Projektmanagement für Null-Fehler-Qualität in der ... · PDF fileSix Sigma:...
13
13 ZfAW 2 · 2004 Der Inhalt des folgenden Artikels ba- siert auf einem Vortrag beim Manage- ment Circle Anwenderforum zum Thema »Six Sigma works! – Kosten senken, Fehler reduzieren und Kundenzufrieden- heit steigern durch Null-Fehler-Quali- tät«. Der härter werdende Wettbewerb hat dazu geführt, daß immer mehr Un- ternehmen nach einem tragfähigen Konzept suchen, das die Prozesse im Unternehmen nach den Kriterien Quali- tät, Zeit und Kosten optimiert. Six Sig- ma ist hierfür geeignet, wenn es konse- quent eingeführt und umgesetzt wird, das uneingeschränkte Commitment der Unternehmensleitung und Führungskräf- te besteht und die Unternehmenskultur im Hinblick auf Transparenz der Fehler, stringente Projektsteuerung und Wille zu quantitativen Ergebnissen existiert. Dies haben auch die Automobilhersteller erkannt und fordern deshalb von ihren Zulieferern ebenfalls Null-Fehler- Qualität. Unternehmen, die frühzeitig eine hohe Six Sigma Kompetenz auf- bauen und hohe Kostenreduzierungen realisieren, generieren hierdurch Wett- bewerbsvorteile. 1. Six Sigma − Der Grund für mehr Wettbewerbsfä- higkeit Die (statistische) Forderung des Six Sigma Konzepts besteht darin, daß bezogen auf ein Produktionsvo- lumen von einer Million Einheiten nur 3,4 fehlerhafte Prozeßoutputs auftre- ten dürfen. Dies entspricht einem Qualitätsniveau von 99,99966 Pro- zent. Viele Anwender begegnen dieser Qualitätsanforderung zu- nächst mit Skepsis und z.T. Ableh- nung. Sie argumentieren, daß das geforderte Niveau praktizierter Null- Fehler-Qualität im Vergleich zu bei- spielsweise 99 Prozent Qualität viel zu aufwendig und deshalb praxisfern ist. Die Ergebnisse erfolgreicher Six Sigma Unternehmen insbesondere in den USA zeigen aber genau das Gegenteil: Die Vermeidung von Feh- lerkosten durch eine breit angelegte Six Sigma Initiative im Unternehmen reduziert Kosten der Nachbesse- rung/Wiedergutmachung von Feh- lern bis zu 30 Prozent der Gesamt- kosten bei Dienstleistungsunterneh- men und bis zu 30 Prozent des Jah- resumsatzes bei Industrieunterneh- men. Die Qualitätskosten belaufen sich bei einem Unternehmen mit einem 3σ-Niveau sogar auf bis zu 40 Pro- zent des Jahresumsatzes. Bei einem Weltklasse-Unternehmen auf Busi- ness Excellence/6σ-Niveau betragen die qualitätsbezogenen Kosten hin- gegen im Durchschnitt weniger als ein Prozent des Gesamtumsatzes p.a. Hieraus läßt sich die Erkenntnis ziehen, daß jede Verbesserung des Sigma-Niveaus um 1, also z.B. von 4σ auf 5σ, den jährlichen Netto- Ertrag um über zehn Prozent stei- gert. Damit wird zugleich deutlich, daß der Qualitätsanspruch von Six Sigma in jeder Branche und in jedem Unternehmen eine aus betriebswirt- schaftlicher Sicht sinnvolle und leicht nachvollziehbare Zielsetzung und Strategie ist. Dies trifft uneinge- schränkt für Service- und Dienstlei- stungsunternehmen, wie z.B. Logi- stik-Unternehmen, Versicherungen und Banken, sowie auch für Phar- ma-, Elektronik- und Maschinenbau- unternehmen der produzierenden Industrie zu. Das durchschnittliche Qualitätsni- veau in der deutschen Industrie liegt bei einem Sigma-Wert von 3,8, was Six Sigma: Projektmanagement für Null-Fehler-Qualität in der Automobilindustrie PROF. DR. ARMIN TÖPFER PROF. DR. ARMIN TÖPFER: Prof. Dr. Armin Töpfer leitet den Lehrstuhl für Marktorientierte Unter- nehmensführung an der Technischen Universität Dresden sowie die For- schungsgruppe Management + Marketing und die M+M Consulting GmbH in Kassel. Er ist Six Sigma Experte mit Benchmarking-Erfahrung in USA, Japan und Europa im Bereich Business Excellence.
-
Upload
phamkhuong -
Category
Documents
-
view
214 -
download
0
Transcript of Projektmanagement für Null-Fehler-Qualität in der ... · PDF fileSix Sigma:...
13 ZfAW 2 · 2004
Der Inhalt des folgenden Artikels ba-siert auf einem Vortrag beim Manage-ment Circle Anwenderforum zum Thema »Six Sigma works! – Kosten senken, Fehler reduzieren und Kundenzufrieden-heit steigern durch Null-Fehler-Quali-tät«. Der härter werdende Wettbewerb hat dazu geführt, daß immer mehr Un-ternehmen nach einem tragfähigen Konzept suchen, das die Prozesse im Unternehmen nach den Kriterien Quali-tät, Zeit und Kosten optimiert. Six Sig-ma ist hierfür geeignet, wenn es konse-quent eingeführt und umgesetzt wird, das uneingeschränkte Commitment der Unternehmensleitung und Führungskräf-te besteht und die Unternehmenskultur im Hinblick auf Transparenz der Fehler, stringente Projektsteuerung und Wille zu quantitativen Ergebnissen existiert. Dies haben auch die Automobilhersteller erkannt und fordern deshalb von ihren Zulieferern ebenfalls Null-Fehler-Qualität. Unternehmen, die frühzeitig eine hohe Six Sigma Kompetenz auf-bauen und hohe Kostenreduzierungen realisieren, generieren hierdurch Wett-bewerbsvorteile.
1. Six Sigma − Der Grund für mehr Wettbewerbsfä-higkeit
Die (statistische) Forderung des Six Sigma Konzepts besteht darin, daß bezogen auf ein Produktionsvo-lumen von einer Million Einheiten nur 3,4 fehlerhafte Prozeßoutputs auftre-ten dürfen. Dies entspricht einem Qualitätsniveau von 99,99966 Pro-zent. Viele Anwender begegnen dieser Qualitätsanforderung zu-nächst mit Skepsis und z.T. Ableh-nung. Sie argumentieren, daß das geforderte Niveau praktizierter Null-Fehler-Qualität im Vergleich zu bei-spielsweise 99 Prozent Qualität viel zu aufwendig und deshalb praxisfern ist. Die Ergebnisse erfolgreicher Six Sigma Unternehmen insbesondere in den USA zeigen aber genau das Gegenteil: Die Vermeidung von Feh-lerkosten durch eine breit angelegte Six Sigma Initiative im Unternehmen reduziert Kosten der Nachbesse-rung/Wiedergutmachung von Feh-lern bis zu 30 Prozent der Gesamt-kosten bei Dienstleistungsunterneh-men und bis zu 30 Prozent des Jah-resumsatzes bei Industrieunterneh-men.
Die Qualitätskosten belaufen sich bei einem Unternehmen mit einem 3σ-Niveau sogar auf bis zu 40 Pro-zent des Jahresumsatzes. Bei einem Weltklasse-Unternehmen auf Busi-ness Excellence/6σ-Niveau betragen die qualitätsbezogenen Kosten hin-gegen im Durchschnitt weniger als ein Prozent des Gesamtumsatzes p.a. Hieraus läßt sich die Erkenntnis ziehen, daß jede Verbesserung des Sigma-Niveaus um 1, also z.B. von 4σ auf 5σ, den jährlichen Netto-Ertrag um über zehn Prozent stei-gert. Damit wird zugleich deutlich, daß der Qualitätsanspruch von Six Sigma in jeder Branche und in jedem Unternehmen eine aus betriebswirt-schaftlicher Sicht sinnvolle und leicht nachvollziehbare Zielsetzung und Strategie ist. Dies trifft uneinge-schränkt für Service- und Dienstlei-stungsunternehmen, wie z.B. Logi-stik-Unternehmen, Versicherungen und Banken, sowie auch für Phar-ma-, Elektronik- und Maschinenbau-unternehmen der produzierenden Industrie zu.
Das durchschnittliche Qualitätsni-veau in der deutschen Industrie liegt bei einem Sigma-Wert von 3,8, was
Six Sigma: Projektmanagement für Null-Fehler-Qualität in der Automobilindustrie
PROF. DR. ARMIN TÖPFER
PROF. DR. ARMIN TÖPFER: Prof. Dr. Armin Töpfer leitet den Lehrstuhl für Marktorientierte Unter-nehmensführung an der Technischen Universität Dresden sowie die For-schungsgruppe Management + Marketing und die M+M Consulting GmbH in Kassel. Er ist Six Sigma Experte mit Benchmarking-Erfahrung in USA, Japan und Europa im Bereich Business Excellence.
Six Sigma: Projektmanagement für Null-Fehler-Qualität in der Automobilindustrie
14 ZfAW 2 · 2004
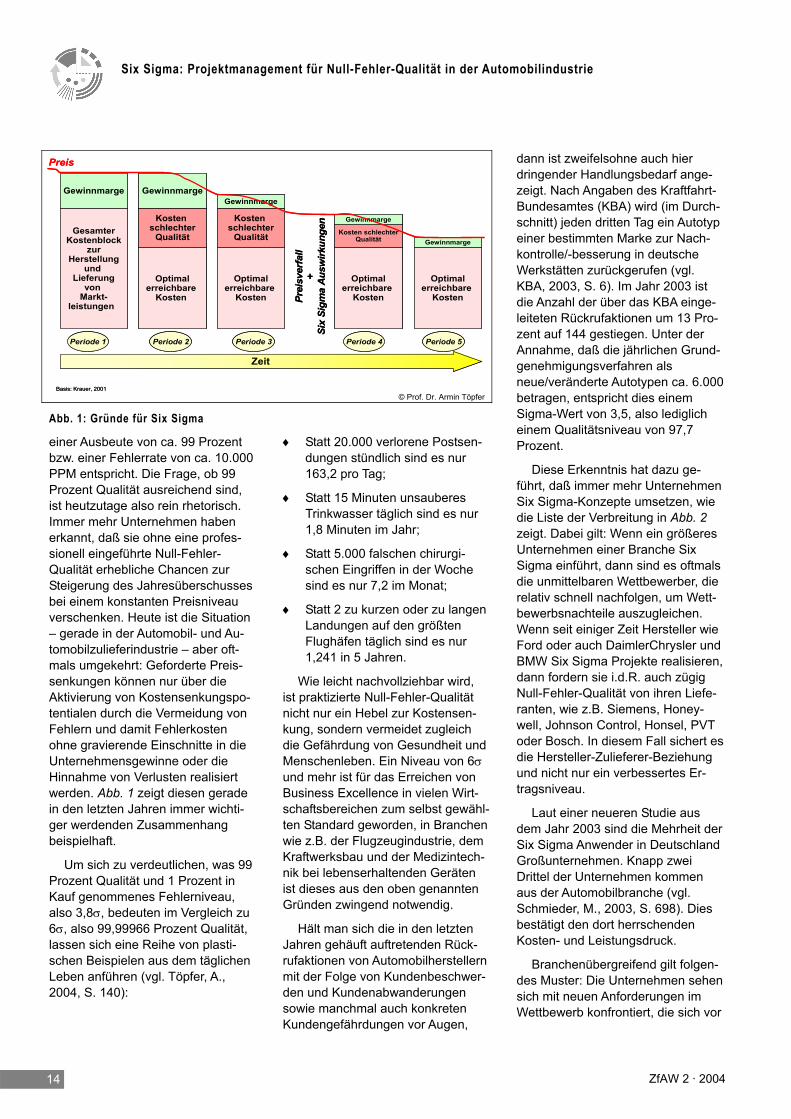
einer Ausbeute von ca. 99 Prozent bzw. einer Fehlerrate von ca. 10.000 PPM entspricht. Die Frage, ob 99 Prozent Qualität ausreichend sind, ist heutzutage also rein rhetorisch. Immer mehr Unternehmen haben erkannt, daß sie ohne eine profes-sionell eingeführte Null-Fehler-Qualität erhebliche Chancen zur Steigerung des Jahresüberschusses bei einem konstanten Preisniveau verschenken. Heute ist die Situation – gerade in der Automobil- und Au-tomobilzulieferindustrie – aber oft-mals umgekehrt: Geforderte Preis-senkungen können nur über die Aktivierung von Kostensenkungspo-tentialen durch die Vermeidung von Fehlern und damit Fehlerkosten ohne gravierende Einschnitte in die Unternehmensgewinne oder die Hinnahme von Verlusten realisiert werden. Abb. 1 zeigt diesen gerade in den letzten Jahren immer wichti-ger werdenden Zusammenhang beispielhaft.
Um sich zu verdeutlichen, was 99 Prozent Qualität und 1 Prozent in Kauf genommenes Fehlerniveau, also 3,8σ, bedeuten im Vergleich zu 6σ, also 99,99966 Prozent Qualität, lassen sich eine Reihe von plasti-schen Beispielen aus dem täglichen Leben anführen (vgl. Töpfer, A., 2004, S. 140):
♦ Statt 20.000 verlorene Postsen-dungen stündlich sind es nur 163,2 pro Tag;
♦ Statt 15 Minuten unsauberes Trinkwasser täglich sind es nur 1,8 Minuten im Jahr;
♦ Statt 5.000 falschen chirurgi-schen Eingriffen in der Woche sind es nur 7,2 im Monat;
♦ Statt 2 zu kurzen oder zu langen Landungen auf den größten Flughäfen täglich sind es nur 1,241 in 5 Jahren.
Wie leicht nachvollziehbar wird, ist praktizierte Null-Fehler-Qualität nicht nur ein Hebel zur Kostensen-kung, sondern vermeidet zugleich die Gefährdung von Gesundheit und Menschenleben. Ein Niveau von 6σ und mehr ist für das Erreichen von Business Excellence in vielen Wirt-schaftsbereichen zum selbst gewähl-ten Standard geworden, in Branchen wie z.B. der Flugzeugindustrie, dem Kraftwerksbau und der Medizintech-nik bei lebenserhaltenden Geräten ist dieses aus den oben genannten Gründen zwingend notwendig.
Hält man sich die in den letzten Jahren gehäuft auftretenden Rück-rufaktionen von Automobilherstellern mit der Folge von Kundenbeschwer-den und Kundenabwanderungen sowie manchmal auch konkreten Kundengefährdungen vor Augen,
dann ist zweifelsohne auch hier dringender Handlungsbedarf ange-zeigt. Nach Angaben des Kraftfahrt-Bundesamtes (KBA) wird (im Durch-schnitt) jeden dritten Tag ein Autotyp einer bestimmten Marke zur Nach-kontrolle/-besserung in deutsche Werkstätten zurückgerufen (vgl. KBA, 2003, S. 6). Im Jahr 2003 ist die Anzahl der über das KBA einge-leiteten Rückrufaktionen um 13 Pro-zent auf 144 gestiegen. Unter der Annahme, daß die jährlichen Grund-genehmigungsverfahren als neue/veränderte Autotypen ca. 6.000 betragen, entspricht dies einem Sigma-Wert von 3,5, also lediglich einem Qualitätsniveau von 97,7 Prozent.
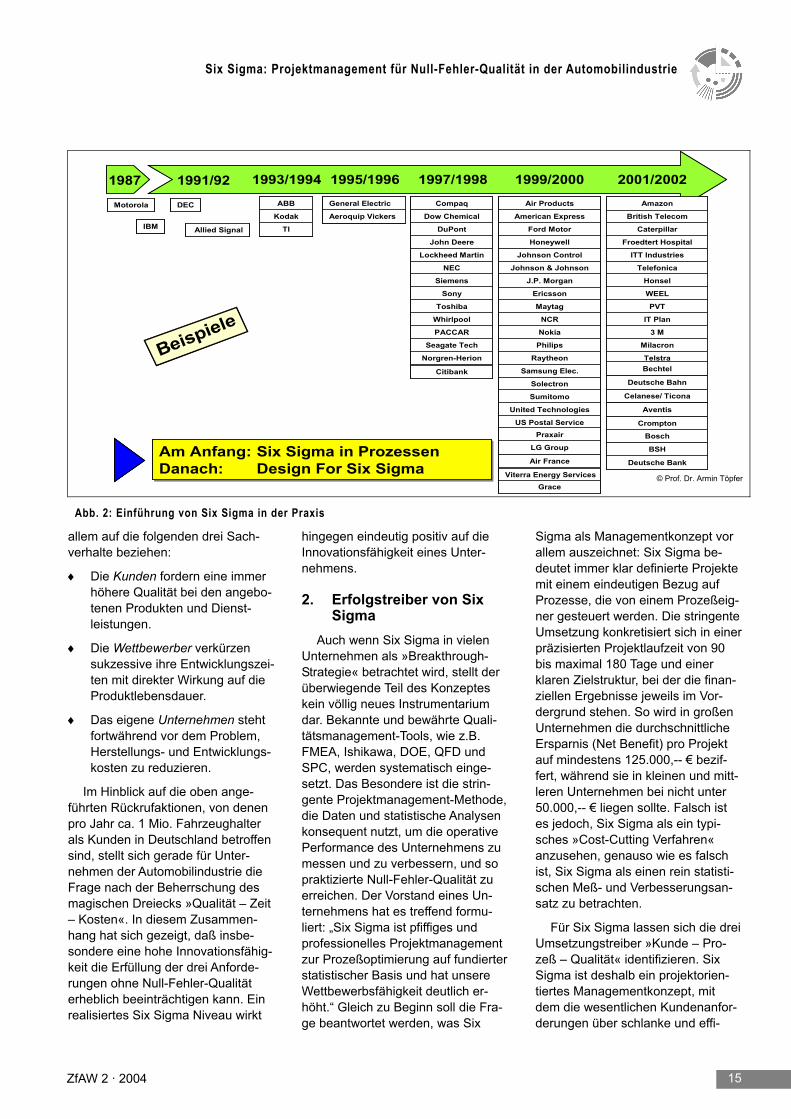
Diese Erkenntnis hat dazu ge-führt, daß immer mehr Unternehmen Six Sigma-Konzepte umsetzen, wie die Liste der Verbreitung in Abb. 2 zeigt. Dabei gilt: Wenn ein größeres Unternehmen einer Branche Six Sigma einführt, dann sind es oftmals die unmittelbaren Wettbewerber, die relativ schnell nachfolgen, um Wett-bewerbsnachteile auszugleichen. Wenn seit einiger Zeit Hersteller wie Ford oder auch DaimlerChrysler und BMW Six Sigma Projekte realisieren, dann fordern sie i.d.R. auch zügig Null-Fehler-Qualität von ihren Liefe-ranten, wie z.B. Siemens, Honey-well, Johnson Control, Honsel, PVT oder Bosch. In diesem Fall sichert es die Hersteller-Zulieferer-Beziehung und nicht nur ein verbessertes Er-tragsniveau.
Laut einer neueren Studie aus dem Jahr 2003 sind die Mehrheit der Six Sigma Anwender in Deutschland Großunternehmen. Knapp zwei Drittel der Unternehmen kommen aus der Automobilbranche (vgl. Schmieder, M., 2003, S. 698). Dies bestätigt den dort herrschenden Kosten- und Leistungsdruck.
Branchenübergreifend gilt folgen-des Muster: Die Unternehmen sehen sich mit neuen Anforderungen im Wettbewerb konfrontiert, die sich vor
© Prof. Dr. Armin Töpfer
Abb. 1: Gründe für Six Sigma
Basis: Krauer, 2001
Zeit
GesamterKostenblock
zurHerstellung
und Lieferung
von Markt-
leistungen
Optimalerreichbare
Kosten
Optimalerreichbare
Kosten
Optimalerreichbare
Kosten
Optimalerreichbare
Kosten
Periode 1 Periode 2 Periode 3 Periode 4 Periode 5
Gewinnmarge
Gewinnmarge
Kosten schlechter
Qualität
Kosten schlechter
Qualität
GewinnmargeGewinnmarge
Kosten schlechterQualität
Gewinnmarge
Preis
Prei
sver
fall
+Si
xSi
gma
Aus
wirk
unge
n
Basis: Krauer, 2001
Zeit
GesamterKostenblock
zurHerstellung
und Lieferung
von Markt-
leistungen
Optimalerreichbare
Kosten
Optimalerreichbare
Kosten
Optimalerreichbare
Kosten
Optimalerreichbare
Kosten
Periode 1 Periode 2 Periode 3 Periode 4 Periode 5
Gewinnmarge
Gewinnmarge
Kosten schlechter
Qualität
Kosten schlechter
Qualität
GewinnmargeGewinnmarge
Kosten schlechterQualität
Gewinnmarge
Preis
Prei
sver
fall
+Si
xSi
gma
Aus
wirk
unge
n
Six Sigma: Projektmanagement für Null-Fehler-Qualität in der Automobilindustrie
15 ZfAW 2 · 2004
allem auf die folgenden drei Sach-verhalte beziehen:
♦ Die Kunden fordern eine immer höhere Qualität bei den angebo-tenen Produkten und Dienst-leistungen.
♦ Die Wettbewerber verkürzen sukzessive ihre Entwicklungszei-ten mit direkter Wirkung auf die Produktlebensdauer.
♦ Das eigene Unternehmen steht fortwährend vor dem Problem, Herstellungs- und Entwicklungs-kosten zu reduzieren.
Im Hinblick auf die oben ange-führten Rückrufaktionen, von denen pro Jahr ca. 1 Mio. Fahrzeughalter als Kunden in Deutschland betroffen sind, stellt sich gerade für Unter-nehmen der Automobilindustrie die Frage nach der Beherrschung des magischen Dreiecks »Qualität – Zeit – Kosten«. In diesem Zusammen-hang hat sich gezeigt, daß insbe-sondere eine hohe Innovationsfähig-keit die Erfüllung der drei Anforde-rungen ohne Null-Fehler-Qualität erheblich beeinträchtigen kann. Ein realisiertes Six Sigma Niveau wirkt
hingegen eindeutig positiv auf die Innovationsfähigkeit eines Unter-nehmens.
2. Erfolgstreiber von Six Sigma
Auch wenn Six Sigma in vielen Unternehmen als »Breakthrough-Strategie« betrachtet wird, stellt der überwiegende Teil des Konzeptes kein völlig neues Instrumentarium dar. Bekannte und bewährte Quali-tätsmanagement-Tools, wie z.B. FMEA, Ishikawa, DOE, QFD und SPC, werden systematisch einge-setzt. Das Besondere ist die strin-gente Projektmanagement-Methode, die Daten und statistische Analysen konsequent nutzt, um die operative Performance des Unternehmens zu messen und zu verbessern, und so praktizierte Null-Fehler-Qualität zu erreichen. Der Vorstand eines Un-ternehmens hat es treffend formu-liert: „Six Sigma ist pfiffiges und professionelles Projektmanagement zur Prozeßoptimierung auf fundierter statistischer Basis und hat unsere Wettbewerbsfähigkeit deutlich er-höht.“ Gleich zu Beginn soll die Fra-ge beantwortet werden, was Six
Sigma als Managementkonzept vor allem auszeichnet: Six Sigma be-deutet immer klar definierte Projekte mit einem eindeutigen Bezug auf Prozesse, die von einem Prozeßeig-ner gesteuert werden. Die stringente Umsetzung konkretisiert sich in einer präzisierten Projektlaufzeit von 90 bis maximal 180 Tage und einer klaren Zielstruktur, bei der die finan-ziellen Ergebnisse jeweils im Vor-dergrund stehen. So wird in großen Unternehmen die durchschnittliche Ersparnis (Net Benefit) pro Projekt auf mindestens 125.000,-- € bezif- fert, während sie in kleinen und mitt-leren Unternehmen bei nicht unter 50.000,-- € liegen sollte. Falsch ist es jedoch, Six Sigma als ein typi-sches »Cost-Cutting Verfahren« anzusehen, genauso wie es falsch ist, Six Sigma als einen rein statisti-schen Meß- und Verbesserungsan-satz zu betrachten.
Für Six Sigma lassen sich die drei Umsetzungstreiber »Kunde – Pro-zeß – Qualität« identifizieren. Six Sigma ist deshalb ein projektorien-tiertes Managementkonzept, mit dem die wesentlichen Kundenanfor-derungen über schlanke und effi-
© Prof. Dr. Armin Töpfer
Abb. 2: Einführung von Six Sigma in der Praxis
Am Anfang: Six Sigma in ProzessenDanach: Design For Six SigmaAm Anfang: Six Sigma in ProzessenDanach: Design For Six Sigma
Beispiele
Motorola DEC
IBM
ABB
Kodak
TIAllied Signal
Lockheed Martin
Compaq
Dow Chemical
DuPont
General Electric
Aeroquip Vickers
John Deere
NEC
Siemens
Sony
Toshiba
Whirlpool
PACCAR
Seagate Tech
Ericsson
Air Products
American Express
Ford Motor
Honeywell
Johnson Control
Johnson & Johnson
J.P. Morgan
Maytag
NCR
Nokia
Philips
Raytheon
Samsung Elec.
Solectron
Sumitomo
United Technologies
US Postal ServicePraxair
LG Group
Air France
British Telecom
Caterpillar
Froedtert Hospital
ITT Industries
Telefonica
Honsel
WEEL
PVT
IT Plan
3 M
Milacron
TelstraBechtel
Norgren-Herion
Grace
Amazon
1987 1991/92 1993/1994 1995/1996 1997/1998 1999/2000 2001/2002
Deutsche Bahn
Viterra Energy Services
Celanese/ Ticona
Aventis
Crompton
Bosch
BSH
Citibank
Deutsche BankAm Anfang: Six Sigma in ProzessenDanach: Design For Six SigmaAm Anfang: Six Sigma in ProzessenDanach: Design For Six SigmaAm Anfang: Six Sigma in ProzessenDanach: Design For Six SigmaAm Anfang: Six Sigma in ProzessenDanach: Design For Six Sigma
Beispiele
Motorola DEC
IBM
ABB
Kodak
TIAllied Signal
Lockheed Martin
Compaq
Dow Chemical
DuPont
General Electric
Aeroquip Vickers
John Deere
NEC
Siemens
Sony
Toshiba
Whirlpool
PACCAR
Seagate Tech
Ericsson
Air Products
American Express
Ford Motor
Honeywell
Johnson Control
Johnson & Johnson
J.P. Morgan
Maytag
NCR
Nokia
Philips
Raytheon
Samsung Elec.
Solectron
Sumitomo
United Technologies
US Postal ServicePraxair
LG Group
Air France
British Telecom
Caterpillar
Froedtert Hospital
ITT Industries
Telefonica
Honsel
WEEL
PVT
IT Plan
3 M
Milacron
TelstraBechtel
Norgren-Herion
Grace
Amazon
1987 1991/92 1993/1994 1995/1996 1997/1998 1999/2000 2001/2002
Deutsche Bahn
Viterra Energy Services
Celanese/ Ticona
Aventis
Crompton
Bosch
BSH
Citibank
Deutsche Bank
Six Sigma: Projektmanagement für Null-Fehler-Qualität in der Automobilindustrie
16 ZfAW 2 · 2004
ziente Prozesse für das Unterneh-men wirtschaftlich erfüllt werden. Die erreichbare Null-Fehler-Qualität führt nicht nur zu Kostensenkungen, son-dern über gestiegene Kundenzufrie-denheit auch zu Umsatzsteigerun-gen.
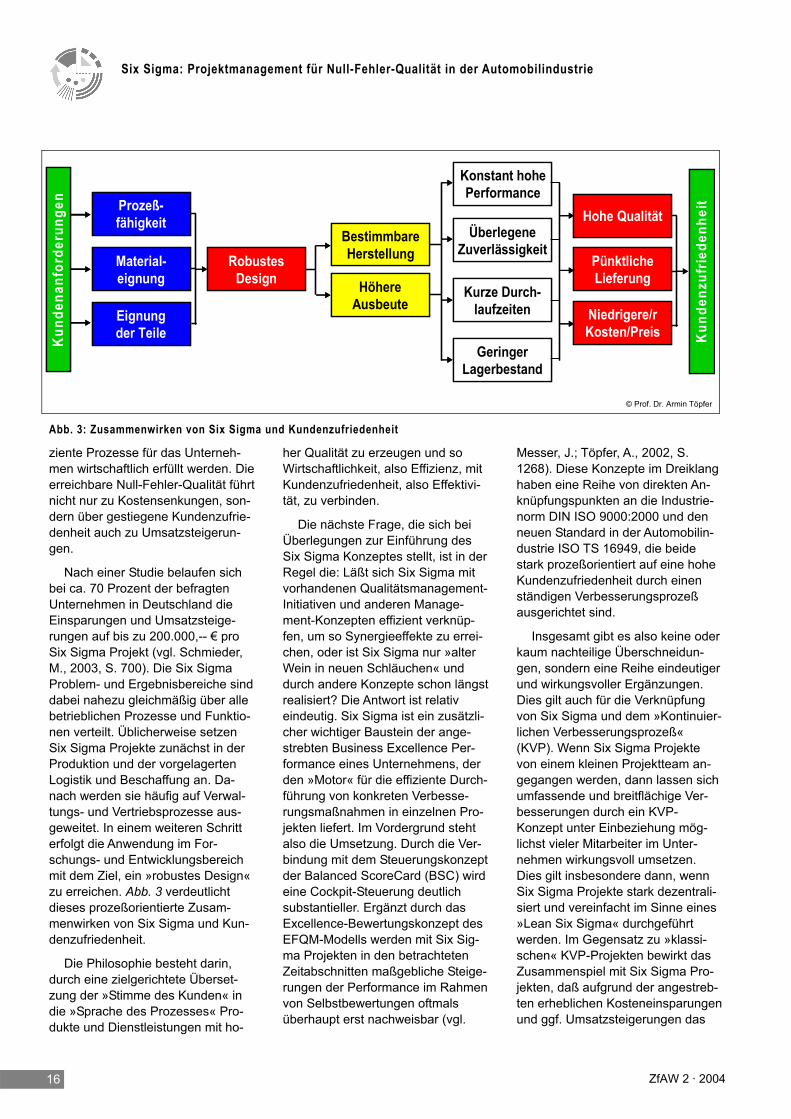
Nach einer Studie belaufen sich bei ca. 70 Prozent der befragten Unternehmen in Deutschland die Einsparungen und Umsatzsteige-rungen auf bis zu 200.000,-- € pro Six Sigma Projekt (vgl. Schmieder, M., 2003, S. 700). Die Six Sigma Problem- und Ergebnisbereiche sind dabei nahezu gleichmäßig über alle betrieblichen Prozesse und Funktio-nen verteilt. Üblicherweise setzen Six Sigma Projekte zunächst in der Produktion und der vorgelagerten Logistik und Beschaffung an. Da-nach werden sie häufig auf Verwal-tungs- und Vertriebsprozesse aus-geweitet. In einem weiteren Schritt erfolgt die Anwendung im For-schungs- und Entwicklungsbereich mit dem Ziel, ein »robustes Design« zu erreichen. Abb. 3 verdeutlicht dieses prozeßorientierte Zusam-menwirken von Six Sigma und Kun-denzufriedenheit.
Die Philosophie besteht darin, durch eine zielgerichtete Überset-zung der »Stimme des Kunden« in die »Sprache des Prozesses« Pro-dukte und Dienstleistungen mit ho-
her Qualität zu erzeugen und so Wirtschaftlichkeit, also Effizienz, mit Kundenzufriedenheit, also Effektivi-tät, zu verbinden.
Die nächste Frage, die sich bei Überlegungen zur Einführung des Six Sigma Konzeptes stellt, ist in der Regel die: Läßt sich Six Sigma mit vorhandenen Qualitätsmanagement-Initiativen und anderen Manage-ment-Konzepten effizient verknüp-fen, um so Synergieeffekte zu errei-chen, oder ist Six Sigma nur »alter Wein in neuen Schläuchen« und durch andere Konzepte schon längst realisiert? Die Antwort ist relativ eindeutig. Six Sigma ist ein zusätzli-cher wichtiger Baustein der ange-strebten Business Excellence Per-formance eines Unternehmens, der den »Motor« für die effiziente Durch-führung von konkreten Verbesse-rungsmaßnahmen in einzelnen Pro-jekten liefert. Im Vordergrund steht also die Umsetzung. Durch die Ver-bindung mit dem Steuerungskonzept der Balanced ScoreCard (BSC) wird eine Cockpit-Steuerung deutlich substantieller. Ergänzt durch das Excellence-Bewertungskonzept des EFQM-Modells werden mit Six Sig-ma Projekten in den betrachteten Zeitabschnitten maßgebliche Steige-rungen der Performance im Rahmen von Selbstbewertungen oftmals überhaupt erst nachweisbar (vgl.
Messer, J.; Töpfer, A., 2002, S. 1268). Diese Konzepte im Dreiklang haben eine Reihe von direkten An-knüpfungspunkten an die Industrie-norm DIN ISO 9000:2000 und den neuen Standard in der Automobilin-dustrie ISO TS 16949, die beide stark prozeßorientiert auf eine hohe Kundenzufriedenheit durch einen ständigen Verbesserungsprozeß ausgerichtet sind.
Insgesamt gibt es also keine oder kaum nachteilige Überschneidun-gen, sondern eine Reihe eindeutiger und wirkungsvoller Ergänzungen. Dies gilt auch für die Verknüpfung von Six Sigma und dem »Kontinuier-lichen Verbesserungsprozeß« (KVP). Wenn Six Sigma Projekte von einem kleinen Projektteam an-gegangen werden, dann lassen sich umfassende und breitflächige Ver-besserungen durch ein KVP-Konzept unter Einbeziehung mög-lichst vieler Mitarbeiter im Unter-nehmen wirkungsvoll umsetzen. Dies gilt insbesondere dann, wenn Six Sigma Projekte stark dezentrali-siert und vereinfacht im Sinne eines »Lean Six Sigma« durchgeführt werden. Im Gegensatz zu »klassi-schen« KVP-Projekten bewirkt das Zusammenspiel mit Six Sigma Pro-jekten, daß aufgrund der angestreb-ten erheblichen Kosteneinsparungen und ggf. Umsatzsteigerungen das
© Prof. Dr. Armin Töpfer
Abb. 3: Zusammenwirken von Six Sigma und Kundenzufriedenheit
Robustes Design
Konstant hohe Performance
Hohe QualitätÜberlegene
Zuverlässigkeit
Kurze Durch-laufzeiten
Geringer Lagerbestand
Pünktliche Lieferung
Niedrigere/r Kosten/Preis
Kun
dena
nfor
deru
ngen Prozeß-
fähigkeit
Material-eignung
Eignungder Teile
Höhere Ausbeute
Bestimmbare Herstellung
Kun
denz
ufrie
denh
eit
Robustes Design
Konstant hohe Performance
Hohe QualitätÜberlegene
Zuverlässigkeit
Kurze Durch-laufzeiten
Geringer Lagerbestand
Pünktliche Lieferung
Niedrigere/r Kosten/Preis
Kun
dena
nfor
deru
ngen Prozeß-
fähigkeit
Material-eignung
Eignungder Teile
Höhere Ausbeute
Bestimmbare Herstellung
Kun
denz
ufrie
denh
eit
Six Sigma: Projektmanagement für Null-Fehler-Qualität in der Automobilindustrie
17 ZfAW 2 · 2004
Top-Management direkt eingebun-den ist und Six Sigma Initiativen top-down nachhaltig umgesetzt werden.
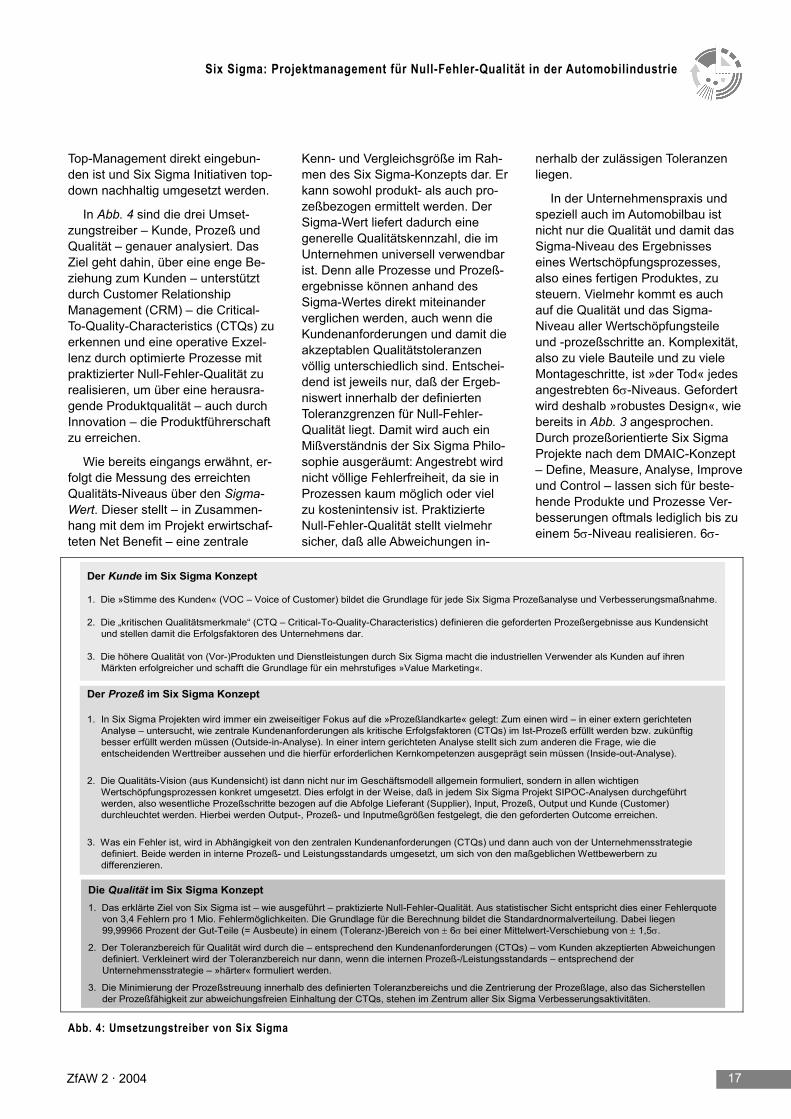
In Abb. 4 sind die drei Umset-zungstreiber – Kunde, Prozeß und Qualität – genauer analysiert. Das Ziel geht dahin, über eine enge Be-ziehung zum Kunden – unterstützt durch Customer Relationship Management (CRM) – die Critical-To-Quality-Characteristics (CTQs) zu erkennen und eine operative Exzel-lenz durch optimierte Prozesse mit praktizierter Null-Fehler-Qualität zu realisieren, um über eine herausra-gende Produktqualität – auch durch Innovation – die Produktführerschaft zu erreichen.
Wie bereits eingangs erwähnt, er-folgt die Messung des erreichten Qualitäts-Niveaus über den Sigma-Wert. Dieser stellt – in Zusammen-hang mit dem im Projekt erwirtschaf-teten Net Benefit – eine zentrale
Kenn- und Vergleichsgröße im Rah-men des Six Sigma-Konzepts dar. Er kann sowohl produkt- als auch pro-zeßbezogen ermittelt werden. Der Sigma-Wert liefert dadurch eine generelle Qualitätskennzahl, die im Unternehmen universell verwendbar ist. Denn alle Prozesse und Prozeß-ergebnisse können anhand des Sigma-Wertes direkt miteinander verglichen werden, auch wenn die Kundenanforderungen und damit die akzeptablen Qualitätstoleranzen völlig unterschiedlich sind. Entschei-dend ist jeweils nur, daß der Ergeb-niswert innerhalb der definierten Toleranzgrenzen für Null-Fehler-Qualität liegt. Damit wird auch ein Mißverständnis der Six Sigma Philo-sophie ausgeräumt: Angestrebt wird nicht völlige Fehlerfreiheit, da sie in Prozessen kaum möglich oder viel zu kostenintensiv ist. Praktizierte Null-Fehler-Qualität stellt vielmehr sicher, daß alle Abweichungen in-
nerhalb der zulässigen Toleranzen liegen.
In der Unternehmenspraxis und speziell auch im Automobilbau ist nicht nur die Qualität und damit das Sigma-Niveau des Ergebnisses eines Wertschöpfungsprozesses, also eines fertigen Produktes, zu steuern. Vielmehr kommt es auch auf die Qualität und das Sigma-Niveau aller Wertschöpfungsteile und -prozeßschritte an. Komplexität, also zu viele Bauteile und zu viele Montageschritte, ist »der Tod« jedes angestrebten 6σ-Niveaus. Gefordert wird deshalb »robustes Design«, wie bereits in Abb. 3 angesprochen. Durch prozeßorientierte Six Sigma Projekte nach dem DMAIC-Konzept – Define, Measure, Analyse, Improve und Control – lassen sich für beste-hende Produkte und Prozesse Ver-besserungen oftmals lediglich bis zu einem 5σ-Niveau realisieren. 6σ-
Abb. 4: Umsetzungstreiber von Six Sigma
Der Prozeß im Six Sigma Konzept
1. In Six Sigma Projekten wird immer ein zweiseitiger Fokus auf die »Prozeßlandkarte« gelegt: Zum einen wird – in einer extern gerichteten Analyse – untersucht, wie zentrale Kundenanforderungen als kritische Erfolgsfaktoren (CTQs) im Ist-Prozeß erfüllt werden bzw. zukünftig besser erfüllt werden müssen (Outside-in-Analyse). In einer intern gerichteten Analyse stellt sich zum anderen die Frage, wie die entscheidenden Werttreiber aussehen und die hierfür erforderlichen Kernkompetenzen ausgeprägt sein müssen (Inside-out-Analyse).
2. Die Qualitäts-Vision (aus Kundensicht) ist dann nicht nur im Geschäftsmodell allgemein formuliert, sondern in allen wichtigen Wertschöpfungsprozessen konkret umgesetzt. Dies erfolgt in der Weise, daß in jedem Six Sigma Projekt SIPOC-Analysen durchgeführt werden, also wesentliche Prozeßschritte bezogen auf die Abfolge Lieferant (Supplier), Input, Prozeß, Output und Kunde (Customer) durchleuchtet werden. Hierbei werden Output-, Prozeß- und Inputmeßgrößen festgelegt, die den geforderten Outcome erreichen.
3. Was ein Fehler ist, wird in Abhängigkeit von den zentralen Kundenanforderungen (CTQs) und dann auch von der Unternehmensstrategie definiert. Beide werden in interne Prozeß- und Leistungsstandards umgesetzt, um sich von den maßgeblichen Wettbewerbern zu differenzieren.
Der Kunde im Six Sigma Konzept
1. Die »Stimme des Kunden« (VOC – Voice of Customer) bildet die Grundlage für jede Six Sigma Prozeßanalyse und Verbesserungsmaßnahme.
2. Die „kritischen Qualitätsmerkmale“ (CTQ – Critical-To-Quality-Characteristics) definieren die geforderten Prozeßergebnisse aus Kundensicht und stellen damit die Erfolgsfaktoren des Unternehmens dar.
3. Die höhere Qualität von (Vor-)Produkten und Dienstleistungen durch Six Sigma macht die industriellen Verwender als Kunden auf ihren Märkten erfolgreicher und schafft die Grundlage für ein mehrstufiges »Value Marketing«.
Die Qualität im Six Sigma Konzept1. Das erklärte Ziel von Six Sigma ist – wie ausgeführt – praktizierte Null-Fehler-Qualität. Aus statistischer Sicht entspricht dies einer Fehlerquote
von 3,4 Fehlern pro 1 Mio. Fehlermöglichkeiten. Die Grundlage für die Berechnung bildet die Standardnormalverteilung. Dabei liegen 99,99966 Prozent der Gut-Teile (= Ausbeute) in einem (Toleranz-)Bereich von ± 6σ bei einer Mittelwert-Verschiebung von ± 1,5σ.
2. Der Toleranzbereich für Qualität wird durch die – entsprechend den Kundenanforderungen (CTQs) – vom Kunden akzeptierten Abweichungen definiert. Verkleinert wird der Toleranzbereich nur dann, wenn die internen Prozeß-/Leistungsstandards – entsprechend der Unternehmensstrategie – »härter« formuliert werden.
3. Die Minimierung der Prozeßstreuung innerhalb des definierten Toleranzbereichs und die Zentrierung der Prozeßlage, also das Sicherstellen der Prozeßfähigkeit zur abweichungsfreien Einhaltung der CTQs, stehen im Zentrum aller Six Sigma Verbesserungsaktivitäten.
Der Prozeß im Six Sigma Konzept
1. In Six Sigma Projekten wird immer ein zweiseitiger Fokus auf die »Prozeßlandkarte« gelegt: Zum einen wird – in einer extern gerichteten Analyse – untersucht, wie zentrale Kundenanforderungen als kritische Erfolgsfaktoren (CTQs) im Ist-Prozeß erfüllt werden bzw. zukünftig besser erfüllt werden müssen (Outside-in-Analyse). In einer intern gerichteten Analyse stellt sich zum anderen die Frage, wie die entscheidenden Werttreiber aussehen und die hierfür erforderlichen Kernkompetenzen ausgeprägt sein müssen (Inside-out-Analyse).
2. Die Qualitäts-Vision (aus Kundensicht) ist dann nicht nur im Geschäftsmodell allgemein formuliert, sondern in allen wichtigen Wertschöpfungsprozessen konkret umgesetzt. Dies erfolgt in der Weise, daß in jedem Six Sigma Projekt SIPOC-Analysen durchgeführt werden, also wesentliche Prozeßschritte bezogen auf die Abfolge Lieferant (Supplier), Input, Prozeß, Output und Kunde (Customer) durchleuchtet werden. Hierbei werden Output-, Prozeß- und Inputmeßgrößen festgelegt, die den geforderten Outcome erreichen.
3. Was ein Fehler ist, wird in Abhängigkeit von den zentralen Kundenanforderungen (CTQs) und dann auch von der Unternehmensstrategie definiert. Beide werden in interne Prozeß- und Leistungsstandards umgesetzt, um sich von den maßgeblichen Wettbewerbern zu differenzieren.
Der Kunde im Six Sigma Konzept
1. Die »Stimme des Kunden« (VOC – Voice of Customer) bildet die Grundlage für jede Six Sigma Prozeßanalyse und Verbesserungsmaßnahme.
2. Die „kritischen Qualitätsmerkmale“ (CTQ – Critical-To-Quality-Characteristics) definieren die geforderten Prozeßergebnisse aus Kundensicht und stellen damit die Erfolgsfaktoren des Unternehmens dar.
3. Die höhere Qualität von (Vor-)Produkten und Dienstleistungen durch Six Sigma macht die industriellen Verwender als Kunden auf ihren Märkten erfolgreicher und schafft die Grundlage für ein mehrstufiges »Value Marketing«.
Die Qualität im Six Sigma Konzept1. Das erklärte Ziel von Six Sigma ist – wie ausgeführt – praktizierte Null-Fehler-Qualität. Aus statistischer Sicht entspricht dies einer Fehlerquote
von 3,4 Fehlern pro 1 Mio. Fehlermöglichkeiten. Die Grundlage für die Berechnung bildet die Standardnormalverteilung. Dabei liegen 99,99966 Prozent der Gut-Teile (= Ausbeute) in einem (Toleranz-)Bereich von ± 6σ bei einer Mittelwert-Verschiebung von ± 1,5σ.
2. Der Toleranzbereich für Qualität wird durch die – entsprechend den Kundenanforderungen (CTQs) – vom Kunden akzeptierten Abweichungen definiert. Verkleinert wird der Toleranzbereich nur dann, wenn die internen Prozeß-/Leistungsstandards – entsprechend der Unternehmensstrategie – »härter« formuliert werden.
3. Die Minimierung der Prozeßstreuung innerhalb des definierten Toleranzbereichs und die Zentrierung der Prozeßlage, also das Sicherstellen der Prozeßfähigkeit zur abweichungsfreien Einhaltung der CTQs, stehen im Zentrum aller Six Sigma Verbesserungsaktivitäten.
Six Sigma: Projektmanagement für Null-Fehler-Qualität in der Automobilindustrie
18 ZfAW 2 · 2004
Niveau mit deutlichen Kosteneinspa-rungen ist häufig nur durch ein Re-design der gesamten Wertschöp-fung, also durch die Anwendung des Six Sigma Konzeptes in der For-schung und Entwicklung erreichbar. Die zweite Stufe der Six Sigma Anwendung ist dieses »Design for Six Sigma« (DFSS), also das Schaf-fen eines robusten Produktdesigns, das in Bauteilen und Montageschrit-ten eine Vielzahl möglicher Fehler-quellen und damit -kosten von vorn-herein ausschließt. Genau dieses Ziel stellt in der Automobilindustrie in Zukunft noch höhere Anforderungen an die Zulieferunternehmen. Von daher wird in Zukunft der auf Ent-wicklungsprojekte bezogene Six Sigma Prozeß DMADV – Define, Measure, Analyse, Design und Verify – noch an Bedeutung gewinnen.
Nachstehend wird kurz auf das Skalenniveau der zu messenden Merkmalsgrößen eingegangen. Die Ausführungen zu diskreten und ste-tigen Merkmalen zeigen, daß durch die Ermittlung des Sigma-Wertes die Qualitätsniveaus unterschiedlicher Bewertungs- und Meßansätze im Unternehmen direkt vergleichbar sind.
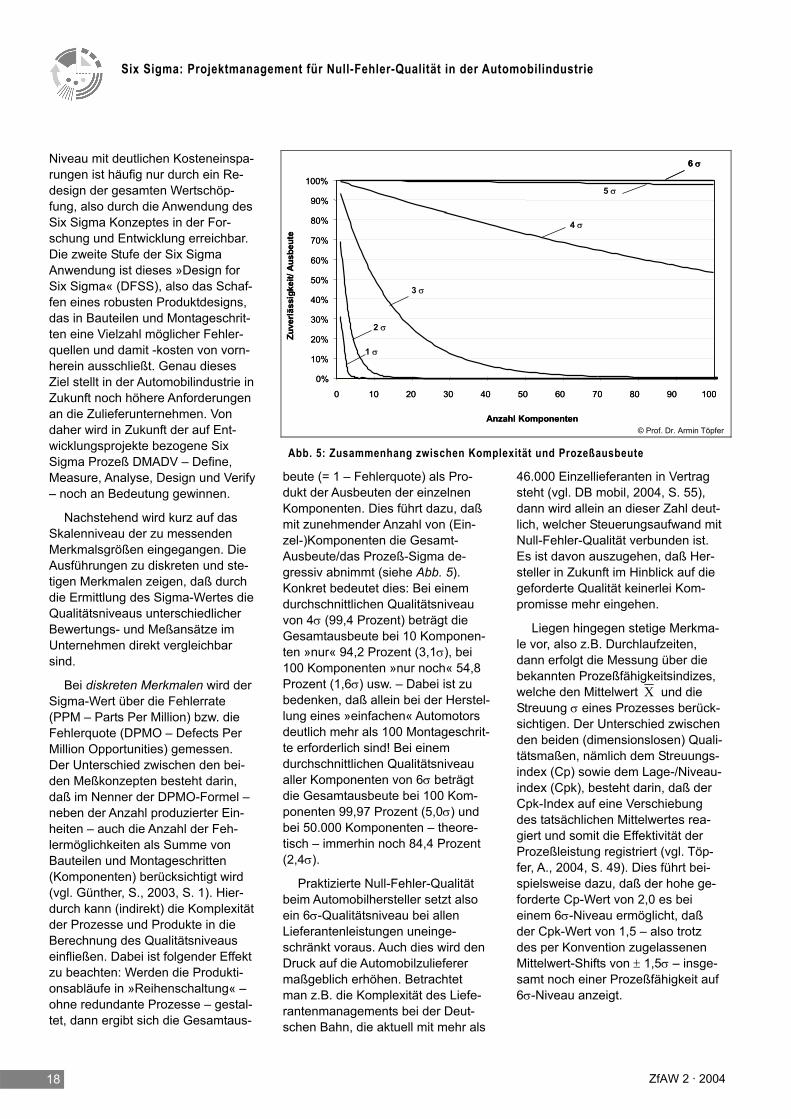
Bei diskreten Merkmalen wird der Sigma-Wert über die Fehlerrate (PPM – Parts Per Million) bzw. die Fehlerquote (DPMO – Defects Per Million Opportunities) gemessen. Der Unterschied zwischen den bei-den Meßkonzepten besteht darin, daß im Nenner der DPMO-Formel – neben der Anzahl produzierter Ein-heiten – auch die Anzahl der Feh-lermöglichkeiten als Summe von Bauteilen und Montageschritten (Komponenten) berücksichtigt wird (vgl. Günther, S., 2003, S. 1). Hier-durch kann (indirekt) die Komplexität der Prozesse und Produkte in die Berechnung des Qualitätsniveaus einfließen. Dabei ist folgender Effekt zu beachten: Werden die Produkti-onsabläufe in »Reihenschaltung« – ohne redundante Prozesse – gestal-tet, dann ergibt sich die Gesamtaus-
beute (= 1 – Fehlerquote) als Pro-dukt der Ausbeuten der einzelnen Komponenten. Dies führt dazu, daß mit zunehmender Anzahl von (Ein-zel-)Komponenten die Gesamt-Ausbeute/das Prozeß-Sigma de-gressiv abnimmt (siehe Abb. 5). Konkret bedeutet dies: Bei einem durchschnittlichen Qualitätsniveau von 4σ (99,4 Prozent) beträgt die Gesamtausbeute bei 10 Komponen-ten »nur« 94,2 Prozent (3,1σ), bei 100 Komponenten »nur noch« 54,8 Prozent (1,6σ) usw. – Dabei ist zu bedenken, daß allein bei der Herstel-lung eines »einfachen« Automotors deutlich mehr als 100 Montageschrit-te erforderlich sind! Bei einem durchschnittlichen Qualitätsniveau aller Komponenten von 6σ beträgt die Gesamtausbeute bei 100 Kom-ponenten 99,97 Prozent (5,0σ) und bei 50.000 Komponenten – theore-tisch – immerhin noch 84,4 Prozent (2,4σ).
Praktizierte Null-Fehler-Qualität beim Automobilhersteller setzt also ein 6σ-Qualitätsniveau bei allen Lieferantenleistungen uneinge-schränkt voraus. Auch dies wird den Druck auf die Automobilzulieferer maßgeblich erhöhen. Betrachtet man z.B. die Komplexität des Liefe-rantenmanagements bei der Deut-schen Bahn, die aktuell mit mehr als
46.000 Einzellieferanten in Vertrag steht (vgl. DB mobil, 2004, S. 55), dann wird allein an dieser Zahl deut-lich, welcher Steuerungsaufwand mit Null-Fehler-Qualität verbunden ist. Es ist davon auszugehen, daß Her-steller in Zukunft im Hinblick auf die geforderte Qualität keinerlei Kom-promisse mehr eingehen.
Liegen hingegen stetige Merkma-le vor, also z.B. Durchlaufzeiten, dann erfolgt die Messung über die bekannten Prozeßfähigkeitsindizes, welche den Mittelwert X und die Streuung σ eines Prozesses berück-sichtigen. Der Unterschied zwischen den beiden (dimensionslosen) Quali-tätsmaßen, nämlich dem Streuungs-index (Cp) sowie dem Lage-/Niveau-index (Cpk), besteht darin, daß der Cpk-Index auf eine Verschiebung des tatsächlichen Mittelwertes rea-giert und somit die Effektivität der Prozeßleistung registriert (vgl. Töp-fer, A., 2004, S. 49). Dies führt bei-spielsweise dazu, daß der hohe ge-forderte Cp-Wert von 2,0 es bei einem 6σ-Niveau ermöglicht, daß der Cpk-Wert von 1,5 – also trotz des per Konvention zugelassenen Mittelwert-Shifts von ± 1,5σ – insge- samt noch einer Prozeßfähigkeit auf 6σ-Niveau anzeigt.
© Prof. Dr. Armin Töpfer Abb. 5: Zusammenhang zwischen Komplexität und Prozeßausbeute
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0 10 20 30 40 50 60 70 80 90 100
Anzahl Komponenten
1 σ
2 σ
3 σ
4 σ
5 σ
6 σ
Zuve
rläss
igke
it/ A
usbe
ute
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0 10 20 30 40 50 60 70 80 90 100
Anzahl Komponenten
1 σ
2 σ
3 σ
4 σ
5 σ
6 σ
Zuve
rläss
igke
it/ A
usbe
ute
Six Sigma: Projektmanagement für Null-Fehler-Qualität in der Automobilindustrie
19 ZfAW 2 · 2004
Insgesamt ergeben sich daraus vier Ansatzpunkte/Konsequenzen für die gezielte Optimierung von Pro-zessen in Richtung 6σ-Niveau. Zwei direkte Ansatzpunkte sind:
♦ Zentrierung des Prozesses in der Weise, daß Ziel- und Ist-Mittelwert übereinstimmen;
♦ Reduzierung der Streuung (Standardabweichung σ) des realen Prozeßoutputs.
Als indirekte Ansatzpunkte für das Erreichen eines 6σ-Niveaus kom-men in Betracht:
♦ Vergrößerung des Toleranzbe-reichs in Übereinstimmung mit den Kundenanforderungen;
♦ Verringerung der Komponenten-anzahl bzw. der Komplexität bei der Leistungserstellung.
Als Zwischenfazit läßt sich fol-gendes festhalten: Entsprechend der Philosophie »Qualität = Wert für den Kunden« gewinnt der Kunde durch die Umsetzung eines Six Sigma Projektmanagements, da seine we-sentlichen Anforderungen weitge-hend oder vollständig in Produkten und Dienstleistungen realisiert wer-den. Gleichzeitig gewinnt das Unternehmen, da es im Zuge von Six Sigma Projekten zu einer effizienteren, also wirtschaftlicheren, Gestaltung der Wertschöpfungs-prozesse gelangt.
3. Projektorganisation und DMAIC-Zyklus
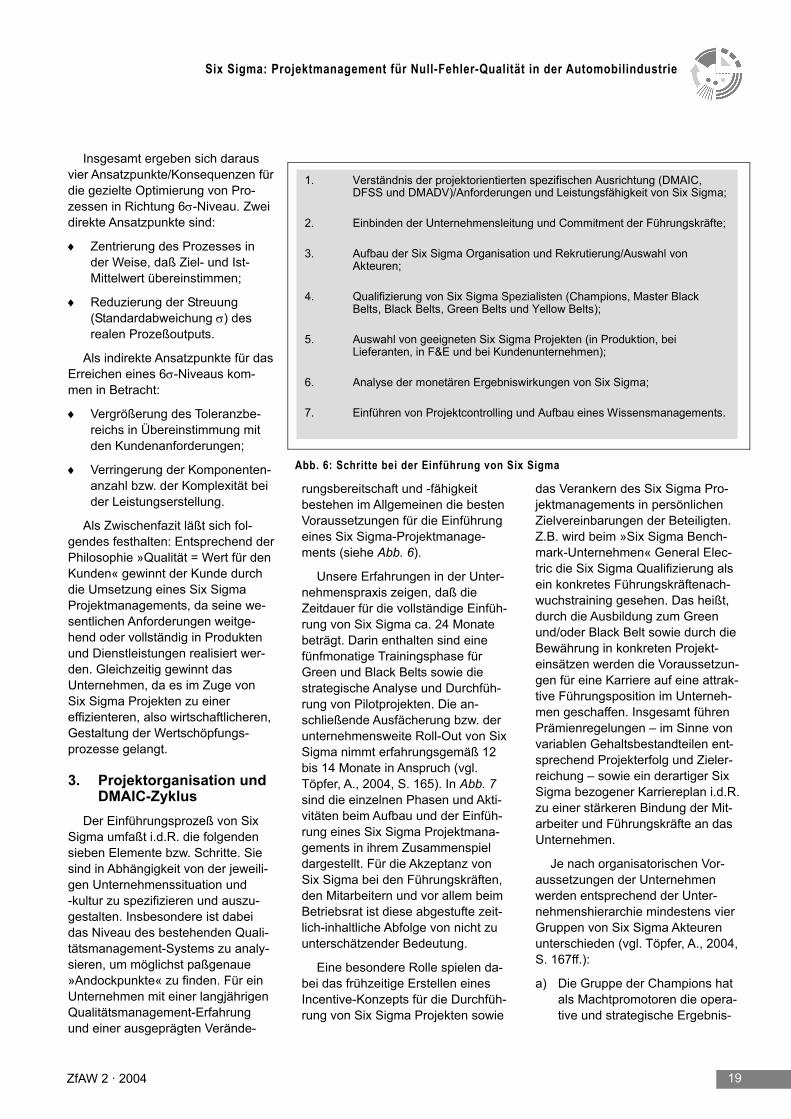
Der Einführungsprozeß von Six Sigma umfaßt i.d.R. die folgenden sieben Elemente bzw. Schritte. Sie sind in Abhängigkeit von der jeweili-gen Unternehmenssituation und -kultur zu spezifizieren und auszu-gestalten. Insbesondere ist dabei das Niveau des bestehenden Quali-tätsmanagement-Systems zu analy-sieren, um möglichst paßgenaue »Andockpunkte« zu finden. Für ein Unternehmen mit einer langjährigen Qualitätsmanagement-Erfahrung und einer ausgeprägten Verände-
rungsbereitschaft und -fähigkeit bestehen im Allgemeinen die besten Voraussetzungen für die Einführung eines Six Sigma-Projektmanage-ments (siehe Abb. 6).
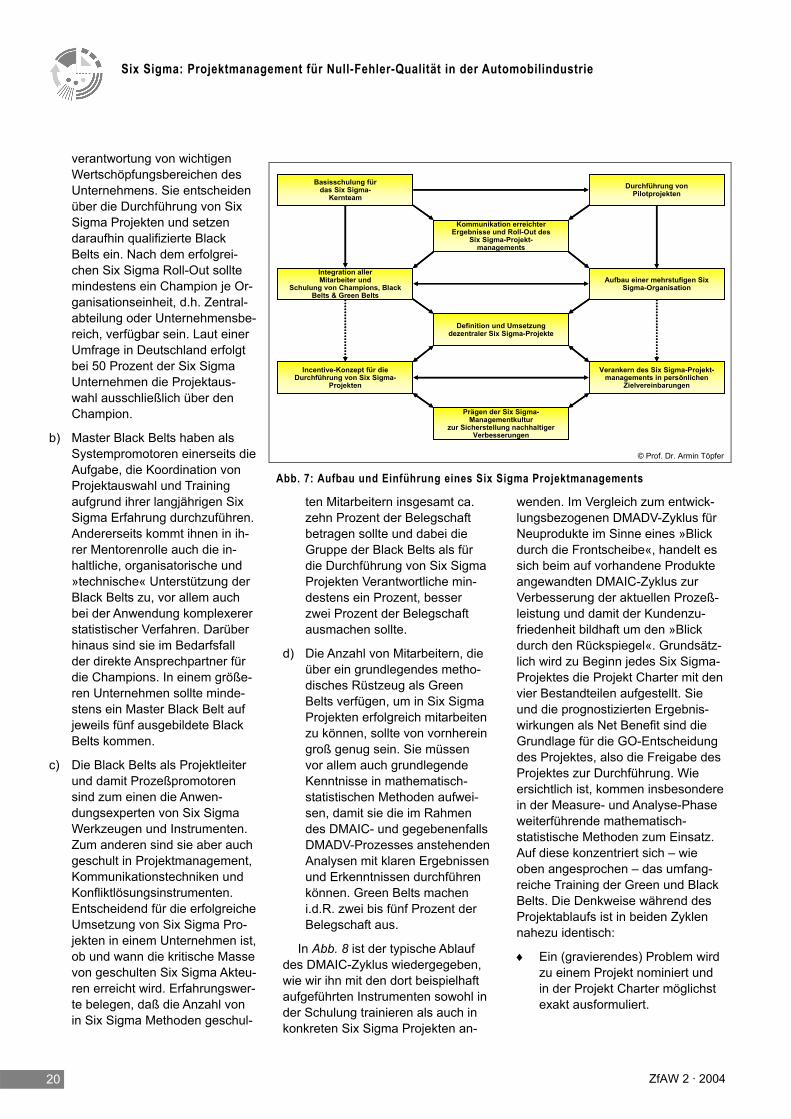
Unsere Erfahrungen in der Unter-nehmenspraxis zeigen, daß die Zeitdauer für die vollständige Einfüh-rung von Six Sigma ca. 24 Monate beträgt. Darin enthalten sind eine fünfmonatige Trainingsphase für Green und Black Belts sowie die strategische Analyse und Durchfüh-rung von Pilotprojekten. Die an-schließende Ausfächerung bzw. der unternehmensweite Roll-Out von Six Sigma nimmt erfahrungsgemäß 12 bis 14 Monate in Anspruch (vgl. Töpfer, A., 2004, S. 165). In Abb. 7 sind die einzelnen Phasen und Akti-vitäten beim Aufbau und der Einfüh-rung eines Six Sigma Projektmana-gements in ihrem Zusammenspiel dargestellt. Für die Akzeptanz von Six Sigma bei den Führungskräften, den Mitarbeitern und vor allem beim Betriebsrat ist diese abgestufte zeit-lich-inhaltliche Abfolge von nicht zu unterschätzender Bedeutung.
Eine besondere Rolle spielen da-bei das frühzeitige Erstellen eines Incentive-Konzepts für die Durchfüh-rung von Six Sigma Projekten sowie
das Verankern des Six Sigma Pro-jektmanagements in persönlichen Zielvereinbarungen der Beteiligten. Z.B. wird beim »Six Sigma Bench-mark-Unternehmen« General Elec-tric die Six Sigma Qualifizierung als ein konkretes Führungskräftenach-wuchstraining gesehen. Das heißt, durch die Ausbildung zum Green und/oder Black Belt sowie durch die Bewährung in konkreten Projekt-einsätzen werden die Voraussetzun-gen für eine Karriere auf eine attrak-tive Führungsposition im Unterneh-men geschaffen. Insgesamt führen Prämienregelungen – im Sinne von variablen Gehaltsbestandteilen ent-sprechend Projekterfolg und Zieler-reichung – sowie ein derartiger Six Sigma bezogener Karriereplan i.d.R. zu einer stärkeren Bindung der Mit-arbeiter und Führungskräfte an das Unternehmen.
Je nach organisatorischen Vor-aussetzungen der Unternehmen werden entsprechend der Unter-nehmenshierarchie mindestens vier Gruppen von Six Sigma Akteuren unterschieden (vgl. Töpfer, A., 2004, S. 167ff.):
a) Die Gruppe der Champions hat als Machtpromotoren die opera-tive und strategische Ergebnis-
Abb. 6: Schritte bei der Einführung von Six Sigma
1. Verständnis der projektorientierten spezifischen Ausrichtung (DMAIC, DFSS und DMADV)/Anforderungen und Leistungsfähigkeit von Six Sigma;
2. Einbinden der Unternehmensleitung und Commitment der Führungskräfte;
3. Aufbau der Six Sigma Organisation und Rekrutierung/Auswahl von Akteuren;
4. Qualifizierung von Six Sigma Spezialisten (Champions, Master Black Belts, Black Belts, Green Belts und Yellow Belts);
5. Auswahl von geeigneten Six Sigma Projekten (in Produktion, bei Lieferanten, in F&E und bei Kundenunternehmen);
6. Analyse der monetären Ergebniswirkungen von Six Sigma;
7. Einführen von Projektcontrolling und Aufbau eines Wissensmanagements.
Six Sigma: Projektmanagement für Null-Fehler-Qualität in der Automobilindustrie
20 ZfAW 2 · 2004
verantwortung von wichtigen Wertschöpfungsbereichen des Unternehmens. Sie entscheiden über die Durchführung von Six Sigma Projekten und setzen daraufhin qualifizierte Black Belts ein. Nach dem erfolgrei-chen Six Sigma Roll-Out sollte mindestens ein Champion je Or-ganisationseinheit, d.h. Zentral-abteilung oder Unternehmensbe-reich, verfügbar sein. Laut einer Umfrage in Deutschland erfolgt bei 50 Prozent der Six Sigma Unternehmen die Projektaus-wahl ausschließlich über den Champion.
b) Master Black Belts haben als Systempromotoren einerseits die Aufgabe, die Koordination von Projektauswahl und Training aufgrund ihrer langjährigen Six Sigma Erfahrung durchzuführen. Andererseits kommt ihnen in ih-rer Mentorenrolle auch die in-haltliche, organisatorische und »technische« Unterstützung der Black Belts zu, vor allem auch bei der Anwendung komplexerer statistischer Verfahren. Darüber hinaus sind sie im Bedarfsfall der direkte Ansprechpartner für die Champions. In einem größe-ren Unternehmen sollte minde-stens ein Master Black Belt auf jeweils fünf ausgebildete Black Belts kommen.
c) Die Black Belts als Projektleiter und damit Prozeßpromotoren sind zum einen die Anwen-dungsexperten von Six Sigma Werkzeugen und Instrumenten. Zum anderen sind sie aber auch geschult in Projektmanagement, Kommunikationstechniken und Konfliktlösungsinstrumenten. Entscheidend für die erfolgreiche Umsetzung von Six Sigma Pro-jekten in einem Unternehmen ist, ob und wann die kritische Masse von geschulten Six Sigma Akteu-ren erreicht wird. Erfahrungswer-te belegen, daß die Anzahl von in Six Sigma Methoden geschul-
ten Mitarbeitern insgesamt ca. zehn Prozent der Belegschaft betragen sollte und dabei die Gruppe der Black Belts als für die Durchführung von Six Sigma Projekten Verantwortliche min-destens ein Prozent, besser zwei Prozent der Belegschaft ausmachen sollte.
d) Die Anzahl von Mitarbeitern, die über ein grundlegendes metho-disches Rüstzeug als Green Belts verfügen, um in Six Sigma Projekten erfolgreich mitarbeiten zu können, sollte von vornherein groß genug sein. Sie müssen vor allem auch grundlegende Kenntnisse in mathematisch-statistischen Methoden aufwei-sen, damit sie die im Rahmen des DMAIC- und gegebenenfalls DMADV-Prozesses anstehenden Analysen mit klaren Ergebnissen und Erkenntnissen durchführen können. Green Belts machen i.d.R. zwei bis fünf Prozent der Belegschaft aus.
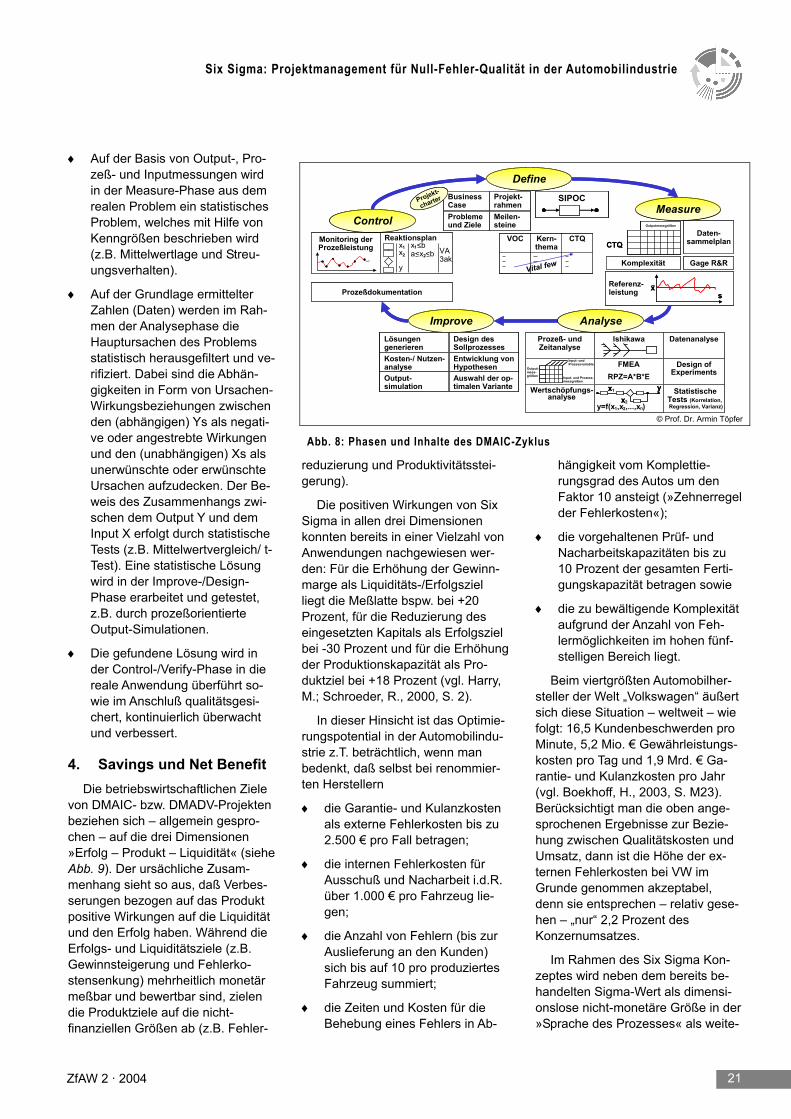
In Abb. 8 ist der typische Ablauf des DMAIC-Zyklus wiedergegeben, wie wir ihn mit den dort beispielhaft aufgeführten Instrumenten sowohl in der Schulung trainieren als auch in konkreten Six Sigma Projekten an-
wenden. Im Vergleich zum entwick-lungsbezogenen DMADV-Zyklus für Neuprodukte im Sinne eines »Blick durch die Frontscheibe«, handelt es sich beim auf vorhandene Produkte angewandten DMAIC-Zyklus zur Verbesserung der aktuellen Prozeß-leistung und damit der Kundenzu-friedenheit bildhaft um den »Blick durch den Rückspiegel«. Grundsätz-lich wird zu Beginn jedes Six Sigma-Projektes die Projekt Charter mit den vier Bestandteilen aufgestellt. Sie und die prognostizierten Ergebnis-wirkungen als Net Benefit sind die Grundlage für die GO-Entscheidung des Projektes, also die Freigabe des Projektes zur Durchführung. Wie ersichtlich ist, kommen insbesondere in der Measure- und Analyse-Phase weiterführende mathematisch-statistische Methoden zum Einsatz. Auf diese konzentriert sich – wie oben angesprochen – das umfang-reiche Training der Green und Black Belts. Die Denkweise während des Projektablaufs ist in beiden Zyklen nahezu identisch:
♦ Ein (gravierendes) Problem wird zu einem Projekt nominiert und in der Projekt Charter möglichst exakt ausformuliert.
© Prof. Dr. Armin Töpfer
Abb. 7: Aufbau und Einführung eines Six Sigma Projektmanagements
Basisschulung fürdas Six Sigma-
Kernteam
Verankern des Six Sigma-Projekt-managements in persönlichen
Zielvereinbarungen
Incentive-Konzept für die Durchführung von Six Sigma-
Projekten
Integration allerMitarbeiter und
Schulung von Champions, Black Belts & Green Belts
Aufbau einer mehrstufigen Six Sigma-Organisation
Prägen der Six Sigma-Managementkultur
zur Sicherstellung nachhaltiger Verbesserungen
Kommunikation erreichter Ergebnisse und Roll-Out des
Six Sigma-Projekt-managements
Durchführung vonPilotprojekten
Definition und Umsetzung dezentraler Six Sigma-Projekte
Basisschulung fürdas Six Sigma-
Kernteam
Verankern des Six Sigma-Projekt-managements in persönlichen
Zielvereinbarungen
Incentive-Konzept für die Durchführung von Six Sigma-
Projekten
Integration allerMitarbeiter und
Schulung von Champions, Black Belts & Green Belts
Aufbau einer mehrstufigen Six Sigma-Organisation
Prägen der Six Sigma-Managementkultur
zur Sicherstellung nachhaltiger Verbesserungen
Kommunikation erreichter Ergebnisse und Roll-Out des
Six Sigma-Projekt-managements
Durchführung vonPilotprojekten
Definition und Umsetzung dezentraler Six Sigma-Projekte
Six Sigma: Projektmanagement für Null-Fehler-Qualität in der Automobilindustrie
21 ZfAW 2 · 2004
♦ Auf der Basis von Output-, Pro-zeß- und Inputmessungen wird in der Measure-Phase aus dem realen Problem ein statistisches Problem, welches mit Hilfe von Kenngrößen beschrieben wird (z.B. Mittelwertlage und Streu-ungsverhalten).
♦ Auf der Grundlage ermittelter Zahlen (Daten) werden im Rah-men der Analysephase die Hauptursachen des Problems statistisch herausgefiltert und ve-rifiziert. Dabei sind die Abhän-gigkeiten in Form von Ursachen-Wirkungsbeziehungen zwischen den (abhängigen) Ys als negati-ve oder angestrebte Wirkungen und den (unabhängigen) Xs als unerwünschte oder erwünschte Ursachen aufzudecken. Der Be-weis des Zusammenhangs zwi-schen dem Output Y und dem Input X erfolgt durch statistische Tests (z.B. Mittelwertvergleich/ t-Test). Eine statistische Lösung wird in der Improve-/Design-Phase erarbeitet und getestet, z.B. durch prozeßorientierte Output-Simulationen.
♦ Die gefundene Lösung wird in der Control-/Verify-Phase in die reale Anwendung überführt so-wie im Anschluß qualitätsgesi-chert, kontinuierlich überwacht und verbessert.
4. Savings und Net Benefit Die betriebswirtschaftlichen Ziele
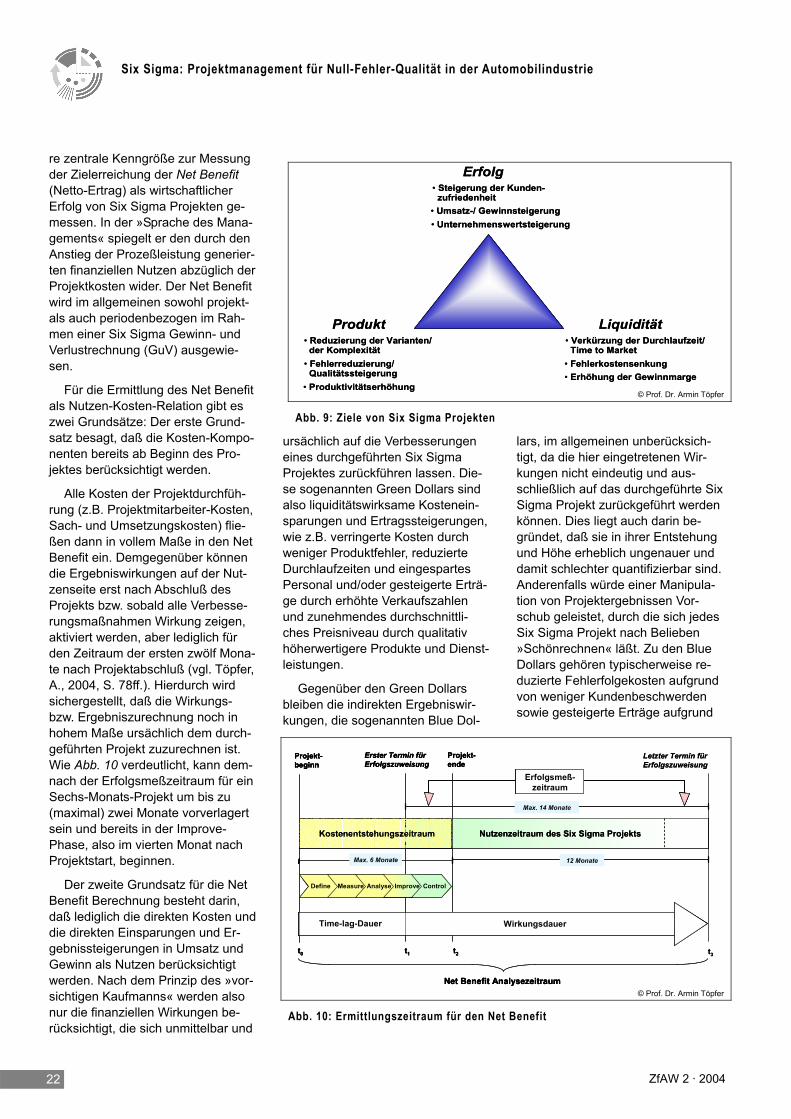
von DMAIC- bzw. DMADV-Projekten beziehen sich – allgemein gespro-chen – auf die drei Dimensionen »Erfolg – Produkt – Liquidität« (siehe Abb. 9). Der ursächliche Zusam-menhang sieht so aus, daß Verbes-serungen bezogen auf das Produkt positive Wirkungen auf die Liquidität und den Erfolg haben. Während die Erfolgs- und Liquiditätsziele (z.B. Gewinnsteigerung und Fehlerko-stensenkung) mehrheitlich monetär meßbar und bewertbar sind, zielen die Produktziele auf die nicht-finanziellen Größen ab (z.B. Fehler-
reduzierung und Produktivitätsstei-gerung).
Die positiven Wirkungen von Six Sigma in allen drei Dimensionen konnten bereits in einer Vielzahl von Anwendungen nachgewiesen wer-den: Für die Erhöhung der Gewinn-marge als Liquiditäts-/Erfolgsziel liegt die Meßlatte bspw. bei +20 Prozent, für die Reduzierung des eingesetzten Kapitals als Erfolgsziel bei -30 Prozent und für die Erhöhung der Produktionskapazität als Pro-duktziel bei +18 Prozent (vgl. Harry, M.; Schroeder, R., 2000, S. 2).
In dieser Hinsicht ist das Optimie-rungspotential in der Automobilindu-strie z.T. beträchtlich, wenn man bedenkt, daß selbst bei renommier-ten Herstellern
♦ die Garantie- und Kulanzkosten als externe Fehlerkosten bis zu 2.500 € pro Fall betragen;
♦ die internen Fehlerkosten für Ausschuß und Nacharbeit i.d.R. über 1.000 € pro Fahrzeug lie-gen;
♦ die Anzahl von Fehlern (bis zur Auslieferung an den Kunden) sich bis auf 10 pro produziertes Fahrzeug summiert;
♦ die Zeiten und Kosten für die Behebung eines Fehlers in Ab-
hängigkeit vom Komplettie-rungsgrad des Autos um den Faktor 10 ansteigt (»Zehnerregel der Fehlerkosten«);
♦ die vorgehaltenen Prüf- und Nacharbeitskapazitäten bis zu 10 Prozent der gesamten Ferti-gungskapazität betragen sowie
♦ die zu bewältigende Komplexität aufgrund der Anzahl von Feh-lermöglichkeiten im hohen fünf-stelligen Bereich liegt.
Beim viertgrößten Automobilher-steller der Welt „Volkswagen“ äußert sich diese Situation – weltweit – wie folgt: 16,5 Kundenbeschwerden pro Minute, 5,2 Mio. € Gewährleistungs-kosten pro Tag und 1,9 Mrd. € Ga-rantie- und Kulanzkosten pro Jahr (vgl. Boekhoff, H., 2003, S. M23). Berücksichtigt man die oben ange-sprochenen Ergebnisse zur Bezie-hung zwischen Qualitätskosten und Umsatz, dann ist die Höhe der ex-ternen Fehlerkosten bei VW im Grunde genommen akzeptabel, denn sie entsprechen – relativ gese-hen – „nur“ 2,2 Prozent des Konzernumsatzes.
Im Rahmen des Six Sigma Kon-zeptes wird neben dem bereits be-handelten Sigma-Wert als dimensi-onslose nicht-monetäre Größe in der »Sprache des Prozesses« als weite-
© Prof. Dr. Armin Töpfer Abb. 8: Phasen und Inhalte des DMAIC-Zyklus
Define
MeasureControl
Improve
Business Case
Projekt-rahmen
Probleme und Ziele
Meilen-steine
SIPOC
Kern-thema
CTQVOC
Vital few
Prozeßdokumentation
Monitoring der Prozeßleistung
Reaktionsplanxx
y
x <ba<x <b VA
3ak
Lösungen generieren
Design des Sollprozesses
Kosten-/ Nutzen-analyse
Entwicklung von Hypothesen
Output-simulation
Auswahl der op-timalen Variante
Prozeß- und Zeitanalyse
Ishikawa
Outputmessgrößen
CTQDaten-
sammelplan
Komplexität Gage R&R
Referenz-leistung s
x
Analyse
Projekt-
charter
Output-mess-größen
Input- und Prozessvariable
Input- und Prozess-messgrößen
Wertschöpfungs-analyse
x yx
y=f(x ,x ,...,x )1
1
22
n
2 2
1 1
FMEARPZ=A*B*E
Statistische Tests (Korrelation,Regression, Varianz)
Datenanalyse
Design of Experiments
Define
MeasureControl
Improve
Business Case
Projekt-rahmen
Probleme und Ziele
Meilen-steine
Business Case
Projekt-rahmen
Probleme und Ziele
Meilen-steine
SIPOCSIPOC
Kern-thema
CTQVOC
Vital few
Kern-thema
CTQVOC
Vital few
Prozeßdokumentation
Monitoring der Prozeßleistung
Reaktionsplanxx
y
x <ba<x <b VA
3ak
Lösungen generieren
Design des Sollprozesses
Kosten-/ Nutzen-analyse
Entwicklung von Hypothesen
Output-simulation
Auswahl der op-timalen Variante
Lösungen generieren
Design des Sollprozesses
Kosten-/ Nutzen-analyse
Entwicklung von Hypothesen
Output-simulation
Auswahl der op-timalen Variante
Prozeß- und Zeitanalyse
Ishikawa
OutputmessgrößenOutputmessgrößenOutputmessgrößen
CTQDaten-
sammelplan
Komplexität Gage R&R
Referenz-leistung s
xs
x
Analyse
Projekt-
charter
Output-mess-größen
Input- und Prozessvariable
Input- und Prozess-messgrößen
Output-mess-größen
Input- und Prozessvariable
Input- und Prozess-messgrößen
Wertschöpfungs-analyse
x yx
y=f(x ,x ,...,x )1
1
22
n
x yx
x yx
y=f(x ,x ,...,x )1
1
22
n
2 2
1 1
FMEARPZ=A*B*E
Statistische Tests (Korrelation,Regression, Varianz)
Datenanalyse
Design of Experiments
Six Sigma: Projektmanagement für Null-Fehler-Qualität in der Automobilindustrie
22 ZfAW 2 · 2004
re zentrale Kenngröße zur Messung der Zielerreichung der Net Benefit (Netto-Ertrag) als wirtschaftlicher Erfolg von Six Sigma Projekten ge-messen. In der »Sprache des Mana-gements« spiegelt er den durch den Anstieg der Prozeßleistung generier-ten finanziellen Nutzen abzüglich der Projektkosten wider. Der Net Benefit wird im allgemeinen sowohl projekt- als auch periodenbezogen im Rah-men einer Six Sigma Gewinn- und Verlustrechnung (GuV) ausgewie-sen.
Für die Ermittlung des Net Benefit als Nutzen-Kosten-Relation gibt es zwei Grundsätze: Der erste Grund-satz besagt, daß die Kosten-Kompo-nenten bereits ab Beginn des Pro-jektes berücksichtigt werden.
Alle Kosten der Projektdurchfüh-rung (z.B. Projektmitarbeiter-Kosten, Sach- und Umsetzungskosten) flie-ßen dann in vollem Maße in den Net Benefit ein. Demgegenüber können die Ergebniswirkungen auf der Nut-zenseite erst nach Abschluß des Projekts bzw. sobald alle Verbesse-rungsmaßnahmen Wirkung zeigen, aktiviert werden, aber lediglich für den Zeitraum der ersten zwölf Mona-te nach Projektabschluß (vgl. Töpfer, A., 2004, S. 78ff.). Hierdurch wird sichergestellt, daß die Wirkungs- bzw. Ergebniszurechnung noch in hohem Maße ursächlich dem durch-geführten Projekt zuzurechnen ist. Wie Abb. 10 verdeutlicht, kann dem-nach der Erfolgsmeßzeitraum für ein Sechs-Monats-Projekt um bis zu (maximal) zwei Monate vorverlagert sein und bereits in der Improve-Phase, also im vierten Monat nach Projektstart, beginnen.
Der zweite Grundsatz für die Net Benefit Berechnung besteht darin, daß lediglich die direkten Kosten und die direkten Einsparungen und Er-gebnissteigerungen in Umsatz und Gewinn als Nutzen berücksichtigt werden. Nach dem Prinzip des »vor-sichtigen Kaufmanns« werden also nur die finanziellen Wirkungen be-rücksichtigt, die sich unmittelbar und
ursächlich auf die Verbesserungen eines durchgeführten Six Sigma Projektes zurückführen lassen. Die-se sogenannten Green Dollars sind also liquiditätswirksame Kostenein-sparungen und Ertragssteigerungen, wie z.B. verringerte Kosten durch weniger Produktfehler, reduzierte Durchlaufzeiten und eingespartes Personal und/oder gesteigerte Erträ-ge durch erhöhte Verkaufszahlen und zunehmendes durchschnittli-ches Preisniveau durch qualitativ höherwertigere Produkte und Dienst-leistungen.
Gegenüber den Green Dollars bleiben die indirekten Ergebniswir-kungen, die sogenannten Blue Dol-
lars, im allgemeinen unberücksich-tigt, da die hier eingetretenen Wir-kungen nicht eindeutig und aus-schließlich auf das durchgeführte Six Sigma Projekt zurückgeführt werden können. Dies liegt auch darin be-gründet, daß sie in ihrer Entstehung und Höhe erheblich ungenauer und damit schlechter quantifizierbar sind. Anderenfalls würde einer Manipula-tion von Projektergebnissen Vor-schub geleistet, durch die sich jedes Six Sigma Projekt nach Belieben »Schönrechnen« läßt. Zu den Blue Dollars gehören typischerweise re-duzierte Fehlerfolgekosten aufgrund von weniger Kundenbeschwerden sowie gesteigerte Erträge aufgrund
© Prof. Dr. Armin Töpfer
Abb. 9: Ziele von Six Sigma Projekten
© Prof. Dr. Armin Töpfer
Abb. 10: Ermittlungszeitraum für den Net Benefit
• Reduzierung der Varianten/ der Komplexität
• Verkürzung der Durchlaufzeit/ Time to Market
Erfolg
Produkt Liquidität
• Fehlerkostensenkung
• Produktivitätserhöhung
• Steigerung der Kunden-zufriedenheit
• Umsatz-/ Gewinnsteigerung
• Fehlerreduzierung/ Qualitätssteigerung
• Unternehmenswertsteigerung
• Erhöhung der Gewinnmarge
• Reduzierung der Varianten/ der Komplexität
• Verkürzung der Durchlaufzeit/ Time to Market
Erfolg
Produkt Liquidität
• Fehlerkostensenkung
• Produktivitätserhöhung
• Steigerung der Kunden-zufriedenheit
• Umsatz-/ Gewinnsteigerung
• Fehlerreduzierung/ Qualitätssteigerung
• Unternehmenswertsteigerung
• Erhöhung der Gewinnmarge
Max. 14 Monate
12 Monate
Letzter Termin fürErfolgszuweisung
t3t0 t1 t2
Projekt-beginn
Erster Termin fürErfolgszuweisung
Define Measure Analyse Improve Control
Max. 6 Monate
Nutzenzeitraum des Six Sigma Projekts
WirkungsdauerTime-lag-Dauer
Projekt-ende
Erfolgsmeß-zeitraum
Kostenentstehungszeitraum
Net Benefit Analysezeitraum
Max. 14 MonateMax. 14 Monate
12 Monate12 Monate
Letzter Termin fürErfolgszuweisung
t3t0 t1 t2
Projekt-beginn
Erster Termin fürErfolgszuweisung
Define Measure Analyse Improve Control
Max. 6 Monate
Nutzenzeitraum des Six Sigma Projekts
WirkungsdauerTime-lag-Dauer
Projekt-ende
Erfolgsmeß-zeitraum
Kostenentstehungszeitraum
Net Benefit Analysezeitraum
t0 t1 t2
Projekt-beginn
Erster Termin fürErfolgszuweisung
Define Measure Analyse Improve Control
Max. 6 MonateMax. 6 Monate
Nutzenzeitraum des Six Sigma Projekts
WirkungsdauerTime-lag-Dauer
Projekt-ende
Erfolgsmeß-zeitraum
Kostenentstehungszeitraum
Net Benefit Analysezeitraum
Six Sigma: Projektmanagement für Null-Fehler-Qualität in der Automobilindustrie
23 ZfAW 2 · 2004
einer geringeren Kundenabwande-rung.
Auf der Kostenseite wird entspre-chend verfahren, d.h. Kosten, die dem Projekt direkt zugerechnet wer-den können, wie z.B. Projektdurch-führungs- und Personalkosten, wer-den als Liquiditätskomponente im Rahmen der Net Benefit Berechnung berücksichtigt. Kosten für Infrastruk-tur sowie Zuarbeit von Unterneh-mensteilen, z. B. Schulungs- und Beratungskosten, werden dem ein-zelnen Projekt i.d.R. nicht zugeord-net, außer sie lassen sich eindeutig und ausschließlich darauf beziehen. Dies ist beispielsweise bei einer Six Sigma Schulung nicht möglich, da das erworbene Wissen in allen wei-teren Six Sigma Projekten verwen-det werden kann. Möglich wäre hier nur eine Schlüsselung und Vertei-lung der Vorleistungskosten anteilig auf mehrere Projekte. Generell wer-den alle nicht unmittelbar zurechen-baren Einzelkosten in einer periodi-sierten Gewinn- und Verlustrech-nung als »Six Sigma GuV« erfaßt.
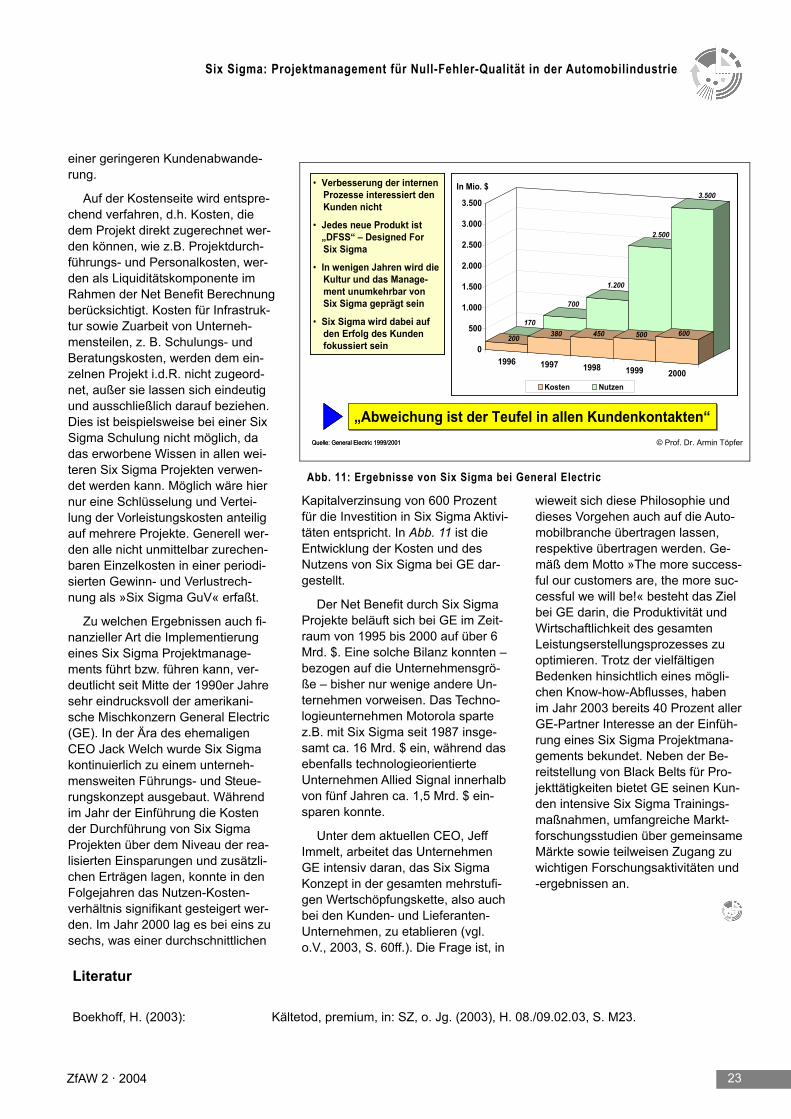
Zu welchen Ergebnissen auch fi-nanzieller Art die Implementierung eines Six Sigma Projektmanage-ments führt bzw. führen kann, ver-deutlicht seit Mitte der 1990er Jahre sehr eindrucksvoll der amerikani-sche Mischkonzern General Electric (GE). In der Ära des ehemaligen CEO Jack Welch wurde Six Sigma kontinuierlich zu einem unterneh-mensweiten Führungs- und Steue-rungskonzept ausgebaut. Während im Jahr der Einführung die Kosten der Durchführung von Six Sigma Projekten über dem Niveau der rea-lisierten Einsparungen und zusätzli-chen Erträgen lagen, konnte in den Folgejahren das Nutzen-Kosten-verhältnis signifikant gesteigert wer-den. Im Jahr 2000 lag es bei eins zu sechs, was einer durchschnittlichen
Kapitalverzinsung von 600 Prozent für die Investition in Six Sigma Aktivi-täten entspricht. In Abb. 11 ist die Entwicklung der Kosten und des Nutzens von Six Sigma bei GE dar-gestellt.
Der Net Benefit durch Six Sigma Projekte beläuft sich bei GE im Zeit-raum von 1995 bis 2000 auf über 6 Mrd. $. Eine solche Bilanz konnten – bezogen auf die Unternehmensgrö-ße – bisher nur wenige andere Un-ternehmen vorweisen. Das Techno-logieunternehmen Motorola sparte z.B. mit Six Sigma seit 1987 insge-samt ca. 16 Mrd. $ ein, während das ebenfalls technologieorientierte Unternehmen Allied Signal innerhalb von fünf Jahren ca. 1,5 Mrd. $ ein-sparen konnte.
Unter dem aktuellen CEO, Jeff Immelt, arbeitet das Unternehmen GE intensiv daran, das Six Sigma Konzept in der gesamten mehrstufi-gen Wertschöpfungskette, also auch bei den Kunden- und Lieferanten-Unternehmen, zu etablieren (vgl. o.V., 2003, S. 60ff.). Die Frage ist, in
wieweit sich diese Philosophie und dieses Vorgehen auch auf die Auto-mobilbranche übertragen lassen, respektive übertragen werden. Ge-mäß dem Motto »The more success-ful our customers are, the more suc-cessful we will be!« besteht das Ziel bei GE darin, die Produktivität und Wirtschaftlichkeit des gesamten Leistungserstellungsprozesses zu optimieren. Trotz der vielfältigen Bedenken hinsichtlich eines mögli-chen Know-how-Abflusses, haben im Jahr 2003 bereits 40 Prozent aller GE-Partner Interesse an der Einfüh-rung eines Six Sigma Projektmana-gements bekundet. Neben der Be-reitstellung von Black Belts für Pro-jekttätigkeiten bietet GE seinen Kun-den intensive Six Sigma Trainings-maßnahmen, umfangreiche Markt-forschungsstudien über gemeinsame Märkte sowie teilweisen Zugang zu wichtigen Forschungsaktivitäten und -ergebnissen an.
Literatur
Boekhoff, H. (2003): Kältetod, premium, in: SZ, o. Jg. (2003), H. 08./09.02.03, S. M23.
© Prof. Dr. Armin Töpfer
Abb. 11: Ergebnisse von Six Sigma bei General Electric
„Abweichung ist der Teufel in allen Kundenkontakten“„Abweichung ist der Teufel in allen Kundenkontakten“Quelle: General Electric 1999/2001
• Verbesserung der internen Prozesse interessiert den Kunden nicht
• Jedes neue Produkt ist „DFSS“ – Designed For Six Sigma
• In wenigen Jahren wird die Kultur und das Manage-ment unumkehrbar von Six Sigma geprägt sein
• Six Sigma wird dabei auf den Erfolg des Kunden fokussiert sein
1996 1997 1998 1999 2000 KostenNutzen
170
700
1.200
2.500
3.500
200 380 450 500 600
0
500
1.000
1.500
2.000
2.500
3.000
3.500
Kosten Nutzen
In Mio. $
„Abweichung ist der Teufel in allen Kundenkontakten“„Abweichung ist der Teufel in allen Kundenkontakten“Quelle: General Electric 1999/2001
• Verbesserung der internen Prozesse interessiert den Kunden nicht
• Jedes neue Produkt ist „DFSS“ – Designed For Six Sigma
• In wenigen Jahren wird die Kultur und das Manage-ment unumkehrbar von Six Sigma geprägt sein
• Six Sigma wird dabei auf den Erfolg des Kunden fokussiert sein
1996 1997 1998 1999 2000 KostenNutzen
170
700
1.200
2.500
3.500
200 380 450 500 600
0
500
1.000
1.500
2.000
2.500
3.000
3.500
Kosten Nutzen
In Mio. $
Six Sigma: Projektmanagement für Null-Fehler-Qualität in der Automobilindustrie
24 ZfAW 2 · 2004
DB mobil (2004): business. Focus. Hochgeschraubte Perfektion, in: DB mobil, o. Jg. (2004), H. 2, S. 54-55.
Günther, S. (2003): Von der Statistik zur Qualität, in: http://www.six-sigma.biz/presse.htm (Stand: 09.02.04).
Harry, M.; Schroeder, R. (2000):
Six Sigma – Prozesse optimieren, Null-Fehler-Qualität schaffen, Rendite radi-kal steigern, Frankfurt am Main 2000.
KBA (2003): Pressebericht 2003/2004, Flensburg 2003.
Messer, J.; Töpfer, A. (2002): Drei harmonische Instrumente: Exzellente Ergebnisse mit Balanced Score-card, Six Sigma und EFQM-Modell, in: QZ, 47. Jg. (2002), o. H., S. 1268-1271.
o.V. (2003): Will Jeff Immelt´s New Push Pay Off for GE?, in: BusinessWeek, European Ed., o. Jg. (2003), 13.10.03, S. 60-63.
Schmieder, M. (2003): Vorsichtige Annäherung – Studie: Anwendung von Six Sigma in Deutschland, in: QZ, 48. Jg.(2003), S. 698-700.
Töpfer, A. (2004): Six Sigma – Konzeption und Erfolgsbeispiele für praktizierte Null-Fehler-Qualität, 2. Aufl., Berlin/Heidelberg/New York 2004.
Die Buchvorstellung
Gerhard Riehle:
Trade Mark Rights and Remanufacturing in the European Community
With special emphasis on the rebuilding of automotive parts
Die Aufarbeitung von Produkten hat einen enormen Aufschwung genommen und sich zu einem wichtigen Wirtschaftsfaktor entwickelt. Hier stellt sich die Frage: Darf
ein Dritter, ohne bestehende Markenrechte zur verletzen, ein aufgearbeitetes Erzeugnis auf den Markt bringen, das noch ein Zeichen des ursprünglichen Herstellers trägt?
Die neue Studie entwickelt konkrete und justiziable Leitlinien für einen fairen Interessensausgleich zwischen Markeninhaber, Aufarbeiter und Allgemeinheit.
Gestützt auf eine differenzierende Deutung der geschützten Markenfunktion leistet sie darüber hinaus einen Beitrag zu der Frage, ob und inwieweit sich geistige
Eigentumsrechte an Primärprodukten auf Sekundärbereiche und -märkte übertragen lassen.
Der Autor Gerhard Riehle, Verfasser zahlreicher wissenschaftlicher Veröffentlichungen, beschäftigt sich in seiner Stu-die mit der Frage, ob Markenprodukte von Dritten aufgearbeitet und vertrieben werden dürfen, oder ob der Hersteller des Ausgangsproduktes als Inhaber der Marke dies verbieten und damit den Wettbewerb in und mit aufgearbeiteten
Teilen beseitigen oder zumindest beschränken kann.
Das Buch ist erschienen im Verlag C. H. Beck, München 2004112 Seiten, kartoniert; 25,-- Euro
© Prof. Dr. Armin Töpfer
Wir über uns M+M Six Sigma Akademie Die M+M Six Sigma Akademie wurde im Jahr 2004 von Prof. Dr. Armin Töpfer gegründet und unterstützt seitdem namhafte Unternehmen aus Produktion und Dienstleistung bei der erfolgeichen Anwendung und Einführung von Six Sigma. Sie bietet Ihnen aus einer Hand alles was Sie brauchen, um einen Einstieg und Ausbau von Six Sigma erfolgreich zu vollziehen. Dazu gehört unser Angebot aller Formen der Six Sigma Qualifizierung vom Basisseminar und Essential Seminar über Champion Training, Green Belt Training, Black Belt Training bis hin zum Master Black Belt Training. Andererseits gehört dazu die aktive Leitung/Unterstützung von Six Sigma Projekten im Rahmen unseres Angebotes Six Sigma Consulting. Darüber hinaus verfügen wir über weitgehende Erfahrungen bei der Integration von Six Sigma in Ihr Unternehmen vom QM-System bis hin zur Kopplung an Strategie, Controlling- und Zielsysteme. Profitieren Sie von unserer langjährigen Six Sigma Erfahrung sowohl im Produktions- als auch im Dienstleistungsbereich.
Mit den M+M Six Sigma Seminaren – inhouse oder in unserer M+M Six Sigma Akademie® – haben Sie die Möglichkeit, das Rüstzeug für die erfolgreiche Anwendung von Six Sigma in Ihrem Unternehmen zu erwerben.
M+M Six Sigma Akademie Weitere Informationen unter www.six-sigma-akademie.de oder www.m-plus-m.de