PAN系CFRPの現状と将来 - Nikkan...はじめに...
3
はじめに 本稿では、PAN系炭素繊維および炭素繊維強 化樹脂複合材料(以下CFRP ; Carbon Fiber Rein- forced Plasticsと略す)の現状と将来について述 べる。 炭素繊維の種類と特性 炭素繊維は、その素原料(プリカーサー)の違い から表1 のように分類される。これらのうち、現 在、世界中で工業製品として上市されているのは PAN系炭素繊維とピッチ系炭素繊維の2種類で、 うち大半がポリアクリロニトリル(PAN; Polyac- rylonitrile)繊維をプリカーサーとしたPAN系炭 素繊維である。 PAN系 炭 素 繊 維 は 直 径 5〜7μmの 単 繊 維 が 1,000〜50,000本集合したしなやかな束(トウ)と なったもので、トウを構成するフィラメント数に 表 1 炭素繊維の種類 原料/種類 分類(タイプ) グレード PAN系 (ポリアクリロニトリル) レギュラートウタイプ (1k〜24kの単糸の束) 高性能グレード ラージトウタイプ (40k以上の単糸の束) 汎用グレード ピッチ系 等方性タイプ 低性能グレード メゾフェーズ(異方性)タ イプ 高性能グレード レーヨン系 現在は生産されていない ─ 50 40 30 20 10 0 10 20 30 40 比弾性率(10 8 cm) 比強度( 10 6 cm ) 1. 軽い…比重は鉄の1/4 2. 強い…比強度は鉄の10倍 ・異方性を有する ・X線透過性、耐薬品性、耐熱性、耐低温性、他 6. その他 5. 錆びない 4. 寸法安定性…熱膨張しにくい 3. 変形しにくい…比弾性率は鉄の7倍 炭素繊維の特徴 PAN系炭素繊維 (高強度タイプ) アラミド ガラス チタン合金 スチール アルミ合金 PAN系炭素繊維 (高弾性率タイプ) ピッチ系炭素繊維 (高弾性率タイプ) 図 1 炭素繊維の特徴 (比強度: 単位重量の材料が壊れるまでに、どれだけの荷重に耐えられるか、すなわち、地球上の重力下で自重に耐えることのできる最 大長さに対応する指標 比弾性率:単位重量の材料に加わった荷重に対する変形しにくさを示す指標) 特集 • 拡大する CFRP の適用分野と可能性 • 東レ㈱ 京 Kyono 野哲 Tetsuyuki 幸 ACM技術部 チーフアドバイザー 〒520-8558 滋賀県大津市園山1-1-1 ☎077-533-8398 ••••••••••••••••••••••••••••••••••••••••••••••••••••••• ••••••••••••••••••••••••••••••••••••••••••••••••••••••• ••••••••••••••••••••••••••••••••••••••••••••••••••••••• ••••••••••••••••••••••••••••••••••••••••••••••••••••••• ••••••••••••••••••••••••••••••••••••••••••••••••••••••• ••••••••••••••••••••••••••••••••••••••••••••••••••••••• ••••••••••••••••••••••••••••••••••••••••••••••••••••••• ••••••••••••••••••••••••••••••••••••••••••••••••••••••• ••••••••••••••••••••••••••••••••••••••••••••••••••••••• ••••••••••••••••••••••••••••••••••••••••••••••••••••••• ••••••••••••••••••••••••••••••••••••••••••••••••••••••• ••••••••••••••••••••••••••••••••••••••••••••••••••••••• PAN 系 CFRP の現状と将来 解 説 30
Transcript of PAN系CFRPの現状と将来 - Nikkan...はじめに...

はじめに
本稿では、PAN系炭素繊維および炭素繊維強化樹脂複合材料(以下CFRP ; Carbon Fiber Rein-forced Plasticsと略す)の現状と将来について述べる。
炭素繊維の種類と特性
炭素繊維は、その素原料(プリカーサー)の違いから表 1 のように分類される。これらのうち、現在、世界中で工業製品として上市されているのはPAN系炭素繊維とピッチ系炭素繊維の2種類で、うち大半がポリアクリロニトリル(PAN; Polyac-rylonitrile)繊維をプリカーサーとしたPAN系炭素繊維である。
PAN系 炭 素 繊 維 は 直 径5〜7μmの 単 繊 維 が1,000〜50,000本集合したしなやかな束(トウ)となったもので、トウを構成するフィラメント数に
表 1 炭素繊維の種類原料/種類 分類(タイプ) グレード
PAN系(ポリアクリロニトリル)
レギュラートウタイプ(1k〜24kの単糸の束) 高性能グレード
ラージトウタイプ(40k以上の単糸の束) 汎用グレード
ピッチ系等方性タイプ 低性能グレード
メゾフェーズ(異方性)タイプ 高性能グレード
レーヨン系 現在は生産されていない ─
50
40
30
20
10
0 10 20 30 40比弾性率(108cm)
比強度(
106 c
m)1. 軽い…比重は鉄の1/4
2. 強い…比強度は鉄の10倍
・ 異方性を有する・ X線透過性、耐薬品性、耐熱性、耐低温性、他
6. その他5. 錆びない4. 寸法安定性…熱膨張しにくい3. 変形しにくい…比弾性率は鉄の7倍
炭素繊維の特徴PAN系炭素繊維(高強度タイプ)
アラミド
ガラス
チタン合金
スチールアルミ合金
PAN系炭素繊維(高弾性率タイプ)
ピッチ系炭素繊維(高弾性率タイプ)
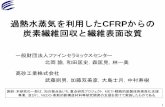
図 1 炭素繊維の特徴(比強度: 単位重量の材料が壊れるまでに、どれだけの荷重に耐えられるか、すなわち、地球上の重力下で自重に耐えることのできる最
大長さに対応する指標比弾性率:単位重量の材料に加わった荷重に対する変形しにくさを示す指標)
特集•拡大するCFRPの適用分野と可能性•
東レ㈱ 京Kyono野 哲
Tetsuyuki幸
ACM技術部 チーフアドバイザー〒520-8558 滋賀県大津市園山1-1-1☎077-533-8398
••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
PAN系 CFRPの現状と将来
解 説
30

応じてレギュラトウタイプとラージトウタイプに分類される。当社は、それら両者を製造する世界的シェアがおよそ50%の炭素繊維メーカーである。
図 1 に、炭素繊維の特徴と、さまざまな材料の比強度と比弾性率の比較を示した。この図から、両特性において、特にPAN系炭素繊維が、従来の工業材料より圧倒的に優れていることが容易に理解できる1)。
図 2 に示したとおり、PAN系炭素繊維は、原料となるアクリロニトリル(AN)を重合したPANを紡糸することによって製造されたPAN繊維をプリカーサーとし、これに耐炎化、炭素化(黒鉛化)、表面処理/サイジング処理を連続的に行うことによって製造される。
耐炎化工程ではPAN繊維が空気中200〜300℃の温度で加熱処理され、さらなる高温条件においても溶融しない環化構造を有する耐炎化繊維(炎に入れてもほとんど燃えない繊維)となる(通産省工業技術院大阪工業試験所の進藤昭男博士が1959年に発見した基本原理)。次の炭素化工程では、窒素などの不活性ガス中1000〜2000℃で加熱される。この工程を経ると炭素原子の組成が90%以上の炭素繊維ができる。黒鉛化工程では、炭素化工程に次いで不活性雰囲気下2000〜3000℃で加熱される。この工程を経ることによってより高い弾性率を有する炭素繊維(高弾性率タイプ)を製造できるが、高弾性率を目的としない炭素繊維の製造ではこの工程は実
施されない。最後の表面処理/サイジング工程は、炭素繊維とマトリックス樹脂との接着性や、高次加工工程でのハンドリング性向上を目的として実施される。
炭素繊維“トレカ”は当社が世界に先駆けて1971年に工業生産を開始したレギュラトウタイプのPAN系炭素繊維で、図 3 に示したとおり、さまざまなユーザの要求に応じた豊富な製品群を誇っている。従来、航空機二次構造材用途ではT300、圧力容器などの一般産業用途などではT700S、航空機一次構造材用途ではT800Sが代表的製品として使われてきたが、工業生産開始当初からの継続的な技術革新により、現在は、非常に
耐炎化
(200~300℃) (2000~3000℃)(1000~2000℃)
表面処理サイジング
炭素化(黒鉛化) 炭素繊維PAN重合・製糸
炭素繊維製造工程での化学構造変化
耐炎化繊維アクリル繊維
[AN]
[PAN]-(CH2 - CH)n-
CH - CNCH2
CN
=
酸化
重合
紡糸
炭素化
炭素繊維
-
CN CN CN CN CN CN
N N N N
図 2 PAN系炭素繊維の製法
弾性率(GPa)
7.0
6.0
5.0
4.0
3.0
2.0100 200 300 400 500 600
引張強度(
GPa) さらなる高強度・高弾性率化
高強度・高弾性率化、高生産性
第三世代(2010年代~)
第二世代(1980~2000年代)
第一世代(1970年代)
フィラメント数:12,000本~
フィラメント数:6,000~24,000本
工業生産開始した初期世代フィラメント数:3,000~6,000本
引張強度7GPa糸“T1100G”超高強度、高弾性率 MXシリーズ
T1100G
T1000G
T800S M40X
M35JM40J
M46JM50J M55J
M60J高強度高弾性率
MJシリーズ標準強度高弾性率
Mシリーズ
T700S
T300J
T300
M30
M40M46
M50
T800HM30S
超高強度高圧縮強度高弾性率
MXシリーズ
図 3 炭素繊維“トレカ”の製品群
312020年3月号(Vol.68 No.3)

高性能なT1100GやM40Xなどの新製品も上市されている2)。
CFRPとマトリックス樹脂
前述のとおり、炭素繊維は非常にしなやかなトウなので、それ自体では特に圧縮荷重の負担能力を有しない。したがって、マトリックス(母材)樹脂と組み合わせたCFRPの形態となってはじめて複合材料として機能する。紙面の都合で説明は割愛するが、CFRPが目標性能を発現するには、炭素繊維トウの特性のみならず、マトリックス樹脂の特性、および両者の相性が大きな鍵となる。
マトリックス樹脂の種類は、これまで射出成形用ペレットに用いられている汎用エンプラや、ビスマレイミドのような高耐熱熱硬化性樹脂以外はエポキシ樹脂が主流であったが、最近では高耐熱熱可塑性樹脂も用いられるようになってきており、今後はCFRP製品の用途、目的に応じてマトリックス樹脂が選定され、より適材適所的なCFRPの適用が進むと予想される。
炭素繊維製品形態とCFRPの成形法
図 4 に炭素繊維製品形態とCFRPの成形法をまとめた。
例えば、航空機部材やスポーツ用具のような用
途では、高い力学的特性が求められるので、繊維配列や繊維含有量がより重視され、炭素繊維を一方向に引きそろえたもの、あるいは、織物に加工したものにエポキシ樹脂を含浸させたシート状中間素材(プリプレグ)にいったん加工され、プリプレグを自動機など使って型の上に積層、賦型し、次いでオートクレーブやオーブンの中で加熱、加圧させてCFRP製品形状に成形される。
一方で、コストがより重視される一般産業用途を中心として、プリプレグを経由せずに、ドライ
(樹脂の付与されていない状態)な炭素繊維織物などの中間賦型体(プリフォーム)を形成し、それに直接液状樹脂を注入するRTM(Resin Transfer Molding)成形や、不連続繊維と熱可塑性樹脂を組み合わせた中間素材(長繊維/短繊維ペレット)の射出成形などが、最終製品形状、数量などに応じて適用される。
上述のとおり、CFRPには最終製品となるまでに素材選定、設計、成形加工の工程など、多種多様のバリューチェーンがある。したがって、CFRPの新規用途開発においては、最終製品の形状、寸法、性能、数量、要求コストなどを十分に熟慮したうえで、最終製品に到達するのに最適なバリューチェーンを決める作業工程が必須、かつ非常に重要である。
炭素繊維
織物
プリプレグ UDテープ
フィラメントワインディング
プルトルージョン
オートクレーブ
オーブン
プレス
樹脂 RTMVaRTM
RTMA-VaRTM
樹脂
射出
長繊維ペレット 短繊維ペレット
SMCスタンパブルシート
編み物 ランダムマット
NCF
炭素繊維
基材(樹脂なし)
基材(樹脂*あり)
成形
チョップド ミルド
射出
スプレー
プレス
プレス
*樹脂:熱可塑性樹脂、熱硬化性樹脂など
図 4 炭素繊維製品形態とCFRP成形法
32