Ps Predavanja1
209
Prof. dr Radomir Slavković
-
Upload
biljana-kuzmanovic -
Category
Documents
-
view
391 -
download
13
description
proizvodni sistemi
Transcript of Ps Predavanja1
Prof. dr Radomir Slavković
• Strugovi (struganje)
• Horizontalne bušilice-glodalice (prostrugivanje)
• Rendisaljke (rendisanje)
• Bušilice (bušenje, proširivanje, upuštanje, razvrtanje)
• Glodalice (glodanje)
• Provlakačice (provlačenje)
• Mašine za sečenje-testere (sečenje)
• Brusilice (brušenje)
• Honmašine (honovanje)
• Mašine za lepovanje (lepovanje)
• Mašine za superfiniš (super finiš)
• Mašine za ozubljenje zuba zupčanika (gruba obrada: glodanje, rendisanje,
provlačenje, fina obrada: ljuštenje, brušenje, glačanje)
Obrada rezanjem

Obrada struganjem je postupak obrade prvenstveno rotacionih delova (vijaka,
navrtki, osovina, vratila, čaura, remenica,...).
Ostvaruje se tako što predmet obrade izvodi glavno obrtno kretanje, a alat
pomoćno pravolinijsko kretanje. Relativna kretanja alata i predmeta obrade
uslovljavaju i vrstu proizvodne operacije u obradi struganjem (uzdužna i
poprečna obrada, izrada konusa i sl.).
Glavno kretanje je definisano brzinom rezanja (V, m/min) - brojem obrta
predmeta obrade (n, o/min). Pomoćno kretanje je odreĎeno korakom (S, mm/o -
aksijalno pomeranje alata za jedan obrt predmeta obrade) i brzinom pomoćnog
kretanja (Vp, mm/min).
Strugovi
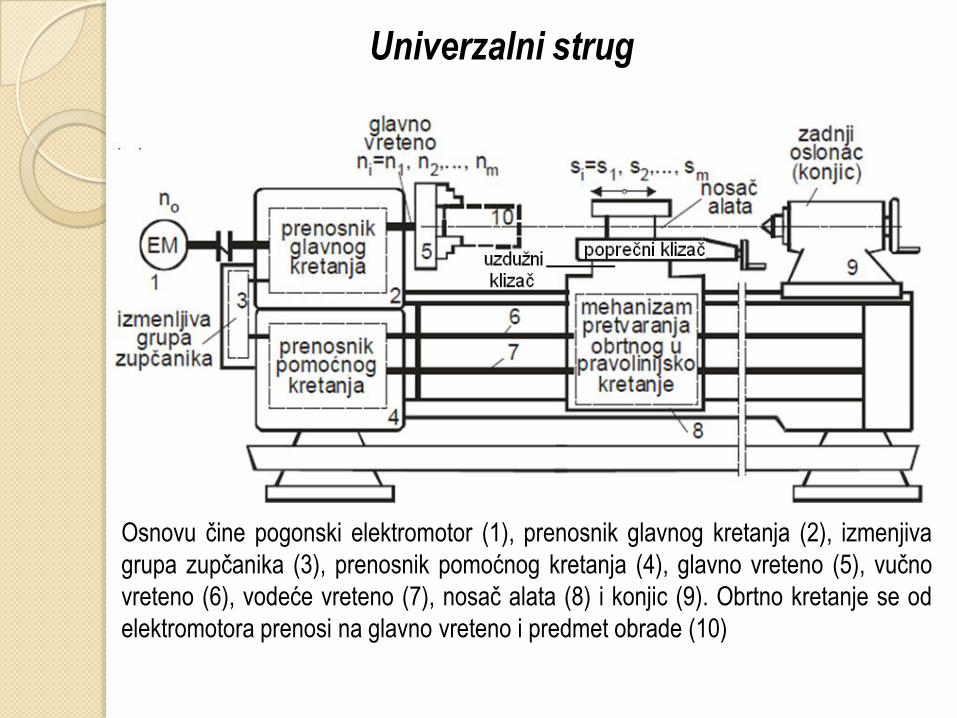
Osnovu čine pogonski elektromotor (1), prenosnik glavnog kretanja (2), izmenjiva
grupa zupčanika (3), prenosnik pomoćnog kretanja (4), glavno vreteno (5), vučno
vreteno (6), vodeće vreteno (7), nosač alata (8) i konjic (9). Obrtno kretanje se od
elektromotora prenosi na glavno vreteno i predmet obrade (10)
Univerzalni strug

Univerzalni strug

Vertikalni (Karusel) strug

Revolver strug

Horizontalne bušilice-glodalice (prostrugivanje)
Kombinacija bušilice, glodalice i struga. Služi za obradu težih i teških
radnih predmeta, većinom livenih, koji se mogu obraĎivati istovremeno
u više operacija.

Rendisaljke
Obrada rendisanjem se koristi za obradu horizontalnih, vertikalnih,
nagnutih i profilisanih površina, izradu žljebova u glavčini i sl.
Izvodi na mašinama sa glavnim i pomoćnim pravolinijskim kretanjem.
Glavno kretanje je definisano brzinom rezanja (Vr, m/min) ili brojem
duplih hodova (nL, dh/min), a pomoćno korakom S, mm/dh (aksijalno
pomeranje alata ili predmeta obrade za jedan dupli hod, nakon
povratnog hoda).
Mašine u obradi rendisanjem (rendisaljke) se prema dužini hoda
(načinu ostvarivanja kretanja) dele na: kratkohode i dugohode, a
prema pravcu glavnog kretanja na: horizontalne i vertikalne.
Posebnu grupu renisaljki čine rendisaljke za izradi zupčanika,
specijalnih alata i sl.

Kratkohodne rendisaljke
Kod kratkohodih rendisaljki od pogonskog elektromotora (1) kretanje se, posredstvom
prenosnika (2) i mehanizma za pretvaranje obrtnog u pravolinijsko kretanje, prenosi na noseću
konzolu (3). Na konzoli se nalazi nosač alata (4) koji prihvata rezni alat (5). Time je obezbeĎeno
glavno pravolinijsko kretanje. Na radnom stolu (6), koji posredstvom mehanizma pomoćnog
kretanja obezbeĎuje izvoĎenje pomoćnog kretanja, nalazi se predmet obrade

Dugohodne rendisaljke
Kod dugohodih rendisaljki princip rada je sličan, s tom razlikom što glavno
pravolinijsko kretnje izvodi radni sto (1) sa predmetom obrade (2), a pomoćno nosač
alata (3).
Shema dugohodne rendisaljke
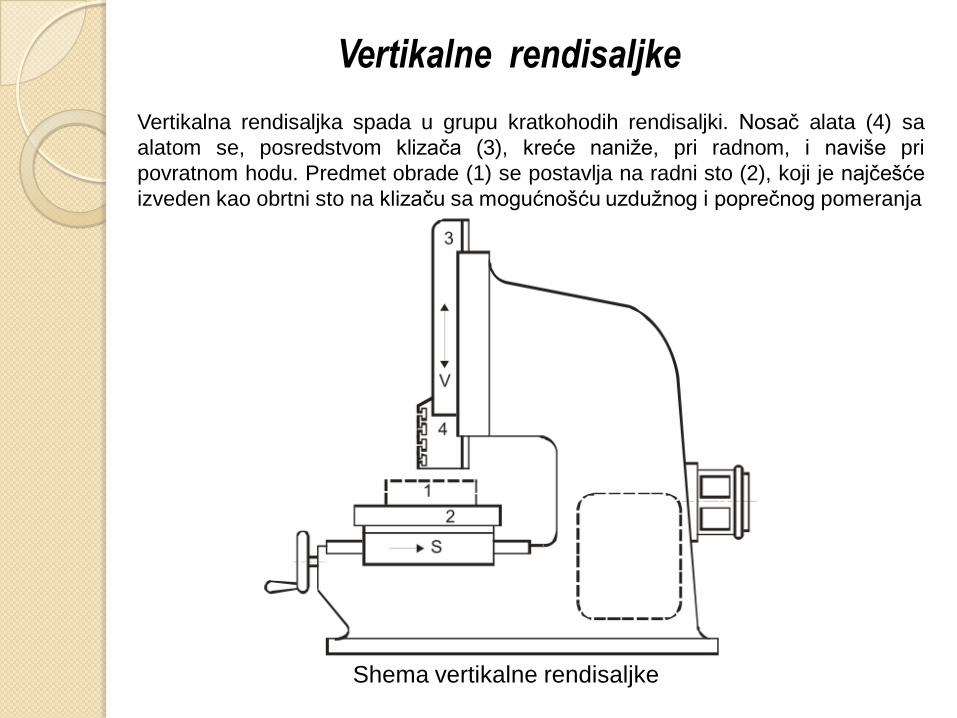
Vertikalna rendisaljka spada u grupu kratkohodih rendisaljki. Nosač alata (4) sa
alatom se, posredstvom klizača (3), kreće naniže, pri radnom, i naviše pri
povratnom hodu. Predmet obrade (1) se postavlja na radni sto (2), koji je najčešće
izveden kao obrtni sto na klizaču sa mogućnošću uzdužnog i poprečnog pomeranja
Vertikalne rendisaljke
Shema vertikalne rendisaljke
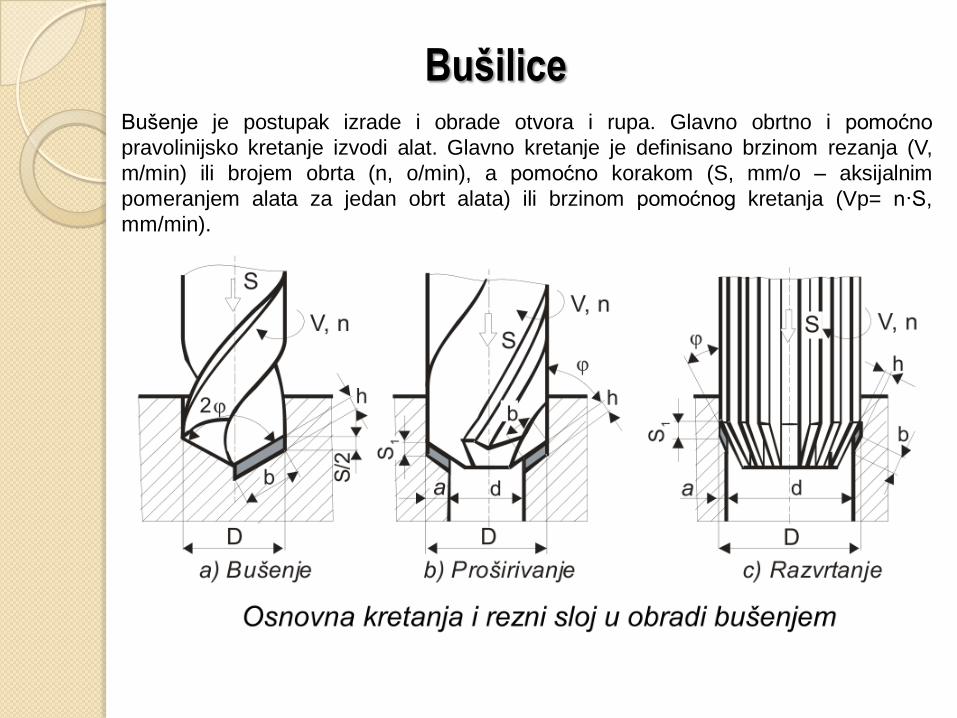
BušiliceBušenje je postupak izrade i obrade otvora i rupa. Glavno obrtno i pomoćno
pravolinijsko kretanje izvodi alat. Glavno kretanje je definisano brzinom rezanja (V,
m/min) ili brojem obrta (n, o/min), a pomoćno korakom (S, mm/o – aksijalnim
pomeranjem alata za jedan obrt alata) ili brzinom pomoćnog kretanja (Vp= n·S,
mm/min).
Jednovretene bušilice
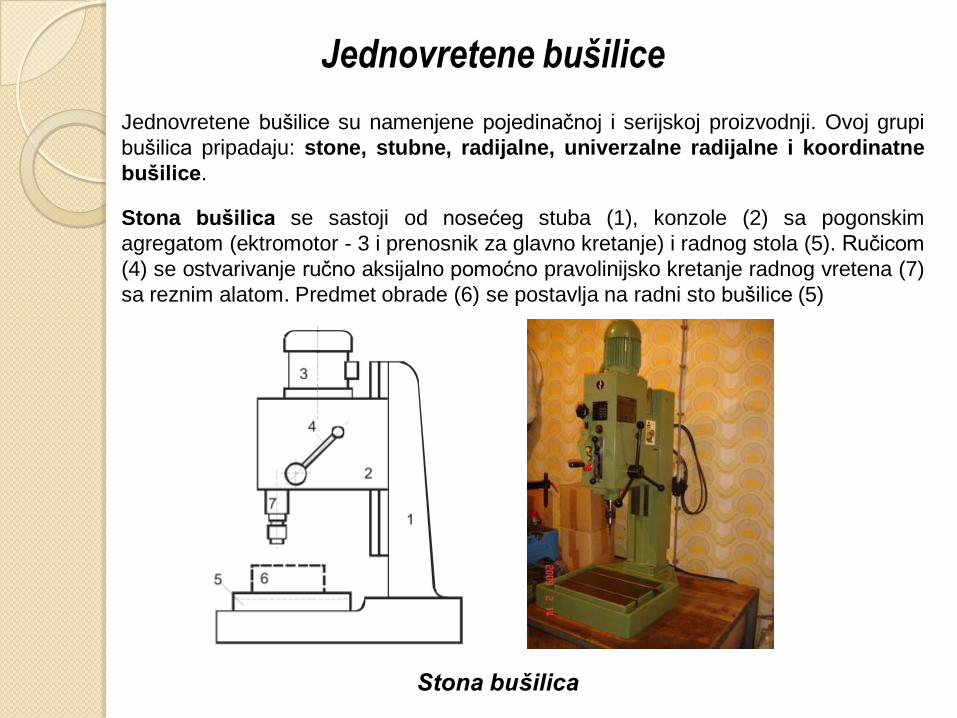
Jednovretene bušilice su namenjene pojedinačnoj i serijskoj proizvodnji. Ovoj grupi
bušilica pripadaju: stone, stubne, radijalne, univerzalne radijalne i koordinatne
bušilice.
Stona bušilica se sastoji od nosećeg stuba (1), konzole (2) sa pogonskim
agregatom (ektromotor - 3 i prenosnik za glavno kretanje) i radnog stola (5). Ručicom
(4) se ostvarivanje ručno aksijalno pomoćno pravolinijsko kretanje radnog vretena (7)
sa reznim alatom. Predmet obrade (6) se postavlja na radni sto bušilice (5)
Stona bušilica

Stubna bušilica je bušilica kod koje se na nosećem stubu (1) nalaze konzola radnog
stola (2) i konzola pogonskog agregata (3), sastavljenog od elektromotora (4) i
prenosnika za glavno i pomoćno kretanje. Posredstvom ručice (7) se obezbeĎuje
automatsko ili ručno pravolinijsko pomoćno kretanje radnog vretena (8) sa alatom.
Radni predmet (6) se postavlja na radni sto mašine (5).
Jednovretene bušilice

Radijalna bušilica se sastoji od nosećeg stuba (1) na kome se nalazi verikalno
pomerljiva konzola (2) sa pogonskim agregatom (elektromotorom, prenosnicima za
glavno i pomoćno kretanje i radnim vretenom - 3). Bušilica obezbeĎuje zakretanje
konzole u horizontalnoj ravni, vertikalno pomeranje konzole duž nosećeg stuba i
horizontalno pomeranje pogonskog agregata duž konzole, čime je obezbeĎeno
dovoĎenje alata u radnu poziciju pri bušenju predmeta obrade (4) postavljenog na
radni sto mašine (5). To je posebno značajno kod bušenja predmeta većih gabarita.
Jednovretene bušilice
Viševretene bušilice
Viševretene bušilice su namenjene masovnoj proizvodnji. To su: redne, bušilice sa
viševretenom glavom i viševretene bušilice.
Redne bušilice su bušilice sa većim brojem radnih jedinica (pozicija) za
istovremenu obradu, u skladu sa tehnološkim postupkom izrade i obrade otvora (na
primer, na prvoj bušenje otvora, drugoj proširivanje, trećoj razvrtanje, četvrtoj izrada
navoja itd.).
Bušilice sa viševretenom glavom su bušilice koje obezbeĎuju istovremenu izradu
i/ili obradu većeg broja otvora. Na radno vreteno bušilice postavlja se viševretena
glava, sa većim brojem radnih vretena rasporeĎenih u skladu sa rasporedom
otvora na predmetu obrade.
Viševretene bušilice su bušilice sa većim brojem radnih vretena rasporeĎenih u
zavisnosti od namene (konfiguracije predmeta obrade). Posebna grupa
viševretenih bušilica su agregatne bušilice sa većim brojem različito postavljenih
agregata (jednovretenih i/ili viševretenih).
U osnovne eksploatacijske karakteristike viševretenih bušilica se, pored
karakteristika jednovretenih bušilica, ubrajaju i broj radnih vretena, broj agregata
itd.
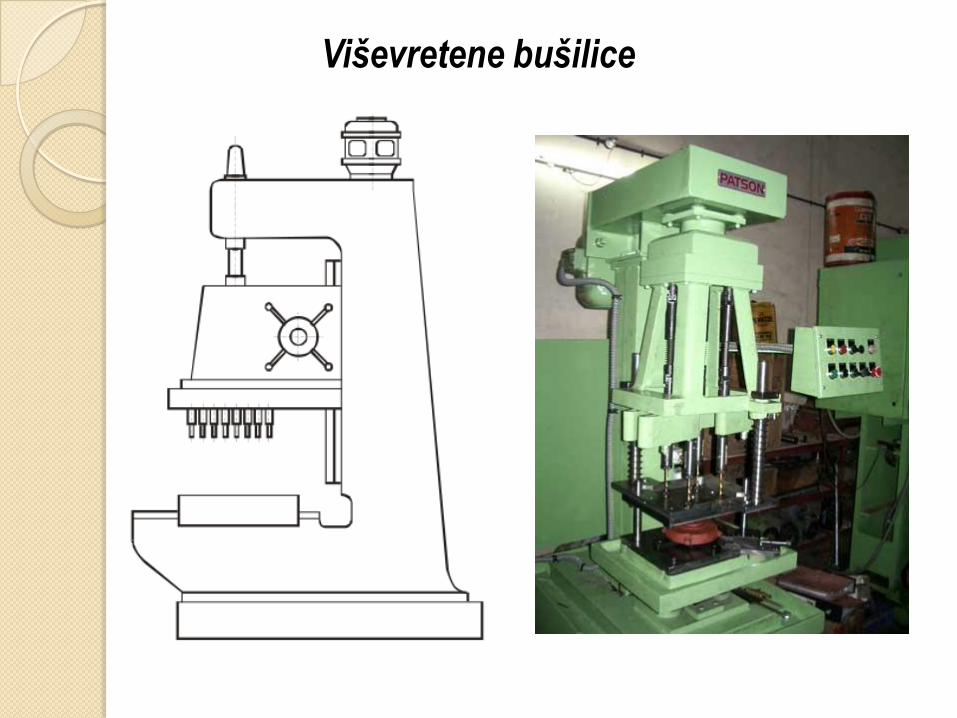
Viševretene bušilice
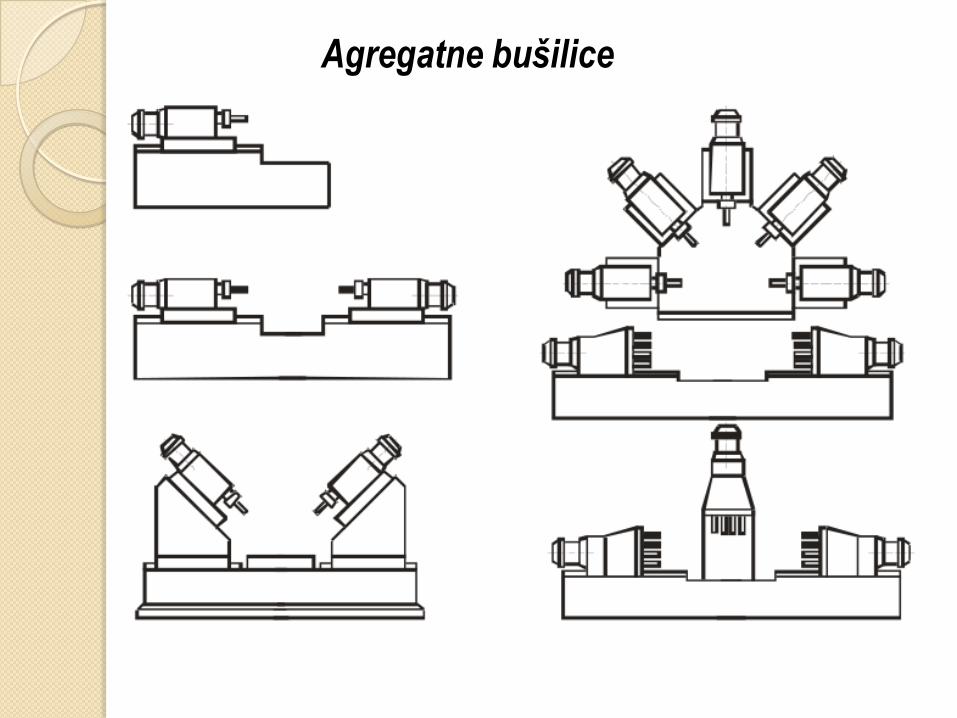
Agregatne bušilice

Glodalice
Obrada glodanjem je postupak obrade ravnih površina, žljebova, profilisanih
(fazonskih) kontura, površina specijalnog i složenog oblika.
Glavno kretanje je obrtno kretanje alata definisano brzinom rezanja V, m/min.
Pomoćno kretanje je pravolinijsko kretanje predmeta obrade i/ili alata i odreĎeno je
brzinom pomoćnog kretanja (Vp = n·S, mm/min - aksijalnim pomeranjem u jedinici
vremena), a može biti definisano korakom po zubu (S1, mm/z - aksijalnim
pomeranjem za jedan zub alata) i korakom (S, mm/o - aksijalnim pomeranjem za
jedan obrt alata).
Mašine u obradi glodanjem ili glodalice se, prema konstruktivnom rešenju, dele na:
konzolne (horizontalne, vertikalne i univerzalne),
bezkonzolne (posteljne) - horizontalne, vertikalne i univerzalne i
glodalice specijalne namene (alatne, kopirne, agregatne, programske,
odvalne, glodalice za navoj i sl.).
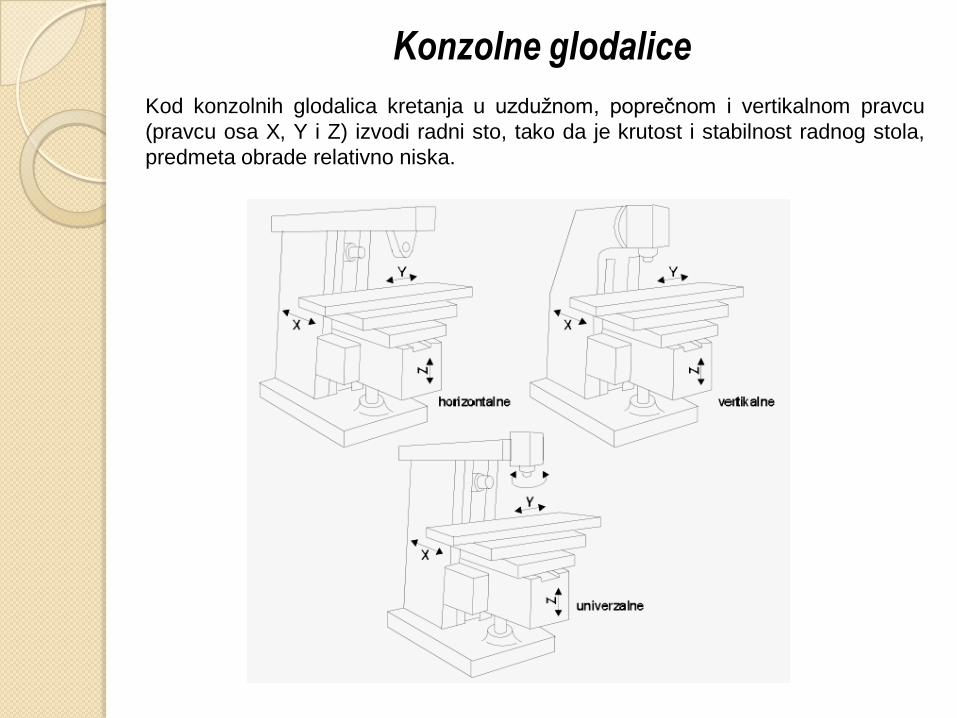
Kod konzolnih glodalica kretanja u uzdužnom, poprečnom i vertikalnom pravcu
(pravcu osa X, Y i Z) izvodi radni sto, tako da je krutost i stabilnost radnog stola,
predmeta obrade relativno niska.
Konzolne glodalice

Bezkonzolne glodalice
Bezkonzolne (posteljne) glodalice obezbeĎuju visoku krutost i stabilnost radnog
stola, jer isti izvodi dva kretanja (u uzdužnom i poprečnom ili vertikalnom pravcu,
pravcu osa Y i X ili Z), dok nosač alata izvodi jedno kretanja u vertikalnom ili
poprečnom pravcu, pravcu ose Z ili X. MeĎutim, najnoviji tipovi glodalica se izraĎuju
sa jednim kretanjem radnog stola, uzdužnim kretanjem, dok ostala dva kretanja
izvodi nosač alata.
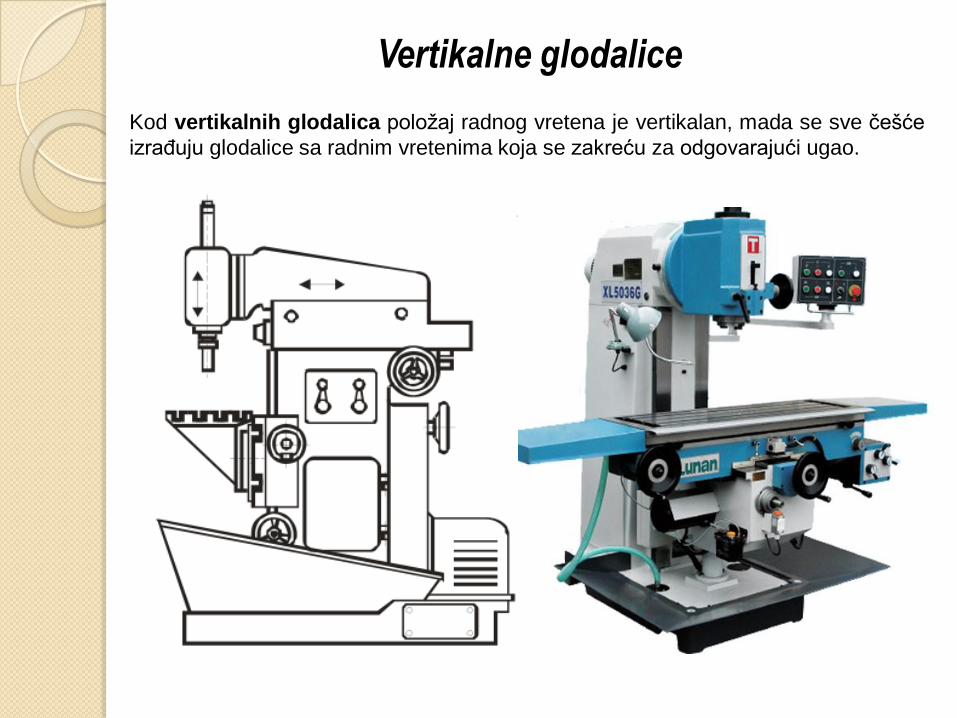
Vertikalne glodalice
Kod vertikalnih glodalica položaj radnog vretena je vertikalan, mada se sve češće
izraĎuju glodalice sa radnim vretenima koja se zakreću za odgovarajući ugao.
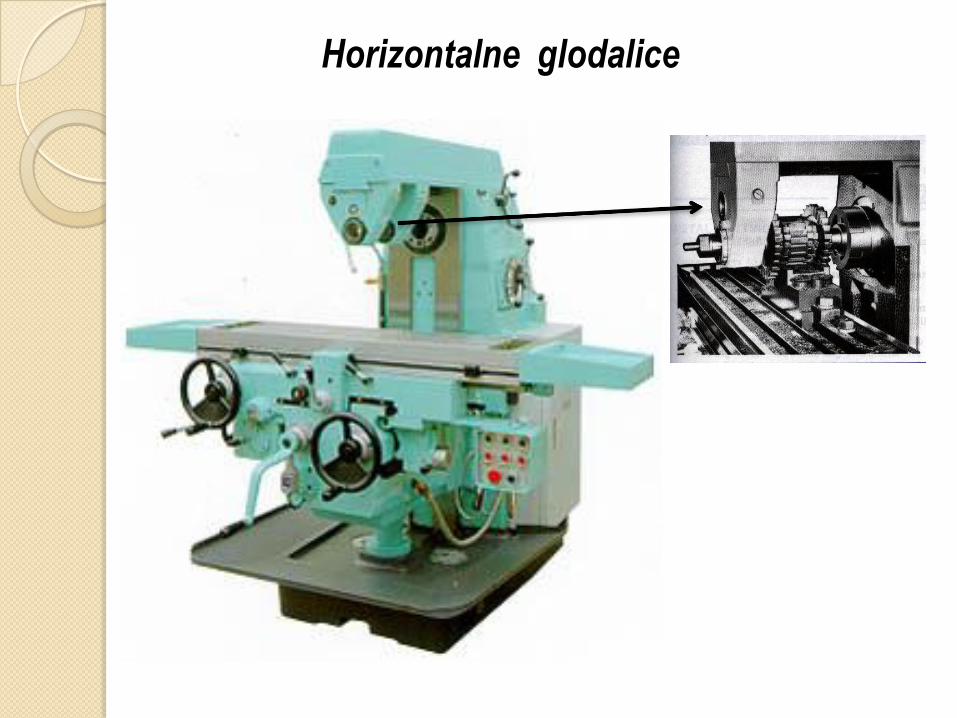
Horizontalne glodalice

Univerzalne glodalice
Univerzalne glodalice su koncepcijski tako oblikovane da mogu raditi kao
horizontalne ili vertikalne. Pored toga većina univerzalnih glodalica obezbeĎuju i
zakretanje radnog stola. Time se stvaraju uslovi za realizaciju velikog broja
proizvodnih operacija, pa i za izradu zavojnih žljebova i dugohodih zavojnica
primenom podeonog aparata.

Univerzalne glodalice

Kopirne glodalice su namenjene su za obradu krivolinijskih kontura i profilisanih
površina. Poseduju dva paralelna vretena od kojih je vreteno (1) glavno vreteno sa
glodalom, a vreteno (2) se koristi za smeštaj kopirnog šiljka. Kopirni ureĎaj radi na
hidrauličnom ili električnom principu i obezbeĎuje prenos kretanja od kopirnog šiljka
do alata, tako da alat izvodi ista kretanja kao i kopirni šiljak.
Kopirne glodalice
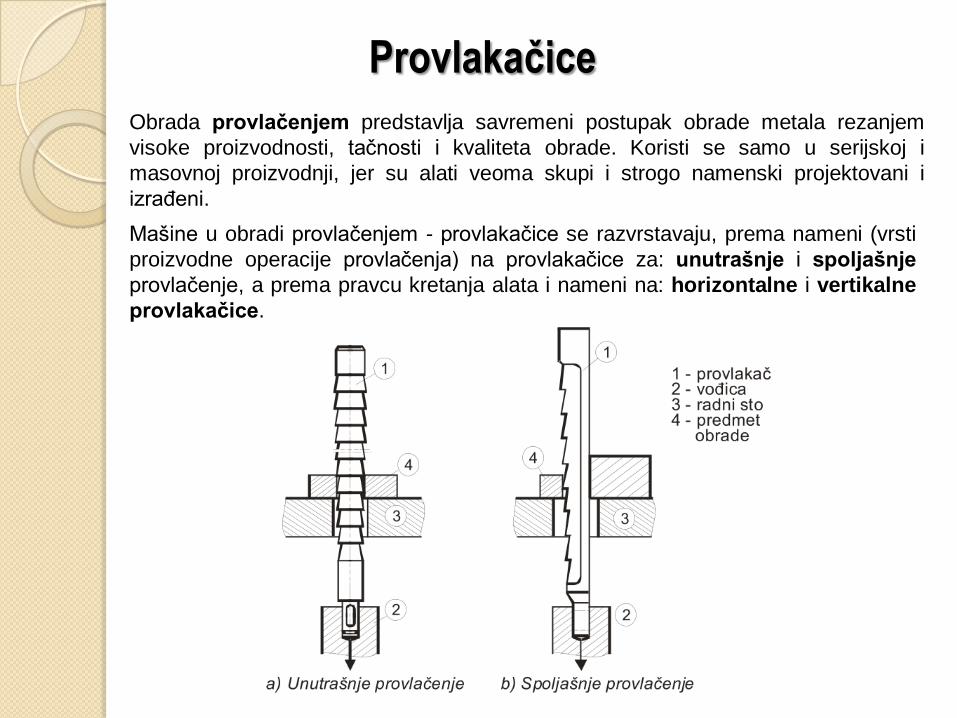
Obrada provlačenjem predstavlja savremeni postupak obrade metala rezanjem
visoke proizvodnosti, tačnosti i kvaliteta obrade. Koristi se samo u serijskoj i
masovnoj proizvodnji, jer su alati veoma skupi i strogo namenski projektovani i
izraĎeni.
Provlakačice
Mašine u obradi provlačenjem - provlakačice se razvrstavaju, prema nameni (vrsti
proizvodne operacije provlačenja) na provlakačice za: unutrašnje i spoljašnje
provlačenje, a prema pravcu kretanja alata i nameni na: horizontalne i vertikalne
provlakačice.

Vertikalne provlakačice
Vertikalne provlakačice za unutrašnje
provlačenje su najčešći vid konstrukcije
mašina za unutrašnje provlačenje.
Predmet obrade (7) se postavlja na radni
sto mašine (2), a alat se u početnoj fazi
obrade, pre obrade, postavlja u zadnji
vodeći deo mašine (1). Alat se,
posredstvom zadnjeg vodećeg dela,
dovodi u radnu poziciju, kada prednji
prihvatni deo (4) prihvata alat.
Zahvaljujući pogonskom sistemu mašine
(elektromotoru - 5, prenosnom sistemu -
6 i mehanizmu za pretvaranje obrtnog u
pravolinijsko kretanje) prednji vodeći deo
mašine dobija neophodna kretanja i
vučnu silu mašine potrebnu za realizaciju
procesa obrade. Po završetku procesa
rezanja (dostizanju donje tačke hoda
alata), predmet obrade se skida sa
radnog stola i alat vraća u početnu
poziciju.
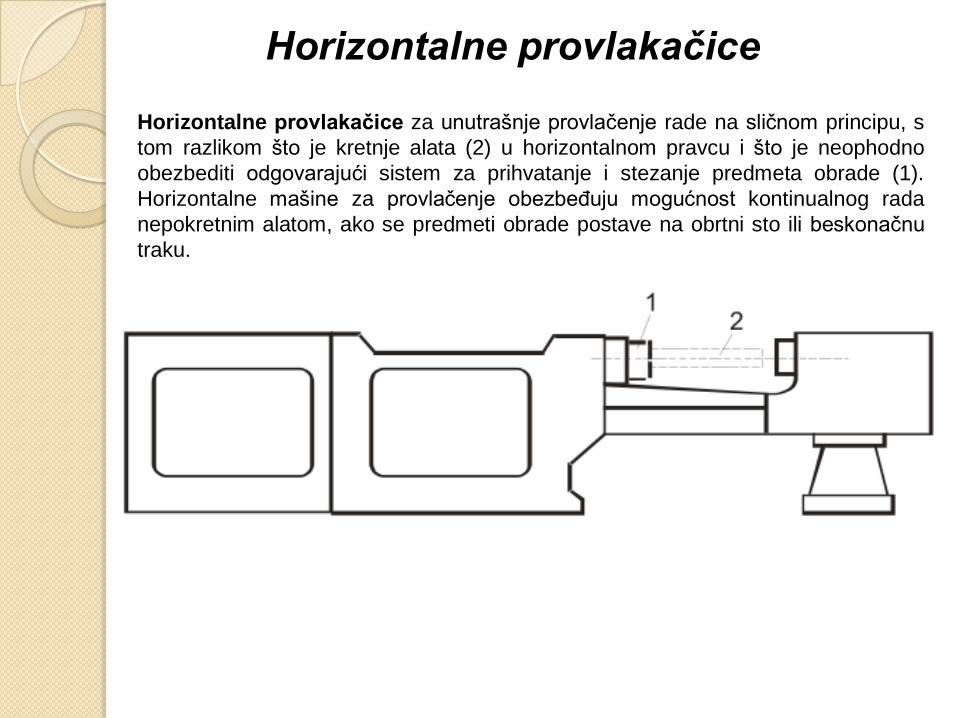
Horizontalne provlakačice za unutrašnje provlačenje rade na sličnom principu, s
tom razlikom što je kretnje alata (2) u horizontalnom pravcu i što je neophodno
obezbediti odgovarajući sistem za prihvatanje i stezanje predmeta obrade (1).
Horizontalne mašine za provlačenje obezbeĎuju mogućnost kontinualnog rada
nepokretnim alatom, ako se predmeti obrade postave na obrtni sto ili beskonačnu
traku.
Horizontalne provlakačice

Mašine za sečenje – testereObrada testerisanjem se koristi prvenstveno za realizaciju proizvodnih operacija
odsecanja (sečenja) materijala, mada se može koristiti i za izvoĎenje operacija
isecanja i usecanja. Prema osnovnim kretanjima alata i predmeta obrade, kao i tipu
mašine za obradu testerisanjem, razlikuju se postupci obrade na: kružnim,
trakastim i okvirnim testerama.
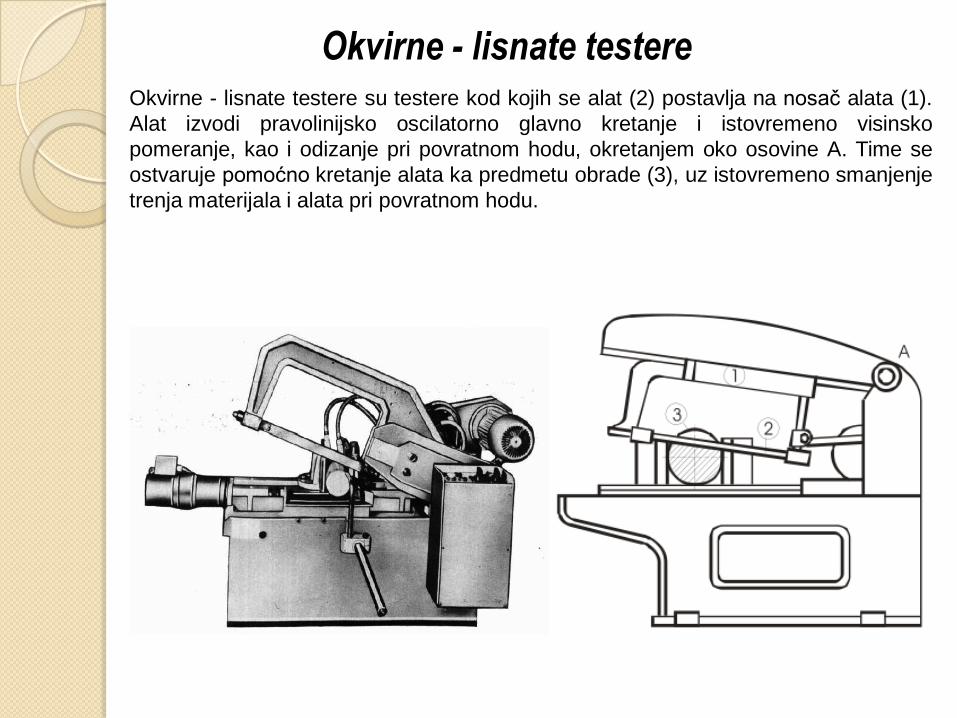
Okvirne - lisnate testere su testere kod kojih se alat (2) postavlja na nosač alata (1).
Alat izvodi pravolinijsko oscilatorno glavno kretanje i istovremeno visinsko
pomeranje, kao i odizanje pri povratnom hodu, okretanjem oko osovine A. Time se
ostvaruje pomoćno kretanje alata ka predmetu obrade (3), uz istovremeno smanjenje
trenja materijala i alata pri povratnom hodu.
Okvirne - lisnate testere

Kod kružnih testera alat (1) izvodi glavno obrtno i pomoćno pravolinijsko kretanje,
čime se ostvaruje primicanje alata predmetu obrade (2).
Kružne testere
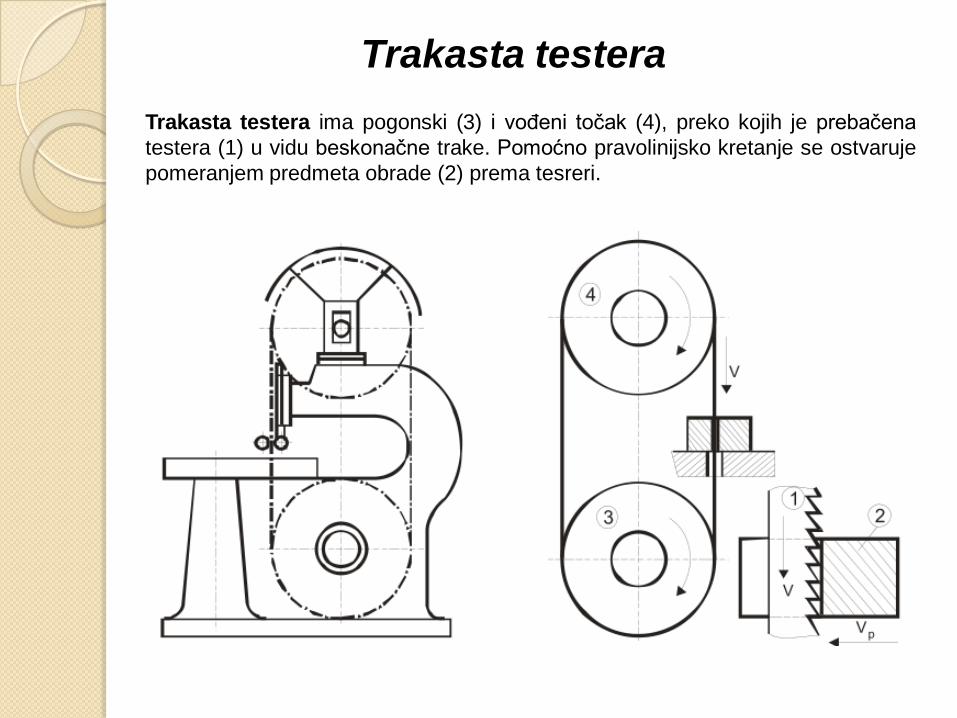
Trakasta testera ima pogonski (3) i voĎeni točak (4), preko kojih je prebačena
testera (1) u vidu beskonačne trake. Pomoćno pravolinijsko kretanje se ostvaruje
pomeranjem predmeta obrade (2) prema tesreri.
Trakasta testera

Brusilice
Brušenje je jedna od najznačajnijih proizvodnih operacija završne obrade, jer
obezbeĎuje: visoku tačnost mera i visok kvalitet obraĎene površine.
Izvodi se nakon termičke obrade tako da ostvaruje i uklanjanje grešaka nastalih
usled toplotnih deformacija pri termičkoj obradi. Raspored glavnog i pomoćnog
kretanja zavisi od vrste proizvodne operacije i alata.
Mašine u obradi brušenjem (brusilice) se najčešće dele prema nameni na
brusilice za:
♦ spoljašnje i unutrašnje kružno brušenje,
♦ ravno brušenje,
♦ brušenje bez šiljaka i
♦ specijalna brušenja (oštrenje alata, i dr.).

Kod brusilica za kružno spoljašnje brušenje tocilo (1) se nalazi na nosaču
glavnog vretena. Tocilo izvodi glavno obrtno kretanje i ima mogućnost radijalnog
primicanja ka predmetu obrade (2). Predmet obrade se steže izmeĎu šiljaka, pri
čemu nosač levog šiljka ima ugraĎen prenosnik za promenu broja obrta predmeta
obrade. Nosači šiljaka se nalaze na uzdužnom klizaču radnog stola (3), koji
ostvaruje aksijalno pomoćno kretanje. Uzdužni klizač ima mogućnost zakretanja u
horizontalnoj ravni, čime je obezbeĎeno brušenje i koničnih površina. Brusilice
ovakvog tipa obezbeĎuju kružno spoljašnje brušenje sa aksijalnim i radijalnim
pomeranjem (korakom).
Brusilice za kružno spoljašnje brušenje
Brusilice za unutrašnje brušenje
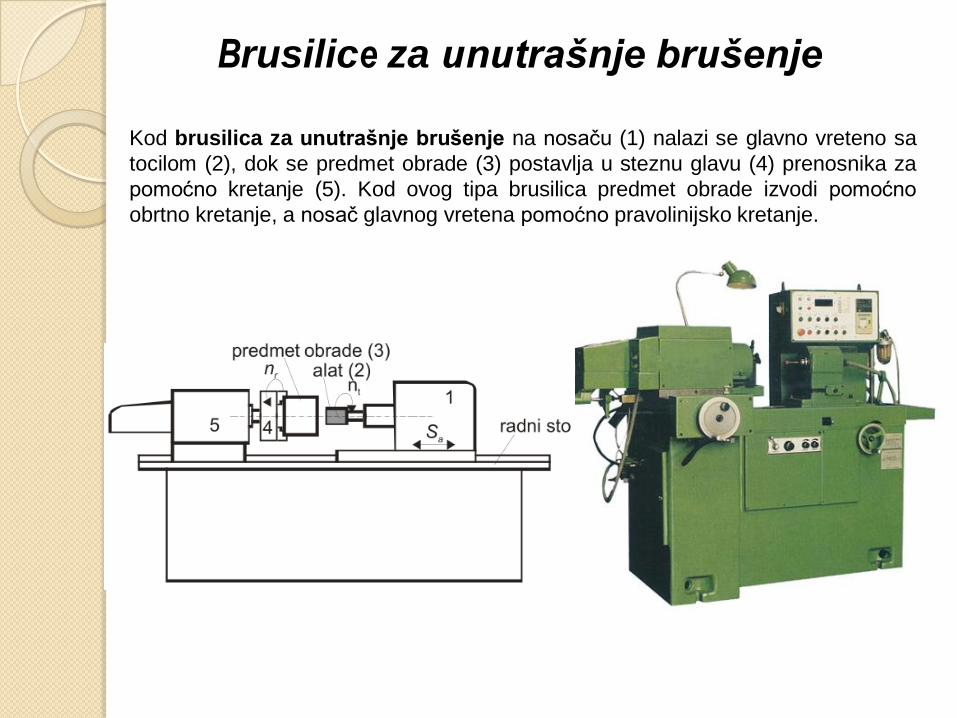
Kod brusilica za unutrašnje brušenje na nosaču (1) nalazi se glavno vreteno sa
tocilom (2), dok se predmet obrade (3) postavlja u steznu glavu (4) prenosnika za
pomoćno kretanje (5). Kod ovog tipa brusilica predmet obrade izvodi pomoćno
obrtno kretanje, a nosač glavnog vretena pomoćno pravolinijsko kretanje.
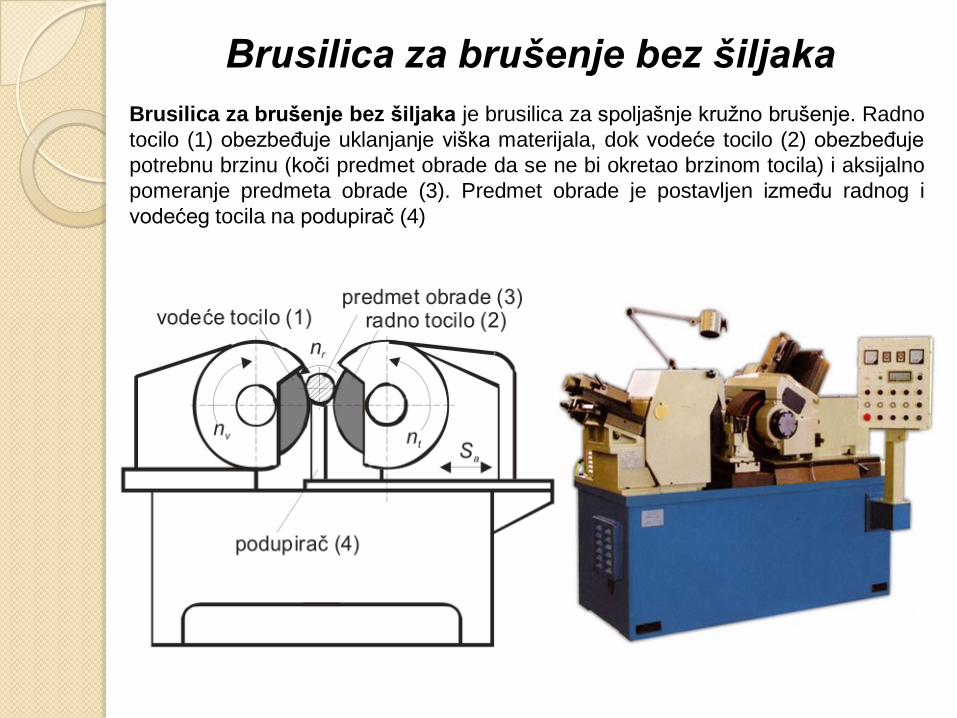
Brusilica za brušenje bez šiljaka je brusilica za spoljašnje kružno brušenje. Radno
tocilo (1) obezbeĎuje uklanjanje viška materijala, dok vodeće tocilo (2) obezbeĎuje
potrebnu brzinu (koči predmet obrade da se ne bi okretao brzinom tocila) i aksijalno
pomeranje predmeta obrade (3). Predmet obrade je postavljen izmeĎu radnog i
vodećeg tocila na podupirač (4)
Brusilica za brušenje bez šiljaka

Brusilica za ravno brušenje koturastim
tocilomBrusilica za ravno brušenje koturastim tocilom ima tocilo (1) postavljeno na
nosač alata (2), koji obezbeĎuje vertikalno pomeranje tocila radi primicanja tocila
predmetu obrade (3) i regulisanja dubine rezanja. Na uzdužnom klizaču (4) nalazi se
radni sto sa predmetom obrade, postavljenim obično na elektromagnetni stezač.

Honovanje, odnosno unutrašnje glačanje, tj. najfinija obrada unutrašnjih površina,
izvodi se na mašinama za honovanje koje imaju izgled bušilica, izvodi
se pomoću specijalne glave koja nosi više umetnutih finih brusnih ploča – belegija.
Mašine za honovanje mogu biti univerzalne ili specijalne i mogu biti sa
glavnim vretenom u vertikalnom, horizontalnom i kosom položaju, sa jednim
ili više radnih vretena.
Honmašine

Mašine za lepovanje
Spoljašnje glačanje – lepovanje može se izvoditi i na cilindričnim i na ravnim
površinama. U ovom slučaju alat nije u obliku brusnih ploča, već se u cilju obrade
koristi fini abrazivni prah unešen u zonu obrade izmešan sa petroleumom ili uljem.
Postupak obrade lepovanjem se izvodi tako što se gornji (1) i donji (2) disk obrću u
suprotnim smerovima obimnim brzinama v1 i v2, pri čemu gornji disk pritiska naniže
odrĎenom silom.

Superfinš predstavlja konačni nivo obrade u cilju dobijanja najvišeg kvaliteta
površine, s obzirom da je u prethodnim fazama obezbeĎena tačnost mera.
Obrada se izvodi abrazivnim pločama najviše finoće abrazivnog zrna. Obavezna
je upotreba tečnosti za ispiranje i obrazovanje uljnog filma na kontaktnoj
površini. Kretanja su složena, a sam proces je samoprekidan. Glavno kretanje
izvodi alat oscilacijama od 200 do 3000 duplih hodova/min. Pomoćno kretanje
izvodi obradak brzinom Vo= 10....50 m/min. U početku obrade postoje veliki
specifični pritisci izmeĎu mikro neravnina i alata koji omogućavaju skidanje
bregova. Njihovim nastajanjem kontaktna površina biva sve veća, čime je i proces
obrade završen. Superfinišem se postižu najniže srednje hrapavosti Ra od 0,008
µm do 0,025 µm.
Mašine za superfinš
Obrada plastičnim deformisanjem
Razlike kod obrade PD u odnosu na obradu rezanjem:
ovde mašina nedefiniše metod obrade, već alat.
pomoćni pribori imaju manje izraženu ulogu.
koristi se za veće serije, posebno tamo gde bi metode rezanja dale znatno manji
stepen iskorišćenja materijala (npr. kuh.posuĎe).
Prednosti metoda obrade PD:
dobra mogućnost automatizacije procesa
visoka produktivnost
visok stepen iskorišćenja materijala
poboljšana mehanička svojstva materijala izratka
visok kvalitet obraĎene površine
jednostavna kinematika mašina
Mane metoda obrade PD:
složeni i skupi alati, ne mogu se kupiti standardizovani, kao kod rezanja
ekonomska opravdanost samo za velikoser. i masovnu proizvodnju
veoma robustna konstrukcija mašina.
velika buka i potresi (naročito kod čekića)
velika opasnost za poslužioca mašine

Alati za obradu metala plastičnim deformisanjem
Za čekiće i prese:
– alati za sabijanje (kovanje).....................................(zapreminsko oblikovanje )
– alati za istiskivanje..................................................(zapreminsko oblikovanje)
– alati za izvlačenje...............................................................(obrada lima)
– alati za savijanje ................................................................(obrada lima)
– alati za probijanje i/ili prosecanje........................................(obrada lima)
– kombinovani alati ...............................................................(obrada lima)
Alati za hladno valjanje zavojnica. ........................(zapreminsko oblikovanje)
Alati za toplo valjanje ozubljenja.............................(zapreminsko оblikovanje)

Mašine za obradu metala plastičnim
deformisanjem
Čekići (slobodnopadni, vazdušni, parni, čekići sa amortizacijom).
Mašine za valjanje (za hladno valjanje zavojnica, za valjanje zupčanika,
kovački valjci).
Mašine za savijanje (za pravolinijsko, kružno, specijalne).
Prese (mehaničke, hidraulične, specijalne)
Mašine za odsecanje (makaze za lim, specijalne makaze za lim, mašine za
odsecanje profilisanog materijala, mašine za probijanje)

Čekići
Osnovni delovi slobodno – padnog čekića

Osnovni delovi parnog čekićaKovački čekić dvostrukog dejstva sa
elektro-hidrauličnim pogonom
Čekići

Vazdušni
cilindar MaljObrada
kKalup
Vazdušni horizontalni čekić
dvostrukog dejstva
Čekići

Frikciona presa (mehanička presa)
Prese
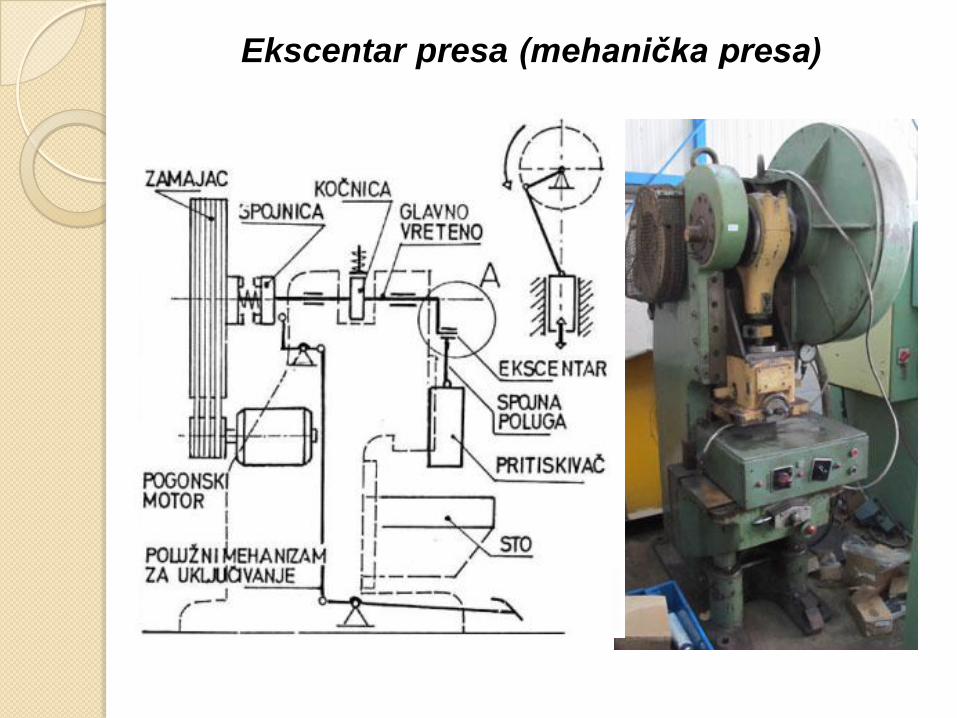
Ekscentar presa (mehanička presa)

Hidraulične prese
Nekonvencionalni postupci obrade
Nekonvencionalni postupci obrade (NPO), su postupci kod kojih se uklanjanje
viška materijala, izmena oblika, dimenzija i strukture materijala ostvaruje
korišćenjem električne, hemijske, svetlosne, magnetne, nuklearne i drugih vidova
energije dovedenih neposredno u proces - zonu rezanja.
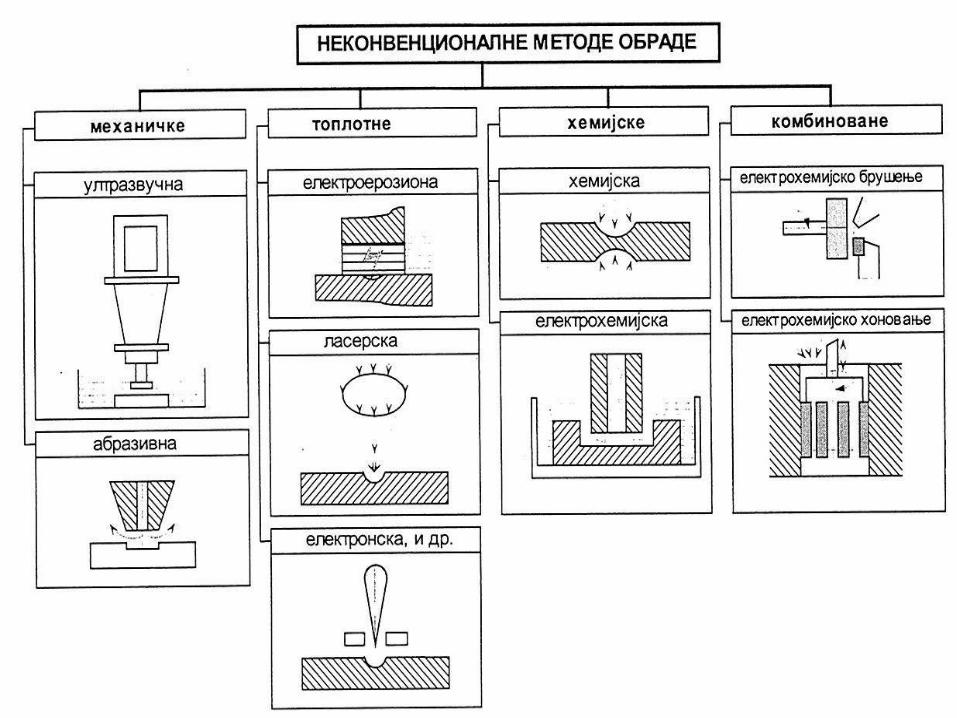
Klasifikacija nekonvencionalnih postupaka obrade je moguća prema: vrsti
energije i radnog (prenosnog medijuma), osnovnim mehanizmima uklanjanja
viška materijala, tipu izvora energije i slično.
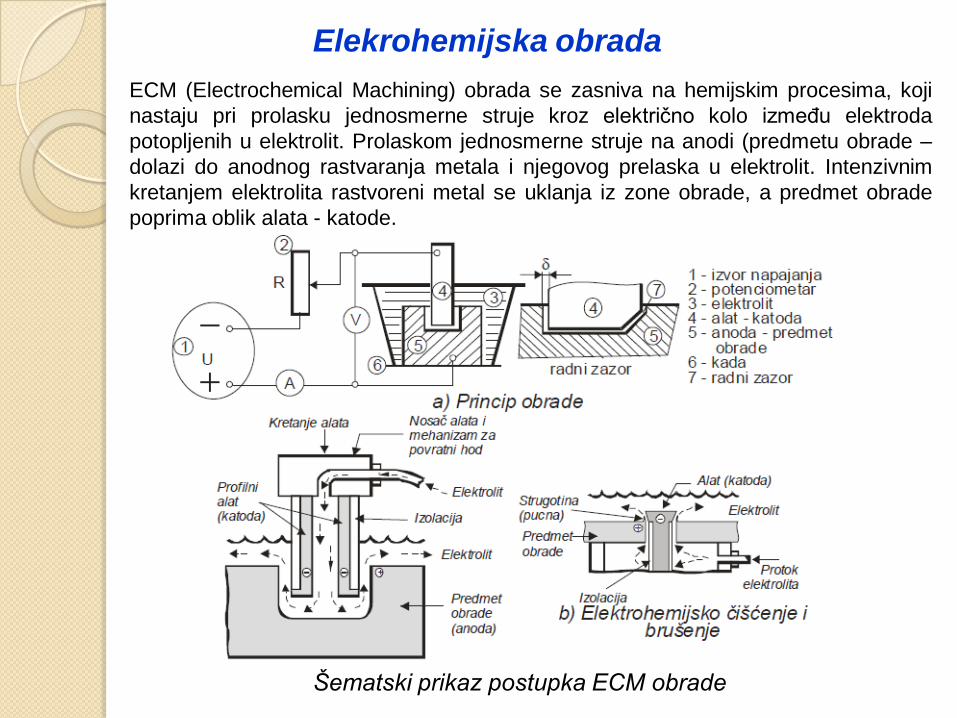
ECM (Electrochemical Machining) obrada se zasniva na hemijskim procesima, koji
nastaju pri prolasku jednosmerne struje kroz električno kolo izmeĎu elektroda
potopljenih u elektrolit. Prolaskom jednosmerne struje na anodi (predmetu obrade –
dolazi do anodnog rastvaranja metala i njegovog prelaska u elektrolit. Intenzivnim
kretanjem elektrolita rastvoreni metal se uklanja iz zone obrade, a predmet obrade
poprima oblik alata - katode.
Elekrohemijska obrada
Šematski prikaz postupka ECM obrade
EDM (Electric Discharge Machining) obrada obuhvata postupke obrade metala
kod kojih se uklanjanje viška materijala ostvaruje serijom električnih pražnjenja
periodičnog karaktera, nastalih izmeĎu alata (katode) i predmeta obrade (anode
2). Pri odgovarajućem rastojanju alata i predmeta obrade (0,005 - 0,5 mm)
uspostavlja se električni luk ili iskra (3). Pojava luka ili iskre dovodi do jonizacije
radne tečnosti (dielektrikuma 4), formiranja stuba pražnjenja (jonizujućeg stuba 5),
topljenja i isparavanja čestica materijala predmeta obrade.
Elekroeroziona obrada
Prekidom pražnjenja (prekidom strujnog kola) dolazi do pucanja jonizujućeg stuba,
izbacivanja rastopljenog materijala i njegovog odnošenja iz zone obrade. HlaĎenje
rastopljenog materijala i odnošenje se ostvaruje dielektrikumom (dejonizovana
voda, petrolej, mineralno ulje,...) koji cirkuliše.
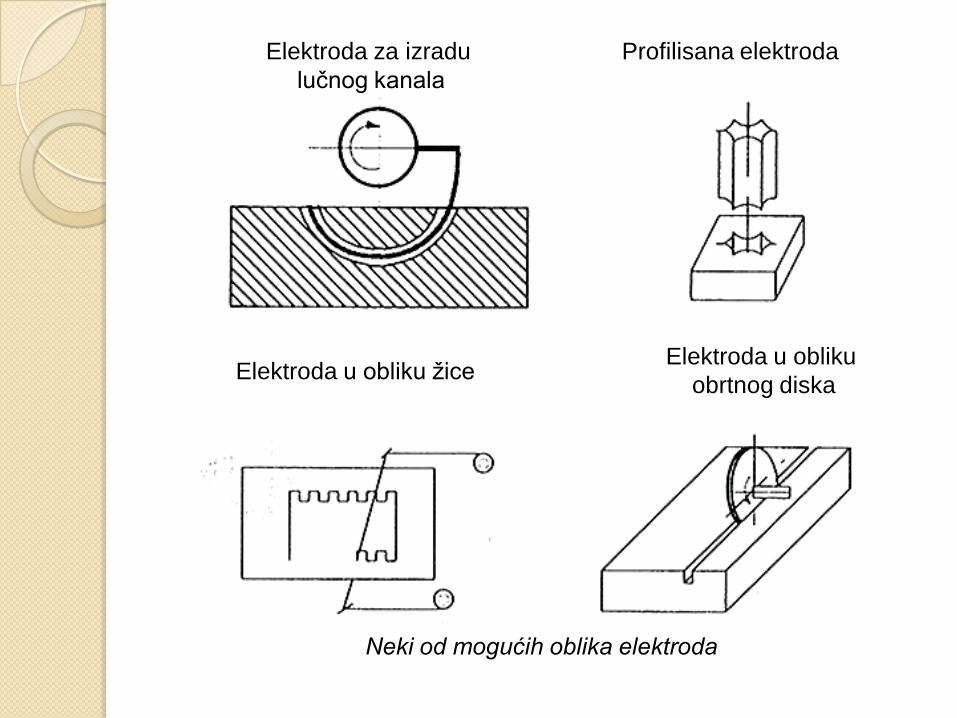
Naizmenično impulsno pražnjenje obezbeĎuje razaranje materijala, prodiranje
alata i formiranje profila koji odgovara profilu alata. Elektroerozionim postupcima
obrade je moguće realizovati veliki broj proizvodnih operacija korišćenjem
profilisanog ili neprofilisanog alata u vidu pune ili žičane
elektrode. Otuda se EDM postupci obrade dele na:
♦ EDM postupke obrade punim i
♦ EDM postupke obrade žičanim elektrodama.

Osnovni elementi elektroerozione obrade
Elektroda za izradu
lučnog kanala
Profilisana elektroda
Elektroda u obliku žiceElektroda u obliku
obrtnog diska
Neki od mogućih oblika elektroda

Ultrazvučno oscilovanje alata se može iskoristiti za uklanjanje viška materijala
(dimenzionalna obrada) ili poboljšanje efektivnosti konvencionalnih i
nekonvencionalnih postupaka obrade (obrade rezanjem i deformisanjem,
elektrohemijske, elektroerozione, hemijske i drugih postupaka obrade). U
savremenim proizvodnim uslovima postupci ultrazvučne obrade (Electric Ultrasonic
Machining - EUS) se koriste za izradu proizvoda bilo koje konfiguracije, posebno
proizvoda od tvrdih i super tvrdih materijala (izolacioni materijali, elementi
elektronike itd.), čišćenje, zavarivanje i lemljenje, itd.
Ultrazvučna obrada
Shema ultrazvučne obrade
Obrada laserom
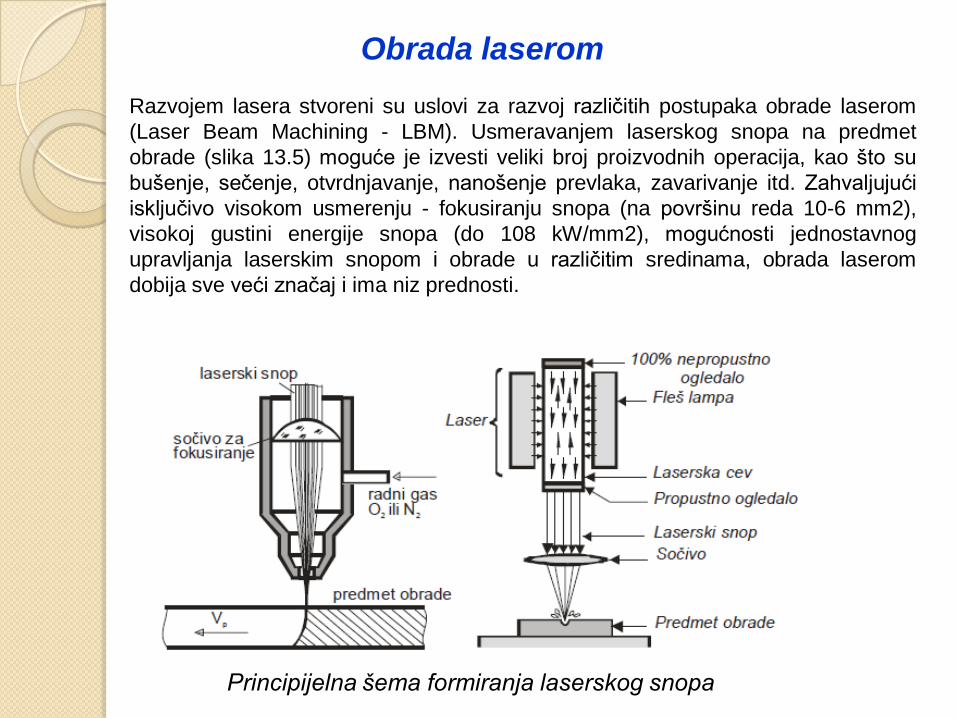
Razvojem lasera stvoreni su uslovi za razvoj različitih postupaka obrade laserom
(Laser Beam Machining - LBM). Usmeravanjem laserskog snopa na predmet
obrade (slika 13.5) moguće je izvesti veliki broj proizvodnih operacija, kao što su
bušenje, sečenje, otvrdnjavanje, nanošenje prevlaka, zavarivanje itd. Zahvaljujući
isključivo visokom usmerenju - fokusiranju snopa (na površinu reda 10-6 mm2),
visokoj gustini energije snopa (do 108 kW/mm2), mogućnosti jednostavnog
upravljanja laserskim snopom i obrade u različitim sredinama, obrada laserom
dobija sve veći značaj i ima niz prednosti.
Principijelna šema formiranja laserskog snopa
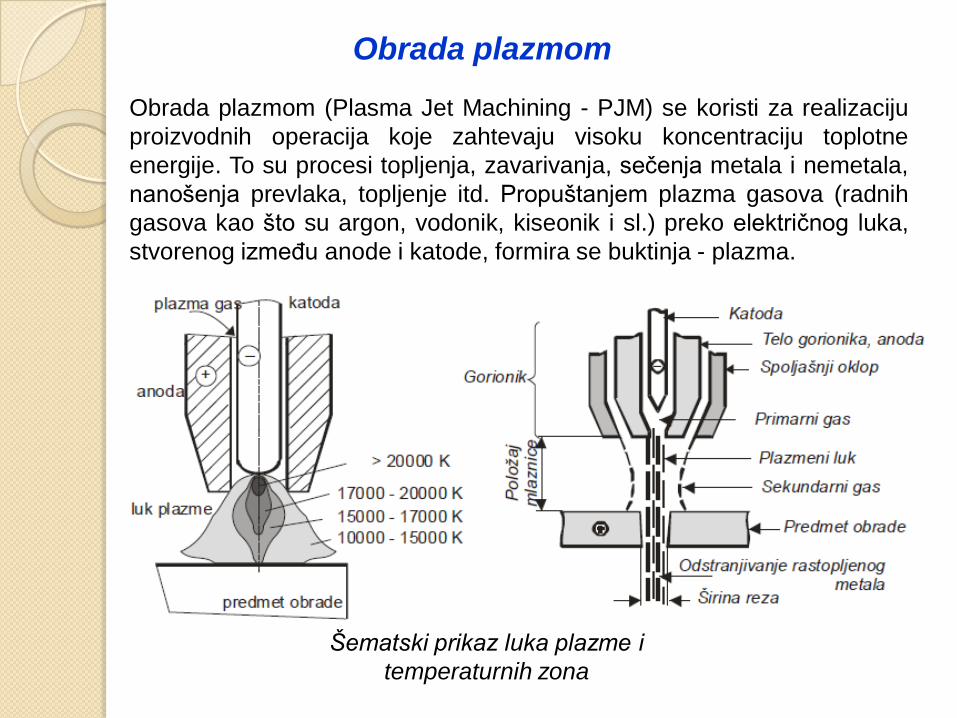
Obrada plazmom
Obrada plazmom (Plasma Jet Machining - PJM) se koristi za realizaciju
proizvodnih operacija koje zahtevaju visoku koncentraciju toplotne
energije. To su procesi topljenja, zavarivanja, sečenja metala i nemetala,
nanošenja prevlaka, topljenje itd. Propuštanjem plazma gasova (radnih
gasova kao što su argon, vodonik, kiseonik i sl.) preko električnog luka,
stvorenog izmeĎu anode i katode, formira se buktinja - plazma.
Šematski prikaz luka plazme i
temperaturnih zona
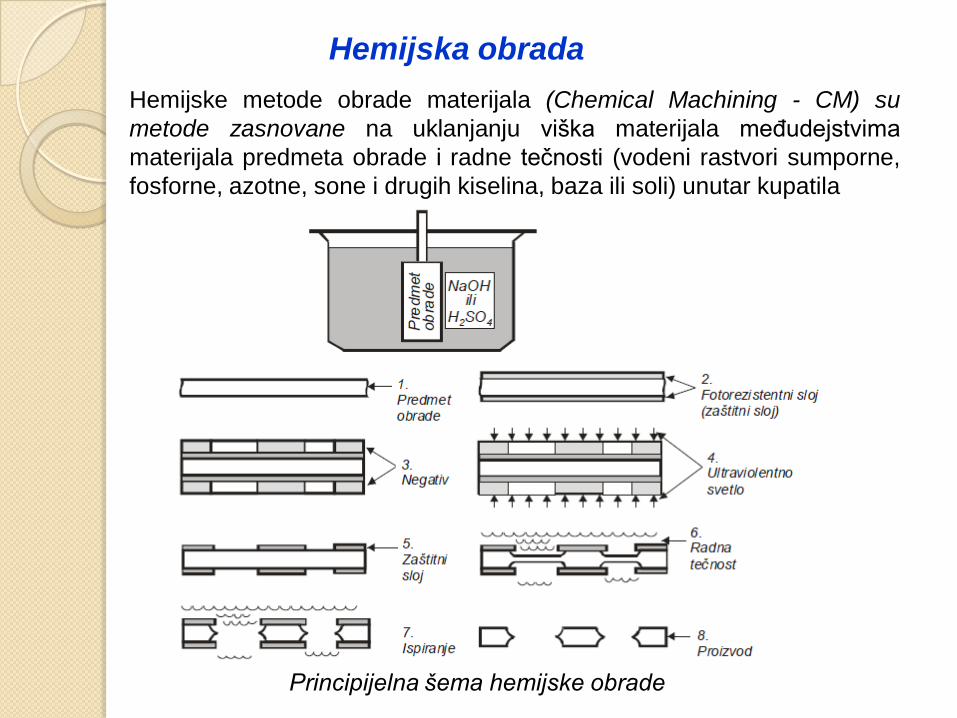
Hemijska obrada
Hemijske metode obrade materijala (Chemical Machining - CM) su
metode zasnovane na uklanjanju viška materijala meĎudejstvima
materijala predmeta obrade i radne tečnosti (vodeni rastvori sumporne,
fosforne, azotne, sone i drugih kiselina, baza ili soli) unutar kupatila
Principijelna šema hemijske obrade

AJM i WJM obrada
Hidromehaničke metode obrade, obrade abrazivnim (AJM) ili vodenim mlazom
(WJM), se koriste za hidromehaničko rezanje i oblikovanje lima. Predstavljaju
progesivne metode zasnovane na korišćenju energije razaranja koju poseduje mlaz
tečnosti velike brzine i visokog pritiska. Primenom hidrauličnih instalacija snage 8 –
80 kW visokog pritiska (150 - 1000 MPa i više) i brzine strujanja tečnosti (vode sa ili
bez abraziva) stvaraju se uslovi za sečenje i isecanje različitih konfiguracija na
predmetima izraĎenim od metala i nemetala

Podela mašina prema stepenu automatizacije
i fleksibilnosti
•Univerzalne mašine (Vrlo nizak stepen automatizacije, uz visoku fleksibilnost)
•Specijalne mašine (Visok stepen automatizacije, uz vrlo nisku fleksibilnost)

Primeri specijalnih mašina
Visevreteni automatski strug

Primeri specijalnih mašina posebne kinematike
Brusilica za specijalne namene

Vertikalna glodalica za odvalno glodanje zupcanika
Primeri specijalnih mašina posebne kinematike

Mašina za brusenje bokova zubaca
Primeri specijalnih mašina posebne kinematike
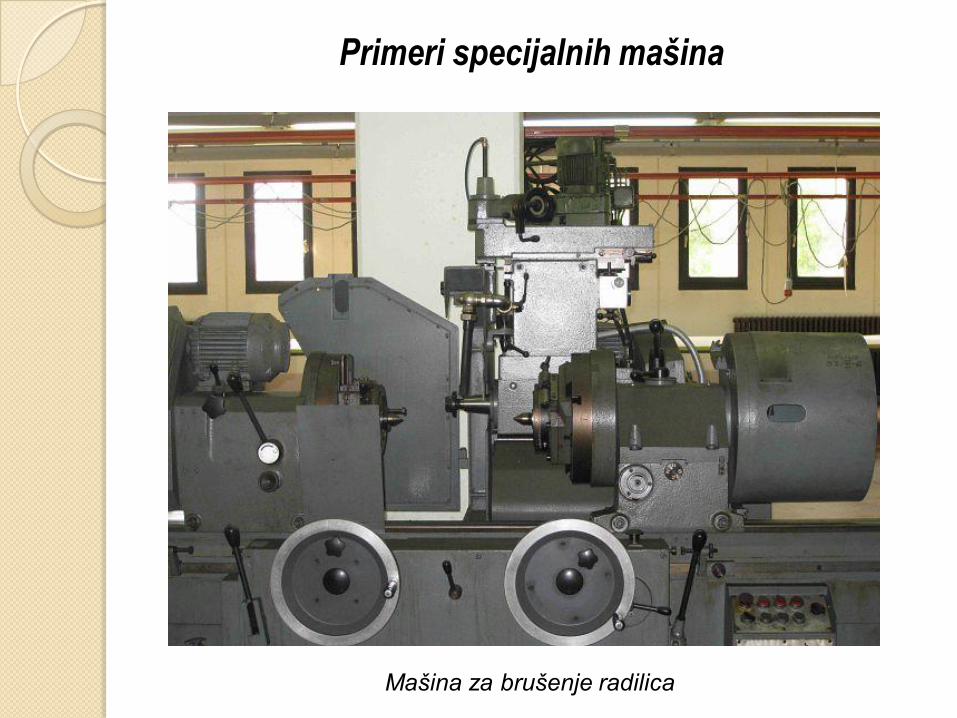
Primeri specijalnih mašina
Mašina za brušenje radilica

Mašina za centriranje i opsecanje
Primeri specijalnih mašina posebne kinematike
Podela mašina prema vrsti upravljanja
Mašne alatke (eng. Machine Tools) su tehniči sistemi koji posredstvom
odgovarajućeg alata, uz neophodna kretanja izvršnih organa, služe za oblikovanje
obradka različitim postupcima obrade.
Da bi se odvijao obradni proces na mašinama atkama, neophodna su kretanja
alata u odnosu na obradak ili obradka u odnosu na alat. Upravljanje kretanjima
može biti izvedeno na različite načine . Osnovna podela metoda upravljanja
mašinama je:
ručno upravljanje, i
sistemom automatskog upravljanja (SAU).
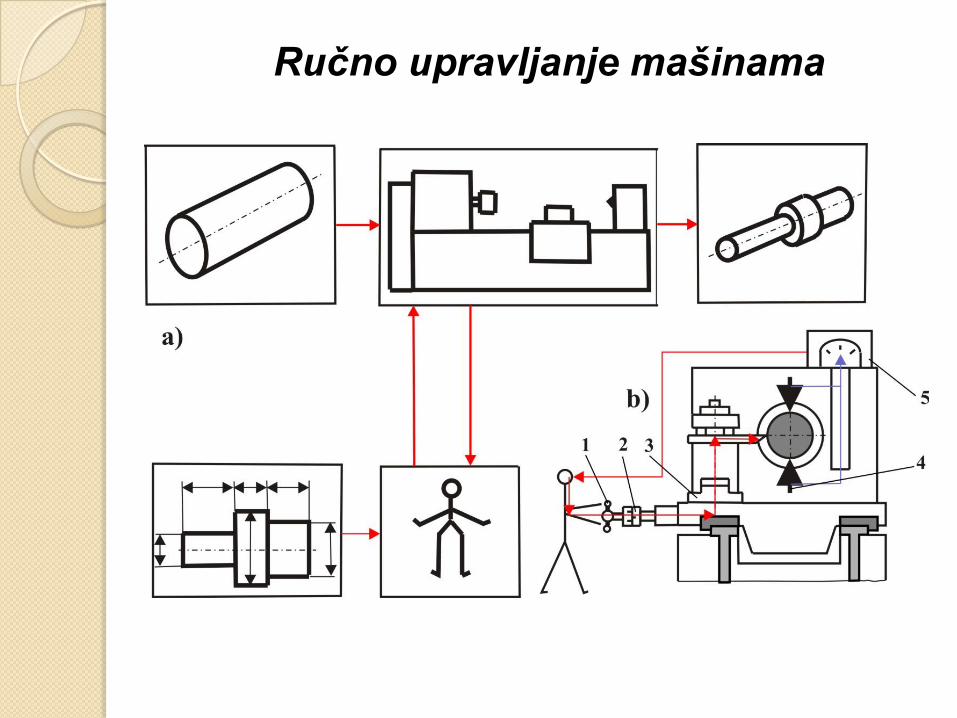
Ručno upravljanje mašinama
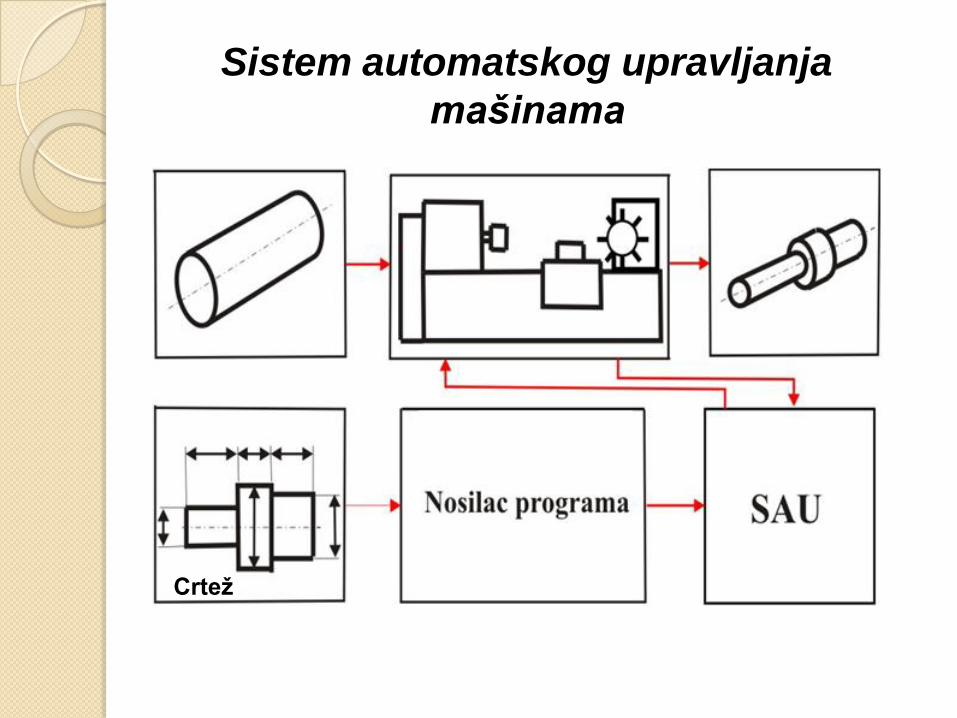
Sistem automatskog upravljanja
mašinama
Crtež
Sa današnjeg nivoa razvoja proizvodnih tehnologija sistemi automatskog
upravljanja mašinama mogu se podeliti u dve grupe:
sistemi programskog upravljanja mašinama
sistemi adaptivnog upravljanja mašinama
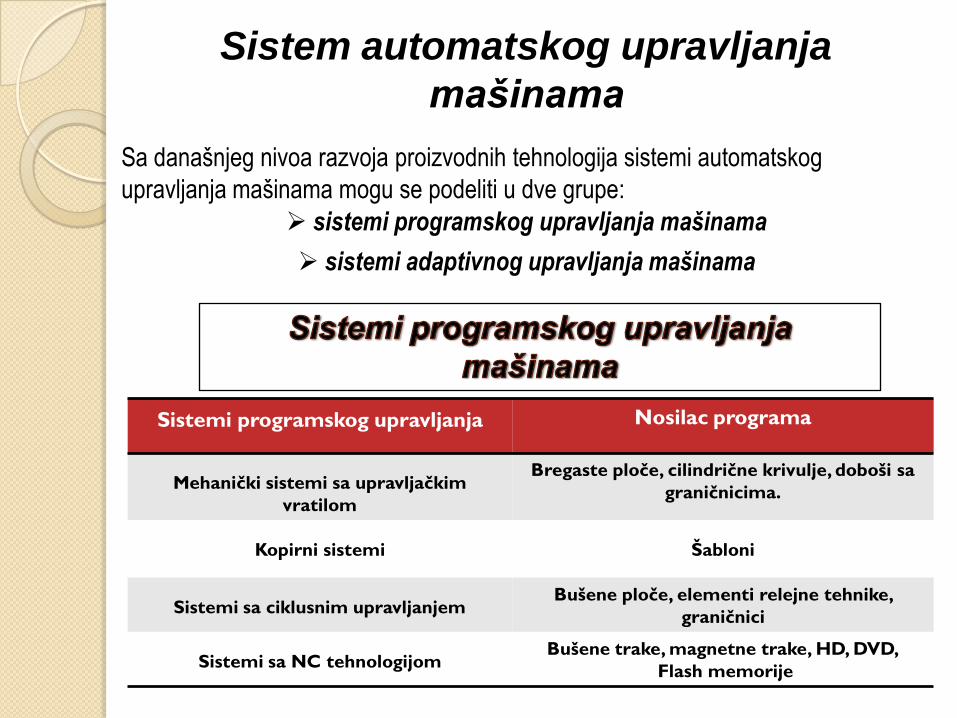
Sistemi programskog upravljanja Nosilac programa
Mehanički sistemi sa upravljačkim
vratilom
Bregaste ploče, cilindrične krivulje, doboši sa
graničnicima.
Kopirni sistemi Šabloni
Sistemi sa ciklusnim upravljanjemBušene ploče, elementi relejne tehnike,
graničnici
Sistemi sa NC tehnologijomBušene trake, magnetne trake, HD, DVD,
Flash memorije
Sistem automatskog upravljanja
mašinama

Definicija prema EIA (Electronic Industries Association)
Numeričko upravljanje (NC – Numerical Control) je proces gde se direktnim
unošenjem numeričkih podataka kao ulaznih veličina, upravlja funkcijama
mašine. Ulazna veličine su kodirane i sastoje se od brojeva, slova, znakova i
simbola. Upravljački sistem mašine u svom sastavu raspolaže sa modulima koji
imaju mogućnost “razumevanja” ovako opisanih zadataka. Navdeni sistemi
imaju za osnovu binarni brojni sistem (operišu ciframa “0” i “1”), a uspostavljanje
veza izmeĎu numeričkih vrednosti prikazanih u binarnom brojnom sistemu
ostavruje se korišćenjem elektronske obrade podataka pomoću računara.
Nivoi upravljanja u NC tehnologiji
Konvencionalno numeričko upravljanje (NC – Numerical Control)
Kompjutersko numeričko upravljanje (CNC – Computer Numerical
Control)
Direktno, distributivno numeričko upravljanje (DNC – Distributed
Numerical Control)
Sistemi sa NC tehnologijom
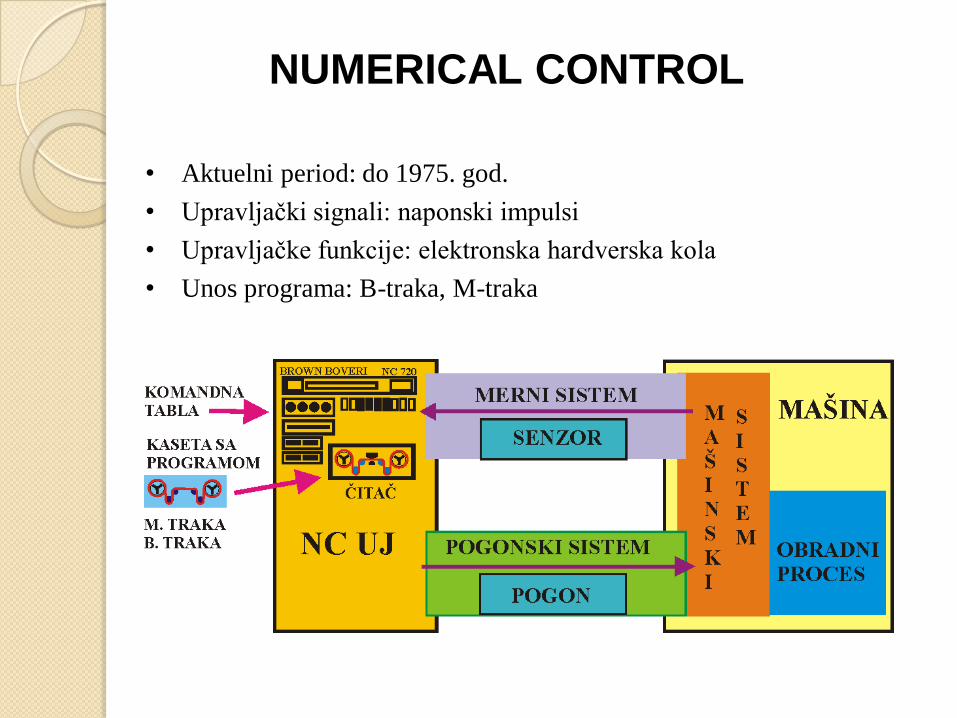
NUMERICAL CONTROL
• Aktuelni period: do 1975. god.
• Upravljački signali: naponski impulsi
• Upravljačke funkcije: elektronska hardverska kola
• Unos programa: B-traka, M-traka
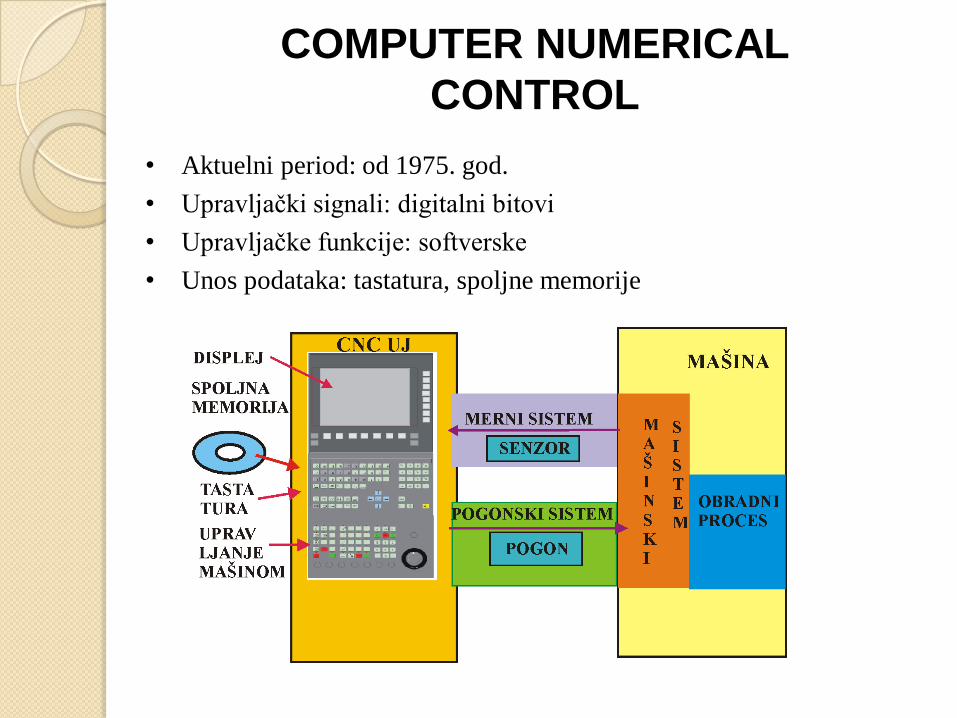
COMPUTER NUMERICAL
CONTROL
• Aktuelni period: od 1975. god.
• Upravljački signali: digitalni bitovi
• Upravljačke funkcije: softverske
• Unos podataka: tastatura, spoljne memorije

• U kompjutersko upravljanje kretanjem radnih organa mašine
uključeno i upravljanje procesom obrade
ADAPTIVE COMPUTER NUMERICAL
CONTROL

• Glavni kompjuter upravlja tehnološkim procesom više mašina
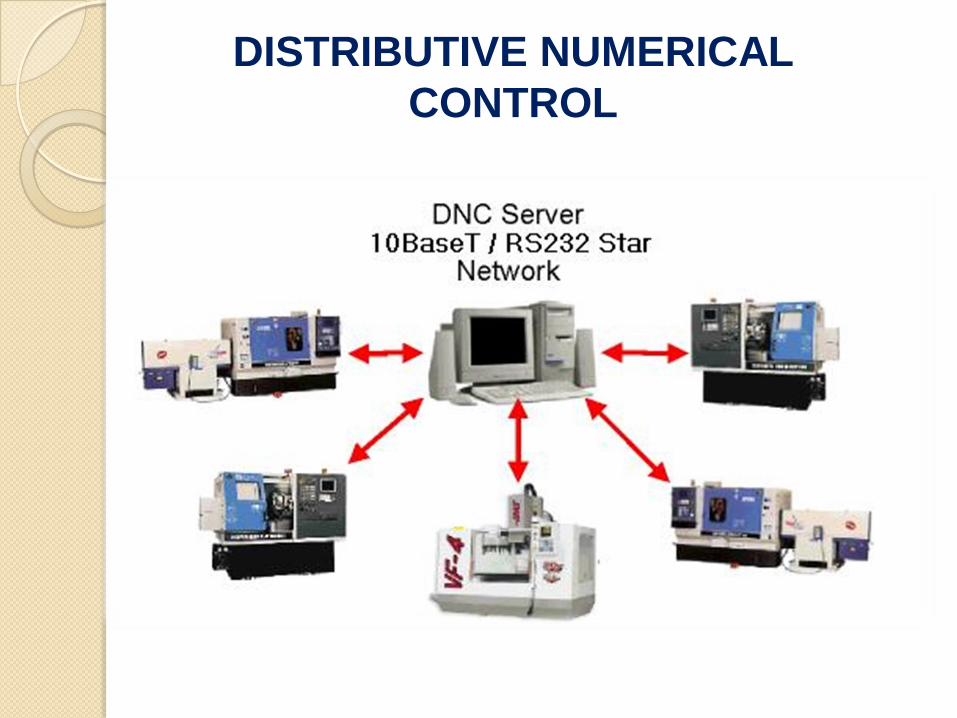
DIRECT NUMERICAL CONTROL

• Mrežno upravljanje
• Distribucija podtaka
• Upravljanje NC programima
• Mogućnost povezivanja NC i CNC mašina
• Kompjutersko (CAD/CAM, CAPP) programiranje
• Upravljanje alatima, priborima i gotovim delovima
• Upravljanje operativnim podacima
DISTRIBUTIVE NUMERICAL
CONTROL
DISTRIBUTIVE NUMERICAL
CONTROL

Pojam fleksibilnih tehnoloških sistema
Fleksibilna automatizacija
Automatizacija podrazumeva da upravljačku ulogu čoveka pri rukovanju mašinskim
sistemom preuzme upravljački sistem. Sa takvim funkcionalnim zahtevima se najpre
razvila tzv. “kruta” automatizacija, sa upravljačkim komponentama na bazi relejne
tehnike, sa velikim komandnim pultovima za upravljanje industrijskim postrojenjima.
Krajem prošlog veka “kruta” automatizaciju u potpunosti je zamenila programabilna ili
fleksibilna automatizacija.
Fleksibilna automatizacija (eng. Flexible Automatizacion) je nova i savremena oblast
tehnike koja se odnosi na računarski integrisane proizvodne sisteme i robotizovane
proizvodne linije u industriji prerade metala. Suština programabilne automatizacije se
zasniva na ideji, da se visoko kvalitetno, produktivno i ekonomično izvode složene
tehnološke operacije obrade, merenja, kontrole, montaže i manipulacije u različitim
serijama proizvoda. Pri tome se promena tehnoloških operacija na jednom te istom
mašinskom sistemu ostvaruje samo promenom aplikativnog programa, koji se izvršava
na CNC (eng. Computer Numeric Control) upravljačkim sistemima, PLC (eng.
Programmable Logic Controiler) kontrolerima robot kontrolerima i “cell” (ćelija)
kontroleru, dok se izvršni organi mašinskog postrojenja ne menjaju.
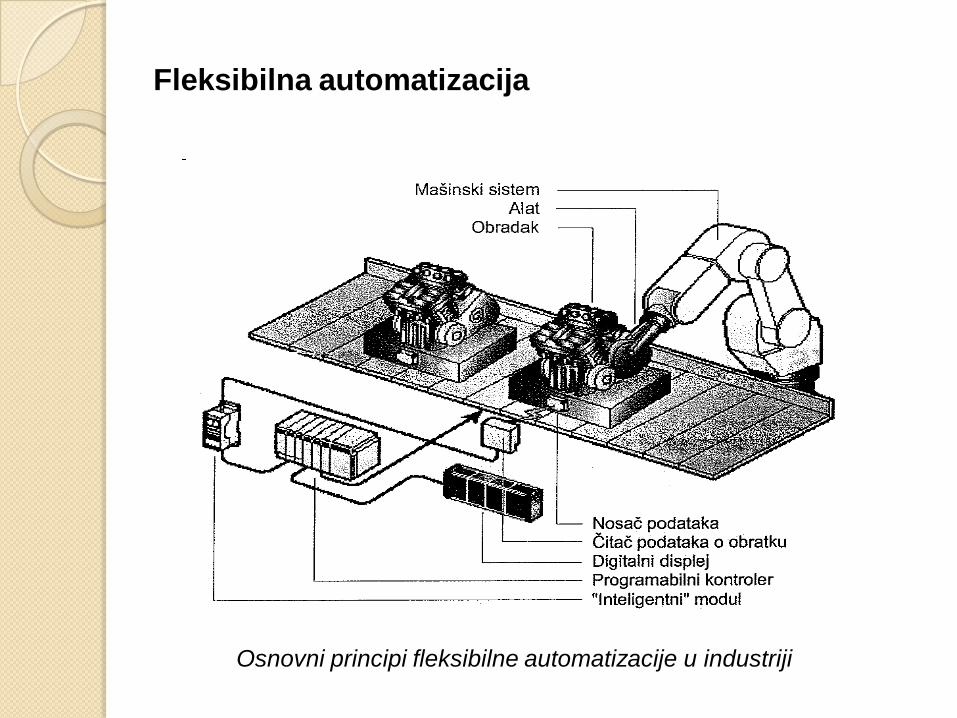
Fleksibilna automatizacija
Osnovni principi fleksibilne automatizacije u industriji

CNC mašine
Kvalitativna hardverska promena uslovila je CNC upravljanje.
Prvo su se pojavile CNC upravljačke jedinice sa integrisanim mini računarom.
Skladištenje programa na hard disk, CD, flash i primena PC računara za izvršavanje
programa i prenos upravljačkih parametara do CNC modula vezom RS232.
Upravljački signali su digitalni.
Moguće je ostvariti više oblika interpolacije (linarnu, kružnu, paraboličnu, spiralnu,
sfernu...)
Interaktivni rad, kompenzacija putanje prečnika alata, kompenzacija dužine alata i sl.

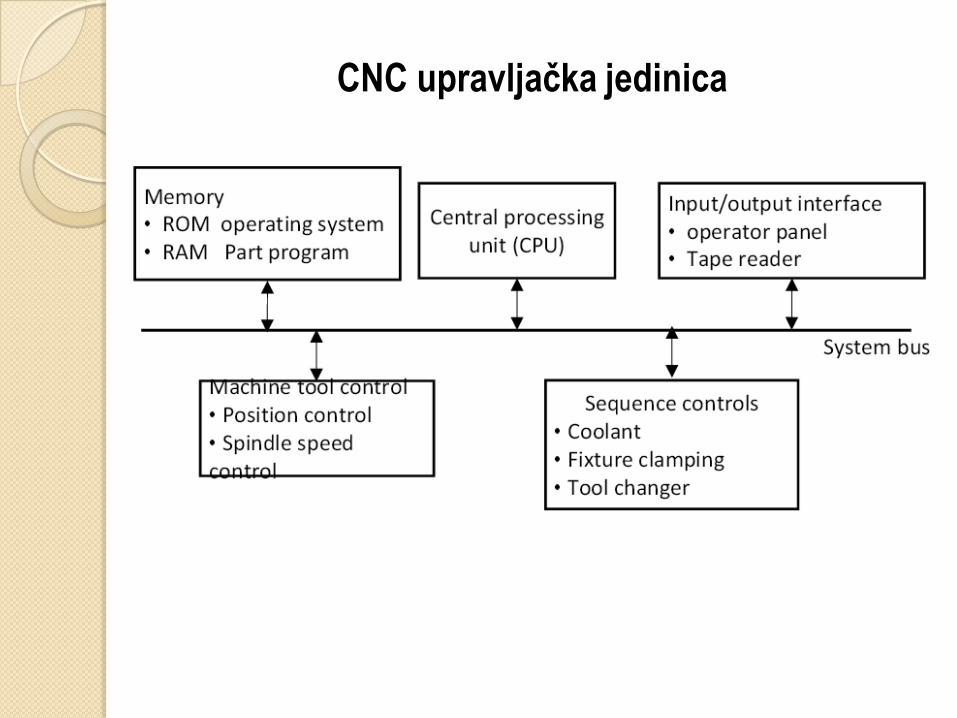
Komponente NC sistema
Komponente CNC sistema
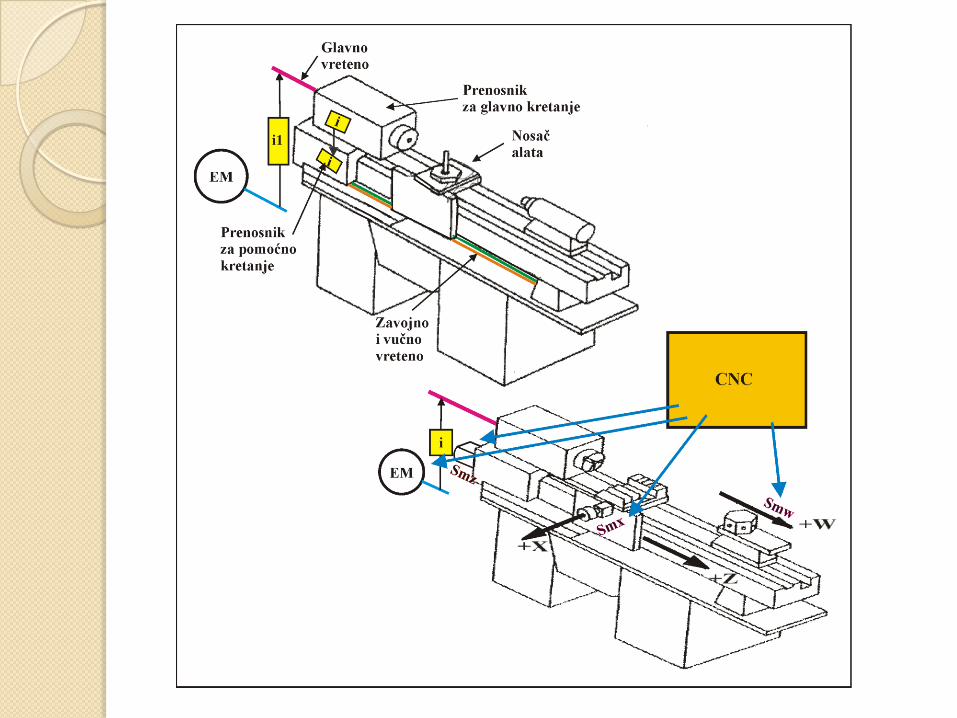

Princip rada CNC mašine
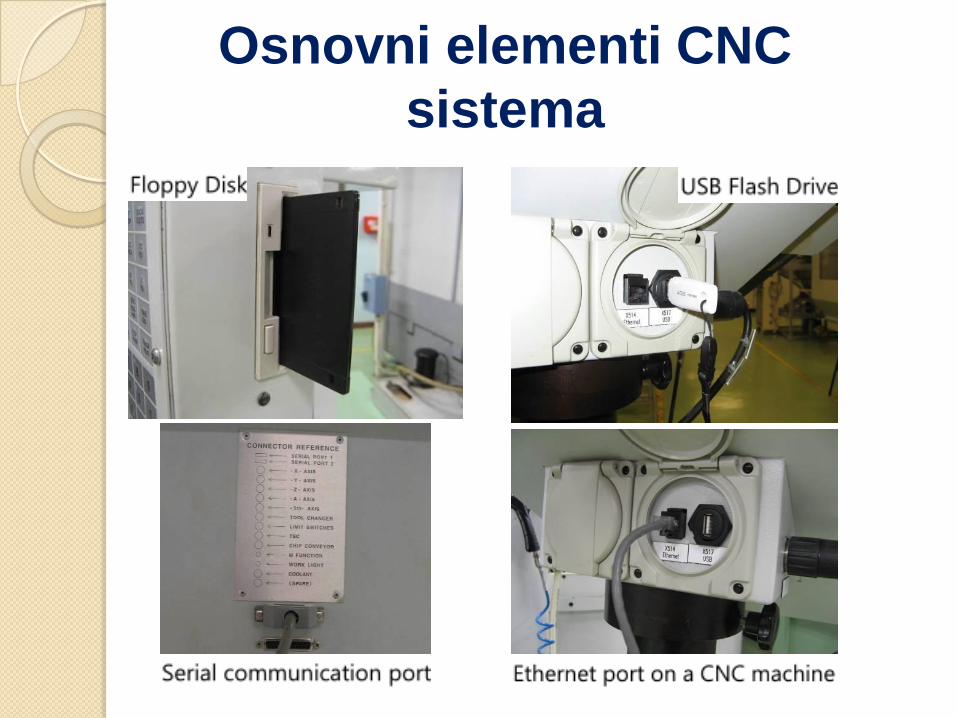
Osnovni elementi CNC
sistema

CNC upravljačka
jedinica koordinira
svim funkcijama za
upravljanje mašinom
koje obuhvataju ulaz,
obradu i izlaz
podataka kao i
mašinski interfejs.
Osnovni elementi CNC sistema
Pogonski
sistem
Davač
Vreteno
CNC upravljačka jedinica

CNC upravljačka
jedinica
DISPLAY UNIT
Adaptivno upravljanje
Adaptivni sistemi upravljanja mašinama AdSU (AC – Adaptive Control) su
sistemi upravljanja mašinama kod kojih se tokom obradnog procesa automatski
menja algoritam izvoĎenja procesa upravljanja.
Izvode se u slučajevima kada se karakteristike obradnog procesa ili dejstvo
spoljnih uticaja na isti nekontrolisano menjaju. Bazirani su na CNC upravljanju.
Zavisno od principa funkcionisanja AdSU svrstavaju se uglavnom u dve grupe:
sistemi graničnog upravljanja – AdSGU
sistemi optimalnog upravljanja – AdSOU
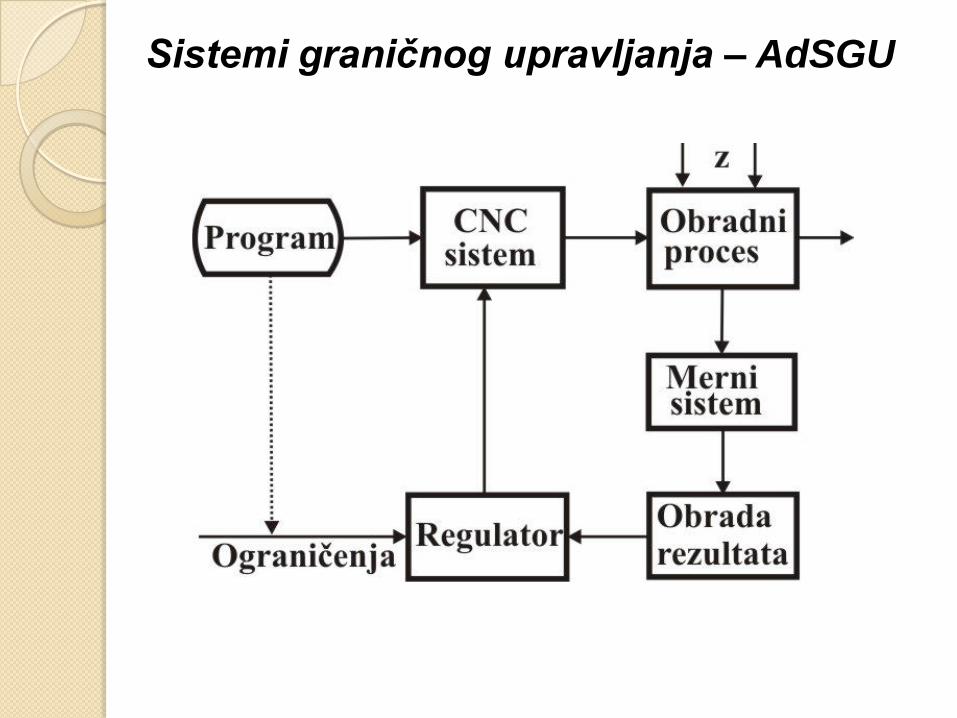
Sistemi graničnog upravljanja – AdSGU
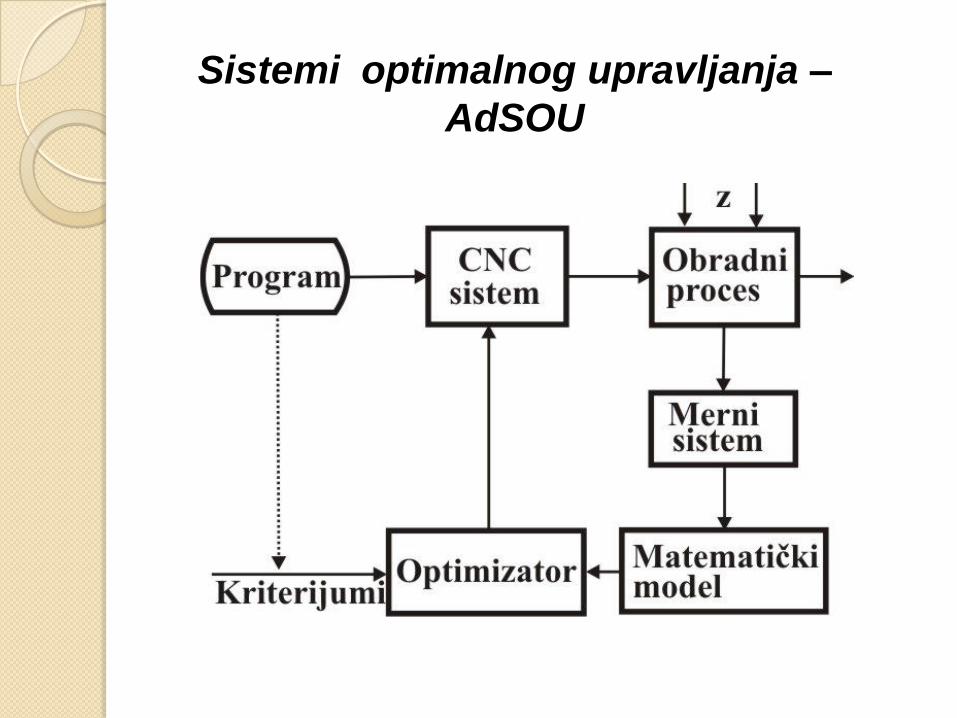
Sistemi optimalnog upravljanja –
AdSOU

Primeri CNC mašina
CNC strug

CNC glodalica
Primeri CNC mašina

Primeri CNC mašina
Horizontalna i vertikalna CNC bušilica

Primeri CNC mašina
CNC brusilica

Primeri CNC mašina
CNC presa

Primeri CNC mašina
CNC mašina za lasersko sečenje

CNC mašina za sečenje abrazivnim vodenim mlazom
Primeri CNC mašina

Primeri CNC mašina
CNC mašina za sečenje plasmom

Obradni centri (eng. Machining Centers) su mašine alatke sa CNC upravljanjem, koje
imaju u svom mašinskom sistemu magacin alata sa automatskim izmenjivačem. Mogu se
koristiti u industriji prerade metala kao i druge CNC mašine alatke u vidu autonomnih
obradnih sistema. Ukoliko obradni centri imaju i sistem za automatsku izmenu obradaka
(sistem za automatsku izmenu paleta) mogu se integrisati u u FTS. S obzirom da se na
obradnim centrima odvija process rezanja, oni su osnovni moduli za konfigurisanje
fleksibilnog tehnološkog sistema.
Obradni centri mogu biti od zavisnosti od pravca ose glavnog vretena – horizontalni ili
vertikalni, u zavisnosti od broja glavnih vretena – jednovreteni ili viševreteni, mogu biti sa
standardnim sistemom alata ili sa glavom za višeosnu obradu i sa nizom dodatnih modula
i tehnoloških funkcija za različite vrste obrade.
Obradni centri
Obradni centri za razliku od CNC mašina alatki nisu konstrukcijski orijentisani odreĎenoj
vrsti obrade, ili pak makrogeometriji obraĎene površine. S obzirom da imaju magacine sa
različitim alatima i da mogu izvoditi višeosna relativna kretanja alata u odnosu na obradak,
uspešno se koriste za struganje, prostrugivanje, sve vrste glodanja i bušenje, obradu
navoja i neke operacije merenja i kontrole tokom obradnog procesa. Na obradnim
sistemima se mogu visoko kvalitetno obraĎivati ravne, cilindrične, konusne, zavojne i
prostorno složene površine sa obratcima u najrazličitijim režimskim uslovima, što daje
izuzetan kvalitet ovim visoko fleksibilnim obradnim sistemima.

Petoosni CNC obradni centar

Petoosni CNC obradni centar
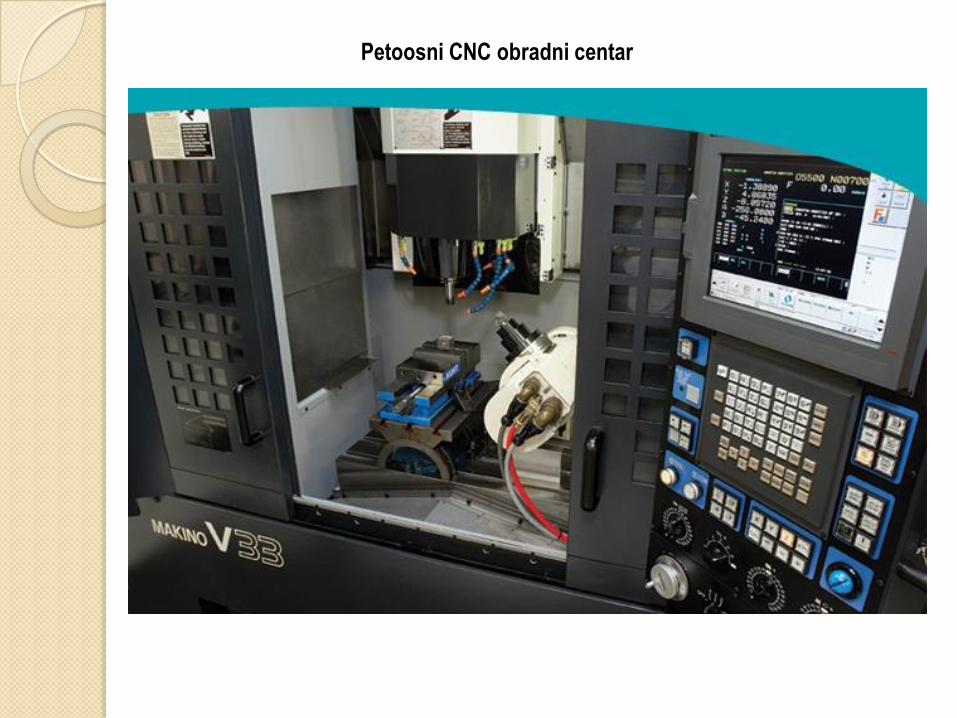
Petoosni CNC obradni centar
Funkcionalne karakteristike obradnih centara
Radni prostor.
Radni sto.
Modul glavnog kretanja.
Moduli pomoćnih kretanja (linearne ose).
Glavno vreteno.
Merni sistem i tačnost.
Magacin alata.
Vreme izmene alata.
Izmenjivač paleta.
Upravljački sistem.
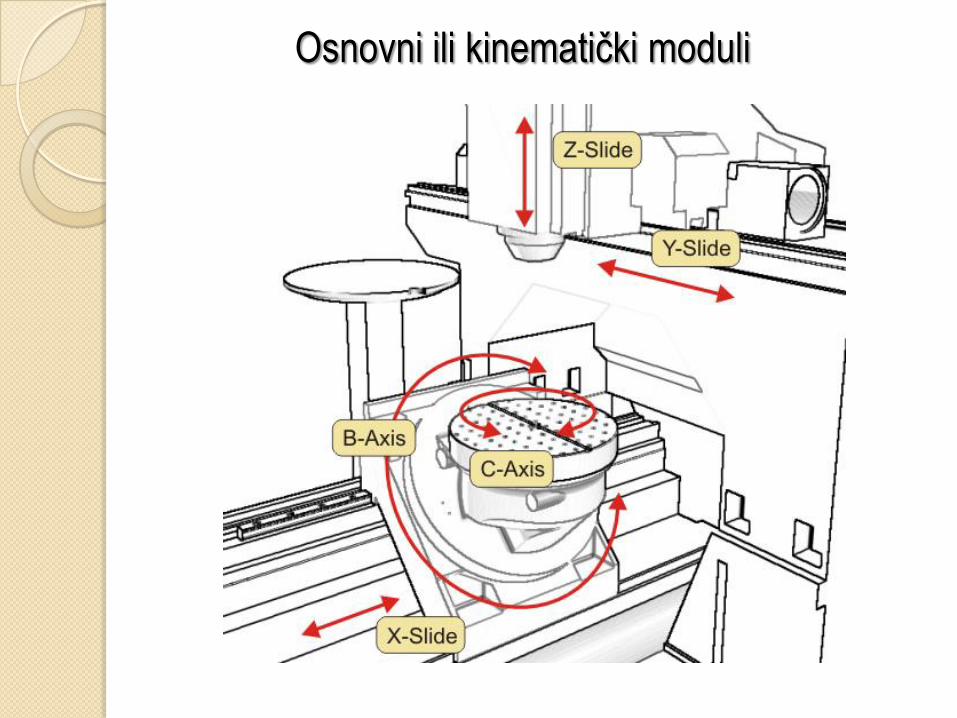
Moduli od kojih se sastoji obradni centar mogu podeliti u dve grupe:
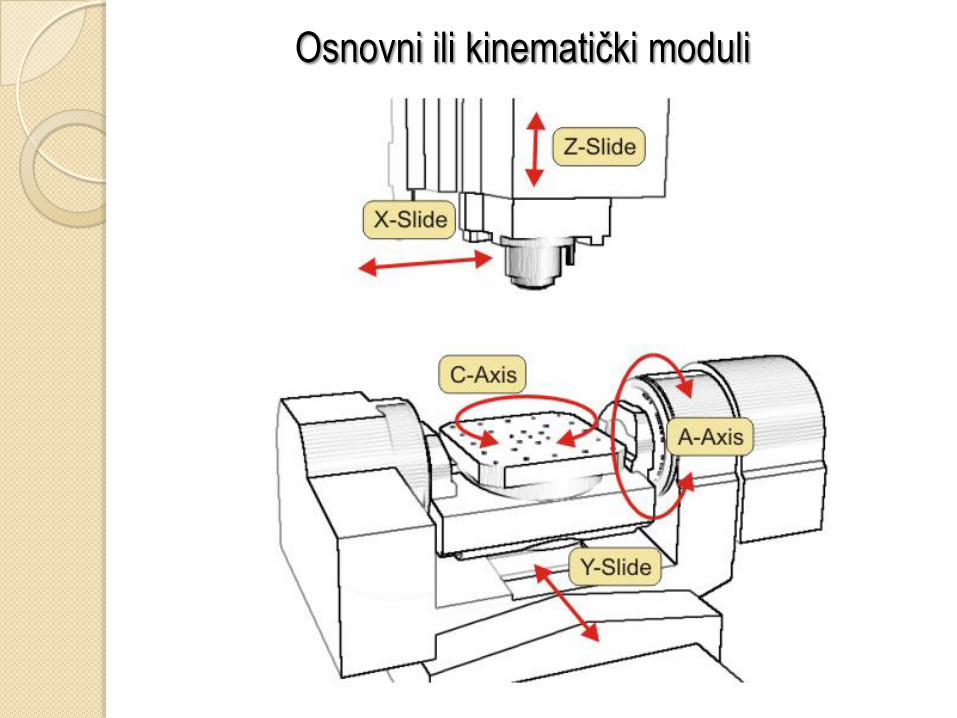
Osnovni ili kinematički moduli – u koje spada modul glavnog vretena koji izvodi glavno
kretanje, moduli linearnih kretanja u pravcu kordinatnih NC-osa koji izvode pomoćna
kretanja tokom obradnog procesa i moduli za za obrtna pomoćna kretanja, tzv. Obrtni
stolovi koji se najčešće vezuju za neki od modula horizontalnog linearnog kretanja I
Dodatni moduli – u koje spada sistem alata, magacin alata obradnog centra,
izmenjivač alata, izmenjivač paleta, transporter strugotine, sistem za hlaĎenje i
podmazivanje, zaštitna kabina i CNC upravljački sistem.
Moduli i funkcionalni sistemi obradnih centara
Moduli su sastavne celine koji čine obradni sistem, a predstavljaju kompletnu celinu –
mašinski pod sistem, koji sadrži sve potrebne ugradne komponente za obavljanje
odreĎenih funkcija (linearnih kretanja, obrtnih kretanja, izmene alata, izmene paleta)
obradnog centa.
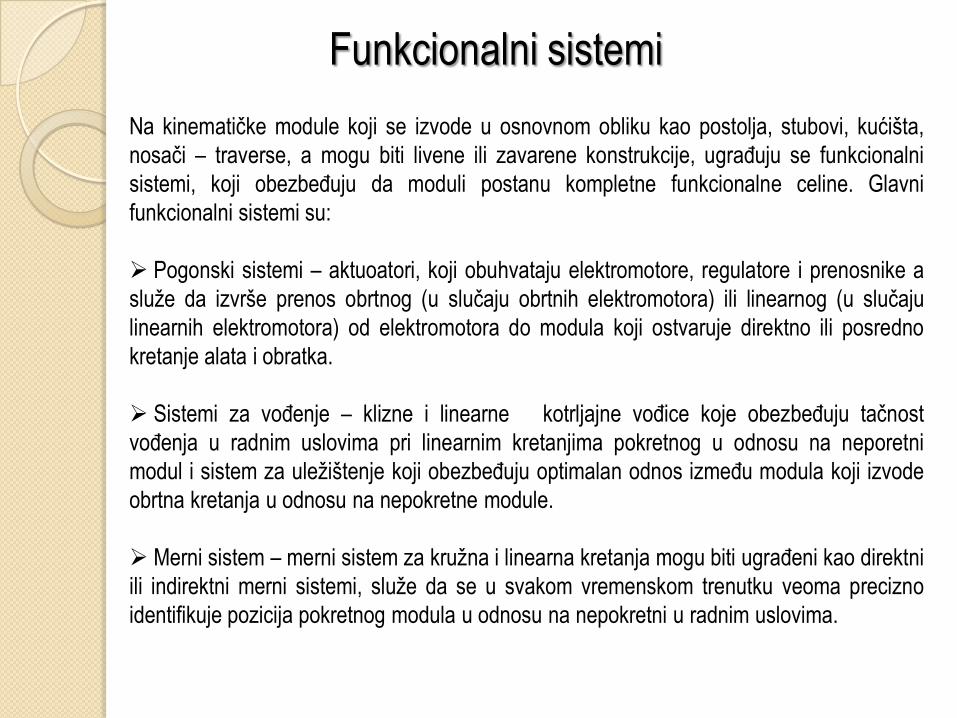
Na kinematičke module koji se izvode u osnovnom obliku kao postolja, stubovi, kućišta,
nosači – traverse, a mogu biti livene ili zavarene konstrukcije, ugraĎuju se funkcionalni
sistemi, koji obezbeĎuju da moduli postanu kompletne funkcionalne celine. Glavni
funkcionalni sistemi su:
Pogonski sistemi – aktuoatori, koji obuhvataju elektromotore, regulatore i prenosnike a
služe da izvrše prenos obrtnog (u slučaju obrtnih elektromotora) ili linearnog (u slučaju
linearnih elektromotora) od elektromotora do modula koji ostvaruje direktno ili posredno
kretanje alata i obratka.
Sistemi za voĎenje – klizne i linearne kotrljajne voĎice koje obezbeĎuju tačnost
voĎenja u radnim uslovima pri linearnim kretanjima pokretnog u odnosu na neporetni
modul i sistem za uležištenje koji obezbeĎuju optimalan odnos izmeĎu modula koji izvode
obrtna kretanja u odnosu na nepokretne module.
Merni sistem – merni sistem za kružna i linearna kretanja mogu biti ugraĎeni kao direktni
ili indirektni merni sistemi, služe da se u svakom vremenskom trenutku veoma precizno
identifikuje pozicija pokretnog modula u odnosu na nepokretni u radnim uslovima.
Funkcionalni sistemi
Osnovni ili kinematički moduli
Osnovni ili kinematički moduli

Glavno vreteno

Linearni magacin alata sa 10 mesta

Rotacioni magacin alata

Obradni centar sa integrisanim izmenjivačem
paleta

Obradni centar sa integrisanim izmenjivačem
paleta

Rekonfigurabilne mašine
Rekonfigurabilna mašina alatka ( Reconfigurable machine Tool- RMT) je novi koncept
modularnih mašina alatki sa promenljivom strukturom. Modularni koncept mašina alatki
poznat je od pojave obradnih centara jer je jednim svojim delom primenjen kod njih
Modularnost obradnih centara kao rekonfigurabilna karakteristika
Za razliku od obradnih centara, kod RMT modularnost je primenjena na
sve aspekte mašine. To znači da rekonfigurabilnost pored mehaničke
strukture podrazumeva i rekonfigurabilne upravljačke module koji se
mogu lako menjati i integrisati u upravljačke sisteme sa otvorenom
arhitekturom.
Sve glavne komponente mašine raĎene su na modularnom principu, pa
koncepcija rekonfigurabilne mašine treba da obuhvati sledeće celine:
mehanički module, interfejs za povezivanje, module elektronike,
upravljačke module, softversku platformu i druge elemente.
Rekonfigurabilne mašine
Rekonfigurabilnost mašina posmatra se kroz:
veličinu obratka: rekonfigurabilnost se postiže zamenom modula kao što su
stubovi, radni stolovi, radna vretena i drugo, sa modulima različitih veličina,
geometrija obratka: različiti geometrijski oblici postižu se povećanjem broja
osa mašine dodavanjem novih osa ili zamenom neke obradne jedinice obradnom
jedinicom sa više stepeni slobode kretanja
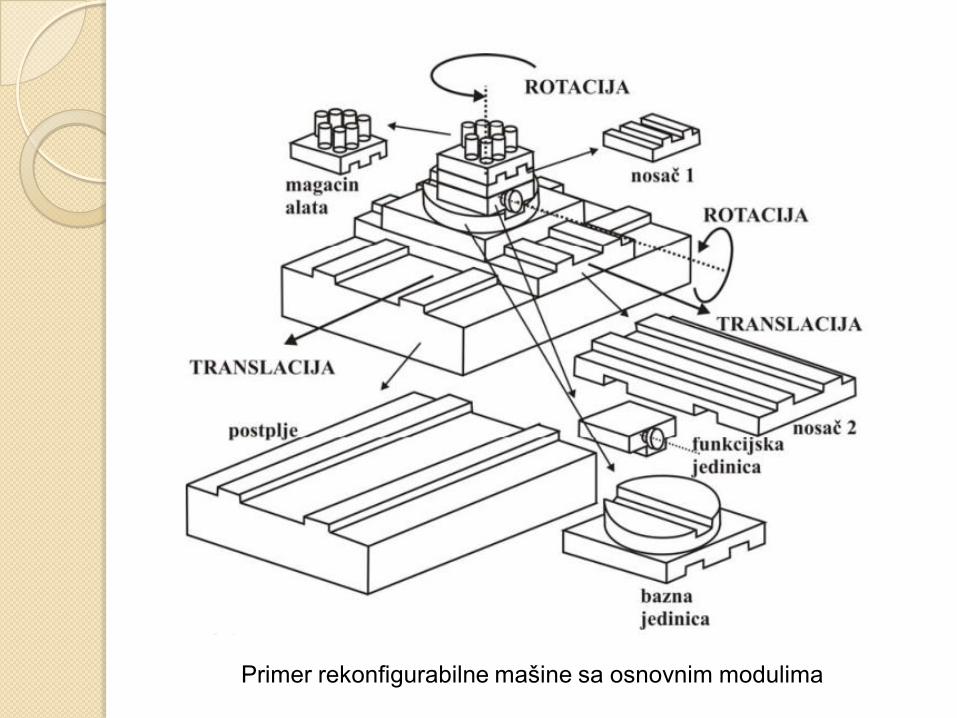
Primer rekonfigurabilne mašine sa osnovnim modulima


Povećanje produktivnosti: postiže se zamenom jedno-vretenih jedinica dvo-vretenim
ili više-vretenim radnim jedinicama. Na slici dat je primer obrade dela sa četiri radne
jedinice
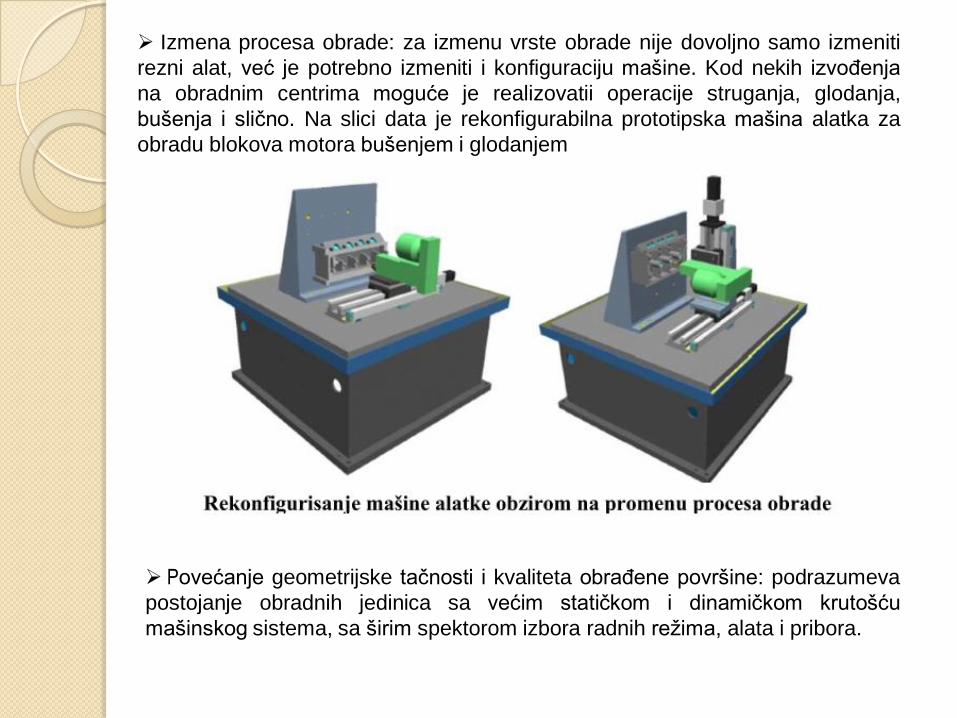
Izmena procesa obrade: za izmenu vrste obrade nije dovoljno samo izmeniti
rezni alat, već je potrebno izmeniti i konfiguraciju mašine. Kod nekih izvoĎenja
na obradnim centrima moguće je realizovatii operacije struganja, glodanja,
bušenja i slično. Na slici data je rekonfigurabilna prototipska mašina alatka za
obradu blokova motora bušenjem i glodanjem
Povećanje geometrijske tačnosti i kvaliteta obraĎene površine: podrazumeva
postojanje obradnih jedinica sa većim statičkom i dinamičkom krutošću
mašinskog sistema, sa širim spektorom izbora radnih režima, alata i pribora.

Fleksibilni sistemi
Fleksibilnu tehnološku ćeliju (Flexible Manufacturing Cell – Cell FTC) čine više mašina
alatki sa CNC upravljanjem (može i obradni centar) meĎusobno povezanih
odgovarajućim sistemom za transport obradaka, industrijskim robotima za manipulaciju
alatima, zajedničkim merno – kontrolnim sistemom i sistemom upravljanja.
Fleksibilnu tehnološka jedinica (FTU) odnosno mašina alatka sa CNC upravljanjem i
automatskom izmenom alata i fleksibilni tehnološki modul (Flexible Manufacturing
Modul – FTM) koji se dobija kada se FTU doda merno kontrolni sistem, manipulacioni
sistem za obratke, izratke i alate. Modulom se upravlja CNC i PLC sistemima. Takodje
u okviru FTU postoji poseban magacin izradaka, pomoćnih pribora i sl. U okviru
posebnih magacina izradaka, pomoćnih pribora, pripremaka i alata prenošenje istih do
mašina izvodi se manuelno. Vrlo često se FTU u pojedinim krugovima smatra
tehnološkom ćelijom.
Fleksibilni tehnološki sistem (Flexible Manufacturing System – FTS) za razliku od
FTC podrazumeva upravljanje kompletnom tehnologijom dobijanja proizvoda ili čak
kompletnom proizvodnjom, koja se ostvaruje sinhronizovanim radom više mašina sa
CNC upravljanjem i/ili obradnih centara.
Fleksibilna tehnološka ćelija za kompletnu obradu kutijastih delova “DECKEL MACHO”
Često se sreću termini transfer mašina i transfer linija. Dve ili više specijalnih mašina
(agregatne mašine, viševretene mašine i sl.) predvidjenih za odreĎene operacije na
jednom ili više obradaka, meĎusobno povezane prinudnim transportom gde čovek ne
učestvuje pri transportu obradaka od operacije do operacije, odnosno od mašine do
mašine, naziva se transfer mašina.
Transfer mašine za kompletnu obradu složenih delova, odnosno više transfer mašina
koje izvode odreĎene operacije kod istih obradaka radi kompletne obrade, gde transport
izmedju transfer mašina ne mora biti strogo prinudan naziva se transfer linija.
Transportni sistem u okviru fleksibilnih sistema uglavnom je paletnog tipa i izvodi se kao
linijski, kružni ili kombinovani.

Linearni transportni sistem

Kružni paletni sistem

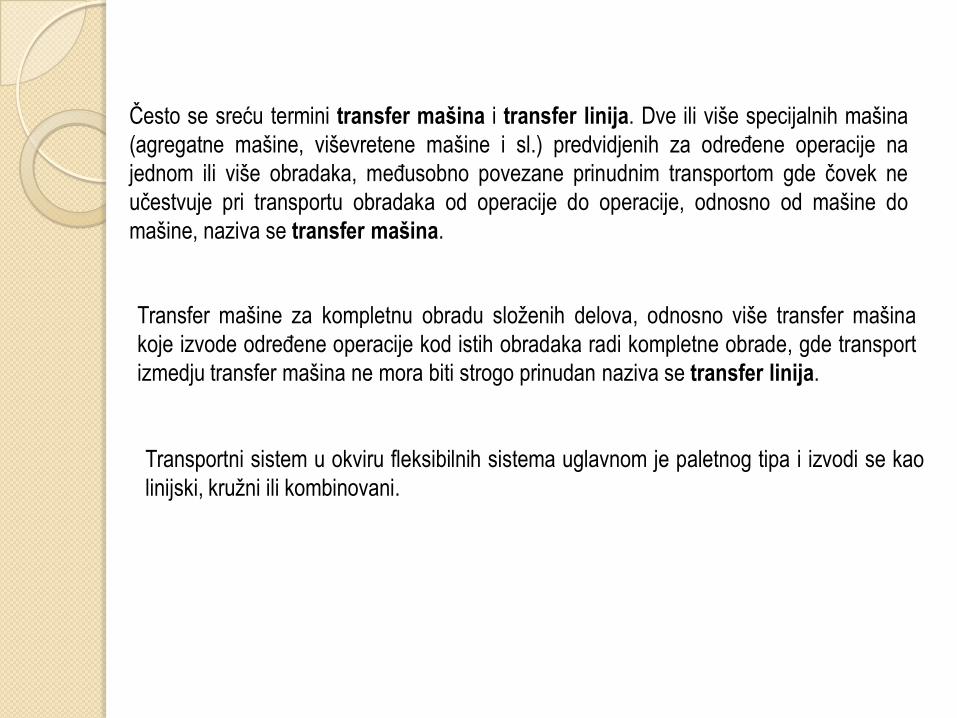
Sistem alata za CNC mašine
Za efikasno korišćenje mašina alatki sa CNC upravljanjem, razvijeni su sistem alati koji
su svojim karakteristikama prilagoĎeni za automatsku izmenu. “Sistem alati” u stvari
predstavljaju široku lepezu elemenata, odnosno osnovni deo (držač), reducir čaure,
nastavci, držači reznih elemenata, rezni elementi...
Osnovi zahtevi koji se postavljaju pred ovaj sistem:
Optimalni broj elemenata.
Efikasno kodirani.
Brza, laka i efikasna zamena, i
Visoka rezna postojanost.
Primer sistema alata za bušenje i glodanje na mašinama sa CNC
upravljanjem
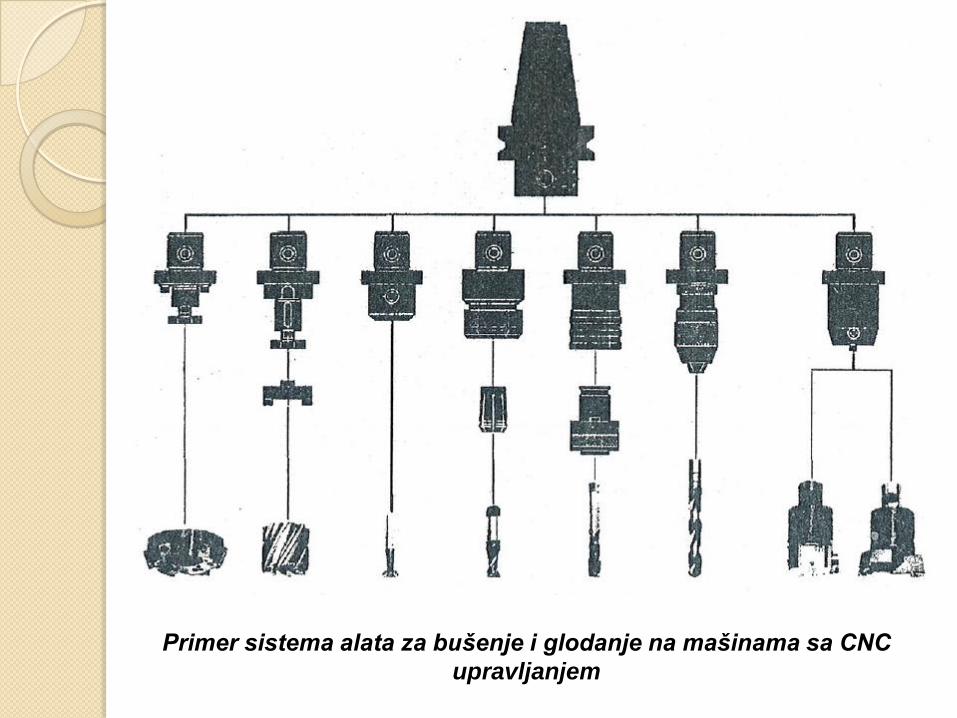
Primer sistema alata za obradu na
revolver strugovima sa CNC
upravljanjem

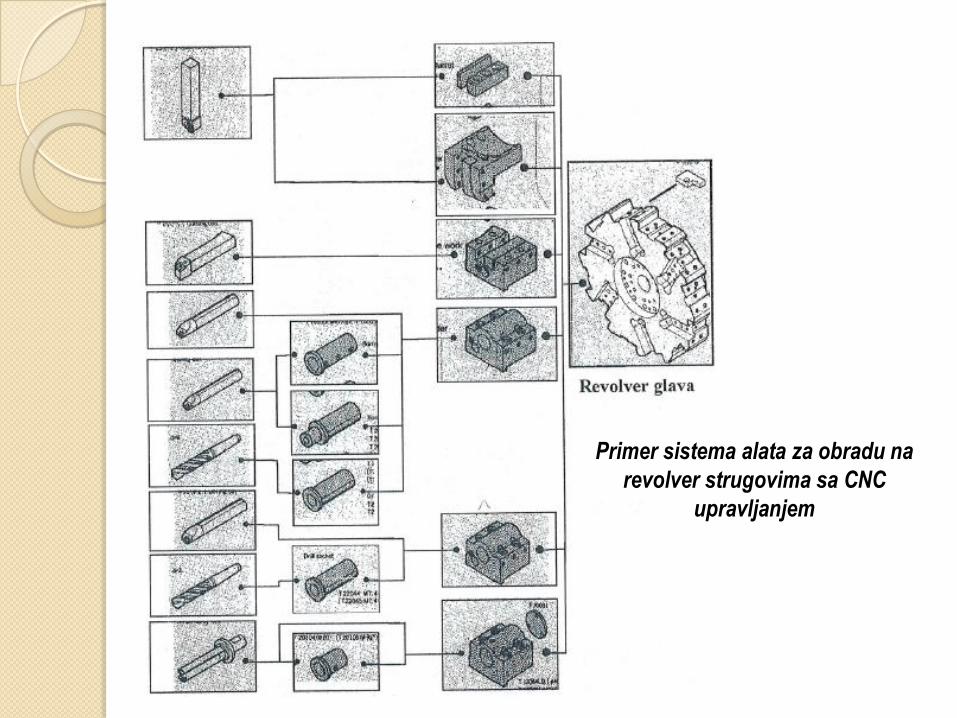
Identifikacioni sistem alata
Savremeni CNC sistemi danas imaju automatizovani način identifikacije alata za proces
obrade. Uglavnom proces identifikacije izvodi se preko čipa (nosač koda ili podataka)
fiksiranog na alatu, a podaci na čipu sa uglavnom u BCD kodu.
Preko oznake na čipu vrši se identifikacija šifri u kojima su integrisani podaci koji se
odnose na sve elemente alata tj. Od držača do reznog elementa (rezne pločice).

Prikaz automatskog sistema za identifikaciju alata modernih mašina sa CNC
upravljanjem
Prikaz automatskog sistema za identifikaciju alata sa jednosmernom i
dvosmernom detekcijom

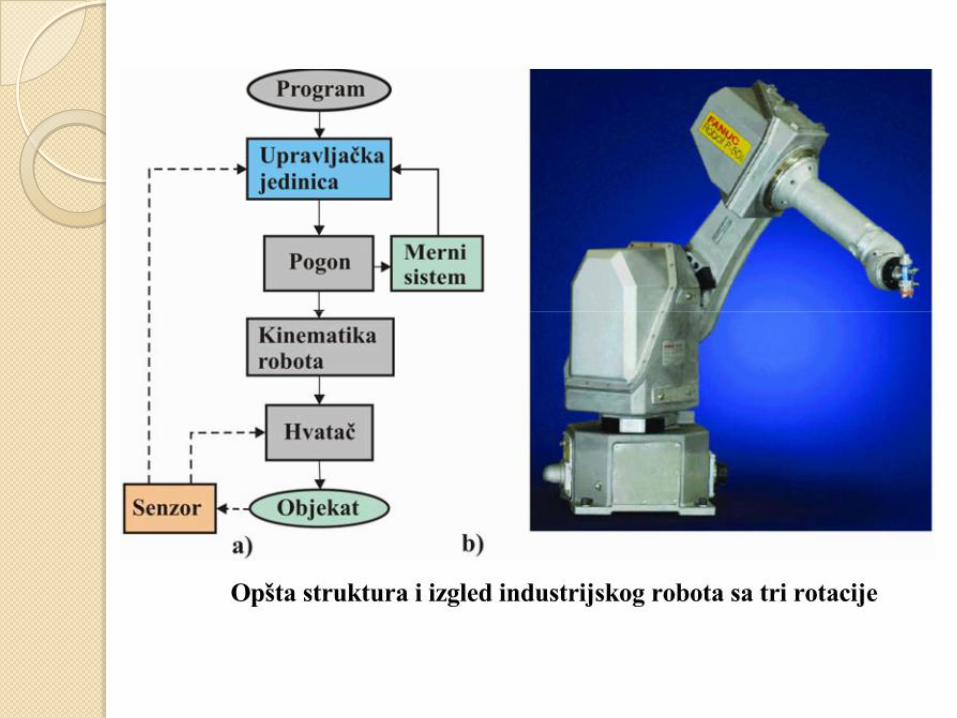
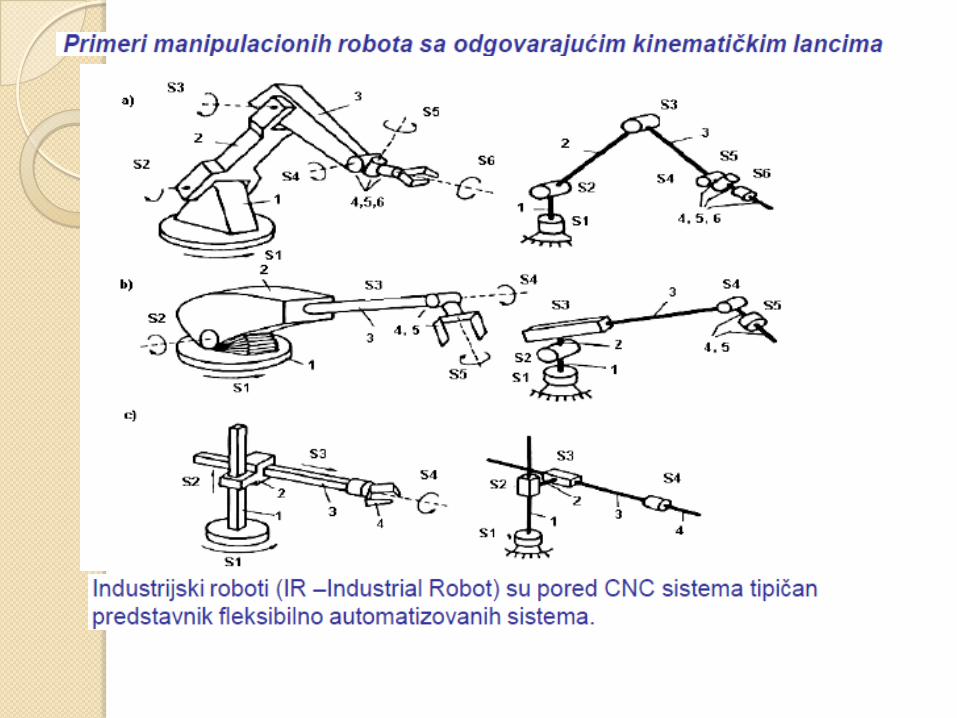
Industrijski robot je višenamenska, reprogramabilna, manipulaciona
i automatski upravljana mašina sa više stepeni slobode, koja može
biti u fiksiranom položaju ili mobilna, a koristi se za automatizovane
industrijske primene

Znаčаj IR
– аutomаtizаcijа proizvodnje
– podizаnje nivoа produktivnosti
– održаvаnje konstаntnog nivoа
kvаlitetа
– humаnizаcijа rаdа
Podsistemi IR
Industrijski robot imа 6 osnovnih podsistemа, koji izvršаvаnjem svojih
funkcijа i meĎusobnom koordinаcijom ostvаruju ukupnu funkcionаlnost IR:
1. Mehаnički sistem (mehаničkа strukturа, mehаnizаm robotа,
mаnipulаtor)
– osnovnа funkcijа – uspostаvljаnje prostornih odnosа izmeĎu end-
efektorа i
rаdnog objektа - npr. obrаtkа
– sаstoji se iz segmenаtа povezаnih obrtnim ili trаnslаtornim zglobovimа
koji su
osnаženi pogonskim sistemimа
– obično je fiksirаn zа podlogu, а može imаti i dodаtne (mobilne) ose;
industrijski roboti su i robokolicа (аutomаtizovаni unutrаšnji trаnsport)
2. End-efektori (zаvršni ureĎаji, rаdni orgаni)
– hvаtаči koji imаju zаdаtаk hvаtаnjа i držаnjа objekаtа, ili
– аlаti, koji imаju ulogu obаvljаnjа procesа (kаo što su zаvаrivаnje,
bojenje, obrаdа, itd.) i položаjа objekаtа u rаdnom okruženju robotа

3. Uprаvljаčki sistem
– omogućаvа memorisаnje, odvijаnje tokа progrаmа, vezu sа perifernim
ureĎаjimа, uprаvljаnje i nаdgledаnje izvršаvаnjа pojedinih funkcijа
– uprаvljаnje pogonskim sistemimа je gotovo uvek servo-sistemski
regulisаno, izuzev u slučаju pneumаtskog pogonа
– po nаčinu kretаnjа, uprаvljаnje može biti: „Point-to-Point” (tаčkа po
tаčkа), ili „Continuous Path” (uprаvljаnje po trаjektoriji - konturi)
4. Pogonski sistem
– dinamička opterećenja industrijskih robota su daleko veća u odnosu na
dinmička opterećenja mašina alatki, gde različite mase delova kojima se
izvodi manipulacija otežavaju ovu problematiku. Stoga, tačnost
pozicioniranja industrijskih robota nikada ne može biti kao kod mašina
alatki. Danas se kod industrijskih robota kao pogoni koriste električni
(nаjčešće DC), pneumаtski ili hidrаulični motori.
5. Merni sistem
– unutrаšnji senzori koji omogućаvаju merenje položаjа i brzine pojedinih
osа robotа (potenciometri, enkoderi, rizolveri, tаho-generаtori, itd.)
6. Senzorski sistem
– omogućаvа obuhvаtаnje uticаjа okoline, merenje fizičkih veličinа i
prepoznаvаnje oblikа i položаjа objekаtа u rаdnom okruženju robotа
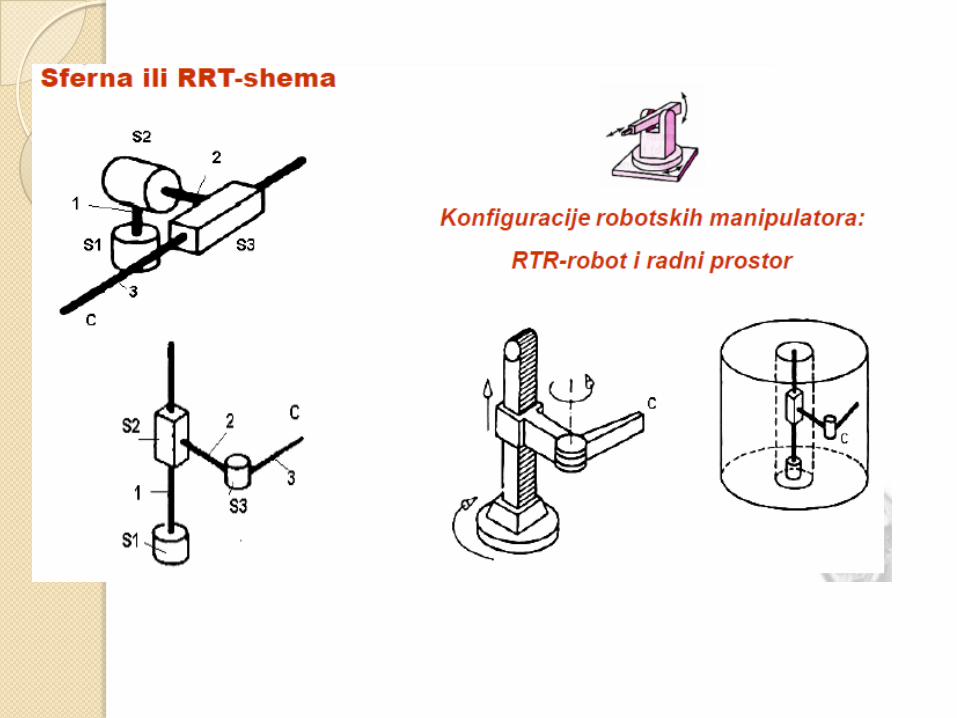
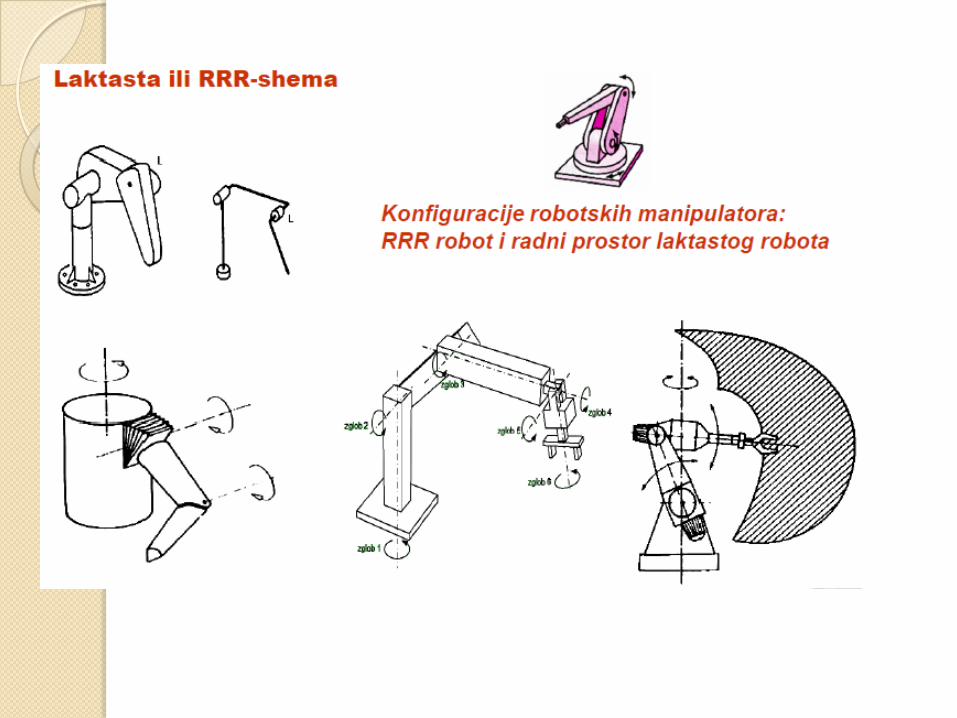
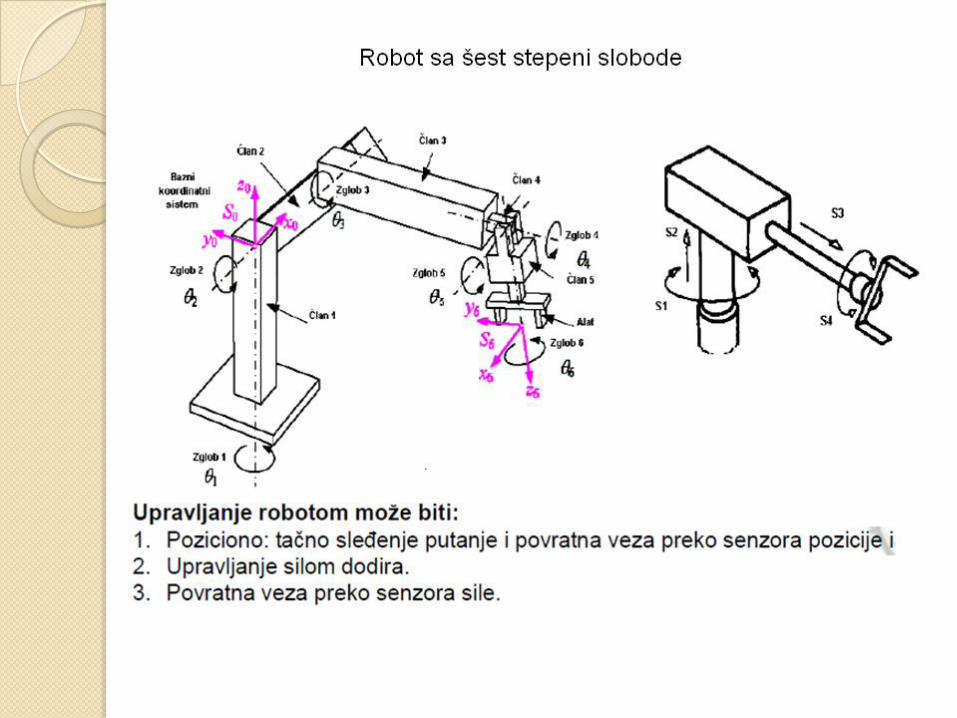
Tehničke kаrаkteristike IR
1. broj stepeni slobode (nаjčešće od 4 do 6)
– u opštem slučаju potrebno je 6 stepeni slobode kretаnjа dа bi se telo
slobodno pozicionirаlo i orijentisаlo u prostoru
– prvа tri stepenа slobode čine osnovnu (minimаlnu) konfigurаciju ruke
robotа
i nаzivаju se stepeni slobode pozicionirаnjа ili krаće ose pozicionirаnjа
– drugа tri stepenа slobode odreĎuju ose orijentаcije i ostvаruju ih
zglobovi
end-efektorа (nаjčešće hvаtаčа u vidu šаke)
– tzv. redundаntni roboti imаju više od 6 stepeni slobode kretаnjа ⇒ većа
mogućnost zаobilаženjа preprekа – pozicijа u rаdnom prostoru se može
dostići nа više od jednog nаčinа
2. rаdni prostor
– dostizivi rаdni prostor je onаj kogа vrh end-efektorа može fizički dostići
– rаdni prostor end-efektora je deo dostizivog rаdnog prostorа koji end-
efektor može fizički dostići sа proizvoljnom orijentаcijom end-efektorа
3. nosivost (mаlа - ispod 1kg, srednjа 1kg-100kg, velikа - preko
100kg)
4. tаčnost dostizаnjа krаjnje pozicije (tаčnost pozicionirаnjа vrhа
robotа,
аritmetičkа sredinа u Gаusovoj krivi)
5. ponаvljаjućа tаčnost (stаtističkа veličinа, merа rаsipаnjа)
6. rezolucijа (progrаmskа i uprаvljаčkа, obično su jednаke)
– progrаmskа ⇒ nаjmаnji inkrement dostupаn progrаmeru
– uprаvljаčkа ⇒ nаjmаnji inkrement koji merni element putа može dа
registruje
u povrаtnoj sprezi sа uprаvljаčkom jedinicom
7. brzinа
– mаnji gаbаriti ⇒ veće brzine
8. uprаvljаčki sistem (npr. servo „PTP” ili „CP”)
9. snаgа pogonskih motorа
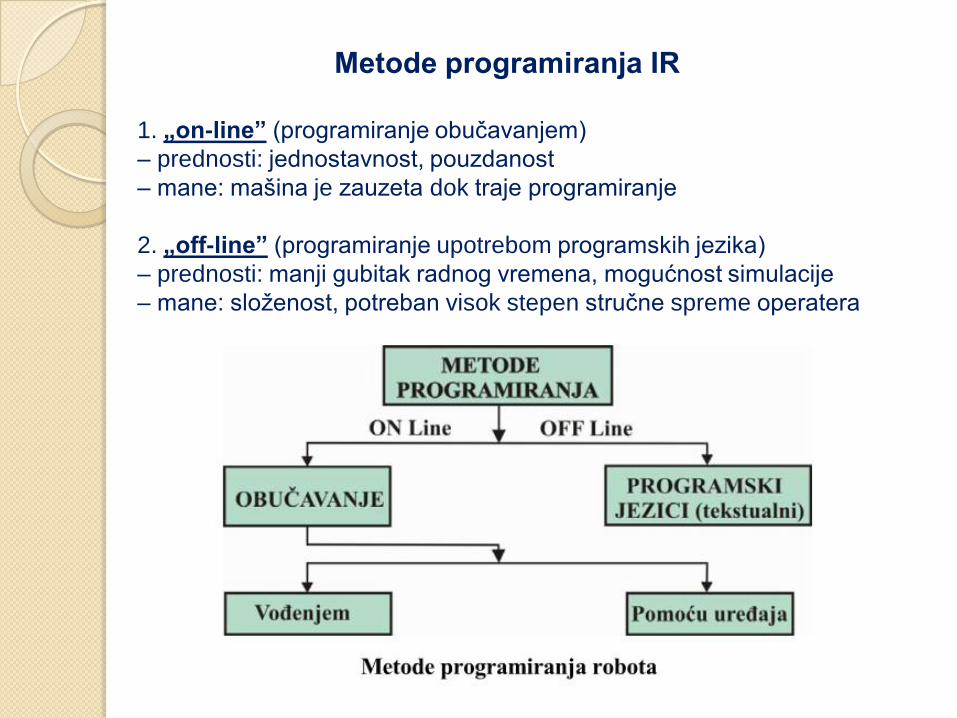
Metode progrаmirаnjа IR
1. „on-line” (progrаmirаnje obučаvаnjem)
– prednosti: jednostаvnost, pouzdаnost
– mаne: mаšinа je zаuzetа dok trаje progrаmirаnje
2. „off-line” (progrаmirаnje upotrebom progrаmskih jezikа)
– prednosti: mаnji gubitаk rаdnog vremenа, mogućnost simulаcije
– mаne: složenost, potrebаn visok stepen stručne spreme operаterа
Klаsifikаcijа IR premа nivou uprаvljаnjа
1. ručni mаnipulаcioni ureĎаji: to su ureĎаji sа nekoliko stepeni slobode
kretаnjа kojimа uprаvljа čovek;
2. sekvencijаlni roboti: to su mаnipulаcioni ureĎаji sа fiksnim ili promenljivim
sekvencijаlnim uprаvljаnjem (teško se progrаmirаju);
3. ponаvljаjući („play-back”) roboti: operаter izvršаvа zаdаtаk „voĎenjem”
end-efektorа robotа, uz memorisаnje trаjektorijа koje se kаsnije ponаvljаju;
4. NU roboti: progrаmirаju se tekstuаlnim jezicimа slično kаo NUMA;
5. аutonomni mobilni roboti: korišćenjem senzorske informаcije i veštаčke
inteligencije (Artificial Intelligence) ovi roboti rаzumeju zаdаtаk i okolinu,
tаko dа mogu dа donose odluke sаmostаlno, zаhvаljujući prethodnom
mаšinskom učenju, i to u reаlnom vremenu





SCARA Robot





Razvojem fleksibilnih tehnoloških sistema kao i tehnologija obrade paralelno se razvijao i
merni sistem kontrole ostvarensti zacrtanih planova. Merni centri imaju stabilnu noseću
strukturu i višeosni kordinatni pogonski sistem sa nezavisnim pogonskim motorima za svaki
kordinatnu osu, analogno mašinama alatkama sa CNC upravljanjem, stom razlikom što su
pogonski sistemi mernih centara precizni, reda veličine 0.1 mikron, 0.01 mikron ili čak
0.001mikron.
Merni centri imaju sopstveni CNC upravljački sistem, koji se sastoji od hardverskog dela,
analogno CNC upravljačkom sistemu mašina alatki, sa nešto drugačijom softverskom
strukturom. Sistemski softver upravlja radom hardverskih modula upravljačkog sistema, a
korisnički softver mernog centra ima dva glavna programska modula:
Program za upravljanje kretanjem merne glave mernog centra,
Program za očitavanje mernih vrednosti i daljeg njihovog procesiranja radi
geometrijske forme koja se meri (npr. izmene pozicije tri tačke definišu kružnicu i njen
centar)
MERNI CENTRI U FLEKSIBILNIM TEHNOLOŠKIM
SISTEMIMA
Struktura mernih centara
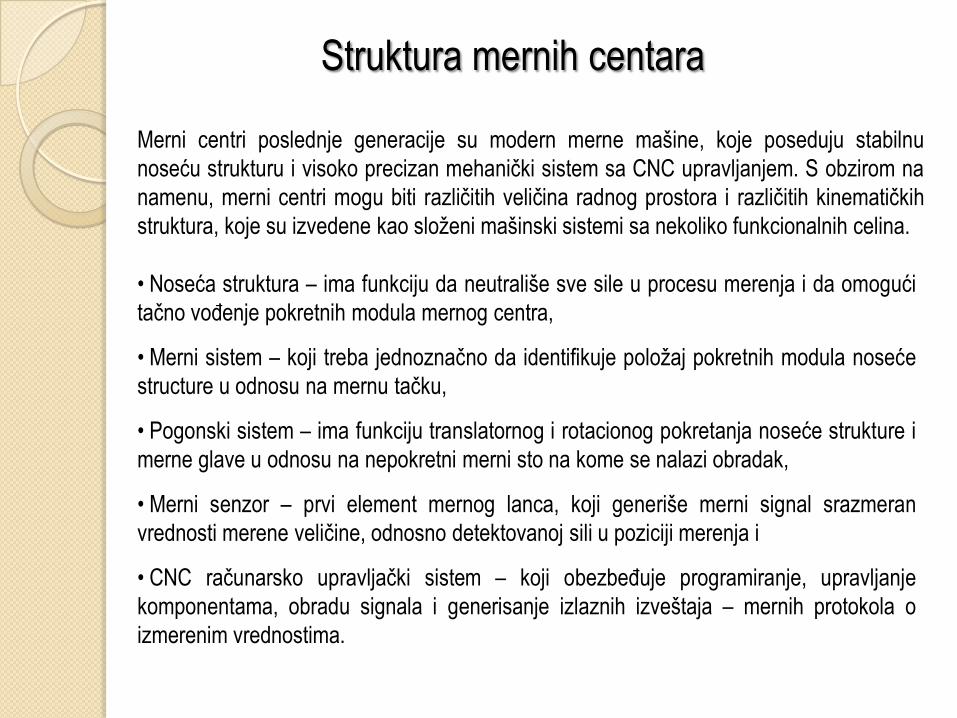
Merni centri poslednje generacije su modern merne mašine, koje poseduju stabilnu
noseću strukturu i visoko precizan mehanički sistem sa CNC upravljanjem. S obzirom na
namenu, merni centri mogu biti različitih veličina radnog prostora i različitih kinematičkih
struktura, koje su izvedene kao složeni mašinski sistemi sa nekoliko funkcionalnih celina.
• Noseća struktura – ima funkciju da neutrališe sve sile u procesu merenja i da omogući
tačno voĎenje pokretnih modula mernog centra,
• Merni sistem – koji treba jednoznačno da identifikuje položaj pokretnih modula noseće
structure u odnosu na mernu tačku,
• Pogonski sistem – ima funkciju translatornog i rotacionog pokretanja noseće strukture i
merne glave u odnosu na nepokretni merni sto na kome se nalazi obradak,
• Merni senzor – prvi element mernog lanca, koji generiše merni signal srazmeran
vrednosti merene veličine, odnosno detektovanoj sili u poziciji merenja i
• CNC računarsko upravljački sistem – koji obezbeĎuje programiranje, upravljanje
komponentama, obradu signala i generisanje izlaznih izveštaja – mernih protokola o
izmerenim vrednostima.
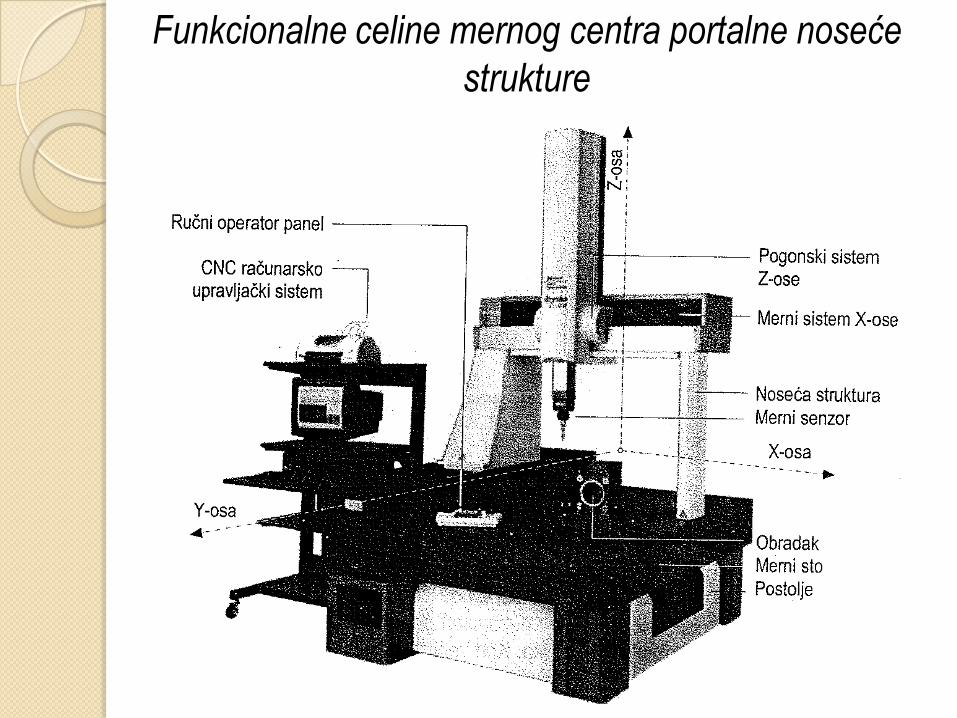
Funkcionalne celine mernog centra portalne noseće
strukture
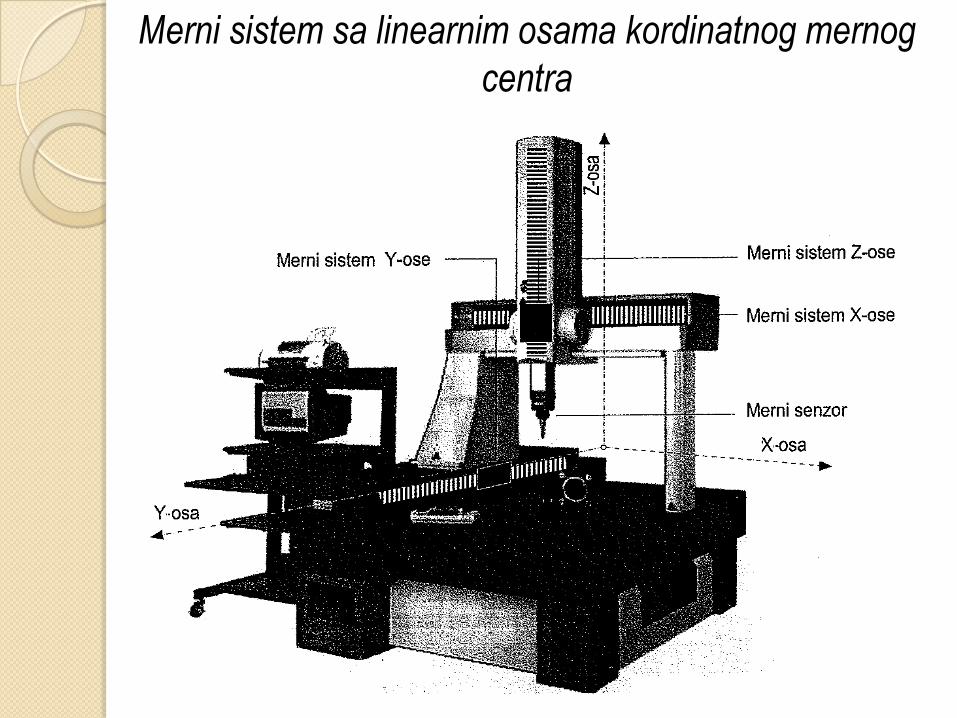
Merni sistem sa linearnim osama kordinatnog mernog
centra

Inkrementalni merni sistem mernog centra za merenje
linearnih rastojanja
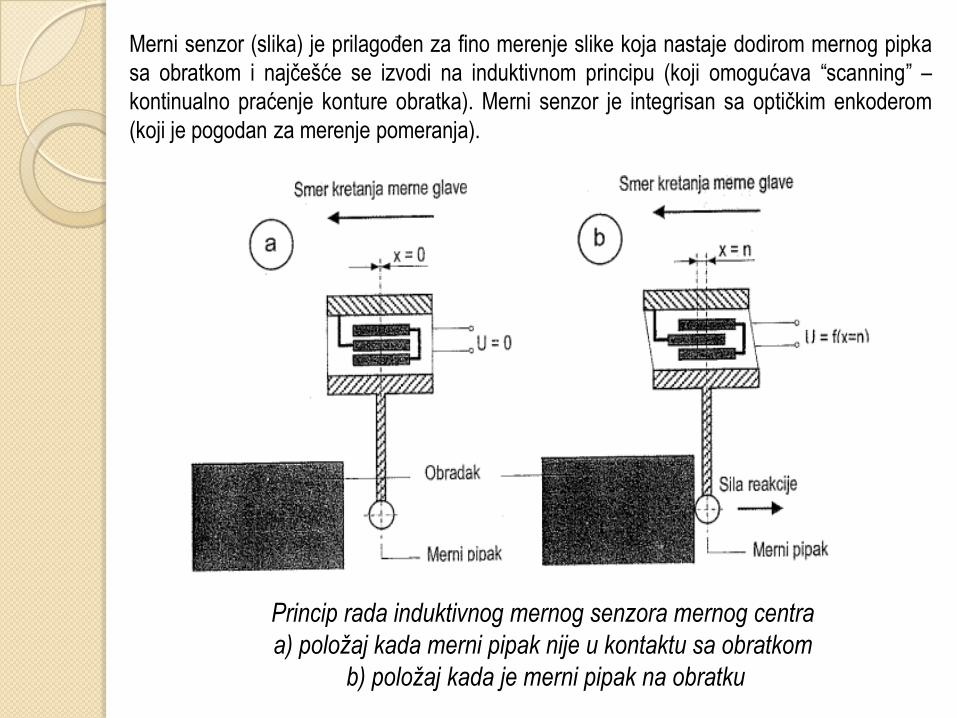
Merni senzor (slika) je prilagoĎen za fino merenje slike koja nastaje dodirom mernog pipka
sa obratkom i najčešće se izvodi na induktivnom principu (koji omogućava “scanning” –
kontinualno praćenje konture obratka). Merni senzor je integrisan sa optičkim enkoderom
(koji je pogodan za merenje pomeranja).
Princip rada induktivnog mernog senzora mernog centra
a) položaj kada merni pipak nije u kontaktu sa obratkom
b) položaj kada je merni pipak na obratku
Programiranje mernih centara
Skoro svi roizvoĎači mernih centara imaju sopstveni programski sistem za
programiranje, ali u osnovi svi se zasnivaju na dva programska sistema koji se
najviše koriste:
• NCMES (eng. Numerical Controlled Masuring and Evulation System), softver
razvijen u saradnji istraživačkih institucija univerziteta i visokih škola (Institut fur
Sreuerungstechnik – Universitat Stuttgart i RWTH – Aachen), proizvoĎača i
korisnika CMM mernih mašina u Nemačkoj.
• SCAI (eng. Software Controllo Automatico Inspector) softver, razvio italijanski
proizvoĎač NC mernih mašina Olivetti.
MERNI SISTEMI I SENZORSKA TEHNIKA
Signali mernih sistema i senzora se koriste kao ulazi računarsko upravljačkih sistema, na
osnovu kojih se realizuje upravljački algoritam kroz izvršavanje aplikativnog programa.
Danas u svetu postoji veliki broj proizvoĎača mernih sistema i senzora svih vrsta,
dimenzija i konstrukcijskih rešenja (Omron, Balluff, Simens, Allen i dr.).
Kod sistema fleksibilne automatizacijeje najvažnije pravilno odrediti merni sistem, koji će
zadovoljiti funkcionalne zahteve obradnog centra ili robotskog sistema, ili optimalno
definisati senzor koji će adekvatno reagovati na promenu stanja u tehnološkom procesu.
Merni sistemi i senzorska tehnika su jedan od najznačajnijih faktora programabilnog i
automatizovanog načina rada u FTS-u.

Ovi sistemi na obradnim centrima se ugraĎuju na module koji izvode glavna ili pomoćna
kretanja, tako da svaka NC- osa koja ima sopstveni pogonski sistem i sistem voĎenja ima i
sopstveni merni sistem, koji služi za direktno ili indirektno merenje pozicija alata u odnosu na
obradak tokom obradnog procesa. Integrisan merni sistem na obradnim centrima,
omogućuje povratnu spregu zatvorenog sistema NC upravljanja relativnim kretanjem alatau
odnosu na obradak (slika), što omogućava izradu mašinskih delova visoke tačnosti i kvaliteta
obraĎene površine


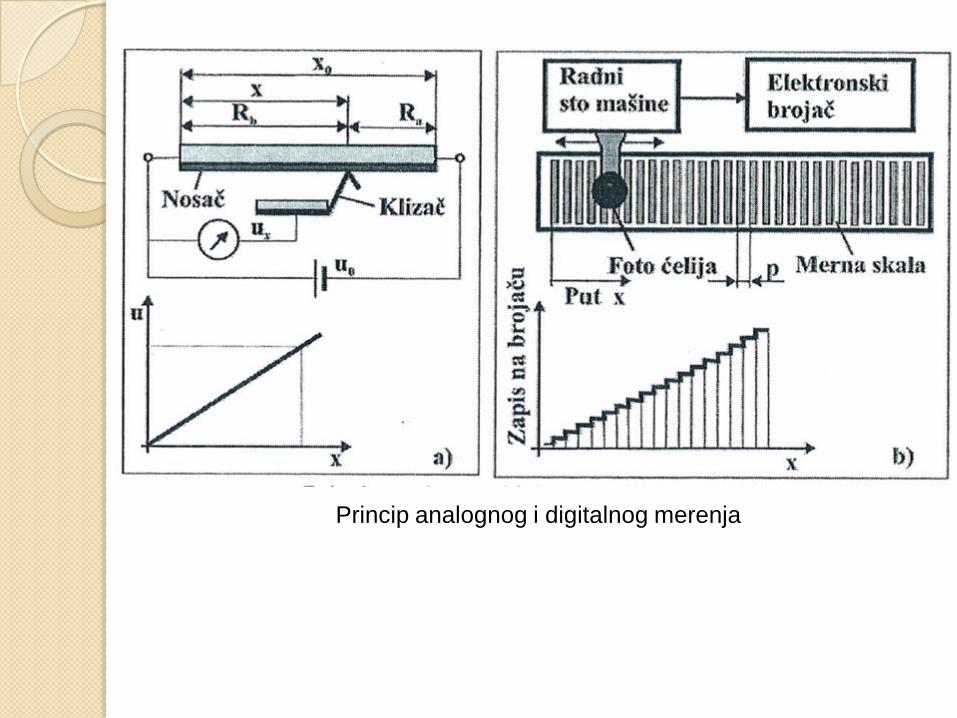
Princip analognog i digitalnog merenja




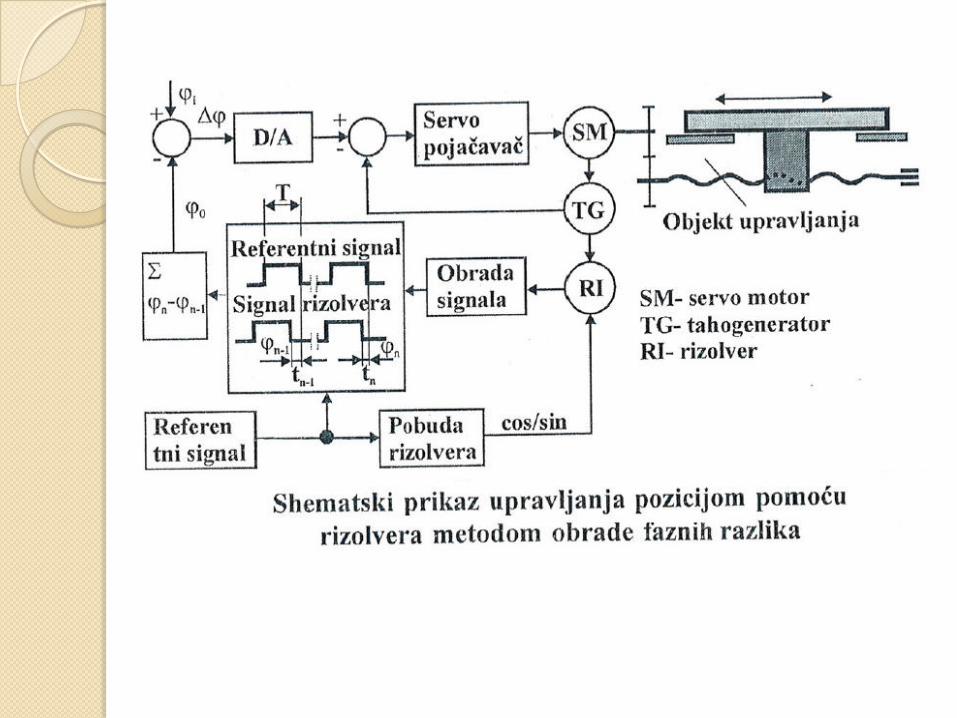
Rizolveri
Enkoderi
Enkoderi su merni sistemi koji služe prvenstveno za merenje linearnih i kružnih kretanja na
obradnim centrima, robotskim sistemima i drugim mašinskim sistemima kod kojih je
neophodno merenje rastojanja i brzine pri kretanju pokretnih modula. Postoje enkoderi za
merenje uglova – kružnih pomeraja i enkoderi za merenje dužine – u slučaju translatornih
kretanja. Oba tipa enkodera mogu biti sa apsolutnim i inkrementalnim principom merenja.
Apsolutni enkoderi
Apsolutni enkoderi za merenje kružnog kretanja sastoje se od statora i obrtnog diska, koji
imaju kodirane ugaone vrednosti u vidu različitih kombinacija proreza – segmenata na
koncentričnim stazama rasporeĎenih od periferije prema centru. Ako apsolutni enkoder ima
osam kanala on će identifikovati 256 različitih pozicija. Izvor svetlosti deluje na svaki
koncentrični kanal i pri pomeranju obrtnog diska u odnosu na referentni položaj, stvara se
impuls na fotodekoderu prema Gray-ovom ili BCD kodu, koji odgovara uglu zaokretanja.
Preciznost merenja je u zavisnosti od rezolucije enkodera.
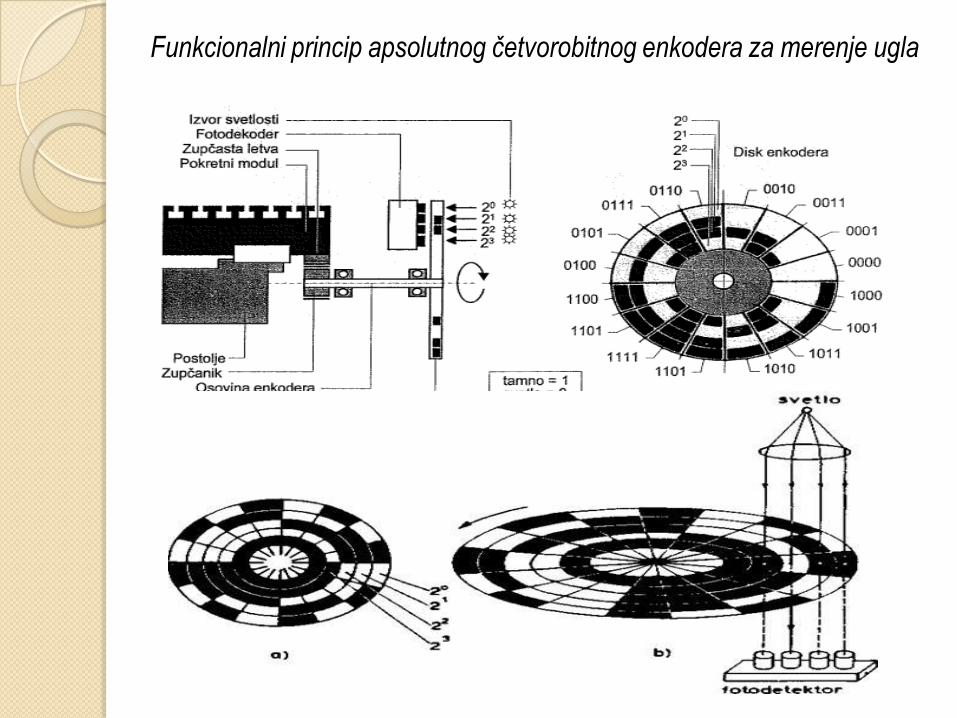
Funkcionalni princip apsolutnog četvorobitnog enkodera za merenje ugla

Inkrementalni enkoderi
Inkrementlni enkoderi za merenje kružnog kretanja se razlikuju od apsolutnih uglavnom po
principu identifikacije ugaone merne veličine. Inkrementalni enkoderi imaju obrtni disk sa
dve kružne inkrementalne skale na obodu. Te dve skale predstavljaju i dva kanala fazno
pomerena za ugao 90 stepeni i to jedna skala kanal A i drugi kanal B. Broj inkremenata
može biti različit, pri čemu veći broj inkremenata obezbeĎuje veću rezoluciju. Čitač sa
svetlosnim i fotodekoderom stvara naponske linije na oba kanala, pri čemu svaki impuls
predstavlja jedan ugaoni increment obrtnog diska. U zavisnosti od klase tačnosti rezolucija
inkrementalnog enkodera može biti u interval 250-2500 impulsa po okretanju.
Brojanjeminkremenata se identifikuje veličina kružnog kretanja koje izvodi obrtni modul.

Senzorska tehnika
Senzori su elementi koji služe za dobijanje signala signala kao nosilaca informacije o stanju
u fleksibilnom tehnološkom sistemu, u kome je automatizovan upravljački sistem.
Informacije o odreĎenom dogaĎaju u sistemu se generišu merenjem karakterističnih fizičkih
veličina i identifikaciom odreĎenih stanja, koja karakterišu tehnološki proces.
Senzori mogu biti izvedeni kao davači primarni osetljivi elementi koji pretvaraju fizičku
veličinu u neku drugu koja je pogodnija za merenje, transĎuseri – koji pretvaraju
identifikacionu fizičku veličinu u električni signal i transmiteri – merni pretvarači, koji
pretvaraju fizičku veličinuu standardni signal.
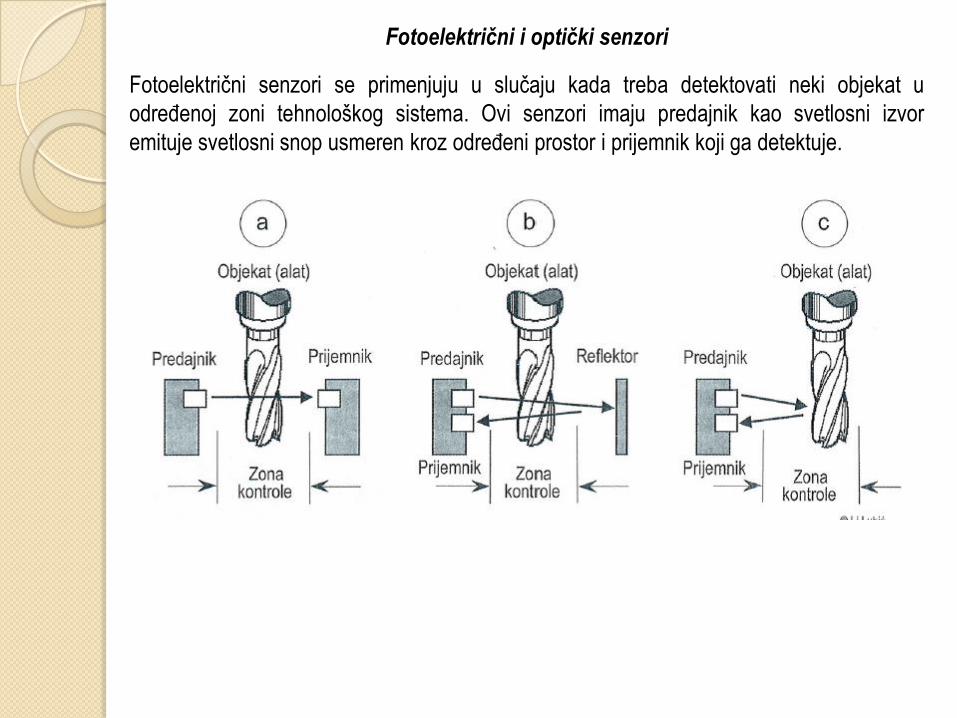
Fotoelektrični i optički senzori
Fotoelektrični senzori se primenjuju u slučaju kada treba detektovati neki objekat u
odreĎenoj zoni tehnološkog sistema. Ovi senzori imaju predajnik kao svetlosni izvor
emituje svetlosni snop usmeren kroz odreĎeni prostor i prijemnik koji ga detektuje.

Senzori za vizuelno prepoznavanje
Senzori za vizuelno prepoznavanje ili “vision” sistemi primenjuju se za vizuelnu kontrolu u
tehnološkom procesu FTS-a. Koriste se najčešće za prepoznavanje obradaka iz iste
familije delova koji se istovremeno obraĎuju u FTS-u, kako bi se sistem upravljanja
prilagodio tehnološkim specifikacijama svakog konkretnog obratka.

Senzori rastojanja
Senzori rastojanja se primenjuju u slučajevima kada je najpre neophodno detektovati
prisustvo nekog objekta u odgovarajućoj zoni, a zatim aktivirati prekidač u električnom
kolu kada je objekat detektovan na definisanom minimalnom rastojanju od glave senzora.

Senzori brzine
Senzori brzine se koriste uglavnom za upravljanje obimnom brzinom obrtnih modula a
postavljaju se na elektromotorima ili pogonskim vratilima. Mogu biti realizovani na različite
načine, a najčešće kao tahogeneratori, analogni i digitalni tahometri.
Senzori opterećenja
Senzori opterećenja se koriste da bi se u procesu obrade sprečila pojava velikih sila,
momenata i pritisaka koji bi mogli izazvati preopterećenje, deformacije ili lomove na
modulima obradnih centara.
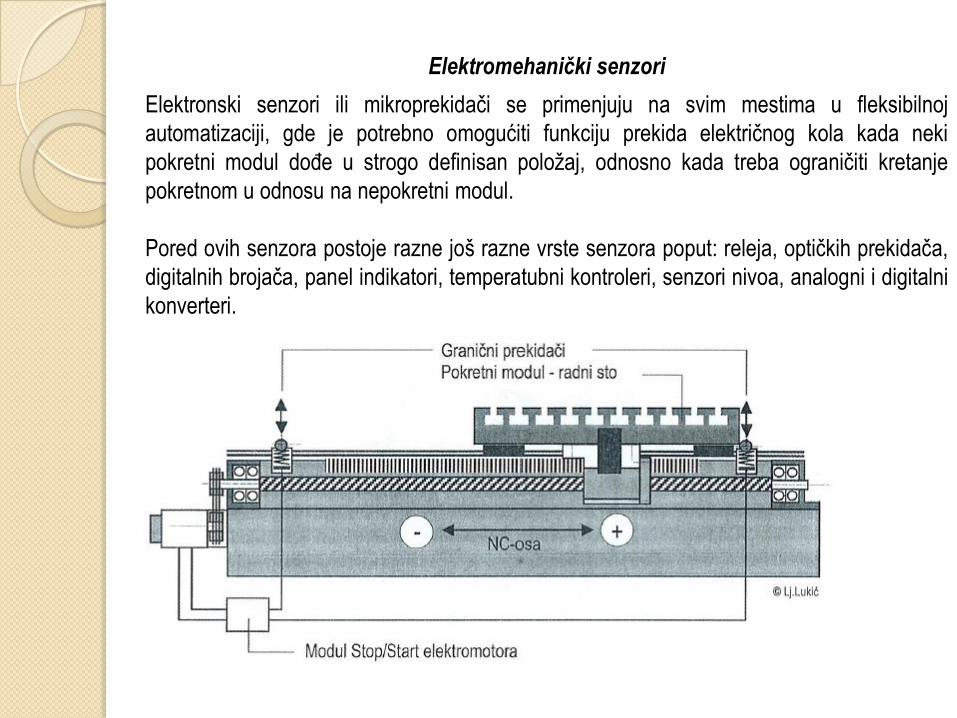
Elektromehanički senzori
Elektronski senzori ili mikroprekidači se primenjuju na svim mestima u fleksibilnoj
automatizaciji, gde je potrebno omogućiti funkciju prekida električnog kola kada neki
pokretni modul doĎe u strogo definisan položaj, odnosno kada treba ograničiti kretanje
pokretnom u odnosu na nepokretni modul.
Pored ovih senzora postoje razne još razne vrste senzora poput: releja, optičkih prekidača,
digitalnih brojača, panel indikatori, temperatubni kontroleri, senzori nivoa, analogni i digitalni
konverteri.
UPRAVLJAČKI SISTEMI U FLEKSIBILNIM
TEHNOLOŠKIM SISTEMIMA
Upravljački sistemi u fleksibilnim u FTS-u obuhvataju industrijske računare
i kontrolere koji upravljaju na više nivoa, svim funkcija proizvodnog
sistema.
Obradni centri imaju CNC upravljački sistem.
Radom robotskih sistema upravljaju RC kontroleri.
Transportnim sistemom upravljaju PLC kontroleri.
CNC upravljački sistem je specijalizovani računarski sistem, koji
obezbeĎuje korisnički rad u pogledu interaktivnog projektovanja NC
tehnologije, automatskog generisanja NC programa i izvršavanja NC
koda, koji upravlja kretanjima pokretnih modula obradnog centra
omogucuje DNC (eng. Distributed Numerical Control) komunikaciju sa
računarskim sisitemom ovog ili višeg nivoa upravljanja i obezbeĎuje
podatke tehničke dijagnostike obradnog procesa.
CNC upravljački sistem
Broj upravljivih NC-osa je osnovna karakteristika kapaciteta NC
upravljačkog sistema. NC upravljanje se odnosi uglavnom samo na
upravljanje relativnim kretanjem alata u odnosu na obradak, na osnovu
upravljačkog skupa strogo formalizovanih instrukcija u NC program, dok je
CNC concept dosta savremeniji sisitem upravljanja, proširen velikim
brojem korisničkih funkcija, koje omogućuju savremeni računarski sistemi
i PLC kontroleri integrisani sa CAD/ CAM radnim stanicama, serverima i
“cell” kontrolerom.

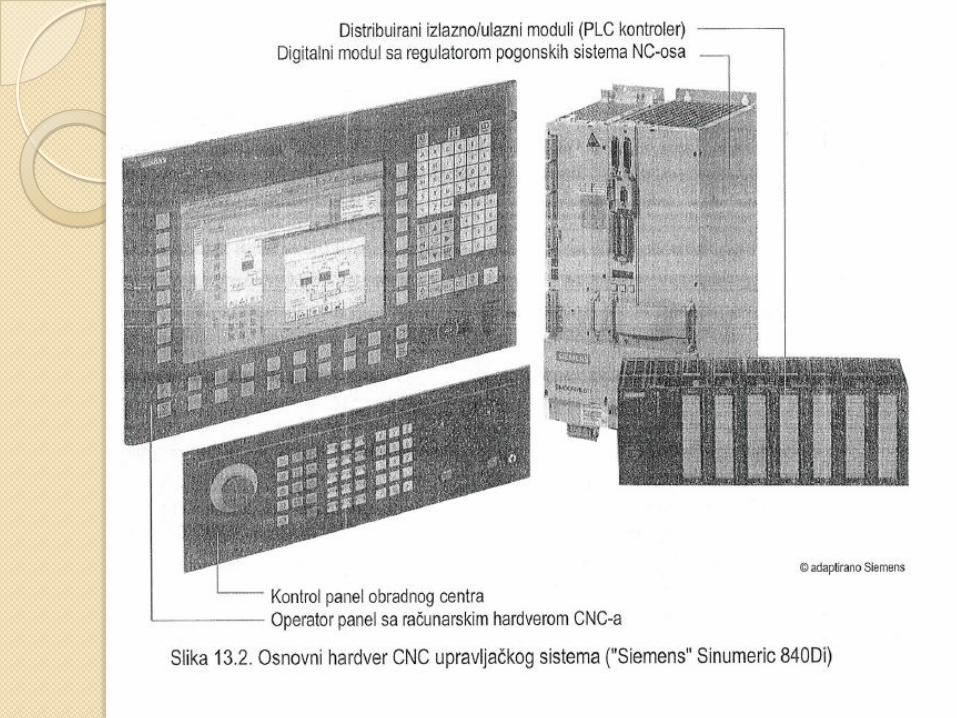
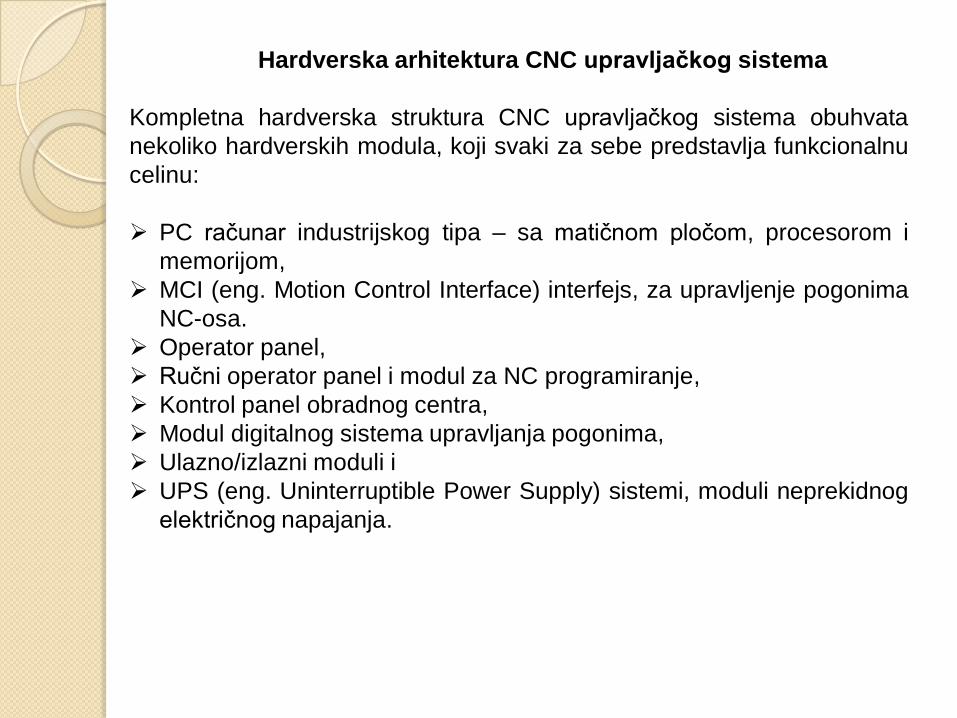
Hardverska arhitektura CNC upravljačkog sistema
Kompletna hardverska struktura CNC upravljačkog sistema obuhvata
nekoliko hardverskih modula, koji svaki za sebe predstavlja funkcionalnu
celinu:
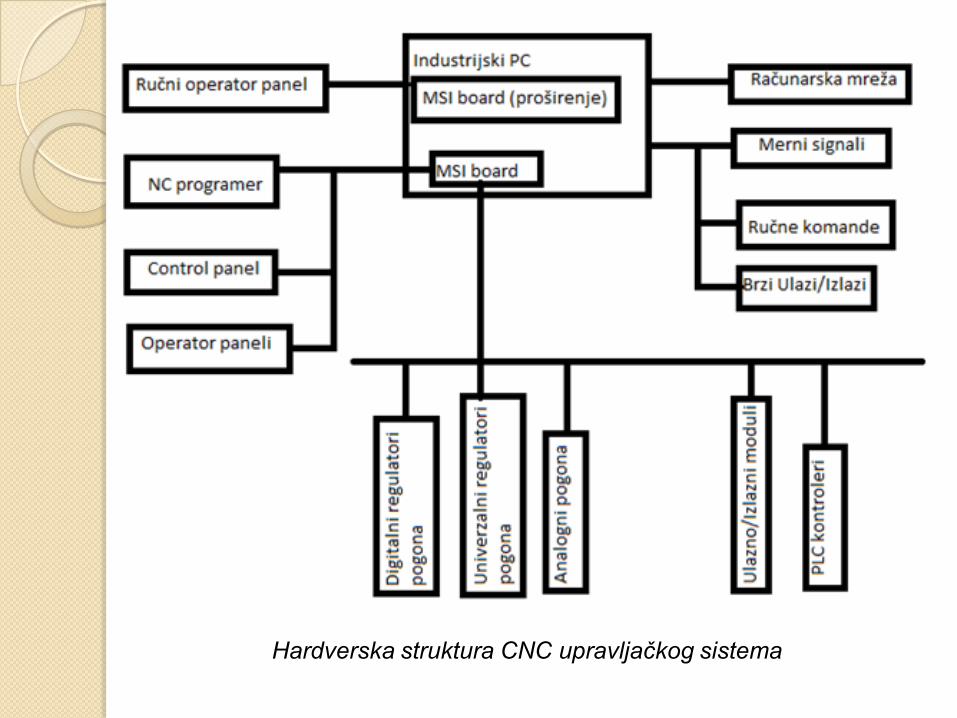
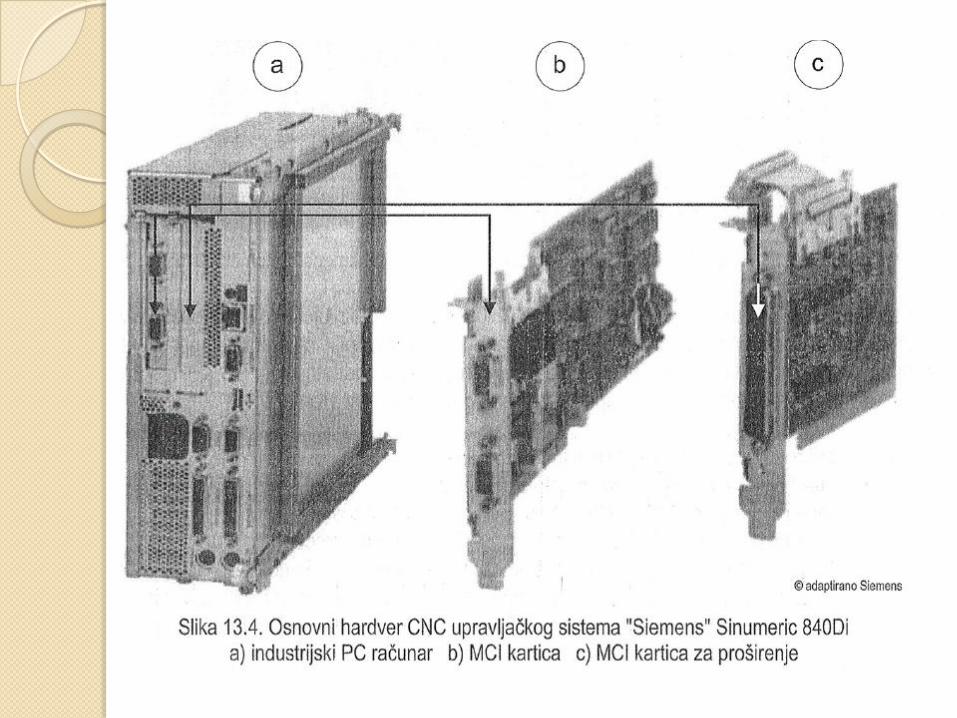
PC računar industrijskog tipa – sa matičnom pločom, procesorom i
memorijom,
MCI (eng. Motion Control Interface) interfejs, za upravljenje pogonima
NC-osa.
Operator panel,
Ručni operator panel i modul za NC programiranje,
Kontrol panel obradnog centra,
Modul digitalnog sistema upravljanja pogonima,
Ulazno/izlazni moduli i
UPS (eng. Uninterruptible Power Supply) sistemi, moduli neprekidnog
električnog napajanja.
Hardverska struktura CNC upravljačkog sistema
Softver CNC upravljačog sistema
Softver CNC upravljačkog sistema se sastoji od sistemskog i aplikativnog
sosftvera. Sistemski softver – operativni sistem CNC-a, mora biti
sposoban za „real time“ funkcionisanje i najčešće se koriste MS Windows
NT najnovije modifikovane verzije. Aplikativni softver CNC-a se sastoji od
nekoliko softverskih paketa:
Softver za startovanje CNC-a,
NC softver,
Dodatni softver,
HMI (eng. Human Machine Interface),
Softver za korisnički interfejs,
SinuCom NC,
SimoCom U,
PLC softvare.
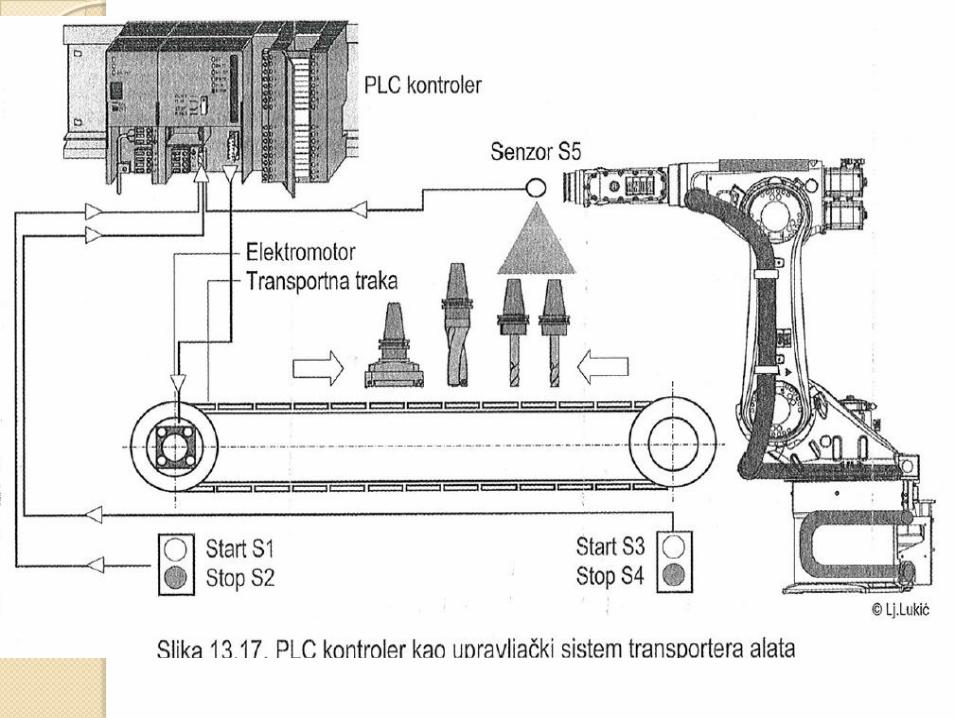
PLC kontroleri
PLC (eng. Programmable Logic Controller) kontroleri, kao univerzalni upravljački
sistemi, koriste se za upravljanje magacinom alata, izmenjivačem alata, izmenjivača
paleta, radom hidrauličkog i pneumatičkog sistema, funkcionisanjem zaštitne kabine
obradnog centra i automatskog centralnog transportnog sistema FTS-a. PLC
kontroleri su savremeni mikroprocesorski upravljački sistemi koji obezbeĎuju
fleksibilnu automatizaciju proizvodnih sistema i omogućuju da se povećanjem
fleksibilnosti obezbedi zadovoljavajuća produktivnost.
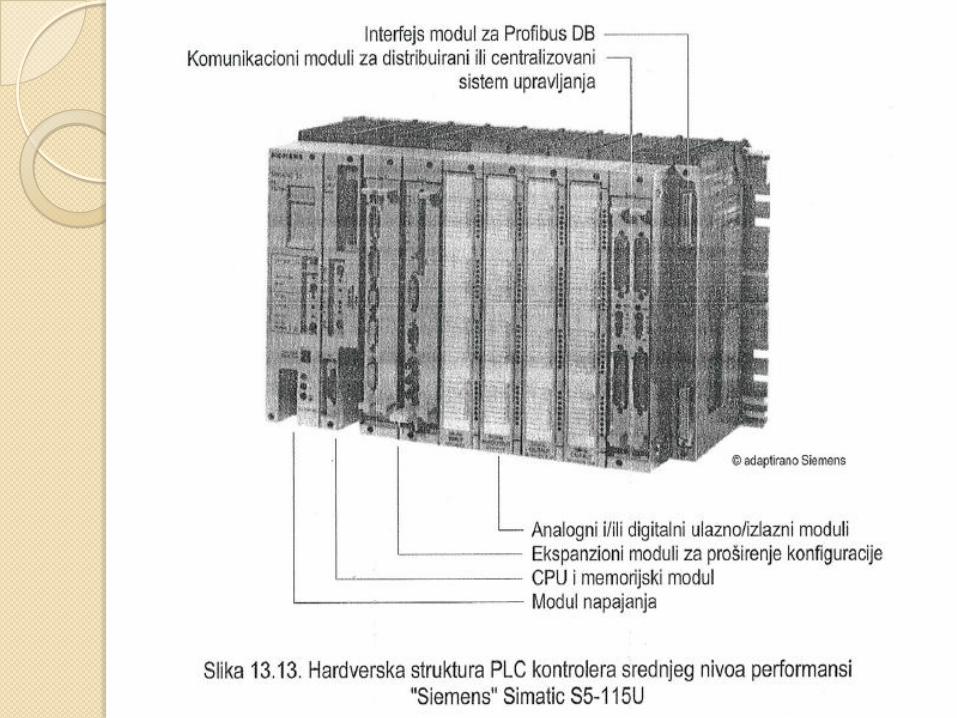
Struktura PLC kontrolera se sastoji od nekoliko integrisanih modula, pri čemu
svaki od njih predstavlja zasebnu funkcionalnu celinu, koja može biti izvedena na
različite načine sa različitim funkcionalnim karakteristikama. PLC se sastoji od:
Modul za napajanje,
Centralno procesorskog modula sa memorijom,
Ulazno/izlaznih modula,
Komunikacionog modula za umrežavanje i module za dodatne funkcije,
Sistem za programiranje.
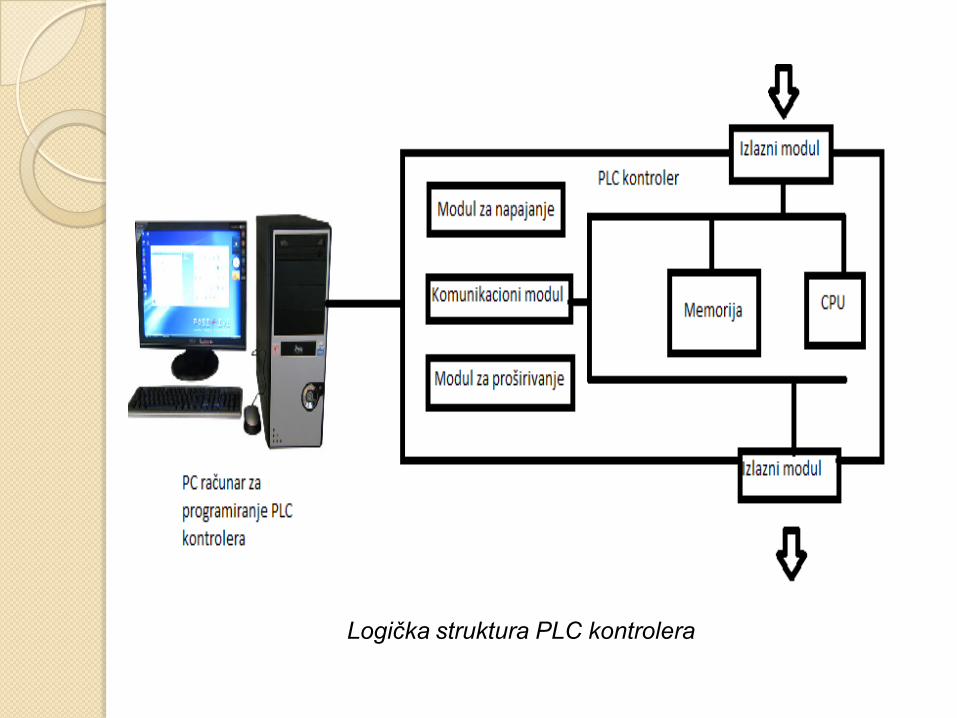
Logička struktura PLC kontrolera

Programiranje PLC kontrolera
Za programirabnje PLC kontrolera koriste se specijalizovani grafički i
tekstualni programski jezici definisani standardom IEC 1131-3.
Najpoznatiji grafički jezici su:
LAD (Ladder logic) lestvicasti dijagrami slicni relejnim shemama.
FBD (Function Block Diagram) funkcionalni blok dijagrami.
CFC (Continous Function Chart) funkcionalni blok dijagrami.
Najpoznatiji tekstualni programski jezici su:
INT (Instruction Lists) lista instrukcija,
STL (Statement List) lista iskaza,
SCL (Structured Conrol Languague) struktuirani jezici viseg nivoa.
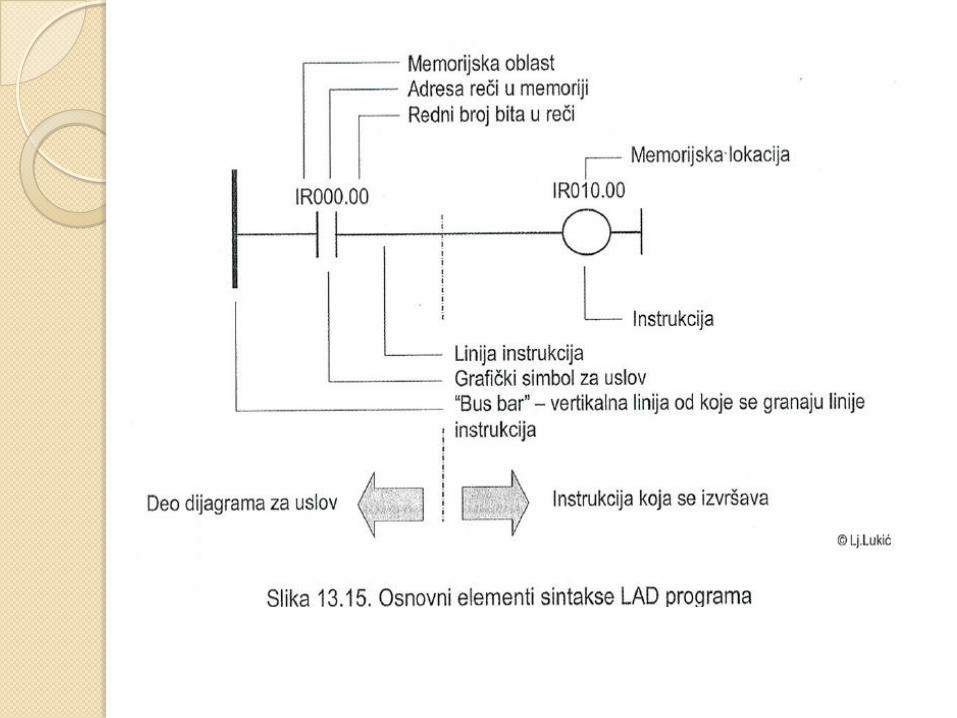
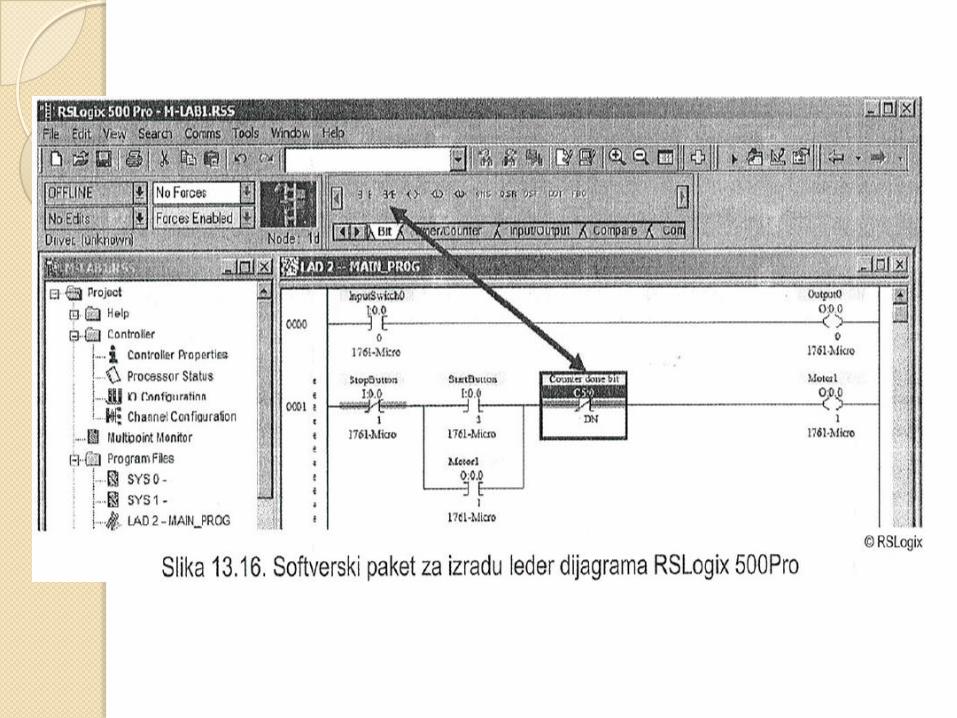
Najčešće korišćeni jezik za programiranje PLC kontrolera je LAD dijagram
(“leder dijagram”), koji podseća na relejne šeme i njegase još uvek ne
odriču i najpoznatiji proizvoĎači PLC kontrolera, iako danas postoje
tekstualni programski jezici koji daju visok nivo konfora pri programiranju
KONFIGURACIJE FLEKSIBILNIH TEHNOLOŠKIH
SISTEMA
Konfiguracije FTS-a podrazumeva raspored obradnih centara, robotskih
sistema, mašina za pranje obradaka, mernog centra, automatskog
transportnog sistema, bafera za odlaganje obradaka, pripremnih mesta i
drugis integrisanih sistema u proizvodnom prostoru.Postoje dve osnovne
konfiguracije fleksibilnih tehnoloških sistema:
FTS sa linijskim transportnim sistemom,
FTS sa slobodnim transportnim sistemom

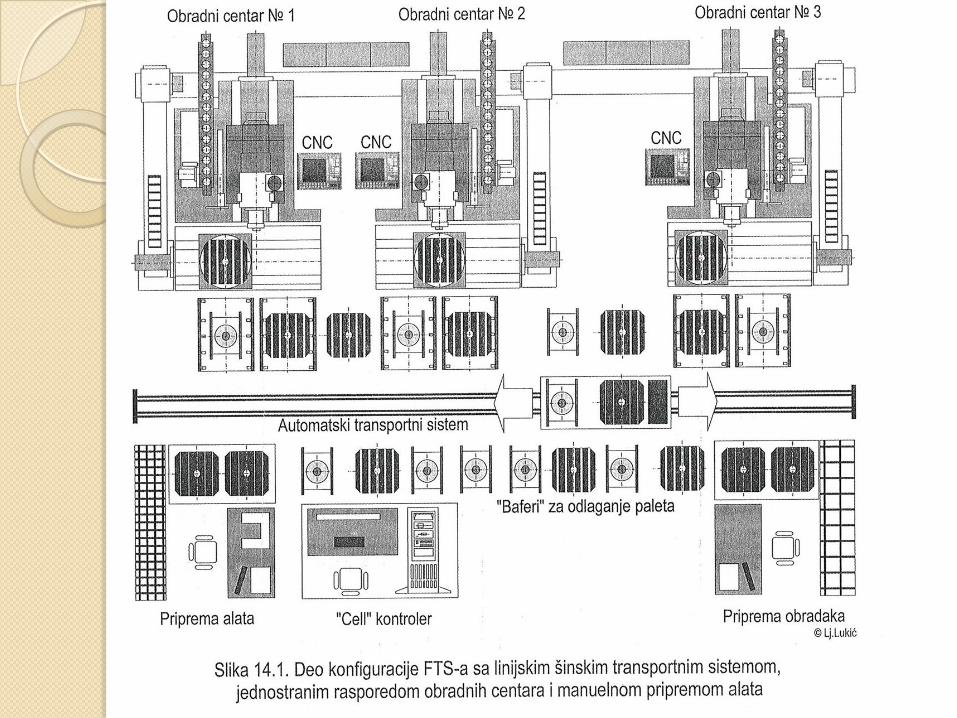
FTS sa linijskim transportnim sistemom
Konfiguracija FTS-a sa linijskim transportnim sistemom može biti
izvedena sa obradnim centrima rasporeĎenim sa jedne ili sa obe strane
transportnog sistema. Raspored obradnih centara, sa jedne strane
transportnog sistema se koristi kod manjih FTS-a, za izradu malog broja
različitih obradaka. Kada su obradni centri sa jedne strane, tada su
najčešće baferi za odlaganje paleta i pripremna mesta alata i obratka sa
druge strane transportne staze.
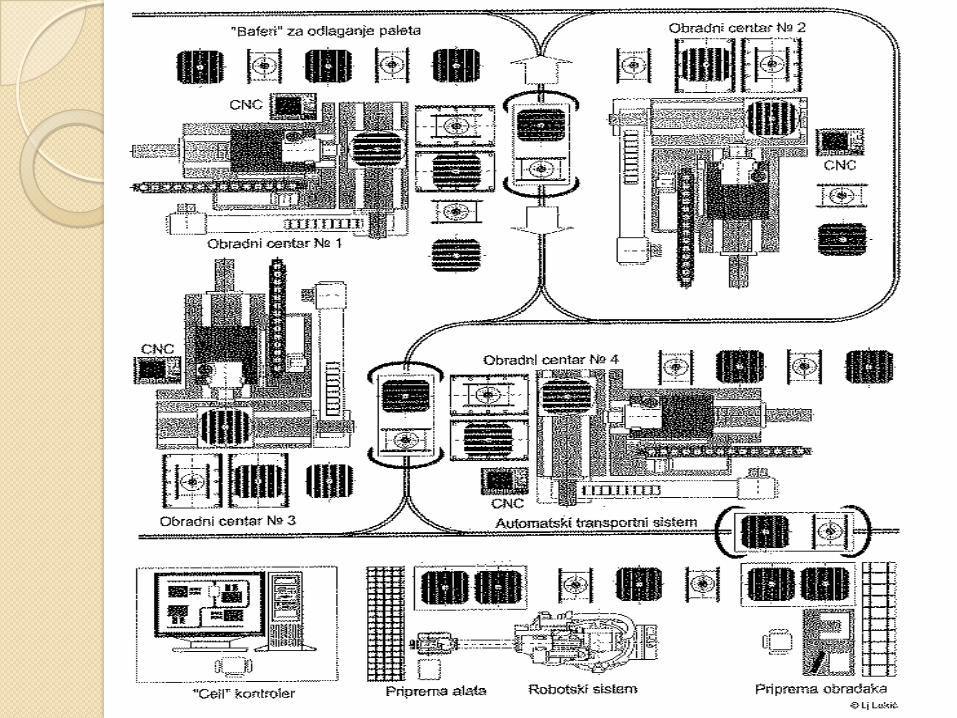
FTS sa linijskim transportnim sistemom u slučaju većeg broja obradnih
centara, robota, mašina za pranje i mernog centra, zasniva se na
obostranom rasporedu mašinskih sistema u odnosu na transporntu
stazu. Obradni centri su rasporeĎeni sa obe strane transportne staze, a
na prostoru izmeĎu paletnih izmenjivača postavljeni su “baferi” za
odlaganje paleta. Dvostrani raspored obradnih centara je kompaktniji,
pa je potreban manji broj “bafera” nego u slučaju jednostranog
rasporeda. Pripremna mesta se takoĎe postavljaju sa ove strane
transportne staze u zavisnosti od proizvodne hale u kojoj se FTS nalazi.


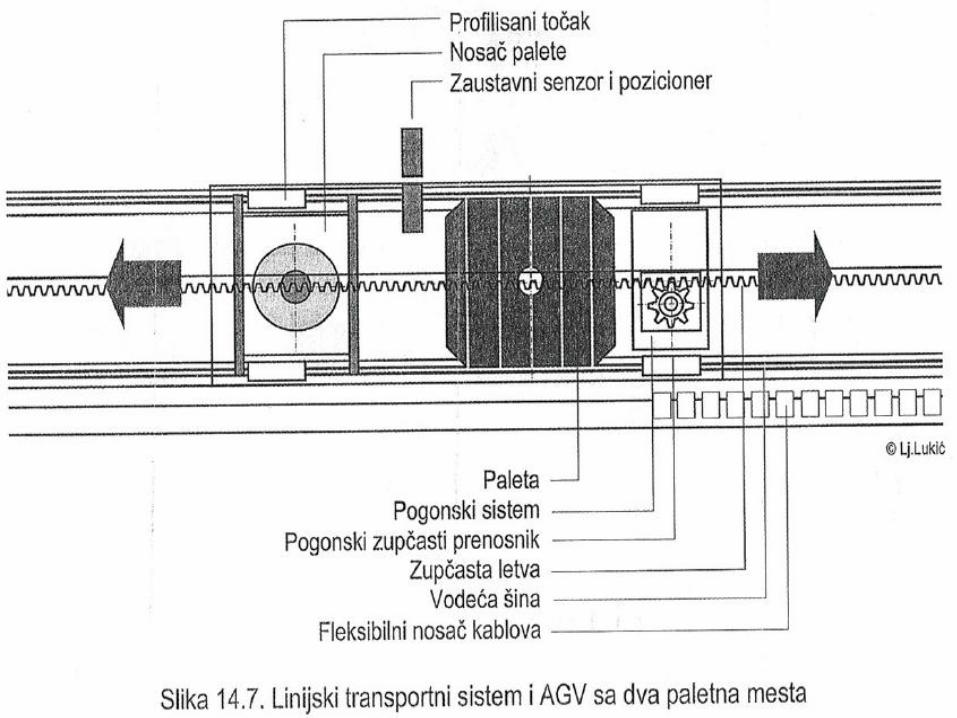
AGV za šinski transportni sistem
Šinski transportni sistem može biti linijski, kod koga AGV dolazi u zaustavnu poziciju
pravolinijskim kretanjem u jednom i drugom smeru, ili kružni u kome AGV može doći
u zaustavnu poziciju i jednosmernim kretanjem.
Konstrukcijsko rešenje vozila za šinski transportni sistem u FPS-u, najčešće se izvodi
na bazi pretvaranja obrtnog kretanja elektromotora u pravolinijsko kretanje vozila
prenosnim sistemom u kombinaciji zupčanika na vratilu elektromotora i ozubljenje
letve postavljene duž transportne staze.
Ozubljena letva može biti postavljena uz vodeću šinu ili po šredišnjoj osi izmeĎu šina.
Brzina kretanja AGV-a se reguliše frekventnim invertorom pogonskog elektromotora.
Pri kretanju AGV nosi kablove električnog napajanja i kablove upravljačkih signala na
posebnom nosaču duž transportne staze.