SERRATRON 10i
98
CONTROL DE SOLDADURA SERRATRON 10i Versión 1.3 1996/2 IMPORTANTE Este Manual de Usuario debe ser leído y comprendido antes de efectuar ninguna operación con el SERRATRON 10i Este Manual de Usuario es propiedad de SERRA SOLDADURA, S.A. SERRA SOLDADURA, S.A. se reserva el derecho de alterar, sin previo aviso, las características del SERRATRON 10i respecto a lo descrito en el presente Manual. Barcelona, Febrero de 1996
Transcript of SERRATRON 10i
CONTROL DE SOLDADURA
SERRATRON 10iVersión 1.3 1996/2
IMPORTANTE
Este Manual de Usuario debe ser leído y comprendido antes deefectuar ninguna operación con el SERRATRON 10i
Este Manual de Usuario es propiedad de SERRA SOLDADURA, S.A.
SERRA SOLDADURA, S.A. se reserva el derecho de alterar, sinprevio aviso, las características del SERRATRON 10i respecto a lodescrito en el presente Manual.
Barcelona, Febrero de 1996

10IVWESP.DOC
SERRATRON 10i : Manual de Usuario ÍNDICE
SERRA soldadura, S.A. i
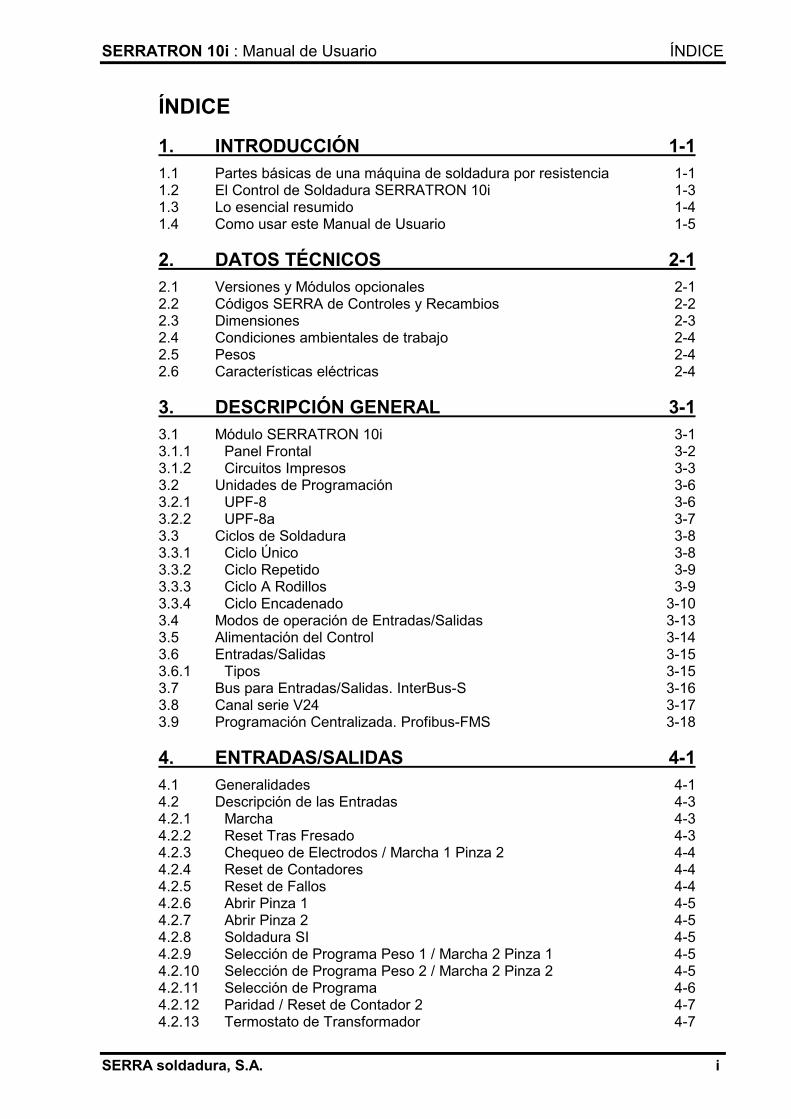
ÍNDICE
1. INTRODUCCIÓN 1-11.1 Partes básicas de una máquina de soldadura por resistencia 1-11.2 El Control de Soldadura SERRATRON 10i 1-31.3 Lo esencial resumido 1-41.4 Como usar este Manual de Usuario 1-5
2. DATOS TÉCNICOS 2-12.1 Versiones y Módulos opcionales 2-12.2 Códigos SERRA de Controles y Recambios 2-22.3 Dimensiones 2-32.4 Condiciones ambientales de trabajo 2-42.5 Pesos 2-42.6 Características eléctricas 2-4
3. DESCRIPCIÓN GENERAL 3-13.1 Módulo SERRATRON 10i 3-13.1.1 Panel Frontal 3-23.1.2 Circuitos Impresos 3-33.2 Unidades de Programación 3-63.2.1 UPF-8 3-63.2.2 UPF-8a 3-73.3 Ciclos de Soldadura 3-83.3.1 Ciclo Único 3-83.3.2 Ciclo Repetido 3-93.3.3 Ciclo A Rodillos 3-93.3.4 Ciclo Encadenado 3-103.4 Modos de operación de Entradas/Salidas 3-133.5 Alimentación del Control 3-143.6 Entradas/Salidas 3-153.6.1 Tipos 3-153.7 Bus para Entradas/Salidas. InterBus-S 3-163.8 Canal serie V24 3-173.9 Programación Centralizada. Profibus-FMS 3-18
4. ENTRADAS/SALIDAS 4-14.1 Generalidades 4-14.2 Descripción de las Entradas 4-34.2.1 Marcha 4-34.2.2 Reset Tras Fresado 4-34.2.3 Chequeo de Electrodos / Marcha 1 Pinza 2 4-44.2.4 Reset de Contadores 4-44.2.5 Reset de Fallos 4-44.2.6 Abrir Pinza 1 4-54.2.7 Abrir Pinza 2 4-54.2.8 Soldadura SI 4-54.2.9 Selección de Programa Peso 1 / Marcha 2 Pinza 1 4-54.2.10 Selección de Programa Peso 2 / Marcha 2 Pinza 2 4-54.2.11 Selección de Programa 4-64.2.12 Paridad / Reset de Contador 2 4-74.2.13 Termostato de Transformador 4-7
ÍNDICE SERRATRON 10i : Manual de usuario
ii SERRA soldadura, S.A.
4.2.14 Termostato de Tiristores (THY) 4-74.2.15 Sincronismo de Red (SYN) 4-74.2.16 Paro de Emergencia (PWR) 4-84.2.17 Tiristores disparados (THY) 4-84.2.18 Soldadura autorizada (NBS) 4-94.2.19 Presión en Válvula Proporcional OK (VP) 4-94.2.20 Entradas Analógicas 0-10V (VP) 4-94.2.21 Sondas de Medida de Corriente (CCS) 4-94.3 Descripción de las Salidas 4-104.3.1 Fin de ciclo (FK) 4-104.3.2 Petición de Fresado 4-104.3.3 Electrodo en pre-alarma / Electrodo 1 gastado 4-104.3.4 Electrodo gastado / Electrodo 2 gastado 4-104.3.5 Control listo 4-114.3.6 Fallo del proceso de soldadura 4-114.3.7 Aviso de soldadura sin vigilancia 4-114.3.8 Soldadura SI 4-114.3.9 EV1-4 según Modo MAN 4-114.3.10 EV1-4 según Modo STA 4-124.3.11 EV1-4 según Modo ROB 4-124.3.12 EV1-4 según Modo MUX 4-124.3.13 Disyuntor (SYN) 4-124.3.14 Encendido de Tiristores (THY) 4-134.3.15 Petición de permiso para soldar (NBS) 4-134.3.16 Salidas Analógicas 0-10V (VP) 4-134.3.17 Salida Analógica 4-20 mA (VP) 4-144.4 Resumen de las variantes según el Modo de Entradas / Salidas 4-154.5 Variante especial en InterBus-S 4-16
5. PARÁMETROS Y FUNCIONES 5-15.1 Tiempos de un Programa de soldadura 5-15.2 Potencias y parámetros afines 5-45.3 Parámetros especiales 5-65.4 Parámetros de Configuración 5-85.4.1 Modo de Entradas Salidas 5-85.4.2 Factores de escala 5-85.4.3 Selectores de funciones especiales 5-95.4.4 Idioma activo en UPF-8 5-105.4.5 Programa inicial 5-105.4.6 Ajuste manual de potencias 5-105.4.7 Reintentos de soldadura permitidos 5-115.4.8 Tiempo de caída de disyuntor 5-115.4.9 Ajuste de las sondas de medida 5-115.5 Compensación de Desgaste de Electrodos 5-125.6 Fresado de Electrodos 5-155.6.1 Reset de Contadores 5-175.6.2 Reset tras Fresado 5-175.6.3 Chequeo de Electrodos 5-185.7 Lista de parámetros usados en UPF-8 5-195.7.1 Funciones de visualización especiales 5-21
6. INSTALACIÓN 6-16.1 Emplazamiento del SERRATRON 10i 6-16.2 Alimentaciones 6-1
SERRATRON 10i : Manual de Usuario ÍNDICE
SERRA soldadura, S.A. iii
6.3 Conexión de Entradas y Salidas digitales 6-16.4 Conexión alternativa de E/S via InterBus-S 6-16.5 Red de comunicaciones centralizada. Profibus-FMS 6-26.6 Puesta en marcha 6-36.7 Conexionado externo 6-6
7. PROGRAMACIÓN 7-17.1 Programación con UPF-8 7-27.1.1 Visualizador 7-27.1.2 Menús 7-37.1.3 Uso del teclado 7-47.1.4 Posicionamiento automático del cursor 7-47.2 Programar parámetros de Configuración 7-57.3 Editar un Programa de soldadura paso a paso 7-67.4 Editar curva de desgaste nº 0 7-8
8. SERVICIO TÉCNICO 8-18.1 Códigos de Fallo 8-18.2 Otras anomalías 8-8
9. SOFTWARE DE PROGRAMACIÓN 9-19.1 CPC-10i 9-19.1.1 CPC-10i-FMS: Generalidades 9-19.1.2 Funciones mas importantes 9-19.1.3 Instalación 9-2

ÍNDICE SERRATRON 10i : Manual de usuario
iv SERRA soldadura, S.A.
•••
SERRATRON 10i : Manual de Usuario Capítulo 1 INTRODUCCIÓN
SERRA soldadura, S.A. 1-1
1. INTRODUCCIÓN
1.1 Partes básicas de una máquina de soldadura porresistencia
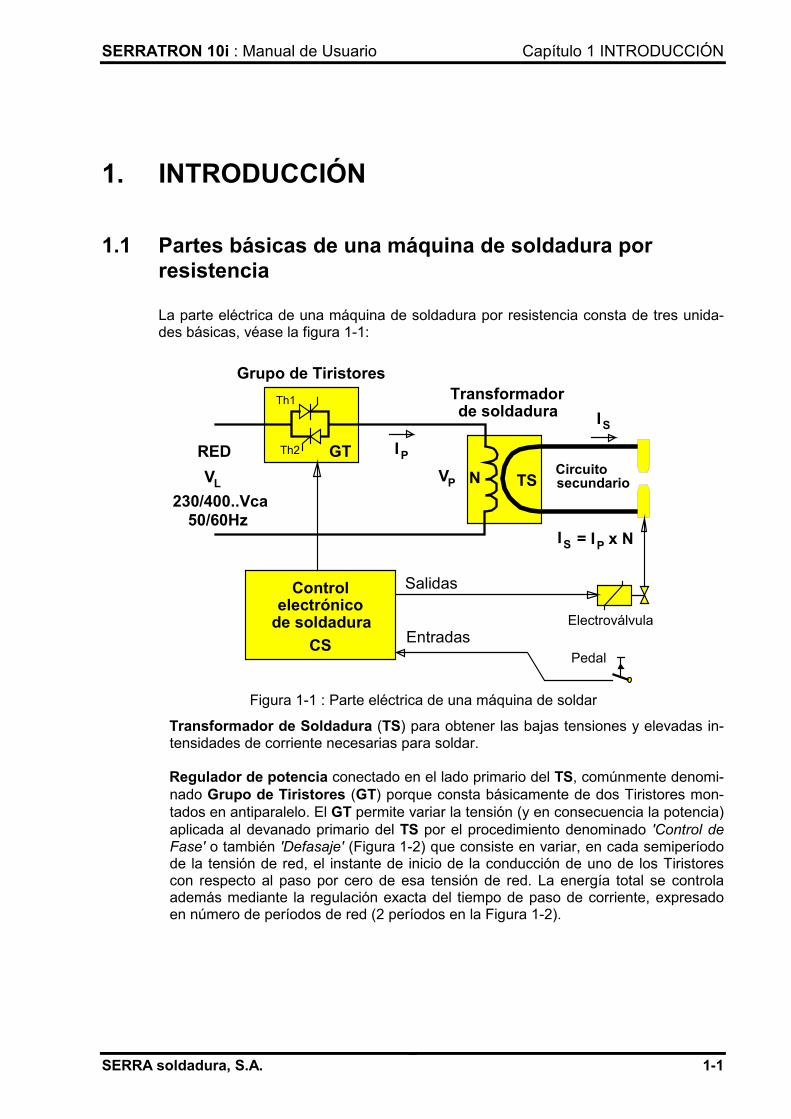
La parte eléctrica de una máquina de soldadura por resistencia consta de tres unida-des básicas, véase la figura 1-1:
Grupo de Tiristores
Controlelectrónico
de soldadura
Transformadorde soldadura
RED
230/400..Vca
Circuitosecundario
Electroválvula
Pedal
GT
TS
CS
Salidas
Entradas
VP
IP
IS
VL N
= I x NPIS
Th1
Th2
50/60Hz
Figura 1-1 : Parte eléctrica de una máquina de soldar
• Transformador de Soldadura (TS) para obtener las bajas tensiones y elevadas in-tensidades de corriente necesarias para soldar.
• Regulador de potencia conectado en el lado primario del TS, comúnmente denomi-nado Grupo de Tiristores (GT) porque consta básicamente de dos Tiristores mon-tados en antiparalelo. El GT permite variar la tensión (y en consecuencia la potencia)aplicada al devanado primario del TS por el procedimiento denominado 'Control deFase' o también 'Defasaje' (Figura 1-2) que consiste en variar, en cada semiperíodode la tensión de red, el instante de inicio de la conducción de uno de los Tiristorescon respecto al paso por cero de esa tensión de red. La energía total se controlaademás mediante la regulación exacta del tiempo de paso de corriente, expresadoen número de períodos de red (2 períodos en la Figura 1-2).
Capítulo 1 INTRODUCCIÓN SERRATRON 10i : Manual de usuario
1-2 SERRA soldadura, S.A.
t
VP
I óP
VL
Inicio de conducciónDefasaje
IS
Th1Th2
Th1Th2
7
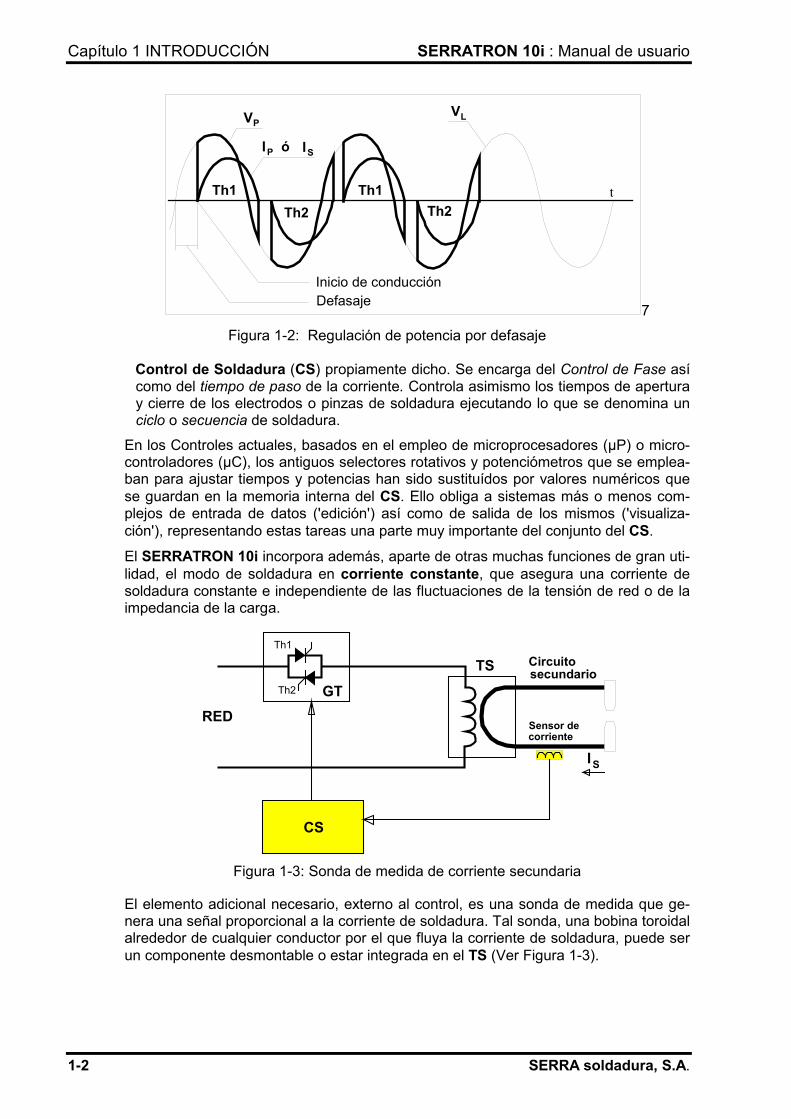
Figura 1-2: Regulación de potencia por defasaje
• Control de Soldadura (CS) propiamente dicho. Se encarga del Control de Fase asícomo del tiempo de paso de la corriente. Controla asimismo los tiempos de aperturay cierre de los electrodos o pinzas de soldadura ejecutando lo que se denomina unciclo o secuencia de soldadura.
En los Controles actuales, basados en el empleo de microprocesadores (µP) o micro-controladores (µC), los antiguos selectores rotativos y potenciómetros que se emplea-ban para ajustar tiempos y potencias han sido sustituídos por valores numéricos quese guardan en la memoria interna del CS. Ello obliga a sistemas más o menos com-plejos de entrada de datos ('edición') así como de salida de los mismos ('visualiza-ción'), representando estas tareas una parte muy importante del conjunto del CS.
El SERRATRON 10i incorpora además, aparte de otras muchas funciones de gran uti-lidad, el modo de soldadura en corriente constante, que asegura una corriente desoldadura constante e independiente de las fluctuaciones de la tensión de red o de laimpedancia de la carga.
TS
RED
Circuitosecundario
GT
CS
IS
Th1
Th2
Sensor decorriente
Figura 1-3: Sonda de medida de corriente secundaria
El elemento adicional necesario, externo al control, es una sonda de medida que ge-nera una señal proporcional a la corriente de soldadura. Tal sonda, una bobina toroidalalrededor de cualquier conductor por el que fluya la corriente de soldadura, puede serun componente desmontable o estar integrada en el TS (Ver Figura 1-3).
SERRATRON 10i : Manual de Usuario Capítulo 1 INTRODUCCIÓN
SERRA soldadura, S.A. 1-3
1.2 El Control de Soldadura SERRATRON 10iEl SERRATRON 10i es un Control de Soldadura por Resistencia que permite regularla energía depositada en un punto de soldadura mediante el adecuado control delGrupo de Potencia (en tiempo y fase). Funciones auxiliares necesarias para el proce-so de soldar, como cierre y apertura de electrodos, regulación de la presión, etc., son,tambien, totalmente controlables. Los buses de comunicaciones integrados InterBus-Sy Profibus-FMS permiten una adaptación rápida, sencilla y flexible a instalaciones desoldadura complejas.
Aplicaciones del SERRATRON 10i:
• Soldadura a puntos
• Soldadura a protuberancias
• Soldadura a rodillos
Tipo de máquinas donde es aplicable el SERRATRON 10i:
• Robots con comunicación via InterBus-S (Perfil C0)
• Robots con conexiones E/S normales
• Unidades colgantes con una pinza o con doble pinza
• Máquinas multipunto (con/sin InterBus-S)
• Máquinas de pedestal
El SERRATRON 10i está montado en una caja compacta de fácil instalación y mante-nimiento. Todos los componentes están montados en circuitos impresos enchufables,sin cableado adicional. Los módulos de comunicaciones para InterBus-S y Profibus-FMS son también enchufables y su empleo es opcional.
Las altas prestaciones del SERRATRON 10i se obtienen gracias al empleo de unmicrocontrolador de 16-bit con capacidad aritmética de 32-bit. El software reside enmemoria reprogramable de alta capacidad (Flash-Eprom), lo cual permite su puesta aldía con gran rapidez (via buses de comunicaciones Profibus-FMS o V24) sin tener quedesmontar el control. Los parámetros programados se guardan en memoria EEPROMlo que los hace inmunes a alteraciones por falta de batería, la cual solo es precisapara mantener en funcionamiento el reloj de fecha-hora en tiempo real.
Circuitos impresos en tecnología multicapa y SMD aseguran una alta fiabilidad en elfuncionamiento del SERRATRON 10i.
Capítulo 1 INTRODUCCIÓN SERRATRON 10i : Manual de usuario
1-4 SERRA soldadura, S.A.
1.3 Lo esencial resumido64 programas de soldadura
3 grupos de potencia controlables
Funcionamiento en Corriente Constante, Supervisión ó Control de Fase
Fácil ajuste de la corriente de soldadura para aprendizaje
Compensación de Desgaste de Electrodos por Curvas predefinidas
Secuencias de soldadura con dos tiempos de soldadura
Número de pulsos de soldadura programable
Control proporcional de la Presión de soldadura programable
Variación de potencia programable (up/down-slope)
Repetición de soldadura por falta de corriente
Frecuencia de red 50/60Hz seleccionable (detección automática)
Canal serie V24 para PC-portátil ó Unidad de Programación UPF-8
Bus de comunicaciones Profibus-FMS para programación centralizada
Bus de comunicaciones InterBus-S (C0) para Entradas/Salidas
16 Entradas + 12 Salidas digitales (24V) optoaisladas
Entrada/Salida a relé para dispositivo limitador de potencia de red
Histórico de los últimos 512 fallos con fecha-hora
Histórico de las últimas 16 soldaduras
SERRATRON 10i : Manual de Usuario Capítulo 1 INTRODUCCIÓN
SERRA soldadura, S.A. 1-5
1.4 Como usar este Manual de UsuarioEste manual pretende enseñar el manejo de un SERRATRON 10i en todos los aspec-tos posibles: instalación, conexionado, configuración, programación, puesta en mar-cha y servicio técnico.
Puede seguirse la lectura de este manual en el orden en que están dispuestos losdiversos capítulos, o bien puede consultarse directamente el tema que interese,dependiendo del grado de experiencia o interés en el tema de controles de soldaduraque el lector tenga. No obstante, recomendamos especialmente su lectura previa afuturos usuarios del SERRATRON 10i, aunque sean personas experimentadas encontroles de soldadura. En este último caso no es preciso que la lectura sea enprofundidad, pero puede servir para clarificar conceptos o términos empleados demanera parecida pero no exactamente igual, por los distintos fabricantes de controlesde soldadura.
Es peligroso dar por sentado un concepto: modo de funcionamiento, significado de unparámetro, nombre de una salida, etc., pues pequeñas variaciones entre lo supuesto yla forma real que en el SERRATRON 10i opera pueden dar lugar a serios problemasal integrarlo en instalaciones de soldadura.
El Capítulo 2 DATOS TÉCNICOS contiene una relación de los diferentes módulos op-cionales, accesorios y recambios del SERRATRON 10i, así como una relación de lasprincipales características técnicas, eléctricas y mecánicas.
En el Capítulo 3 DESCRIPCIÓN GENERAL se describen los conceptos básicos relati-vos a las secuencias de soldadura y se resumen algunos temas que se amplían enotros capítulos, como por ejemplo el Capítulo 4 que referido a ENTRADAS/SALIDAS yel 5 relativo a PARÁMETROS Y FUNCIONES.
El Capítulo 6 INSTALACIÓN explica todo lo necesario para el montaje y conexionadode un SERRATRON 10i, así como su puesta en funcionamiento en el apartado dePuesta en marcha. La parte final del proceso es una correcta puesta a punto del pro-ceso de soldadura, con el ajuste de todos los ‘parámetros’ del mismo (Capítulo 7PROGRAMACIÓN) y la solución de los problemas que se puedan presentar (Capítu-lo 8 SERVICIO TÉCNICO).
Consúltese detenidamente el Capítulo de SERVICIO TÉCNICO ante cualquier anoma-lía de funcionamiento detectada, o ante cualquier código de error que el control envíe.En este Capítulo se describen todos los códigos de error y otras anomalías previsiblescon las diversas causas posibles y las soluciones a tomar en cada caso.
Aunque no forma parte del suministro normal de un SERRATRON 10i ni es imprescin-dible para su programación y puesta en marcha, el paquete de software CPC-10iincrementa sensiblemente las prestaciones del SERRATRON 10i. Por ello se incluyeuna descripción del mismo en el Capítulo 9 SOFTWARE DE PROGRAMACIÓN.

Capítulo 1 INTRODUCCIÓN SERRATRON 10i : Manual de usuario
1-6 SERRA soldadura, S.A.
•••
SERRATRON 10i : Manual de Usuario Capítulo 2 DATOS TÉCNICOS
SERRA soldadura, S.A. 2-1
2. DATOS TÉCNICOS
2.1 Versiones y Módulos opcionales
• Denominación genérica: SERRATRON 10i Versión de software actual: 1.3 (Febrero de 1996)
Módulos opcionales enchufables dentro del control• Módulo de Válvula Proporcional: MSV-4
3 salidas analógicas independientes regulables de 0-10VDenominación: SERRATRON 10i.. /P3Se enchufa encima de la Carta UCP-6
• Módulo de Válvula Proporcional: MSV-3/1/A (alternativa a MSV-4)Una salida analógica bucle de corriente 4-20 mADenominación: SERRATRON 10i.. /P1Se enchufa encima de la Carta UCP-6 en lugar del módulo MSV-4
• Módulo de Comunicaciones InterBus-S: IBUS-1Bus sensor/actuador. Bus remoto, Perfil C0Denominación: SERRATRON 10i.. /IBSe enchufa encima de la Carta ESA-9/A
• Módulo de Alimentación por tensión de sincronismo: MRED-1Transformador instalable en SERRATRON 10i junto a Carta CM-9Denominación: SERRATRON 10i.. /TR
Accesorios externos al control• Unidad de Programación Portátil: UPF-8• Unidad de Programación Fija: UPF-8a Versión de UPF-8: 2.5 (Septiembre de 1995)
• Paquete de software de Programación desde PC-Portátil: CPC-10i-V24Incluye cable para canal serie V24 ↔PC
• Paquete de software de Programación centralizada: CPC-10i-FMSIncluye carta Profibus a insertar en PC
• Caja de conexión externa para Profibus: MT-PB
Capítulo 2 DATOS TÉCNICOS SERRATRON 10i : Manual de usuario
2-2 SERRA soldadura, S.A.
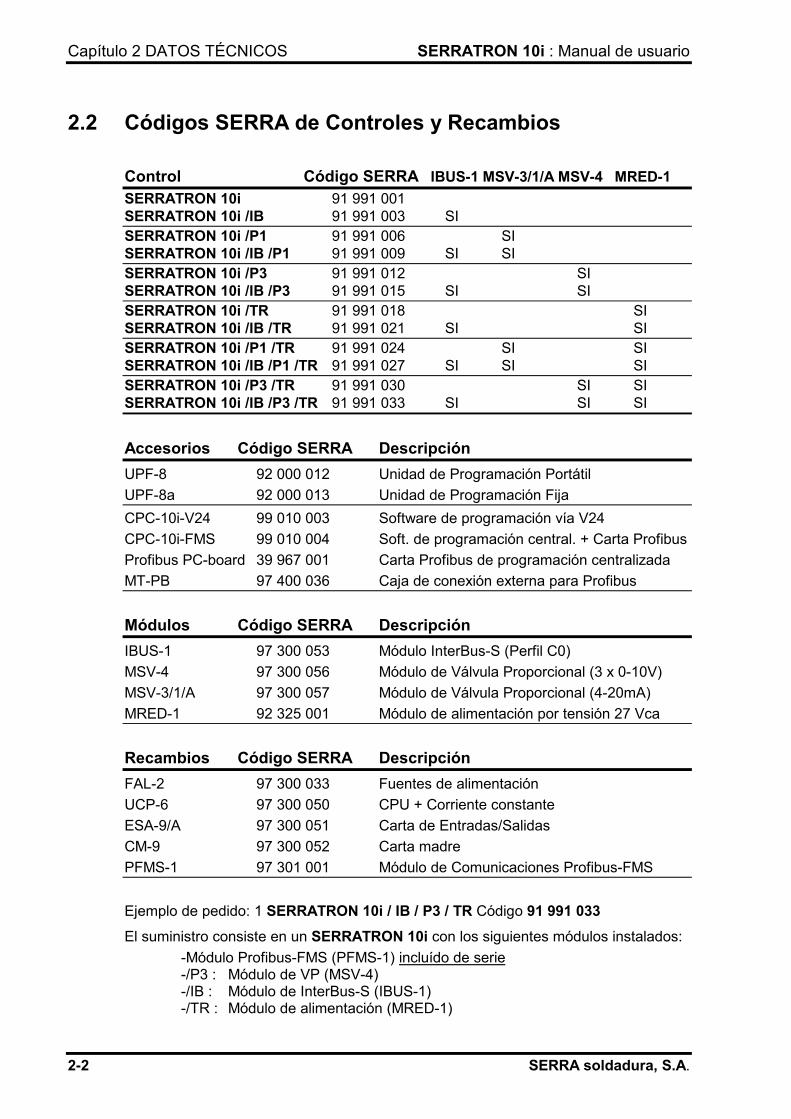
2.2 Códigos SERRA de Controles y Recambios
Control Código SERRA IBUS-1 MSV-3/1/A MSV-4 MRED-1SERRATRON 10i 91 991 001SERRATRON 10i /IB 91 991 003 SISERRATRON 10i /P1 91 991 006 SISERRATRON 10i /IB /P1 91 991 009 SI SISERRATRON 10i /P3 91 991 012 SISERRATRON 10i /IB /P3 91 991 015 SI SISERRATRON 10i /TR 91 991 018 SISERRATRON 10i /IB /TR 91 991 021 SI SISERRATRON 10i /P1 /TR 91 991 024 SI SISERRATRON 10i /IB /P1 /TR 91 991 027 SI SI SISERRATRON 10i /P3 /TR 91 991 030 SI SISERRATRON 10i /IB /P3 /TR 91 991 033 SI SI SI
Accesorios Código SERRA DescripciónUPF-8 92 000 012 Unidad de Programación PortátilUPF-8a 92 000 013 Unidad de Programación FijaCPC-10i-V24 99 010 003 Software de programación vía V24CPC-10i-FMS 99 010 004 Soft. de programación central. + Carta ProfibusProfibus PC-board 39 967 001 Carta Profibus de programación centralizadaMT-PB 97 400 036 Caja de conexión externa para Profibus
Módulos Código SERRA DescripciónIBUS-1 97 300 053 Módulo InterBus-S (Perfil C0)MSV-4 97 300 056 Módulo de Válvula Proporcional (3 x 0-10V)MSV-3/1/A 97 300 057 Módulo de Válvula Proporcional (4-20mA)MRED-1 92 325 001 Módulo de alimentación por tensión 27 Vca
Recambios Código SERRA DescripciónFAL-2 97 300 033 Fuentes de alimentaciónUCP-6 97 300 050 CPU + Corriente constanteESA-9/A 97 300 051 Carta de Entradas/SalidasCM-9 97 300 052 Carta madrePFMS-1 97 301 001 Módulo de Comunicaciones Profibus-FMS
Ejemplo de pedido: 1 SERRATRON 10i / IB / P3 / TR Código 91 991 033
El suministro consiste en un SERRATRON 10i con los siguientes módulos instalados:-Módulo Profibus-FMS (PFMS-1) incluído de serie-/P3 : Módulo de VP (MSV-4)-/IB : Módulo de InterBus-S (IBUS-1)-/TR : Módulo de alimentación (MRED-1)
SERRATRON 10i : Manual de Usuario Capítulo 2 DATOS TÉCNICOS
SERRA soldadura, S.A. 2-3
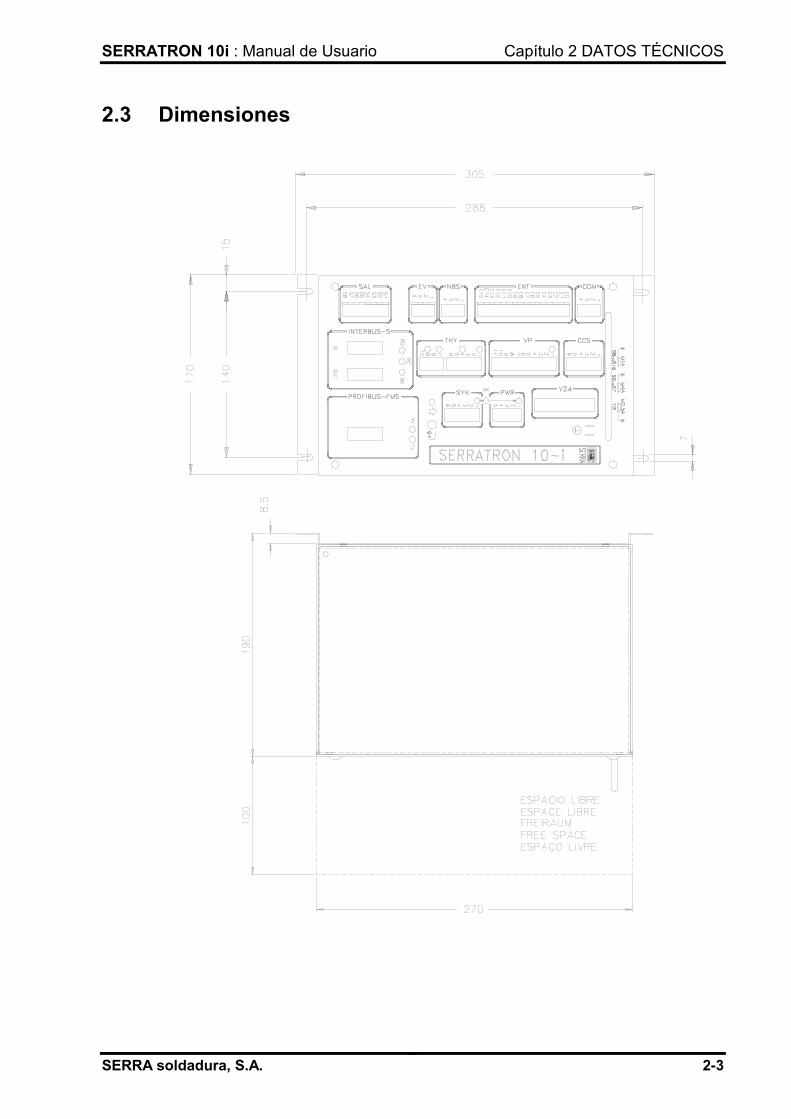
2.3 Dimensiones
Capítulo 2 DATOS TÉCNICOS SERRATRON 10i : Manual de usuario
2-4 SERRA soldadura, S.A.
2.4 Condiciones ambientales de trabajo• Temperatura mínima: -5ºC
• Temperatura máxima: 60ºC
• Humedad máxima: 90%
• Altitud máxima: 1000 m. Para altitudes superiores hay que garantizar temperaturas ygrado de humedad menores.
2.5 Pesos• SERRATRON 10i (sin caja exterior ni MRED-1): 2.5 kg
• Módulo MRED-1: 0.4 kg
• Caja exterior: 3.0 kg
• Unidad de Programación UPF-8: 0,9 kg
• Unidad de Programación UPF-8a: 1,6 kg
2.6 Características eléctricas• Alimentaciones
Sincronismo de red 27Vca +15% -20%Frecuencia de red 50/60 HzAlimentación del control 24Vcc +15% -20%Potencia consumida por el control 20W(Puede obtenerse a partir de la tensión de sincronismo dered mediante la instalación del Módulo de Red MRED-1 enel interior del control)
• EntradasEntradas digitales 24Vcc +15% -20% / 10mAEntradas Analógicas 1-2-3 0...10V Ri = 2 kΩEntradas Analógicas sondas de corriente 15 Vca Ri = 1 kΩ
• SalidasSalidas de Encendido 24Vcc / 1ASalidas EV1-4 24Vcc / 1ASalidas digitales (S0-S7) 24Vcc / 100mASalida Analógica (con módulo MSV-3/1/A) 4-20mASalidas Analógicas (con módulo MSV-4) 0...10V / 10mA (máx.)
SERRATRON 10i : Manual de Usuario Capítulo 3 DESCRIPCIÓN GENERAL
SERRA soldadura, S.A. 3-1
3. DESCRIPCIÓN GENERAL
3.1 Módulo SERRATRON 10i
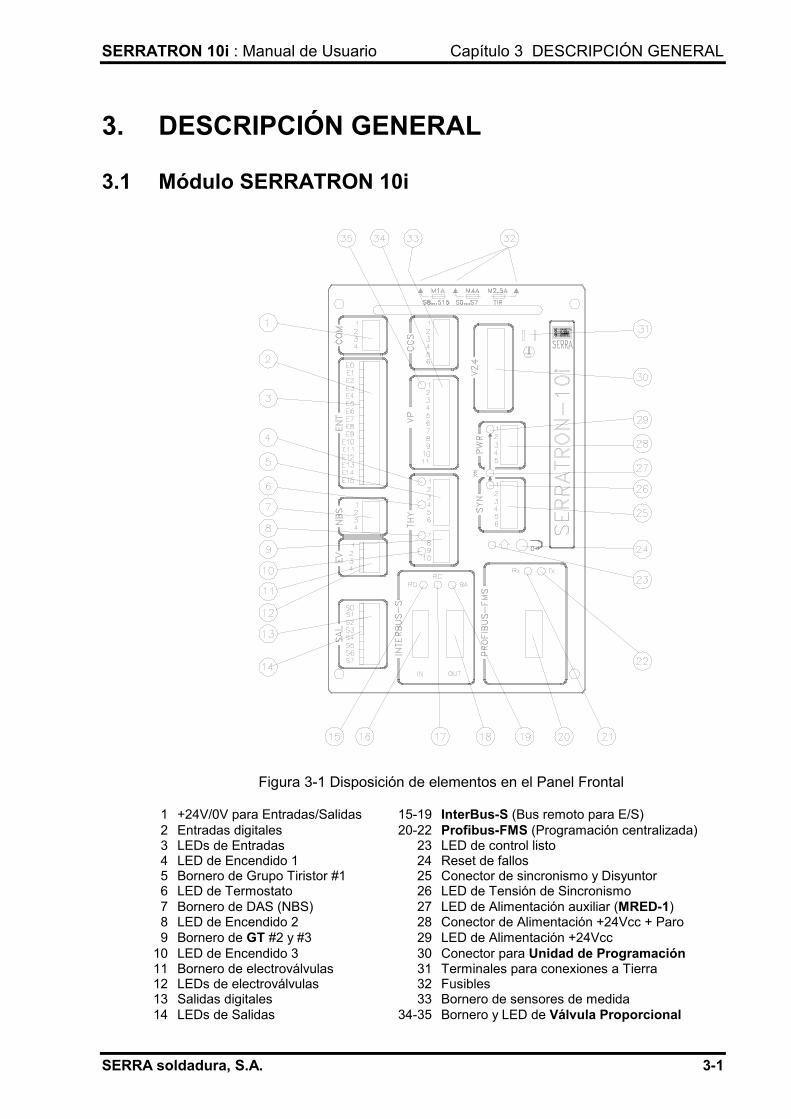
Figura 3-1 Disposición de elementos en el Panel Frontal
1 +24V/0V para Entradas/Salidas 15-19 InterBus-S (Bus remoto para E/S)2 Entradas digitales 20-22 Profibus-FMS (Programación centralizada)3 LEDs de Entradas 23 LED de control listo4 LED de Encendido 1 24 Reset de fallos5 Bornero de Grupo Tiristor #1 25 Conector de sincronismo y Disyuntor6 LED de Termostato 26 LED de Tensión de Sincronismo7 Bornero de DAS (NBS) 27 LED de Alimentación auxiliar (MRED-1)8 LED de Encendido 2 28 Conector de Alimentación +24Vcc + Paro9 Bornero de GT #2 y #3 29 LED de Alimentación +24Vcc
10 LED de Encendido 3 30 Conector para Unidad de Programación11 Bornero de electroválvulas 31 Terminales para conexiones a Tierra12 LEDs de electroválvulas 32 Fusibles13 Salidas digitales 33 Bornero de sensores de medida14 LEDs de Salidas 34-35 Bornero y LED de Válvula Proporcional
Capítulo 3 DESCRIPCIÓN GENERAL SERRATRON 10i : Manual de usuario
3-2 SERRA soldadura, S.A.
3.1.1 Panel Frontal
Todas las funciones del Control son accesibles únicamente por la parte frontal. Loselementos del Panel Frontal son básicamente pilotos luminosos (LEDs) y conectores,más un pulsador de reset de fallos.
3.1.1.1 Pilotos luminosos
Todas las entradas y salidas digitales están señalizadas en su estado activo medianteun piloto luminoso (LED) situado junto a cada terminal de conexión.
Además hay otros LEDs con las funciones siguientes:
• Salidas de encendido de Tiristores• Entrada de termostato de Tiristores (LED encendido = Temperatura normal)• Tensión de alimentación de 24Vcc• Tensión de sincronismo 27Vca• Módulo de red MRED-1 instalado (genera 24Vcc a partir de 27Vca)• Módulo de Valvula Proporcional instalado• Control listo (no hay ningún Error que impida hacer ciclos de soldadura)• Estado de los buses de comunicaciones InterBus y Profibus
3.1.1.2 Conectores
Hay dos tipos de conectores para las distintas señales y alimentaciones del control:conectores con terminales a tornillo y conectores tipo D. Los conectores a tornillo tie-nen cada terminal numerado individualmente en el propio Panel Frontal. Por ejemplo:ENT-E8 se refiere al terminal E8 del conector ENT.
El conector tipo D de 25 pines V24 sirve para la conexión a una Unidad de Programa-ción Portátil o a un PC portátil dotado del software de programación adecuado.
Los conectores IN-OUT de InterBus-S sirven para la conexión a una red remota Inter-Bus. Su uso elimina la necesidad de usar los conectores a tornillo ENT, EV, SAL yCOM para la integración del control a una instalación de soldadura.
El conector tipo D de 9 pines Profibus sirve para la integración del control a una red deprogramación centralizada. Se aconseja el empleo de una caja de conexiones externatipo MT-PB para facilitar el cableado.
SERRATRON 10i : Manual de Usuario Capítulo 3 DESCRIPCIÓN GENERAL
SERRA soldadura, S.A. 3-3
3.1.2 Circuitos Impresos
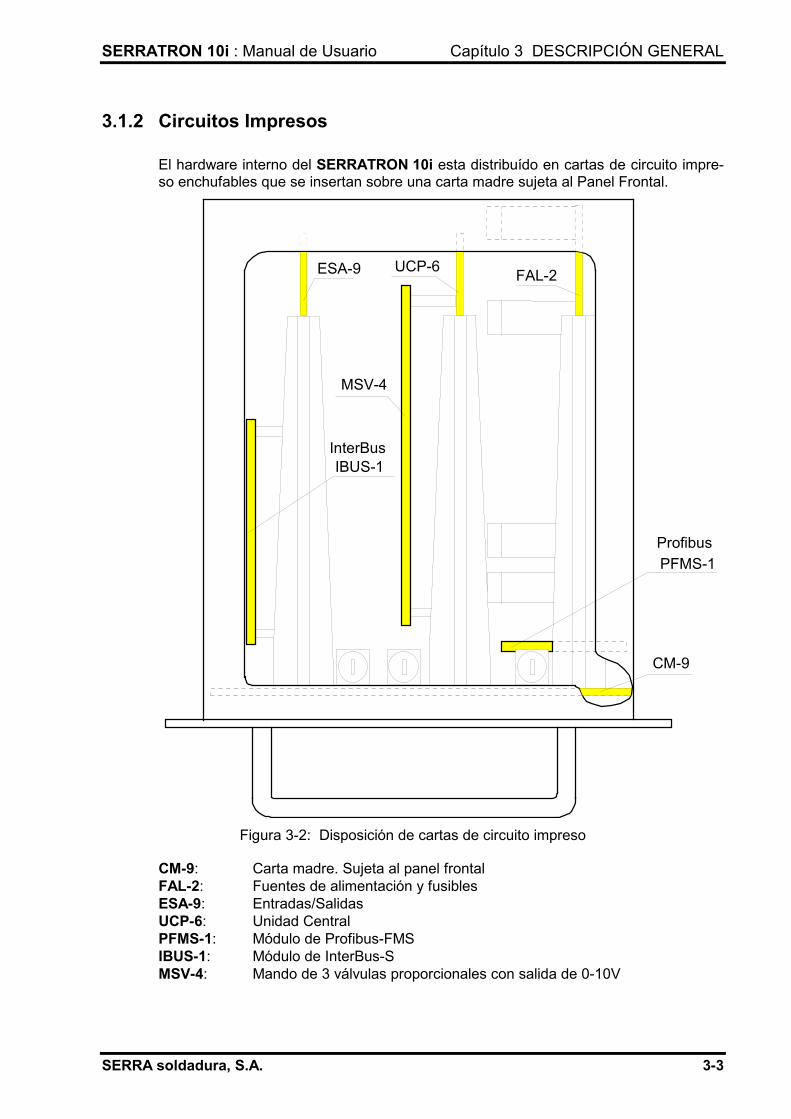
El hardware interno del SERRATRON 10i esta distribuído en cartas de circuito impre-so enchufables que se insertan sobre una carta madre sujeta al Panel Frontal.
ESA-9 UCP-6 FAL-2
MSV-4
CM-9
PFMS-1Profibus
InterBusIBUS-1
Figura 3-2: Disposición de cartas de circuito impreso
CM-9: Carta madre. Sujeta al panel frontalFAL-2: Fuentes de alimentación y fusiblesESA-9: Entradas/SalidasUCP-6: Unidad CentralPFMS-1: Módulo de Profibus-FMSIBUS-1: Módulo de InterBus-SMSV-4: Mando de 3 válvulas proporcionales con salida de 0-10V
Capítulo 3 DESCRIPCIÓN GENERAL SERRATRON 10i : Manual de usuario
3-4 SERRA soldadura, S.A.
3.1.2.1 Fusibles
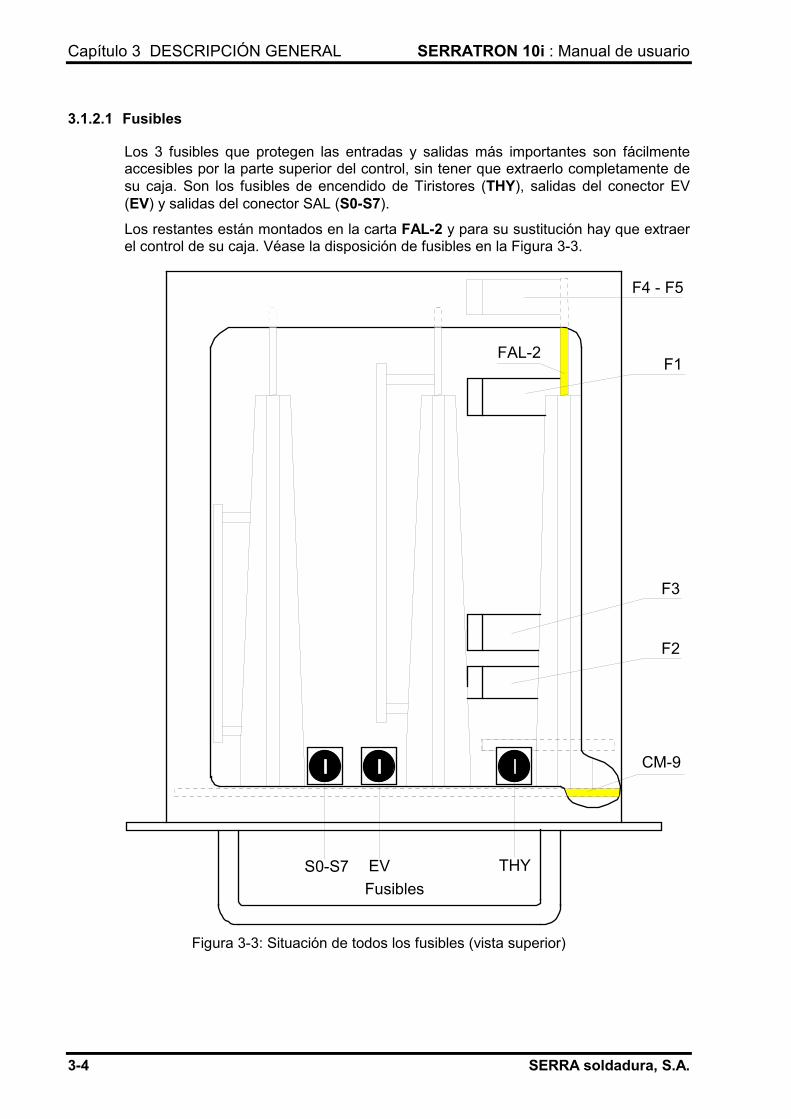
Los 3 fusibles que protegen las entradas y salidas más importantes son fácilmenteaccesibles por la parte superior del control, sin tener que extraerlo completamente desu caja. Son los fusibles de encendido de Tiristores (THY), salidas del conector EV(EV) y salidas del conector SAL (S0-S7).
Los restantes están montados en la carta FAL-2 y para su sustitución hay que extraerel control de su caja. Véase la disposición de fusibles en la Figura 3-3.
FAL-2
CM-9
F4 - F5
F1
F2
F3
THYEVS0-S7Fusibles
Figura 3-3: Situación de todos los fusibles (vista superior)
SERRATRON 10i : Manual de Usuario Capítulo 3 DESCRIPCIÓN GENERAL
SERRA soldadura, S.A. 3-5
3.1.2.2 Fusibles en Carta FAL-2
F1: 2A Alimentación general interna +24VccF2: 2.5A Alimentación a 24Vcc para Válvula Proporcional (externa)F3: 0.5A Alimentación a 24Vcc para UPF-8F4: 0.5A Fuentes conmutadas/aisladas de +5Vcc (µP, V24, Profibus)F5: 0.5A Fuentes alimentación ±18Vcc para circuitos analógicos y MSV-4 (VP)
MUY IMPORTANTE: No utilizar nunca fusibles de intensidades nominales superioresa las indicadas: pueden quedar inutilizadas las cartas de circuito impreso.Averiguar la causa del cortocircuito antes de la primera sustitución del fusible.
3.1.2.3 Extracción e inserción de Circuitos Impresos
Para extraer una carta electrónica, en primer lugar deben liberarse los retenes de lasguías y luego, extraer tirando de las asas de manera suave pero firme. Para insertaruna carta, comprobar que los retenes estén abiertos, introducirla con cuidado de queno se salga de las guías y al llegar al final empujar suave pero decididamente.Finalmente, fijar bien las cartas con ayuda de los retenes. Si éstos no encajan bienpuede ser indicativo de cartas mal introducidas.
Capítulo 3 DESCRIPCIÓN GENERAL SERRATRON 10i : Manual de usuario
3-6 SERRA soldadura, S.A.
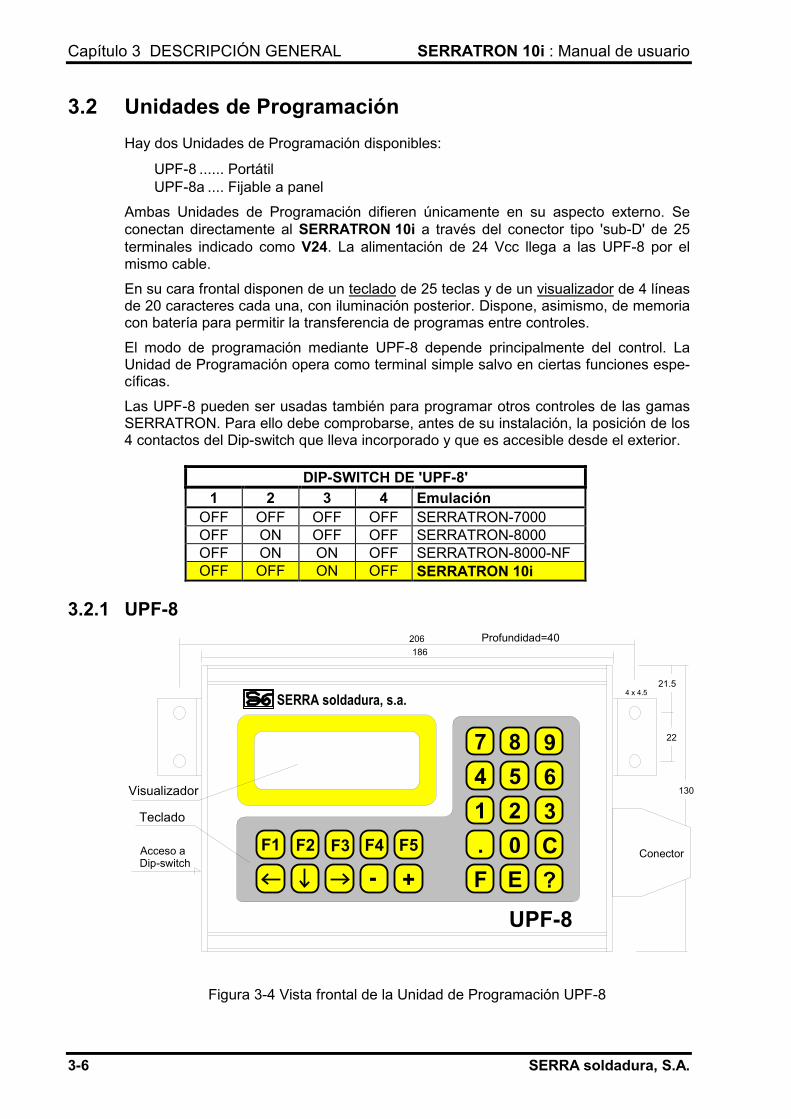
3.2 Unidades de ProgramaciónHay dos Unidades de Programación disponibles:
• UPF-8 ...... Portátil• UPF-8a .... Fijable a panel
Ambas Unidades de Programación difieren únicamente en su aspecto externo. Seconectan directamente al SERRATRON 10i a través del conector tipo 'sub-D' de 25terminales indicado como V24. La alimentación de 24 Vcc llega a las UPF-8 por elmismo cable.
En su cara frontal disponen de un teclado de 25 teclas y de un visualizador de 4 líneasde 20 caracteres cada una, con iluminación posterior. Dispone, asimismo, de memoriacon batería para permitir la transferencia de programas entre controles.
El modo de programación mediante UPF-8 depende principalmente del control. LaUnidad de Programación opera como terminal simple salvo en ciertas funciones espe-cíficas.
Las UPF-8 pueden ser usadas también para programar otros controles de las gamasSERRATRON. Para ello debe comprobarse, antes de su instalación, la posición de los4 contactos del Dip-switch que lleva incorporado y que es accesible desde el exterior.
DIP-SWITCH DE 'UPF-8'1 2 3 4 Emulación
OFF OFF OFF OFF SERRATRON-7000OFF ON OFF OFF SERRATRON-8000OFF ON ON OFF SERRATRON-8000-NFOFF OFF ON OFF SERRATRON 10i
3.2.1 UPF-8
7 8 94 5 61 2 3. 0 CF E ?- +
F1 F2 F3 F4 F5
UPF-8
SERRA soldadura, s.a.
Visualizador
Teclado
Acceso a
186206
22
130
21.54 x 4.5
Conector
Profundidad=40
Dip-switch
Figura 3-4 Vista frontal de la Unidad de Programación UPF-8
SERRATRON 10i : Manual de Usuario Capítulo 3 DESCRIPCIÓN GENERAL
SERRA soldadura, S.A. 3-7
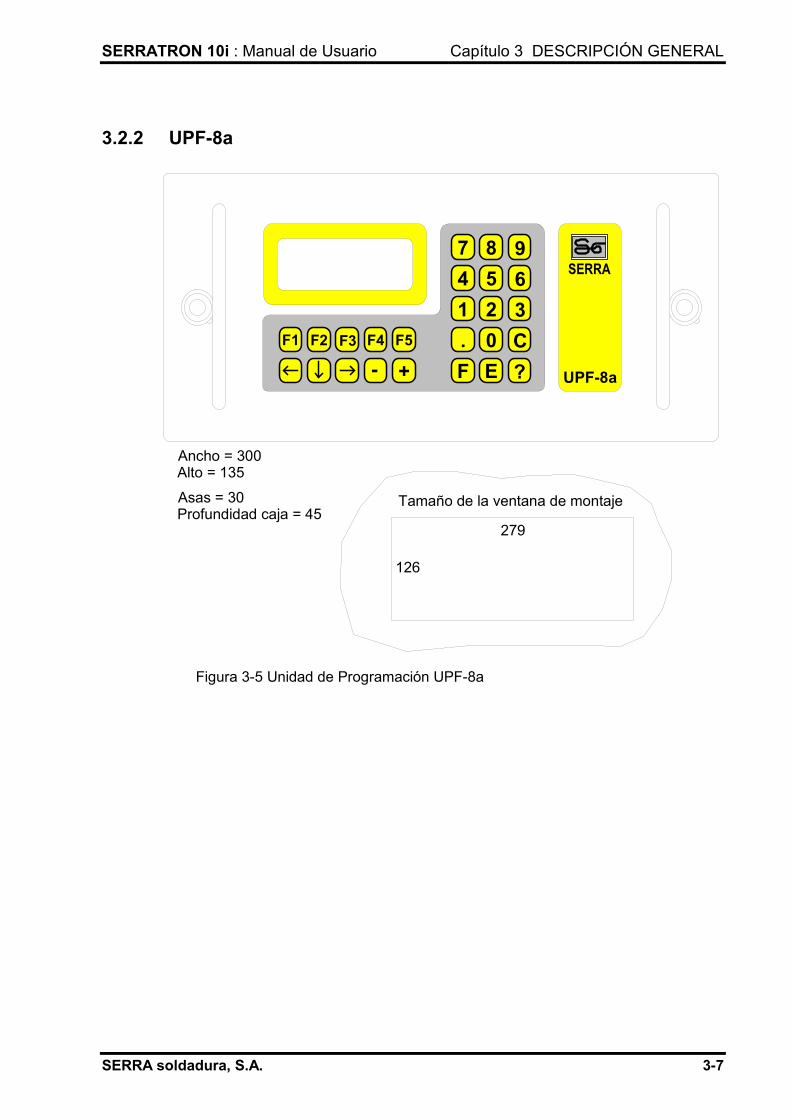
3.2.2 UPF-8a
7 8 94 5 61 2 3. 0 CF E ?- +
F1 F2 F3 F4 F5
SERRA
UPF-8a
Ancho = 300Alto = 135
Tamaño de la ventana de montaje
279
126
Asas = 30Profundidad caja = 45
Figura 3-5 Unidad de Programación UPF-8a
Capítulo 3 DESCRIPCIÓN GENERAL SERRATRON 10i : Manual de usuario
3-8 SERRA soldadura, S.A.
3.3 Ciclos de SoldaduraUn ciclo de soldadura es el conjunto de operaciones efectuadas por el control para ha-cer una soldadura. Cada operación individual tiene una duración ajustable por el usua-rio y por este motivo, a los Controles de Soldadura se les denomina también Tempori-zadores.
El ciclo de soldadura básico efectuado por el SERRATRON 10i se describe en los dia-gramas de la Figura 3-6 y siguientes, según el Modo de Ciclo escogido.
Para una explicación detallada de cada parámetro (tiempos, potencias, presiones,..)véase el Capítulo 5 PARÁMETROS Y FUNCIONES.
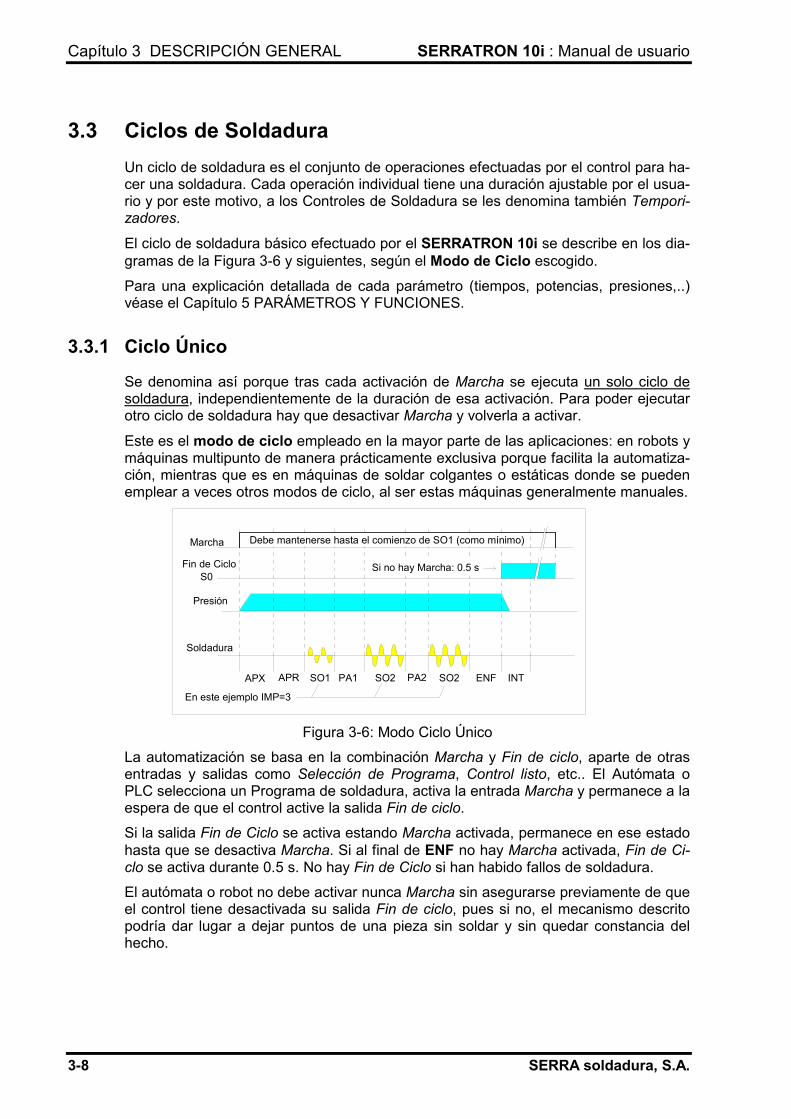
3.3.1 Ciclo Único
Se denomina así porque tras cada activación de Marcha se ejecuta un solo ciclo desoldadura, independientemente de la duración de esa activación. Para poder ejecutarotro ciclo de soldadura hay que desactivar Marcha y volverla a activar.
Este es el modo de ciclo empleado en la mayor parte de las aplicaciones: en robots ymáquinas multipunto de manera prácticamente exclusiva porque facilita la automatiza-ción, mientras que es en máquinas de soldar colgantes o estáticas donde se puedenemplear a veces otros modos de ciclo, al ser estas máquinas generalmente manuales.
Marcha
Fin de Ciclo
Presión
APX APR SO1 PA1 SO2 SO2PA2 ENF INT
Soldadura
En este ejemplo IMP=3
S0
Debe mantenerse hasta el comienzo de SO1 (como mínimo)
Si no hay Marcha: 0.5 s
Figura 3-6: Modo Ciclo Único
La automatización se basa en la combinación Marcha y Fin de ciclo, aparte de otrasentradas y salidas como Selección de Programa, Control listo, etc.. El Autómata oPLC selecciona un Programa de soldadura, activa la entrada Marcha y permanece a laespera de que el control active la salida Fin de ciclo.
Si la salida Fin de Ciclo se activa estando Marcha activada, permanece en ese estadohasta que se desactiva Marcha. Si al final de ENF no hay Marcha activada, Fin de Ci-clo se activa durante 0.5 s. No hay Fin de Ciclo si han habido fallos de soldadura.
El autómata o robot no debe activar nunca Marcha sin asegurarse previamente de queel control tiene desactivada su salida Fin de ciclo, pues si no, el mecanismo descritopodría dar lugar a dejar puntos de una pieza sin soldar y sin quedar constancia delhecho.
SERRATRON 10i : Manual de Usuario Capítulo 3 DESCRIPCIÓN GENERAL
SERRA soldadura, S.A. 3-9
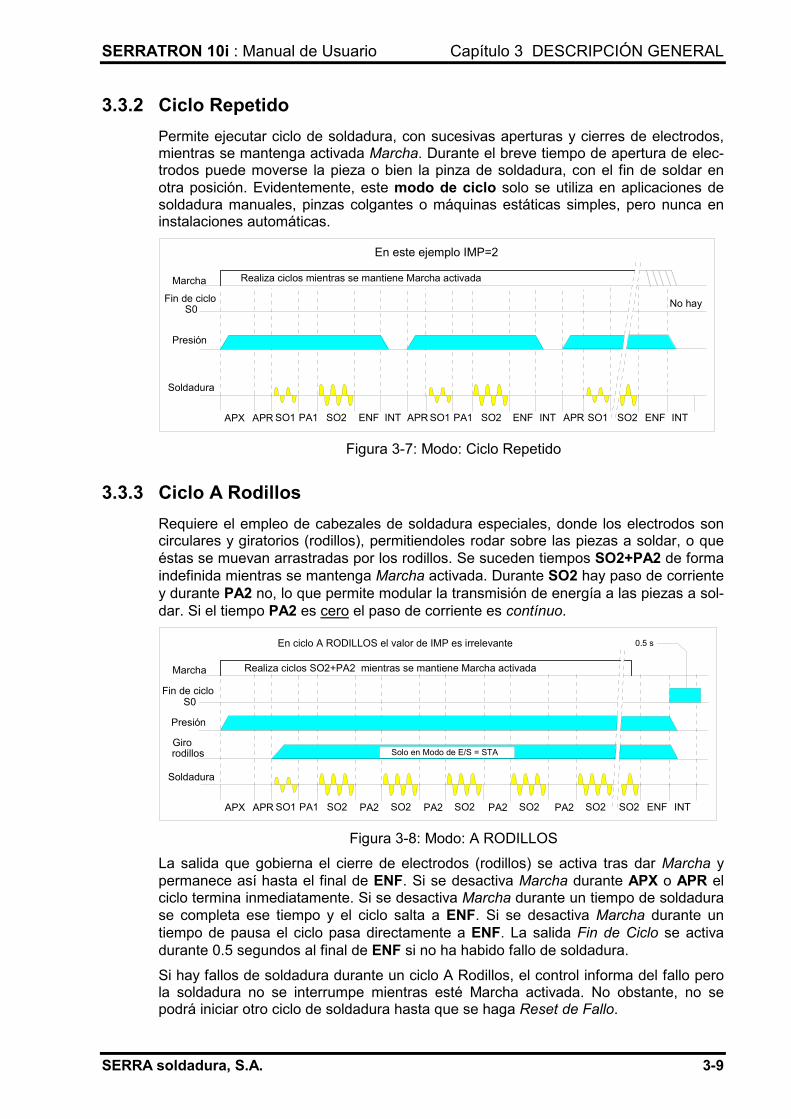
3.3.2 Ciclo RepetidoPermite ejecutar ciclo de soldadura, con sucesivas aperturas y cierres de electrodos,mientras se mantenga activada Marcha. Durante el breve tiempo de apertura de elec-trodos puede moverse la pieza o bien la pinza de soldadura, con el fin de soldar enotra posición. Evidentemente, este modo de ciclo solo se utiliza en aplicaciones desoldadura manuales, pinzas colgantes o máquinas estáticas simples, pero nunca eninstalaciones automáticas.
Marcha
Presión
APX APR SO1 PA1 SO2 ENF
Realiza ciclos mientras se mantiene Marcha activada
Soldadura
INT APR SO1 PA1 SO2 ENF INT APR SO1 ENF INTSO2
Fin de ciclo
En este ejemplo IMP=2
S0 No hay
Figura 3-7: Modo: Ciclo Repetido
3.3.3 Ciclo A RodillosRequiere el empleo de cabezales de soldadura especiales, donde los electrodos soncirculares y giratorios (rodillos), permitiendoles rodar sobre las piezas a soldar, o queéstas se muevan arrastradas por los rodillos. Se suceden tiempos SO2+PA2 de formaindefinida mientras se mantenga Marcha activada. Durante SO2 hay paso de corrientey durante PA2 no, lo que permite modular la transmisión de energía a las piezas a sol-dar. Si el tiempo PA2 es cero el paso de corriente es contínuo.
SO2
En ciclo A RODILLOS el valor de IMP es irrelevante
Marcha
Presión
APX APR SO1 PA1 SO2
Soldadura
ENF INTSO2
Fin de ciclo
0.5 s
SO2 SO2 SO2PA2 PA2 PA2PA2
S0
Girorodillos Solo en Modo de E/S = STA
Realiza ciclos SO2+PA2 mientras se mantiene Marcha activada
Figura 3-8: Modo: A RODILLOS
La salida que gobierna el cierre de electrodos (rodillos) se activa tras dar Marcha ypermanece así hasta el final de ENF. Si se desactiva Marcha durante APX o APR elciclo termina inmediatamente. Si se desactiva Marcha durante un tiempo de soldadurase completa ese tiempo y el ciclo salta a ENF. Si se desactiva Marcha durante untiempo de pausa el ciclo pasa directamente a ENF. La salida Fin de Ciclo se activadurante 0.5 segundos al final de ENF si no ha habido fallo de soldadura.
Si hay fallos de soldadura durante un ciclo A Rodillos, el control informa del fallo perola soldadura no se interrumpe mientras esté Marcha activada. No obstante, no sepodrá iniciar otro ciclo de soldadura hasta que se haga Reset de Fallo.
Capítulo 3 DESCRIPCIÓN GENERAL SERRATRON 10i : Manual de usuario
3-10 SERRA soldadura, S.A.
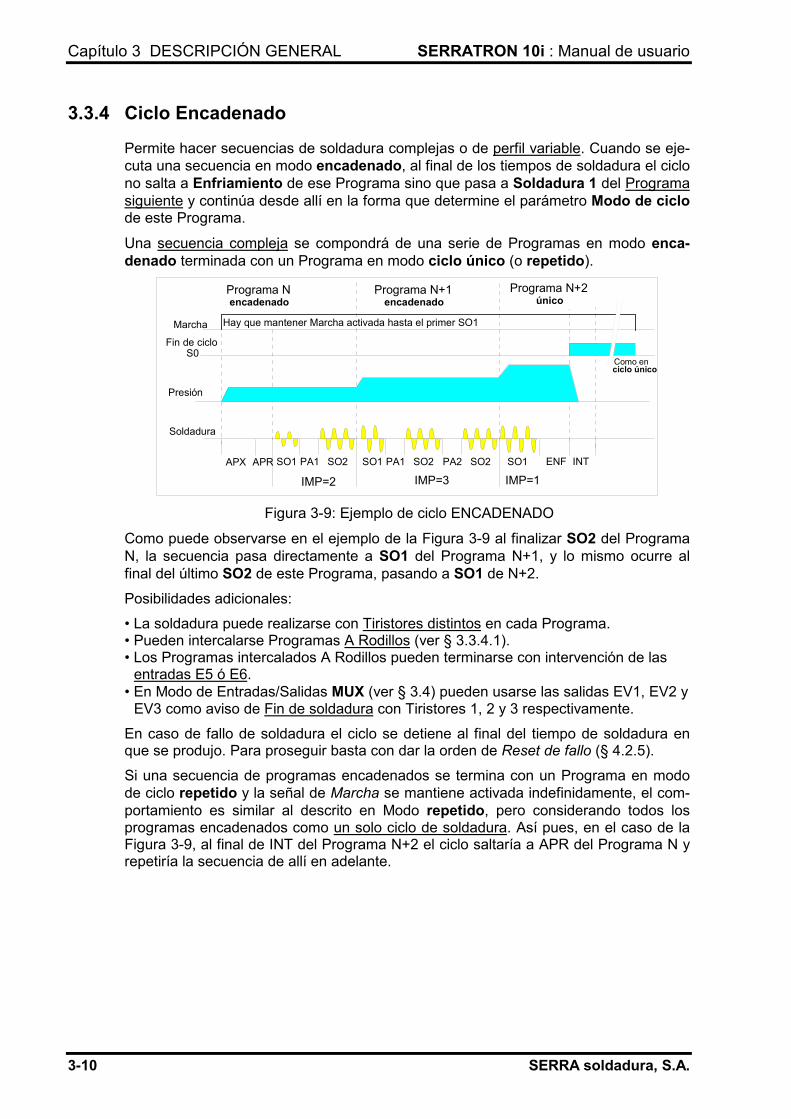
3.3.4 Ciclo Encadenado
Permite hacer secuencias de soldadura complejas o de perfil variable. Cuando se eje-cuta una secuencia en modo encadenado, al final de los tiempos de soldadura el ciclono salta a Enfriamiento de ese Programa sino que pasa a Soldadura 1 del Programasiguiente y continúa desde allí en la forma que determine el parámetro Modo de ciclode este Programa.
Una secuencia compleja se compondrá de una serie de Programas en modo enca-denado terminada con un Programa en modo ciclo único (o repetido).
Marcha
Presión
APX APR SO1 PA1 SO2
Soldadura
SO1 PA1 SO2 SO1 ENF INT
Fin de ciclo
IMP=2
S0
PA2 SO2
IMP=3 IMP=1
Programa N Programa N+1 Programa N+2encadenado encadenado único
Como enciclo único
Hay que mantener Marcha activada hasta el primer SO1
Figura 3-9: Ejemplo de ciclo ENCADENADO
Como puede observarse en el ejemplo de la Figura 3-9 al finalizar SO2 del ProgramaN, la secuencia pasa directamente a SO1 del Programa N+1, y lo mismo ocurre alfinal del último SO2 de este Programa, pasando a SO1 de N+2.
Posibilidades adicionales:
• La soldadura puede realizarse con Tiristores distintos en cada Programa.• Pueden intercalarse Programas A Rodillos (ver § 3.3.4.1).• Los Programas intercalados A Rodillos pueden terminarse con intervención de las
entradas E5 ó E6.• En Modo de Entradas/Salidas MUX (ver § 3.4) pueden usarse las salidas EV1, EV2 y
EV3 como aviso de Fin de soldadura con Tiristores 1, 2 y 3 respectivamente.
En caso de fallo de soldadura el ciclo se detiene al final del tiempo de soldadura enque se produjo. Para proseguir basta con dar la orden de Reset de fallo (§ 4.2.5).
Si una secuencia de programas encadenados se termina con un Programa en modode ciclo repetido y la señal de Marcha se mantiene activada indefinidamente, el com-portamiento es similar al descrito en Modo repetido, pero considerando todos losprogramas encadenados como un solo ciclo de soldadura. Así pues, en el caso de laFigura 3-9, al final de INT del Programa N+2 el ciclo saltaría a APR del Programa N yrepetiría la secuencia de allí en adelante.
SERRATRON 10i : Manual de Usuario Capítulo 3 DESCRIPCIÓN GENERAL
SERRA soldadura, S.A. 3-11
3.3.4.1 Secuencias encadenadas y A Rodillos
La naturaleza variable de algunos procesos de soldadura complejos puede requerirtiempos de soldadura cuya duración exacta sea imposible definir a base de ‘encade-nar’ programas. En estos casos puede ser útil intercalar un Programa en modo A Ro-dillos dentro de una secuencia de programas encadenados, para aprovechar elhecho de que en modo A Rodillos mientras Marcha está activada el ciclo permaneceindefinidamente repitiendo los tiempos SO2+PA2.
De manera general, un Programa en modo A Rodillos se comporta como lo descritoen § 3.3.3, pero cuando el Modo de E/S es STA (§ 3.4) hay un importante cambio: alsalir de la secuencia de tiempos SO2+PA2 el ciclo no pasa obligatoriamente a ENF deese Programa, sino que se le puede hacer saltar a SO1 del Programa siguiente, inde-pendientemente del modo de ciclo de este último Programa.
Además, la condición para salir de la secuencia SO2+PA2 no tiene por qué ser única-mente quitar Marcha, sino que puede ligarse al estado de otras dos entradas: E5 y E6.Esas entradas pueden estar conectadas a contactos de final de carrera o detectoresde cualquier tipo que permitan establecer el instante en que debe terminar esa fasedel ciclo de soldadura.
La elección entre unas u otras entradas y el modo en que trabajan se determina me-diante un parámetro programable: condición de salto.
Las condiciones de salto (válidas solo en Modo E/S = STA) son:
• 0 No hay salto al Programa siguiente. Se comporta como en el § 3.3.3.• 1 /E5. Sale de SO2+PA2 (y salta) en cuanto se desactiva E5.• 2 /E6. Sale de SO2+PA2 (y salta) en cuanto se desactiva E6.• 3 E5. Sale de SO2+PA2 (y salta) en cuanto se activa E5.• 4 E6. Sale de SO2+PA2 (y salta) en cuanto se activa E6.• 5 /Marcha. Sale de SO2+PA2 (y salta) en cuanto se desactiva Marcha.
Salvo en el caso ‘5’, si se quita Marcha antes de que se cumpla la condición de saltoel ciclo ‘encadenado’ se da por terminado. Como norma general, Marcha debe mante-nerse activada hasta el final de una secuencia compleja como si toda ella fuese unsolo ciclo único.
Capítulo 3 DESCRIPCIÓN GENERAL SERRATRON 10i : Manual de usuario
3-12 SERRA soldadura, S.A.
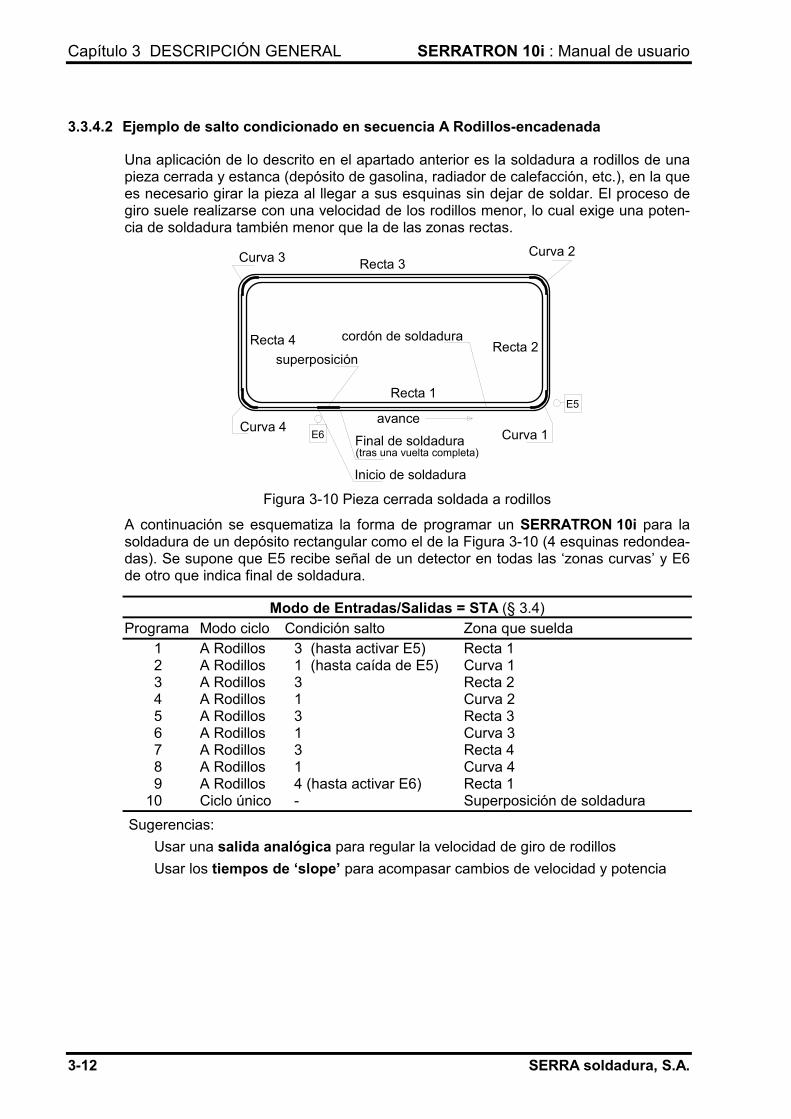
3.3.4.2 Ejemplo de salto condicionado en secuencia A Rodillos-encadenada
Una aplicación de lo descrito en el apartado anterior es la soldadura a rodillos de unapieza cerrada y estanca (depósito de gasolina, radiador de calefacción, etc.), en la quees necesario girar la pieza al llegar a sus esquinas sin dejar de soldar. El proceso degiro suele realizarse con una velocidad de los rodillos menor, lo cual exige una poten-cia de soldadura también menor que la de las zonas rectas.
Final de soldadura Curva 1
Curva 2Curva 3
Curva 4
superposiciónRecta 4 Recta 2
Recta 1
Recta 3
cordón de soldadura
Inicio de soldadura
avance
(tras una vuelta completa)
E6
E5
Figura 3-10 Pieza cerrada soldada a rodillos
A continuación se esquematiza la forma de programar un SERRATRON 10i para lasoldadura de un depósito rectangular como el de la Figura 3-10 (4 esquinas redondea-das). Se supone que E5 recibe señal de un detector en todas las ‘zonas curvas’ y E6de otro que indica final de soldadura.
Modo de Entradas/Salidas = STA (§ 3.4)Programa Modo ciclo Condición salto Zona que suelda
1 A Rodillos 3 (hasta activar E5) Recta 12 A Rodillos 1 (hasta caída de E5) Curva 13 A Rodillos 3 Recta 24 A Rodillos 1 Curva 25 A Rodillos 3 Recta 36 A Rodillos 1 Curva 37 A Rodillos 3 Recta 48 A Rodillos 1 Curva 49 A Rodillos 4 (hasta activar E6) Recta 1
10 Ciclo único - Superposición de soldaduraSugerencias:
• Usar una salida analógica para regular la velocidad de giro de rodillos• Usar los tiempos de ‘slope’ para acompasar cambios de velocidad y potencia
SERRATRON 10i : Manual de Usuario Capítulo 3 DESCRIPCIÓN GENERAL
SERRA soldadura, S.A. 3-13
3.4 Modos de operación de Entradas/SalidasSegún cada aplicación de soldadura concreta debe escogerse el modo de operar dealgunas Entradas/Salidas. Véase en el Capítulo 4 la descripción pormenorizada de lasmismas.
Hay cuatro modos de operación de E/S:
• MAN - Obligatorio para máquinas colgantes.
• STA - Para máquinas de pedestal.
• ROB - Para Robots.
• MUX - Para Máquinas Multipunto.
La elección del Modo de Entradas/Salidas no modifica el comportamiento de los ciclosde soldadura salvo en algún punto concreto en caso de Ciclos Encadenados. El cam-bio de un Modo a otro no implica ninguna pérdida de parámetros de la secuencia,salvo la inutilización lógica de alguno de ellos en función del Modo escogido.
No debe confundirse el Modo de Entradas/Salidas (o Modo de E/S) con el Modo deciclo. La mayor diferencia es que el Modo de E/S es un parámetro único y forma partede la configuración básica del control, mientras que el Modo de ciclo es un parámetromúltiple: hay uno por cada Programa de soldadura.
Capítulo 3 DESCRIPCIÓN GENERAL SERRATRON 10i : Manual de usuario
3-14 SERRA soldadura, S.A.
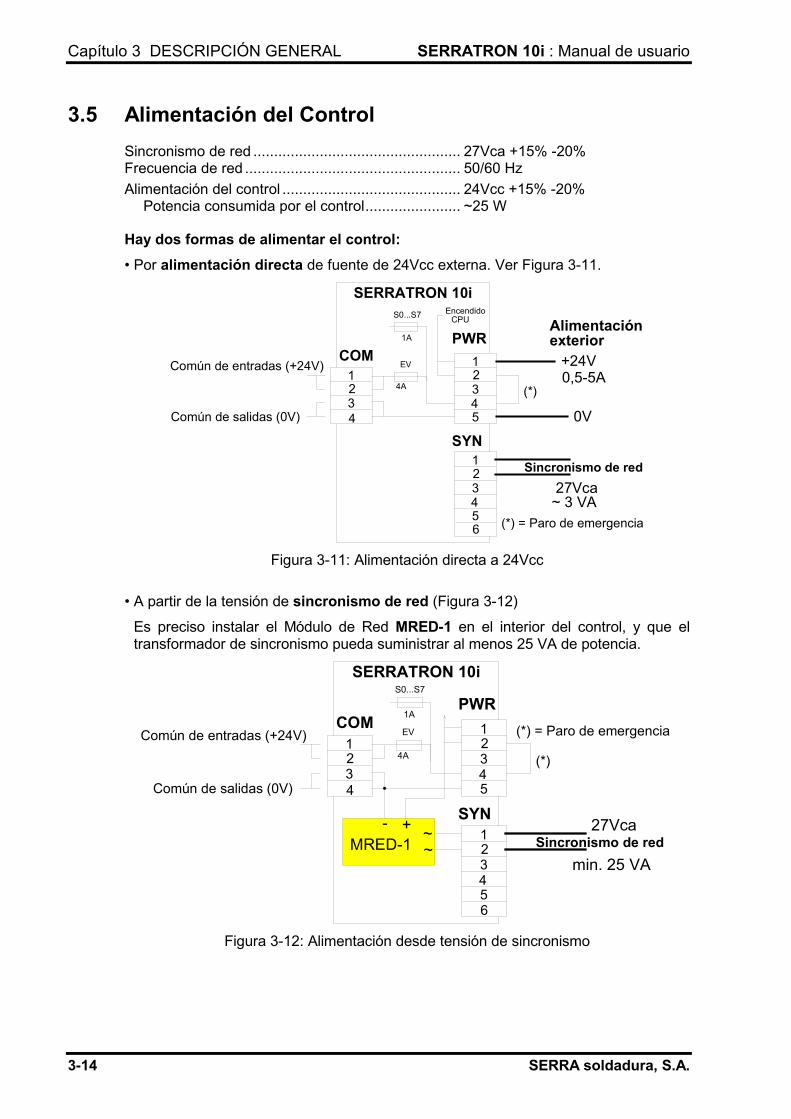
3.5 Alimentación del ControlSincronismo de red .................................................. 27Vca +15% -20%Frecuencia de red .................................................... 50/60 HzAlimentación del control ........................................... 24Vcc +15% -20%
Potencia consumida por el control....................... ~25 W
Hay dos formas de alimentar el control:
• Por alimentación directa de fuente de 24Vcc externa. Ver Figura 3-11.
12345
1234
PWRCOM +24V
0V
Alimentación
(*)
EV
4A
Común de entradas (+24V)
Común de salidas (0V)
SERRATRON 10i
exterior
(*) = Paro de emergencia
S0...S7
1A
CPUEncendido
123456
SYN
Sincronismo de red
0,5-5A
27Vca~ 3 VA
Figura 3-11: Alimentación directa a 24Vcc
• A partir de la tensión de sincronismo de red (Figura 3-12)
Es preciso instalar el Módulo de Red MRED-1 en el interior del control, y que eltransformador de sincronismo pueda suministrar al menos 25 VA de potencia.
1234
PWRCOM
(*)
EV
4A
Común de entradas (+24V)
Común de salidas (0V)
SERRATRON 10i
(*) = Paro de emergencia
S0...S7
1A
123456
SYN
Sincronismo de red27Vca+-
MRED-1~~
min. 25 VA
12345
Figura 3-12: Alimentación desde tensión de sincronismo
SERRATRON 10i : Manual de Usuario Capítulo 3 DESCRIPCIÓN GENERAL
SERRA soldadura, S.A. 3-15
3.6 Entradas/Salidas
3.6.1 Tipos
A continuación se describen los diferentes tipos de señales de Entrada/salida dispo-nibles en el SERRATRON 10i.
• Entradas digitalesOperan a 24Vcc. Consumo: máx. 10 mASe activan con una tensión de 24Vcc externa referida a la conexión del común de 0Vdel control (bornes 3 y 4 del conector COM), o bien mediante un contacto externo,libre de potencial, que toma tensión del común de 24Vcc del control (1 y 2 de COM).Todas las entradas digitales disponen de un diodo emisor de luz (LED) que se ilumi-na cuando esas entradas se activan.Una explicación detallada de las funciones desarrolladas por cada una de las entra-das y salidas digitales se da en el Capítulo 4.
• Entradas analógicasRango de tensión de entrada: 0-10VImpedancia de entrada: 2 kΩAunque las entradas destinadas a las sondas de corriente son también entradasanalógicas, en todo este Manual al referirnos a Entradas Analógicas se tratará siem-pre de las tres entradas denominadas A1, A2 y A3 ubicadas en el conector VP.Cada entrada analógica dispone de un parámetro de configuración, denominadovalor de fondo de escala, que permite visualizar la magnitud medida en sus propiasunidades: basta indicar el valor de esa magnitud que hace generar 10V en el trans-ductor de medida (presión, fuerza, temperatura, etc.). Se supone, además, un com-portamiento lineal de dicho transductor.
• Salidas digitalesSalidas de Encendido: 24Vcc 1ASalidas EV1-4: 24Vcc 1ASalidas S0-S7: 24Vcc 100 mA (protegidas contra cortocircuito)Salida NBS Contacto de relé libre de potencial 2A / 250V
Todas las salidas digitales son transistores conectados en modo colector-abierto alcomún de 24Vcc del control. Las cargas externas deben conectarse entre los termi-nales de salida y el común de 0V (3 y 4 del conector COM). Las salidas EV1-EV4 tie-nen un contacto de relé en serie. Dicho relé solamente puede ser activado desde elexterior, a través de una entrada digital, de manera que las salidas EV1-EV4 no pue-den ser activadas sin intervención exterior aunque se cortocircuiten los transistoresque las gobiernan.Al igual que las entradas digitales, el estado de las salidas se señaliza mediante unpiloto tipo LED.
• Salidas analógicasPueden ser de dos tipos según en Módulo de Válvula Proporcional empleado:
• MSV-3/1/A.... Bucle de corriente 4-20mA (Resistencia máxima de carga 500Ω)• MSV-4 .......... 0-10V. Carga máxima 10 mA
Capítulo 3 DESCRIPCIÓN GENERAL SERRATRON 10i : Manual de usuario
3-16 SERRA soldadura, S.A.
3.7 Bus para Entradas/Salidas. InterBus-SInterBus-S es un bus de campo para sensores y actuadores desarrollado por PhoenixContact de Blomberg (Alemania), y actualmente promovido y potenciado también porInterBus-S-Club e.V. de Kaiserslautern (Alemania). Ha sido concebido básicamentepara la transmisión de datos digitales del estado de Entradas/Salidas en sistemasautomatizados. De ahí su denominación como bus para sensores/actuadores.Para la integración de controles de soldadura en una red InterBus-S se han desarro-llado dos protocolos de comunicación denominados Perfil C0 y Perfil C1.
• Perfil C0 Transmisión de Entradas/Salidas solamente• Perfil C1 Transmisión de Entradas/Salidas y datos internos en general
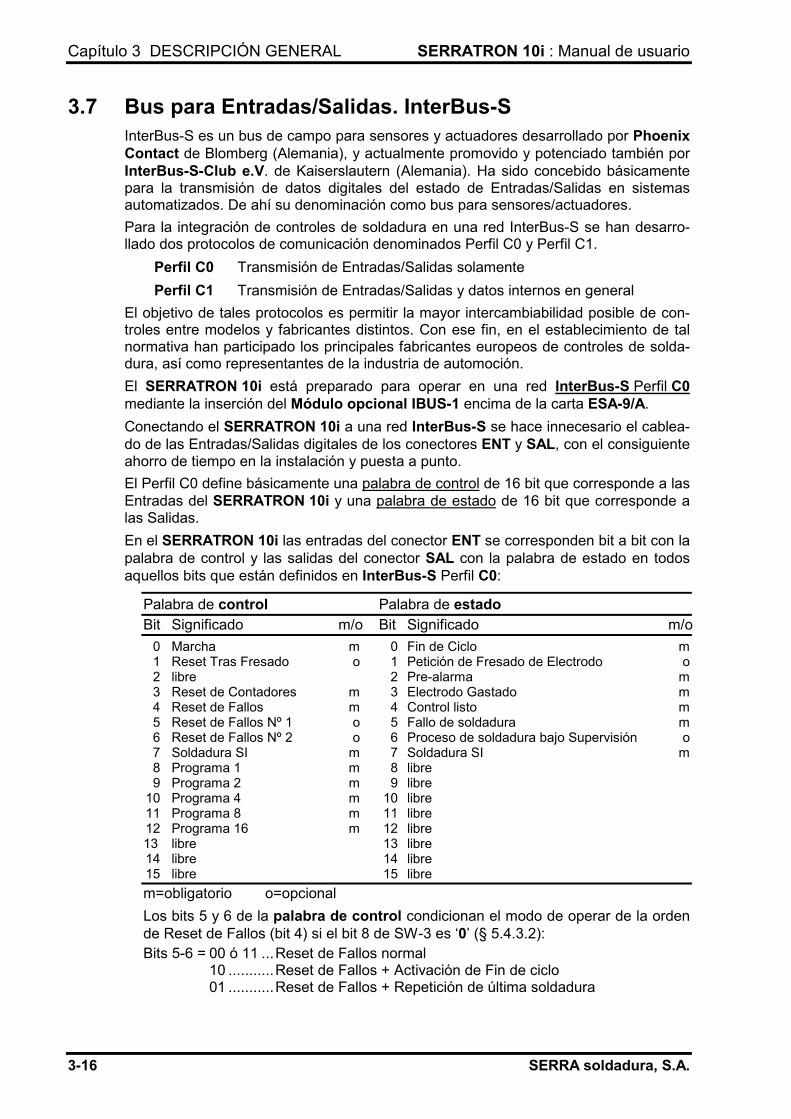
El objetivo de tales protocolos es permitir la mayor intercambiabilidad posible de con-troles entre modelos y fabricantes distintos. Con ese fin, en el establecimiento de talnormativa han participado los principales fabricantes europeos de controles de solda-dura, así como representantes de la industria de automoción.El SERRATRON 10i está preparado para operar en una red InterBus-S Perfil C0mediante la inserción del Módulo opcional IBUS-1 encima de la carta ESA-9/A.Conectando el SERRATRON 10i a una red InterBus-S se hace innecesario el cablea-do de las Entradas/Salidas digitales de los conectores ENT y SAL, con el consiguienteahorro de tiempo en la instalación y puesta a punto.El Perfil C0 define básicamente una palabra de control de 16 bit que corresponde a lasEntradas del SERRATRON 10i y una palabra de estado de 16 bit que corresponde alas Salidas.En el SERRATRON 10i las entradas del conector ENT se corresponden bit a bit con lapalabra de control y las salidas del conector SAL con la palabra de estado en todosaquellos bits que están definidos en InterBus-S Perfil C0:
Palabra de control Palabra de estadoBit Significado m/o Bit Significado m/o
0 Marcha m 0 Fin de Ciclo m1 Reset Tras Fresado o 1 Petición de Fresado de Electrodo o2 libre 2 Pre-alarma m3 Reset de Contadores m 3 Electrodo Gastado m4 Reset de Fallos m 4 Control listo m5 Reset de Fallos Nº 1 o 5 Fallo de soldadura m6 Reset de Fallos Nº 2 o 6 Proceso de soldadura bajo Supervisión o7 Soldadura SI m 7 Soldadura SI m8 Programa 1 m 8 libre9 Programa 2 m 9 libre
10 Programa 4 m 10 libre11 Programa 8 m 11 libre12 Programa 16 m 12 libre13 libre 13 libre14 libre 14 libre15 libre 15 librem=obligatorio o=opcionalLos bits 5 y 6 de la palabra de control condicionan el modo de operar de la ordende Reset de Fallos (bit 4) si el bit 8 de SW-3 es ‘0’ (§ 5.4.3.2):Bits 5-6 = 00 ó 11 ...Reset de Fallos normal
10 ...........Reset de Fallos + Activación de Fin de ciclo01 ...........Reset de Fallos + Repetición de última soldadura
SERRATRON 10i : Manual de Usuario Capítulo 3 DESCRIPCIÓN GENERAL
SERRA soldadura, S.A. 3-17
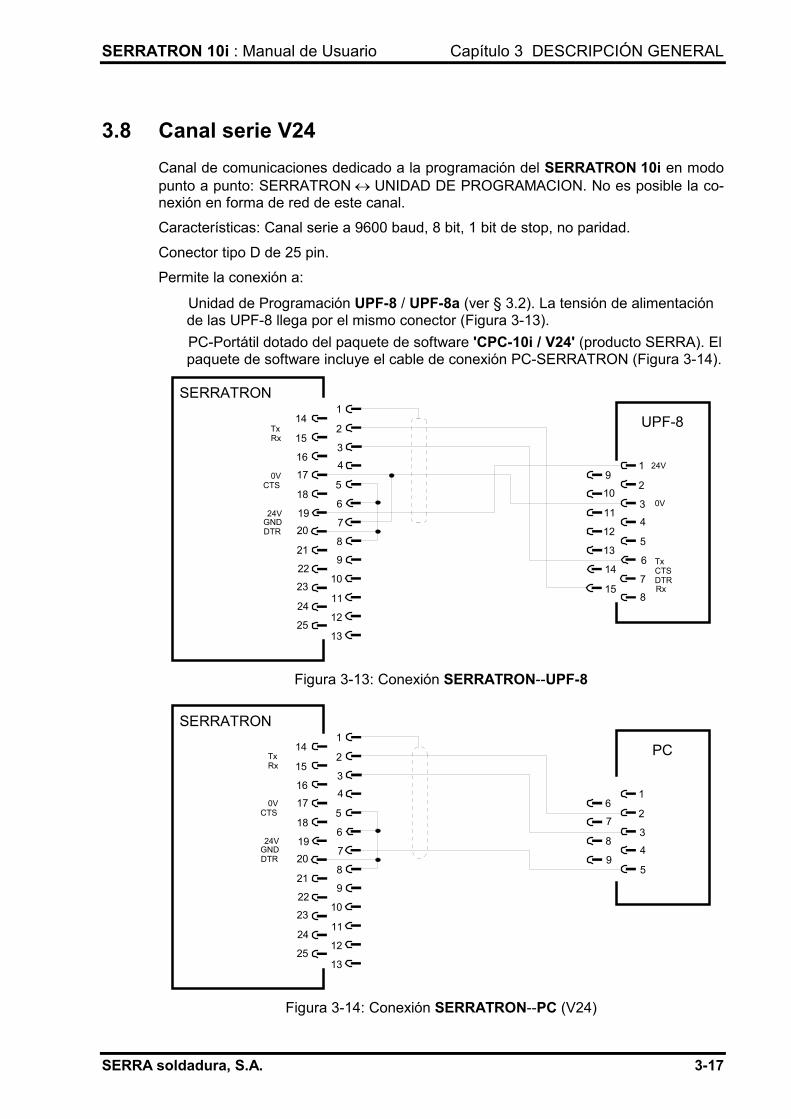
3.8 Canal serie V24Canal de comunicaciones dedicado a la programación del SERRATRON 10i en modopunto a punto: SERRATRON ↔ UNIDAD DE PROGRAMACION. No es posible la co-nexión en forma de red de este canal.
Características: Canal serie a 9600 baud, 8 bit, 1 bit de stop, no paridad.
Conector tipo D de 25 pin.
Permite la conexión a:
• Unidad de Programación UPF-8 / UPF-8a (ver § 3.2). La tensión de alimentaciónde las UPF-8 llega por el mismo conector (Figura 3-13).
• PC-Portátil dotado del paquete de software 'CPC-10i / V24' (producto SERRA). Elpaquete de software incluye el cable de conexión PC-SERRATRON (Figura 3-14).
SERRATRON
UPF-81
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
1920
21
22
23
24
25
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
TxCTSDTRRx
24V
0V
Tx
CTS
DTR
Rx
24V
0V
GND
Figura 3-13: Conexión SERRATRON--UPF-8
SERRATRON
PC1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
1920
21
22
23
24
25
1
2
3
4
5
6
7
8
9
Tx
CTS
DTR
Rx
24V
0V
GND
Figura 3-14: Conexión SERRATRON--PC (V24)
Capítulo 3 DESCRIPCIÓN GENERAL SERRATRON 10i : Manual de usuario
3-18 SERRA soldadura, S.A.
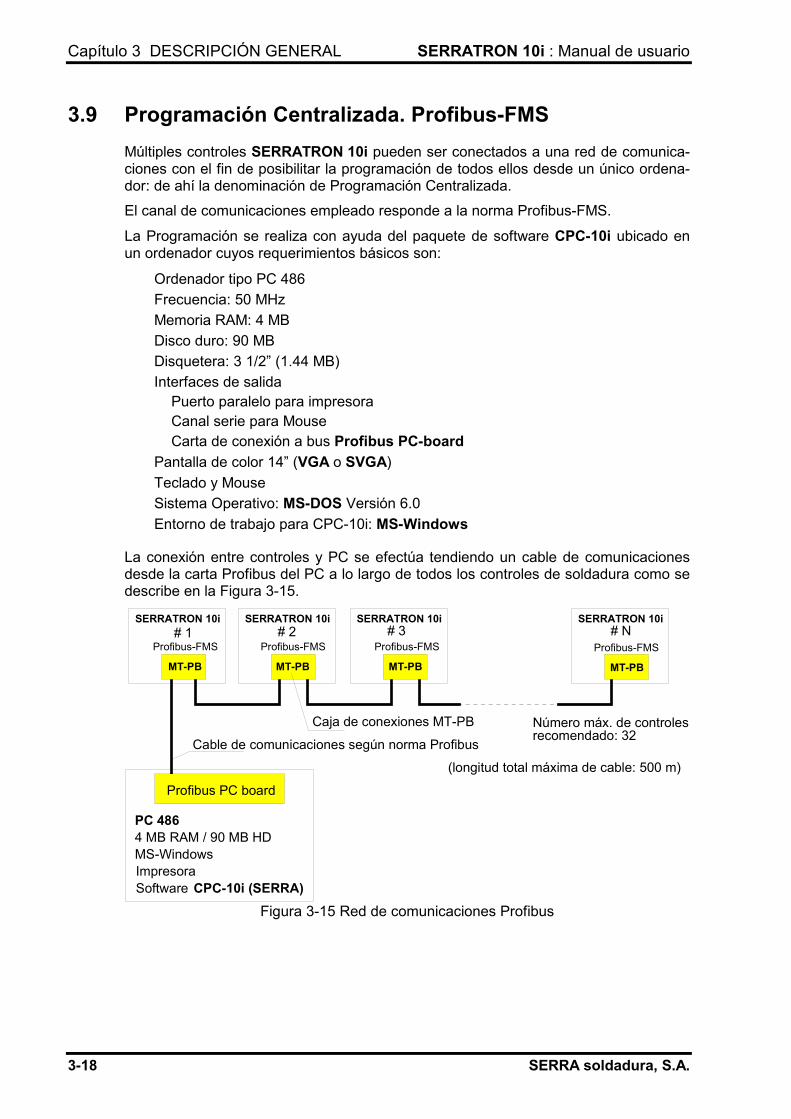
3.9 Programación Centralizada. Profibus-FMSMúltiples controles SERRATRON 10i pueden ser conectados a una red de comunica-ciones con el fin de posibilitar la programación de todos ellos desde un único ordena-dor: de ahí la denominación de Programación Centralizada.
El canal de comunicaciones empleado responde a la norma Profibus-FMS.
La Programación se realiza con ayuda del paquete de software CPC-10i ubicado enun ordenador cuyos requerimientos básicos son:
• Ordenador tipo PC 486• Frecuencia: 50 MHz• Memoria RAM: 4 MB• Disco duro: 90 MB• Disquetera: 3 1/2” (1.44 MB)• Interfaces de salida
• Puerto paralelo para impresora• Canal serie para Mouse• Carta de conexión a bus Profibus PC-board
• Pantalla de color 14” (VGA o SVGA)• Teclado y Mouse• Sistema Operativo: MS-DOS Versión 6.0• Entorno de trabajo para CPC-10i: MS-Windows
La conexión entre controles y PC se efectúa tendiendo un cable de comunicacionesdesde la carta Profibus del PC a lo largo de todos los controles de soldadura como sedescribe en la Figura 3-15.
SERRATRON 10i
Profibus-FMS
PC 486
Profibus PC board
4 MB RAM / 90 MB HDMS-Windows
SERRATRON 10i
Profibus-FMS
SERRATRON 10i
Profibus-FMS
SERRATRON 10i
Profibus-FMS# 1 # 2 # 3 # N
Impresora
Cable de comunicaciones según norma Profibus
Caja de conexiones MT-PB
MT-PB MT-PB MT-PB MT-PB
Número máx. de controlesrecomendado: 32
Software CPC-10i (SERRA)
(longitud total máxima de cable: 500 m)
Figura 3-15 Red de comunicaciones Profibus
SERRATRON 10i : Manual de Usuario Capítulo 4 ENTRADAS/SALIDAS
SERRA soldadura, S.A. 4-1
4. ENTRADAS/SALIDAS
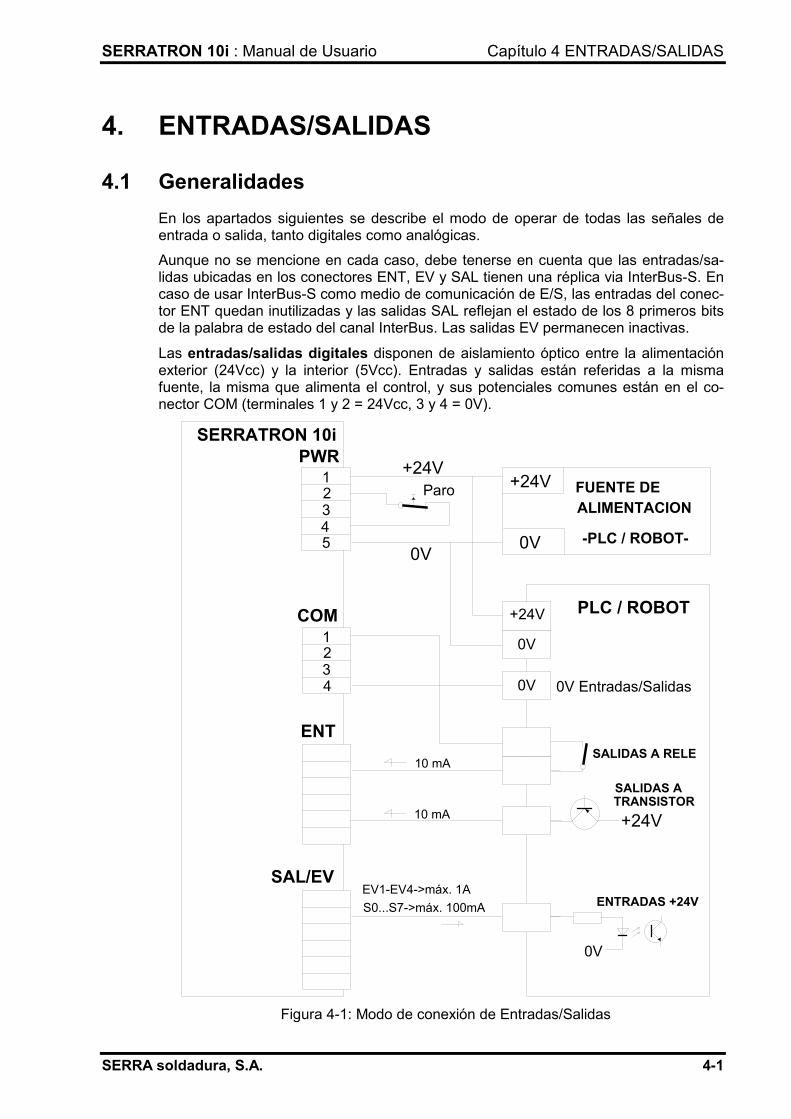
4.1 GeneralidadesEn los apartados siguientes se describe el modo de operar de todas las señales deentrada o salida, tanto digitales como analógicas.
Aunque no se mencione en cada caso, debe tenerse en cuenta que las entradas/sa-lidas ubicadas en los conectores ENT, EV y SAL tienen una réplica via InterBus-S. Encaso de usar InterBus-S como medio de comunicación de E/S, las entradas del conec-tor ENT quedan inutilizadas y las salidas SAL reflejan el estado de los 8 primeros bitsde la palabra de estado del canal InterBus. Las salidas EV permanecen inactivas.
Las entradas/salidas digitales disponen de aislamiento óptico entre la alimentaciónexterior (24Vcc) y la interior (5Vcc). Entradas y salidas están referidas a la mismafuente, la misma que alimenta el control, y sus potenciales comunes están en el co-nector COM (terminales 1 y 2 = 24Vcc, 3 y 4 = 0V).
12345
PWR
COM
+24V
0V
Paro
SERRATRON 10i
ENT
SAL/EV
0V
FUENTE DE
PLC / ROBOT
SALIDAS A
+24V
0V
ALIMENTACION
-PLC / ROBOT-
SALIDAS A RELE
+24V
0V Entradas/Salidas
ENTRADAS +24V
+24V
0V
TRANSISTOR
EV1-EV4->máx. 1AS0...S7->máx. 100mA
10 mA
10 mA
0V4
123
Figura 4-1: Modo de conexión de Entradas/Salidas
Capítulo 4 ENTRADAS/SALIDAS SERRATRON 10i : Manual de usuario
4-2 SERRA soldadura, S.A.
Las salidas analógicas 0-10V tienen una masa común y en su conjunto estánaisladas galvánicamente del resto de potenciales del control.
Las entradas analógicas A1, A2 y A3 comparten potencial de masa con las sondasde medida y no están aisladas galvánicamente de los potenciales de las fuentes dealimentación internas, por lo que deben ser usadas garantizando el total aislamiento(galvánico y EMI) de las señales que se conecten a estas entradas.
En caso de sobrecarga o cortocircuito en cualquier salida digital S0...S7, al actuar eldispositivo de protección el borne de salida quedará sin tensión hasta que se suprimala causa de la sobrecarga. No obstante, el LED correspondiente seguirá iluminado.
SERRATRON 10i : Manual de Usuario Capítulo 4 ENTRADAS/SALIDAS
SERRA soldadura, S.A. 4-3
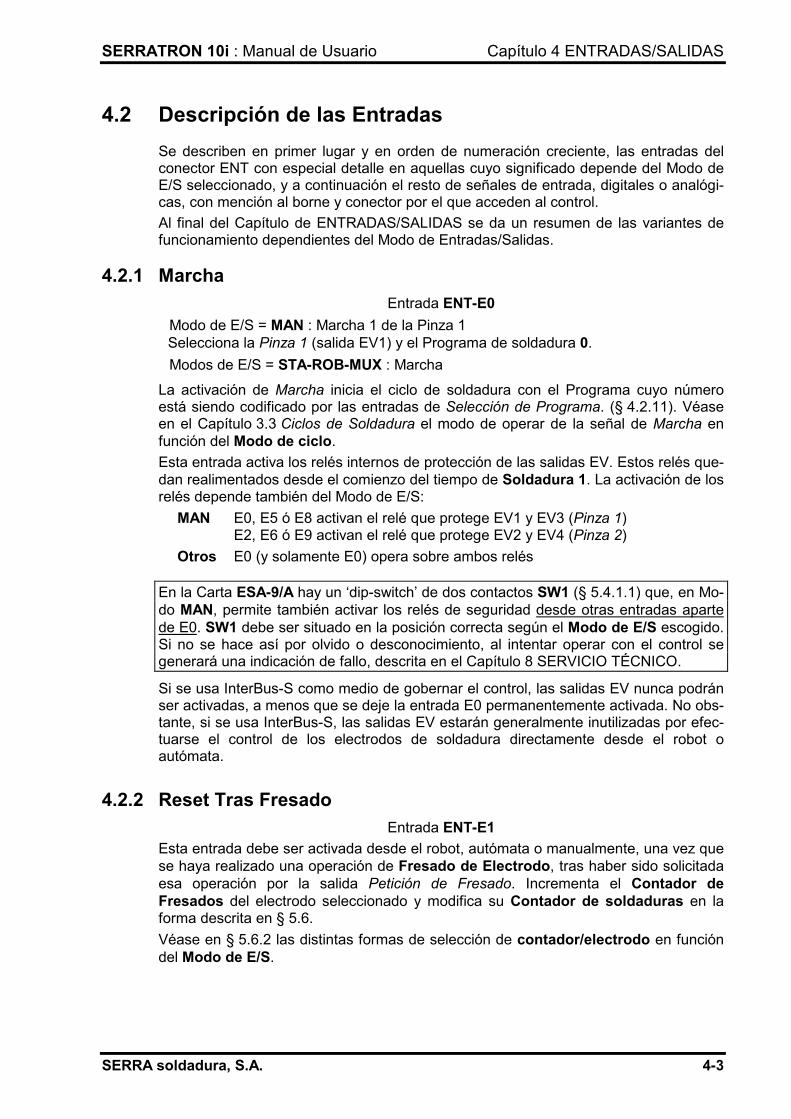
4.2 Descripción de las EntradasSe describen en primer lugar y en orden de numeración creciente, las entradas delconector ENT con especial detalle en aquellas cuyo significado depende del Modo deE/S seleccionado, y a continuación el resto de señales de entrada, digitales o analógi-cas, con mención al borne y conector por el que acceden al control.Al final del Capítulo de ENTRADAS/SALIDAS se da un resumen de las variantes defuncionamiento dependientes del Modo de Entradas/Salidas.
4.2.1 MarchaEntrada ENT-E0
• Modo de E/S = MAN : Marcha 1 de la Pinza 1Selecciona la Pinza 1 (salida EV1) y el Programa de soldadura 0.
• Modos de E/S = STA-ROB-MUX : Marcha
La activación de Marcha inicia el ciclo de soldadura con el Programa cuyo númeroestá siendo codificado por las entradas de Selección de Programa. (§ 4.2.11). Véaseen el Capítulo 3.3 Ciclos de Soldadura el modo de operar de la señal de Marcha enfunción del Modo de ciclo.Esta entrada activa los relés internos de protección de las salidas EV. Estos relés que-dan realimentados desde el comienzo del tiempo de Soldadura 1. La activación de losrelés depende también del Modo de E/S:
MAN E0, E5 ó E8 activan el relé que protege EV1 y EV3 (Pinza 1)E2, E6 ó E9 activan el relé que protege EV2 y EV4 (Pinza 2)
Otros E0 (y solamente E0) opera sobre ambos relés
En la Carta ESA-9/A hay un ‘dip-switch’ de dos contactos SW1 (§ 5.4.1.1) que, en Mo-do MAN, permite también activar los relés de seguridad desde otras entradas apartede E0. SW1 debe ser situado en la posición correcta según el Modo de E/S escogido.Si no se hace así por olvido o desconocimiento, al intentar operar con el control segenerará una indicación de fallo, descrita en el Capítulo 8 SERVICIO TÉCNICO.
Si se usa InterBus-S como medio de gobernar el control, las salidas EV nunca podránser activadas, a menos que se deje la entrada E0 permanentemente activada. No obs-tante, si se usa InterBus-S, las salidas EV estarán generalmente inutilizadas por efec-tuarse el control de los electrodos de soldadura directamente desde el robot oautómata.
4.2.2 Reset Tras FresadoEntrada ENT-E1
Esta entrada debe ser activada desde el robot, autómata o manualmente, una vez quese haya realizado una operación de Fresado de Electrodo, tras haber sido solicitadaesa operación por la salida Petición de Fresado. Incrementa el Contador deFresados del electrodo seleccionado y modifica su Contador de soldaduras en laforma descrita en § 5.6.Véase en § 5.6.2 las distintas formas de selección de contador/electrodo en funcióndel Modo de E/S.
Capítulo 4 ENTRADAS/SALIDAS SERRATRON 10i : Manual de usuario
4-4 SERRA soldadura, S.A.
4.2.3 Chequeo de Electrodos / Marcha 1 Pinza 2Entrada ENT-E2
• MAN : Marcha 1 de la Pinza 2Selecciona la Pinza 2 (salida EV2) y el Programa de soldadura 1.
• STA-ROB-MUX : Chequeo de ElectrodosE2=0: Las salidas S1-Petición de Fresado, S2-Pre-alarma y S3-Electrodo gastado se
activan en cuanto hay un electrodo cualquiera en la situación que las define.E2=1: Las salidas S1, S2 y S3 se activan según el estado del electrodo cuyo número
es igual al codificado por las entradas de Selección de Programa (E8...E14). Siese número no es válido o el electrodo seleccionado no existe, las tres salidasse activarán a la vez, indicando así una situación incompatible.
Usando esta entrada E2, el Autómata Programable o el Robot pueden conocer quéelectrodos se hallan en situación de cambio o de fresado mediante una exploraciónselectiva.
4.2.4 Reset de ContadoresEntrada ENT-E3
• MAN : Reset de Contador 1 (asociado a la Pinza 1)El Contador puesto a cero es el Contador 1.En MAN debe asignarse el Contador 1 a todos los Programas pares y el 2 a los im-pares por imposición del conexionado interno: La Pinza 1 ‘usa’ Programas pares y laPinza 2 los Programas impares.Si se pulsan simultáneamente las dos entradas de Reset de Contador (E3 y E14) sepondrán a cero todos los contadores, incluso los distintos de 1 y 2 si por error habíansido utilizados en algún Programa. Además hay la posibilidad de retardar la puesta acero, en la forma explicada en el párrafo siguiente.
• STA-ROB-MUX : Reset de ContadoresEl contador puesto a cero es el seleccionado por las entradas E8...E14 en el momen-to de la activación de E3. La duración de esa activación es indiferente.Si el número de contador seleccionado es 0, se ponen a cero todos los contadores.En este caso, puede escogerse si la puesta a cero es inmediata al activar E3 o si hayque mantener la activación durante 3 segundos. Esa elección se realiza mediante elbit 13 del parámetro de funciones especiales SW2 (§ 5.4.3.1)
La función Reset de Contadores provoca la puesta a cero del Contador de puntosdel Electrodo seleccionado, así como la de su Contador de Fresados. Desactivacualquier salida relacionada con desgaste de electrodos relativa a este electrodo.
4.2.5 Reset de FallosEntrada ENT-E4
La función Reset de Fallos pone a cero el código de error activo en el momento de suejecución. Si la causa del fallo no ha desaparecido, el error reaparecerá.La entrada E4 provoca un solo Reset de Fallos cada vez que se activa, con indepen-dencia de la duración de esa activación.En Modos STA-ROB-MUX, y si el bit 8 de SW-3 es ‘0’ (§ 5.4.3.2), las entradas E5 y E6afectan al comportamiento del control tras la orden de Reset de Fallos.
SERRATRON 10i : Manual de Usuario Capítulo 4 ENTRADAS/SALIDAS
SERRA soldadura, S.A. 4-5
4.2.6 Abrir Pinza 1Entrada ENT-E5
• MAN : Abrir Pinza 1Activa la apertura de Pinza 1, salida EV3. La activación de EV3 dura lo que dure laactivación de E5. En estado de Pinza 1 abierta no es posible realizar ciclos de solda-dura, las entradas E0 y E8 quedan inutilizadas.
• STA-ROB-MUX : Su función depende, junto con E6 del bit 8 del Selector de Funcio-nes Especiales SW-3 (§ 5.4.3.2).
8-SW3 = 0: Operatividad de la entrada de Reset de FallosE5-E6 = 00 ó 11 ...Reset de Fallos normalE5-E6 = 10 ...........Reset de Fallos + Activación de Fin de Ciclo (FK)E5-E6 = 01 ...........Reset de Fallos + Repetición de la última soldadura
8-SW3 = 1: En STA y Modo de ciclo A Rodillos, E5 y E6 pueden ser usadas comoentradas para determinar el fin de soldadura (ver § 3.3.4.1).
4.2.7 Abrir Pinza 2Entrada ENT-E6
• MAN : Abrir Pinza 2Activa la apertura de Pinza 2, salida EV4. La activación de EV4 dura lo que dure laactivación de E6. En estado de Pinza 2 abierta no es posible realizar ciclos de solda-dura, las entradas E2 y E9 quedan inutilizadas.
• STA-ROB-MUX : Ver la entrada E5.
4.2.8 Soldadura SIEntrada ENT-E7
Si esta entrada está desactivada pueden realizarse ciclos de soldadura sin que se en-víen impulsos de disparo a los Tiristores del Grupo de Potencia, y en consecuencia sinpaso de corriente entre electrodos. Esta posibilidad es necesaria durante la puesta apunto de la máquina, así como para ajuste de electrodos. La salida SAL-S7 refleja elestado de esta entrada.
4.2.9 Selección de Programa Peso 1 / Marcha 2 Pinza 1Entrada ENT-E8
• MAN : Marcha 2 de la Pinza 1Selecciona la Pinza 1 (salida EV1) y el Programa de soldadura 2.
• STA-ROB-MUX : Selección de Programa Peso 1 (Ver § 4.2.11)En combinación con E9...E14 contribuye a seleccionar el número de Programa desoldadura que será usado al activar Marcha (ver la Tabla 4-1).
4.2.10 Selección de Programa Peso 2 / Marcha 2 Pinza 2Entrada ENT-E9
• MAN : Marcha 2 de la Pinza 2Selecciona la Pinza 2 (salida EV2) y el Programa de soldadura 3.
• STA-ROB-MUX : Selección de Programa Peso 2 (Ver § 4.2.11)En combinación con E8, E10...E14 contribuye a seleccionar el número de Programade soldadura que será usado al activar Marcha (ver la Tabla 4-1).
Capítulo 4 ENTRADAS/SALIDAS SERRATRON 10i : Manual de usuario
4-6 SERRA soldadura, S.A.
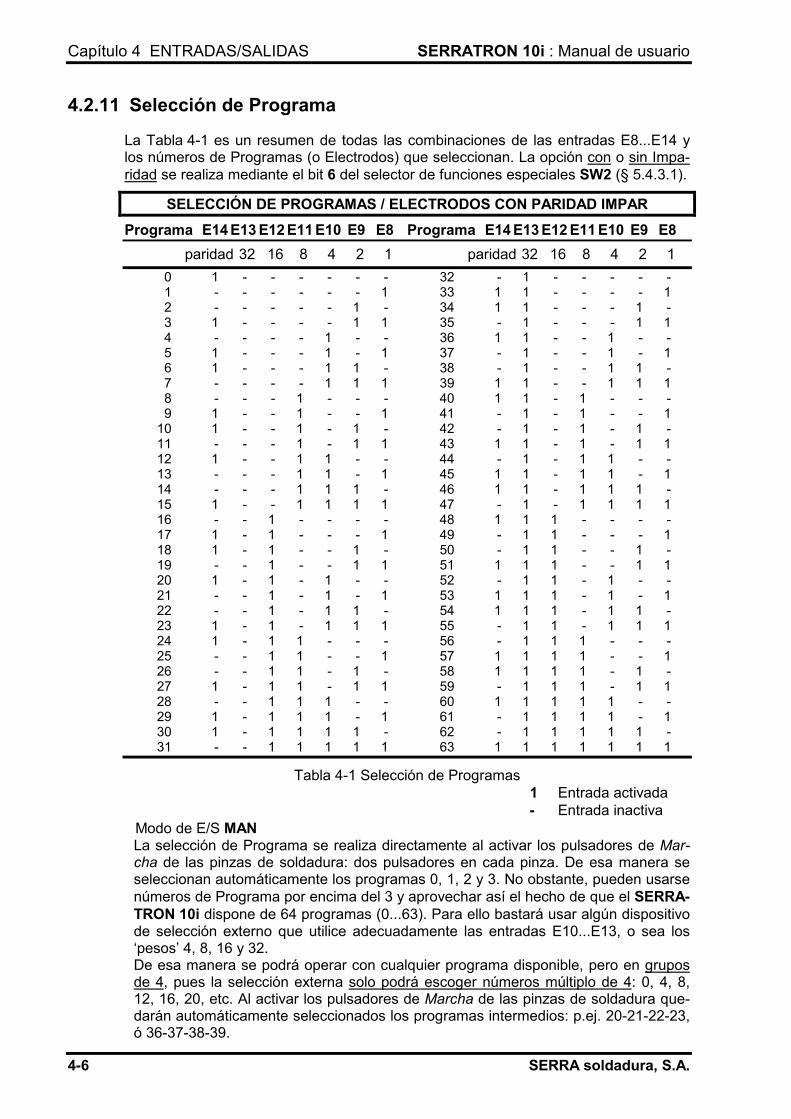
4.2.11 Selección de Programa
La Tabla 4-1 es un resumen de todas las combinaciones de las entradas E8...E14 ylos números de Programas (o Electrodos) que seleccionan. La opción con o sin Impa-ridad se realiza mediante el bit 6 del selector de funciones especiales SW2 (§ 5.4.3.1).
SELECCIÓN DE PROGRAMAS / ELECTRODOS CON PARIDAD IMPAR
Programa E14 E13 E12 E11 E10 E9 E8 Programa E14 E13 E12 E11 E10 E9 E8 paridad 32 16 8 4 2 1 paridad 32 16 8 4 2 1
0 1 - - - - - - 32 - 1 - - - - -1 - - - - - - 1 33 1 1 - - - - 12 - - - - - 1 - 34 1 1 - - - 1 -3 1 - - - - 1 1 35 - 1 - - - 1 14 - - - - 1 - - 36 1 1 - - 1 - -5 1 - - - 1 - 1 37 - 1 - - 1 - 16 1 - - - 1 1 - 38 - 1 - - 1 1 -7 - - - - 1 1 1 39 1 1 - - 1 1 18 - - - 1 - - - 40 1 1 - 1 - - -9 1 - - 1 - - 1 41 - 1 - 1 - - 1
10 1 - - 1 - 1 - 42 - 1 - 1 - 1 -11 - - - 1 - 1 1 43 1 1 - 1 - 1 112 1 - - 1 1 - - 44 - 1 - 1 1 - -13 - - - 1 1 - 1 45 1 1 - 1 1 - 114 - - - 1 1 1 - 46 1 1 - 1 1 1 -15 1 - - 1 1 1 1 47 - 1 - 1 1 1 116 - - 1 - - - - 48 1 1 1 - - - -17 1 - 1 - - - 1 49 - 1 1 - - - 118 1 - 1 - - 1 - 50 - 1 1 - - 1 -19 - - 1 - - 1 1 51 1 1 1 - - 1 120 1 - 1 - 1 - - 52 - 1 1 - 1 - -21 - - 1 - 1 - 1 53 1 1 1 - 1 - 122 - - 1 - 1 1 - 54 1 1 1 - 1 1 -23 1 - 1 - 1 1 1 55 - 1 1 - 1 1 124 1 - 1 1 - - - 56 - 1 1 1 - - -25 - - 1 1 - - 1 57 1 1 1 1 - - 126 - - 1 1 - 1 - 58 1 1 1 1 - 1 -27 1 - 1 1 - 1 1 59 - 1 1 1 - 1 128 - - 1 1 1 - - 60 1 1 1 1 1 - -29 1 - 1 1 1 - 1 61 - 1 1 1 1 - 130 1 - 1 1 1 1 - 62 - 1 1 1 1 1 -31 - - 1 1 1 1 1 63 1 1 1 1 1 1 1
Tabla 4-1 Selección de Programas1 Entrada activada- Entrada inactiva
• Modo de E/S MANLa selección de Programa se realiza directamente al activar los pulsadores de Mar-cha de las pinzas de soldadura: dos pulsadores en cada pinza. De esa manera seseleccionan automáticamente los programas 0, 1, 2 y 3. No obstante, pueden usarsenúmeros de Programa por encima del 3 y aprovechar así el hecho de que el SERRA-TRON 10i dispone de 64 programas (0...63). Para ello bastará usar algún dispositivode selección externo que utilice adecuadamente las entradas E10...E13, o sea los‘pesos’ 4, 8, 16 y 32.De esa manera se podrá operar con cualquier programa disponible, pero en gruposde 4, pues la selección externa solo podrá escoger números múltiplo de 4: 0, 4, 8,12, 16, 20, etc. Al activar los pulsadores de Marcha de las pinzas de soldadura que-darán automáticamente seleccionados los programas intermedios: p.ej. 20-21-22-23,ó 36-37-38-39.
SERRATRON 10i : Manual de Usuario Capítulo 4 ENTRADAS/SALIDAS
SERRA soldadura, S.A. 4-7
4.2.12 Paridad / Reset de Contador 2Entrada ENT-E14
• MAN : Reset de Contador 2 (asociado a la Pinza 2)El Contador puesto a cero es el Contador 2.Véase § 4.2.4.
• STA-ROB-MUX : Bit de Imparidad en la selección de Programa (Ver § 4.2.11)Obsérvese en la Tabla 4-1 que en todas las combinaciones el número de entradas anivel ‘1’ es impar si se incluye en la cuenta la entrada E14: de ahí el nombre de pari-dad ‘impar’. El empleo de paridad impar permite garantizar que hay Programa selec-cionado en el momento de activar Marcha, pues en el caso de todas las entradas anivel ‘0’ no se selecciona ningún número de Programa válido.
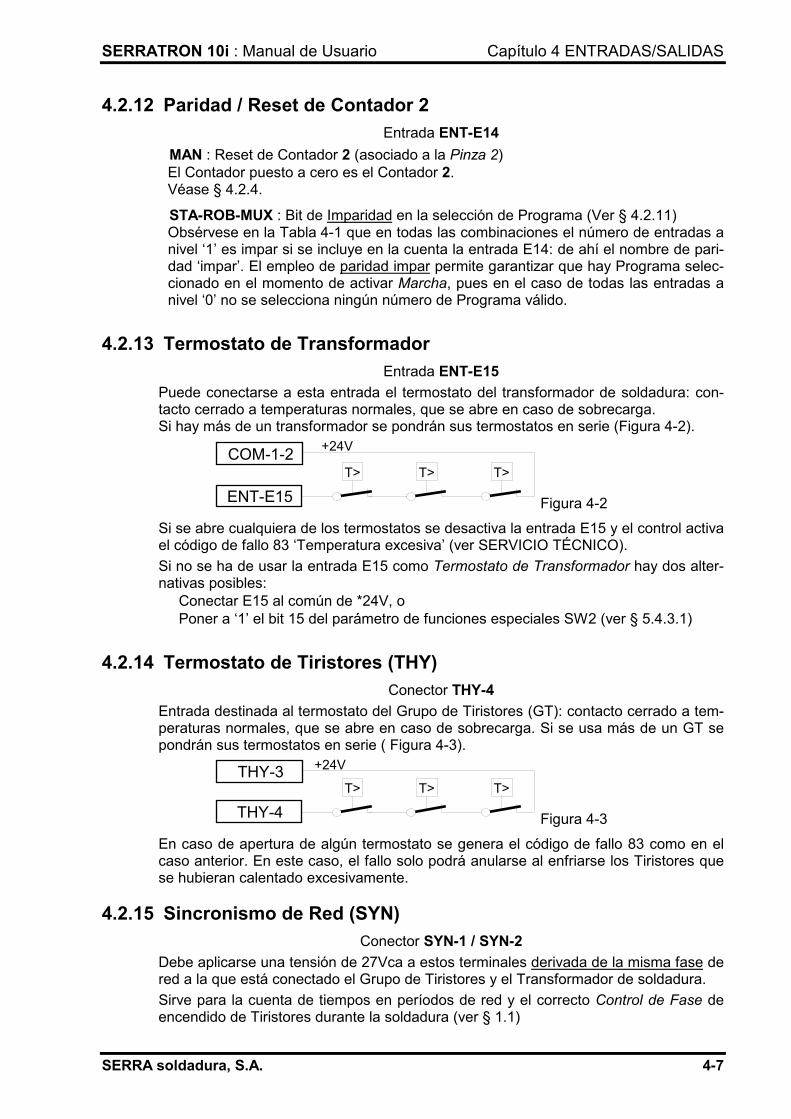
4.2.13 Termostato de TransformadorEntrada ENT-E15
Puede conectarse a esta entrada el termostato del transformador de soldadura: con-tacto cerrado a temperaturas normales, que se abre en caso de sobrecarga.Si hay más de un transformador se pondrán sus termostatos en serie (Figura 4-2).
T> T>T>
ENT-E15
+24VCOM-1-2
Figura 4-2
Si se abre cualquiera de los termostatos se desactiva la entrada E15 y el control activael código de fallo 83 ‘Temperatura excesiva’ (ver SERVICIO TÉCNICO).Si no se ha de usar la entrada E15 como Termostato de Transformador hay dos alter-nativas posibles:
• Conectar E15 al común de *24V, o• Poner a ‘1’ el bit 15 del parámetro de funciones especiales SW2 (ver § 5.4.3.1)
4.2.14 Termostato de Tiristores (THY)Conector THY-4
Entrada destinada al termostato del Grupo de Tiristores (GT): contacto cerrado a tem-peraturas normales, que se abre en caso de sobrecarga. Si se usa más de un GT sepondrán sus termostatos en serie ( Figura 4-3).
THY-3T> T>T>
THY-4
+24V
Figura 4-3
En caso de apertura de algún termostato se genera el código de fallo 83 como en elcaso anterior. En este caso, el fallo solo podrá anularse al enfriarse los Tiristores quese hubieran calentado excesivamente.
4.2.15 Sincronismo de Red (SYN)Conector SYN-1 / SYN-2
Debe aplicarse una tensión de 27Vca a estos terminales derivada de la misma fase dered a la que está conectado el Grupo de Tiristores y el Transformador de soldadura.Sirve para la cuenta de tiempos en períodos de red y el correcto Control de Fase deencendido de Tiristores durante la soldadura (ver § 1.1)
Capítulo 4 ENTRADAS/SALIDAS SERRATRON 10i : Manual de usuario
4-8 SERRA soldadura, S.A.
La falta de esta tensión no impide las operaciones de programación y puesta a puntodel SERRATRON 10i a menos que se intente realizar un ciclo de soldadura con solda-dura: se generará entonces el correspondiente código de fallo.Es posible, en cambio, efectuar ciclos sin soldadura con el fin de permitir el ajuste demovimientos del robot o autómata.A partir de esta tensión, si su potencia lo permite, es posible obtener la alimentacióndel control montando el Módulo de red MRED-1 (ver § 3.5).
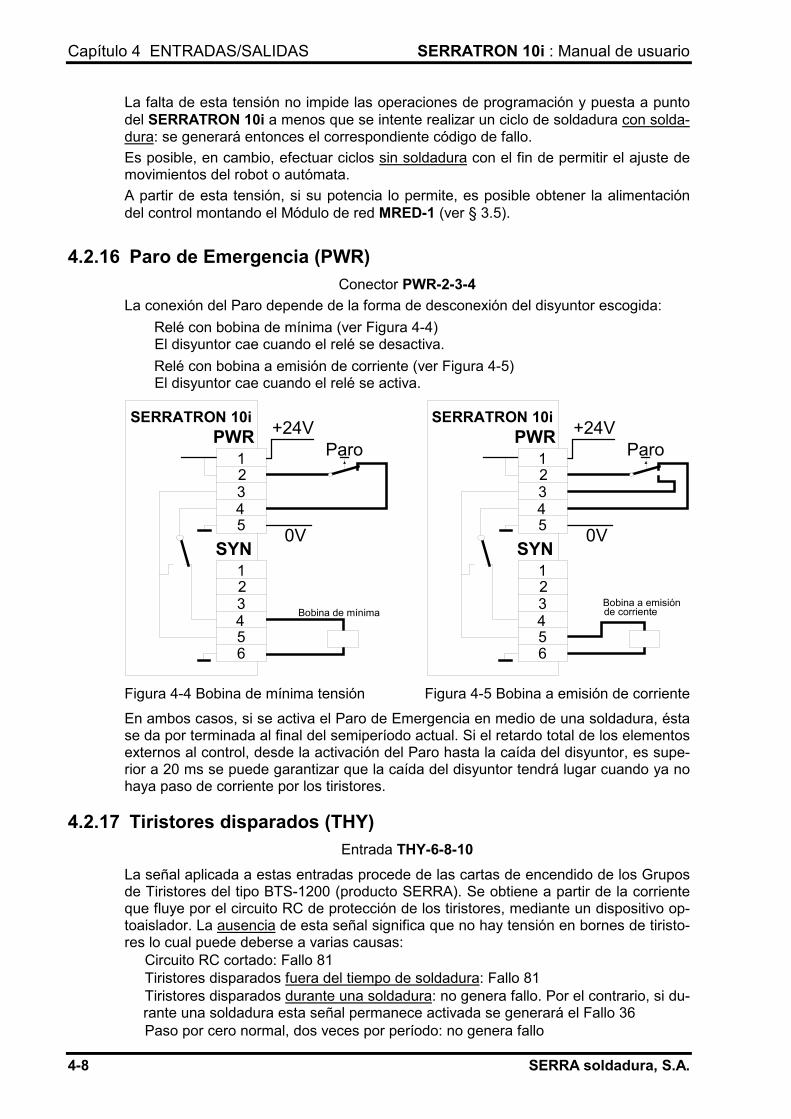
4.2.16 Paro de Emergencia (PWR)Conector PWR-2-3-4
La conexión del Paro depende de la forma de desconexión del disyuntor escogida:• Relé con bobina de mínima (ver Figura 4-4)
El disyuntor cae cuando el relé se desactiva.• Relé con bobina a emisión de corriente (ver Figura 4-5)
El disyuntor cae cuando el relé se activa.
12345
PWR +24V
0V
SERRATRON 10i
Paro
12345
SYN
6
Bobina de mínima
PWR12345
+24V
0V
SERRATRON 10i
Paro
12345
SYN
6
Bobina a emisiónde corriente
Figura 4-4 Bobina de mínima tensión Figura 4-5 Bobina a emisión de corriente
En ambos casos, si se activa el Paro de Emergencia en medio de una soldadura, éstase da por terminada al final del semiperíodo actual. Si el retardo total de los elementosexternos al control, desde la activación del Paro hasta la caída del disyuntor, es supe-rior a 20 ms se puede garantizar que la caída del disyuntor tendrá lugar cuando ya nohaya paso de corriente por los tiristores.
4.2.17 Tiristores disparados (THY)Entrada THY-6-8-10
La señal aplicada a estas entradas procede de las cartas de encendido de los Gruposde Tiristores del tipo BTS-1200 (producto SERRA). Se obtiene a partir de la corrienteque fluye por el circuito RC de protección de los tiristores, mediante un dispositivo op-toaislador. La ausencia de esta señal significa que no hay tensión en bornes de tiristo-res lo cual puede deberse a varias causas:
• Circuito RC cortado: Fallo 81• Tiristores disparados fuera del tiempo de soldadura: Fallo 81• Tiristores disparados durante una soldadura: no genera fallo. Por el contrario, si du-
rante una soldadura esta señal permanece activada se generará el Fallo 36• Paso por cero normal, dos veces por período: no genera fallo
SERRATRON 10i : Manual de Usuario Capítulo 4 ENTRADAS/SALIDAS
SERRA soldadura, S.A. 4-9
En caso de no utilizar cartas de encendido SERRA puede impedirse la generación delos fallos anteriores poniendo a ‘1’ los bits 0, 1 y/o 2 del parámetro de funciones espe-ciales SW2 (§ 5.4.3.1) correspondientes a los GT 1, 2 y 3 respectivamente.
4.2.18 Soldadura autorizada (NBS)Entrada activada por contacto externo entre NBS-1 y NBS-2
Si este contacto externo está abierto, un ciclo con soldadura puede llegar hasta el finaldel tiempo de Apriete pero no puede pasar a Soldadura 1. Cuando el contacto secierra habiendo terminado Apriete, Soldadura 1 comienza inmediatamente.Si el ciclo es sin soldadura no hay restricción. Tampoco la hay si está a ‘1’ el bit 14 delselector de funciones especiales SW-2 (§ 5.4.3.1).Esta entrada junto con la salida Petición de Soldar (§ 4.3.15) conectadas a un autó-mata externo permiten a éste impedir la soldadura simultánea de un número excesivode máquinas.
4.2.19 Presión en Válvula Proporcional OK (VP)Entrada en conector VP-5
Entrada activada por un contacto externo (libre de potencial) procedente del reguladorde presión de la Válvula Proporcional conectado entre VP-1 y VP-5, o por una tensiónde +24V referida al común de las E/S aplicada a VP-5. Activada significa que la pre-sión de consigna es igual a la presión real. Si permanece desactivada durante el tiem-po de Apriete se interpreta como anomalía en el regulador y genera el fallo 74.
4.2.20 Entradas Analógicas 0-10V (VP)Entradas VP-7-8-9 referidas a VP-6
Deben recibir una señal analógica 0-10V procedente de un transductor externo defuerza o presión. El valor medido se compara con un valor de consigna programabledurante el tiempo de Apriete. Si la magnitud medida es menor que el valor de consig-na, el conteo del tiempo de Apriete se detiene, impidiendo pasar a Soldadura 1.Hay un valor programable para cada Entrada Analógica que permite usar valores deconsigna coherentes con la magnitud medida (ver § 5.4.2 Factores de escala).
4.2.21 Sondas de Medida de Corriente (CCS)Conector CCS
Sondas de medida de corriente según DIN con las características siguientes:• Sensibilidad: 150 mV / 1000 A onda senoidal a 50 Hz• Resistencia interna comprendida entre 10 y 200 Ω• Resistencia de carga 1000 Ω (Resistencia de entrada del control)
Para la conexión de las sondas de medida debe emplearse cable blindado y conectarel blindaje a tierra con ayuda de los terminales planos situados en el panel frontal.
Nota: No hay que cambiar la sonda si se ha de emplear en redes de tensión a 60 Hz.Lo único que debe tenerse en cuenta al verificar una sonda, es que si a 50 Hz tieneuna sensibilidad de 150 mV/kA, a 60 Hz se obtendrá una sensibilidad de 180 mV/kA.En el control, basta con seleccionar adecuadamente el bit 9 de SW-2 (§ 5.4.3.1)
Capítulo 4 ENTRADAS/SALIDAS SERRATRON 10i : Manual de usuario
4-10 SERRA soldadura, S.A.
4.3 Descripción de las SalidasSe describen en primer lugar y en orden de numeración creciente, las salidas del co-nector SAL, a continuación las del conector EV cuyo funcionamiento viene especial-mente determinado por el Modo de Entradas/Salidas seleccionado, y finalmente elresto de señales de entrada, digitales o analógicas, con mención al borne y conectorpor el que acceden al control.
Las salidas S0-S7 están dispuestas en el mismo orden y funcionalidad que los bits 0-7de la palabra de estatus definida para InterBus-S Perfil C0 (Controles de Soldadura).
4.3.1 Fin de ciclo (FK)Salida SAL-S0
Se activa al final del tiempo de Enfriamiento en los modos de ciclo único y arodillos, sea el ciclo con o sin soldadura. Si durante la soldadura ha habido algúnfallo, la salida Fin de ciclo no se activa.Una vez activada permanece así hasta la desactivación de Marcha. Si al final de En-friamiento la señal de Marcha ya estaba inactiva, Fin de ciclo se activa durante 0.5 s.
4.3.2 Petición de FresadoSalida SAL-S1
Salida activa cuando hay algún electrodo en situación de ser fresado. Véase § 5.6Fresado de Electrodos.
4.3.3 Electrodo en pre-alarma / Electrodo 1 gastadoSalida SAL-S2
• MAN Salida referida al Electrodo 1 (asociado a la Pinza 1)-Intermitente: Electrodo 1 en pre-alarma-Permanente: Electrodo 1 gastadoEn una máquina de soldadura colgante, esta salida puede activar el piloto luminosode un pulsador conectado a su vez a la entrada ENT-E3 (§ 4.2.4). En situación dePre-alarma o de Electrodo gastado el operario podrá saber con facilidad qué electro-do hay que cambiar y que botón de Reset de contador hay que pulsar.
• STA-ROB-MUX : Electrodo en pre-alarmaPara mas información acerca de los conceptos ‘pre-alarma’ y ‘Electrodo gastado’véase el § 5.5 Compensación de Desgaste de Electrodos.
4.3.4 Electrodo gastado / Electrodo 2 gastadoSalida SAL-S3
• MAN Salida referida al Electrodo 2 (asociado a la Pinza 2)-Intermitente: Electrodo 2 en pre-alarma-Permanente: Electrodo 2 gastadoSimilar al caso anterior, pero asociando SAL-S3 con la entrada ENT-E14.
• STA-ROB-MUX : Electrodo gastadoCualquier electrodo en situación de gastado activa esta salida excepto cuando sehace Chequeo de electrodos.
SERRATRON 10i : Manual de Usuario Capítulo 4 ENTRADAS/SALIDAS
SERRA soldadura, S.A. 4-11
4.3.5 Control listoSalida SAL-S4
Indica que el control está listo para efectuar ciclos de soldadura (con o sin soldadura).Cuando hay algún código de fallo activado capaz de impedir el ciclo, esta salida sedesactiva.
4.3.6 Fallo del proceso de soldaduraSalida SAL-S5
Cuando el fallo en activo está relacionado con la ‘calidad’ de la soldadura realizada,además de desactivar la salida Control listo activa esta salida. Fallos del proceso desoldadura son los producidos por corrientes de soldadura medidas que caen fuera delos márgenes de tolerancia en relación con las corrientes programadas, así como losrelacionados con las presiones de soldadura y los dispositivos que las controlan.
4.3.7 Aviso de soldadura sin vigilanciaSalida SAL-S6
Cuando se efectúa un ciclo de soldadura sin utilizar la funcion de corriente constante,o ni siquiera la de vigilancia, el control activa esta salida como testimonio del hecho.
Si se usa InterBus-S como medio de gobernar el control, hay que hacer notar que elbit correspondiente a esta salida en la palabra de estado toma la función opuesta, esdecir, se activa como indicación de Proceso de Soldadura bajo Supervisión.
4.3.8 Soldadura SISalida SAL-S7
Esta salida refleja el estado de la entrada ENT-E7 (Soldadura SI). No obstante, si seefectúa un ciclo de soldadura forzado, sin soldadura, desde los buses de programa-ción V24 o Profibus, esta salida se desactivará mientras dure ese ciclo.
4.3.9 EV1-4 según Modo MAN• EV1 Cierre de Pinza 1: Activada desde el inicio de Aproximación hasta el final
de Enfriamiento cuando la señal de Marcha procede delas entradas E0 o E8.
• EV2 Cierre de Pinza 2: Activada durante los mismos tiempos que EV1, pero conla señal de Marcha procedente de E2 ó E9.
• EV3 Abrir Pinza 1: Aumenta la separación entre electrodos para permitir unmejor acceso a los puntos a soldar. Permanece activadamientras se mantenga activada la entrada E5.
• EV4 Abrir Pinza 2: Como EV3 pero cuando se activa la entrada E6.
Mientras se ejecuta un ciclo de soldadura, no es posible la activación de las salidas deAbrir Pinza y viceversa, cuando hay una pinza abierta no es posible ejecutar ciclos desoldadura. La activación prolongada de las entradas de Abrir Pinza se señaliza me-diante un código de fallo: Error 28 (ver Capítulo 8 SERVICIO TÉCNICO).
Capítulo 4 ENTRADAS/SALIDAS SERRATRON 10i : Manual de usuario
4-12 SERRA soldadura, S.A.
4.3.10 EV1-4 según Modo STA• EV1 Soldadura: Activada desde el inicio de Apriete hasta el final de Enfria-
miento.• EV2 Sobrepresión: Aumenta la presión aplicada a los electrodos. Una vez acti-
vada se mantiene hasta el final de Enfriamiento. El instantede su activación es programable mediante el parámero So-brepresión (ver § 5.3).
• EV3 Aproximación: Efectúa la carrera de aproximación de los electrodos desdesu apertura de reposo hasta la apertura mínima. El recorridosuplementario (soldadura) será gobernado por la salidaEV1. EV3 se mantendrá activada mientras lo esté la entradaE0.
• EV4 Giro de Rodillos: Salida activada desde el comienzo de Soldadura 1 hasta elfinal de Enfriamiento solo si el Modo de ciclo es A Ro-dillos.En una secuencia de Programas encadenados con Progra-mas A Rodillos (§ 3.3.4.1), esta salida, una vez activada, semantendrá así hasta el final de la secuencia, incluso duranteel paso por los Programas que no sean A Rodillos.
4.3.11 EV1-4 según Modo ROB• EV1 Soldadura: Activada desde el inicio de Aproximación hasta el final
de Enfriamiento.• EV2 EV3 EV4: No se activan en ningún momento.
4.3.12 EV1-4 según Modo MUX• EV1 Fin soldadura Grupo #1• EV2 Fin soldadura Grupo #2• EV3 Fin soldadura Grupo #3• EV4 No utilizadaLas salidas de Fin de Soldadura se activan inmediatamente al final de la soldadura delGrupo de Tiristores que representan si no ha habido fallo durante la misma.En el caso de un control gobernado por Autómata Programable, las salidas EV1, EV2y EV3 permiten avisar al autómata (que es quien gobierna los cilindros de soldadura),con el fin de anticipar los movimientos de preparación del ciclo de soldadura siguiente.Las señales de Fin de Soldadura permanecen activadas hasta que se elimina la ordende Marcha desde el autómata.
4.3.13 Disyuntor (SYN)Conector SYN-4-5-6
• SYN-4 Salida de 24Vcc en reposo de la función Disyuntor.• SYN-5 Salida de 24Vcc al activarse la función Disyuntor.• SYN-6 0V para las bobinas de disparo de disyuntor.
La función Disyuntor se activa o bien mediante el Paro de Emergencia (§ 4.2.16) o porDetección de Tiristores disparados (§ 4.2.17).
SERRATRON 10i : Manual de Usuario Capítulo 4 ENTRADAS/SALIDAS
SERRA soldadura, S.A. 4-13
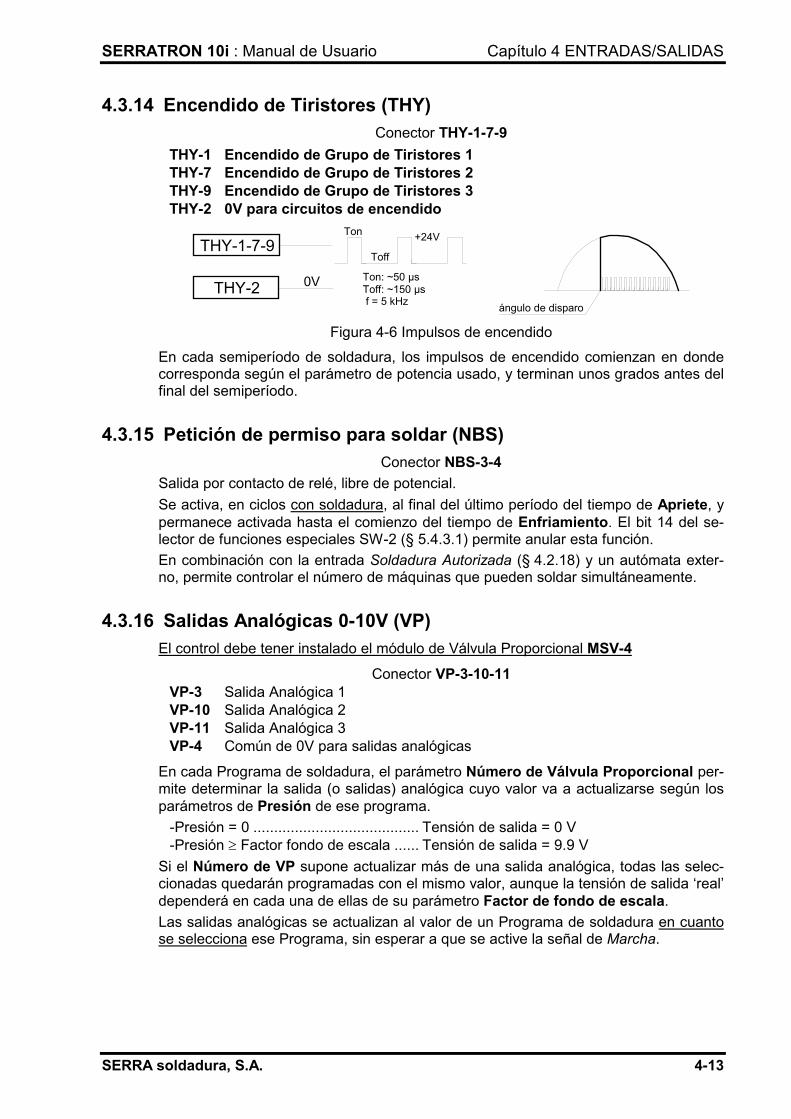
4.3.14 Encendido de Tiristores (THY)Conector THY-1-7-9
• THY-1 Encendido de Grupo de Tiristores 1• THY-7 Encendido de Grupo de Tiristores 2• THY-9 Encendido de Grupo de Tiristores 3• THY-2 0V para circuitos de encendido
Ton: ~50 µsTHY-2
THY-1-7-9
0V Toff: ~150 µsf = 5 kHz
Ton
Toff
+24V
ángulo de disparo
Figura 4-6 Impulsos de encendido
En cada semiperíodo de soldadura, los impulsos de encendido comienzan en dondecorresponda según el parámetro de potencia usado, y terminan unos grados antes delfinal del semiperíodo.
4.3.15 Petición de permiso para soldar (NBS)Conector NBS-3-4
Salida por contacto de relé, libre de potencial.Se activa, en ciclos con soldadura, al final del último período del tiempo de Apriete, ypermanece activada hasta el comienzo del tiempo de Enfriamiento. El bit 14 del se-lector de funciones especiales SW-2 (§ 5.4.3.1) permite anular esta función.En combinación con la entrada Soldadura Autorizada (§ 4.2.18) y un autómata exter-no, permite controlar el número de máquinas que pueden soldar simultáneamente.
4.3.16 Salidas Analógicas 0-10V (VP)El control debe tener instalado el módulo de Válvula Proporcional MSV-4
Conector VP-3-10-11• VP-3 Salida Analógica 1• VP-10 Salida Analógica 2• VP-11 Salida Analógica 3• VP-4 Común de 0V para salidas analógicas
En cada Programa de soldadura, el parámetro Número de Válvula Proporcional per-mite determinar la salida (o salidas) analógica cuyo valor va a actualizarse según losparámetros de Presión de ese programa.
-Presión = 0 ........................................ Tensión de salida = 0 V-Presión ≥ Factor fondo de escala ...... Tensión de salida = 9.9 V
Si el Número de VP supone actualizar más de una salida analógica, todas las selec-cionadas quedarán programadas con el mismo valor, aunque la tensión de salida ‘real’dependerá en cada una de ellas de su parámetro Factor de fondo de escala.Las salidas analógicas se actualizan al valor de un Programa de soldadura en cuantose selecciona ese Programa, sin esperar a que se active la señal de Marcha.

Capítulo 4 ENTRADAS/SALIDAS SERRATRON 10i : Manual de usuario
4-14 SERRA soldadura, S.A.
4.3.17 Salida Analógica 4-20 mA (VP)El control debe tener instalado el módulo de Válvula Proporcional MSV-3/1/A
Conector VP-3-4• VP-3-4 Bucle de corriente 4-20 mA
Con el módulo MSV-3/1/A solo se dispone de una salida analógica.-Presión = 0......................................... Corriente en el bucle = 4 mA-Presión ≥ Factor fondo de escala....... Corriente en el bucle = 20 mA-Corriente en el bucle < 4 mA.............. Error 73: Bucle de corriente cortado
La actualización de la salida analógica al valor de un Programa de soldadura, si suNúmero de VP no es cero, tiene lugar en cuanto se selecciona ese Programa sin es-perar a que se active la señal de Marcha.
Si el módulo MSV-3/1/A está instalado pero no hay ninguna válvula proporcionalconectada al SERRATRON 10i, hay que hacer un puente entre los bornes 3 y 4de VP para no dejar interrumpido el bucle de corriente.
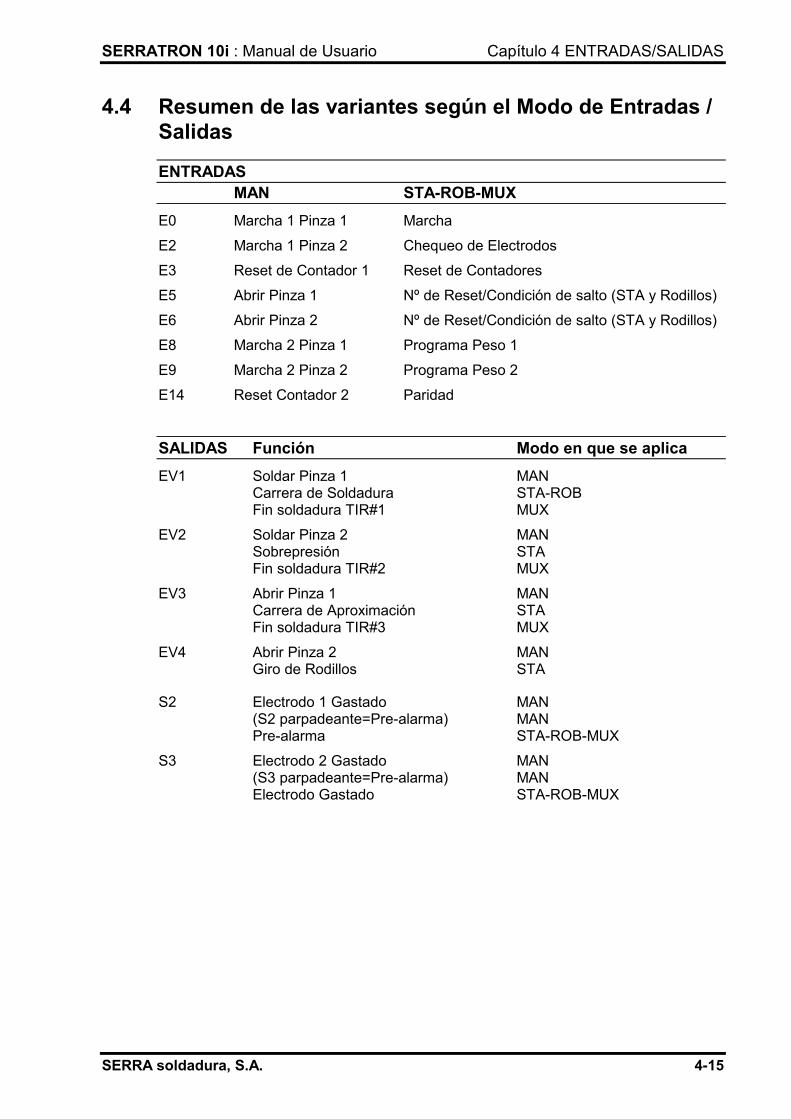
SERRATRON 10i : Manual de Usuario Capítulo 4 ENTRADAS/SALIDAS
SERRA soldadura, S.A. 4-15
4.4 Resumen de las variantes según el Modo de Entradas /Salidas
ENTRADASMAN STA-ROB-MUX
E0 Marcha 1 Pinza 1 Marcha
E2 Marcha 1 Pinza 2 Chequeo de Electrodos
E3 Reset de Contador 1 Reset de Contadores
E5 Abrir Pinza 1 Nº de Reset/Condición de salto (STA y Rodillos)
E6 Abrir Pinza 2 Nº de Reset/Condición de salto (STA y Rodillos)
E8 Marcha 2 Pinza 1 Programa Peso 1
E9 Marcha 2 Pinza 2 Programa Peso 2
E14 Reset Contador 2 Paridad
SALIDAS Función Modo en que se aplicaEV1 Soldar Pinza 1 MAN
Carrera de Soldadura STA-ROBFin soldadura TIR#1 MUX
EV2 Soldar Pinza 2 MANSobrepresión STAFin soldadura TIR#2 MUX
EV3 Abrir Pinza 1 MANCarrera de Aproximación STAFin soldadura TIR#3 MUX
EV4 Abrir Pinza 2 MANGiro de Rodillos STA
S2 Electrodo 1 Gastado MAN(S2 parpadeante=Pre-alarma) MANPre-alarma STA-ROB-MUX
S3 Electrodo 2 Gastado MAN(S3 parpadeante=Pre-alarma) MANElectrodo Gastado STA-ROB-MUX
Capítulo 4 ENTRADAS/SALIDAS SERRATRON 10i : Manual de usuario
4-16 SERRA soldadura, S.A.
4.5 Variante especial en InterBus-SEl bus de Entradas/Salidas InterBus-S tiene una variante de funcionamiento distinta alo descrito en la norma Perfil C0 (§ 3.7) que permite optimizar su uso en instalacionesrobotizadas.Las modificaciones del Perfil C0 introducidas por lo que denominaremos variante delbit 15 son dos:• 1 Marcha es también el bit 15 de la palabra de control además del bit 0.
O sea: Marcha se activa tanto si se activa el bit 15 como si se activa el bit 0.• 2 Fin de ciclo se refleja también en el bit 15 de la palabra de estado además de
en el bit 0.O sea: Fin de ciclo activa a la vez los bits 0 y 15.
La forma de seleccionar la variante del bit 15 es poner a ‘1’ el bit 10 del selector defunciones especiales SW-3 (§ 5.4.3.2).
La visualización de E/S en la Unidad de Programación UPF-8 queda afectada comosigue:
• bit 0 de la FUNCION[32]: Función lógica OR entre bit 0 y bit 15 de la palabra decontrol de InterBus-S
• bit 15 de la FUNCION[32]: Estado de la entrada digital E15 (§ 4.2.13)• bits 0 y 15 de la FUNCION[33]: Estado de la salida Fin de ciclo (SAL-S6)

SERRATRON 10i : Manual de Usuario Capítulo 4 ENTRADAS/SALIDAS
SERRA soldadura, S.A. 4-17
•••

SERRATRON 10i : Manual de Usuario Capítulo 5 PARÁMETROS Y FUNCIONES
SERRA soldadura, S.A. 5-1
5. PARÁMETROS Y FUNCIONES
5.1 Tiempos de un Programa de soldaduraLos tiempos y la forma de contarlos a que se hace referencia en este y otros Capítuloses siempre en períodos de red:
@ 50 Hz : 1 segundo = 50 períodos 1 período = 20 ms@ 60 Hz : 1 segundo = 60 períodos 1 período = 16.666 ms
En el ámbito industrial de la soldadura por resistencia el personal técnico está más fa-miliarizado con magnitudes temporales expresadas en períodos que en unidades detiempo real en segundos. Por otra parte, en último término, el control de soldadura de-berá manejar períodos y semiperíodos para las operaciones de regulación de la solda-dura.
Aproximación (APX)Empieza a contar en el momento en que se pulsa Marcha y se interrumpe si Mar-cha se desactiva. Al final de este tiempo la secuencia pasa al tiempo de Apriete.
Apriete (APR)Termina inmediatamente si se suelta Marcha. El conteo de este tiempo se detienesi se emplea alguna entrada analógica como medida de presión o fuerza y el valormedido es insuficiente, o en caso de usar Válvula Proporcional, si no está activa-da la entrada digital Presión OK. Si esa situación se prolonga durante unos segun-dos se genera el Error 74.Al final de este tiempo la secuencia pasa a Soldadura 1. Cuando falta medio perío-do para terminar APR se activa la salida de Petición de Permiso para Soldar y lasecuencia se detiene en ese punto hasta que se activa la entrada Soldadura Autori-zada. Si esta entrada permanece inactiva se genera al cabo de unos segundos elError 21.
Soldadura 1 (SO1)A partir de SO1 la secuencia prosigue aunque se desactive Marcha. El conteo deeste tiempo sólo se detiene si se activa Paro o se corta la alimentación de las En-tradas/Salidas. Durante este tiempo se aplican impulsos de encendido a los Tiristo-res con un ángulo de defasaje con respecto al paso por cero de la tensión de redque dependerá del modo en que se programen los parámetros de Potencia.Cuando el modo de potencia programado es Corriente Constante el punto de en-cendido es calculado por el control con el fin de conseguir que la corriente medidasea la programada en kA, mientras que en cualquier otro caso el punto de encen-dido es fijo a lo largo del tiempo de soldadura y depende directamente del valorprogramado por el usuario como potencia en grados. Hay parámetros de Potenciaindependientes para los tiempos de SO1 y de Soldadura 2 (SO2).Al final del SO1 la secuencia proseguirá según determine el parámetro: Número deImpulsos.
Numero de Impulsos (IMP)Este parámetro no es un tiempo. Determina el número de tiempos de soldaduraque se van a realizar sin que el electrodo se abra. Si IMP=1 el único tiempo de sol-dadura será SO1 y la secuencia pasará directamente a Enfriamiento. Si es mayorque 1, el segundo y todos los restantes tiempos de soldadura serán Soldadura 2.No obstante, antes de pasar a Soldadura 2 el ciclo saltará primero a Pausa 1.El parámetro IMP no tiene significado en Modo de ciclo A Rodillos.
Capítulo 5 PARÁMETROS Y FUNCIONES SERRATRON 10i : Manual de usuario
5-2 SERRA soldadura, S.A.
Pausa 1 (PA1)Durante este tiempo se mantiene la presión en los electrodos pero no hay flujo decorriente de soldadura. Al final de PA1 el ciclo salta a Soldadura 2. Este tiempopuede ser cero. Los tiempos de Pausa se usan para soldar chapas de grandes es-pesores (2 mm ó más), o en casos de más de dos chapas a la vez con problemasde asentamiento entre ellas. Los tiempos de Pausa sirven para dar tiempo a que elcalor sea más uniforme en todo el espesor de las chapas y sobre todo en las zonasde contacto entre ellas.
Soldadura 2 (SO2)Proceso similar a SO1 pero con parámetros de Potencia distintos. Durante SO2pueden programarse variaciones de potencia de pendiente controlada (slope).Al final de SO2 el ciclo pasa a Pausa 2 en los siguientes casos:
- en Modo A Rodillos y la señal de Marcha mantenida,- en otros Modos de ciclo si no se han completado los Impulsos programados.
En todos los casos restantes el ciclo salta a Enfriamiento, excepto en modo Enca-denado en que salta a SO1 del Programa siguiente.
Pausa 2 (PA2)Similar a PA1. Hay que hacer notar que solamente hay tiempos PA2 entre dostiempos SO2 pues al final del último SO2 se salta directamente a Enfriamiento.
Tiempo de subida (uSL)Es el tiempo que tarda en alcanzarse en el primer impulso de SO2 y con una varia-ción uniforme, la potencia programada para SO2, comenzando desde el valor de lapotencia de SO1.
Tiempo de bajada (dSL)Es el tiempo durante el que tiene lugar una disminución de la potencia de soldadurahasta el nivel equivalente a Potencia 0 en grados. Ello tiene lugar solamente alfinal del último impulso de SO2 y la variación de potencia es uniforme.En ciclos encadenados, donde al último impulso SO2 de un programa le sucedeSO1 del programa siguiente, el nivel de potencia al final del tiempo de bajada es lapotencia en grados programada para ese tiempo SO1.
Enfriamiento (ENF)Tiempo durante el cual se mantienen los electrodos bajo presión pero sin flujo decorriente, con el fin de que el punto de soldadura se enfríe y endurezca. Se deno-mina también Mantenimiento o Forjado.
Intervalo (INT)Tiempo de apertura de electrodos. La pieza soldada queda libre. Este tiempo solotiene aplicación en Modo de ciclo repetido, pues al final del mismo, si la orden deMarcha se mantiene activada el ciclo salta de nuevo al tiempo de Apriete y loselectrodos se vuelven a cerrar.
SERRATRON 10i : Manual de Usuario Capítulo 5 PARÁMETROS Y FUNCIONES
SERRA soldadura, S.A. 5-3
Modo de ciclo de soldaduraEste parámetro no es un ‘tiempo’ pero determina directamente la forma en que lostiempos de un ciclo de soldadura se suceden. Hay 4 modos:
0 = Ciclo único .................Independientemente de la duración de la activación deMarcha, solamente se ejecuta un ciclo de soldadura.También se denomina a este modo Punto a Punto.
1 = Ciclo repetido .............Mientras permanece Marcha activada se suceden ci-clos de soldadura con sucesivos cierres y aperturas delos electrodos, permitiendo así el desplazamiento de lapieza a soldar o bien de la pinza soldante.
2 = Ciclo a rodillos ...........Mientras se mantiene Marcha activada el ciclo se que-da alternando tiempos de Soldadura 2 y de Pausa 2indefinidamente.Cuando se quite Marcha se completará el tiempo deSoldadura 2 en el que esté y pasará a Enfriamiento.Si al quitar Marcha el ciclo está en Pausa 2 pasará aEnfriamiento inmediatamente.
3 = Ciclo encadenado ......Cuando un Programa en modo encadenado terminade contar sus tiempos de Soldadura el ciclo pasa di-rectamente al tiempo Soldadura 1 del Número de Pro-grama siguiente y continúa desde allí en función delModo de ciclo de ese nuevo Programa.Este modo permite conseguir perfiles de soldaduracomplejos encadenando soldaduras sin abrir los elec-trodos, o bien efectuar dos o tres soldaduras distintasde un solo golpe si en cada programa encadenado elgrupo de tiristores disparado es distinto.
Capítulo 5 PARÁMETROS Y FUNCIONES SERRATRON 10i : Manual de usuario
5-4 SERRA soldadura, S.A.
5.2 Potencias y parámetros afinesGrupo de Tiristores a controlar (THY)
1-2-3 = Número del GT a controlar.0 = No hay disparo de Tiristores. Ciclo sin soldadura. Se desactiva la salida Solda-
dura SI. Ejemplo de aplicación: Programa especial con presión baja y sin solda-dura para fresado de electrodos en pinzas manuales o de robot.
PotenciasSe entiende por parámetros de potencia los que intervienen en la determinación delángulo de defasaje de encendido (ver § 1.1) durante los tiempos de soldadura.En el SERRATRON 10i hay dos clases de parámetros de potencia: grados y kA.Los rangos de valores admisibles en todos los parámetros de potencia son:
• Grados: 0 a 99 ........ 00 equivale a un defasaje de encendido de 130º eléctricos99 equivale a un defasaje de encendido de 31º eléctricos
• kA: 1.5 a 99.9 .......... Programable en escalones de 0.1 kAEl sistema de medida usa dos escalas:
- De 1.5 a 25.5 kA con resolución de 0.1 kA- Ι > 25.5 kA con resolución de 0.4 kA
Los valores de potencia en Grados no significan porcentajes de la potencia máximaque la máquina puede suministrar, sino que corresponden a defasajes fijos del puntode encendido. Como puede deducirse, cada unidad del valor Potencia equivale a undefasaje de un grado en el punto de encendido (menor defasaje = mayor potencia),de ahí la denominación de ajuste de potencia en Grados.En un Programa de soldadura hay varios parámetros de potencia (en grados y kA):
-Potencia base de Soldadura 1 .. valores normalmente utilizados-Potencia base de Soldadura 2 .. valores utilizados si IMP>1 o Modo A Rodillos-Potencia final de Soldadura 1.... ver § 5.5 Desgaste de Electrodos-Potencia final de Soldadura 2.... ver § 5.5 Desgaste de Electrodos
Modo de control de potencia0 = Control de fase.............. La potencia se programa en Grados (de 0 a 99).
No hay ningún control sobre la corriente de soldadurareal. No se generan fallos por exceso o por defecto decorriente, ni por falta de sonda de medida.
1 = Vigilancia ....................... Hay que programar los dos parámetros de potencia:El ángulo de encendido de los Tiristores es fijo a lo lar-go del tiempo de soldadura y viene determinado por elparámetro en Grados. La corriente resultante, medidapor el control, se compara con el parámetro decorriente deseada en kA y se genera el correspon-diente aviso de fallo si el error en % supera los már-genes de tolerancia programados.
2 = Corriente Constante ..... Basta programar la corriente de soldadura deseada enkA. El control calcula el ángulo de encedido necesariopara obtener esa corriente, lo corrige, si es preciso, deforma dinámica durante el tiempo de soldadura, ycompara al final los valores de corriente medido y pro-gramado con el fin de dar aviso en caso de fallo.
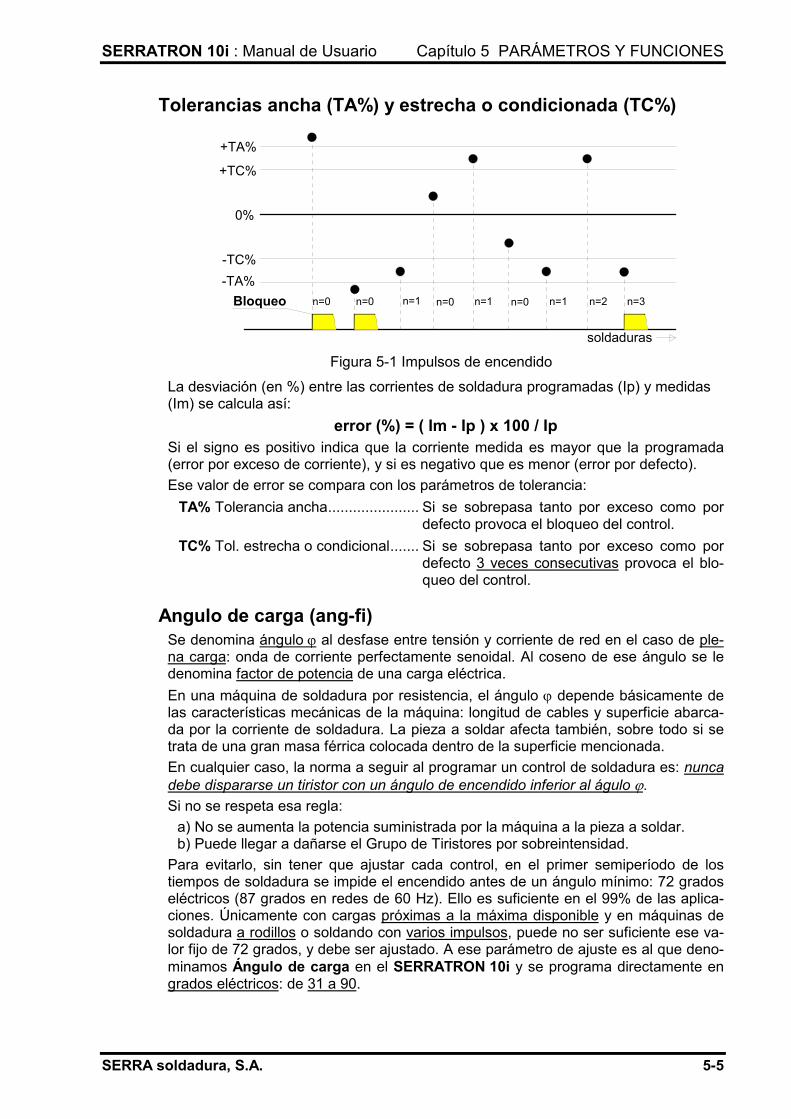
SERRATRON 10i : Manual de Usuario Capítulo 5 PARÁMETROS Y FUNCIONES
SERRA soldadura, S.A. 5-5
Tolerancias ancha (TA%) y estrecha o condicionada (TC%)
0%
+TA%
-TA%
+TC%
-TC%
Bloqueo
soldaduras
n=1 n=2 n=3n=1 n=0 n=1 n=0n=0 n=0
Figura 5-1 Impulsos de encendido
La desviación (en %) entre las corrientes de soldadura programadas (Ip) y medidas(Im) se calcula así:
error (%) = ( Im - Ip ) x 100 / IpSi el signo es positivo indica que la corriente medida es mayor que la programada(error por exceso de corriente), y si es negativo que es menor (error por defecto).Ese valor de error se compara con los parámetros de tolerancia:• TA% Tolerancia ancha...................... Si se sobrepasa tanto por exceso como por
defecto provoca el bloqueo del control.• TC% Tol. estrecha o condicional....... Si se sobrepasa tanto por exceso como por
defecto 3 veces consecutivas provoca el blo-queo del control.
Angulo de carga (ang-fi)Se denomina ángulo ϕ al desfase entre tensión y corriente de red en el caso de ple-na carga: onda de corriente perfectamente senoidal. Al coseno de ese ángulo se ledenomina factor de potencia de una carga eléctrica.En una máquina de soldadura por resistencia, el ángulo ϕ depende básicamente delas características mecánicas de la máquina: longitud de cables y superficie abarca-da por la corriente de soldadura. La pieza a soldar afecta también, sobre todo si setrata de una gran masa férrica colocada dentro de la superficie mencionada.En cualquier caso, la norma a seguir al programar un control de soldadura es: nuncadebe dispararse un tiristor con un ángulo de encendido inferior al águlo ϕ.Si no se respeta esa regla:
a) No se aumenta la potencia suministrada por la máquina a la pieza a soldar.b) Puede llegar a dañarse el Grupo de Tiristores por sobreintensidad.
Para evitarlo, sin tener que ajustar cada control, en el primer semiperíodo de lostiempos de soldadura se impide el encendido antes de un ángulo mínimo: 72 gradoseléctricos (87 grados en redes de 60 Hz). Ello es suficiente en el 99% de las aplica-ciones. Únicamente con cargas próximas a la máxima disponible y en máquinas desoldadura a rodillos o soldando con varios impulsos, puede no ser suficiente ese va-lor fijo de 72 grados, y debe ser ajustado. A ese parámetro de ajuste es al que deno-minamos Ángulo de carga en el SERRATRON 10i y se programa directamente engrados eléctricos: de 31 a 90.
Capítulo 5 PARÁMETROS Y FUNCIONES SERRATRON 10i : Manual de usuario
5-6 SERRA soldadura, S.A.
• Modo Corriente constante (kA)El SERRATRON 10i calcula automáticamente el ángulo ϕ de la carga y no es preci-so ningún ajuste al respecto.
• Modo Control de fase o Vigilancia (regulación de potencia en Grados)Se tiene en cuenta el parámetro angulo de carga, pero solamente en los tiemposde Soldadura 2.
El ángulo de carga puede calcularse con ayuda del propio control si éste dispone delas señales de Detección de Tiristores disparados (§ 4.2.17), usando el valor más ba-jo de potencia en grados (Pu) que provoque la aparición del Error 25 (Plena carga).El valor a programar sería: Angulo de carga = 130 - Pu
5.3 Parámetros especiales
Sobrepresión (Modo de E/S STA)Determina el instante de activación de la salida EV3 dentro de un ciclo de soldadura.La activación de EV3 puede significar un cambio (aumento) de la presión aplicada alos electrodos que ya están en contacto con la pieza a soldar. De ahí el nombre deéste parámetro: sobrepresión.
• 0 No hay activación de EV3• 1 EV3 se activa al comenzar Soldadura 1• 2 EV3 se activa al comenzar Soldadura 2• 3 EV3 se activa al comenzar Enfriamiento
En todos los casos EV3 se desactiva, al igual que EV1, al final de Enfriamiento.
Entrada Analógica usadaSelecciona la Entrada Analógica cuyo valor durante el tiempo de Apriete debe sermayor o igual que el Nivel de consigna para permitir el salto al tiempo de Soldadu-ra 1 (§ 4.2.20).
• 0 No se efectúa ninguna comparación. Nivel de consigna inoperante.• 1 Utiliza el valor medido en la entrada analógica A1• 2 Utiliza el valor medido en la entrada analógica A2• 3 Utiliza el valor medido en la entrada analógica A3
Nivel de consigna para entradas analógicasValor numérico que se compara con el valor medido en la Entrada Analógica usadapara permitir el paso a Soldadura 1.El valor real medido tiene en cuenta el Factor de escala de esa Entrada Analógica(§ 5.4.2); por lo tanto, el nivel de consigna se puede programar en unidades de lamagnitud medida: daN, bar, ºC, etc..
SERRATRON 10i : Manual de Usuario Capítulo 5 PARÁMETROS Y FUNCIONES
SERRA soldadura, S.A. 5-7
Válvula Proporcional a modificarDetermina la Salida Analógica cuyo valor se modifica en el mismo instante en que seselecciona un nuevo Número de Programa (§ 4.2.11). El valor de las salidas ana-lógicas se conserva indefinidamente hasta que vuelven a ser modificadas.No es necesario esperar a que se active la señal de Marcha. Ello permite anticipar laactualización de la presión de trabajo al inicio efectivo del ciclo de soldadura.Si el cambio de selección de programa tiene lugar durante un ciclo de soldadura, laactualización a la nueva presión tendrá lugar al finalizar el ciclo.
• 0 No se modifica ninguna salida analógica.• 1 Se modifica la salida analógica VP #1• 2 Se modifica la salida analógica VP #2• 3 Se modifican las salidas analógicas VP #1 y VP #2• 4 Se modifica la salida analógica VP #3• 5 Se modifican las salidas analógicas VP #1 y VP #3• 6 Se modifican las salidas analógicas VP #2 y VP #3• 7 Se modifican las salidas analógicas VP #1, VP #2 y VP #3
Capítulo 5 PARÁMETROS Y FUNCIONES SERRATRON 10i : Manual de usuario
5-8 SERRA soldadura, S.A.
5.4 Parámetros de ConfiguraciónSe describen a continuación todos aquellos parámetros que afectan al funcionamientodel SERRATRON 10i de una manera general, no relacionados directamente con losprogramas de soldadura. Normalmente, son los primeros en ser programados tras lainstalación de un control.
5.4.1 Modo de Entradas Salidas
• 0 = MAN 1 = STA 2 = ROB 3 = MUX
Ver descripción en § 3.4 y un resumen de las diferencias en § 4.4
5.4.1.1 Dip-switch SW1 de relés de seguridad
El Modo de Entradas/Salidas afecta al uso que se dará a diversas entradas relacio-nadas con la señal de Marcha. En MAN hay varias Marchas, mientras que en el restode modos solo hay una: E0. Para impedir que los relés de seguridad de las salidas EVpuedan ser activados cuando no deben, hay que efectuar un cambio en los circuitosinternos del control. Ello se realiza mediante el doble interruptor SW-1 situado en lacarta ESA-9/A, la más accesible desde el lado izquierdo del control. Su situación debeser:
• MAN Ambos contactos en posición ON• STA-ROB-MUX Ambos contactos en posición OFF
Si por desconocimiento u olvido la posición de SW-1 no es la correcta, al ejecutar ci-clos de soldadura será detectada esa situación y señalada con los correspondientescódigos de fallo.
5.4.2 Factores de escala
Factor de escala de Entradas AnalógicasPermitirá programar y visualizar los valores de las entradas analógicas en valorescoherentes con las magnitudes medidas: fuerza, presión, etc.El valor a introducir es el que, en la magnitud medida, correspondería a una señaldel transductor de 10 V. Por ejemplo, si se está midiendo la fuerza entre electrodoscon un transductor de fuerza que da 10 V cuando la fuerza aplicada es de 500 daN,el valor a programar como Factor de escala de esa entrada analógica sería 500.Como hay tres entradas analógicas disponibles, hay también tres factores de escala.
Factor de escala de Válvulas ProporcionalesEstablece el factor de proporcionalidad que permitirá ajustar los valores de tensión ocorriente de las salidas de Válvula Proporcional en función de los valores deseados.Por ejemplo, si la Válvula Proporcional suministra 8 bar cuando se le envía una señalde 10 V, el valor a programar como Factor de escala de esa salida analógica es 8.0.
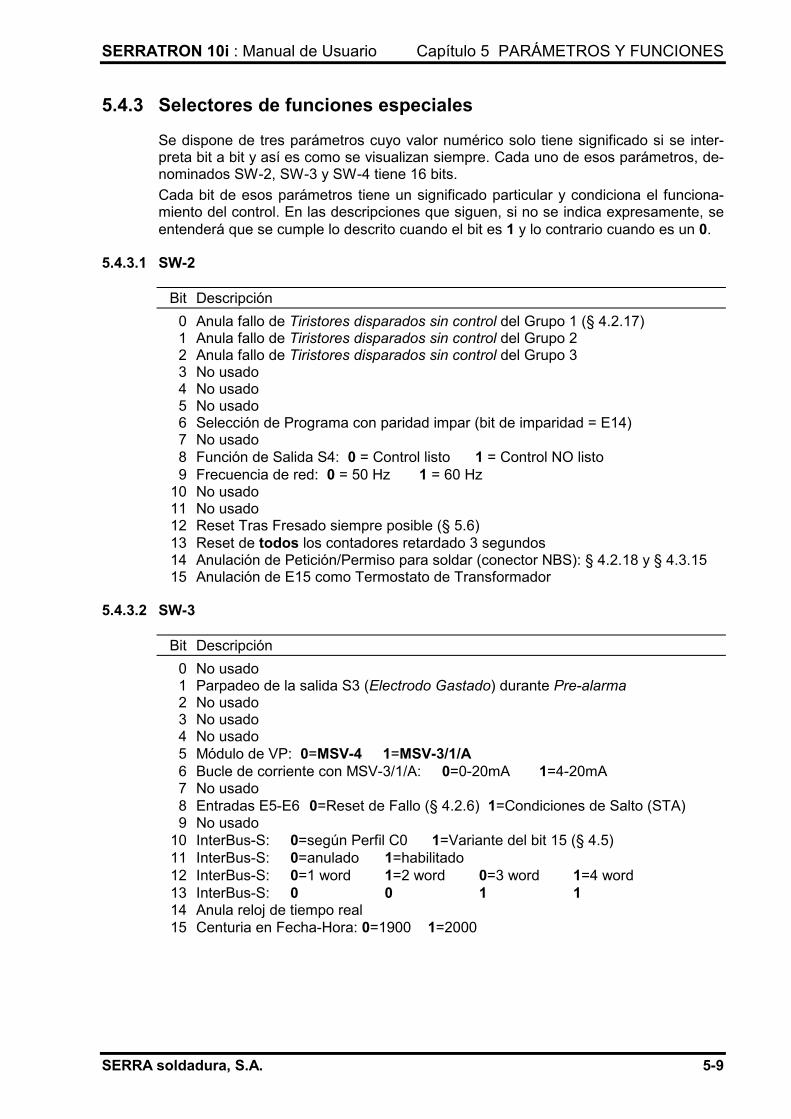
SERRATRON 10i : Manual de Usuario Capítulo 5 PARÁMETROS Y FUNCIONES
SERRA soldadura, S.A. 5-9
5.4.3 Selectores de funciones especiales
Se dispone de tres parámetros cuyo valor numérico solo tiene significado si se inter-preta bit a bit y así es como se visualizan siempre. Cada uno de esos parámetros, de-nominados SW-2, SW-3 y SW-4 tiene 16 bits.Cada bit de esos parámetros tiene un significado particular y condiciona el funciona-miento del control. En las descripciones que siguen, si no se indica expresamente, seentenderá que se cumple lo descrito cuando el bit es 1 y lo contrario cuando es un 0.
5.4.3.1 SW-2
Bit Descripción0 Anula fallo de Tiristores disparados sin control del Grupo 1 (§ 4.2.17)1 Anula fallo de Tiristores disparados sin control del Grupo 22 Anula fallo de Tiristores disparados sin control del Grupo 33 No usado4 No usado5 No usado6 Selección de Programa con paridad impar (bit de imparidad = E14)7 No usado8 Función de Salida S4: 0 = Control listo 1 = Control NO listo9 Frecuencia de red: 0 = 50 Hz 1 = 60 Hz
10 No usado11 No usado12 Reset Tras Fresado siempre posible (§ 5.6)13 Reset de todos los contadores retardado 3 segundos14 Anulación de Petición/Permiso para soldar (conector NBS): § 4.2.18 y § 4.3.1515 Anulación de E15 como Termostato de Transformador
5.4.3.2 SW-3
Bit Descripción0 No usado1 Parpadeo de la salida S3 (Electrodo Gastado) durante Pre-alarma2 No usado3 No usado4 No usado5 Módulo de VP: 0=MSV-4 1=MSV-3/1/A6 Bucle de corriente con MSV-3/1/A: 0=0-20mA 1=4-20mA7 No usado8 Entradas E5-E6 0=Reset de Fallo (§ 4.2.6) 1=Condiciones de Salto (STA)9 No usado
10 InterBus-S: 0=según Perfil C0 1=Variante del bit 15 (§ 4.5)11 InterBus-S: 0=anulado 1=habilitado12 InterBus-S: 0=1 word 1=2 word 0=3 word 1=4 word13 InterBus-S: 0 0 1 114 Anula reloj de tiempo real15 Centuria en Fecha-Hora: 0=1900 1=2000
Capítulo 5 PARÁMETROS Y FUNCIONES SERRATRON 10i : Manual de usuario
5-10 SERRA soldadura, S.A.
5.4.3.3 SW-4
Bit Descripción0 No usado1 UPF-8 da aviso acústico y se ilumina en caso de fallo2 Visualización automática del Contador de Soldaduras en UPF-83 No usado
-------15 No usado
5.4.4 Idioma activo en UPF-8Selecciona el idioma utilizado para visualizar en las Unidades de Programación UPF-8los mensajes procedentes del SERRATRON 10i.Hay cuatro idiomas disponibles:• 0 = Español 1 = Francés 2 = Inglés 3 = Alemán
5.4.5 Programa inicial
Es el Número de Programa que se utiliza al activar Marcha cuando no hay ningunaentrada de Selección de Programas activada.Posibles aplicaciones de este parámetro:
• En máquinas simples hace innecesario el uso de selectores de programas externos• En máquinas gobernadas por autómata, permite seleccionar un Programa ‘espe-
cial’, que genere algún código de fallo si se ejecuta, para detectar los casos en queel autómata no haya activado la selección de programas antes que la Marcha.
• Para seleccionar ‘por defecto’ un programa sin Grupo de Tiristores que sirva sola-mente para la temporización del cierre de las pinzas, en aplicaciones que realicenFresado de Electrodos.
5.4.6 Ajuste manual de potenciasSi este parámetro es cero las potencias usadas son las programadas. Si no es cero,produce una variación igual en todas las potencias de todos los programas. Si la po-tencia es en grados este parámetro la aumenta o disminuye en tantos grados comoindique su valor. Si la potencia es en kA representa el porcentaje (%) de aumento odisminución de la corriente a obtener con respecto a la corriente programada.Este parámetro, de poca utilidad práctica en los controles actuales, es poco menosque una ‘herencia’ de generaciones de controles anteriores. En general, es igual decómodo modificar las potencias directamente que modificar este parámetro. Por otraparte, en modo Corriente constante, el ajuste manual de potencias carece de sentido.Advertencia: el ajuste manual modifica las corrientes de soldadura a obtener, pero losfallos por tolerancias se calculan con respecto a las corrientes programadas, de mane-ra que el margen de maniobra de este parámetro está limitado por las tolerancias pro-gramadas.
SERRATRON 10i : Manual de Usuario Capítulo 5 PARÁMETROS Y FUNCIONES
SERRA soldadura, S.A. 5-11
5.4.7 Reintentos de soldadura permitidos
Si este parámetro no es cero, en caso de fallos de soldadura por poca o nula corrien-te, el control repite una vez los tiempos de soldadura sin abrir los electrodos, antes debloquearse dando el código de fallo correspondiente.Si la repetición tiene éxito y el fallo no vuelve a ocurrir, el control no se bloquea y pue-de hacer nuevos ciclos de soldadura. Cuando esta anomalía se repite en soldadurasconsecutivas un número de veces igual a este parámetro, el control se bloqueará detodos modos pero con el fallo de N repeticiones consecutivas (Error 64).Si este parámetro es cero no hay repeticiones de soldadura en ningún caso.
5.4.8 Tiempo de caída de disyuntorEl SERRATRON 10i dispone de una función de temporización especial que permite laactivación retardada de la salida Disyuntor (§ 4.3.13) tras un período de inactividad.Uso posible: evitar dejar la máquina conectada durante toda la noche o todo un fin desemana.Cualquier ciclo de trabajo realizado reinicia la cuenta del tiempo de retardo. Si éstetiempo llega a transcurrir sin ejecutarse ninguna maniobra, se activa la salida Disyun-tor provocando la caída del mismo y el corte de la alimentación. Ese tiempo es ajusta-ble (en minutos) mediante el parámetro Tiempo de caída del disyuntor.Si este parámetro es cero, la función queda anulada: retardo infinito.
5.4.9 Ajuste de las sondas de medidaLos controles de soldadura SERRATRON 10i se ajustan durante el proceso de fabri-cación con el fin de garantizar la precisión de las medidas efectuadas. Pero en esacuestión tiene una gran importancia la precisión de las sondas de medida externas alcontrol.La precisión atribuíble al control es del orden del 2%, pero en lo que respecta a lassondas exteriores hay dos variables: su propia precisión por construcción, y la que de-pende de la forma de montaje. Esta última, sobre todo en sondas móviles, depende engran medida de su posición y orientación, pero variaciones superiores al 5% puedenser habituales.Si el usuario dispone de un instrumento capaz de medir las corrientes de soldadura ydecide usarlo como ‘patrón de medida’ podrá lograr que las corrientes medidas conese ‘patrón’ y las obtenidas según el control sean iguales. Para ello deberá ajustarindividualmente los parámetros de ajuste de sondas de medida correspondientes alas tres entradas de medida de corriente.Modo de calcular ese parámetro de ajuste en función de los valores numéricos obteni-dos al efectuar varias soldaduras (es conveniente asegurarse de que las desviacionesentre las medidas sean constantes):
-Im es la corriente medida según el SERRATRON 10i-Ip es la corriente medida según el ‘patrón de medida’
Ajuste de sonda = ( Ip / Im ) x 100Son admisibles valores numéricos entre 50 y 150.
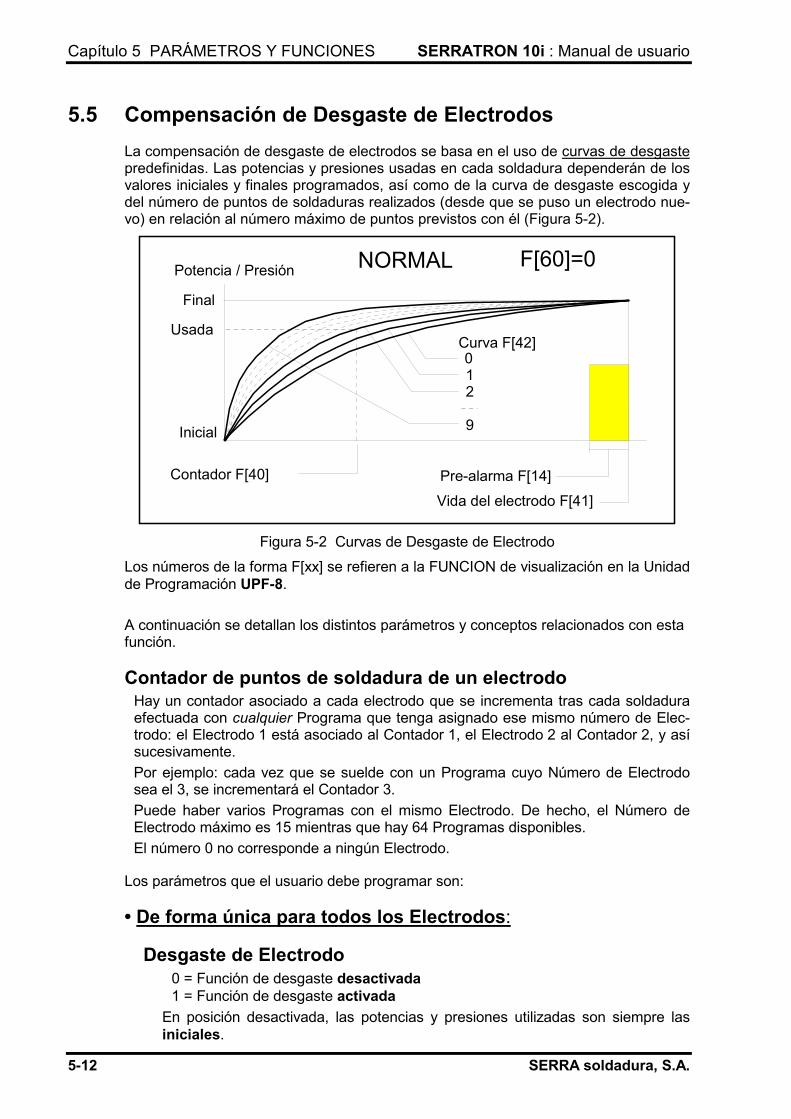
Capítulo 5 PARÁMETROS Y FUNCIONES SERRATRON 10i : Manual de usuario
5-12 SERRA soldadura, S.A.
5.5 Compensación de Desgaste de ElectrodosLa compensación de desgaste de electrodos se basa en el uso de curvas de desgastepredefinidas. Las potencias y presiones usadas en cada soldadura dependerán de losvalores iniciales y finales programados, así como de la curva de desgaste escogida ydel número de puntos de soldaduras realizados (desde que se puso un electrodo nue-vo) en relación al número máximo de puntos previstos con él (Figura 5-2).
NORMAL
Inicial
Final
Contador F[40]
Vida del electrodo F[41]
Potencia / Presión
Pre-alarma F[14]
Usada
F[60]=0
Curva F[42]0
2
9
1
Figura 5-2 Curvas de Desgaste de Electrodo
Los números de la forma F[xx] se refieren a la FUNCION de visualización en la Unidadde Programación UPF-8.
A continuación se detallan los distintos parámetros y conceptos relacionados con estafunción.
Contador de puntos de soldadura de un electrodoHay un contador asociado a cada electrodo que se incrementa tras cada soldaduraefectuada con cualquier Programa que tenga asignado ese mismo número de Elec-trodo: el Electrodo 1 está asociado al Contador 1, el Electrodo 2 al Contador 2, y asísucesivamente.Por ejemplo: cada vez que se suelde con un Programa cuyo Número de Electrodosea el 3, se incrementará el Contador 3.Puede haber varios Programas con el mismo Electrodo. De hecho, el Número deElectrodo máximo es 15 mientras que hay 64 Programas disponibles.El número 0 no corresponde a ningún Electrodo.
Los parámetros que el usuario debe programar son:
• De forma única para todos los Electrodos:
Desgaste de Electrodo0 = Función de desgaste desactivada1 = Función de desgaste activada
En posición desactivada, las potencias y presiones utilizadas son siempre lasiniciales.
SERRATRON 10i : Manual de Usuario Capítulo 5 PARÁMETROS Y FUNCIONES
SERRA soldadura, S.A. 5-13
Para un electrodo en particular puede desactivarse la Función deDesgaste programando Vida=0
• Parámetros que dependen del Número de Electrodo
Vida del ElectrodoDuración prevista del electrodo en número de puntos de soldadura realizables se-gún unos parámetros de soldadura ‘patrón’. En realidad, esta magnitud se basaráen la experiencia previa del usuario con soldaduras de ‘similar’ importancia a lasque se vayan a realizar. Posteriormente, el usuario modificará este parámetro ba-sándose en resultados prácticos.
Curva de Desgaste (fn(x))Número entre 0 y 9. Las formas de curva son como en la Figura 5-2.No obstante, la curva 0 es editable libremente por el usuario. Ver § 7.4.
Pre-alarmaEste parámetro establece el momento en que comienza a activarse la salida Pre-alarma antes del definitivo bloqueo del control por haber llegado un contador depuntos al valor Vida del Electrodo. Se programa en forma de número de piezassoldables por ese electrodo.Cuando el control se bloquea, la salida Pre-alarma se desactiva y se activa lasalida Electrodo Gastado.En Modo de Entradas/Salidas MAN, donde se precisan dos avisadores indepen-dientes de Electrodo Gastado, la misma salida se emplea como avisador con losdos significados:
Salida activada intermitente: Pre-alarma.Salida activada permanente: Electrodo Gastado.
Puntos por PiezaValor que permite al control calcular cuántas piezas completas se pueden soldartodavía con el electrodo en situación de Pre-alarma.
• Parámetros que dependen del Número de Programa
Número de ElectrodoCada Programa de soldadura tiene asignado un número de Electrodo con el fin deque el control pueda llevar una estadística del número de veces que se sueldacon ese electrodo y así poder modificar los parámetros de potencia y presión a lolargo de la vida del electrodo hasta su desgaste total.
Potencias baseLas necesarias para soldar con un electrodo nuevo (en grados y/o kA).
Potencias finalesLas del nivel a emplear con el electrodo gastado (en grados y/o kA).
Presión inicialLa adecuada para un electrodo nuevo.
Capítulo 5 PARÁMETROS Y FUNCIONES SERRATRON 10i : Manual de usuario
5-14 SERRA soldadura, S.A.
Presión finalLa necesaria para un electrodo en situación de máximo desgaste.
Factor de DesgasteCon el fin de compensar las diferencias que se pueden generar a lo largo de la vi-da de un electrodo, por un uso dispar de Programas que impliquen grandes dife-rencias de desgaste en un mismo electrodo, se dispone de un parámetro asigna-do a cada Programa que pondera la contribución de ese Programa al desgastedel Electrodo asociado.Un valor 100 implica que ese Programa desgasta su electrodo asociado el equiva-lente a un punto de soldadura ‘medio’ en términos de Vida del Electrodo, y cadavez que suelde, el contador se incrementará en una unidad (un punto).Un valor 120 indica que ese Programa desgasta el electrodo un 20% más que unpunto de soldadura ‘medio’ o ‘patrón’. En este caso, el control incrementará elcontador de ese electrodo en un punto cada vez que se suelde, pero a la quintavez que suelde (porque en este ejemplo 100/20=5) el contador se incrementaráen un punto más.Por el contrario, con un valor de 80 (100-80=20, y 100/20=5), de cada cinco vecesque se suelde con este Programa en una de ellas no se incrementará el contador.La forma en que este sistema de ‘compensación’ se realiza no exige que los valo-res distintos a 100 tengan que ser divisores exactos de 100, y es admisible cual-quier valor entre 20 y 200. El valor 20 significaría que ese Programa equivale a la‘quinta parte’ del desgaste producido por el Programa ‘medio’, y 200 que ese Pro-grama contribuye ‘el doble’ que el Programa ‘medio’ o ‘patrón’.
Algunos de estos parámetros no hay que programarlos en caso de que no haya Vál-vula Proporcional, o si se suelda con un solo impulso (IMP=1).
Cualquier parámetro de los indicados que se modifique, repercute en las potencias opresiones empleadas en la siguiente soldadura, pues el reescalado es automático. Losparámetros de potencia y presión realmente utilizados durante el proceso de sol-dadura se calculan de forma contínua (no a escalones) entre los valores inicial y final.
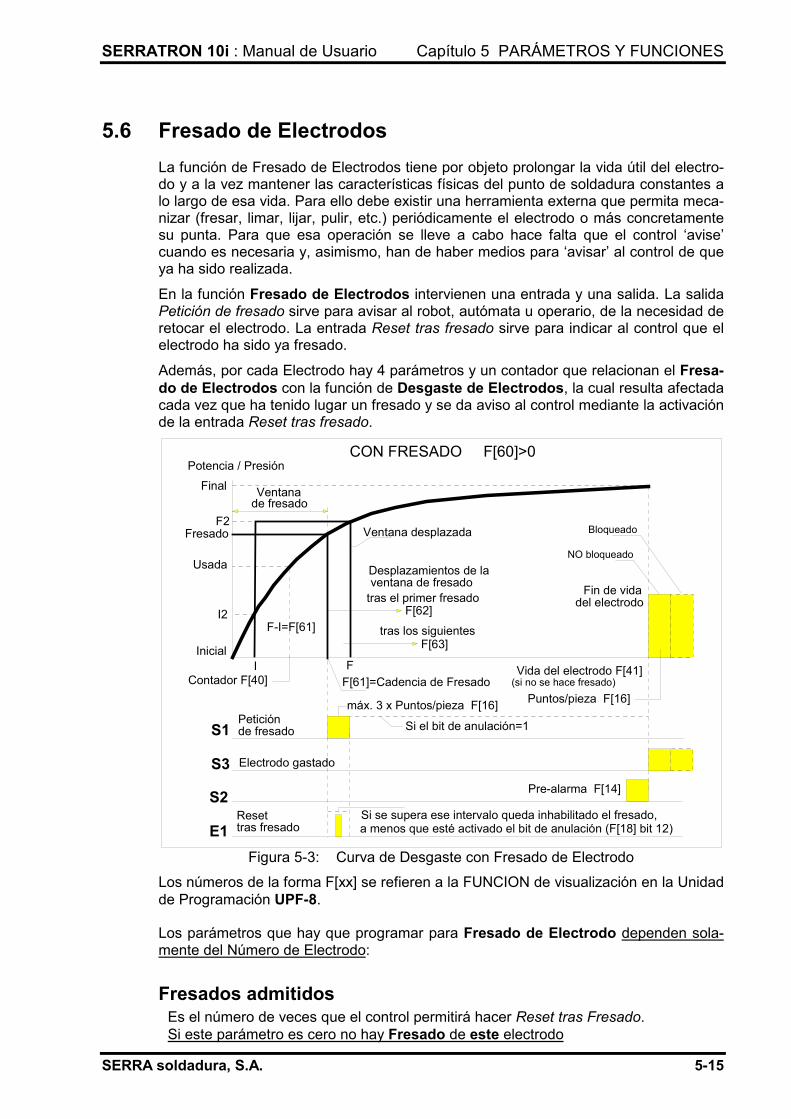
SERRATRON 10i : Manual de Usuario Capítulo 5 PARÁMETROS Y FUNCIONES
SERRA soldadura, S.A. 5-15
5.6 Fresado de ElectrodosLa función de Fresado de Electrodos tiene por objeto prolongar la vida útil del electro-do y a la vez mantener las características físicas del punto de soldadura constantes alo largo de esa vida. Para ello debe existir una herramienta externa que permita meca-nizar (fresar, limar, lijar, pulir, etc.) periódicamente el electrodo o más concretamentesu punta. Para que esa operación se lleve a cabo hace falta que el control ‘avise’cuando es necesaria y, asimismo, han de haber medios para ‘avisar’ al control de queya ha sido realizada.
En la función Fresado de Electrodos intervienen una entrada y una salida. La salidaPetición de fresado sirve para avisar al robot, autómata u operario, de la necesidad deretocar el electrodo. La entrada Reset tras fresado sirve para indicar al control que elelectrodo ha sido ya fresado.
Además, por cada Electrodo hay 4 parámetros y un contador que relacionan el Fresa-do de Electrodos con la función de Desgaste de Electrodos, la cual resulta afectadacada vez que ha tenido lugar un fresado y se da aviso al control mediante la activaciónde la entrada Reset tras fresado.
CON FRESADO F[60]>0
Final
Contador F[40]Vida del electrodo F[41]
Potencia / Presión
Puntos/pieza F[16]
Petición
Fresado
Usada
(si no se hace fresado)
Pre-alarma F[14]
del electrodo
Bloqueado
NO bloqueado
máx. 3 x Puntos/pieza F[16]
F[61]=Cadencia de Fresado
Si el bit de anulación=1
Ventanade fresado
S1
S3
S2
E1
de fresado
Electrodo gastado
a menos que esté activado el bit de anulación (F[18] bit 12)Si se supera ese intervalo queda inhabilitado el fresado,Reset
tras fresado
F[62]
Desplazamientos de laventana de fresado
tras el primer fresado
F[63]tras los siguientes
Inicial
Ventana desplazada
Fin de vida
I2
F2
I F
F-I=F[61]
Figura 5-3: Curva de Desgaste con Fresado de Electrodo
Los números de la forma F[xx] se refieren a la FUNCION de visualización en la Unidadde Programación UPF-8.
Los parámetros que hay que programar para Fresado de Electrodo dependen sola-mente del Número de Electrodo:
Fresados admitidosEs el número de veces que el control permitirá hacer Reset tras Fresado.Si este parámetro es cero no hay Fresado de este electrodo
Capítulo 5 PARÁMETROS Y FUNCIONES SERRATRON 10i : Manual de usuario
5-16 SERRA soldadura, S.A.
Distancia entre fresadosPuede denominarse también intervalo o cadencia de fresado.Determina la frecuencia con que se realiza el Fresado de Electrodo. Este valorconstituye el ancho de lo que denominaremos Ventana de Fresado, caracterizadapor los valores inicial 'I' y final 'F' del contador de ese electrodo en cada recorrido en-tre dos fresados: el inicial es el que toma tras la orden de Reset tras Fresado y elfinal es aquél a partir del cual se activará de nuevo la Petición de fresado. La distan-cia entre valores inicial y final (F-I) es siempre este parámetro.
Desplazamiento tras Primer FresadoTras la primera orden de Reset tras Fresado el contador del electrodo seleccionadoregresa, no a cero, sino a este valor inicial, provocando así un desplazamiento de laVentana de Fresado, lo que da lugar a que la potencia y presión de soldadura inicia-les usadas a continuación sea mayor que con electrodo nuevo.
Desplazamiento tras siguientes FresadosTras cada nueva orden de Reset tras Fresado la Ventana de Fresado se desplazaun número de puntos igual a este parámetro. El límite máximo absoluto al que laVentana puede llegar es hasta 3 veces Puntos por pieza antes de Vida de Elec-trodo.
Contador de FresadosPor cada Electrodo hay un Contador de Fresados realizados, que se incrementauna unidad cada vez que se activa la entrada Reset tras Fresado. El máximo valorque puede alcanzar este contador es el del parámetro Fresados admitidos.
La salida Petición de Fresado se activa cuando el contador de puntos de soldadurarealizados alcanza el límite superior de la Ventana de Fresado, siempre y cuando elContador de Fresados realizados no haya alcanzado aún el número máximo admi-tido, en cuyo caso se activaría la función de Electrodo Gastado.
La Petición de Fresado permanece activada por espacio de 3 veces el valor del pa-rámetro Puntos por pieza. Si se continúa soldando con este electrodo y se sobrepasaese límite sin activar la entrada de Reset tras Fresado la salida Petición de Fresado sedesactiva, y el control no se bloquea en ningún caso sino que sigue su camino a lolargo de la curva, sin admitir ya una posterior orden de Reset tras Fresado hasta elfinal de la vida del electrodo. En este caso ese 'final de vida' tendrá lugar cuando elcontador de soldaduras realizadas alcance un valor igual al más pequeño de los dosvalores siguientes:
• El parámetro Vida del Electrodo, o• La suma: F (actual) + Fresados restantes x Distancia entre fresados
Puede admitirse Reset tras Fresado más allá del intervalo de 3 veces Puntos por pie-za si se pone a '1' el bit 12 de SW-2. En ese caso la salida Petición de Fresado per-manecerá activada hasta que se ejecute un Reset tras Fresado o hasta el final de laVida del Electrodo.
Una vez fresado el electrodo, la entrada de Reset tras Fresado deberá ser activadamomentáneamente para indicar al control este hecho. La respuesta del control serádesplazar la Ventana de Fresado en la forma descrita más arriba y poner el contadorde soldaduras al valor inicial (I) de esa ventana.
SERRATRON 10i : Manual de Usuario Capítulo 5 PARÁMETROS Y FUNCIONES
SERRA soldadura, S.A. 5-17
Cuando el número del Contador de fresados realizados es igual al de Fresados ad-mitidos, la salida Petición de Fresado ya no se vuelve a activar y el control prosiguecomo en el caso de desgaste de electrodo normal. Reset de Contador será la únicaorden atendida al final de este recorrido.
5.6.1 Reset de ContadoresLa función Reset de Contadores provoca la puesta a cero del Contador de puntosdel Electrodo seleccionado, así como la de su Contador de Fresados. Desactivacualquier salida relacionada con desgaste de electrodos relativa a este electrodo.Véanse en § 4.2.4 las particularidades en la selección de Contador/Electrodo segúnel Modo de E/S.
5.6.2 Reset tras FresadoLa función Reset tras Fresado incrementa el Contador de Fresados del electrodo se-leccionado, modifica su Contador de soldaduras en la forma descrita en § 5.6 y des-activa la salida Petición de Fresado si no hay otro electrodo en esa situación.• MAN
En MAN debe asignarse el Contador/Electrodo 1 a todos los Programas pares y el2 a los impares por imposición del conexionado interno: La Pinza 1 ‘usa’ Programaspares y la Pinza 2 Programas impares.Para hacer Reset tras Fresado hay que pulsar primero la entrada E1-Reset tras Fre-sado, a continuación pulsar y soltar la entrada de Reset de Contador correspondien-te (1 ó 2) y finalmente soltar E1:
E1 + E3 Modifica el Contador de Fresados 1E1 + E14 Modifica el Contador de Fresados 2
La orden tendrá éxito solamente si el electrodo seleccionado estaba realmente en si-tuación de Petición de Fresado. En tal caso, la salida Petición de Fresado se desacti-vará mientras se mantenga la pulsación, para activarse después si el otro electrodotambién estaba en esa situación.Si la orden corresponde a un electrodo mayor que 2 o a un electrodo que no está ensituación de Petición de Fresado, no se observará ninguna reacción en el estado dela salida Petición de Fresado.
• STA-ROB-MUXEl Contador de Fresados modificado es el seleccionado por las entradas E8...E14en el momento de la activación de E1. La duración de esa activación es indiferente.Si el número de contador seleccionado es 0, no se modifica ningún contador.
Capítulo 5 PARÁMETROS Y FUNCIONES SERRATRON 10i : Manual de usuario
5-18 SERRA soldadura, S.A.
5.6.3 Chequeo de ElectrodosEsta función solo opera en Modos de E/S STA, ROB y MUX.La función de Chequeo de Electrodos se ejecuta al activar la entrada E2 y tiene porobjeto determinar qué electrodos se hallan en situación de Pre-alarma, Petición deFresado o Electrodo gastado.
E2=0: Las salidas S1-Petición de Fresado, S2-Pre-alarma y S3-Electrodo gastado seactivan en cuanto hay un electrodo cualquiera en la situación que las define.
E2=1: Las salidas S1, S2 y S3 se activan según el estado del electrodo cuyo númeroes igual al codificado por las entradas de Selección de Programa (E8...E14). Siese número no es válido o el electrodo seleccionado no existe, las tres salidasse activarán a la vez, indicando así una situación incompatible.
Usando la entrada Chequeo de Electrodos (E2), el Autómata Programable o el Robotpueden conocer qué electrodos se hallan en situación de cambio o de fresadomediante una exploración selectiva.
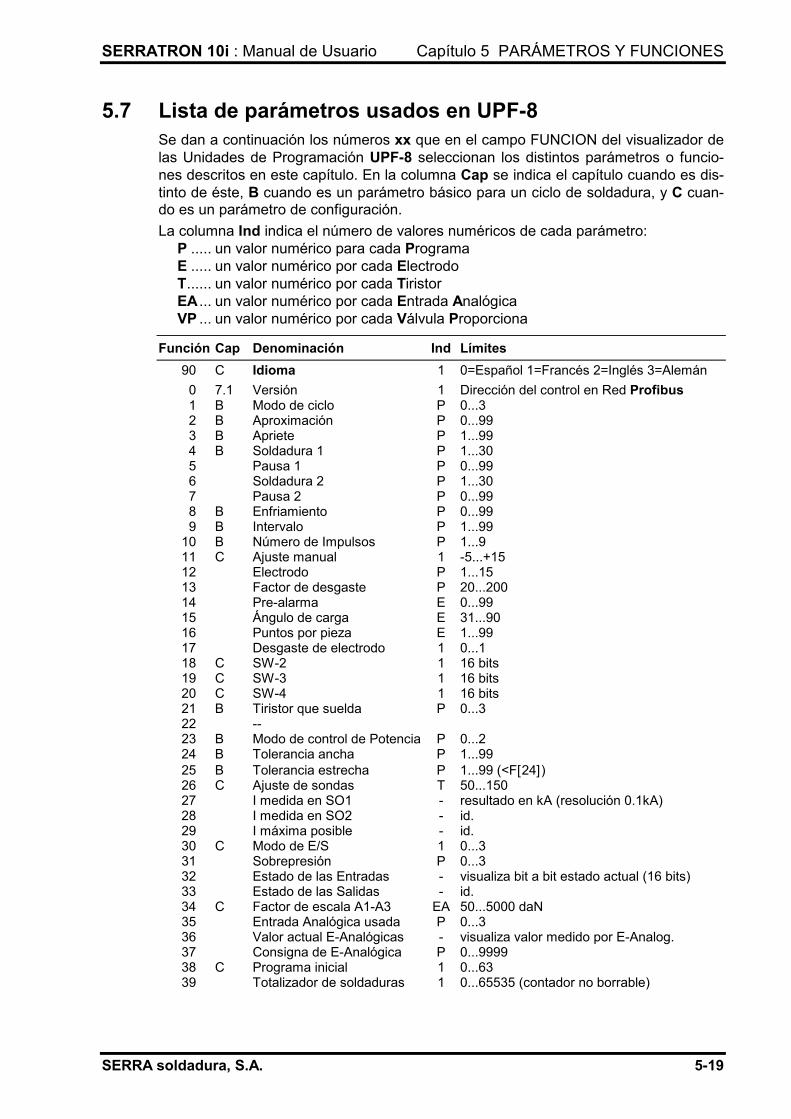
SERRATRON 10i : Manual de Usuario Capítulo 5 PARÁMETROS Y FUNCIONES
SERRA soldadura, S.A. 5-19
5.7 Lista de parámetros usados en UPF-8Se dan a continuación los números xx que en el campo FUNCION del visualizador delas Unidades de Programación UPF-8 seleccionan los distintos parámetros o funcio-nes descritos en este capítulo. En la columna Cap se indica el capítulo cuando es dis-tinto de éste, B cuando es un parámetro básico para un ciclo de soldadura, y C cuan-do es un parámetro de configuración.La columna Ind indica el número de valores numéricos de cada parámetro:
P ..... un valor numérico para cada ProgramaE ..... un valor numérico por cada ElectrodoT...... un valor numérico por cada TiristorEA ... un valor numérico por cada Entrada AnalógicaVP ... un valor numérico por cada Válvula Proporciona
Función Cap Denominación Ind Límites90 C Idioma 1 0=Español 1=Francés 2=Inglés 3=Alemán0 7.1 Versión 1 Dirección del control en Red Profibus1 B Modo de ciclo P 0...32 B Aproximación P 0...993 B Apriete P 1...994 B Soldadura 1 P 1...305 Pausa 1 P 0...996 Soldadura 2 P 1...307 Pausa 2 P 0...998 B Enfriamiento P 0...999 B Intervalo P 1...99
10 B Número de Impulsos P 1...911 C Ajuste manual 1 -5...+1512 Electrodo P 1...1513 Factor de desgaste P 20...20014 Pre-alarma E 0...9915 Ángulo de carga E 31...9016 Puntos por pieza E 1...9917 Desgaste de electrodo 1 0...118 C SW-2 1 16 bits19 C SW-3 1 16 bits20 C SW-4 1 16 bits21 B Tiristor que suelda P 0...322 --23 B Modo de control de Potencia P 0...224 B Tolerancia ancha P 1...9925 B Tolerancia estrecha P 1...99 (<F[24])26 C Ajuste de sondas T 50...15027 I medida en SO1 - resultado en kA (resolución 0.1kA)28 I medida en SO2 - id.29 I máxima posible - id.30 C Modo de E/S 1 0...331 Sobrepresión P 0...332 Estado de las Entradas - visualiza bit a bit estado actual (16 bits)33 Estado de las Salidas - id.34 C Factor de escala A1-A3 EA 50...5000 daN35 Entrada Analógica usada P 0...336 Valor actual E-Analógicas - visualiza valor medido por E-Analog.37 Consigna de E-Analógica P 0...999938 C Programa inicial 1 0...6339 Totalizador de soldaduras 1 0...65535 (contador no borrable)
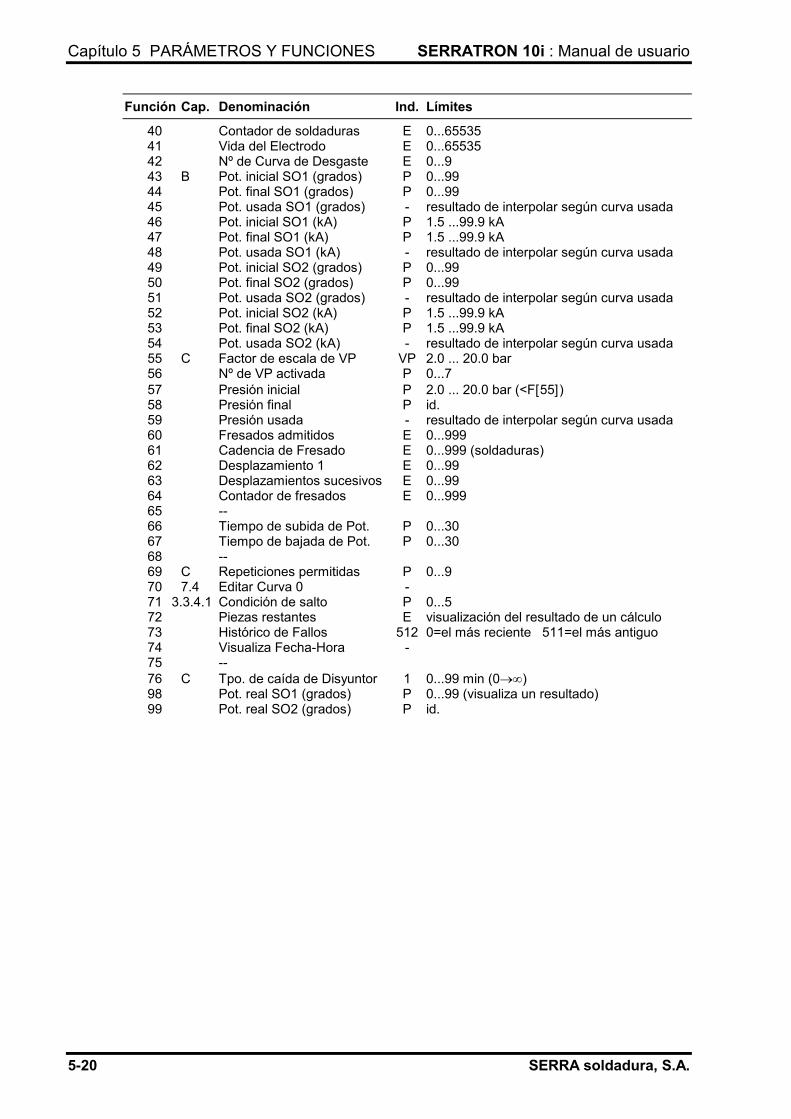
Capítulo 5 PARÁMETROS Y FUNCIONES SERRATRON 10i : Manual de usuario
5-20 SERRA soldadura, S.A.
Función Cap. Denominación Ind. Límites
40 Contador de soldaduras E 0...6553541 Vida del Electrodo E 0...6553542 Nº de Curva de Desgaste E 0...943 B Pot. inicial SO1 (grados) P 0...9944 Pot. final SO1 (grados) P 0...9945 Pot. usada SO1 (grados) - resultado de interpolar según curva usada46 Pot. inicial SO1 (kA) P 1.5 ...99.9 kA47 Pot. final SO1 (kA) P 1.5 ...99.9 kA48 Pot. usada SO1 (kA) - resultado de interpolar según curva usada49 Pot. inicial SO2 (grados) P 0...9950 Pot. final SO2 (grados) P 0...9951 Pot. usada SO2 (grados) - resultado de interpolar según curva usada52 Pot. inicial SO2 (kA) P 1.5 ...99.9 kA53 Pot. final SO2 (kA) P 1.5 ...99.9 kA54 Pot. usada SO2 (kA) - resultado de interpolar según curva usada55 C Factor de escala de VP VP 2.0 ... 20.0 bar56 Nº de VP activada P 0...757 Presión inicial P 2.0 ... 20.0 bar (<F[55])58 Presión final P id.59 Presión usada - resultado de interpolar según curva usada60 Fresados admitidos E 0...99961 Cadencia de Fresado E 0...999 (soldaduras)62 Desplazamiento 1 E 0...9963 Desplazamientos sucesivos E 0...9964 Contador de fresados E 0...99965 --66 Tiempo de subida de Pot. P 0...3067 Tiempo de bajada de Pot. P 0...3068 --69 C Repeticiones permitidas P 0...970 7.4 Editar Curva 0 -71 3.3.4.1 Condición de salto P 0...572 Piezas restantes E visualización del resultado de un cálculo73 Histórico de Fallos 512 0=el más reciente 511=el más antiguo74 Visualiza Fecha-Hora -75 --76 C Tpo. de caída de Disyuntor 1 0...99 min (0→∞)98 Pot. real SO1 (grados) P 0...99 (visualiza un resultado)99 Pot. real SO2 (grados) P id.
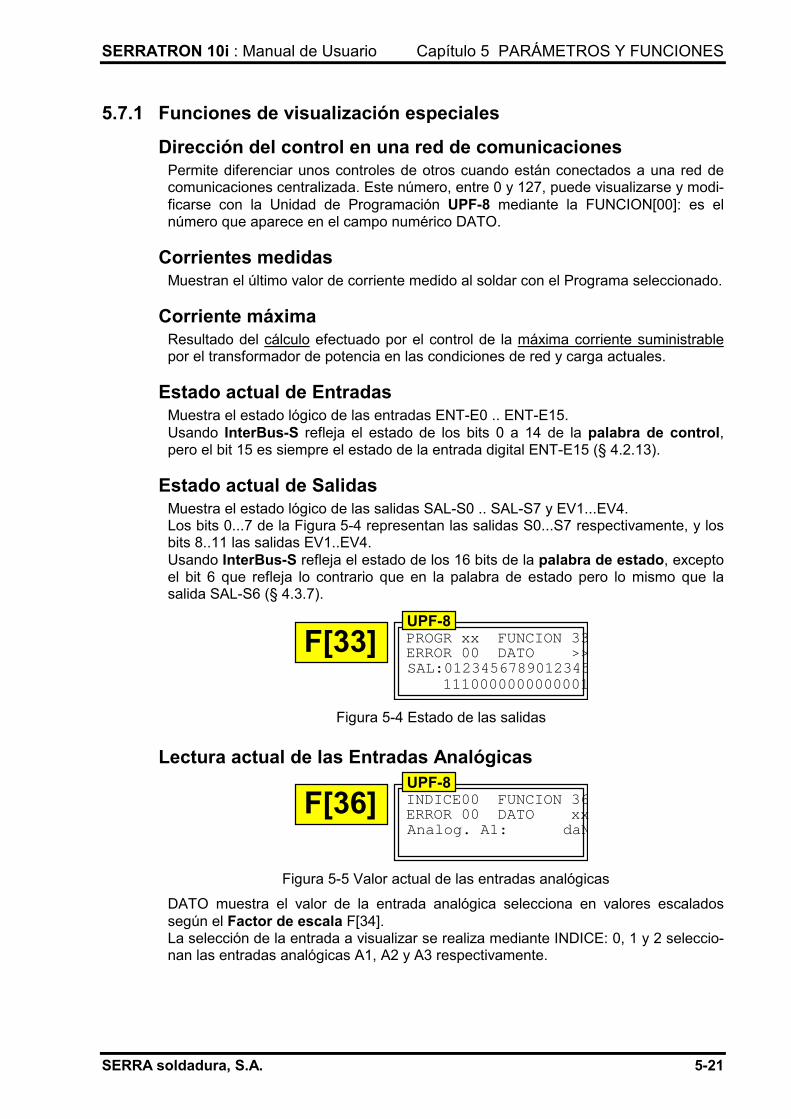
SERRATRON 10i : Manual de Usuario Capítulo 5 PARÁMETROS Y FUNCIONES
SERRA soldadura, S.A. 5-21
5.7.1 Funciones de visualización especiales
Dirección del control en una red de comunicacionesPermite diferenciar unos controles de otros cuando están conectados a una red decomunicaciones centralizada. Este número, entre 0 y 127, puede visualizarse y modi-ficarse con la Unidad de Programación UPF-8 mediante la FUNCION[00]: es elnúmero que aparece en el campo numérico DATO.
Corrientes medidasMuestran el último valor de corriente medido al soldar con el Programa seleccionado.
Corriente máximaResultado del cálculo efectuado por el control de la máxima corriente suministrablepor el transformador de potencia en las condiciones de red y carga actuales.
Estado actual de EntradasMuestra el estado lógico de las entradas ENT-E0 .. ENT-E15.Usando InterBus-S refleja el estado de los bits 0 a 14 de la palabra de control,pero el bit 15 es siempre el estado de la entrada digital ENT-E15 (§ 4.2.13).
Estado actual de SalidasMuestra el estado lógico de las salidas SAL-S0 .. SAL-S7 y EV1...EV4.Los bits 0...7 de la Figura 5-4 representan las salidas S0...S7 respectivamente, y losbits 8..11 las salidas EV1..EV4.Usando InterBus-S refleja el estado de los 16 bits de la palabra de estado, exceptoel bit 6 que refleja lo contrario que en la palabra de estado pero lo mismo que lasalida SAL-S6 (§ 4.3.7).
PROGR xx FUNCION 33ERROR 00 DATO >>SAL:0123456789012345 1110000000000001
F[33]UPF-8
Figura 5-4 Estado de las salidas
Lectura actual de las Entradas Analógicas
INDICE00 FUNCION 36ERROR 00 DATO xxAnalog. A1: daN
F[36]UPF-8
Figura 5-5 Valor actual de las entradas analógicas
DATO muestra el valor de la entrada analógica selecciona en valores escaladossegún el Factor de escala F[34].La selección de la entrada a visualizar se realiza mediante INDICE: 0, 1 y 2 seleccio-nan las entradas analógicas A1, A2 y A3 respectivamente.
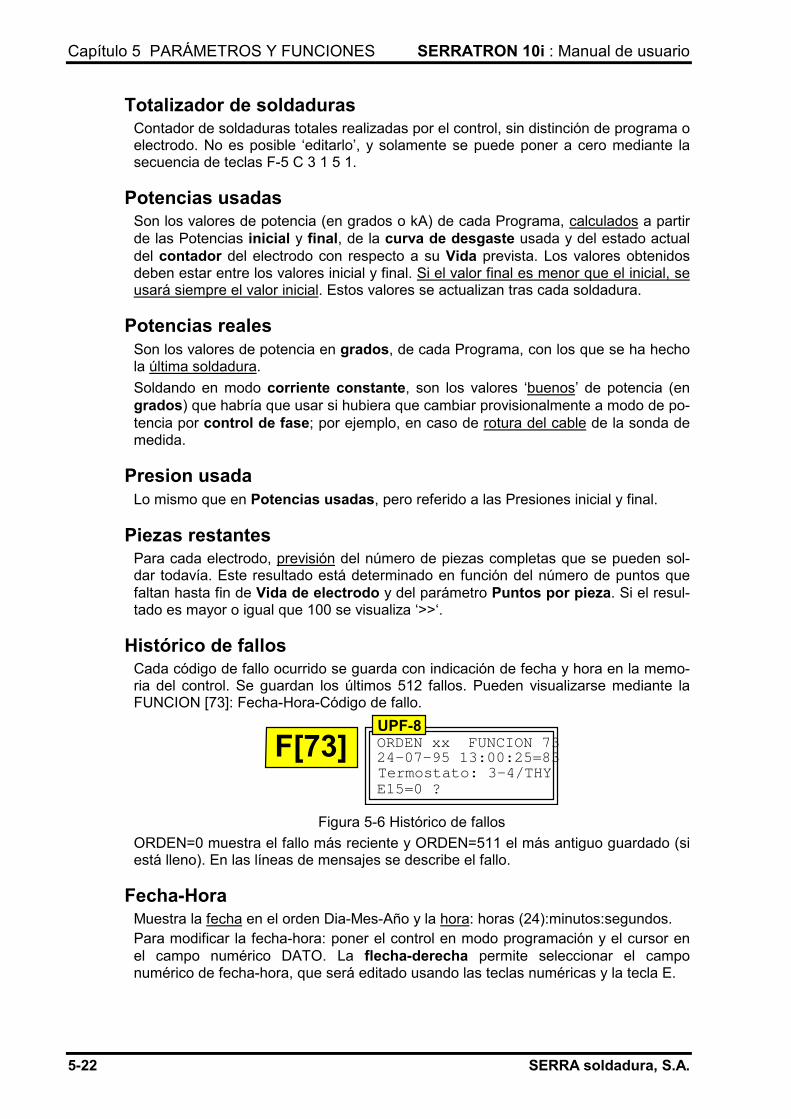
Capítulo 5 PARÁMETROS Y FUNCIONES SERRATRON 10i : Manual de usuario
5-22 SERRA soldadura, S.A.
Totalizador de soldadurasContador de soldaduras totales realizadas por el control, sin distinción de programa oelectrodo. No es posible ‘editarlo’, y solamente se puede poner a cero mediante lasecuencia de teclas F-5 C 3 1 5 1.
Potencias usadasSon los valores de potencia (en grados o kA) de cada Programa, calculados a partirde las Potencias inicial y final, de la curva de desgaste usada y del estado actualdel contador del electrodo con respecto a su Vida prevista. Los valores obtenidosdeben estar entre los valores inicial y final. Si el valor final es menor que el inicial, seusará siempre el valor inicial. Estos valores se actualizan tras cada soldadura.
Potencias realesSon los valores de potencia en grados, de cada Programa, con los que se ha hechola última soldadura.Soldando en modo corriente constante, son los valores ‘buenos’ de potencia (engrados) que habría que usar si hubiera que cambiar provisionalmente a modo de po-tencia por control de fase; por ejemplo, en caso de rotura del cable de la sonda demedida.
Presion usadaLo mismo que en Potencias usadas, pero referido a las Presiones inicial y final.
Piezas restantesPara cada electrodo, previsión del número de piezas completas que se pueden sol-dar todavía. Este resultado está determinado en función del número de puntos quefaltan hasta fin de Vida de electrodo y del parámetro Puntos por pieza. Si el resul-tado es mayor o igual que 100 se visualiza ‘>>‘.
Histórico de fallosCada código de fallo ocurrido se guarda con indicación de fecha y hora en la memo-ria del control. Se guardan los últimos 512 fallos. Pueden visualizarse mediante laFUNCION [73]: Fecha-Hora-Código de fallo.
ORDEN xx FUNCION 7324-07-95 13:00:25=83Termostato: 3-4/THYE15=0 ?
F[73]UPF-8
Figura 5-6 Histórico de fallosORDEN=0 muestra el fallo más reciente y ORDEN=511 el más antiguo guardado (siestá lleno). En las líneas de mensajes se describe el fallo.
Fecha-HoraMuestra la fecha en el orden Dia-Mes-Año y la hora: horas (24):minutos:segundos.Para modificar la fecha-hora: poner el control en modo programación y el cursor enel campo numérico DATO. La flecha-derecha permite seleccionar el camponumérico de fecha-hora, que será editado usando las teclas numéricas y la tecla E.
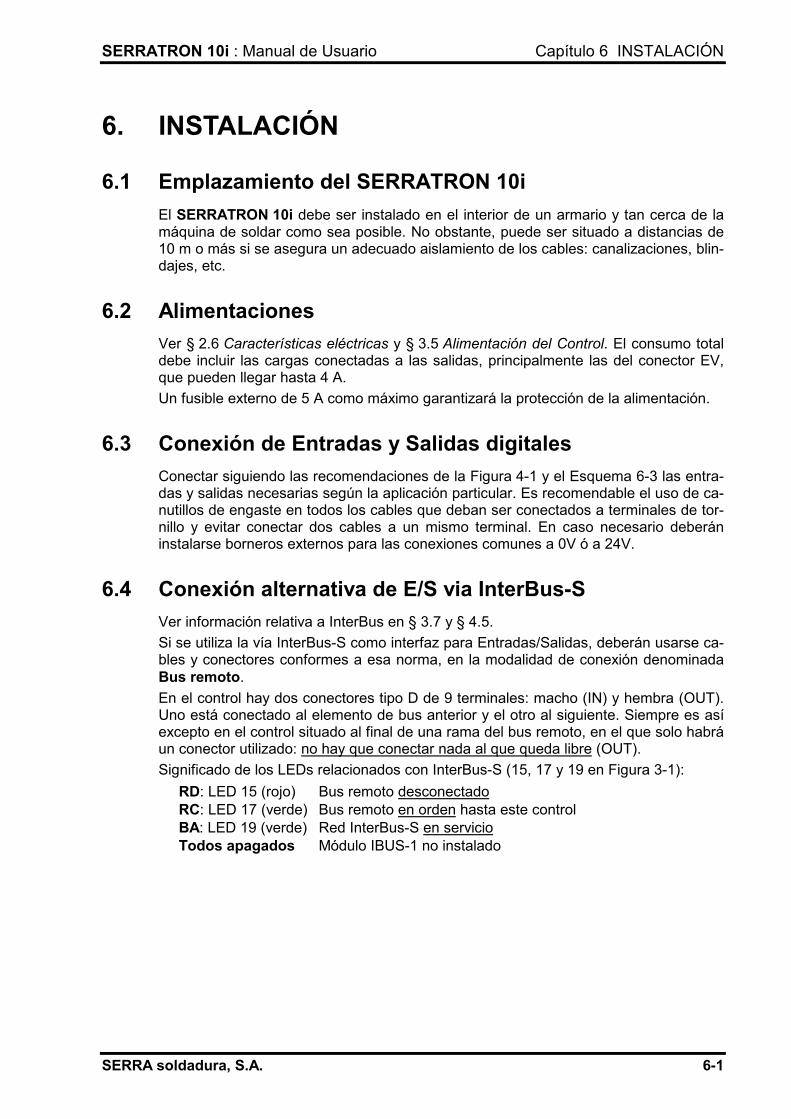
SERRATRON 10i : Manual de Usuario Capítulo 6 INSTALACIÓN
SERRA soldadura, S.A. 6-1
6. INSTALACIÓN
6.1 Emplazamiento del SERRATRON 10iEl SERRATRON 10i debe ser instalado en el interior de un armario y tan cerca de lamáquina de soldar como sea posible. No obstante, puede ser situado a distancias de10 m o más si se asegura un adecuado aislamiento de los cables: canalizaciones, blin-dajes, etc.
6.2 AlimentacionesVer § 2.6 Características eléctricas y § 3.5 Alimentación del Control. El consumo totaldebe incluir las cargas conectadas a las salidas, principalmente las del conector EV,que pueden llegar hasta 4 A.Un fusible externo de 5 A como máximo garantizará la protección de la alimentación.
6.3 Conexión de Entradas y Salidas digitalesConectar siguiendo las recomendaciones de la Figura 4-1 y el Esquema 6-3 las entra-das y salidas necesarias según la aplicación particular. Es recomendable el uso de ca-nutillos de engaste en todos los cables que deban ser conectados a terminales de tor-nillo y evitar conectar dos cables a un mismo terminal. En caso necesario deberáninstalarse borneros externos para las conexiones comunes a 0V ó a 24V.
6.4 Conexión alternativa de E/S via InterBus-SVer información relativa a InterBus en § 3.7 y § 4.5.Si se utiliza la vía InterBus-S como interfaz para Entradas/Salidas, deberán usarse ca-bles y conectores conformes a esa norma, en la modalidad de conexión denominadaBus remoto.En el control hay dos conectores tipo D de 9 terminales: macho (IN) y hembra (OUT).Uno está conectado al elemento de bus anterior y el otro al siguiente. Siempre es asíexcepto en el control situado al final de una rama del bus remoto, en el que solo habráun conector utilizado: no hay que conectar nada al que queda libre (OUT).Significado de los LEDs relacionados con InterBus-S (15, 17 y 19 en Figura 3-1):
• RD: LED 15 (rojo) Bus remoto desconectado• RC: LED 17 (verde) Bus remoto en orden hasta este control• BA: LED 19 (verde) Red InterBus-S en servicio• Todos apagados Módulo IBUS-1 no instalado
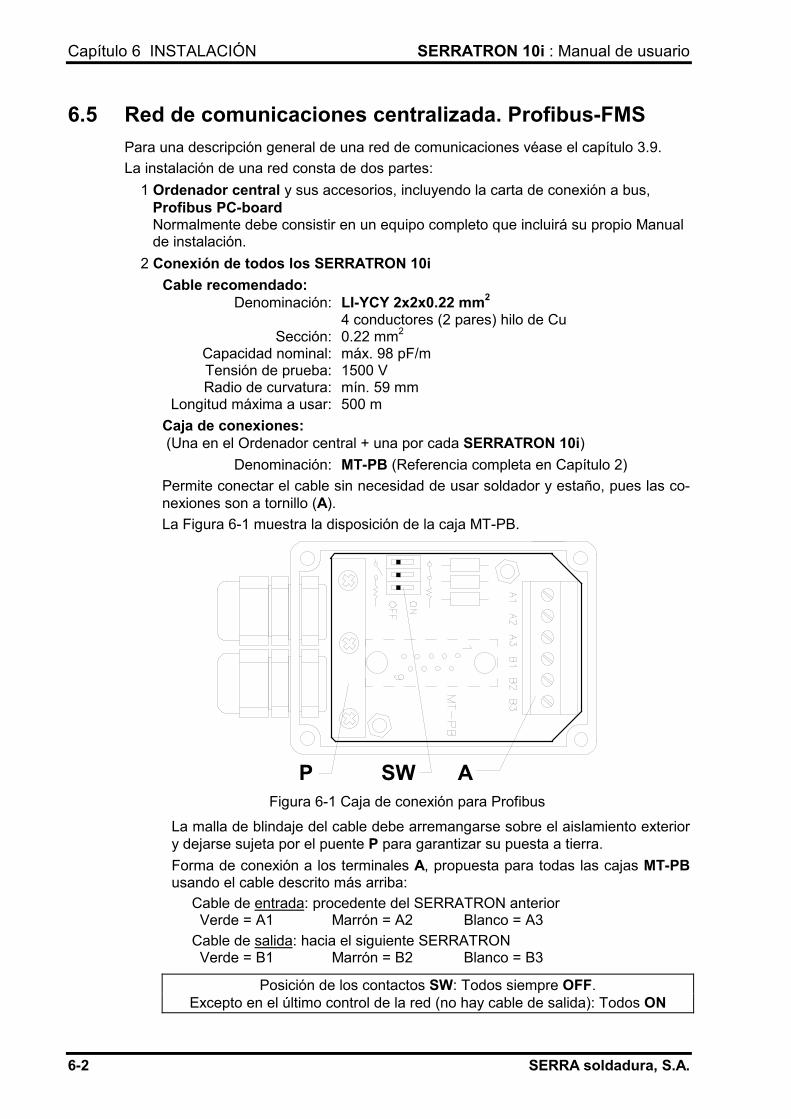
Capítulo 6 INSTALACIÓN SERRATRON 10i : Manual de usuario
6-2 SERRA soldadura, S.A.
6.5 Red de comunicaciones centralizada. Profibus-FMSPara una descripción general de una red de comunicaciones véase el capítulo 3.9.La instalación de una red consta de dos partes:
•1 Ordenador central y sus accesorios, incluyendo la carta de conexión a bus,Profibus PC-boardNormalmente debe consistir en un equipo completo que incluirá su propio Manualde instalación.
•2 Conexión de todos los SERRATRON 10i• Cable recomendado:
Denominación: LI-YCY 2x2x0.22 mm2
4 conductores (2 pares) hilo de CuSección: 0.22 mm2
Capacidad nominal: máx. 98 pF/mTensión de prueba: 1500 VRadio de curvatura: mín. 59 mm
Longitud máxima a usar: 500 m• Caja de conexiones:
(Una en el Ordenador central + una por cada SERRATRON 10i)Denominación: MT-PB (Referencia completa en Capítulo 2)
Permite conectar el cable sin necesidad de usar soldador y estaño, pues las co-nexiones son a tornillo (A).La Figura 6-1 muestra la disposición de la caja MT-PB.
P ASWFigura 6-1 Caja de conexión para Profibus
La malla de blindaje del cable debe arremangarse sobre el aislamiento exteriory dejarse sujeta por el puente P para garantizar su puesta a tierra.Forma de conexión a los terminales A, propuesta para todas las cajas MT-PBusando el cable descrito más arriba:
• Cable de entrada: procedente del SERRATRON anteriorVerde = A1 Marrón = A2 Blanco = A3
• Cable de salida: hacia el siguiente SERRATRONVerde = B1 Marrón = B2 Blanco = B3
Posición de los contactos SW: Todos siempre OFF.Excepto en el último control de la red (no hay cable de salida): Todos ON
SERRATRON 10i : Manual de Usuario Capítulo 6 INSTALACIÓN
SERRA soldadura, S.A. 6-3
6.6 Puesta en marchaLo que sigue es una guía en forma de ‘check list’ del proceso a seguir para la puestaen funcionamiento de un SERRATRON 10i, con indicación de los capítulos de esteManual donde se describe el concepto que se menciona en la lista.
Antes de aplicar tensión al control• 1 Alimentación del control (§ 3.5). Hay dos alternativas:
• 24Vcc externa: bornes 1 (+) y 5 (-) del conector PWR.• Por tensión de sincronismo de 27 Vca en bornes 1-2 del conector SYN
Debe estar montado el Módulo de Red MRED-1: Se reconocerá su existenciaporque al conectar la tensión de sincronismo, además del LED 26 de laFigura 3-1 (sincronismo) lucirá también el LED 27.
En cualquiera de ambos casos la tensión real de alimentación puede comprobar-se midiendo entre bornes 1 y 5 del conector PWR (¡Atención a la polaridad!).
• 2 Tensión de sincronismo (§ 3.5 y § 4.2.15):27 Vca entre bornes 1 y 2 del conector SYN en fase con la tensión que alimentaal Grupo de Tiristores a controlar.Esta tensión solo hace falta (si no se usa el Módulo de Red MRED-1) en el mo-mento de realizar ciclos de soldadura.
• 3 Conexión a tierra: borne 3 del conector SYN.El cable debe ser de color amarillo-verde y una sección mínima de 1.5 mm2.
• 4 Paro de emergencia: bornes 2-3-4 del conector PWR (§ 4.2.16).
• 5 Disyuntor: bornes 4-5-6 del conector SYN (§ 4.2.16 y § 4.3.13).• 6 Encendido de Tiristores: conector THY (§ 4.3.14, § 4.2.14 y § 4.2.17).
• Bornes 1 a 6: cuando hay un solo grupo de tiristores a controlar• Bornes 7 a 10: cuando hay 2 ó 3 grupos de tiristoresLos Termostato de los grupos 2 y 3 se conectarán en serie con el del grupo 1.Las conexiones de encendido y termostatos deben ser lo más cortas posible. Siel control no se instala junto a los grupos de tiristores los cables de encendidodeberán estar adecuadamente protegidos y separados de los cables de red y delresto del cableado.
• 7 Sondas de medida: conector CCS.Debe usarse cable trenzado (un par) y apantallado, con la pantalla puesta atierra únicamente en los terminales planos del Panel Frontal.Puede usarse el cable recomendado para ProfiBus-S (§ 6.5) u otro de mayorsección de Cu, o de mayor flexibilidad si ha de estar sometido permanentementea flexiones (robots).
• 8 Entradas/Salidas digitales:Conectores ENT (De § 4.2.1 a § 4.2.13), SAL y EV (De § 4.3.1 a § 4.3.12)• Marcha• Selección de Programa• Soldadura SI• Reset de Fallos, Contadores, Fresado, etc..• Electroválvulas• Fin de ciclo, etc.Puede observarse el estado actual de las 16 entradas con ayuda de la Unidadde Programación UPF-8, seleccionando la FUNCION[32], y el de las 12 salidasmediante la FUNCION[33]. En este último caso, los bits de salida 8, 9, 10 y 11muestran el estado de las salidas EV1, EV2, EV3 y EV4 respectivamente, y losbits de salida 12, 13, 14 y 15 no significan nada.
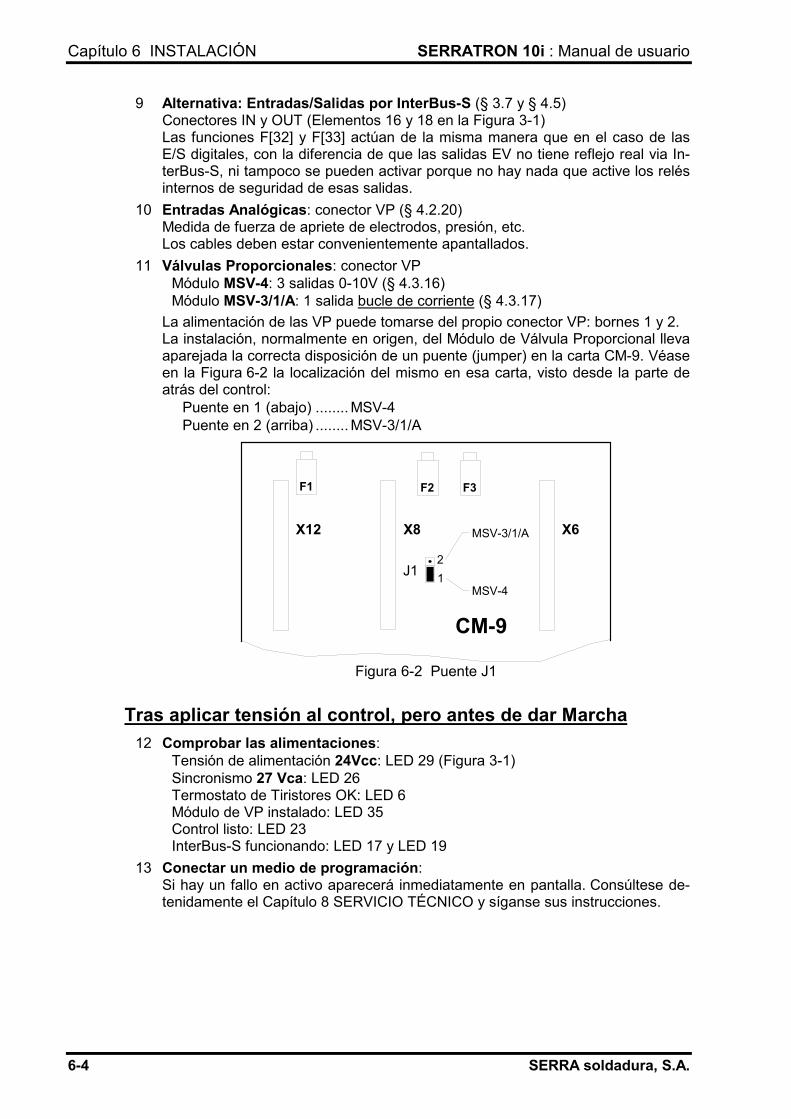
Capítulo 6 INSTALACIÓN SERRATRON 10i : Manual de usuario
6-4 SERRA soldadura, S.A.
• 9 Alternativa: Entradas/Salidas por InterBus-S (§ 3.7 y § 4.5)Conectores IN y OUT (Elementos 16 y 18 en la Figura 3-1)Las funciones F[32] y F[33] actúan de la misma manera que en el caso de lasE/S digitales, con la diferencia de que las salidas EV no tiene reflejo real via In-terBus-S, ni tampoco se pueden activar porque no hay nada que active los relésinternos de seguridad de esas salidas.
• 10 Entradas Analógicas: conector VP (§ 4.2.20)Medida de fuerza de apriete de electrodos, presión, etc.Los cables deben estar convenientemente apantallados.
• 11 Válvulas Proporcionales: conector VP• Módulo MSV-4: 3 salidas 0-10V (§ 4.3.16)• Módulo MSV-3/1/A: 1 salida bucle de corriente (§ 4.3.17)La alimentación de las VP puede tomarse del propio conector VP: bornes 1 y 2.La instalación, normalmente en origen, del Módulo de Válvula Proporcional llevaaparejada la correcta disposición de un puente (jumper) en la carta CM-9. Véaseen la Figura 6-2 la localización del mismo en esa carta, visto desde la parte deatrás del control:
• Puente en 1 (abajo) ........ MSV-4• Puente en 2 (arriba) ........ MSV-3/1/A
X8
CM-9
F2 F3
1J12
X6X12
F1
MSV-3/1/A
MSV-4
Figura 6-2 Puente J1
Tras aplicar tensión al control, pero antes de dar Marcha• 12 Comprobar las alimentaciones:
• Tensión de alimentación 24Vcc: LED 29 (Figura 3-1)• Sincronismo 27 Vca: LED 26• Termostato de Tiristores OK: LED 6• Módulo de VP instalado: LED 35• Control listo: LED 23• InterBus-S funcionando: LED 17 y LED 19
• 13 Conectar un medio de programación:Si hay un fallo en activo aparecerá inmediatamente en pantalla. Consúltese de-tenidamente el Capítulo 8 SERVICIO TÉCNICO y síganse sus instrucciones.
SERRATRON 10i : Manual de Usuario Capítulo 6 INSTALACIÓN
SERRA soldadura, S.A. 6-5
• 14 Borrado general de la memoria del control:• UPF-8: Mediante la secuencia de teclas F-5 7 estando en programación.
(F-5 : Pulsar tecla F y sin soltarla pulsar y soltar la tecla 5).• CPC-10i-V24: ¦• CPC-10i-FMS: ¦ Menú Fichero. Orden Borrar control.Si la orden se cumple aparecerá el código de fallo 85 como confirmación.No es necesario este paso si se procede a cargar los datos desde un fichero dedisco o mediante la función de copia de la UPF-8.
• 15 Programar la Configuración del control:• UPF-8: según § 7.2• CPC-10i-V24• CPC-10i-FMS
• 16 Programar parámetros de soldadura:• UPF-8: según § 7.3• CPC-10i-V24• CPC-10i-FMSParámetros de soldadura recomendados para la primera prueba:
Impulsos / F[10]=1, Soldadura 1 / F[04]=5, Potencia 1 (grados) / F[43]=0Desgaste / F[17]=0.
Al hacer un ciclo de soldaduraHay situaciones de fallo que solamente se producen o detectan tras el inicio de unciclo de soldadura (programa inexistente o con datos incorrectos, fallos de presión,falta de sincronismo de red, fallo de relés internos o en las sondas de medida decorriente, etc.), o bien al final del ciclo (fallos de soldadura, electrodo gastado, etc.).En todos esos casos consúltese detenidamente el Capítulo 8 SERVICIO TÉCNICO ysíganse sus instrucciones.• 17 Efectuar ciclos de soldadura (con pieza o con electrodos en cortocircuito):
La corriente medida F[27], así como la máxima calculada F[29] darán una ideade las corrientes mínima y máxima que la máquina puede suministrar en lascondiciones de soldadura del ensayo con los parámetros del •16. Hágansevarios ciclos de soldadura para confirmar los resultados.Si no hay sonda de medida o el valor medido es inferior a 1.5 kA se visualizará‘<<‘ y si el valor está fuera de margen por exceso ‘>>‘.Si no se altera el visualizador de corriente medida a pesar de tener la sondainstalada y apreciarse claramente que hay corriente de soldadura (calentamientode la pieza, ruido claramente audible, vibración del transformador de potencia ycables secundarios, etc.) hay que comprobar:• si la sonda está conectada a la entrada correcta del conector CCS,• si la corriente de soldadura fluye realmente a través de la sonda,• si hay continuidad en la sonda y sus cables de conexión. Esto se detectará pa-
sando al •18: al intentar soldar dará fallo de sonda.• 18 Prueba en kA y corriente constante:
• Programar una Potencia en kA (F[46]) superior a la medida en •17 en al menosun 10%.
• Programar tolerancias: F[24] y F[25] = 5.• Seleccionar Modo de potencias en corriente constante F[23]=2 y hacer un
nuevo ciclo de soldadura (con la pieza a soldar o chapas de probeta): lacorriente medida debe ser igual a la programada (+/- 0.1 kA). Si ello es así lamáquina está lista para ser programada con los valores definitivos.
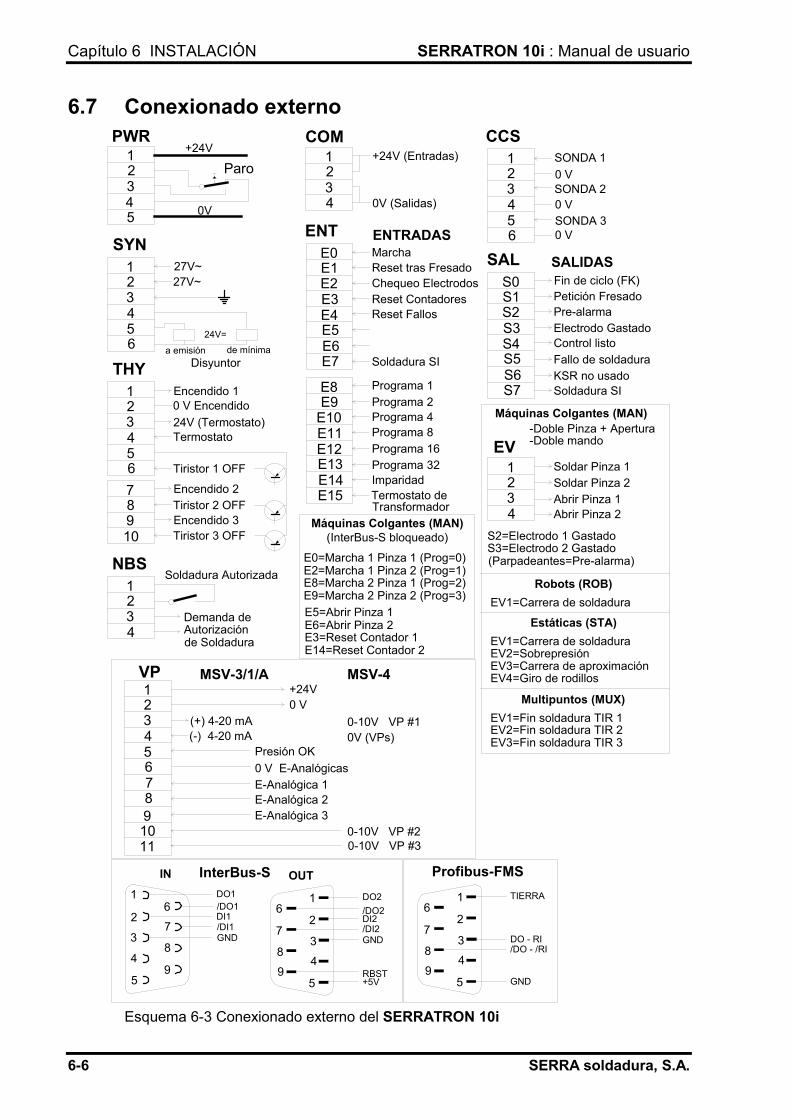
Capítulo 6 INSTALACIÓN SERRATRON 10i : Manual de usuario
6-6 SERRA soldadura, S.A.
6.7 Conexionado externo
12345
PWR COM+24V
0V
Paro
ENT
Demanda de
Encendido 1
4
123
E3
E0E1E2
E7
E4E5E6
E11
E8E9
E10
E15
E12E13E14
SYN
4
123
56
THY
4
123
56
10
789
NBS
4
123
de Soldadura
Soldadura Autorizada
0 V Encendido24V (Termostato)Termostato
Tiristor 1 OFF
Tiristor 2 OFF
Tiristor 3 OFF
Encendido 2
Encendido 3
CCS
4
123
56
SAL
S3
S0S1S2
S7
S4S5S6
4
123
EV
Fin de ciclo (FK)
MarchaReset tras FresadoChequeo ElectrodosReset Contadores
Soldadura SI
Reset Fallos
Programa 1
Programa 4Programa 8
Programa 2
Programa 16
ImparidadTermostato de
Programa 32
27V~27V~
Transformador
VP
4
123
8
567
91011
+24V
E-Analógica 1
Presión OK
0-10V VP #2
Petición Fresado
Electrodo GastadoControl listo
Pre-alarma
KSR no usadoSoldadura SI
Fallo de soldadura
ENTRADAS
SALIDAS
Autorización
0 V(+) 4-20 mA(-) 4-20 mA
0 V E-Analógicas
E-Analógica 2E-Analógica 3
0-10V VP #3
0-10V VP #1
MSV-3/1/A MSV-4
0V (VPs)
1
2
3
4
5
6
7
8
9
Profibus-FMS
/DO - /RI
TIERRA
GND
DO - RI
5
4
3
2
1
9
8
7
6
IN
DI1
DO1
/DI1
/DO1
GND
1
2
3
4
5
6
7
8
9
OUT
/DI2
DO2
DI2
GND
InterBus-S
+5V
/DO2
RBST
+24V (Entradas)
0V (Salidas)
SONDA 10 VSONDA 20 VSONDA 30 V
Soldar Pinza 1
Abrir Pinza 1Abrir Pinza 2
Soldar Pinza 2
Máquinas Colgantes (MAN)-Doble Pinza + Apertura-Doble mando
S2=Electrodo 1 GastadoS3=Electrodo 2 Gastado(Parpadeantes=Pre-alarma)
Estáticas (STA)EV1=Carrera de soldaduraEV2=SobrepresiónEV3=Carrera de aproximaciónEV4=Giro de rodillos
Multipuntos (MUX)EV1=Fin soldadura TIR 1EV2=Fin soldadura TIR 2EV3=Fin soldadura TIR 3
Robots (ROB)EV1=Carrera de soldadura
Máquinas Colgantes (MAN)(InterBus-S bloqueado)
E0=Marcha 1 Pinza 1 (Prog=0)E2=Marcha 1 Pinza 2 (Prog=1)E8=Marcha 2 Pinza 1 (Prog=2)E9=Marcha 2 Pinza 2 (Prog=3)E5=Abrir Pinza 1E6=Abrir Pinza 2E3=Reset Contador 1E14=Reset Contador 2
Disyuntora emisión
24V=de mínima
Esquema 6-3 Conexionado externo del SERRATRON 10i
SERRATRON 10i : Manual de Usuario Capítulo 7 PROGRAMACIÓN
SERRA soldadura, S.A. 7-1
7. PROGRAMACIÓNSe denomina programación al conjunto de operaciones destinadas a editar y alma-cenar en la memoria interna del control todos los parámetros necesarios para su fun-cionamiento correcto como controlador de procesos de soldadura.
Hay tres medios de programación:
• UPF-8
-Terminal de programación que se conecta al control vía canal serie V24.-Permite programar todos los parámetros.-Visualización de parámetros de uno en uno.-Salvaguarda de parámetros por batería para su copiado a otros controles.
• CPC-10i-V24
-PC-portátil dotado del paquete de programación CPC-10i conectado al controlvía canal serie V24, en lugar del terminal de programación UPF-8.
-Permite programar todos los parámetros.-Visualización simultánea en pantalla de todos los parámetros significativos deun programa de soldadura, así como muchos parámetros de configuración delcontrol.
-Uso de ‘menús’ de fácil interpretación y aprendizaje.-Permite la salvaguarda en disco duro y/o flexible de todos los parámetros de uncontrol, así como la obtención de listados impresos de los mismos o de otrasinformaciones extraíbles del control.
• CPC-10i-FMS (Profibus)
-Ordenador central tipo PC dotado del paquete de programación CPC-10iconectado al control vía canal serie Profibus-FMS.
-Programación centralizada de múltiples controles.-Todas las características del CPC-10i (V24).-Múltiples funciones adicionales: monitorización de soldaduras críticas, históricode fallos de todos los controles conectados a la red de programación centraliza-da, aviso de cambio de electrodos, etc.
Hay dos clases de parámetros desde el punto de vista de la programación:
• Parámetros de configuraciónSe trata de parámetros únicos o en número muy limitado, que afectan al funciona-miento del control de una manera general y se deben programar en primer lugardurante la fase de puesta en marcha, sin que ello quiera decir que no puedan sermodificados en cualquier momento.
• Parámetros dependientes de los programas de soldadura
Son parámetros múltiples pues hay tantos como ‘programas’ de soldadura: 64 enel SERRATRON 10i.Algunos parámetros, no obstante, se relacionan con los programas de soldaduraa través del parámetro Número de Electrodo, y en ese caso su número es igualal de electrodos ‘controlables’ que en este control son 15.Por ejemplo: hay 64 parámetros de tiempo de Apriete, Enfriamiento, etc., perosolamente hay 15 parámetros de Vida de Electrodo, Fresados admitidos, etc.
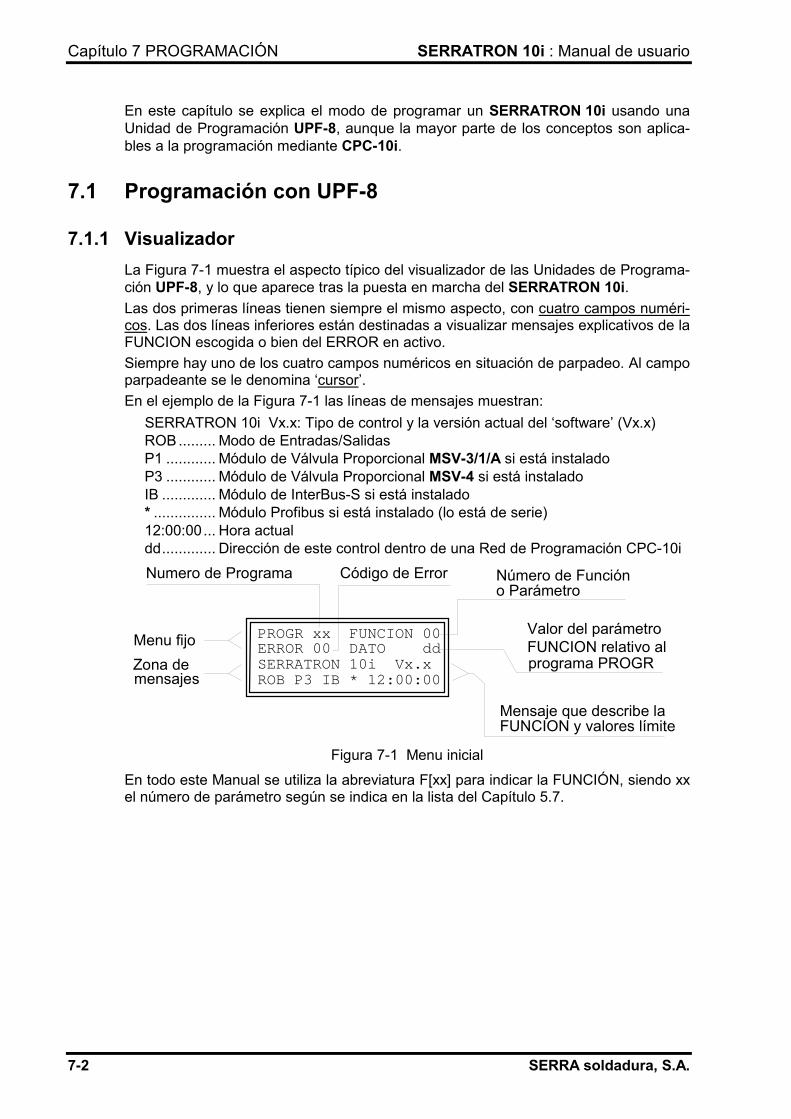
Capítulo 7 PROGRAMACIÓN SERRATRON 10i : Manual de usuario
7-2 SERRA soldadura, S.A.
En este capítulo se explica el modo de programar un SERRATRON 10i usando unaUnidad de Programación UPF-8, aunque la mayor parte de los conceptos son aplica-bles a la programación mediante CPC-10i.
7.1 Programación con UPF-8
7.1.1 VisualizadorLa Figura 7-1 muestra el aspecto típico del visualizador de las Unidades de Programa-ción UPF-8, y lo que aparece tras la puesta en marcha del SERRATRON 10i.Las dos primeras líneas tienen siempre el mismo aspecto, con cuatro campos numéri-cos. Las dos líneas inferiores están destinadas a visualizar mensajes explicativos de laFUNCION escogida o bien del ERROR en activo.Siempre hay uno de los cuatro campos numéricos en situación de parpadeo. Al campoparpadeante se le denomina ‘cursor’.En el ejemplo de la Figura 7-1 las líneas de mensajes muestran:
• SERRATRON 10i Vx.x: Tipo de control y la versión actual del ‘software’ (Vx.x)• ROB......... Modo de Entradas/Salidas• P1 ............ Módulo de Válvula Proporcional MSV-3/1/A si está instalado• P3 ............ Módulo de Válvula Proporcional MSV-4 si está instalado• IB ............. Módulo de InterBus-S si está instalado• * ............... Módulo Profibus si está instalado (lo está de serie)• 12:00:00... Hora actual• dd............. Dirección de este control dentro de una Red de Programación CPC-10i
PROGR xx FUNCION 00ERROR 00 DATO ddSERRATRON 10i Vx.xROB P3 IB * 12:00:00
Numero de Programa
Menu fijoZona demensajes
Número de Función
Valor del parámetro
Código de Erroro Parámetro
FUNCION relativo alprograma PROGR
Mensaje que describe laFUNCION y valores límite
Figura 7-1 Menu inicial
En todo este Manual se utiliza la abreviatura F[xx] para indicar la FUNCIÓN, siendo xxel número de parámetro según se indica en la lista del Capítulo 5.7.
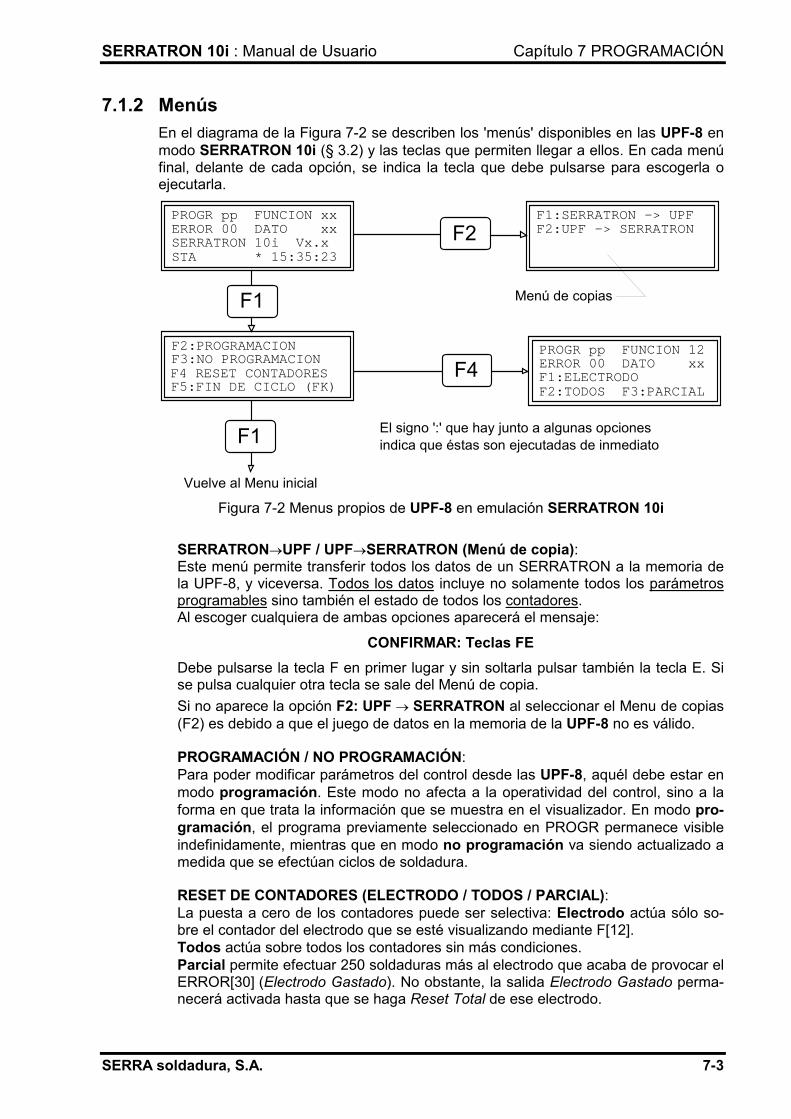
SERRATRON 10i : Manual de Usuario Capítulo 7 PROGRAMACIÓN
SERRA soldadura, S.A. 7-3
7.1.2 MenúsEn el diagrama de la Figura 7-2 se describen los 'menús' disponibles en las UPF-8 enmodo SERRATRON 10i (§ 3.2) y las teclas que permiten llegar a ellos. En cada menúfinal, delante de cada opción, se indica la tecla que debe pulsarse para escogerla oejecutarla.
PROGR pp FUNCION xxERROR 00 DATO xxSERRATRON 10i Vx.xSTA * 15:35:23
F3:NO PROGRAMACIONF2:PROGRAMACION
F5:FIN DE CICLO (FK)F4 RESET CONTADORES
F1:SERRATRON -> UPFF2:UPF -> SERRATRONF2
PROGR pp FUNCION 12ERROR 00 DATO xxF1:ELECTRODOF2:TODOS F3:PARCIAL
F4
F1
Vuelve al Menu inicial
El signo ':' que hay junto a algunas opcionesindica que éstas son ejecutadas de inmediato F1
Menú de copias
Figura 7-2 Menus propios de UPF-8 en emulación SERRATRON 10i
• SERRATRON→UPF / UPF→SERRATRON (Menú de copia):Este menú permite transferir todos los datos de un SERRATRON a la memoria dela UPF-8, y viceversa. Todos los datos incluye no solamente todos los parámetrosprogramables sino también el estado de todos los contadores.Al escoger cualquiera de ambas opciones aparecerá el mensaje:
CONFIRMAR: Teclas FEDebe pulsarse la tecla F en primer lugar y sin soltarla pulsar también la tecla E. Sise pulsa cualquier otra tecla se sale del Menú de copia.Si no aparece la opción F2: UPF → SERRATRON al seleccionar el Menu de copias(F2) es debido a que el juego de datos en la memoria de la UPF-8 no es válido.
• PROGRAMACIÓN / NO PROGRAMACIÓN:Para poder modificar parámetros del control desde las UPF-8, aquél debe estar enmodo programación. Este modo no afecta a la operatividad del control, sino a laforma en que trata la información que se muestra en el visualizador. En modo pro-gramación, el programa previamente seleccionado en PROGR permanece visibleindefinidamente, mientras que en modo no programación va siendo actualizado amedida que se efectúan ciclos de soldadura.
• RESET DE CONTADORES (ELECTRODO / TODOS / PARCIAL):La puesta a cero de los contadores puede ser selectiva: Electrodo actúa sólo so-bre el contador del electrodo que se esté visualizando mediante F[12].Todos actúa sobre todos los contadores sin más condiciones.Parcial permite efectuar 250 soldaduras más al electrodo que acaba de provocar elERROR[30] (Electrodo Gastado). No obstante, la salida Electrodo Gastado perma-necerá activada hasta que se haga Reset Total de ese electrodo.
Capítulo 7 PROGRAMACIÓN SERRATRON 10i : Manual de usuario
7-4 SERRA soldadura, S.A.
• FIN DE CICLO (FK):Activa la salida Fin de ciclo (SAL-S0) durante 0.5 segundos.
7.1.3 Uso del tecladoLas teclas de flecha permiten cambiar la posición del 'cursor'.Las teclas '+' y '-' incrementan/decrementan en una unidad el valor del campo numéri-co activo.Las teclas numéricas '0'...'9' modifican el valor del campo numérico cuando ello estápermitido. ERROR no es modificable en ningún caso, mientras que DATO lo es cuan-do el control está en programación.La tecla 'C' pone a cero el campo numérico si el valor 0 es admisible. En el caso deERROR es equivalente a pulsar el mando de Reset de Fallo.La tecla 'E' se utiliza para validar el valor numérico existente en la posición actual delcursor. Si éste campo es DATO y el control está en programación, el valor de DATOqueda guardado en la memoria del control de forma permanente cuando se pulsa 'E'.La tecla 'F' se utiliza para funciones especiales, siempre en combinación con otras te-clas. Son las siguientes:
• F-? .......Reset de UPF-8• F-F5 .....Activa/Desactiva sonido audible a cada pulsación de tecla• F-5, 6 ...Activa programación• F-5, 5 ...Desactiva programación
• La indicación de la forma F-5 significa que hay que pulsar y soltar la tecla 5mientras se mantiene pulsada la tecla F.
• No debe confundirse la orden F-5 con la tecla F5
7.1.4 Posicionamiento automático del cursorSi se pulsa 'E' estando el control en programación y el cursor en PROGR, se inicia unproceso de posicionamiento automática del cursor (PAC) que permitirá recorrer to-dos los parámetros necesarios sin tener que usar más teclas que las numéricas y lade validación 'E'.También se inicia ese proceso al pulsar 'E' estando el cursor en FUNCIÓN si ésta es[12] Electrodo, [17] Desgaste de Electrodo, [21] Tiristores, [27] Corriente medida enSO1, [30] Modo de E/S y [90] Idioma.En cuanto se pulsa cualquier tecla de flecha se interrumpe la función PAC.
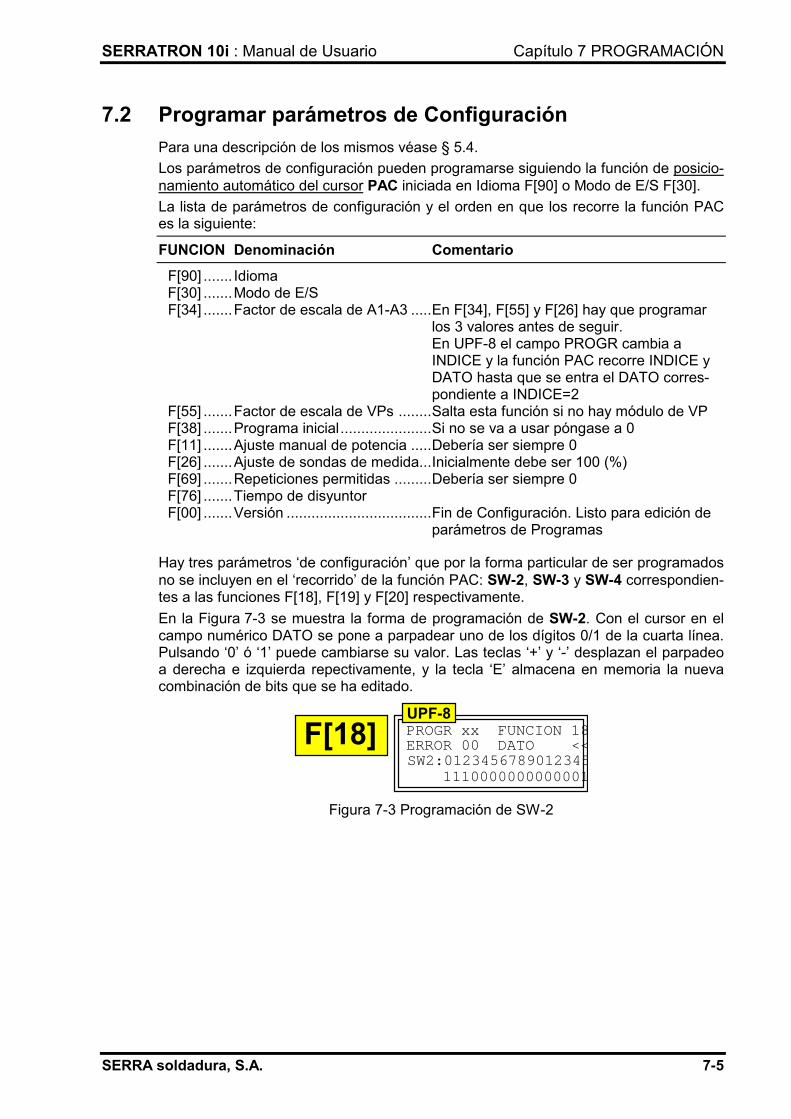
SERRATRON 10i : Manual de Usuario Capítulo 7 PROGRAMACIÓN
SERRA soldadura, S.A. 7-5
7.2 Programar parámetros de ConfiguraciónPara una descripción de los mismos véase § 5.4.Los parámetros de configuración pueden programarse siguiendo la función de posicio-namiento automático del cursor PAC iniciada en Idioma F[90] o Modo de E/S F[30].La lista de parámetros de configuración y el orden en que los recorre la función PACes la siguiente:
FUNCION Denominación Comentario
F[90] ....... IdiomaF[30] .......Modo de E/SF[34] .......Factor de escala de A1-A3 .....En F[34], F[55] y F[26] hay que programar
los 3 valores antes de seguir.En UPF-8 el campo PROGR cambia aINDICE y la función PAC recorre INDICE yDATO hasta que se entra el DATO corres-pondiente a INDICE=2
F[55] .......Factor de escala de VPs ........Salta esta función si no hay módulo de VPF[38] .......Programa inicial......................Si no se va a usar póngase a 0F[11] .......Ajuste manual de potencia .....Debería ser siempre 0F[26] .......Ajuste de sondas de medida...Inicialmente debe ser 100 (%)F[69] .......Repeticiones permitidas .........Debería ser siempre 0F[76] .......Tiempo de disyuntorF[00] .......Versión ...................................Fin de Configuración. Listo para edición de
parámetros de Programas
Hay tres parámetros ‘de configuración’ que por la forma particular de ser programadosno se incluyen en el ‘recorrido’ de la función PAC: SW-2, SW-3 y SW-4 correspondien-tes a las funciones F[18], F[19] y F[20] respectivamente.En la Figura 7-3 se muestra la forma de programación de SW-2. Con el cursor en elcampo numérico DATO se pone a parpadear uno de los dígitos 0/1 de la cuarta línea.Pulsando ‘0’ ó ‘1’ puede cambiarse su valor. Las teclas ‘+’ y ‘-’ desplazan el parpadeoa derecha e izquierda repectivamente, y la tecla ‘E’ almacena en memoria la nuevacombinación de bits que se ha editado.
PROGR xx FUNCION 18ERROR 00 DATO <<SW2:0123456789012345 1110000000000001
F[18]UPF-8
Figura 7-3 Programación de SW-2
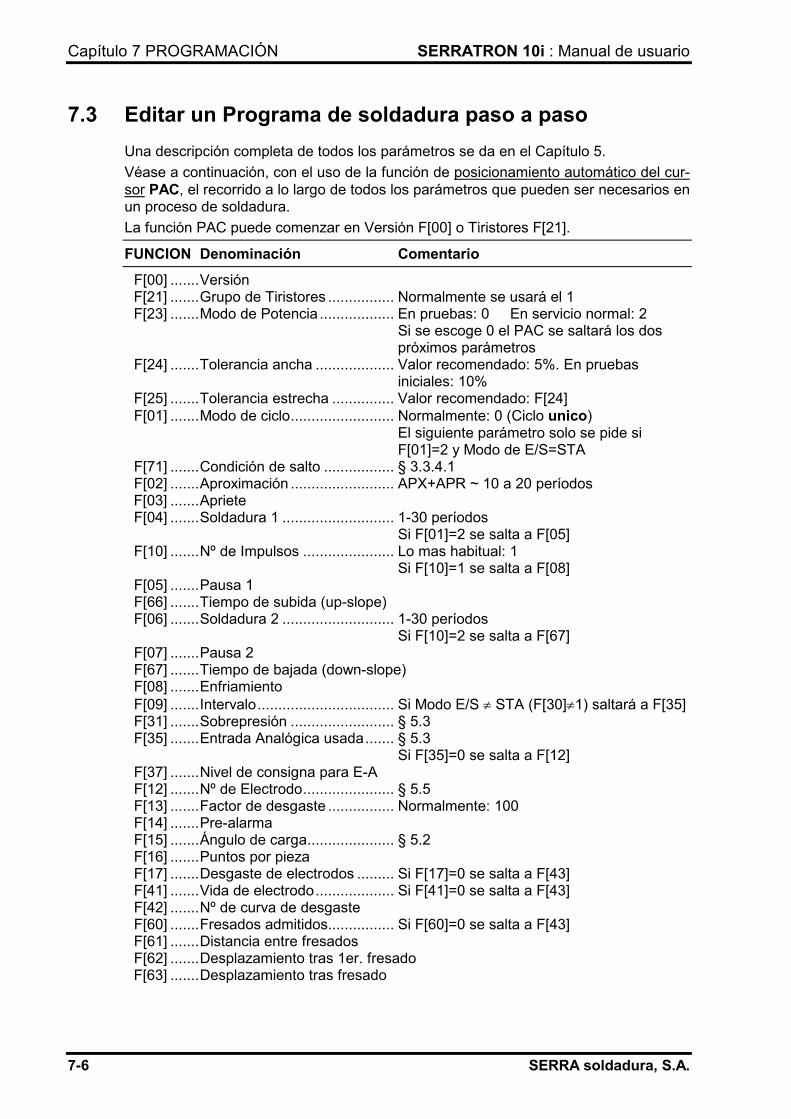
Capítulo 7 PROGRAMACIÓN SERRATRON 10i : Manual de usuario
7-6 SERRA soldadura, S.A.
7.3 Editar un Programa de soldadura paso a pasoUna descripción completa de todos los parámetros se da en el Capítulo 5.Véase a continuación, con el uso de la función de posicionamiento automático del cur-sor PAC, el recorrido a lo largo de todos los parámetros que pueden ser necesarios enun proceso de soldadura.La función PAC puede comenzar en Versión F[00] o Tiristores F[21].
FUNCION Denominación Comentario
F[00] .......VersiónF[21] .......Grupo de Tiristores ................ Normalmente se usará el 1F[23] .......Modo de Potencia .................. En pruebas: 0 En servicio normal: 2
Si se escoge 0 el PAC se saltará los dospróximos parámetros
F[24] .......Tolerancia ancha ................... Valor recomendado: 5%. En pruebasiniciales: 10%
F[25] .......Tolerancia estrecha ............... Valor recomendado: F[24]F[01] .......Modo de ciclo......................... Normalmente: 0 (Ciclo unico)
El siguiente parámetro solo se pide siF[01]=2 y Modo de E/S=STA
F[71] .......Condición de salto ................. § 3.3.4.1F[02] .......Aproximación ......................... APX+APR ~ 10 a 20 períodosF[03] .......AprieteF[04] .......Soldadura 1 ........................... 1-30 períodos
Si F[01]=2 se salta a F[05]F[10] .......Nº de Impulsos ...................... Lo mas habitual: 1
Si F[10]=1 se salta a F[08]F[05] .......Pausa 1F[66] .......Tiempo de subida (up-slope)F[06] .......Soldadura 2 ........................... 1-30 períodos
Si F[10]=2 se salta a F[67]F[07] .......Pausa 2F[67] .......Tiempo de bajada (down-slope)F[08] .......EnfriamientoF[09] .......Intervalo................................. Si Modo E/S ≠ STA (F[30]≠1) saltará a F[35]F[31] .......Sobrepresión ......................... § 5.3F[35] .......Entrada Analógica usada....... § 5.3
Si F[35]=0 se salta a F[12]F[37] .......Nivel de consigna para E-AF[12] .......Nº de Electrodo...................... § 5.5F[13] .......Factor de desgaste ................ Normalmente: 100F[14] .......Pre-alarmaF[15] .......Ángulo de carga..................... § 5.2F[16] .......Puntos por piezaF[17] .......Desgaste de electrodos ......... Si F[17]=0 se salta a F[43]F[41] .......Vida de electrodo................... Si F[41]=0 se salta a F[43]F[42] .......Nº de curva de desgasteF[60] .......Fresados admitidos................ Si F[60]=0 se salta a F[43]F[61] .......Distancia entre fresadosF[62] .......Desplazamiento tras 1er. fresadoF[63] .......Desplazamiento tras fresado
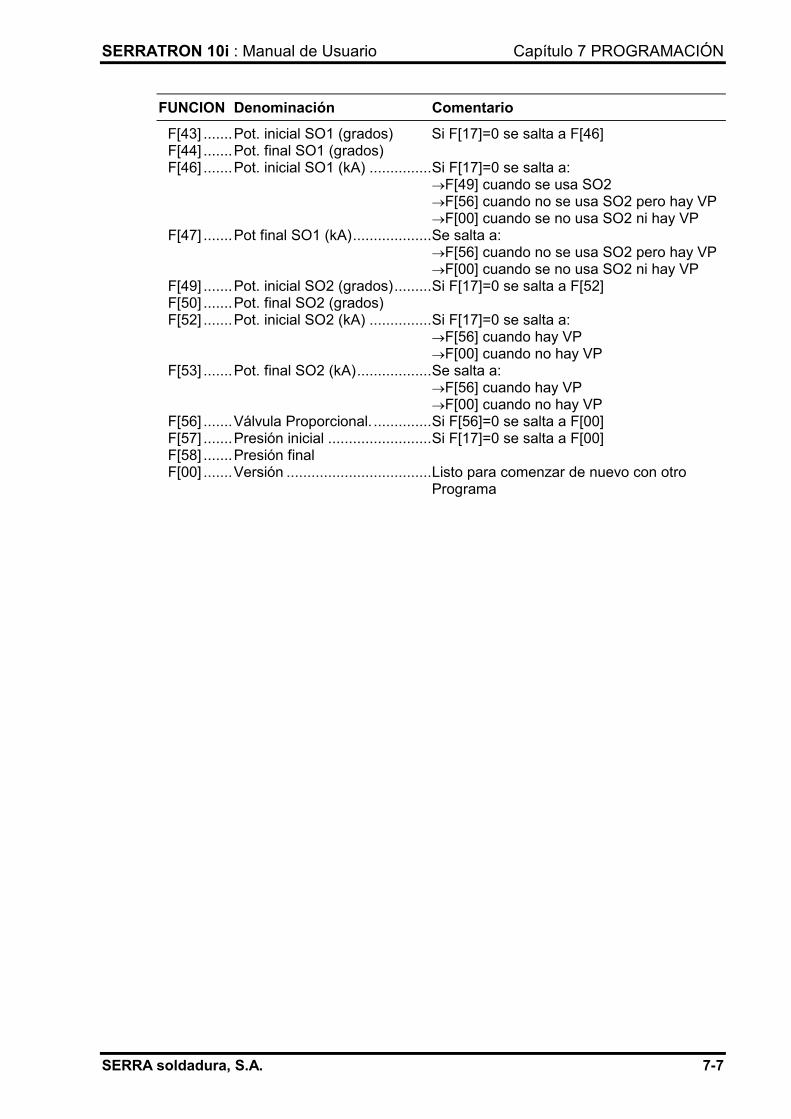
SERRATRON 10i : Manual de Usuario Capítulo 7 PROGRAMACIÓN
SERRA soldadura, S.A. 7-7
FUNCION Denominación Comentario
F[43] .......Pot. inicial SO1 (grados) Si F[17]=0 se salta a F[46]F[44] .......Pot. final SO1 (grados)F[46] .......Pot. inicial SO1 (kA) ...............Si F[17]=0 se salta a:
→F[49] cuando se usa SO2→F[56] cuando no se usa SO2 pero hay VP→F[00] cuando se no usa SO2 ni hay VP
F[47] .......Pot final SO1 (kA)...................Se salta a:→F[56] cuando no se usa SO2 pero hay VP→F[00] cuando se no usa SO2 ni hay VP
F[49] .......Pot. inicial SO2 (grados).........Si F[17]=0 se salta a F[52]F[50] .......Pot. final SO2 (grados)F[52] .......Pot. inicial SO2 (kA) ...............Si F[17]=0 se salta a:
→F[56] cuando hay VP→F[00] cuando no hay VP
F[53] .......Pot. final SO2 (kA)..................Se salta a:→F[56] cuando hay VP→F[00] cuando no hay VP
F[56] .......Válvula Proporcional. ..............Si F[56]=0 se salta a F[00]F[57] .......Presión inicial .........................Si F[17]=0 se salta a F[00]F[58] .......Presión finalF[00] .......Versión ...................................Listo para comenzar de nuevo con otro
Programa
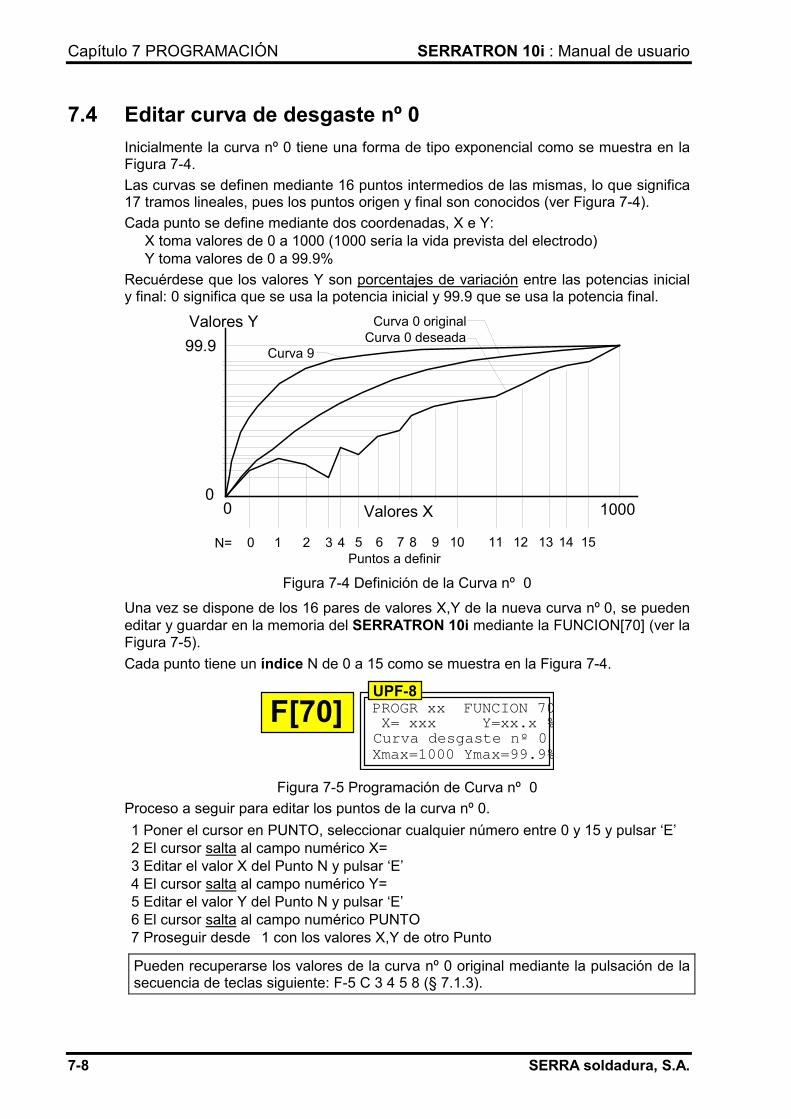
Capítulo 7 PROGRAMACIÓN SERRATRON 10i : Manual de usuario
7-8 SERRA soldadura, S.A.
7.4 Editar curva de desgaste nº 0Inicialmente la curva nº 0 tiene una forma de tipo exponencial como se muestra en laFigura 7-4.Las curvas se definen mediante 16 puntos intermedios de las mismas, lo que significa17 tramos lineales, pues los puntos origen y final son conocidos (ver Figura 7-4).Cada punto se define mediante dos coordenadas, X e Y:
• X toma valores de 0 a 1000 (1000 sería la vida prevista del electrodo)• Y toma valores de 0 a 99.9%
Recuérdese que los valores Y son porcentajes de variación entre las potencias inicialy final: 0 significa que se usa la potencia inicial y 99.9 que se usa la potencia final.
Valores X
Curva 0 original
Curva 9
100000
99.9 Curva 0 deseadaValores Y
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15Puntos a definir
N=
Figura 7-4 Definición de la Curva nº 0
Una vez se dispone de los 16 pares de valores X,Y de la nueva curva nº 0, se puedeneditar y guardar en la memoria del SERRATRON 10i mediante la FUNCION[70] (ver laFigura 7-5).Cada punto tiene un índice N de 0 a 15 como se muestra en la Figura 7-4.
PROGR xx FUNCION 70 X= xxx Y=xx.x %Curva desgaste nº 0Xmax=1000 Ymax=99.9%
F[70]UPF-8
Figura 7-5 Programación de Curva nº 0Proceso a seguir para editar los puntos de la curva nº 0.•1 Poner el cursor en PUNTO, seleccionar cualquier número entre 0 y 15 y pulsar ‘E’•2 El cursor salta al campo numérico X=•3 Editar el valor X del Punto N y pulsar ‘E’•4 El cursor salta al campo numérico Y=•5 Editar el valor Y del Punto N y pulsar ‘E’•6 El cursor salta al campo numérico PUNTO•7 Proseguir desde •1 con los valores X,Y de otro Punto
Pueden recuperarse los valores de la curva nº 0 original mediante la pulsación de lasecuencia de teclas siguiente: F-5 C 3 4 5 8 (§ 7.1.3).
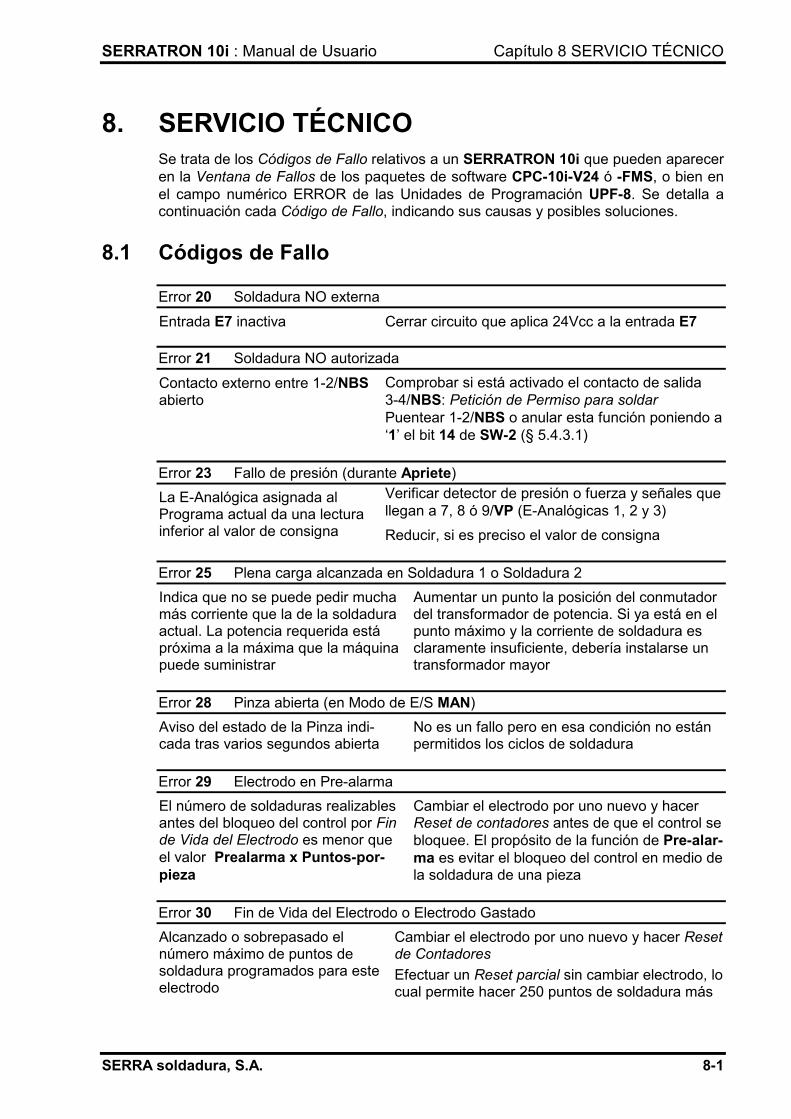
SERRATRON 10i : Manual de Usuario Capítulo 8 SERVICIO TÉCNICO
SERRA soldadura, S.A. 8-1
8. SERVICIO TÉCNICOSe trata de los Códigos de Fallo relativos a un SERRATRON 10i que pueden apareceren la Ventana de Fallos de los paquetes de software CPC-10i-V24 ó -FMS, o bien enel campo numérico ERROR de las Unidades de Programación UPF-8. Se detalla acontinuación cada Código de Fallo, indicando sus causas y posibles soluciones.
8.1 Códigos de Fallo
Error 20 Soldadura NO externa
Entrada E7 inactiva Cerrar circuito que aplica 24Vcc a la entrada E7
Error 21 Soldadura NO autorizada
Contacto externo entre 1-2/NBSabierto
Comprobar si está activado el contacto de salida3-4/NBS: Petición de Permiso para soldarPuentear 1-2/NBS o anular esta función poniendo a‘1’ el bit 14 de SW-2 (§ 5.4.3.1)
Error 23 Fallo de presión (durante Apriete)La E-Analógica asignada alPrograma actual da una lectura
Verificar detector de presión o fuerza y señales quellegan a 7, 8 ó 9/VP (E-Analógicas 1, 2 y 3)
inferior al valor de consigna Reducir, si es preciso el valor de consigna
Error 25 Plena carga alcanzada en Soldadura 1 o Soldadura 2Indica que no se puede pedir muchamás corriente que la de la soldaduraactual. La potencia requerida estápróxima a la máxima que la máquinapuede suministrar
Aumentar un punto la posición del conmutadordel transformador de potencia. Si ya está en elpunto máximo y la corriente de soldadura esclaramente insuficiente, debería instalarse untransformador mayor
Error 28 Pinza abierta (en Modo de E/S MAN)Aviso del estado de la Pinza indi-cada tras varios segundos abierta
No es un fallo pero en esa condición no estánpermitidos los ciclos de soldadura
Error 29 Electrodo en Pre-alarmaEl número de soldaduras realizablesantes del bloqueo del control por Finde Vida del Electrodo es menor queel valor Prealarma x Puntos-por-pieza
Cambiar el electrodo por uno nuevo y hacerReset de contadores antes de que el control sebloquee. El propósito de la función de Pre-alar-ma es evitar el bloqueo del control en medio dela soldadura de una pieza
Error 30 Fin de Vida del Electrodo o Electrodo GastadoAlcanzado o sobrepasado elnúmero máximo de puntos de
Cambiar el electrodo por uno nuevo y hacer Resetde Contadores
soldadura programados para esteelectrodo
Efectuar un Reset parcial sin cambiar electrodo, locual permite hacer 250 puntos de soldadura más
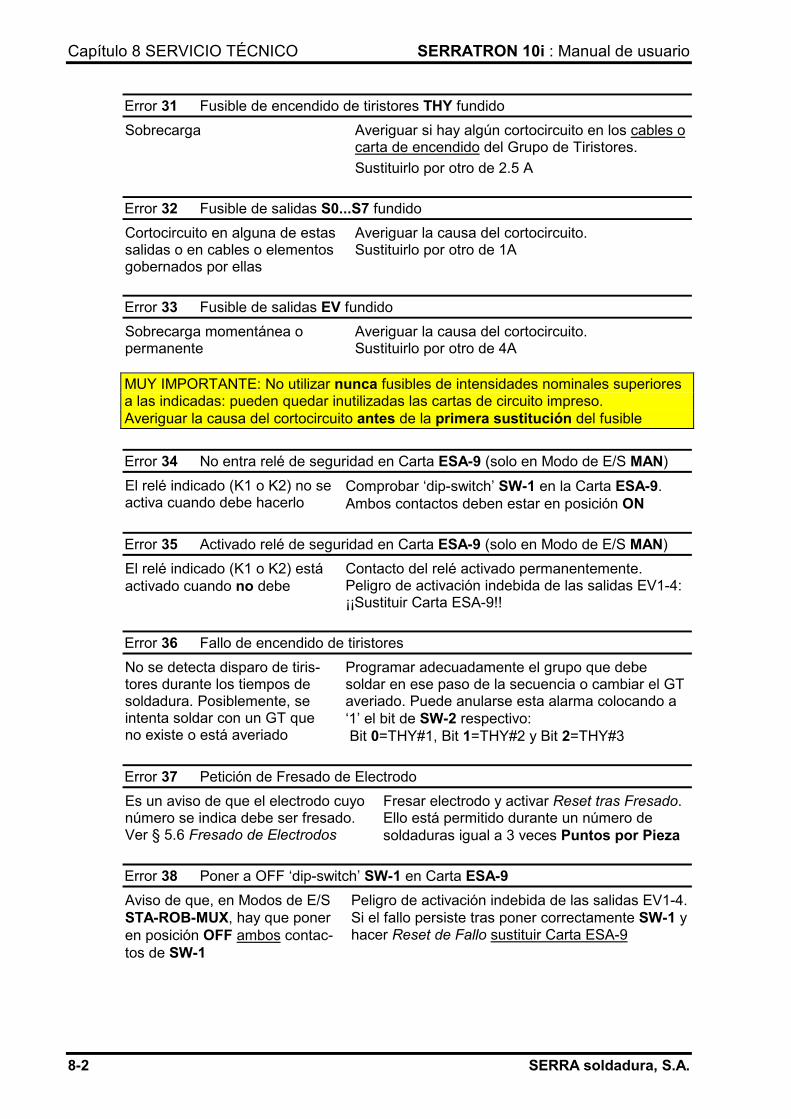
Capítulo 8 SERVICIO TÉCNICO SERRATRON 10i : Manual de usuario
8-2 SERRA soldadura, S.A.
Error 31 Fusible de encendido de tiristores THY fundidoSobrecarga Averiguar si hay algún cortocircuito en los cables o
carta de encendido del Grupo de Tiristores.Sustituirlo por otro de 2.5 A
Error 32 Fusible de salidas S0...S7 fundidoCortocircuito en alguna de estassalidas o en cables o elementosgobernados por ellas
Averiguar la causa del cortocircuito.Sustituirlo por otro de 1A
Error 33 Fusible de salidas EV fundidoSobrecarga momentánea opermanente
Averiguar la causa del cortocircuito.Sustituirlo por otro de 4A
MUY IMPORTANTE: No utilizar nunca fusibles de intensidades nominales superioresa las indicadas: pueden quedar inutilizadas las cartas de circuito impreso.Averiguar la causa del cortocircuito antes de la primera sustitución del fusible
Error 34 No entra relé de seguridad en Carta ESA-9 (solo en Modo de E/S MAN)El relé indicado (K1 o K2) no seactiva cuando debe hacerlo
Comprobar ‘dip-switch’ SW-1 en la Carta ESA-9.Ambos contactos deben estar en posición ON
Error 35 Activado relé de seguridad en Carta ESA-9 (solo en Modo de E/S MAN)El relé indicado (K1 o K2) estáactivado cuando no debe
Contacto del relé activado permanentemente.Peligro de activación indebida de las salidas EV1-4:¡¡Sustituir Carta ESA-9!!
Error 36 Fallo de encendido de tiristoresNo se detecta disparo de tiris-tores durante los tiempos desoldadura. Posiblemente, seintenta soldar con un GT queno existe o está averiado
Programar adecuadamente el grupo que debesoldar en ese paso de la secuencia o cambiar el GTaveriado. Puede anularse esta alarma colocando a‘1’ el bit de SW-2 respectivo: Bit 0=THY#1, Bit 1=THY#2 y Bit 2=THY#3
Error 37 Petición de Fresado de ElectrodoEs un aviso de que el electrodo cuyonúmero se indica debe ser fresado.Ver § 5.6 Fresado de Electrodos
Fresar electrodo y activar Reset tras Fresado.Ello está permitido durante un número desoldaduras igual a 3 veces Puntos por Pieza
Error 38 Poner a OFF ‘dip-switch’ SW-1 en Carta ESA-9Aviso de que, en Modos de E/SSTA-ROB-MUX, hay que poneren posición OFF ambos contac-tos de SW-1
Peligro de activación indebida de las salidas EV1-4.Si el fallo persiste tras poner correctamente SW-1 yhacer Reset de Fallo sustituir Carta ESA-9

SERRATRON 10i : Manual de Usuario Capítulo 8 SERVICIO TÉCNICO
SERRA soldadura, S.A. 8-3
Error 40 Fallo canal serie V24. Control ↔ UPF-8 / PCCable defectuoso o conector flojo Comprobar cable de conexión (Ver Figura 3-13 y
Figura 3-14)Puerto V24 del control averiado Si con otra UPF-8 prosigue el fallo, cambiar controlPuerto V24 de la UPF-8 averiado Si con otra UPF-8 desaparece el fallo, sustituirla
Error 41 Fallo canal serie InterBus-SCables defectuosos o sueltos Comprobar cables de conexión. Ver también § 6.4
Error 42 Fallo PROFIBUS-FMSCable defectuoso o conectorflojo
Comprobar cable de conexión según Norma Profi-bus (soldaduras, blindajes, resistencia terminal, ...)
Caja de conexión MT-PB malinstalada o defectuosa
Asegurarse que está perfectamente enchufada yconectada según § 6.5
Resistencias terminales noconectadas
Hágase solamente en el último módulo MT-PB de lared Profibus (los 3 contactos del dip-switch a ON)
Error 43 Fallo de sincronismo de red (no luce el LED del conector SYN)No hay tensión de sincronismode red (27Vca entre 1-2 deSYN) y se intenta hacer unasoldadura
Comprobarlo. Verificar transformador de sincronis-mo externo. Fusibles.Rearmar disyuntor
Error 48 No entra relé de seguridad en Carta ESA-9 (en Modo STA-ROB-MUX)El relé indicado (K1 o K2) no seactiva cuando debe hacerlo
Comprobar ‘dip-switch’ SW-1 en la Carta ESA-9:ambos contactos deben estar en posición OFF.Sustituir Carta ESA-9 si el fallo persiste
Error 49 Activado relé de seguridad en Carta ESA-9 (en Modo STA-ROB-MUX)El relé indicado (K1 o K2) estáactivado cuando no debe
Comprobar ‘dip-switch’ SW-1 en la Carta ESA-9:ambos contactos deben estar en posición OFF.Peligro de activación indebida de las salidas EV1-4:¡¡Sustituir Carta ESA-9!!
Error 50 Circuito de medida de corriente abierto (al activar Marcha)
Conector CCS no conectado ComprobarloCable de la sonda o la propiasonda cortados
La resistencia total cable+sonda debe ser menorque 200 Ω
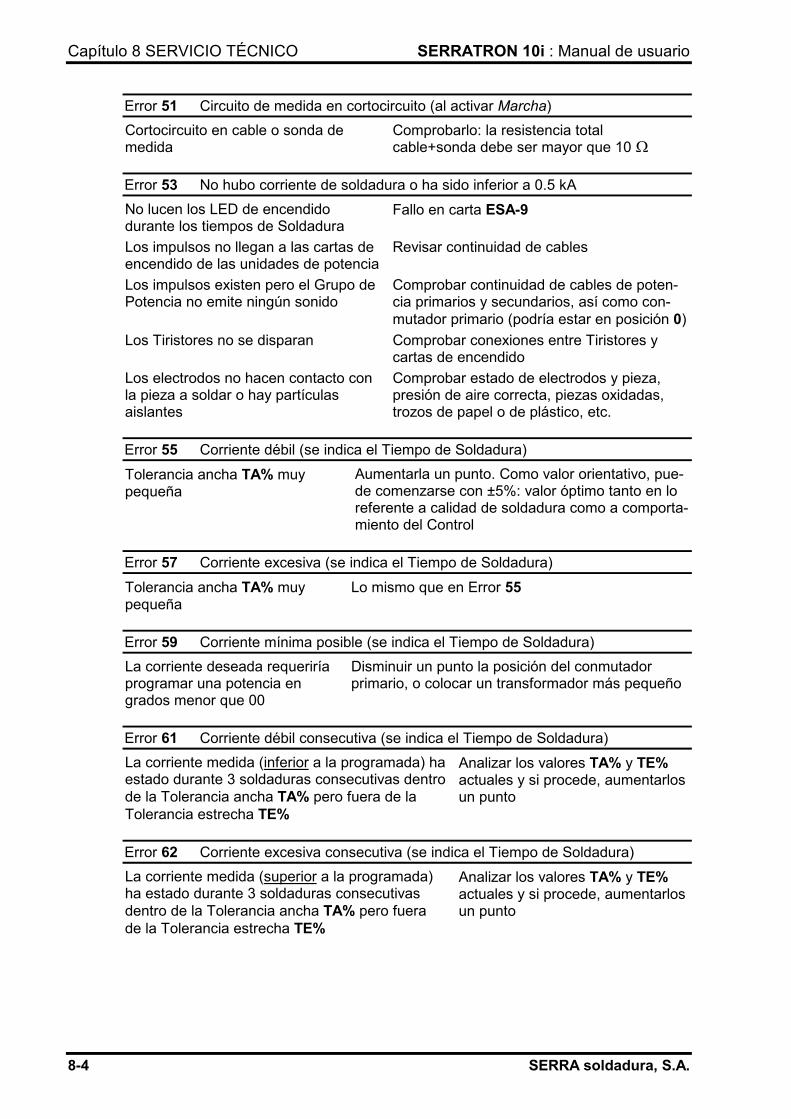
Capítulo 8 SERVICIO TÉCNICO SERRATRON 10i : Manual de usuario
8-4 SERRA soldadura, S.A.
Error 51 Circuito de medida en cortocircuito (al activar Marcha)Cortocircuito en cable o sonda demedida
Comprobarlo: la resistencia totalcable+sonda debe ser mayor que 10 Ω
Error 53 No hubo corriente de soldadura o ha sido inferior a 0.5 kANo lucen los LED de encendidodurante los tiempos de Soldadura
Fallo en carta ESA-9
Los impulsos no llegan a las cartas deencendido de las unidades de potencia
Revisar continuidad de cables
Los impulsos existen pero el Grupo dePotencia no emite ningún sonido
Comprobar continuidad de cables de poten-cia primarios y secundarios, así como con-mutador primario (podría estar en posición 0)
Los Tiristores no se disparan Comprobar conexiones entre Tiristores ycartas de encendido
Los electrodos no hacen contacto conla pieza a soldar o hay partículasaislantes
Comprobar estado de electrodos y pieza,presión de aire correcta, piezas oxidadas,trozos de papel o de plástico, etc.
Error 55 Corriente débil (se indica el Tiempo de Soldadura)
Tolerancia ancha TA% muypequeña
Aumentarla un punto. Como valor orientativo, pue-de comenzarse con ±5%: valor óptimo tanto en loreferente a calidad de soldadura como a comporta-miento del Control
Error 57 Corriente excesiva (se indica el Tiempo de Soldadura)
Tolerancia ancha TA% muypequeña
Lo mismo que en Error 55
Error 59 Corriente mínima posible (se indica el Tiempo de Soldadura)La corriente deseada requeriríaprogramar una potencia engrados menor que 00
Disminuir un punto la posición del conmutadorprimario, o colocar un transformador más pequeño
Error 61 Corriente débil consecutiva (se indica el Tiempo de Soldadura)La corriente medida (inferior a la programada) haestado durante 3 soldaduras consecutivas dentrode la Tolerancia ancha TA% pero fuera de laTolerancia estrecha TE%
Analizar los valores TA% y TE%actuales y si procede, aumentarlosun punto
Error 62 Corriente excesiva consecutiva (se indica el Tiempo de Soldadura)La corriente medida (superior a la programada)ha estado durante 3 soldaduras consecutivasdentro de la Tolerancia ancha TA% pero fuerade la Tolerancia estrecha TE%
Analizar los valores TA% y TE%actuales y si procede, aumentarlosun punto
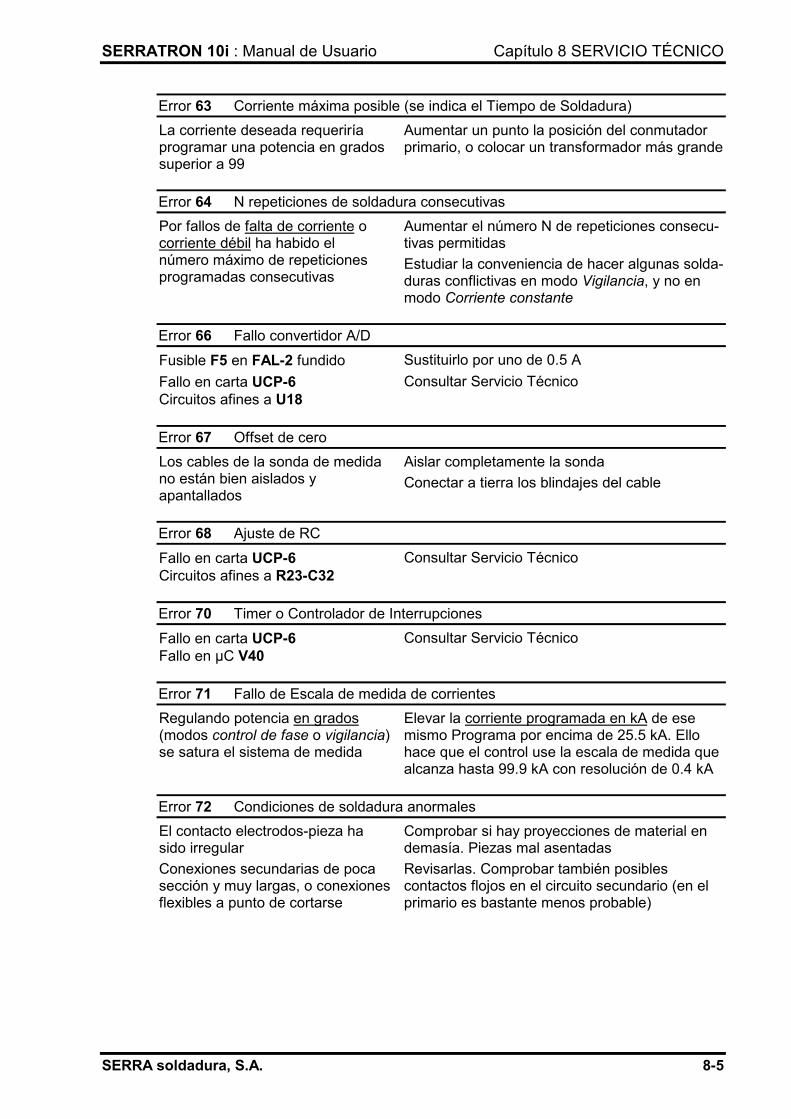
SERRATRON 10i : Manual de Usuario Capítulo 8 SERVICIO TÉCNICO
SERRA soldadura, S.A. 8-5
Error 63 Corriente máxima posible (se indica el Tiempo de Soldadura)La corriente deseada requeriríaprogramar una potencia en gradossuperior a 99
Aumentar un punto la posición del conmutadorprimario, o colocar un transformador más grande
Error 64 N repeticiones de soldadura consecutivasPor fallos de falta de corriente ocorriente débil ha habido el
Aumentar el número N de repeticiones consecu-tivas permitidas
número máximo de repeticionesprogramadas consecutivas
Estudiar la conveniencia de hacer algunas solda-duras conflictivas en modo Vigilancia, y no enmodo Corriente constante
Error 66 Fallo convertidor A/D
Fusible F5 en FAL-2 fundido Sustituirlo por uno de 0.5 AFallo en carta UCP-6Circuitos afines a U18
Consultar Servicio Técnico
Error 67 Offset de ceroLos cables de la sonda de medida Aislar completamente la sondano están bien aislados yapantallados
Conectar a tierra los blindajes del cable
Error 68 Ajuste de RC
Fallo en carta UCP-6Circuitos afines a R23-C32
Consultar Servicio Técnico
Error 70 Timer o Controlador de Interrupciones
Fallo en carta UCP-6Fallo en µC V40
Consultar Servicio Técnico
Error 71 Fallo de Escala de medida de corrientesRegulando potencia en grados(modos control de fase o vigilancia)se satura el sistema de medida
Elevar la corriente programada en kA de esemismo Programa por encima de 25.5 kA. Ellohace que el control use la escala de medida quealcanza hasta 99.9 kA con resolución de 0.4 kA
Error 72 Condiciones de soldadura anormalesEl contacto electrodos-pieza hasido irregular
Comprobar si hay proyecciones de material endemasía. Piezas mal asentadas
Conexiones secundarias de pocasección y muy largas, o conexionesflexibles a punto de cortarse
Revisarlas. Comprobar también posiblescontactos flojos en el circuito secundario (en elprimario es bastante menos probable)
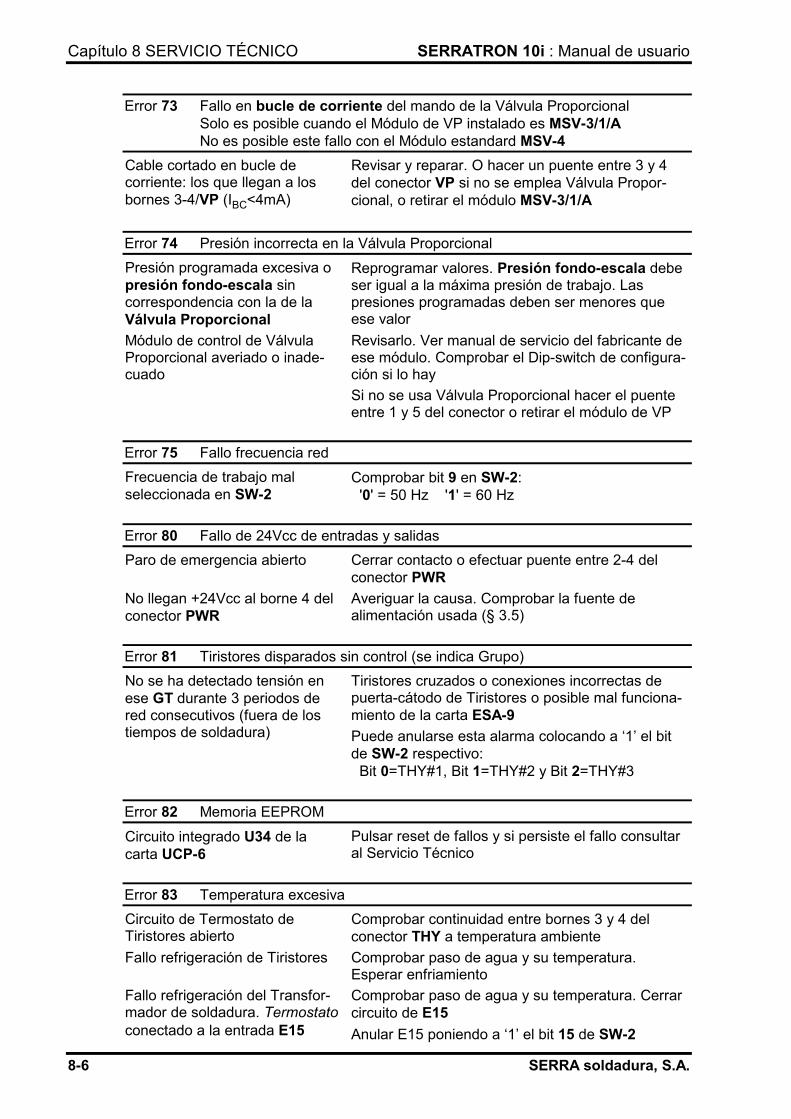
Capítulo 8 SERVICIO TÉCNICO SERRATRON 10i : Manual de usuario
8-6 SERRA soldadura, S.A.
Error 73 Fallo en bucle de corriente del mando de la Válvula ProporcionalSolo es posible cuando el Módulo de VP instalado es MSV-3/1/ANo es posible este fallo con el Módulo estandard MSV-4
Cable cortado en bucle decorriente: los que llegan a losbornes 3-4/VP (IBC<4mA)
Revisar y reparar. O hacer un puente entre 3 y 4del conector VP si no se emplea Válvula Propor-cional, o retirar el módulo MSV-3/1/A
Error 74 Presión incorrecta en la Válvula ProporcionalPresión programada excesiva opresión fondo-escala sincorrespondencia con la de laVálvula Proporcional
Reprogramar valores. Presión fondo-escala debeser igual a la máxima presión de trabajo. Laspresiones programadas deben ser menores queese valor
Módulo de control de VálvulaProporcional averiado o inade-cuado
Revisarlo. Ver manual de servicio del fabricante deese módulo. Comprobar el Dip-switch de configura-ción si lo haySi no se usa Válvula Proporcional hacer el puenteentre 1 y 5 del conector o retirar el módulo de VP
Error 75 Fallo frecuencia redFrecuencia de trabajo malseleccionada en SW-2
Comprobar bit 9 en SW-2:'0' = 50 Hz '1' = 60 Hz
Error 80 Fallo de 24Vcc de entradas y salidasParo de emergencia abierto Cerrar contacto o efectuar puente entre 2-4 del
conector PWRNo llegan +24Vcc al borne 4 delconector PWR
Averiguar la causa. Comprobar la fuente dealimentación usada (§ 3.5)
Error 81 Tiristores disparados sin control (se indica Grupo)No se ha detectado tensión enese GT durante 3 periodos dered consecutivos (fuera de los
Tiristores cruzados o conexiones incorrectas depuerta-cátodo de Tiristores o posible mal funciona-miento de la carta ESA-9
tiempos de soldadura) Puede anularse esta alarma colocando a ‘1’ el bitde SW-2 respectivo: Bit 0=THY#1, Bit 1=THY#2 y Bit 2=THY#3
Error 82 Memoria EEPROM
Circuito integrado U34 de lacarta UCP-6
Pulsar reset de fallos y si persiste el fallo consultaral Servicio Técnico
Error 83 Temperatura excesivaCircuito de Termostato deTiristores abierto
Comprobar continuidad entre bornes 3 y 4 delconector THY a temperatura ambiente
Fallo refrigeración de Tiristores Comprobar paso de agua y su temperatura.Esperar enfriamiento
Fallo refrigeración del Transfor-mador de soldadura. Termostato
Comprobar paso de agua y su temperatura. Cerrarcircuito de E15
conectado a la entrada E15 Anular E15 poniendo a ‘1’ el bit 15 de SW-2
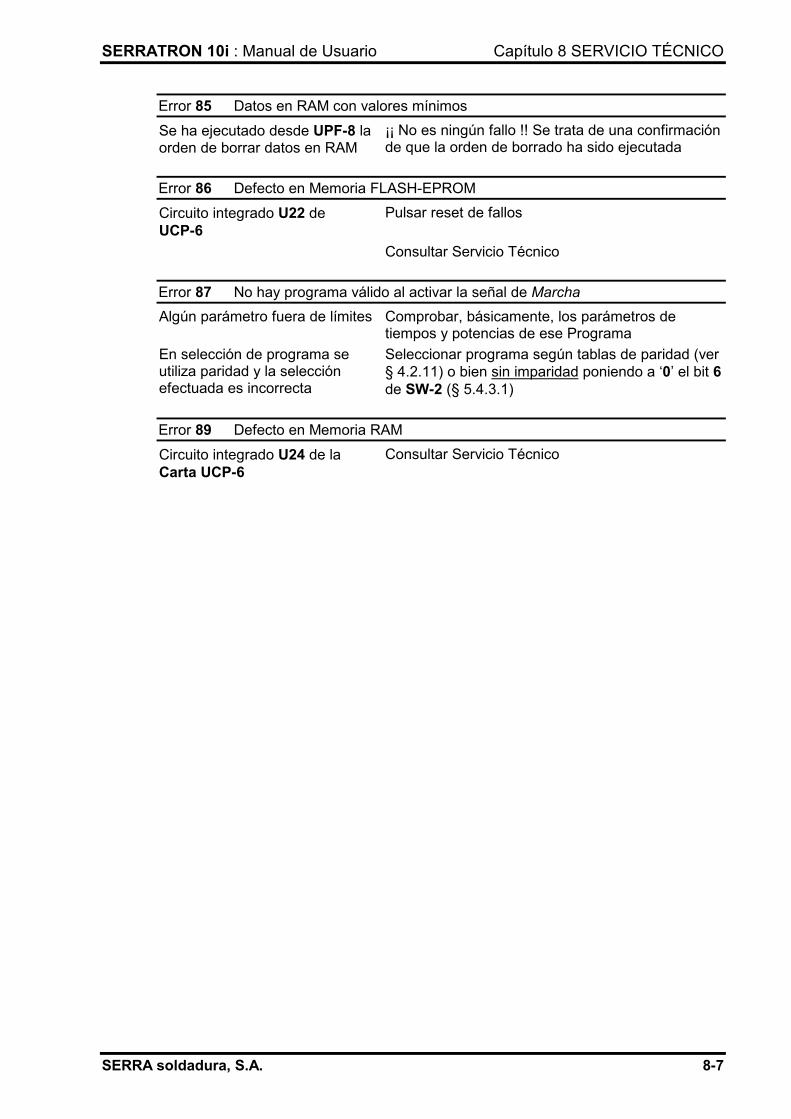
SERRATRON 10i : Manual de Usuario Capítulo 8 SERVICIO TÉCNICO
SERRA soldadura, S.A. 8-7
Error 85 Datos en RAM con valores mínimos
Se ha ejecutado desde UPF-8 laorden de borrar datos en RAM
¡¡ No es ningún fallo !! Se trata de una confirmaciónde que la orden de borrado ha sido ejecutada
Error 86 Defecto en Memoria FLASH-EPROM
Circuito integrado U22 deUCP-6
Pulsar reset de fallos
Consultar Servicio Técnico
Error 87 No hay programa válido al activar la señal de Marcha
Algún parámetro fuera de límites Comprobar, básicamente, los parámetros detiempos y potencias de ese Programa
En selección de programa seutiliza paridad y la selecciónefectuada es incorrecta
Seleccionar programa según tablas de paridad (ver§ 4.2.11) o bien sin imparidad poniendo a ‘0’ el bit 6de SW-2 (§ 5.4.3.1)
Error 89 Defecto en Memoria RAM
Circuito integrado U24 de laCarta UCP-6
Consultar Servicio Técnico
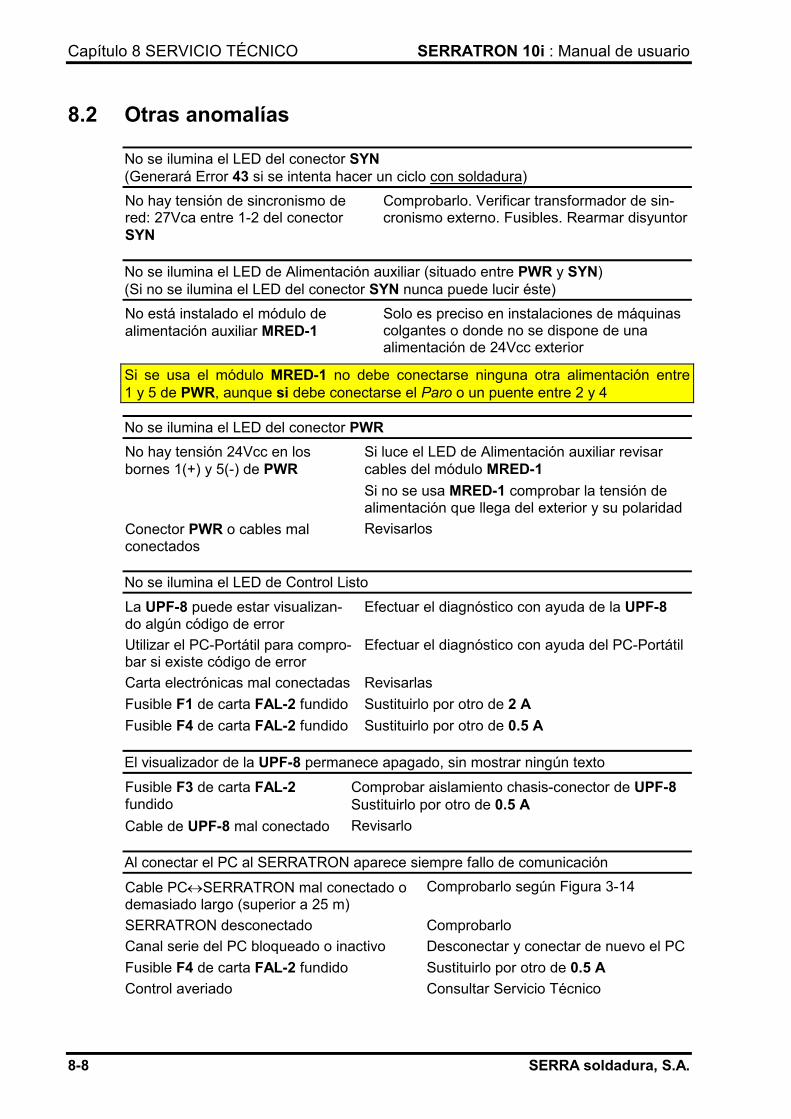
Capítulo 8 SERVICIO TÉCNICO SERRATRON 10i : Manual de usuario
8-8 SERRA soldadura, S.A.
8.2 Otras anomalías
No se ilumina el LED del conector SYN(Generará Error 43 si se intenta hacer un ciclo con soldadura)No hay tensión de sincronismo dered: 27Vca entre 1-2 del conectorSYN
Comprobarlo. Verificar transformador de sin-cronismo externo. Fusibles. Rearmar disyuntor
No se ilumina el LED de Alimentación auxiliar (situado entre PWR y SYN)(Si no se ilumina el LED del conector SYN nunca puede lucir éste)No está instalado el módulo dealimentación auxiliar MRED-1
Solo es preciso en instalaciones de máquinascolgantes o donde no se dispone de unaalimentación de 24Vcc exterior
Si se usa el módulo MRED-1 no debe conectarse ninguna otra alimentación entre1 y 5 de PWR, aunque si debe conectarse el Paro o un puente entre 2 y 4
No se ilumina el LED del conector PWRNo hay tensión 24Vcc en losbornes 1(+) y 5(-) de PWR
Si luce el LED de Alimentación auxiliar revisarcables del módulo MRED-1Si no se usa MRED-1 comprobar la tensión dealimentación que llega del exterior y su polaridad
Conector PWR o cables malconectados
Revisarlos
No se ilumina el LED de Control Listo
La UPF-8 puede estar visualizan-do algún código de error
Efectuar el diagnóstico con ayuda de la UPF-8
Utilizar el PC-Portátil para compro-bar si existe código de error
Efectuar el diagnóstico con ayuda del PC-Portátil
Carta electrónicas mal conectadas RevisarlasFusible F1 de carta FAL-2 fundido Sustituirlo por otro de 2 AFusible F4 de carta FAL-2 fundido Sustituirlo por otro de 0.5 A
El visualizador de la UPF-8 permanece apagado, sin mostrar ningún texto
Fusible F3 de carta FAL-2fundido
Comprobar aislamiento chasis-conector de UPF-8Sustituirlo por otro de 0.5 A
Cable de UPF-8 mal conectado Revisarlo
Al conectar el PC al SERRATRON aparece siempre fallo de comunicación
Cable PC↔SERRATRON mal conectado odemasiado largo (superior a 25 m)
Comprobarlo según Figura 3-14
SERRATRON desconectado ComprobarloCanal serie del PC bloqueado o inactivo Desconectar y conectar de nuevo el PCFusible F4 de carta FAL-2 fundido Sustituirlo por otro de 0.5 AControl averiado Consultar Servicio Técnico
SERRATRON 10i : Manual de Usuario Capítulo 9 SOFTWARE DE PROGRAMACIÓN
SERRA soldadura, S.A. 9-1
9. SOFTWARE DE PROGRAMACIÓN
9.1 CPC-10iEl CPC-10i es un paquete de software basado en un ordenador tipo PC con dos mo-dos de funcionamiento en función del canal de comunicaciones de que se disponga:• CPC-10i-V24 si se comunica PC ↔ SERRATRON via canal serie V24.• CPC-10i-FMS si se comunica PC ↔ Red de controles via Profibus.
9.1.1 CPC-10i-FMS: GeneralidadesEl CPC-10i-FMS permite la centralización en el ordenador de todas las operaciones deprogramación y visualización de varios controles SERRATRON 10i, independientesentre sí.La comunicación entre controles y ordenador se realiza mediante una red de trans-misión de datos en serie según el estándar PROFIBUS.El ordenador debe tener una carta Profibus-PC-board (§ 2.2) ubicada en una ranuralibre de su carta madre.El sistema opera sin interferir en el funcionamiento de los controles, y éstos siguenoperando de forma autónoma en caso de desconexión o fallo del sistema.
9.1.2 Funciones mas importantes• Modificar todos los parámetros de los controles desde la pantalla y el teclado del or-
denador y enviarlos al control correspondiente sin necesidad de desplazarse ni deningún tipo de manipulación en los controles.
• Visualizar el estado de las entradas y salidas del control, para detectar posibles erro-res en el conexionado externo.
• Verificar el estado del cable de transmisión, y el número y tipo de los controles física-mente conectados al mismo.
• Crear una base de datos de todos los puntos de soldadura realizados por los contro-les de la red, con indicación para cada punto, del control y programa que lo suelda.Esto permitirá corregir rápidamente cualquier parámetro de soldadura asociado adicho punto.
• Almacenar en el ordenador los parámetros de todos los controles, evitando la pérdi-da de datos en caso de avería o substitución de cualquier control.
• Almacenar los errores detectados en los controles, con indicación de día y hora.• Almacenar los valores de las corrientes medidas en las soldaduras, para realizar
estudios estadísticos o de control de calidad.• Imprimir los datos almacenados.
Capítulo 9 SOFTWARE DE PROGRAMACIÓN SERRATRON 10i : Manual de usuario
9-2 SERRA soldadura, S.A.
9.1.3 InstalaciónEl programa funciona en Windows, pero puede instalarse desde el DOS o desdeWindows:
• Desde la línea de comandos del DOS, teclear
C:\> A:INSTALL
• Desde el Administrador de Programas de Windows, elegir la opción del Menú:
Archivo - Ejecutary en la ventana que aparece, teclear
A:INSTALLA continuación, seguir las instrucciones que aparecen en pantalla.
El CPC-10i dispone de una amplia ayuda disponible en pantalla en todo momento, yde fácil aprendizaje.
•••