
Alguns aspectos do uso do hipoclorito de sódio em Endodontia
Upload
trinhquynhCategory
view
217download
0
Sistematização da informação e Implementação de
melhorias das condições de segurança no trabalho
Ana Mafalda Carreira Martins da Silva
Dissertação para a obtenção do Grau de Mestre em Engenharia Química
Mestrado Integrado em Engenharia Química
Júri
Presidente: Doutor Carlos Manuel Faria de Barros Henriques
Orientador: Engenheira Maria José dos Santos Pereira Calçada
Vogal: Doutor Sebastião Manuel Tavares da Silva Alves
Orientadores
Prof.ª Maria Fernanda do Nascimento Neves Carvalho (IST)
Eng.ª Maria José dos Santos Pereira Calçada (Iberol)
Novembro de 2016

ii
iii
Agradecimentos
O espaço desta secção de agradecimentos é limitado, e seguramente, não me permite agradecer, como
devia, a todas as pessoas que, ao longo do curso me ajudaram, direta ou indiretamente, a cumprir os
meus objetivos e a realizar mais esta etapa da minha formação académica. Desta forma, deixo apenas
algumas palavras, poucas, mas um sentido e profundo sentimento de reconhecido agradecimento.
Á Professora Fernanda Carvalho, orientadora desta dissertação, agradeço o seu acompanhamento e
ajuda, que foram essenciais para a realização deste trabalho
À empresa Iberol, por me ter concedido esta oportunidade de estágio onde aprendi muito, tanto a nível
de conhecimento como a nível pessoal.
À Engenheira Maria José Calçada pela sua disponibilidade e acompanhamento desde o dia da
entrevista, apesar da sua agenda mais que completa.
À Engenheira Sónia Delgado, colega de gabinete, que me prestou toda a informação e formação
necessária.
A todos os trabalhadores da empresa, o meu agradecimento, pela disponibilidade prestada e por toda
a aprendizagem que me foi providenciada.
Aos amigos e colegas, agradeço a amizade, companhia e partilha de bons momentos.
Ao Eduardo, um agradecimento especial pelo apoio, carinho e paciência, em todos os momentos.
À minha Família, em especial aos meus Pais um enorme obrigada por acreditarem sempre em mim e
naquilo que faço e por todos os ensinamentos de vida. Espero que esta etapa, que agora termino,
possa, de alguma forma, retribuir e compensar todo o carinho, apoio e dedicação que, constantemente,
me oferecem. A eles, dedico todo este trabalho.

iv
v
Resumo e Palavras-Chave
Este trabalho apresenta uma análise das condições de Segurança e Higiene no Trabalho na empresa
Iberol S.A.
Realizou-se uma identificação dos principais perigos e riscos associados à atividade industrial e
sistematizou-se a informação das auditorias de Segurança e Higiene no Trabalho efetuadas por
empresas externas, em particular na Unidade de Preparação da semente.
O critério empregue na análise aos perigos e aos seus riscos associados, foi a ocorrência e a gravidade
e extensão, respetivamente, sendo por isso, apresentados pela sua ordem de importância.
Definiram-se as ações corretivas no sentido de remover as não conformidades identificadas, atribuindo-
lhes prioridades para o seu tratamento, consoante a relevância dos riscos a colmatar. Para além disso,
são também apresentadas propostas de retificação e de melhoria em pontos identificados durante ao
estágio. Todas estas melhorias das condições de trabalho foram formuladas sempre em concordância
com a legislação em vigor.
Como conclusão, verifica-se que a atenção deverá centrar-se, principalmente, na elaboração de planos
de formação para que a cultura e padrões dos trabalhadores sejam direcionadas para as boas práticas
de segurança e higiene industrial.
A longo prazo, dever-se-á investir na melhoria dos meios de proteção coletiva, mantendo sempre
presente que apesar da proteção individual constituir um meio fundamental de prevenção contra
acidentes de trabalho, esta é o último recurso, servindo apenas como complemento à proteção coletiva.
Palavras-chave: perigo, risco, segurança e higiene industrial, acidente de trabalho, melhorias das
condições de segurança, auditorias de SHT.

vi

vii
Abstract and Keywords
This work presents an analysis of the Safety and Hygiene conditions at Iberol S.A.
The main hazards and risks associated with the industrial activity were identified and the information
from Safety and Hygiene at the workplace audits performed by external companies was systematized,
in particular, those concerning the seed preparation unit.
The criteria applied for analysis of the hazards and evaluation of the associated risks was the degree of
occurrence and the severity of damage, respectively, and so these are displayed in order of importance.
Corrective actions were defined in order to remove the non-conformities identified by the audits,
assigning them priorities to their treatment, according to the relevance of the risks. Furthermore,
suggestions of rectification and improvement of the situations detected during the internship were also
presented. All the improvements on the working conditions were formulated in agreement with current
legislation.
In conclusion, it was verified that efforts must be made, mainly, to elaborate training programs so that
the culture and standards of the workers get directed towards good industrial safety and hygiene
practices.
In the long term, investment should be made in improving general protection, always keeping in mind
that although personal protective is a fundamental means of prevention against work-related accidents,
it must be considered as a complement in general protection.
Keywords: hazard, risk, industrial safety and hygiene, work-related accident, improvement of safety
conditions, workplace safety and hygiene audit.

viii
ix
Conteúdos
Agradecimentos ....................................................................................................................................... iii
Resumo e Palavras-Chave.......................................................................................................................v
Abstract and Keywords ........................................................................................................................... vii
Conteúdos ............................................................................................................................................... ix
Lista de figuras ........................................................................................................................................ xi
Lista de tabelas ..................................................................................................................................... xiii
Abreviaturas ........................................................................................................................................... xv
Nota prévia .............................................................................................................................................. 1
Política de Segurança ............................................................................................................................. 2
1.Introdução ............................................................................................................................................. 5
2.Caracterização das atividades/processos da Iberol ............................................................................. 9
2.1.Circuito da Preparação da semente .................................................................................................. 9
3.Identificação dos principais perigos e riscos ...................................................................................... 13
3.1.Fábrica da Preparação da semente ................................................................................................ 14
3.2.Auditorias ......................................................................................................................................... 15
3.2.1.Não conformidades gerais ........................................................................................................... 16
3.2.2.Não conformidades na preparação da semente .......................................................................... 17
3.2.2.1.Não conformidades identificadas como perigos ....................................................................... 18
3.2.2.2.Riscos identificados ................................................................................................................... 19
3.3.Perigos e riscos não identificados pelas auditorias ........................................................................ 22
3.3.1.Práticas de segurança inadequadas ............................................................................................ 22
3.3.2.Meios de acesso inseguros ou improvisados .............................................................................. 23
3.3.3.Parâmetros com níveis elevados ................................................................................................. 25
3.3.4.Documentação e informação em falta .......................................................................................... 27
3.3.5.Sinalização de segurança em falta .............................................................................................. 27
3.3.6.Circulação de peões mal definida ................................................................................................ 28
3.3.7.Armazenamento de cilindros de gás comprimido ........................................................................ 28
4.Ações de melhoria das condições de segurança ............................................................................... 31
4.1.Definição de ações corretivas ......................................................................................................... 31
4.2.Utilização de Equipamento de Proteção Individual ......................................................................... 35

x
4.2.1.Proteção auditiva .......................................................................................................................... 36
4.2.2.Proteção respiratória .................................................................................................................... 37
4.2.3.Proteção da cabeça e dos pés ..................................................................................................... 38
4.2.4.Proteção dos olhos e do rosto ...................................................................................................... 39
4.2.5.Proteção das mãos e do corpo .................................................................................................... 39
4.2.6.Proteção contra quedas ............................................................................................................... 40
4.3.Formação dos trabalhadores .......................................................................................................... 41
4.4.Documentos de informação ............................................................................................................ 41
4.4.1.Fichas técnicas de segurança ...................................................................................................... 41
4.4.2.Instruções de trabalho .................................................................................................................. 42
4.5.Circulação de peões ........................................................................................................................ 43
4.6.Proposta de armazenamento de garrafas de gás comprimido ....................................................... 44
4.7.Registos de acidentes e ocorrências .............................................................................................. 45
5.Conclusões ......................................................................................................................................... 47
6.Bibliografia .......................................................................................................................................... 49
7.Anexos ................................................................................................................................................ 53
Anexo 1.................................................................................................................................................. 53
Anexo 2.................................................................................................................................................. 55
Anexo 3.................................................................................................................................................. 56
Anexo 4.................................................................................................................................................. 60
Anexo 5.................................................................................................................................................. 61
Anexo 6.................................................................................................................................................. 63
Anexo 7.................................................................................................................................................. 65
Anexo 8.................................................................................................................................................. 69
Anexo 9.................................................................................................................................................. 70

xi
Lista de figuras
Figura 1- Evolução do índice de Incidência na Iberol, no período entre 2004 e 2015. .......................... 6
Figura 2- Evolução do índice de Frequência na Iberol, no período entre 2004 e 2015. ......................... 6
Figura 3- Evolução do índice de Gravidade na Iberol, no período entre 2004 e 2015. .......................... 7
Figura 4- Fotografia da Iberol onde é possível observar, da esquerda para a direita, parte da fábrica
da extração de óleo, o edifício da fábrica do biodiesel e ao fundo o edifício dos silos mistos [5]. ........... 9
Figura 5-Representação esquemática do processo de preparação da semente de soja. ................... 10
Figura 6- Representação esquemática do processo de preparação da semente de colza. ................. 11
Figura 7- Representação do processo de produção da soja integral. .................................................. 12
Figura 8- Visão geral do processo de auditoria, desde a recolha de informação até se atingirem as
conclusões de auditoria. [8] .................................................................................................................... 16
Figura 9- Equipamento (ventilador) utilizado como meio de acesso para fechar a conduta de farinha
de soja que se encontra acima, no piso 3 da fábrica da Preparação da semente. .............................. 24
Figura 10- Válvula sem meio de acesso no parque de tanques de Biodiesel. ..................................... 24
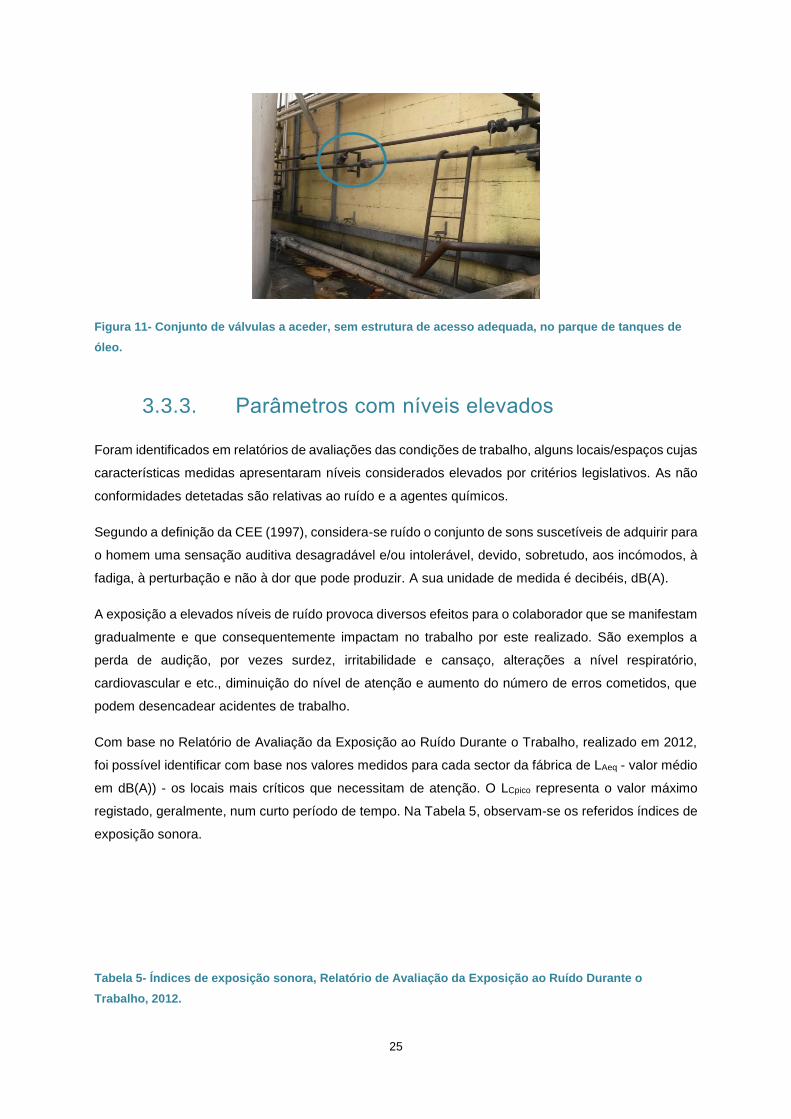
Figura 11- Conjunto de válvulas a aceder, sem estrutura de acesso adequada, no parque de tanques
de óleo. .................................................................................................................................................. 25
Figura 12- Arrecadações de armazenamento de garrafas de gás comprimido. ................................... 28
Figura 13- Planta ilustrativa das arrecadações de armazenamento de garrafas de gás comprimido. . 29
Figura 14- Última atualização do estado de implementação das ações corretivas na fábrica da
preparação da semente num total de 70 não conformidades identificadas. ......................................... 35
Figura 15- Zona de utilização obrigatória de capacete e calçado de proteção, delimitada pelo
tracejado azul. ....................................................................................................................................... 38
Figura 16- Planta com a circulação de peões desenha a verde. .......................................................... 44
Figura 17- Proposta ilustrativa de armazenamento das garrafas de gás comprimido. ........................ 45
Figura 18- Layout da Iberol. .................................................................................................................. 53
Figura 19- Recorte da lista de não conformidades da fábrica de preparação da semente. ................. 55
Figura 20- Informação de alerta para os riscos da utilização inadequada de ar comprimido. ............. 60
Figura 21- Folheto de Informação a Motoristas/Visitantes .................................................................... 62
Figura 22- Ficha técnica de segurança do hipoclorito de sódio. ........................................................... 63
Figura 23- Ficha técnica de segurança da soda cáustica. .................................................................... 64
Figura 24- Instrução de trabalho em espaços confinados. ................................................................... 68
Figura 25- Proibição de fazer lume e de fumar e proibida a entrada a pessoas não autorizadas. [33] .. 69

xii
Figura 26- Aviso de substâncias inflamáveis. [33] ................................................................................... 69
Figura 27- Modelo de registo de ocorrências. ....................................................................................... 71
Figura 28- Modelo de registo de acidentes de trabalho. ....................................................................... 74
xiii
Lista de tabelas
Tabela 1- Número de acidentes graves e acidentes mortais no sector da indústria transformadora, no
período entre 2014 e 2016. [4] ................................................................................................................. 5
Tabela 2- Comparação dos índices de Incidência, de Frequência e de Gravidade entre o ano de 2014
e o ano de 2015 com e sem a baixa de 365 dias. .................................................................................. 7
Tabela 3- Perigos característicos do processo e de trabalhos de manutenção. .................................. 13
Tabela 4- Categorização dos diversos perigos identificados na auditoria. ........................................... 18
Tabela 5- Índices de exposição sonora, Relatório de Avaliação da Exposição ao Ruído Durante o
Trabalho, 2012. ..................................................................................................................................... 25
Tabela 6- Valores de exposição e valores de ação superior e inferior de exposição pessoal ao ruído
[14]. .......................................................................................................................................................... 26
Tabela 7- Características de perigosidade dos compostos. ................................................................. 30
Tabela 8- Classificação da prioridade de tratamento dos riscos identificados. .................................... 31
Tabela 9- Ações corretivas prioritárias. ................................................................................................. 32
Tabela 10- Ações corretivas intermédia. ............................................................................................... 33
Tabela 11- Ações corretivas secundárias. ............................................................................................ 34
Tabela 12- Comparação dos índices de sinistralidade do ano de 2016 com os de 2014 e 2015. ....... 46
Tabela 13- Modelos de tampões de inserção, tampões de semi-inserção, protetores de meia concha e
protetores de concha completa e respetivos valores de LEX, 8h, efect para a Central de Vapor [32]. ......... 56
Tabela 14- Modelos de tampões de inserção, tampões de semi-inserção, protetores de meia concha e
protetores de concha completa e respetivos valores de LEX, 8h, efect para a unidade de preparação da
semente de oleaginosa [32]. .................................................................................................................... 57
Tabela 15- Tipos de filtro de vapor. [24] .................................................................................................. 58
Tabela 16- Tipos de luvas. [26] ................................................................................................................ 59

xiv
xv
Abreviaturas
SHT – Segurança e Higiene no Trabalho
VLE – Valor Limite de Exposição
EPI – Equipamento de Proteção Individual

xvi

1
Nota prévia
Este trabalho integra-se no âmbito de um estágio curricular na empresa Iberol – Sociedade Ibérica de
Biocombustíveis e Oleaginosas, S.A., situada em Alhandra, com duração de seis meses, durante o qual
foi realizada uma análise às condições de segurança no trabalho.
A empresa, inicialmente Iberol – Sociedade Ibérica de Oleaginosas, SA., foi constituída em 1968, a
partir de capitais portugueses, espanhóis e americanos, com o objetivo de extrair óleos de soja e de
fabricar os seus bagaços, sendo resultado da aquisição em hasta pública, no ano de 1965, da anterior
Companhia Industrial de Alhandra que extraía e refinava óleo de bagaço de azeitona.
Inicialmente, a Iberol apresentava uma capacidade de processamento de 100 toneladas/dia de
semente de soja em regime de laboração contínua (24 horas por dia, 7 dias por semana). Porém, esta
capacidade levava a interrupções constantes de laboração, por longos períodos, provocadas pelo
reduzido consumo dos bagaços nas rações animais e pela interdição ao consumo alimentar de óleo de
soja em Portugal, então restrito à utilização industrial, que conduziram a dificuldades de escoamento
da elevada produção.
Em 1973, o cenário alterou-se e a somar à saída dos capitais estrangeiros (tornando a Iberol totalmente
nacional), ocorreu um aumento no consumo de rações para animais com bagaços de soja incorporados
e a autorização para o consumo humano de óleo de soja. Consequentemente, a capacidade da
extração aumentou sucessivamente, de tal forma que, em 1980, rondava as 600 toneladas diárias de
grão de soja.
Posteriormente, em 1985, sucedeu-se uma nova fase de crescimento da produção. Adquiriram-se
terrenos envolventes à instalação fabril, onde foram instalados novos silos para armazenamento de
soja com 21.100 toneladas de capacidade e ainda um terminal fluvial para descarga até 4.500 toneladas.
Deste modo, a capacidade da extração aumentou para 900 toneladas diárias sendo iniciada a produção
de soja integral, 400 toneladas por dia.
Contudo, no período entre os anos de 1993 e 1997, a Iberol foi afetada pela crise generalizada que se
verificou no sector, conduzindo à suspensão das atividades da Empresa durante o último ano. Esta
situação manteve-se até 1998, ano em que foi adquirida pela holding NUTASA.
A partir de 1999, iniciou-se uma fase de modernização e crescimento da Empresa, com especial
incidência na substituição de equipamento obsoleto com vista à melhoria de desempenho técnico e
ambiental, aumento da capacidade produtiva e a automação do processamento.
Em 2004, iniciou-se um novo ciclo e a Iberol passou a fabricar Biodiesel a partir de óleo vegetal
produzido na fábrica e, também, de óleos fornecidos por empresas externas, tornando-se esta a sua
atividade principal e transformando-se, assim, na primeira empresa do país a produzir este tipo de
combustível “amigo” do ambiente.

2
Desde 1 de Julho de 2010, que a estrutura acionista da Iberol passou a contar com a participação de
uma sociedade gestora de fundos de capital de risco, a ECS Capital, que integrou no seu portefólio de
participações uma quota correspondente a 50% do capital da empresa.
Presentemente, a Iberol apresenta, por ano, uma capacidade de extração de grão de soja e de grão de
colza de 550.000 toneladas e de 300.000 toneladas, respetivamente. Na produção de Soja Integral
Tostada (full-fat), a capacidade situa-se nas 80.000 toneladas anuais. Toda a produção de derivados
de soja é expedida a granel, podendo ser por via ferroviária, rodoviária e marítima.
No que concerne à fábrica Biodiesel, esta tem uma capacidade instalada anual de 110.000 toneladas
de biodiesel e 13.000 toneladas, de glicerina. O Biodiesel é entregue, na sua totalidade, à indústria de
refinação para posterior incorporação nos combustíveis rodoviários. Em Portugal, de acordo com a
legislação em vigor, é incorporado até 7% [1] de biocombustível no diesel colocado no mercado.
Política de Segurança
A Iberol é uma empresa com forte empenhamento na sustentabilidade ambiental e que procura
melhorar as condições de segurança tanto das pessoas como dos bens.
Detém certificação de conformidade com as normas NP EN ISO 9001:2008 e NP EN ISO 14001:2012
que dizem respeito aos Sistemas de Gestão da Qualidade e de Gestão Ambiental, respetivamente.
Todavia, não é certificada a nível de Higiene e Segurança no Trabalho (NP 4397) e, como tal, existem
algumas preocupações a esse respeito, entre as quais a aplicação da Política de Segurança em todas
as atividades e espaços onde possam ocorrer acidentes graves. Deste modo a empresa compromete-
se:
Em assegurar que todos os colaboradores conhecem a Política de Segurança adotada;
A desenvolver métodos seguros de trabalho para todas as atividades que apresentem riscos
graves e revê-los periodicamente;
A promover ações de formação que permitam informar os colaboradores sobre os riscos
associados ao seu posto de trabalho, bem como sobre as medidas de prevenção requeridas;
A criar metodologias para identificar e avaliar periodicamente os riscos provenientes das
atividades, substâncias e materiais detidos ou produzidos;
Em definir medidas para prevenir acidentes e para minimizar as suas consequências, e revê-
las periodicamente;
Em identificar as situações de emergência, ter procedimentos para lhes responder, comunicar
esses procedimentos às partes interessadas e revê-los periodicamente;
A ter pessoal treinado, em todos os níveis da organização, para responder à emergência;
A planear e controlar as mudanças capazes de afetar o controlo de acidentes, tendo em
atenção as atividades permanentes e as temporárias;
Em efetuar monitorização ativa e reativa, verificando se as ações corretivas, preventivas e
objetivos estão a ser cumpridos e analisando falhas que levaram à ocorrência de acidentes;

3
Cada colaborador deve ser um elemento ativo na prevenção de acidentes devendo orientar a
sua atuação pelo respeito dos princípios e normas de segurança e contribuir para melhorar a
sua eficácia;
A Iberol compromete-se ainda em rever periodicamente a sua política de forma a garantir a sua
permanente eficácia.

4

5
1. Introdução
As atividades industriais apresentam diversos perigos e a Segurança Industrial surge como área
multidisciplinar que visa minimizar e gerir os riscos que lhes são inerentes e que podem desencadear
acidentes. Deste modo a prevenção de acidentes é de carácter fundamental, pois pode evitar situações
de danos a nível ambiental, possivelmente afetando regiões inteiras, a nível da própria empresa e dos
seus trabalhadores. Segundo as estimativas mundiais da Organização Internacional do Trabalho
(International Labour Organization - ILO), mais de 2 milhões de pessoas morrem, anualmente, em
acidentes e doenças relacionadas com trabalho e, ainda, são registados mais de 300 milhões de
acidentes não-fatais. Estes dados traduzem-se em, cerca de, 6.000 mortes e 800.000 acidentes não
fatais por dia, resultando numa perda económica de mais de 1,25 biliões de dólares anuais. [2] [3]
Face a tal panorama, atualmente, as condições de segurança e higiene constituem uma forte
preocupação das empresas e também das políticas governamentais europeias e nacionais. Contudo,
é necessário ter presente que a segurança absoluta não pode ser assegurada, ou seja, é impossível
garantir que nunca irão ocorrer acidentes. Os perigos característicos dos produtos utilizados e das
diferentes situações presentes numa fábrica não podem ser eliminados, portanto, a atenção deverá
centrar-se na criação de medidas que evitem e reduzam o risco a um nível aceitável, minimizando a
exposição das pessoas e bens a esses perigos. Só em segundo plano é que deverá vir a proteção face
ao acidente.
O investimento das empresas em melhorias das condições de segurança e higiene no trabalho trazem
claros benefícios para as instituições manifestando-se num acréscimo de produtividade. As doenças
profissionais e acidentes de trabalho tornam-se menos recorrentes, assim como as taxas de
absentismo, traduzindo-se em menores custos para as empresas. Para além disso, a imagem
transmitida pela empresa também melhora tanto interna como externamente.
De acordo com os dados estatísticos nacionais [4] dos últimos três anos, em termos de acidentes graves,
o sector da indústria transformadora é onde se regista a maior sinistralidade laboral, e quanto a
acidentes mortais, situa-se nos três setores com números mais elevados (Tabela 1).
Tabela 1- Número de acidentes graves e acidentes mortais no sector da indústria transformadora, no
período entre 2014 e 2016. [4]
2014 2015 20161
Acidentes graves 97 125 66
Acidentes mortais 28 21 24
Nos últimos anos, na Iberol, tem-se vindo a assistir a uma evolução positiva na preocupação com as
condições de segurança e higiene no trabalho. A implementação de programas de limpeza e
1 Última atualização a 29 de setembro de 2016.

6
manutenção preventiva e dos seus equipamentos melhora significativamente o desempenho da
Unidade e a sua segurança intrínseca. Refira-se, que a Iberol tem passado por situações económicas
difíceis, onde a escassez de recursos financeiros, por vezes levaram a que soluções de mitigação
implementadas como intuito de serem temporárias se tenham tornado permanentes, necessitando
agora de uma resolução estruturada e definitiva.
Os efeitos da crescente atenção sobre a segurança e higiene no trabalho, podem ser estudados através
do cálculo de índices de Incidência2, Frequência3 e Gravidade4 cujas evoluções se ilustram na Figura
1, Figura 2 e Figura 3, respetivamente.
Figura 1- Evolução do índice de Incidência na Iberol, no período entre 2004 e 2015.
Figura 2- Evolução do índice de Frequência na Iberol, no período entre 2004 e 2015.
2 Número total de acidentes por cada mil trabalhadores. 3 Número total de acidentes com baixa por milhão de horas de trabalho. 4 Número de dias perdidos por cada milhão de horas de trabalho.
279,07
128,57
80,0063,83
93,75
66,67
120,37
58,2580,81 80,81
40,40
100,00
0
50
100
150
200
250
300
2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
Índ
ice d
e In
cid
ên
cia
Anos
171,11
28,1021,75
39,3446,83
32,57
64,22
33,3045,92
36,0620,91 25,81
0
20
40
60
80
100
120
140
160
180
2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
Índ
ice d
e F
req
uên
cia
Anos

7
Figura 3- Evolução do índice de Gravidade na Iberol, no período entre 2004 e 2015.
Com esta análise de sinistralidade, verifica-se que os índices têm vindo a diminuir, apresentando um
comportamento decrescente no período de tempo considerado, revelando o impacto benéfico do
investimento e implementação de melhorias nas condições de segurança na Iberol, sempre com
objetivo de tornar estes índices tão baixos quanto possível.
Contudo no ano de 2015 observou-se um que os três índices pioraram relativamente ao ano anterior,
pois pesou um acidente ocorrido no final de 2014 (lesão num ombro) que originou 365 dias de
incapacidade em 2015. Se este acidente não for considerado os resultados são os seguintes:
Tabela 2- Comparação dos índices de Incidência, de Frequência e de Gravidade entre o ano de 2014 e o
ano de 2015 com e sem a baixa de 365 dias.
Ano Índice de Incidência Índice de Frequência Índice de Gravidade
2014 40,40 20,91 919,65
2015 (c/ baixa de 365
dias) 100,00 25,81 2162,63
2015 (s/ baixa de 365
dias) 88,89 20,65 278,72
De forma a que a avaliação conduza a resultados fiáveis, efetua-se também a análise de resultados
considerando a exclusão deste acidente, que pelas suas características, poderá não ser representativo.
5444,25
674,32 507,52
1822,64
2804,04
1687,271932,59
1348,73975,90 886,10 919,95
2162,63
0
1000
2000
3000
4000
5000
6000
2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
Índ
ice d
e G
rav
idad
e
Anos
8
Assim, e de acordo com o apresentado na Tabela 2, quando se excluí este acidente, os índices de
Frequência e de Gravidade referentes a 2015 são menores relativamente a 2014, mas o índice de
Incidência permanece superior. Contudo este acidente não pode ser ignorado e a sua contabilização é
necessária, verificando-se que, efetivamente, todos os índices sofreram um aumento no ano de 2015.
Devido à alteração de política de reporte de acidentes em 2015, iniciou-se a consulta aos diversos
sectores e aos seus colaboradores no sentido de se registar todos os acidentes e primeiros socorros.
Por último, é de referir que embora tenham ocorrido vários acidentes, no período de tempo referido,
não ocorreram acidentes mortais na empresa. O acidente que teve mais dias de ausência foi o referido
anteriormente, devido a uma lesão de esforço no ombro que levou a que o colaborador ficasse
impossibilitado de exercer as suas funções por um período de tempo bastante extenso.

9
2. Caracterização das atividades/processos da Iberol
Como referido previamente, a instalação fabril detém toda a cadeia de valor para a produção de
biodiesel, desde a produção de óleos vegetais brutos (exceto azeite), bagaços de soja e colza, soja
integral e por fim, o biodiesel.
Fazendo uma descrição muito sumária, o seu processo produtivo inicia-se com a receção e
armazenamento das sementes de oleaginosas no tegão ferroviário ou rodoviário onde se inicia a
limpeza da semente para remover outros materiais eventualmente contidos na carga. Os
transportadores conduzem a semente para o armazenamento nos Silos Mistos.
Depois, a semente segue para a etapa seguinte que contém a parte do processo correspondente ao
tratamento e preparação da semente que se destina à extração de óleo. Aqui, também se inclui o
circuito de produção da soja integral. Na Unidade de Extração, o óleo é retirado, através do contacto
da semente com um solvente, o hexano. O óleo obtido será maioritariamente utilizado na produção de
Biodiesel, onde por reação de transesterificação com metanol, ocorre a formação deste.
Todos estes processos necessitam de bastante energia térmica, sob a forma de vapor, pelo que a
unidade fabril tem instalada uma Central de Vapor, com três caldeiras a gás natural.
Note-se que esta é uma descrição breve das principais etapas ocorrentes da atividade da Iberol. De
seguida, descreve-se com maior detalhe o circuito da Preparação, zona na qual se centrou a análise
efetuada neste trabalho.
Figura 4- Fotografia da Iberol onde é possível observar, da esquerda para a direita, parte da fábrica da
extração de óleo, o edifício da fábrica do biodiesel e ao fundo o edifício dos silos mistos [5].
No anexo 1 encontra-se uma planta de Layout da Iberol para melhor observação dos diversos edifícios
existentes e a sua disposição.
2.1. Circuito da Preparação da semente
A semente que ingressa nesta etapa, chega de um circuito de limpeza no qual são removidos materiais
como metais, pedras, madeira, cascas e vagens, e daqui pode seguir uma de três vias possíveis,
10
dependendo se a matéria-prima é soja ou colza e se no caso da primeira, o seu destino é a extração
de óleo ou a produção de soja integral.
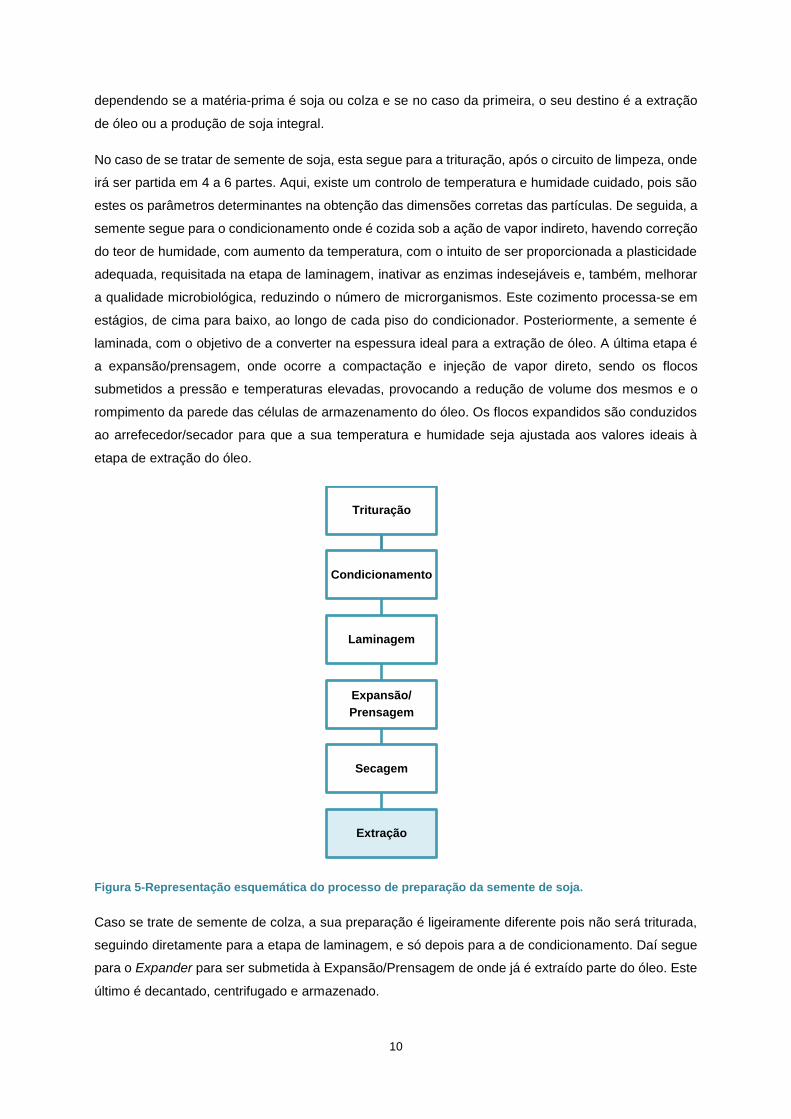
No caso de se tratar de semente de soja, esta segue para a trituração, após o circuito de limpeza, onde
irá ser partida em 4 a 6 partes. Aqui, existe um controlo de temperatura e humidade cuidado, pois são
estes os parâmetros determinantes na obtenção das dimensões corretas das partículas. De seguida, a
semente segue para o condicionamento onde é cozida sob a ação de vapor indireto, havendo correção
do teor de humidade, com aumento da temperatura, com o intuito de ser proporcionada a plasticidade
adequada, requisitada na etapa de laminagem, inativar as enzimas indesejáveis e, também, melhorar
a qualidade microbiológica, reduzindo o número de microrganismos. Este cozimento processa-se em
estágios, de cima para baixo, ao longo de cada piso do condicionador. Posteriormente, a semente é
laminada, com o objetivo de a converter na espessura ideal para a extração de óleo. A última etapa é
a expansão/prensagem, onde ocorre a compactação e injeção de vapor direto, sendo os flocos
submetidos a pressão e temperaturas elevadas, provocando a redução de volume dos mesmos e o
rompimento da parede das células de armazenamento do óleo. Os flocos expandidos são conduzidos
ao arrefecedor/secador para que a sua temperatura e humidade seja ajustada aos valores ideais à
etapa de extração do óleo.
Figura 5-Representação esquemática do processo de preparação da semente de soja.
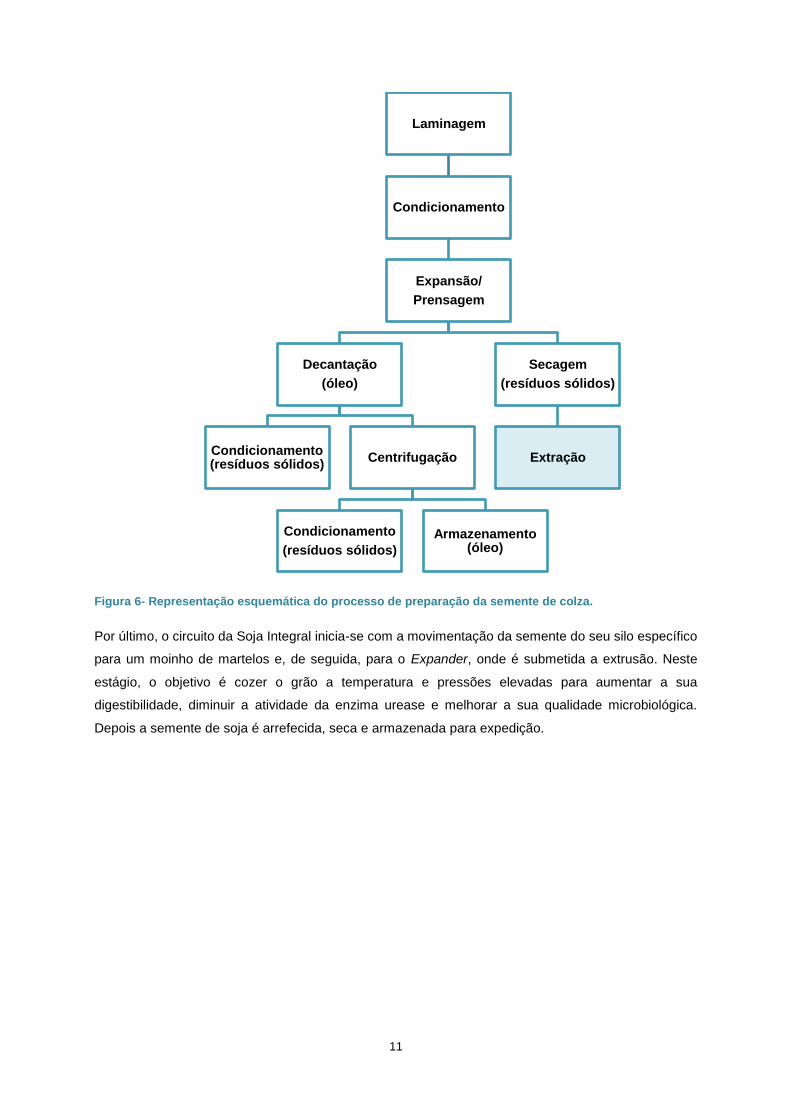
Caso se trate de semente de colza, a sua preparação é ligeiramente diferente pois não será triturada,
seguindo diretamente para a etapa de laminagem, e só depois para a de condicionamento. Daí segue
para o Expander para ser submetida à Expansão/Prensagem de onde já é extraído parte do óleo. Este
último é decantado, centrifugado e armazenado.
Trituração
Condicionamento
Laminagem
Expansão/
Prensagem
Secagem
Extração
11
Figura 6- Representação esquemática do processo de preparação da semente de colza.
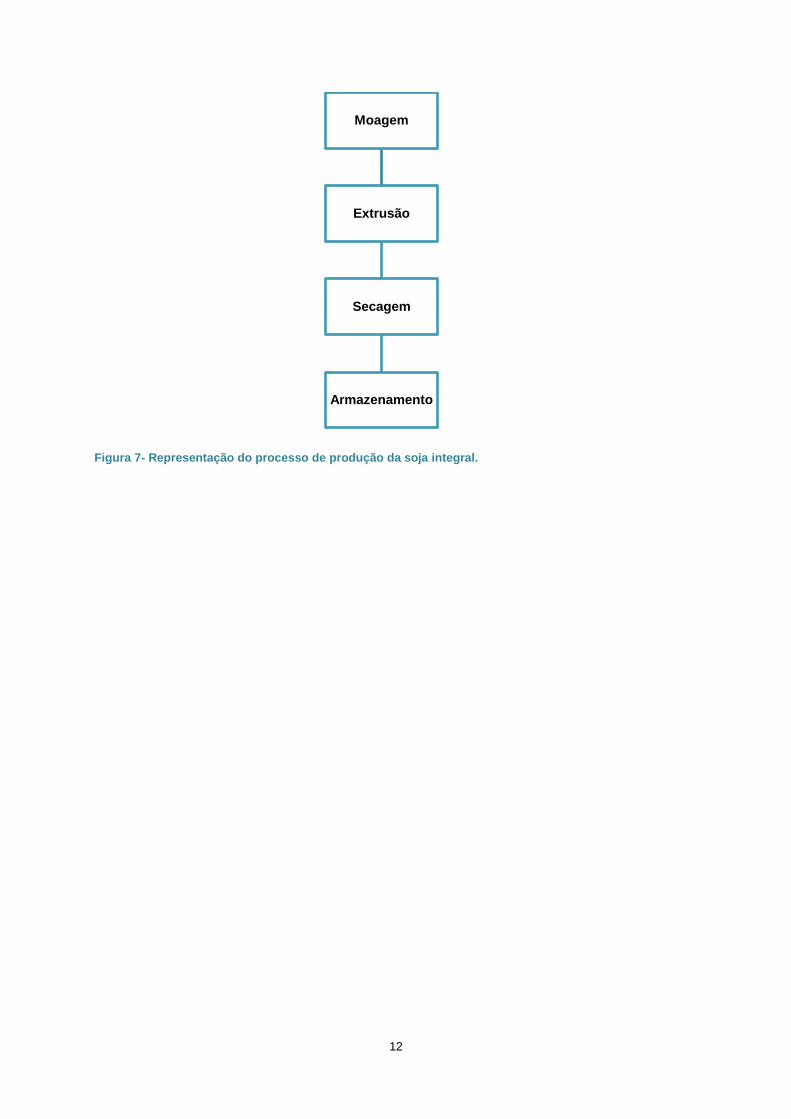
Por último, o circuito da Soja Integral inicia-se com a movimentação da semente do seu silo específico
para um moinho de martelos e, de seguida, para o Expander, onde é submetida a extrusão. Neste
estágio, o objetivo é cozer o grão a temperatura e pressões elevadas para aumentar a sua
digestibilidade, diminuir a atividade da enzima urease e melhorar a sua qualidade microbiológica.
Depois a semente de soja é arrefecida, seca e armazenada para expedição.
Laminagem
Condicionamento
Expansão/
Prensagem
Decantação
(óleo)
Condicionamento (resíduos sólidos)
Centrifugação
Condicionamento
(resíduos sólidos)
Armazenamento (óleo)
Secagem
(resíduos sólidos)
Extração
12
Figura 7- Representação do processo de produção da soja integral.
Moagem
Extrusão
Secagem
Armazenamento

13
3. Identificação dos principais perigos e riscos
Em primeiro lugar, importa distinguir os termos “perigo” e “risco”. As normas e a legislação europeia [6]
definem perigo como uma propriedade ou capacidade intrínseca de algo (como materiais,
equipamentos, métodos…) com o potencial de causar danos e, risco como uma “probabilidade de o
potencial danificador ser atingido nas condições de uso e/ou exposição, bem como a possível amplitude
do dano”.
Neste trabalho foi empregue como critério de análise dos vários perigos listados neste capítulo, a sua
quantidade de ocorrência. No caso dos riscos foi a sua extensão e gravidade. Assim, tanto uns como
outros surgem por ordem decrescente da sua importância.
Na Iberol, globalmente, registam-se diversos perigos comuns em unidades industriais e podem ser
divididos em dois grupos: perigos característicos de trabalhos de manutenção e perigos característicos
do processo, Tabela 3.
Tabela 3- Perigos característicos do processo e de trabalhos de manutenção.
Tipo Perigo
Processo Temperaturas elevadas;
Ruído elevado;
Exposição a poeiras;
Equipamentos com partes móveis não protegidas;
Acessos difíceis;
Exposição a substâncias químicas;
Instalações elétricas antigas, degradadas e cuja expansão
não foi adequadamente planeada.
Trabalhos de manutenção Movimentação de peças, equipamentos e de pesos elevados;
Realização de operações de soldadura e de corte;
Utilização de máquinas de corte e furação;
Realização de obras e reparações.
Para além disso, especificamente, devido às suas atividades de receção da semente de oleaginosa,
sua preparação, extração do óleo e produção de biodiesel existem os perigos de
manipulação/armazenamento de matérias inflamáveis, corrosivas ou tóxicas e a concentração de
poeiras combustíveis.
É exatamente devido a estas poeiras e matérias perigosas que os maiores riscos tecnológicos
presentes são o de Incêndio e Explosão5. A manipulação e armazenamento a grande escala de hexano
5 Ambos os riscos estão interligados; uma explosão pode ocorrer na sequência de um incêndio e vice-versa.

14
e metanol, ambas substâncias altamente inflamáveis, é a razão pela qual, na instalação, a fábrica da
Extração de óleo e a fábrica de Biodiesel se encontrarem delimitadas como zonas ATEX [7] – zonas
onde existe a probabilidade de formação de atmosfera explosiva – devido às misturas gasosas que se
podem formar durante o processo e em determinadas condições de pressão e temperatura.
De acordo com o “triângulo do fogo”, para ocorrência de um fogo ou explosão é necessário um
comburente, um combustível e uma fonte de ignição. O comburente é o oxigénio presente no ar e que
juntamente com o combustível forma uma mistura que arde na presença de uma fonte de ignição e se
mantém no caso de esta ser retirada. Esta fonte de ignição pode ser qualquer faísca, chispa ou fogo
resultantes de um trabalho com fogo, descarga elétrica ou fricção entre duas superfícies metálicas,
bem como uma superfície quente acima dos 200 ºC (esta última depende das caraterísticas da matéria
combustível).
Visto não ser possível remover as substâncias combustíveis utilizadas no processo, a única forma de
evitar estas situações é eliminando as fontes de ignição. Estas são anuladas pela utilização de
ferramentas e equipamento elétrico antideflagrante e anti chispa, como ferramentas de bronze. A
realização de atividades que necessitem de realização de trabalhos a quente (soldaduras, retificações,
cortes, etc.) deverão ser devidamente planeadas de forma a possibilitar a preparação da zona onde
vão ser realizados os trabalhos, nomeadamente, através da sua desgaseificação ou isolamento da área.
Nestas zonas, a prevenção do risco de incêndio e explosão, também passa pelo cumprimento de regras
mais específicas, como a interdição do uso de equipamentos eletrónicos, como o telemóvel, e a
proibição de fumar nestes locais.
Existe, também, uma forte probabilidade de situações de traumatismo e lesões, consequências de
quedas em altura, queimaduras elétricas ou químicas (que advêm da utilização de compostos químicos,
como por exemplo, ácido clorídrico para a fabricação do biodiesel e hipoclorito de sódio, soda cáustica
e outros agentes de tratamento de água, empregues nas torres de refrigeração e Central de Vapor),
intoxicação química, e por último, queda de objetos.
Por vezes os acidentes podem ocorrer de ações perigosas na realização de tarefas com perigos
associados, para os quais não foram respeitadas as regras ou usadas boas práticas de segurança
adequadas, frequentemente por excesso de confiança, descuido e improvisação. Contudo, outros
ocorrem devido a condições perigosas existentes no espaço de que são exemplo acessos inseguros,
equipamentos desprotegidos, temperaturas elevadas, entre outras.
3.1. Fábrica da Preparação da semente
Muitos dos perigos mencionados anteriormente aplicam-se à zona particular da Fábrica da Preparação
da semente para a extração, principal alvo deste estudo, e são os seguintes:
Concentração elevada de poeiras com origem no tegão de descarga contíguo ao edifício e no
processo de preparação da semente;

15
Níveis elevados de ruído provenientes dos equipamentos;
Condutas de condensados e vapor de água a temperatura elevada;
Condutas de fluidos a pressão elevada;
Acessos difíceis;
Instalação elétrica deteriorada.
Como riscos principais, surgem, em primeiro lugar, os já referidos riscos de incêndio e explosão
provocados pelos elevados níveis de poeiras subsistentes no local. Esta matéria funciona como
combustível na presença de uma fonte de ignição como por exemplo, descargas electroestáticas,
curtos-circuitos e sobreaquecimento, derivados da presença de corrente elétrica numa instalação já
degradada.
Em segundo lugar, os riscos referentes a acesso difíceis poderão ser os mais variados, dependendo
da alternativa improvisada como solução face à falta de estruturas adequadas. Podem ser risco de
queda em altura, queda ao mesmo nível, entalamento, choque contra, entre outros.
Devido às elevadas temperaturas que se verificam na fábrica da preparação da semente existe também
o risco de queimadura por contacto com tubagens em que circulam os fluidos. Por sua vez, as pressões
elevadas podem despoletar a projeção de materiais, como por exemplo válvulas.
Por último, na unidade da preparação da semente, estão presentes riscos com impacto significativo na
saúde dos trabalhadores quer a nível respiratório quer a nível auditivo em consequência de uma
exposição repetida ou prolongada ao ambiente de concentração elevada de poeiras e de níveis de
ruído elevado.
3.2. Auditorias
Recentemente, na Iberol, foram realizadas auditorias [8] de Segurança e Higiene no Trabalho, por
empresas externas, aos diversos sectores das instalações fabris, com vista à identificação das
situações não conformes com a legislação em vigor ou com as boas práticas de segurança industrial.
Uma auditoria define-se como um processo sistemático, independente e documentado, realizado com
o intuito de obter evidências de auditoria (registos, afirmações factuais ou outra informação) e avaliá-
las objetivamente para determinar em que medida os critérios de auditoria são satisfeitos. Estes
critérios são conjuntos de políticas, requisitos ou procedimentos utilizados como referência. É um modo
eficiente e fiável de apoio a políticas e ações de controlo de gestão, proporcionando informação sobre
a qual uma organização pode proceder para melhorar o seu desempenho.

16
Figura 8- Visão geral do processo de auditoria, desde a recolha de informação até se atingirem as
conclusões de auditoria. [8]
Relativamente ao processo de auditoria, as fontes de informação são escolhidas de forma a serem as
adequadas ao âmbito da auditoria e incluem a observação de atividades, do ambiente e das condições
de trabalho nos locais, entrevistas com a gestão e os trabalhadores e na consulta de
documentos/registos. As evidências de auditoria registadas são avaliadas face aos requisitos legais,
originando as constatações de auditoria. Daqui surge a indicação de conformidade ou não
conformidade com os critérios de avaliação. As constatações de auditoria podem, ainda, identificar
oportunidades de melhoria.
Por último, é redigido um documento, o “relatório de auditoria”, onde constam, como principais pontos,
as referidas constatações de auditoria e as conclusões retiradas que podem indicar a necessidade de
implementação de ações para eliminar as causas de não conformidades registadas – ações corretivas,
ou ações que visem melhorar os processos – oportunidades de melhoria.
3.2.1. Não conformidades gerais
Dos relatórios das auditorias é possível apreender algumas incidências de não conformidades, a nível
global, que na realidade, constituem riscos.
De um modo geral nas instalações da Iberol é identificável uma clara carência de manutenção e de
arrumação dos vários sectores. Sendo uma fábrica que transforma sementes de oleaginosas, a
quantidade de poeira libertada pelas sementes é bastante significativa e espalha-se por toda a
instalação, incluindo arruamentos. Na política implementada pela antiga gestão, a questão da limpeza
não era uma prioridade. Atualmente, apesar da gestão ter estas preocupações, a alteração
comportamental ainda não está totalmente interiorizada, sendo difícil alterar os padrões. Por outro lado,
uma vez que não existem operadores destinados à limpeza, esta operação acaba por passar para
segundo plano.
Quanto à arrumação, existem muitas peças, materiais, ferramentas e equipamentos (como por exemplo,
andaimes) espalhados pelas fábricas que foram necessários para trabalhos de manutenção, mas que
Fonte de informação
Recolha usando
amostragem
• Evidências de auditorias
Avaliação face aos
critérios de auditoria
• Constatações de auditoria
RevisãoConclusões de auditoria

17
chegado o seu término, foram abandonados no local. Estes aspetos também se replicam às áreas
reservadas ao sector elétrico, nomeadamente às salas de quadros elétricos, onde se verifica, também,
o incorreto acondicionamento de cabos elétricos e fracas condições de ventilação do espaço.
A nível das infraestruturas são visíveis danos estruturais nos edifícios, de dimensão apreciável,
resultado da idade avançada dos edifícios e manutenção deficiente. Para além disso, há ainda uma
escassez de trabalhos simples de manutenção, como, por exemplo, arranjar maçanetas, soalhos e
vidros partidos que contribuem para um deterioramento e empobrecimento das condições dos edifícios
e consequentemente do ambiente de trabalho.
No que ao plano de emergência diz respeito, há também uma necessidade de atualização, uma vez
que existem diversos elementos de prevenção em caso de sinistro, danificados, pouco visíveis ou
mesmo em falta. São exemplos a sinalização de evacuação, as plantas de emergência e os
equipamentos de combate a incêndio e sua resolução será considerada nos planos de ação
desenvolvidos.
A somar a esta situação os meios de paragem de emergência e os sinais luminosos da fábrica
necessitam de verificação/manutenção de forma a assegurar os eu funcionamento sempre que
necessário.
Existem, ainda, documentos de informação aos trabalhadores obsoletos ou danificados. São exemplo
as fichas técnicas de segurança onde estão resumidos os principais pontos cobertos pelas fichas de
dados de segurança dos fornecedores dos produtos químicos utilizados na Iberol.
Por último, existem acessos não adequados que levam por vezes à utilização de procedimentos com
risco elevado, e que são utilizados frequentemente pelos trabalhadores. Existem também
equipamentos que não possuem as devidas proteções ou que, estas foram retiradas para “facilitar” a
operação.
É importante realçar que todos estes pontos foram identificados nas diferentes auditorias de segurança
no trabalho, logo existem relatórios e planos de ação para a sua colmatação, acompanhados ao longo
do período de estágio.
3.2.2. Não conformidades na preparação da semente
Devido à extensão das conclusões das auditorias, para efeitos do estágio curricular o estudo centrou-
se nas inconformidades referentes à fábrica da Preparação da semente. De seguida, são listados os
vários perigos registados e os riscos que lhes estão associados.

18
3.2.2.1. Não conformidades identificadas como
perigos
As conclusões de auditoria (exemplo no anexo 2) à fábrica da Preparação da semente identificaram os
seguintes perigos, distribuídos por categorias:
Tabela 4- Categorização dos diversos perigos identificados na auditoria.
Tipo Perigo
Infraestruturas Estrutura do edifício a abater;
Existência de desníveis e deterioração do pavimento;
Ausência de vãos e rodapés;
Ausência de proteções anti queda;
Chapas metálicas do edifício soltas e com arestas vivas;
Infiltrações.
Equipamentos Partes móveis de equipamentos sem proteções, passíveis de
acesso e sem sinalização;
Meios de combate a incêndio obstruídos, em suportes
desadequados, inexistentes e sem sinalização;
Botoneiras de emergência inoperacionais e não sinalizadas;
Botoneiras de paragem de emergência incorretamente localizadas;
Escadas móveis inadequadas e/ou em mau estado de conservação
e escadas fixas sem proteção suficiente;
Existência de partes de andaimes espalhadas;
Portas de emergência com elementos danificados;
Meios de elevação de cargas sem manutenção/revisão e com
componentes sem proteção contra queda de objetos;
Equipamentos obsoletos que não foram retirados.
Espaços Espaço confinado com acessos e ventilação limitados;
Espaço sem utilização com acumulação de materiais;
Acumulação de semente e poeira;
Desarrumação.
Procedimento Operação de manutenção em condições improvisadas.
Elétrico Quadro elétrico aberto e não sinalizado;
Zona técnica de passagem de cabos elétricos desprotegida.
Sinalização/Identificação Sinais sonoros e luminosos de aviso não visíveis ou audíveis;
Plantas de emergência desatualizadas e danificadas;
Sinalização de evacuação desatualizada e eventualmente não
visível;
19
Tipo Perigo
Sinalização em língua estrangeira, em falta, e em desacordo com o
homologado;
Tubagens sem identificação.
Armazenamento Cilindros de gás comprimido incorretamente acondicionados.
Documentos Fichas técnicas obsoletas;
Ocupacionais Ausência de meios de controlo de entrada de luz e de vidros de
janelas adequados;
Utilização de computador portátil diariamente sem as devidas
condições ergonómicas;
Instalações sanitárias com reduzidas condições de salubridade.
3.2.2.2. Riscos identificados
Com base nos diversos tipos de perigos listados anteriormente (Tabela 4), foi possível identificar duas
tipologias de riscos, uns relacionados com a mitigação e outros com a prevenção.
A mitigação consiste na diminuição ou limitação dos riscos e os detetados listam-se de seguida.
Em primeiro lugar, no que às infraestruturas concerne:
As chapas metálicas da cobertura, ao serem soltas pela ação do vento, apresentam risco de
queda e por possuírem arestas vivas, risco de corte;
As irregularidades que se verificam nos pavimentos, devido ao abatimento da estrutura do
edifício (devido à cedência dos terrenos) podem originar tropeçamentos e quedas ao mesmo
nível de indivíduos;
A falta de proteção de vãos, rodapés e proteções anti queda representam um risco de queda
de materiais, peças e pessoas, em altura.
Estes riscos terão impacto não só a nível dos trabalhadores, mas também ao nível de qualquer visitante
ou prestador de serviço.
Os principais riscos associados aos equipamentos e operação identificados são:
Risco de corte ou de entalamento/prendimento por contacto com as partes mecânicas móveis
dos equipamentos sem proteções;
Risco de exposição a poeiras devido à existência de equipamentos abertos e de aspiração
deficiente;
Risco de queda em altura devido aos acessos a diferentes níveis de trabalho, tais como
escadas, escadotes e andaimes que não apresentam as devidas condições de segurança e
estabilidade;

20
Risco de queda de objetos dos equipamentos de elevação de cargas com as características
referidas na Tabela 4.
O risco de incêndio e explosão provocado pela poeira e semente é amplificado no espaço confinado,
no espaço sem utilização e nos equipamentos obsoletos. Estes espaços encontram-se em fraco estado
de conservação perante a pouca cultura de limpeza existente, sendo utilizados somente para trabalhos
pontuais ou não utilizados de todo aumentando o depósito de materiais.
Aquele que merece maior atenção, por deter também um risco acrescido, é o espaço confinado. Por
definição [9], este é qualquer local com aberturas limitadas de entrada e saída, com ventilação natural
desfavorável e níveis deficientes de oxigénio, podendo conter ou produzir contaminantes químicos
tóxicos ou inflamáveis e que não está concebido para uma ocupação contínua por trabalhadores.
Na fábrica da preparação da semente, o espaço identificado como confinado é a cave no piso -1 do
edifício. Aqui as matérias acumuladas, são semente e poeira provenientes de fugas do processo, que
sofrem degradação e ao misturarem-se com água, fermentam. Face à fraca renovação de ar na cave,
ocorre um aumento de humidade e temperatura favorecendo a proliferação de fungos, possibilitando a
formação de uma atmosfera nociva para a saúde humana.
O risco de queda ao mesmo nível e de tropeçamento replica-se na desarrumação verificada na fábrica,
onde diversos materiais são abandonados depois de serem efetuadas intervenções e manutenção.
Esta acumulação pode obstruir vias de passagem e de emergência, impedindo a livre e segura
circulação de máquinas e pessoas, sendo que estes últimos incorrem no risco de tropeçamento. Já, a
semente e a poeira aglomeradas no chão podem tornar o piso escorregadio.
As operações de manutenção improvisadas, sem condições e equipamentos adequados comprometem
a segurança dos trabalhadores a vários níveis, na medida em que podem causar diversos tipos de
acidentes de trabalho que afetem a sua integridade já que com alguma frequência, por excesso de
confiança são negligenciadas regras importantes de segurança.
O facto de os quadros elétricos se encontrarem abertos e componentes como cabos elétricos não
estarem devidamente protegidos acarreta riscos graves. A poeira pode entrar nos circuitos e causar
curto-circuitos, funcionando, também, como condutor de corrente elétrica, gerando explosões. Outro
risco grave associado à eletricidade nomeadamente o choque elétrico, em caso de contacto com os
componentes em carga pode provocar queimaduras gravíssimas, ou mesmo ser fatal se tal resultar em
paragem cardiorrespiratória.
Na fábrica é possível encontrar cilindros de azoto comprimido que não se encontram fixos corretamente.
Caso algum caia, o embate pode provocar explosão do cilindro ou descompressão repentina, podendo
originar a sua projeção a velocidade elevada e o risco de explosão [10].
Os riscos ocupacionais representam a possibilidade de um trabalhador sofrer um determinado dano
derivado do seu trabalho e estão associados a causas diversas de natureza técnica pelo ambiente de
trabalho e equipamentos. [11]

21
A ergonomia é a disciplina científica que estuda a relação física e psicológica entre os indivíduos e os
equipamentos que usam [12]. Por outras palavras, projeta os equipamentos e os locais de trabalho para
que se adequem ao trabalhador. Por exemplo, a utilização intensiva de um simples computador portátil
sem as devidas condições ergonómicas, promove uma postura incorreta, o que poderá resultar em
problemas de saúde a médio/longo prazo, não sendo rara a necessidade de intervenção cirúrgica.
Estes problemas manifestam-se na maior parte dos casos em dor e esta afeta a concentração e a
mobilidade dos movimentos acabando por reduzir a produtividade do trabalhador.
O facto de não ser possível controlar a entrada de luz no espaço, para além de também promover má
postura, pode originar fadiga ocular e visual. Pertence, ainda, a esta categoria, os riscos derivados de
falta de salubridade, que impactam, também, a nível do bem-estar dos trabalhadores e podem ser
percussoras também de doenças.
A prevenção é a intenção de evitar/antecipar os possíveis impactos de um acidente. Nesta área foram
registadas diversas não conformidades que podem ter implicações graves em caso de sinistro,
comprometendo bastante a segurança dos ocupantes do edifício em caso de ocorrência do mesmo.
A obstrução de meios de combate a incêndio ou a sua inexistência, como as caixas de mangueiras de
incêndio e os baldes de incêndios, constituem um risco em situações de sinistro, na medida em que o
acesso ao equipamento fica dificultado ou mesmo impossibilitado. Adicionalmente, a altura a que são
colocados os extintores, apesar de acessível, não cumpre a Norma Técnica, podendo também dificultar
o acesso.
No que às saídas de emergência é respeitante, acresce ainda, o risco de dificuldade na abertura das
portas, caso os seus elementos se encontrem danificados.
A ausência, desatualização e pouca visibilidade das plantas de emergência tem como principal risco a
evacuação por caminhos inadequados. Estas constituem um meio de comunicação e complementar à
sinalização de emergência e contêm a representação gráfica do plano de evacuação e informam sobre
o que é efetivamente importante saber em caso de emergência no interior das instalações, no mínimo
de palavras possível [13].
Os riscos que estão associados a este perigo, aplicam-se a ocupantes que não conheçam o espaço
onde se encontram e o facto de a informação fornecida ser incorreta, pode conduzi-los a lugares e
caminhos errados, fazendo com que a sua evacuação não se realize de forma segura ou em tempo
reduzido, pois poderá perder-se ou ficar “encurralado”. Contudo, em regra geral, os ocupantes que não
conheçam as instalações da Iberol, devem estar sempre acompanhados durante a sua permanência
no local.
Por outro lado, o encaminhamento para o ponto de encontro definido pode ficar igualmente
comprometido, dificultando o trabalho das brigadas, que têm a missão de procurar quem se encontra
em falta.

22
Como resposta à emergência, existem, as botoneiras de emergência e as de paragem de emergência,
que constituem um meio que os trabalhadores dispõem para parar vários ou somente um equipamento
durante uma emergência.
A inoperacionalidade das botoneiras de paragem de emergência, poderá impossibilitar um trabalhador
de parar os equipamentos ou o processo caso ocorra alguma situação emergente, como por exemplo
agarramento ou entalamento de alguém. A sua localização incorreta, para além da situação referida,
pode conduzir a dúvidas e levar a erros na paragem do equipamento. Estes riscos, têm impacto, tanto
a nível processual como a nível de segurança dos trabalhadores.
Os sinais sonoros e luminosos distribuídos pela fábrica têm como função avisar os operadores da
existência de uma situação que necessita de atenção urgente, e que para tal se devem dirigir à sala de
comando. A fraca visibilidade e audibilidade atrasam a resposta à situação, arriscando algum
descontrolo a nível do processo.
Relativamente a documentos desatualizados, o risco é o da informação incorreta aos trabalhadores,
com consequente atuação errada ou demorada em caso de acidente/emergência, para além do não
emprego dos métodos de trabalho mais seguros.
Nos riscos cobertos pelas não conformidades da sinalização de segurança, estão incluídos a incorreta
identificação de equipamentos, dispositivos, caminhos de evacuação ou saídas de emergência e ainda
o desconhecimento de riscos e perigos. Isto é especialmente grave para indivíduos que estejam pouco
familiarizados com as situações, mas também o pode ser para os próprios trabalhadores da Iberol.
3.3. Perigos e riscos não identificados pelas auditorias
Durante as auditorias, nem sempre se conseguem verificar ou detetar todos os riscos para a segurança
dos trabalhadores, motivo pelo qual é importante o constante acompanhamento dos trabalhadores,
nomeadamente através de entrevistas e verificações de rotina durante as suas tarefas diárias. Deste
modo, descrevem-se situações comprometedoras das condições de trabalho, apuradas durante este
estágio.
3.3.1. Práticas de segurança inadequadas
Uma das problemáticas a nível de segurança que sobressai consiste na prática de ações ou atitudes
por parte dos trabalhadores que são inadequadas e que apresentam grandes riscos para os próprios.
Por vezes estes laboram ou tomam determinadas medidas/decisões que podem não ser a forma mais
correta ou segura de atuação pelo simples motivo de “poupar” tempo e de considerarem que os
acidentes apenas ocorrem aos outros e nunca aos próprios.
23
Em primeira instância, quanto à utilização de equipamentos de proteção individual, observa-se ainda
bastante resistência por parte dos trabalhadores em os utilizar pois, apesar de reconhecerem a sua
funcionalidade de proteção, consideram que os mesmos são desconfortáveis e que por vezes dificultam
algumas tarefas. Como tal, frequentemente, a tendência é a sua não utilização. Mais à frente, neste
trabalho, é apresentada uma explicação mais detalhada sobre este meio de prevenção.
Ao mesmo tempo, denota-se uma fraca cultura de conservação e arrumação dos locais no final das
tarefas realizadas, e também de preocupação para seguir os procedimentos corretos com vista à
preservação de equipamentos, deixando-os abertos ou sem as devidas proteções, expondo-os assim,
às condições do meio envolvente promovendo a sua avaria e deterioração mais acelerada.
Adicionalmente, no âmbito dos gases comprimidos foi apurado que é recorrente a utilização indevida
de ar comprimido (por exemplo, a aplicação direta no corpo do trabalhador) para remover pó ou outras
partículas.
Novamente, encontramos o perigo de gás armazenado a altas pressões, mas neste caso, a ser utilizado,
inconscientemente, direcionado ao corpo. As lesões podem ser severas com probabilidade de morte.
Como riscos existem, igualmente, o rompimento de tímpanos, cegueira, infeções de pele causadas por
impurezas contidas no gás, embolias gasosas, danos em órgãos vitais provocadas pelo arremesso de
partículas metálicas ou não a velocidades elevadas, funcionando como projéteis, enfisema subcutâneo6
e embolia subcutânea7.
3.3.2. Meios de acesso inseguros ou improvisados
A identificação dos riscos ocupacionais torna-se mais fácil através do acompanhamento do trabalhador,
como é caso do risco de queda em altura que se verifica em alguns meios de acesso. Face à falta de
estruturas ou equipamentos seguros e adequados às necessidades, frequentemente, têm de ser
improvisados, por meio de equipamentos do processo, ou outros materiais que se encontrem
disponíveis.
Como exemplo, foi apurado que no piso 3 do edifício da Preparação da semente é utilizado um
equipamento, um ventilador neste caso, como meio de acesso a uma conduta de farinha. É necessário
utilizar este acesso sempre que seja preciso abrir ou fechar a conduta devido à mudança de matéria-
prima. Apesar de não ser muito elevado, existe uma clara possibilidade de desequilíbrio e consequente
risco de queda em altura e contacto com as partes móveis do equipamento, que não estão protegidas,
como se observa na Figura 9.
6 “Bolhas de ar espalhadas pelo corpo”; 7 “Ar debaixo da pele”.

24
Figura 9- Equipamento (ventilador) utilizado como meio de acesso para fechar a conduta de farinha de
soja que se encontra acima, no piso 3 da fábrica da Preparação da semente.
Ainda num outro caso, foi identificada a ausência de estrutura de acesso a uma válvula, Figura 10, no
parque de tanques de Biodiesel. Para a alcançar, é necessário utilizar como apoios algumas tubagens.
A manobra desta válvula realiza-se com alguma frequência, ou seja, sempre que o meio de transporte
para onde se efetua a carga de biocombustível é o vagão ferroviário. Quando chove, a água torna as
tubagens de apoio escorregadias, havendo risco de embate nos materiais ao cair.
Figura 10- Válvula sem meio de acesso no parque de tanques de Biodiesel.
Por último, no parque de tanques de óleo, existe um conjunto de válvulas que também não apresenta
uma estrutura de acesso adequada, apesar de ser menos comprometedora que as anteriores, o facto
de a passagem e apoio se realizar por cima de duas tubagens, também oferece alguma instabilidade,
incorrendo novamente no risco de queda em altura e de embate nos materiais em consequência da
mesma.
25
Figura 11- Conjunto de válvulas a aceder, sem estrutura de acesso adequada, no parque de tanques de
óleo.
3.3.3. Parâmetros com níveis elevados
Foram identificados em relatórios de avaliações das condições de trabalho, alguns locais/espaços cujas
características medidas apresentaram níveis considerados elevados por critérios legislativos. As não
conformidades detetadas são relativas ao ruído e a agentes químicos.
Segundo a definição da CEE (1997), considera-se ruído o conjunto de sons suscetíveis de adquirir para
o homem uma sensação auditiva desagradável e/ou intolerável, devido, sobretudo, aos incómodos, à
fadiga, à perturbação e não à dor que pode produzir. A sua unidade de medida é decibéis, dB(A).
A exposição a elevados níveis de ruído provoca diversos efeitos para o colaborador que se manifestam
gradualmente e que consequentemente impactam no trabalho por este realizado. São exemplos a
perda de audição, por vezes surdez, irritabilidade e cansaço, alterações a nível respiratório,
cardiovascular e etc., diminuição do nível de atenção e aumento do número de erros cometidos, que
podem desencadear acidentes de trabalho.
Com base no Relatório de Avaliação da Exposição ao Ruído Durante o Trabalho, realizado em 2012,
foi possível identificar com base nos valores medidos para cada sector da fábrica de LAeq - valor médio
em dB(A)) - os locais mais críticos que necessitam de atenção. O LCpico representa o valor máximo
registado, geralmente, num curto período de tempo. Na Tabela 5, observam-se os referidos índices de
exposição sonora.
Tabela 5- Índices de exposição sonora, Relatório de Avaliação da Exposição ao Ruído Durante o
Trabalho, 2012.

26
Sector LCpico/dB(C) LAeq/dB(A)
Central de vapor 111,6 86,2
Extração de óleo 106,4 82,4
Fábrica de Biodiesel 102,6 82,3
Oficina Mecânica 116,9 81,8
Preparação da semente 113,3 88,5
Túnel de Expedição 103,9 81,6
Os níveis de ruído apresentados são obtidos através da média logarítmica das várias medições
efetuadas no local em questão e a duração das amostras recolhidas varia entre 3 a 9 minutos. A
legislação [14] define os seguintes valores limite de exposição e os valores de ação superior e inferior
no que se refere à exposição pessoal por 8 horas de trabalho (LEX,8h) e ao nível de pressão sonora de
pico (LCpico) que constam na Tabela 6:
Tabela 6- Valores de exposição e valores de ação superior e inferior de exposição pessoal ao ruído [14].
LEX,8h/dB(A) LCpico /dB(C)
Valores de limite de exposição 87 140
Valores de ação superiores 85 137
Valores de ação inferiores 80 135
Comparando a Tabela 5 com a Tabela 6, conclui-se que todos os índices de exposição sonora se
encontram acima dos valores de ação inferiores e como tal, deverão ser tomadas medidas nos locais
indicados.
No que concerne à exposição aos agentes químicos, a sujeição prolongada do trabalhador a elevados
níveis de substâncias químicas e a sua inalação podem provocar efeitos adversos a nível do sistema
respiratório, frequentemente irreversíveis. De acordo com a avaliação de agentes químicos efetuada
em 2015 pelo Instituto de Soldadura e Qualidade- ISQ, o único local onde se registou uma não
conformidade, foi no posto de soldadura da manutenção mecânica, com excesso de manganês
relativamente ao valor limite de exposição – média ponderada (VLE-MP).
O VLE-MP indica o valor limite expresso da concentração média diária, para um dia de trabalho de 8
horas e uma semana de 40 horas, e para a substância química em questão tem o valor de 0,20 mg/m3.
O manganês é um metal e a sua acumulação no organismo humano é tóxica, chegando a prejudicar
órgãos vitais e o sistema nervoso central, afetando gravemente a qualidade de vida.

27
3.3.4. Documentação e informação em falta
Como exposto anteriormente, a inexistência ou desatualização de documentos é sinónimo de
informação incorreta e em falta para os trabalhadores. Como exemplo, são as fichas técnicas de
segurança. Nas auditorias foi detetada apenas a sua desatualização, mas aquando da análise da
questão, verificou-se a falta de outras. O mesmo se constatou para as instruções de trabalho.
Sem acesso a informação imediata, os trabalhadores em vez de poderem atuar de forma imediata para
diminuir danos ou, até, erradicar um problema, terão de prolongar a situação. Para além disso, podem
não estar sensibilizados para todos os perigos e riscos que estão associados ao manuseamento de
certos produtos químicos em questão, aumentando, assim, a probabilidade de acidentes e de
ocorrências, bem como podem não ter acesso ao método correto de realização de determinadas
tarefas/procedimentos e às respetivas regras de segurança a cumprir.
3.3.5. Sinalização de segurança em falta
A sinalização de segurança constitui uma ferramenta importante na informação dos trabalhadores
relativamente aos riscos associados às atividades a realizar, conduzindo-os a atitudes preventivas e
de proteção, especialmente no meio industrial, onde estes tomam outra magnitude.
A atenção dos trabalhadores é estimulada e redobrada, tornando-se estes mais cuidadosos,
apercebendo-se dos perigos mais rapidamente e desenvolvendo comportamentos de segurança
adequados.
Observa-se, que de um modo geral, que a sinalização existente não é a mais adequada
Remetendo, como exemplo, ao perigo de superfícies quentes na zona da preparação da semente,
constata-se, com alguma frequência acidentes que resultam em queimaduras, especialmente nesta
unidade. Contudo, a sinalização de aviso para este perigo é reduzida, e a existente não se encontra
próxima das fontes de calor. Embora os operários estejam cientes deste perigo, existem muitos outros
trabalhadores de empresas externas que não conhecem a fábrica e que, portanto, não estão em alerta
para este facto.
Para além disso, é também praticamente inexistente sinalização/aviso de risco de choque contra vigas,
estruturas salientes e outros elementos suscetíveis de embate.
Finalmente, a ausência de sinalização de aviso também se verifica para os meios de elevação de
cargas, tanto do perigo de cargas suspensas como do risco de queda de objetos. Tão pouco existe a
indicação das cargas máximas que estes dispositivos podem suportar.

28
3.3.6. Circulação de peões mal definida
A circulação de peões nas instalações apresenta bastantes deficiências, não se encontrando
corretamente definida nem delimitada. A constante circulação de camiões e veículos pesados na fábrica,
aumenta a dificuldade de circulação pedestre em segurança pelas instalações. Em dias de grande
movimentação de camiões para descarga de semente ou carga de farinha, torna-se necessário circular
entre veículos, amplificando o risco de atropelamento. Por outro lado, as caleiras técnicas que poderiam
servir de passeio, têm algumas tampas danificadas que, ao serem utilizadas para circulação pedonal,
aumentam o risco de queda por tropeçamentos ou mesmo de quebra de alguma tampa e queda em
altura.
3.3.7. Armazenamento de cilindros de gás
comprimido
Foram identificadas duas arrecadações contíguas com armazenamento irregular, junto à Central de
Vapor, onde se encontram cilindros de gás comprimido contendo produtos combustíveis e inflamáveis
juntamente com outros comburentes, não seguindo regras relativamente ao seu acondicionamento.
Figura 12- Arrecadações de armazenamento de garrafas de gás comprimido.
Como foi referido anteriormente, os riscos associados às garrafas de gás comprimido são a
descompressão repentina, a projeção do cilindro a velocidade elevada, a explosão e asfixia 8 .
Adicionalmente, com conteúdos inflamáveis e/ou tóxicos podem ocorrer reações violentas, e ferimentos
nos trabalhadores se forem atingidos pela massa de gás libertada [10].
Ambas as arrecadações encontram-se ilustradas na Figura 13:
8 Ocorre em locais fechados ou mal arejados, quando a libertação de grandes massas de gás faz diminuir o nível de oxigénio no local.

29
Figura 13- Planta ilustrativa das arrecadações de armazenamento de garrafas de gás comprimido.
A disposição das garrafas contidas em cada um dos espaços, descrita de seguida, encontra-se por
ordem e os compostos são seguidos do número de unidades existentes:
1ª Arrecadação:
GPL(×3) | Acetileno(×2) | Oxigénio(×2) | Azoto(×2) | Não identificadas(×2) | Oxigénio (×1)
2ª Arrecadação:
GPL(×2) | Acetileno(×2) | Oxigénio(×3) | Corgon® 18(×1)
No total, somam-se 20 garrafas de gás comprimido nos dois espaços. Na 1ª Arrecadação encontram-
se garrafas deixadas pelas empresas externas, que foram armazenadas neste local para melhor
acondicionamento, com exceção dos cilindros de azoto que são utilizados para a manutenção dos
laminadores da Preparação da semente. Por sua vez, na 2ª Arrecadação encontram-se o propano (Gás
de Petróleo Liquefeito- GPL) utilizado no empilhador, oxigénio e acetileno para os conjuntos de oxicorte
e ainda o Corgon® 18 para soldadura. Para este último trabalho também é o utilizado Árgon e os seus
recipientes são armazenados igualmente nesta arrecadação. Existem 10 e 11 espaços para colocação
deste tipo de recipientes, respetivamente.
No que às garrafas pertencentes à Iberol diz respeito, e cujo armazenamento é necessário neste
espaço, as capacidades de cada unidade são 11 kg de propano, 21 kg de acetileno dissolvidos, 10,6
m3 de oxigénio, 11,3 m3 de Corgon® 18 e 10,7 m3 de Árgon. A pressão de enchimento dos gases é de
200 bar a 15ºC e o acetileno dissolvido a 15 bar [15].
Neste contexto, foi avaliada a incompatibilidade das substâncias com base nas características de
perigosidade presentes na Tabela 7.
1ª Arrecadação 2ª Arrecadação
Edifício da Manutenção
Exterior
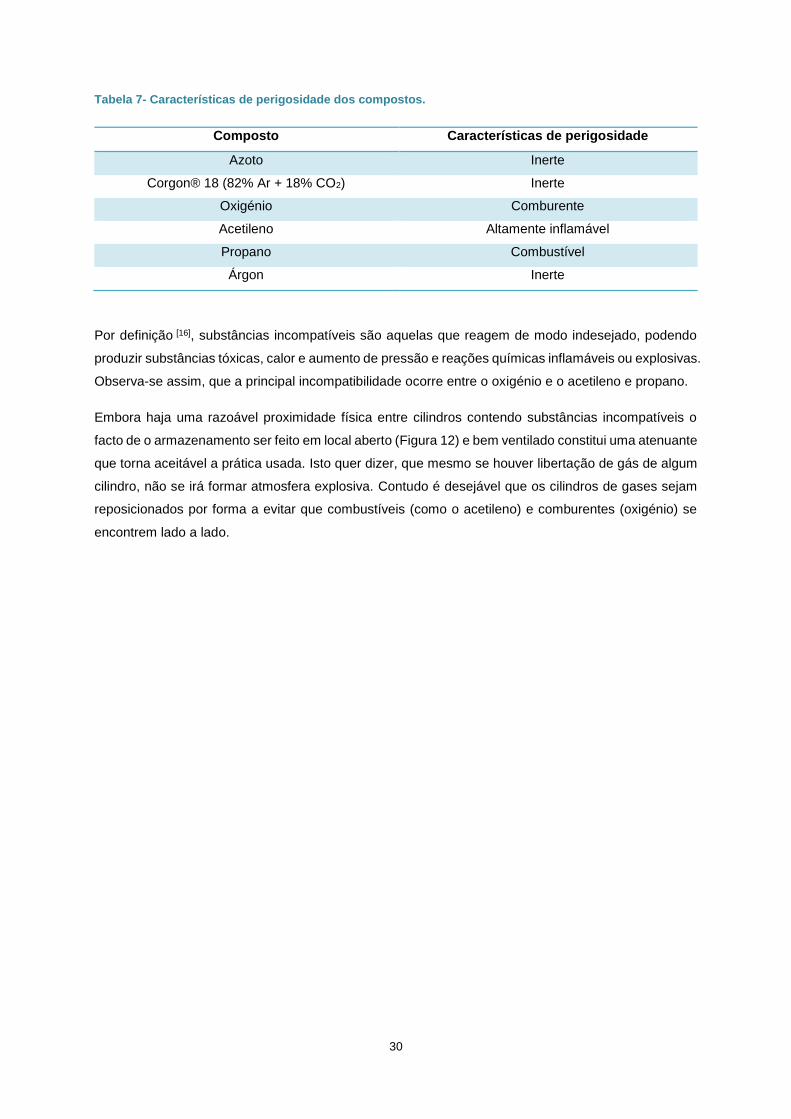
30
Tabela 7- Características de perigosidade dos compostos.
Composto Características de perigosidade
Azoto Inerte
Corgon® 18 (82% Ar + 18% CO2) Inerte
Oxigénio Comburente
Acetileno Altamente inflamável
Propano Combustível
Árgon Inerte
Por definição [16], substâncias incompatíveis são aquelas que reagem de modo indesejado, podendo
produzir substâncias tóxicas, calor e aumento de pressão e reações químicas inflamáveis ou explosivas.
Observa-se assim, que a principal incompatibilidade ocorre entre o oxigénio e o acetileno e propano.
Embora haja uma razoável proximidade física entre cilindros contendo substâncias incompatíveis o
facto de o armazenamento ser feito em local aberto (Figura 12) e bem ventilado constitui uma atenuante
que torna aceitável a prática usada. Isto quer dizer, que mesmo se houver libertação de gás de algum
cilindro, não se irá formar atmosfera explosiva. Contudo é desejável que os cilindros de gases sejam
reposicionados por forma a evitar que combustíveis (como o acetileno) e comburentes (oxigénio) se
encontrem lado a lado.

31
4. Ações de melhoria das condições de segurança
Neste capítulo, são enumeradas as ações corretivas definidas com o propósito de contrapor as não
conformidades detetadas na fábrica da Preparação da semente. Para além disso são também
apresentadas medidas de melhorias de segurança atendendo aos riscos identificados durante o estágio.
A legislação nacional tem acompanhado o evoluir da preocupação em matéria das condições de
Segurança, Higiene e Saúde do Trabalho. Existem diversos diplomas criados com intuito de
regulamentar o regime jurídico da promoção e prevenção da segurança e saúde laboral e a
obrigatoriedade da existência de serviços relacionados em todas as organizações. É, portanto, nesta
legislação, que as ações corretivas e de melhoria das condições de segurança foram baseadas, com o
objetivo de oferecer maior segurança aos trabalhadores e de cumprir as obrigações legais em vigor.
Com base na avaliação da gravidade e efetuada e do impacto dos principais riscos identificados no
Capítulo 3, na Tabela 8, encontra-se uma classificação da urgência de tratamento de cada um com
base na severidade dos seus danos. Os riscos são classificados em três tipos: os de prioridade alta,
de prioridade média e de prioridade baixa.
Tabela 8- Classificação da prioridade de tratamento dos riscos identificados.
Risco Prioridade alta Prioridade média Prioridade baixa
Incêndio e Explosão ×
Entalamento ×
Queda de pessoas ×
Queda de objetos ×
Problemas
respiratórios
×
Problemas auditivos ×
Elétrico ×
Outros ×
4.1. Definição de ações corretivas
Perante a informação recebida nos relatórios de auditoria, é necessário garantir que são empreendidas
ações corretivas para eliminar as fontes de não conformidade e atenuar os riscos que lhes estão
associados, de forma a evitar a sua repetição. Porém, uma conclusão de auditoria por si só poderá não
representar todo o panorama, e como tal, é necessário realizar uma análise profunda e compreender
as razões pelas quais as situações ocorrem de determinada maneira.
Após a recolha e análise de informação de campo, definiram-se ações corretivas, juntamente com os
responsáveis dos vários sectores envolvidos, que são apresentadas de seguida de acordo com a sua
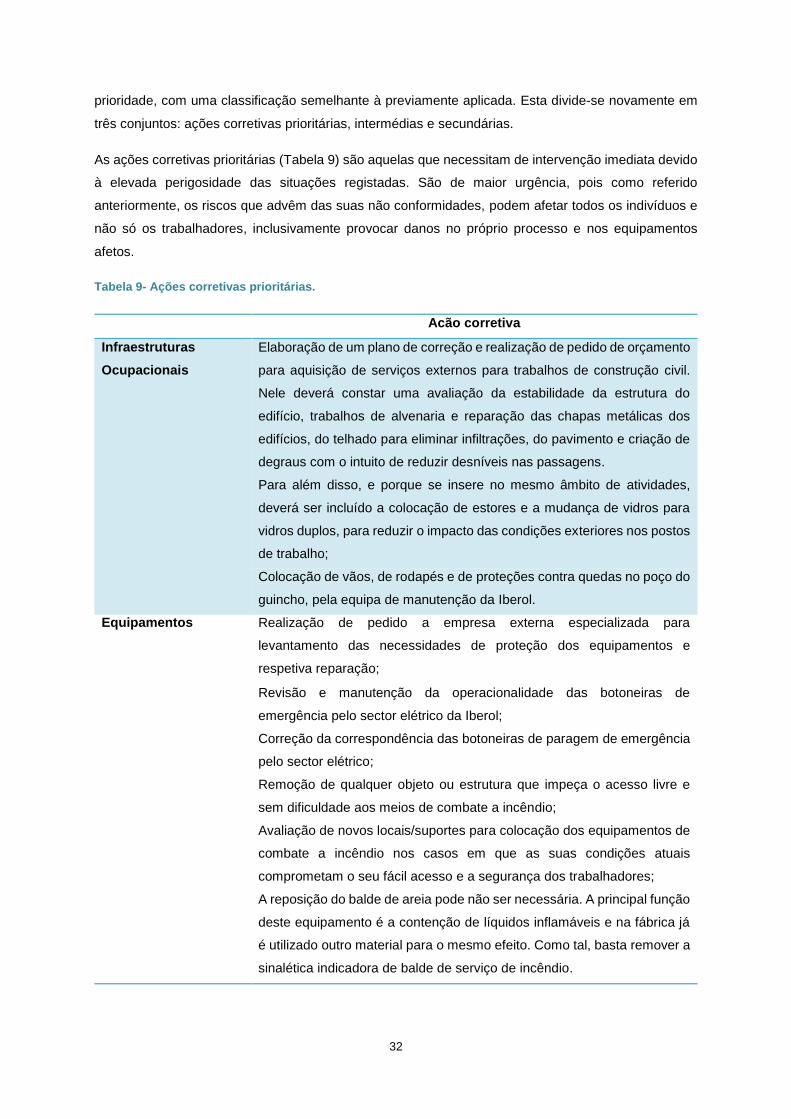
32
prioridade, com uma classificação semelhante à previamente aplicada. Esta divide-se novamente em
três conjuntos: ações corretivas prioritárias, intermédias e secundárias.
As ações corretivas prioritárias (Tabela 9) são aquelas que necessitam de intervenção imediata devido
à elevada perigosidade das situações registadas. São de maior urgência, pois como referido
anteriormente, os riscos que advêm das suas não conformidades, podem afetar todos os indivíduos e
não só os trabalhadores, inclusivamente provocar danos no próprio processo e nos equipamentos
afetos.
Tabela 9- Ações corretivas prioritárias.
Acão corretiva
Infraestruturas
Ocupacionais
Elaboração de um plano de correção e realização de pedido de orçamento
para aquisição de serviços externos para trabalhos de construção civil.
Nele deverá constar uma avaliação da estabilidade da estrutura do
edifício, trabalhos de alvenaria e reparação das chapas metálicas dos
edifícios, do telhado para eliminar infiltrações, do pavimento e criação de
degraus com o intuito de reduzir desníveis nas passagens.
Para além disso, e porque se insere no mesmo âmbito de atividades,
deverá ser incluído a colocação de estores e a mudança de vidros para
vidros duplos, para reduzir o impacto das condições exteriores nos postos
de trabalho;
Colocação de vãos, de rodapés e de proteções contra quedas no poço do
guincho, pela equipa de manutenção da Iberol.
Equipamentos Realização de pedido a empresa externa especializada para
levantamento das necessidades de proteção dos equipamentos e
respetiva reparação;
Revisão e manutenção da operacionalidade das botoneiras de
emergência pelo sector elétrico da Iberol;
Correção da correspondência das botoneiras de paragem de emergência
pelo sector elétrico;
Remoção de qualquer objeto ou estrutura que impeça o acesso livre e
sem dificuldade aos meios de combate a incêndio;
Avaliação de novos locais/suportes para colocação dos equipamentos de
combate a incêndio nos casos em que as suas condições atuais
comprometam o seu fácil acesso e a segurança dos trabalhadores;
A reposição do balde de areia pode não ser necessária. A principal função
deste equipamento é a contenção de líquidos inflamáveis e na fábrica já
é utilizado outro material para o mesmo efeito. Como tal, basta remover a
sinalética indicadora de balde de serviço de incêndio.

33
Acão corretiva
Espaços No espaço confinado a realização de trabalhos deverá ser feita mediante
medidas apropriadas que preservem a saúde dos trabalhadores. As
principais regras a cumprir são a necessidade de autorização de trabalho,
o controlo prévio da atmosfera, a necessidade de duas pessoas para a
execução das tarefas no local a utilização de máscara e óculos de
proteção e a limpeza do espaço. Estas deverão constar numa instrução
de trabalho;
Limpeza da semente e poeiras acumuladas em todos os locais onde se
verifique a sua existência, de modo frequente, para evitar as
consequências graves referidas anteriormente.
Procedimento Elaboração de instruções de trabalho baseadas em avaliações de risco
das tarefas e redação de um procedimento de autorização de trabalhos
de modo a que as condições de segurança sejam asseguradas antes de
se iniciarem os trabalhos e evitar improvisação.
Sinalização/
Identificação
Levantamento das necessidades de sinais sonoros e visuais de aviso do
processo e elaboração de um plano com as correções a efetuar;
Na Tabela 10, estão listadas as ações corretivas intermédias, que são aquelas que embora urgentes,
podem ser implementadas numa segunda fase.
Tabela 10- Ações corretivas intermédia.
Ação corretiva
Equipamentos Realização de pedido de encomenda de escadas móveis novas em
condições de serem utilizadas nos respetivos locais. Acrescentar mais
proteção dorsal às escadas de marinheiro não conformes, de acordo com
as normas em vigor. Efetuar revisão periódica a estes equipamentos para
garantir a sua segurança e em condições de utilização;
Remoção de todas as peças de andaimes e seu acondicionamento em
local adequado. Fazer levantamento das necessidades de acesso e se
existirem, juntar à encomenda de escadas novas os equipamentos
identificados;
Revisão periódica dos equipamentos de elevação de carga e reparação
dos seus componentes danificados, como proteções contra queda de
objetos e patilhas de segurança dos ganchos;
Realização de pedido de revisão anual e reparação das portas de
emergência e dos seus elementos mecânicos como as barras antipânico
para impedir que ocorram dificuldades no seu uso em caso de sinistro.

34
Ação corretiva
Espaços Remoção de resíduos, limpeza e arrumação dos espaços sem utilização
para que deixe de ser um local de acumulação. Adicionalmente, deverá
ser colocada iluminação;
Remoção e acondicionamento apropriado de materiais e ferramentas
provenientes de intervenções e manutenções anteriores que são
esquecidos nos diversos locais do edifício;
Remoção dos equipamentos obsoletos.
Elétrico Remoção do quadro elétrico e colocação de um novo ponto de
alimentação em sua substituição;
Colocação das chapas de proteção em falta nas zonas técnicas de
passagem de cabos elétricos.
Sinalização/
Identificação
Revisão e elaboração de um novo plano de emergência interno onde os
caminhos de evacuação e o respetivo plano de sinalização serão
novamente definidos e as plantas de emergência atualizadas. Estas
últimas, deverão ser sujeitas a limpeza, sempre que preciso, devido à
acumulação de poeira que por vezes impossibilita a sua visualização.
Armazenamento Fixação correta dos cilindros de gás comprimido de azoto no local onde
são utilizadas, junto aos laminadores. Este é o local mais apropriado
também pelo facto do seu transporte ser complicado devido à existência
de obstáculos como degraus ao longo do percurso.
Ocupacional Melhoramentos das condições de salubridade através da construção de
novas instalações sanitárias noutro espaço que se encontra desocupado.
Finalmente, as ações corretivas secundárias, são aquelas que apesar da sua implementação ser
importante, poderão ser realizadas sem carácter urgente.
Tabela 11- Ações corretivas secundárias.
Ação corretiva
Documentos Atualização das fichas técnicas de segurança para que contenham a
informação mais recente disponibilizada pelos fornecedores dos produtos
químicos.
Sinalização/
Identificação
Colocação e substituição da sinalização que foi identificada como estando
em falta ou em desacordo com o homologado tanto para aviso como para
identificação de dispositivos;
Identificação de tubagens. Numa primeira instância será necessário
definir um padrão na identificação e do material para o concretizar.
Ocupacional Disponibilização de uma workstation adequada no posto de chefia, que
colmate os riscos associados à utilização de equipamento portátil.
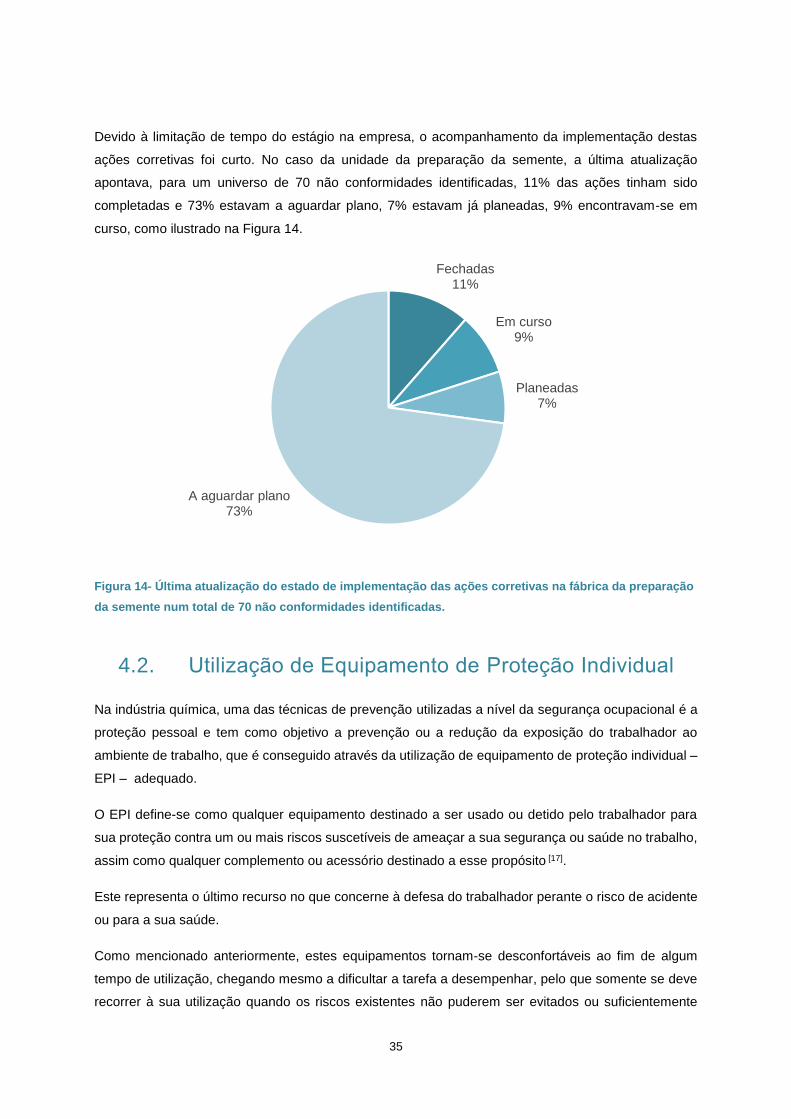
35
Devido à limitação de tempo do estágio na empresa, o acompanhamento da implementação destas
ações corretivas foi curto. No caso da unidade da preparação da semente, a última atualização
apontava, para um universo de 70 não conformidades identificadas, 11% das ações tinham sido
completadas e 73% estavam a aguardar plano, 7% estavam já planeadas, 9% encontravam-se em
curso, como ilustrado na Figura 14.
Figura 14- Última atualização do estado de implementação das ações corretivas na fábrica da preparação
da semente num total de 70 não conformidades identificadas.
4.2. Utilização de Equipamento de Proteção Individual
Na indústria química, uma das técnicas de prevenção utilizadas a nível da segurança ocupacional é a
proteção pessoal e tem como objetivo a prevenção ou a redução da exposição do trabalhador ao
ambiente de trabalho, que é conseguido através da utilização de equipamento de proteção individual –
EPI – adequado.
O EPI define-se como qualquer equipamento destinado a ser usado ou detido pelo trabalhador para
sua proteção contra um ou mais riscos suscetíveis de ameaçar a sua segurança ou saúde no trabalho,
assim como qualquer complemento ou acessório destinado a esse propósito [17].
Este representa o último recurso no que concerne à defesa do trabalhador perante o risco de acidente
ou para a sua saúde.
Como mencionado anteriormente, estes equipamentos tornam-se desconfortáveis ao fim de algum
tempo de utilização, chegando mesmo a dificultar a tarefa a desempenhar, pelo que somente se deve
recorrer à sua utilização quando os riscos existentes não puderem ser evitados ou suficientemente
Fechadas11%
Em curso9%
Planeadas7%
A aguardar plano73%

36
limitados, em primeiro lugar, por medidas, métodos ou processos de prevenção inerentes à organização
do trabalho, e em segundo lugar, por meios técnicos de proteção coletiva [17].
Por outras palavras, os EPI não devem fazer desaparecer as medidas de prevenção e proteção coletiva,
mas sim complementá-las.
A escolha do EPI deve ter em atenção o tipo de circunstâncias e tarefas a executar pelo trabalhador e
deve ser mantido em bom estado de conservação e ser alvo de revisões e higienização periódicas [18].
Para que a proteção proporcionada pelo EPI seja eficaz e cumpra a sua função é necessário formar e
sensibilizar os trabalhadores para as seguintes questões [19]:
Como utilizá-lo devidamente;
Estar ciente de quando é necessário utilizá-lo;
Saber que tipo de equipamento de proteção é necessário para cada situação/tarefa;
Entender as limitações do EPI na proteção de trabalhadores contra lesões;
Colocar, ajustar, vestir e retirar o EPI corretamente;
Manter o equipamento em condições adequadas.
4.2.1. Proteção auditiva
Um dos perigos que ressalta nesta análise de segurança é o ruído, característica comum nas unidades
industriais. Os equipamentos de processo, devido ao seu funcionamento, provocam vibrações que são
aceleradoras do seu desgaste causando avarias e o ruído [20].
Para eliminar o risco de danos auditivos derivados da exposição prolongada ao ruído, nos locais
indicados Tabela 5, do subcapítulo 3.3.3. deverá ser implementada a obrigatoriedade de proteção
auditiva. Não obstante, há que ter presente que esta deverá ser uma medida complementar à proteção
coletiva e como tal, a longo prazo o objetivo deverá ser a redução do ruído dos equipamentos, através
da sua manutenção mais frequente e aplicação de blindagens acústicas, lubrificação de máquinas,
entre outros [21].
A organização do trabalho para redução do tempo de exposição dos trabalhadores e realização de
exames audiométricos são outras medidas a serem consideradas.
Existem dois tipos de proteção auditiva que podem ser utilizados: tampões auditivos (auriculares) e
abafadores (auscultadores).
O primeiro é leve e fresco, sendo facilmente transportável e utilizável com o capacete e os óculos,
tornando o equipamento conveniente para espaços fechados e apertados, mas fácil de perder e
esquecer. Apresenta melhor atenuação a baixas frequências e quando colocado corretamente tem
atenuação comparável ao dos abafadores. Contudo, os tampões de inserção podem ser aliviados pelos
37
movimentos de conversação e de mastigação e são complicados de manipular com luvas ou mãos
sujas [22].
Os segundos, podem ter bandolete ou serem montados em capacete. A sua atenuação a altas
frequências é superior, e são mais confortáveis por não estarem inseridos dentro do conduto auditivo
apesar de se tornarem desconfortáveis ao fim de longos períodos de tempo devido ao seu peso e se
usados em ambientes quentes. Simplificam o controlo do uso e a comunicação oral por serem visíveis
à distância. Como ocupam mais volume acarretam problemas em espaços confinados, mas são
aconselhados para trabalhos em áreas não limpas, devido à sua facilidade na colocação e remoção.
Por último, contrariamente aos auriculares, o custo inicial de implantação é elevado, mas a sua vida útil
é longa e existe a possibilidade de reposição de peças [22].
No anexo 3 podem ser consultados alguns exemplos de proteção auditiva adequadas aos níveis de
ruído identificados. Porém, existem muitos outros disponíveis no mercado que também deverão ser
considerados.
4.2.2. Proteção respiratória
A utilização obrigatória de proteção respiratória deve ser implementada sempre que haja a exposição
do trabalhador ao risco de inalação de poeiras, gases, fumos ou vapores nocivos [23].
O único local identificado em relatório oficial que apresenta risco para a saúde respiratória é o posto de
soldadura da manutenção mecânica. Todavia, devido à excessiva concentração de poeira em locais
como o tegão de descarga e à potencial formação de atmosfera nociva na cave do piso -1 (espaço
confinado) da fábrica da preparação da semente, a obrigatoriedade deverá ser estendida aquando a
realização de trabalhos nestes espaços.
Deverá ser reforçada, igualmente, a utilização de proteção respiratória durante a
exposição/manuseamento de compostos químicos que o requisitem (informação disponível em fichas
de segurança técnicas).
O tipo de máscara a selecionar irá depender da natureza dos riscos associados. Quanto à exposição a
grandes quantidades de poeiras, que pode ser observada durante as descargas de semente,
principalmente no tegão de receção, a máscara deverá, possivelmente, conter um filtro para partículas
sólidas e líquidas, tipo P2 ou P3 [24]. Como ocorre a transpiração do utilizador, as partículas ficam
humedecidas, formando pasta, dificultando a respiração.
Deverão, também, encontrar-se sempre disponíveis, máscaras com filtros para vapores, para quando
o manuseamento de compostos químicos o exija ou quando os trabalhadores sintam a necessidade de
as utilizar, visto que existe também a probabilidade de formação de névoas ou vapores nas zonas onde
circula hexano e metanol. Neste caso, existem vários de tipos filtros que podem ser consultadas no
anexo 3, Tabela 15, podendo ser conjugados consoante as necessidades.

38
4.2.3. Proteção da cabeça e dos pés
A obrigatoriedade de utilização de capacete e calçado de proteção será implementada de modo a
abranger toda a zona de fábrica. Neste perímetro estão incluídas as seguintes zonas e situações que
contribuíram para a sua delimitação, visto que comprometem a segurança dos colaboradores:
Zonas de circulação de veículos pesados, vagões ferroviários e empilhadoras;
Zonas de processo, armazenamento e manutenção;
Zonas de passagem de equipamentos de transporte de substâncias sólidas em altura (redlers);
Transporte de peças e de acessórios de manutenção;
Zonas de trabalhos de intervenção e de manutenção e de acumulação dos respetivos trabalhos.
Este perímetro, Figura 15, abrange, portanto, locais onde os trabalhadores/visitantes estão expostos
ao risco de traumatismo na cabeça e aos riscos de queimadura, corrosão, perfuração ou esmagamento
dos pés [18].
Figura 15- Zona de utilização obrigatória de capacete e calçado de proteção, delimitada pelo tracejado
azul.
No que diz respeito às características destes dois tipos de proteção, o capacete deve ser
suficientemente resistente, incombustível, com armação interior apropriada, câmara de ventilação e, se
necessário, abas que protejam a face e a nuca [23].
39
O calçado de proteção deverá ter como propriedades fundamentais a biqueira de segurança e palmilha
anti perfuração. Devido à existência das zonas ATEX, o calçado também deverá ser anti estático e para
o manuseamento de óleo deverá ser também resistente ao escorregamento [25].
4.2.4. Proteção dos olhos e do rosto
A utilização de proteção ocular e facial deve ser obrigatória sempre que exista a probabilidade de danos
nos olhos e na face, por salpicos, por projeções de estilhaços, de materiais quentes ou cáusticos, por
exposição a poeiras ou fumos perigosos ou incómodos, ou que estejam sujeitos a deslumbramento por
luz intensa ou radiações perigosas [18].
De acordo com a disposição anterior, os óculos de proteção deverão ser utilizados no interior das
fábricas e na realização de trabalhos onde existe a probabilidade do despoletar desses riscos devido à
existência de pressões elevadas, materiais quentes e compostos químicos.
As proteções de rosto mais específicas, como a viseira e a máscara de solda, são adequadas para
trabalhos de manutenção e reparações, como soldadura e corte em que a probabilidade de danos
graves na face é significativa. A máscara de solda, tem ainda associado o evitar do contacto visual
direto com a chama dos maçaricos, que pode danificar a visão de forma séria e irreversivelmente.
Quanto às características dos óculos de proteção, para uma utilização contínua pelos trabalhadores,
estes equipamentos deverão ter qualidades óticas apropriadas, e de acordo com as suas necessidades,
podendo ser graduados.
Para além disso deverão ser resistentes ao embaciamento, a líquidos, gás, vapores, partículas de pó
e resistentes ao impacto de fragmentos a alta velocidade. Para trabalhos elétricos é, ainda,
recomendado que sejam resistentes a arco elétrico causado por curtos-circuitos em equipamentos
elétricos [26].
4.2.5. Proteção das mãos e do corpo
O trabalhador deve recorrer à utilização de luvas de proteção sempre que esteja presente o risco de
corte, abrasão, queimadura ou corrosão das mãos [23].
Estes riscos são decorrentes de tarefas que envolvam o manuseamento de compostos químicos e
materiais quentes, onde pode haver contacto com a pele através de derrames e salpicos e também de
operações de manutenção com equipamentos de corte e soldadura que por descuido podem atingir as
mãos.
Para além disso, nos casos em que as regras de segurança o ditem, deverá ser utilizada também
proteção de corpo, como avental quimicamente resistente.

40
Para discernir sobre o tipo de luvas de proteção a utilizar, é necessário considerar alguns fatores como
[16]:
Tipo de substância a manusear;
Os perigos associados;
Tipo e duração do contacto;
Tamanho e conforto das luvas;
Tipo de tarefa a desempenhar.
De acordo com as diferentes tarefas desempenhadas na Iberol, os tipos de luvas a utilizar (anexo 3,
Tabela 16) terão de ser os adequados aos principais riscos que afetem as mãos. São eles os riscos de
origem química, os mecânicos, térmicos e elétricos.
Note-se, que nenhum material protege contra todas as substâncias, nem nenhum material protege de
uma substância em particular para sempre [16].
Para manuseamento de compostos químicos deve optar-se por aventais quimicamente resistentes
constituídos por fibras sintéticas. No caso da utilização de óleos o vestuário deverá ser constituído por
materiais plásticos, como o PVC e o Neopreno e para as zonas ATEX, deverá ser constituído por fibras
sintéticas que impeçam a formação de eletricidade estática [16].
Para a manipulação de substâncias tóxicas, irritantes ou infetantes, os trabalhadores devem utilizar
luvas de canhão alto, de formar a protegerem, também, os antebraços [23]. É necessário, ainda, ter em
consideração a espessura das luvas, pois maior espessura significa perda de sensibilidade e luvas
mais finas podem não oferecer proteção suficiente.
4.2.6. Proteção contra quedas
O arnês de proteção é de utilização obrigatória quando os trabalhadores se apresentem expostos ao
risco de queda livre. Este tipo de equipamento de proteção não deve permitir uma queda livre superior
a 1 metro, a não ser que dispositivos apropriados limitem ao mesmo efeito uma queda de altura superior
[23].
Tal aplica-se aos acessos existentes nas instalações fabris, cujo risco de queda em altura é crítico, e
que chegam a ser utilizados mais que uma vez ao dia, enquanto não forem implementadas outras
soluções mais seguras.
É igualmente verdade durante tarefas realizadas em equipamentos de acesso a diferentes níveis de
trabalho de que são exemplo os andaimes e em espaços confinados como dispositivo de prevenção.

41
4.3. Formação dos trabalhadores
No Capítulo 3, é explicado que um dos principais perigos observados são os comportamentos de
segurança inadequados.
É de extrema importância alertar os trabalhadores para estas más práticas, de modo que interiorizem
os riscos em que estão a incorrer, cujas consequências poderão afetar a sua vida irreversivelmente.
Além do mais, necessitam de ter presente que os efeitos nefastos nem sempre se verificam no
momento e podem somente manifestar-se a longo prazo, por efeito cumulativo.
Por outro lado, também deverão ser sensibilizados para uma melhor cultura de limpeza, arrumação e
de cuidados com os equipamentos.
Desta forma, o meio para combater a fraca sensibilização e padrões errados nas práticas é a formação.
Esta é uma prática aplicada nas empresas certificadas em segurança no trabalho e como tal, também
a Iberol deverá estruturar planos de formação e assegurando a informação dos trabalhadores.
Assim, a uniformização de procedimentos utilizados e o respeito pelas regras de segurança e higiene
industrial, para além de poderem evitar acidentes de trabalho têm como consequência o aumento
significativo da produtividade e rentabilidade de colaboradores.
Para análise da eficácia dos planos de formação, poderão ser posteriormente realizados inquéritos para
avaliar a sensibilização.
Refira-se que, como resposta à identificação da utilização incorreta de gás comprimido, foi elaborado
um documento identificando os riscos que lhe estão associados (anexo 4). Contudo, é de realçar, que
a formação deverá ser sempre o primeiro passo e só depois deverá vir a sensibilização.
4.4. Documentos de informação
Atendendo à necessidade de atualização e redação de documentos de informação de segurança, foram
elaborados, para além dos referidos nos subcapítulos seguintes, um folheto de informação (anexo 5)
para visitantes e motoristas e a atualização da lista de contactos de emergência internos e externos. A
importância destes documentos centra-se no facto do primeiro ter a função de transmitir as principais
regras de segurança a cumprir por indivíduos externos à empresa e o segundo por manter atualizados
os principais contatos em caso de emergência.
4.4.1. Fichas técnicas de segurança
As fichas técnicas de segurança, procuram dar informação técnica essencial sobre todos os produtos
químicos utilizados e existentes nos diversos sectores da Iberol. Contêm a informação resumida das

42
fichas de dados de segurança dos respetivos fornecedores, numa estrutura simples e de poucas
páginas, neste caso apenas uma.
Neste documento, é imprescindível constar os seguintes dados:
A designação do produto;
Os dados relativos ao fornecedor;
Os pictogramas de substâncias perigosas;
As propriedades físicas e químicas dos produtos;
A natureza dos riscos associados (gerais, para o Homem e para o Ambiente) e os perigos;
Que medidas tomar em caso de contacto com a pele, inalação, ingestão ou contacto com os
olhos;
Como atuar em caso de incêndio e derrame;
Os equipamentos de proteção individual a utilizar.
Assim, foram atualizadas as fichas existentes e criadas as novas, encontrando-se dois exemplos no
anexo 6.
Novamente, para uma utilização profícua, é necessário garantir que os destinatários estejam
conscientes da sua existência, da informação que contêm e da sua finalidade, através de formação,
caso contrário de nada servirão e o problema manter-se-á.
4.4.2. Instruções de trabalho
As instruções de trabalho são documentos cujo intuito é padronizar tarefas específicas e descrever o
modo como devem ser realizadas. A padronização obriga a que as tarefas sejam realizadas com
métodos corretos e seguros.
Com a publicação de novas instruções de trabalho, criam-se também novas rotinas obrigatórias, tais
como manutenções e inspeções que ajudam a preservar as boas condições de segurança e higiene no
trabalho.
Além do modo operatório, neste documento também é possível encontrar listados os principais riscos
inerentes à tarefa e quais as suas causas mais frequentes. Inclui-se também um conjunto de regras
gerais a cumprir para garantir a segurança dos intervenientes e os EPI obrigatórios (caso seja aplicáveis)
para além de outras informações que sejam relevantes.
Neste sentido foram criadas as seguintes instruções de trabalho:
Trabalhos em espaços confinados (anexo 7);
Utilização dos meios de elevação de carga;
Utilização de aparelhos de respiração autónomos;
Utilização de andaimes;
43
Utilização de garrafas de gás comprimido;
Verificação de chuveiros e lava-olhos de emergência;
Verificação de escadas e escadotes.
Por último, toda a documentação relacionada com a segurança, de que são exemplo as instruções de
trabalho e as fichas técnicas de segurança, fará parte integrante de um Sistema de Gestão da
Segurança.
4.5. Circulação de peões
É fundamental, numa fábrica ser disponibilizado um circuito que permita movimentação fácil e segura
das pessoas e de modo a que os trabalhadores na sua proximidade não corram qualquer risco. Assim,
deverão ser asseguradas algumas características e condições para os caminhos destinados à
circulação de peões. Segundo a Portaria 987/93 de 6 de outubro [27], a via de circulação de pessoas
deverá ter iluminação adequada e piso não escorregadio ou antiderrapante. Como parte do circuito
implica passar pelas ditas caleiras técnicas, é necessário garantir que as suas lajes se encontram em
condições adequadas e que sejam construídos degraus para se descer e subir em casos de desníveis
mais acentuados. Por último é essencial marcar o circuito e zonas de passagens de peões com
passadeiras.
O circuito encontra-se representado por uma linha verde, na Figura 16.

44
Figura 16- Planta com a circulação de peões desenha a verde.
4.6. Proposta de armazenamento de garrafas de gás
comprimido
Os cilindros de gás comprimido, ao conservarem gases a pressões elevadas ou gases liquefeitos
apresentam riscos elevados, para os quais é necessário tomar medidas e procedimentos de segurança
relativamente ao seu manuseamento, transporte e armazenamento.
Por definição [28] uma zona de armazenagem de garrafas de gás comprimido é um local onde são
mantidas em stock garrafas de gás cheias e armazenadas garrafas vazias até serem removidas.
No seguimento da análise realizada às substâncias incompatíveis, deve-se separar os recipientes de
acordo com as propriedades dos seus gases e, como tal, os que contenham gases inflamáveis devem
ser armazenados separadamente das que contêm comburente, podendo ser intercalados com garrafas
de gás inerte comprimido, como se ilustra na Figura 17. É imperativo que todas as garrafas estejam
fixas.
No armazenamento há, ainda, que ter em conta o facto de que as garrafas de gás comprimido se
encontram aos pares, pois existe uma a ser utilizada e outra de reserva, com exceção das de oxigénio

45
para os conjuntos de oxicorte, visto que este é consumido mais rapidamente do que o acetileno, sendo
que a proporção é de 3 garrafas de oxigénio para 2 de acetileno.
Figura 17- Proposta ilustrativa de armazenamento das garrafas de gás comprimido.
Por último, no que às garrafas de GPL diz respeito, estas não devem ser armazenados a uma distância
inferior a 5 metros de outros cilindros de gás [29] e o número das garrafas não ligadas à instalação, quer
vazias quer em reserva, não deve ultrapassar o das garrafas ligadas [30] . Para além disso, estas
garrafas de propano liquefeito deverão ser armazenadas numa cabine à parte, à distância mínima
recomendada das outras que se encontram nas arrecadações, ou numa que já exista, noutro local e
que sirva para o efeito.
Por fim, todas as arrecadações necessitam de sinalização adequada junto aos seus acessos, que deve
ser complementada com aviso de perigo referente ao conteúdo das garrafas/cilindros [28] (anexo 8).
4.7. Registos de acidentes e ocorrências
Acidente de trabalho define-se como aquele que se verifica no local e no tempo de trabalho e que
produz direta ou indiretamente lesão corporal, perturbação funcional ou doença de que resulte redução
na capacidade de trabalho ou de ganho ou a morte [31].
Por seu turno, as ocorrências são acontecimentos que podem ou não causar acidentes de trabalho.
São exemplos destas, os derrames, incêndios, equipamentos danificados, entre outros.
O acontecimento destes dois tipos de evento, ocorrência e (ocorrência com) acidente de trabalho,
constitui um forte indicador da existência de disfunções nos locais de trabalho. De facto, o seu registo,
revela-se de extrema importância, mesmo para os acidentes de trabalho menores e de pequena
gravidade, na medida em que funciona como uma ferramenta de identificação de áreas e situações
onde se deve intervir para eliminar ou melhorar as causas dos acidentes e/ou das ocorrências.
Fatores como a frequência do evento, o uso ou não de equipamento de proteção individual, número de
horas trabalhadas, experiência, são dados fundamentais para análise, de forma a entender as causas
e as medidas a tomar para contrapô-las. Por outro lado, o estudo da amplitude dos danos provocados
Edifício da Manutenção
Exterior
Oxigénio Inertes Inertes Acetileno
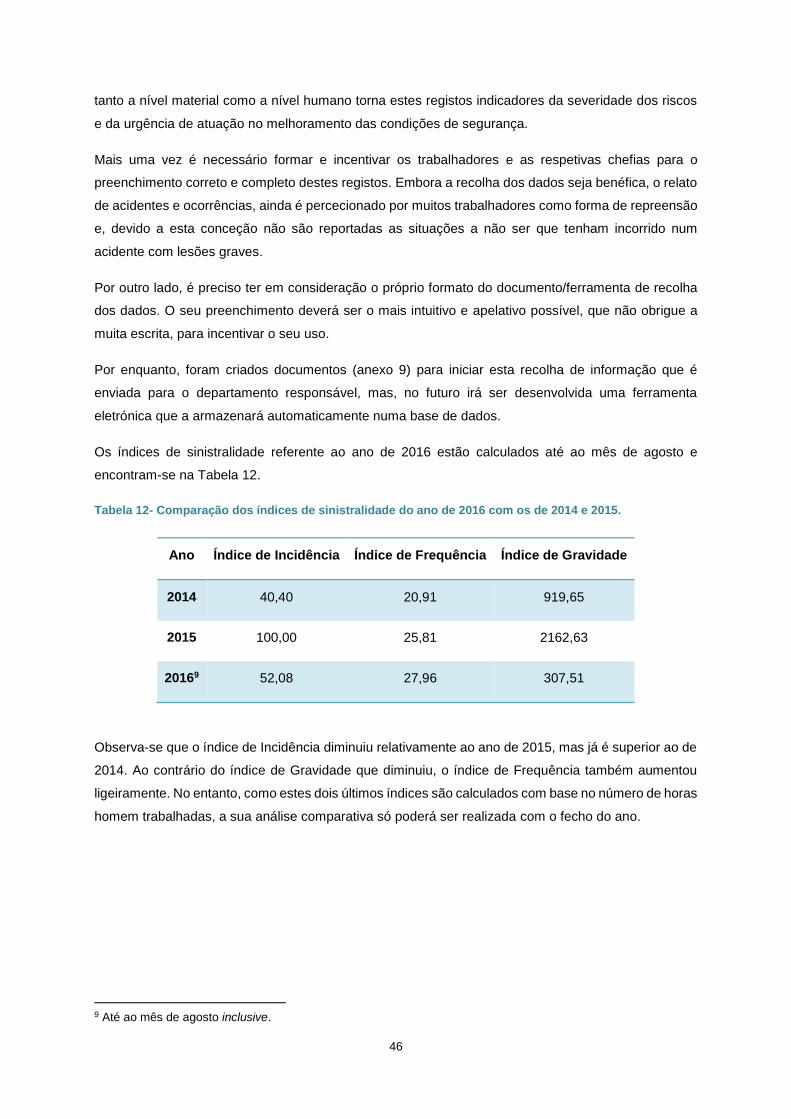
46
tanto a nível material como a nível humano torna estes registos indicadores da severidade dos riscos
e da urgência de atuação no melhoramento das condições de segurança.
Mais uma vez é necessário formar e incentivar os trabalhadores e as respetivas chefias para o
preenchimento correto e completo destes registos. Embora a recolha dos dados seja benéfica, o relato
de acidentes e ocorrências, ainda é percecionado por muitos trabalhadores como forma de repreensão
e, devido a esta conceção não são reportadas as situações a não ser que tenham incorrido num
acidente com lesões graves.
Por outro lado, é preciso ter em consideração o próprio formato do documento/ferramenta de recolha
dos dados. O seu preenchimento deverá ser o mais intuitivo e apelativo possível, que não obrigue a
muita escrita, para incentivar o seu uso.
Por enquanto, foram criados documentos (anexo 9) para iniciar esta recolha de informação que é
enviada para o departamento responsável, mas, no futuro irá ser desenvolvida uma ferramenta
eletrónica que a armazenará automaticamente numa base de dados.
Os índices de sinistralidade referente ao ano de 2016 estão calculados até ao mês de agosto e
encontram-se na Tabela 12.
Tabela 12- Comparação dos índices de sinistralidade do ano de 2016 com os de 2014 e 2015.
Ano Índice de Incidência Índice de Frequência Índice de Gravidade
2014 40,40 20,91 919,65
2015 100,00 25,81 2162,63
20169 52,08 27,96 307,51
Observa-se que o índice de Incidência diminuiu relativamente ao ano de 2015, mas já é superior ao de
2014. Ao contrário do índice de Gravidade que diminuiu, o índice de Frequência também aumentou
ligeiramente. No entanto, como estes dois últimos índices são calculados com base no número de horas
homem trabalhadas, a sua análise comparativa só poderá ser realizada com o fecho do ano.
9 Até ao mês de agosto inclusive.

47
5. Conclusões
No findar deste trabalho, seguem-se algumas observações relativamente às condições de segurança
e higiene verificadas na Iberol S.A.
Trata-se de uma fábrica antiga que ainda apresenta características originais da sua fundação e que
não foram planeadas nem preparadas para as diversas alterações e otimizações de processo que
sucederam ao longo dos anos. Durante o crescimento destas unidades, a principal preocupação foi
sempre o crescimento das linhas de produção, tendo a segurança sido tratada ao nível da segurança
de processo, nomeadamente no que se refere aos riscos associados à utilização de hexano.
Adicionalmente, a empresa passou por momentos de dificuldades financeiras que conduziram a alguma
degradação de equipamentos e estruturas que levaram ao desenvolvimento de situações de risco para
os trabalhadores que têm vindo a necessitar de atenção.
Apesar dos esforços e preocupação da atual gestão da Iberol na melhoria destas condições terem tido
um impacto positivo na sinistralidade, ainda existe um conjunto alargado de ações que podem ser
implementadas no sentido de diminuir os níveis de risco a que os trabalhadores se encontram sujeitos.
Através da análise realizada aos diversos perigos e riscos identificados foi possível distinguir e priorizar
ações que pela sua relevância trazem benefícios tanto para os colaboradores como para a empresa.
Para além da correção das condições perigosas detetadas nas auditorias será necessário desenvolver
esforços para alterar comportamentos inseguros tomados como corretos ao longo dos anos. Este
objetivo apenas será atingível através de um compromisso de todas as chefias e empenhamento de
todos.
Para tal, surge a necessidade de formação contínua dos trabalhadores com vista à alteração
comportamental direcionada para as boas práticas de segurança industrial, para que as apliquem no
seu dia-a-dia na empresa, alertando-os para os riscos em que incorrem e aos danos que o não
cumprimento das regras definidas, podem provocar na sua integridade física.
A formação deverá igualmente abranger a utilização da informação existente e que é disponibilizada
através de diversos documentos de segurança, elaborados e disponibilizados pela empresa, tais como
as fichas técnicas de segurança e as instruções de trabalho, algumas desenvolvidas ao longo deste
estágio.
A cultura da importância das regras de arrumação, limpeza e conservação dos locais de trabalho e dos
equipamentos também deverá ser uma preocupação constante, apesar das características da matéria-
prima utilizada, por vezes, dificultar a tarefa.
Outro ponto relevante, será a consistente utilização dos Equipamentos de Proteção Individual (EPI),
adicionalmente à implementação de medidas de proteção coletiva definida nas análises de risco
elaboradas. Salienta-se aqui, a correção de acessos a zonas onde é necessário efetuar ações de
48
operação e controlo da produção, necessidades de vedação de acessos a partes móveis de
equipamentos, bloqueio de acessos a zonas de quadros elétricos com tensão.
Neste estágio foi acompanhada a implementação destas correções, criando listas de trabalhos que
permitirão a sua elaboração de forma estruturada e de acordo com as prioridades definidas.
Quanto a infraestruturas, é de realçar que as situações descritas, no capítulo 3.3.2. de meios de acesso
inseguros ou inexistente, são apenas exemplos com o intuito de explicitar a sua perigosidade e impacto,
não representando como tal a totalidade dos casos.
Realça-se, também, a necessidade de recuperação dos edifícios, existindo muitas áreas com
pavimentos degradados, zonas com infiltrações e instalações sanitárias degradadas que também de
alguma forma contribuem negativamente para a saúde dos trabalhadores. Durante a realização deste
estágio já foram implementadas algumas medidas neste sentido, tais como a renovação completa das
instalações sanitárias da zona da preparação.
A somar às medidas de proteção coletiva, como meio de mitigação do risco de entre as ações corretivas,
deverá ser dada prioridade ao plano de reparação dos elementos das infraestruturas e das proteções
dos equipamentos de processo definidos como prioritários.
No campo da intervenção em situação de acidente, a prioridade será a correção das medidas definidas
nas inspeções e na manutenção dos meios de alerta e combate a incêndio, de forma a garantir a
operacionalidade destes equipamentos (extintores, carretéis, hidrantes, botoneiras de alarme e de
paragem de emergência e sistemas de deteção de incêndios).
Quanto às restantes ações corretivas, estas não deverão ser descuradas e a sua implementação
deverá ser continuamente incentivada de modo a eliminar as situações não conformes, seguindo a
ordem de prioridade definida.
Deverá ser dada continuidade ao modelo de registo de acidentes de trabalho e de ocorrências que foi
implementado, pois pela análise da informação recolhida detetam-se situações a necessitar de
intervenção, podendo assim a empresa antecipar na definição de ações de melhoria juntamente com
responsáveis e restante comunidade trabalhadora.
Por último, realça-se a importância desta área de Higiene e Segurança no Trabalho na vida e
manutenção de uma empresa, pois apesar de algumas das ações e propostas descritas ao longo deste
trabalho representarem investimento financeiro, no futuro (que poderá mesmo ser a curto prazo) trarão
retorno, quer seja através de melhorias na produtividade e na diminuição de acidentes de trabalho
como se tem vindo a verificar, quer mesmo a nível de reputação face às empresas do mesmo setor.
49
6. Bibliografia
[1] ENMC- Entidade nacional para o mercado de Biocombustíveis. Incorporação: Metas e
Obrigações. Acedido em 4 de Setembro de 2016, em http://www.enmc.pt/pt-
PT/atividades/biocombustiveis/explicador/incorporacao-metas-e-obrigacoes-2/.
[2] ILO- International Labour Organization. Safety and Health at Work. Acedido em 30 de Julho de
2016, em http://ilo.org/global/topics/safety-and-health-at-work/lang--en/index.htm.
[3] Tadesse, S., Temesgen, K. e Assefa, Y. (2016). Utilization of personal protective equipment and
associated factors among textile factory workers at Hawassa Town, Southern Ethiopia. Journal of
Occupational Medicine and Toxicology, London.
[4] ACT - Autoridade para as Condições do Trabalho. Estatísticas de Acidentes de Trabalho. Acedido
em 10 de Outubro de 2016 em http://www.act.gov.pt/(pt-
PT)/CentroInformacao/Estatistica/Paginas/default.aspx.
[5] Ordem dos Engenheiros. Visita Técnica à Iberol - Sociedade Ibérica de Biocombustíveis e
Oleaginosas, S.A. Acedido em 4 de Setembro de 2016 em
http://www.ordemengenheiros.pt/pt/agenda/visita-tecnica-a-Iberol-sociedade-iberica-de-
biocombustiveis-e-oleaginosas-s-a/.
[6] Comissão Europeia, Direcção-Geral Emprego, Relações Laborais e Assuntos Sociais (1996).
Guia para a Avaliação de Riscos no Local de Trabalho. Serviço das Publicações Oficiais das
Comunidades Europeias, Luxemburgo.
[7] Decreto-Lei n.º 236/2003 de 30 de Setembro. Diário da República nº 226 - 30 de Setembro de
2003 - I série - A. Ministério da Segurança Social e do Trabalho.
[8] NP EN ISO 19011:2003 (2003). Linhas de orientação para auditorias a sistemas de gestão da
qualidade e /ou gestão ambiental (ISO 19011:2002). Instituto Português da Qualidade. Lisboa.
[9] ACT- Autoridade para as Condições do Trabalho. Trabalho em Espaços Confinados. Acedido em
23 agosto de 2016, em http://www.act.gov.pt/(pt-
PT)/Campanhas/Campanhasrealizadas/CampanhaTrabalhoemEspacosConfinados/Paginas/def
ault.aspx.
[10] Hinshaw, J. V. (2002). Gas Cylinder Safety, Part I - Hazards and Precautions. LCGC North
America, vol. 20, Julho 2002.
[11] EDP. Risco ocupacional. Acedido em 12 de setembro de 2016, em
http://www.edp.pt/pt/sustentabilidade/Risco/PrevRiscoLaboral/Pages/RiscoOcupacional.aspx.

50
[12] CRPG - Centro de Reabilitação Profissional de Gaia. O que é a Ergonomia. Acedido em 12 de
setembro de 2016, em
http://www.crpg.pt/empresas/recursos/kitergonomia/Paginas/ergonomia.aspx.
[13] ANPC - Autoridade Nacional de Protecção Civil (2013). Segurança contra incêndios em edifícios,
Nota Técnica nº22, Plantas de emergência. Versão 1-12-2013, DNPE/UPRA/NCF-Núcleo de
Certificação e Fiscalização.
[14] Decreto-Lei nº182/2006 de 6 de Setembro. Diário da República 1ª série - Nº172 - 6 de Setembro
de 2006. Ministério do Trabalho e da Solidariedade Solcial.
[15] The Linde Group. Product Data Sheets. Acedido em 20 de setembro de 2016, em
http://www.linde-gas.pt/en/news_and_media/download/product_data_sheets/index.html.
[16] D. A. Crowl e J. F. Louvar (2011). Chemical Process Safety, Fundamentals with Applications.
Third edition,Pearson Education, Inc, Boston.
[17] Conselho das Comunidades Europeias (1989). Directiva do Conselho 89/656/CEE, de 30 de
Novembro de 1989. Jornal Oficial das Comunidades Europeias.
[18] Portaria 702/80 de 22 de Setembro. Diário da República I série - Nº219 - 22-9-1980. Ministério
do Trabalho, dos Assuntos Sociais, da Agricultura e Pescas e da Indústria e Energia.
[19] APSEI- Associação Portuguesa de Segurança. Equipamentos de Protecção Individual. Acedido
em 17 de outubro de 2016, em http://www.apsei.org.pt/areas-de-atuacao/seguranca-no-
trabalho/equipamentos-de-protecao-individual/.
[20] C. M. Cabral. (2012). Acústica Industrial: aplicação da análise de vibrações e ruído à identificação
de fontes de ruído em ambiente industrial. Coimbra.
[21] Guerreiro, H. J. (2002). Comunicações Técnicas - O Ruído Laboral e a sua Prevenção. VISA
consultores. Acedido em 17 de Outubro de 2016, em
http://www.visaconsultores.com/pdf/VISA_com12.pdf
[22] Percentil (2013). Nota Técnica: Protecção Auditiva. Acedido em 22 de agosto de 2016, em
http://percentil.com.pt/resources/05_2013_EPI_Prot%20auditiva.pdf.
[23] Portaria nº53/71 de 3 de Fevereiro. Diário da República I série - Número 28 - 3 de Fevereiro de
1971. Ministérios da Economia, das Corporações e Previdência Social e da Saúde e Assistência.
[24] Percentil (2013). Nota Técnica: Protecção Respiratória. Acedido em 22 de agosto de 2016, em
http://percentil.com.pt/resources/10_2013_EPI_Prot%20respirat%C3%B3ria.pdf.
51
[25] Percentil (2013). Nota Técnica: Calçado de Segurança. Acedido em 22 de agosto de 2016, em
http://percentil.com.pt/resources/01_2013_EPI_ProtPes.pdf.
[26] Percentil (2013). Nota Técnica: Protecção Ocular. Acedido em 22 de agosto de 2016, em
http://percentil.com.pt/resources/02_2013_EPI_Prot%20ocular.pdf.
[27] Portaria 989/93 de 6 de Outubro. Diário da República - I série - B Nº234 - 6-10-1993. Ministério
do Emprego e da Segurança Social.
[28] The Linde Group. Conselhos de Segurança, 21- Armazenagem de garrafas de gás. Acedido em
13 de Julho de 2016, em http://www.linde-
gas.pt/internet.lg.lg.prt/pt/images/Conselho_Seguran%C3%A7a21310_25945.pdf?v=4.0
[29] The Linde Group. Healthcare Portugal, Storing Gas Cylinders. Acedido em 13 de julho de 2016,
em http://www.linde-
healthcare.pt/en/safety_and_quality/health_and_safety/cylinder_safety/storing_gas_cylinders/in
dex.html.
[30] Portaria nº 460/2001 de 8 de Maio. Diário da República - I série-B Nº106 - 8 de Maio de 2001.
Ministério da Economia.
[31] ACT- Autoridade para as Condições do Trabalho, A Autoridade para as Condições do Trabalho
e os Inquéritos de Acidente de Trabalho e Doença Profissional, Lisboa, 2015.
[32] Pontes, José A.P.(2005). RuidoWin, Avaliação e controlo da exposição ao ruído. [CD-ROM].
Versão 2005. Associação Nacional de Empreiteiros de Obras Públicas, Lisboa.
[33] Portaria 1456-A/95 de 11 de Dezembro. Diário da República - I série - B Nº284 - 11-12-1995.
Ministério do Emprego e da Segurança Social.

52

53
7. Anexos
Anexo 1
Planta da Iberol
Figura 18- Layout da Iberol.
1
2
3
4
5
7 8
9
10
6
11
12
54
Legenda da Figura 18:
1. Edifício Central;
2. Armazém de farinhas;
3. Silos Mistos;
4. Armazém de full-fat;
5. Fábrica da preparação da semente;
6. Fábrica da extração de óleo;
7. Oficinas e Gabinetes;
8. Central de Vapor;
9. Posto de Carga;
10. Fábrica de biodiesel;
11. Portaria;
12. Báscula.
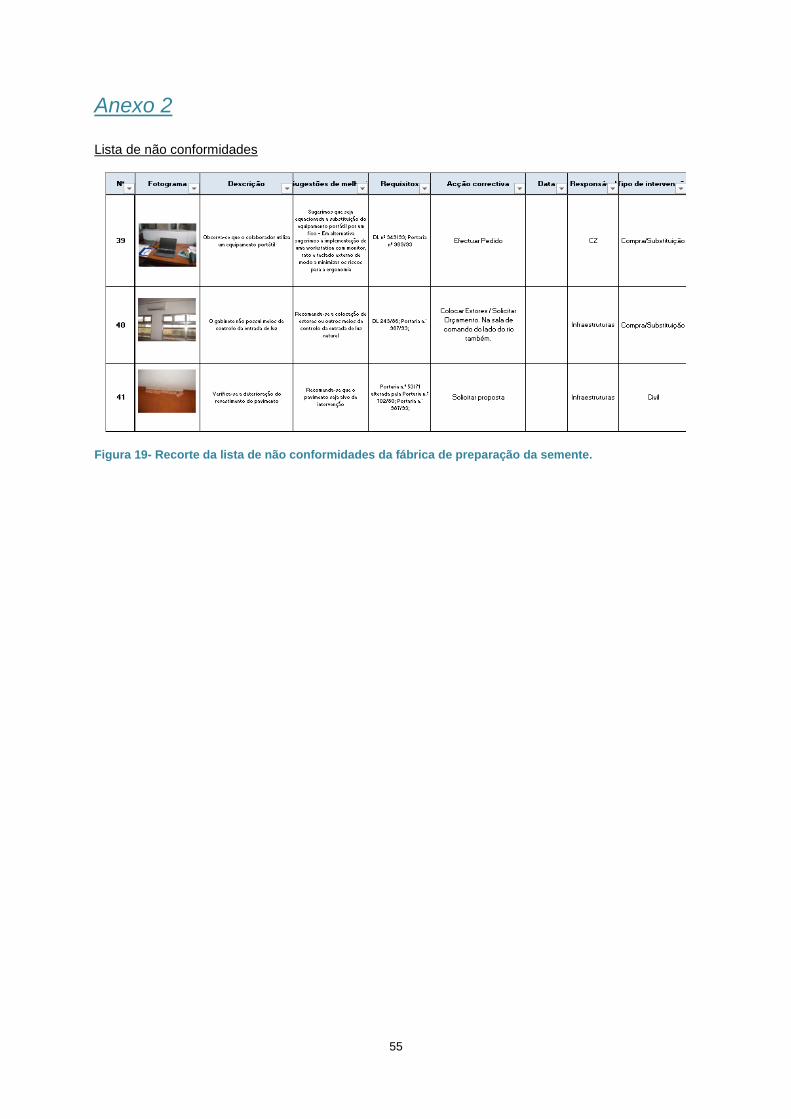
55
Anexo 2
Lista de não conformidades
Figura 19- Recorte da lista de não conformidades da fábrica de preparação da semente.
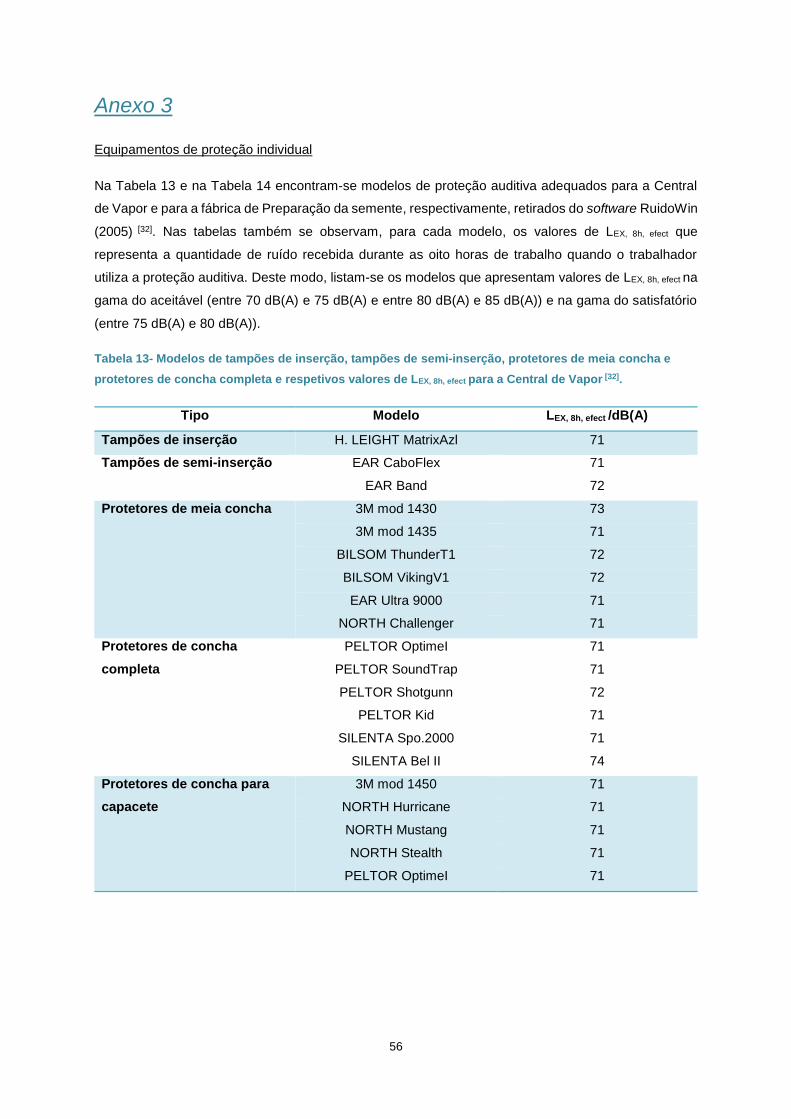
56
Anexo 3
Equipamentos de proteção individual
Na Tabela 13 e na Tabela 14 encontram-se modelos de proteção auditiva adequados para a Central
de Vapor e para a fábrica de Preparação da semente, respectivamente, retirados do software RuidoWin
(2005) [32]. Nas tabelas também se observam, para cada modelo, os valores de LEX, 8h, efect que
representa a quantidade de ruído recebida durante as oito horas de trabalho quando o trabalhador
utiliza a proteção auditiva. Deste modo, listam-se os modelos que apresentam valores de LEX, 8h, efect na
gama do aceitável (entre 70 dB(A) e 75 dB(A) e entre 80 dB(A) e 85 dB(A)) e na gama do satisfatório
(entre 75 dB(A) e 80 dB(A)).
Tabela 13- Modelos de tampões de inserção, tampões de semi-inserção, protetores de meia concha e
protetores de concha completa e respetivos valores de LEX, 8h, efect para a Central de Vapor [32].
Tipo Modelo LEX, 8h, efect /dB(A)
Tampões de inserção H. LEIGHT MatrixAzl 71
Tampões de semi-inserção EAR CaboFlex 71
EAR Band 72
Protetores de meia concha 3M mod 1430 73
3M mod 1435 71
BILSOM ThunderT1 72
BILSOM VikingV1 72
EAR Ultra 9000 71
NORTH Challenger 71
Protetores de concha
completa
PELTOR OptimeI 71
PELTOR SoundTrap 71
PELTOR Shotgunn 72
PELTOR Kid 71
SILENTA Spo.2000 71
SILENTA Bel II 74
Protetores de concha para
capacete
3M mod 1450 71
NORTH Hurricane 71
NORTH Mustang 71
NORTH Stealth 71
PELTOR OptimeI 71
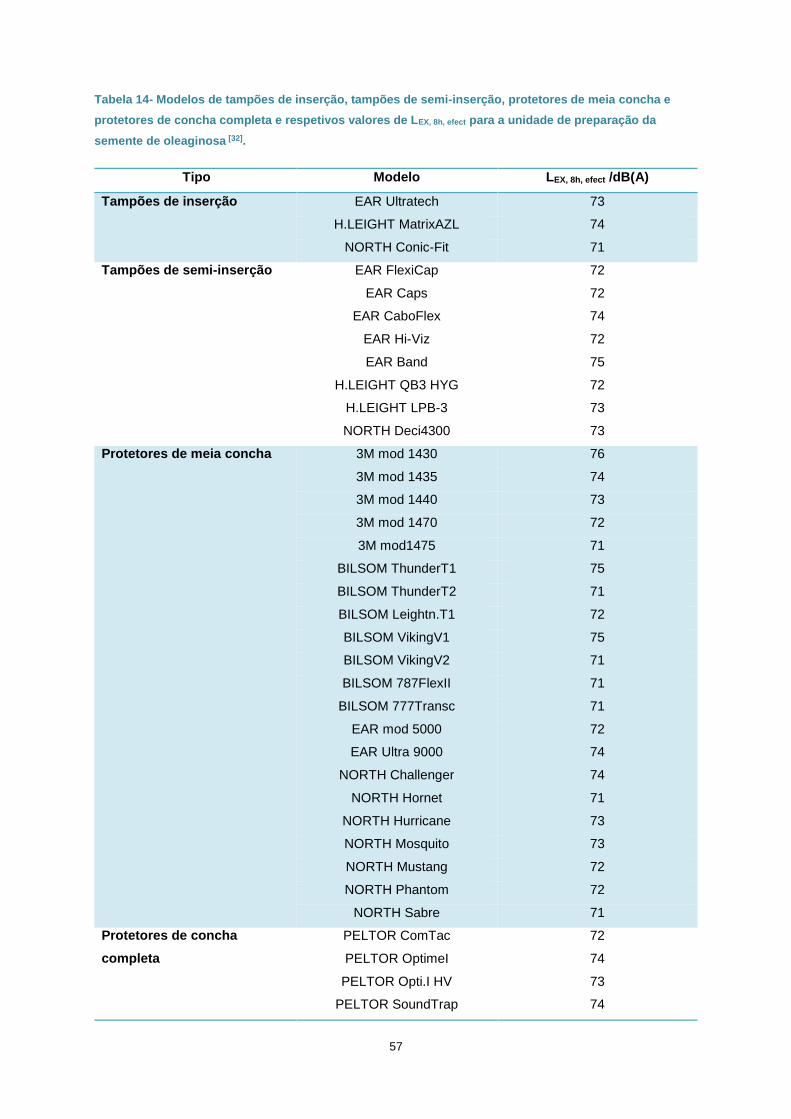
57
Tabela 14- Modelos de tampões de inserção, tampões de semi-inserção, protetores de meia concha e
protetores de concha completa e respetivos valores de LEX, 8h, efect para a unidade de preparação da
semente de oleaginosa [32].
Tipo Modelo LEX, 8h, efect /dB(A)
Tampões de inserção EAR Ultratech 73
H.LEIGHT MatrixAZL 74
NORTH Conic-Fit 71
Tampões de semi-inserção EAR FlexiCap 72
EAR Caps 72
EAR CaboFlex 74
EAR Hi-Viz 72
EAR Band 75
H.LEIGHT QB3 HYG 72
H.LEIGHT LPB-3 73
NORTH Deci4300 73
Protetores de meia concha 3M mod 1430 76
3M mod 1435 74
3M mod 1440 73
3M mod 1470 72
3M mod1475 71
BILSOM ThunderT1 75
BILSOM ThunderT2 71
BILSOM Leightn.T1 72
BILSOM VikingV1 75
BILSOM VikingV2 71
BILSOM 787FlexII 71
BILSOM 777Transc 71
EAR mod 5000 72
EAR Ultra 9000 74
NORTH Challenger 74
NORTH Hornet 71
NORTH Hurricane 73
NORTH Mosquito 73
NORTH Mustang 72
NORTH Phantom 72
NORTH Sabre 71
Protetores de concha
completa
PELTOR ComTac 72
PELTOR OptimeI 74
PELTOR Opti.I HV 73
PELTOR SoundTrap 74

58
Tipo Modelo LEX, 8h, efect /dB(A)
PELTOR Shotgunn 75
PELTOR Kid 74
SILENTA Splend. Mil 73
SILENTA Sup.4000 73
SILENTA Spo.2000 74
SILENTA Bel II 77
SILENTA FM-radio 71
SILENTA Natural 71
SILENTA NaturalMil 73
SILENTA MultiHdSet 71
Protetores de concha para
capacete
3M mod 1450 74
BILSOM 788FlexII H 73
BILSOM 788WKCom HF 71
BILSOM 778Trcv H 73
NORTH Hurricane 74
NORTH Mustang 74
NORTH Stealth 74
PELTOR OptimeI 74
SILENTA Spor.cap+ 71
SILENTA Supml.cap 72
Para os outros sectores indicados na Tabela 5, o software apenas devolveu modelos com proteção
excessiva (LEX, 8h, efect abaixo de 70 dB(A)) pelo que se deverá analisar outros modelos que existam no
mercado, atualmente.
Tabela 15- Tipos de filtro de vapor. [24]
Tipo de filtro Aplicação
AX Gases e vapores de componentes orgânicos com ponto de ebulição ≤ 65 ºC
A Gases e vapores de componentes orgânicos com ponto de ebulição > 65 ºC
B Gases e vapores orgânicos
E Dióxido de enxofre, cloreto de hidrogénio
K Amónia
CO Monóxido de carbono
P Partículas
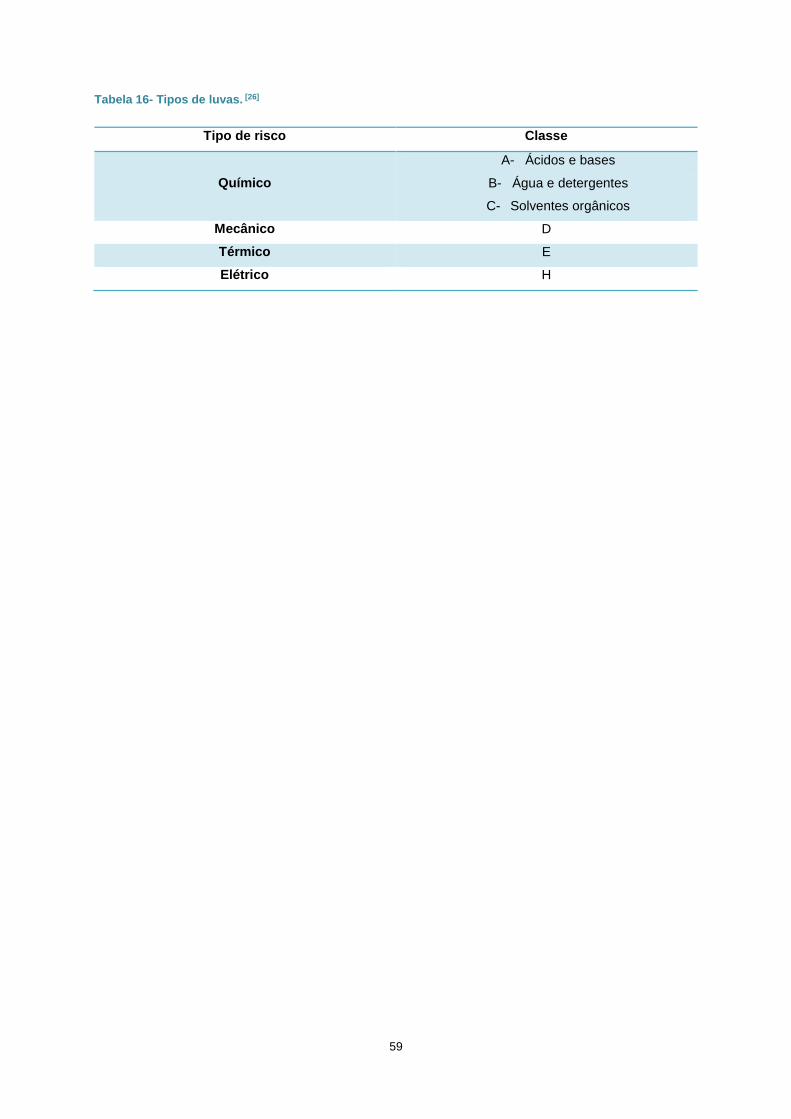
59
Tabela 16- Tipos de luvas. [26]
Tipo de risco Classe
Químico
A- Ácidos e bases
B- Água e detergentes
C- Solventes orgânicos
Mecânico D
Térmico E
Elétrico H
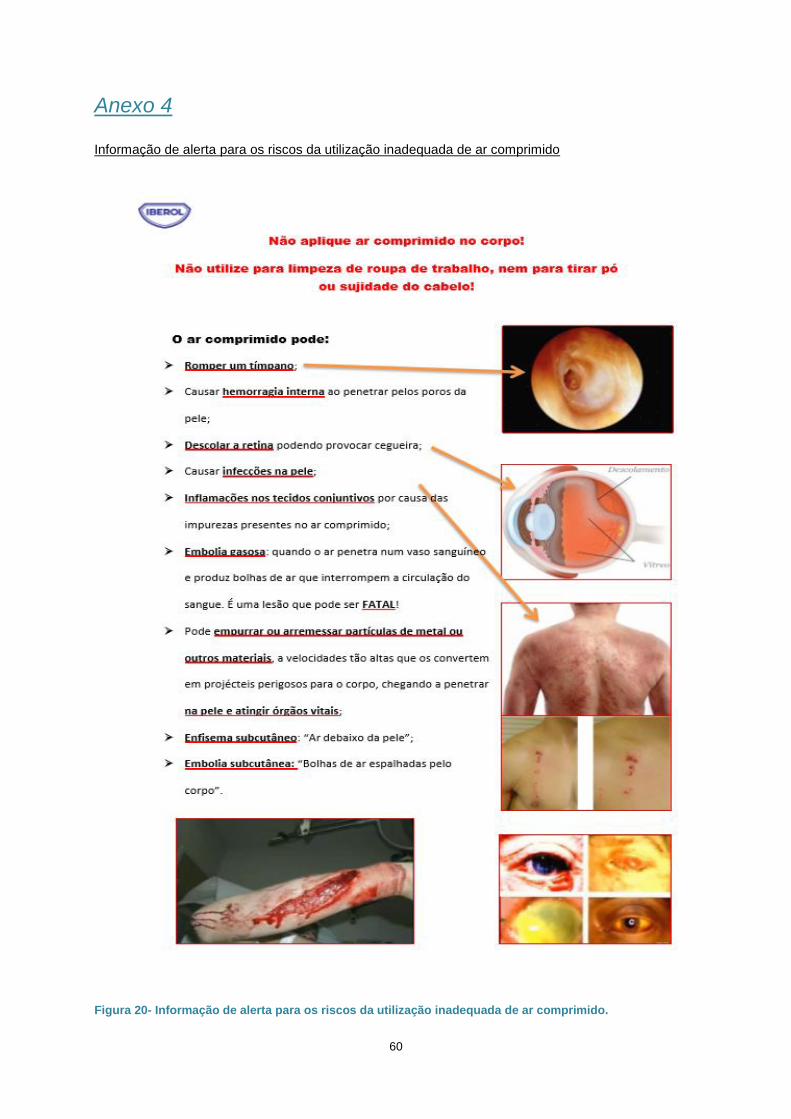
60
Anexo 4
Informação de alerta para os riscos da utilização inadequada de ar comprimido
Figura 20- Informação de alerta para os riscos da utilização inadequada de ar comprimido.

61
Anexo 5
Folheto de informação de segurança para motoristas e visitantes
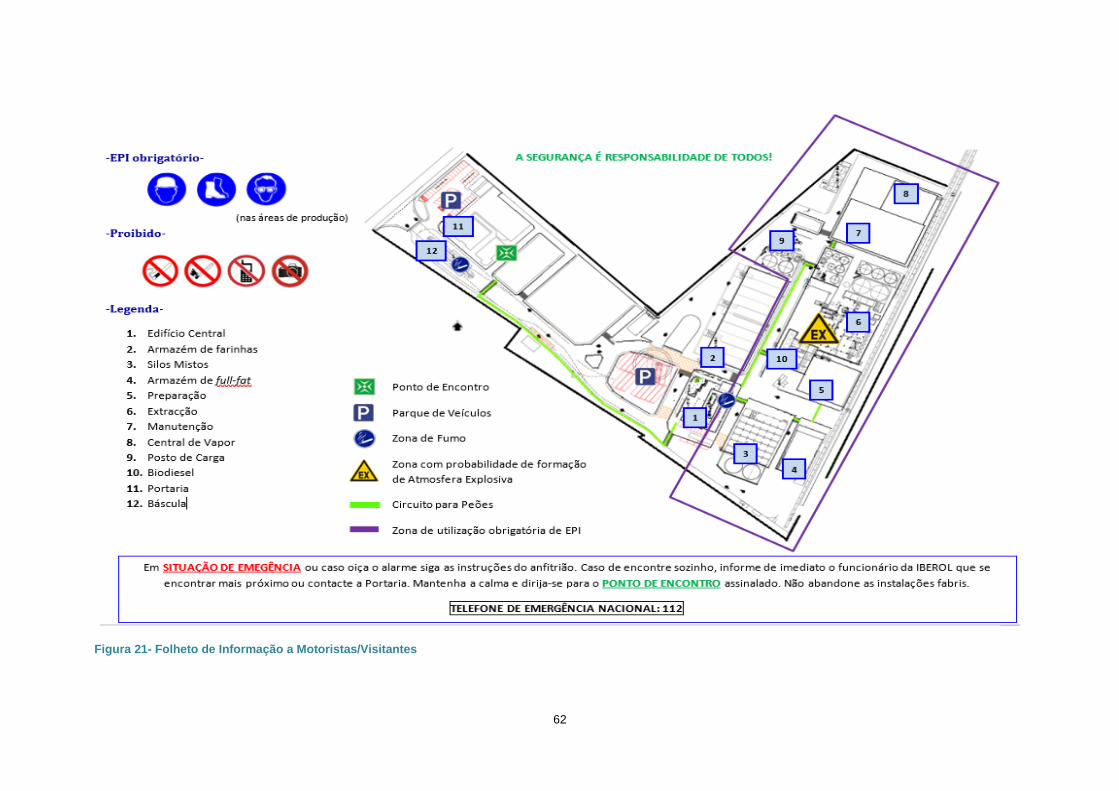
62
Figura 21- Folheto de Informação a Motoristas/Visitantes
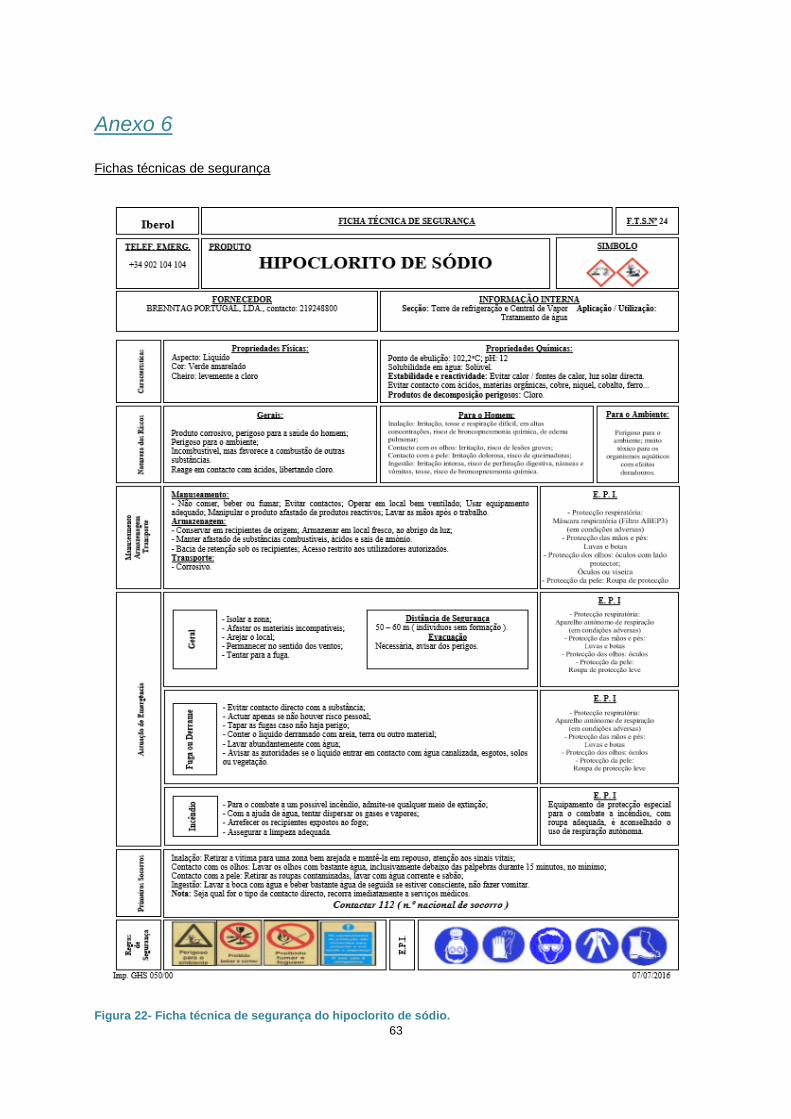
63
Anexo 6
Fichas técnicas de segurança
Figura 22- Ficha técnica de segurança do hipoclorito de sódio.

64
Figura 23- Ficha técnica de segurança da soda cáustica.
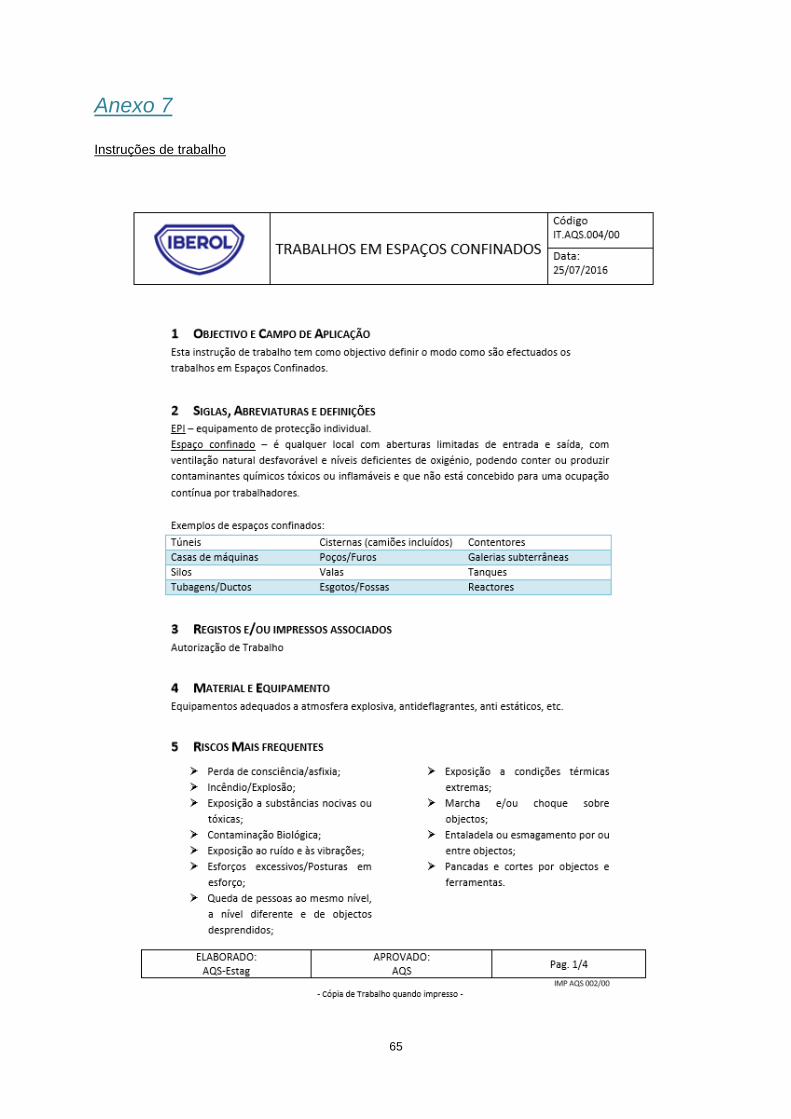
65
Anexo 7
Instruções de trabalho

66
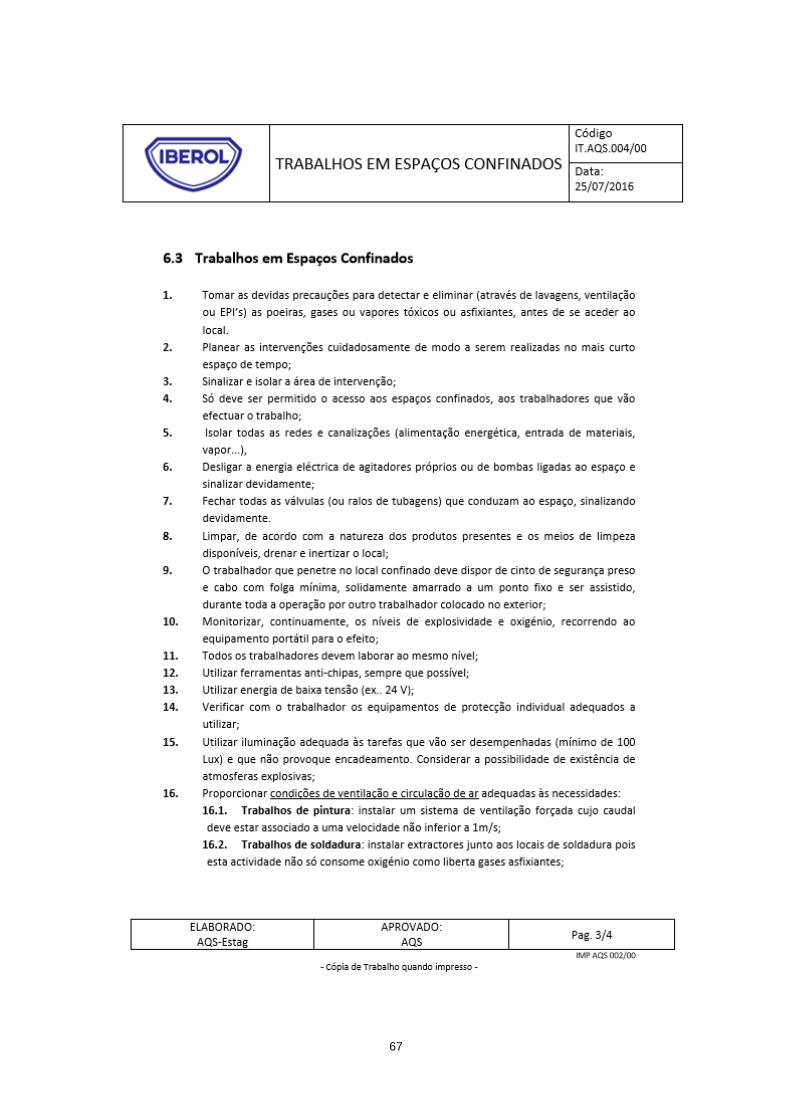
67
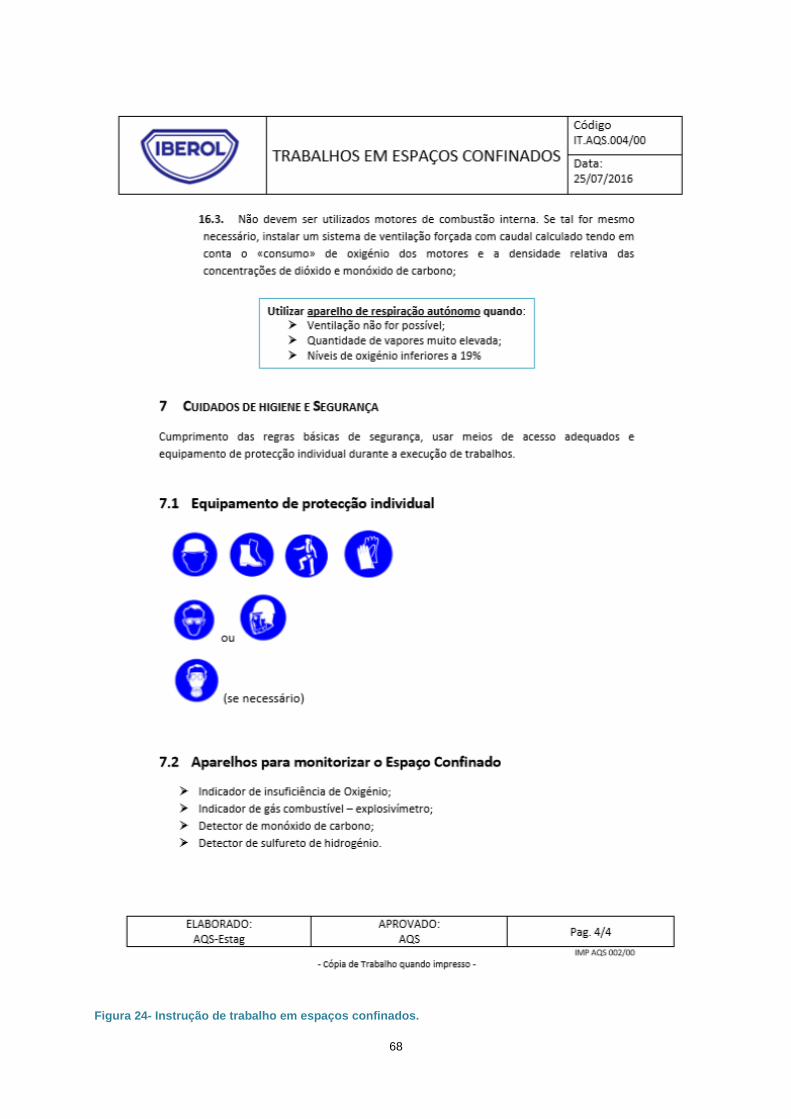
68
Figura 24- Instrução de trabalho em espaços confinados.

69
Anexo 8
Sinalização para zonas de armazenamento de cilindros de gás comprimido.
Figura 25- Proibição de fazer lume e de fumar e proibida a entrada a pessoas não autorizadas. [33]
Figura 26- Aviso de substâncias inflamáveis. [33]

70
Anexo 9
Modelos de registo de ocorrências e acidentes de trabalho
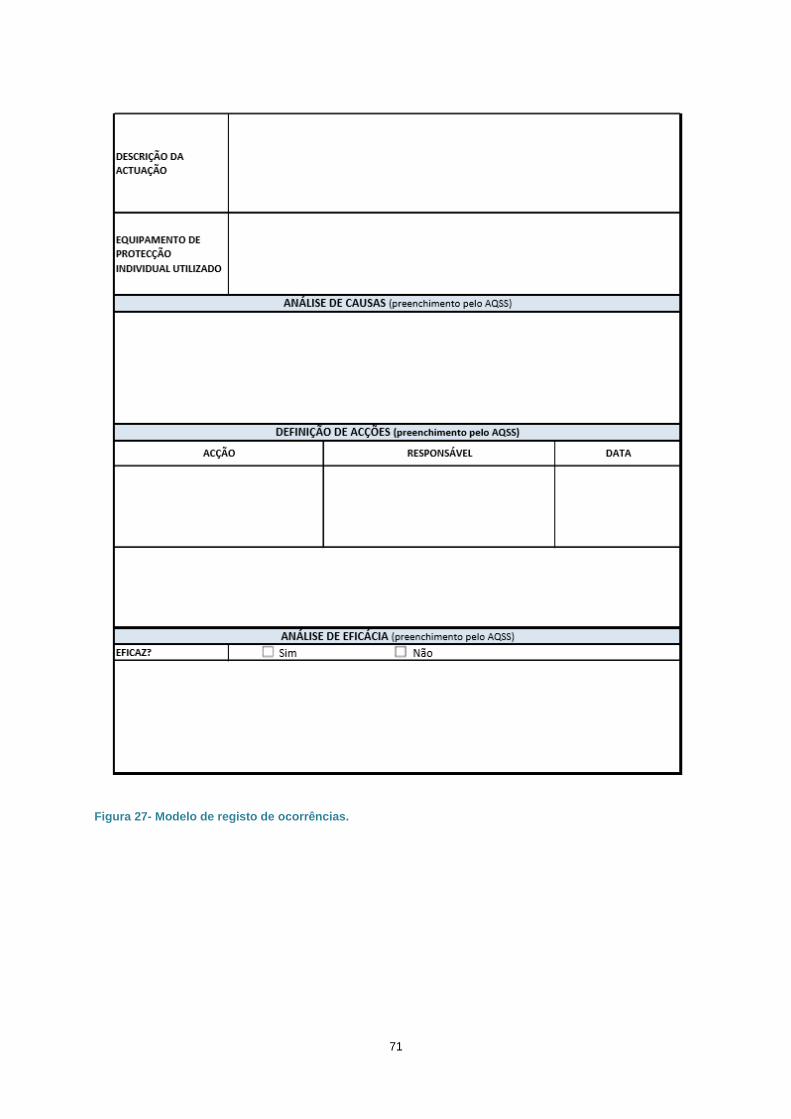
71
Figura 27- Modelo de registo de ocorrências.
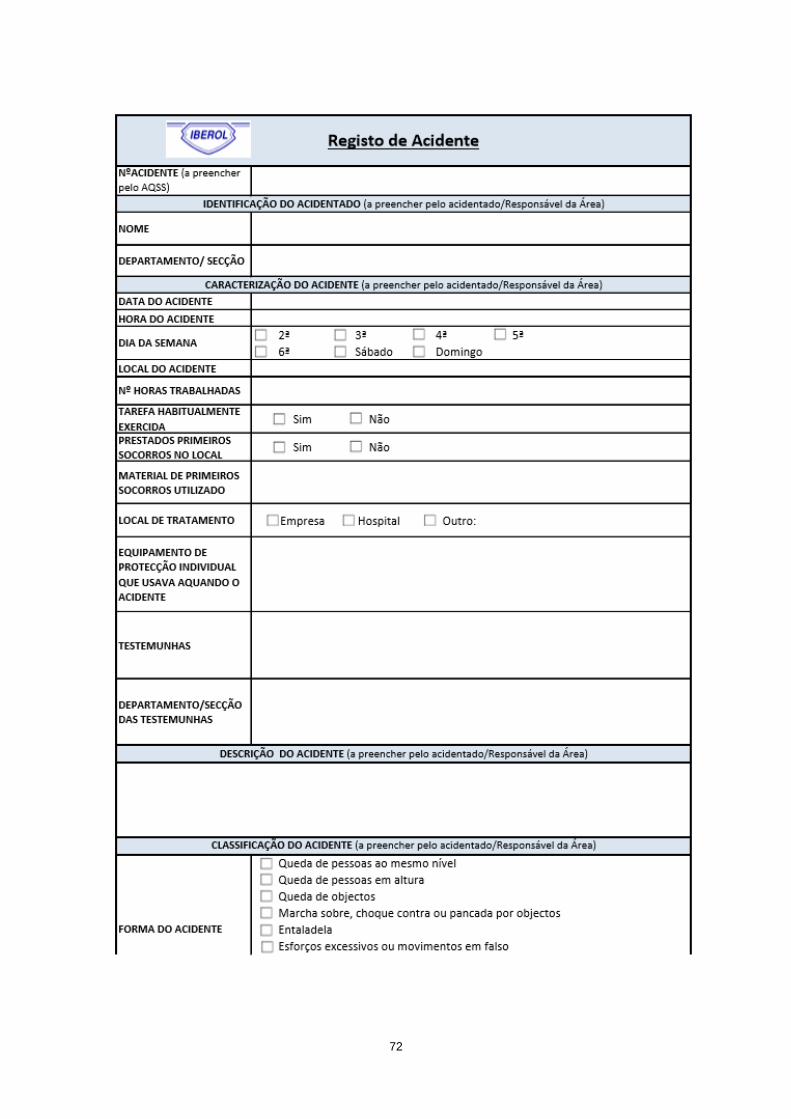
72

73

74
Figura 28- Modelo de registo de acidentes de trabalho.


















