
Schritt für Schritt in ein neues digitales Industriezeitalter · 12 Null Fehler mit SAP...
32
ANZEIGE Schritt für Schritt in ein neues digitales Industriezeitalter Andreas Anand, Vice President bei Infor, über Industrie 4.0 5/14 Eine Publikation der WIN-Verlag GmbH & Co. KG D, A, CH: 6,50 Euro, weitere EU-Länder: 8,70 Euro www.digital-manufacturing-magazin.de AUFBAU UND OPTIMIERUNG IT-GESTÜTZTER PRODUKTIONSPROZESSE
Transcript of Schritt für Schritt in ein neues digitales Industriezeitalter · 12 Null Fehler mit SAP...

ANZEIGE
Schritt für Schritt in ein neues digitales Industriezeitalter
A n d r e a s A n a n d , V i c e P r e s i d e n t b e i I n f o r, ü b e r I n d u s t r i e 4 . 0
5/14 Eine Publikation der WIN-Verlag GmbH & Co. KG D, A, CH: 6,50 Euro, weitere EU-Länder: 8,70 Euro
www.digital-manufacturing-magazin.de AU F B AU U N D O P T I M I E R U N G I T - G E S T Ü T Z T E R P R O D U K T I O N S P R O Z E S S E

Informationen sind die wahren Werte im Unternehmen. Erschließen Sie das Potential – jetzt auch über Cloud-Dienste und mobile Lösungen!
Content is King – Das passende ECM-System das Königreich.
www.where-it-works.deWhere IT works.
08. – 10. Oktober 2014 | Messe Stuttgart
Potential – jetzt auch über Cloud-Dienste Potential – jetzt auch über Cloud-Dienste
Wenn es um DMS, ECM, BPM und Output-Management geht, informieren Sie sich am besten auf der DMS EXPO in Stuttgart – perfekt ergänzt von der IT & Business und der CRM-expo.
Mitveranstalter:Partner: Platinsponsoren:
RZ_DMS2014_Anz_BIT_210x297_Image.indd 1 30.07.14 14:19

Mehr KlarheitLiebe Leser,Fachleute aus unterschiedlichen Disziplinen unter einen Hut zu be-kommen, ist oft gar nicht so ein-fach. Nehmen wir beispielsweise die Mechatronik. Hier sollen Me-chanik-, Elektrotechnik- und Soft-ware-Spezialisten zusammenar-beiten und gemeinsam komplexe, mechatronische Produkte entwi-ckeln. Aber diese Disziplinen sind so unterschiedlich, dass sich im All-tag dieses Unterfangen oft nur zäh gestaltet. Kein Wunder, denn wer auf Fachebene nicht die gleiche Sprache spricht, redet oft aneinan-der vorbei.
Deshalb bieten viele Universitä-ten und Hochschulen inzwischen auch vermehrt Mechatronik-Studi-engänge an, in denen multidiszipli-näre Ingenieursspezialisten ausge-bildet werden und der Industrie zur Verfügung stehen.
Bei Industrie 4.0 sieht es nicht viel anders aus. Hier wachsen die Sprachen von Produktion und In-formations- und Kommunikati-onstechnologie (ITK) zusammen. Es existieren jedoch historisch be-
gründete Unterschiede und Un-klarheiten bei wichtigen Begrif-fen, die bei einem so Disziplinen übergreifenden Thema wie Indus-trie 4.0 schnell zum Hemmschuh werden können. Die Vertreter der Fachrichtungen sprechen unter-schiedlichste Dialekte, die vieles in der Zusammenarbeit schwieri-ger und komplizierter machen, als es sein müsste. Dies haben der VDI, VDE und das Fraunhofer IOSB löb-licherweise erkannt. Ein entspre-chender Fachausschuss arbeitet deshalb an einem einheitlichen Glossar zu Industrie 4.0. Ziel ist es, ein einheitliches Verständnis der grundlegenden Begrifflichkeiten, Referenzmodelle und Architektur-konzepte für Industrie 4.0 zu er-arbeiten. Dies ist ein richtiger und wichtiger Schritt. Aber genauso wichtig sind neue Normen, Stan-dards und Schnittstellen für Indus-trie 4.0. Sie sehen: Es gibt noch viel zu tun auf dem Weg zur vierten in-dustriellen Revolution!
Rainer Trummer, Chefredakteur
04 Aktuell News aus der Branche
06 „Revolution mit Ansage“ Titelstory: Andreas Anand, Vice Pre-sident bei Infor, über die wachsende Digitalisierung durch Industrie 4.0
08 Auf Expansionskurs Uwe Bergmann, Vorstandsvorsitzender bei Cosmo Consult, erläutert, warum Übernahmen für die Anwender kein Nachteil sein müssen
10 Vom MES zum EMES Von der werksspezifischen MES-Lösung zur unternehmensweiten Enterprise-Lösung EMES
12 Null Fehler mit SAP Intelligent vernetzte und überwachte digitale Prozesse für eine Null-Fehler-Produktion
14 Der Diät-Shake für die Produktion Produktionsnahe IT ist ein Lean-Instru-ment. Mittels MES lassen sich Prozesse nachhaltig optimieren
16 Schritt für Schritt zu neuen Einsichten Ein Hersteller von Spezial-Bearbei-tungszentren optimiert seine Produktion mittels Zeiterfassung
18 24 Stunden, 7 Tage die Woche Automatisierte Bearbeitungszentren: Maschine und Roboterzelle aus einer Hand
20 Prozesse wie Stahl Ein Stabwalzwerk steigert den Auto-matisierungsgrad der Anlage durch Ganzmetall-RFID-Systeme
22 Objekte maschinell erkennen Die industrielle Identifikation auf Basis optischer Erkennung ist eine Standard-Funktion in der industriellen Fertigung
24 Bildverarbeitung leicht gemacht Bildverarbeitende Vision-Sensoren kön-nen kostengünstig helfen, dass fehler-hafte Teile die Werkshalle nicht verlassen
26 Roboter statt Rollwagen Intralogistik: Mobile Be- und Entladung mit Robotersystemen
28 Inventur & Kommissionierung mobil Mobile Lösungen senden die Inventur-daten direkt ins SAP-System
29 Fokus auf ERP Lösungen für die Fertigungsplanung und -steuerung auf der IT & Business in Stuttgart
30 Vorschau, Impressum
Titelbild: Infor „Industrie 4.0 ist eine Revolution mit Ansage”
Industrie 4.0 und das Internet der Dinge sind aktuell die Schlagworte in der deutschen Wirtschaft. Andreas Anand, Vice Pre-sident Consulting Services bei Infor, erläutert im Ge-
spräch mit DIGITAL MANUFACTURING, warum dieser Wandel eher einer Evolution statt einer Revolution gleicht. Unternehmen konzentrie-ren sich aktuell auf Einzelaspekte, die in ihrer Gesamtheit Industrie 4.0 charakterisieren. Kein Wunder: Industrie 4.0 ist eine langfristige stra-tegische Ausrichtung, kein Lösung, die man auf einen Schlag implementiert. Es gilt, sich dem neuen digitalen Industriezeitalter Schritt
für Schritt zu nähern und Komponenten zu einem Gesamtkonzept zu verbinden. Jeder dieser Schritte ist an die Frage gekoppelt, was es dem Unternehmen in Bezug auf Umsatz-wachstum und Profit bringt. Wichtig dabei: Unternehmen sollten eine klare Vorstellung von künftigen Kundenanforderungen und Produkten haben.
Info:Infor (Deutschland) GmbHHollerithstraße 7D-81829 MünchenTelefon: 0800-6646344E-Mail: [email protected]: www.infor.de
5 / 2 0 1 4 3
Redaktionell erwähnte Firmen und InstitionenBernecker + Rainer [S. 5], Cenit [S. 4], Contrinex [S. 20], Cosmo Consult [S. 8], Digital-Zeit [S. 16], DMG Mori [S. 18], Infor [S. 6], IT & Business [S. 29], iTac Software [S. 10], Kocks [S. 20], Landesmesse Stuttgart [S. 4, 29], Maka Systems [S. 16], Membrain [S. 28], Missler Software [S. 5], MPDV Mikrolab [S. 4], Polab [S. 26], Proxia Software [S. 14], Sandvik Coromant [S. 5], Schunk [S. 26], Sensopart [S. 24], Siemens [S. 4, 22], Stryker Leibinger [S. 18], Thyssenkrupp Industrial Solutions [S. 26], Trebing + Himstedt [S. 12].

5 / 2 0 1 44
N E W S
B I L D V E R A R B E I T U N G
Vision fokussiert auf Automation Die Bildverarbeitungsmes-se Vision (4. bis 6. November in Stuttgart) läuft in diesem Jahr unter dem Motto „Vision 4 Automation“ und wendet sich mit zahlreichen Events direkt an den Endanwender der Fertigungsautomatisie-rung. Denn Bildverarbeitung nimmt in der automatisier-ten Fertigung stetig zu und unterstützt sowohl Qualitäts-kontrollen als auch die Opti-mierung von Prozessen. „Im-mer mehr Prozesse werden
automatisiert und vernetzt. Das bedeutet, die Automati-sierung wird tiefergehender und komplexer“, kommen-tiert beispielsweise Thomas Nepstad, Produkt-Marketing-manager beim Bildverarbei-tungsanbieter Cognex. Das fordert die Integratoren und Applikationsingenieure stär-ker heraus, denn gleichzeitig müssen Prozesse zuverläs-sig, einfach und übersichtlich steuerbar, bedienbar und wartbar bleiben. Hier setz-ten die Macher der Vision, die Landesmesse Stuttgart und als ideeler Träger der VDMA Fachverband Robotik und Bildverarbeitung, diesmal an. Sie wollen die Verknüpfung von Bildverarbeitung und Au-tomatisierung näher beleuch-ten und sich beispielsweise mit der Automation Tour und dem Gemeinschaftsstand „IPC 4 Vision“.
M P D V
Touch2Plan herausgekauftZum 01. September 2014 übernimmt das MES-Soft-warehaus MPDV das Pla-nungstool Touch2Plan von Brink Business Software. Der mobile Fertigungsleitstand soll künftig in die „Smart MES Applications“ (SMA) einfließen und Produktions-betriebe dabei unterstützen, eine flexible und dezentrale Feinplanung umzusetzen.
In einer aktuellen Mel-dung hebt MPDV die Mobi-lität und die einfache, intui-tive Bedienung des Zukaufs hervor. Fertigungs- und Schichtleiter sollen sich da-mit schnell und unkompli-ziert über die Planungssi-tuation informieren und
bedarfsgerecht Verände-rungen vornehmen können – selbst, wenn sie gerade nicht im Büro sind.
Der Name Touch2Plan soll demnach bestehen bleiben, lediglich eine Por-tierung auf die MPDV-Platt-form Smart MES Applica-tions stehe nun an. Neben den bereits vorhandenen Erfassungs- und Auswer-tungsfunktionen stehen damit in Zukunft auch mo-bile Planungs- und Visuali-sierungsapplikationen für Fertigungsverantwortliche zur Verfügung.
C E N I T A U F D E R I Z B 2 0 1 4
Simulieren und optimieren in der AutomobilfertigungEine sichere Planung, De-finition und Optimierung von Fertigungsprozessen von Automobilherstellern und Zulieferern sind ent-scheidende Faktoren, um den Spagat zwischen Kos-teneffizienz, schnellen Pro-duktionszyklen und Innova-tionsstärke zu bewältigen. Hier möchten Softwareher-steller wie Cenit mit Soft-warelösungen für die digi-tale Fabrik ansetzen, die das Unternehmen auch auf der Internationalen Zulieferer-börse (IZB – 14. bis 16. Ok-tober) in Wolfsburg zeigt. Dazu liefert Dassault-Partner Cenit die Produkte Fast suite for V5 und die neue Fast suite Edition 2. Die Software un-terstützt die komplette Pla-
nung und Simulation von roboter- und maschinenba-sierenden Fertigungslinien. Zum Einsatz kommen die Lö-sungen zudem für die Ausle-gung, Programmierung und Optimierung von einzelnen Fertigungsschritten wie dem Punkt- und Auftragsschwei-ßen, Lackieren, Kleben oder Nahtabdichten. Neben einer weitgehenden Prozess- und Technologieunterstützung wollen die Lösungen des Stuttgarter Softwarehauses durch ein herstellerübergrei-fendes Funktionsspektrum sowie einfache und innova-tive Bedienung überzeugen. Typische Anwendungsfelder finden sich im Karosserie-bau, im Werkzeugbau sowie in der Lackierung.
S I E M E N S
Prozessleitsystem überarbeitetDie Siemens-Division Indus-try Automation hat dem Pro-zessleitsystem Simatic PCS 7 beim Upgrade auf Version 8.1 70 technische Neuerun-gen angedacht. Diese sollen die Anwenderfreundlichkeit, Performance und Effizienz des Prozessleitsystems ver-bessern. Die Neuerungen be-treffen den gesamten Lebens-zyklus verfahrenstechnischer Anlagen – von der Planung bis zur Wartung. Laut Siemens sind die Engineeringtools effizienter, der Bedienkom-fort höher in der täglichen Arbeit und dem Betreiber stehen eine höhere System-verfügbarkeit und geringe-re Gesamtbetriebskosten ins Haus. Zwei Beispiele für das effizientere Engineering mit Simatic PCS 7 V8.1 sind
das selektive Laden von Pro-grammcodes und die Funkti-onalität „Type Change in Run“. Beim selektiven Laden von Programmcodes in die Auto-matisierungssysteme lädt der Projekteur nun gezielt seine individuellen Änderungen. Damit entfällt die sonst not-wendige Abstimmungsarbeit im Projektteam und die Inbe-triebnahme wird flexibler und wesentlich effektiver. „Type Change in Run“ bringt beim Einsatz der neuen Simatic PCS 7 CPU 410 ebenfalls Ver-besserungen im Engineering: Updates einzelner Bausteine können nun geladen werden, ohne das Automatisierungs-system auf Stopp setzen zu müssen.
Zunehmend benötigt die Automatisie-rung die Bildverarbeitung – die Vision trägt dem Rechnung. Bild: Stemmer Imaging
Touch2Plan: Fertigungsleit-stand auf iPhone & Co.
Bild: MPDV
Bild
: Sie
men
s

N E W S
MES – inspired by you.
Optimierte Fertigungsprozesse .
Verbessertes Controlling .
Transparente Produktion .
Fokussierung der Kernaufgaben .
Ihr Werkzeug für optimale
Betriebsabläufe:
gfos.MES
GFOS mbH • 45141 Essen+49 . 201 • 61 30 00
www.gfos.com
IT & BusinessHalle 4 • Stand D.31
S A N D V I K U N D M I S S L E R
Kooperation: Werkzeugbibliothek für CAM-ProgrammierungBereits seid 15 Jahren arbeiten Sandvik Coromant und Missler Software zusam-men. Nun haben die beiden Unterneh-men eine strategische Partnerschaft über die Integration der Werkzeugbibliothek Adveon geschlossen.
Sandvik Coromant ist ein weltweit ver-tretener Hersteller von Werkzeugen und Werkzeuglösungen für die metallbear-beitende Industrie. Als Software mit allen wichtigen Funktionen für die Verwaltung von Schneidteilen, Kollisionen und Steu-erpunkten ermöglicht Adveon den Zu-griff auf eine Bibliothek mit Werkzeugen beliebiger Lieferanten über das Internet. Die Produktivität bei der CAM-Program-mierung wird durch die Bereitstellung eines Katalogs mit allen wichtigen Infor-mationen (Geometrie und Schneidbe-dingungen) der Werkzeuge gesteigert. Zielgruppen für diese Lösung sind Pla-nungsabteilungen wie die Arbeitsvor-bereitung in Firmen, die mit numerisch gesteuerten Werkzeugmaschinen ausge-stattet sind.
Dominique Laffret, VP Partenariats bei Missler Software, erklärt: „Missler Software kennt die Schwierigkeiten der Nutzer von CAM-Lösungen und CNC-Maschinen bei der Verwendung von
Schneidwerkzeugen unter bestimm-ten Bedingungen und hat sich daher für eine Partnerschaft mit Sandvik Co-romant ausgesprochen, als dieses Un-ternehmen die gemeinsame Erarbei-tung eines neuen Software-Konzepts vorgeschlagen hat. Adveon ist eine in-novierende Lösung für die Erstellung eigener Werkzeugbibliotheken unter Einhaltung der ISO-Norm 13399. Durch den direkten Zugriff auf die Datenbank mit Werkzeugen beliebiger Lieferanten kann der Anwender schnell und leicht einen Katalog mit den für seine Aufga-ben erforderlichen Werkzeugen zusam-menstellen und eine entsprechende Bestellung aufgeben. Die Gefahr, ein nicht existierendes Werkzeug zu gene-rieren, ist somit gebannt und der Bedie-ner findet die Werkzeuge in seiner eige-nen TopSolid’Cam-Datenbank wieder. Auf der Benutzeroberfläche erschei-nen sämtliche Werkzeugeigenschaften (Steuerpunkte, Schneidteile, Typ und Position des Anbaus, einschließlich der Vorstehlänge), so dass die Werkzeuge direkt in TopSolid’Cam genutzt werden können. Neben den Aktualisierungen werden auch Kundenänderungen ver-waltet.
I O - L I N K
Der letzte Meter bei der Industrie 4.0B&R hat zwei neue Master-Module für den Sensor-Aktor-Kommunikations-Standard IO-Link vorgestellt. Damit las-sen sich je vier intelligente Feldgeräte über IO-Link 1.1 digital einbinden. Die Geräte unterscheiden sich insbesonde-re in ihrer Schutzart: IP20 für Einsätze im Schaltschrank und IP67 für die Verwen-dung im Feld. Die Vision „Industrie 4.0“ postuliert, dass Werkstücke selbständig durch den Produktionsprozess wandern
und eigenständig ihre Produktion steu-ern. Dazu braucht es mehr Sensoren und aussagekräftigere Daten. Selbst bei recht einfachen Sensoren steigt deshalb die Intelligenz. Der digitale Parameter-satz ersetzt mehr und mehr das Einstell-Potenziometer. Für den letzten Meter vom I/O-Modul zum Sensor oder Aktor setzt B&R daher bereits seit Jahren auf den internationalen Kommunikations-standard IO-Link. Als bidirektionale di-
gitale Schnittstelle er-laubt dieser auch den Austausch von Para-metern und Diagnose-informationen und ermöglicht so eine An-bindung von Sensoren und Schaltgeräten.
IO-Link 1.1 verbessert die Daten-Durch-gängigkeit bis zum Sensor.Bild: B&R
Bild
: Miss
ler

5 / 2 0 1 46
DIGITAL MANUFACTURING (DM): Herr Anand, Industrie 4.0 und das Internet der Dinge sind aktuell die Schlagworte in der deutschen Wirtschaft. Was ist Hype, was Realität?Andreas Anand: Die internationale Pres-se hat nach der Fußballweltmeisterschaft gelobt, dass die Deutschen nicht nur eine Wirtschaftsmacht sind, sondern auch su-per Fußball spielen. Und weil diese Ein-schätzung von Sportjournalisten kam, wurde nicht erwähnt, dass der deutsche Mittelstand eigentlich kontinuierlich Weltmeister in verschiedensten Diszipli-nen ist – allerdings mit deutlich weniger Medienrummel. Und das ist genau der Punkt: Wenn wir nicht nur für tollen Fuß-ball, sondern weiterhin genauso für inno-vative Industrielösungen stehen wollen, geht an Industrie 4.0 kein Weg vorbei. Wichtig ist, Hype und Realität vonein-
ander zu trennen, um ein klares Bild zu zeichnen.
DM: Dann mal ran ans Reißbrett!Andreas Anand: Deutschland ist mit sei-nem starken, in der Industrie verwurzel-ten Mittelstand in vielen Bereichen welt-weit führend. Diese Position müssen sich Unternehmen ständig neu erkämpfen. Die Digitalisierung öffnet neue Wege, um effizienter auf Kundenwünsche einzuge-hen. Ein Beispiel: Je stärker Fertigungs-prozesse autonom gesteuert werden, umso einfacher lassen sich individuali-sierte Produkte in kleinen Stückzahlen herstellen, ohne Produktivitätseinbußen und höhere Herstellungskosten zu riskie-ren. Aber sich auf Industrie 4.0 einzulas-sen, heißt eine langfristige strategische Entscheidung zu treffen; es ist keine Lö-sung, die man implementiert und sich
damit plötzlich in einer neuen Liga befin-det. Der Mittelstand muss sich als erstes fragen, welche Produkte Kunden in Zu-kunft erwarten; und wie Industrie 4.0 bei den Weichenstellungen helfen kann, um auch in zehn Jahren noch wettbewerbs-fähig zu sein.
DM: Sie stellen auf der IT&Business in Stuttgart aus. Wie weit klaffen die Ideen von Industrie 4.0 und die Realität ausei-nander, wenn Sie auf Messen mit Unter-nehmen sprechen?Andreas Anand: Das kommt auf den In-dustriebereich an. Im Maschinen- und An-lagenbau oder der Automobilzulieferin-dustrie sind viele Unternehmen zum Teil schon sehr weit. Firmen fragen aber auch nicht konkret nach Industrie-4.0-Lösun-gen – und wir wollen auch keiner Lösung dieses Etikett aufkleben. Die Anforderun-gen der Kunden fokussieren sich vielmehr auf Einzelaspekte, die in ihrer Gesamtheit Industrie 4.0 charakterisieren. Dazu zählen beispielsweise Ideen, die helfen, Unter-nehmensabläufe zu beschleunigen und Prozesse teilautonom ablaufen zu lassen. Wir werden nach Lösungen gefragt, die die Kommunikation zwischen Maschinen unterstützen – Internet of Things und der Einstieg in die Smart Factory, wenn Sie so wollen. Andere wollen große Datenvolu-mina auswerten, um ihr Geschäft zu opti-mieren, Stichwort hier: ‚Big Data‘. Künftig wird es darum gehen, diese Einzelkompo-nenten zu einem Gesamtkonzept Indust-rie 4.0 zu verbinden. Moderne Industrie-applikationen sind von ihrer Architektur schon heute darauf ausgerichtet, diese Verbindungen zu schaffen.
DM: Wie dringend ist der Umstieg auf Technologien und Prozesse, wie sie un-ter dem Etikett Industrie 4.0 propagiert werden?
Teamplay: „Revolution mit Ansage“Die Digitalisierung kommt an – diesen Eindruck bringt Andreas Anand mit von Besuchen bei ERP-Kunden in
der Industrie. Er ist Vice President Consulting Services bei Infor. Im Interview mit DIGITAL MANUFACTURING
erläutert er, auf was Unternehmen achten sollten, wenn sie nicht von der Revolution überrollt werden wollen,
sondern mit der Evolution wachsen.
I N D U S T R I E 4 . 0 A N Z E I G E
„Industrie 4.0 ist keine Lösung, die man implementiert und sich
damit plötzlich in einer neuen Liga befindet.“
Andreas Anand, Vice President Consulting Services bei Infor

5 / 2 0 1 4 7
A N Z E I G E I N D U S T R I E 4 . 0
Andreas Anand: Es dauerte jeweils Jahr-zehnte, bis sich in den ersten industriel-len Zeitaltern Mechanik und Elektrik flä-chendeckend durchsetzten. Wie schnell das beim aktuellen Wandel geht, lässt sich daraus aber nicht schließen – eines ist jedoch klar: Die Innovationszyklen werden immer kürzer. Obwohl diese Ent-wicklung für Eile beim Umstieg spricht, beeinflussen firmenspezifische Parame-ter den richtigen Zeitpunkt für jedes Un-ternehmen sehr individuell. Abläufe wer-den durch mehr Automatisierung und Vernetzung komplexer sein, als wir sie heute in Unternehmen gewohnt sind. Ein entsprechender Lernprozess muss sinn-vollerweise deutlich früher beginnen als zum „Echtbetriebstermin“ von Industrie 4.0 im Unternehmen. Da wäre das Risiko viel zu hoch. Es macht Sinn, dass sich Mit-arbeiter schon heute mit den Kompeten-zen der kollaborativen Problemlösung befassen. Deshalb ist Industrie 4.0 für mich eine Revolution mit Ansage: Kun-den können sie als Evolution betrachten und sich ihr Schritt für Schritt nähern, etwa, indem sie bereits verfügbare Tech-nologien für eine schrittweise Moderni-sierung ihrer Prozesse nutzen.
DM: Wie sieht so ein Wandel hin zu ei-nem „Industrie-4.0-Unternehmen“ kon-kret aus?Andreas Anand: Unternehmen soll-ten eine klare Vorstellung von künftigen Kundenanforderungen und Produkten haben und idealerweise den Nutzen von Industrie 4.0 erkennen. Darauf können sie aufbauen. Wir bei Infor bieten etwa eine Nutzen-Potenzialanalyse an, mit der sich aus den Unternehmenszielen die Anforderungen an die IT-Technologie ab-leiten lassen. Es gibt drei Ansatzpunkte für Veränderungen: Markt, Unternehmen und IT-Technologie. Verändert sich bei-spielsweise der Markt durch Eintritt bran-chenfremder Unternehmen, die von der Pike auf auf neue Technologien bauen? Wie muss ich da reagieren? Dann sollte sich das Unternehmen mit den Folgen veränderter Geschäftsmodelle auseinan-dersetzen: Welche Mitarbeiterqualifika-tionen sind gefordert, wie interagieren meine Abteilungen – wie Partner und Lieferanten? Schließlich sollten die Ver-antwortlichen die IT-Strategie überden-ken: Wie lassen sich die neuen, digitalen Komponenten verwalten und mit beste-henden Systemen verknüpfen?
DM: Auch wenn das nicht nach Schema ist: Welche Lösungen für Industrie 4.0 ha-ben Sie heute schon im Portfolio?Andreas Anand: Wir fokussieren auf die drei Faktoren Technologie, Mensch und Markt und bieten Lösungen, mit denen sich Unternehmen fit für die Industrie 4.0 machen können. Technologisch haben wir eine Neuentwicklung vorangetrieben: Infor ION. Das standardbasierte Frame-work liefert die technologische Grundla-ge, um Geschäftsprozesse und Workflows in der Smart Factory aufzubauen. Es ver-knüpft verschiedene bisher getrennte Systeme miteinander und ist damit kom-patibel zu einer der Anforderungen von Industrie 4.0. Mit Infor Ming.le rücken wir den Faktor Mensch in den Mittelpunkt und bieten eine bessere Schnittstelle zwi-schen Mensch und den Systemen der Un-ternehmens-IT. Mitarbeiter können sich – wenn Sie so wollen – „verknüpfen“, mit anderen Mitarbeitern, mit einer Anlage oder mit einem Prozess; sie können Nach-richten, Workflows und Inhalte in Echtzeit verfolgen. Das erlaubt eine engere, abtei-lungsübergreifende Zusammenarbeit, in der die Mitarbeiter Fehler rascher aufspü-ren und eliminieren. Der Markt schließlich diktiert das Tempo, indem Kundenwün-sche schneller in die Wertschöpfungs-kette einfließen und die Produktion läuft nach individuellen Anforderungen ab – das ist ein wichtiger Aspekt von Industrie 4.0. Um dieses Szenario zu unterstützen, bieten wir beispielsweise ein sogenann-tes Product Configuration Management (PCM) an, mit dem sich die Produktanfor-derungen elektronisch erfassen und wei-terverarbeiten lassen.
DM: Auf dem Reißbrett klingt das einfach – mit welchen Hürden müssen die Unter-nehmen in der Praxis rechnen?
Andreas Anand: Ich habe kürzlich mit einem Kunden über die Chancen des ak-tuellen Wandels gesprochen. Industrie 4.0 ist eine Evolution – in vielen kleinen Schritten. Jeder dieser Schritte ist an die Frage gekoppelt, was es dem Unterneh-men in Bezug auf Umsatzwachstum und Profit bringt. Wenn ich das weiß, leiten sich daraus Budgets, Ressourcen und Akzeptanz im Management und in der Belegschaft ab.
DM: Gerade die Arbeitswelt der Beleg-schaft dürfte sich dabei grundlegend än-dern. Wie kann der Chef seine Leute mit-nehmen?Andreas Anand: Das ist ein bisschen wie beim Fußball: Es heißt, der Grund-stein für den WM-Titel 2014 sei schon vor zehn Jahren gelegt worden. Auch in der Industrie geht es jetzt um eine konzer-tierte Teamleistung, die sich locker über eine Dekade strecken wird – und natür-lich werden sich die Aufgaben der Mitar-beiter verändern. Mit Industrie 4.0 wer-den sich Fertigungssysteme weitgehend autonom steuern. Für Mitarbeiter fallen damit weniger Standardaufgaben an. Ihr Fokus verlagert sich darauf, automatisier-te Abläufe nachzuverfolgen, Störungen aufzuspüren und zu beseitigen. Wesent-lich für die Leistung eines Unternehmens wird die Fähigkeit der Mitarbeiter sein, komplexe Probleme zu lösen. Die Fuß-ball-Nationalmannschaft hat auf dem Weg zum Titel viele Etappen genommen. Der Mittelstand sollte bei Industrie 4.0 im Sinne einer Revolution mit Ansage ge-nauso vorgehen: Schritt für Schritt – der erste ist die Entscheidung, den Wandel bewusst mitzugestalten.
DM: Vielen Dank Herr Anand, für dieses Gespräch!
Ergänzt Telefon und E-Mails: Ming.le über-trägt die Kommunika-tionsphilosophie von Social Media ins Un-ternehmen; verbindet Mitarbeiter mit ander-en Mitarbeitern, An-lagen und Prozessen.Bilder: Infor

5 / 2 0 1 48
DIGITAL MANUFACTURING (DM): Herr Bergmann, Mitte des Jahres gab es durch die Cosmo Consult AG eine recht spekta-kuläre Übernahme. Erzählen Sie uns et-was darüber.Uwe Bergmann: Na ja, spektakulär ei-gentlich nicht unbedingt. Wir sind unse-rer internationalen Wachstumsstrategie im Bereich Microsoft Dynamics gefolgt und haben alle Aktien der Tectura AG in Deutschland, Frankreich, der Schweiz sowie der Tectura AB in Schweden und damit bis auf UK das gesamte operative Europageschäft der Tectura AG gekauft. Dazu haben wir die Tectura Licensing
GmbH in der Schweiz übernommen, die sämtliche Produkt- und Eigentumsrech-te an den von Tectura entwickelten und weltweit eingesetzten Branchen- und Speziallösungen für Microsoft Dynamics besitzt.
DM: Wie kam es zur Übernahme des doch recht ansehnlichen Geschäfts? Das war doch bestimmt kein spontaner Ein-fall.Uwe Bergmann: Nein, spontan war das nicht. Schon im vergangenen Jahr be-gann Tectura, einzelne Unternehmens-teile zu verkaufen, da wohl für eine Kom-
plettübernahme kein Käufer zu finden war. Jetzt stand das Europa-Geschäft zum Verkauf, demnächst soll dann noch das Asiengeschäft verkauft werden. Es gab auch mehrere Interessenten für die Europa-Anteile. So ist das UK-Geschäft an einen lokalen Käufer gegangen, den Rest konnten wir übernehmen. Für uns dürften diese Anteile auch einen größe-ren Wert haben als für irgendjemand an-deren.
DM: Ach ja, wieso das?Uwe Bergmann: Einmal haben wir über einige Jahre eine gemeinsame Histo-
Cosmo Consult auf ExpasionskursÜbernahmen sind bei den Softwareanbietern nicht selten. Der Markt wird größer – die Zahl der Anbieter
schrumpft. Das muss für die Anwender aber kein Nachteil sein. Warum, erklärt Uwe Bergmann, Vorstands-
vorsitzender der Cosmo Consult AG, im Gespräch. Gerade hat das Unternehmen das Europageschäft von
Tectura übernommen.
E N T E R P R I S E R E S S O U R C E P L A N N I N G
„Wir wollen auf jeden Fall unser internationales Geschäft weiter ausbauen.“
Uwe Bergmann, Vorstands vorsitzender der Cosmo Consult AG

5 / 2 0 1 4 9
E N T E R P R I S E R E S S O U R C E P L A N N I N G
rie, zum anderen gibt es starke Synergi-en zwischen den beiden Unternehmen. So hat Tectura tendenziell Überkapazi-täten an Entwicklern und Consultants und wir hatten einen großen Bedarf an erfahrenen Entwicklern und Beratern. Jetzt wird unsere Mannschaft künftig größer sein als die jeweiligen Einzel-teams, aber kleiner als die beiden Teams zusammen. Auch das Lösungsportfolio wird deutlich größer, denn Tectura hat einige Lösungen, die wir nicht haben. Dafür generierten wir Lösungen, die es bei Tectura nicht gibt, etwa cc|e-Bilanz zur Übermittlung von Bilanz und Ge-winn- und Verlustrechnung direkt aus Microsoft Dynamics ERP an das Finanz-amt. Und Sie dürfen nicht vergessen: Die Branchenlösungen von Tectura wur-den weltweit an 2.200 Unternehmen in über 54 Länder verkauft. Wenn ich Cosmo Consult dazu zähle, gibt es jetzt weltweit 2.700 Unternehmen, die unse-re Lösungen einsetzen.
DM: Wie geht die Entwicklung der Tectura- Lösungen nun weiter?Uwe Bergmann: Die Tectura-Lösungen entwickeln wir zum großen Teil weiter, sie werden natürlich dann als Cosmo-Produkt vermarktet. Also grob gesagt, werden wir die Auftragsfertigung und die Prozessfertigung von Tectura weiter-entwickeln und die Entwicklungen von Cosmo in diese Lösungen einfließen las-sen. Im Bereich Projektfertigung bezie-hungsweise projektorientierte Dienstleis-ter machen wir es umgekehrt, da werden wir die Cosmo-Lösungen nutzen, eben-so bei den Mobile Solutions. Gleichzeitig nutzen wir natürlich das globale Partner-netzwerk von Tectura. Denn auch die Ge-sellschaften, die jetzt weltweit unter an-derer Flagge fahren, sind letztlich Partner für unsere Lösungen, das heißt, sie ver-kaufen ab jetzt weltweit Cosmo-Produkte.
DM: Was heißt das zusammenfassend für die bisherigen Tectura-Kunden?Uwe Bergmann: Unser Ziel ist, dass alle bisherigen Kunden, ob nun die von Tectu-ra oder die Cosmo-Kunden, mit der Über-nahme gewinnen. Alle sollen vom Zu-sammenschluss profitieren. Nach meiner Kenntnis haben wir im Bereich Microsoft Dynamics Manufacturing weltweit die meisten Kunden. Unsere Branchenlösun-gen für die Fertigungsindustrie werden heute in 54 Ländern eingesetzt. Diese
Erfahrungen wollen wir zum Nutzen un-serer Kunden in unsere Softwareentwick-lungen einbringen.
DM: Wie ist das Unternehmen jetzt orga-nisiert?Uwe Bergmann: Es gibt weiterhin die Cosmo Consult AG in Berlin als Hol-ding. Darunter gibt es neben den deut-schen Gesellschaften nun die Töchter in Frankreich, Schweden und der Schweiz sowie eine Neugründung in Spanien. Das operative Geschäft findet immer in den jeweiligen lokalen Einheiten statt. Microsoft gibt es ja in allen Ländern, in denen wir tätig sind, und dort gibt es auch entsprechende lokale Versionen, die beispielsweise länderspezifische ju-ristische oder steuerrechtliche Beson-derheiten berücksichtigen.
DM: Sind diese Versionen dann auch mit den Cosmo-Lösungen kompatibel?Uwe Bergmann: Wir entwickeln unsere Branchenmodule auf der weltweit gülti-gen Zentralversion von Microsoft Dyna-mics. Das ist der allgemeingültige kleins-te gemeinsame Nenner und auf dieser Basis entwickelt, sind unsere Tools für alle Länder kompatibel. So haben wir aktuell mit unserem Tool cc|bde zur Betriebsdatener-fassung eine zertifizier-te und vollintegrierte Erweiterung für Mi-crosoft Dynamics ERP entwickelt, die allen produzierenden Un-ternehmen weltweit Nutzen bringt. Genau-so interessant für den internationalen Markt ist unser neues Re-lease von cc|formatted documents, einer in-tegrierten Textverar-beitung zur flexiblen, individuellen Doku-menten- und Berichts-gestaltung.
DM: Und nun sind Sie am Ziel oder gibt es noch Pläne?Uwe Bergmann: Es wird immer neue Plä-ne geben. Zunächst
wollen wir auf jeden Fall unser internati-onales Geschäft weiter ausbauen. Dafür richten wir ein sogenanntes Internatio-nal Engagement Office ein. Da entsteht ein Team, das sich speziell um die Kun-den kümmert, die international oder global agieren. Die werden noch einmal speziell betreut. Dann intensivieren wir die internationale Vermarktung unserer Branchenlösungen und wollen auch da im Bereich Microsoft Dynamics Manufac-turing den weltweiten Standard setzen. Außerdem haben wir jetzt eine gute Ba-sis, um in weitere Länder zu expandieren.
DM: Also ein Vorstoß in neue Welten.Uwe Bergmann: Wenn Sie das so sagen wollen. Auf alle Fälle planen wir, auch noch in weitere europäische Länder zu expandieren und unser internationales Partnernetzwerk weiter auszubauen.
DM: Herr Bergmann, wir wünschen viel Erfolg und bedanken uns für das Ge-spräch.
Das Gespräch führte Volker Vorburg, freier Journalist aus Vaihingen an der Enz.
OEE mit SAPEffizienter Produzieren
Trebing & Himstedt Prozeßautomation GmbH & Co. KG | Tel.: +49 385 39572-0 | [email protected]
OEE-Starter-Paket bestellen unter www.t-h.de/oee-start
Ziel• Stillstände qualifizieren• Auslastung erhöhen• Liefertreue sicherstellen
Jetzt eigenen OEE kostenlos online berechnen unter: www.t-h.de/oee-rechner
Starter-Paket• zum Festpreis• in 6 Wochen• 3 Monate Mietstellung
Die SAP MES-Experten
77,4 %OEE

5 / 2 0 1 410
O B I N D U S T R I E 4.0, vernetzte Supply-Chain, User Experience durch Smart-Devices in Kombi mit Apps – in vielen Zukunftsszenarien gilt MES als Hoffnungsträger. Die Ideen funktionie-ren aber nur unter zwei wesentlichen Prämissen: Zum einen muss das MES eine hochstandardisierte Software-Lö-sung sein, die sich trotzdem jederzeit um kundenspezifische Funktionalitäten er-weitern lässt, und zum anderen sollte das MES global verfügbar sein. So ergibt sich eine Enterprise-Lösung, die in der Lage ist, die gesteckten Ziele der Smart Fac-tory ganzheitlich abzubilden.
MES bewegt sich damit aus der reinen Shopfloor-Ebene in eine neue Dimensi-on, in der die globalen Produktions- und Warenflüsse unternehmensweit und in-dividuell unterstützt werden – und dies sowohl in den internen als auch den ex-ternen Lieferketten. Das einstige dezent-rale werksbezogene MES entwickelt sich zu einem global agierenden EMES (Enter-prise Manufacturing Execution System). Es ist unternehmensübergreifend ver-
netzt und integriert beziehungsweise konsolidiert verschiedene Subsysteme. Flexibel an individuelle Anforderungen anpassbar entsteht so eine unterneh-mensspezifische EMES-Drehscheibe.
Individualisierung und StandardisierungBei dem scheinbaren Widerspruch der gleichzeitigen Individualisierung und Standardisierung spielt die Technolo-gie des MES eine maßgebliche Rolle. Die Softwarehersteller entgegnen diesem ehemaligen Schwachpunkt mit modula-ren Architekturen, Cloud-Technologien, Java, Frameworks und anderen neuen Konzepten. Derzeit existiert eine Vielzahl guter und maßgeschneiderter MES-Indi-vidual-Lösungen am Markt, die jedoch technologisch und konzeptionell in die Jahre gekommen sind und deshalb mehr und mehr unter Druck geraten.
Um einen einfachen Umstieg auf eine standardisierte MES-Lösung zu ermögli-chen, muss diese Lösung gleichzeitig ei-nen hohen Anteil an funktionaler Über-
deckung bereits im Standard aufweisen und gleichzeitig individuelle Anforde-rungen abdecken können, ohne jedoch den eigenen Standard zu „verbiegen“. Nur so lassen sich trotz vorschreitender Standardisierung die individuellen Pro-duktions- und Arbeitsabläufe optimal unterstützen.
Eine Möglichkeit, dies zu erreichen, ist, diese individuellen Anforderungen getrennt vom Standard in einem Cus-tomer-Anteil zu betrachten und zu ent-wickeln, der dann in das Standard-MES „eingeklinkt“ und als ein einheitliches MES betrieben werden kann. Dieses Ziel lässt sich mit dem aktuellen Java-Enter-prise-Standard erreichen, der von einer Middle ware ergänzt wird.
Somit können Anforderungen wie Hochverfügbarkeit, Failover, Loadbalan-cing und so weiter erfüllt und die Indivi-dualisierung der Kundenforderungen mit dem Standard kombiniert werden. Ergeb-nis ist ein releasefähiges, hoch standardi-siertes und modular aufgebautes MES.
MES und APS in der CloudDie zweite Priorität eines Enterprise-MES liegt auf dem zentralisierten Einsatz der Lösung. Zielsetzung ist, horizontal stand-ort- und unternehmensübergreifend ver-schiedenste fertigungsnahe Legacy-Sys-teme zu einer Einheit zu konsolidieren und zu harmonisieren. Damit bildet sich eine unternehmensweite Brücke zwi-schen Produktions- und Planungsebene.
Neben der Strategie des dezentralen werksbezogenen MES-Hostings entsteht zunehmend die Forderung nach einer zentralen Bereitstellung der Systeme. Im-mer mehr Unternehmen streben künftig
Vom MES zum EMESIndustrie 4.0 mit der Idee der umfassenden Vernetzung der Geschäftswelt stellt neue Anforderungen auch an
die MES-Systeme. Unter diesem Einfluss sollen die werksspezifischen MES-Lösungen zu unternehmens weiten
und werksübergreifenden Enterprise-Lösungen wachsen – EMES.
V O N M A R T I N H E I N Z U N D H E I K E W I L S O N
M A N U FA C T U R I N G E X E C U T I O N S Y S T E M S
Über Cloud-basierte Systeme lässt sich werksübergreifend auf eine Datenbasis zugreifen.

5 / 2 0 1 4 11
M A N U FA C T U R I N G E X E C U T I O N S Y S T E M S
das zentrale Hosting des MES über siche-re Private-Cloud-basierte Systeme an. Das bietet Vorteile durch Standardisie-rung und Verfügbarkeit, die sich positiv auf die Kosten der Systeme auswirken.
Über die intelligente Kombination von MES und APS (Advanced Planning and Scheduling) können erstmals un-terschiedliche Fertigungsplaner künftig auch über die zentralisierten und Cloud-basierten Systeme auf dieselbe Daten-basis zugreifen. Ein Cloud-basiertes Feinplanungstool bildet Systemfunktio-nalitäten wie Auftragsoptimierung, Stei-gerung der Maschinenauslastung und des Ressourceneinsatzes, Optimierung der Durchlaufzeiten und Rüstkosten über eine Private- als auch Public-Cloud-basierte Infrastrukturlandschaft mit einer gemeinsamen Datenbankplattform ab.
Eine solche integrierte Lösung redu-ziert die Kosten für die notwendige IT-Infrastruktur und wirkt sich insgesamt positiv auf den TCO (Total Cost of Ow-nership) aus. Technologisch gesehen er-folgen die Kommunikation und der Da-tenaustausch zwischen MES und APS synchron und nahezu in Echtzeit über die MES-Middleware. Eine Verschlüsse-lung und Authentifizierung der Kommu-nikation zwischen dem MES-Applikati-onsserver und dem APS-Client läuft über
das verschlüsselte HTTPS-Protokoll. Da-bei kann der Client auch über Firewalls und Reverse-Proxies hinweg ausfallsi-cher und verschlüsselt kommunizieren. Hiermit ist eine volle Cloud-Fähigkeit des Feinplanungstools gegeben.
Durch MES-APS-Cloud-Lösungen er-geben sich auch operative Vorteile in der Auftragseinplanung, die sich durch eine deutlich einfachere Ergänzung der Planungsautomatismen um das praxis-relevante Wissen des Fertigungsplaners zeigt. Der sekundenschnelle Vergleich unterschiedlicher Planungsvarianten der
Software kann so noch besser an die je-weiligen Spezifika von Unternehmen an-gepasst werden.
Für die diskrete Fertigungsindus trie resultieren aus dem Cloud-basierten Feinplanungstool Vorteile wie optima-le Auslastung der Produktionskapazitä-ten, Optimierung der Durchlaufzeiten, schnelle Reaktionszeiten auf Produkti-onsstörungen und so die Erhöhung der Gesamtanlageneffektivität.
Durch die zuvor dargestellten Funkti-onalitäten wird das MES noch stärker in die Unternehmensstruktur integriert und bildet durch den kontinuierlichen Daten-fluss einen aktuellen und sofort verfüg-baren Soll-/Ist-Abgleich und damit eine ganzheitliche Basis für Optimierungen im Unternehmen.
FazitFür global und interdisziplinär agierende Unternehmen ist es sinnvoll, das MES als ganzheitlichen Prozess im Zuge der Wei-terentwicklung der Geschäftsprozesse zu betrachten und nicht nur als Software-Produkt. Dabei führt in Zukunft kein Weg an einem EMES vorbei, um die Effizienz im Sinne der Industrie 4.0 über alle Werke hinweg zu steigern. jbi
Martin Heinz ist General Manager D-A-CH bei iTac Software. Heike Wilson ist Geschäftsführerin bei Dualis IT Solution.
EMES wird zur globalen unternehmensweiten Datendrehscheibe.
Der Mitarbeiter als Dirigent im Produktionsprozess. Bilder: iTac

5 / 2 0 1 412
D I E H E R AU S F O R D E R U N G ist per-fekt: Jedes Produkt soll, möglichst an den speziellen Kundenwunsch angepasst, die Werkshalle verlassen. Doch das bedeutet immer kleinere Losgrößen. Die geringe Bestellmenge treibt den Aufwand für die individuelle Konfiguration des Einzelteils in die Höhe.
Hinzu kommt noch die Verkürzung der akzeptierten Lieferzeit, verursacht durch die „Amazonisierung“ der Verbraucher. Der Kunde erwartet heute eine schnelle Verfügbarkeit seiner bestellten Ware, das bedeutet, die Durchlaufzeiten in der Pro-duktion müssen optimiert sein und der horizontale und vertikale Informations-fluss müssen nahtlos miteinander ver-bunden sein, denn es können nicht stets alle Produktvariationen auf Lager vorge-halten werden.
Auch die Preissensibilität der Verbrau-cher zwingt zu kostenoptimaler Produk-tion und die Minimierung von Lagerhal-tungskosten. Schlussendlich sind auch bei einem hochindividualisierten Produkt, das eventuell nur einmal für den Kunden so gefertigt wird, die Qualitätsansprüche extrem hoch, obwohl durch die Varianten das Risiko für Qualitätsmängel steigt.
Ein sich verschärfender Fachkräfte-mangel in der Produktion wird in Zu-kunft dazu führen, dass die Belegschaft „veraltet“. Auch ist mit mehr ungelernten Arbeitern zu rechnen, die jedoch zuneh-mend komplexe Arbeitsgänge durchfüh-ren müssen.
Unterm Strich bedeutet das, die Produkti-on muss mehr Komplexität in weniger Zeit beherrschen. Für Lieferanten im OEM-Ge-schäft kommt in der Regel noch hinzu, dass sie eine lückenlose Rückverfolgbarkeit der Produkte, Chargen und Komponenten auch über den manuellen Produktions-prozess gewährleisten müssen, um weiter als Lieferant „gelistet“ zu werden. Zusätz-lich zu den Kundenwünschen erhöht das Marktumfeld den Wettbewerbsdruck.Eine große Vielfalt an Varianten wird auch in Zukunft selten mit einer vollautomati-sierten Produktionsstraße bedient wer-den können. Es wird vielmehr die ma-nuelle und halbautomatische Montage zunehmen, die nach Variantenkonfigura-tion on Demand produziert.
Poka-Yoke-AnsatzBeim japanische Qualitätsmanagement-Ansatz „Poka Yoke“ gilt es, unglückliche Fehler zu vermeiden. Dabei können be-reits heute elektronische Helfer wie eine Werkerführung, Prozess-Verriegelung und ein automatisches Tracken und Rückverfolgen Qualitätsunfälle wei-testgehend vermeiden oder zumindest den Aufwand im Fehlerfall deutlich re- duzieren.
Ein Lösungsansatz den Werker am Ar-beitsplatz für eine fehlerfreie Produktion zu unterstützen, ist die elektronische Ar-beitsanweisung. Beispielhaftes Einsatz-gebiet ist der One-Piece-Flow-Ansatz einer U-Linie. One-Piece-Flow hat die Zielstellung der Losgröße eins, um bei losweiser Produktion Warte- und Liege-zeiten an den Fertigungseinrichtungen drastisch zu reduzieren.
Ein typischer Prozessablauf beispiels-weise in der Elektronikfertigung oder bei einem Zulieferer für die Automobil-industrie könnte folgendermaßen ausse-hen: Aus einer vorgeplanten Auftragslis-te wählt der Werker den als nächstes zu montierenden Auftrag am Display aus
Null Fehler mit SAPIndustrie 4.0 bietet die Chance, Massenproduktion und individuelles Design miteinander in Einklang zu
bringen, womit jedoch eine hohe Komplexität einhergeht. Abhilfe schaffen ein japanischer Ansatz sowie
vernetzte und intelligente Systeme, die den Monteur unterstützen.
V O N U L F K O T T I G
H A L B A U T O M AT I S C H E M O N TA G E A R B E I T S P L ÄT Z E
Kundenwunsch Anforderung an die Produktion
Individuelles Produkt • Hohe Variantenvielfalt• Kleine Losgröße bis Losgröße 1• Manuelle und halbautomatische Variantenmontage wird
zunehmen
Schnelle Verfügbarkeit • Kurze Durchlaufzeiten• Schnelle Lieferzeiten• Geringe Rüstzeiten• Vernetzte horizontale und vertikale Integration
Günstiges Produkt • Automatisierte Prozesse• On Demand Produktion
Hohe Qualität • Werkerführung• Prozessverriegelung• Produktrückverfolgbarkeit• Flexible Prozesse• Automatisiertes Qualitätsmanagement
Wie sich die Komplexitätstreiber in der Produktion beeinflussen.
Welcher Batterietyp drinsteckt, weiß das System – der Werker hat bei der Montage den Barcode gescannt. Bilder: Trebing + Himstedt

5 / 2 0 1 4 13
H A L B A U T O M AT I S C H E M O N TA G E A R B E I T S P L ÄT Z E
oder scannt den Datamatrix-Code des Fertigungsauftrags mit seinem Hand-scanner. Am Touchscreen informiert er sich in der Spezifikation des Teils, wie es produziert werden soll. Nach und nach verbucht er jeden Arbeitsschritt per Scan der verbauten Teile.
Dies bringt insbesondere zwei Vortei-le: Zunächst überprüft das System elekt-ronisch im Hintergrund, ob die verbauten Teile tatsächlich zu dem Auftrag gehören. Fehler, etwa falsch abgelegte oder falsch gegriffene Teile oder eine falsche Prozess-reihenfolge lassen sich so vermeiden. Dazu greift beispielsweise das MES-System SAP Manufacturing Execution (SAP ME) auf die integrierte Funktion SAP ME Routing und definierte Konfigurationen zurück.
Zudem wird durch jeden Scan automa-tisch in einem As-Built-Report verbucht, welche Komponenten oder Chargen in diesem Auftrag verbaut wurden. Im Fall einer Rückrufaktion ist das eine wichti-ge Informationen, um schnell betroffe-ne Aufträge und Kunden herauszufiltern. Für chargenbasierte Komponenten, bei-spielsweise Batterien, kann dies über ein Piktogramm mit Datamatrix Code am Montageplatz erfolgen.
Kommt es in der Arbeitsreihenfolge bei den verbauten Teilen im Rahmen der inte-grierten Qualitätsprüfung zu einem Fehler, wird der Prozess automatisch verriegelt. Das bedeutet, die Montage kann nicht fortgesetzt werden. Hier lässt sich per elek-tronischem Routing vorgeben, was mit dem nicht konformen Teil geschehen soll. So kann es entweder im Rahmen einer Re-paraturschleife nachgearbeitet oder als Ausschuss ausgesondert werden.
Die Fehlervermeidung lässt sich noch weiter treiben. Beispielsweise kann ein Pick-By-Light-System dem Werker hel-fen, während der Montage die Teile in der richtigen Reihenfolge aus einer Kiste zu entnehmen. Beliebt bei komplexeren Bauteilen – in Instandhaltung und an Re-paraturarbeitsplätzen – sind mittlerweile animierte 3D-Modelle als Ersatz für einfa-che Montagegrafiken. Dieses lässt sich per Touchbedienung oder auch via SAP-Glasses in alle Richtungen dre-hen und wenden. In SAP ME unterstützt an dieser Stelle „3D Visual Enterprise“.
Ist der Montagepro-zess abgeschlossen, geht es in die Verpa-ckung und Logistik. Ein nahtloser Prozess stellt sicher, dass nur final für „OK“ befun-dene Teile das Werk verlassen. Beispiels-weise kann das Sys-tem das Drucken eines Versand etiketts ver-weigern.
FazitIrren ist zwar mensch-lich und Menschen spielen mit ihrer Fle-xibilität gerade in der Montage eine essenti-elle Rolle. Jedoch lässt sich mit einem intelli-
gent vernetzten und überwachten digi-talen Prozess mit klaren, elektronischen Arbeitsanweisungen auch bei hoher Vari-antenvielfalt eine Null-Fehler-Produktion umsetzen. jbi
Dipl.-Wirt.-Ing. (FH) Ulf Kottig ist Senior- Marketing-Manager Manufacturing-Integra-ton bei Trebing + Himstedt.
Software for Perfection in Production
PSIPENTA
ERP & MES Erfahren Sie mehr über uns und unsere Lösungen
Besuchen Sie uns!Halle 4/Stand E11
www.psipenta.de»
DigMan_ITB_90x130mm.indd 1 28.08.2014 12:43:34
Poka YokeDer japanische Ansatz Poka Yoke ist eine Methode zur Vermeidung von Fehlern im Produkt, die aus menschli-chen Fehlhandlungen im Fertigungs-prozess entstehen. Das Ziel ist eine Null-Fehler-Produktion. Das japani-sche Wort „Poka“ bedeutet Versehen, Lapsus, Schnitzer, unbeabsichtigter Fehler, „Yoke“ (von yokeren) bedeutet vermeiden, verhindern. Der Begriff „Poka Yoke“ wurde Ende der 80er-Jahre in Deutschland aus Qualitätsmanage-ment-Ansätzen der japanischen Auto-mobilindustrie bekannt. Poka Yoke ist seitdem zu einem stehenden Begriff für Null-Fehler-Prozesse geworden.SAP ME animiert auch einzelne Montageschritte zum besseren Verständnis in 3D.

5 / 2 0 1 414
D E M P R O Z E S S geht es nicht anders als dem Menschen: Lässt man sie gehen, setzen sie mit den Jahren Speck an. Für die vielen gewachsenen Prozesse in der Produktions- und Fertigungsindustrie bedeutet das, dass eine kontinuierliche Prozessoptimierung unabdingbar ist.
Die im globalen Vergleich in den In-dustrieländern hohen Produktionskos-ten fordern nachhaltig nach Ausgleich durch eine höhere Effizienz im Produk-tionsprozess. Die Schlankheitskur für Prozesse ist dabei das Lean Manage-ment, ein etablierter Ansatz zur Opti-mierung der Produktionseffizienz in der Fertigungsindustrie. Lean, wörtlich mit „schlank“ übersetzt, hat sich in den ver-schiedenen Unternehmensbereichen als Denkansatz durchgesetzt: schlanke
Unternehmensführung, schlanke Ver-waltung, schlanke Entwicklung, schlan-kes Informationsmanagement und eben schlanke Produktion.
In allen Bereichen wird dieser Denkan-satz ähnlich gestaltet. Die Wirtschaftlich-keit steht im Vordergrund. Das heißt, die notwendigen Aufwände müssen auf ein Minimum reduziert werden und das Pro-zessergebnis muss trotzdem den gefor-derten Qualitätsansprüchen zu hundert Prozent genügen. Berater sprechen oft von „Verschwendungen eliminieren“.
Verschwendungen eliminierenIn der Praxis zeigt sich, dass in Produk-tionsunternehmen viele Prozesse eher eine Traditionsgrundlage haben – „wir haben das schon immer so gemacht“.
Belastbare Datengrundlagen sind häu-fig nicht vorhanden. Hinzu kommt die wachsende Komplexität der vernetzter Abläufe, die sich ohne IT-Unterstützung nicht mehr genügend überblicken lässt. In den letzten Jahren ist auch aus diesen Gründen die produktionsnahe IT immer mehr in den Blickpunkt der Prozessopti-mierer gerückt.
Wohl auch unter dem Einfluss von In-dustrie 4.0 hat dieses Interesse aktuell ei-nen neuen Höhepunkt erreicht.
Lean-Werkzeug MESMES sind häufig modulare Gebilde aus Produktionsplanung, Datenerfassung, Monitoring und Auswertung. Das Ergeb-nis ist ein Werkzeug, das hilft, Verschwen-dung aufzudecken. Dem MES spielen Weiterentwicklungen im Bereich der Sensorik und der Datenverarbeitung in den Lauf und ermöglichen heute einen umfangreichen Einsatz der Systeme in der schlanken Produktion.
Um Verfügbarkeitsprobleme, Leis-tungsschwankungen und Qualitätsdefi-zite zu erkennen, ist MES ein erprobtes und anerkanntes Werkzeug. Die Umset-
Der Diät-Shake für die ProduktionProduktionsnahe IT ist ein Lean-Instrument. Mittels MES (Manufacturing Execution Systems) lassen sich
Defizite in Prozessen identifizieren und nachhaltig optimieren. Die MES-Software Proxia übernimmt dabei
die permanente Überwachung sowie die Planung von veränderlichen Produktionsabläufen.
V O N C H R I S T I A N E R L I N G E R
M A N U FA C T U R I N G E X E C U T I O N S Y S T E M S
Die SchlankmacherDie familiengeführten Softwarehäuser Proxia Software (MES) und Coscom Computer (Shopfloor) mit Sitz in Ebersberg haben sich auf die verti-kale und horizontale Integration von prozessunterstützenden Softwaremo-dulen spezialisiert. Bekannt sind die Unternehmen für Softwaremodule im Bereich MES, CAD/CAM, Werkzeugver-waltung, Maschinensimulation und DNC. Ein weiteres Geschäftsfeld ist die Prozessberatung. Diese Kompetenz ermöglicht zielgerichtete Umsetzung von Lean-Production-Ansätzen.
Fallen hier Späne? – Optimierte Werkshallen wirken aufgeräumt – Geschäftigkeit ist auf das Wesent-liche konzentriert.

5 / 2 0 1 4 15
M A N U FA C T U R I N G E X E C U T I O N S Y S T E M S
zung in den Unternehmen erfordert aber Aufwände in Form von Projekten. Die de-taillierte Zielsetzung sowie die Berück-sichtigung der Umgebungsparameter sind enorm wichtig. Die Vielfalt der Pro-duktionsanlagen und der eingesetzten IT-Systeme im Unternehmen bergen die eine oder andere Hürde.
Die Gestaltung von vernetzten Pro-duktionslandschaften (Anlagen und Software) erfordern also eine struktu-rierte Vorgehensweise. Als sehr praxis-nah hat sich der schrittweise, modulare Systemausbau herausgestellt. Mit dieser Vorgehensweise können die Ängste vor unübersichtlichen IT-Großprojekten bei den Verantwortlichen abgebaut und in kurzer Zeit erhebliche Optimierungen er-zielt werden.
Sind die Verursacher für Verschwen-dung noch nicht eindeutig identifiziert, oder ist das Optimierungspotential noch nicht richtig einschätzbar, so lässt sich die Einführung der MES-Datenerfassung häufig als Initiativmaßnahme setzen. Die lückenlose Prozessdatenerfassung an strategisch und operativ wichtigen Produktionsanlagen gibt sehr schnell Aufschluss über Probleme im Gesamt- prozess.
Die OEE-Kennzahl (Gesamtanlagen-effektivität) liefert für die Realisierung einer schlanken Produktion den fun-dierten Ansatz. Die drei grundlegenden Fragen, warum wurde die zur Verfügung stehende Betriebszeit nicht voll genutzt, warum wurde die geplante Produktions-geschwindigkeit nicht erreicht und wa-
rum gab es Qualitätsdefizite, lässt sich mit dem punktuellen Einsatz von MES-Datenerfassungskomponenten rasch be-antworten.
Maßnahmen ableitenDie MES-Datenerfassung und -Auswer-tung liefern die Grundlagen für weite-re Maßnahmen und Ausbau der Ver-netzung. Werden in den Auswertungen Verfügbarkeitsprobleme bei Personal, Material, Betriebsmittel, Steuerungspro-gramme, und so weiter festgestellt, dann ist das häufig auf eine zu starre Planung zurückzuführen.
Der Ausbau der MES-Lösung in Rich-tung Feinplanung ist die logische Konse-quenz. Leistungs- und Qualitätsdefizite lassen sich häufig durch eine verbesser-te Prozessorganisation und eine besse-re Informationsbereitstellung ausmer-zen. Der konkrete Ansatz dazu ist die Virtualisierung des Produktionsprozes-ses. Das führt auch dazu, dass die be-reits eingesetzten Softwaresysteme in der Unternehmensorganisation und der Produktentwicklung näher an den ei-gentlichen Produktentstehungsprozess heranrücken.
Schrittweise und bedarfsgerecht führt das zum Ziel: der totalen Informa-tionsvernetzung. Die Herausforderung auf dem Weg ist, die Produktion zu ver-schlanken ohne die Organisation in an-deren Bereichen, etwa der IT oder der Verwaltung, aufzublähen – das wider-spricht dem Lean-Gedanken. jbi
Ing. Christian Erlinger ist Produktmarketing-Manager bei Proxia Software in Ebersberg.Hallen-Monitoring: Kennzahlen und Produktionsdaten direkt in der Fertigung darstellen.
Beraten und genau hinschauen – produktionsnahe IT verschlankt die Produktion. Bild: Proxia Software
Die Automatisierungspyramide stellt die vertikale und horizontale Infor-mationsvernetzung in der Fertigung dar.

5 / 2 0 1 416
M A K A S YS T E M S stellt Spezial-CNC-Bearbeitungszentren für Kunden der Au-tomobilindustrie, des Flugzeugbaus und der holz- und kunststoffverarbeitenden Industrie her. Großes Augenmerk legt das Unternehmen auf Qualität, Präzisi-on und Zuverlässigkeit. Um diesen An-sprüchen zu genügen, ist eine stetige Prozess optimierung nötig.
Beispielsweise hat Maka eine Lösung für die Personalzeit- und Betriebsdaten-erfassung mit integriertem Leitstand eingeführt. Leicht haben es sich die Ver-antwortlichen bei der Auswahl nicht ge-macht. Die wichtigsten Hersteller auf diesem Gebiet wurden nach im Vorfeld festgelegten Kriterien auf Herz und Nie-ren geprüft und bewertet. Nach meh-reren Präsentationsterminen und sorg-fältiger Abwägung fiel die Wahl auf die Lösung Avero des Anbieters Digital-Zeit aus Neu-Ulm.
Andreas Heinemann, zuständig für das Qualitätsmanagement bei Maka, und
IT-Leiter Ulrich Fischer haben diese Ent-scheidung nach eigenen Angaben bis heute nicht bereut.
Die gesamte Personalzeit- und Auf-tragsdatenerfassung sollte runderneu-ert werden. Denn bis zur Einführung der durchgängigen Lösung erfolgten fast alle Erfassungsprozesse manuell. Die Per-sonalzeit wurde auf Grundlage von Ein-zelnachweisen der Mitarbeiter in einer Excel-Tabelle erfasst – Überstunden und Zuschläge manuell berechnet. „Wir ha-ben eine komplexe Regelung für Über-stunden. Die Vorgaben konnten wir eins zu eins im neuen System abbilden, was zu einer deutliche Entlastung im Perso-nalbüro geführt hat“, erklärt Heinemann. Zudem verringere die Automatisierung Fehler und erhöhe die Übersichtlichkeit.
Die Einführung der Personalzeiterfas-sung im Unternehmen erfolgte im Ein-vernehmen mit den Beteiligten. Auch der Betriebsrat war von der Funktionalität der Zeiterfassung überzeugt, denn die
minutengenaue Abrechnung steigert die Transparenz tatsächlich geleisteter Ar-beitszeit. Die Einführung erfolgte inner-halb von vier Wochen und der Testlauf gestaltete sich so reibungslos, dass die erfassten Daten direkt in den Echtbetrieb übernommen werden konnten.
Einführung der Betriebsdaten-erfassungAuch bei der Betriebsdatenerfassung wollte Maka neue Wege gehen. Bis zur Umstellung wurden die Auftragsstun-den auf einem Lohnschein geführt und anschließend manuell in das ERP-System übertragen.
Nun ruft die Avero-Betriebsdatenerfas-sung die Aufträge in der Fertigung direkt über die Auftragsnummer auf und be-bucht sie entsprechend. Hierzu steht an jeder Buchungsstation in der Fertigung eine Liste mit den relevanten Auftrags-nummern zur Verfügung. „Wir haben uns hier bewusst für die papierlose Variante und gegen das Einlesen von Barcodes entschieden, weil mit unserer Lösung die Prozesse viel direkter ablaufen können. Zu Fehlern bei der Eingabe kommt es so gut wie nicht“, erklärt Fischer.
Die Daten für die Auftragserfassung liest Avero aus dem ERP-System aus und meldet die Zeiten entsprechend auch zu-rück. Hier war eine Sonderanpassung für die Schnittstelle gefordert. „Der Daten-austausch erfolgt reibungslos“, kommen-tiert Fischer. „Die Auftragsdaten werden aus dem ERP im 10-Minuten-Rhythmus abgeholt und abends automatisch über eine Routine zurückgemeldet.“
Mit den aus der Avero-Betriebsdaten-erfassung gewonnenen Informationen lassen sich Soll/Ist-Vergleiche für die Nachkalkulation genauer und schneller als zuvor durchführen. Die Verantwortli-chen können nachvollziehen, wann Ma-schinen nicht produktiv waren und auch
Schritt für Schritt zu neuen EinsichtenEin Hersteller von Spezial-Bearbeitungszentren optimiert durch Einführung einer Zeiterfassung seine
Produktion. Als die steht, gehen die Verantwortlichen noch einen Schritt weiter.
V O N K A R I N K I E H L N E K E R
Z E I T E R FA S S U N G U N D F E R T I G U N G S L E I T S TA N D

Z E I T E R FA S S U N G U N D F E R T I G U N G S L E I T S TA N D
die Gründe ermitteln. Aus diesen Er-kenntnissen lässt sich darauf schließen, was bei einer Planung für künftige Auf-träge verbessert werden kann.
„Bei der Nutzung der nun zur Verfü-gung stehenden Auswertungsmöglich-keiten sehen wir noch viel Potenzial, um damit noch genauer unsere Fertigungs-prozesse beeinflussen zu können“, erklärt Heinemann.
Leitstand zur ZukunftNach erfolgreicher Einführung der Be-triebsdatenerfassung sah Maka Systems weiteres Optimierungspotenzial. So war bisher eine konkrete Planung und Pro-zessverfolgung über einen Zeitraum von 14 Tagen hinaus nicht möglich. Die Ferti-gungszyklen der Sondermaschinen sind aber deutlich länger. Ein neues Planungs-tool sollte hier Abhilfe schaffen und das Unternehmen in die Lage versetzen, wei-ter in die Zukunft zu planen.
Der neue Fertigungsleitstand bietet genau diese Möglichkeit, indem er ge-gen Ressourcen plant. Damit wird klar, wie und in welchem Maße sich die End-termine nach aktueller Planung verschie-ben. So kann das Unternehmen heute frühzeitig Gegenmaßnahmen einleiten.
Eine der Erkenntnisse aus der Arbeit mit dem Fertigungsleitstand ist, dass man bis-lang für bestimmte Tätigkeiten zu wenig qualifizierte Mitarbeiter hatte. Ein Szena-rio, das im Fertigungsleitstand durchge-spielt wurde, hat gezeigt, wie sich die Fer-tigungssituation verändern würde, wenn mehr Personal zur Verfügung stünde.
„Aus dieser Erkenntnis heraus sind wir zu dem Schluss gekommen, dass wir mehr Elektriker einstellen müssen, um immer an der gleichen Stelle auftretende Eng-pässe dauerhaft beseitigen zu können. Dieser Schritt kommt uns heute nachhal-tig zugute“, sagt Heinemann.
Nach Einführung des Fertigungsleit-stands hat sich die Liefertreue deutlich verbessert. Heinemann kommentiert: „Der Leitstand schafft eine transparente Zukunft. Auf unvorhergesehene Ereig-nisse können wir nun früher reagieren, weil wir einfach direkt ablesen können, welche Auswirkungen selbst vermeintli-che kleinere Zwischenfälle in der Summe haben.“
AusblickBei der Einführung der Systeme hat Di-gital-Zeit mit Sonderanpassungen und Beratungen unterstützt. So konnten die Einführungszeiten für die unterschied-lichen Module gering gehalten werden. Eine übersichtliche und einfach zu bedie-nende Benutzeroberfläche der Lösungen hat zudem den Schulungsaufwand für die Mitarbeiter minimiert.
Die Verantwortlichen bei Maka, Fischer und Heinemann, ziehen ein positives Fa-zit und möchten künftig eventuell auch Außendienstmitarbeiter und externe Ap-plikationsingenieure in die Zeiterfassung aufnehmen. jbi
Karin Kiehlneker verantwortet die Presse- und Öffentlichkeitsarbeit bei Digital-Zeit in Neu-Ulm.
Präzision, Qualität, Zuverlässigkeit sind die Attribute, die das Unternehmen mit seinen Produkten besetzen möchte.
Um die hoch gesteckten Ziele zu erreichen, optimiert das Unternehmen laufend seine in-ternen Abläufe. Bilder: Maka
www.digital-manufacturing-magazin.de
Bild
: fot
olia
.com
DIGITAL MANUFACTURING – denn Erfolg ist buchbar!
• Digitale Lösungen für die Fertigung, für alle, die heute schon an morgen denken
• Wir begleiten den revolutionären Weg zu Industrie 4.0
• Weil 85 % der professionellen Entscheider Fachmedien lesen
• Die crossmediale Plattform für Ihre Werbebotschaften
• Fertigungsrelevante Innovationen für Sie auf den Punkt gebracht
Digital Manufacturing Magazin
ePaper & AppDigital Manufacturing Magazin
Probeabo
AU F B AU U N D O P T I M I E R U N G I T - G E S T Ü T Z T E R P R O D U K T I O N S P R O Z E S S E
weil Qualität entscheidend ist
DM_Anzeigen_2014_1.indd 3 23.09.14 09:16

5 / 2 0 1 418
I M J A H R 1998 übernimmt der Stry-ker-Konzern das Unternehmen How-medica Leibinger in Freiburg und Mühlheim-Stetten – und damit fast ein halbes Jahrhundert Erfahrung in der Herstellung chirurgischer Instrumente. Heute beschäftigt Stryker Leibinger 700 Mitarbeiter, die mit ihrem Know-how medizintechnische Produkte entwickeln und fertigen.
120 der Mitarbeiter arbeiten in Mühl-heim-Stetten, dem Gründungsstandort, in Konstruktion, Produktion und Mon-tage. Um auf dem globalen Markt wett-bewerbsfähig zu bleiben, findet Stryker
immer wieder neue Wege, um Qualität und Produktivität in der Leibinger-Ferti-gung zu optimieren. Seit 2007 gibt es in der Werkshalle des Unternehmens auch Werkzeugmaschinen von DMG.
Seine Kompetenz und Know-how in der Fertigung von chirurgischen Instru-menten hat das Werk in Mühlheim- Stetten in diesem Jahr mit dem Plant Excellence Award unterstreichen kön-nen; der Stryker-Konzern hat weltweit 19 Werke und zeichnet mit diesem Preis das jeweils beste aus.
Eine Grundlage für den Erfolg sei auch die gute Zusammenarbeit der beiden süddeutschen Standorte, unterstreicht Simon Heyse, Teamleader Maschine Shop CMF in Mühlheim-Stetten, und erklärt die Aufgabenverteilung: „Grundsätzlich werden die chirurgischen Instrumente in Freiburg entwickelt. Unsere Konstrukteu-re werden jedoch oft früh in die Entwick-lung eingebunden, um das Design für die Fertigung zu optimieren.“ Nach der mechanischen Bearbeitung, der Quali-tätskontrolle und der Montage folge eine vorläufige Reinigung der Produkte. „Die Endreinigung und den Versand überneh-men wieder Kollegen in Freiburg.“
Mannlose Schichten steigern EffizienzUm auf ein kontinuierliches Wachstum von 20 Prozent pro Jahr zu kommen, denkt das Unternehmen nicht nur fort-schrittlich, sondern setzt auch auf mo-derne Fertigungstechnik: Automatisier-te Bearbeitungszentren steigern mit mannlosen Schichten die Produktivität, effiziente Frässtrategien und perma-nente Prozessoptimierung reduzieren den Anteil zeit- und kostenintensiver Arbeitsschritte.
Beispielsweise werden Teile, die bis-lang geschmiedet wurden, zunehmend aus dem Vollen gefräst. „Moderne Werk-
zeugmaschinen haben die erforderliche Dynamik“, erklärt Heyse und verweist auf die jüngste Anschaffung am Standort: eine DMU 60 Evo linear von DMG Mori mit Roboterhandling WH3 Automation und Dynamikpaket.
Effizient aus dem Vollen2007 hat das Unternehmen in eine DMU 50 Evo linear investiert. „Dank integrieter Roboter-Zuführung läuft die Maschine sieben Tage die Woche, 24 Stunden am Tag“, erklärt Jörg Hermann, Manufactu-ring & Engineering bei Stryker-Leibinger. Das Beeindruckende an dieser Maschine sei auch die Spindel: „Wir arbeiten nach wie vor mit der ersten Spindel. Über 31.000 Betriebsstunden und 4,5 Millio-nen Werkzeugwechsel.“
Die Zuverlässigkeit würden er und sei-ne Kollegen als Qualitätsbeweis verste-
24 Stunden, 7 Tage die WocheWas nutzt die beste Maschine, wenn sie nachts steht, so oder so ähnlich dachten wohl die Verantwortlichen
beim Hersteller chirurgischer Instrumente Stryker Leibinger, als sie sich für ein Bearbeitungszentrum mit
integriertem Roboter-Handling entschieden – alles aus einer Hand.
A U T O M AT I S I E R T E B E A R B E I T U N G S Z E N T R E N
Maschine und Roboterzelle aus einer Hand: Deckel Maho Seebach und DMG Mori Systems haben ein ge-meinsames Paket geschnürt.
Die Roboterzelle WH3 ist seitlich angebracht, so lässt sich das Bearbeitungszentrum bei Bedarf jederzeit über den Hauptzugang beladen.

5 / 2 0 1 4 19
A U T O M AT I S I E R T E B E A R B E I T U N G S Z E N T R E N
hen, was auch bei den späteren Anschaf-fungen eine Rolle gespielt habe. So ist diese Maschine inzwischen gemeinsam mit einer HSC 75 linear in einer vollau-tomatisierten Fertigungszelle integriert, die Einzelteile, Paletten und Vorrichtun-gen selbstständig wechselt.
In den folgenden Jahren kamen drei zusätzliche DMG-Maschinen hinzu, dar-unter die oben erwähnte Evo 60. „Hierbei ging es teilweise darum, alte Maschinen zu ersetzen oder unsere Fertigungskapa-zitäten auszubauen“, begründet Heyse die Anschaffungen.
Flexibel reagierenHermann ergänzt: „Die Maschinen sind kompakt gebaut, ergonomisch in der An-wendung und für unsere Produktpalette extrem vielseitig.“ Außerdem könne man die vergleichsweise kleinen Werkstücke hochpräzise und sehr dynamisch bear-beiten. Die Bearbeitungszentren sind da-rüber hinaus über das Firmennetzwerk verbunden und allesamt automatisiert. „Dadurch können wir jederzeit flexibel je nach Auftragslage reagieren“, erklärt Heyse. Angesichts kleiner Losgrößen und kurzer Lieferfristen sei eine hohe Flexibi-lität in der Fertigung heutzutage wettbe-werbsentscheidend.
Nach den Erfahrungen der vergange-nen Jahre war auch im Fall der jüngsten Anschaffung klar, dass es nur ein auto-matisiertes Bearbeitungszentrum sein wird. Novum bei der neuen Maschi-ne ist allerdings, das es zum ersten Mal nur einen Lieferanten für Maschine und Roboterzelle gab. „Durch das gemein-same Angebot von Deckel Maho See-bach und DMG Mori Systems konnten wir alles über einen Ansprechpartner ab-wickeln, was die Kommunikation deut-lich vereinfacht“, findet Jörg Hermann.
Und auch auf technischer Seite sieht er Vorteile: „Maschine und Roboterzelle sind optimal aufeinander abgestimmt.“ Der Roboter be- und entlädt das Bear-beitungszentrum über einen seitlichen Eingang, so dass der normale Zugang zur Maschine weiterhin genutzt wer-den kann. Für Stryker Leibinger war dies eine Voraussetzung, wie Simon Heyse ergänzt: „So können wir jederzeit auch manuell in die automatisierte Fertigung eingreifen und bei Bedarf eilige Aufträge manuell einschieben.“
Eine direkte Auswirkung auf die Pro-duktivität von Stryker Leibinger hat auch
das Dynamikpaket der neuen Maschine. Um die dynamischen Möglichkeiten so-wie Simultanoperationen optimal auszu-nutzen, wird ein spezielles Programmier-system angewandt. Anstatt wie bisher ausschließlich geschmiedete Werkstücke zu bearbeiten, können die Instrumen-te nun in einer Aufspannung aus einem Block herausgefräst werden.
Der Nutzen liegt auf der Hand: Die Schmiedearbeiten entfallen, die effi-ziente Zerspanung hat einen höheren Anteil an der Wertschöpfungskette und umfangreiche manuelle Nacharbei-ten gehören der Vergangenheit an. „Die Oberflächengüte entspricht den hohen Standards der Medizintechnik, so dass die Produkte nur noch vom Rohmateri-al getrennt werden müssen, ehe wir sie montieren“, erläutert Heyse.
Mit der regelmäßigen Modernisie-rung und Aufrüstung des Maschinen-parks gibt Stryker Leibinger die Rich-
tung für die kommenden Jahre vor. „Weiteres Wachstum ist fest eingeplant, was neue Investitionen in der Produkti-on nach sich ziehen wird“, fügt Hermann hinzu. Das Konzept der DMG-Maschinen werde auch dann wieder in der enge-ren Wahl sein. Darüber hinaus gilt das Interesse aber auch der Ausbildung von Fachkräften.
Investition in die MitarbeiterStryker Leibinger stellt im Bereich der Zer-spanung jährlich im Schnitt sechs Azubis ein. Für Heyse ist das der sinnvollste Weg, um dem Fachkräftemangel aus dem Weg zu gehen: „Mit der eigenen Ausbildung gewährleisten wir, dass unsere Mitarbei-ter das Know-how für die anspruchsvolle Arbeit mitbringen und zukunftsorientiert denken.“ Denn am Ende entscheide das Zusammenspiel von Mensch und Tech-nologie über die erfolgreiche Geschäfts-entwicklung. jbi
Diese Maschine ar-beitet seit 2007 bei
Stryker Leibinger – 31.000 Betriebs-
stunden, 4,5 Mil-lionen Werkzeug-
wechsel.Bilder: Stryker Leibinger
und DMG Mori
Jörg Hermann (links), Manufac-
turing & Enginee-ring, und Simon
Heyse, Teamleader Maschine Shop
CMF, in der Ferti-gung am Stryker-
Leibinger-Standort Mühlheim-Stetten
vor einem automa-tisierten Bearbei-
tungszentrum.

5 / 2 0 1 420
T E M P E R AT U R E N bis 120 Grad Celsi-us, Wasserdampf, Säuren und Schmutz-ablagerungen – in Stabwalzwerken ein-gesetzte RFID-Systeme müssen hart im Nehmen sein, denn die Arbeitsbedin-gungen setzen den Transpondern und Schreib leseköpfen zu. Eine gute Wahl sind da Ganzmetall-Systeme aus Edelstahl.
Das Familienunternehmen Kocks aus Hilden ist auf die Entwicklung von Walz-blöcken spezialisiert. In der aktuellen Generation seiner Stabwalzblöcke setzt man nun seit einiger Zeit Niederfre-quenz-RFID-Systeme ein, um die Walzge-rüste zu erkennen.
Stabstähle sind Vorprodukt beispiels-weise für Achsen und Wellen, rotations-symmetrische Werkzeuge und Präzisi-onsdrehteile. Hergestellt werden sie in einem Prozess, bei dem ein Knüppel in mehreren Stufen reduziert wird. Dazu wird der Vorblock zunächst im Wärmofen erhitzt und anschließend in einer Ent-zunderungsanlage vom Zunder befreit. Erst danach erfolgt der Schritt des Redu-zierens in einer Formstahlstraße beste-hend aus Vor- und Zwischenstraße und
der Fertigstraße, in diesem Fall ein Redu-zier- und Sizingblock (RSB). Ein solcher RSB der Firma Kocks besteht aus drei bis zwölf Gerüstplätzen.
An jedem Gerüstplatz kommt jeweils ein Drei-Walzen-Gerüst zum Einsatz. Die Drei-Walzen-Technologie erlaubt drall-freies Walzen von Qualitätsstählen, Son-dergüten, Superlegierungen, gesinterten Materialien und NE-Metallen sowie de-ren Legierungen. Jedes Gerüst benötigt einen speziellen Walzensatz aus drei Wal-zen mit einem bestimmten Profil, das die Einsatzposition des Gerüsts im Walzblock vorgibt. Je nach zu walzenden Abmes-sungen werden die Gerüste mit einem anderen Walzensatz ausgestattet.
Für den reibungslosen Prozessablauf ist es von entscheidender Bedeutung, dass jedes Gerüst mit dem richtigen Satz Walzen an dem vorgesehenen Platz im Walzblock steht. Ist das nicht der Fall, kommt es zu Fehlwalzungen oder im schlimmsten Fall zum Steckenbleiben des Stabes in der Anlage – mit in der Fol-ge langen Stillstandzeiten und hohen Kosten.
RFID für ProzesssicherheitFrüher überprüfte der Maschinenführer, ob der Walzblock korrekt bestückt ist; heute übernimmt ein RFID-System diese Aufgabe. Prozesssicherheit und Automa-tisierungsgrad des Stabwalzwerks stei-gen damit gleichermaßen. Kocks rüstete jedes Gerüst mit einem RFID-Transpon-der aus und auch die Führung, die den Stab von Gerüst zu Gerüst führt und das Drehen beim Walzen verhindert.
Jeder Gerüstplatz verfügt über ent-sprechende Schreibleseköpfe – „Wir ha-ben uns nach eingehenden Versuchen für das Ganzmetall-125-Kilohertz-System von Contrinex entschieden, nachdem es der harten Umgebung dauerhaft stand-hielt und gut arbeitete“, erklärt Dr. Gork Ullrich, Senior Engineer Technology bei Kocks und zuständig für die Entwicklung des Gerüsterkennungssystems. Die ex-trem robusten Ganzmetall-Transponder werden bündig in die Walzgerüste integ-riert und fallen kaum auf.
Sie enthalten jeweils eine eindeutige ID, die einem Gerüst zugeordnet ist. Der Schreiblesekopf liest diese ID aus, die von einer speziellen PC-Software in eine Datenbank geschrieben wird. In der Da-tenbank sind die aktuellen Gerüstdaten hinterlegt, die über die ID den Gerüsten zugeordnet sind.
Eigens entwickelte SoftwareUm bei der Umstellung auf einen ande-ren Abmessungsbereich möglichst we-nig Zeit zu verlieren, werden die auszu-tauschenden Gerüste für die nächste Aufgabe vorab vorbereitet. Erkennt das System beim anschließenden Gerüst-wechsel Fehlbestückungen, bekommt der Walzer eine Meldung über die Be-nutzeroberfläche, sodass er Korrektu-
Prozesse wie StahlIm Stabwalzwerk sichern Ganzmetall-RFID-Systeme die korrekte Zuord-
nung von Gerüsten, Führungen und Walzen und steigern damit den Auto-
matisierungsgrad und die Prozesssicherheit der Anlage.
V O N N O R B E R T M A T T H E S
I N D U S T R I E L L E I D E N T I F I K AT I O N
Elektrische AutomatisierungSysteme und KomponentenInternationale Fachmesse und KongressNürnberg, 25. – 27.11.2014
Weitere Informationen unter+49 711 61946-828 oder [email protected]
Ihre kostenlose Eintrittskarte
www.mesago.de/sps/eintrittskarten
Answers for automationEuropas führende Fachmesse für elektrische Automatisierung bietet Ihnen:• den umfassenden Marktüberblick• 1.600 Aussteller mit allen Keyplayern• Produkte und Lösungen• Innovationen und Trends
SPS_ANZ_2014_D_210x148_END.indd 1 30.06.14 11:47
Der Mitarbeiter in der Gerüstvorbe-reitung liest die RFID-Transponder der Gerüste mit einem Handlese-gerät aus. Bild: Kocks
Bündig und widerstandsfähig: Ganzmetall-Niederfrequenz-Transponder eignen sich für widrige Umgebungen. Bild: Contrinex

5 / 2 0 1 4 21
I N D U S T R I E L L E I D E N T I F I K AT I O N
ren vornehmen kann. Damit auch bei der Gerüstvorbereitung alles zueinander passt und Fehler vor dem Einsetzen in den Walzblock ausgeschlossen werden, entwickelte Kocks einen robusten Hand-scanner mit integriertem Schreiblese-kopf für die Erkennung der Gerüste.
Dieser Scanner erfasst die Daten des Gerüst-Transponders und leitet sie an einen PC weiter. Die Bedienoberfläche zeigt dem Werker, ob alles korrekt mon-tiert und eingestellt wurde. Alle erfor-derlichen Softwarekomponenten für Da-tenauswertung, Benutzerführung und
Bedienoberflächen entwickelten die IT-Spezialisten von Kocks in Eigenregie.
Die Software fragt die Schreibleseköp-fe zyklisch ab und erfasst damit sämt-liche Veränderungen des Systems und schreibt sie in eine Datenbank. „Unsere Anwendungen sind PC-basiert und wir nutzen einen TCP/IP-Server zur Übertra-gung der Signale über das lokale Ether-net-Netzwerk (LAN) anstelle einer An-bindung und Auswertung über eine speicherprogrammierbare Steuerung“, erläutert Dr. Ullrich. Der Transponder ent-hält aktuell nur die Gerüst-ID. Kocks hat sich jedoch die Möglichkeit offen gehal-ten, ihn künftig auch mit Informationen beschreiben zu können. Zudem arbeiten die Spezialisten des Hildener Unterneh-mens aktuell daran, die RFID-Technolo-gie auch für Rohrwalzblöcke anzubieten.
Robustes SystemGanzmetall-RFID-Datenträger und -Schreibleseköpfe eignen sich für Tem-peraturen zwischen -40 bis +125 Grad Celsius. Kocks setzt Transponder mit ei-nem Durchmesser von 26 Millimetern und der Schutzart IP 69K ein. Diese sind
bündig in Metall einbaubar und kön-nen durch das Metall hindurch beschrie-ben beziehungsweise gelesen werden. Die Speicherkapazität der Tags beträgt 120 „Worte“ zu je 16 Bit. Die Anzahl der Schreibzyklen beträgt bei diesem Typ 100.000, die Zahl der Lesezyklen ist un-begrenzt.
Die Ausrüstung der Stabwalzwerke mit RFID-Systemen hat neben der erhöhten Prozesssicherheit noch einen weiteren entscheidenden Vorteil: „Wir können mit-hilfe des Systems sämtliche Prozessda-ten gerüstspezifisch erfassen und wissen nicht nur zu jeder Zeit den aktuellen Zu-stand der Gerüste, sondern beispielswei-se auch, wann welches Gerüst wo und in welchem Zustand eingesetzt wurde, welche Tonnagen es in einem bestimm-ten Zeitraum gewalzt hat. Das gibt dem Walzwerkbetreiber die Möglichkeit zu ei-ner besseren Ressourcenplanung, etwa bei der Wartung und Instandhaltung der Gerüste oder der Beschaffung der Wal-zen“, so Ullrich. jbi
Dipl.-Ing. Norbert Matthes ist Produktma-nager bei Contrinex Sensor in Krefeld.
Elektrische AutomatisierungSysteme und KomponentenInternationale Fachmesse und KongressNürnberg, 25. – 27.11.2014
Weitere Informationen unter+49 711 61946-828 oder [email protected]
Ihre kostenlose Eintrittskarte
www.mesago.de/sps/eintrittskarten
Answers for automationEuropas führende Fachmesse für elektrische Automatisierung bietet Ihnen:• den umfassenden Marktüberblick• 1.600 Aussteller mit allen Keyplayern• Produkte und Lösungen• Innovationen und Trends
SPS_ANZ_2014_D_210x148_END.indd 1 30.06.14 11:47
Contrinex liefert das RFID-Niederfrequenz-System auch mit Ganzmetall-Schreib-/Lese-köpfen und -Transpondern aus Edelstahl.Bild: Contrinex

5 / 2 0 1 422
D E R B E D A R F wächst über alle Bran-chen hinweg. Für die Identifikation in Produktion und Logistik bietet der Markt abhängig von der jeweiligen Applikation sowohl RFID-Systeme auf Basis von Funk-wellen als auch optische Lesesysteme zur Erkennung von 1D- und 2D-Codes, Klar-schrift und Objekten. Diese Technologien stellen eine lückenlose Verfolgbarkeit von Produkten und Komponenten entlang des gesamten Herstellungs-, Beschaf-fungs- und Versandprozesses sicher.
Wie Mensch und Maschine sehenBei der Identifikation von Komponen-ten ist das Anbringen einer eindeutigen Kennzeichnung sinnvoll, da die zusätz-lich angebrachten Kennungen auf die Identifikationsfähigkeiten und -möglich-keiten von Mensch oder Maschine zu-geschnitten sind. Während der Mensch lesbare Markierungen, zum Beispiel Klar-schrift, bevorzugt, basiert die maschinel-
le Identifikation entweder auf optischen Merkmalen wie Data-Matrix-Code und Barcode oder auf Daten auf einem Chip, die per Funk auslesbar sind (RFID).
Die älteste Form der Identifikati-on aber, die der Mensch seit jeher be-herrscht, ist die Objekterkennung, bei der allein anhand spezifischer Objekt-merkmale klassifiziert beziehungsweise eindeutig identifiziert wird. Maschinen haben diese Fähigkeit erst in den letzten Jahren gelernt.
Optische ObjekterkennungOptische Lesesysteme gibt es sowohl als mobile Handlese- wie auch stationäre Le-sesysteme für die Erfassung von Codes. Neben Codelesen und Texterkennung sind heute auch leistungsstärkere Sys-teme verfügbar, die auch Objekterken-nung beherrschen. Ein Anbieter solcher Systeme ist beispielsweise Siemens.Die Objekterkennung benötigt keinen
Aufwand zum Markieren, da objekteige-ne Merkmale zur Erkennung herangezo-gen werden. In Kombination mit geeig-neter Software erreichen die Systeme bei der Objekterkennung Raten von mehre-ren tausend Teilen.
Anwendung finden solche Systeme unter anderem bei einer Qualitätskont-rolle in der Fertigung, indem eine Objekt-kontur mit einer Sollkontur verglichen wird. In der Montage kann die Anwesen-heitskontrolle über Klassifikation und Positionserkennung durch Vergleich mit Vorgabewerten durchgeführt werden. Weiter ist die Positionserkennung in der Zuführtechnik oder die Mengenüberwa-chung in der Fertigung möglich.
Objekt- und Texterkennung lassen sich auch kombinieren. So kann mit Ob-jekterkennung ein beschriftetes Medium (etwa ein Label) lokalisiert beziehungs-weise die Zahl der zu lesenden Objekte bestimmt werden. Auch lässt sich Ob-jekterkennung nutzen, um während der Texterkennung zu prüfen, ob Warnzei-chen, Symbole oder Logos korrekt ange-bracht sind.
Komplex wird das Ganze, wenn der Grad der Standardisierung abnimmt. Va-riieren beispielsweise Objekt- und Hin-tergrundfarbe, dann hebt sich das Ob-jekt unter Umständen nicht mehr vom Hintergrund ab. Eine konturbasierte Ob-jekterkennung ist in solchen Fällen der farbbasierten Erkennung überlegen und
Objekte maschinell erkennenBildverarbeitung oder RFID – die Methoden zur Identifikation in der Industrie sind vielfältig. Die gewählte
Lösung muss insbesondere der Fertigungsumgebung, den Materialeigenschaften der Produkte und dem
speziellen Anwendungsfall entsprechen. V O N N I C O L E L A U T H E R U N D T H O M A S B E C K
I N D U S T R I E L L E I D E N T I F I K AT I O N
Oft sollen Mensch und Maschine gleicherma-ßen die Kennzeichnungen lesen können.
Optische Lesesyste-me Simatic MV440 von Siemens bieten zusätzlich zum Lesen von 1D- und 2D-Codes die Funktio-nen wie Text- und Objekterkennung. Sie lassen sich über Software-Lizenzen nachrüsten.
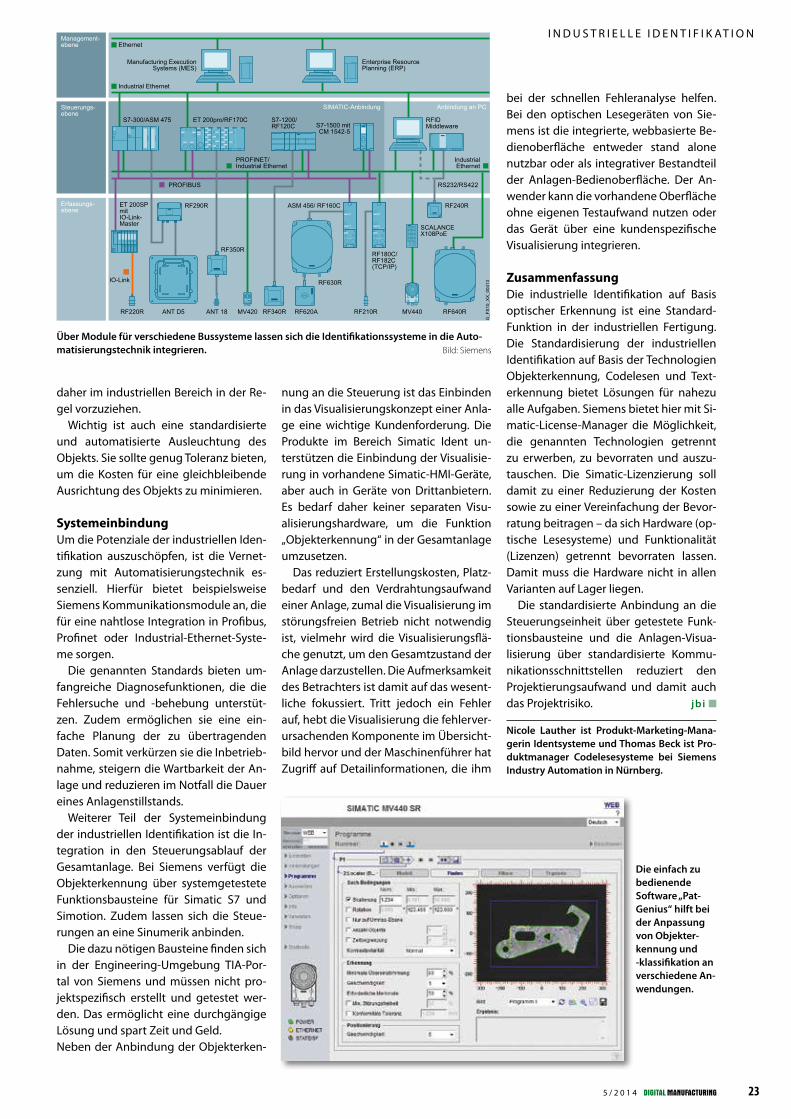
5 / 2 0 1 4 23
I N D U S T R I E L L E I D E N T I F I K AT I O N
daher im industriellen Bereich in der Re-gel vorzuziehen.
Wichtig ist auch eine standardisierte und automatisierte Ausleuchtung des Objekts. Sie sollte genug Toleranz bieten, um die Kosten für eine gleichbleibende Ausrichtung des Objekts zu minimieren.
SystemeinbindungUm die Potenziale der industriellen Iden-tifikation auszuschöpfen, ist die Vernet-zung mit Automatisierungstechnik es-senziell. Hierfür bietet beispielsweise Siemens Kommunikationsmodule an, die für eine nahtlose Integration in Profibus, Profinet oder Industrial-Ethernet-Syste-me sorgen.
Die genannten Standards bieten um-fangreiche Diagnosefunktionen, die die Fehlersuche und -behebung unterstüt-zen. Zudem ermöglichen sie eine ein-fache Planung der zu übertragenden Daten. Somit verkürzen sie die Inbetrieb-nahme, steigern die Wartbarkeit der An-lage und reduzieren im Notfall die Dauer eines Anlagenstillstands.
Weiterer Teil der Systemeinbindung der industriellen Identifikation ist die In-tegration in den Steuerungsablauf der Gesamtanlage. Bei Siemens verfügt die Objekterkennung über systemgetestete Funktionsbausteine für Simatic S7 und Simotion. Zudem lassen sich die Steue-rungen an eine Sinumerik anbinden.
Die dazu nötigen Bausteine finden sich in der Engineering-Umgebung TIA-Por-tal von Siemens und müssen nicht pro-jektspezifisch erstellt und getestet wer-den. Das ermöglicht eine durchgängige Lösung und spart Zeit und Geld.Neben der Anbindung der Objekterken-
nung an die Steuerung ist das Einbinden in das Visualisierungskonzept einer Anla-ge eine wichtige Kundenforderung. Die Produkte im Bereich Simatic Ident un-terstützen die Einbindung der Visualisie-rung in vorhandene Simatic-HMI-Geräte, aber auch in Geräte von Drittanbietern. Es bedarf daher keiner separaten Visu-alisierungshardware, um die Funktion „Objekterkennung“ in der Gesamtanlage umzusetzen.
Das reduziert Erstellungskosten, Platz-bedarf und den Verdrahtungsaufwand einer Anlage, zumal die Visualisierung im störungsfreien Betrieb nicht notwendig ist, vielmehr wird die Visualisierungsflä-che genutzt, um den Gesamtzustand der Anlage darzustellen. Die Aufmerksamkeit des Betrachters ist damit auf das wesent-liche fokussiert. Tritt jedoch ein Fehler auf, hebt die Visualisierung die fehlerver-ursachenden Komponente im Übersicht-bild hervor und der Maschinenführer hat Zugriff auf Detailinformationen, die ihm
bei der schnellen Fehleranalyse helfen. Bei den optischen Lesegeräten von Sie-mens ist die integrierte, webbasierte Be-dienoberfläche entweder stand alone nutzbar oder als integrativer Bestandteil der Anlagen-Bedienoberfläche. Der An-wender kann die vorhandene Oberfläche ohne eigenen Testaufwand nutzen oder das Gerät über eine kundenspezifische Visualisierung integrieren.
ZusammenfassungDie industrielle Identifikation auf Basis optischer Erkennung ist eine Standard-Funktion in der industriellen Fertigung. Die Standardisierung der industriellen Identifikation auf Basis der Technologien Objekterkennung, Codelesen und Text-erkennung bietet Lösungen für nahezu alle Aufgaben. Siemens bietet hier mit Si-matic-License-Manager die Möglichkeit, die genannten Technologien getrennt zu erwerben, zu bevorraten und auszu-tauschen. Die Simatic-Lizenzierung soll damit zu einer Reduzierung der Kosten sowie zu einer Vereinfachung der Bevor-ratung beitragen – da sich Hardware (op-tische Lesesysteme) und Funktionalität (Lizenzen) getrennt bevorraten lassen. Damit muss die Hardware nicht in allen Varianten auf Lager liegen.
Die standardisierte Anbindung an die Steuerungseinheit über getestete Funk-tionsbausteine und die Anlagen-Visua-lisierung über standardisierte Kommu-nikationsschnittstellen reduziert den Projektierungsaufwand und damit auch das Projektrisiko. jbi
Nicole Lauther ist Produkt-Marketing-Mana-gerin Identsysteme und Thomas Beck ist Pro-duktmanager Codelesesysteme bei Siemens Industry Automation in Nürnberg.
Erfassungs-ebene
Steuerungs-ebene
Management-ebene
S7-1500 mit CM 1542-5
SIMATIC-Anbindung Anbindung an PC
ET 200SP mitIO-Link-Master
G_F
S10
_XX
_004
13
Enterprise Resource Planning (ERP)
RS232/RS422
RF630R
RF640RRF620A
SCALANCE X108PoE
RF220R
RF240R
MV440
RF180C/RF182C(TCP/IP)
RF210RANT 18ANT D5
RF350R
ASM 456/ RF160C
Industrial Ethernet
Ethernet
IO-Link
Industrial Ethernet
PROFINET/Industrial Ethernet
PROFIBUS
S7-1200/ RF120C
ET 200pro/RF170CS7-300/ASM 475
Manufacturing Execution Systems (MES)
RF340RMV420
RFID Middleware
RF290R
Die einfach zu bedienende Software „Pat-Genius“ hilft bei der Anpassung von Objekter-kennung und -klassifikation an verschiedene An-wendungen.
Über Module für verschiedene Bussysteme lassen sich die Identifikationssysteme in die Auto-matisierungstechnik integrieren. Bild: Siemens

5 / 2 0 1 424
W I E A N D E R E Branchen auch stehen die Kunststoffverarbeiter unter ständig steigendem Kostendruck. Zugleich sorgt der Trend zu häufig wechselnden Chargen für kleinere Stückzahlen und komplexe-re Abläufe. Um die Wettbewerbsfähigkeit zu sichern, ist eine weitgehende Automa-tisierung von Produktion und Qualitätssi-cherung nötig. Ein Mittel dazu ist die in-dustrielle Bildverarbeitung. Sie ermöglicht eine flächenhafte Teileprüfung und damit die simultane Prüfung mehrerer Merkma-le in einem Prozessschritt. Eine besondere Kategorie in der Bildverarbeitung sind so-genannte „Vision-Sensoren“ – sie vereinen sämtliche Komponenten eines Bildverar-beitungssystems, also Kamerachip, Optik, Beleuchtung, Prozessor und Schnittstel-len, in einem kompakten, industrietaug-lichen Sensorgehäuse.Ein separater PC ist für den Betrieb nicht nötig. Sie sind seit rund 10 Jahren auf dem Markt und haben seitdem eine rasante Entwicklung genommen. Konnten sie früher nur einfa-che Erkennungsaufgaben lösen, so bieten aktuelle Vision-Sensoren sehr detaillierte Prüfmöglichkeiten, die denen eines rech-
nerbasierten Bildverarbei-tungssystems kaum nach-stehen.
Dazu gehören die De-tektion von Mustern, Kanten und Konturen, Kontrast- oder Farbunter-schieden bis hin zur prä-zisen Teilevermessung. Mit ihren Detektionsmög-lichkeiten meistern sie
Aufgaben wie Anwesenheitskontrolle, Vollständigkeitsprüfung, Geometrie- La-geerkennung. Die Ergebnisse lassen sich, im einfachsten Fall, auf einen digitalen Schaltausgang legen, der beispielsweise eine Ausschussweiche steuert.
Die Daten lassen sich jedoch auch zur weiteren Verarbeitung oder Archivierung über verschiedenste Schnittstellen (Ether-net, Profinet, EtherNet/IP, RS422, RS232) an eine Steuerung, einen PC, einen Roboter oder ein ERP-System senden, wo sie etwa der Bauteil-verfolgung nützen. Im Un-terschied zu klassischen, PC-basierten Bildverar-beitungssystemen stellen Vision-Sensoren eine kos-tengünstige und anwen-dungsfreundliche Auto-matisierungslösung dar.
Geometrieprüfung und FormteilkontrolleNeben Abweichungen der Bauteilgeometrie lassen
sich mit Vision-Sensoren typische Fehler wie die unvollständige Füllung von Kavi-täten (Unterspritzung oder „short shot“), Grate und Schwimmhäute (Übersprit-zungen), nicht korrekt abgetrennte An-güsse und andere Deformationen zuver-lässig erkennen. Das funktioniert selbst dann, wenn die Teile, etwa auf einem Fließband, nicht wiederholgenau im sel-ben Winkel angeliefert werden, da leis-tungsfähige Geräte über eine integrierte Lagenachführung verfügen.
Oberflächenfehler detektierenAuch die Oberflächenqualität spielt bei Kunststoffteilen eine wichtige Rolle. Denn in Märkten, in denen sich konkur-rierende Produkte in ihrer Funktionalität kaum unterscheiden, kann die ästheti-sche Qualität das kaufentscheidende Kri-terium sein; Oberflächenfehler werden vom Kunden als Indiz für Nachlässigkei-ten bei der Produktion gewertet.
Doch diese Fehler sind auch bei sorg-fältiger Produktion nicht immer vermeid-bar: eingeschlossene Fremdkörper, Krat-zer, Black Spots, Stippen oder Blasen. Mit Vision-Sensoren lassen sich viele solcher
Bildverarbeitung leicht gemachtUnvollständig gefüllte Kavitäten, Grate, Farbschlieren, Fehlstellen oder fehlerhaft umspritzte Einleger – Fehler,
die beim Spritzguss häufig passieren. Bildverarbeitende Vision-Sensoren können kostengünstig helfen, dass
solche Teile keine Werkshalle verlassen.
V O N D R . - I N G . K L A U S B E R D E L U N D L O T H A R S T Ö C K S
Q U A L I TÄT S S I C H E R U N G
Vision-Sensoren bieten heu-te Funktionen, die vor Jah-ren noch rechnerbasierten Bildverarbeitungssystemen vorbehalten waren.
Geometrieprüfung: Der Vision-Sensor erkennt die rechte (rot markierte) Rastnase als nicht vollständig ausgeformt.

5 / 2 0 1 4 25
Q U A L I TÄT S S I C H E R U N G
Fehler zuverlässig erkennen und die be-treffenden Teile aussortieren.
Dies gilt gleichermaßen für Teile mit Farbschlieren, wie sie beispielsweise nach einem Produktwechsel aufgrund von in der Maschine verbliebenen Granulatres-ten auftreten können. Die mittlerweile hohe standardmäßige Bildauflösung er-möglicht, auch kleinste Fehlstellen zu erkennen. Durch Konfiguration des Sen-sors lassen sich die gewünschten Fehler-toleranzen exakt festlegen.
Einlegeteile prüfenVom einfachen Stecker bis zum Formteil in der Automobilindustrie, das Einlegen und Umspritzen von Funktionsteilen ist ein Brot-und-Butter-Prozess in der Kunst-stoffverarbeitung. Auch Prozesse wie das Einlegen von Folien, Labeln und Dekor-teilen (In-Mould Labeling beziehungs-weise In-Mould Decoration) werden zu-nehmend nachgefragt.
Mit einem Vision-Sensor lässt sich überprüfen, ob die Einlegeteile in der Maschine vorhanden und korrekt posi-tioniert sind und ob das Fertigteil kor-rekt entformt und entnommen wurde. Das dient auch dem Werkzeugschutz, denn so kann man zuverlässig verhin-dern, dass es durch doppeltes Einlegen zu Beschädigungen an den Werkzeugen kommt. Frühzeitiges Erkennen von Ein-legefehlern kann die Kosten durch Aus-schuss deutlich reduzieren.
Wird beispielsweise ein fehlerhaft um-spritzter Stecker oder Kontakt im nächs-ten Prozessschritt mit einer Platine ver-bunden, führt dies möglicherweise zu einer Fehlfunktion der gesamten Bau-gruppe, die erst in der abschließenden elektronischen Prüfung erkannt wird – mit entsprechend hohen Kosten.
Für die Erkennung von Einlegefehlern und den Werkzeugschutz können bei ein-fachen Anwendungen anstelle von Visi-on-Sensoren auch kostengünstige schal-tende Sensoren wie Reflexionslichttaster mit Hintergrundausblendung zum Einsatz kommen. Diese gibt es auch in Miniatur- und Subminiaturausführung für Anwen-dungen mit sehr beengtem Einbauraum.
Sortieren nach FarbenWährend komplexere Farbprüfungen wie die oben erwähnte Erkennung von Farb-schlieren dem Vision-Sensor vorbehalten sind, lassen sich einfachere Automatisie-rungsaufgaben wie die Teilesortierung
nach Farben auch mit schaltenden Sen-soren realisieren. Solche Farbsensoren gibt es sowohl in Kompakt- als auch in Miniaturbauform. Sind allerdings soge-nannte „Nichtfarben“ wie Schwarz, Weiß und Grau oder selbstleuchtende farbige Objekte – beispielsweise LEDs – zu de-tektieren, ist dies wiederum eine Aufga-be für den Vision-Sensor. Entsprechende Modelle kommen heute mit einem hoch-auflösenden Farbchip, der eine detaillier-te Farbauswertung ermöglicht.
Teile identifizierenIn Branchen wie der Automobilindustrie oder der Medizintechnik, in denen das Thema Rückverfolgbarkeit (Traceability) eine wichtige Rolle spielt, werden selbst Kleinteile mit Datamatrix- oder Barcodes eindeutig gekennzeichnet. Im Prozess müssen diese Codes immer wieder aus-gelesen und überprüft werden – auch dies ist eine typische Aufgabe für einen Vision-Sensor.
Dazu gibt es an diese Aufgabe ange-passte Modelle, die alle in der Industrie gebräuchlichen Codetypen lesen, unab-hängig von der Art ihrer Aufbringung (im Spritzguss geprägt, lasermarkiert oder aufgedruckt). Dabei kann der Vision-Sen-sor zugleich die Qualität der Codes beur-teilen und so sich abzeichnende Proble-me im Prozess oder Rohmaterial schon früh signalisieren, um künftigen Lesefeh-lern vorzubeugen. Denn jedes aufgrund eines unleserlichen Codes nicht rückver-folgbares Teil ist Ausschuss und damit ein Verlust.
Parallel zum Codelesen können mit derselben Bildaufnahme zugleich geo-metrische oder – bei Einsatz eines farb-fähigen Vision-Sensors – auch Farbmerk-male überprüft werden, sodass diese zusätzlichen Prüfaufgaben keine weite-ren Komponenten benötigen. Auf die-se Weise lassen sich eine Vielzahl unter-schiedlicher Prüfungen an einem Teil von der Geometrie über die Farbe bis hin zu Spezialanwendungen wie dem Codele-sen oder der Klarschrifterkennung simul-tan durchführen.
FazitDie Beispiele geben zwar nur einen klei-nen Ausschnitt aus dem möglichen Ein-satzspektrum eines Vision-Sensors wider, trotzdem zeigt sich, dass sich heute ty-pische Qualitätssicherungsaufgaben mit Vision-Sensoren effektiv automatisieren
lassen – und dies zu einem Bruchteil der Kosten eines rechnerbasierten Bildver-arbeitungssystems. In einem kompak-ten Sensorgehäuse bietet solch ein Ge-rät ohne einen angeschlossenen PC alles, was für die industrielle Bildverarbeitung benötigt wird. jbi
Dr.-Ing. Klaus Berdel ist Projektmanager Vision und Lothar Stöcks ist Leiter Vertrieb Deutsch-land – beide bei Sensopart Industriesensorik in Gottenheim.
Auch kleinste Grate lassen sich erkennen und Schlechtteile (rot gerahmt) aussortieren.
Farbschlieren – hier durch die Software Tür-kis hervorgehoben – lassen sich ebenso zu-verlässig detektieren.
Fehlerhafte oder fehlende Einlegeteile früh erkennen, sonst ergeben sich Folgekosten im nächsten Schritt der Prozesskette. Hier eine KFZ-Sicherung.Bilder: Sensopart

5 / 2 0 1 426
E S G E H T L Ä N G S T nicht mehr nur um den Transport vom genau definier-ten Punkt A nach B – vielmehr arbeiten die Leichtbauarme mittels 3D-Sensoren bereits heute auch in unstrukturierten Umgebungen, beispielsweise beim so-genanntem „Griff in die Kiste“.
Der Fortschritt in der Servicerobotik für Intralogistik hat deutlich an Dynamik zu-gelegt. Wo vor wenigen Jahren fast aus-schließlich Prototypen existierten, gibt es heute bereits eine ganze Reihe standar-disierter Manipulatoren, mobile Plattfor-men und Sensoren, die in der Praxis ihre Tauglichkeit beweisen.
So automatisiert Thyssenkrupp Indus-trial Solutions bereits seit mehreren Jah-ren Zementprüflabore mit dem „Polab Shuttle“. Mithilfe eines schienengeführ-ten Transportsystems von Servus Ro-botics und Leichtbauarmen von Schunk verkettet die Firma Polab in variabler Ab-folge rund um die Uhr Probenvorberei-tungsmaschinen und Analysatoren. Ins-
gesamt sechs Prüflabore in Deutschland, Frankreich und Thailand wurden bereits mit dem System ausgestattet.
Mobile Be- und EntladungDass dieses Konzept der flexiblen Verket-tung auch in industriellen Fertigungs- und Montageprozessen genutzt werden kann, zeigt eine Kooperation zwischen Greifsys-temhersteller Schunk, dem Spezialisten für Transportroboter Servus Robotics und dem Bildverarbeiter Isra Vision.
Das erarbeitete Konzept verbindet Bin-Picking, Teile- und Ladungsträger-manipulation und Logistik zu einer viel-seitig einsetzbaren Gesamtlösung. Als zentrale Handhabungskomponente dient ein Leichtbauarm, der mit einem Eigen-masse/Traglast-Verhältnis von 2:1 zu den leistungsdichtesten Leichtbauarmen der Welt zählt. Bei einem Eigengewicht von 12 Kilo kann er Lasten bis 6 Kilo dynamisch handhaben. Dabei deckt er einen Greifra-dius von über 700 Millimeter ab. Weil das
vordere Ende – quasi das Handgelenk – kompakt baut, lässt sich der Arm auch in engen Räumen bewegen. Eine Wiederhol-genauigkeit von 0,06 Millimeter sorgt für eine hohe Prozessstabilität. Zudem ver-hindert eine ausgeklügelte Konstruktion, dass es zu riskanten Quetsch- und Scher-bewegungen kommt.
Einzigartig für Leichtbauarme ist die 24-Volt-DC-Versorgung, mit der es mög-lich ist, den Arm auch unabhängig vom Stromnetz mobil per Akku zu betreiben. Konsequenter Leichtbau und aktuelle Torquemotoren drücken den Energie-hunger auf durchschnittlich 80 Watt.
Das eigentliche Teile-Handling wiede-rum erfolgt komplett pneumatikfrei mit-hilfe eines speziellen servoelektrischen Parallelgreifers, den Schunk nur in Kombi-nation mit den Leichtbauarmen anbietet. Der Parallelgreifer ist in der Lage, Teile bis zu einem Kilo Gewicht und unterschied-lichster Geometrie im Wechsel zu greifen. Mit einer variablen Greifkraft zwischen 30 und 200 Newton, einem Maximalhub von 30 Millimetern pro Finger, einer frei pro-grammierbaren Schließgeschwindigkeit und einem hohen Kraft-Masse-Verhältnis eignet er sich gut für industrielle Anwen-dungen, bei denen es auf Vielseitigkeit und dosierte Kräfte ankommt.
Um Taktzeit zu sparen, lassen sich die Finger im laufenden Handhabungspro-zess vorpositionieren. Wie beim Leicht-bauarm ist auch bei dem Servogreifer die komplette Steuerungs- und Leistungs-elektronik platzsparend im Inneren ver-baut, so dass er dezentral gesteuert auch mobile arbeitet. Sollte es zu einem Stromausfall kommen, sorgt eine elek-trisch aktivierte Bremse für eine stabile Greifposition.
Zuverlässige TeileerkennungFür den Griff in die Kiste nutzt die Anlage eine 3D-Bildverarbeitungslösung von
Roboter statt RollwagenWo heute noch mühsam Werkstücke und Bauteile von Hand umgesetzt und per Rollwagen an Maschinen oder
Montageplätze gebracht werden, sollen künftig Roboter für Nachschub sorgen.
V O N C H R I S T O P H E R P A R L I T Z
I N T R A L O G I S T I K
5 / 2 0 1 4
M A R K E T P L A C E
27
Firma Adresse Schwerpunkte
Canto GmbHAm Festplatz 3635440 LindenTel.: +49 (0) 64 03 77 42 [email protected]/de/blog.canto.com/de/
Webinar: Technische Produkte erfolgreich vermarktenCross Media Publishing mit DAM und PIM, 16. Oktober, 11 UhrOhne visuelle Inhalte ist modernes Produktmarketing nicht mehr denkbar. Für E-Shop, Webseite und Katalog werden große Mengen an Bildern und Videos benötigt. Canto hat gemeinsam mit dem PIM Hersteller Viamedici eine Cross Media Publishing-Lösung entwickelt, mit der Unternehmen technische Produkte erfolgreich vermarkten können. Im Webinar am 16. Oktober können Sie sich die Lösung in einer Live-Demo ansehen. Jetzt anmelden: http://engage.canto.com/technischesproduktmarketing/
COSMO CONSULT GmbHSchöneberger Str. 15, 10963 BerlinTel.: 030 343815-192E-Mail: [email protected]:Berlin | Dresden | HamburgMünster | Nürnberg | Stuttgart
Als Branchenspezialist für die Fertigungsindustrie und projektorientierte Dienstleis-ter sowie für die Zulieferindustrie verfügt die Cosmo Consult über ein umfangreiches Angebot an zerti� zierten Branchen- und Speziallösungen auf Basis von Microsoft Dynamics NAV und AX. Darüber hinaus ergänzen wir unser Leistungsspektrum mit dem Customer Relationship Management-System Microsoft Dynamics CRM, dem Dokumentenmanagement- und Portalsystem Microsoft O� ce SharePoint sowie dem BI-System, die sich nahtlos in die Systemwelt des ERP-Systems einfügen.
FASTEC GmbHTechnologiepark 2433100 PaderbornTel.: +49 5251 1647-0Fax: +49 5251 1647-99E-Mail: [email protected]
FASTEC liefert branchenübergreifende Lösungen zur E� zienzsteigerung in der Pro-duktion – vom sofort einsatzbereiten OEE-Messgerät bis hin zum umfangreichen MES-System: Produktivitätsmessgerät easyOEE zur Optimierung einzelner Maschinen.Auch zur Miete. MDE-Box compactOEE zur Optimierung von bis zu 20 Maschinen.Lückenlos und in Echtzeit Maschinendaten erfassen. MES-System FASTEC 4 PRO zurOptimierung der gesamten Produktion mit Modulen wie MDE/OEE , Produktion/BDE,Planung, Traceability, TPM/Instandhaltung, Monitoring, Alarmierung etc.
InQu Informatics GmbHSudhausweg 301099 DresdenTel.: 0351 2131 400Fax: 0351 2131 444E-Mail: o� [email protected]
InQu Informatics scha� t Transparenz in der Fertigung und Montage produzieren-der Unternehmen durch die Betrachtung der kritischen Ressourcen. Mit 20 Jahren Erfahrung in der Entwicklung von innovativen und mehrsprachigen MES-Lösungen (Manufacturing Execution System) besitzen wir das Know-how und die Werkzeuge zur Optimierung von Produktionsabläufen. Vom Konzept über die Implementierung bis zum Einsatz begleiten wir unsere Kunden bei der Umsetzung ihrer MES-Strategi-en. Wir betreuen heute Kunden in 25 Ländern auf 4 Kontinenten.
MPDV Mikrolab GmbHRömerring 174821 MosbachFon: +49 6261 9209-0Fax: +49 6261 18139E-Mail: [email protected]: www.mpdv.de
MPDV entwickelt seit mehr als 35 Jahren Manufacturing Execution Systeme (MES)und bietet Dienstleistungen zur Implementierung der MES-Lösungen an. Das Systemhaus beschäftigt 210 Mitarbeiter an elf Standorten in Deutschland, Schweiz, Frankreich, Singapur, China und USA. Als TOP100-Unternehmen gehört MPDV zu den innovativsten Mittelständlern Deutschlands. Über 850 Firmen aller Größen und Branchen setzen die integrierten MES-Lösungen des Marktführers ein. Als Vordenker gibt MPDV mit dem Zukunftskonzept MES 4.0 Antworten auf Industrie 4.0.
Digital Manufacturing Marketplace
DM_2014_05_Marketplace.indd 27 23.09.14 08:44
Griff in die Kiste: Bevor der Leichtbauarm die unsortierten Teile aus der Kiste nimmt, ermittelt der 3D-Sensor die präzise Greifposition.

5 / 2 0 1 4 27
I N T R A L O G I S T I K
Isra Vision, deren Sensor fest über dem Behälter platziert ist. Dieser arbeitet mit Mehrlinienprojektion und einem stereo-skopischen Ansatz. Damit ermittelt er zuverlässig die Lage und die Orientie-rung der Objekte im Raum. Das System kann beliebige Objektformen detek-tieren, die sich einfach per CAD-Modell laden lassen. Einzige Voraussetzung ist
die Sortenreinheit der Teile. Die auto-matische Kalibrierung und die integrier-te Kollisionsüberprüfung erhöhen die Prozessstabilität. Für die Teileentnahme aus Transportboxen in Standardgröße genügt ein Scan-vorgang von weniger als zwei Sekunden, bevor der Leichtbau-arm präzise die ermittelte Greifposition anfährt.
Dezentral gesteuert Den eigentlichen Teiletransport wieder-um übernehmen die autonomen Trans-portroboter mit den Leichtbauarmen. Sie können über ein Schienensystem die einzelnen Stationen unabhängig von-einander und just in time anfahren. Die an der Station benötigten Prozessdaten werden vom jeweiligen Transportrobo-ter direkt an die Station übermittelt und bei Abholung automatisch mit den Qua-litätsdaten aktualisiert. Da das komplette
System leicht skalierbar ist, lässt es sich schnell und einfach an unterschiedliche Produktionsprozesse anpassen.
Mit ihm kann der gesamte innerbe-triebliche Materialfluss vom Warenein-gang über ein automatisches Lager, Produktion, Montage und Kommissio-nierung bis hin zum Warenausgang ab-gebildet werden. Über Hebesysteme sind sogar mehrstöckige Lösungen rea-lisierbar. Damit bietet es die Vorausset-zung, um innerbetriebliche Transporte, Supermarktstrategien und Kanban-Sys-teme flexibel und effizient zu automati-sieren. jbi
MSc. Dipl.-Math. (FH) Christopher Parlitz ist Referent Mobile Greifsysteme bei Schunk in Lauffen am Neckar.
Video zum Artikel: www.youtube.com/watch?v=5aYKPaVvI50&index=11&list=PLLdEHWyjh9t0EZk5cS7i7og2zz59lC5lf
5 / 2 0 1 4
M A R K E T P L A C E
27
Firma Adresse Schwerpunkte
Canto GmbHAm Festplatz 3635440 LindenTel.: +49 (0) 64 03 77 42 [email protected]/de/blog.canto.com/de/
Webinar: Technische Produkte erfolgreich vermarktenCross Media Publishing mit DAM und PIM, 16. Oktober, 11 UhrOhne visuelle Inhalte ist modernes Produktmarketing nicht mehr denkbar. Für E-Shop, Webseite und Katalog werden große Mengen an Bildern und Videos benötigt. Canto hat gemeinsam mit dem PIM Hersteller Viamedici eine Cross Media Publishing-Lösung entwickelt, mit der Unternehmen technische Produkte erfolgreich vermarkten können. Im Webinar am 16. Oktober können Sie sich die Lösung in einer Live-Demo ansehen. Jetzt anmelden: http://engage.canto.com/technischesproduktmarketing/
COSMO CONSULT GmbHSchöneberger Str. 15, 10963 BerlinTel.: 030 343815-192E-Mail: [email protected]:Berlin | Dresden | HamburgMünster | Nürnberg | Stuttgart
Als Branchenspezialist für die Fertigungsindustrie und projektorientierte Dienstleis-ter sowie für die Zulieferindustrie verfügt die Cosmo Consult über ein umfangreiches Angebot an zerti� zierten Branchen- und Speziallösungen auf Basis von Microsoft Dynamics NAV und AX. Darüber hinaus ergänzen wir unser Leistungsspektrum mit dem Customer Relationship Management-System Microsoft Dynamics CRM, dem Dokumentenmanagement- und Portalsystem Microsoft O� ce SharePoint sowie dem BI-System, die sich nahtlos in die Systemwelt des ERP-Systems einfügen.
FASTEC GmbHTechnologiepark 2433100 PaderbornTel.: +49 5251 1647-0Fax: +49 5251 1647-99E-Mail: [email protected]
FASTEC liefert branchenübergreifende Lösungen zur E� zienzsteigerung in der Pro-duktion – vom sofort einsatzbereiten OEE-Messgerät bis hin zum umfangreichen MES-System: Produktivitätsmessgerät easyOEE zur Optimierung einzelner Maschinen.Auch zur Miete. MDE-Box compactOEE zur Optimierung von bis zu 20 Maschinen.Lückenlos und in Echtzeit Maschinendaten erfassen. MES-System FASTEC 4 PRO zurOptimierung der gesamten Produktion mit Modulen wie MDE/OEE , Produktion/BDE,Planung, Traceability, TPM/Instandhaltung, Monitoring, Alarmierung etc.
InQu Informatics GmbHSudhausweg 301099 DresdenTel.: 0351 2131 400Fax: 0351 2131 444E-Mail: o� [email protected]
InQu Informatics scha� t Transparenz in der Fertigung und Montage produzieren-der Unternehmen durch die Betrachtung der kritischen Ressourcen. Mit 20 Jahren Erfahrung in der Entwicklung von innovativen und mehrsprachigen MES-Lösungen (Manufacturing Execution System) besitzen wir das Know-how und die Werkzeuge zur Optimierung von Produktionsabläufen. Vom Konzept über die Implementierung bis zum Einsatz begleiten wir unsere Kunden bei der Umsetzung ihrer MES-Strategi-en. Wir betreuen heute Kunden in 25 Ländern auf 4 Kontinenten.
MPDV Mikrolab GmbHRömerring 174821 MosbachFon: +49 6261 9209-0Fax: +49 6261 18139E-Mail: [email protected]: www.mpdv.de
MPDV entwickelt seit mehr als 35 Jahren Manufacturing Execution Systeme (MES)und bietet Dienstleistungen zur Implementierung der MES-Lösungen an. Das Systemhaus beschäftigt 210 Mitarbeiter an elf Standorten in Deutschland, Schweiz, Frankreich, Singapur, China und USA. Als TOP100-Unternehmen gehört MPDV zu den innovativsten Mittelständlern Deutschlands. Über 850 Firmen aller Größen und Branchen setzen die integrierten MES-Lösungen des Marktführers ein. Als Vordenker gibt MPDV mit dem Zukunftskonzept MES 4.0 Antworten auf Industrie 4.0.
Digital Manufacturing Marketplace
DM_2014_05_Marketplace.indd 27 23.09.14 08:44
Mit dem Servogreifer von Schunk können die Leichtbauarme sowohl einzelne Teile als auch komplette Kisten handhaben. Bilder: Schunk

5 / 2 0 1 428
D I E P R O D U K T I O N S S TO P P S einer klassischen Inventur sind nicht nur direkt mit Umsatzeinbußen verbunden, viel-mehr sind sie ein Nerv tötender Zeitfres-ser – auch noch im Nachhinein. Durch das manuelle Erfassen entstehen Fehler. Zahlendreher und falsche Daten treiben auch Monate später noch im ERP-System wie Treibholz umher und bringen die Ab-läufe durcheinander.
Wie viele Unternehmen sah auch das Heilbronner Maschinenbau-Unterneh-men Illig Optimierungspotenzial und machte daraus kurzerhand ein Projekt. Das Ziel: Eine mobile Software-Lösung einführen, die die Inventur und Kommissi-onierung schnell, günstig, einfach und vor allem ohne Fehler erledigt. „Während der Logimat 2012 haben wir das Unterneh-men Membrain kennengelernt“, erklärt Christian Wagner, verantwortlicher Logis-tikleiter. „Die langjährige Projekterfahrung und die fachliche Kompetenz haben uns überzeugt. Membrain hat Standardlösun-gen und das heißt für uns, dass Kosten und Risiken überschaubar bleiben.“
Illig bietet weltweit Hochleistungsanla-gen und Werkzeuge zum Thermoformen von Kunststoffen und von Lösungen für die Verpackungsindustrie an. 750 Mitar-
beiter sind in Entwicklung, Konstruktion, Fertigung, Montage und Inbetriebnahme komplexer Fertigungslinien und Einzel-komponenten beschäftigt sowie in Nie-derlassungen und Vertretungen in über 80 Ländern präsent. Ein Produktions- und Logistiksystem optimiert die Produktion von Komponenten und Ersatzteilen.
AusgangssituationBei über 40.000 bestandsgeführten Ma-terialien war die Inventur am Standort Heilbronn bis dato aufwendig und nahm fünf bis sieben Arbeitstage während der Betriebsschließung am Jahresende in Anspruch. Dies hatte nicht nur einen Pro-duktionsausfall zur Folge, sondern mach-te auch eine immense Mitarbeiterbean-spruchung aus der Logistik und teilweise zusätzliche kapazitive Unterstützung aus anderen Bereichen notwendig. Für die Inventur wurden verschiedene Systeme und Medien genutzt: eine Software ohne SAP-Schnittstelle sowie Aufnahmefor-mulare und handschriftliche Notizen.
Vergleichsweise hoch waren auch die durch „Zahlenmüdigkeit“ verursachten Fehler. Das führte nach der Eingabe aller Daten ins SAP-System zu langwierigen Korrekturen. Enorm war auch der Auf-
wand in der Kommissionierung. Täglich mussten Aufträge aus SAP ausgedruckt und abgearbeitet werden.
„Besonders zeitraubend waren“, kom-mentiert Wagner, „die ständigen Korrek-turen. Fehlende Stückzahlen führten zur falscher Erfassung; wir hatten zahlreiche Unstimmigkeiten in der Kommissionie-rung, da eine zentrale Systemunterstüt-zung nicht vorhanden war.“
Anforderungen an eine mobile LösungWichtige Anforderung an ein neues Sys-tem war eine unkomplizierte Handha-bung. Die Software sollte einfach zu bedienen sein, stabile Prozesse ermög-lichen, Anlernzeiten gering halten und die Rüstzeiten reduzieren. Zudem war es erforderlich, Prozesse direkt in SAP ab-zuwickeln, um Übertragungsfehler und Schnittstellenprobleme zu vermeiden.
Testphase und InbetriebnahmeBevor die mobile Lösungen „live“ ging, wurde die Membrain-Software in einem eigens dafür eingerichteten Testsystem eingespielt und die Funktionalitäten an Praxisbeispielen getestet. Die Testphase der Inventur war schnell abgeschlossen, da die Prozesse im SAP-Standard abge-bildet waren. Auch die etwas komple-xeren Prozesse der Kommissionierung konnten nach minimalen Anpassun-gen und Optimierungen vorgenommen werden.
„Wir können heute die Inventur selb-ständig, ohne externe Unterstützung und im Bedarfsfall jederzeit durchführen. Stand heute (Mitte August 2014) haben wir schon über 60 Prozent aller bestands-geführten Materialien inventarisiert. Durch die Einführung der Kommissionie-rung mit Scanner haben wir heute mehr Stabilität, eine hohe Versorgungsqualität und Liefertreue und können in kürzester Zeit neue Mitarbeiter qualifizieren.“ jbi
Inventur und Kommissionierung mobilBeschaulich geht es Ende des Jahres zu – die Maschinen stehen still: Es ist Inventur. Mitarbeiter verzweifeln an
Papierbergen aus Bestandslisten, um sie mit dem Ist abzugleichen. Der eine tippt noch handschriftlich notierte
Daten ins ERP-System, während schon die Weihnachtsglocken läuten.
I N T R A L O G I S T I K
Die mobile Lösung sendet die Inven-turdaten direkt ins SAP-System. Hän-dische Übertra-gungen sind von gestern.Bild: Membrain

5 / 2 0 1 4 29
M E S S E - A U S B L I C K : I T & B U S I N E S S
V I E L E U N T E R N E H M E N sehen sich derzeit wegen steigender Anforderun-gen nach einer neuen ERP-Lösung um. Dem will die GPS Gesellschaft zur Prü-fung von Software mit dem Motto „ERP-System: zum Zweiten!“ gerecht werden und stellt fünf ERP-Systeme in einem realitätsnahen Szenario gegenüber. An allen Messetagen zeigen die Anbieter von 11 bis 13 Uhr unter Regie von Wer-ner Schmid, wie ihre Lösungen das Sze-nario aus dem ERP Excellence Test 2014 durchlaufen, das den aktuellen Stand der Technik abbildet. Darin eingebettet sind anspruchsvolle Aufgaben aus dem be-trieblichen Alltag wie Multi-Site- und E-Commerce-Fähigkeit, Usability und die Einbindung mobiler Geräte. Aufgaben sind zum Beispiel der Abruf einer Liefe-rung und die Aktualisierung der Status-informationen des Logistikers über ein Web-Portal.
Auch der ERP-Kongress am 7. Oktober, organisiert durch das Center for Enter-prise Research (CER) in Zusammenarbeit mit der IT & Business, hält praktische In-formationsangebote für alle die bereit, die sich mit dem Gedanken tragen, ein neues ERP-System anzuschaffen oder ihr
Wissen in diesem Bereich zu erweitern. Am 8. Oktober werden die Gewinner des Wettbewerbs „ERP-System des Jahres“ auf dem Business-Forum in Halle 4 prä-sentiert.
Ressourcen im GriffDie IT & Business will Impulse für die Steue-rung der Unternehmensressourcen setzen. Zum Beispiel verdeutlicht Robert Geppert, Leiter Vertrieb und Marketing bei der ITML GmbH, am 8. Oktober ab 16 Uhr im Busi-ness-Forum am Stand 4D33 anhand kon-kreter Anwenderbeispiele der elumatec AG und der Vollmer Werke Maschinenfab-rik GmbH, wie sich SAP mit „smarten“ Mi-crosoftoberflächen kombinieren lässt. Da-bei stehen das Thema ERP-Einführungen im Mittelstand oder internationale Roll-outs von SAP-Kunden im Fokus.
Umfangreiches VortragsprogrammDie Thementage „MES, Zeit und Zutritt“ am 8. und 9. Oktober bieten auch in die-sem Jahr ein abwechslungsreiches Pro-gramm. Erneut steht die Durchgängig-keit der Prozesse im Vordergrund, daher wohl auch der Untertitel „Zukunftssiche-rung am Standort Deutschland durch
integrierte Prozesse“. Fokussiert werden Podiumsdiskussionen zu Themen wie „Personaleinsatzplanung kann Burnout und hohe Krankenstände vermeiden“, „Die demografische Entwicklung wird schneller zum Stolperstein der Wirt-schaft als gedacht“, „Was kann und muss der Mittelstand tun?“ und „Die Produkti-onssteuerung der Zukunft braucht nur noch ein ERP und kein MES!“. Aber auch Themen wie „Industrie 4.0 als Produk-tionsfaktor auch für den Mittelstand“ und „Grüne Wiese – die Integration um-fassender Sicherheitslösungen im Mit-telstand“ sind mit dabei. Im Fachforum geht es beispielsweise um das Thema: „Reindustrialisierung – ein notwendiger Schritt gegen die Abhängigkeit von aus-ländischen Unternehmen im Bereich IT“. Es beteiligen sich Vertreter von Daten-schutzunternehmen und Hersteller von Sicherheitslösungen. Weitere Informationen: www.where-it-works.de jbi
Fokus auf ERPDer zunehmende Wettbewerbsdruck sorgt für Diskussionen im Unterneh-
men: Welche neuen Fertigungstechnologien braucht die Werkshalle und
wie lassen sich Fertigungsplanung und -steuerung weiter optimieren?
Antworten gibt es beispielsweise auf der IT & Business, die vom 8. bis 10.
Oktober 2014 in Stuttgart stattfindet.
Wer Infos zu ERP-Systemen sucht, wird auf
der IT & Busi-ness fündig.
Parallel finden die DMS-Expo für Enterprise Content Management und die CRM-Expo für Kundenbezie-hungsmanagement statt. Bilder: Messe Stuttgart
IT & Business: Kommunikati-onsplattform für Anbieter und Fachpubli-kum.

V O R S C H A U
Impressum Herausgeber und Geschäftsführer: Hans-J. Grohmann ([email protected])
DIGITAL MANUFACTURING im Internet: http://www.digital-manufacturing-magazin.de
So erreichen Sie die Redaktion:Chefredaktion: Rainer Trummer (v.i.S.d.P.), [email protected], Tel.: 0 81 06 / 350-152, Fax: 0 81 06 / 350-190 Redaktion: Jan Bihn (-161, [email protected])Textchef: Armin Krämer (-156; [email protected])Mitarbeiter dieser Ausgabe: Dr.-Ing. Klaus Berdel, Christian Erlinger, Martin Heinz, Karin Kiehlneker, Ulf Kottig, Nicole Lauther, Norbert Matthes, Christopher Parlitz, Lothar Stöcks, Volker Vorburg, Heike Wilson
So erreichen Sie die Anzeigenabteilung:Anzeigenverkaufsleitung: Martina Summer (0 81 06 / 30 61 64, [email protected])Mediaberatung: Andrea Horn (0 81 06 / 350-241, [email protected])Anzeigendisposition: Chris Kerler (-220; [email protected])
So erreichen Sie den Abonnentenservice:Güll GmbH, Aboservice DIGITAL MANUFACTURING, Heuriedweg 19a, 88131 Lindau, Tel. 01805-260119*, Fax. 01805-260123*, E-Mail: [email protected], *14 Cent/Min. aus dem dt. Festnetz, Mobilfunk max. 42 Cent/Min.
Vertrieb: Helga Wrobel, ([email protected]), Tel.: 0 81 06 / 350-132, Sabine Immerfall, ([email protected]), Tel.: 0 81 06 / 350-131, Vertrieb Fax: 0 81 06 / 350-190
Layout und Titelgestaltung: Saskia Kölliker Grafik, MünchenBildnachweis/Fotos: falls nicht gekennzeichnet: Werkfotos, PhotoDisc, aboutpixel.de, fotolia.de Titelbild: Infor (Deutschland) GmbHProduktion/Herstellung: Jens Einloft (-172; [email protected])Verlagsleitung : Bernd Heilmeier (-251; [email protected]), anzeigenverantw.Objektleitung: Rainer Trummer (-152, [email protected])
Anschrift Anzeigen, Vertrieb und alle Verantwortlichen:WIN-Verlag GmbH & Co. KG, Johann-Sebastian-Bach-Straße 5, 85591 Vaterstetten, Tel.: 0 81 06 / 350-0, Fax: 0 81 06 / 350-190
Bezugspreise:Einzelverkaufspreis: 6,50 Euro in D, A, CH und 8,70 Euro in den weiteren EU-Ländern inkl. Porto und MwSt. Jahresabonnement (6 Ausgaben): 39,00 Euro in D, A, CH und 52,20 Euro in den weiteren EU-Ländern inkl. Porto und MwSt. Vorzugspreis für Studenten, Schüler, Auszubildende und Wehrdienstleistende gegen Vorlage eines Nachweises auf Anfrage.Bezugspreise außerhalb der EU auf Anfrage.
Erscheinungsweise: sechsmal jährlichEine Haftung für die Richtigkeit der Veröffentlichungen kann trotz Prüfung durch die Redaktion vom Heraus geber nicht übernommen werden. Honorierte Artikel gehen in das Verfü-gungsrecht des Verlags über. Mit Übergabe der Manuskripte und Abbildungen an den Verlag erteilt der Verfasser dem Verlag das Exklusivrecht zur Veröffentlichung. Für unverlangt eingeschickte Manuskripte, Fotos und Abbildungen keine Gewähr.
Copyright © 2014 für alle Beiträge bei der WIN-Verlag GmbH & Co. KG. Kein Teil dieser Zeitschrift darf ohne schriftliche Genehmi-gung des Verlages vervielfältigt oder verbreitet werden. Unter dieses Verbot fallen insbesondere der Nachdruck, die gewerbliche Vervielfältigung per Kopie, die Aufnahme in elektronische Datenbanken und die Vervielfältigung auf CD-ROM und allen anderen elektronischen Datenträgern.ISSN 1867-9781 Dieses Magazin ist umweltfreundlich auf chlorfrei gebleich-tem Papier gedruckt.Außerdem erscheinen bei der WIN-Verlag GmbH & Co. KG: Magazine: AUTOCAD & Inventor Magazin, digitalbusiness CLOUD, DIGITAL ENGINEERING Magazin, e-commerce Magazin Partnerkataloge: Autodesk Partnerlösungen, DIGITAL ENGINEERING SOLUTIONS, IBM Business Partner Katalog, Partnerlösungen für HP Systeme.
Im nächsten Heft (Ausgabe 6/2014 – erscheint am 17. November 2014)
Industrie-PCsPCs sind zu einem festen Bestandteil unseres All-tags geworden. Aber auch aus dem industriellen Umfeld sind sie heute nicht mehr wegzudenken. Industrie-PCs in den unterschiedlichsten Form-faktoren fungieren, gemeinsam mit der verwen-deten Software, als Herzstück vielfältiger Auto-matisierungsaufgaben wie der Steuerung von Maschinen, Prozessen und Logistikanlagen, der Vernetzung von Anlagenteilen, der Datenerfas-sung und der Bildverarbeitung. Im Bereich klassi-scher Steuerungsaufgaben ersetzt der Industrie-PC aufgrund seiner Skalierbarkeit und Flexibilität auch zunehmend die Hardware-SPS.
Vorbeugende Wartung (Predictive Maintenance)In modernen Produktionsanlagen ist die Aufnah-me von Sensordaten zur Steuerung der Produkti-onsprozesse und der Überwachung der Sys-temeinheiten gängige Praxis. Was aber würde geschehen, wenn diese Sensordaten gespeichert und in Bruchteilen von Sekunden für weitere Auswertungen, zum Beispiel zur Vorhersage von Fehlern oder ungeplanten Ausfällen, wieder zur Verfügung stehen würden? Genau dieses ist ein Teil der Integrated Industry.
BDE – BetriebsdatenerfassungEine Betriebsdatenerfassung ermöglicht eine auftragsindividuelle Kosten-Kalkulation, bietet einen permanenten Überblick über vorhandene Zeit-Ressourcen und erlaubt dem Unternehmen jederzeit die Zwischenkalkulation eines Auftrags. Selbst die Transparenz bis zu den einzelnen Po-sitionen der Stückliste ist gewährleistet. Unter-schiedliche Stundensätze der Mitarbeiter lassen sich ebenso erfassen wie die verschiedenen Fer-tigungsmöglichkeiten – sei es in der Einzel- oder Serienfertigung, Einzel- oder Mehrmaschinen-Be-dienung oder in der automatisierten Welt.
Weitere Themen:• RFID-Anwendungen in industriellen Umgebungen• CFK-Fertigung und -Bearbeitung• Projektmanagement in der Produktion
5 / 2 0 1 430
Bild
: noa
x Te
chno
logi
esBi
ld: H
artin
gBi
ld: g
bo d
atac
omp

B2B-Entscheideranalyse 2013/14 Studie zu Informationsverhalten und Mediennutzung Professioneller Entscheider
Studie der Deutschen Fachpresse Das B2B-Network
B2B-Entscheideranalyse 2013/14Informationsverhalten und Mediennutzung Professioneller Entscheider
Jetzt abrufen
Fachmedien sind
Infoquelle Nr. 1 für 7,6 Mio.
Professionelle Entscheider
Werbung in Fachmedien
stärkt positiv das Image Werbetreibender und ihrer Produkte
www.deutsche-fachpresse.de
Wissen Sie, wie Sie sich die Effizienz-potentiale von Cloud-Diensten erschließen und ihr ERP fit für Social Collaboration und Mobile Solutions machen?
ERP – die nächste Generation klopft an.
Ideeller Träger:Fachlicher Träger:
08. – 10. Oktober 2014 | Messe Stuttgart
www.where-it-works.deWhere IT works.
Alle Antworten und Ideen rund um ERP und Business-Software liefert Ihnen das IT-Fachmesse-Trio in Stuttgart.
Platinsponsoren:
RZ_WhereITworks2014_Anz_OEMLieferant_Fertigungsindustrie.indd 1 31.07.14 10:02


















