
T.C.eee.ktu.edu.tr/bitirme.dosyalar/bitirme_projeler_archive...geçirilir. Bu ilem sırasıyla...
53
T.C. KARADENĠZ TEKNĠK ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ ELEKTRĠK-ELEKTRONĠK MÜHENDĠSLĠĞĠ BÖLÜMÜ 3 EKSENLĠ CNC TEZGAHI BĠTĠRME ÇALIġMASI MEHMET ALĠ YARIMBAġ 179952 VEYSEL GÖKDEMĠR 179978 BAHAR 2011 TRABZON
Transcript of T.C.eee.ktu.edu.tr/bitirme.dosyalar/bitirme_projeler_archive...geçirilir. Bu ilem sırasıyla...
T.C.
KARADENĠZ TEKNĠK ÜNĠVERSĠTESĠ
MÜHENDĠSLĠK FAKÜLTESĠ
ELEKTRĠK-ELEKTRONĠK MÜHENDĠSLĠĞĠ BÖLÜMÜ
3 EKSENLĠ CNC TEZGAHI
BĠTĠRME ÇALIġMASI
MEHMET ALĠ YARIMBAġ
179952
VEYSEL GÖKDEMĠR
179978
BAHAR 2011
TRABZON
I
T.C.
KARADENĠZ TEKNĠK ÜNĠVERSĠTESĠ
MÜHENDĠSLĠK FAKÜLTESĠ
ELEKTRĠK-ELEKTRONĠK MÜHENDĠSLĠĞĠ BÖLÜMÜ
3 EKSENLĠ CNC TEZGAHI
BĠTĠRME ÇALIġMASI
MEHMET ALĠ YARIMBAġ
179952
VEYSEL GÖKDEMĠR
179978
PROF.DR. Ġ. HAKKI ÇAVDAR
BAHAR 2011
TRABZON
II
ÖNSÖZ
Makine imalatçılığının hızla geliştiği bu teknoloji çağında seri üretim oldukça
önemli bir yere sahiptir. Seri üretimin öneminin anlaşılması bilgisayar kontrollü
makinelerin ortaya çıkmasıyla olmuştur. Buradaki en büyük pay CNC(Computer
Numerical Control)'ye aittir. CNC' ler sayesinde her türlü malzemenin istenilen şekilde
kesilmesi sadece dakikalar almaktadır.
3 eksenli CNC tezgahı isimli bitirme projemizde; bir CNC tezgahı hakkında genel
bilgiler , gerçeklediğimiz 3 eksenli CNC tezgahının yapımı ve kullandığımız malzemelerin
özellikleri verilmiştir.
Umarım bu bitirme projesi CNC hakkında çalışma ve uygulama yapmak isteyen
arkadaşlara yardımcı olabilir.
Bu projeyi yapmamız için bizi cesaretlendiren bitirme hocamız Prof.
Dr. İ. Hakkı ÇAVDAR' a ve malzemelerin temininde bize yardımcı olan Naci İSKENDER'
e sonsuz teşekkürlerimizi sunarız.
Mehmet Ali YARIMBAŞ
Veysel GÖKDEMİR
Trabzon, 2011
III
ĠÇĠNDEKĠLER
Sayfa No
ÖNSÖZ……………………………………………………………………... II
İÇİNDEKİLER…………………………………………………………..... III
ÖZET……………………………………………………………………….. VI
ŞEKİLLER DİZİNİ………………………………………………………… VII
RESİMLER DİZİNİ……………………………………………….....…… VII
TABLOLAR DİZİNİ……………………………………..……......……… VIII
KISALTMALAR........…………………………………...………….......... VIII
1. GİRİŞ.............................................…………………….…..…... 1
2. Genel Bilgiler.............................................................................. 2
2.1.1 CNC Tezgahlarının Tarihçesi.....………………… …….…....... 2
2.1.1 Nümerik Kontrolün Tanımı …………………………............… 3
2.2 NC Takım Tezgahları …………………...……………………... 3
2.3 CNC Tezgahların NC Tezgahlara Üstünlükleri........................... 6
2.4 CNC 'nin Endüstriyel Uygulamaları ..............……………..... … 7
2.4.1 İşleme ...........................………………………………………… 7
2.4.2 İmalat ve Kaynak ............................……………………………. 8
2.4.3 Pres İşleri ...........................................................……………….. 8
2.4.4 İnceleme ve Ölçme ....................................................... ......…… 9
2.4.5 Montaj ..........................................……………………………… 9
2.4.6 Malzeme Taşıma..................................................……… ……… 10
3. CNC Tezgahlar ve Geleneksel Tezgahlar ……………………… 10
3.1 CNC Takım Tezgahlarının Avantajları ...………………………. 10
3.2 CNC Takım Tezgahlarının Dezavantajları .……………………. 11
IV
4. CNC Seçim Kriterleri.....………………….………………….… 11
4.1 İhtiyaca Uygunluk ..…………………………………………….. 11
4.2 Hassasiyet Değerlerinin Uzun Yıllar Boyunca Sağlanması … … 12
4.3 Kullanma Kolaylığı …………………………………………….. 12
4.4 Proses Kontrolü ve İzlenilebilirlik ……………………………... 13
4.5 Yapılan İşlerin Kontrolü (Süper Kontrol)………………………. 14
4.6 Tezgahın Güvenirliği .....……………………………………….. 14
4.7 Geri Ödeme Süresi.........………………………………………... 15
4.8 Eğitim, Servis ve Yedek Parça Temininde Süreklilik ………..... 16
4.9 Konstrüksiyon Özellikleri ..........................…………………….. 16
5. CNC Tasarımı ve Gerçeklemesi...……………………………… 17
5.1 CNC Tezgah Tipinin Seçilmesi……………………………….... 17
5.2 CNC Parçalarının Tanıtılması ………………………………….. 18
5.2.1 Vidalı Mil ve Flanşlı Somun …………………............……….... 19
5.2.2 İndüksiyon Mili, Lineer Rulman ve Bağlantı Parçaları ….......... 20
5.2.3 Motor ve Sürücü Seçimi ……………………………………….. 21
5.2.4 Trafo ve Besleme Kartı …………………………........................ 23
5.2.5 Sürücü Kartının Hazırlanması ………………………………….. 26
5.2.6 MACH3 Programı …………………………………………….... 28
6. SONUÇLAR…………………………………………………..... 31
KAYNAK LAR ……………………………....................……………....... 32
EKLER ………………………………………………………….............. 33
Ek 1 4.5Nm motor özellikleri …………………………....................... 34
Ek 2 3Nm motor özellikleri ………………………………….............. 35
Ek 3 Dremel 300 el motoru özellikleri ……………………………..... 36
Ek 4 7.8A step motor sürücüsü özellikleri ………………………....... 37
Ek 5 4.2A step motor sürücüsü özellikleri …………………………... 38
Ek 6 74LS09 AND kapısı özellikleri ……………………………....... 39
V
Ek 7 CNC fotoğrafları-1……………………………………................ 40
Ek 8 CNC fotoğrafları-2…………….................................................... 41
Ek 9 CNC fotoğrafları-3………………………………........................ 42
Ek 10 CNC fotoğrafları-4…………………………................................ 43
Ek 11 CNC fotoğrafları-5…....……………………………………….... 44

VI
ÖZET
Bu projede; CNC tezgahların insan hayatına girişi, CNC tezgahların gerekliliği ve
yaptığımız CNC tezgahı uygulamasına yer verilmiştir.
CNC tezgahının seçim kriterlerine değinilmiştir. CNC tezgahının diğer tezgahlara
göre avantajları ve dezavantajları tartışılmıştır. Ayrıca bir NC(Numerical control) ve CNC
tezgahının özellikleri karşılaştırılmıştır.
Uygulama olarak yapılan CNC tezgahının parçaları hakkında bilgi verilmiştir.
CNC' nin çalıştırılmasında kullanılan ara yüz programı olan MACH3 hakkında genel
bilgiler anlatılmıştır.
VII
ġEKĠLLER DĠZĠNĠ
Şekil 5.1 3 Eksenli CNC tezgahının görünüşü ................................................................ 18
Şekil 5.2 Genel devre....................................................................................................... 22
Şekil 5.3 Özel sarımlı trafonun yapısı ............................................................................. 23
Şekil 5.4 Besleme kartı genel görünümü ......................................................................... 24
Şekil 5.5 Besleme kartı PCB görünümü .......................................................................... 25
Şekil 5.6 Kontrol kartı genel görünümü .......................................................................... 26
Şekil 5.7 Kontrol kartı PCB görünümü ........................................................................... 27
Şekil 5.8 Paralel port uçları ............................................................................................. 28
RESĠMLER DĠZĠNĠ
Resim 2. 1 NC takım tezgahları ......................................................................................... 4
Resim 2. 2 CNC torna tezgahı ........................................................................................... 8
Resim 5. 1 Vidalı mil ....................................................................................................... 19
Resim 5. 2 Flanşlı somun ................................................................................................ 20
Resim 5. 3 Lineer rulman ................................................................................................ 20
Resim 5. 4 İndüksiyon mili.............................................................................................. 20
Resim 5. 5 Çeşitli boyutta kaplinler ................................................................................ 21
Resim 5. 6 Mil bağlantı ucu ve yataklama ...................................................................... 21
Resim 5. 7 Mach3 programı arayüzü............................................................................... 29
Resim 5. 8 Ölçü birimi belirleme .................................................................................... 29
Resim 5. 9 Eksenlerin seçimi .......................................................................................... 30
Resim 5. 10 Motorların hız ve ivme ayarı ....................................................................... 30
Sayfa No
Sayfa No

VIII
TABLOLAR DĠZĠNĠ
Tablo 5.1 Vidalı mil ve Flanşlı somunun katalog değerleri ............................................ 19
KISALTMALAR
CNC Computer Numerical Control (Bilgisayar numerik kontrol)
NC Numerical Control (Nümerik kontrol)
AC Alternative Current (Alternetif akım)
DC Direct Current (Doğru akım)
V Volt
A Amper
Nm Newton metre
d Vidanın diş dibi çapı
ROM Read Only Memory(Salt okunur bellek)
MIT Massachusetts Institute of Technology (Massachusetts Teknoloji Üniversitesi)
MCU Machine Control Unit(Makine kontrol ünitesi)
CMM Coordinate Measurement Machine (Koordinat ölçme makinesi)
CAM Computer Aided Manufactoring (Bilgisayar destekli imalat)
Sayfa No

1
1. GĠRĠġ
Tarih boyunca, teknolojiyi takip eden, teknolojiye yatırım yapıp, teknolojiyi
ilerleten devletler gelişmiş, diğerleri ise sürekli tüketici olmaktan kurtulamamış ve
zamanla ekonomik bağımsızlıklarını kaybetmişlerdir.
Bilgisayarların akıl almaz bir hızda gelişmelerinin sonucunda tasarımlar çok hızlı
değişmekte, otomobil gibi çok kompleks olan makineler bile her an yeni tasarımlarıyla
piyasaya çıkmaktadırlar. Bu hızlandırılmış tasarım süreci, imalatı da bu hıza ayak
uydurmaya zorlamış ve CNC makineleri de yaygınlaşmaya başlamıştır. Tamamen
bilgisayar kontrollü olarak çalışan CNC' ler tasarlanan bir parçanın birkaç saat içinde
örneğini elinizde tutuyor olabilmenizi sağlar ki, bu tasarımın geliştirilebilmesi ve test
edilebilmesi için inanılmaz bir fayda sağlamaktadır. Tabii ki seri üretimdeki bir parçanın
hassas ve hızlı üretilmesini sağlaması da diğer çok büyük bir faydasıdır. Bu bitirme
çalışmasında seri üretim için çok önemli bir eleman olan CNC makinelerine yer
verilecektir.
2
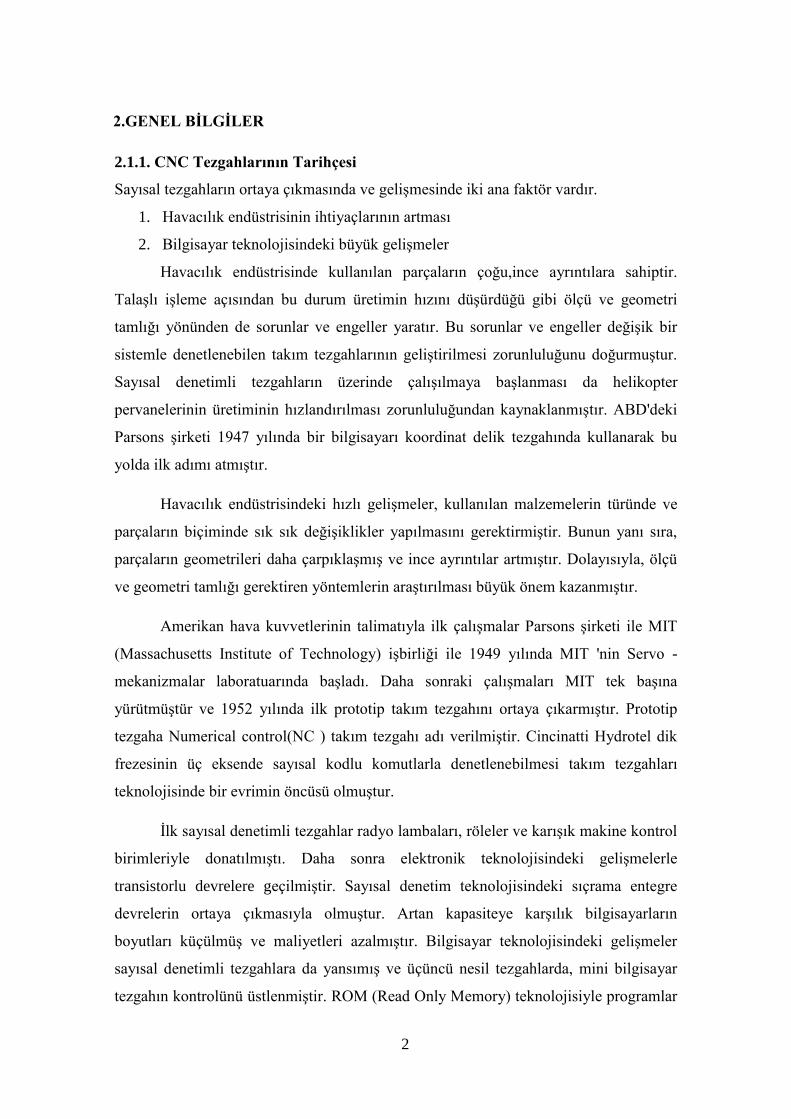
2.GENEL BĠLGĠLER
2.1.1. CNC Tezgahlarının Tarihçesi
Sayısal tezgahların ortaya çıkmasında ve gelişmesinde iki ana faktör vardır.
1. Havacılık endüstrisinin ihtiyaçlarının artması
2. Bilgisayar teknolojisindeki büyük gelişmeler
Havacılık endüstrisinde kullanılan parçaların çoğu,ince ayrıntılara sahiptir.
Talaşlı işleme açısından bu durum üretimin hızını düşürdüğü gibi ölçü ve geometri
tamlığı yönünden de sorunlar ve engeller yaratır. Bu sorunlar ve engeller değişik bir
sistemle denetlenebilen takım tezgahlarının geliştirilmesi zorunluluğunu doğurmuştur.
Sayısal denetimli tezgahların üzerinde çalışılmaya başlanması da helikopter
pervanelerinin üretiminin hızlandırılması zorunluluğundan kaynaklanmıştır. ABD'deki
Parsons şirketi 1947 yılında bir bilgisayarı koordinat delik tezgahında kullanarak bu
yolda ilk adımı atmıştır.
Havacılık endüstrisindeki hızlı gelişmeler, kullanılan malzemelerin türünde ve
parçaların biçiminde sık sık değişiklikler yapılmasını gerektirmiştir. Bunun yanı sıra,
parçaların geometrileri daha çarpıklaşmış ve ince ayrıntılar artmıştır. Dolayısıyla, ölçü
ve geometri tamlığı gerektiren yöntemlerin araştırılması büyük önem kazanmıştır.
Amerikan hava kuvvetlerinin talimatıyla ilk çalışmalar Parsons şirketi ile MIT
(Massachusetts Institute of Technology) işbirliği ile 1949 yılında MIT 'nin Servo -
mekanizmalar laboratuarında başladı. Daha sonraki çalışmaları MIT tek başına
yürütmüştür ve 1952 yılında ilk prototip takım tezgahını ortaya çıkarmıştır. Prototip
tezgaha Numerical control(NC ) takım tezgahı adı verilmiştir. Cincinatti Hydrotel dik
frezesinin üç eksende sayısal kodlu komutlarla denetlenebilmesi takım tezgahları
teknolojisinde bir evrimin öncüsü olmuştur.
İlk sayısal denetimli tezgahlar radyo lambaları, röleler ve karışık makine kontrol
birimleriyle donatılmıştı. Daha sonra elektronik teknolojisindeki gelişmelerle
transistorlu devrelere geçilmiştir. Sayısal denetim teknolojisindeki sıçrama entegre
devrelerin ortaya çıkmasıyla olmuştur. Artan kapasiteye karşılık bilgisayarların
boyutları küçülmüş ve maliyetleri azalmıştır. Bilgisayar teknolojisindeki gelişmeler
sayısal denetimli tezgahlara da yansımış ve üçüncü nesil tezgahlarda, mini bilgisayar
tezgahın kontrolünü üstlenmiştir. ROM (Read Only Memory) teknolojisiyle programlar

3
bilgisayarın belleğine sürekli yerleştirilmiş ve sayısal denetim bilgisayara aktarılmıştır.
Bu takım tezgahları Computer Numeric Control (CNC) olarak anılırlar.
2.1.2. Nümerik Kontrolün Tanımı
Nümerik kontrol (NC) , elektronik kontrol sistemleri aracılığı ile harekete
geçiren ve bir dizi sayı ile belirtilen talimatlarla, tezgah hareketlerinin ve diğer değişik
işlevlerinin kontrolünü tanımlayan bir terimdir.
Bilgisayar destekli nümerik kontrol ise (CNC) kontrol sistemini bir bilgisayar
yardımıyla kullanmaktır. Nümerik kontrol; ağaç işleme, kaynak, alevle kesme, levha
şekillendirme, gibi çok geniş imalat işlemlerinde kullanılmaktadır. Fakat burada
nümerik kontrollü tezgahların özellikle başarılı ve yaygın olarak kullanıldığı delme,
tornalama ve frezeleme gibi genel atölye işlemlerine uygulanmasından bahsedilecektir.
2.2. NC Takım Tezgahları
CNC takım tezgahlarından önce NC takım tezgahları özetlenilip, CNC tezgahları
anlatılacaktır. Nümerik Kontrol (NC) metal ve diğer tür malzemelerin talaş kaldırmak
suretiyle işlenmesinde kullanılan her türlü takım tezgahında yaygın olarak
uygulanmaktadır. Bu tezgahlardan bazıları şunlardır:
• Torna tezgahı (lathe Machine)
• Freze tezgahı(Miling Machine)
• Matkap tezgahı (Drilling Machine)
• Borlama Tezgahı (Boring Machine)
• Taşlama Tezgahı (Grinding Machine)
Bütün NC takım tezgahlarının (Resim 2.1) kendilerine özgü kapasite, operasyon
yetenekleri ve bir takım karakteristik özellikleri vardır. Bu nedenle tezgahın sahip
olmadığı hiçbir işleme özelliği o tezgaha yaptırılamaz.
4
Resim 2.1 NC takım tezgahları
NC takım tezgahlarında hafıza bulunmadığından bu tür tezgahlarda blok verileri
sıra ile okunur ve işleme konulur. Bir iş parçasının imalatı esnasında tezgahın kontrol
ünitesi (Machine Control Unit) bir bloktaki bütün verileri okur ve tezgahta gereken işlem
operasyonlarını yerine getirir. Operasyonlar tamamlandıktan sonra bir sonraki bloğa
geçirilir. Bu işlem sırasıyla program sonuna kadar devam eder. Parça programları standart
kağıt şerit üzerindeki yer ve diziliş şekillerine göre farklı nümerik (sayısal) ve alfa
nümerik (alfa sayısal) değer ve anlamları vardır.
CNC takım tezgahlarının fiziksel tasarım ve konstrüksiyonları NC tezgahların
aynıdır. Ancak NC takım tezgahlarında yapılmaları pratikte mümkün ve ekonomik
olmayan bir dizi fonksiyonel özellikler bu tür tezgahlara ilave edilmiştir.
Bu özellikler şunlardır;
• Tezgaha yüklenmiş olan parça programları, kontrol ünitesi hafızasında saklanabilir,
buradan çağrılarak defalarca işletilir.
• Tezgah kontrol ünitesini besleyen özel bir güç kaynağı mevcuttur. Tezgahın enerjisi
kesilse bile program vb. veriler muhafaza edilir.
• Parça programı üzerinde yapılması düşünülen değişiklikler istenildiği anda ve
kolaylıkla yapılır. Değiştirilmiş olan program son şekliyle hem işletilir hem de hafızada
saklanır.
5
• Bazı rutin operasyonlar program içerisinde döngüler (Cycles) şeklinde tanımlanır ve
gerekli yerlerde kullanılır. (Delik delme, delik büyütme, dikdörtgen cep frezeleme,
kademeli ve konik tornalama, radyus tornalama vb. )
• Bir iş parçası üzerinde döngüler dışındaki tekrarlanması gereken operasyonların
programlama (ana program (Main Program)) içerisinde bir kez yazılır ve Alt Program
(Sub Program) adıyla isimlendirilirler. Ana programın uygulanması sırasında bu alt
programlar gerekli yerlerde çağrılarak işlem tamamlanır. Buna örnek olarak ADANA
yazısının programını verebiliriz. Burada A harfi için bir alt program yazılır. Ancak bu
program farklı X mesafesinde sadece koordinat tanımlamaları yapılmak suretiyle
uygulanır. Böylece normal program %40 daha kısaltılmış olur.
• Bir parçanın programı yazıldığında normal olarak belirli tür ve çaptaki kesicilere işlenir.
Programlama esnasında kesici çapının dikkate alınarak bazı belirli ölçüsel
kaydırmaların yapılması gerekir. Halbuki kesici telafisi (Cutter Compensation) kolaylığı
ile bu kaydırmalar CNC kontrol ünitesi (CNC Control Unit) tarafından programın
işletimi esnasında yapılır. Kullanılan kesici kırıldığında ve aynı çapta başka bir kesici
bulunamadığı durumlarda farklı çaptaki kesici ile programa kalınan yerden devam
edebilme kolaylığı sağlar. Kontrol ünitesi yeni kesicinin çapına göre gerekli ölçüsel
kaydırmaları yapar.
• Bilgisayar sayesinde konum değiştirmeler, devir sayısı ve ilerlemelerde optimum
değerlere ulaşır. Bunun sonucu olarak CNC takım tezgahlarında ideal çalışma koşulları
sağlanmış olur. Alın tornalama işleminde iş parçasının çapı sürekli olarak değiştiğinden
buna bağlı olarak devir sayısının da değişmesi gerekir (Constant Surface Speed). Sonuç
olarak elde edilen yüzey kalitesi ve hassasiyet konvansiyel tezgahlara (Conventional
Machines) kıyaslanmayacak derecede iyidir.
• CNC kontrol ünitesinde bilgisayar kullanımı sonucu diğer pek çok bilgisayar ve
sistemleriyle iletişim kurabilme avantajına sahiptir.
6
• Parça imalatına geçilmeden önce görüntü ünitesi (Visual Display Unit) yardımıyla
grafik olarak parça programının benzetimi mümkündür.
• Kesici aletlerin değiştirilmeleri her hangi bir manüel müdahale olmaksızın yapılır.
Bunun için dönerli taretler (Rotery Turrets) yada paletli kesici magazinleri kullanılır.
2.3. CNC Tezgahların NC Tezgahlara Üstünlükleri
CNC tezgahların, NC tezgahlarda yerine getirilmesi imkansız olan, ekonomik
ve pratik olmayan bazı kontrol özellikleri şunlardır:
a) Belleğe alınmış program: Parça programları tezgahın belleğine depolanabilir.
Gerektiğinde tekrar kullanılabilir. Elektrik kesintileri veya tezgahın kapatılması
durumlarında bile bu programlar kaybolmaz.
b) Düzeltme kolaylıkları: Bellekteki parça programı üzerinde düzeltmeler
yapılabilir. Yapılan bu düzeltmeler tezgah belleğine depolanabilir ve
düzeltilmiş haliyle tekrar saklanabilir.
c) Depolanmış şekiller: Frezede bölme dairesinde bulunan delikler, cepler açmak,
delmek ve vida açmak gibi tekrarlanan işlemlerdeki sıradan işler depolanabilir ve
gerektiğinde tekrar kullanılabilir. Bu şekilde sadece parametreleri belirterek, kaba
işleme, işlem başlatma gibi işlemler, bilgisayar tarafından hesaplanıp gereken
hareketler yapılır.
d) Alt programlar: Tekrar edilen işlem sıraları için alt programlar hazırlanır ve
gerektiğinde tekrar kullanılabilir. Bu özellik tekrar edilen şekiller için kullanılabilir.
Örn: Aynı özellikteki deliklerin delinmesi.
e) Geliştirilmiş kesici kompanzasyonu: CNC tezgahlarda kullanılan kesicinin gerçek
boyutu önceden hesaplanan boyutundan farklı olabilir. Bu farkı kapatmak için
tezgah kompanzasyon ve kaymalara izin verir. Böylece kesici aşındığında ve
kırıldığında yerine takılan yeni kesici ile devam edilebilir.
7
f) Optimize edilmiş işletme şartları: İşleme şartları kontrol tarafından sürekli izlenir.
Örneğin sırt tornalamada talaş kaldırdıkça parça çapı değişir. Bu durumda CNC
tezgahı otomatik olarak ilerlemeyi ayarlar.
g) Haberleşme sistemi: CNC kontrol birimleri birbiri ile ve ana bilgisayar ile
haberleşme halindedir. Parça programları ana bilgisayarda hazırlanıp CNC kontrol
birimlerine aktarılabilir.
h) Program kontrol sistemleri: Birçok modern kontrol sistemi, parça programlarının
simülasyonunu yapıp işleme yapmadan parçanın şekli görülebilir.
i) Teşhis : Birçok modern CNC tezgahı elektronik operasyonlarını kendi kendine
kontrol edebilir. Tezgahta ters giden bir şeyler olduğunda bu tezgah
monitöründen görülüp zamanında müdahale yapılabilir.
j) Yönetim bilgisi: CNC sistemleri ana bilgisayardaki hemen hemen bütün
fonksiyonları kontrol ettiğinden tezgahın kullanımı ile ilgili bilgilere erişilebilir,
kaydedilebilir ve paylaşılabilir.
Ayrıca birçok modern CNC tezgahı ayrıca operatörün ilgilenmesine gerek kalmadan
otomatik olarak takım değiştirir. [1]
2.4. CNC' nin Endüstriyel Uygulamaları [2]
2.4.1. ĠĢleme
Şüphesiz CNC 'nin en büyük kullanım alanı imalat alanıdır. Zaten ilk CNC
tezgahının ortaya çıkması da ortaya çıkan işleme problemine bir cevaptı. CNC ' nin bu
alandaki etkisi o kadar büyüktür ki potansiyelinden faydalanmak için yeni, devrim
yaratan takım tezgahları geliştirilmiştir. Torna tezgahları(Resim 2.2) veya işleme
merkezleri gibi tezgahlar tek ayarlama ile birçok işlemi yapabilmektedir. Bunun dışında
bu tezgahların gelişmesi, üretimin organize edildiği yeni fikirler ortaya atmaktadır.
İşleme hücreleri, Esnek imalat sistemleri, Entegre üretim gibi sistemler CNC etkisinden
dolayı ortaya çıkan fikirlerdir.

8
CNC kontrolü, işleme teknolojisinde torna ve freze ile de sınırlı değildir. Taşlama
ve elektro-erozyon (EDM) gibi diğer pek çok üretim yönteminde de CNC tezgahlardan
faydalanabilmektedir.
Resim 2.2 CNC torna tezgahı
2.4.2. Ġmalat ve Kaynak
Parça işleme faaliyetlerinin arkasından üretim ve kaynak uygulamaları gelir.
CNC temel olarak kontrollü bir işleme değil, kontrollü bir makine olduğundan
makinenin ne olduğu çok önemli değildir.
Plaka parçaların kesilmesinde asetilen, plazma, lazer veya su jeti
kullanılmasında rahatlıkla CNC teknolojisinden faydalanılabilir. Ancak robotlu
kaynak tekniklerinin esas uygulamaları daha fazla alternatif sunmaktadır. CNC ile
kaynak teknolojisi, otomobillerin seri şekilde üretilmesi, beyaz eşyaların gövdelerinin
birleştirilmesi gibi işlerde başarıyla kullanılmaktadır. Katlama veya sac kesme
makineleri, boru bükme makineleri CNC' nin uygulama alanlarındandır.
2.4.3. Pres ĠĢleri
CNC uygulamalarına destek ve paralel olarak delme çentik açma ve oyma
uygulamaları CNC kontrollü olarak yapılabilmektedir.
9
Boşaltma ve delme: sac malzemeye uygun işlemlerdir. Burada malzemeden
delinen kısım atılır, geri kalan kısım kullanılır.
Çentik ve oyma: Bu tür uygulamalarda ise cihaz ileri geri giden bir zımbadan
ibarettir. Bu işlem, sac malzemesine delik veya karmaşık şekilli oymalar işlenmek
istendiğinde kullanılır.
Zımbalama ve delme: CNC için ideal uygulamalardır. Basit standart bir zımba
kullanarak basit bir şekilden karmalık bir şekle kadar çeşitli delme işlemlerinde
kullanılır. Birçok durumda sac malzemeden maksimum miktarda parça çıkarmak için
bilgisayardan faydalanabilir. Bu maksimum miktarda parçayı sac malzemenin
üzerinde gösteren şemaya "yuvalama" (Nesting) denir. CNC pres tezgahı çok zaman
alan bu şemanın çizimini otomatik olarak yapabilir.
2.4.4. Ġnceleme ve Ölçme
CNC tezgahlarla karmaşık parçaları üretebileceğimiz gibi karmaşık şekilli
parçaların geometrilerinin incelenmesi ve ölçülmesi de yapılabilir.
3 boyutlu koordinat ölçme makineleri (CMM) bu amaçla kullanılmaktadırlar.
Bu makineler sadece tek parçaları değil, aynı zamanda monte edilmiş parçaları da
sondalama ile ölçebilir ve diğer ölçümlerle karşılaştırabilir. Bazı şartlarda tezgahtan
çıkan ilk parça ölçüldükten sonra elde edilen sonuçlar, kesicinin hareketlerini otomatik
olarak ayarlayabilir. Böylece CNC tezgahına elle müdahale ortadan kalkar.
2.4.5. Montaj
CNC montaj tezgahları, X ve Y koordinatlarını kullanarak yatay bir düzlemde
parçaların bağlanması gereken yerlere monte ederek robotlara alternatif olabilir.
Bu tezgahlara en belirgin örnek, elektronik endüstrisinde belirli parça ve entegre
devrelerinin bir baskılı devre plakası üzerine takılmalarıdır. Operasyon hızı ve
programlama kolaylığı robotların sunduğu esnekliğe göre daha önemli gelir. Diğer
bir örnek de motorlu araçların kablo takımlarının monte edilmesidir. Burada farklı
uzunluk ve renkteki teller daha önce belirlenmiş pim ve yollardan geçirilmelidir. Bunu
10
elle yapmak zor ve sıkıcıdır. Bunun için burada da CNC kontrolü ile bu tellerin ve
pimlerin geçirilmesi yapılabilir.
2.4.6. Malzeme TaĢıma
Malzeme taşımasında kullanılan CNC tezgahlar, endüstriyel robotlar
şeklindedir. Robotlar, CNC uygulaması gibi düşünülmemesine rağmen programlama
ve kontrol bakımından çok yakındır.
3. CNC Tezgahlar ve Geleneksel Tezgahlar
CNC tezgahları aşağıdaki amaçlar doğrultusunda geliştirilmiştir:
1- Üretimin hızlandırılması ve birim maliyetinin azaltılması
2- İşlenmesi zor olan parçaların üretiminin kolaylaştırılması
3- Tekrarlayan parçaların boyutsal ve geometrik tamlığının daha yakından kontrol
edilebilmesi
4- Geleneksel yöntemlerle işlenmesi mümkün olmayan parçaların üretilebilmesi
CNC tezgahların kullanımına karar vermeden önce bu tezgahların avantaj ve
dezavantajlarının dikkate alınarak incelenmesi gerekir. Genel bir fikir edinilmesi için
bu avantaj ve dezavantajların bir bölümü aşağıda sıralanmıştır.
3.1. CNC Takım Tezgahlarının Avantajları
• Konvansiyonel tezgahlarda kullanılan bazı bağlama kalıp, mastar vb. elemanlarla
kıyaslandığı zaman tezgahın ayarlama zamanı çok kısadır.
• Ayarlama, ölçü, kontrolü, manüel hareket vb. nedenlerle oluşan zaman kayıpları
ortadan kalkmıştır.
• İnsan faktörünün imalatta fazla etkili olmamasından dolayı seri ve hassas imalat
mümkündür.
• Kalifiye operatör ihtiyacına gerek yoktur.
• Tezgah operasyonları yüksek bir hassasiyete sahiptir.
• Tezgahın çalışma temposu her zaman yüksek ve aynıdır.
• Her türlü sarfiyat (elektrik, emek, malzeme vb.) asgariye indirgenmiştir.
11
• İmalatta operatörden kaynaklanacak her türlü kişisel hatalar ortadan kalkmıştır.
• Kalıp, mastar, şablon vb. pahalı elemanlardan faydalanılmadığı için sistem daha
ucuzdur.
• Depolamada daha az yere gerek vardır.
• Parça imalatına geçiş daha süratlidir.
• Parça üzerinde yapılacak değişiklikler sadece programın ilgili bölümünde ve tamamı
değiştirilmeden seri olarak yapılır. Bu nedenle CNC takım tezgahlarıyla yapılan imalat
büyük bir esnekliğe sahiptir.
3.2. CNC Takım Tezgahlarının Dezavantajları
Her sistemde olduğu gibi CNC tezgah ve sistemlerinin avantajları yanında bazı
dezavantajları mevcuttur. Bunlar şunlardır;
• Detaylı bir imalat planı gereklidir.
• Pahalı bir yatırımı gerektirir.
• Tezgahın saat ücreti yüksektir.
• Konvansiyonel tezgahlara kıyaslandığında daha titiz kullanım ve bakım isterler.
• Kesme hızları yüksektir ve kaliteli kesicilerin kullanılması gerekir.
• Periyodik bakımları uzman ve yetkili kişiler tarafından düzenli olarak yapılmalıdır.
4. CNC Seçim Kriterleri ( 1 )
İşleme Merkezleri özellikleri sebebiyle önem arz ederler. Bu çok marifetli, yüksek
kapasiteli, uzun ömürlü ve sonuçta pahalı tezgahların seçimi itina ile yapılmalı, hiçbir
özelliği şansa bırakılmamalıdır. İşleme Merkezi Seçim Kriterleri satıcı açısından değil de
İşletmeci açısından bakıldığında aşağıdaki sınıflara ayrılarak incelenebilir.
4.1. Ġhtiyaca Uygunluk
Gerekli talaşlı işleme boyutları, iş mili devri, motor gücü ve torku, tablanın
taşıyabileceği ağırlık (aparat + parça ağırlığı), magazine konulan takım adedi, gereken
azami takım çapı ve uzunluğu, konum hassasiyeti ve tekrarlanabilirlik hassasiyeti iş
parçası resminde gösterilen istekleri karşılamalıdır.
1 ( Bölüm 2.6 ) Erer, H, ( 2002 ) " CNC işleme merkezleri tezgahlarının seçim kriterleri" , İstanbul

12
İşlenecek malzeme cinsi, yaş veya kuru kesme şartları, çevre sıcaklığı, elektrik
akımının stabilizesi gibi dış faktörler tezgah performansını etkilediği için başlangıçta
bunlara göre tedbir alınır. Kullanılacak kesici takım ve uçların özellikleri tezgah özellikleri
ile örtüşmelidir.
4.2. Hassasiyet Değerlerinin Uzun Yıllar Boyunca Sağlanması
Tezgah satın alındığında imalatçı tarafından yapılan hassasiyet testi değerlerini
gösteren onaylı test sertifikası ile birlikte gelir. Tezgah kurulduktan sonra aynı testler
tekrarlandığında bu sertifikada garanti edilen hassaslık değerlerine uygun sonuçlar elde
edilmelidir. Öte yandan imalatçının önerdiği bakım programına uyulmaz ise hassasiyetin
sürekli elde edilmesi beklenmemelidir.
CNC tezgahların konvansiyonel tezgahlara nispetle fevkalade yüklü çalıştırıldığı
bir hakikattir. Zira CNC tezgahı pahalı bir yatırımdır ve yatırımın makul bir sürede geri
dönmesi bakımından 2 veya 3 vardiya çalıştırılması gerekir. İşleme sürelerini kısaltmak
için yüksek kesme hızları ve ağır talaş pasoları kullanılır.Böylece tezgah gövdesinin,
yatakların, bilyeli vidalı millerin, ana motorun, iş mili yapısının ve genelde tüm diğer
mekanik aksamın büyük zorlamalara dayanması, ayrıca mikronlar mertebesindeki
başlangıç hassasiyetini uzun yıllar ilk günkü seviyesinde muhafaza etmesi beklenir.
Tezgah seçilirken edinim bedelinden daha önemli olan husus, onun ilk günkü hassasiyetini
uzun yıllar muhafaza etmesidir. Zira ucuz bir tezgah bir yıl sonra hassas işleri
yapamayacak duruma geliyorsa, sadece kaba işlemeleri yapabiliyorsa aslında çok pahalı
bir tezgahtır.
Buna karşı daha pahalı fakat hassasiyetini örneğin on veya on beş yıl muhafaza
eden, arıza sebebiyle durmayan, yedek parçası daima ve çabucak temin edilebilen bir
tezgah çok iyi bir yatırımdır.
4.3. Kullanma Kolaylığı
Aşina olmayan kişiler için İşleme Merkezi karmaşık ve işletilmesi zor bir tezgah
olarak algılanabilir. Aslında tezgahın karmaşık bir yapıya sahip olduğu doğrudur. Farklı
disiplinlerin meyveleri (mekanik, elektrik, elektronik, pnömatik, hidrolik elemanlar,
bilgisayar donanımı ve nihayet yazılım) bir araya getirilerek belli bir harmoni içinde
çalıştırılmaktadır. Ancak görüntüdeki bu karmaşıklık tezgahın kullanılmasını zorlaştırmaz,
aksine kolaylaştırır.

13
Modern CNC tezgahları operatöre yol gösteren, programlama faaliyetlerini basite
indirgeyen yazılımlarla teçhiz edilmişlerdir. Burada amaçlanan az tecrübeli (dolayısıyla
temini kolay ve ucuz) operatörlerin, kısa zamanda ve tezgahın durmasına gerek olmadan
parça işleme programını yapması, ekranda simüle etmesi, uygun ise tezgaha ham parçayı
yükleyerek işlemesidir.
Bunu yapabilen programlar aslında fevkalade sofistike yazılımlar olup, tezgah
bilgisayarında kullanılan çipler de bu yazılımlara uygun ve özel olarak üretilmiştir.
Tezgahın programlamada kullanılan diyalog programlarından birisine ve ayrıca ekranda
simulasyon kabiliyetine sahip olması şarttır.
Tezgah üzerinde yapılan programların diskete alınarak saklanması için Floppy
disket sürücüsü ve Ofis Bilgisayarı bağlantısı için RS 232-C portu bulunması istenir.
Tezgah bilgisayarı ofislerde kullanılan bilgisayarlara hiç benzemez. Yağlı ve kirli
ortamlar, su ve nem, sarsıntı ve titreşim, manyetik alan gibi dış etkenler tezgah
bilgisayarını normal fonksiyonlarını icra etmekten alıkoymamalıdır.
Birçok CNC tezgahının yakınında kaynak yapıldığında ve hatta cep telefonuyla
konuşulduğunda tezgah bilgisayarı elektromanyetik alan (transient signal) sebebiyle yanlış
komut vermekte ve tezgah kendiliğinden bindirmekte ve iş durmaktadır. Hatta fırtınalı
havalarda çakan şimşekler ve düşen yıldırımlar dahi tezgahın program dışı saçma sapan
hareketler yapmasına yol açabilir. (bu konuda aktüel bir örnek cep telefonlarının
şehirlerarası otobüslerin ve üst seviye otomobillerin ABS fren devrelerinde ortaya
çıkardığı bozulmalardır) İşin kötüsü ne operatör ne de tezgahın sahibi tezgahın neden
bindirdiğini çözemez. Sonuç yüklü tamir bakım giderleri ve yedek parça masraflarının
yanında işin uzunca bir süre durmasıdır.
Bunun tek çaresi tezgah kumanda devrelerinde elektriksel, manyetik veya
elektromanyetik alanların tesirini sıfırlayacak koruyucu tertibatların kullanılmış olmasıdır.
Bu tedbirlerin tezgah imalatçısı tarafından tasarlanması, alınması ve uygulanması
arızaların pek çoğunun ortaya çıkmadan önlenmesini ve rantabl bir tezgah işletmesini
sağlar. Her birinin patenti alınmış olan bu tedbirler pek çoktur ve bir örnek olarak tezgah
kumanda devrelerinde fiber optik kablolama kullanılması gösterilebilir. Fiber optik sistem
modüle edilmiş kızılötesi ışınla çalıştığından elektrik ve elektromanyetik alanlardan
etkilenmez.
14
4.4. Proses Kontrolü ve Ġzlenilebilirlik
Modern endüstriyel yöntemler kalitenin üretim sırasında yaratılmasını emreder.
Kalite Kontrolü mefhumu terk edilmiştir. Yeni kural Kalite Güvencedir. CNC İşleme
Merkezi tam bu kavramı sağlayacak özelliklere sahiptir. Tezgah bilgisayarı programcının
(veya CAM yazılımının) girdiği veriyi işleyerek iş parçasının teknik resimde gösterilen
özelliklere uygun olmasını sağlar, kontrol eder, düzeltir. Bu işlemleri ilk parçadan itibaren
devamlı tekrarlar. Kalite güvence için gereken girdileri hazırlar ve istenen bilgisayara
gönderir.
Bu anlatılandan çıkan sonuç, İşleme Merkezi denilen makinenin görevinin sadece
iş parçasını işlemek olmayıp onun kalite güvence mefhumuna uygun olmasının garanti
altına alınmasıdır. İşte bu nokta, CNC tezgahlarını diğer tezgahlardan ayıran ve üstün kılan
özelliktir.
Örneğin araçlarda kullanılan ve emniyet parçası olarak sınıflandırılan bazı
parçaların üretim sırasında vaki işleme şartlarının kayıtlarının on yıl veya daha uzun
süreyle muhafaza edilmesi kanun gereğidir. Bu gereksinim CNC İşleme Merkezi
kullanıldığında kendiliğinden karşılanır.
4.5. Yapılan Ġşlerin Kontrolü (Süper Kontrol)
Gerek tezgahın boşta geçen zamanları gerekse operatörün vardiya süresinde ne
kadar zaman boyunca çalıştığı tezgah bilgisayarının hafızasına kaydedilir ve istendiğinde
çağrılarak ekranda görülür veya printerda bastırılır. Örneğin dün veya evvelki gün,
tezgahın iş milinin kaç saat döndüğü, kaç adet parça işlediği, kaç dakika cereyan kesildiği,
operatörün tezgahın başından kaç dakika ayrıldığı, tezgahın hammadde yokluğu sebebiyle
kaç dakika atıl durduğu, kaç dakika takım ölçme ve ayarlanmasına sarf edildiği, kaç
dakika bakım yapıldığı ve buna benzer bir çok bilgiyi tezgah bilgisayarından öğrenmek,
diske kaydetmek veya RS232 den kabloyla ofis bilgisayarına taşımak mümkün ve
fevkalade faydalıdır.
Bilgiler yazılı olduğundan atölye sorumlusu, operatörün işe geç başlaması veya
erken bırakması veyahut belirlenen performansı sağlamaması durumunda derhal gereken
tedbirleri alacaktır.

15
4.6. Tezgahın Güvenirliği
İşletmeci için bir siparişin zamanında yetişmesine bütün birimlerin çaba harcadığı
bir sırada üretim tezgahının arızalanması kadar can sıkıcı bir olay yoktur. Günümüzde tam
zamanında üretim (Just in time) ihtiyaçları sebebiyle tezgah güvenirliği önem sırasında
yukarılara tırmanmıştır. Eğer tezgahınız arızalı ise ve bir aydan bu yana parça bekliyorsa
işinizi kaybetmeniz olasıdır. Yedek parça stoklamak bir çözüm olabilir ama büyük mali
kaynak gerektirir.
Tezgah üreticileri hatasız tasarım ve kaliteli üretim ile yeterli derecede güvenli
tezgah üretebilirler. Buna geçmiş yılların tecrübelerini ve dünyanın çeşitli bölgelerinde
çok farklı iş sahalarında çalışan müşterilerden toplanan bilgileri ekleyerek mükemmele
yakın tezgahlar çıkarırlar.
Patentlerle korunan innovasyonlar gelişmenin sürekliliğini sağlar. İyi incelenmiş
müşteri talepleri teknolojik bilginin kaynağıdır. Firma içi sürekli eğitimler bilgiyi tezgah
üreticisine bağlayarak innovasyonları destekler. Bu sebeplerden dolayı İşleme Merkezi
seçiminde üretici firmanın kimliği ve referansları fevkalade öne çıkar.
Mekatronik kelimesi, mekanik ve elektronik aksamın birbiri için en uygun tarzda
tasarlanmış ve yapılmış olmasını içerir. Bazı tezgah imalatçıları motorları, enkoderleri,
elektrik kumanda ve enerji panolarını piyasadan satın alarak kendi yaptıkları mekanik
sistemlere ilave ederler. Böyle tezgahlarda bir arıza ortaya çıktığında mekanik imalatçısı
ile elektronik imalatçısı ve elektrikli aletlerin imalatçısı suçu birbirine atarlar, fakat bu
arada tezgah sahibinin işi durur.
Bu sebeple tezgah seçiminde mekanik aksamın, elektrikli aksamın, elektronik
aksamın, bilgisayarın ve hatta bilgisayar yazılımının bir tek imalatçı tarafından birbiri için
tasarlanmış ve üretilmiş olması, servisinin ve yedek parçaların tek elden temin
edilebilmesi, tezgahın sahibi ve ondan para kazanan kimse için inanılmaz derecede
önemlidir, ancak maalesef bu durum insanın başına gelmeden değeri anlaşılmaz.
4.7. Geri Ödeme Süresi
Bir CNC İşleme Merkezi müşterinin mali prensiplerine göre makul bir sürede
kendini geri ödüyor ise satın alınır. Tezgahın takım değiştirme, program yazma ve

16
değiştirme, ölçme gibi prodüktif olmayan zamanlarının minimumda kalması istenir, aksi
takdirde geri ödeme süresi artar ve rantabilite azalır.
Tezgah bilgisayarı ve bilgisayara yüklenmiş yazılım yukarıda anlatılan hususları
hataya yol açmayacak tarzda gerçekleştirmelidir. Ayrıca program yapımında operatöre yol
göstermeli, birçok programları hazırda tutmalı ve operatöre sunmalıdır. Bilgisayar tezgah
operasyonlarını sürekli denetlemeli, istenmeyen durumlarda tezgahı durdurmalı ve bir
uyarı alarmı ile nerede uygunsuzluk olduğunu operatöre bildirmelidir.Tezgahın arızasız
çalışması geri ödeme süresini kısaltır.Kaliteli ve bakımlı bir tezgah iş değişikliği veya
başka sebeple satıldığında yüksek bir fiyata elden çıkarılabilir. Oysa ki ucuz tezgahın
ikinci el satış bedeli zarara yol açar.
4.8. Eğitim, Servis ve Yedek Parça Temininde Süreklilik
Her tezgah hatalı program, yanlış takım seçimi, operatör hatası, dalgınlık, eksik
eğitim ve benzeri sebepler dolayısıyla arıza yapabilir. Önemli olan tezgahı en kısa
zamanda standart çalışır konumuna geri getirmektir.
Tezgah bilgisayarı çeşitli olumsuz durumları önceden önleyecek bazı özelliklere
sahiptir. Örneğin iş mili azami devri 5000 devir/dakika ise programcı 6000 devirlik bir
program hazırlasa tezgah buna itaat etmez ve alarm verir, niçin işlem yapmadığını da
ekranda bildirir. Bütün bu durumlarda tezgah çalışmadığında işletmecinin yardımına
koşacak tek kurtarıcı, o tezgahın mümessillik şirketinde bulunan servis mühendisidir.
Servis 24 saat / 7 gün esası üzerine kurulmuş olmalı ve gerekli yedek parçayı ya kendi
deposundan çıkarmalı ya da en kısa zamanda dış ülkeden getirmelidir.
En ucuz, en marifetli ve en kaliteli tezgahı almış olsak bile servisi yoksa veya
müşteri memnuniyetini sağlayacak seviyeden uzak ise, o tezgah işletmesi pahalı bir
tezgahtır. Satılan tezgahın müşterinin atölyesine kurulması, işletmeye alınması,
operatörlere ve programcılara eğitim verilmesi, iş parçası programının yapılarak parça
işlenmesi ve kalite grubu tarafından kabul edilmesinin sağlanması, gerekli yedek parça
stokunun yıllar boyunca temin edilmesi, olabilecek arızaların makul bir sürede onarılması,
zaman içerisinde müşteri tarafından ihtiyaç duyulan teknik desteğin sağlanması, müşteri
açısından olmazsa olmaz konulardır.

17
4.9. Konstrüksiyon Özellikleri
Bir CNC konstrüksiyonundan beklenen özellikler; yüksek mukavemet, yüksek
rijitlik, hafiflik ve dinamik kararlılıktır. Yüksek mukavemeti sağlayabilmek için
konstrüksiyonda seçilen malzeme ve geometri çok büyük önem taşımaktadır. Bu proje
dahilinde tasarlanan CNC' de bir ağaç ürünün olan medefe kullanılmaktadır. Medefe
seçilmesindeki ana etmen kolay şekil verilebilir olmasıdır. Hareketli parçaların istenilen
yerlere kolayca montajı ve demontajı büyük önem taşımaktadır. Malzemenin ağırlığının
yeterli olmasından dolayı meydana gelecek ufak sarsıntılardan ve motorların çalışmasıyla
oluşacak titreşim engellenmiştir. Bunu rağmen CNC 'yi bir yere sabitlemek en iyi
yöntemdir.
Medefe presleme yöntemiyle üretildiği için kullanılan malzeme düzgün bir
geometriye sahiptir. Medefe gövdenin bir diğer avantajı ise malzeme teminin kolay ve
ucuz olmasıdır. Yani parçalarda herhangi bir bozulma veya uygunsuzluk meydana gelse
yenisiyle değiştirmek kolaydır. Buda bize çalışmamızda yedek parça avantajı sağlamıştır.
5.CNC TASARIMI ve GERÇEKLEMESĠ
Bitirmemizin bu kısmında uygulama olarak yaptığımız CNC tezgahı hakkında
bilgiler verilecektir. Bir CNC tezgahı yapılırken seçilen malzemeler ve bunların
özelliklerine değinilecek.
5.1. CNC Tezgah Tipinin Seçilmesi
CNC tezgahı tarzı bir bitirme projesi aldıktan sonra en zor aşama nasıl bir CNC
tezgahı yapacağımıza karar vermemiz oldu. Öncelikle bizden ne isteniyordu. İstenilen
özelliklere göre bir CNC tezgahı seçmeye karar verdik. Bitirme hocamızla
görüştüğümüzde yapılacak işin ancak bir 3 eksen kontrolü ile olacağını söyledi. Bizde
yeterli araştırmaya yaptıktan sonra 3 eksenli bir CNC tezgahı yapmaya karar verdik.
3 eksenli CNC tezgahı yapmak için görsel olarak bilgi edinmek için tabelacıların ve
makine firmalarının kullandığı CNC makinelerini incelemek için Trabzon sanayisinde
birkaç firmaya uğradık ve bilgi edindik. Bu bilgiler ışığında yapacağımız CNC tezgahının

18
3 boyutlu görümünü(Şekil 5.1) çıkardık. Yapacağımız CNC tezgahının ana gövdesi
medefeden olacağından gerekli çizimler yapılarak kesilmesi için marangoza verildi.
Kullanılacak motorlar ve diğer elektronik malzemelerin listelerini çıkartıldı. Malzemelerin
temini için Mühendislik Dekanlığına dilekçe yazıldı.
Şekil 5.1 3 Eksenli CNC tezgahının görünüşü
5.2. CNC Parçalarının Tanıtılması
Projemizde yapacağımız tezgah 3 eksende hareket edeceği için hareketli parçaların
iyi yataktanmış olmaları gerekmektedir. Parçalara hareket verme işlemi iki adet indüksiyon
mili üzerinde bulunan lineer rulmanlar tarafından yapılacaktır. Yataklanan kısımların
19
motorlar tarafından hareket ettirilebilmesi için bir vidalı mil ve üzerinde bulanan flanşlı
somundan faydalanılmıştır. Aşağıda kullandığımız bazı parçalar ve özellikleri verilmiştir.
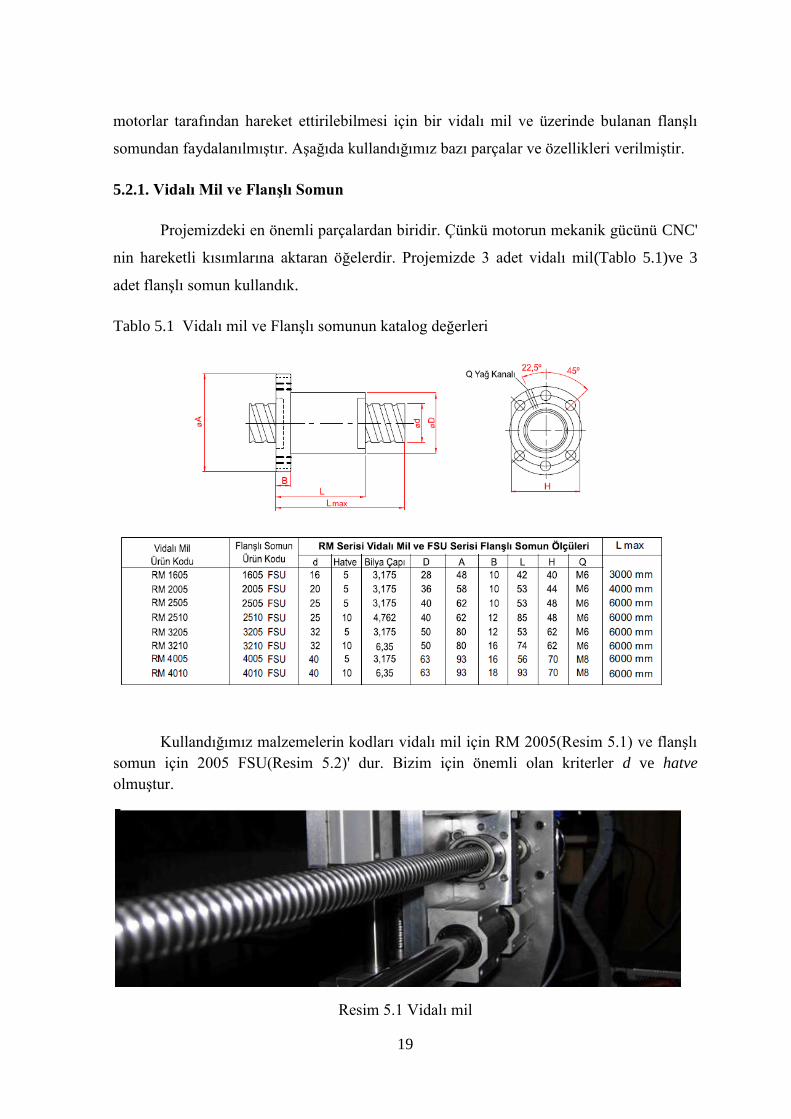
5.2.1. Vidalı Mil ve FlanĢlı Somun
Projemizdeki en önemli parçalardan biridir. Çünkü motorun mekanik gücünü CNC'
nin hareketli kısımlarına aktaran öğelerdir. Projemizde 3 adet vidalı mil(Tablo 5.1)ve 3
adet flanşlı somun kullandık.
Tablo 5.1 Vidalı mil ve Flanşlı somunun katalog değerleri
Kullandığımız malzemelerin kodları vidalı mil için RM 2005(Resim 5.1) ve flanşlı
somun için 2005 FSU(Resim 5.2)' dur. Bizim için önemli olan kriterler d ve hatve
olmuştur.
Resim 5.1 Vidalı mil
20
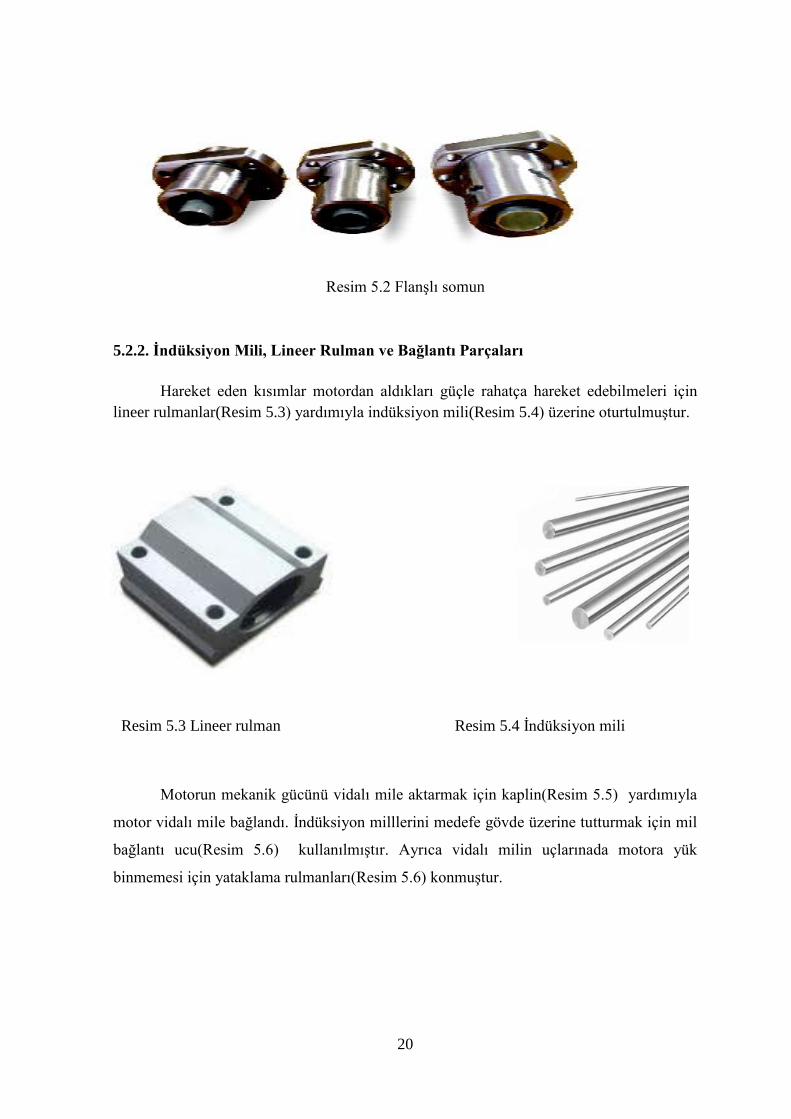
Resim 5.2 Flanşlı somun
5.2.2. Ġndüksiyon Mili, Lineer Rulman ve Bağlantı Parçaları
Hareket eden kısımlar motordan aldıkları güçle rahatça hareket edebilmeleri için
lineer rulmanlar(Resim 5.3) yardımıyla indüksiyon mili(Resim 5.4) üzerine oturtulmuştur.
Resim 5.3 Lineer rulman Resim 5.4 İndüksiyon mili
Motorun mekanik gücünü vidalı mile aktarmak için kaplin(Resim 5.5) yardımıyla
motor vidalı mile bağlandı. İndüksiyon milllerini medefe gövde üzerine tutturmak için mil
bağlantı ucu(Resim 5.6) kullanılmıştır. Ayrıca vidalı milin uçlarınada motora yük
binmemesi için yataklama rulmanları(Resim 5.6) konmuştur.

21
Resim 5.5 Çeşitli boyutta kaplinler
Resim 5.6 Mil bağlantı ucu ve yataklama rulmanı(ortada)
5.2.3. Motor ve Sürücü Seçimi
Cnc tezgahı 80cm uzunluğunda 60cm genişliğindedir. Ancak işleme yüzeyi
60cm*40cm=2400 ' dir. Motorlar şeçilirken bu işleme alanı kriteleri ve hareketli
parçaların ağırlığı göz önüne alınmıştır. Motorların torku bu hareketli kısımları rahatça
hareket ettirecek büyüklükte olmalıdır. Bu kriterlere göre ana hareketi sağlayacak olan step
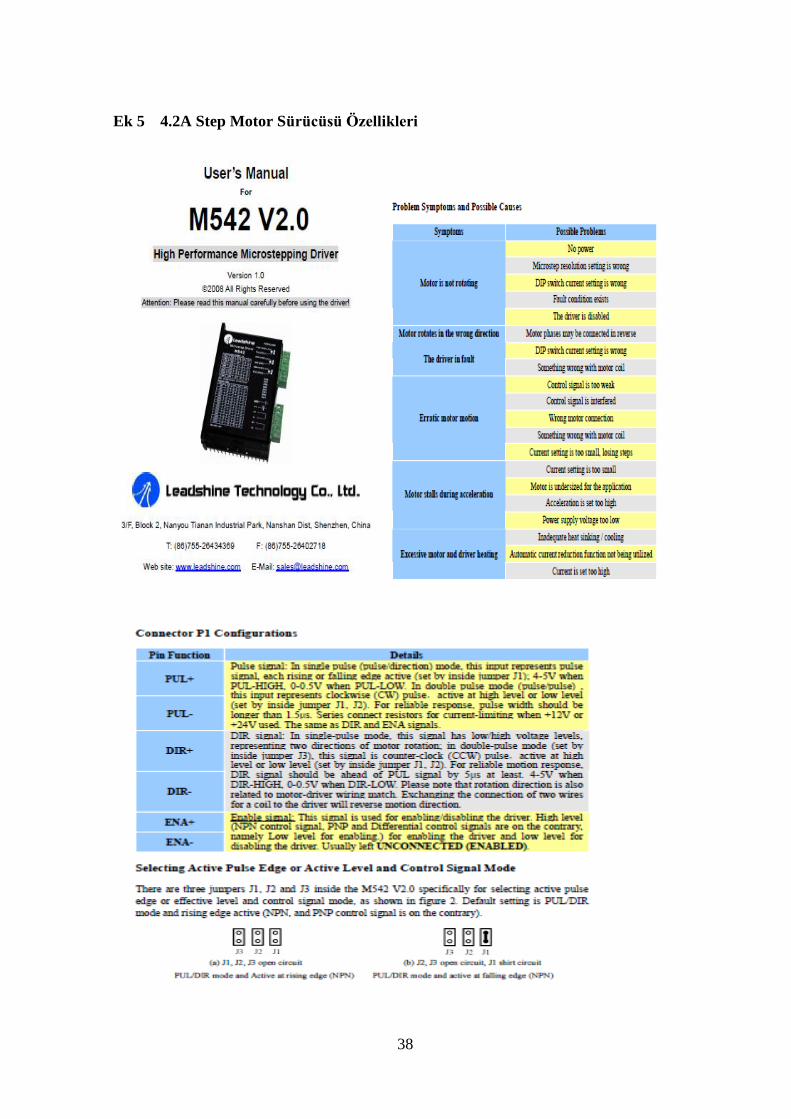
motor 4.5Nm(Ek 1), diğer iki step motor ise 3Nm(Ek 2) olarak seçilmiştir. cnc tezgahında

22
malzeme işleme yapacak olan motor ise yüksek devirli Dremel 300 [6] el motoru(Ek 3)
olarak seçildi. [5] Step motorların sürülmesi için sereken sürücü kartları ise aldığımız
motorların özelliklerine göre seçilmiştir. Ana motoru sürmek için 7,8 A'lik(Ek 4) diğer iki
motoru sürmek içinise 4,2 A' lik(Ek 5) sürücüler alınmıştır. Kontrolü sağlayacak genel
devre yapısı Şekil 5.2' de verilmiştir.
Şekil 5.2 Genel devre
23
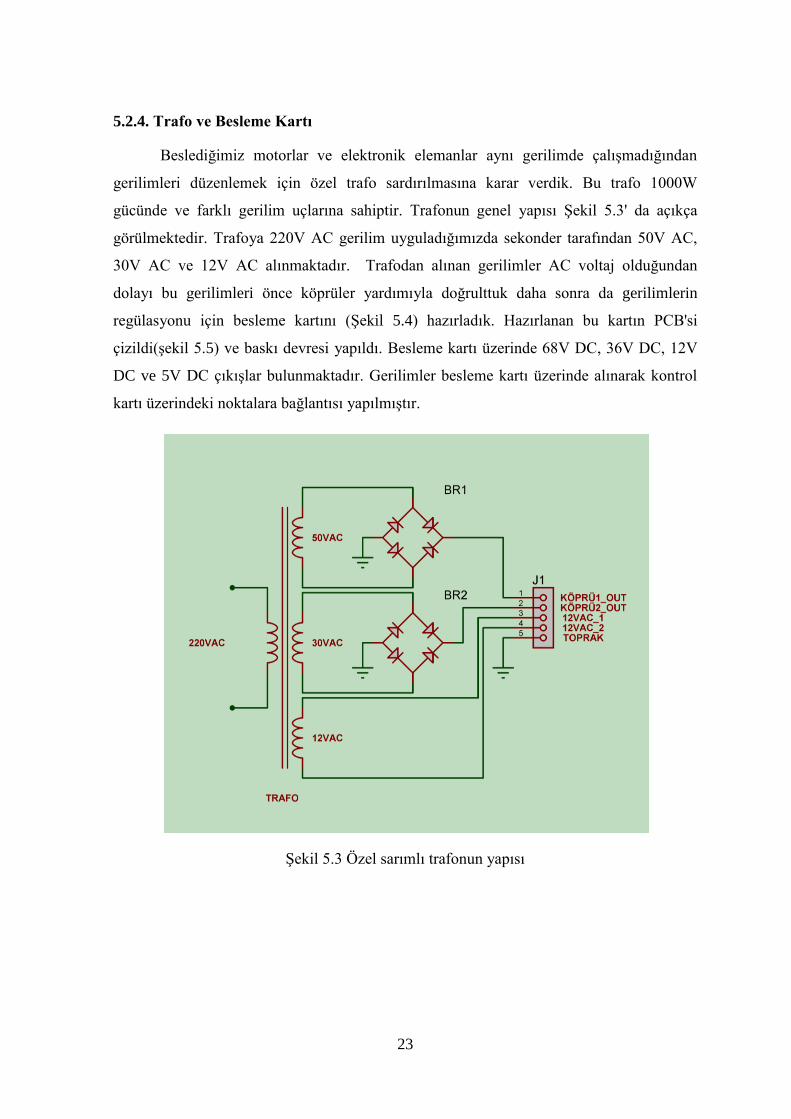
5.2.4. Trafo ve Besleme Kartı
Beslediğimiz motorlar ve elektronik elemanlar aynı gerilimde çalışmadığından
gerilimleri düzenlemek için özel trafo sardırılmasına karar verdik. Bu trafo 1000W
gücünde ve farklı gerilim uçlarına sahiptir. Trafonun genel yapısı Şekil 5.3' da açıkça
görülmektedir. Trafoya 220V AC gerilim uyguladığımızda sekonder tarafından 50V AC,
30V AC ve 12V AC alınmaktadır. Trafodan alınan gerilimler AC voltaj olduğundan
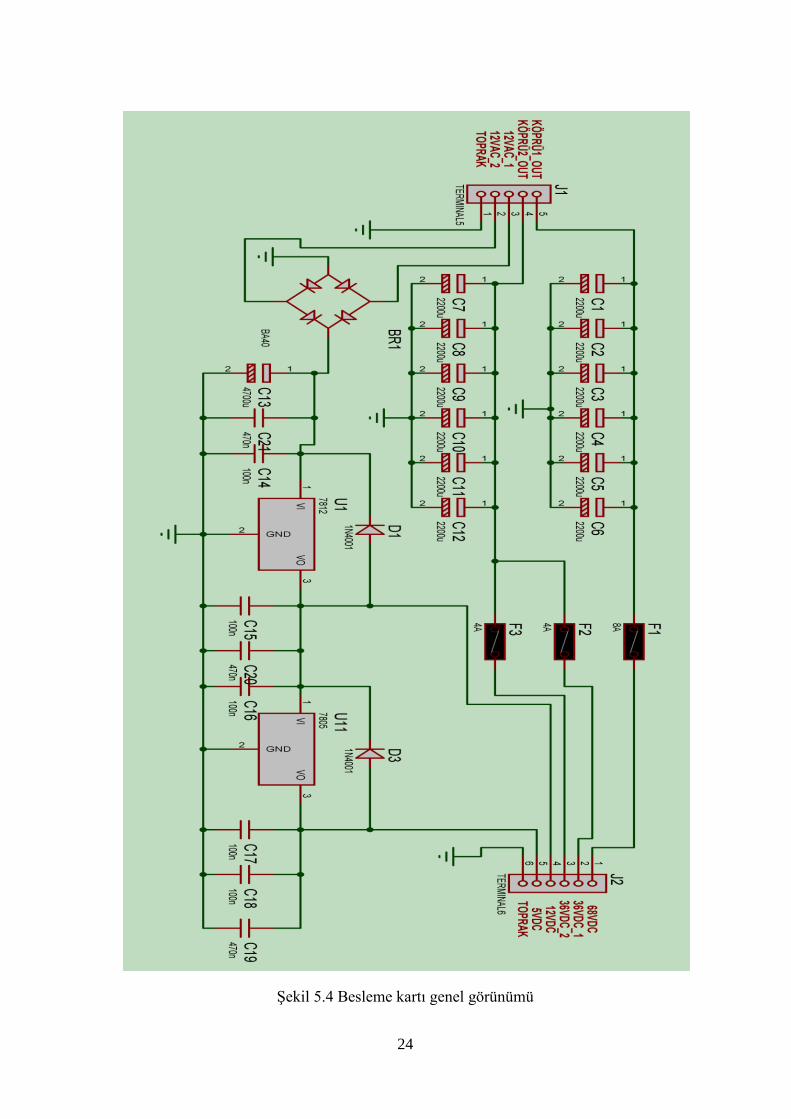
dolayı bu gerilimleri önce köprüler yardımıyla doğrulttuk daha sonra da gerilimlerin
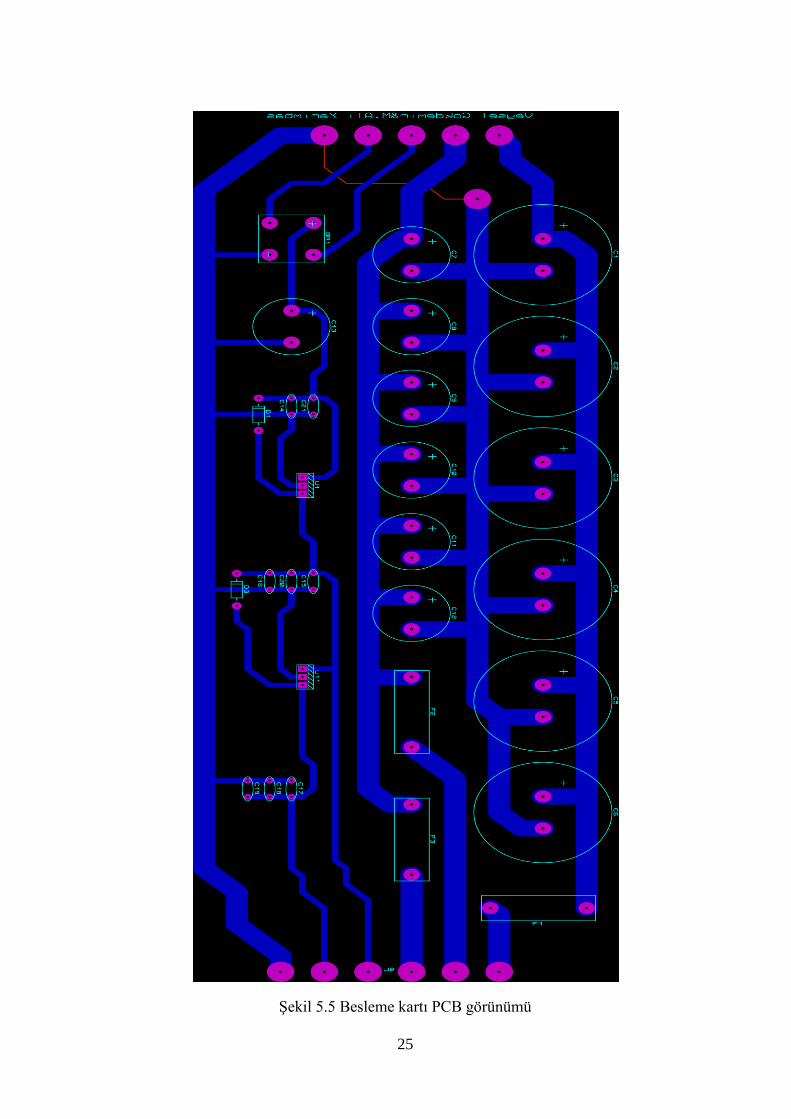
regülasyonu için besleme kartını (Şekil 5.4) hazırladık. Hazırlanan bu kartın PCB'si
çizildi(şekil 5.5) ve baskı devresi yapıldı. Besleme kartı üzerinde 68V DC, 36V DC, 12V
DC ve 5V DC çıkışlar bulunmaktadır. Gerilimler besleme kartı üzerinde alınarak kontrol
kartı üzerindeki noktalara bağlantısı yapılmıştır.
Şekil 5.3 Özel sarımlı trafonun yapısı
24
Şekil 5.4 Besleme kartı genel görünümü
25
Şekil 5.5 Besleme kartı PCB görünümü
26
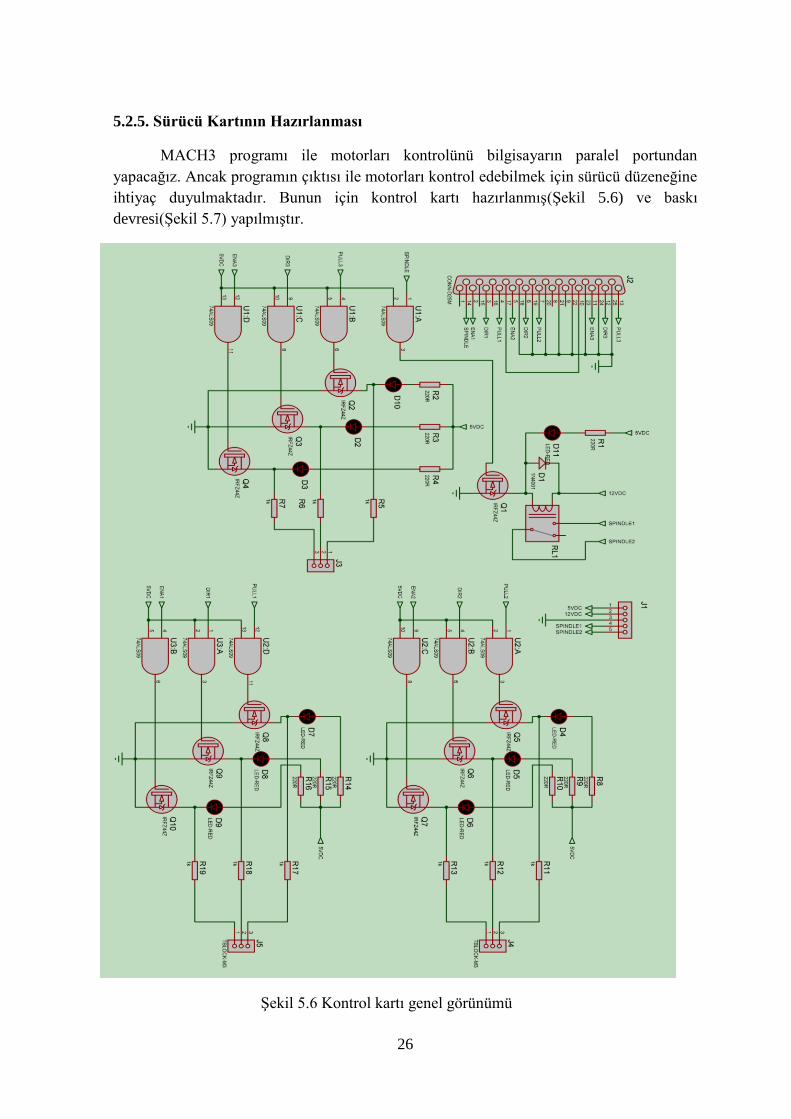
5.2.5. Sürücü Kartının Hazırlanması
MACH3 programı ile motorları kontrolünü bilgisayarın paralel portundan
yapacağız. Ancak programın çıktısı ile motorları kontrol edebilmek için sürücü düzeneğine
ihtiyaç duyulmaktadır. Bunun için kontrol kartı hazırlanmış(Şekil 5.6) ve baskı
devresi(Şekil 5.7) yapılmıştır.
Şekil 5.6 Kontrol kartı genel görünümü
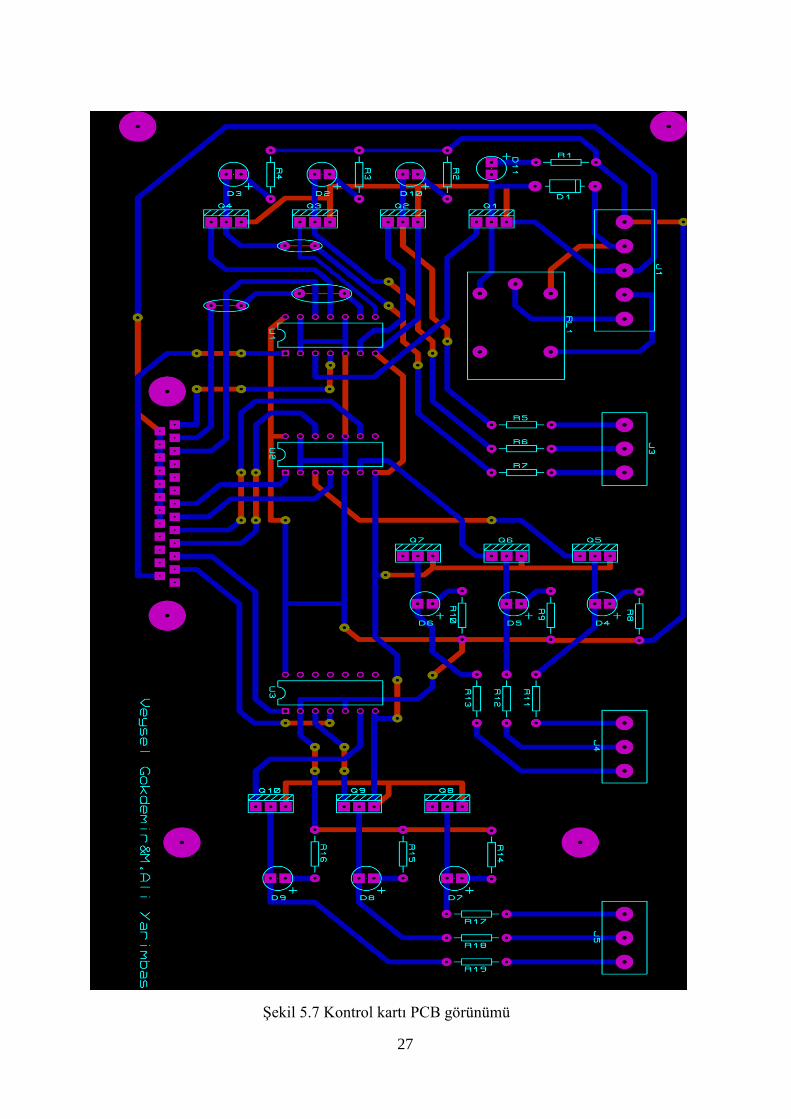
27
Şekil 5.7 Kontrol kartı PCB görünümü

28
Bilgisayarın paralel portuna(Şekil 5.8) bağlanan kontrol kartıyla motorları sürebilmek için
74LS09 AND kapısı(Ek 6) kullanılmıştır. Paralel porta gelen program çıktısı ile motorlara ve
sisteme hareket verilir. Step motorların sürülmesi kolay bir işlem olmadığından burada
kalibrasyon ayarları iyi yapılmalıdır. Aksi takdirde hareketli kısımların istenilen koordinatlara
gitmesi zorlaşır.
Şekil 5.8 Paralel port uçları [7]
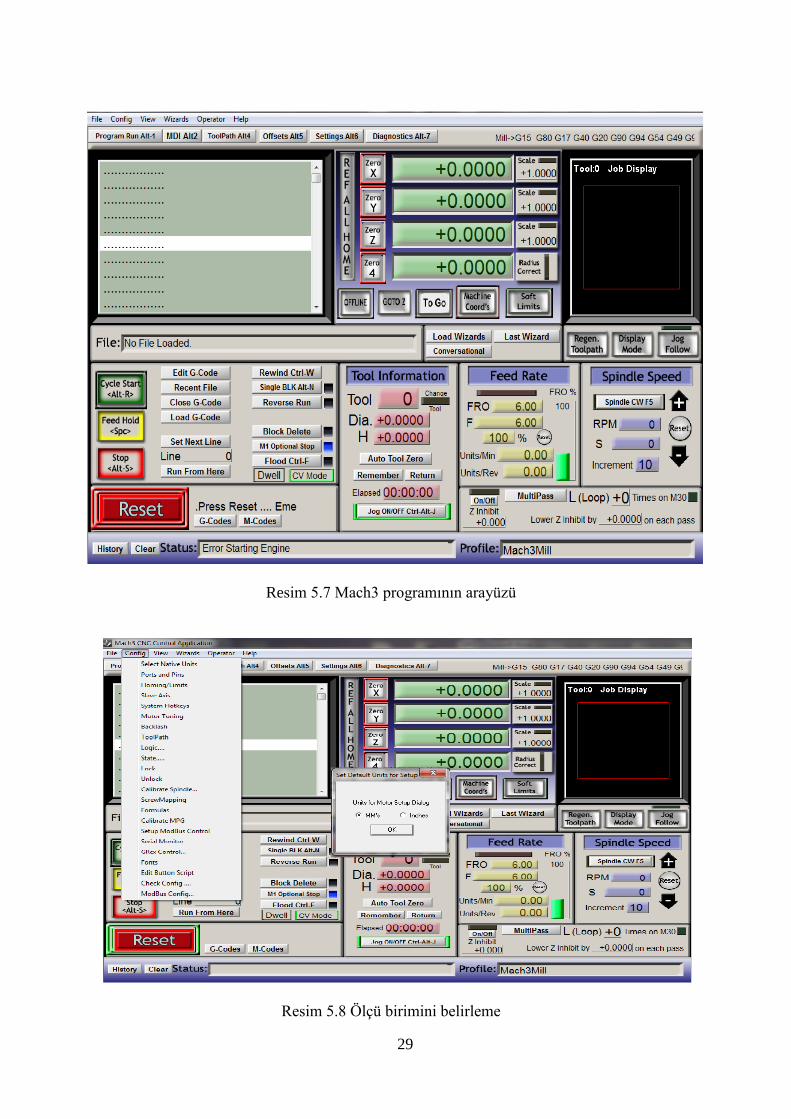
5.2.6. MACH3 Programı
Mach3 programı paralel porta çıkış verebilen 4 eksene kadar CNC' lerin kontrol
edilmesine imkan tanıyan, dxf ve image importuna sahip her türlü CNC kodlarını
tanıyabilen kullanışlı bir CNC kontrol programıdır. Programın ara yüzü Resim 5.7' de
görülmektedir. Programın ara yüzünde ki X,Y,Z ve 4 kutuları tezgahın eksenlerini temsil
etmekte ve içindeki rakamlarda tezgahın şu an bulunduğu koordinatlarını göstermektedir
[4].
Kontrol devresi ile kontrol programının uyumluluğunu sağlamak için aşağıdaki
ayarlar yapılmalıdır; [3]
1) Config – Setup Units menüsünde kullanılacak olan ölçü birimi belirlenir (Resim 5.8).
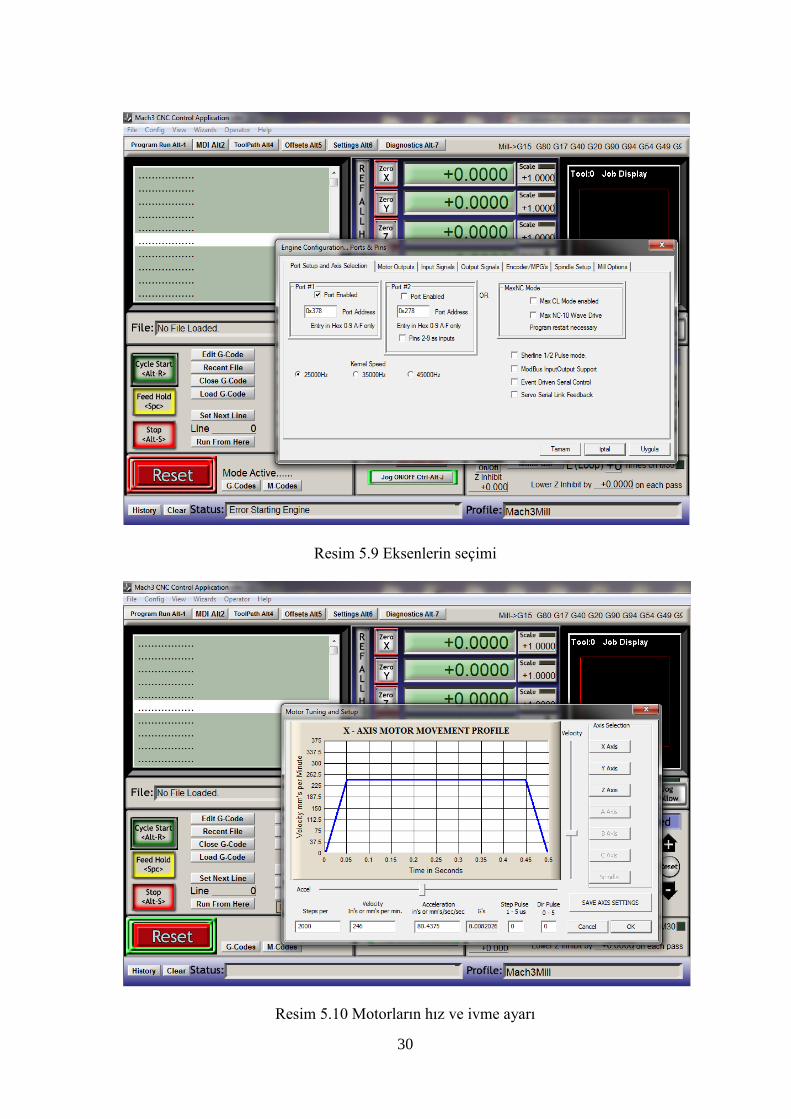
2) Config – Ports and Pins – Port Setup and Axis – Selection menüsünde kullanacak
eksenler seçilerek, Lpt Port adresi işaretlenir (Resim 5.9).
3) Config – Ports and Pins – Input Pins menüsünden hangi pinin, hangi ekseni
yönlendireceği ayarlanır.
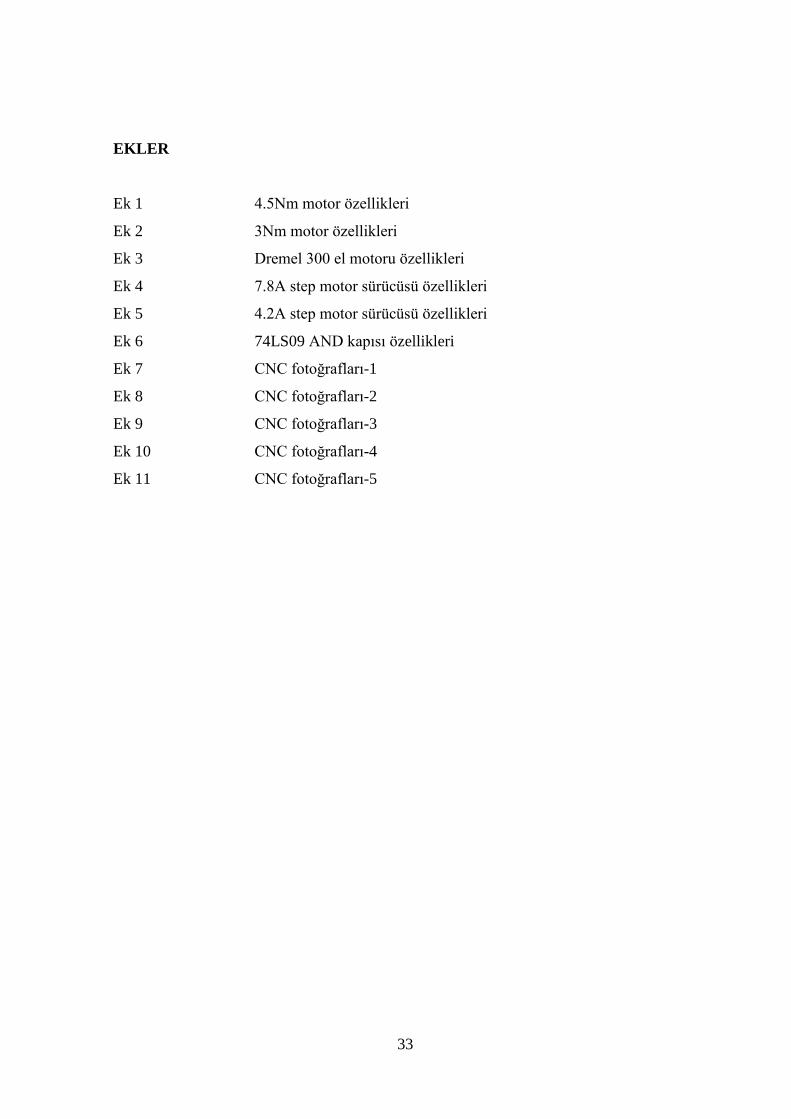
4) Config – Motor Tuning menüsünden eksenlerin hız ve ivme ayarları yapılır (Resim
5.10).
29
Resim 5.7 Mach3 programının arayüzü
Resim 5.8 Ölçü birimini belirleme
30
Resim 5.9 Eksenlerin seçimi
Resim 5.10 Motorların hız ve ivme ayarı

31
6.SONUÇLAR
Bu çalışmayla birlikte üniversite eğitimi boyunca gördüğümüz teorilerin pratik
uygulamaya aktarılmasını konusunda büyük bir deneyim sahibi olduk. 3 Eksenli CNC
Tezgahı isimli bitirme projemizde bir taraftan bir CNC tezgahının genel özelliklerini
verirken diğer taraftan yaptığımız sistem üzerinde bu kriterleri birebir uygulamaya çalıştık.
Yaptığımız çalışma sonucunda mühendislik bölümleri için bitirme ödevlerinde bir
uygulama yapmanın ne kadar gerekli olduğunu kavradık. Çünkü mühendislikte bir işi
teorikten pratiğe dökerken her şeyin kağıt üzerindeki kadar kolay olmadığını anladık. Çok
küçük ve hemen yapabileceğini düşündüğümüz şeylerin bizi günlerce uğraştırabileceği
gerçeğiyle yüzleştik. Fakat bu problemlerin çözümü sürecinde öğrendiğimiz şeylerin bizi
mühendislik hayatında başarılara götüreceği kanısındayız.

32
KAYNAKLAR
[1] Dinçel, M., ''CNC Takım Tezgahları'', Tekirdağ Üniversitesi Tekirdağ Ziraat
Fakültesi Tarım Makineleri Bölümü Diploma Çalışması, Tekirdağ, 1999.
[2] Akkurt, Mustafa, ''Bilgisayar Destekli Takım Tezgahları'', Birsen Yayınevi, İstanbul,
1996.
[3] İnceoğlu, Zülfü, ''Cnc Takım Tezgahlarında Programlama Esasları'', Erkam Matbaası,
İstanbul, 2005.
[4]Art Soft Using Mach III Mill, http://www.machsupport.com/support
[5]Leadshine Technology, www.leadshine.com/products/download
[6]Dremel 300 Series http://www.dremeleurope.com/dremelocs-
tr/category/2707/dremel@-300-serisi
[7]Parallel Printer Port, http://www.doc.ic.ac.uk/~ih/doc/par/index.html#index
33
EKLER
Ek 1 4.5Nm motor özellikleri
Ek 2 3Nm motor özellikleri
Ek 3 Dremel 300 el motoru özellikleri
Ek 4 7.8A step motor sürücüsü özellikleri
Ek 5 4.2A step motor sürücüsü özellikleri
Ek 6 74LS09 AND kapısı özellikleri
Ek 7 CNC fotoğrafları-1
Ek 8 CNC fotoğrafları-2
Ek 9 CNC fotoğrafları-3
Ek 10 CNC fotoğrafları-4
Ek 11 CNC fotoğrafları-5

34
Ek 1 4.5Nm Motor Özellikleri
35
Ek 2 3Nm Motor Özellikleri

36
Ek 3 Dremel 300 El Motoru Özellikleri
http://www.dremeleurope.eom/dremelocs-tr/category/2707/dremel@-300-serisi

37
Ek 4 7.8A Step Motor Sürücüsü Özellikleri
38
Ek 5 4.2A Step Motor Sürücüsü Özellikleri

39
Ek 6 74LS09 AND Kapısı Özellikleri

40
Ek 7 CNC Fotoğrafları-1

41
Ek 8 CNC Fotoğrafları-2

42
Ek 9 CNC Fotoğrafları-3

43
Ek 10 CNC Fotoğrafları-4
44
Ek 11 CNC Fotoğrafları-5


















