pointe de l’outil, Mez/P(t) ______ 170 IV.4.4. Conclusion ____________________________________________________ 172
IV.5. BILAN ENERGETIQUE ____________________________________________________ 172 IV.5.1. Résultats et analyses ____________________________________________ 173 IV.5.2. Evaluation rapide de la puissance de coupe maximale __________________ 174 IV.5.3. Conclusion sur le bilan énergétique _________________________________ 176
IV.6. CONCLUSION ___________________________________________________________ 176

Modélisation expérimentale du torseur des actions de coupe en fraisage
137
Nomenclature
a, b, c, d Coefficient du modèle de la densité de moment DMez/P.
ction coupe (t)A Composante instantanée du torseur d’actions mécaniques de coupe.
copeau (t)A Section de copeau instantanée (mm²).
ap Profondeur de passe (mm).
COM Couple Outils matière [AFNOR, 1997].
d Paramètre caractérisant la dispersion de points de mesure.
D Diamètre de l’outil.
action de coupe (t) D Densité d’action de coupe instantanée.
effort (t)i
D Densité d’effort de coupe instantanée selon la direction i (N.m‐2).
/Pmoment (t) iD Densité de moment de coupe instantanée en P selon la direction i (N.m.m‐2).
(DFi, DFj, DFk) Composantes respectives de la densité d’effort selon les directions i, j, k (N.mm‐2).
(DMi/P, DMj/P, DMk/P) Composantes respectives de la densité de moment en P selon les directions i, j, k (N.m.mm‐2).
iffort coupe (t)E Effort de coupe instantané selon la direction i (N).
(Fi, Fj, Fk) Composantes respectives de la résultante d’action mécanique selon les directions i, j, k (N).
f Avance par dent (mm.dt‐1).
fref Avance par dent de référence (mm.dt‐1).
ha ou ht Epaisseur de copeau (mm).
KI 2nd terme de KMez (N.m.mm‐2).
KM 1er terme de KMez (N.m.mm‐2).
KMez Coefficient spécifique du moment de coupe Mez/P (N.m.mm‐2)
Kr, Kc Coefficients spécifiques de coupe (N.mm‐2)
L Paramètre caractérisant l’étendue de points de mesure.
mc exposant Exposant du modèle du coefficient de coupe Kc.

Chapitre IV
138
(Mi/P, Mj/P, Mk/P) Composantes respectives du moment en P du torseur d’action mécanique selon les directions i, j, k (N.m).
/Poment coupe (t) iM Moment de coupe instantané en P selon la direction i (N.m).
MOCN Machine‐Outils à Commande Numérique.
N Fréquence de rotation de l’outil (tr.mn‐1).
S1 S2P Puissance mécanique dissipée entre les solides S1 et S2 (W).
Pc Puissance de coupe(W).
Pe Puissance électrique consommée durant la coupe (W).
(PFi, PFj, PFk) Composantes respectives de la puissance de coupe issue de la composante d’effort de coupe selon les directions i, j, k (W).
(PMi/P, PMj/P, PMk/P) Composantes respectives de la puissance de coupe issue de la composante du moment de coupe en P selon les directions i, j, k (W).
Pv Puissance électrique consommée à vide (W).
R Rayon de l’outil.
0 ( X, Y, Z
) Repère orthonormé, fixe, lié au dynamomètre dont les directions des axes sont identiques à celles de la machine‐outils.
1 ( r θ ze , e , e
) Repère orthonormé, tournant, lié à la pointe de la dent.
Vc Vitesse de coupe (m.mn‐1).
Vf Vitesse d’avance (m.mn‐1).
(Vi /P, Vj /P, Vk /P) Composantes respectives du moment cinématique en P selon les directions i, j, k (m.s‐1).
Symboles grecs
γ0 Angle de coupe (°).
s Angle de direction d’arête (°).
ω ou ωz Fréquence de rotation de l’outil (rd.s‐1).
(ωi, ωj, ωk) Composantes respectives de la résultante cinématique selon les directions i, j, k (rd. s‐1).
Modélisation expérimentale du torseur des actions de coupe en fraisage
139
IV.1. Introduction
’OBJECTIF de ce chapitre est de développer un modèle expérimental simple du moment de coupe. Cette modélisation sera réalisée pour une configuration de coupe orthogonale lors d’une opération de fraisage. Le protocole et la démarche expérimentale mis en
œuvre dans cette partie ont été présentés dans le chapitre précédent. La mise en place de ce modèle est en partie basée sur l’évolution de la section de copeau au
cours de l’usinage. La modélisation de la section de copeau est donc primordiale pour atteindre l’objectif fixé. Dans une première partie, une analyse du principal modèle de l’épaisseur du copeau [Martelotti, 1941 & 1945] est menée. Ce modèle est ensuite confronté à la détermination expérimentale de l’épaisseur et de la section de copeau.
Par la suite, la nouvelle démarche expérimentale est appliquée aux efforts de coupe. Basées sur la section de copeau instantanée réelle, les densités d’efforts de coupe sont établies. Les résultats de cette approche sont comparés et analysés en regard des modèles de coupe expérimentaux où interviennent les coefficients spécifiques de coupe.
Ce protocole expérimental est ensuite appliqué au moment de coupe. Un nouveau critère énergétique est alors développé : la densité de moment. La modélisation de cette grandeur ainsi que l’étude des paramètres influents sont alors présentées. Un modèle expérimental du moment en configuration de fraisage en coupe orthogonale est alors établi à partir de ce critère.
Enfin, le bilan énergétique complet est ensuite étudié. La puissance de coupe estimée à partir de la modélisation expérimentale (efforts et moments de coupe) est confrontée à la puissance de coupe consommée réelle.
IV.2. Calcul de la section de copeau non déformée instantanée réelle
La section de copeau est une grandeur primordiale lors de la modélisation expérimentale des actions de coupe. En effet, les efforts de coupe sont souvent directement exprimés en fonction de l’épaisseur moyenne du copeau ou de la section de copeau. L’enjeu pour la modélisation des actions de coupe est donc de déterminer ces grandeurs avec précision.
Ainsi, une analyse des différentes approches de l’évaluation de l’épaisseur du copeau, et donc de la section de copeau, montre les avantages et les limites de chaque démarche.
IV.2.1. Etude de l’évaluation de la section de copeau Acopeau (t)
Dans les cas de la coupe oblique ou 3D, la section de copeau dépend de l’épaisseur du copeau, de la profondeur de passe et des angles d’attaque r et d’inclinaison d’arête s. Cependant, dans le cadre de nos essais en configuration de coupe orthogonale, la section de copeau est directement liée à l’épaisseur du copeau par la profondeur de passe. Afin d’évaluer la section de copeau, l’épaisseur du copeau doit être estimée.
IV.2.1.1. Calcul de l’épaisseur du copeau
Tout comme la section de copeau, l’épaisseur du copeau peut être abordée par une approche expérimentale ou théorique.
IV.2.1.1.1 Modélisation de l’épaisseur du copeau
Les travaux de Martelotti [Martelotti, 1941 & 1945] proposent une approximation (trajectoire circulaire) et l’expression théorique (trajectoire trochoïdale) de l’épaisseur du copeau, notées respectivement ha et ht (cf. paragraphe I.2.3.3.2). Afin de confirmer la plage de validité de l’expression simplifiée de l’épaisseur du copeau ha, une étude a été réalisée.
Pour ceci, les fonctions écart (équation(IV‐2‐1)) et écart relatif (équation (IV‐2‐2)) sont définies.
L

Chapitre IV
140
( ) ( ) ‐ ( )ep copeau a tEcart t h t h t . (IV‐2‐1)
( ) ( )% ( )
( )
a t
ep copeau
t
h t h tEcart t
h t. (IV‐2‐2)
Afin d’étudier l’évolution de ces écarts et avoir une plus grande plage de validité des résultats, le rapport (R/f) entre le rayon de l’outil et l’avance a été utilisé.
La Figure IV.2‐1 présente l’évolution de l’écart du calcul de l’épaisseur du copeau non déformé pour des rapports R/f de 100 et 1000 en fonction de f (équation (IV‐2‐1)).
Figure IV.2-1: Evolution de l’écart du calcul de l’épaisseur du copeau pour R/f=100 et R/f=1000 en fonction de l’avance f.
L’avance par dent f est comprise entre 0,1 mm.dt‐1 et 1 mm.dt‐1. L’allure de l’écart évolue de manière sinusoïdale en fonction de l’avance f. Cette évolution est directement liée à l’expression en sinus de l’épaisseur du copeau approximée ha. Pour une avance donnée, ces deux figures montrent également que les courbes sont toutes homothétiques. La Figure IV.2‐2 synthétise les évolutions de l’écart en fonction du rapport R/f et de l’avance. Les rapports R/f choisis varient entre 10 et 1000 pour une avance par dent f comprise entre 0,1 mm.dt‐1 et 1 mm.dt‐1. Cette plage permet d’étudier des conditions d’usinages courantes (100<R/f<500). Des valeurs particulières (R/f<100 et R/f>500) ont également été choisies afin d’identifier et d’amplifier les différentes tendances. Pour un rapport R/f=100, l’erreur maximale d’estimation de l’épaisseur du copeau est de 6,8.10‐4 mm pour une avance de 0,5 mm.dt‐1 (Figure IV.2‐1).
f=1 mm.dt‐1
f=0,01 mm.dt‐1
f=0,5 mm.dt‐1
f=0,2 mm.dt‐1
f=0,1mm.dt‐1
f=1 mm.dt‐1
f=0,01 mm.dt‐1
f=0,5 mm.dt‐1
f=0,2 mm.dt‐1
f=0,1 mm.dt‐1
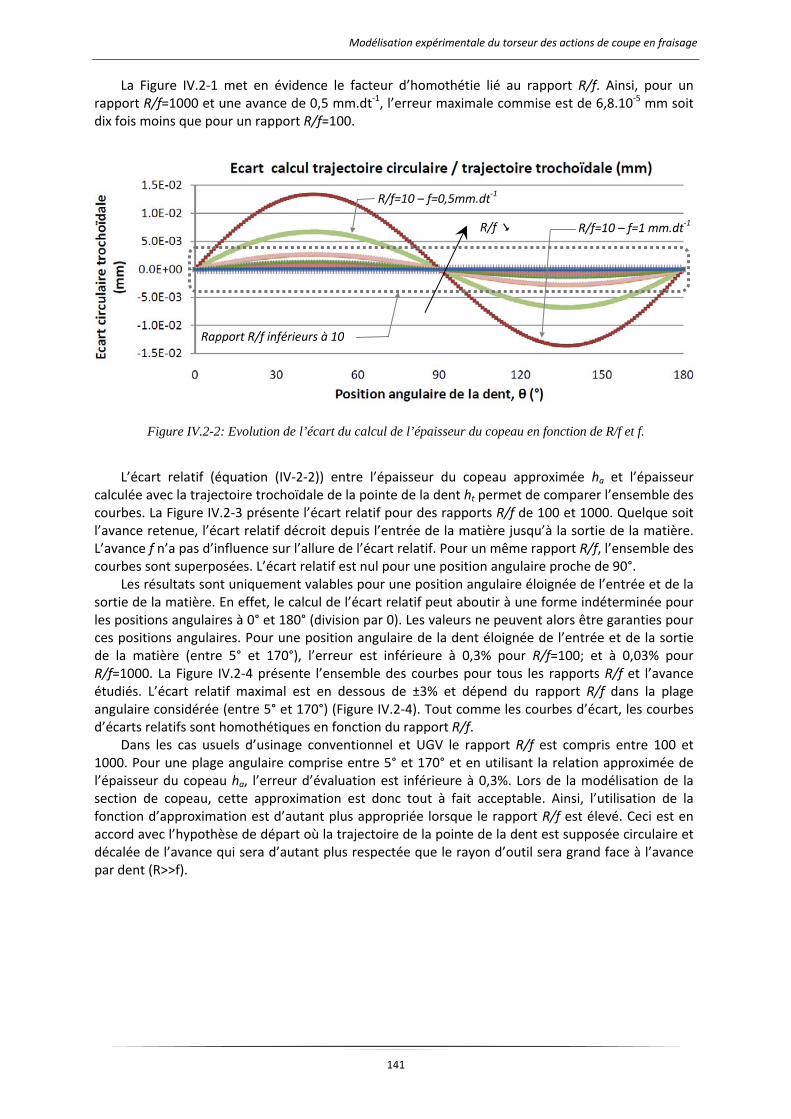
Modélisation expérimentale du torseur des actions de coupe en fraisage
141
La Figure IV.2‐1 met en évidence le facteur d’homothétie lié au rapport R/f. Ainsi, pour un rapport R/f=1000 et une avance de 0,5 mm.dt‐1, l’erreur maximale commise est de 6,8.10‐5 mm soit dix fois moins que pour un rapport R/f=100.
L’écart relatif (équation (IV‐2‐2)) entre l’épaisseur du copeau approximée ha et l’épaisseur calculée avec la trajectoire trochoïdale de la pointe de la dent ht permet de comparer l’ensemble des courbes. La Figure IV.2‐3 présente l’écart relatif pour des rapports R/f de 100 et 1000. Quelque soit l’avance retenue, l’écart relatif décroit depuis l’entrée de la matière jusqu’à la sortie de la matière. L’avance f n’a pas d’influence sur l’allure de l’écart relatif. Pour un même rapport R/f, l’ensemble des courbes sont superposées. L’écart relatif est nul pour une position angulaire proche de 90°.
Les résultats sont uniquement valables pour une position angulaire éloignée de l’entrée et de la sortie de la matière. En effet, le calcul de l’écart relatif peut aboutir à une forme indéterminée pour les positions angulaires à 0° et 180° (division par 0). Les valeurs ne peuvent alors être garanties pour ces positions angulaires. Pour une position angulaire de la dent éloignée de l’entrée et de la sortie de la matière (entre 5° et 170°), l’erreur est inférieure à 0,3% pour R/f=100; et à 0,03% pour R/f=1000. La Figure IV.2‐4 présente l’ensemble des courbes pour tous les rapports R/f et l’avance étudiés. L’écart relatif maximal est en dessous de ±3% et dépend du rapport R/f dans la plage angulaire considérée (entre 5° et 170°) (Figure IV.2‐4). Tout comme les courbes d’écart, les courbes d’écarts relatifs sont homothétiques en fonction du rapport R/f.
Dans les cas usuels d’usinage conventionnel et UGV le rapport R/f est compris entre 100 et 1000. Pour une plage angulaire comprise entre 5° et 170° et en utilisant la relation approximée de l’épaisseur du copeau ha, l’erreur d’évaluation est inférieure à 0,3%. Lors de la modélisation de la section de copeau, cette approximation est donc tout à fait acceptable. Ainsi, l’utilisation de la fonction d’approximation est d’autant plus appropriée lorsque le rapport R/f est élevé. Ceci est en accord avec l’hypothèse de départ où la trajectoire de la pointe de la dent est supposée circulaire et décalée de l’avance qui sera d’autant plus respectée que le rayon d’outil sera grand face à l’avance par dent (R>>f).
Figure IV.2-2: Evolution de l’écart du calcul de l’épaisseur du copeau en fonction de R/f et f.
R/f=10 – f=1 mm.dt‐1
R/f=10 – f=0,5mm.dt‐1
Rapport R/f inférieurs à 10
R/f
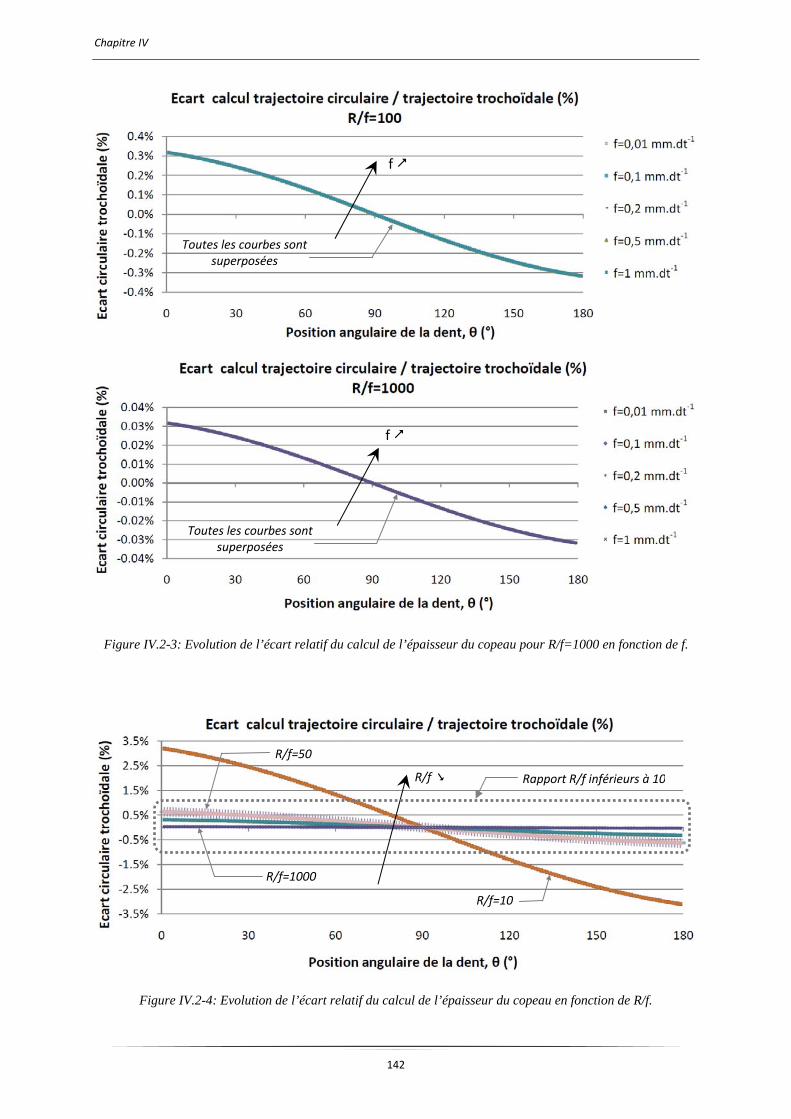
Chapitre IV
142
Figure IV.2-3: Evolution de l’écart relatif du calcul de l’épaisseur du copeau pour R/f=1000 en fonction de f.
Figure IV.2-4: Evolution de l’écart relatif du calcul de l’épaisseur du copeau en fonction de R/f.
R/f=50
R/f=10
R/f Rapport R/f inférieurs à 10
R/f=1000
Toutes les courbes sont superposées
f
Toutes les courbes sont superposées
f

Modélisation expérimentale du torseur des actions de coupe en fraisage
143
IV.2.1.1.2 Evaluation expérimentale de l’épaisseur du copeau
Le calcul de la section de copeau est réalisé avec la méthode proposée dans le chapitre III. Les données issues des codeurs linéaires et angulaires de la MOCN permettent de connaître la position de l’outil. La position réelle de l’arête de coupe est alors utilisée par l’algorithme de calcul de l’épaisseur du copeau.
Une évaluation de l’erreur doit également être réalisée pour cette approche. Lors de la mesure d’un phénomène, la fréquence d’acquisition, la résolution des capteurs, etc ne donnent accès qu’à un nombre de mesures finies. Les points constituants la trajectoire de la pointe de la dent, Mi au tour i‐1 et Pi au tour i, sont donc distants d’un pas angulaire Δθ (Figure IV.2‐5).
Figure IV.2-5 : Approximation de l’erreur de calcul de l’épaisseur du copeau.
Afin de calculer l’épaisseur du copeau exacte (équation (IV‐2‐3)), l’algorithme doit utiliser le point idéal Mth(t) (Figure IV.2‐5).
( )exacte i ither t M P
. (IV‐2‐3)
Cependant, le point Mth i(t) peut ne pas appartenir aux points mesurés. Lors de la minimisation
de l’angle iM CP , le point Mi retenu peut alors être différent du point Mth i(t). L’évaluation de la section de copeau sera donc altérée. La précision du calcul doit donc être estimée.
L’erreur réalisée lors du calcul de la section de copeau peut être évaluée en fonction de l’épaisseur du copeau instantanée réelle nominale Δerexacte(t), du pas angulaire Δθ entre deux points de la trajectoire de la pointe de la dent et du rayon de l’outil R. En première approximation, si le pas
angulaire Δθ est petit devant le rayon de l’outil, l’arc 1 2M M peut être assimilé à un segment
perpendiculaire par rapport à la direction instantanée d’avance re
(Figure IV.2‐5). L’erreur maximale est commise lorsque le point théorique Mth i(t) nécessaire au calcul de l’épaisseur du copeau est le point milieu du segment 1 2M M . Dans ce cas, l’épaisseur du copeau calculée Δercalculé(t) est donnée
par l’équation (IV‐2‐4).
2
2( ) ( ) ( ) .tan
2
calculé exacte exacteer er ert t R t
. (IV‐2‐4)
La Figure IV.2‐6 présente l’évolution de l’erreur de calcul de l’épaisseur réelle de copeau en fonction du rapport de l’épaisseur du copeau exacte Δerexacte(t) et du pas angulaire entre deux points de mesure ( ). Pour une avance instantanée nominalement égale à 0,1 mm.dt‐1, un rayon d’outil de 50 mm, un pas angulaire de 1° et 0,1°, le calcul de l’épaisseur du copeau avec la méthode proposée peut être respectivement égal à 0,44 mm (soit 340% d’erreur) et 0,11 mm (soit 10% d’erreur). La validité des résultats repose donc sur le pas angulaire . Cependant, le pas doit être adapté à l’épaisseur du copeau exacte Δerexacte(t) et donc à l’avance programmée f.
O
0 X
Y
C(t)
M1(t) P(t)
Rotation i‐1
Rotation i
Rotation i+1A
B
Sens de rotation Δθ
_ er
er (t)
_ e
Direction d’avance
M2(t)
C(t)
M1(t) P(t)Δθ
_ er
_ e
M2(t)
er (t)
Mth(t) θ(t)
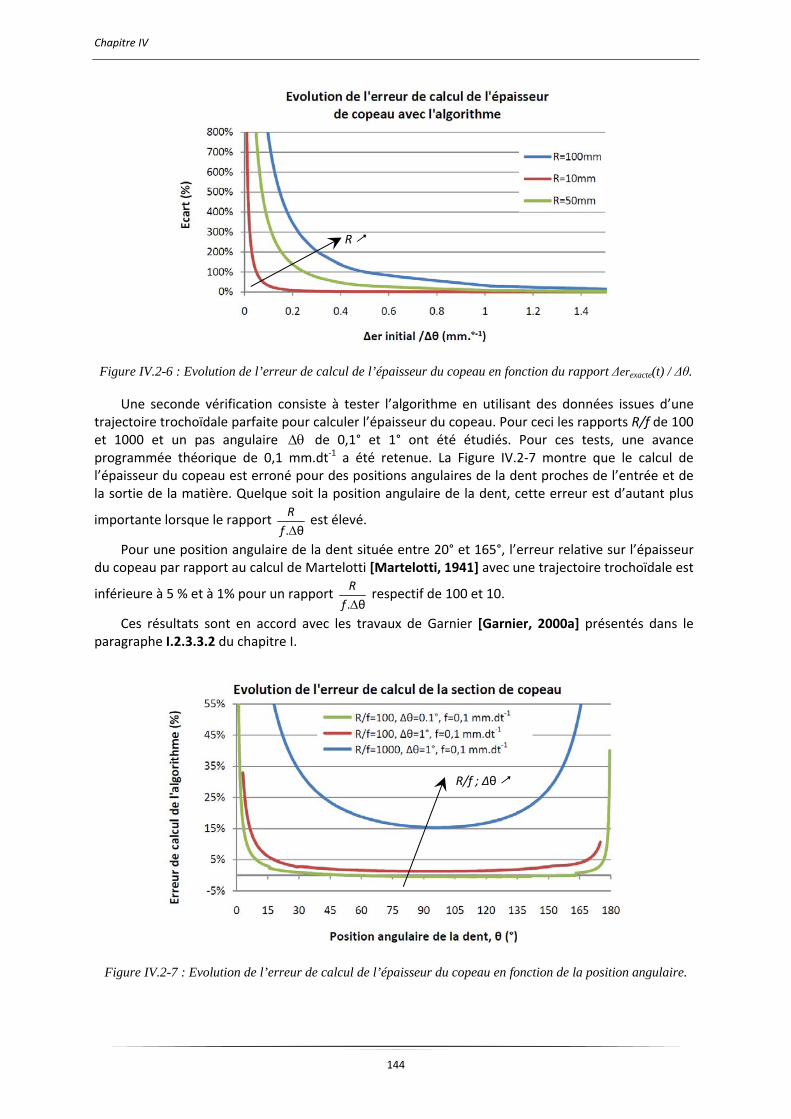
Chapitre IV
144
Figure IV.2-6 : Evolution de l’erreur de calcul de l’épaisseur du copeau en fonction du rapport Δerexacte(t) / Δθ.
Une seconde vérification consiste à tester l’algorithme en utilisant des données issues d’une trajectoire trochoïdale parfaite pour calculer l’épaisseur du copeau. Pour ceci les rapports R/f de 100 et 1000 et un pas angulaire de 0,1° et 1° ont été étudiés. Pour ces tests, une avance programmée théorique de 0,1 mm.dt‐1 a été retenue. La Figure IV.2‐7 montre que le calcul de l’épaisseur du copeau est erroné pour des positions angulaires de la dent proches de l’entrée et de la sortie de la matière. Quelque soit la position angulaire de la dent, cette erreur est d’autant plus
importante lorsque le rapport . θR
f est élevé.
Pour une position angulaire de la dent située entre 20° et 165°, l’erreur relative sur l’épaisseur du copeau par rapport au calcul de Martelotti [Martelotti, 1941] avec une trajectoire trochoïdale est
inférieure à 5 % et à 1% pour un rapport . θR
f respectif de 100 et 10.
Ces résultats sont en accord avec les travaux de Garnier [Garnier, 2000a] présentés dans le paragraphe I.2.3.3.2 du chapitre I.
Figure IV.2-7 : Evolution de l’erreur de calcul de l’épaisseur du copeau en fonction de la position angulaire.
R/f ; Δθ
R
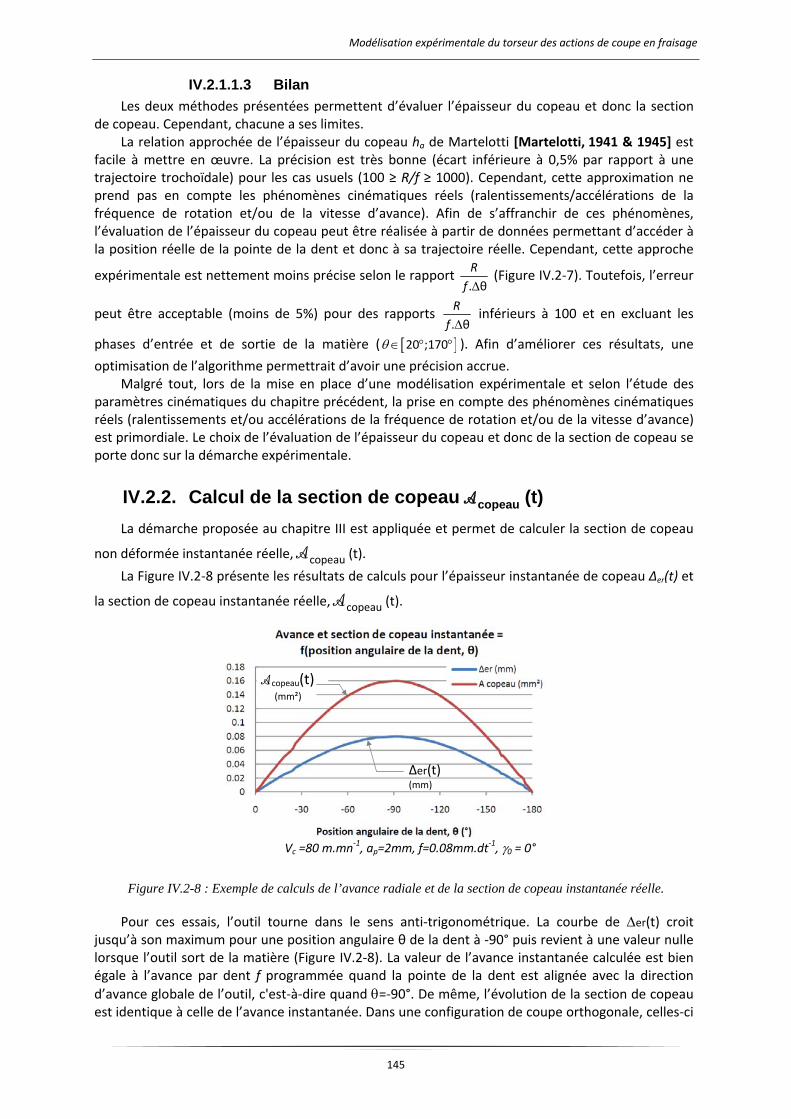
Modélisation expérimentale du torseur des actions de coupe en fraisage
145
IV.2.1.1.3 Bilan
Les deux méthodes présentées permettent d’évaluer l’épaisseur du copeau et donc la section de copeau. Cependant, chacune a ses limites.
La relation approchée de l’épaisseur du copeau ha de Martelotti [Martelotti, 1941 & 1945] est facile à mettre en œuvre. La précision est très bonne (écart inférieure à 0,5% par rapport à une trajectoire trochoïdale) pour les cas usuels (100 ≥ R/f ≥ 1000). Cependant, cette approximation ne prend pas en compte les phénomènes cinématiques réels (ralentissements/accélérations de la fréquence de rotation et/ou de la vitesse d’avance). Afin de s’affranchir de ces phénomènes, l’évaluation de l’épaisseur du copeau peut être réalisée à partir de données permettant d’accéder à la position réelle de la pointe de la dent et donc à sa trajectoire réelle. Cependant, cette approche
expérimentale est nettement moins précise selon le rapport . θR
f (Figure IV.2‐7). Toutefois, l’erreur
peut être acceptable (moins de 5%) pour des rapports . θR
f inférieurs à 100 et en excluant les
phases d’entrée et de sortie de la matière ( 20 ;170 ). Afin d’améliorer ces résultats, une
optimisation de l’algorithme permettrait d’avoir une précision accrue. Malgré tout, lors de la mise en place d’une modélisation expérimentale et selon l’étude des
paramètres cinématiques du chapitre précédent, la prise en compte des phénomènes cinématiques réels (ralentissements et/ou accélérations de la fréquence de rotation et/ou de la vitesse d’avance) est primordiale. Le choix de l’évaluation de l’épaisseur du copeau et donc de la section de copeau se porte donc sur la démarche expérimentale.
IV.2.2. Calcul de la section de copeau Acopeau (t)
La démarche proposée au chapitre III est appliquée et permet de calculer la section de copeau
non déformée instantanée réelle, Acopeau (t).
La Figure IV.2‐8 présente les résultats de calculs pour l’épaisseur instantanée de copeau Δer(t) et
la section de copeau instantanée réelle, Acopeau (t).
Figure IV.2-8 : Exemple de calculs de l’avance radiale et de la section de copeau instantanée réelle.
Pour ces essais, l’outil tourne dans le sens anti‐trigonométrique. La courbe de er(t) croit jusqu’à son maximum pour une position angulaire θ de la dent à ‐90° puis revient à une valeur nulle lorsque l’outil sort de la matière (Figure IV.2‐8). La valeur de l’avance instantanée calculée est bien égale à l’avance par dent f programmée quand la pointe de la dent est alignée avec la direction d’avance globale de l’outil, c'est‐à‐dire quand =‐90°. De même, l’évolution de la section de copeau est identique à celle de l’avance instantanée. Dans une configuration de coupe orthogonale, celles‐ci
Vc =80 m.mn‐1, ap=2mm, f=0.08mm.dt‐1, 0 = 0°
Δer(t)(mm)
Acopeau(t) (mm²)
Chapitre IV
146
sont liées linéairement par la profondeur de passe, ap. La section de copeau Acopeau (t) atteint pour
=‐90° sa valeur maximale correspondant au produit de l’avance programmée et de la profondeur de passe (f.ap).
L’intérêt de cette démarche est que le calcul est basé sur une réflexion théorique mais s’appuie sur des données expérimentales (informations issues des codeurs) afin de s’approcher au mieux de la réalité. Ainsi, les phénomènes non pris en compte par les modèles théoriques tels que les accélérations et décélérations de la fréquence de rotation de la broche et/ou de la vitesse d’avance sont désormais intégrés.
IV.3. Densités d’actions de coupe
Associée au calcul de la section de copeau, la mesure du torseur complet des actions mécaniques de la fraise sur l’éprouvette permet de calculer les densités d’actions de coupe.
L’intérêt de cette démarche est d’obtenir des grandeurs réelles (et non modélisées) et ceci à chaque instant. Dans un premier temps, la démarche est appliquée aux efforts de coupe et permet d’obtenir les densités d’efforts. L’étude de ces critères est réalisée au travers d’un plan d’expériences et d’une analyse de la variance. Une comparaison est alors menée avec les coefficients spécifiques de coupe utilisés dans les modèles de coupe expérimentaux. Par la suite, cette démarche est appliquée au moment de coupe.
IV.3.1. Densités d’efforts de coupe Dans cette partie, les trois composantes de l’effort de coupe ont été étudiées. Le but est de
valider une démarche expérimentale avec les efforts de coupe avant d’appliquer celle‐ci aux moments de coupe.
Ainsi, le calcul des densités d’efforts est réalisé pour chaque essai dont les paramètres sont détaillés dans le chapitre précédent. La Figure IV.3‐1 présente un exemple de signaux mesurés ainsi que le calcul des densités d’efforts. Ces signaux sont transportés au point correspondant à la pointe
de la dent et exprimés dans le repère tournant 1 (P, ze , e , er
).
IV.3.1.1. Etude expérimentale
Les courbes présentées ci‐dessus (Figure IV.3‐1) admettent une zone stabilisée autour de la position angulaire de la pointe de la dent (t) égale à ‐90° quand la section de copeau est maximale. Ainsi, une valeur moyenne de la densité d’effort pour cette zone propre à chaque essai peut être définie. Cette valeur correspond au coefficient usuel appelé pression ou coefficient spécifique de coupe.
Le but n’est pas de valider les nombreux travaux sur les coefficients spécifiques. L’objectif est de s’appuyer sur ceux‐ci afin de valider la démarche proposée. Aussi, le choix d’étudier uniquement une valeur moyenne dans la zone stabilisée permet de s’affranchir des phénomènes transitoires tout en étant représentatif de l’ensemble de la zone de coupe.
L’étude est menée au travers d’un plan d’expériences complet défini au chapitre précédent. Les paramètres de sortie du plan d’expériences, issus de moyennes des valeurs de la zone stabilisée sur plusieurs tours d’outils, sont les efforts de coupe Fer et Fe et les deux densités d’efforts
correspondantes DFer et DFeθ . L’effort de coupe Fez selon la direction de l’axe de rotation ze
et la
densité d’effort DFez associée sont nuls de part la configuration de coupe orthogonale retenue (cf. chapitre III).
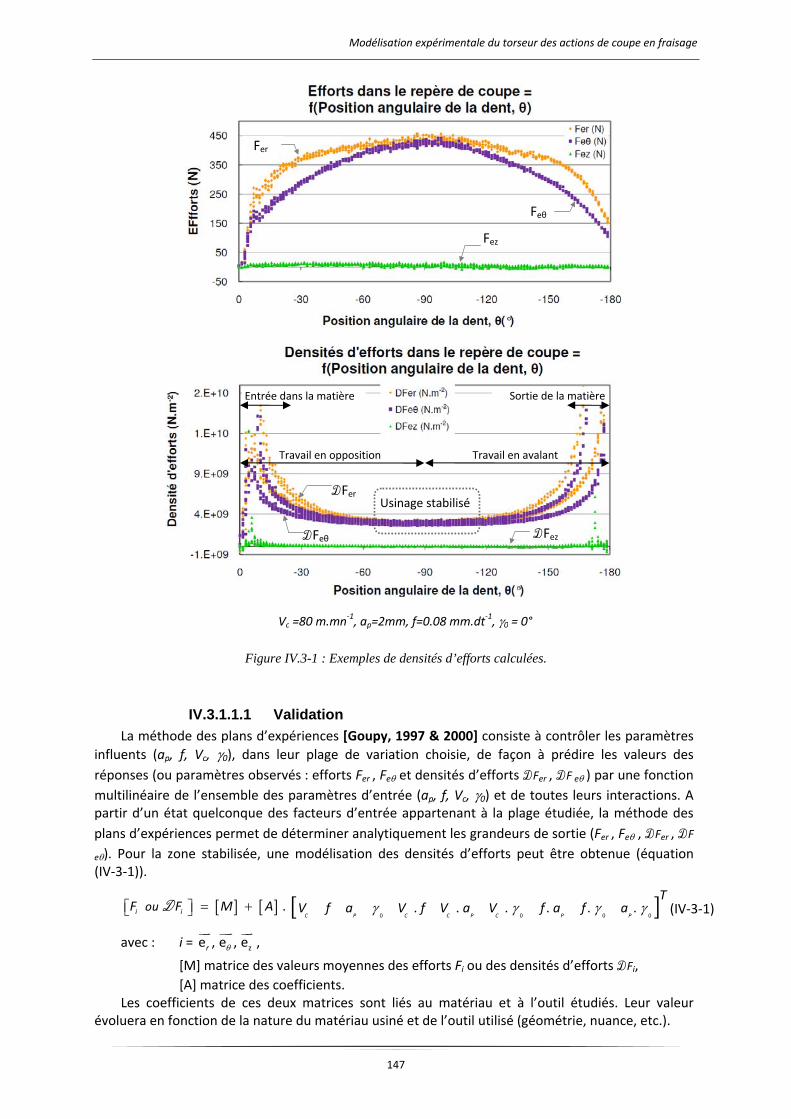
Modélisation expérimentale du torseur des actions de coupe en fraisage
147
Figure IV.3-1 : Exemples de densités d’efforts calculées.
IV.3.1.1.1 Validation
La méthode des plans d’expériences [Goupy, 1997 & 2000] consiste à contrôler les paramètres influents (ap, f, Vc, 0), dans leur plage de variation choisie, de façon à prédire les valeurs des réponses (ou paramètres observés : efforts Fer , Fe et densités d’efforts DFer , DF e ) par une fonction multilinéaire de l’ensemble des paramètres d’entrée (ap, f, Vc, 0) et de toutes leurs interactions. A partir d’un état quelconque des facteurs d’entrée appartenant à la plage étudiée, la méthode des plans d’expériences permet de déterminer analytiquement les grandeurs de sortie (Fer , Fe , DFer , DF e). Pour la zone stabilisée, une modélisation des densités d’efforts peut être obtenue (équation (IV‐3‐1)).
0 0 0 0
. . . . . . . C P C C P C P P
i iouT
F F M A V f a V f V a V f a f a D (IV‐3‐1)
avec : i = ze , e , er
,
[M] matrice des valeurs moyennes des efforts Fi ou des densités d’efforts DFi, [A] matrice des coefficients. Les coefficients de ces deux matrices sont liés au matériau et à l’outil étudiés. Leur valeur
évoluera en fonction de la nature du matériau usiné et de l’outil utilisé (géométrie, nuance, etc.).
Vc =80 m.mn‐1, ap=2mm, f=0.08 mm.dt‐1, 0 = 0°
Entrée dans la matière Sortie de la matière
Usinage stabilisé
Travail en avalant Travail en opposition
DFez DFeθ
DFer
Fez
Feθ
Fer

Chapitre IV
148
Par ailleurs, le second intérêt de la méthodologie des plans d’expériences est l’obtention du degré d’influence des facteurs et de leurs interactions sur les grandeurs étudiées.
Par la suite, cette modélisation pourra être étendue à toute la phase de coupe comme dans les travaux de [AFNOR, 1997], [Bissey, 2005], [Garnier, 2000a & b], [Paris, 2000].
IV.3.1.1.1.1 Vérification de la linéarité Afin de valider cette méthode, une validation des postulats de base sur les plans d’expériences
est nécessaire. La linéarité de la réponse du modèle du plan d’expériences doit alors être vérifiée pour chaque réponse calculée (Fer , Fe, DFer et DFe), issue du torseur des actions mécaniques de
coupe à la pointe de la dent (point P) dans le repère de coupe 1 (P, ze , e , er
). Pour chaque
grandeur de sortie (Fer , Fe, DFer et DFe), la linéarité et la fidélité du modèle multilinéaire du plan peuvent être évaluées mathématiquement par le ratio entre d et L (Figure IV.3‐2). Le défaut de fidélité lié à la modélisation du plan d’expériences par rapport aux données d’entrée est donc caractérisé par ce rapport (d/L) et le coefficient de détermination (r²) de la régression linéaire de la courbe de réponse.
Les erreurs maximales (d/L) (Figure IV.3‐2) pour Fer , Fe, DFer et DFe sont répertoriées dans le Tableau IV.3‐1.
Fer Fe D Fer D Fe
% d/L 1.41% 1.55% 0.34% 0.69%
r² (régression linéaire) 0.99 0.99 0.99 0.99
Tableau IV.3-1 : Vérification de la linéarité de la réponse plan pour les densités d’efforts.
Pour l’ensemble de ces grandeurs, l’erreur maximale commise est de 1,55%. Les fidélités des réponses du modèle du plan d’expériences en fonction des paramètres d’entrée retenus (ap, f, Vc, 0) pour les efforts, Fer , Fe, et les densités d’efforts, DFer et DFe, peuvent être considérées comme acceptables.
Figure IV.3-2 : Exemple de vérification de la linéarité du plan d’expériences pour les densités d’efforts.
Une seconde vérification consiste à réaliser des « essais au centre » par rapport aux états des différents facteurs, soit l’état 0 correspondant à Vc =160 m.mn‐1, ap=3 mm, f=0,16 mm.dt‐1, 0=0°. Ces essais sont hors du plan mais appartiennent au domaine de validité du plan d’expériences. Les résultats de ces essais sont ensuite confrontés avec la modélisation du plan d’expériences et permettent de vérifier la cohérence des résultats avec les mesures. Pour ceci, lorsque l’avance est maximale (θ(t)=‐90°), une moyenne sur quatre tours de Fer , Fe, DFer et DFe est réalisée. Le Tableau IV.3‐2 présente l’écart entre la réponse du modèle et les résultats des essais « au centre ».
Modélisation expérimentale du torseur des actions de coupe en fraisage
149
Fer Fe D Fer D Fe
% Erreur modèle / essais au centre
‐5.86% 1.29% 9.06% 7.78%
Tableau IV.3-2 : Réponse du plan par rapport aux essais au centre pour les efforts et densités d’efforts.
Ainsi, concernant les efforts de coupe radial et tangentiel, Fer et Fe, l’erreur de la modélisation est acceptable. Dans ce cadre, les efforts de coupe Fer et Fe, peuvent être modélisés avec précision et fidélité par une relation multilinéaire faisant intervenir les paramètres d’entrée (ap, f, Vc, 0). Concernant l’effort Fez et la densité d’effort axial DFez , aucune conclusion ne peut être donnée. En
effet, la configuration de l’usinage (arête de coupe alignée avec l’axe ze
) implique que l’effort axial
Fez soit théoriquement nul et par définition, la densité d’effort de coupe correspondante DFez également. Les valeurs mesurées confirment cette remarque (Figure IV.3‐1).
Pour les densités d’efforts DFer, DFe, le test de linéarité montre que la modélisation multilinéaire du plan en fonction des paramètres d’entrée retenus (ap, f, Vc, 0) est fidèle aux données ayant permis l’établissement du modèle. Cependant, l’erreur par rapport aux essais « au centre » indique que le modèle du plan d’expériences n’est pas complètement adapté pour toute la plage étudiée des paramètres d’entrée (ap, f, Vc, 0).
Le contrôle de la linéarité et les essais au centre permettent de vérifier que la réponse du plan est fidèle aux données d’entrée. Les modélisations fournies par le plan d’expériences sont donc exploitables pour les efforts de coupe mais ne le sont pas complètement pour les densités d’efforts de coupe.
IV.3.1.1.1.2 Répétabilité Afin de vérifier la répétabilité des moyens d’essais et des résultats, les essais aux centres ont été
triplés. Les valeurs étudiées pour chaque essai « au centre » sont des moyennes sur quatre tours d’outils lorsque l’avance est maximale. L’écart maximum entre la « moyenne » de chaque essai « au centre » et la moyenne globale des trois essais « au centre » est alors calculé à partir de données
exprimées à la pointe de la dent dans repère tournant lié à la dent 1 (P, ze , e , er
). Ainsi, le Tableau IV.3‐3 présente l’écart extrême de ces calculs.
Fer Fe D Fer D Fe
Ecart max 0.6 N 6.8 N 2.8 N.mm‐² 12.8 N.mm‐²
% Ecart max 0.06% 0.72% 0.13% 0.64%
Tableau IV.3-3 : Vérification de la répétabilité des essais pour les efforts et densités d’efforts.
Les résultats obtenus mettent en avant une bonne reproductibilité des mesures et des calculs. Le protocole expérimental (mesures, acquisitions, etc.) mis en place permet d’assurer une bonne répétabilité des essais.
IV.3.1.1.2 Analyse de la variance
L’analyse de la variance est prépondérante dans l’interprétation d’un plan d’expériences [Poirier, 1992 & 1993]. La technique du plan d’expériences permet non seulement d’établir une modélisation multilinéaire mais aussi d’évaluer l’influence des paramètres choisis (ap, f, Vc, 0) sur les sorties étudiées (Fer , Fe, DFer , DFe). Cependant, il est nécessaire de déterminer si l’influence d’un facteur ou d’une interaction détectée par le plan d’expériences est due à sa variabilité même ou à une influence significative de la grandeur étudiée. L’analyse de la variance est une étude statistique qui permet de valider le plan d’expériences [Poirier, 1993] (cf. annexes A.IV.1).

Chapitre IV
150
Le Tableau IV.3‐4 présente les résultats de l’analyse de la variance pour les différents facteurs et leurs interactions.
Analyse de la variance avec simple entrée
Facteurs
Paramètres observés
Fer Feθ D Fer D Feθ
A
R
V
V
Vc 0.15 0.98 0.34 21.71
f 7.44 16.65 36.15 5.54
ap 11.00 6.04 0.01 0.07
γ0 1.79 0.12 4.50 0.82
Analyse de la variance avec double entrée
Facteurs
Paramètres observés
Fer Fe D Fer D Fe
A
R
V
V
Vc‐f 0.026 0.26 0.02 3.66
Vc‐ap 0.026 0.14 6,3.10‐4 6,8.10‐4
Vc‐γ0 2.10‐4 0.02 2,3.10‐4 0.63
f‐ap 2.96 7.01 0.03 4,4.10‐3
f‐γ0 0.41 0.07 2.66 2,5.10‐6
ap‐γ0 0.60 0.04 0.04 0.04
Tableau IV.3-4 : Résultats de l’analyse des variances pour les efforts et les densités d’efforts.
Le Tableau IV.3‐5 donne les seuils de probabilité d’erreur admissibles couramment utilisés à 1% et 5%. Les seuils de probabilité pour l’analyse des facteurs (simple entrée) et l’analyse des interactions (double entrée) sont différents car les degrés de liberté, dépendant du nombre de mesures, du nombre d’états des facteurs ou de leurs interactions, sont différents [Poirier, 1993].
L’analyse des résultats du Tableau IV.3‐4 et du Tableau IV.3‐5 permettent de conclure que les seuls facteurs pouvant être pris en compte pour les efforts de coupe Fer et Fe sont l’avance par dent f (seuils respectifs à 5% et 1%) et la profondeur de passe ap (seuils respectifs à 1% et 5%). Pour la densité d’effort radial DFer, le facteur à pendre en compte est l’avance par dent avec une erreur
probable au seuil de 1%. Pour la densité d’effort de coupe DFe, seules la vitesse de coupe Vc (seuil à 1%) et l’avance par dent f (seuil à 5%) peuvent être considérées.
Seuils pour l’analyse de la variance
simple entrée double entrée
Probabilité à 1% 8.86 9.33
Probabilité à 5% 4.60 4.75
Tableau IV.3-5 : Seuils obtenus avec la loi de Fisher-Snedecor pour l’analyse de la variance.
IV.3.1.1.3 Analyses
L’étude par la technique des plans d’expériences, lorsque sa validité est vérifiée, permet de lier par un modèle multilinéaire analytique les paramètres d’entrée (cinématiques, ap, f, Vc, et géométrique, 0) aux paramètres de sortie (Fer , Fe , DFer , DFe). Cette méthode permet également de donner l’influence de chaque paramètre d’entrée et de leurs interactions sur les paramètres de sorties étudiés. Malgré tout, une analyse de la variance est nécessaire. En effet, cette étude permet de vérifier si l’influence des facteurs d’entrée et de leurs interactions est liée à leurs changements

Modélisation expérimentale du torseur des actions de coupe en fraisage
151
d’état ou à leurs variations intrinsèques. L’ensemble de ces résultats est répertorié dans le Tableau IV.3‐6.
Résultats du plan d’expériences Résultats de l’analyse de la
variance Paramètres observés
Fer Fe D Fer D Fe
Facteurs Vc 4.57% ‐11.69% 9.02% 39.04%
Valeurs barrées Non significatives (variation intrinsèque) selon l’analyse de la
variance.
f 26.13% 33.66% 49.41% 26.67% ap 29.43% 25.07% ‐1.63% ‐3.69% 0 ‐14.95% ‐4.18% ‐28.71% ‐11.82%
Interactions
Vc ‐f 1.67% ‐4.14% ‐1.21% 7.97% Vc ‐ ap 1.55% ‐3.88% ‐0.42% ‐0.74% Vc ‐ 0 ‐0.17% 1.93% ‐0.22% 6.47%
f ‐ ap 9.10% 10.93% 1.54% 0.81%
f ‐ 0 ‐5.94% ‐2.31% 4.69% 0.02%
ap ‐ 0 ‐6.49% ‐2.23% ‐3.15% ‐2.76%
Tableau IV.3-6 : Degrés d’influence des différents facteurs sur les efforts et les densités d’efforts.
Ce plan d’expériences associé à l’analyse de la variance permet de présenter les résultats suivants : Pour l’effort radial, Fer , et l’effort de coupe, Fe, les principaux facteurs sont l’avance par dent, f
et la profondeur de passe, ap. Les effets de la vitesse de coupe, Vc, et de l’angle de coupe, γ0, ainsi que des interactions ont été exclus par l’analyse de la variance. En effet, leur prise en compte n’est pas exclue mais engendre un risque d’erreur supérieur à 5%.
L’effort Fez et la densité d’effort axial DFez n’ont pas été étudiés car la configuration d’usinage
retenue lors des essais (coupe orthogonale) n’engendre aucune sollicitation selon l’axe ze
.
Pour les densités d’efforts radial DFer et de coupe DFe, l’étude montre que la réponse du plan d’expériences n’évolue pas complètement de manière linéaire (erreur ≈ 10% par rapport aux essais au centre) en fonction des paramètres choisis (ap, f, Vc, 0) (Tableau IV.3‐2).
Les principaux facteurs sont l’avance par dent, f et la vitesse de coupe, Vc. Les effets des autres facteurs ont été exclus par l’analyse de la variance. Bien qu’en accord avec les travaux de [Cheng, 1997], l’effet de la vitesse de coupe Vc sur les densités d’actions de coupe (DFer, DFe) n’est que très rarement pris en compte dans les modèles de coupe expérimentaux.
Cet effet peut dépendre de l’influence de la vitesse de coupe Vc sur les efforts de coupe (Fer, Fe) et sur la section de copeau (Acopeau). La méthodologie du Couple Outil‐Matière (COM)
[AFNOR, 1997] permet de désigner une zone où l’influence de la vitesse de coupe est négligeable sur les efforts de coupe. Malgré le choix d’une plage de vitesse de coupe dans la gamme proposée par le fabriquant de la plaquette, une partie peut être en dehors de la zone d’utilisation du COM. Cette dépendance entre efforts et vitesse de coupe peut être due à un adoucissement thermique de la matière lorsque la vitesse de coupe augmente [Kountanya, 2009].
L’épaisseur et la section de copeau peuvent également dépendre de la vitesse de coupe. En fonction de la vitesse de coupe, la morphologie, la segmentation du copeau et ses caractéristiques géométriques et mécaniques évoluent [Dolinsek, 2004].
Ainsi, les principaux paramètres influents (f, Vc, γ0) sur la densité d’effort de coupe, DFe, ont bien été mis en évidence par la démarche proposée. Les singularités ont pu être expliquées à partir des conditions d’essais et/ou de recherches bibliographiques.
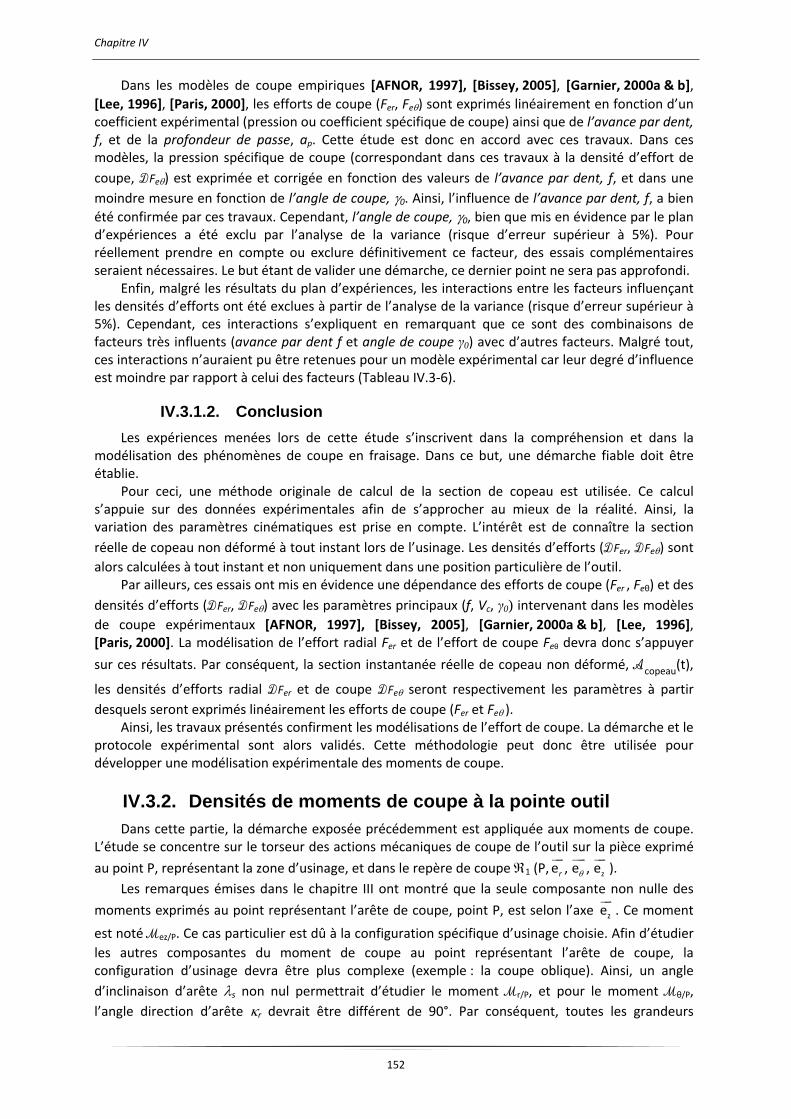
Chapitre IV
152
Dans les modèles de coupe empiriques [AFNOR, 1997], [Bissey, 2005], [Garnier, 2000a & b], [Lee, 1996], [Paris, 2000], les efforts de coupe (Fer, Fe) sont exprimés linéairement en fonction d’un coefficient expérimental (pression ou coefficient spécifique de coupe) ainsi que de l’avance par dent, f, et de la profondeur de passe, ap. Cette étude est donc en accord avec ces travaux. Dans ces modèles, la pression spécifique de coupe (correspondant dans ces travaux à la densité d’effort de coupe, DFe) est exprimée et corrigée en fonction des valeurs de l’avance par dent, f, et dans une moindre mesure en fonction de l’angle de coupe, 0. Ainsi, l’influence de l’avance par dent, f, a bien été confirmée par ces travaux. Cependant, l’angle de coupe, 0, bien que mis en évidence par le plan d’expériences a été exclu par l’analyse de la variance (risque d’erreur supérieur à 5%). Pour réellement prendre en compte ou exclure définitivement ce facteur, des essais complémentaires seraient nécessaires. Le but étant de valider une démarche, ce dernier point ne sera pas approfondi.
Enfin, malgré les résultats du plan d’expériences, les interactions entre les facteurs influençant les densités d’efforts ont été exclues à partir de l’analyse de la variance (risque d’erreur supérieur à 5%). Cependant, ces interactions s’expliquent en remarquant que ce sont des combinaisons de facteurs très influents (avance par dent f et angle de coupe γ0) avec d’autres facteurs. Malgré tout, ces interactions n’auraient pu être retenues pour un modèle expérimental car leur degré d’influence est moindre par rapport à celui des facteurs (Tableau IV.3‐6).
IV.3.1.2. Conclusion
Les expériences menées lors de cette étude s’inscrivent dans la compréhension et dans la modélisation des phénomènes de coupe en fraisage. Dans ce but, une démarche fiable doit être établie.
Pour ceci, une méthode originale de calcul de la section de copeau est utilisée. Ce calcul s’appuie sur des données expérimentales afin de s’approcher au mieux de la réalité. Ainsi, la variation des paramètres cinématiques est prise en compte. L’intérêt est de connaître la section réelle de copeau non déformé à tout instant lors de l’usinage. Les densités d’efforts (DFer, DFe) sont alors calculées à tout instant et non uniquement dans une position particulière de l’outil.
Par ailleurs, ces essais ont mis en évidence une dépendance des efforts de coupe (Fer , Feθ) et des densités d’efforts (DFer, DFe) avec les paramètres principaux (f, Vc, γ0) intervenant dans les modèles de coupe expérimentaux [AFNOR, 1997], [Bissey, 2005], [Garnier, 2000a & b], [Lee, 1996], [Paris, 2000]. La modélisation de l’effort radial Fer et de l’effort de coupe Feθ devra donc s’appuyer
sur ces résultats. Par conséquent, la section instantanée réelle de copeau non déformé, Acopeau
(t),
les densités d’efforts radial DFer et de coupe DFe seront respectivement les paramètres à partir desquels seront exprimés linéairement les efforts de coupe (Fer et Fe ).
Ainsi, les travaux présentés confirment les modélisations de l’effort de coupe. La démarche et le protocole expérimental sont alors validés. Cette méthodologie peut donc être utilisée pour développer une modélisation expérimentale des moments de coupe.
IV.3.2. Densités de moments de coupe à la pointe outil Dans cette partie, la démarche exposée précédemment est appliquée aux moments de coupe.
L’étude se concentre sur le torseur des actions mécaniques de coupe de l’outil sur la pièce exprimé
au point P, représentant la zone d’usinage, et dans le repère de coupe 1 (P, ze , e , er
). Les remarques émises dans le chapitre III ont montré que la seule composante non nulle des
moments exprimés au point représentant l’arête de coupe, point P, est selon l’axe ze
. Ce moment
est noté Mez/P. Ce cas particulier est dû à la configuration spécifique d’usinage choisie. Afin d’étudier les autres composantes du moment de coupe au point représentant l’arête de coupe, la configuration d’usinage devra être plus complexe (exemple : la coupe oblique). Ainsi, un angle d’inclinaison d’arête s non nul permettrait d’étudier le moment Mr/P, et pour le moment Mθ/P, l’angle direction d’arête r devrait être différent de 90°. Par conséquent, toutes les grandeurs

Modélisation expérimentale du torseur des actions de coupe en fraisage
153
dépendant des moments de coupe nuls le seront également. Ainsi, la seule densité de moment pouvant être étudiée et correspondant au moment Mez/P est la densité de moment DMez/P (cf. chapitre III).
IV.3.2.1. Moment de coupe à la pointe outil, Mez/P
Pour établir ce nouveau critère énergétique, le moment de coupe est mesuré en utilisant la procédure décrite dans le chapitre précédent. Pour l’ensemble des essais réalisés, la Figure IV.3‐3 présente les moments Mez/P au point représentant l’arête de coupe, point P, dans le repère tournant
lié à la dent 1 (P, ze , e , er
) (cf. paragraphe III.2).
Figure IV.3-3 : Evolution des moments Mez/P dans 1 (P, ze , e , er
).
A partir de l’allure globale des faisceaux de courbes, deux zones particulières se distinguent. La première zone correspond au maximum de la courbe (point ) pour une position angulaire de l’arête de coupe comprise entre ‐45° et ‐60°. Dans cette plage le moment est maximum, ainsi la part énergétique des moments de coupe sera également la plus importante.
En considérant la position angulaire θ où la section de copeau est maximale (i.e. θ=‐90°) comme référence, la seconde zone est symétrique par rapport à la première zone. Dans cette deuxième partie, 145 ; 165 , les courbes présentent un changement brusque d’allure (point ). La
coupe se déroule différemment selon la zone dans laquelle se situe l’arête de coupe. Lorsque l’outil coupe la matière, les paramètres cinématiques changent à chaque instant de part les mouvements de l’outil ou de la matière usinée. Cela a pour conséquence une variation des paramètres cinématiques à l’interface outil/copeau et donc sur la formation du copeau (déformation, loi de frottement, température,…), [Fontaine, 2006], [Johnson, 1993], [Laheurte, 2004].
Plus globalement, les moments de coupe à la pointe outil (en P) peuvent être classés en deux catégories en fonction de la vitesse de coupe (Figure IV.3‐4).
Travail en avalant Travail en opposition
Zone 1 Zone 2
ap, f, γ0

Chapitre IV
154
Figure IV.3-4 : Allure des familles des moments Mez/P dans 1 (P, ze , e , er
).
Ces deux allures confirment l’influence des phénomènes présents à l’interface outils/copeau, et notamment par les paramètres cinématiques, sur la formation du copeau. En effet, la vitesse d’écoulement du copeau, c’est à dire la vitesse de glissement du copeau par rapport à la plaquette, est directement liée à la vitesse de coupe. Or cette vitesse intervient directement dans l’expression des coefficients des lois de frottement [Nuninger, 2006], des déformations, des vitesses de déformations ce qui justifie son influence sur la formation du copeau [Johnson, 1993]. L’augmentation de la vitesse de coupe provoque un adoucissement thermique de la matière entrainant la diminution des efforts de coupe [Kountanya, 2009]. Au niveau macroscopique, la dépendance entre les efforts et la vitesse de coupe a également été démontrée par la méthodologie du Couple Outil‐Matière (COM) [AFNOR, 1997]. Par analogie avec les efforts de coupe et en se basant sur la Figure IV.3‐3 et la Figure IV.3‐4, la vitesse de coupe semble être un facteur primordial sur l’évolution et le comportement du moment de coupe.
IV.3.2.2. Densités de moments à la pointe outil
La densité de moment est le rapport instantané entre chaque composante du moment de coupe exprimé à la pointe de la dent (en P) et la section de copeau (cf. chapitre III). Cependant, comme ces grandeurs dépendent des moments de coupe, seule l’étude de la densité de moment DMez/P est menée. L’ensemble des courbes des densités de moments DMez/P au point représentant
l’arête de coupe, point P, dans le repère tournant lié à la dent 1 (P, ze , e , er
) est présenté sur la Figure IV.3‐5.
A partir des remarques sur les moments de coupe en P, les densités de moments calculées à partir de ces grandeurs vont donc être également influencées par les paramètres cinématiques.
Comme pour le moment Mez/P exprimé en P et dans le repère tournant lié à la dent 1 (P, ze , e , er
),
les densités de moments DMez/P peuvent être classées en deux catégories (Figure IV.3‐6). Les courbes présentées sur la Figure IV.3‐6 peuvent se décomposer en trois parties selon la
position angulaire de l’arête de coupe durant l’usinage (soit un demi‐tour). La première partie correspond à une position angulaire de l’arête de coupe où θ 0;‐45° .
Dans cette zone, les deux catégories de densités de moments sont similaires entre elles. Leur allure est également similaire aux densités d’efforts pour une plage angulaire identique.
Dans la deuxième partie correspondant à la partie principale d’usinage, θ ‐45°; ‐120° , les
densités de moments décroissent « lentement » quelque soit la catégorie. Ce comportement diffère de celui des densités d’efforts. Dans cette plage angulaire, les densités d’efforts admettent une asymptote horizontale pour une valeur de la position angulaire de la dent, θ(t), proche de ‐90°.
ap, f, γ0 ap, f, γ0

Modélisation expérimentale du torseur des actions de coupe en fraisage
155
Figure IV.3-5 : Ensemble des résultats des densités de moments DMez/P dans 1 (P, ze , e , er
).
Figure IV.3-6 : Allure des familles des densités de moments DMez/P dans 1 (P, ze , e , er
).
Enfin pour la dernière portion angulaire de coupe, θ ‐120°;‐180° , l’allure des deux
catégories est très différente. Pour une vitesse de coupe élevée (Vc=240 m.mn‐1), les densités de moments augmentent fortement d’une manière similaire aux densités d’efforts ; alors que pour les vitesses de coupe plus faibles (Vc =80 m.mn‐1), les densités continuent leur décroissance.
Dans la plage angulaire où θ ‐160°;‐180° , tout comme θ 0°;‐20° , une tendance est
difficile à donner. Dans ces plages angulaires, les valeurs de la section de copeau et les moments deviennent proche de zéro ainsi le calcul de la densité de moment entraine des divergences (forme mathématique indéterminée).
ap, f, γ0 ap, f, γ0
ap, f, γ0

Chapitre IV
156
Deux remarques peuvent être faites. Tout d’abord les plages pour lesquelles les moments changent de comportement correspondent également à celles où l’évolution des densités de moments change également. Enfin si l’on considère une plage de position angulaire θ ‐20°;‐120° ,
les deux catégories de densités de moments ont une allure similaire. Cette plage angulaire est très intéressante car elle correspond à une zone où les valeurs des moments à la pointe de la dent sont les plus élevés ( θ ‐45°;‐65° ). Cette plage est également suffisamment large pour couvrir les
positions angulaires pour lesquelles la puissance de coupe issue des moments de coupe est maximale ( θ ‐45°;‐65° ) ainsi que celle issue des efforts de coupe (θ ‐90° ).Un bilan énergétique
global peut être réalisé en incluant l’ensemble des actions de coupe (efforts et moments à la pointe de la dent). La contribution de chacune des composantes peut être estimée dans la plage où la puissance de coupe consommée est maximale ( θ ‐50°;‐100° ). Cette puissance de coupe
consommée résulte de la puissance nécessaire à la déformation de la matière (zone de cisaillement primaire) et de la puissance dissipée aux interfaces outil/copeau liée aux conditions tribologiques.
IV.3.2.3. Etude expérimentale
La démarche utilisée pour les efforts de coupe est ici appliquée au moment de coupe Mez/P
exprimé à la pointe de la dent (point P) dans le repère de coupe 1 (P, ze , e , er
), et à la densité de
moment DMez/P. Une analyse des paramètres cinématiques et géométriques (ap, f, Vc, 0) est alors réalisée pour Mez/P et DMez/P au travers d’un plan d’expériences complet et d’une analyse de la
variance. Les valeurs de Mez/P et de DMez/P introduites dans le plan d’expériences sont issues de la moyenne sur plusieurs points de mesures autour d’une position angulaire de la pointe de la dent (t) égale à ‐90° (identique à celle utilisée pour les efforts et les densités d’efforts). Les plages des paramètres d’entrée (ap, f, Vc, 0) et les conditions d’essais restent identiques à celles utilisées pour les efforts et densités d’efforts.
L’objectif est ici de mettre en évidence les principaux paramètres influençant le moment de coupe Mez/P et la densité de moment DMez/P.
IV.3.2.3.1 Vérification de la linéarité du plan d’expériences
Avant d’exploiter les résultats fournis par le plan d’expériences, les hypothèses de cette méthode doivent être vérifiées. Cette vérification consiste à évaluer la linéarité de la réponse fournie par le plan d’expériences par rapport aux données d’entrée.
La linéarité et la fidélité du modèle multilinéaire du plan sont évaluées par le rapport (d/L) et le coefficient de détermination (r²) de la régression linéaire (cf. paragraphe IV.3.1.1.1.1) de la courbe de réponse de chaque grandeur de sortie (Mez/P, DMez/P).
De la même manière que pour les efforts et les densités d’efforts (paragraphe IV.3.1.1.1.1), la Figure II.3‐7 présente la réponse modélisée du plan en fonction de la réponse mesurée.
La fidélité de la réponse des modèles du plan d’expériences pour le moment Mez/P et la densité
d’effort DMez/P en fonction des paramètres d’entrée retenus (ap, f, Vc, 0) peuvent être considérées comme acceptables. En effet, les erreurs maximales (d/L) pour Mez/P et DMez/P sont faibles et les coefficients de détermination sont proches de l’unité (Tableau IV.3‐7).
Mez /P D Mez /P
% d/L 3.62% 1.19%
r² (régression linéaire) 0.996 0.999
Tableau IV.3-7 : Vérification de la linéarité de la réponse plan pour Mez/P et DMez/P.

Modélisation expérimentale du torseur des actions de coupe en fraisage
157
La seconde vérification consiste à réaliser une comparaison entre la réponse du modèle et les résultats des essais « au centre » (Vc=160 m.mn‐1, ap=3 mm, f=0,16 mm.dt‐1, 0=0°). Le Tableau IV.3‐8 présente l’erreur maximale parmi les trois essais « au centre » réalisés. Cette comparaison permet d’évaluer la précision du modèle multilinéaire obtenu par la méthode des plans d’expériences.
Mez /P DMez /P
% Erreur modèle / essais au centre ‐15.50% 4.02%
Tableau IV.3-8 : Vérification de la réponse du plan par rapport aux essais au centre pour Mez/P et DMez/P.
Figure IV.3-7 : Vérification de la linéarité du plan d’expériences pour Mez/P et DMez/P.
Ces résultats montrent que la modélisation est acceptable pour la densité de moment DMez/P .
Cependant, l’erreur concernant le moment Mez/P est non négligeable et confirme l’étude préliminaire du chapitre III.
A partir de ces remarques, une modélisation multilinéaire du moment Mez/P n’est pas adaptée.
Cependant, une modélisation de la densité de moment DMez/P directement issue du plan d’expériences pourrait être envisagée. Or, le but est de proposer une modélisation expérimentale suffisamment générale pour être appliquée et étendue à d’autres couples outil‐matière ou opérations de coupe. L’objectif est également de comprendre les phénomènes mis en jeu. Un modèle mathématique de type « boite noire » obtenu par un plan d’expériences n’est donc pas adapté à la modélisation envisagée.

Chapitre IV
158
IV.3.2.3.2 Répétabilité
Afin de vérifier la répétabilité des moyens d’essais et des résultats, les essais aux centres ont été triplés. Pour chaque essai « au centre » des moyennes sur quatre tours d’outils lorsque l’avance est maximale ont été calculées. Par la suite, ces résultats ont été comparés à la moyenne globale des essais « au centre ». Le Tableau IV.3‐9 présente l’écart maximum parmi ces calculs. Ces résultats permettent de conclure sur une bonne répétabilité du protocole pour l’obtention du moment de coupe Mez/P et de la densité de moment DMez/P.
Mez /P DMez /P
Ecart max 0.002 N.m 0.01 N.m.mm‐²
% Ecart max 0.05% 0.11%
Tableau IV.3-9 : Vérification de la répétabilité des essais pour Mez/P et DMez/P.
IV.3.2.3.3 Analyse de la variance
Une analyse de la variance a été réalisée en utilisant une démarche identique aux efforts et densités d’efforts de coupe. Le Tableau IV.3‐10 présente les résultats de cette étude pour les différents facteurs et leurs interactions. Les seuils de probabilité d’erreur admissibles à 1% et 5% sont identiques à ceux du Tableau IV.3‐5.
Analyse de la variance avec simple entrée
Facteurs
Paramètres observés
Mez/P DMez/P
A
R
V
V
Vc 15.28 18.77
f 0.89 5.35
ap 3.37 7,34.10‐4
γ0 1.26 1.18
Analyse de la variance avec double entrée
Facteurs
Paramètres observés
Mez/P DMez/P
A
R
V
V
Vc‐f 1.04 5.78
Vc‐ap 2.45 0.02
Vc‐γ0 0.55 0.52
f‐ap 0.11 1,87.10‐4
f‐γ0 0.09 0.09
ap‐γ0 0.30 0.03
Tableau IV.3-10 : Résultats de l’analyse des variances pour Mez/P et DMez/P.
L’analyse des résultats montre que le seul facteur pouvant être retenu pour le moment Mez/P est la vitesse de coupe Vc avec un degré de confiance à 99%. Ainsi, cela confirme les observations faites dans le paragraphe IV.3.2.1. Pour la densité de moment DMez/ P, les facteurs vitesse de coupe Vc et avance par dent f ainsi que l’interaction vitesse de coupe Vc ‐ avance par dent f sont les seuls paramètres qui peuvent être considérés au seuil à 1%.
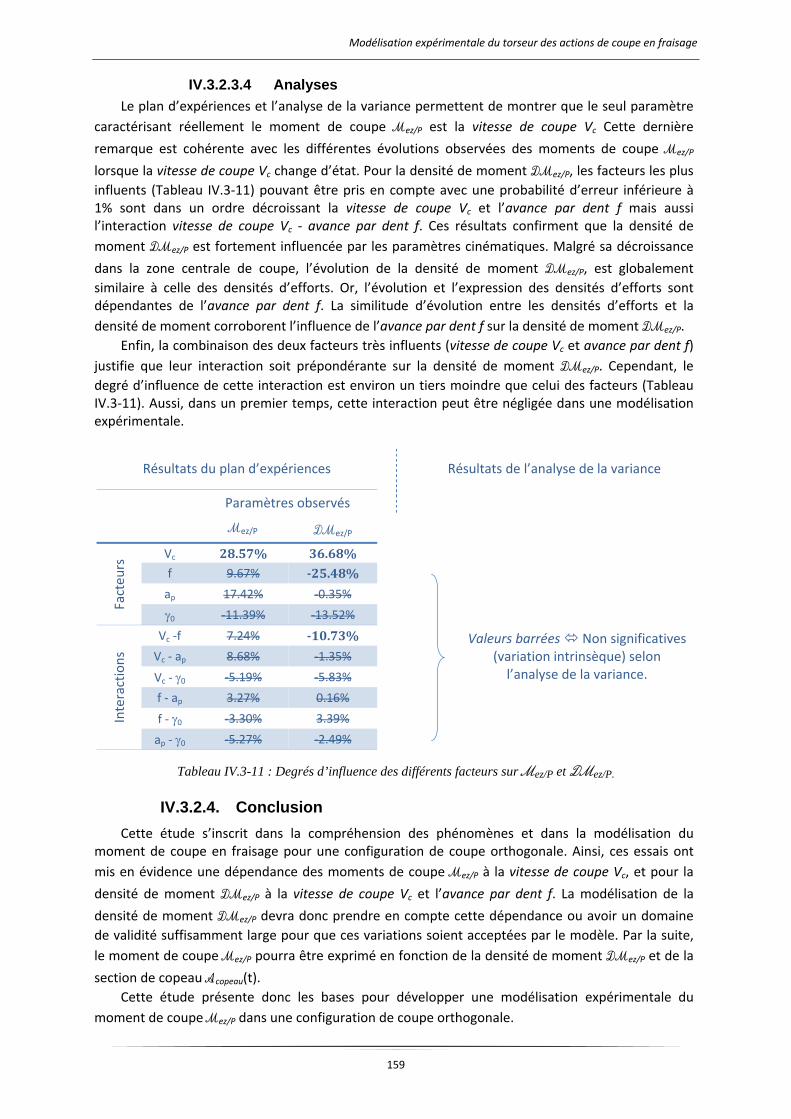
Modélisation expérimentale du torseur des actions de coupe en fraisage
159
IV.3.2.3.4 Analyses
Le plan d’expériences et l’analyse de la variance permettent de montrer que le seul paramètre caractérisant réellement le moment de coupe Mez/P est la vitesse de coupe Vc Cette dernière
remarque est cohérente avec les différentes évolutions observées des moments de coupe Mez/P
lorsque la vitesse de coupe Vc change d’état. Pour la densité de moment DMez/P, les facteurs les plus influents (Tableau IV.3‐11) pouvant être pris en compte avec une probabilité d’erreur inférieure à 1% sont dans un ordre décroissant la vitesse de coupe Vc et l’avance par dent f mais aussi l’interaction vitesse de coupe Vc ‐ avance par dent f. Ces résultats confirment que la densité de moment DMez/P est fortement influencée par les paramètres cinématiques. Malgré sa décroissance
dans la zone centrale de coupe, l’évolution de la densité de moment DMez/P, est globalement similaire à celle des densités d’efforts. Or, l’évolution et l’expression des densités d’efforts sont dépendantes de l’avance par dent f. La similitude d’évolution entre les densités d’efforts et la densité de moment corroborent l’influence de l’avance par dent f sur la densité de moment DMez/P.
Enfin, la combinaison des deux facteurs très influents (vitesse de coupe Vc et avance par dent f) justifie que leur interaction soit prépondérante sur la densité de moment DMez/P. Cependant, le degré d’influence de cette interaction est environ un tiers moindre que celui des facteurs (Tableau IV.3‐11). Aussi, dans un premier temps, cette interaction peut être négligée dans une modélisation expérimentale.
Résultats du plan d’expériences
Résultats de l’analyse de la variance
Paramètres observés
Mez/P DMez/P
Facteurs Vc 28.57% 36.68%
f 9.67% 25.48%
Valeurs barrées Non significatives (variation intrinsèque) selon l’analyse de la variance.
ap 17.42% ‐0.35% 0 ‐11.39% ‐13.52%
Interactions
Vc ‐f 7.24% 10.73% Vc ‐ ap 8.68% ‐1.35% Vc ‐ 0 ‐5.19% ‐5.83% f ‐ ap 3.27% 0.16% f ‐ 0 ‐3.30% 3.39% ap ‐ 0 ‐5.27% ‐2.49%
Tableau IV.3-11 : Degrés d’influence des différents facteurs sur Mez/P et DMez/P.
IV.3.2.4. Conclusion
Cette étude s’inscrit dans la compréhension des phénomènes et dans la modélisation du moment de coupe en fraisage pour une configuration de coupe orthogonale. Ainsi, ces essais ont mis en évidence une dépendance des moments de coupe Mez/P à la vitesse de coupe Vc, et pour la
densité de moment DMez/P à la vitesse de coupe Vc et l’avance par dent f. La modélisation de la
densité de moment DMez/P devra donc prendre en compte cette dépendance ou avoir un domaine de validité suffisamment large pour que ces variations soient acceptées par le modèle. Par la suite, le moment de coupe Mez/P pourra être exprimé en fonction de la densité de moment DMez/P et de la
section de copeau Acopeau(t). Cette étude présente donc les bases pour développer une modélisation expérimentale du
moment de coupe Mez/P dans une configuration de coupe orthogonale.
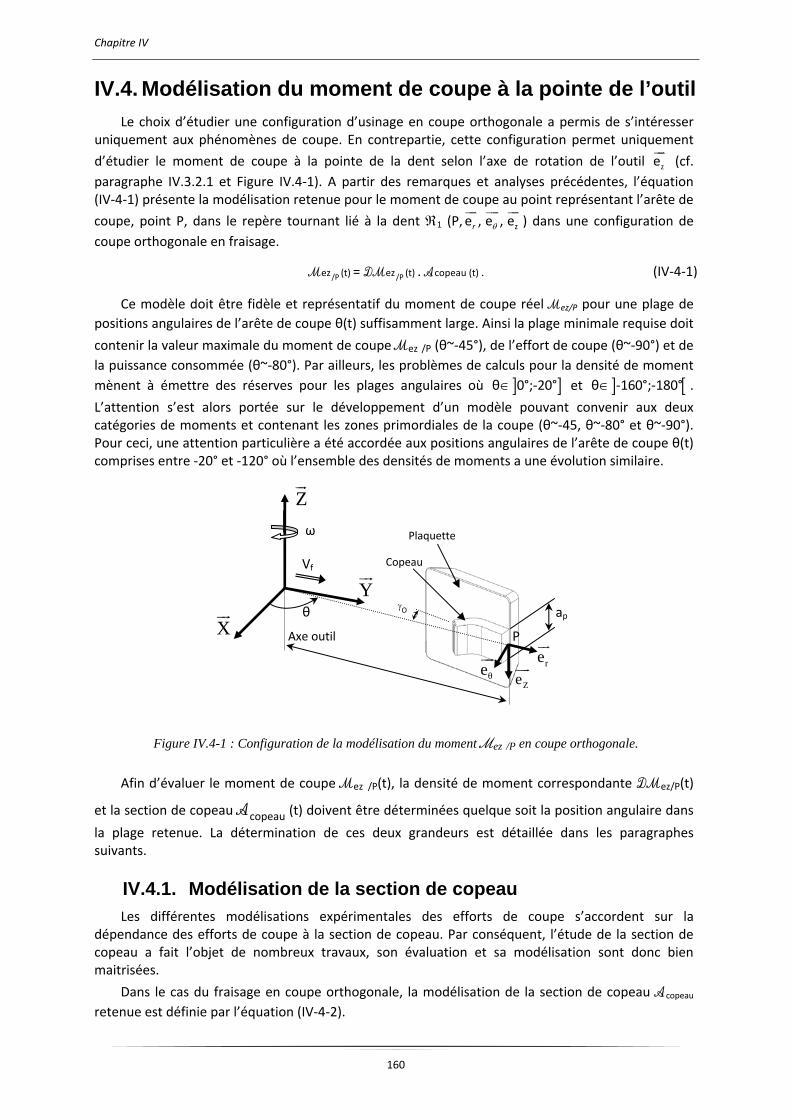
Chapitre IV
160
IV.4. Modélisation du moment de coupe à la pointe de l’outil
Le choix d’étudier une configuration d’usinage en coupe orthogonale a permis de s’intéresser uniquement aux phénomènes de coupe. En contrepartie, cette configuration permet uniquement
d’étudier le moment de coupe à la pointe de la dent selon l’axe de rotation de l’outil ze
(cf. paragraphe IV.3.2.1 et Figure IV.4‐1). A partir des remarques et analyses précédentes, l’équation (IV‐4‐1) présente la modélisation retenue pour le moment de coupe au point représentant l’arête de
coupe, point P, dans le repère tournant lié à la dent 1 (P, ze , e , er
) dans une configuration de coupe orthogonale en fraisage.
/P /Pez (t) ez (t) copeau (t)= . M DM A . (IV‐4‐1)
Ce modèle doit être fidèle et représentatif du moment de coupe réel Mez/P pour une plage de positions angulaires de l’arête de coupe θ(t) suffisamment large. Ainsi la plage minimale requise doit
contenir la valeur maximale du moment de coupe Mez /P (θ~‐45°), de l’effort de coupe (θ~‐90°) et de la puissance consommée (θ~‐80°). Par ailleurs, les problèmes de calculs pour la densité de moment mènent à émettre des réserves pour les plages angulaires où θ 0°;‐20° et θ ‐160°;‐180° .
L’attention s’est alors portée sur le développement d’un modèle pouvant convenir aux deux catégories de moments et contenant les zones primordiales de la coupe (θ~‐45, θ~‐80° et θ~‐90°). Pour ceci, une attention particulière a été accordée aux positions angulaires de l’arête de coupe θ(t) comprises entre ‐20° et ‐120° où l’ensemble des densités de moments a une évolution similaire.
Figure IV.4-1 : Configuration de la modélisation du moment Mez /P en coupe orthogonale.
Afin d’évaluer le moment de coupe Mez /P(t), la densité de moment correspondante DMez/P(t)
et la section de copeau Acopeau (t) doivent être déterminées quelque soit la position angulaire dans
la plage retenue. La détermination de ces deux grandeurs est détaillée dans les paragraphes suivants.
IV.4.1. Modélisation de la section de copeau Les différentes modélisations expérimentales des efforts de coupe s’accordent sur la
dépendance des efforts de coupe à la section de copeau. Par conséquent, l’étude de la section de copeau a fait l’objet de nombreux travaux, son évaluation et sa modélisation sont donc bien maitrisées.
Dans le cas du fraisage en coupe orthogonale, la modélisation de la section de copeau Acopeau retenue est définie par l’équation (IV‐4‐2).
Z
X
Y
P
Ze
ap
ω Plaquette
Copeau
Axe outil
θe
re
θ
Vf
O

Modélisation expérimentale du torseur des actions de coupe en fraisage
161
(t) = (t) . pcopeau er aA . (IV‐4‐2)
La difficulté est ici d’obtenir l’avance radiale instantanée (er). En première approximation, la formulation simplifiée (équation (I‐2‐18)) de [Martelotti, 1941 & 1945] peut être utilisée.
Pour obtenir plus de précision, l’avance radiale instantanée er(t) devra être évaluée à partir de la trajectoire réelle trochoïdale de la pointe de la dent (équation (I‐2‐19)) [Martelotti, 1941 & 1945]. Cependant, malgré l’utilisation de la trajectoire théorique, un écart pourra subsister entre l’avance instantanée réelle et théorique. En effet, cette relation obtenue à partir de la trajectoire théorique ne prend pas en compte les phénomènes cinématiques réels (ralentissements/accélérations de l’outil, etc., cf. chapitre III paragraphe III.2.2). Ces phénomènes sont difficiles à modéliser et à intégrer afin qu’ils soient adaptés à tout type de machine‐outil. Le respect des consignes d’asservissement de position et de vitesse est directement lié à la capacité de la commande numérique de la machine‐outil mais également à sa puissance lui permettant de répondre à ces commandes. Le cas échéant, une modélisation de la réponse de l’asservissement pour chaque machine‐outils utilisée et chacun de ses axes de mobilité sera nécessaire.
Quelque soit l’approximation, le modèle ou le moyen utilisé pour évaluer l’avance instantanée radiale (et donc la section de copeau), un compromis entre le degré d’approximation de celle‐ci par rapport à la précision souhaitée devra être trouvé.
IV.4.2. Modélisation de la densité de moment à la pointe de l’outil, DMez/P(t)
Contrairement à l’étude de la section de copeau, la modélisation expérimentale de la densité de
moment DMez/P(t) et des moments de coupe est émergente. Cette partie est donc délicate mais
cruciale. En effet, la qualité du modèle final du moment de coupe Mez /P(t) dépend principalement
de la modélisation de la densité de moment DMez/P(t).
IV.4.2.1. Modélisation
Dans les précédents paragraphes, l’influence de la vitesse de coupe et de l’avance par dent sur
l’évolution de la densité de moment DMez/P(t) a été démontrée (cf. paragraphe IV.3.2.2). Ces observations ont été réalisées à partir de valeurs moyennes lorsque la position de l’outil θ(t) est à ‐90° et non sur toute la plage angulaire. L’intérêt se situe dans la simplification de l’identification des paramètres influents. Par la suite, les conclusions émises seront utilisées afin de proposer une modélisation globale et non uniquement pour une seule position angulaire de l’arête de coupe. La
modélisation de la densité de moment DMez/P(t) doit donc prendre en compte l’effet de l’avance
par dent f et les deux types de comportement observés du moment de coupe Mez/P dus à la vitesse de coupe Vc.
Une première difficulté est l’évaluation de la densité de moment DMez/P pour une position angulaire θ(t) proche de l’entrée ou de la sortie de la matière. Dans ces plages angulaires, les valeurs
de la section de copeau Acopeau (t) et des moments Mez/P sont proches de zéro. Par conséquent, le
calcul de la densité de moment DMez/P(t) est délicat et peu représentatif. La validité de la modélisation proposée par la suite exclue donc ces zones. Par ailleurs, une attention particulière
sera accordée à ce que la fidélité et la précision de la modélisation de la densité de moment DMez/P soit suffisante pour une plage angulaire de l’arête de coupe θ(t) comprise entre ‐20° et ‐120°. Les
valeurs maximales du moment de coupe Mez /P (θ~‐45°) mais également de l’effort de coupe Fe (θ~‐90°) et de la puissance consommée (θ~‐80°) se situent dans cette zone.
Au début de l’usinage, θ 0;‐45° , les deux familles de densité de moment évoluent de
manière identique et décroissent très rapidement. Cette évolution est similaire à celle des densités

Chapitre IV
162
d’efforts. Ainsi, dans cette partie, le comportement de la densité de moment DMez/P (t) peut être modélisé par une expression similaire à celle des densités d’efforts.
Dans la zone centrale d’usinage, θ 45°; 120 , les deux familles de densité de moment
DMez/P (Figure IV.3‐6) décroissent de manière plus linéaire. Ce comportement est différent des densités d’efforts. La modélisation devra prendre en compte cette particularité au travers d’un coefficient. Cette évolution traduit les mécanismes complexes qui se déroulent lors de la formation du copeau dans la zone de cisaillement primaire et secondaire (cf. chapitre I paragraphe I.2.1.2). En fraisage, les conditions de coupe varient tout au long de l’usinage. Dans une configuration de fraisage en coupe orthogonale, les deux principaux paramètres macroscopiques qui évoluent durant un demi‐tour de l’outil sont l’avance radiale instantanée (Δer(t)) et le vecteur vitesse exprimé à la pointe de la dent. Ce vecteur vitesse est la composition de la vitesse de coupe Vc et de la vitesse d’avance Vf (Figure IV.4‐2). Cette composition des vitesses évolue en norme et en orientation au cours de l’usinage (Figure IV.4‐3).
Figure IV.4-2 : Vecteur vitesse à la pointe de la dent.
Figure IV.4-3 : Exemple de vecteur vitesse à la pointe de la dent, évolution de la norme et de l’orientation.
La vitesse entre l’outil et la pièce évolue lors de l’usinage et agit sur la formation du copeau. Cette vitesse est un paramètre primordial car elle a une influence très importante sur les moments de coupe (cf.IV.3.2.1). Lors de la formation du copeau, cette vitesse est directement liée à la vitesse de cisaillement dans la zone de cisaillement primaire [Johnson, 1993], [Laheurte, 2004]. De plus, cette vitesse est également liée à la vitesse de glissement à l’interface outil/copeau. Par conséquent, les conditions de frottement entre l’outil et la matière [Nuninger, 2006] évoluent au cours de l’usinage. L’influence de la vitesse dans les zones de cisaillement et de frottement intense modifie la
Vc=80 m.mn‐1, ap=4 mm, f=0.24 mm.dt‐1, γ0= ‐6°
fV
Z
X
Y
Ze
Plaquette
Copeau
Axe outil re
α
CV
P, Outil /PièceV
θ
ω
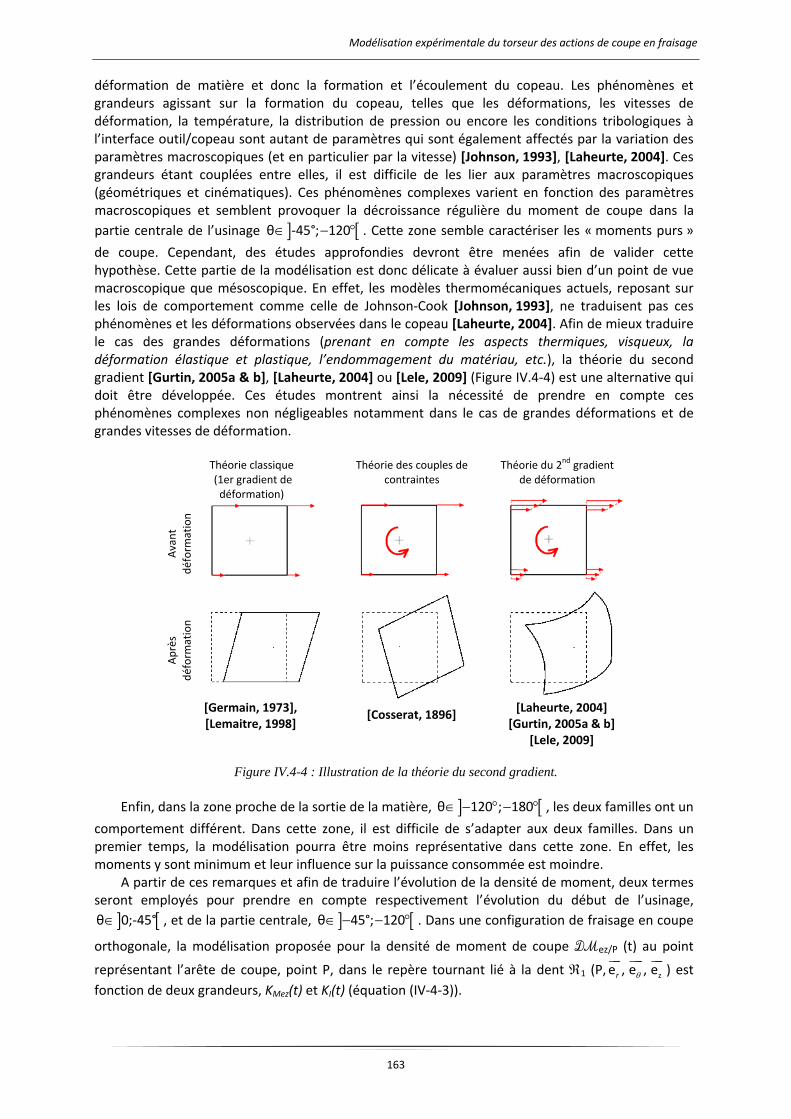
Modélisation expérimentale du torseur des actions de coupe en fraisage
163
déformation de matière et donc la formation et l’écoulement du copeau. Les phénomènes et grandeurs agissant sur la formation du copeau, telles que les déformations, les vitesses de déformation, la température, la distribution de pression ou encore les conditions tribologiques à l’interface outil/copeau sont autant de paramètres qui sont également affectés par la variation des paramètres macroscopiques (et en particulier par la vitesse) [Johnson, 1993], [Laheurte, 2004]. Ces grandeurs étant couplées entre elles, il est difficile de les lier aux paramètres macroscopiques (géométriques et cinématiques). Ces phénomènes complexes varient en fonction des paramètres macroscopiques et semblent provoquer la décroissance régulière du moment de coupe dans la partie centrale de l’usinage θ ‐45°; 120 . Cette zone semble caractériser les « moments purs »
de coupe. Cependant, des études approfondies devront être menées afin de valider cette hypothèse. Cette partie de la modélisation est donc délicate à évaluer aussi bien d’un point de vue macroscopique que mésoscopique. En effet, les modèles thermomécaniques actuels, reposant sur les lois de comportement comme celle de Johnson‐Cook [Johnson, 1993], ne traduisent pas ces phénomènes et les déformations observées dans le copeau [Laheurte, 2004]. Afin de mieux traduire le cas des grandes déformations (prenant en compte les aspects thermiques, visqueux, la déformation élastique et plastique, l’endommagement du matériau, etc.), la théorie du second gradient [Gurtin, 2005a & b], [Laheurte, 2004] ou [Lele, 2009] (Figure IV.4‐4) est une alternative qui doit être développée. Ces études montrent ainsi la nécessité de prendre en compte ces phénomènes complexes non négligeables notamment dans le cas de grandes déformations et de grandes vitesses de déformation.
Figure IV.4-4 : Illustration de la théorie du second gradient.
Enfin, dans la zone proche de la sortie de la matière, θ 120 ; 180 , les deux familles ont un
comportement différent. Dans cette zone, il est difficile de s’adapter aux deux familles. Dans un premier temps, la modélisation pourra être moins représentative dans cette zone. En effet, les moments y sont minimum et leur influence sur la puissance consommée est moindre.
A partir de ces remarques et afin de traduire l’évolution de la densité de moment, deux termes seront employés pour prendre en compte respectivement l’évolution du début de l’usinage,
θ 0;‐45° , et de la partie centrale, θ 45°; 120 . Dans une configuration de fraisage en coupe
orthogonale, la modélisation proposée pour la densité de moment de coupe DMez/P (t) au point
représentant l’arête de coupe, point P, dans le repère tournant lié à la dent 1 (P, ze , e , er
) est fonction de deux grandeurs, KMez(t) et KI(t) (équation (IV‐4‐3)).
Théorie classique (1er gradient de déformation)
Théorie du 2nd gradient de déformation
Avant
déform
ation
Après
déform
ation
Théorie des couples de contraintes
[Germain, 1973], [Lemaitre, 1998]
[Laheurte, 2004] [Gurtin, 2005a & b]
[Lele, 2009]
[Cosserat, 1896]

Chapitre IV
164
ez (t)/P
= ( ) ( )Mez IK t K tDM . (IV‐4‐3)
KMez(t) représente la première partie du comportement de la densité de moment. Ainsi KMez(t) est directement lié à l’avance instantanée, Δer(t) (équation (IV‐4‐4)).
( ) . ( ) d
Mez erK t c t . (IV‐4‐4)
Avec c et d des constantes caractérisant le couple outil/matière et dépendantes des conditions de coupe. Cette partie du modèle est similaire à celle des densités d’efforts (ou coefficients spécifiques de coupe) [AFNOR, 1997], [Bissey, 2005], [Garnier, 2000a & b], [Lee, 1996], [Paris, 2000].
La seconde partie du modèle KI(t) représente la partie uniformément décroissante. Ce terme représente les phénomènes complexes présents lors de la formation du copeau (Figure IV.4‐5). Ce coefficient sera exprimé par une fonction linéaire décroissante de pente a en fonction de la position angulaire de l’outil θ.
IV.4.2.2. Détermination des variables du modèle de la densité de moment DMez/P
Cette partie présente la méthode d’identification des variables intervenant dans la modélisation
de la densité de moment DMez/P. La démarche se déroule en deux étapes. La première consiste à identifier les variables du
coefficient KI(t) et la seconde celles du coefficient KMez(t). Dans la plage θ ‐45°; 120 (Figure IV.3‐6), le coefficient KI(t) est linéairement lié à la position
angulaire de la pointe de la dent θ(t) quelque soit la famille de densités de moments DMez/P. Ainsi,
une régression linéaire est réalisée sur cette partie de la courbe de la densité de moment DMez/P(t) en fonction la position angulaire de la pointe de la dent, θ(t). Deux grandeurs sont alors déterminées : la pente, a, et l’ordonnée à l’origine, b. Afin d’être plus représentative, la régression linéaire est réalisée pour cinq tours consécutifs lorsque l’outil est dans la matière.
Par la suite, la densité de moment DMez/P(t) « initiale » est corrigée en fonction de la position
angulaire de la dent, θ(t) (Figure IV.4‐5). L’évolution de la densité de moment DMez/P(t) « corrigée » est alors similaire à celle des densités d’efforts (Figure IV.4‐6).
Figure IV.4-5 : Illustration de la correction de DMez/P en fonction de θ(t).
a.θ+b ‐a.θ
DMez/P initial DMez/P corrigée
θ θ θ

Modélisation expérimentale du torseur des actions de coupe en fraisage
165
Figure IV.4-6 : Exemples d’identification des variables du modèle de la densité de moment DMez/P.
La deuxième phase consiste à déterminer les paramètres du coefficient KMez(t). La détermination de ces paramètres est similaire à celle des densités d’efforts. L’expression du coefficient KMez(t) est une fonction puissance faisant intervenir l’avance instantanée radiale, Δer(t).
Vc= 80 m.mn‐1, γ0=‐6°, f = 0.08 mm.dt‐1, ap= 2 mm Vc= 240 m.mn‐1, γ0=‐6°, f= 0.08 mm.dt‐1, ap= 2 mm
Sélection de la zone de régression
Passage en bi logarithmique
Correction de la densité de moment DMez/P Coefficients a, b Coefficients a, b
Coefficients c, d
a
b
dc
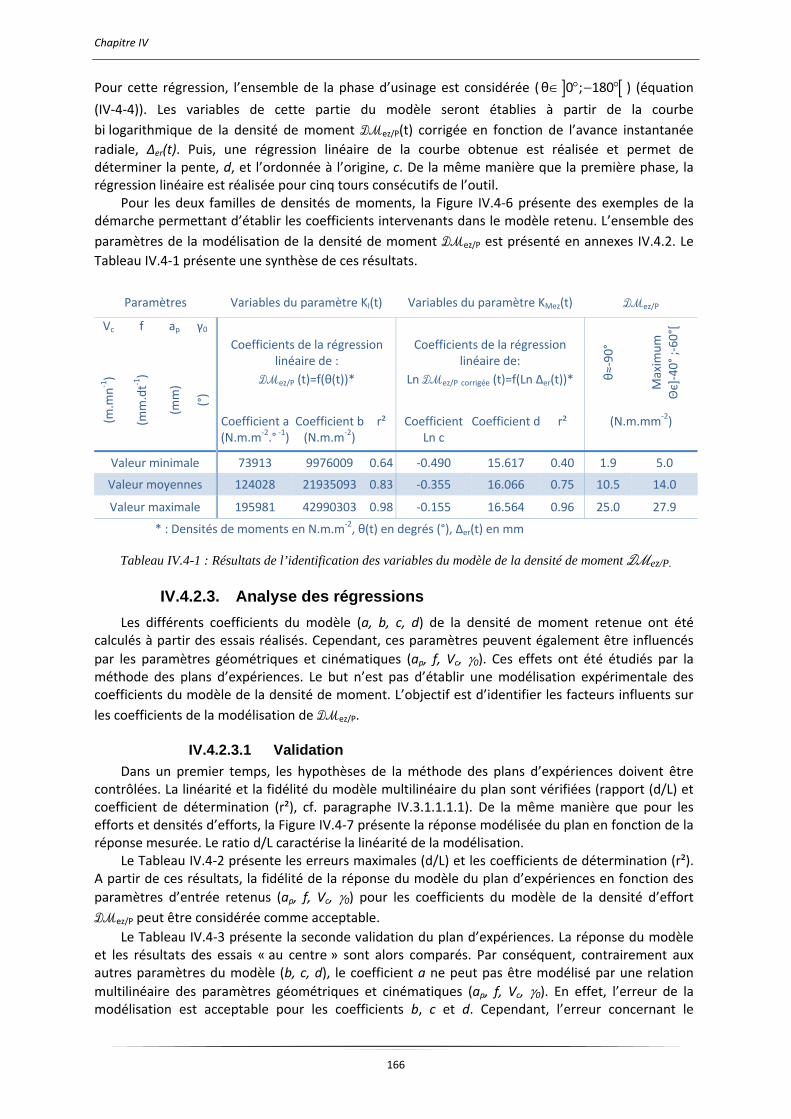
Chapitre IV
166
Pour cette régression, l’ensemble de la phase d’usinage est considérée ( θ 0 ; 180 ) (équation
(IV‐4‐4)). Les variables de cette partie du modèle seront établies à partir de la courbe bi logarithmique de la densité de moment DMez/P(t) corrigée en fonction de l’avance instantanée radiale, Δer(t). Puis, une régression linéaire de la courbe obtenue est réalisée et permet de déterminer la pente, d, et l’ordonnée à l’origine, c. De la même manière que la première phase, la régression linéaire est réalisée pour cinq tours consécutifs de l’outil.
Pour les deux familles de densités de moments, la Figure IV.4‐6 présente des exemples de la démarche permettant d’établir les coefficients intervenants dans le modèle retenu. L’ensemble des paramètres de la modélisation de la densité de moment DMez/P est présenté en annexes IV.4.2. Le Tableau IV.4‐1 présente une synthèse de ces résultats.
Paramètres Variables du paramètre KI(t) Variables du paramètre KMez(t) DMez/P
Vc f ap γ0 Coefficients de la régression
linéaire de : DMez/P (t)=f(θ(t))*
Coefficients de la régression linéaire de:
Ln DMez/P corrigée (t)=f(Ln Δer(t))* θ≈‐90°
Maxim
um
Θє]‐40° ;‐60°[
(m.m
n‐1)
(mm.dt‐1)
(mm)
(°)
Coefficient a (N.m.m‐2.° ‐1)
Coefficient b(N.m.m‐2)
r² Coefficient Ln c
Coefficient d r² (N.m.mm‐2)
Valeur minimale 73913 9976009 0.64 ‐0.490 15.617 0.40 1.9 5.0
Valeur moyennes 124028 21935093 0.83 ‐0.355 16.066 0.75 10.5 14.0
Valeur maximale 195981 42990303 0.98 ‐0.155 16.564 0.96 25.0 27.9
* : Densités de moments en N.m.m‐2, θ(t) en degrés (°), Δer(t) en mm
Tableau IV.4-1 : Résultats de l’identification des variables du modèle de la densité de moment DMez/P.
IV.4.2.3. Analyse des régressions
Les différents coefficients du modèle (a, b, c, d) de la densité de moment retenue ont été calculés à partir des essais réalisés. Cependant, ces paramètres peuvent également être influencés par les paramètres géométriques et cinématiques (ap, f, Vc, 0). Ces effets ont été étudiés par la méthode des plans d’expériences. Le but n’est pas d’établir une modélisation expérimentale des coefficients du modèle de la densité de moment. L’objectif est d’identifier les facteurs influents sur les coefficients de la modélisation de DMez/P.
IV.4.2.3.1 Validation
Dans un premier temps, les hypothèses de la méthode des plans d’expériences doivent être contrôlées. La linéarité et la fidélité du modèle multilinéaire du plan sont vérifiées (rapport (d/L) et coefficient de détermination (r²), cf. paragraphe IV.3.1.1.1.1). De la même manière que pour les efforts et densités d’efforts, la Figure IV.4‐7 présente la réponse modélisée du plan en fonction de la réponse mesurée. Le ratio d/L caractérise la linéarité de la modélisation.
Le Tableau IV.4‐2 présente les erreurs maximales (d/L) et les coefficients de détermination (r²). A partir de ces résultats, la fidélité de la réponse du modèle du plan d’expériences en fonction des paramètres d’entrée retenus (ap, f, Vc, 0) pour les coefficients du modèle de la densité d’effort DMez/P peut être considérée comme acceptable.
Le Tableau IV.4‐3 présente la seconde validation du plan d’expériences. La réponse du modèle et les résultats des essais « au centre » sont alors comparés. Par conséquent, contrairement aux autres paramètres du modèle (b, c, d), le coefficient a ne peut pas être modélisé par une relation multilinéaire des paramètres géométriques et cinématiques (ap, f, Vc, 0). En effet, l’erreur de la modélisation est acceptable pour les coefficients b, c et d. Cependant, l’erreur concernant le
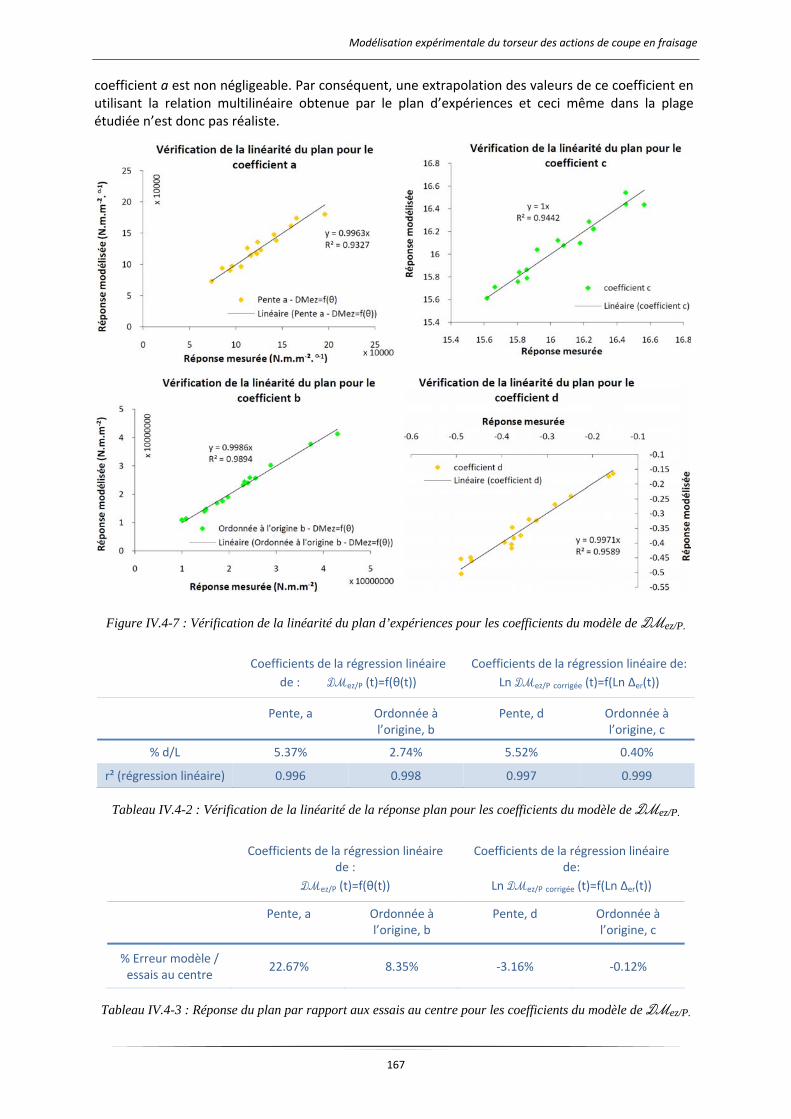
Modélisation expérimentale du torseur des actions de coupe en fraisage
167
coefficient a est non négligeable. Par conséquent, une extrapolation des valeurs de ce coefficient en utilisant la relation multilinéaire obtenue par le plan d’expériences et ceci même dans la plage étudiée n’est donc pas réaliste.
Figure IV.4-7 : Vérification de la linéarité du plan d’expériences pour les coefficients du modèle de DMez/P.
Coefficients de la régression linéaire
de : DMez/P (t)=f(θ(t)) Coefficients de la régression linéaire de:
Ln DMez/P corrigée (t)=f(Ln Δer(t))
Pente, a Ordonnée à
l’origine, b Pente, d Ordonnée à
l’origine, c
% d/L 5.37% 2.74% 5.52% 0.40%
r² (régression linéaire) 0.996 0.998 0.997 0.999
Tableau IV.4-2 : Vérification de la linéarité de la réponse plan pour les coefficients du modèle de DMez/P.
Coefficients de la régression linéaire
de : DMez/P (t)=f(θ(t))
Coefficients de la régression linéaire de:
Ln DMez/P corrigée (t)=f(Ln Δer(t))
Pente, a Ordonnée à
l’origine, b Pente, d Ordonnée à
l’origine, c
% Erreur modèle / essais au centre
22.67% 8.35% ‐3.16% ‐0.12%
Tableau IV.4-3 : Réponse du plan par rapport aux essais au centre pour les coefficients du modèle de DMez/P.

Chapitre IV
168
IV.4.2.3.2 Analyse de la variance
Le Tableau IV.4‐4 présente les résultats de l’analyse de la variance pour les différents facteurs et leurs interactions. Les seuils de probabilité d’erreur admissibles à 1% et 5% sont identiques à ceux du Tableau IV.3‐5.
Les seuls paramètres pouvant être pris en compte avec un risque d’erreur inférieur à 1% sont l’avance par dent f et l’angle de coupe γ0 pour le coefficient a, la vitesse de coupe Vc et l’avance par dent f pour les coefficients b et d; enfin, l’angle de coupe γ0 pour le coefficient c.
Cette analyse montre également qu’aucune interaction n’est à prendre en compte. Cette étude des coefficients permet de mettre en évidence les liens entre les coefficients (a, b,
c, d) du modèle retenu pour la densité de moment DMez/P avec les paramètres géométriques et cinématiques étudiés (ap, f, Vc, 0) (Tableau IV.4‐5).
Analyse de la variance avec simple entrée
Facteurs
Paramètres observés
Coefficients de la régression linéaire
de : DMez/P (t)=f(θ(t)) Coefficients de la régression linéaire
de : DMez/P (t)=f(θ(t))
Pente, a Ordonnée à l’origine, b
Pente, d Ordonnée à l’origine, c
A
R
V
V
Vc 0.20 7.74 15.42 2.90
f 7.77 8.57 4.64 0.48
ap 1.34 0.19 0.32 0.92
γ0 9.16 3.05 1.71 26.16
Analyse de la variance avec double entrée
Facteurs
Paramètres observés
Coefficients de la régression linéaire
de : DMez/P (t)=f(θ(t)) Coefficients de la régression linéaire de: Ln DMez/P corrigée (t)=f(Ln Δer(t))
Pente, a Ordonnée à l’origine, b
Pente, d Ordonnée à l’origine, c
A
R
V
V
Vc‐f 0.17 1.01 2.90 5.2.10‐4
Vc‐ap 0.37 0.09 0.13 0.14
Vc‐γ0 0.47 0.72 0.07 0.22
f‐ap 0.20 0.05 2.7.10‐3 0.02
f‐γ0 0.82 0.18 0.05 0.07
ap‐γ0 0.01 0.01 0.03 0.61
Tableau IV.4-4 : Résultats de l’analyse des variances pour les coefficients du modèle de DMez/P.
IV.4.2.3.3 Conclusion
Cette étude montre que les coefficients b, c et d intervenant dans la modélisation de la densité
de moment DMez/P sont linéairement dépendant des facteurs retenus (ap, f, Vc, 0). Le plan d’expériences associé à l’analyse de la variance permet également de mettre en avant
les paramètres influents pour tous les paramètres étudiés (Tableau IV.4‐5). Les facteurs prédominants pour le coefficient a sont l’angle de coupe γ0 et l’avance par dent f. La vitesse de coupe Vc et l’avance par dent f ont des effets comparables sur les coefficients b et d. Enfin, le coefficient c dépend fortement de l’angle de coupe γ0.
La partie de la modélisation où interviennent les coefficients c et d est semblable aux modèles expérimentaux des densités d’efforts de coupe (ou coefficients spécifiques de coupe). Ainsi, pour une
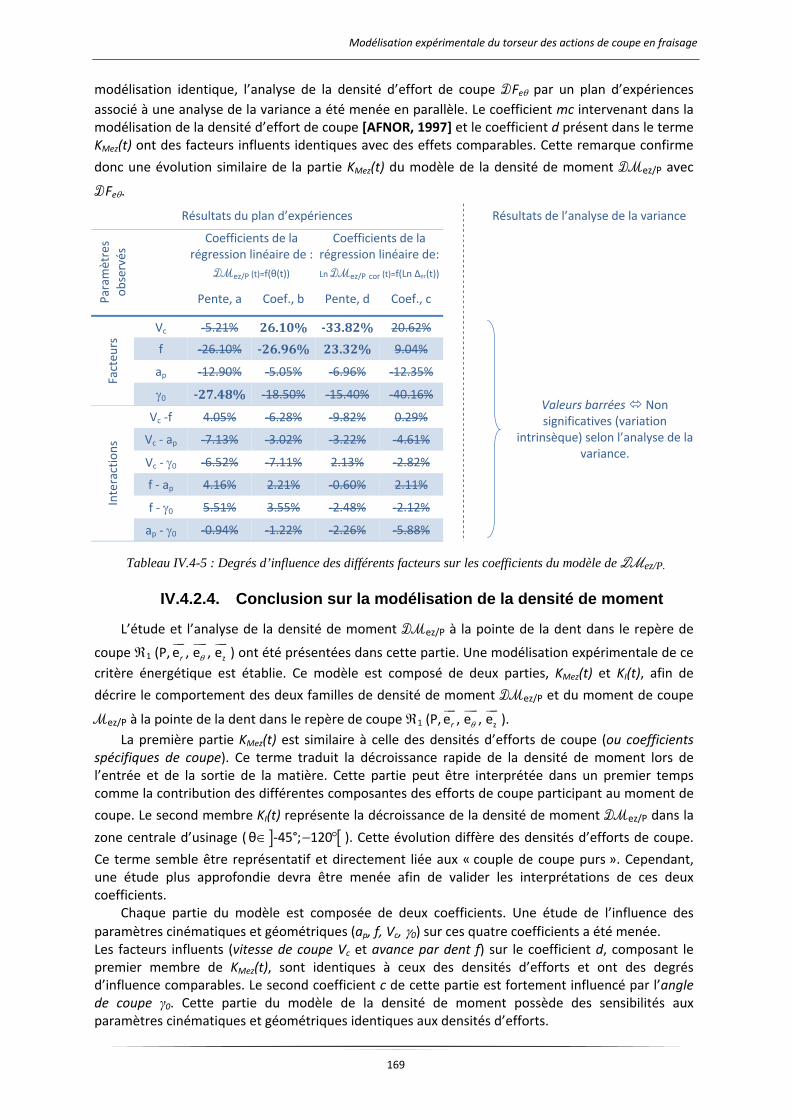
Modélisation expérimentale du torseur des actions de coupe en fraisage
169
modélisation identique, l’analyse de la densité d’effort de coupe DFe par un plan d’expériences associé à une analyse de la variance a été menée en parallèle. Le coefficient mc intervenant dans la modélisation de la densité d’effort de coupe [AFNOR, 1997] et le coefficient d présent dans le terme KMez(t) ont des facteurs influents identiques avec des effets comparables. Cette remarque confirme
donc une évolution similaire de la partie KMez(t) du modèle de la densité de moment DMez/P avec
DFe. Résultats du plan d’expériences Résultats de l’analyse de la variance
Param
ètres
observés
Coefficients de la
régression linéaire de : DMez/P (t)=f(θ(t))
Coefficients de la régression linéaire de:Ln DMez/P cor (t)=f(Ln Δer(t))
Pente, a Coef., b Pente, d Coef., c
Facteu
rs Vc ‐5.21% 26.10% 33.82% 20.62%
Valeurs barrées Non significatives (variation
intrinsèque) selon l’analyse de la variance.
f ‐26.10% 26.96% 23.32% 9.04%
ap ‐12.90% ‐5.05% ‐6.96% ‐12.35%
0 27.48% ‐18.50% ‐15.40% ‐40.16%
Interactions
Vc ‐f 4.05% ‐6.28% ‐9.82% 0.29%
Vc ‐ ap ‐7.13% ‐3.02% ‐3.22% ‐4.61%
Vc ‐ 0 ‐6.52% ‐7.11% 2.13% ‐2.82%
f ‐ ap 4.16% 2.21% ‐0.60% 2.11%
f ‐ 0 5.51% 3.55% ‐2.48% ‐2.12%
ap ‐ 0 ‐0.94% ‐1.22% ‐2.26% ‐5.88%
Tableau IV.4-5 : Degrés d’influence des différents facteurs sur les coefficients du modèle de DMez/P.
IV.4.2.4. Conclusion sur la modélisation de la densité de moment
L’étude et l’analyse de la densité de moment DMez/P à la pointe de la dent dans le repère de
coupe 1 (P, ze , e , er
) ont été présentées dans cette partie. Une modélisation expérimentale de ce critère énergétique est établie. Ce modèle est composé de deux parties, KMez(t) et KI(t), afin de
décrire le comportement des deux familles de densité de moment DMez/P et du moment de coupe
Mez/P à la pointe de la dent dans le repère de coupe 1 (P, ze , e , er
). La première partie KMez(t) est similaire à celle des densités d’efforts de coupe (ou coefficients
spécifiques de coupe). Ce terme traduit la décroissance rapide de la densité de moment lors de l’entrée et de la sortie de la matière. Cette partie peut être interprétée dans un premier temps comme la contribution des différentes composantes des efforts de coupe participant au moment de
coupe. Le second membre KI(t) représente la décroissance de la densité de moment DMez/P dans la
zone centrale d’usinage ( θ ‐45°; 120 ). Cette évolution diffère des densités d’efforts de coupe.
Ce terme semble être représentatif et directement liée aux « couple de coupe purs ». Cependant, une étude plus approfondie devra être menée afin de valider les interprétations de ces deux coefficients.
Chaque partie du modèle est composée de deux coefficients. Une étude de l’influence des paramètres cinématiques et géométriques (ap, f, Vc, 0) sur ces quatre coefficients a été menée. Les facteurs influents (vitesse de coupe Vc et avance par dent f) sur le coefficient d, composant le premier membre de KMez(t), sont identiques à ceux des densités d’efforts et ont des degrés d’influence comparables. Le second coefficient c de cette partie est fortement influencé par l’angle de coupe γ0. Cette partie du modèle de la densité de moment possède des sensibilités aux paramètres cinématiques et géométriques identiques aux densités d’efforts.

Chapitre IV
170
Les coefficients a et b interviennent dans la seconde partie, KI(t), et semblent traduire l’évolution des couples de coupe « purs ». Ces termes sont directement liés à l’avance par dent f et l’angle de coupe γ0 pour le premier coefficient et à la vitesse de coupe Vc et l’avance par dent f pour le second
coefficient. Comme cela a été démontré pour le moment de coupe Mez/P, le coefficient b, prépondérant dans le second membre, KI(t), est directement lié aux paramètres cinématiques. Enfin, l’étude met en avant, contrairement aux coefficients b, c et d, que le coefficient a évolue de manière non linéaire en fonction des facteurs retenus (ap, f, Vc, 0). Les valeurs de ce coefficient ne pourront donc pas être estimées par une relation multilinéaire obtenue par un plan d’expériences de premier ordre.
IV.4.3. Résultats de la modélisation du moment à la pointe de l’outil, Mez/P(t)
A partir du modèle de la densité de moment DMez/P, cette partie présente les résultats de la
modélisation du moment de coupe Mez/P à la pointe de la dent dans le repère de coupe
1 (P, ze , e , er
).
La Figure IV.4‐8 montre deux exemples de régression de Mez/P avec le modèle retenu. Ces deux cas illustrent les régressions pour les deux familles des densités de moments.
Figure IV.4-8 : Exemple de régression sur un tour de l’outil.
Pour des positions angulaires proches de l’entrée et de la sortie de la matière, le modèle s’éloigne des mesures. La modélisation a été élaborée pour la zone centrale d’usinage,
θ 20 ; 120 , où le moment Mez/P et la puissance consommée sont maximum. Le modèle est
donc plus adapté pour cette plage. Une moyenne des données réelles pour chaque point répartis sur plusieurs tours ayant la même position angulaire a également été réalisée afin de comparer la fidélité de la modélisation par rapport aux données initiales (Figure IV.4‐9).
Figure IV.4-9 : Exemples de régression pour des signaux moyennés.
Vc=80 m.mn‐1, ap=4mm, f=0.24 mm.dt‐1, γ0= +6° Vc=240 m.mn‐1, ap=4mm, f=0.08 mm.dt‐1, γ0= ‐6°
Régression Moyenne des
mesures
Valeur maximum
Moyenne des mesures
Régression
Valeur maximum
Vc=80 m.mn‐1, ap=4mm, f=0.24 mm.dt‐1, γ0= ‐6° Vc=240 m.mn‐1, ap=4mm, f=0.24 mm.dt‐1, γ0= +6°
Mesure
Régression
Mesure
Régression

Modélisation expérimentale du torseur des actions de coupe en fraisage
171
L’écart du modèle peut être évalué à partir de ce signal moyen (équations (IV‐4‐5) & (IV‐4‐6)).
modèle mesuremodèle / /( ) ( ) ( )ez P ez PEcart t t t M M . (IV‐4‐5)
modèle mesure
mesure
/ /
modèle
/
( ) ( )% ( )
( )
ez P ez P
ez P
t tEcart t
t
M MM
. (IV‐4‐6)
La Figure IV.4‐10 présente les écarts extrêmes pour les deux familles de moments de coupe.
Figure IV.4-10 : Ecarts entre le modèle et les mesures initiales.
L’ensemble des résultats est disponible en annexe A.IV.2. Le Tableau IV.4‐6 présente une synthèse globale et par famille. Les résultats de chaque famille (Vc=80 m.mn‐1 et 240 m.mn‐1) sont détaillés afin de mettre en évidence l’influence du changement de signe pour la famille où Vc=80 m.mn‐1.
Comparaison entre modélisation et essais
Pour θ 20 ; 120 Valeur maximale
θ 45 ; 70
Vc
Ecart supérieur maximum
Ecart moyen Ecart inférieur maximum
Mez/P Modèle Ecart maximum
(m.mn‐1) (N.m) (%) (N.m) (%) (N.m) (%) (N.m) (N.m) (%)
Valeur minimale
80
0.1 6.4% ‐0.1 ‐10.6% ‐0.7 ‐167.4% 1.7 1.8 ‐8.2%
Valeur moyenne 0.3 48.1% ‐0.1 ‐5.0% ‐0.5 ‐58.2% 3.2 3.4 ‐5.4%
Valeur maximale 0.5 185.7% 0.0 ‐0.9% ‐0.2 ‐24.3% 6.8 6.8 0.2%
Valeur minimale
240
0.2 6.8% ‐0.1 ‐1.6% ‐1.2 ‐16.8% 3.3 3.5 ‐8.1%
Valeur moyenne 0.7 11.9% 0.0 0.5% ‐0.7 ‐11.3% 7.6 7.9 ‐4.4%
Valeur maximale 1.4 17.1% 0.2 2.3% ‐0.3 ‐7.4% 15.3 16.0 2.5%
Valeur minimale
Global
0.1 6.4% ‐0.1 ‐10.6% ‐1.2 ‐167.4% 1.7 1.8 ‐8.2%
Valeur moyenne 0.5 30.0% 0.0 ‐2.3% ‐0.6 ‐34.8% 5.4 5.6 ‐4.9%
Valeur maximale 1.4 185.7% 0.2 2.3% ‐0.2 ‐7.4% 15.3 16.0 2.5%
Tableau IV.4-6 : Analyse de la fidélité de la modélisation du moment de coupe Mez/P.
L’analyse de ce tableau montre des écarts maximums entre les mesures et le modèle allant de ‐167.4% à 185.7%. Dans un premier temps, ces écarts peuvent être interprétés par des variations brusques du niveau des signaux de mesures de Mez/P(t). Cependant, ces écarts extrêmes (en valeur absolue) sont obtenus uniquement pour une même « famille » de moment de coupe (Vc=80 m.mn‐1) lorsque les moments changent de signe. De faibles variations rapportées à de faibles valeurs
Vc =80 m.mn‐1, ap=2mm, f=0.24 mm.dt‐1, γ0 = +6° Vc =240 m.mn‐1, ap=4mm, f=0.08 mm.dt‐1, γ0 = ‐6°
Zone de changement de signe des mesures
a) b)

Chapitre IV
172
engendrent des écarts importants (Figure IV.4‐10–a). Cependant, la Figure IV.4‐10 montre que l’erreur absolue (hormis l’entrée et la sortie de la matière) est toutefois du même ordre pour les deux familles. Le moment de la seconde famille ne changeant pas de signe, l’écart relatif est acceptable pour la zone privilégiée θ 20 ; 120 (Figure IV.4‐10–b). En outre, la moyenne des
écarts met en évidence que le modèle ne présente pas de décalage par rapport aux mesures (‐2.3%). La finalité de cette modélisation est d’évaluer la puissance maximale de coupe en intégrant
toutes les composantes du torseur d’action. Au‐delà des écarts concernant la densité de moment DMez/P, l’erreur d’évaluation de la valeur maximale du moment de coupe Mez/P doit également être vérifiée. Cette valeur maximale, utilisée pour l’estimation de la puissance maximale de coupe, est située dans une plage angulaire θ 45 ; 70 . L’erreur maximale d’évaluation du moment de
coupe maximum est inférieure à 8.2% quelque soit le niveau du moment Mez/P et inférieure à 5% en moyenne.
IV.4.4. Conclusion
Un modèle du moment de coupe Mez/P(t) à la pointe de la dent dans le repère de coupe
1 (P, ze , e , er
) a été développé. Il repose sur la modélisation de la section de copeau instantanée
Acopeau (t) et de la densité de moment DMez/P(t) à la pointe de la dent dans le repère de coupe
1 (P, ze , e , er
).
La modélisation de la section de copeau Acopeau (t) dans le cas de la coupe orthogonale en fraisage est basée sur le calcul de l’épaisseur du copeau proposée par Martelotti [Martelotti, 1941 & 1945]. Dans un premier temps, le modèle de l’épaisseur du copeau basé sur une trajectoire approchée de la trajectoire peut être utilisé. L’écart par rapport à la trajectoire théorique trochoïdale ou même réelle reste acceptable tout en proposant une mise en œuvre simple et rapide. Malgré tout, dans des cas extrêmes ou pour une précision accrue, l’évaluation de l’épaisseur du copeau peut être réalisée à partir de la trajectoire théorique trochoïdale [Martelotti, 1941 & 1945].
Le modèle de la densité de moment DMez/P(t) est composé de deux parties, KMez(t) et KI(t). La première partie KMez(t), semblable au modèle des densités d’efforts de coupe (ou coefficients spécifiques de coupe), peut être interprétée comme la part des différentes composantes des efforts de coupe participant au moment de coupe. Le second membre KI(t) apparait lié aux « couples de coupe purs ». Cependant, une étude plus approfondie devra être menée afin de valider ces deux hypothèses.
Une étude de sensibilité sur les coefficients intervenant dans le modèle de la densité de
moment DMez/P(t) a également permis de déterminer les paramètres cinématiques et géométriques (ap, f, Vc, 0) influents.
IV.5. Bilan énergétique
La maîtrise de la puissance de coupe consommée est primordiale lors d’opérations d’usinage dans des conditions d’ébauche. Les caractéristiques des composants (broche, moteur des axes, etc.) de la machine‐outils utilisée doivent être adaptés à l’usinage envisagé. D’autre part, les conditions de coupe doivent être optimisées, notamment pour un débit matière maximum, afin de minimiser l’ensemble des actions de coupe, et donc les actions de serrage ou encore les déformations de pièce et/ou d’outil.
L’objectif final de la modélisation du moment de coupe est de pouvoir estimer plus précisément la puissance de coupe consommée. La contribution des moments dans le bilan énergétique peut atteindre 40% en tournage et 70% en fraisage [Cahuc, 2001], [Darnis, 2000].
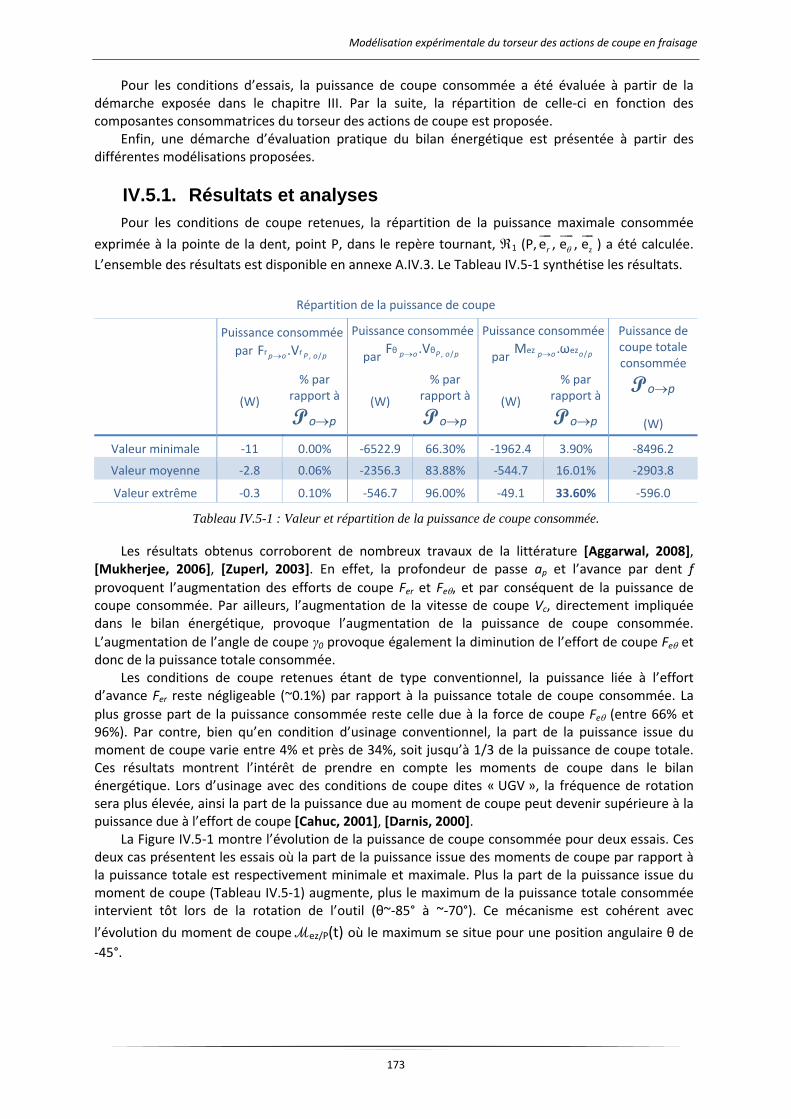
Modélisation expérimentale du torseur des actions de coupe en fraisage
173
Pour les conditions d’essais, la puissance de coupe consommée a été évaluée à partir de la démarche exposée dans le chapitre III. Par la suite, la répartition de celle‐ci en fonction des composantes consommatrices du torseur des actions de coupe est proposée.
Enfin, une démarche d’évaluation pratique du bilan énergétique est présentée à partir des différentes modélisations proposées.
IV.5.1. Résultats et analyses Pour les conditions de coupe retenues, la répartition de la puissance maximale consommée
exprimée à la pointe de la dent, point P, dans le repère tournant, 1 (P, ze , e , er
) a été calculée. L’ensemble des résultats est disponible en annexe A.IV.3. Le Tableau IV.5‐1 synthétise les résultats.
Répartition de la puissance de coupe
Puissance consommée par , /r rF .Vp o P o p
Puissance consommée
par , /θ θF .Vp o P o p
Puissance consommée
par /ez ezM .ωp o o p
Puissance de coupe totale consommée
o pP
(W)
(W)
% par rapport à
o pP(W)
% par rapport à
o pP(W)
% par rapport à
o pP
Valeur minimale ‐11 0.00% ‐6522.9 66.30% ‐1962.4 3.90% ‐8496.2
Valeur moyenne ‐2.8 0.06% ‐2356.3 83.88% ‐544.7 16.01% ‐2903.8
Valeur extrême ‐0.3 0.10% ‐546.7 96.00% ‐49.1 33.60% ‐596.0
Tableau IV.5-1 : Valeur et répartition de la puissance de coupe consommée.
Les résultats obtenus corroborent de nombreux travaux de la littérature [Aggarwal, 2008], [Mukherjee, 2006], [Zuperl, 2003]. En effet, la profondeur de passe ap et l’avance par dent f provoquent l’augmentation des efforts de coupe Fer et Fe, et par conséquent de la puissance de coupe consommée. Par ailleurs, l’augmentation de la vitesse de coupe Vc, directement impliquée dans le bilan énergétique, provoque l’augmentation de la puissance de coupe consommée. L’augmentation de l’angle de coupe γ0 provoque également la diminution de l’effort de coupe Fe et donc de la puissance totale consommée.
Les conditions de coupe retenues étant de type conventionnel, la puissance liée à l’effort d’avance Fer reste négligeable (~0.1%) par rapport à la puissance totale de coupe consommée. La plus grosse part de la puissance consommée reste celle due à la force de coupe Fe (entre 66% et 96%). Par contre, bien qu’en condition d’usinage conventionnel, la part de la puissance issue du moment de coupe varie entre 4% et près de 34%, soit jusqu’à 1/3 de la puissance de coupe totale. Ces résultats montrent l’intérêt de prendre en compte les moments de coupe dans le bilan énergétique. Lors d’usinage avec des conditions de coupe dites « UGV », la fréquence de rotation sera plus élevée, ainsi la part de la puissance due au moment de coupe peut devenir supérieure à la puissance due à l’effort de coupe [Cahuc, 2001], [Darnis, 2000].
La Figure IV.5‐1 montre l’évolution de la puissance de coupe consommée pour deux essais. Ces deux cas présentent les essais où la part de la puissance issue des moments de coupe par rapport à la puissance totale est respectivement minimale et maximale. Plus la part de la puissance issue du moment de coupe (Tableau IV.5‐1) augmente, plus le maximum de la puissance totale consommée intervient tôt lors de la rotation de l’outil (θ~‐85° à ~‐70°). Ce mécanisme est cohérent avec
l’évolution du moment de coupe Mez/P(t) où le maximum se situe pour une position angulaire θ de ‐45°.

Chapitre IV
174
Figure IV.5-1 : Exemple d’évolution de la répartition de la puissance de coupe consommée.
IV.5.2. Evaluation rapide de la puissance de coupe maximale Un objectif de cette modélisation est de pouvoir être utilisé industriellement. Par conséquent,
tout comme les modèles utilisant les coefficients spécifiques de coupe, la mise en œuvre de ce modèle doit être aisée et rapide.
Le paragraphe précédent montre que la contribution des moments de coupe est non négligeable sur la puissance de coupe consommée. Afin d’optimiser au mieux les conditions de coupe pour des opérations d’ébauche, la puissance de coupe doit être évaluée correctement.
Pour accéder directement à une valeur approchée de la puissance consommée, la première approche consiste à évaluer les efforts et le moment de coupe lorsque la section de copeau est maximale (i.e. θ=‐90°). Dans ce cas, la section de copeau est facilement accessible et égale au produit de l’avance f et de la profondeur de passe ap. Pour cette position angulaire de l’outil (θ=‐90°), la puissance consommée n’est pas exactement maximale mais légèrement inférieure (≈5%). Cependant, l’estimation réalisée est tout de même très intéressante de part la facilité et la rapidité d’obtention. Ainsi, à partir des modélisations expérimentales des forces de coupe [AFNOR, 1997], [Bissey, 2005], [Garnier, 2000a & b], [Lee, 1996], [Paris, 2000] et du modèle proposé pour le moment de coupe, la puissance de coupe maximale peut être évaluée dans le cas du fraisage en coupe orthogonale (équation (IV‐5‐1)).
. . . . r f c c M z copeauMAX outil pièce K V K V K AP . (IV‐5‐1)
Les grandeurs cinématiques peuvent être remplacées par leurs valeurs particulières pour la position angulaire de l’outil retenue (θ=‐90°). L’expression de la puissance maximale pour une seule arête de coupe et dans la configuration d’usinage retenue est donnée par l’équation (IV‐5‐2).
a) b)
c)
Vc=80 m.mn‐1, ap=4mm, f=0.24 mm.dt‐1, γ0= +6°
Vc=240 m.mn‐1, ap=4mm, f=0.08 mm.dt‐1, γ0= ‐6°
PFeθ
Ptot
PMez/P PFer
PFeθ Ptot
PMez/P PFer
PFeθ
PMez/P
PFer
PFeθ PMez/P
PFer
d)

Modélisation expérimentale du torseur des actions de coupe en fraisage
175
. .
. . . . .60 60 30
p
cr c Mexp MAX outil piècef N V N
K K K f a
P . (IV‐5‐2)
avec N, la fréquence de rotation de l’outil (tr.mn‐1), f, l’avance par dent (mm.dt‐1), D le diamètre de l’outil (mm), Vc, la vitesse de coupe (m.mn‐1), ap la profondeur de passe (mm), Kr et Kc les
coefficients spécifiques de coupe selon les directions er
et e
(N.mm‐²), M ezM IK K K , le
coefficient global du modèle du moment de coupe selon ze
(N.m.mm‐²). Cependant, pour des conditions d’usinage conventionnelles, la part de la puissance liée à l’effort
d’avance Fer reste négligeable (~0.1%), l’expression peut alors être simplifiée (équation (IV‐5‐3)).
.
. . . .60 30
p
cc Mapprox MAXV N
K K f a
P . (IV‐5‐3)
La puissance maximale consommée peut être exprimée simplement à partir des caractéristiques macroscopiques telles que le diamètre de l’outil D et les paramètres cinématiques.
Pour chaque essai, lorsque l’avance instantanée Δer(t) est égale à l’avance par dent f programmée (θ(t) ~‐90°), les réponses moyennes sur quatre tours de la densité d’effort de coupe
DFe, du moment de coupe Mez/P et de la part de la puissance consommée par chaque composante ainsi que la puissance totale de coupe ont été calculées (cf. annexes A.IV.3). Le Tableau IV.5‐2 présente une synthèse des résultats.
Réponses
DFeθ Mez/P Puissance consommée par Puissance totale
consommée
Feθ Mez/P
(N) (N.m) (W) (%) (W) (%) (W)
Valeur minimale 1551 0.9 547 66.3% 49 3.9% 596
Valeur moyenne 2143 4.0 2356 83.9% 545 16.0% 2904
Valeur extrême 2949 12.3 6523 95.9% 1962 33.6% 8496
Tableau IV.5-2 : Valeur des grandeurs moyennes pour l’avance instantanée maximale.
La réponse du modèle et ses écarts par rapport aux mesures ont été calculés (cf. annexes A.IV.3). Une synthèse des résultats est présentée dans le Tableau IV.5‐3. Les écarts absolu et relatif du modèle peuvent être évalués à partir des valeurs mesurées et modélisées (équations (IV‐5‐4) et (IV‐5‐5)).
modèle modèle mesure( ) ( ) ( )Ecart t Réponse t Réponse t . (IV‐5‐4)
modèle mesure
modèle
modèle
( ) ( )% ( )
( )
Réponse t Réponse tEcart t
Réponse t
. (IV‐5‐5)
L’écart entre la mesure de la puissance de coupe consommée par l’effort de coupe et le modèle reste relativement faible et inférieur à 5%.
L’écart entre la puissance consommée par le moment de coupe et l’estimation du modèle pour l’avance instantanée Δer(t) égale à l’avance par dent f (θ(t)≈‐90°) est au maximum de 22% et atteint au plus 0.6 N.m. Une partie de cet écart est due à l’hypothèse initiale. En effet, la puissance est maximale pour θ 65 ; 85 et non pour θ=‐90°. Malgré tout, sur l’ensemble des essais, l’écart
est acceptable (3%) Enfin, l’utilisation de la modélisation expérimentale de l’effort et du moment de coupe permet
l’évaluation de la puissance de coupe consommée totale et maximale avec une erreur maximale de 4%.
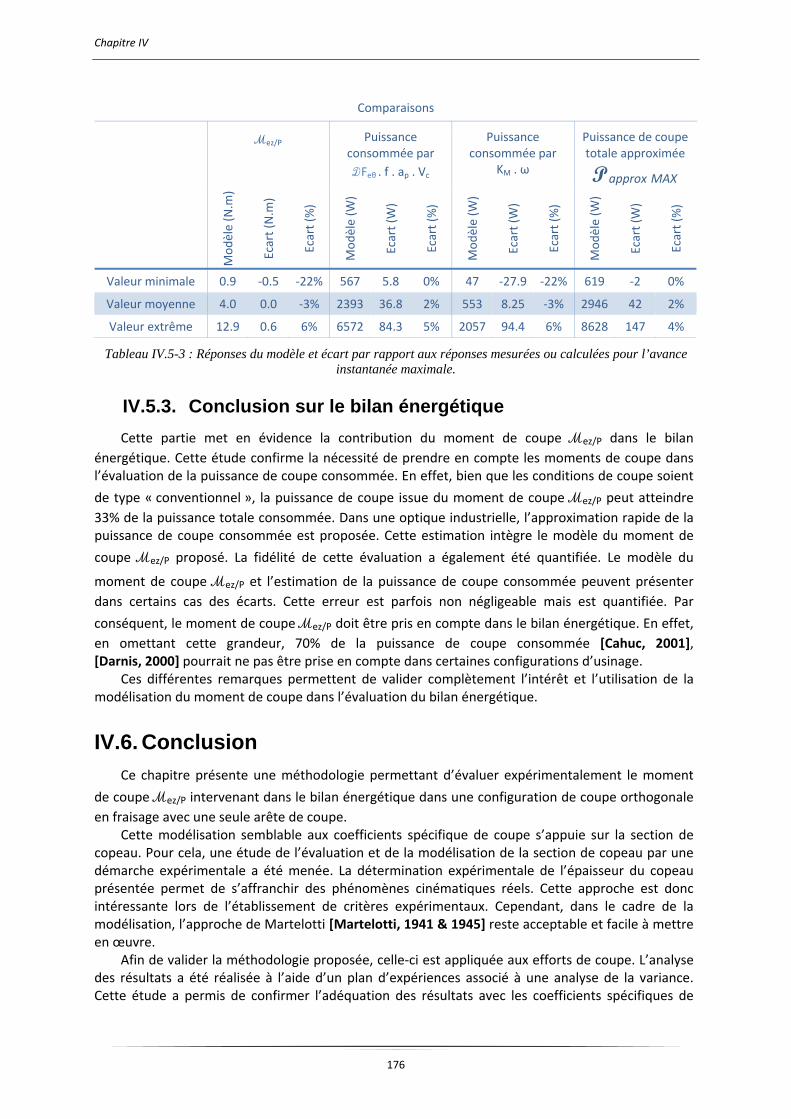
Chapitre IV
176
Comparaisons
Mez/P Puissance consommée par DFeθ . f . ap . Vc
Puissance consommée par
KM . ω
Puissance de coupe totale approximée
approx MAXP
Modèle (N.m
)
Ecart (N.m
)
Ecart (%)
Modèle (W
)
Ecart (W)
Ecart (%)
Modèle (W
)
Ecart (W)
Ecart (%)
Modèle (W
)
Ecart (W)
Ecart (%)
Valeur minimale 0.9 ‐0.5 ‐22% 567 5.8 0% 47 ‐27.9 ‐22% 619 ‐2 0%
Valeur moyenne 4.0 0.0 ‐3% 2393 36.8 2% 553 8.25 ‐3% 2946 42 2%
Valeur extrême 12.9 0.6 6% 6572 84.3 5% 2057 94.4 6% 8628 147 4%
Tableau IV.5-3 : Réponses du modèle et écart par rapport aux réponses mesurées ou calculées pour l’avance instantanée maximale.
IV.5.3. Conclusion sur le bilan énergétique
Cette partie met en évidence la contribution du moment de coupe Mez/P dans le bilan énergétique. Cette étude confirme la nécessité de prendre en compte les moments de coupe dans l’évaluation de la puissance de coupe consommée. En effet, bien que les conditions de coupe soient
de type « conventionnel », la puissance de coupe issue du moment de coupe Mez/P peut atteindre 33% de la puissance totale consommée. Dans une optique industrielle, l’approximation rapide de la puissance de coupe consommée est proposée. Cette estimation intègre le modèle du moment de
coupe Mez/P proposé. La fidélité de cette évaluation a également été quantifiée. Le modèle du
moment de coupe Mez/P et l’estimation de la puissance de coupe consommée peuvent présenter dans certains cas des écarts. Cette erreur est parfois non négligeable mais est quantifiée. Par
conséquent, le moment de coupe Mez/P doit être pris en compte dans le bilan énergétique. En effet, en omettant cette grandeur, 70% de la puissance de coupe consommée [Cahuc, 2001], [Darnis, 2000] pourrait ne pas être prise en compte dans certaines configurations d’usinage.
Ces différentes remarques permettent de valider complètement l’intérêt et l’utilisation de la modélisation du moment de coupe dans l’évaluation du bilan énergétique.
IV.6. Conclusion
Ce chapitre présente une méthodologie permettant d’évaluer expérimentalement le moment
de coupe Mez/P intervenant dans le bilan énergétique dans une configuration de coupe orthogonale en fraisage avec une seule arête de coupe.
Cette modélisation semblable aux coefficients spécifique de coupe s’appuie sur la section de copeau. Pour cela, une étude de l’évaluation et de la modélisation de la section de copeau par une démarche expérimentale a été menée. La détermination expérimentale de l’épaisseur du copeau présentée permet de s’affranchir des phénomènes cinématiques réels. Cette approche est donc intéressante lors de l’établissement de critères expérimentaux. Cependant, dans le cadre de la modélisation, l’approche de Martelotti [Martelotti, 1941 & 1945] reste acceptable et facile à mettre en œuvre.
Afin de valider la méthodologie proposée, celle‐ci est appliquée aux efforts de coupe. L’analyse des résultats a été réalisée à l’aide d’un plan d’expériences associé à une analyse de la variance. Cette étude a permis de confirmer l’adéquation des résultats avec les coefficients spécifiques de

Modélisation expérimentale du torseur des actions de coupe en fraisage
177
coupe des modèles de coupe expérimentaux [AFNOR, 1997], [Bissey, 2005], [Garnier, 2000a & b], [Lee, 1996], [Paris, 2000].
Cette approche expérimentale a ensuite été appliquée au moment de coupe intervenant dans le
bilan énergétique. Un nouveau critère énergétique a été proposé : la densité de moment DMez/P. Les paramètres influents ont été mis en évidence par un plan d’expériences associé à une l’analyse de la variance. Ceux‐ci ont ensuite été intégrés au travers du nouveau critère dans la modélisation
du moment de coupe Mez/P. La validité du modèle a été déterminée et couvre les parties fondamentales de la phase d’usinage (maximum des efforts de coupe, du moment de coupe et de la
puissance consommée, θ ‐45°; 130 ).
Par la suite, les puissances de coupe réellement consommée et estimée à partir de la modélisation expérimentale (effort et moment) ont été confrontées. La fidélité de l’estimation de la puissance de coupe intégrant la modélisation du moment a donc été évaluée.


Chapitre V
CONCLUSIONS GENERALES ET PERSPECTIVES


Conclusions générales et perspectives
181
Ces travaux s’inscrivent dans la compréhension des phénomènes de coupe afin d’optimiser les grandeurs énergétiques présentes lors de l’usinage. Pour atteindre ces objectifs, des moyens métrologiques spécifiques ont été développés sur le site bordelais [Couétard, 2000]. Le dynamomètre à six composantes a montré que les actions mécaniques de coupe ne pouvaient être uniquement représentées par des efforts. Les travaux de [Cahuc, 2001], [Darnis, 2000] ont alors montré l’importance des moments de coupe dans le bilan énergétique. Malgré tout, l’état de l’art sur la modélisation de la coupe dressé au chapitre I montre que les recherches se focalisent sur les efforts de coupe et leurs impacts sur l’outil, la qualité des pièces, la productivité, etc. Seuls les travaux de [Bisu, 2007], [Laheurte, 2004], [Toulouse, 1998] en tournage et [Laporte, 2005] en perçage évoquent une modélisation des moments de coupe. Cependant, les phénomènes complexes présents lors de la formation du copeau n’ont à ce jour pu être traduit par un modèle de coupe analytique ou numérique. En effet, les lois de comportement actuelles ne permettent pas d’exprimer les gradients de déformations lors de la formation du copeau [Laheurte, 2004]. Des travaux expérimentaux en tournage [Bisu, 2007] et perçage [Laporte, 2005] ont alors permis de mieux appréhender ces phénomènes. Ces approches permettent aujourd’hui d’étendre et d’approfondir ces recherches au cas du fraisage.
Le développement d’un modèle de coupe expérimental nécessite la mesure de grandeurs réelles. Le chapitre II fait un bilan des moyens métrologiques pour la mesure d’actions mécaniques et plus particulièrement des moments de coupe. Cependant, peu de dispositifs permettent la mesure de l’ensemble des six actions mécaniques. Par ailleurs, les quelques moyens disponibles ne sont pas adaptés à la mesure d’actions de coupe en fraisage. Un nouveau dynamomètre à six composantes a donc été conçu, réalisé et étalonné. L’étalonnage d’un appareil de mesure est une phase cruciale afin d’assurer la fidélité des mesures du dispositif. Malgré tout, comme le soulignait déjà Yves Couétard [Couétard, 2000], aucun organisme certifié n’assure l’étalonnage de ce type de dispositif. Aucune procédure normalisée d’étalonnage n’est également disponible. La procédure employée est alors celle préconisée par [Couétard, 2000]. Afin d’améliorer la précision de mesure du dynamomètre, un pré‐traitement des données des chargements étalons (suppression des points aberrants, des chargements non uniformes, etc.) devra être envisagée avant de réaliser la corrélation des moindres carrés. Les résidus et donc les incertitudes de mesure seront donc diminués. Une machine d’étalonnage spécifique devra également être développée. L’objectif est de pouvoir appliquer tous types de chargements (force et couple) en différents points et selon trois directions orthogonales. Par ailleurs, une modélisation de la réponse du dynamomètre (notamment des couplages) devra être développée. Ce modèle permettra de développer et d’établir une matrice de calibration « spatiale ». Cette matrice sera alors dépendante de la position spatiale du point de chargement obtenu à partir des informations issues des codeurs de la MOCN. Le comportement du dynamomètre sera alors mieux pris en compte et la précision de mesure sera améliorée.
A partir de travaux préliminaires et de l’étude analytique du bilan énergétique, le chapitre III présente la démarche expérimentale mise en place pour la modélisation du moment consommateur de puissance. L’étude est menée pour une configuration de coupe orthogonale en fraisage. Dans un premier temps, une analyse des paramètres cinématiques réels est menée à partir de données fournies par un dispositif spécifique installé sur la MOCN. Ce moyen permet de déterminer la position instantanée réelle de l’outil lors de l’usinage à partir de données cinématiques extraites des codeurs de position des axes et de la broche de la machine‐outils. Cette étude montre la nécessité de prendre en compte les phénomènes cinématiques réels. Afin d’améliorer l’estimation de la section de copeau, une évaluation de l’avance instantanée réelle (en configuration de coupe orthogonale en fraisage) est proposée à partir des données issues des codeurs de position de la MOCN. Cependant, pour augmenter la précision de calcul, deux solutions pouront être envisagées dans les futures études. La première consiste à optimiser et à modifier l’algorithme de calcul de l’avance instantanée. L’objectif serait d’approximer la position des points théoriques non présents dans les mesures, mais nécessaires au calcul, à partir des points réellement mesurés. La seconde amélioration consiste à augmenter la résolution des données relatives à la position angulaire de la broche. Pour ceci, un changement du codeur de la broche et/ou l’ajout d’un codeur additionnel pourront être envisagés.
Chapitre V
182
Une approche pour le développement d’une modélisation expérimentale du moment de coupe est ensuite proposée. Basée sur la section de copeau réelle instantanée, cette démarche introduit un nouveau critère énergétique : la densité de moment. Afin de mettre en œuvre la méthodologie proposée, le protocole expérimental, les paramètres et les grandeurs étudiés ainsi que l’outillage spécifique développé pour l’étude sont alors détaillés. Puis, les premiers résultats de mesures du torseur des actions mécaniques de coupe sont présentés. Malgré le traitement des données, les résultats présentent plusieurs points de mesure différents pour un même instant. La précision des calculs est donc directement affectée (dispersion du nuage des points de mesure). Ce problème a été identifié à postériori des essais. Afin de remédier au problème, deux solutions sont envisageables. La première consiste à baisser la fréquence d’acquisition de toute la chaîne d’acquisition à celle du codeur de la broche. La seconde alternative est de remplacer ou d’ajouter un nouveau codeur ayant une résolution plus élevée. Par ailleurs, pour les futurs essais, la fréquence d’acquisition retenue devra être en accord avec l’ensemble des composants de la chaîne de mesure.
L’application et les résultats de la démarche proposée sont détaillés dans le chapitre IV. Une étude approfondie de la section de copeau est d’abord menée. Dans de nombreux travaux, la trajectoire de la pointe de l’outil est considérée circulaire et décalée de l’avance par dent entre chaque tour d’une même dent. Afin d’évaluer l’erreur commise, une comparaison est réalisée entre l’avance instantanée obtenue à partir d’une trajectoire théorique trochoïdale ou circulaire. L’évaluation de l’écart entre les deux approches est adimensionnée et permet d’étendre les résultats. Cette étude confirme les travaux antérieurs de [Martelotti, 1941 & 1945]. L’approximation faite est alors acceptable pour des positions angulaires de l’arête de coupe éloignées de l’entrée et de la sortie de la matière et lorsque le rapport rayon d’outil sur avance par dent est grand. Cependant, cette approche théorique ne permet pas de prendre en compte les phénomènes cinématiques réels. L’approche adoptée permet de calculer l’avance instantanée et la section de copeau réelles à partir de la position réelle de l’outil. La précision de l’algorithme utilisé pour ce calcul est également évaluée par rapport à une trajectoire théorique trochoïdale.
Par la suite, la méthodologie décrite au chapitre III est appliquée aux efforts de coupe. Un plan d’expériences et une analyse de la variance sont alors mis en place. La similitude entre le critère obtenu, la densité d’effort, et les coefficients spécifiques de coupe permet de comparer et de valider la démarche proposée. L’approche est ensuite appliquée au moment. Dans un premier temps, l’effet de la vitesse de coupe sur l’évolution du moment Mez/P est montré. Par la suite, une étude
approfondie de la densité de moment DMez/P est menée. Les paramètres influents sur cet indicateur sont détectés par un plan d’expériences et une analyse de la variance. Une modélisation de ce critère similaire aux coefficients spécifiques de coupe est par la suite développée. Ce modèle utilise deux coefficients KMez et KI. L’expression et la modélisation de la première partie KMez est similaire aux efforts. Cette partie peut être interprétée comme la part des différentes composantes des efforts de coupe participant au moment de coupe. Cependant, une étude plus approfondie devra être menée afin de valider cette proposition. Le second terme KI prend en compte la différence d’évolution de la densité de moment DMez/P par rapport celle des densités d’efforts. En effet, dans la zone stabilisée d’usinage où la densité d’effort (coefficient spécifique de coupe) est constante, la densité de moment décroit. Cette évolution semble caractériser les « moments purs » de coupe. Une étude ultérieure devra valider cette hypothèse. Pour ceci, le moment et la densité de moment peuvent être exprimés à l’axe central du torseur des actions de coupe. Les moments induits par les bras de leviers seront ainsi supprimés. Une étude approfondie permettra alors de valider les paramètres influents sur ces grandeurs. Bien que ce modèle soit satisfaisant, son expression mathématique n’est pas totalement dépendante des paramètres de coupe. Ce dernier point est donc critique pour un modèle expérimental à finalité industrielle. Des travaux complémentaires permettront d’exprimer et de valider une modélisation du second membre et donc de la densité de moment uniquement en fonction de l’avance instantanée. Ce modèle expérimental sera donc entièrement fonction de paramètres de coupe amenant ainsi « un sens physique » aux différents termes. Une étude approfondie devra alors déterminer les facteurs influents des coefficients constituants le modèle.
Conclusions générales et perspectives
183
Enfin, ces travaux s’intéressent également au bilan énergétique de la coupe. Dans une optique industrielle, la puissance maximale consommée est évaluée par une approche pratique et rapide intégrant le modèle proposé. Une analyse de la répartition de la puissance de coupe consommée par chaque composante du torseur d’action est également présentée. Ainsi, plus les vitesses d’avance et de rotation sont élevées, plus la part de la puissance intégrant les moments augmente. Enfin, l’écart entre la puissance estimée et réelle est également étudié.
La modélisation présentée a été réalisée pour une seule arête de coupe dans une configuration de coupe orthogonale en fraisage. Bien que la configuration d’usinage soit peu complexe, ces travaux sont intéressants pour des confrontations et des validations de futurs modèles semi‐analytiques ou numériques. Dans cette perspective, le matériau retenu a été choisi car les paramètres de la loi de comportement de Johnson‐Cook sont bien connus [Johnson, 1993]. Ainsi, pour la configuration d’usinage retenue, seul le moment consommateur de puissance Mez/P est non nul. Afin d’étudier les autres composantes du moment de coupe au point représentant l’arête de coupe, la configuration d’usinage en coupe oblique devra être envisagée. Ainsi, un angle d’inclinaison d’arête s non nul permettra d’étudier le moment Mr/P, et pour le moment Mθ/P, l’angle de direction d’arête r devra être différent de 90°. L’étape suivante sera alors d’appliquer cette modélisation de la coupe oblique à un outil possédant plusieurs arêtes de coupe. Selon la géométrie de la partie active de l’outil, le principe de discrétisation infinitésimale des arêtes de coupe pourra être retenu afin d’appliquer le modèle à chaque élément.
Une phase cruciale pour une modélisation expérimentale est l’évaluation des coefficients du modèle. Comme toute modélisation expérimentale des actions de coupe, la validité du modèle se limite au Couple Outils‐Matière (COM) employé. Ainsi, les coefficients doivent être déterminés pour chaque nouveau COM. La méthodologie normalisée actuelle du COM [AFNOR, 1997] décrit la démarche permettant d’évaluer le coefficient spécifique de coupe. Cette norme pourra être
complétée afin d’intégrer la densité de moment DMez/P. Cette nouvelle partie permettra de déterminer les différents paramètres du modèle. Un autre point intéressant du COM actuel est de pouvoir transposer des résultats entre différentes opérations ou procédés de coupe. Afin de valider et d’étendre ce point pour la densité de moment, de nouveaux procédés, outils, configurations d’usinage, matière (COM) ou conditions de coupe devront être étudiés.


BIBLIOGRAPHIE

Bibliographie
187
Bibliographie
[A
[Abrari, 1998] F. Abrari, M.A. Elbestawi, A.D. Spence, "On the Dynamics of Ball‐End Milling: Modeling of Cutting Forces and Stability Analysis", International Journal of Machine Tools and Manufacture, Vol. 38, p.215‐237, 1998.
[AFNOR, 1993] Norme AFNOR, "Grandeur de base pour la coupe et la rectification", NF E 66 502, Paris, AFNOR, 1993.
[AFNOR, 1997] Norme AFNOR, "Couple Outil‐Matière : Domaine de fonctionnement des Outils Coupants", NF E 66‐520, Vol. 1 à 6, Paris : AFNOR, 1997.
[Aggarwal, 2008] A. Aggarwal, H. Singh, P. Kumar, M. Singh, "Optimizing power consumption for CNC turned parts using response surface methodology and Taguchi’s technique—A comparative analysis", Journal of materials processing technology, Vol. 200, p.373–384, 2008.
[Al‐Ahmad, 2008] M. Al‐Ahmad, "Industrialisation de procédé : contribution à la maîtrise de l’opération de tréflage ou fraisage vertical – approches analytiques et expérimentale", Thèse de doctorat, ENSAM CER Metz, France, 2008.
[Albert, 2007] G. Albert, O. Cahuc, R. Laheurte and P. Darnis, "Etude expérimentale de la coupe en fraisage", Congrès Français de Mécanique, Grenoble, 27‐31 Août 2007.
[Albrecht, 1960] P. Albrecht, "New developments in the theory of metal cutting process. Part I : The ploughing process in metal cutting", Journal of Engineering for Industry, Vol. 82, N° 1, p.348‐358, 1960.
[Albrecht, 2005] A. Albrecht, S S. Park, Y.Altintas, G.Pritschow, "High frequency bandwidth cutting force measurement in milling using capacitance displacement sensors", International Journal of Machine Tools & Manufacture, Vol. 45, p.993–1008, 2005.
[Altintas, 2000] Y. Altintas, "Manufacturing Automation, Metal Cutting Mechanics, Machine Tool, Vibrations and CNC Design", Cambridge University Press, 2000.
[Altintas, 2004] Y. Altintas, S.S. Park, "Dynamic Compensation of Spindle‐Integrated Force Sensors", CIRP Annals, Manufacturing Technology, Vol. 53, p.305‐308, 2004.
[Altintas, 2008] Y. Altintas, M. Eynian a, H. Onozuka, "Identification of dynamic cutting force coefficients and chatter stability with process damping", CIRP Annals, Manufacturing Technology, Vol. 57, p.371–374, 2008.
[Armarego, 1969] E. J. A. Armarego, R. H. Brown, "The machining of Metals", Prentice‐Hall, 1969.
[Armarego, 1985] E.J.A. Armarego, R.C. Withfield, "Computer Based Modelling of Popular Machining Operations for Force and Power Predictions", CIRP Annals, Vol. 34, p.65‐69, 1985.
Bibliographie
188
[Assouline, 2005] S. Cohen Assouline, "Simulation numérique de l'usinage par outil coupant à l'Échelle macroscopique: prise en compte d’une pièce déformable", Thèse de Doctorat, ENSAM CER de Paris, France, 2005.
[Astakhov] V. P. Astakhov, "Metal Cutting Theory ‐ Three Missed Chances or a Science Without History", Site internet: http://members.tripod.com/viktorastakhov/crit1w.htm
[Auchet, 2004] S. Auchet, P. Chevrier, M. Lacour, P. Lipinski, "A new method of cutting force measurement based on command voltages of active electro‐magnetic bearings", International Journal of Machine Tools & Manufacture, Vol. 44, p.1441–1449, 2004.
[Auchet, 2005] S. Auchet, P. Chevrier, M. Lacour, P. Lipinski, "Mesure indirecte de la puissance de coupe pour une opération de contournage", Mécanique & Industries, Vol.6, p.399–402, 2005.
[Azeem, 2004] A. Azeem, H.‐Y. Feng L. Wang, "Simplified and efficient calibration of a mechanistic cutting force model for ball‐end milling", International Journal of Machine Tools & Manufacture, Vol. 44, p.291–298, 2004.
[B
[Bacaria, 2001] J.L. Bacaria, "Un modèle comportemental et transitoire pour la coupe des métaux", Thèse de Doctorat, Institut National Polytechnique de Toulouse, France, 2001.
[Baker, 2005] M. Baker, "Does chip formation minimize the energy ?", Computational Materials Science, Vol. 33, p.407‐418., 2005.
[Baque, 1973] P. Baque, E. Felder, J. Hyafil et E. Al, "Mise en forme des métaux : calculs par la plasticité", Paris : Dunod, P. Dunod Ed., 1973.
[Barge, 2005] M. Barge, “Etude expérimentale et numérique des mécanismes de coupe par abrasion”, Thèse de Doctorat en Mécanique, Ecole Centrale de Lyon, France, 2005.
[Baù, 2007] A. Baù, "Design and Construction of a Dynamometer for Micro Milling Force Measurements", Master thesis, Technical University of Denmark, Denmark, 2007.
[Beauchesne, 1999] E. Beauchesne, "Simulation numérique de l’usinage à l’échelle macroscopique : Prise en compte d’une pièce déformable", Thèse de Doctorat, ENSAM CER de Paris, France, 1999.
[Bellanger, 2006] M. Bellanger, "Traitement numérique du signal: théorie et pratique", 8° édition, Fance, Paris, Dunod, 2006, 447p., ISBN 2‐10‐050162‐3.
[Bhattacharyya, 2010] A. Bhattacharyya, J.K. Schueller, B.P. Mann, J.C. Ziegert, T.L. Schmitz, F. J. Taylor, N.G. Fitz‐Coy, "A closed form mechanistic cutting force model for helical peripheral milling of ductile metallic alloys", International Journal of Machine Tools & Manufacture, Vol.50, p.538–551, 2010.
[Bissey, 2005] S. Bissey, "Développement d’un modèle d’efforts de coupe applicable à des familles d’outils : cas du fraisage des aciers traités thermiquement", Thèse de Doctorat en Procédés de Fabrication, ENSAM CER de Cluny, France, 2005.
Bibliographie
189
[Bissey, 2006] S. Bissey, G. Poulachon and F. Lapujoulade, "Integration of tool geometry in prediction of cutting forces during milling of hard materials", Proceedings‐institution of mechanical engineers, Journal of Engineering Manufacture, Vol. 220, p.579–587, 2006.
[Bisu, 2007] C. F. Bisu., "Etude des vibrations auto‐entretenues en coupe tridimensionnelle : nouvelle modélisation appliquée au tournage", Thèse de Doctorat en Mécanique, Université Bordeaux 1 et Université Politehnica Bucarest, France, 2007.
[Boothroyd, 1963] G. Boothroyd, "Temperatures in orthogonal metal cutting", Institution of the mechanical engineers, G. I. London, p.789‐802, 1963.
[Bourdet, 1977] P. Bourdet, "La coupe des métaux", 1977.
[Budak, 1996] E. Budak, Y. Altintas, E. J. A. Armarego, "Prediction of Milling Force Coefficients From Orthogonal Cutting Data", Journal of Manufacturing Science and Engineering, Vol. 118, p.216‐225, 1996.
[Budak, 2008] E. Budak, E. Ozlu, "Development of a thermomechanical cutting process model for machining process simulations", CIRP Annals, Manufacturing Technology, Vol. 57, p.97–100, 2008.
[C
[Cahuc, 2001] O. Cahuc., P. Darnis, A. Gérard A., JL. Battaglia, "Experimental and analytical balance sheet in turning applications", International Journal of Advanced. Manufacturing Technology 18, p.648–656, 2001
[Castro, 2006] L. R. Castro, P. Viéville, P. Lipinski, "Correction of dynamic effects on force measurements made with piezoelectric dynamometers", International Journal of Machine Tools & Manufacture, Vol. 46, p.1707–1715, 2006.
[Ceretti, 1999] E. Ceretti, M. Lucchi, T. Altan, "FEM simulation of orthogonal cutting : serrated chip formation", Journal of Material Processing Technology., vol. 95, p.17–26, 1999.
[Changeux, 2001] B. Changeux, "Loi de comportement pour l’usinage, localisation de la déformation et aspects structuraux", Thèse de Doctorat, ENSAM CER de Paris, France, 2001.
[Cheng, 1997] P. J. Cheng, T‐J. Tsay, S.C. Lin, "A study on instantaneous cutting force coefficient in face milling", International Journal of Machine Tools & Manufacture 37, N°10, p.1393‐1408, 1997.
[Chérif, 2003] M. Chérif, "Modélisation générique des efforts de coupe en fraisage pour la CFAO et la surveillance de l’usinage", Thèse de doctorat, Ecole Centrale de Nantes, France, 2003.
[Collet, 2009] F. Collet, "Traitement des signaux et acquisition des données: cours et exercices corrigés", 3° édition, Fance, Paris, Dunod, 2009, 392p., ISBN 978‐2‐10‐052538‐6.
[Cosserat, 1896] E. Cosserat et F. Cosserat, "Sur la théorie de l'élasticité", Annales de la faculté des sciences de Toulouse, tome 10, p.1‐116, 1896.
Bibliographie
190
[Couétard, 2000] Y. Couétard, "Caractérisation et étalonnage des dynamomètres à sixcomposantes pour torseur associé à un système de forces", Thèse de Doctorat en Mécanique, Université Bordeaux 1, France, 2000.
[Couétard, 2001] Y. Couétard, O. Cahuc., P. Darnis, "Mesure des 6 actions de coupe en fraisage grande vitesse", Third International Conference on Metal Cutting and high speed machining, Metz, France, p.37‐42– 27‐29, Juin 2001.
[D
[Dargnat, 2006] F. Dargnat, "Modélisation semi‐analytique par approche énergétique du procédé de perçage de matériaux monolithiques", Thèse de Doctorat en Mécanique, Universite Bordeaux 1, France, 2006.
[Darnis, 2000] P. Darnis, O. Cahuc and Y. Couétard, "Energy balance with mechanical actions measurement during turning process", International Seminar on Improving Machine Tool Performance, La Baule, 3‐5 Juillet 2000.
[Devor, 1980] R. E. Devor, W. A. Kline, "A Mechanistic Model for the Force System in End Milling", Proc. Of NAMRC, May 1980, SME.
[Dewhurst, 1978] P. Dewhurst, "On the non‐uniqueness of the machining process", Proceeding of the Royal Society of London. A, p.587‐610, 1978.
[Dolinsek, 2004] S. Dolinsek, S. Ekinovic, J. Kopac, "A contribution to the understanding of chip formation mechanism in high‐speed cutting of hardened steel", Journal of Materials Processing Technology, Vol. 157–158, p.485–490, 2004.
[Dudzinski, 1997] D. Dudzinski et A. Molinari, "A modelling of cutting for viscoplastic materials", International Journal of Mechanical Sciences, Vol. 39, N°4, p.369‐389, 1997.
[Dwarakanath, 2001] T.A. Dwarakanath, B. Dasgupta, T.S. Mruthyunjaya, "Design and development of a Stewart Platform based force‐torque sensor", Mechatronics, Vol. 11, p.793–809, 2001.
[E
[Engin, 2001a] S. Engin, Y. Altintas, "Mechanics and dynamics of general milling cutters.Part I: helical end mills", International Journal of Machine Tools & Manufacture, Vol. 41, p.2195–2212, 2001.
[Engin, 2001b] S. Engin, Y. Altintas, "Mechanics and dynamics of general milling cutters. Part II: inserted cutters", International Journal of Machine Tools & Manufacture 41, p.2213–2231, 2001.
[F
[Feng, 1994] H‐Y. Feng, C‐H. Menq, "The prediction of cutting forces in the ball‐end milling process – I. Model formulation and model building procedure", International Journal of Machine Tools & Manufacture, Vol. 34, p.697‐710, 1994.
[Fleck, 1997] N. A. Fleck et J. W. Hutchinson, "Strain gradient plasticity", Advances in applied mechanics, Vol. 33, p.295‐361, 1997.

Bibliographie
191
[Fontaine, 2006] M. Fontaine, A. Devillez, A. Moufki and D. Dudzinski, "Predictive force model for ball‐end milling and experimental validation with a wavelike form machining test", International Journal of Machine Tools & Manufacture, Vol. 46, p.367–380, 2006.
[Fontaine, 2007a] M. Fontaine, A. Moufki, A. Devillez, D. Dudzinski, "Modelling of cutting forces in ball‐end milling with tool–surface inclination. Part I: Predictive force model and experimental validation", Journal of Materials Processing Technology, Vol. 189, p.73–84, 2007.
[Fontaine, 2007b] M. Fontaine, A. Moufki, A. Devillez, D. Dudzinski, "Modelling of cutting forces in ball‐end milling with tool–surface inclination. Part II. Influence of cutting conditions, run‐out, ploughing and inclination angle", Journal of Materials Processing Technology, Vol. 189, p.85–96, 2007.
[Fourment, 1997] L. Fourment, A. Oudin, E. Massoni et E. Al, "Numerical simulation of tool wear in orthogonal cutting", 1er French and German conference on High speed machining, Metz, France, p.38‐48, June, 1997.
[Fussel, 2003] B.K. Fussel, R.B. Jerard, J.G Hemmett, "Modeling of cutting geometry and forces for 5‐axis sculptured surface machining", Computer‐aided design, Vol.35, p.333‐346, 2003.
[G
[Garnier, 2000a] S. Garnier, "Détermination de paramètres descriptifs de l’état d’usure d’outils pour le développement d’un système de surveillance automatique de l’usinage en fraisage", Thèse de Doctorat en Génie Mécanique, Université de Nantes, France, 2000.
[Garnier, 2000b] S. Garnier, B. Furet, "Identification of the specific coefficients to monitor the cutting process in milling", International CIRP Seminar on Improving Machine Tool Performance, La Baule, France, Juillet, 2000, CD.
[Gasquet, 2000] C. Gasquet, P. Witomski, "Analyse de Fourier et applications : Filtrage, calcul numérique et ondelettes" Fance, Paris, Dunod, 2000, 355p, ISBN 2‐10‐0050184.
[Gautschi, 2002] G. Gautschi, "Piezoelectrics sensorics", Allemagne: Springer, 2002, 244p.ISBN 3‐540‐42259‐5.
[Germain, 1973] P. Germain, "La méthode des puissances virtuelles en mécanique des milieux continus. Première partie: Théorie du second gradient", Journal de la Mécanique, Vol. 12, N° 2, p.235‐274, 1973.
[Ghosh, 1991] S. Ghosh et N. Kikuchi, "An arbitrary Lagrangian‐Eulerian finite element method for large deformation analysis of elastic‐viscoplastic solids", Computer Methods in Applied Mechanics and Engineering, Vol. 86, p.127‐188, 1991.
[Gilormini, 1982] P. Gilormini, "Contribution à la modélisation de la formation du copeau en usinage des métaux", Thèse de Doctorat, Ecole Nationale Supérieure des Mines de Paris, France, 1982.
[Goupy, 1997] J. Goupy, "Plans d’expériences", Techniques de l’ingénieur, PE230, p.1‐25, 1997.

Bibliographie
192
[Goupy, 2000] J. Goupy, "Modélisation par les plans d’expériences", Techniques de l’ingénieur, R275, p.1‐23, 2000.
[Gunay, 2006] M. Gunay, U. Seker, G. Sur, "Design and construction of a dynamometer to evaluate the influence of cutting tool rake angle on cutting forces", Materials and Design, Vol.27, p.1097–1101, 2006.
[Gurtin, 2003] M. E. Gurtin, "On a framework for small‐deformation viscoplasticity: free energy, microforces, strain gradients", International Journal of Plasticity, Vol. 19, N° 1, p.47‐90, 2003.
[Gurtin, 2005a] M. E. Gurtin, L. Anand, "A theory of strain‐gradient plasticity for isotropic, plastically irrotational materials. Part I: Small deformations", Journal of the Mechanics and Physics of solids, Vol.53, p.1624–1649, 2005.
[Gurtin, 2005b] M. E. Gurtin, L. Anand, "A theory of strain‐gradient plasticity for isotropic, plastically irrotational materials. Part II: Finite deformations", International Journal of Plasticity, Vol.21, p.2297–2318, 2005.
[H
[Hill, 1951] R. Hill, “The mathematical theory of plasticity”, 1st ed. Oxford: Clarendon Press, 1951.
[Hill, 1954a] R. Hill, "The mechanics of machining: a new approach", Journal of the Mechanics and Physics of Solids, Vol. 3, p.47‐53, 1954.
[Hill, 1954b] R. Hill, "On the limits set by plastic yielding to the intensity of singularities of stress", Journal of the Mechanics and Physics of Solids, Vol. 2, p.278‐282, 1954.
[Hou, 2009] Y. Hou, D. Zeng, J. Yao, K. Kang, L. Lu, Y. Zhao, "Optimal design of a hyperstatic Stewart platform‐based force/torque sensor with genetic algorithms", Mechatronics, Vol. 19, p.199–204, 2009.
[Hua, 2004] J. Hua, R. Shivpuri, "Prediction of chip morphology and segmentation during the machining of titanium", Journal of Material Processing Technology, Vol. 150, p.124‐133, 2004.
[I
[Imani, 1998] B.M. Imani, M.H. Sadeghi, M.A. Elbestawi, "An improved process simulation system for ball‐end milling of sculptured surfaces", International Journal of Machine Tools & Manufacture, Vol. 38, p.1089–1107, 1998.
[J
[Jarayam, 2001] S. Jayaram, S.G. Kapoor, R.E. DeVor, "Estimation of the specific cutting pressures for mechanistic cutting force models", International Journal of Machine Tools & Manufacture, Vol. 41, p.265–281, 2001.
[Johnson, 1993] G. R. Johnson, W. H. Cook, "A constitutive model and data for metals subjected to large strains, high strain rates and high temperatures", 7th
Symposium Ballistic, La Haye, 1983, p.541‐547.
[Joyot, 1994] P. Joyot, "Modélisation numérique et expérimentale de l’enlèvement de matière", Thèse de Doctorat, Université de Bordeaux 1, France, 1994.

Bibliographie
193
[K
[Karabay, 2007] S. Karabay, "Performance testing of a constructed drilling dynamometer by deriving empirical equations for drill torque and thrust on SAE 1020 steel",Materials and Design, Vol.28, p.1780–1793, 2007.
[Kaymakci, 2009] M. Kaymakci, "Generalized modeling of metal cutting mechanics”, Master of Applied Science (Mechanical Engineering), University of British Columbia, Vancouver, 2009.
[Khorkut, 2003] I. Khorkut, "A dynamometer design and its construction for milling operation", Materials and design, Vol. 24, p631–637, 2003.
[Kim, 1995] K. W. Kim, H.‐C Sin, "Development of a thermo‐viscoplastic cutting model using finite element method", International Journal of Machine Tools and Manufacture, Vol. 36, n°3, p.379–397, 1995.
[Kim, 1996] T‐Y. Kim, J. Kim, “Adaptative cutting force control for a machining center by using indirect cutting force measurements”, International Journal of Machine Tools & Manufacture, Vol. 36, p.925‐937, 1996.
[Kim, 1999a] K. W. Kim, W. Y. Lee, H.‐C. Sin, "A finite‐element analysis of machining with the tool edge considered", Journal of Materials Processing Technology, Vol. 86, p.45–55, 1999.
[Kim, 1999b] T‐Y. Kim, J. Woo, D. Shin, J. Kim, “Indirect cutting force measurement in multi‐axis simultaneous NC milling processes”, International Journal of Machine Tools & Manufacture, Vol. 39, p.1717–1731, 1999.
[Kim, 1999c] G‐S. Kim, D‐I Kang, S‐H. Rhee, "Design and fabrication of a six‐component force/moment sensor", Sensors and Actuators, Vol. 77, p.209–220, 1999.
[Kim, 2000] G.‐S. Kim, "The development of a six‐component force/moment sensor testing machine and evaluation of its uncertainty", Measure Science andTechnology, Vol.11, pp.1377–1382, 2000.
[Kim, 2007] G‐S. Kim, "Design of a six‐axis wrist force/moment sensor using FEM and its fabrication for an intelligent robot", Sensors and Actuators A, Vol. 133, p.27–34, 2007.
[Kim, 2008] G‐S. Kim, H‐J. Shin, J. Yoon, "Development of 6‐axis force/moment sensor for a humanoid robot’s intelligent foot", Sensors and Actuators, Vol. 141, p.276–281, 2008.
[Kistler, 2009] Kistler ‐ sensors for pressure, force, acceleration and torque [en ligne]. Disponible sur: http://www.kistler.com (consulté le 31/08/2009).
[Kline, 1982] W. A. Kline, R.E. Devor, J.R. Lindberg, "The prediction of cutting forces in end milling with application to cornering cuts", International Journal of Machine Tool Design Research, Vol. 22, 1982.
[Ko, 2002] J.H. Ko, W.S. Yun, D.W. Cho, K.F. Ehemann, "Development of a Virtual Machining System. Part I: Approximation of the Size Effect for Cutting Force Prediction", International Journal of Machine Tools and Manufacture, Vol. 42, p.1595‐1605, 2002.
[Komanduri, 1981] R. Komanduri, R. H. Brown, "On the mechanics of chip segmentation", ASME,Journal of Engineering for Industry, Vol. 103, p.33‐51, 1981.

Bibliographie
194
[Komvopoulos, 1991] K. Komvopoulos, S. A. Erpenbeck, "Finite element modeling of orthogonal metal cutting", Journal of Engineering for Industry, Vol. 113, p.253‐267, 1991.
[Kountanya, 2009] R. Kountanya, I. Al‐Zkeri, T. Altan, "Effect of tool edge geometry and cutting conditions on experimental and simulated chip morphology in orthogonal hard turning of 100Cr6 steel", Journal of Materials Processing Technology, Vol. 209, p.5068–5076, 2009.
[Krystof, 1939] J. Krystof, "Berichte uber Betriebswissenschaftliche Arbeiten", Bd. VDI Verlag, 1939.
[Kudo, 1965] H. Kudo, "Some new slip‐line solutions for two‐dimensional steady‐state machining", International Journal of Mechanical Sciences, Vol. 7, p.43‐55, 1965.
[Kumanchik, 2007] L. M. Kumanchik, T. L. Schmitz, "Improved analytical chip thickness model for milling", Precision Engineering, Vol. 31, p.317–324, 2007.
[L
[Laheurte, 2004] R. Laheurte, "Application de la théorie du second gradient à la coupe des métaux", Thèse de Doctorat en Mécanique, Université Bordeaux 1, France, 2004.
[Laporte, 2005] S. Laporte, "Comportement et endommagement de l’outil en perçage a sec : applications aux assemblages aéronautique", Thèse de Doctorat en Mécanique, Université Bordeaux 1, France, 2005.
[Lapujoulade, 1997] F. Lapujoulade, "Measuring of cutting forces during fast transient periods", 1st French and German Conference on High Speed Machining, Metz, June 1997.
[Larue, 2003] A. Larue, "Prise en compte des déformations d’un outil dans le calcul de trajectoire d’usinage en fraisage de profils", Thèse de Doctorat, ENS Cachan, France, 2003.
[Lazoglu, 2000] I. Lazoglu, S.Y. Liang, “Modelling of ball‐end milling forces with cutter axis inclination", Journal of Manufacturing Science and Engineering, Vol. 122, p.3‐11, 2000.
[Lazoglu, 2003] I. Lazoglu, "Sculpture surface machining: a generalized model of ball‐end milling force system", International Journal of Machine Tools & Manufacture, Vol.43, p.453–462, 2003.
[Le Calvez, 1995] C. Le Calvez, "Etude des aspects thermiques et métallurgiques de la coupe orthogonale d’un acier au carbone", Thèse de doctorat, ENSAM CER de Paris, France, 1995.
[Lee, 1951] E. H. Lee et B. W. Shaffer, "The theory of plasticity applied to the problem of machining", ASME, Journal of Applied Mechanics, Vol. 18, p.405‐413, 1951.
[Lee, 1996] P. Lee, Y. Altintas, "Prediction of ball‐end milling forces from orthogonal cutting data", International Journal of Advance Manufacturing Technology, Vol.36, p.1059–1072, 1996.
[Lele, 2009] S. P. Lele, L. Anand, "A large‐deformation strain‐gradient theory for isotropic viscoplastic materials", International Journal of Plasticity, Vol.25, p.420–453, 2009.

Bibliographie
195
[Lemaitre, 1998] J. Lemaitre et J. L. Chaboche, "Mécanique des matériaux solides", Paris: Bordas, Dunod Ed., 1998.
[Lesourd, 1995] B. Lesourd et T. Thomas, "L'usinage assisté par laser", Mécanique Industrielle et Matériaux, Mars 1995.
[Li, 1999] Y. Li and S. Y. Liang, "Cutting Force Analysis in Transient State Milling Processes", International Journal of Advanced Manufacturing Technology, Vol. 15, p.785–790, 1999.
[Li, 2000] X. Li, P. K. Venuvinod, M. K. Chen, “Feed Cutting Force Estimation from the Current Measurement with Hybrid Learning”, International Journal of Machine Tools & Manufacture, Vol. 16, p859–862, 2000.
[Li, 2001] H.Z. Li, K. Liu, X.P. Li, "A new method for determining the undeformed chip in milling", Journal of materials processing technology, Vol. 113, p.378–384, 2001.
[Li, 2002] H.Z. Li, X.P. Li, “Milling force prediction using a dynamic shear length model”, International Journal of Machine Tools & Manufacture, Vol. 42, p.277–286, 2002.
[Li, 2004] X.P. Li, H.Z. Li, "Theoretical modelling of cutting forces in helical end milling with cutter runout", International Journal of Mechanical Sciences, Vol. 46, p.1399–1414, 2004.
[Li, 2005a] C.H. Liu, C.‐C.A. Chen, C‐Y Lin, C‐J Lin, "A Three‐Component Strain Gage Dynamometer for Grinding and Polishing Force Measurement", Journal of Materials Engineering and Performance, Vol. 14, p173–178, 2005.
[Li, 2005b] H.Z. Li, X.P. Li, "A numerical study of the effects of cutter runout on milling process geometry based on true tooth trajectory", International Journal of Advanced Manufacturing Technology, Vol.25, p.435–443, 2005.
[Li, 2009a] Y.‐J. Li, B.‐Y. Sun, J. Zhang, M. Qian, Z.‐Y. Jia, "A novel parallel piezoelectric six‐axis heavy force/torque sensor", Measurement, Vol. 42, p.730–736, 2009.
[Li, 2009b] Y.‐J. Li, J. Zhang, Z.‐Y. Jia, M. Qian, "A novel piezoelectric 6‐component heavy force/moment sensor for huge heavy‐load manipulator’s gripper", Mechanical Systems and Signal Processing, Vol. 23, p.1644–1651, 2009.
[Li, 2009c] Y.‐J. Li, J. Zhang, Z.‐Y. Jia, M. Qian, ,H. Li, "Research on force‐sensing element’s spatial arrangement of piezoelectric six‐component force/torque sensor", Mechanical Systems and Signal Processing, Vol. 23, p.2687–2698, 2009
[Lin, 1993a] Z.‐C. Lin et W. C. Pan, "A thermoelastic‐plastic large deformation model for orthogonal cutting with tool flank wear‐part 1: Computational procedures",International Journal of Mechanics of Sciences, Vol. 35, N°10, p.829‐840, 1993.
[Lin, 1993b] Z.‐C. Lin et W. C. Pan, "A thermoelastic‐plastic large deformation model for orthogonal cutting with tool flank wear‐part 2: Machining application",International Journal of Mechanics of Sciences, Vol. 35, N°10, p.841‐ 850, 1993.
[Lin, 1995] S. C. Lin, R. J. Yang, "Force‐based model for tool wear monitoring inface milling", International Journal of Machine Tools & Manufacture, Vol. 35, p.1201–1211, 1995.

Bibliographie
196
[Liu, 1991] W. K. Liu, J. S. Chen, T. Belytschko et E. Al., "Adaptative ALE finite elements with particular reference to external work rate on frictional interface", Computer Methods in Applied Mechanics and Engineering, Vol. 93, p.189‐261, 1991
[Liu, 2002] Sheng A. Liu, Hung L. Tzo, "A novel six‐component force sensor of good measurement isotropy and sensitivities", Sensors and Actuators A, Vol. 100, p.223–230, 2002.
[Liu, 2005] X.‐W. Liu, K. Cheng, A.P. Longstaff, M.H.Widiyarto, D. Ford, "Improved dynamic cutting force model in ball‐end milling, Part I: theoretical modelling and experimental calibration", International Journal of Advance Manufacturing Technology, Vol. 26, p.457–465, 2005.
[M
[Mabrouki, 2003] T. Mabrouki, L. Deshayes, R. Ivester, J‐F. Rigal, K. Jurrens, "Material modeling and experimental study of serrated chip morphology", Proc. of the 6th International Workshop on Modeling of Machining Operations, Cluny (France), 2003.
[Martelotti, 1941] M.E. Martellotti, "An Analysis of the Milling Process", Transactions of ASME, Vol. 63, p.667, 1941.
[Martelotti, 1945] M.E. Martellotti, "An Analysis of the Milling Process. Part II: Down Milling", Transactions of ASME, Vol. 67, p.233, 1945.
[Marty, 2003] A. Marty, "Simulation numérique de l'usinage par outil coupant à l'Échelle macroscopique: contribution à la définition géométrique de la surface usinée", Thèse de doctorat, ENSAM CER de Paris, France, 2003.
[Marusic, 1995] T. D. Marusic, M. Ortiz, "Modelling and simulation of high‐speed machining", International Journal for Numerical Methods in Ingineering, Vol. 38, p.309–317, 1995.
[Marusich, 2001] T. D. Marusich et E. Askari. "Modeling residual stress and workpiece quality in machined surfaces", 4th CIRP international workshop modeling of machining operations, Delft, p.105–109, 2001.
[Marusich, 2002] T. D. Marusich, J. D. Thiele et B. C. J., "Simulation and analysis of chip breakage in turning processes", 5th CIRP international workshop on modelling of machining, p 139–148, 2002.
[Merchant, 1944] E. Merchant, "Basic Mechanics of the Metal‐Cutting Process", Transactions ofASME, Journal of Applied Mechanics, Vol. 66, p.168‐175, 1944.
[Merchant, 1945] E. Merchant, "Mechanics of the metal cutting process. I. Orthogonal cutting and a type 2 chip", Journal of Applied Physics, Vol. 16, p.267‐275, 1945.
[Merdol, 2008] S. Doruk Merdol, Y. Altintas, "Virtual cutting and optimization of three‐axis milling processes", International Journal of Machine Tools & Manufacture, Vol. 48, p.1063– 1071, 2008.
[Miguelez, 2007] H. Miguelez, R. Zaera, A. Rusinek, A. Moufki, A. Molinari, "Numerical modelling of orthogonal cutting: Influence of cutting conditions and separation criterion", Journal de Physique IV, Vol. 134, p.417‐422, 2007.
[Molinari, 1992] A. Molinari et D. Dudzinski, "Stationary shear band in high‐speed machining", C.R. Acads. Sci. Paris, Vol. 315, N° Série II, p.399‐405, 1992.
Bibliographie
197
[Molinari, 2008] A. Molinari, A. Moufki, "The Merchant’s model of orthogonal cutting revisited: A new insight into the modeling of chip formation", International Journal of Mechanical Sciences, Vol.50, 124‐131, 2008.
[Moufki, 1998] A. Moufki, A. Molinari et D. Dudzinski, "Modelling of orthogonal cutting with a temperature dependent friction law", Journal of the Mechanics and Physics of Solids, Vol. 46, N° 10, p.2103‐2138, 1998.
[Moufki, 2000] A. Moufki, A. Molinari, D. Dudzinski et R. Rausch, "Thermoviscoplastic modelling of oblique cutting : forces and chip flow predictions", International Journalof Mechanical Sciences, Vol. 42, p.1205‐1232, 2000.
[Moufki, 2005a] A. Moufki, A. Molinari, "A new thermomecanical model of cutting applied to turning operations. Part I. Theory", International Journal of Machine Tools and Manufacture, Vol.45, p.166‐180, 2005.
[Moufki, 2005b] A. Moufki, A. Molinari, "A new thermomecanical model of cutting applied to turning operations. Part II. Parametrical Study", International Journal of Machine Tools and Manufacture, Vol. 45, p.181‐193, 2005.
[Mukherjee, 2006] I. Mukherjee, P‐K Ray, "A review of optimization techniques in metal cutting processes", Computers & Industrial Engineering, Vol. 50, p.15–34, 2006.
[N
[NI, 2010] National instrument [en ligne]. Disponible sur : http://digital.ni.com/manuals.nsf/websearch/3686D71CD3E4C2A98625665E00635921 (consulté le 03/06/2010)
[Nuninger, 2006] W. Nuninger, W. Peruquetti and J.‐P. Richard, "Assessment and stakes of the friction models : Joining tribology and control to achieve safety in transport", 5th european conference on braking, Lille, 08‐09 Novembre 2006.
[O
[Oxley, 1976] P. L. B. Oxley et W. F. Hasting, "Minimum work as possible criterion for determining the frictionnal condition at the tool interface in machining", Philosophical transaction of the royal society of london, Vol. 282, N° A1310, p.565‐584, 1976.
[Oxley, 1988] P. L. B. Oxley, "Modelling machining processes with a view to their optimization", Robobotics and Computer Integrated Manufacturing, p.103‐119, 1988.
[P
[Pantale, 1996] O. Pantale, "Modélisations et simulations tridimensionnelles de la coupe des métaux", Thèse de Doctorat, Université de Bordeaux 1, France, 1996.
[Paris, 2000] H. Paris, C. Delhez, "Modelling cutting force in high speed milling", International CIRP Seminar on Improving Machine Tool Performance, La Baule, France, Juillet 2000, CD.
[Paris, 2007] H. Paris, D. Brissaud, A. Gouskov, "A more realistic cutting force model at uncut chip thickness close to zero“, CIRP Annals, Manufacturing Technology, Vol. 56, Issue 1, p.415‐418, 2007.
Bibliographie
198
[Park, 2005] J‐J. Park, G‐S. Kim, "Development of the 6‐axis force/moment sensor for an intelligent robot’s gripper", Sensors and Actuators A, Vol. 118, p.127–134, 2005.
[Passeron, 1998] A. Passeron, "Tournage", Techniques de l’ingénieur, BM 7086, p.1‐22, 1998.
[PCB, 2009] PCB piezotronics, Inc.‐ Sensors that measure up! [en ligne]. Disponible sur: http://www.pcb.com (consulté le 31/08/2009)
[Poirier, 1992] J. Poirier, "Estimateurs et tests d’hypothèses", Techniques de l’ingénieur, R250, p.1‐14, 1992.
[Poirier, 1993] J. Poirier, "Analyse de la variance et de la régression. Plans d’expérience", Techniques de l’ingénieur, R260, p.1‐21, 1993.
[Poulachon, 1999] G. Poulachon, "Aspects phénoménologiques, mécaniques et métallurgiques en tournage CBN des aciers durcis. Application : usinabilité de l’acier 100Cr6",Thèse de doctorat, ENSAM CER de Cluny, France, 1999.
[Poulachon, 2002] G. Poulachon, A. L. Moisan, M. Dessoly, "Contribution à l’étude des mécanismes de coupe en tournage dur", Mécanique & Industries, Vol. 3, p.291‐299, 2002.
[Puigsegur, 2002] L. Puigsegur, "Caractérisation thermique d'un procédé d'usinage par tournage. Approche analytique et par identification de systèmes non entiers", Thèse de Doctorat de Mécanique, Université de Bordeaux 1, France, 2002.
[R
[Ranganath, 2004] R. Ranganath, P.S. Nair, T.S. Mruthyunjaya, A. Ghosal, "A force–torque sensor based on a Stewart platform in a near‐singular configuration", Mechanism and Machine Theory; Vol. 39, p.971–98, 2004.
[Rapier, 1954] A. C. Rapier, "A theorical investigation of the temperature distribution in the metal cutting process", British Journal of Applied Physics, Vol. 5, p.400‐405, 1954.
[S
[Sabberwal, 1961] A.J.P. Sabberwal, "Chip Section and Cutting Force Model during the Milling Operation", Annales du CIRP, Vol. 10, 1961.
[Saï, 2008] L. Saï, W. Bouzida, A. Zghalb, "Chip thickness analysis for different tool motions for adaptive feed rate", Journal of materials processing technology, Vol. 204, p213–220, 2008.
[Sandvik, 2001] Société SANDVIK‐COROMANT, "Fraisage, principes", Techniques de l’ingénieur, BM7082, p.1‐21, 2001.
[Seker, 2002] U. Seker, A. Kurt, I. Ciftci, "Design and construction of a dynamometer for measurement of cutting forces during machining with linear motion", Materials and Design, Vol. 23, p.355–360, 2002.
[Shao, 2004] H. Shao, H.L. Wang, X.M. Zhao, "A cutting power model for tool wear monitoring in milling", International Journal of Machine Tools & Manufacture, Vol. 44, p.1503–1509, 2004)
Bibliographie
199
[Shatla, 2000] M. Shatla, T. Altan, "Analytical modeling of drilling and ball end milling", Journal of Material Processing Technology, p.125‐133, 2000.
[Shatla, 2001] M. Shatla, C. Kerk, and T. Altan, "Process modeling in machining. Part I:Determination of flow stress data", International Journal of Machine Tools and Manufacture, Vol. 41, p.1511‐1534, 2001.
[Shih, 1995] A. J. Shih, "Finite element analysis of the rake angle effects in orthogonal metal cutting", International Journal of Mechanics of Sciences, Vol. 38, N°1, p.1‐17, 1995.
[Shin, 1997] Y.C. Shin, A.J. Waters, "A new procedure to determine instantaneaous cutting force coefficient for machining force prediction", International Journal of Machine Tools & Manufacture, Vol. 37, p.1337‐1351, 1997.
[Soldani, 2008] X. Soldani, "Modélisation analytique de l’usinage grande vitesse et étude de l’usure en cratère – application au tournage", Thèse de Doctorat, Université Paul Verlaine ‐ Metz, France, 2008.
[Spiewak, 1995] S. Spiewak, "Improved model of the chip thickness in milling", CIRP Annals, Manufacturing Technology, Vol. 44 issue 1, p.39–42, 1995.
[Stabler, 1951] G.V. Stabler, "The Fundamental Geometry of Cutting Tools", Proceedings of the Institute of Mechanical Engineering, Vol. 165, P.63‐69, 1951
[Stewart, 1965] D. Stewart, "A platform with six degrees of freedom", Proc. of the Institution of Mechanical Engineers, vol. 180‐1, no. 15, p.371–386, 1965.
[T
[Tay, 1974] A. O. Tay, M. G. Stevenson et P. L. B. Oxley, "Using the finite element method to determine temperature distribution in orthogonal machining", Institution of the mechanical engineers, p.627‐638, 1974.
[Tay, 1976] A. O. Tay, M. G. Stevenson et G. De Vahl Davis, "A numerical method for calculating temperature distributions in machining, from force and shear angle measurements", International Journal of Machining Tool Design Research, Vol. 16, p.335‐349, 1976
[Thomas, 2002] H. Thomas, B. Furet , M. Chérif, J. Y. Hascoët, "Milling Process Simulation : Analysis and determination of the couple Tool Material", International Conference IDMME 2002, Clermont‐Ferrand, France, 13‐14 Mai 2002. (cd rom session F‐21).
[Toulouse, 1997] D. Toulouse, Y. Couétard, O. Cahuc and A. Gérard, "An Experimental Method for the Cutting Process in Three Dimensions", Colloque C3, journal de physique IV, 1997.
[Toulouse, 1998] D. Toulouse, "Contribution à la modélisation et à la métrologie de la coupe dans le cas d'un usinage tridimensionnel", Thèse de Doctorat en Mécanique, Université Bordeaux 1, France, 1998.
[Tounsi, 2000] N. Tounsi, A. Otho, "Dynamic cutting force measuring", International Journal of Machine Tools & Manufacture, Vol. 40, p.1157–1170, 2000.
[Tounsi, 2002] N. Tounsi, J. Vincenti, A. Otho, M.A. Elbestawi, "From the basic mechanics of orthogonal metal cutting toward the identification of the constitutive equation", International Journal of Machine Tools and Manufacture, Vol. 42, p.1353‐1383, 2002.
Bibliographie
200
[TSR, 2010] TSR mesure les efforts en fraisage et tournage avec ses dynamometres 6 composantes.[en ligne]. Disponible sur: http://www.tsr‐mesures.com/crbst_10.html
[U
[Uhlmann, 2004] E. Uhlmann, R. Zettier, R. Sievert and R. Clos, "FE simulation of high‐speed turning of inconel 718", 7th CIRP International Workshop on Modeling of Machining Operations, 2004.
[W
[Wan, 2010] M. Wan, W‐H. Zhang, J‐W. Dang, Y. Yang, "A novel cutting force modelling method for cylindrical end mill", Applied Mathematical Modelling, Vol. 34, p.823–836, 2010.
[Y
[Yaldiz, 2006a] S.Yaldız, F. Unsacar, "Design, development and testing of a turning dynamometer for cutting force measurement", Materials and Design, Vol.27, p.839–846, 2006.
[Yaldiz, 2006b] S.Yaldız, F. Unsacar, "A dynamometer design for measurement the cutting forces on turning", Measurement, Vol.39, p.80–89, 2006.
[Yaldiz, 2007] S.Yaldız, F. Unsacar, "Design, development and testing of a four‐component milling dynamometer for the measurement of cutting force and torque", Mechanical Systems and Signal Processing, Vol.21, p.1499–1511, 2007.
[Z
[Zhenglin, 2003] J. Zhenlin, G. Feng, Z.Xiaohui, "Design and analysis of a novel isotropic six‐component force/torque sensor", sensor and actuator, p.17‐20, 2003.
[Zuperl, 2003] U. Zuperl, F. Cus, "Optimization of cutting conditions during cutting by using neural networks", Robotics and Computer Integrated Manufacturing, Vol.19, p.189‐199, 2003.
[Zvorykin, 1893] K.A Zvorykin, Proceedings of the Kharko technological Institute, Ukraine, 1893

ANNEXES

ANNEXES
ANNEXES CHAPITRE II _________________________________________________________ 205 A.II.1. Eléments de mesure ____________________________________________ 207 A.II.2. Essais du capteur tri-axe PCB Piezotronics 260A12 ____________________ 214 A.II.3. Chaîne d’acquisition du dynamomètre ______________________________ 217
ANNEXES CHAPITRE III _________________________________________________________ 219 A.III.1. Acquisition et traitement des données _______________________________ 221
ANNEXES CHAPITRE IV _________________________________________________________ 231 A.IV.1. Analyse de la variance ___________________________________________ 233 A.IV.2. Modélisation de la densité de moment et du moment de coupe ___________ 235 A.IV.3. Bilan énergétique _______________________________________________ 237

ANNEXES CHAPITRE II
A.II.1. ELEMENTS DE MESURE __________________________________________________ 207 A.II.1.1. Capteurs piézo-résistifs ou "jauges résistives de déformation", [Couétard ,
2000] ________________________________________________________ 207 A.II.1.2. Capteurs piezo-électriques, capteurs à quartz [Gautschi, 2002], [Kistler, 2009],
[PCB, 2009]. __________________________________________________ 209
A.II.2. ESSAIS DU CAPTEUR TRI-AXE PCB PIEZOTRONICS 260A12 __________________ 214 A.II.2.1. Chaîne d’acquisition lors des tests du capteur ________________________ 214 A.II.2.2. Dessin de définition du cube de chargement __________________________ 215 A.II.2.3. Synthèse des résultats __________________________________________ 216
A.II.3. CHAINE D’ACQUISITION DU DYNAMOMETRE ______________________________ 217

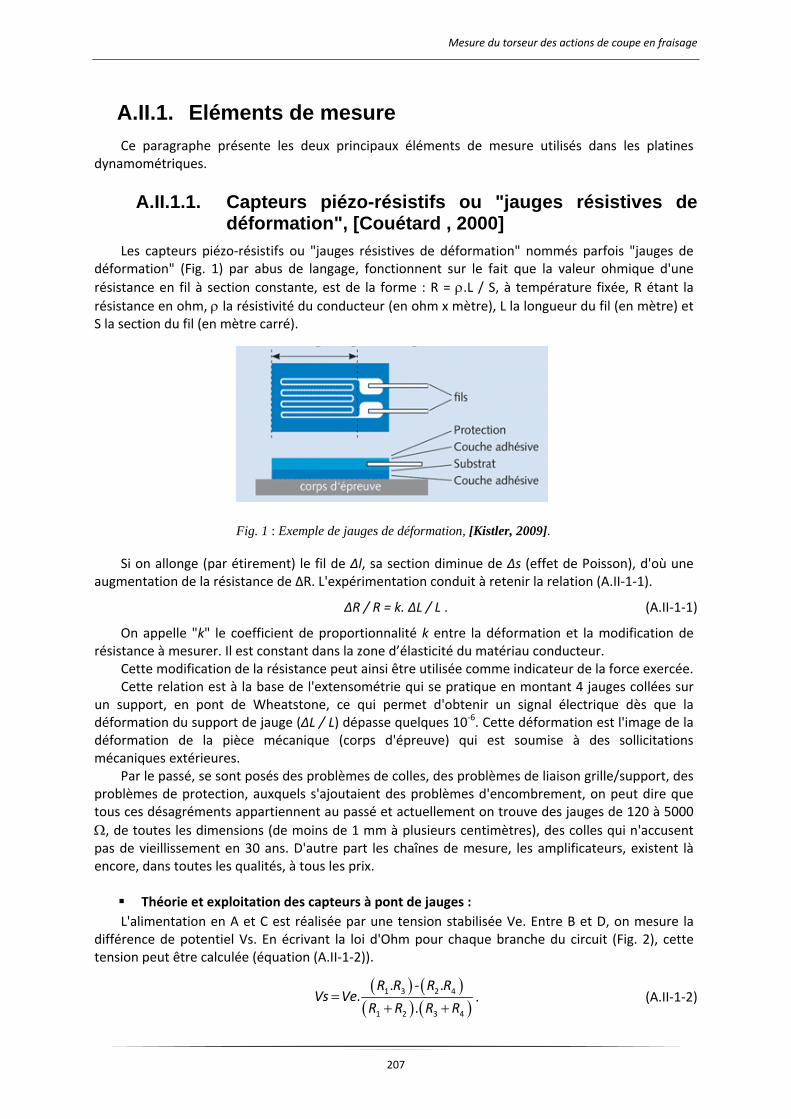
Mesure du torseur des actions de coupe en fraisage
207
A.II.1. Eléments de mesure
Ce paragraphe présente les deux principaux éléments de mesure utilisés dans les platines dynamométriques.
A.II.1.1. Capteurs piézo-résistifs ou "jauges résistives de déformation", [Couétard , 2000]
Les capteurs piézo‐résistifs ou "jauges résistives de déformation" nommés parfois "jauges de déformation" (Fig. 1) par abus de langage, fonctionnent sur le fait que la valeur ohmique d'une résistance en fil à section constante, est de la forme : R = .L / S, à température fixée, R étant la résistance en ohm, la résistivité du conducteur (en ohm x mètre), L la longueur du fil (en mètre) et S la section du fil (en mètre carré).
Fig. 1 : Exemple de jauges de déformation, [Kistler, 2009].
Si on allonge (par étirement) le fil de Δl, sa section diminue de Δs (effet de Poisson), d'où une augmentation de la résistance de ΔR. L'expérimentation conduit à retenir la relation (A.II‐1‐1).
ΔR / R = k. ΔL / L . (A.II‐1‐1)
On appelle "k" le coefficient de proportionnalité k entre la déformation et la modification de résistance à mesurer. Il est constant dans la zone d’élasticité du matériau conducteur.
Cette modification de la résistance peut ainsi être utilisée comme indicateur de la force exercée. Cette relation est à la base de l'extensométrie qui se pratique en montant 4 jauges collées sur
un support, en pont de Wheatstone, ce qui permet d'obtenir un signal électrique dès que la déformation du support de jauge (ΔL / L) dépasse quelques 10‐6. Cette déformation est l'image de la déformation de la pièce mécanique (corps d'épreuve) qui est soumise à des sollicitations mécaniques extérieures.
Par le passé, se sont posés des problèmes de colles, des problèmes de liaison grille/support, des problèmes de protection, auxquels s'ajoutaient des problèmes d'encombrement, on peut dire que tous ces désagréments appartiennent au passé et actuellement on trouve des jauges de 120 à 5000 , de toutes les dimensions (de moins de 1 mm à plusieurs centimètres), des colles qui n'accusent pas de vieillissement en 30 ans. D'autre part les chaînes de mesure, les amplificateurs, existent là encore, dans toutes les qualités, à tous les prix.
Théorie et exploitation des capteurs à pont de jauges :
L'alimentation en A et C est réalisée par une tension stabilisée Ve. Entre B et D, on mesure la différence de potentiel Vs. En écrivant la loi d'Ohm pour chaque branche du circuit (Fig. 2), cette tension peut être calculée (équation (A.II‐1‐2)).
1 3 2 4
1 2 3 4
. ‐ ..
.
R R R R
Vs VeR R R R
. (A.II‐1‐2)
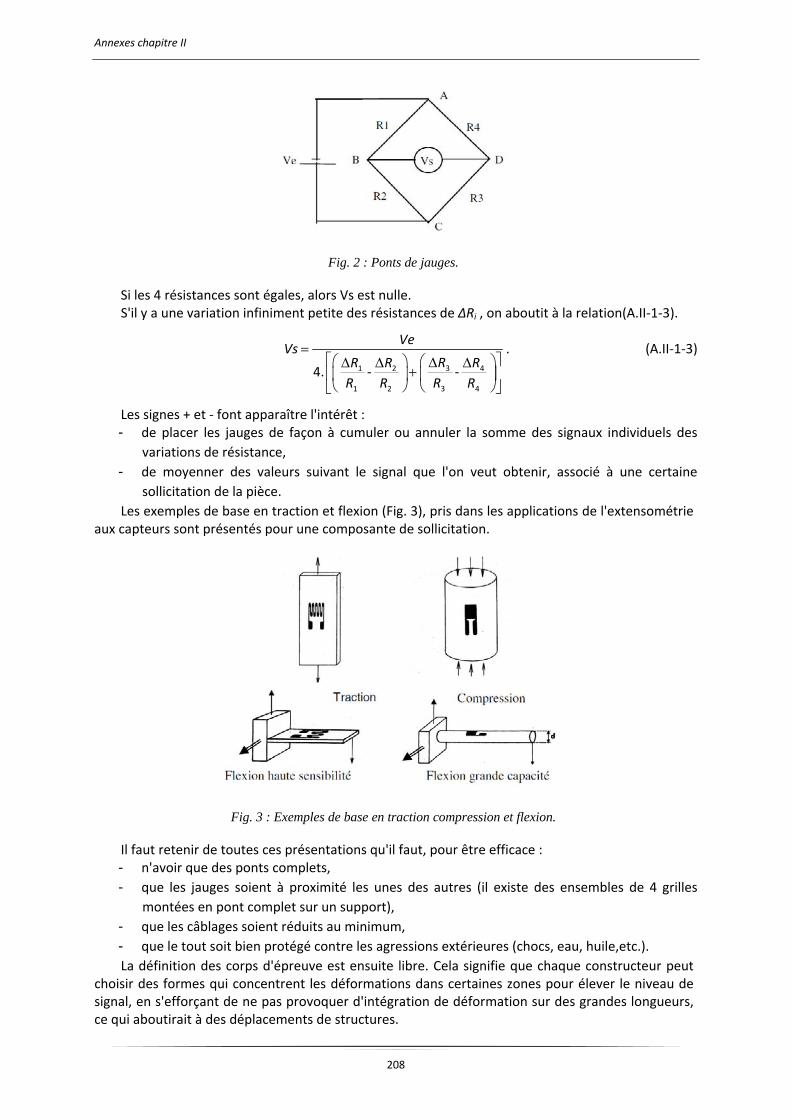
Annexes chapitre II
208
Fig. 2 : Ponts de jauges.
Si les 4 résistances sont égales, alors Vs est nulle. S'il y a une variation infiniment petite des résistances de ΔRi , on aboutit à la relation(A.II‐1‐3).
31 2 4
1 2 3 4
4. ‐ ‐
VeVs
RR R R
R R R R
. (A.II‐1‐3)
Les signes + et ‐ font apparaître l'intérêt : - de placer les jauges de façon à cumuler ou annuler la somme des signaux individuels des
variations de résistance, - de moyenner des valeurs suivant le signal que l'on veut obtenir, associé à une certaine
sollicitation de la pièce. Les exemples de base en traction et flexion (Fig. 3), pris dans les applications de l'extensométrie
aux capteurs sont présentés pour une composante de sollicitation.
Fig. 3 : Exemples de base en traction compression et flexion.
Il faut retenir de toutes ces présentations qu'il faut, pour être efficace : - n'avoir que des ponts complets, - que les jauges soient à proximité les unes des autres (il existe des ensembles de 4 grilles
montées en pont complet sur un support), - que les câblages soient réduits au minimum, - que le tout soit bien protégé contre les agressions extérieures (chocs, eau, huile,etc.). La définition des corps d'épreuve est ensuite libre. Cela signifie que chaque constructeur peut
choisir des formes qui concentrent les déformations dans certaines zones pour élever le niveau de signal, en s'efforçant de ne pas provoquer d'intégration de déformation sur des grandes longueurs, ce qui aboutirait à des déplacements de structures.

Mesure du torseur des actions de coupe en fraisage
209
A.II.1.2. Capteurs piezo-électriques, capteurs à quartz [Gautschi, 2002], [Kistler, 2009], [PCB, 2009].
Dans les paragraphes suivants, les phénomènes et caractéristiques des capteurs piezo‐électriques sont présentés et décrits [Gautschi, 2002], [Kistler, 2009], [PCB, 2009].
A.II.1.2.1. Effet piézoélectrique
De nombreux cristaux génèrent une charge électrique lorsqu’on les soumet à une charge mécanique. Ce phénomène physique est connu sous le nom d’effet piézoélectrique. La technique de mesure piézoélectrique est prédestinée aux tâches de mesure présentant des exigences extrêmes concernant la géométrie, les plages de température et la dynamique.
On appelle effet piézoélectrique le fait que lorsque certains cristaux sont soumis à une sollicitation mécanique alors leur surface se charge électriquement. Cette charge électrique est exactement proportionnelle à la force qui s’exerce sur le cristal et se mesure généralement en pico coulomb (pC).
A.II.1.2.2. Matériaux
L’effet piézoélectrique ne s’observe que dans des matériaux non conducteurs. Les matériaux piézoélectriques pour les éléments de capteurs doivent avant tout présenter une haute résistance mécanique et une rigidité élevée. La seconde exigence concerne la stabilité de leurs propriétés mécaniques et électriques sur une large plage de température et sur de longues durées d’utilisation. La haute sensibilité, la linéarité, l’absence d’hystérésis et une résistance d’isolation électrique élevée sont également des facteurs favorables. Les principaux matériaux utilisés pour les moyens de mesure sont le quartz, ou des cristaux développés par chaque constructeur et les céramiques piézoélectriques. Le Quartz Le quartz possède toutes les propriétés qui sont mentionnées précédemment et représente de
ce fait le matériau idéal pour les capteurs. Il peut être fabriqué synthétiquement et possède d’autres caractéristiques particulièrement intéressantes pour la technique de mesure. Le quartz synthétique peut par exemple être employé jusqu’à une température de 400 °C. Il est possible de tailler dans le quartz des éléments sensibles selon différentes directions afin d’obtenir l’effet piézoélectriques désiré. La fréquence propre élevée du quartz se révèle particulièrement avantageuse lorsque les fréquences d’excitations sont élevées. Pour la mesure d’opérations lentes et quasi statiques, la mesure pratiquement exempte de déplacement ne provoque que de minimes erreurs.
La céramique piézoélectrique Outre les éléments piézoélectriques monocristallins tels que le quartz, les céramiques poly
cristallines peuvent également présenter des propriétés piézoélectriques. Dans le domaine des capteurs, le composé le plus utilisé est le zircono‐titanate de plomb (PZT). Ces éléments piézoélectriques peuvent être produits synthétiquement à faible coût et en grandes quantités. Le procédé utilisé est le frittage. Les avantages de ces céramiques piézoélectriques résident avant tout dans le coût de production et leur grande sensibilité. Elles présentent cependant une stabilité thermique relativement faible (et ne peuvent être utilisées que jusqu’à 250 °C). En effet, la structure de l’élément piézoélectrique se déforme sous l’action de la température, ce qui entraîne aussi la génération d’une charge. Pour les mesures où la grandeur mesurée n’est pas la variation de la température, cette modification de température peut fausser les résultats de mesure.
A.II.1.2.3. Production de la charge
Lorsqu’une charge est exercée sur un cristal de quartz (naturel ou synthétique), sa structure interne est déformée. Ainsi, les ions positifs de silicium et les ions négatifs d’oxygène sont poussés les uns contre les autres. Les centres de gravité des charges positives et négatives s’en trouvent déplacés, ce qui entraîne la formation d’une charge électrique (Fig. 4).

Annexes chapitre II
210
En fonction de la position des axes polaires ou orientation des cristaux par rapport à la force exercée, on distingue plusieurs types d’effet piézoélectrique (Fig. 5).
Fig. 4 : Production de la charge d’un cristal de quartz, [PCB, 2009].
Fig. 5 : Orientation des coupes dans le cristal, [Kistler, 2009].
Effet longitudinal
Dans l’effet longitudinal, la charge se produit sur les surfaces d’application de la force et peut y être prélevée (Fig. 6). La grandeur de la charge Q dépend seulement de l’effet piézoélectrique longitudinal de la force Fx exercée, les dimensions des disques de cristal ne jouant aucun rôle. La seule possibilité d’accroître la charge obtenue consiste à connecter mécaniquement plusieurs disques en série et électriquement en parallèle. La grandeur de la charge produite est alors donnée par la relation (A.II‐1‐4) pour un cristal de quartz ou dérivé.
Qx = d11 ∙ Fx ∙ n . (A.II‐1‐4)
Avec : Q : charge résultante (pC) d11: coefficient piézoélectrique (dans le cas d’un cristal de quartz, d11 = ‐2,3 pC/N)
Fx: force normale selon la direction x (N) n: nombre de disques du cristal
Fig. 6 : Effet longitudinal, [Kistler, 2009]. Fig. 7 : Effet de cisaillement, [Kistler, 2009].
Le coefficient piézoélectrique d11 indique la sensibilité dynamique du cristal dans la direction de son axe correspondant. L’orientation de la coupe du cristal détermine les propriétés et donc ce
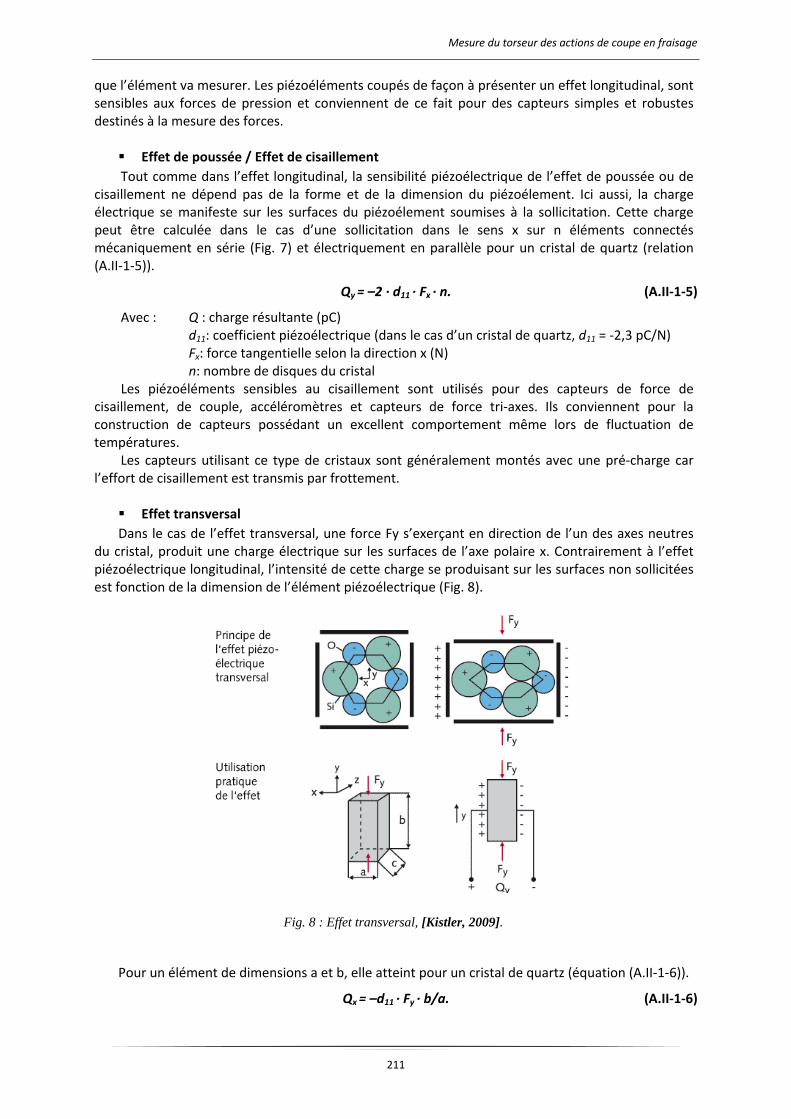
Mesure du torseur des actions de coupe en fraisage
211
que l’élément va mesurer. Les piézoéléments coupés de façon à présenter un effet longitudinal, sont sensibles aux forces de pression et conviennent de ce fait pour des capteurs simples et robustes destinés à la mesure des forces.
Effet de poussée / Effet de cisaillement
Tout comme dans l’effet longitudinal, la sensibilité piézoélectrique de l’effet de poussée ou de cisaillement ne dépend pas de la forme et de la dimension du piézoélement. Ici aussi, la charge électrique se manifeste sur les surfaces du piézoélement soumises à la sollicitation. Cette charge peut être calculée dans le cas d’une sollicitation dans le sens x sur n éléments connectés mécaniquement en série (Fig. 7) et électriquement en parallèle pour un cristal de quartz (relation (A.II‐1‐5)).
Qy = –2 ∙ d11 ∙ Fx ∙ n. (A.II‐1‐5)
Avec : Q : charge résultante (pC) d11: coefficient piézoélectrique (dans le cas d’un cristal de quartz, d11 = ‐2,3 pC/N) Fx: force tangentielle selon la direction x (N) n: nombre de disques du cristal
Les piézoéléments sensibles au cisaillement sont utilisés pour des capteurs de force de cisaillement, de couple, accéléromètres et capteurs de force tri‐axes. Ils conviennent pour la construction de capteurs possédant un excellent comportement même lors de fluctuation de températures.
Les capteurs utilisant ce type de cristaux sont généralement montés avec une pré‐charge car l’effort de cisaillement est transmis par frottement.
Effet transversal
Dans le cas de l’effet transversal, une force Fy s’exerçant en direction de l’un des axes neutres du cristal, produit une charge électrique sur les surfaces de l’axe polaire x. Contrairement à l’effet piézoélectrique longitudinal, l’intensité de cette charge se produisant sur les surfaces non sollicitées est fonction de la dimension de l’élément piézoélectrique (Fig. 8).
Fig. 8 : Effet transversal, [Kistler, 2009].
Pour un élément de dimensions a et b, elle atteint pour un cristal de quartz (équation (A.II‐1‐6)).
Qx = –d11 ∙ Fy ∙ b/a. (A.II‐1‐6)

Annexes chapitre II
212
Avec : Q : charge résultante (pC) d11: coefficient piézoélectrique (dans le cas d’un cristal de quartz, d11 = ‐2,3 pC/N) Fy: force en direction y (N) b, a: dimensions de l’élément piézoélectrique
Il est ainsi possible en utilisant l’effet transversal de parvenir à un gain de charge plus important en adoptant une forme appropriée et une disposition adéquate des piézoélements. Les éléments qui produisent l’effet transversal conviennent particulièrement pour les capteurs de pression et certains capteurs de force.
A.II.1.2.4. Domaines d’utilisations
Grâce aux différentes orientations des cristaux, plusieurs technologies de capteurs ont été développées :
- les capteurs de pression basés sur l’effet piézoélectrique longitudinal ou transversal (Fig. 9),
Fig. 9 : Principe du capteur piézoélectrique de pression,
[PCB, 2009].
Fig. 10 : Principe du capteur piézoélectrique de force,
[PCB, 2009].
Fig. 11 : Principe du capteur piézoélectrique d’accélération,
[PCB, 2009].
- les capteurs de force basés sur l’effet piézoélectrique longitudinal ou transversal (Fig. 10), - les capteurs d’accélération basés sur l’effet piézoélectrique de cisaillement (Fig. 11).
- les capteurs de couple basés sur l’effet piézoélectrique de cisaillement. Les éléments de quartz sont positionnés de manière à ce que leur axe sensible soit tangent à un cercle dont l’axe du couple à mesuré, M, passe par le centre de ce cercle et est perpendiculaire au plan contenant les éléments de quartz (Fig. 12).
Fig. 12 : Principe du capteur de couple piézoélectrique, [Gautschi, 2002].
Concernant les capteurs d’effort, chaque effet piézoélectrique peut être utilisé seul formant ainsi un capteur dit « mono‐axe ». Les constructeurs quand à eux, ont associés plusieurs effets afin de créer des capteurs « multiaxes » (Fig. 13) pouvant aller jusqu’à quatre grandeurs mesurées pour un même capteur (Fig. 14).
F=P.
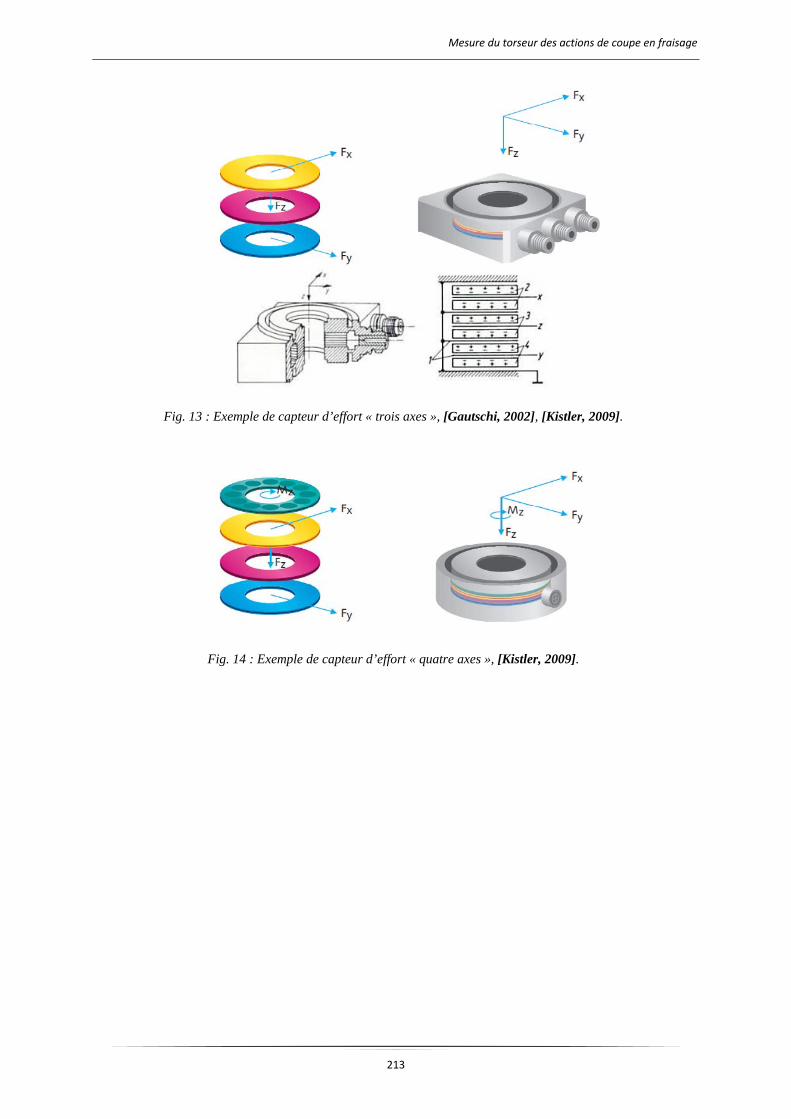
Mesure du torseur des actions de coupe en fraisage
213
Fig. 13 : Exemple de capteur d’effort « trois axes », [Gautschi, 2002], [Kistler, 2009].
Fig. 14 : Exemple de capteur d’effort « quatre axes », [Kistler, 2009].

Annexes chapitre II
214
A.II.1.2.5. Amplificateurs de charge
Afin d’exploiter la charge produite par le capteur piézoélectrique, il est nécessaire d’employer un amplificateur de charge (Fig. 15). Il convertit ainsi la charge délivrée par le capteur en une tension proportionnelle, laquelle sert d’image du phénomène étudié. Un amplificateur de charge se compose essentiellement d’un amplificateur inverseur à fort gain et une contre‐réaction capacitive.
Fig. 15 : Exemple de schéma électronique d’un amplificateur de charge, [Kistler, 2009].
Afin de garantir un courant de fuite aussi faible que possible, les amplificateurs de charge ont une haute résistance d’isolation. Lorsque l’amplification intérieure A atteint un niveau suffisant, la capacité du câble et du capteur perdent ainsi leur influence et la tension de sortie est alors uniquement fonction de la charge à l’entrée de l’amplificateur de charge et du condensateur de gamme (équation (A.II‐1‐7))
U0 = –Q/Cr . (A.II‐1‐7)
L’amplificateur de charge convertit donc une charge électrique Q en entrée en une tension de sortie proportionnelle Uo qui peut être facilement traitée.
A.II.2. Essais du capteur tri-axes PCB Piezotronics 260A12
A.II.2.1. Chaîne d’acquisition lors des tests du capteur
Fig. 16 : Schéma de la chaîne d’acquisition.
Capteur tri‐axe Amplificateur
Données du capteur piézoélectrique :
u1, u2, u3, Carte
d’acquisition
Logiciel d’acquisition :Dewesoft®
Pc Devetron
Alimentation
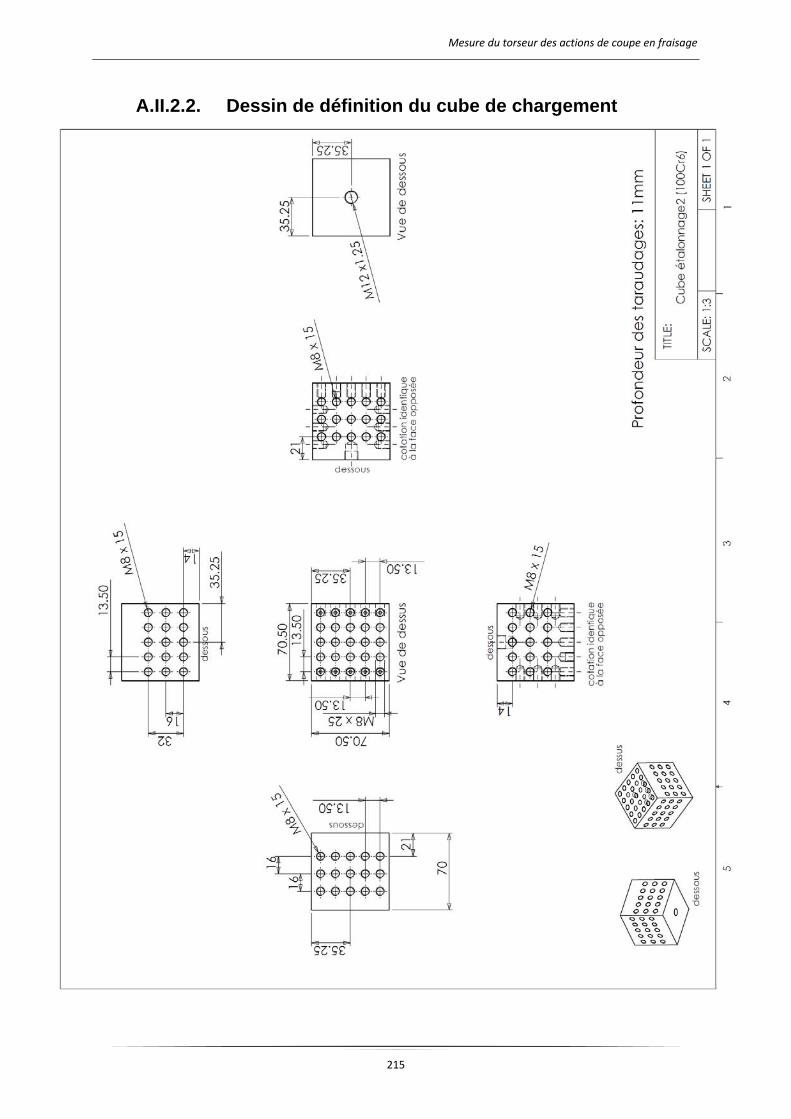
Mesure du torseur des actions de coupe en fraisage
215
A.II.2.2. Dessin de définition du cube de chargement

Annexes chapitre II
216
A.II.2.3. Synthèse des résultats
Précharge A C E F H J K M O P R T U W Y
15 KN Pente 0.9967 0.8867 0.8199 0.9022 0.9689 0.7924 0.8302 0.9008 0.6907 1.0013 0.9902 0.7832 0.9539 0.909 0.7122
R² 0.9998 0.9976 0.9976 0.9965 0.9985 0.9976 0.9945 0.9969 0.9944 0.9952 0.9978 0.997 0.9903 0.997 0.9951
20 KN Pente 0.9812 1.0222 0.832 0.9747 0.9518 0.8034 0.8533 0.8746 0.7798 1.1093 0.9619 0.8076 0.9815 0.9102 0.9102
R² 0.9997 0.9981 0.9986 0.9978 0.9993 0.9984 0.9925 0.9981 0.9975 0.999 0.9994 0.9983 0.9977 0.9989 0.9989
28 KN Pente 0.9593 0.9955 0.8654 0.8606 0.9513 0.8129 0.8993 0.9341 0.8569 0.9258 0.9561 0.8631 0.9934 0.9275 0.8109
R² 0.9997 0.9977 0.9973 0.9958 0.9994 0.9986 0.997 0.9975 0.9971 0.9981 0.9994 0.9991 0.9977 0.9994 0.9992
Tab. 1 : Pente et coefficient de determination pour la face de normale
Z +.
Précharge 28 KN A B C D E F G H I J K L M N O
Face
X +
Pente ‐1.0125 ‐1.0059 ‐1.008 ‐1.0116 ‐1.0164 ‐1.024 ‐1.023 ‐1.0257 ‐1.0293 ‐1.0354 ‐1.043 ‐1.0433 ‐1.0487 ‐1.0491 ‐1.0545
R² 0.9964 0.9989 0.9986 0.9972 0.9814 0.9986 0.9983 0.9983 0.9982 0.997 0.998 0.998 0.9984 0.9979 0.9977
Face
X ‐
Pente 1.028 1.0073 1.0103 1.0341 1.0249 1.0208 1.0205 1.0189 1.0644 1.0446 1.0401 1.0379 1.0331
R² 0.9925 0.9986 0.9944 0.9977 0.998 0.9981 0.9983 0.9989 0.9926 0.998 0.9979 0.998 0.9986
Tab. 2 : Pente et coefficient de determination pour une face de normale
X + et
X -.
Précharge 28 KN A B C D E F G H I J K L M N O
Face
Y +
Pente ‐1.0079 ‐0.9929 ‐0.9816 ‐1.0081 ‐1.0383 ‐1.0277 ‐1.0223 ‐1.0207 ‐1.018
R² 0.9983 0.9988 0.9907 0.9984 0.9975 0.9974 0.9978 0.9977 0.9982
Face
Y ‐
Pente 1.0009 0.9873 0.9996 0.9975 1.0109 1.0126 1.0127 1.0141 1.019 1.0261 1.0275 1.0264 1.0308 1.0367 1.0502
R² 0.9973 0.9982 0.9985 0.9971 0.9982 0.9974 0.9982 0.998 0.9982 0.9983 0.9975 0.9974 0.9979 0.9973 0.9978
Tab. 3 : Pente et coefficient de determination pour une face de normale
Y + et
Y -.

Mesure du torseur des actions de coupe en fraisage
217
A.II.3. Chaîne d’acquisition du dynamomètre
La partie électronique est constituée d’un boitier d’amplification composé de trois amplificateurs (modèle 421A13 de PCB piezotronics). Chaque amplificateur possède trois voies et trois gammes d’amplification (x0.1, x1, x10). Ces différentes gammes permettent d’adapter le niveau du signal au phénomène étudié.
Un amplificateur par capteur triaxial est donc nécessaire. Par la suite, les signaux amplifiés sont transmis sur un PC grâce à une carte d’acquisition. Le logiciel Dewesoft® (Fig. 17) permet de traiter les données.
Fig. 17 : Schéma de la chaîne d’acquisition.
Logiciel d’acquisition :Dewesoft®
Pc Devetron
Carte d’acquisition
Capteur tri‐axe 1 Amplificateur 1 u1, u2, u3
u4, u5, u6
u7, u8, u9
Capteur tri‐axe 2 Amplificateur 2
Capteur tri‐axe 3 Amplificateur 3
Données des capteurs piézoélectriques
Alimentation


ANNEXES CHAPITRE III
A.III.1. ACQUISITION ET TRAITEMENT DES DONNEES _____________________________ 221 A.III.1.1. Chaîne d’acquisition ____________________________________________ 221 A.III.1.2. Traitement des données _________________________________________ 222


Approche expérimentale du torseur complet des actions de coupe en fraisage
221
A.III.1. Acquisition et traitement des données
Cette partie présente, dans un premier temps, le dispositif expérimental utilisé pour la mesure des grandeurs étudiées au chapitre III. Par la suite, le traitement des données (tarage, filtrage,etc.) est détaillé.
A.III.1.1. Chaîne d’acquisition Le dispositif expérimental utilisé permet l’acquisition simultanée des positions codeurs de la
machine‐outil et du torseur des actions mécaniques grâce au dynamomètre. Les signaux sont récupérés par une même carte d’acquisition (nécessitant au minimum 13 voies : 4 voies pour les codeurs et 9 voies pour le dynamomètre), assurant ainsi leur synchronisation. La chaîne d’acquisition des données est présentée ci‐dessous (Fig. 18).
Fig. 18 : Schéma de la chaîne d’acquisition.
La fréquence d’acquisition des données est déterminée à partir de la plus basse fréquence des signaux issue des différents capteurs.
Les différentes grandeurs sont les informations délivrées par le dynamomètre et les codeurs linéaires et angulaire de la machine outils. Les signaux issus des capteurs piézoélectriques du dynamomètre ne sont pas limitant car ils sont délivrés continuement. Par ailleurs, les informations fournies par les codeurs de positions linéaires et angulaire dépendent de leur résolution. Ainsi, la fréquence d’acquisition minimale est déterminée à partir du codeur de position possédant la plus basse résolution. Pour la machine‐outil utilisée, le codeur de position angulaire est celui qui possède la plus basse résolution.
Une fréquence d’acquisition plus élevée engendre des données redondantes et parfois incohérentes entre elles. Dans notre cas, pour une même position angulaire, plusieurs états des autres grandeurs (actions mécaniques, positions linéaires) sont fournis car leurs capteurs possèdent une meilleure résolution. La fréquence d’acquisition a été fixée à la valeur maximale disponible, soit 20 KHz et les points redondants ou aberrants ont été exclus au cas par cas.
Z
X
Dynamomètre Pièce
Table MOCN
Y
Broche
Outil
Amplificateurs
Données des codeurs de positions linéaires : d1, d2, d3
Données du codeur de positions angulaires : d4
Données des capteurs piézoélectriques :
u1, …., u9
di : données n°i ui: tensions n°i
(
X , Y , Z ) base de la MOCN
Fichiers de données exploitables : *.txt
Pc Devetron®
Logiciel d’acquisition : Dewesoft®
Carte d’acquisition

Annexes chapitre III
222
A.III.1.2. Traitement des données Après acquisition des données et extraction de celles‐ci au format texte avec le PC, les fichiers
sont traités par un logiciel développé sous Labview®. Ce logiciel permet à partir des données d’acquisition brutes (données en mV) de réaliser les calculs usuels des torseurs mais également des calculs plus particuliers tel que les vitesses, la section de copeau ou les densités d’actions (Fig. 19‐b).
A.III.1.2.1. Tarage des signaux
Après importation des données brutes, le logiciel calcule le torseur d’action mécanique à l’origine puis grâce aux positions codeurs transporte celui‐ci au point C (Figure III.5‐2) situé à l’extrémité de l’outil et sur l’axe de rotation. Lors de leur utilisation, Les capteurs piézoélectriques dérivent légèrement [Gautschi, 2002], [PCB, 2009], (Fig. 20). Ainsi, les signaux d’efforts et de moments peuvent présenter un décalage par rapport à l’origine même si aucune action n’est appliquée sur le dynamomètre, i.e. sur les capteurs piézoélectriques (Fig. 21a). La suppression de cet offset par rapport à la valeur nulle s’appelle l’opération de « tarage » (Fig. 21b).
Fig. 19 : Logiciel de traitement des données développées sous Labview.
a) Importation des données
b) Module de fraisage
Fenêtre moments
Fenêtre efforts
Matrices d’étalonnage
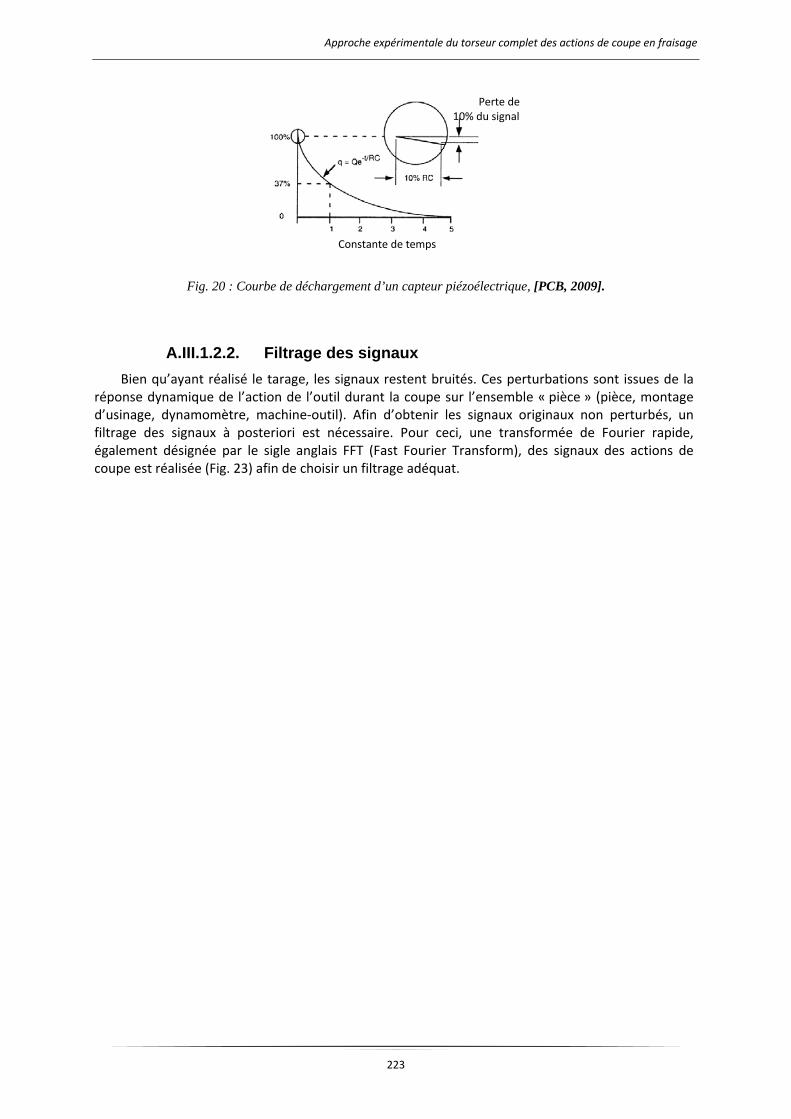
Approche expérimentale du torseur complet des actions de coupe en fraisage
223
Fig. 20 : Courbe de déchargement d’un capteur piézoélectrique, [PCB, 2009].
A.III.1.2.2. Filtrage des signaux
Bien qu’ayant réalisé le tarage, les signaux restent bruités. Ces perturbations sont issues de la réponse dynamique de l’action de l’outil durant la coupe sur l’ensemble « pièce » (pièce, montage d’usinage, dynamomètre, machine‐outil). Afin d’obtenir les signaux originaux non perturbés, un filtrage des signaux à posteriori est nécessaire. Pour ceci, une transformée de Fourier rapide, également désignée par le sigle anglais FFT (Fast Fourier Transform), des signaux des actions de coupe est réalisée (Fig. 23) afin de choisir un filtrage adéquat.
Perte de 10% du signal
Constante de temps

Annexes chapitre III
224
Fig. 21 : Exemple de tarage des signaux bruts.
Vc=80 m.mn‐1, ap=2mm, f=0.08 mm.dt‐1, γ0= ‐6°
a) Avant tarage
offset
b) Après tarage
Fx Fy
Fz
Mz/C
Mx/C
My/C

Approche expérimentale du torseur complet des actions de coupe en fraisage
225
A.III.1.2.2.1. Fréquences parasites
A.III.1.2.2.1.1. Importance de la fenêtre dans le calcul de la FFT Pour réaliser une FFT, le nombre de périodes du signal contenues dans la fenêtre d’analyse doit
être un nombre entier. En effet, lors de l'analyse d'une tranche de signal, la transformée de Fourier considère que cette tranche se duplique à l'infini, donc si cette plage ne contient pas un nombre entier de période, alors la transformée de Fourier ne correspond pas au signal réel. En pratique, cette condition est difficile à remplir et provoque l’ajout d’une discontinuité au signal. Dans ce cas, des pics artificiels dans les fréquences élevées de l’onde apparaissent bien que ces phénomènes ne soient pas présents dans le signal d’origine. Une solution consiste, avant d’appliquer la FFT, à ajouter une pondération diminuant progressivement l’influence des points situés sur les bords de la fenêtre d’analyse. Ainsi, les zones situées aux bords de la fenêtre d’analyse ne seront pas ou peu prises en compte dans le calcul. Par conséquent, des données importantes ne doivent pas être proches des extrémités de la fenêtre sélectionnée.
A.III.1.2.2.1.2. Choix du type de fenêtre dans le calcul de la FFT Un certain nombre de fenêtres ou de techniques de pondération existent. Chacune présente ses
propres particularités. Les plus utilisées sont les fenêtres rectangulaire (ou porte), Hamming, Hanning, Blackmann,…. dont certaines portent le nom de leurs inventeurs (Fig. 22) [Bellanger, 2006], [Collet, 2009], [Gasquet, 2000], [NI, 2010].
Fig. 22 : Exemple de fenêtres pour le calcul des FFT.
La fenêtre dite rectangulaire ou porte ne modifie pas le signal. La fenêtre de Hamming apporte une pondération en forme de cloche et n’annule pas les
points aux extrémités de la fenêtre. Ce filtre convient bien à la détection de raies spectrales, mais ne réduit pas vraiment l’étalement du spectre.
La fenêtre de Hanning est similaire à celle de Hamming (forme de cloche) mais annule les points des extrémités. Cette fenêtre permet de détecter les pics (comme le précédent) et améliore considérablement la forme du spectre.
La fenêtre de Blackmann ressemble à la précédente, mais les bords de la cloche sont moins évasés. Ainsi, l’étalement de la puissance est très fortement diminué.
Dans le cas de fenêtres non rectangulaires, le spectre issu de la FFT aura des lobes latéraux affaiblis (atténuation du « bruit »). Cependant, toute atténuation des lobes latéraux entraîne un élargissement du pic central (correspondant à la grandeur mesurée) et donc une perte de résolution/précision en fréquence de la (des) grandeur(s) étudiée(s). Un compromis doit donc être fait entre des raies fines mais parfois difficiles à séparer du "bruit» (fenêtre rectangulaire) et des raies nettement séparables mais grossières (fenêtre de Blackman‐Harris). Les fenêtres de Hanning et

Annexes chapitre III
226
de Hamming constituent un cas intermédiaire entre les deux précédents et sont préférables pour une meilleure précision en fréquence [Bellanger, 2006], [Collet, 2009], [Gasquet, 2000], [NI, 2010].
A.III.1.2.2.1.3. FFT des signaux Les résultats obtenus des FFT sont similaires selon les trois directions d’efforts et selon les trois
composantes de moment. Bien que très proches, il y a cependant deux réponses fréquentielles à analyser (Fig. 23).
Fig. 23 : FFT des actions de coupe.
Deux zones communes se distinguent quelque soit la composante du torseur d’action étudiée. La première en dessous de 30 Hz correspond à la fréquence de rotation de l’outil. La seconde se situe entre 1600 et 3000 Hz et correspond à l’ensemble « dynamomètre‐montage usinage‐pièce ». Enfin, une plage de fréquence, non présente pour les moments et vérifiée par un test d’impact, apparait entre 900 et 1200 Hz, et correspond aux fréquences d’excitation des éléments tournants liés à la broche de la MOCN (broche, boîte de vitesse, etc.).
900 à 2700 Hz
1600 à 2900 Hz
Fz
Mz/C
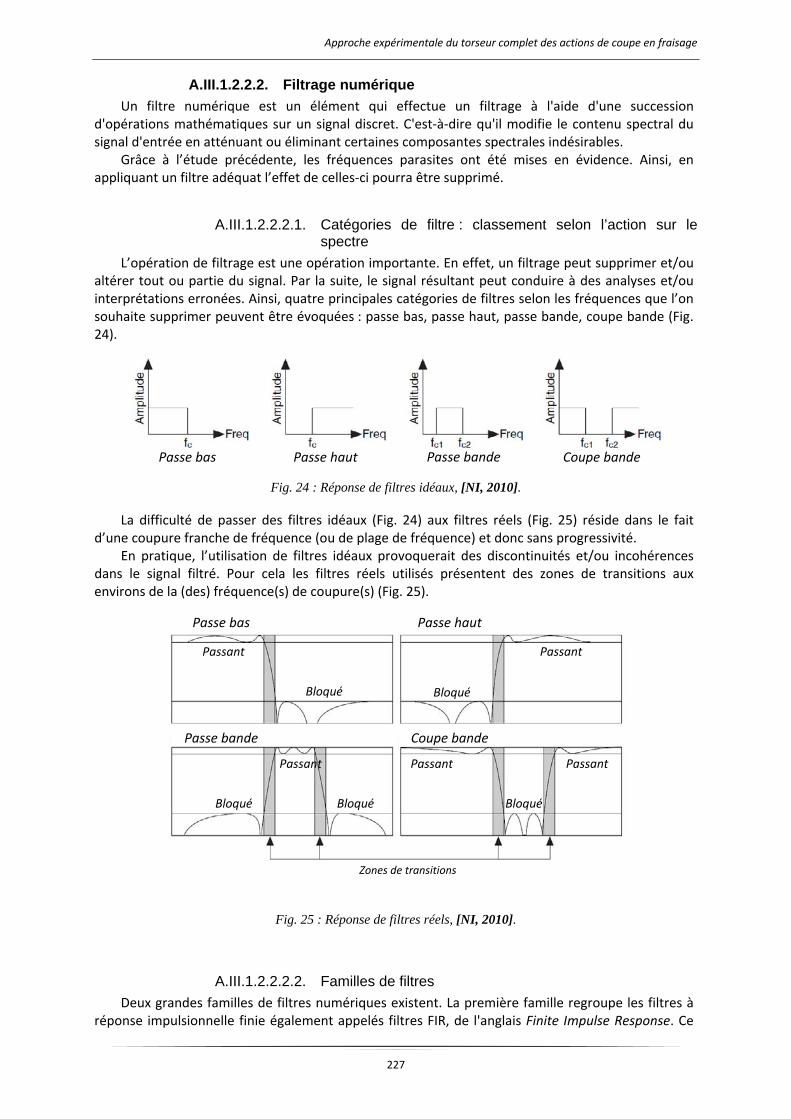
Approche expérimentale du torseur complet des actions de coupe en fraisage
227
A.III.1.2.2.2. Filtrage numérique
Un filtre numérique est un élément qui effectue un filtrage à l'aide d'une succession d'opérations mathématiques sur un signal discret. C'est‐à‐dire qu'il modifie le contenu spectral du signal d'entrée en atténuant ou éliminant certaines composantes spectrales indésirables.
Grâce à l’étude précédente, les fréquences parasites ont été mises en évidence. Ainsi, en appliquant un filtre adéquat l’effet de celles‐ci pourra être supprimé.
A.III.1.2.2.2.1. Catégories de filtre : classement selon l’action sur le spectre
L’opération de filtrage est une opération importante. En effet, un filtrage peut supprimer et/ou altérer tout ou partie du signal. Par la suite, le signal résultant peut conduire à des analyses et/ou interprétations erronées. Ainsi, quatre principales catégories de filtres selon les fréquences que l’on souhaite supprimer peuvent être évoquées : passe bas, passe haut, passe bande, coupe bande (Fig. 24).
Fig. 24 : Réponse de filtres idéaux, [NI, 2010].
La difficulté de passer des filtres idéaux (Fig. 24) aux filtres réels (Fig. 25) réside dans le fait d’une coupure franche de fréquence (ou de plage de fréquence) et donc sans progressivité.
En pratique, l’utilisation de filtres idéaux provoquerait des discontinuités et/ou incohérences dans le signal filtré. Pour cela les filtres réels utilisés présentent des zones de transitions aux environs de la (des) fréquence(s) de coupure(s) (Fig. 25).
Fig. 25 : Réponse de filtres réels, [NI, 2010].
A.III.1.2.2.2.2. Familles de filtres Deux grandes familles de filtres numériques existent. La première famille regroupe les filtres à
réponse impulsionnelle finie également appelés filtres FIR, de l'anglais Finite Impulse Response. Ce
Passe bas Passe haut
Passe bande Coupe bande
Zones de transitions
Passant Passant
Passant Passant Passant
BloquéBloqué Bloqué
Bloqué Bloqué
Passe bas Passe haut Passe bande Coupe bande

Annexes chapitre III
228
type de filtre est dit fini, car sa réponse impulsionnelle se stabilisera ultimement à zéro. Un filtre FIR est « non récursif », c'est‐à‐dire que la sortie dépend uniquement de l'entrée du signal. Il n'y a pas de contre‐réaction.
En opposition, les filtres de la seconde famille, les IIR, de l'anglais Infinite Impulse Response"(Filtre à réponse impulsionnelle infinie) possèdent une réponse impulsionnelle qui ne se stabilisera jamais, et ce, même à l'infini. Ce type de filtre est « récursif » car il possède une boucle de contre‐réaction (feedback). La sortie du filtre dépend à la fois du signal d'entrée et du signal de sortie. Les filtres IIR sont principalement la version numérique des filtres analogiques traditionnels : Butterworth, Tchebychev, Bessel, Elliptique (Fig. 26) [Bellanger, 2006], [Collet, 2009], [Gasquet, 2000], [NI, 2010].
Fig. 26 : Exemples de filtre passe bas avec les modules de filtrages intégrés à Labview, [NI, 2010].
Le choix s’est dirigé vers les filtres IIR de par le faible temps de calculs, la simplicité de mise en œuvre, la qualité des filtrages et la capacité d’adaptation à l’évolution du signal au cours du temps (Tab. 4).
Avantages Inconvénients
Filtre à réponse impulsionnelle infinie
(IIR)
Bien moins de calculs que pour un filtre FIR à performances équivalentes
Inspirés des techniques de filtrage analogique et donc du savoir‐faire acquis
s’adapte aux différentes variations du signal au cours du temps
Stabilité des filtres Phase non linéaire, donc
distorsion de phase
Filtre à réponse impulsionnelle finie
(FIR)
Filtres toujours stablesPhase des signaux linéaire si symétrie des
coefficients Pas de distorsion de phase
Possibilité de réaliser toutes sortes de filtres (standards et exotiques)
Beaucoup de calculs par rapport à un filtre IIR à
performances équivalentes
Tab. 4 : Synthèse des filtres FIR et IIR.
a) Réponse du filtre Butterworth
b) Réponse du filtre Chebysev c) Réponse du filtre Bessel
Réponse en amplitude
Réponse en phase
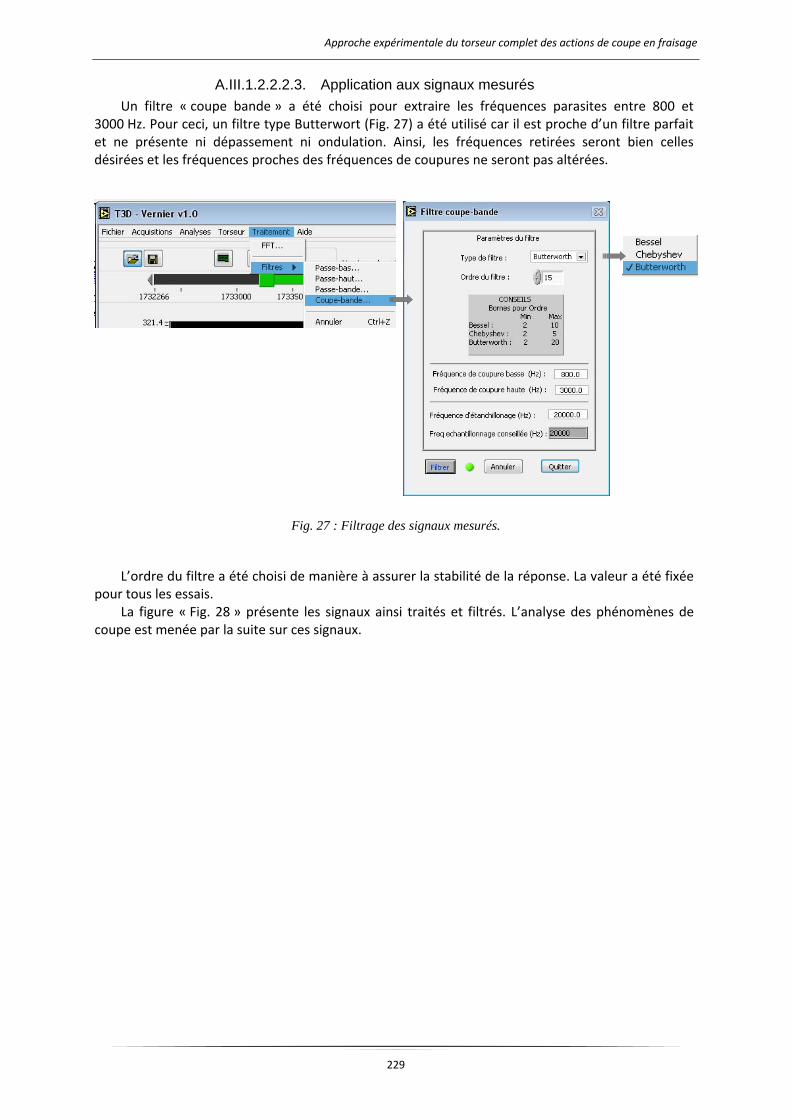
Approche expérimentale du torseur complet des actions de coupe en fraisage
229
A.III.1.2.2.2.3. Application aux signaux mesurés Un filtre « coupe bande » a été choisi pour extraire les fréquences parasites entre 800 et
3000 Hz. Pour ceci, un filtre type Butterwort (Fig. 27) a été utilisé car il est proche d’un filtre parfait et ne présente ni dépassement ni ondulation. Ainsi, les fréquences retirées seront bien celles désirées et les fréquences proches des fréquences de coupures ne seront pas altérées.
Fig. 27 : Filtrage des signaux mesurés.
L’ordre du filtre a été choisi de manière à assurer la stabilité de la réponse. La valeur a été fixée
pour tous les essais. La figure « Fig. 28 » présente les signaux ainsi traités et filtrés. L’analyse des phénomènes de
coupe est menée par la suite sur ces signaux.

Annexes chapitre III
230
Fig. 28 : Exemple de filtrage.
a) Avant filtrage
Vc=80 m.mn‐1, ap=2 mm, f=0.08 mm.dt‐1, γ0= ‐6°
b) Après filtrage
Fx
Fy
Fz
Mz/C
Mx/C
My/C

ANNEXES CHAPITRE IV
A.IV.1. ANALYSE DE LA VARIANCE ______________________________________________ 233
A.IV.2. MODELISATION DE LA DENSITE DE MOMENT ET DU MOMENT DE COUPE ____ 235
A.IV.3. BILAN ENERGETIQUE ____________________________________________________ 237

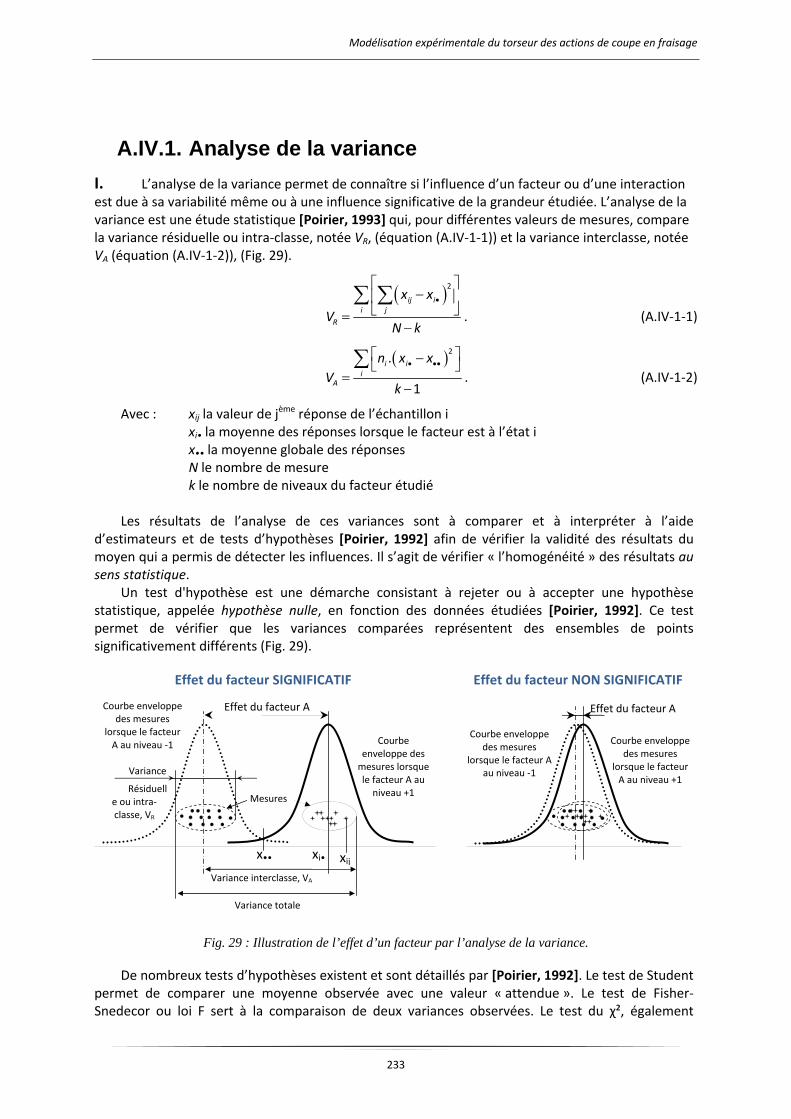
Modélisation expérimentale du torseur des actions de coupe en fraisage
233
A.IV.1. Analyse de la variance
I. L’analyse de la variance permet de connaître si l’influence d’un facteur ou d’une interaction est due à sa variabilité même ou à une influence significative de la grandeur étudiée. L’analyse de la variance est une étude statistique [Poirier, 1993] qui, pour différentes valeurs de mesures, compare la variance résiduelle ou intra‐classe, notée VR, (équation (A.IV‐1‐1)) et la variance interclasse, notée VA (équation (A.IV‐1‐2)), (Fig. 29).
2ij i
i j
R
x x
VN k
. (A.IV‐1‐1)
2.
1
i ii
A
n x x
Vk
. (A.IV‐1‐2)
Avec : xij la valeur de jème réponse de l’échantillon i
xi• la moyenne des réponses lorsque le facteur est à l’état i x•• la moyenne globale des réponses N le nombre de mesure k le nombre de niveaux du facteur étudié Les résultats de l’analyse de ces variances sont à comparer et à interpréter à l’aide
d’estimateurs et de tests d’hypothèses [Poirier, 1992] afin de vérifier la validité des résultats du moyen qui a permis de détecter les influences. Il s’agit de vérifier « l’homogénéité » des résultats au sens statistique.
Un test d'hypothèse est une démarche consistant à rejeter ou à accepter une hypothèse statistique, appelée hypothèse nulle, en fonction des données étudiées [Poirier, 1992]. Ce test permet de vérifier que les variances comparées représentent des ensembles de points significativement différents (Fig. 29).
Fig. 29 : Illustration de l’effet d’un facteur par l’analyse de la variance.
De nombreux tests d’hypothèses existent et sont détaillés par [Poirier, 1992]. Le test de Student permet de comparer une moyenne observée avec une valeur « attendue ». Le test de Fisher‐Snedecor ou loi F sert à la comparaison de deux variances observées. Le test du χ², également
Variance
Résiduelle ou intra‐classe, VR
Courbe enveloppe des mesures
lorsque le facteur A au niveau ‐1
Effet du facteur A
Courbe enveloppe des mesures lorsque le facteur A au niveau +1
Mesures
Effet du facteur SIGNIFICATIF
Courbe enveloppe des mesures
lorsque le facteur A au niveau ‐1
Effet du facteur A
Effet du facteur NON SIGNIFICATIF
Variance interclasse, VA
Variance totale
x•• xi• xij
Courbe enveloppe des mesures
lorsque le facteur A au niveau +1
Annexes Chapitre IV
234
appelé test du χ2 de Pearson, qui est utilisé pour la comparaison d'un couple d'effectifs observés, ou à la comparaison globale de plusieurs couples d'effectifs observés. Par la suite, le test de Fisher‐Snedecor sera adopté car il permet de comparer deux variances. Ce test est donc le plus adapté.
Une notion fondamentale concernant ces tests est la notion de risque. En effet, afin d’obtenir un résultat exploitable, une probabilité d’erreur pour un seuil α fixé doit être acceptée. Ainsi, si l’inéquation (l’hypothèse) (A.IV‐1‐3) est vraie alors une possibilité d’erreur au seuil α existe. Dans ce cas, l’hypothèse d’une population homogène n’est pas respectée et le facteur étudié (ou l’interaction) n’exerce pas d’influence significative sur les résultats de mesure.
‐1; ‐1( )A
R
k NV
FV
. (A.IV‐1‐3)

Modélisation expérimentale du torseur des actions de coupe en fraisage
235
A.IV.2. Modélisation de la densité de moment et du moment de coupe
Paramètres Variables du paramètre KI(t) Variables du paramètre KMez(t) DMez/P
Vc f ap γ0 Coefficients de la régression linéaire de :
DMez/P (t)=f(θ(t))*
Coefficients de la régression linéaire de:
Ln DMez/P corrigée (t)=f(Ln Δer(t))* θ≈‐90°
Maximum Θє]‐40° ;‐60°[
(m.mn‐1) (mm.dt‐1) (mm) (°) Coefficient a(N.m.m‐2.° ‐1)
Coefficient b(N.m.m‐2)
r² Coefficient Ln c
Coefficient d r² (N.m.mm‐2)
80 0.08 2 ‐6 165368 23261778 0.91 ‐0.340 16.045 0.57 7.9 12.5
240 0.08 2 ‐6 195981 42990303 0.80 ‐0.378 16.564 0.83 24.7 26.6
80 0.24 2 ‐6 122075 14774961 0.93 ‐0.155 16.258 0.40 3.3 7.4
240 0.24 2 ‐6 123570 24400435 0.76 ‐0.377 16.453 0.79 12.7 16.8
80 0.08 4 ‐6 159621 22997464 0.94 ‐0.324 16.079 0.65 9.6 13.1
240 0.08 4 ‐6 141261 37302969 0.74 ‐0.468 16.232 0.96 25.0 27.9
80 0.24 4 ‐6 122608 15060907 0.98 ‐0.164 16.261 0.61 3.8 7.1
240 0.24 4 ‐6 116246 23997118 0.70 ‐0.373 16.455 0.84 12.9 16.7
80 0.08 2 6 143610 19756362 0.85 ‐0.358 15.858 0.67 6.0 11.4
240 0.08 2 6 112498 28831541 0.68 ‐0.490 15.920 0.93 18.8 21.8
80 0.24 2 6 95924 10885745 0.93 ‐0.248 15.812 0.61 2.2 5.5
240 0.24 2 6 105757 18579305 0.82 ‐0.378 16.178 0.80 8.6 11.7
80 0.08 4 6 126923 17425449 0.94 ‐0.394 15.617 0.77 5.3 9.8
240 0.08 4 6 93713 25609726 0.64 ‐0.489 15.804 0.88 16.9 20.3
80 0.24 4 6 85384 9976009 0.93 ‐0.283 15.665 0.69 1.9 5.0
240 0.24 4 6 73913 15111421 0.74 ‐0.466 15.857 0.93 7.9 11.0
Valeur minimale 73913 9976009 0.64 ‐0.490 15.617 0.40 1.9 5.0
Valeur moyennes 124028 21935093 0.83 ‐0.355 16.066 0.75 10.5 14.0
Valeur maximale 195981 42990303 0.98 ‐0.155 16.564 0.96 25.0 27.9
* : Densités de moment en N.m.m‐2, θ(t) en degrés (°), Δer(t) en mm
Tab. 5 : Résultats de l’identification des variables du modèle de la densité de moment DMez/P.
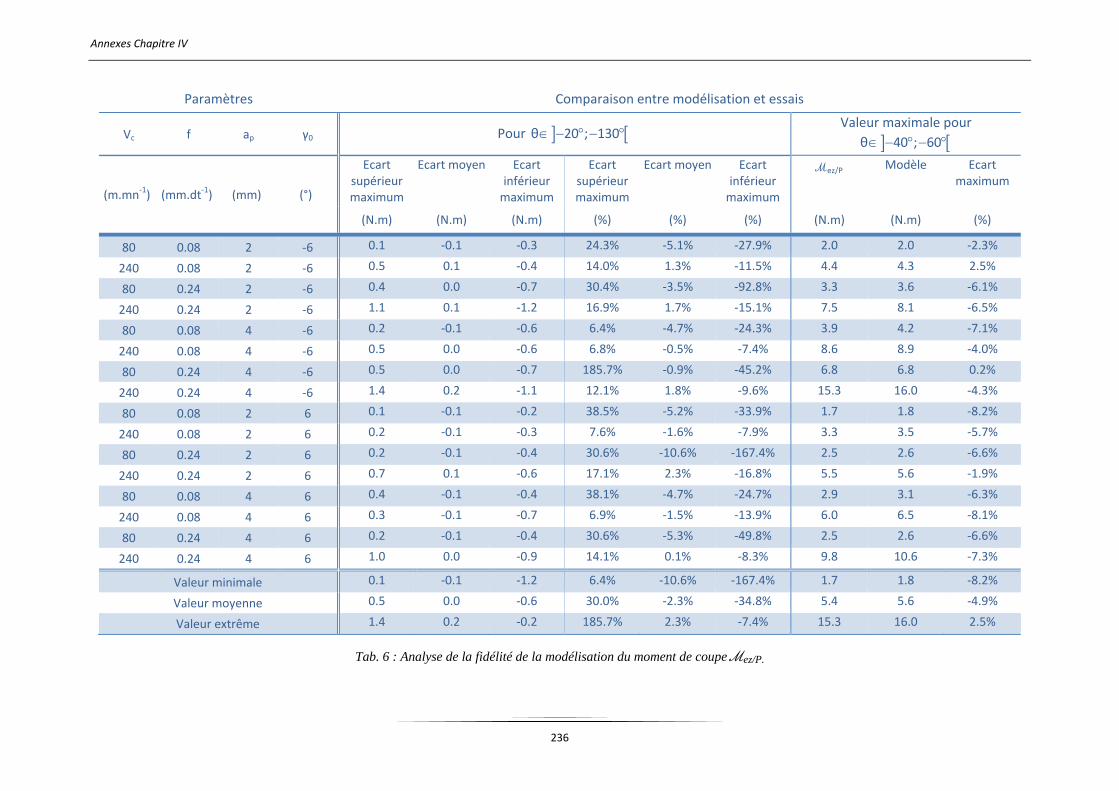
Annexes Chapitre IV
236
Paramètres Comparaison entre modélisation et essais
Vc f ap γ0 Pour θ 20 ; 130 Valeur maximale pour
θ 40 ; 60
(m.mn‐1) (mm.dt‐1) (mm) (°)
Ecart supérieur maximum
Ecart moyen Ecart inférieur maximum
Ecart supérieur maximum
Ecart moyen Ecart inférieur maximum
Mez/P Modèle Ecart maximum
(N.m) (N.m) (N.m) (%) (%) (%) (N.m) (N.m) (%)
80 0.08 2 ‐6 0.1 ‐0.1 ‐0.3 24.3% ‐5.1% ‐27.9% 2.0 2.0 ‐2.3%
240 0.08 2 ‐6 0.5 0.1 ‐0.4 14.0% 1.3% ‐11.5% 4.4 4.3 2.5%
80 0.24 2 ‐6 0.4 0.0 ‐0.7 30.4% ‐3.5% ‐92.8% 3.3 3.6 ‐6.1%
240 0.24 2 ‐6 1.1 0.1 ‐1.2 16.9% 1.7% ‐15.1% 7.5 8.1 ‐6.5%
80 0.08 4 ‐6 0.2 ‐0.1 ‐0.6 6.4% ‐4.7% ‐24.3% 3.9 4.2 ‐7.1%
240 0.08 4 ‐6 0.5 0.0 ‐0.6 6.8% ‐0.5% ‐7.4% 8.6 8.9 ‐4.0%
80 0.24 4 ‐6 0.5 0.0 ‐0.7 185.7% ‐0.9% ‐45.2% 6.8 6.8 0.2%
240 0.24 4 ‐6 1.4 0.2 ‐1.1 12.1% 1.8% ‐9.6% 15.3 16.0 ‐4.3%
80 0.08 2 6 0.1 ‐0.1 ‐0.2 38.5% ‐5.2% ‐33.9% 1.7 1.8 ‐8.2%
240 0.08 2 6 0.2 ‐0.1 ‐0.3 7.6% ‐1.6% ‐7.9% 3.3 3.5 ‐5.7%
80 0.24 2 6 0.2 ‐0.1 ‐0.4 30.6% ‐10.6% ‐167.4% 2.5 2.6 ‐6.6%
240 0.24 2 6 0.7 0.1 ‐0.6 17.1% 2.3% ‐16.8% 5.5 5.6 ‐1.9%
80 0.08 4 6 0.4 ‐0.1 ‐0.4 38.1% ‐4.7% ‐24.7% 2.9 3.1 ‐6.3%
240 0.08 4 6 0.3 ‐0.1 ‐0.7 6.9% ‐1.5% ‐13.9% 6.0 6.5 ‐8.1%
80 0.24 4 6 0.2 ‐0.1 ‐0.4 30.6% ‐5.3% ‐49.8% 2.5 2.6 ‐6.6%
240 0.24 4 6 1.0 0.0 ‐0.9 14.1% 0.1% ‐8.3% 9.8 10.6 ‐7.3%
Valeur minimale 0.1 ‐0.1 ‐1.2 6.4% ‐10.6% ‐167.4% 1.7 1.8 ‐8.2%
Valeur moyenne 0.5 0.0 ‐0.6 30.0% ‐2.3% ‐34.8% 5.4 5.6 ‐4.9%
Valeur extrême 1.4 0.2 ‐0.2 185.7% 2.3% ‐7.4% 15.3 16.0 2.5%
Tab. 6 : Analyse de la fidélité de la modélisation du moment de coupe Mez/P.
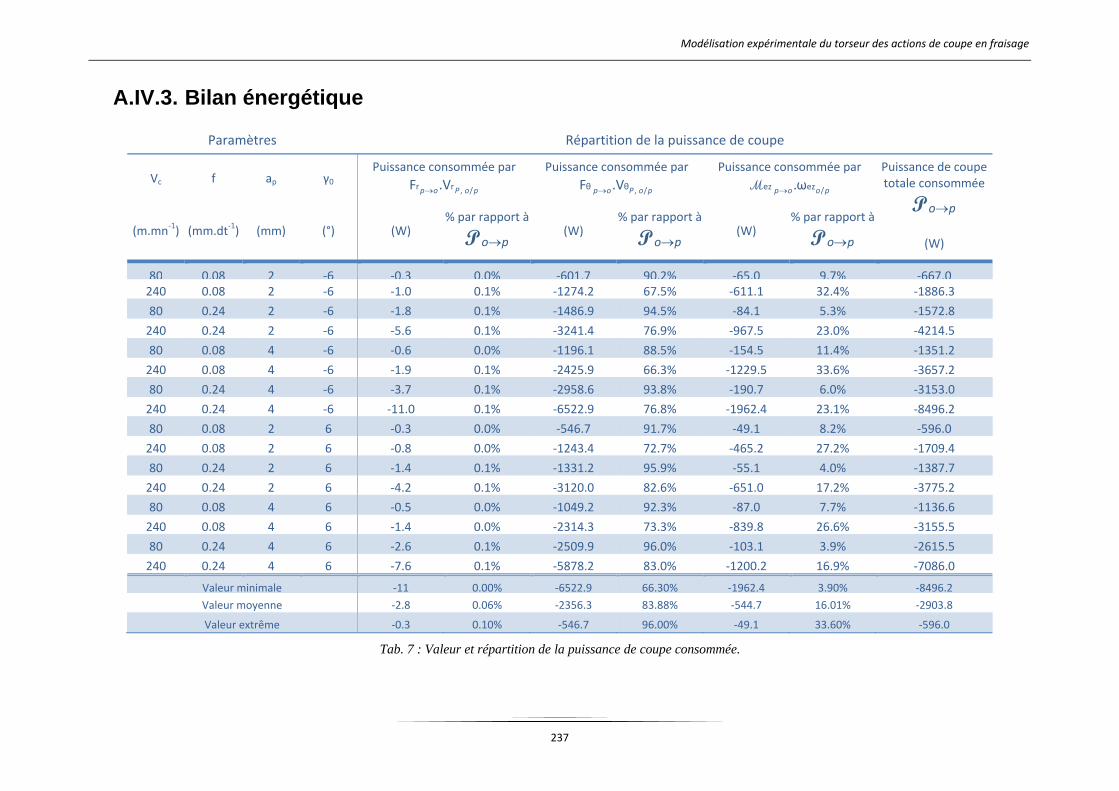
Modélisation expérimentale du torseur des actions de coupe en fraisage
237
A.IV.3. Bilan énergétique
Paramètres Répartition de la puissance de coupe
Vc f ap γ0 Puissance consommée par
, /r rF .Vp o P o p Puissance consommée par
, /θ θF .Vp o P o p
Puissance consommée par
/ez ez.ωp o o pM Puissance de coupe totale consommée
o pP
(W) (m.mn‐1) (mm.dt‐1) (mm) (°) (W)
% par rapport à
o pP (W)
% par rapport à
o pP (W)
% par rapport à
o pP
80 0.08 2 ‐6 ‐0.3 0.0% ‐601.7 90.2% ‐65.0 9.7% ‐667.0240 0.08 2 ‐6 ‐1.0 0.1% ‐1274.2 67.5% ‐611.1 32.4% ‐1886.3
80 0.24 2 ‐6 ‐1.8 0.1% ‐1486.9 94.5% ‐84.1 5.3% ‐1572.8
240 0.24 2 ‐6 ‐5.6 0.1% ‐3241.4 76.9% ‐967.5 23.0% ‐4214.5
80 0.08 4 ‐6 ‐0.6 0.0% ‐1196.1 88.5% ‐154.5 11.4% ‐1351.2
240 0.08 4 ‐6 ‐1.9 0.1% ‐2425.9 66.3% ‐1229.5 33.6% ‐3657.2
80 0.24 4 ‐6 ‐3.7 0.1% ‐2958.6 93.8% ‐190.7 6.0% ‐3153.0
240 0.24 4 ‐6 ‐11.0 0.1% ‐6522.9 76.8% ‐1962.4 23.1% ‐8496.2
80 0.08 2 6 ‐0.3 0.0% ‐546.7 91.7% ‐49.1 8.2% ‐596.0
240 0.08 2 6 ‐0.8 0.0% ‐1243.4 72.7% ‐465.2 27.2% ‐1709.4
80 0.24 2 6 ‐1.4 0.1% ‐1331.2 95.9% ‐55.1 4.0% ‐1387.7
240 0.24 2 6 ‐4.2 0.1% ‐3120.0 82.6% ‐651.0 17.2% ‐3775.2
80 0.08 4 6 ‐0.5 0.0% ‐1049.2 92.3% ‐87.0 7.7% ‐1136.6
240 0.08 4 6 ‐1.4 0.0% ‐2314.3 73.3% ‐839.8 26.6% ‐3155.5
80 0.24 4 6 ‐2.6 0.1% ‐2509.9 96.0% ‐103.1 3.9% ‐2615.5
240 0.24 4 6 ‐7.6 0.1% ‐5878.2 83.0% ‐1200.2 16.9% ‐7086.0
Valeur minimale ‐11 0.00% ‐6522.9 66.30% ‐1962.4 3.90% ‐8496.2
Valeur moyenne ‐2.8 0.06% ‐2356.3 83.88% ‐544.7 16.01% ‐2903.8
Valeur extrême ‐0.3 0.10% ‐546.7 96.00% ‐49.1 33.60% ‐596.0
Tab. 7 : Valeur et répartition de la puissance de coupe consommée.
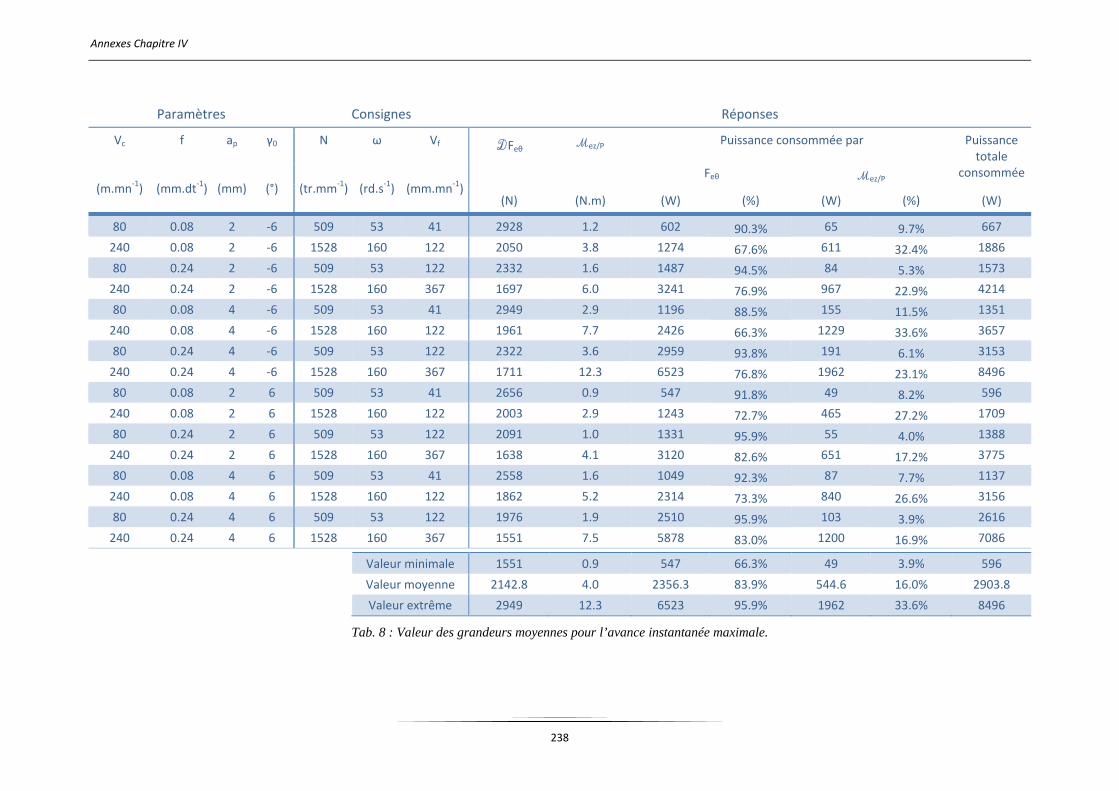
Annexes Chapitre IV
238
Paramètres Consignes Réponses
Vc f ap γ0 N ω Vf DFeθ Mez/P Puissance consommée par Puissance totale
consommée (m.mn‐1) (mm.dt‐1) (mm) (°) (tr.mm‐1) (rd.s‐1) (mm.mn‐1)
Feθ Mez/P
(N) (N.m) (W) (%) (W) (%) (W)
80 0.08 2 ‐6 509 53 41 2928 1.2 602 90.3% 65 9.7% 667
240 0.08 2 ‐6 1528 160 122 2050 3.8 1274 67.6% 611 32.4% 1886
80 0.24 2 ‐6 509 53 122 2332 1.6 1487 94.5% 84 5.3% 1573
240 0.24 2 ‐6 1528 160 367 1697 6.0 3241 76.9% 967 22.9% 4214
80 0.08 4 ‐6 509 53 41 2949 2.9 1196 88.5% 155 11.5% 1351
240 0.08 4 ‐6 1528 160 122 1961 7.7 2426 66.3% 1229 33.6% 3657
80 0.24 4 ‐6 509 53 122 2322 3.6 2959 93.8% 191 6.1% 3153
240 0.24 4 ‐6 1528 160 367 1711 12.3 6523 76.8% 1962 23.1% 8496
80 0.08 2 6 509 53 41 2656 0.9 547 91.8% 49 8.2% 596
240 0.08 2 6 1528 160 122 2003 2.9 1243 72.7% 465 27.2% 1709
80 0.24 2 6 509 53 122 2091 1.0 1331 95.9% 55 4.0% 1388
240 0.24 2 6 1528 160 367 1638 4.1 3120 82.6% 651 17.2% 3775
80 0.08 4 6 509 53 41 2558 1.6 1049 92.3% 87 7.7% 1137
240 0.08 4 6 1528 160 122 1862 5.2 2314 73.3% 840 26.6% 3156
80 0.24 4 6 509 53 122 1976 1.9 2510 95.9% 103 3.9% 2616
240 0.24 4 6 1528 160 367 1551 7.5 5878 83.0% 1200 16.9% 7086
Valeur minimale 1551 0.9 547 66.3% 49 3.9% 596
Valeur moyenne 2142.8 4.0 2356.3 83.9% 544.6 16.0% 2903.8
Valeur extrême 2949 12.3 6523 95.9% 1962 33.6% 8496
Tab. 8 : Valeur des grandeurs moyennes pour l’avance instantanée maximale.
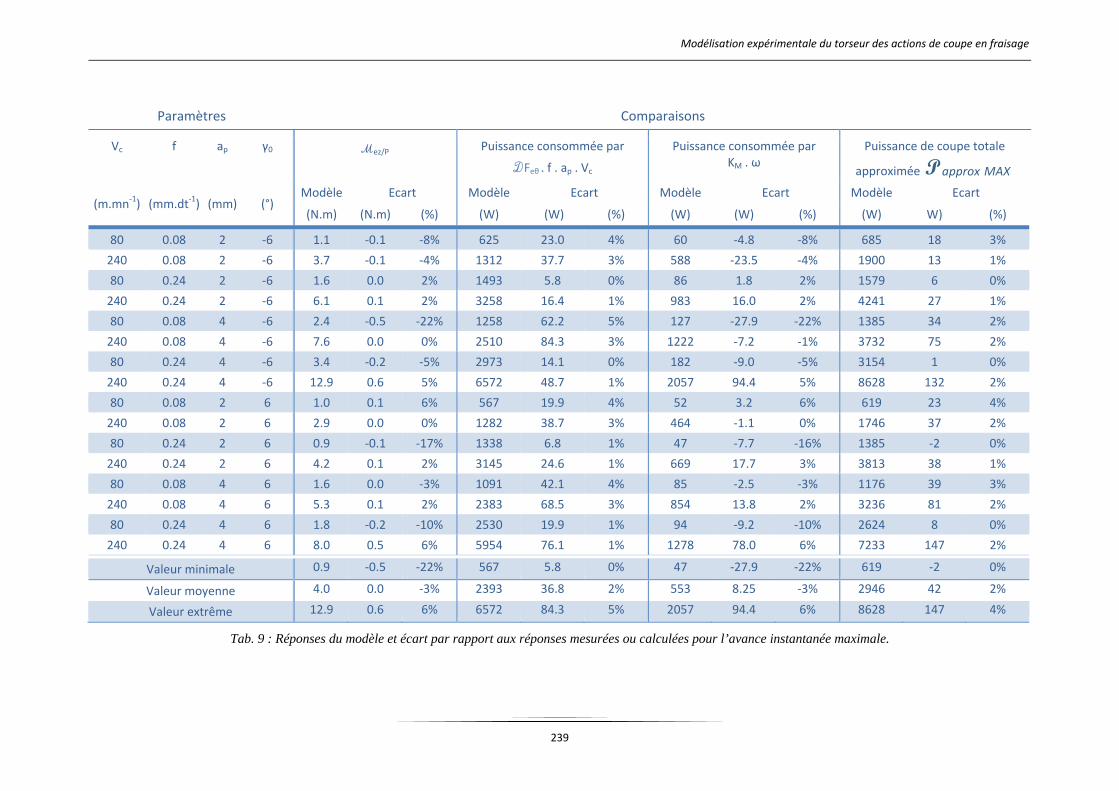
Modélisation expérimentale du torseur des actions de coupe en fraisage
239
Paramètres Comparaisons
Vc f ap γ0 Mez/P Puissance consommée par
DFeθ . f . ap . Vc
Puissance consommée parKM . ω
Puissance de coupe totale
approximée approx MAXP
(m.mn‐1) (mm.dt‐1) (mm) (°) Modèle Ecart Modèle Ecart Modèle Ecart Modèle Ecart
(N.m) (N.m) (%) (W) (W) (%) (W) (W) (%) (W) W) (%)
80 0.08 2 ‐6 1.1 ‐0.1 ‐8% 625 23.0 4% 60 ‐4.8 ‐8% 685 18 3%
240 0.08 2 ‐6 3.7 ‐0.1 ‐4% 1312 37.7 3% 588 ‐23.5 ‐4% 1900 13 1%
80 0.24 2 ‐6 1.6 0.0 2% 1493 5.8 0% 86 1.8 2% 1579 6 0%
240 0.24 2 ‐6 6.1 0.1 2% 3258 16.4 1% 983 16.0 2% 4241 27 1%
80 0.08 4 ‐6 2.4 ‐0.5 ‐22% 1258 62.2 5% 127 ‐27.9 ‐22% 1385 34 2%
240 0.08 4 ‐6 7.6 0.0 0% 2510 84.3 3% 1222 ‐7.2 ‐1% 3732 75 2%
80 0.24 4 ‐6 3.4 ‐0.2 ‐5% 2973 14.1 0% 182 ‐9.0 ‐5% 3154 1 0%
240 0.24 4 ‐6 12.9 0.6 5% 6572 48.7 1% 2057 94.4 5% 8628 132 2%
80 0.08 2 6 1.0 0.1 6% 567 19.9 4% 52 3.2 6% 619 23 4%
240 0.08 2 6 2.9 0.0 0% 1282 38.7 3% 464 ‐1.1 0% 1746 37 2%
80 0.24 2 6 0.9 ‐0.1 ‐17% 1338 6.8 1% 47 ‐7.7 ‐16% 1385 ‐2 0%
240 0.24 2 6 4.2 0.1 2% 3145 24.6 1% 669 17.7 3% 3813 38 1%
80 0.08 4 6 1.6 0.0 ‐3% 1091 42.1 4% 85 ‐2.5 ‐3% 1176 39 3%
240 0.08 4 6 5.3 0.1 2% 2383 68.5 3% 854 13.8 2% 3236 81 2%
80 0.24 4 6 1.8 ‐0.2 ‐10% 2530 19.9 1% 94 ‐9.2 ‐10% 2624 8 0%
240 0.24 4 6 8.0 0.5 6% 5954 76.1 1% 1278 78.0 6% 7233 147 2%
Valeur minimale 0.9 ‐0.5 ‐22% 567 5.8 0% 47 ‐27.9 ‐22% 619 ‐2 0%
Valeur moyenne 4.0 0.0 ‐3% 2393 36.8 2% 553 8.25 ‐3% 2946 42 2%
Valeur extrême 12.9 0.6 6% 6572 84.3 5% 2057 94.4 6% 8628 147 4%
Tab. 9 : Réponses du modèle et écart par rapport aux réponses mesurées ou calculées pour l’avance instantanée maximale.


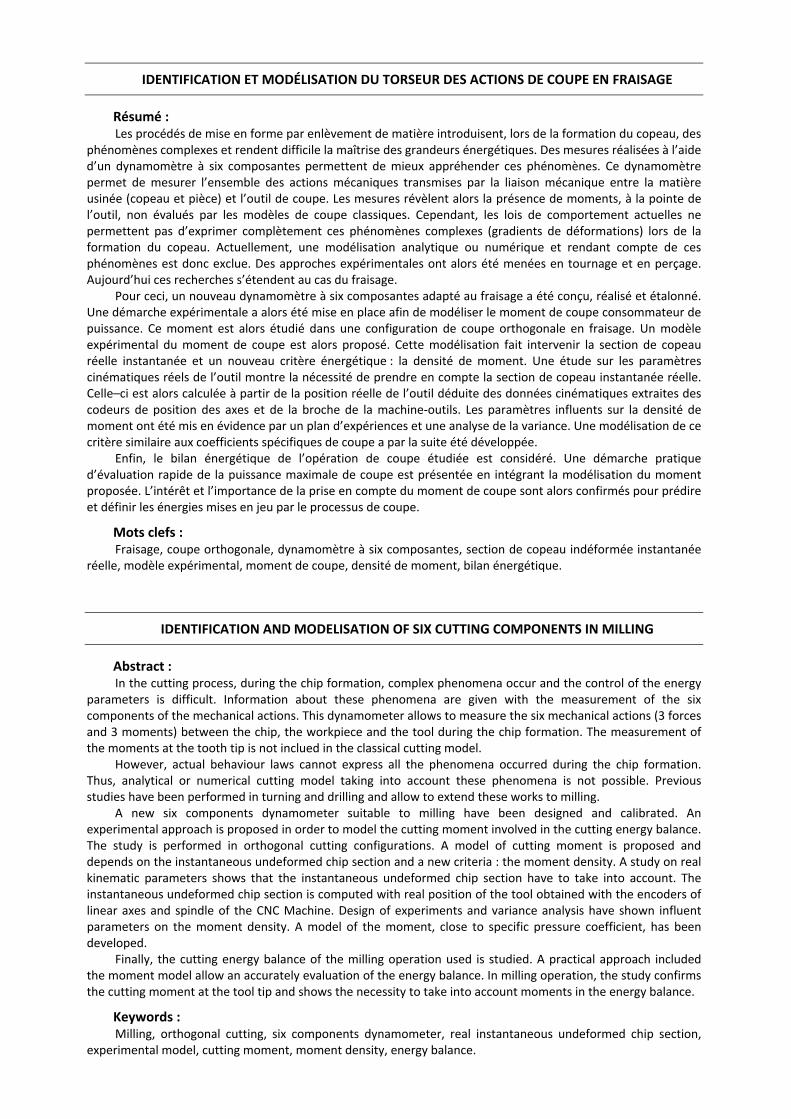
IDENTIFICATION ET MODÉLISATION DU TORSEUR DES ACTIONS DE COUPE EN FRAISAGE
Résumé : Les procédés de mise en forme par enlèvement de matière introduisent, lors de la formation du copeau, des
phénomènes complexes et rendent difficile la maîtrise des grandeurs énergétiques. Des mesures réalisées à l’aide d’un dynamomètre à six composantes permettent de mieux appréhender ces phénomènes. Ce dynamomètre permet de mesurer l’ensemble des actions mécaniques transmises par la liaison mécanique entre la matière usinée (copeau et pièce) et l’outil de coupe. Les mesures révèlent alors la présence de moments, à la pointe de l’outil, non évalués par les modèles de coupe classiques. Cependant, les lois de comportement actuelles ne permettent pas d’exprimer complètement ces phénomènes complexes (gradients de déformations) lors de la formation du copeau. Actuellement, une modélisation analytique ou numérique et rendant compte de ces phénomènes est donc exclue. Des approches expérimentales ont alors été menées en tournage et en perçage. Aujourd’hui ces recherches s’étendent au cas du fraisage.
Pour ceci, un nouveau dynamomètre à six composantes adapté au fraisage a été conçu, réalisé et étalonné. Une démarche expérimentale a alors été mise en place afin de modéliser le moment de coupe consommateur de puissance. Ce moment est alors étudié dans une configuration de coupe orthogonale en fraisage. Un modèle expérimental du moment de coupe est alors proposé. Cette modélisation fait intervenir la section de copeau réelle instantanée et un nouveau critère énergétique : la densité de moment. Une étude sur les paramètres cinématiques réels de l’outil montre la nécessité de prendre en compte la section de copeau instantanée réelle. Celle–ci est alors calculée à partir de la position réelle de l’outil déduite des données cinématiques extraites des codeurs de position des axes et de la broche de la machine‐outils. Les paramètres influents sur la densité de moment ont été mis en évidence par un plan d’expériences et une analyse de la variance. Une modélisation de ce critère similaire aux coefficients spécifiques de coupe a par la suite été développée.
Enfin, le bilan énergétique de l’opération de coupe étudiée est considéré. Une démarche pratique d’évaluation rapide de la puissance maximale de coupe est présentée en intégrant la modélisation du moment proposée. L’intérêt et l’importance de la prise en compte du moment de coupe sont alors confirmés pour prédire et définir les énergies mises en jeu par le processus de coupe.
Mots clefs : Fraisage, coupe orthogonale, dynamomètre à six composantes, section de copeau indéformée instantanée
réelle, modèle expérimental, moment de coupe, densité de moment, bilan énergétique.
IDENTIFICATION AND MODELISATION OF SIX CUTTING COMPONENTS IN MILLING
Abstract : In the cutting process, during the chip formation, complex phenomena occur and the control of the energy
parameters is difficult. Information about these phenomena are given with the measurement of the six components of the mechanical actions. This dynamometer allows to measure the six mechanical actions (3 forces and 3 moments) between the chip, the workpiece and the tool during the chip formation. The measurement of the moments at the tooth tip is not inclued in the classical cutting model.
However, actual behaviour laws cannot express all the phenomena occurred during the chip formation. Thus, analytical or numerical cutting model taking into account these phenomena is not possible. Previous studies have been performed in turning and drilling and allow to extend these works to milling.
A new six components dynamometer suitable to milling have been designed and calibrated. An experimental approach is proposed in order to model the cutting moment involved in the cutting energy balance. The study is performed in orthogonal cutting configurations. A model of cutting moment is proposed and depends on the instantaneous undeformed chip section and a new criteria : the moment density. A study on real kinematic parameters shows that the instantaneous undeformed chip section have to take into account. The instantaneous undeformed chip section is computed with real position of the tool obtained with the encoders of linear axes and spindle of the CNC Machine. Design of experiments and variance analysis have shown influent parameters on the moment density. A model of the moment, close to specific pressure coefficient, has been developed.
Finally, the cutting energy balance of the milling operation used is studied. A practical approach included the moment model allow an accurately evaluation of the energy balance. In milling operation, the study confirms the cutting moment at the tool tip and shows the necessity to take into account moments in the energy balance.
Keywords : Milling, orthogonal cutting, six components dynamometer, real instantaneous undeformed chip section,
experimental model, cutting moment, moment density, energy balance.



![THÈSE - u-bordeaux1.frori-oai.u-bordeaux1.fr/pdf/2009/DECKERS_ROLANDUS... · [3] Braun J, Bollow M, Seyrekbasan F, Haberle HJ, Eggens U, Mertz A, Distler A, Sieper J. Computed tomography](https://static.fdocument.pub/doc/165x107/5e87afc251b7df69ed2a72ea/thse-u-3-braun-j-bollow-m-seyrekbasan-f-haberle-hj-eggens-u-mertz-a.jpg)














