The 3rd lih pao international sculpture biennial awards 2015第三屆雕塑雙年獎手冊
高純淨粉體的製造
電子束3D列印技術
替金屬積層製品表面去角質
無性種子的綠色革命
硼的自述
金屬3D列印技術
523NO.
中華民國 105 年 7 月
中華民國
年
月
NO.
科技部
105
Science Developm
ent
科學發展
7
52
3
Science Development
中華民國 105年 7月
Science Development 523NO.
出版者:科技部
發行人:裘正健
地 址:106 台北市和平東路 2段 106號電 話: 02-2737-7539傳 真: 02-2737-7248網 址: http://ap0922.most.gov.tw/sd/
編輯委員會
召 集 人:裘正健編輯委員兼總編輯:馬哲儒
編輯委員兼執行編輯:張鑑祥
編輯委員:方力行 / 王道還 /李再長 / 李百祺 / 李秀珠 / 李國偉 / 周進洋 / 林崇熙 / 易台生 / 洪茂峰 / 唐震寰 / 徐善慧 / 郭耀煌 / 陳炳宏 / 黃文璋 / 蔡少偉 / 蔡新聲 / 蔡聖鴻 / 顏嗣鈞 / 蘇安仲
助理編輯:洪美慧
編輯助理:黃利鑾 / 何欣穎 / 鍾美容
稿件投寄:稿件 1式 3份及電子檔,請寄《科學發展》月刊編輯部地 址:701 台南市大學路 1號 成功大學化工系電 話:06-2383072 傳真:06-2383085E-mail: [email protected]
美術編輯:種子發多元化廣告有限公司
地 址:11054 台北市信義區基隆路 2 段 189 號 9 樓之 9 電 話:02-23773689
印 刷 者:凌祥彩色印刷股份有限公司地 址:235新北市中和區中山路 2段 340巷 26號 1樓 電 話:02-22458163
定 價:每冊新台幣 120 元 1 年 1,200 元(2 年以上另有優惠價)美金 5 元 1 年 50 元
運費另計
訂閱辦法:
1. 五南網路書店:http://www.wunanbooks.com.tw/2. 郵政劃撥:帳號:22255688戶名:五楠圖書用品股份有限公司
電話:04-243780103. 國外訂戶請以美金支票寄交本部(受款人:科技部)
展售門市
國家書店松江門市
地址:台北市松江路 209號 1樓 電話:02-25180207三民書局
地址:台北市重慶南路 1段 61號 電話:02-23617511五南文化廣場
地址:台中市中山路 6號 電話:04-22260330青年書局
地址:高雄市青年一路 141號 3樓 電話:07-3324910
免費線上訂閱電子報:https://www.most.gov.tw/中華郵政台北雜字第 2044號執照登記為雜誌交寄
雕塑是一種三維(3D)空間形象的視覺藝術。大家常把雕與塑混稱在一起,須知二者手法正好相反。雕是通過材料的減除來造型,而塑用的卻是材料疊加的方式。電腦與自
動化機械的進步使雕與塑都更為便利,把藝術的領域擴大了,但並不能取代原有以人工的
表現方式。以平面藝術為例,攝影的作品雖與實景更為接近,但取代不了畫家油畫、水彩、
國畫……的作品。
3D列印或稱為積層製造可能起始於文創藝品的製作,當時所用的是高分子材料,配合材料的特性發展出一套製造程序。當需要以金屬為材料時,難免沿襲使用高分子材料時
的思維而將金屬粉末化。如果沒有這些既有的經驗而直接設計以金屬為材料的積層製造程
序,結果是否會和現在的一樣?到了目前,在製作方向的創新上已經有了長足的進步。
金屬粉末多是在高溫熔融後靠高速離心甩出或噴霧方式製備的。佐以急速冷卻便與非
晶質 (amorphous)金屬的製備相同了。若能設法阻止其再結晶,所得 3D列印產品的性能會非常卓越的。
在藝術家的工作中,並沒有一條規定說:雕的人只管雕,不可以塑,塑的也不可以雕。
實際上他們一定是雕與塑並用的。一尊塑像初步完成後,少不得要用雕刀修飾一下,再以
粗細不同的砂紙打磨光滑。因此,加法與減法並用的複合積層製造是必然會發展出來的。
3D列印雖然是一種尚在開發中的技術,有待突破之處還很多,但有識之士早已體會到它在未來的重要性。《經濟學人》在 2011年就有以下的論述:「三維列印使得生產單個物品與批次生產幾乎一樣便宜,這就削弱了規模經濟。它對社會的影響的深遠可能同
1750年的蒸氣機,1450年的印刷機和 1950年的電晶體一樣,沒人能輕易預料。它迅速發展著,對每個相關領域都產生巨大的影響。」
是的,金屬 3D列印的影響絕不止於機械製造方面。若問什麼是相關領域,倒不如問哪個領域不與其相關。它在家庭生活中的應用會越來越多,使家居和工作場所間的界線變
得模糊,因而撼動社會的架構。隨著物品複製的難度越來越小,保護智慧財產權法令的執
行也就越來越困難了。
最近在美國佛羅里達州奧蘭多一家夜店中發生了死亡 50人的槍擊慘案,震驚全世界。試想如果任何人只要拿到一份 3D列印的電腦軟體,就可以在家裡複製一把手搶的話,這個世界會成為什麼樣的景象?
無論如何,金屬的 3D列印的蓬勃發展是一個擋不住的趨勢,有許多令人憂心的地方,但回顧兩百多年前,冒著黑煙在鐵軌上行駛的火車,不是也曾令許多人憂心嗎?
編者的話
01科學發展 2016年 7月│ 523期
編者的話01
專題報導
523NO.
04 金屬 3D 列印技術 呂英誠
06 高純淨粉體的製造 蔡孟修
旋轉電極製粉法能避免與耐火材料接觸,可產生高潔淨度的金屬粉末。
10 金屬粉末的製程與應用 黃揚升
在金屬粉末材料中,鈦合金是目前 3D列印材料的發展重點之一。
16 電子束 3D 列印技術 郭哲男、蘇郁倫
電子束的功率高,且不會被金屬表面反射,因此有較大的熔融區域。
20 與時間競賽的複合積層製造
既保留了柔性加工時的優點,又發揮了高速切削精度好的特長,符合快速生產的需求。
28 金屬積層製造的化妝師 — 3D 列印後的處理加工
噴砂、CNC超音波震動輔助磨削、雷射平坦化和電解拋光等都是3D列印的後處理技巧。
34 替金屬積層製品表面去角質
磨料流動加工是利用上下運動擠壓的方式進行拋光、去毛邊及倒角的加工。
40 客製化顱顏顎修復 彭耀德
依據電腦斷層影像資料,搭配電腦設計規劃,可提供創傷修復更高的精確性及美觀性。
一般報導
44 無性種子的綠色革命 張松彬
無性繁殖可能造成生物多樣性降低的生態環境浩劫,在操作時須更加謹慎。
中華民國 105年 7月
目 錄
02 科學發展 2016年 7月│ 523期
許富銓、王祥賓、鄭元傑
陳冠佑、呂英誠
洪宗彬、王祥賓、王鍏晴
陳尹銜、許富銓、呂英誠
江文欽、吳文傑、林大裕
許富銓、呂英誠

04 金屬 3D 列印技術 呂英誠
06 高純淨粉體的製造 蔡孟修
旋轉電極製粉法能避免與耐火材料接觸,可產生高潔淨度的金屬粉末。
10 金屬粉末的製程與應用 黃揚升
在金屬粉末材料中,鈦合金是目前 3D列印材料的發展重點之一。
16 電子束 3D 列印技術 郭哲男、蘇郁倫
電子束的功率高,且不會被金屬表面反射,因此有較大的熔融區域。
20 與時間競賽的複合積層製造
既保留了柔性加工時的優點,又發揮了高速切削精度好的特長,符合快速生產的需求。
28 金屬積層製造的化妝師 — 3D 列印後的處理加工
噴砂、CNC超音波震動輔助磨削、雷射平坦化和電解拋光等都是3D列印的後處理技巧。
34 替金屬積層製品表面去角質
磨料流動加工是利用上下運動擠壓的方式進行拋光、去毛邊及倒角的加工。
40 客製化顱顏顎修復 彭耀德
依據電腦斷層影像資料,搭配電腦設計規劃,可提供創傷修復更高的精確性及美觀性。
一般報導
44 無性種子的綠色革命 張松彬
無性繁殖可能造成生物多樣性降低的生態環境浩劫,在操作時須更加謹慎。
14
75
2150 硼的自述 蘇明德
硼不僅是植物也是動物包括人類必需的元素。
60 最具威脅性的海中武器 柯永澤
一艘傳統潛艦長度大約 65 ∼ 70 公尺,各種功能系統達 120 個左右。
66 空中與水下的搜尋技術 陳南初
以現今的雷達可以測到微小的目標以及其速度和加速度;靠水下拖船可以搜尋海底附近的水域。
台灣新發現
72 從資訊沙河中淘金 范賢娟
74 植物在逆境中的生存之道 吳美枝
科技新知
76 手機電磁波能「延年益壽」?∕喝咖啡有益健康∕狐獴∕
捕蠅草的演化∕封存 CO2的新辦法∕
5,000年前的中國啤酒
王道還
80 罪犯的容顏 ─ 早期犯罪學與體質人類學的一章 李尚仁
03科學發展 2016年 7月│ 523期
科學、技術與社會
金屬3D列印技術呂英誠│專題報導特邀編輯
金屬工業研究發展中心
自從《經濟學人》雜誌於 2011年把 3D列印或稱為積層製造(additive manufacturing, AM)視為第三波工業革命後,積層製造已經成為一門顯學,是一種近代革命性的先進製造技術。有不少工業界人士從工
業生產線的角度看 3D列印而有所質疑,但很多人依然認為它可以提供中小企業或創新創業的契機。尤其近幾年掀起世界各地文創風潮,台灣更積
極推廣應用在文創產業上,成效斐然。這期的專題報導探討 3D列印未來應用在工業界的議題,希望藉此啟發讀者了解 3D列印未來在產業上的可能運用。
積層製造技術採用「加法式製造」,有別於傳統的「減法式製造」。
它的原理是使用者透過電腦繪製零件的設計圖或掃描現有物件,接著以積
層製造設備把原材料層層堆疊起來,最終形成堅固的物件。目前更有日
專題報導
04 科學發展 2016年 7月│ 523期
本廠商研發出加減法混合的積層製造技術,可符合產品尺寸精度與表面粗糙度的需
求。台灣的積層製造產業尚處於萌芽階段,發展方向主要包括材料設計分析、試作、
量產、測試驗證、行銷推廣等項目,而目前主要的缺口有:利基粉末材料、利基材
料積層製造製程、利基材料積層製品後處理技術等。
這期專題報導聚焦在醫療器材應用領域。在醫材領域,積層製造是直接應用於
完成品的製造,有別於在消費性電子產品與汽車領域僅應用於快速原形的製作。產
業分析專家更大膽預測,在 20年內將有 80%以上的醫材植入物是以積層製造方式生產的。
目前全球金屬生醫材料以不銹鋼、鈦合金及鈷基合金為大宗,約占全球生醫材
料的 40%左右。有效運用積層製造技術,可結合利基醫用合金,轉朝重視功能性材料、個人化差異、客製化方向發展,如牙科、骨科產品,對臨床品質的提升與治療
更有效益,且有助於國內醫療器材產業拓展高階產品市場,擺脫殺價競爭的紅海市
場。金屬醫材積層製造目前僅局限於鈦金屬與鈷鉻合金,應用產品集中在骨科植入
物、創傷與手術器材、牙冠等。然而,積層製造後的產品不像電影中能馬上使用,
因為有尺寸精度不足、表面粗糙度過粗等缺點,所以必須藉由後處理加工才能達到
商品化的需求。
這期專題報導涵蓋積層製造用粉末、積層製造技術、後處理及產業應用等的觀
點,共有 7篇文章,包含:積層製造用粉末 2篇:高純淨粉體的製造、金屬粉末的製程與應用;積層製造技術 2篇:電子束 3D列印技術、與時間競賽的複合積層製造;積層製造後處理技術 2篇:金屬積層製造的化妝師—3D列印後的處理加工、替金屬積層製品表面去角質;積層製造的產業應用 1篇:客製化顱顏顎修復。
05科學發展 2016年 7月│ 523期
專題報導
0706 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
高純淨粉體的製造
蔡孟修
積層製造技術主要用來製造「形狀與設計一致」、「尺寸符合公差適合度」、
「成品具使用功能」的成品。
《經濟學人》指出,製造業的數位化與社群化會掀起第 3次工業革命,
而最關鍵的技術就是積層製造,最主要的材料則是高純淨粉體。
第 3次工業革命
自從《經濟學人》雜誌於 2011年把積層製造(3D列印)視為第 3波工業革命後,它已經成為一門顯學。
積層製造技術又稱快速成形技術,是
近代革命性的先進製造技術。這技術源於
美國,經過二十多年的不斷改進已經日臻
成熟,主要用以製造符合 3F原則的成品—形狀(form)與設計一致、尺寸符合公差適合度(fit)、成品具使用功能(function)。
與傳統的「減法式製造」不同,積層
製造技術採用「加法式製造」,即使用者
以電腦繪製零件的設計圖或掃描現有物件,
再以積層製造設備把原材料層層堆疊形成
堅固物件。
根據《Wohlers Report 2013》報導,積層製造市場在 2012年持續成長,設備、服務與材料區塊的產值從 2011年的 17億美元增加到 22億美元,預估至 2019年會超過 65億美元。
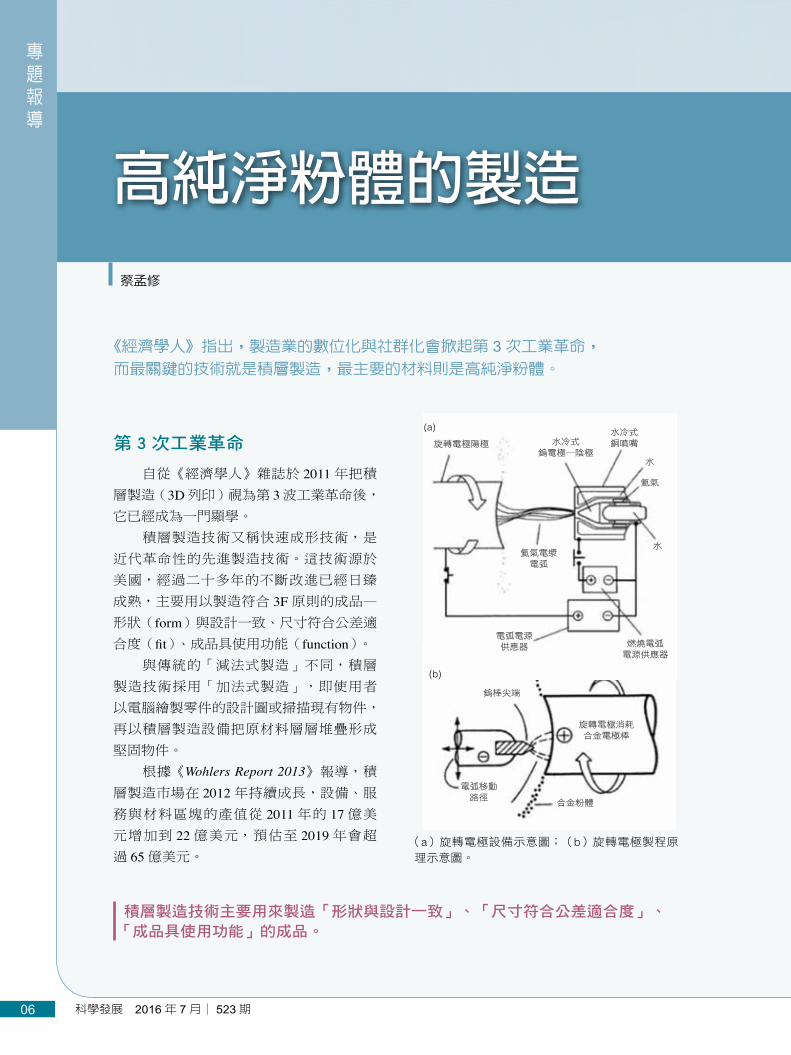
(a)旋轉電極設備示意圖;(b)旋轉電極製程原理示意圖。
旋轉電極陽極 水冷式 鎢電極─陰極
水冷式 銅噴嘴
水
水
電弧電源供應器
(a)
(b)
氦氣電漿電弧
燃燒電弧電源供應器
旋轉電極消耗合金電極棒
鎢棒尖端
電弧移動路徑
合金粉體
氦氣
0706 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
積層製造技術採用「加法式製造」,即以電腦繪製零件的設計圖或掃描現有物件,
再以積層製造設備把原材料層層堆疊形成堅固物件。
金屬積層製造技術透過設備、金屬粉
末材料與成形技術製造出積層金屬製品,
雖可彌補傳統減法製造工藝無法實現的複
雜形狀金屬成品的製造,但成本較高,且
在實際應用時也有尺寸精度、表面粗糙度、
邊角毛邊、與燒結製程緊密關聯的機械強
度等問題需克服。然而,金屬製品才是積
層製造技術的真正機會,探索積層製造用
的高純淨粉體已是當務之急。
高純淨合金熔煉技術
高純淨合金如鈦合金,其熔煉按照是
否需製作海綿鈦電極,可分為需要把海綿
鈦製作成電極的真空電弧重熔、不需要把
海綿鈦製作成電極的電子束熔煉與等離子
弧光熔煉。
真空電弧重熔的熔煉速率快,能生產
大型鑄錠,全世界 85%的鈦金屬是以真空電弧重熔生產的,是生產純鈦及鈦合金鑄
錠的主流方法。真空電弧重熔爐主要包含
電源供應器、水冷銅坩鍋、真空腔體及海
綿鈦電極鑄錠四大構件。其電極鑄錠製作
方式有兩種,一是利用真空感應熔煉爐直
接澆鑄出電極,另一是利用油壓機把粒狀
金屬原料加壓成電極形狀,適用於一些熔
點高且活性大,易與氧化物坩鍋反應的金
屬,如鈦、鎢、鋯等。
真空電弧重熔爐熔煉時,主要是利用
電極鑄錠與水冷銅坩堝之間產生的電弧使
電極鑄錠熔化,金屬液滴滴落水冷銅坩堝
中形成熔池。由於熔湯熱量被水冷銅坩鍋
帶走,因此鑄錠組織較一般鑄造的鑄錠細
緻均勻。
電子束熔煉主要是在真空下以電子束
當作熱源進行熔煉,適合生產高熔點、高
活性的金屬。這方法所用的原材料可以是
海綿鈦、回收料等,目前回收料用量最高,
可是海綿鈦不需壓實成塊就可熔煉(這句
請作者在校閱時潤飾/確認),常用於回
收純鈦的熔煉。熔煉後鈦錠呈方形,不需
鍛打可直接軋延。因在高真空下熔煉,雜
質元素揮發除去的同時,被熔金屬元素也
會揮發,鈦合金熔煉不易。回收鈦中的低
密度及高密度雜質都可除去。
等離子弧光熔煉與電子束熔煉相同,
所用的回收鈦及海綿鈦不需壓實成塊就可
熔煉,熔煉後的鈦錠呈方形,可直接軋延。
由於等離子弧光熔煉可在大氣或保護性氣
體下進行,可避免 Al、Sn、Mn、Cr等高揮發性元素揮發,適合熔煉鈦合金。熔煉時,
He或 Ar等離子高速旋轉衝擊熔湯產生攪拌效果,有助於成分均勻化。
鈦合金由真空電弧重熔熔煉成鑄錠,
經過鍛壓、旋轉鍛造後,再進行棒材或線
材的輥軋與抽製。一般累積面積縮減率達
30%時就需進行製程退火,退火溫度為攝氏 600∼ 800度。
為解決成形過程產生的表面雜質及缺
陷,需於合金製造、成形加工與產品實現過
程中,適時搭配合宜的表面處理製程,以避
免表面缺陷造成放大效應,並進一步提供美
觀、防護、特殊表面性質及機械或工程性質。
旋轉電極製粉法
旋轉電極製粉法是以金屬或合金製成
自耗電極,其端面受電弧加熱而熔融為液
專題報導
0908 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
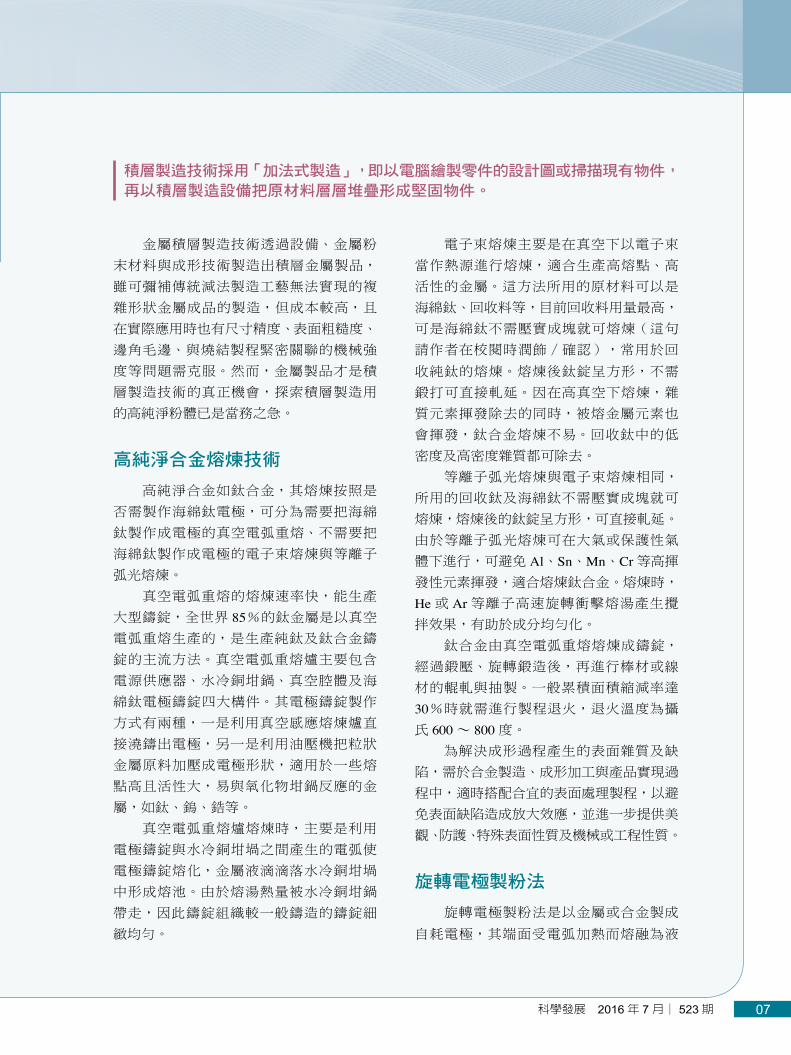
體,通過電極高速旋轉的離心力把液體拋
出並粉碎為細小液滴,繼而固化為粉末。
這方法於 1974年由美國首先開發成功。它在熔融和霧化金屬過程中完全避免
了造渣和與耐火材料接觸,消除了非金屬
夾雜物汙染源,可生產高潔淨度的粉末。
運用這方法可以產生接近球狀的粉末,
且不會受到坩鍋汙染,是高清淨度的金屬
粉末。優點是粉末粒徑容易控制、粉末粒
徑分布組距窄,容易滿足特殊品質要求;
可以產出各種不同類型的金屬球狀粉末,
以及不易脆裂的非金屬球狀粉末;除了低
熔點的金屬與合金粉末外,也可製作出球
狀高熔點金屬粉末。
電漿旋轉電極製粉法
在電漿旋轉電極製粉技術中,粉末粒
徑的主要影響變數是電極轉速、電極棒徑,
熔解速率、材料特性則影響經驗常數。
這方法是以電弧熱熔解材料,靠離心
力把金屬液甩出形成金屬液滴,藉由表面
張力作用使金屬液滴呈球狀,凝固後形成
金屬粉末。原理看似簡單,但因製粉過程
須在保護惰氣環境下進行而變得不容易,
且必須提供足夠大的真空腔體系統(避免
蔡孟修金屬工業研究發展中心熔鑄組
由電漿旋轉電極製程所製造的鎳鈦合金粉體
15.0kV 65.7mm×100SE 500um
金屬液滴氧化和碰撞腔壁變形),且須克服
電極棒高轉速動力引入和電弧槍前進動力
引入的氣密,以及電極轉動模組、腔體散
熱等問題。
0908 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
專題報導
1110 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
金屬粉末的 製程與應用
二次大戰故事
近代金屬粉末技術主要因戰爭的需求而快速發展,生產出來的高反應性金屬粉如鋁粉、鋯
粉、鎂粉等,因為反應面積大、活性高,可當作炸藥、火箭的固態推進燃料,甚至是慶祝戰爭
結束的煙火!戰爭時期帶來的並不只有金屬粉末在火藥應用上的發展而已,二次大戰中後期,
德軍由於銅材短缺,無法生產砲彈用的驅動帶,因此發展出生產鐵粉的新技術,並把鐵粉燒結
於砲彈上,代替原本銅製的砲彈驅動帶,讓德軍得以再度大量生產砲彈繼續作戰。
德軍在二次大戰中所使用的鐵粉燒結技術,於戰後並未消失,並衍生出粉末冶金技術。
這技術帶來了零組件加工技術的突破,製造出形狀複雜、難以成形加工的太空梭零件,帶著
太空人飛向月球。
粉末冶金技術後來應用到工業上,廣泛用於複雜零組件的大量製造,如車輛的軸承、齒
輪、引擎等,金屬粉末材料如銅粉、鐵粉、不銹鋼粉、鈦粉等也較為大量地生產及使用。次
世代的飛機目前也應用同樣技術,以最先進的輕量化合金材料—鈦鋁合金粉末(密度是鋼的
一半以下),生產出高強度、耐溫、耐磨耗的次世代噴射引擎,使飛航時除了更節能外,飛
機的強度及可靠度也大幅提升。
除了上面提到的軍事與運輸工具外,其實在我們生活中到處都充斥著以金屬粉末所生產
出來的製品,例如智慧型手機的許多零組件,包括磁鐵芯、射頻線圈、電池等,且使用的金
屬元素組合比起二次大戰時期更為多樣。
在我們生活中到處充斥著以金屬粉末所生產出來的製品,
例如智慧型手機的許多零組件,包括磁鐵芯、射頻線圈、電池等。
黃揚升
3D列印是新興的製造技術,用來解決難成形材加工及複雜零組件製作的問題,目前主要用於航太、醫療器材等。

1110 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
智慧型手機大量採用金屬粉末所製作的零件,包括
訊號接收線圈、磁鐵芯、電池、觸碰面板線路、運
算晶片等。
Fe-Si-Al
Fe-Si-Al
Fe-Ni
Core Chip device
Ag
Ag
Ag
Cu Ni Pd-Ag
Flaky Ag
Flaky Ag
RFID
W-Cu
Cu alloy PM part
Pd-Pt Au Battery Touch screen TIM AIN
BN
EMI absorber
Ag-Cu
Shielding Material
Ni
金屬粉末市場
目前全球金屬粉末市場以冶金用粉末
的用量最大,粉末冶金是一種已發展成熟
的技術,主要應用於車輛產業。根據 GKN Powder Metallurgy公司的報告,2013年全球金屬粉末的使用量約為 109.1萬噸,其中75%用於汽車零件製造。在冶金用金屬粉末方面,北美市場的需求量約占全球的 45%,鋼鐵類粉末就占了其中的 84.8%,其他依序是鋁合金 7.7%、銅合金 3.5%。
相較於粉末冶金,3D列印是近 10年間逐漸成熟的新興製造技術,用來解決難
成形材加工及複雜零組件製作的問題,目
前主要用於航太、醫療器材等。相較於粉
末冶金材料主要以鋼鐵類為主,3D列印用粉末材料的選用則較多元。
根據 SmarTech公司 2014年的統計,3D列印用粉末以用於航太及生醫的不銹鋼(主要是鎳基)、鈦合金及鈷鉻合金為主。
這 3種材料總共占整體積層製造用粉末使用量的 98%,粉末冶金常使用的鋁及銅合金粉末則僅占 2%。主要是現有粉末生產系統無法生產低氧含量的鋁合金粉末,而銅
合金粉末呈不規則狀,流動性很差,不符
合 3D列印的需求,需委託廠商特製。
金屬粉末比頭髮還細
除了某些脆性的金屬能使用機械法粉
碎加工成粉末外,大部分的金屬粉末並不
用機械法生產。化學還原法及電化學沉積
法二者相似,是把水溶液中的金屬離子還
原為金屬顆粒,藉由反應速率的調整,調
比頭髮還細小的金屬粉末,一般介於 1∼ 200微米之間。上圖:金屬粉末,下圖:鋁粉的電子顯微鏡
照片。
適用於 3D列印的金屬粉末材料必須滿足粉末球形度及材料純度上的要求。
專題報導
1312 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
控粉體的形貌、顆粒大小,目前廣泛用來
生產次微米級(顆粒小於 1微米)甚至奈米級的金屬粉末。
由機械法、化學還原法、電化學沉積
法所生產的粉末粒徑雖然較小,但粉末呈
不規則狀,且有介質汙染的問題,並不適
合製備 3D列印用的金屬粉末材料。適用於3D列印的金屬粉末材料,必須滿足粉末球形度及材料純度上的要求。3D列印用金屬粉末的球形度須大於 0.9,因此僅以霧化法所生產的粉末有機會符合要求。
水霧化製程
水霧化法用於商業化量產銅合金、鎳
基合金、不銹鋼、鋅等冶金用金屬粉末,產
量介於 1∼ 500 kg/ min。水霧化法以水、油等液體為霧化媒介,透過環形配置的噴嘴
組,利用高壓液柱(10∼ 100 MPa)衝擊金屬熔湯,並使金屬霧化成微細液滴。
由於水霧化法製程冷卻速率很快,霧
化後的金屬液滴因內聚力而在回復成球狀
前便開始凝固,其粉末都呈不規則狀,因
此不適用於 3D列印製程。另外,由於水霧化法使用液體做為霧化媒介,能量傳遞效
率高於氣體霧化法。在特殊設計下,霧化
後粉末平均粒徑可達 10微米以下。水霧化法雖然具有單位時間產量大、
製程成本低等優點,但由於使用水或油等
液體為媒介霧化金屬粉末,其粉末的純淨
度較差,無法用來生產高活性或高潔淨度
的金屬粉末。
離心力霧化製程
離心力霧化法利用離心力使熔湯甩離
高速旋轉的電極或霧化盤而形成金屬粉末。
其理論基礎是根據泰勒(G. Taylor)、艾森克蘭 (P. Eisenklam)等人對於液體不穩定理論的研究,推論當高速旋轉電極或霧化
盤上的液體受到離心力的作用時,液體於
電極邊緣上產生周期性的液柱,這些液柱
進一步破裂成液滴而冷卻成為粒徑分布集
中的粉末。
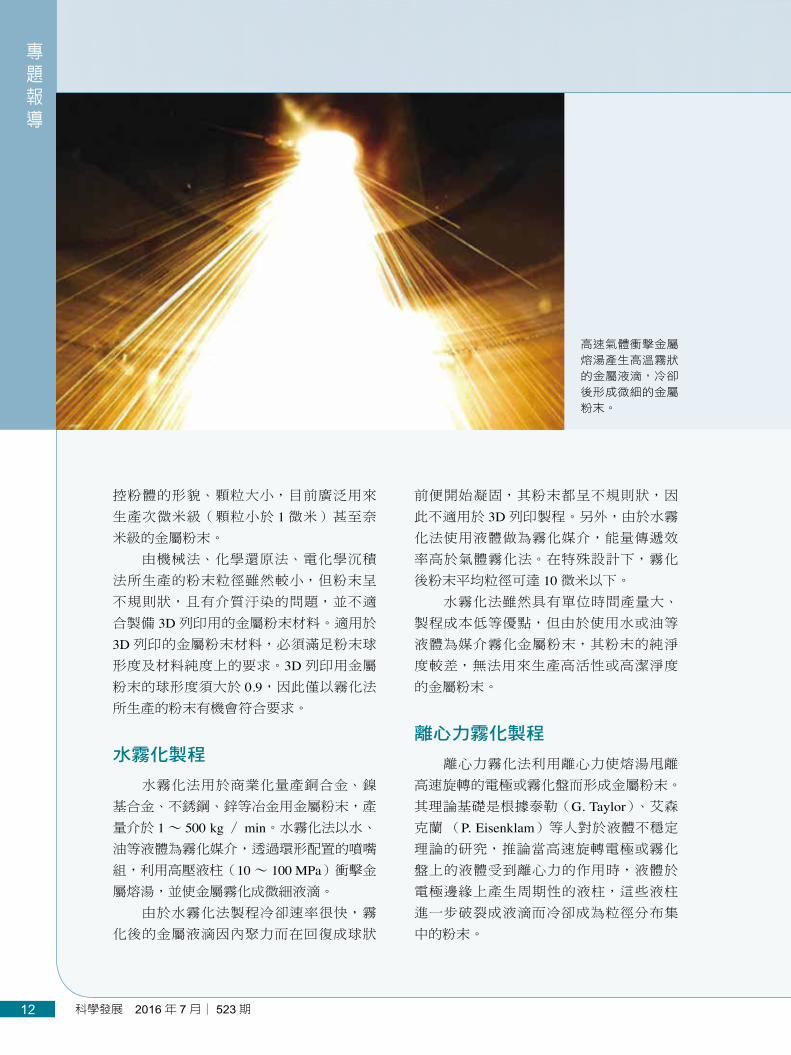
高速氣體衝擊金屬
熔湯產生高溫霧狀
的金屬液滴,冷卻
後形成微細的金屬
粉末。

1312 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
離心力霧化製程可細分為電漿旋轉電
極法、旋轉電極法、轉盤霧化法,但後二
者已完全被氣體霧化法取代。前者因為製
程汙染低、粒徑操控性佳,適合用於高活
性、高清淨及高溫粉末如鈦合金、鋯合金
粉末的生產。
以電漿旋轉電極法所獲得的粉末粒
徑分布狹窄,安格爾等人透過理論及實驗
分析,歸結出粉末平均粒徑 D50可描述為 D50=Kω- 1 D- 1/2。其中,D是電極棒直徑, K是材料常數,ω是電極轉速。針對同樣的電極材料,粉末的粒徑僅與電極轉速及
電擊棒直徑有關。
藉由上述資訊可推估目前業界的製程
能力如下:電極棒徑 60 mm、轉速 20,000 rpm下,應可獲得平均粒徑 110微米的球狀鈦合金粉末。相較於利用氣體霧化法所生
產的 D50∼ 50微米鈦合金粉末,雖然以電漿旋轉電極法所獲得的 D50∼ 110微米粉末平均粒徑較大,但其球形度及純淨度都比
氣體霧化法的高,因此電漿旋轉電極法仍
無法完全被氣體霧化法所取代。
氣體霧化製程
氣體霧化法以惰性氣體為霧化媒介,
配合高壓氣體及噴嘴設計,形成高速氣體
衝擊金屬熔湯而產生微小金屬液滴。由於
是以氣體做為製程流體,冷卻速率遠比水
霧化法慢,約為 105 K/sec。因此,霧化後的金屬液滴有足夠的時間因內聚力而回復
成球狀,凝固後的金屬粉末接近球狀,流
動性佳,相當適合於 3D列印製程。在粉末潔淨度方面,由於根據金屬特
性採用不同的製程氣體,如氮氣或氦氣等,
這些氣體氧含量低,且自身不與金屬反應,
大幅降低了製程氣體汙染粉末的機會。
氣體霧化金屬粉末原理示意圖。金屬原料在坩堝中
熔化成熔湯後倒入噴嘴,由高速氣體碎化(霧化)
成細小金屬粉末。
Holding chamber
gas source
gas
gas gas
fine powder
powdercollection chamber
melt
nozzle
primary vacuum melter
vacuum pump
gas expansion
zone
sheetligament
ellipsoidsphere
以氣體霧化法生產的粉末平均粒徑較
小,根據材質的不同,其氣體霧化製程平
均粒徑也不相同。不銹鋼可藉由不同的噴
嘴設計,使粉末平均粒徑 D50降低至 30微米;鋁合金因熔點較低,可利用特殊噴嘴
設計使 D50< 20微米;鈦合金則因高活性、高熔點,坩堝及合金熔解選擇方式有限,
平均粒徑較前兩者大,D50∼ 50微米。
鈦合金是發展重點
創客間 3D列印的主流材料雖然以工程塑膠如 ABS為主,但由於塑膠的強度及熱性質遠不如金屬,工業應用上仍以金屬為
專題報導
1514 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
主。在金屬粉末材料中,鈦合金是目前 3D列印材料的發展重點之一。鈦合金具有比
強度高、耐高溫、耐腐蝕、低彈性模數等
特性,在生醫、航太及車輛領域扮演關鍵
材料的角色。
以車輛為例,採用鈦合金渦輪增壓器、
連桿等零組件,能大幅提升燃油效率與引擎
反應速率,但因難以機械加工成形,使得鈦
合金元件成本高,不易被車輛產業採用。由
於國際環保法規的壓力,如歐盟將於 2017年實施更嚴格的汽車排放標準,燃油效率須
達到 130 g/km以下,鈦合金在車輛產業上的應用重新受到重視。近年來在積層製造技
術上有突破性的進展,使得鈦合金零組件的
生產成本降低,車廠為提升燃油效率已開始
計劃以鈦合金製造車輛關鍵零組件,包含引
擎、渦輪增壓器等。
雖然鈦合金有很大的應用潛力,但由
於高溫時鈦的活性很高,其熔湯與大部分
的坩堝材質(CaO、MgO、Al2O3、ZrO2等)
創客間 3D列印的主流材料雖然以工程塑膠為主,但由於塑膠的強度及熱性質遠不如金屬,工業應用上仍以金屬為主。
都會反應而在鈦側表面形成陶瓷層或介在
物,汙染霧化後的鈦合金粉末成品。惟近
年來已發展出如水冷銅坩堝—氣霧化技術、
感應電極氣霧化技術、電漿線材霧化技術
等,並已用於生產高純度,符合生醫及航
太規範的鈦合金金屬粉末。
不久之後,複合金屬粉末生產技術將
陸續出現。目前美國國家能源實驗室已著
手研究,由 3D列印技術生產出輕量、材質強度高、壽命長的複合金屬材料產品指日
可待。
黃揚升金屬工業研究發展中心銲接組
1514 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
專題報導
1716 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
你我身邊從茶杯、手機殼到汽車車體
處處都是金屬產品,這些產品的製造都需
要相當複雜及難以想像的製程,且由於材
料特性與製造方法的限制,並不是任何產
品設計都能輕易實現。例如,鈦合金、鎳
合金等高活性、高熔點、高硬度的材料,
使用於鑄造、鍛造、加工製程上相當困難。
而由於科技的發展,為了因應功能上的需
求,產品的設計逐漸變得複雜,甚至有些
部分難以用現在的技術製作。
科學家為了突破上述的製程困難,紛
紛投入金屬 3D列印技術的研發,近幾年成功研發出電子束及雷射的鋪粉式金屬 3D列印技術。本文將以電子束 3D列印技術為例,帶大家進入金屬 3D列印的世界。
設備與技術
電子束 3D列印設備由兩台主機組成,整體大小有如一台大型的雙開冰箱。一個
主機由電腦、電控系統、高壓(電)單元
等組成,以管線及電路和另一邊的主機連
接,從上至下包含電子槍、成形艙、升降
平台。
近幾年來,3D列印(積層製造)技術的興起造成金屬製造業的旋風,
突破過去的諸多障礙,堪稱是 21世紀的工業革命。
郭哲男、蘇郁倫
電子束 3D 列印技術
電子束 3D列印設備的外觀。一個主機由電腦、電控系統、高壓(電)單元等組成,所有的管線及電
路經由中間黑色部分後面的空間連接至右邊的主
機,從上至下包含電子槍、成形艙、升降平台。
金屬3D列印技術的原料是金屬粉末,唯有符合規範的粉末才能應用於製程中。電子
束 3D列印所用的粉末大小須介於 40∼ 105
1716 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
微米之間,累積至 50%體積百分比的粉末
大小須小於 80微米,所有粉末的形狀須接
近於球狀才能確保良好的流動性。
當準備好金屬粉末後,所有的金屬粉
末會放置於成形艙內的粉槽中,一個粉槽
最大可存放約 40公斤的金屬粉末。製程開
始後,藉由鋪粉刷把一層厚度約 100微米
的粉末均勻鋪在基板上,稱為粉床。
接著透過電子束加熱欲成形的區域使
粉末熔融,當電子束移到下一個區域後,
熔融的粉末會冷卻成形,而熔融成形的區
域因粉末變成液體後的攤平及冷卻時的收
縮,厚度會縮減成約 50微米。因此,當一
層的製程完成後,平台會使基板連同粉床
一同下降 50微米,進行下一次的鋪粉與電
子束熔融。經由一直重複這樣的過程,就
可製作出複雜形狀的產品。
特點
由於電子束的產生需要高真空的環境,
因此整個艙體也有真空保護,而真空保護
的環境可以避免鈦合金等高活性合金在加
熱熔融的過程中氧化,在如骨科醫療植入
物的應用中,低含氧量是鈦合金產品成功
的關鍵。
電子束的功率高達 3,000∼ 3,500瓦,
約為一般雷射 3D列印的 6∼ 10倍,且電
子束因為不像雷射會被金屬表面反射,所
以能量被金屬吸收的比率高,熔融區域的
溫度及大小也會較大。這個特點有兩個好
處,一是電子束很適合各種高熔點材料的
製造,二是較大的熔融區域有利於避免熔
融不完全的情況,否則往往會造成材料內
有空孔,而使後續應用時機械性質不穩定。
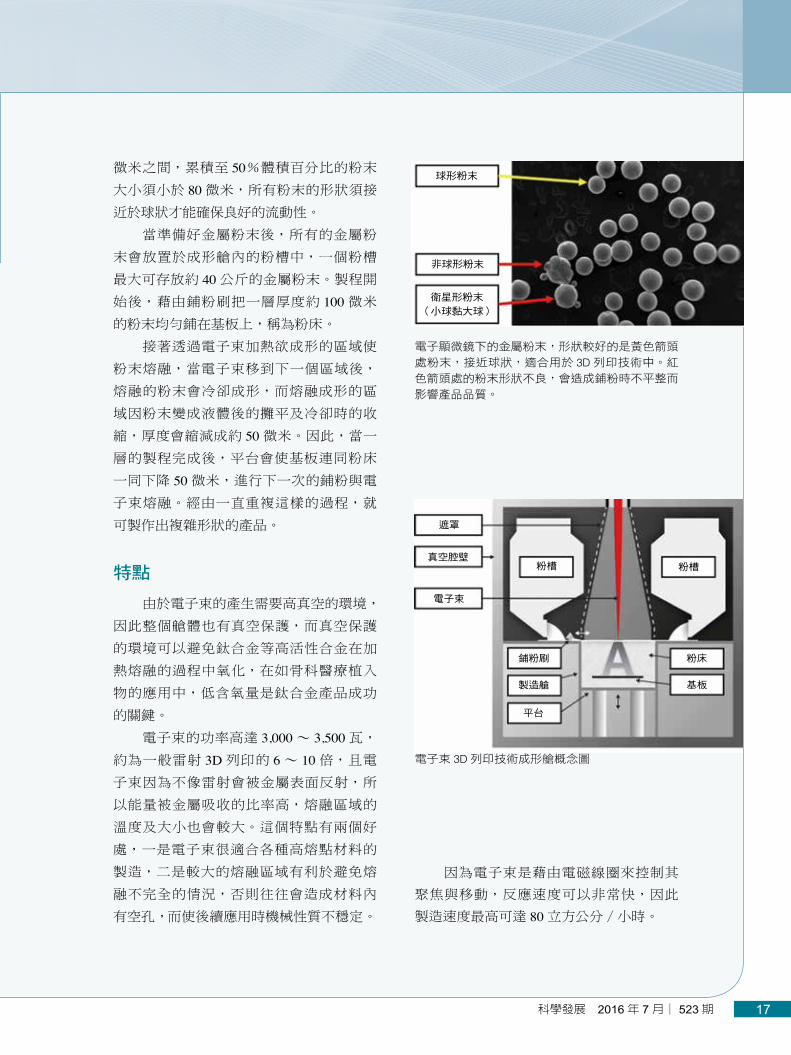
電子顯微鏡下的金屬粉末,形狀較好的是黃色箭頭
處粉末,接近球狀,適合用於 3D列印技術中。紅色箭頭處的粉末形狀不良,會造成鋪粉時不平整而
影響產品品質。
球形粉末
非球形粉末
衛星形粉末 (小球黏大球)
電子束 3D列印技術成形艙概念圖
遮罩
真空腔壁
電子束
粉槽 粉槽
鋪粉刷
製造艙
平台
粉床
基板
因為電子束是藉由電磁線圈來控制其
聚焦與移動,反應速度可以非常快,因此
製造速度最高可達 80立方公分/小時。
專題報導
1918 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
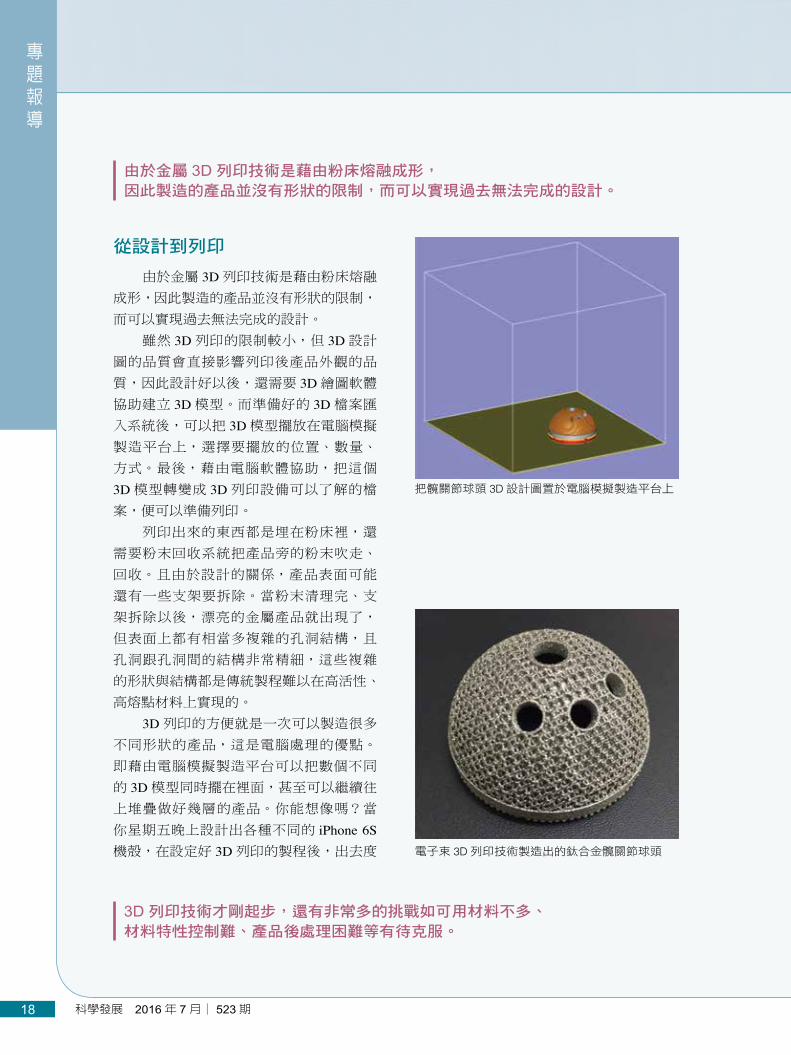
從設計到列印
由於金屬 3D列印技術是藉由粉床熔融成形,因此製造的產品並沒有形狀的限制,
而可以實現過去無法完成的設計。
雖然 3D列印的限制較小,但 3D設計圖的品質會直接影響列印後產品外觀的品
質,因此設計好以後,還需要 3D繪圖軟體協助建立 3D模型。而準備好的 3D檔案匯入系統後,可以把 3D模型擺放在電腦模擬製造平台上,選擇要擺放的位置、數量、
方式。最後,藉由電腦軟體協助,把這個
3D模型轉變成 3D列印設備可以了解的檔案,便可以準備列印。
列印出來的東西都是埋在粉床裡,還
需要粉末回收系統把產品旁的粉末吹走、
回收。且由於設計的關係,產品表面可能
還有一些支架要拆除。當粉末清理完、支
架拆除以後,漂亮的金屬產品就出現了,
但表面上都有相當多複雜的孔洞結構,且
孔洞跟孔洞間的結構非常精細,這些複雜
的形狀與結構都是傳統製程難以在高活性、
高熔點材料上實現的。
3D列印的方便就是一次可以製造很多不同形狀的產品,這是電腦處理的優點。
即藉由電腦模擬製造平台可以把數個不同
的 3D模型同時擺在裡面,甚至可以繼續往上堆疊做好幾層的產品。你能想像嗎?當
你星期五晚上設計出各種不同的 iPhone 6S機殼,在設定好 3D列印的製程後,出去度
由於金屬 3D列印技術是藉由粉床熔融成形,因此製造的產品並沒有形狀的限制,而可以實現過去無法完成的設計。
3D列印技術才剛起步,還有非常多的挑戰如可用材料不多、材料特性控制難、產品後處理困難等有待克服。
把髖關節球頭 3D設計圖置於電腦模擬製造平台上
電子束 3D列印技術製造出的鈦合金髖關節球頭

1918 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
金屬 3D列印技術的出現突破了過去金屬製造上的困境,使得許多功能性的設計不再只是夢想。
個 2天假回來,80個不同款式的機殼就都
做出來了。
挑戰
雖然 3D列印技術可以製造任意形狀的
產品,但由於設備昂貴,粉末原料單價較
高,因此並不能完全取代傳統製程。且由
於 3D列印技術才剛起步,還有非常多的挑
戰如可用材料不多、材料特性控制難、產
品後處理困難等有待克服。
粉末價格昂貴肇因於有能力製造 3D列
印可用粉末的廠商仍不多,目前世界上所
用的 3D列印金屬粉末總量也不夠大,因此
成本降不下來。
可用材料不多的主因並不是設備或技
術本身不能應用太多材料,而是有太多材
料還需要開發相關參數才能使用。不同材
料在 3D列印時所用的功率大小、掃描速度
等差異相當大,也因此需要投入相當多的
人力、資源及時間研究。
由於 3D列印過程中熔融金屬冷卻的速
率相當快,因此在製程中要控制合金材料
的微結構並不如傳統製程容易。雖然可透
過調整參數來控制,但調整的幅度依照各
種材料的不同而有所差異,且同一種材料
面對不同的應用環境,對於材料特性的需
求也不同。因此,為了控制材料特性而進
行參數開發是必要的。
由於粉床或粉末大小的限制,3D列印
後的產品表面粗糙度並不好,因此相當多
的產品在應用之前還需經研磨、拋光等後
處理。且現在應用於金屬 3D列印技術的材料多是硬度高、難加工的材料,也增加後
處理的難度。加上透過 3D列印製造的產品通常形狀都非常複雜,也造成傳統的後處
理技術難以符合各種 3D列印產品的需求。金屬 3D列印技術的出現突破了過去金
屬製造上的困境,使得許多功能性的設計
不再只是夢想。相對地,新技術的演進也
帶來更多的課題,上述的問題只是冰山一
角,隨著應用的層面變廣,未來會出現更
多的挑戰。但隨著一道又一道難關的突破,
相信這個技術會越來越完善,21世紀的工業革命正一步一步地前進。
擺放不同的產品在同一爐次中製造
郭哲男、蘇郁倫金屬工業研究發展中心熔鑄組
專題報導
2120 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
加法製造、數位製造是 3D列印技術的核心要素。為了加速積層製造(additive manufacturing, AM)的生產效率,日本、德國等先進國家紛紛投入生產具備加減法混
合的積層製造複合加工機,擁有雷射積層
製造、銑削、拋光、量測的功能。隨著單
機多功能積層製造複合加工機的問世,複
合製造技術將成為全球供應少量多樣、快
速生產客製化元件的重要技術。
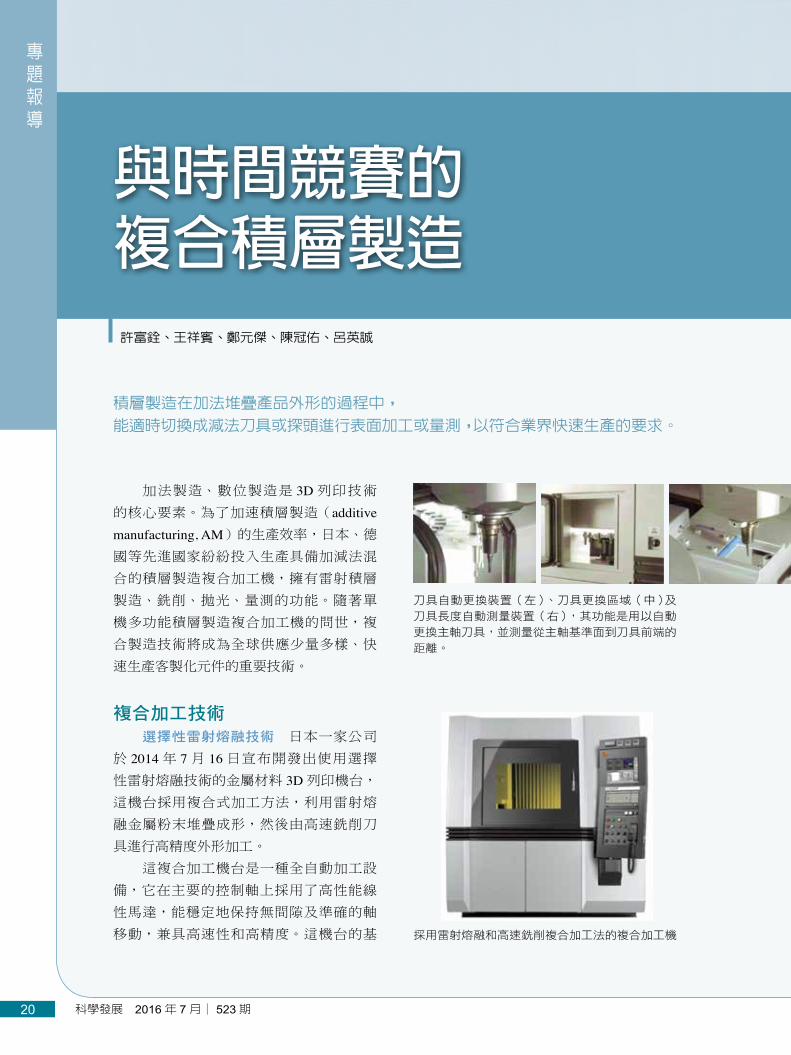
複合加工技術選擇性雷射熔融技術 日本一家公司
於 2014年 7月 16日宣布開發出使用選擇性雷射熔融技術的金屬材料 3D列印機台,這機台採用複合式加工方法,利用雷射熔
融金屬粉末堆疊成形,然後由高速銑削刀
具進行高精度外形加工。
這複合加工機台是一種全自動加工設
備,它在主要的控制軸上採用了高性能線
性馬達,能穩定地保持無間隙及準確的軸
移動,兼具高速性和高精度。這機台的基
積層製造在加法堆疊產品外形的過程中,
能適時切換成減法刀具或探頭進行表面加工或量測,以符合業界快速生產的要求。
許富銓、王祥賓、鄭元傑、陳冠佑、呂英誠
與時間競賽的複合積層製造
採用雷射熔融和高速銑削複合加工法的複合加工機
刀具自動更換裝置(左)、刀具更換區域(中)及
刀具長度自動測量裝置(右),其功能是用以自動
更換主軸刀具,並測量從主軸基準面到刀具前端的
距離。
2120 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
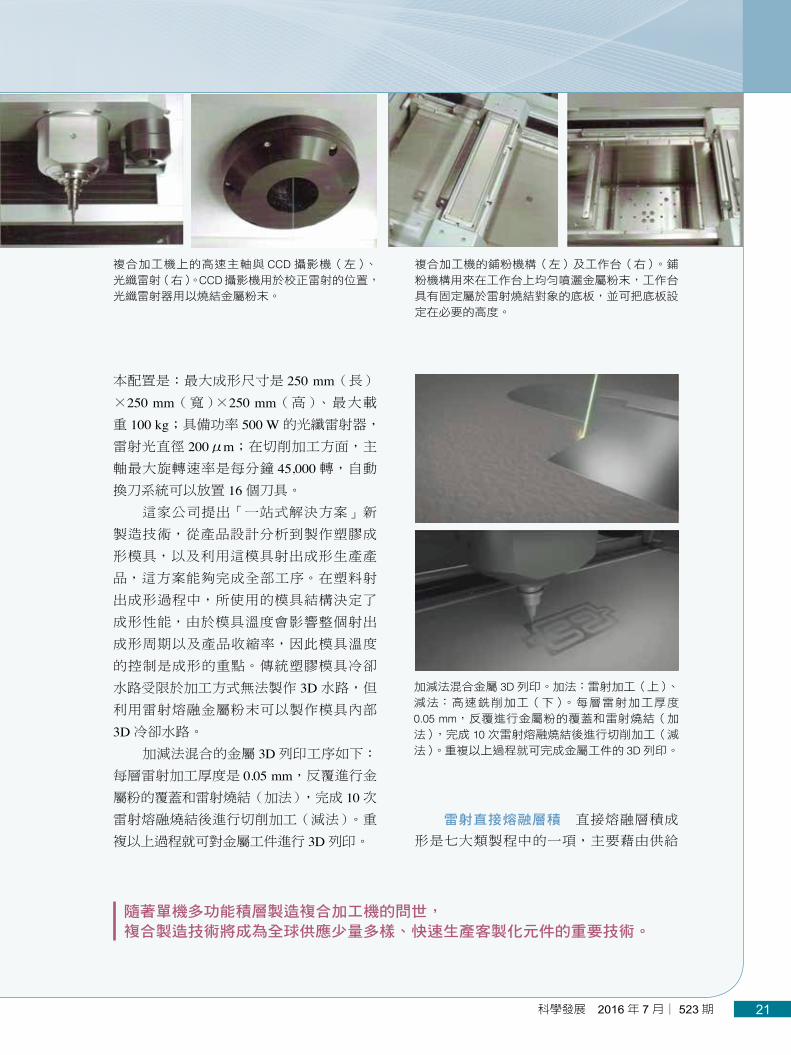
本配置是:最大成形尺寸是 250 mm(長)×250 mm(寬)×250 mm(高)、最大載重 100 kg;具備功率 500 W的光纖雷射器,雷射光直徑 200μm;在切削加工方面,主軸最大旋轉速率是每分鐘 45,000轉,自動換刀系統可以放置 16個刀具。
這家公司提出「一站式解決方案」新
製造技術,從產品設計分析到製作塑膠成
形模具,以及利用這模具射出成形生產產
品,這方案能夠完成全部工序。在塑料射
出成形過程中,所使用的模具結構決定了
成形性能,由於模具溫度會影響整個射出
成形周期以及產品收縮率,因此模具溫度
的控制是成形的重點。傳統塑膠模具冷卻
水路受限於加工方式無法製作 3D水路,但利用雷射熔融金屬粉末可以製作模具內部
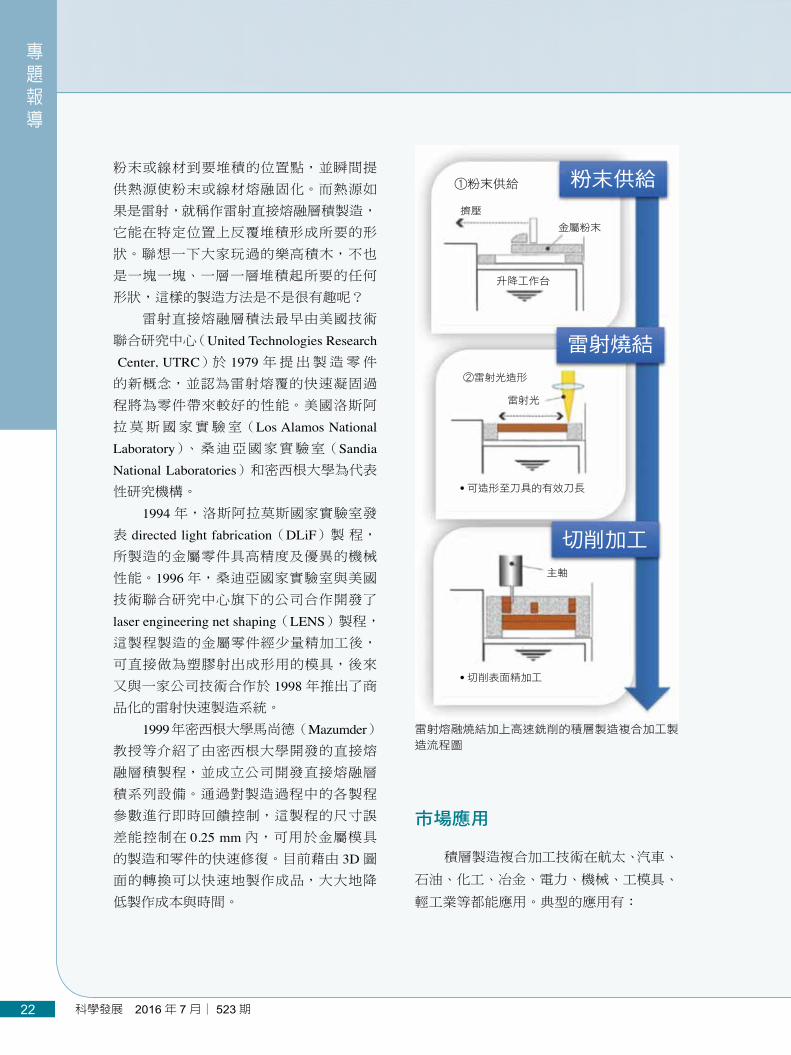
3D冷卻水路。加減法混合的金屬 3D列印工序如下:
每層雷射加工厚度是 0.05 mm,反覆進行金屬粉的覆蓋和雷射燒結(加法),完成 10次雷射熔融燒結後進行切削加工(減法)。重
複以上過程就可對金屬工件進行 3D列印。
複合加工機上的高速主軸與 CCD攝影機(左)、光纖雷射(右)。CCD攝影機用於校正雷射的位置,光纖雷射器用以燒結金屬粉末。
複合加工機的鋪粉機構(左)及工作台(右)。鋪
粉機構用來在工作台上均勻噴灑金屬粉末,工作台
具有固定屬於雷射燒結對象的底板,並可把底板設
定在必要的高度。
隨著單機多功能積層製造複合加工機的問世,
複合製造技術將成為全球供應少量多樣、快速生產客製化元件的重要技術。
加減法混合金屬 3D列印。加法:雷射加工(上)、減法:高速銑削加工(下)。每層雷射加工厚度
0.05 mm,反覆進行金屬粉的覆蓋和雷射燒結(加法),完成 10次雷射熔融燒結後進行切削加工(減法)。重複以上過程就可完成金屬工件的 3D列印。
雷射直接熔融層積 直接熔融層積成
形是七大類製程中的一項,主要藉由供給
專題報導
2322 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
粉末或線材到要堆積的位置點,並瞬間提
供熱源使粉末或線材熔融固化。而熱源如
果是雷射,就稱作雷射直接熔融層積製造,
它能在特定位置上反覆堆積形成所要的形
狀。聯想一下大家玩過的樂高積木,不也
是一塊一塊、一層一層堆積起所要的任何
形狀,這樣的製造方法是不是很有趣呢?
雷射直接熔融層積法最早由美國技術
聯合研究中心(United Technologies Research Center, UTRC)於 1979年提出製造零件的新概念,並認為雷射熔覆的快速凝固過
程將為零件帶來較好的性能。美國洛斯阿
拉莫斯國家實驗室(Los Alamos National Laboratory)、桑迪亞國家實驗室(Sandia National Laboratories)和密西根大學為代表性研究機構。
1994年,洛斯阿拉莫斯國家實驗室發表 directed light fabrication(DLiF)製 程,所製造的金屬零件具高精度及優異的機械
性能。1996年,桑迪亞國家實驗室與美國技術聯合研究中心旗下的公司合作開發了
laser engineering net shaping(LENS)製程,這製程製造的金屬零件經少量精加工後,
可直接做為塑膠射出成形用的模具,後來
又與一家公司技術合作於 1998年推出了商品化的雷射快速製造系統。
1999年密西根大學馬尚德 (Mazumder) 教授等介紹了由密西根大學開發的直接熔
融層積製程,並成立公司開發直接熔融層
積系列設備。通過對製造過程中的各製程
參數進行即時回饋控制,這製程的尺寸誤
差能控制在 0.25 mm內,可用於金屬模具的製造和零件的快速修復。目前藉由 3D圖面的轉換可以快速地製作成品,大大地降
低製作成本與時間。
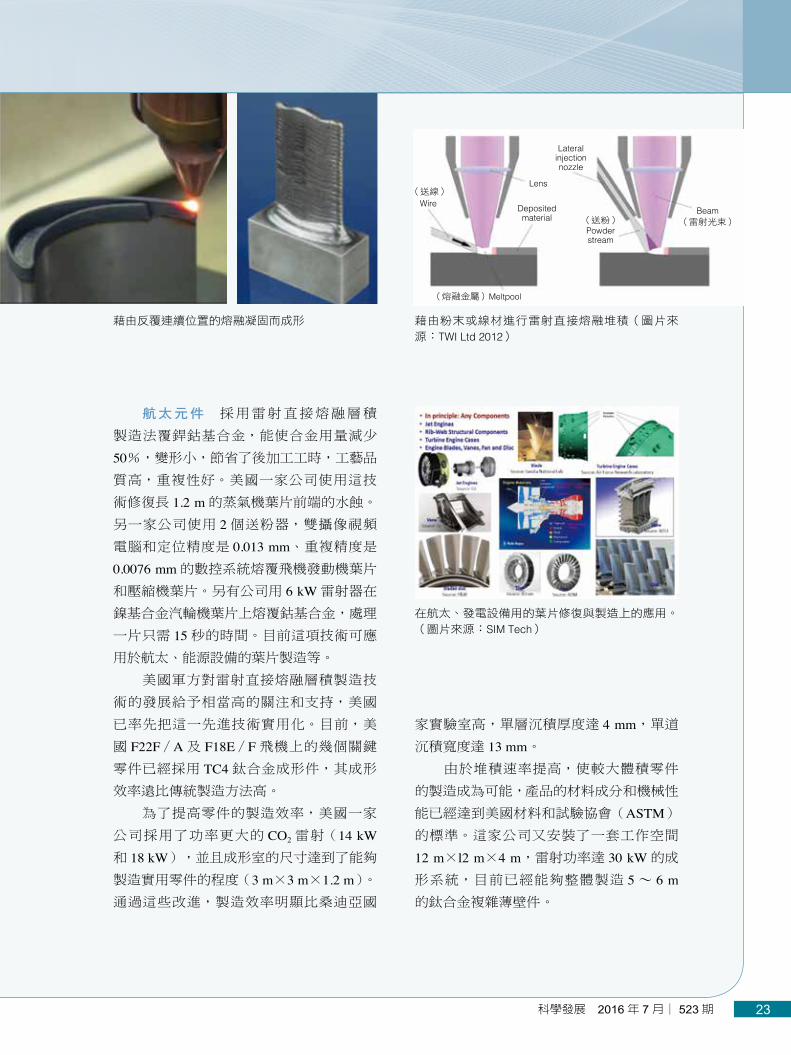
雷射熔融燒結加上高速銑削的積層製造複合加工製
造流程圖
粉末供給①粉末供給
擠壓
金屬粉末
升降工作台
雷射燒結
②雷射光造形
雷射光
• 可造形至刀具的有效刀長
切削加工
主軸
• 切削表面精加工
市場應用
積層製造複合加工技術在航太、汽車、
石油、化工、冶金、電力、機械、工模具、
輕工業等都能應用。典型的應用有:
2322 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
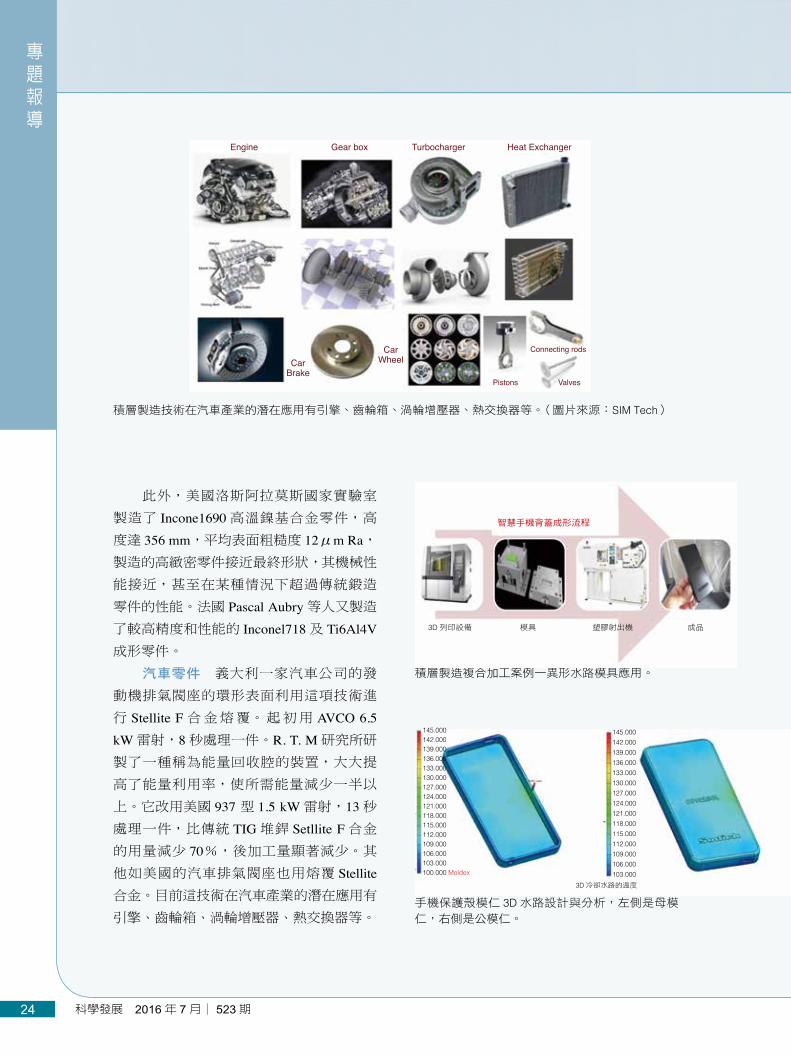
航太元件 採用雷射直接熔融層積
製造法覆銲鈷基合金,能使合金用量減少
50%,變形小,節省了後加工工時,工藝品
質高,重複性好。美國一家公司使用這技
術修復長 1.2 m的蒸氣機葉片前端的水蝕。
另一家公司使用 2個送粉器,雙攝像視頻
電腦和定位精度是 0.013 mm、重複精度是
0.0076 mm的數控系統熔覆飛機發動機葉片
和壓縮機葉片。另有公司用 6 kW雷射器在
鎳基合金汽輪機葉片上熔覆鈷基合金,處理
一片只需 15秒的時間。目前這項技術可應
用於航太、能源設備的葉片製造等。
美國軍方對雷射直接熔融層積製造技
術的發展給予相當高的關注和支持,美國
已率先把這一先進技術實用化。目前,美
國 F22F/A及 F18E/F飛機上的幾個關鍵
零件已經採用 TC4鈦合金成形件,其成形
效率遠比傳統製造方法高。
為了提高零件的製造效率,美國一家
公司採用了功率更大的 CO2雷射(14 kW
和 18 kW),並且成形室的尺寸達到了能夠
製造實用零件的程度(3 m×3 m×1.2 m)。
通過這些改進,製造效率明顯比桑迪亞國
藉由粉末或線材進行雷射直接熔融堆積(圖片來
源:TWI Ltd 2012)
(送線)Wire
Lens
Deposited material
Lateralinjectionnozzle
(熔融金屬)Meltpool
(送粉)Powder stream
Beam(雷射光束)
藉由反覆連續位置的熔融凝固而成形
在航太、發電設備用的葉片修復與製造上的應用。
(圖片來源:SIM Tech)
家實驗室高,單層沉積厚度達 4 mm,單道
沉積寬度達 13 mm。
由於堆積速率提高,使較大體積零件
的製造成為可能,產品的材料成分和機械性
能已經達到美國材料和試驗協會(ASTM)
的標準。這家公司又安裝了一套工作空間
12 m×l2 m×4 m,雷射功率達 30 kW的成
形系統,目前已經能夠整體製造 5∼ 6 m
的鈦合金複雜薄壁件。
專題報導
2524 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
此外,美國洛斯阿拉莫斯國家實驗室
製造了 Incone1690高溫鎳基合金零件,高
度達 356 mm,平均表面粗糙度 12μm Ra,
製造的高緻密零件接近最終形狀,其機械性
能接近,甚至在某種情況下超過傳統鍛造
零件的性能。法國 Pascal Aubry等人又製造
了較高精度和性能的 Inconel718及 Ti6Al4V
成形零件。
汽車零件 義大利一家汽車公司的發
動機排氣閥座的環形表面利用這項技術進
行 Stellite F合金熔覆。起初用 AVCO 6.5
kW雷射,8秒處理一件。R. T. M研究所研
製了一種稱為能量回收腔的裝置,大大提
高了能量利用率,使所需能量減少一半以
上。它改用美國 937 型 1.5 kW雷射,13秒
處理一件,比傳統 TIG堆銲 Setllite F合金
的用量減少 70%,後加工量顯著減少。其
他如美國的汽車排氣閥座也用熔覆 Stellite
合金。目前這技術在汽車產業的潛在應用有
引擎、齒輪箱、渦輪增壓器、熱交換器等。
積層製造技術在汽車產業的潛在應用有引擎、齒輪箱、渦輪增壓器、熱交換器等。(圖片來源:SIM Tech)
Engine Gear box Turbocharger Heat Exchanger
Car Brake
Car Wheel
Pistons
Connecting rods
Valves
積層製造複合加工案例—異形水路模具應用。
智慧手機背蓋成形流程
3D列印設備 模具 塑膠射出機 成品
手機保護殼模仁 3D水路設計與分析,左側是母模仁,右側是公模仁。
3D冷卻水路的溫度
100.000103.000
103.000
106.000106.000
109.000109.000
112.000112.000
115.000115.000
118.000118.000
121.000121.000
124.000124.000
127.000127.000
130.000130.000
133.000 133.000
136.000 136.000
139.000 139.000
142.000 142.000
145.000 145.000
Moldex

2524 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
傳統冷卻水路受限於傳統機械加工,水路呈圓柱狀
居多。
積層製造複合加工的 3D冷卻水路,異形水路緊貼殼件表面。
模仁 3D水路示意圖
塑膠射出成形示意圖。熔融塑料注入模穴內成形
(左),成形產品冷卻後頂出離開模穴(右)。
模具產業 積層製造複合加工技術在
模具產業應用最有效益的就是模仁 3D冷卻
水路製作。雷射直接金屬積層技術可以減少
模具的開發周期和生產成本,減少設計中的
錯誤,提高製造效率,已經成為模具技術研
究的重要課題。
國內外許多研究機構在這方面已取得
一些成果。如密西根大學馬尚德教授等人的
鋼材模具直接成形研究,發現在模具製造上
對環境的影響很小,並且能量消耗遠比傳統
模具製造低。史丹佛大學採取逐層累加與五
座標數控加工結合的方法,用雷射使金屬直
接熔凝成形,所製模具可獲得與數控加工相
近的精度。
在異形水路設計方面,為了確保冷卻
水暢通無阻地流動,成形產品表面周圍的冷
卻水管須保持均勻的截面積,入水口與出水
口的面積基本上要相同。採用 3D冷卻水路
的模仁,冷卻時間縮短約 40%,並且提高
了生產效率。結合選擇性雷射熔融技術及高
速銑削的複合加工的異形水路模仁,水路緊
貼產品表面,可讓模內射出成形的高溫塑膠
液體急速且均勻地冷卻,能縮短成形周期時
間 30%,並可避免薄殼件在成形過程中翹
曲,而能提升產品品質。 手機保護殼模具異形水路(藍色部分)示意圖。
專題報導
2726 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
案例
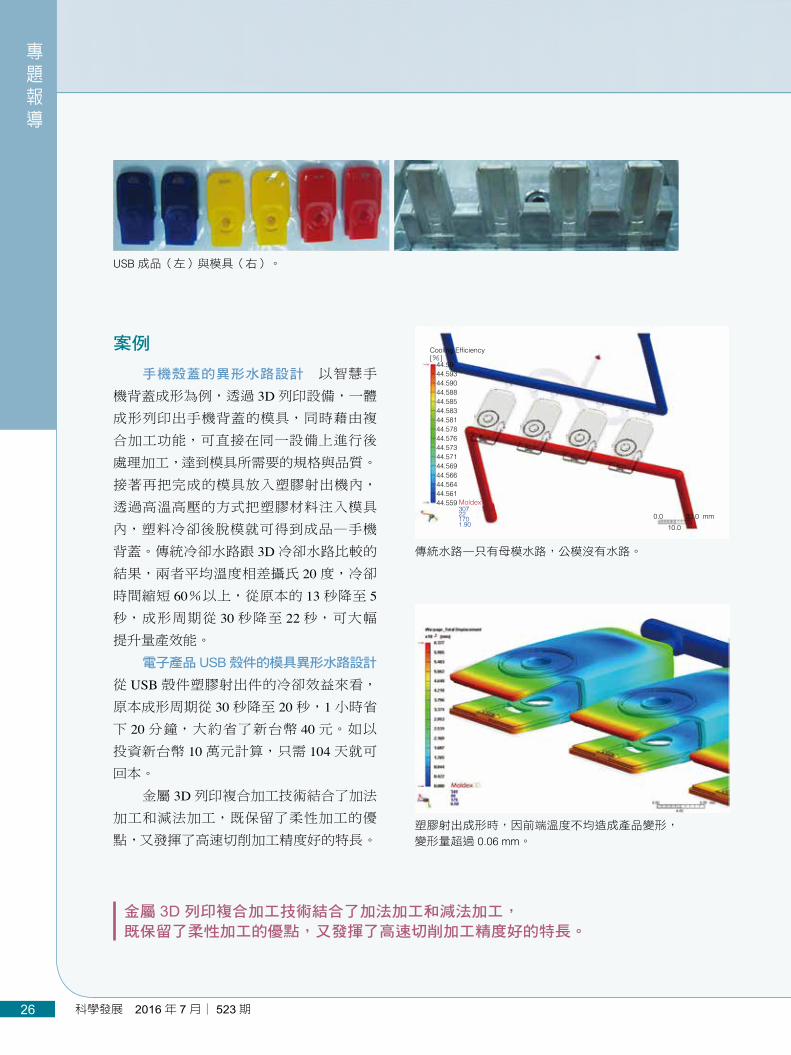
手機殼蓋的異形水路設計 以智慧手
機背蓋成形為例,透過 3D列印設備,一體
成形列印出手機背蓋的模具,同時藉由複
合加工功能,可直接在同一設備上進行後
處理加工,達到模具所需要的規格與品質。
接著再把完成的模具放入塑膠射出機內,
透過高溫高壓的方式把塑膠材料注入模具
內,塑料冷卻後脫模就可得到成品—手機
背蓋。傳統冷卻水路跟 3D冷卻水路比較的
結果,兩者平均溫度相差攝氏 20度,冷卻
時間縮短 60%以上,從原本的 13秒降至 5
秒,成形周期從 30秒降至 22秒,可大幅
提升量產效能。
電子產品USB殼件的模具異形水路設計
從 USB殼件塑膠射出件的冷卻效益來看,
原本成形周期從 30秒降至 20秒,1小時省
下 20分鐘,大約省了新台幣 40元。如以
投資新台幣 10萬元計算,只需 104天就可
回本。
金屬 3D列印複合加工技術結合了加法
加工和減法加工,既保留了柔性加工的優
點,又發揮了高速切削加工精度好的特長。
金屬 3D列印複合加工技術結合了加法加工和減法加工,既保留了柔性加工的優點,又發揮了高速切削加工精度好的特長。
傳統水路—只有母模水路,公模沒有水路。
Cooling Efficiency[%]
44.5944.59344.59044.58844.58544.58344.58144.57844.57644.57344.57144.56944.56644.56444.56144.559 Moldex
307221701.90
0.010.0
20.0 mm
USB成品(左)與模具(右)。
塑膠射出成形時,因前端溫度不均造成產品變形,
變形量超過 0.06 mm。
2726 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
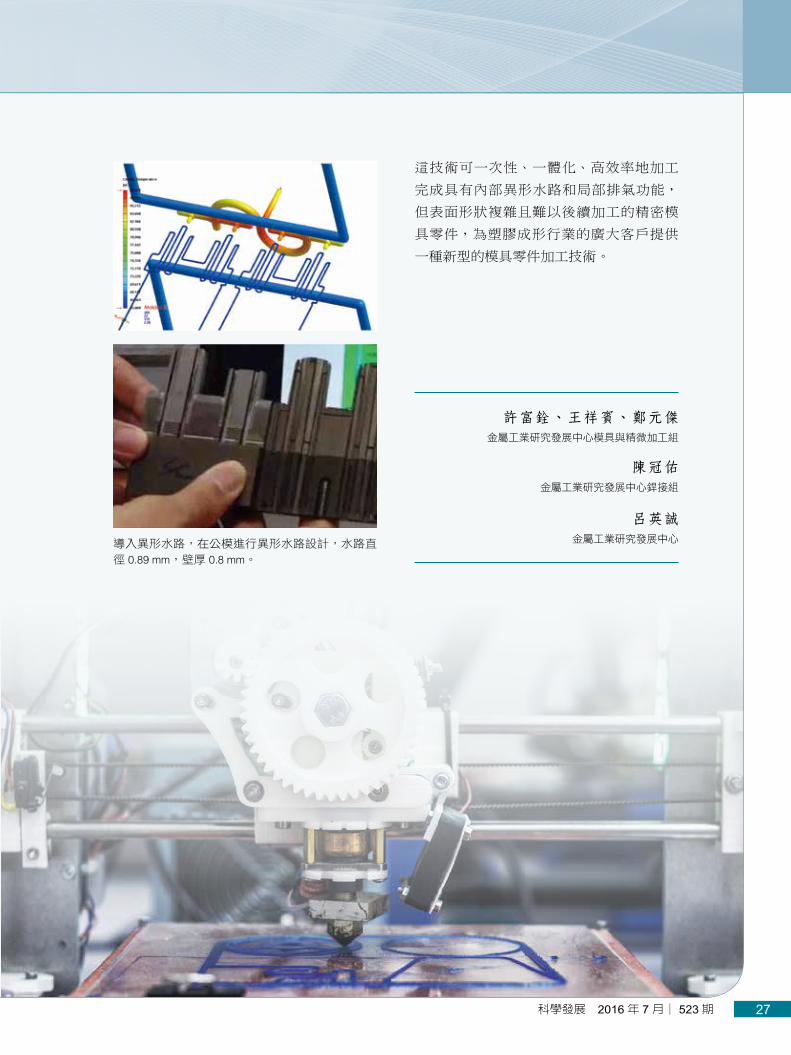
導入異形水路,在公模進行異形水路設計,水路直
徑 0.89 mm,壁厚 0.8 mm。
許富銓、王祥賓、鄭元傑金屬工業研究發展中心模具與精微加工組
陳冠佑金屬工業研究發展中心銲接組
呂英誠金屬工業研究發展中心
這技術可一次性、一體化、高效率地加工
完成具有內部異形水路和局部排氣功能,
但表面形狀複雜且難以後續加工的精密模
具零件,為塑膠成形行業的廣大客戶提供
一種新型的模具零件加工技術。
專題報導
2928 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
電影〈不可能的任務〉(Mission Impossible)中利用掃描及 3D列印技術製造人臉面具,令人印象深刻。在現實生活中,這項技術也能實現。自從《經濟學人》雜誌於 2011年把 3D列印(3D printing)或稱為積層製造(additive manufacturing, AM)視為第三波工業革命,它已經成為一項顯學。
積層製造技術又稱為快速成形技術,主要分為快速原形(rapid prototyping, RP)技術與快速製造(rapid manufacturing, RM)技術兩大類,是近代革命性的先進製造技術。源於美國的一批中小科技公司相繼研發出立體光固成形、選擇性雷射燒結、熔絲沉積造形等主流技術
路線,經過二十多年的沉澱和不斷的完美化已經日臻成熟,主要用以製造符合 3F原則的成品—形狀(form)與設計一致、尺寸符合公差適合度(fit)、成品達使用功能(function)。
與傳統的「減法式製造」不同,積層製造技術採用「加法式製造」。它的原理是使用者
透過電腦繪製零件的設計圖或掃描現有物件,接著以積層製造設備把原材料層層堆疊起來,
最終形成堅固的物件。我國積層製造產業尚屬於萌芽階段,發展方向主要包括材料設計分析、
試作、試量產、量產、測試驗證、行銷推廣等項目,而目前主要缺口有:利基粉末材料、利
基材料積層製造製程、利基材料積層製品後處理技術。
過去台灣醫材廠多鎖定在醫療病床、手術導管,以及血糖計與血壓計等大眾化與侵入式
的醫材,未來若跨入人體植入式醫材的材料及製程技術開發,將有助於國內醫療器材產業拓
展高階產品市場,擺脫殺價競爭的紅海市場。若配合新興製造技術的發展,如運用積層製造,
把原本大規模生產的醫材結合利基醫用合金,轉朝重視功能性材料、個人化差異、客製化方
向發展,如牙科、骨科產品,對臨床品質的提升與治療更有效益。
因此,透過跨領域技術的整合是迎向未來健康照護商機的重要策略。雖然醫用合金材料
的種類很多,但能在滿足人體生理條件下使用的卻不多。目前較廣泛應用的主要有不銹鋼、
3D列印的產品由於形狀、精度與表面粗糙度都不如直接加工或模造的好,
利用噴砂、CNC超音波振動輔助磨削、雷射平坦化、
電化學加工等後處理方式精修與拋光產品的表面,
可增加 3D列印產品商品化的可能性。
洪宗彬、王祥賓、王鍏晴、陳尹銜、許富銓、呂英誠
金屬積層製造的化妝師—
3D 列印後的處理加工
2928 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
鈷基合金、鈦合金、形狀記憶合金、貴金
屬等,主要應用於軟組織和一些器官的修
復、功能恢復等方面,包括骨科、口腔科、
心血管科、耳鼻科、顱腦外科等的人工關
節、骨折固定器、骨板、髓內釘、骨釘、
脊柱固定器、人工椎間盤、人工牙根、陶
瓷燒附用金屬、矯正線、血管支架、手術
器械等。
目前全球金屬生醫材料以不銹鋼、鈦
合金及鈷基合金為大宗,約占全球生醫材
料的 40%左右。鎳鈦合金則是近幾年大量應用在生醫材料上,除具有獨特的形狀記
憶功能外,還有超彈性、耐磨損、抗腐蝕、
高阻尼、射線不透性和核磁共振(MRI)無影響性等優異特點。隨著微創醫療的蓬勃
發展,鎳鈦合金已逐漸成為全球挹注各方
資源投入研發的新興生醫金屬。
醫療器材在積層製造應用領域中排行
第三,然而在醫材領域積層製造是直接應
用於完成品的製造,有別於在消費性電子
產品與汽車領域僅應用在快速原形製作。
有產業分析專家大膽預測,在接下來的 20年內,會有 80%以上的醫材植入物是以積層製造方式生產的。
全球金屬醫材積層製造目前僅局限於
鈦金屬與鈷鉻合金,應用產品集中在骨科植
入物、創傷與手術器材、牙冠等。這些積層
製造金屬產品的特色有:骨科植入物—具備
促進骨整合的多孔表面,如人工關節的幹部
或髖臼等;創傷與手術器材及牙冠—客製化
部件,如顏面骨板、金屬牙冠等。
然而,積層製造後的產品不像電影中
能馬上使用,因為有尺寸精度不足、表面
粗糙度過高等缺點,必須藉由後續的加工
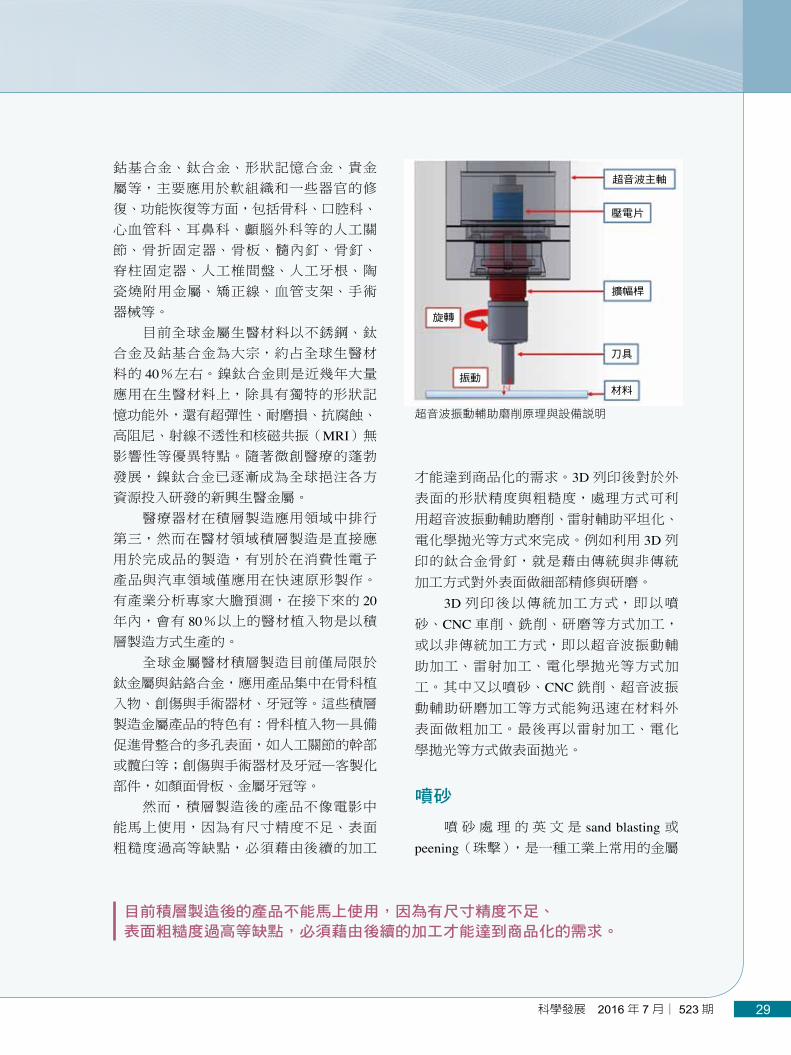
才能達到商品化的需求。3D列印後對於外表面的形狀精度與粗糙度,處理方式可利
用超音波振動輔助磨削、雷射輔助平坦化、
電化學拋光等方式來完成。例如利用 3D列印的鈦合金骨釘,就是藉由傳統與非傳統
加工方式對外表面做細部精修與研磨。
3D列印後以傳統加工方式,即以噴砂、CNC車削、銑削、研磨等方式加工,或以非傳統加工方式,即以超音波振動輔
助加工、雷射加工、電化學拋光等方式加
工。其中又以噴砂、CNC銑削、超音波振動輔助研磨加工等方式能夠迅速在材料外
表面做粗加工。最後再以雷射加工、電化
學拋光等方式做表面拋光。
噴砂
噴砂處理的英文是 sand blasting 或peening(珠擊),是一種工業上常用的金屬
目前積層製造後的產品不能馬上使用,因為有尺寸精度不足、
表面粗糙度過高等缺點,必須藉由後續的加工才能達到商品化的需求。
超音波振動輔助磨削原理與設備說明
超音波主軸
壓電片
擴幅桿
旋轉
刀具
材料振動

專題報導
3130 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
前處理製程,利用高速砂流的衝擊作用清
理和粗化基體表面。它採用壓縮空氣為動
力,形成高速噴射束把噴料(銅礦砂、石
英砂、金剛砂、鐵砂、海南砂等)高速噴
射到需要處理的工件表面,使工件的外表
面或形狀發生變化。
由於磨料對工件表面的衝擊和切削作
用,能使工件的表面獲得一定的清潔度和
不同的粗糙度,而達到除銹、去毛邊、去
氧化層或表面處理等目的。3D列印後的鈦合金管材經粗砂、中砂、細砂等不同粒徑
砂粒噴砂處理後,其表面粗糙度可由原本
的 Ra= 20.89降至 5.47μm。
超音波振動輔助磨削
金屬積層製品因選擇性金屬融化
(selective laser melting, SLM)積層製造層疊與顆粒材料熔融結合等特性,製品表面的
原始粗糙度品質僅能達成 Ra 12μm左右等級,且熱處理後會有表面黑化現象。對於醫
材等級的應用,如骨釘的需求,通常需再搭
配後處理工法才可達 Ra約 1μm等級以下的鏡面表面品質,避免植入後造成表面組織
傷害。在研磨拋光上,可導入超音波輔助研
磨加工製程,提供積層製造骨髓內釘所特有
複雜外曲面加工特徵的表面精修處理。
因為鈦合金材料的硬度很高,為了解
決傳統研磨的缺點,提高超精密研磨技術,
在保證研磨加工精度和加工品質的同時,
還得降低加工成本,提高加工效率。因此,
在 CNC磨削上利用超音波振動輔助加工方式進行磨削。
超音波振動是利用安裝在擴幅桿後方的
壓電片產生軸向振動,振動經過擴幅桿及刀
具傳遞到研磨、切割刀具。因安裝於旋轉主
軸上,所以同時具有圓周向及軸向的切削能
力,通過這種振動方式就能夠獲得超音波加
工所需要的振動方向。因此,超音波的作用
使切割刀具在軸向產生瞬間的伸縮式振動,
就能在極短的時間內,使磨粒與加工物之間
在高加速度狀態下反覆碰撞。其結果是一邊
使加工物表面產生微小的破碎層,一邊對其
加工,因此能大幅地降低研磨棒的加工負荷。
另外,由於超音波的振動使切割刀片
與加工物之間產生間隙,從而大大改善了
磨粒的冷卻效果,並且可防止磨粒鈍化、
AM鈦合金管材噴砂處理對粗糙度的影響
粗砂噴砂
中砂噴砂
細砂噴砂
原始粗糙度1
1
1
1
2
2
2
2
3
3
3
3
Ra
Ra
Ra
Ra
Rz
Rz
Rz
Rz
粗砂 噴後粗糙度
粗砂→中砂 噴後粗糙度
粗砂→中砂→細砂噴後粗糙度
12.83
21.14
12.07
20.52
12.56
21.02
74.5
110.0
82.1
123.9
69.2
121.8
6.26 6.42 6.99
45.2 43.2 43.6
5.08 5.60 5.74
30.1 29.1 32.5
12.49±0.36
20.89±0.33
75.27±6.48
118.57±7.49
6.56±0.38
44.0±1.06
5.47±0.35
30.57±1.75
7X 10X 20X原始狀態
3D列印後的鈦合金骨釘經由不同粒徑砂粒噴砂處理後的表面粗糙度

3130 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
氣孔堵塞等現象的發生,就能夠提高加工
物的加工品質,並延長研磨棒的使用壽命。
因此超音波適合研磨高硬脆性材料,可以
有較精確的研磨,有效降低加工應力,減
少崩邊現象,而可降低轉速的需求,提升
主軸壽命及加工品質,更能降低製程成本。
藉由治具由鎢鋼棒與鋁合金底座組合,
適用積層製造骨釘內徑依治具設計,並以
第四軸旋轉用固定尾座等共用治具件,配
合五軸加工的治具設計,單道次可進行 1件工件加工。經加工實驗確認骨釘外表粗
度可由原先 SLM積層製造的 Ra 12.4μm,經超音波輔助研磨加工後,平均改善至 Ra 0.2μm以下,可獲得光滑亮面品質,且不發生裂痕或材料殘留剝落孔穴等缺陷。
雷射輔助平坦化加工
雷射與物質的作用方式有加熱與光化
學,因此可以把雷射拋光分成熱拋光與冷拋
光兩種。熱拋光一般使用連續長波長的雷射
光,經由熔化、汽化等過程去除材料。但由
於熱效應的關係,雷射光斑周圍溫度梯度
大,會產生較高的熱應力而出現裂紋,使拋
光效果不佳,因此通常用於粗拋光。
而冷拋光主要是藉由材料消融作用,
即光化學分解作用去除材料。材料在吸收光
子能量後,材料中的化學鍵被打斷,晶格結
構被破壞,使得表面材料離開本體,而達到
去除材料的目的。在冷拋光過程中,其熱應
力很小,不會產生裂紋,材料去除量容易控
制,特別適合精密拋光。其特色是乾式非接
觸式加工,可應用於微小物件、局部或複雜
結構的拋光、深孔與元件內結構的拋光,適
用於超軟、超硬、脆性等材料。
相較於傳統的拋光流程必須施加外力
拋光,軟質材料拋光容易造成變形,硬脆
材料拋光則容易造成破裂等缺點。利用雷
五軸超音波振動輔助磨削
振動磨削前、中、後骨釘表面的情形。
射拋光可克服這些問題,而 3D列印的鈦合
金骨釘,在雷射掃描過後,表面粗糙度由
Ra 20μm快速降低至 Ra 9.63μm左右,可
迅速改善表面粗糙度約 51.8%。
電解拋光處理
電解拋光是利用陽極處理(溶解腐蝕)
的方式,藉由電化學的原理,適當地調整

專題報導
3332 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
電壓、電流、酸液組成、溫度以及拋光時
間,不但可使表面達到明亮、滑順、潔淨
的效果,更可提升表面的抗蝕性,是最佳
亮化表面的方法。而與機械拋光最大的差
異處,在於不會有表面加工變質層及造成
表面殘留應力。
電解拋光法具有幾種特性:
鈍化層—不銹鋼材料經電解拋光處理
後,會在表面生成鈍化層。鈍化層的生成原
因是因為在電解拋光處理時,鐵鎳移去的速
率比鉻快,造成表面富鉻化效應,同時在表
面生成氧化鉻層,可有效提升表面的抗腐蝕
能力,這是其他拋光無法達到的特色。
光澤化—拋光能力優越,較機械拋光更
佳,可以達到鏡面級的光澤,商品化的管件
可以用電解拋光達到 Ra= 0.01μm的層次。高潔淨度—電解拋光製程把工件表面
移去一層,因此表面的髒汙層、氧化層、
雜質層、碳化層、應力層等都會被移去,
使表面平坦化,無藏汙納垢的凹陷,可使
工件表面達到高潔淨程度。
積層製造生醫級鎳鈦製品的電解拋光鈍化處理製程
設備
製作進度:
空間尺寸丈量
設備規格確立
完成報價議價
槽體加工製作
到場安裝測試
試量產測試
初步將以現有鎳鈦矯正線進行電解拋光條件測試。
待團隊提供積層製造生醫級鎳鈦製品進行相關測試。
冷卻系統
電拋主槽
第一道
酸清洗槽
超純水 噴洗槽 第二道
酸清洗槽
電源供應器
積層製造製品表面拋光的三軸驅動光纖雷射系統
未經電解拋光處理
經電解拋光處理
由於 3D列印鈦基產品面臨含氧化物增加以及粗糙度增加的問題,因此可藉由電解拋光技術移除表面氧化物及降低表面粗糙度。

3332 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
特殊形狀加工—在電解拋光過程中,
接觸工件的僅有電解液,工件在處理過程
中不受任何應力,可處理薄型工件,且可
除去因機械加工產生的表面應力層。同時,
電解拋光可處理特殊形狀工件,對於特殊
形狀表面可均勻拋光,對於小型工件的外
部電解拋光處理,可大批量一次進行,減
少加工時間。
電解拋光處理具有以上的優點,是現今
金屬植入物醫材多數採用的表面處理方式。
由於 3D列印鈦基產品面臨含氧化物增加以及粗糙度增加的問題,因此可藉由電
解拋光技術移除表面氧化物及降低表面粗
糙度。可達亮面電解拋光處理,並通過 ISO 10993-5驗證無細胞毒性的表面處理技術,符合醫療器材表面處理規定生醫級鎳鈦製品電
解拋光鈍化處理製程設備,其中槽體工作尺
寸是寬 400 mm ×長 500 mm ×深 600 mm,一批次約可容納 10件積層製造生醫級鎳鈦製品進行電解拋光鈍化處理,每批次時間約
1小時。再加上前後清洗時間 30分鐘,以每天工時 8小時計算,一天最高可生產 106件。
針對電解拋光最佳參數功效與市售產
品比對確效分析,可藉由掃描式電子顯微
藉由掃描式電子顯微鏡檢視經電解拋光處理前後,與市售產品表面品質的比對。
市售彈性鋅鈦矯正線 市售記憶鎳鈦矯正線 中心自製鎳鈦矯正線
未電解拋光 經電解拋光
P未電解拋光處理前表面具有加工殘留 C與 O元素
經 SEM-EDS表面元素分析顯示:P市售矯正線產品最後都經過電解拋光做表面潔淨化作業P經電解拋光後表面元素只可見 Ti與 Ni,顯示已把加工氧化層有效移除,與市售相符
具電拋處理波紋
經電拋處理波紋
具電拋處理波紋平坦無紋路
直線區
直線區
變形區
變形區
鏡檢視經電解拋光處理前後,以及藉由表
面能階分析儀進行表面元素定性及半定量
分析,檢視經電解拋光處理前後與市售產
品表面元素比對。
經由掃描式電子顯微鏡分析顯示,未
經電解拋光處理的產品表面平坦無波紋,
經分析市售產品表面具電解拋光波紋,顯
示市售產品最終表面處理須經電解拋光。
表面能階分析儀分析顯示,未電解拋光處
理前表面有加工殘留的 C與 O元素,而市售產品與經電解拋光後產品表面元素只可
見 Ti與 Ni元素,顯示經電解拋光處理已有效移除加工氧化層並與市售產品相符。
洪宗彬、王祥賓、陳尹銜、許富銓金屬工業研究發展中心模具與精微加工組
王鍏晴金屬工業研究發展中心複合醫材技術組
呂英誠金屬工業研究發展中心
專題報導
3534 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
用 積 層 製 造(additive manufacturing, AM)或稱三維列印(3D printing)的方式製作成品的風潮近幾年正夯,這種製作物品
的方式,小自個人文創工作室,大至航太工
業用的零組件,都有它大展身手的舞台。
「積層製造技術」是一種「加法」的
製造工藝,也就是利用噴塗、擠塑或堆疊
等方式,把原本離散的原材料層層堆疊產
出所需要的立體物件。這種加法工藝有別
於傳統的「減法」製造方式,即使用加工
設備對原材料進行車製、銑削、鑽孔、研
磨等去除不要的部分來製造出所需要的成
品。積層製造技術就好像製作立體地理模
型時,把紙板一層一層地往上黏,它就是
一種運用「把材料自下而上逐層累加」的
現階段以積層製造的方式所製作的金屬製品,其表面通常還太粗糙,
若以磨料流動加工的方式替金屬積層製品「去角質」,
或許可以得到適於工業應用的表面品質。
江文欽、吳文傑、林大裕、許富銓、呂英誠
替金屬積層製品表面去角質
「積層製造技術」是一種「加法」的製造工藝,也就是利用噴塗、
擠塑或堆疊等方式,把原本離散的原材料層層堆疊產出所需要的立體物件。
磨料於上、下磨料缸中往復擠壓流動,過程中磨料
持續流過欲加工的工件表面,得以達到所要的拋光
效果。
概念來製作實體成品的技術,每一層分得
越細,所堆疊出的成品就越精緻。

3534 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
許多過去使用傳統工法無法製作的產品都可以透過積層製造技術來實現,
因此顛覆了傳統的商業模式。
積層製造技術帶給人們另一種嶄新的
想法,許多過去使用傳統工法無法製作的產
品都可以透過這技術來實現,因此顛覆了傳
統的商業模式。由於它具有少量多樣、客製
化、迅速等彈性,應用範圍十分廣泛,例如
個人興趣的文創公仔、工業設計或汽車、航
太、醫療等產業,都有它應用的蹤跡。
「 磨 料 流 動 加 工 」(abrasive flow
machining, AFM)是一種表面精細處理的方
法,是利用上下運動擠壓的方式,驅使磨
料流經加工物的表面、內孔或端角,進行
拋光、去毛邊及倒角的加工,並以往復運
動進行鏡面加工。這種加工方式對於凹窪
面、彎曲孔道等通常刀具達不到的複雜形
狀是最適合的方法,特別是在小孔、內孔
流道或形狀複雜等型態的工件,應用這種
製程技術可以完成以往難以使用人工或其
他傳統的加工方式來達成的工作。
而採用磨料流動加工技術來處理氣體
或液體類流體的導通管,因為其磨光痕和
流體通過的方向一致,因此具有流體易於
通過並且減少殘留的優點。這在需要潔淨
環境的場合,例如食品、生技製藥或光電
半導體業界,是一項重要的優點。
一般是在磨料流動加工設備本體上安
裝上下兩個方向相反的磨料缸,它的作用
是藉著上下磨料缸中的油壓缸,擠壓磨料
缸中的磨料使其往復流動通過欲加工的工
件表面。此外,安裝有夾緊用油壓缸,以
把工件及治具夾緊於上下兩個磨料缸之間
加工。實際操作時,把磨料由下磨料缸往
上擠壓並通過治具中的工件進入上磨料缸,
一種雙向型式的磨料流動加工設備,其主要構成單
元約略可分為機械本體、動力系統、控制系統、油
壓單元、磨料冷卻器等。於機械本體上安裝上下兩
個方向相反的磨料缸做為容納及推擠磨料流動用,
操作時,首先升起固定上磨料缸的機頭,把磨料放
入下磨料缸,再於工作台上放置治具及工件,然後
機頭下降夾緊治具及工件。接著,擠壓磨料於上下
磨料缸之間往復流動,期間並由治具引導磨料流經
欲加工的工件表面。加工完成後,使機台上升再取
出治具及工件,便完成一次加工作業。
然後再把磨料由上磨料缸中向下擠壓,同
樣使磨料通過治具中的工件並進入下磨料
缸而完成一個加工循環,如此往復運動,
藉以達到需要的加工效果。

專題報導
3736 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
機頭上升,
放入磨料
放置治具及
工件,機頭
下降,夾緊
上下往復擠壓磨料,使磨料流過工件表面進
行加工作業,直至加工完成,機頭上升,取
出治具及工件,完成作業
磨料流動加工機台設計的主要原理,
在於引導及控制磨料「適當」地通過欲加
工的工件表面而達到加工的效果。所謂「適
當」的控制包括磨料擠壓流動的壓力、每
行程磨料通過加工面的總量,總加工時間
(循環次數)等,當然磨料的選用及治具
的設計也是決定加工結果的重要因素。
在磨料流動加工的過程中,是使用
磨料做為切削的工具。磨料的主要成分
有兩種:基礎油(base)及磨粒(abrasive grain)。基礎油是一種柔軟的半固體介質,其成分是一種具高彈性的有機高分子聚合
物混合特殊的潤滑稀釋劑,磨粒則是均勻
地散布在基礎油中。可以想像磨料就像是
在口香糖中均勻混入研磨用材料顆粒一般,
混合後的磨料呈半固體狀態,因此可以使
用磨料流動加工設備所配備的油壓缸推擠
磨料流經被加工物的表面,藉以達到去除
材料及拋光的目的。
此外,可以依據實際加工的需求,例
如被加工物的材質、表面狀態、幾何形狀
限制等,選擇適用的磨粒材質與顆粒大小,
調配適當的磨料軟硬度,以達到最經濟有
效的加工作業。
所使用的磨料通常包含兩種或三種不
同顆粒大小的研磨顆粒,所使用研磨顆粒
的材質包括氧化鋁、碳化硼、碳化矽或鑽
石粉末。其中碳化矽對工件有較大的材料
移除率,兼具使用壽命長及經濟性,碳化
硼適用於特殊的硬材,氧化鋁是另一種可
供選擇的研磨顆粒,至於鑽石粉末一般運
用於特殊用途,像是移除工件上的熱鑄層,
或用於碳化鎢工件的拋光等。
高黏度趨近固態的磨料是用來均勻研
磨大流道的面,低黏度的磨料則適合用來
加工小流道。加工壓力的大小控制著磨料
進行磨料流動加工時,先把被加工物置於治具內,
再把治具組放置於機台工作台面上的上、下磨料缸
之間並夾緊。
當油壓缸擠壓磨料時,利用加工治具引導磨料流經
被加工物表面,再流入另一側的磨料缸中。

3736 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
的流速,慢而均一的流速可以得到較均勻
的切削性,適於拋光作業,高流速則可以
得到較大的倒角量。磨料流動加工的結果
具有可預測性及可重複性,使用者可以依
據特殊應用的需求選用適用的磨料,藉以
精確控制加工的結果。
進行磨料流動加工作業時,有時需要
設計治具把工件固定於加工機工作台上。
治具的功用是固定工件及引導磨料通過要
加工的區域,並且可以圍堵防止磨料經過
工件不加工的部分,以避免該處被擠壓切
削。此外,治具也具有保護工件不被機台
夾傷的功用。
「磨料流動加工」最初是應用在去除
飛機閥主機及主軸的毛邊,這種加工方式
後來引進到金屬加工業當作「最終整修」
技術使用。結果顯示,透過磨料流動加工
的方式能提供精密、一致性及柔順的加工,
而廣泛應用在航太工業、汽車工業、自動
化生產與模具拋光。其他如外科手術用的
人工心臟血管及離心泵,都可以採用磨料
流動加工的方式處理。
磨料是半固體狀態的彈性體,受到磨料流動加工設
備中的油壓缸擠壓流動,可針對各種幾何型態的工
件,例如複雜的異形不規則表面、彎曲內孔流道、
微孔細縫或交叉孔洞等進行加工,達到倒角、去毛
邊及拋光的效果。
顯微鏡底下的磨料。照片中顯示磨粒分布於半固體
的介質中,這些外形呈現不規則銳角的磨粒負起切
削的任務。
磨料流動加工用治具的設計必須兼顧保護工件及提
供足夠的支撐強度
而應用磨料流動加工方式進行表面修
飾的工件,從小自直徑 1.5 mm的齒輪及直徑 0.2 mm的小孔,大至 50 mm流道或外徑1,200 mm的渦輪葉片,大工件則可以放在導料架上方便移動。使用磨料流動加工製
程可突破長久以來無法有效克服的表面精
修製程瓶頸,對於提升產品的品質、性能、
可靠度等有莫大的助益。
專題報導
3938 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
就如前面所說,金屬積層製品因其製
程原理,例如採用選擇性雷射熔融製程加
工而成的金屬積層製品,是把材料由粉末
粒狀或熔融狀態以片狀層疊的方式構成加
工目標成品的幾何形狀。因積層製造層疊
與顆粒材料熔融結合等特性,受限於片狀
切層解析度有限,以及因為材料顆粒燒結
或熔融微細結構控制不易,所衍生的粒狀
紋路與邊緣毛邊,使製造的產品除了須克
服自身強度不足與原材料類別有限等先天
限制外,更需面臨實際應用時所需克服的
尺寸精度、表面品質、邊角毛邊等問題。
隨著積層製造技術的興起與展現在工
業應用上的技術可行性後,產業界開始由
製品的實用面正向思考其品質、精度、量
產應用性等實務問題。如前所述,金屬積
層製品的表面原生粗糙度品質通常僅能達
成面粗度 Ra約 10∼ 20μm等級,若要符合模具、精密金屬零件或醫材等層面的應
用,通常需再搭配後處理工法才可達 Ra約1μm等級的實用性表面品質。
國內業界雖已在積層製造工法與設備
端投入研發並有一定成果,但由其發展瓶
頸來看,仍有缺乏後處理製程技術支援與
產業實用性連結的關鍵問題。因此積層製
造工法雖然對於複雜結構的一次成形製作
具有強大優勢,能有效應用於如鎳鈦合金
等特殊材料與模具、醫材等高值製品領域,
但若無具體後處理技術如異形曲面或內孔
流道表面粗糙度改善等技術的支援,仍難
以解決金屬積層製品的表面品質問題,表
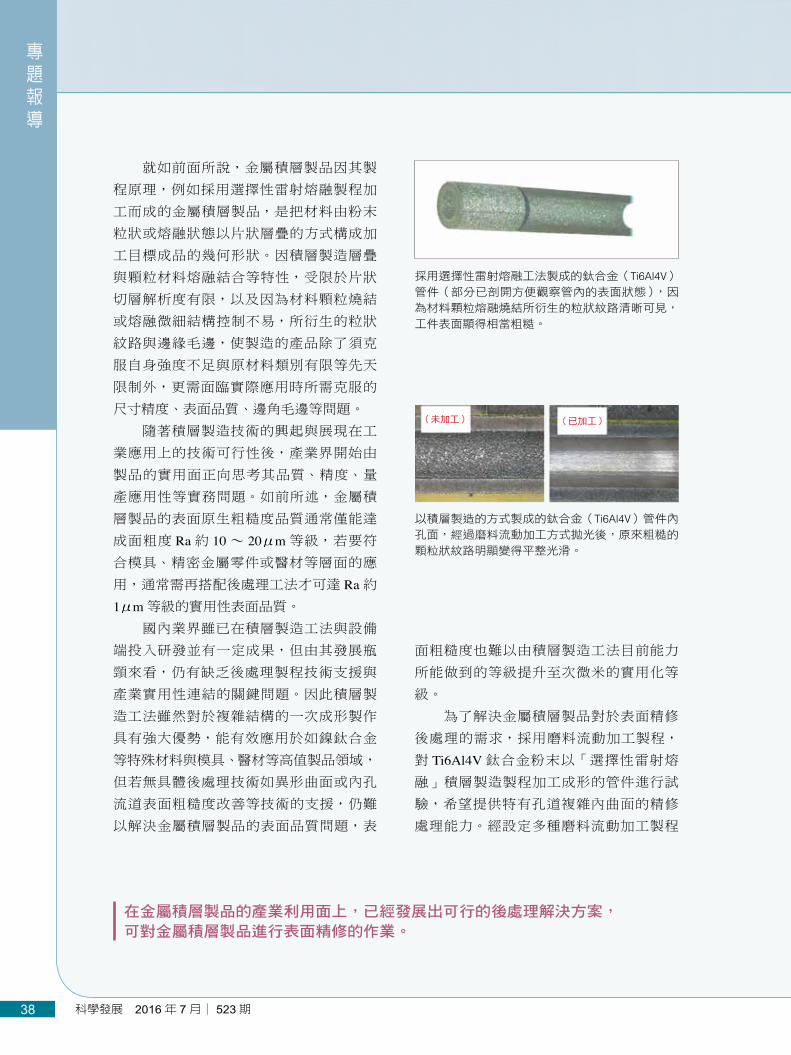
採用選擇性雷射熔融工法製成的鈦合金(Ti6Al4V)管件(部分已剖開方便觀察管內的表面狀態),因
為材料顆粒熔融燒結所衍生的粒狀紋路清晰可見,
工件表面顯得相當粗糙。
在金屬積層製品的產業利用面上,已經發展出可行的後處理解決方案,
可對金屬積層製品進行表面精修的作業。
以積層製造的方式製成的鈦合金(Ti6Al4V)管件內孔面,經過磨料流動加工方式拋光後,原來粗糙的
顆粒狀紋路明顯變得平整光滑。
(未加工) (已加工)
面粗糙度也難以由積層製造工法目前能力
所能做到的等級提升至次微米的實用化等
級。
為了解決金屬積層製品對於表面精修
後處理的需求,採用磨料流動加工製程,
對 Ti6Al4V鈦合金粉末以「選擇性雷射熔融」積層製造製程加工成形的管件進行試
驗,希望提供特有孔道複雜內曲面的精修
處理能力。經設定多種磨料流動加工製程
3938 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
條件進行實驗並量測加工結果,可以確認
管件內孔面粗糙度由原先積層製造所得的
Ra約 12.4μm,經磨料流動加工製程後改善至Ra 0.2μm以下,獲得光滑亮面的品質,且未發生裂痕或材料殘留剝落孔穴等缺陷。
在金屬積層製品的產業利用面上,已
經發展出可行的後處理解決方案,可對金
屬積層製品進行表面精修的作業,讓原本
呈現顆粒狀粗糙表面的製品,有如經過「去
角質」般變得平坦光滑與潔淨,只不過用
的不是「磨砂膏」,而是使用工業磨砂膏
—磨料。透過磨料流動加工技術的應用,
金屬積層製品的「面子」問題得以確保,
積層製造技術的產業應用可更向前邁進一
大步了!
江文欽、吳文傑、林大裕金屬工業研究發展中心智慧技術組
許富銓金屬工業研究發展中心模具與精微加工組
呂英誠金屬工業研究發展中心
專題報導
4140 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
早期牙科、骨科、顱顏創傷等各科別
的修復手術,大多需要仰賴臨床醫師的經
驗,以及在有限的設備資源下進行術前評
估與規畫,也因此在術後可能出現和原先
規畫有所差異如骨頭缺損處的修補物外形
與對側有不對稱的情形,造成病患美觀問
題。近年來由於技術提升,醫學美容觀念
崛起,除了臨床醫生要求的恢復手術部位
原先的功能外,患者對恢復容貌美觀的要
求更是另一項重點,因此透過電腦數位規
劃已逐漸成為輔助治療的主流工具。
通常數位規劃方式是以患者的電腦斷
層影像(CT image)資料為基礎,醫師先
利用電腦斷層資料建構 3D模型並進行手術
規畫(如修補物大小、外形設計及手術固
定位置),然後把設計完成的修補物檔案利
用快速成形(rapid prototyping )技術完成
製作,最後應用於復形手術上。目前國內
的顱顏創傷修復手術,也已經從仰賴醫師
經驗的方式,逐漸開始搭配數位化產品規
畫的手術治療。本文將說明顱顏修補物的
設計應用流程,以建立數位醫療規畫方式
的基礎概念。
近年來由於醫學美容觀念崛起,除了臨床醫生要求的恢復手術部位原先的功能外,
患者也越來越重視恢復容貌的美觀,因此客製化醫療服務已逐漸應用在臨床醫學上。
彭耀德
客製化顱顏顎修復
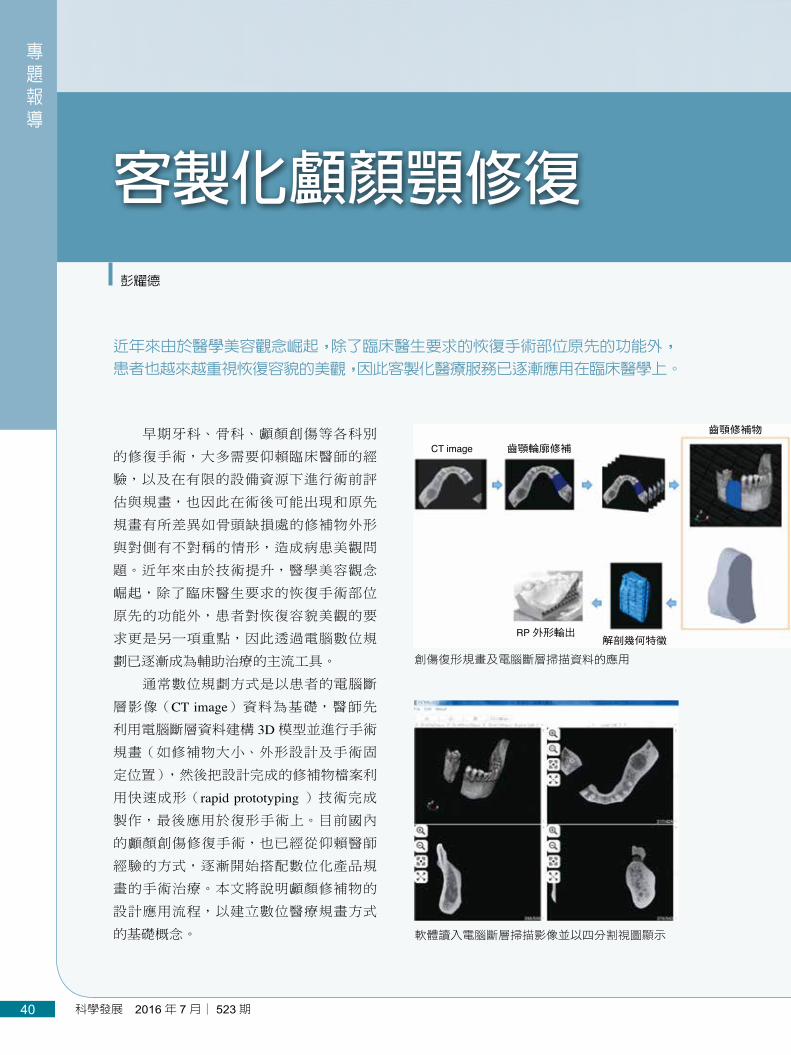
創傷復形規畫及電腦斷層掃描資料的應用
CT image 齒顎輪廓修補
齒顎修補物
RP外形輸出解剖幾何特徵
軟體讀入電腦斷層掃描影像並以四分割視圖顯示
4140 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
影像資料取得及創傷部位評估
通常當顱顏發生骨頭創傷缺損時,醫
師會利用骨釘、骨板、補骨等方式固定復
原。但在大面積缺損時因無法輕易利用上
述方式復原,就必須透過修補物製作以達
到修復的目的。
通常在進行數位規畫前,醫師會先以
電腦斷層資料評估骨缺損情況。電腦斷層
是一種結合 X光及電腦輔助的影像診斷工
具,影像是 DICOM檔案格式。這種工具可
以利用各斷層切面的人體影像資料進行 3D
立體影像的重組,方便醫師在術前評估,
目前已大量應用在頭部、胸部、脊椎等部
位,在診斷上可以提供重要的臨床訊息。
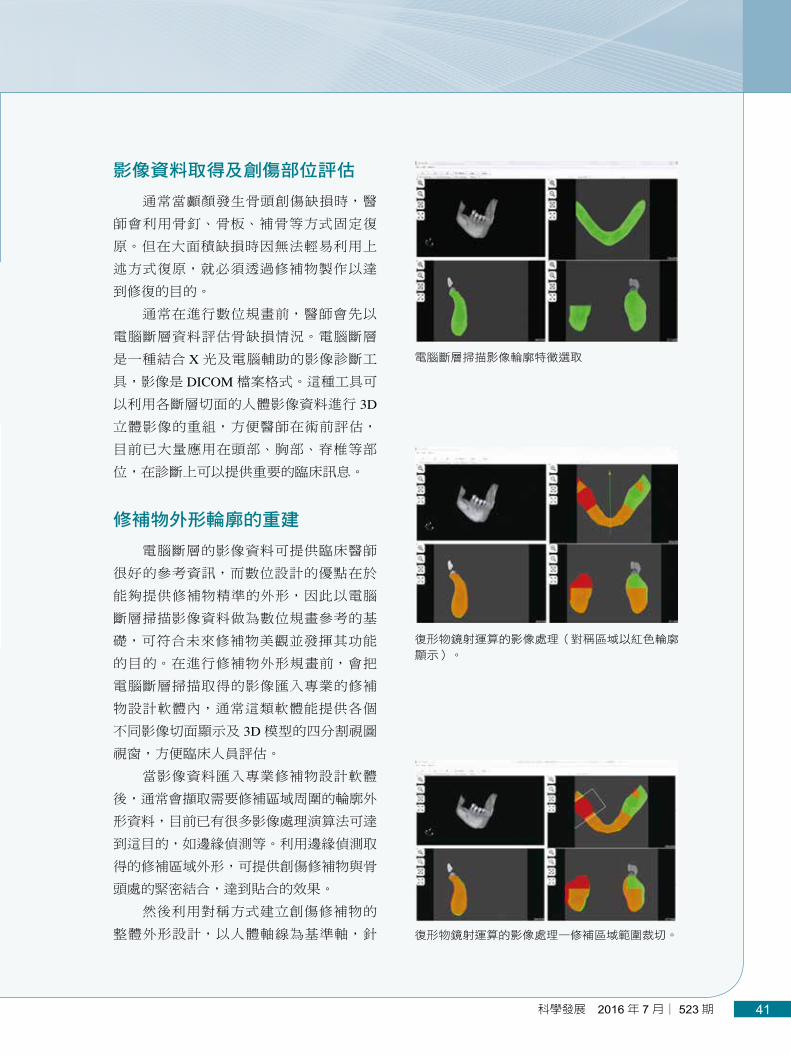
修補物外形輪廓的重建
電腦斷層的影像資料可提供臨床醫師
很好的參考資訊,而數位設計的優點在於
能夠提供修補物精準的外形,因此以電腦
斷層掃描影像資料做為數位規畫參考的基
礎,可符合未來修補物美觀並發揮其功能
的目的。在進行修補物外形規畫前,會把
電腦斷層掃描取得的影像匯入專業的修補
物設計軟體內,通常這類軟體能提供各個
不同影像切面顯示及 3D模型的四分割視圖
視窗,方便臨床人員評估。
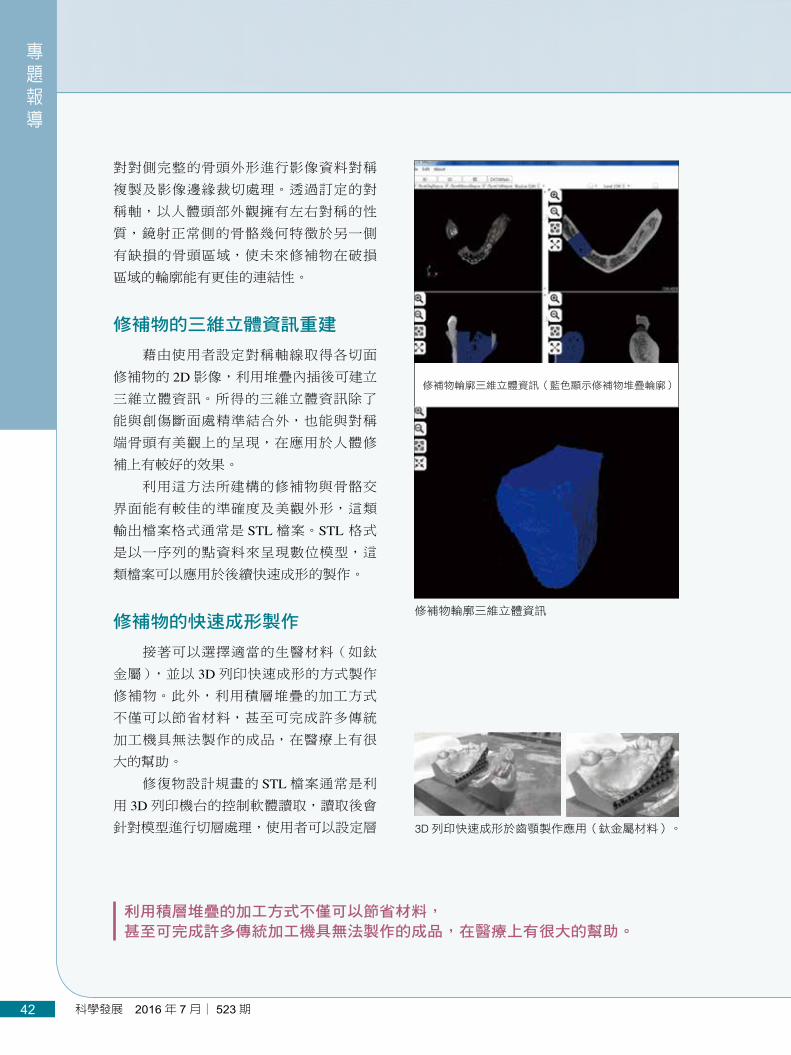
當影像資料匯入專業修補物設計軟體
後,通常會擷取需要修補區域周圍的輪廓外
形資料,目前已有很多影像處理演算法可達
到這目的,如邊緣偵測等。利用邊緣偵測取
得的修補區域外形,可提供創傷修補物與骨
頭處的緊密結合,達到貼合的效果。
然後利用對稱方式建立創傷修補物的
整體外形設計,以人體軸線為基準軸,針
電腦斷層掃描影像輪廓特徵選取
復形物鏡射運算的影像處理(對稱區域以紅色輪廓
顯示)。
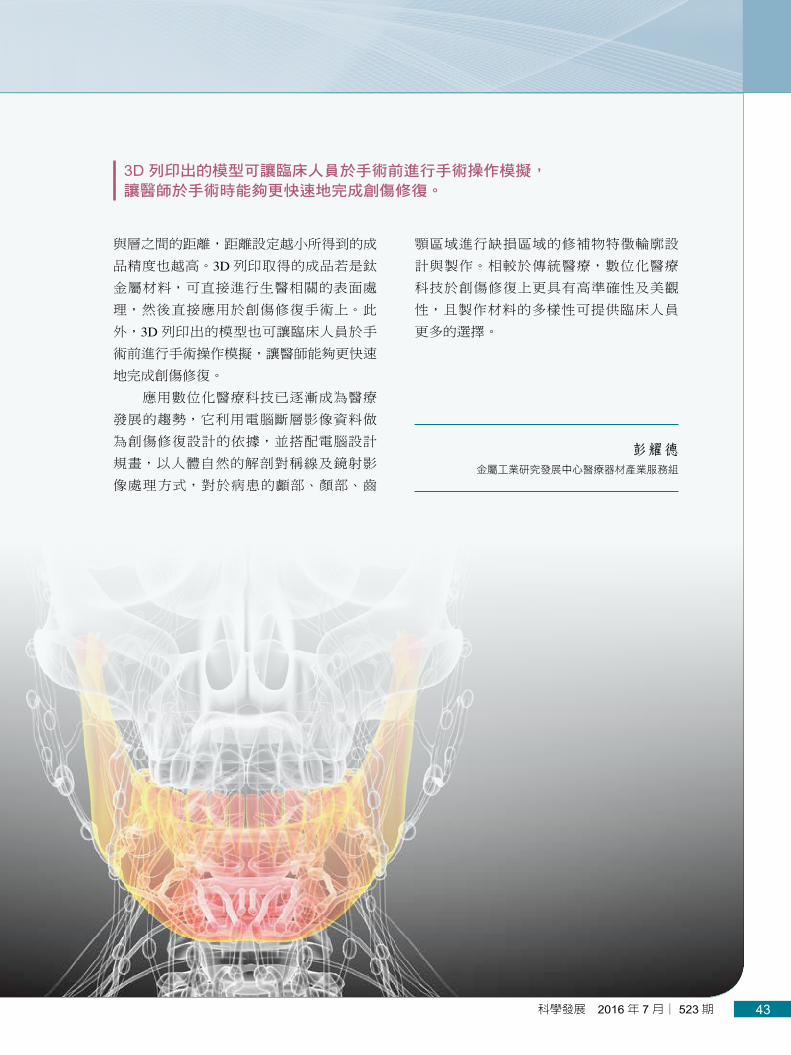
復形物鏡射運算的影像處理—修補區域範圍裁切。
專題報導
4342 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
對對側完整的骨頭外形進行影像資料對稱
複製及影像邊緣裁切處理。透過訂定的對
稱軸,以人體頭部外觀擁有左右對稱的性
質,鏡射正常側的骨骼幾何特徵於另一側
有缺損的骨頭區域,使未來修補物在破損
區域的輪廓能有更佳的連結性。
修補物的三維立體資訊重建
藉由使用者設定對稱軸線取得各切面
修補物的 2D影像,利用堆疊內插後可建立三維立體資訊。所得的三維立體資訊除了
能與創傷斷面處精準結合外,也能與對稱
端骨頭有美觀上的呈現,在應用於人體修
補上有較好的效果。
利用這方法所建構的修補物與骨骼交
界面能有較佳的準確度及美觀外形,這類
輸出檔案格式通常是 STL檔案。STL 格式是以一序列的點資料來呈現數位模型,這
類檔案可以應用於後續快速成形的製作。
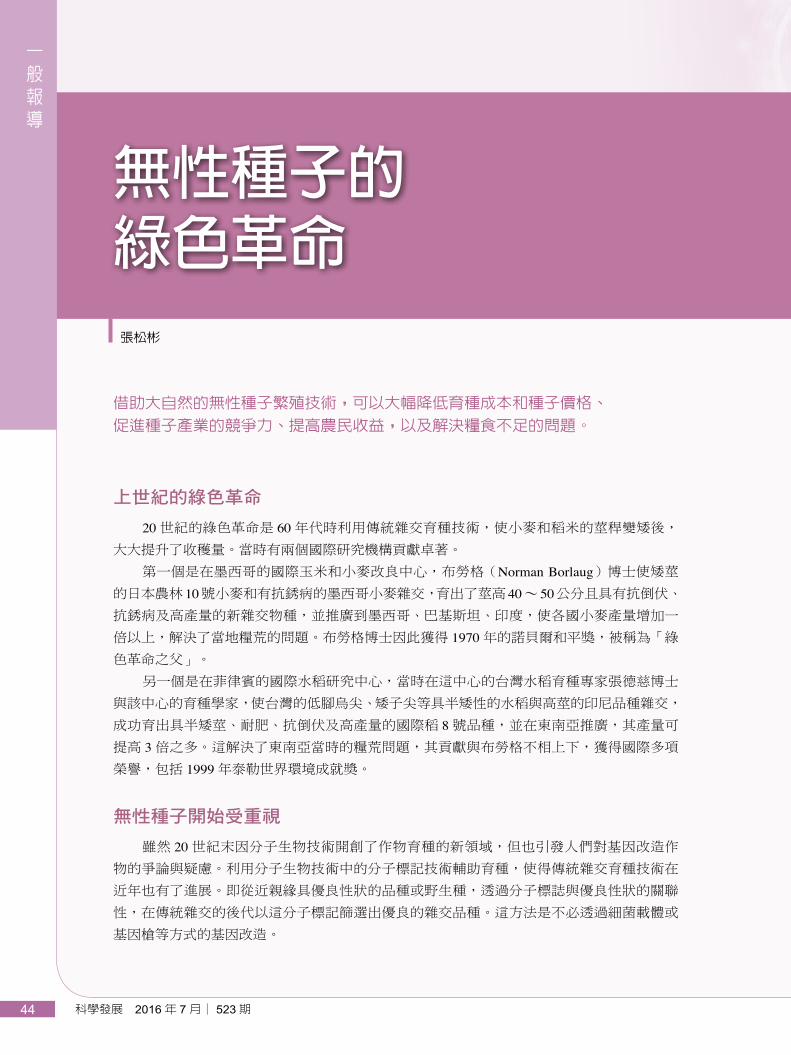
修補物的快速成形製作
接著可以選擇適當的生醫材料(如鈦
金屬),並以 3D列印快速成形的方式製作修補物。此外,利用積層堆疊的加工方式
不僅可以節省材料,甚至可完成許多傳統
加工機具無法製作的成品,在醫療上有很
大的幫助。
修復物設計規畫的 STL檔案通常是利用 3D列印機台的控制軟體讀取,讀取後會針對模型進行切層處理,使用者可以設定層
修補物輪廓三維立體資訊
3D列印快速成形於齒顎製作應用(鈦金屬材料)。
利用積層堆疊的加工方式不僅可以節省材料,
甚至可完成許多傳統加工機具無法製作的成品,在醫療上有很大的幫助。
修補物輪廓三維立體資訊(藍色顯示修補物堆疊輪廓)
4342 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
與層之間的距離,距離設定越小所得到的成
品精度也越高。3D列印取得的成品若是鈦金屬材料,可直接進行生醫相關的表面處
理,然後直接應用於創傷修復手術上。此
外,3D列印出的模型也可讓臨床人員於手術前進行手術操作模擬,讓醫師能夠更快速
地完成創傷修復。
應用數位化醫療科技已逐漸成為醫療
發展的趨勢,它利用電腦斷層影像資料做
為創傷修復設計的依據,並搭配電腦設計
規畫,以人體自然的解剖對稱線及鏡射影
像處理方式,對於病患的顱部、顏部、齒
3D列印出的模型可讓臨床人員於手術前進行手術操作模擬,讓醫師於手術時能夠更快速地完成創傷修復。
顎區域進行缺損區域的修補物特徵輪廓設
計與製作。相較於傳統醫療,數位化醫療
科技於創傷修復上更具有高準確性及美觀
性,且製作材料的多樣性可提供臨床人員
更多的選擇。
彭耀德金屬工業研究發展中心醫療器材產業服務組
一般報導
4544 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
無性種子的綠色革命
上世紀的綠色革命
20世紀的綠色革命是 60年代時利用傳統雜交育種技術,使小麥和稻米的莖稈變矮後,大大提升了收穫量。當時有兩個國際研究機構貢獻卓著。
第一個是在墨西哥的國際玉米和小麥改良中心,布勞格(Norman Borlaug)博士使矮莖的日本農林 10號小麥和有抗銹病的墨西哥小麥雜交,育出了莖高 40∼ 50公分且具有抗倒伏、抗銹病及高產量的新雜交物種,並推廣到墨西哥、巴基斯坦、印度,使各國小麥產量增加一
倍以上,解決了當地糧荒的問題。布勞格博士因此獲得 1970年的諾貝爾和平獎,被稱為「綠色革命之父」。
另一個是在菲律賓的國際水稻研究中心,當時在這中心的台灣水稻育種專家張德慈博士
與該中心的育種學家,使台灣的低腳烏尖、矮子尖等具半矮性的水稻與高莖的印尼品種雜交,
成功育出具半矮莖、耐肥、抗倒伏及高產量的國際稻 8號品種,並在東南亞推廣,其產量可提高 3倍之多。這解決了東南亞當時的糧荒問題,其貢獻與布勞格不相上下,獲得國際多項榮譽,包括 1999年泰勒世界環境成就獎。
無性種子開始受重視
雖然 20世紀末因分子生物技術開創了作物育種的新領域,但也引發人們對基因改造作物的爭論與疑慮。利用分子生物技術中的分子標記技術輔助育種,使得傳統雜交育種技術在
近年也有了進展。即從近親緣具優良性狀的品種或野生種,透過分子標誌與優良性狀的關聯
性,在傳統雜交的後代以這分子標記篩選出優良的雜交品種。這方法是不必透過細菌載體或
基因槍等方式的基因改造。
借助大自然的無性種子繁殖技術,可以大幅降低育種成本和種子價格、
促進種子產業的競爭力、提高農民收益,以及解決糧食不足的問題。
張松彬
4544 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
但傳統雜交育種仍必須面臨維持親本
的純系和克服雜交困難的問題,於是在 20
世紀末無性種子(asexual seed)開始受到
重視,認為無性種子可以無止境且大幅節
省成本地維持優良的雜交品種,不受維護
親本純系與雜交的困擾,進而解決糧食不
足的問題,很有潛力造成下一波的綠色革
命。
下一波綠色革命
為什麼無性種子可能引起下一波的綠
色革命呢?主要因為目前大多數的栽種作
物是農民必須向種子公司購買雜交第一代
作物種子。那是透過兩個純系的優良親代
雜交產生的(純系是指其基因型無論顯性
或隱性都是同型的,例如 AA或 aa,而不
是異型的 Aa),因此雜交第一代會有「雜
種優勢」的現象,即它同時具有雙親所有
的優良性狀,更優於兩個親代,且每一個
雜交第一代都是一樣的優良。
農民以栽種這優良的作物賣給消費者,
但農民無法保留收穫的種子當作下一次播
種之用。因為若這作物是自交型的,在自
交第 1代的性狀組合就會有很多樣,品質
參差不齊,若是異交者,親本的基因型未
知,品質更難掌控。因此,農民每次要栽
種時,必須向種子公司購買雜交第一代種
子,種子公司則以此不斷獲利。
因此,如何獲得及維持雜種優勢的雜
交第一代是很關鍵的技術。無性種子的開
發就是要以低成本無限制地無性繁殖具雜
種優勢的雜交第一代,將來可使種子公司
具競爭力,甚至農民可以保留種子無止盡
地栽培品質相同的優良作物,不必再高價
向種子公司購買。
根據預估,光是把這性狀導入水稻作
物,就有約 25億美元的價值,更可以解決
種子公司掌控種子價格的問題,也讓貧窮、
糧食不足的國家能保存高產量、抗旱、抗
淹或抗病蟲害等品質優良的種子,解決糧
荒的問題。如同上一世紀布勞格與張德慈
的貢獻一樣,造就下一次的綠色革命。
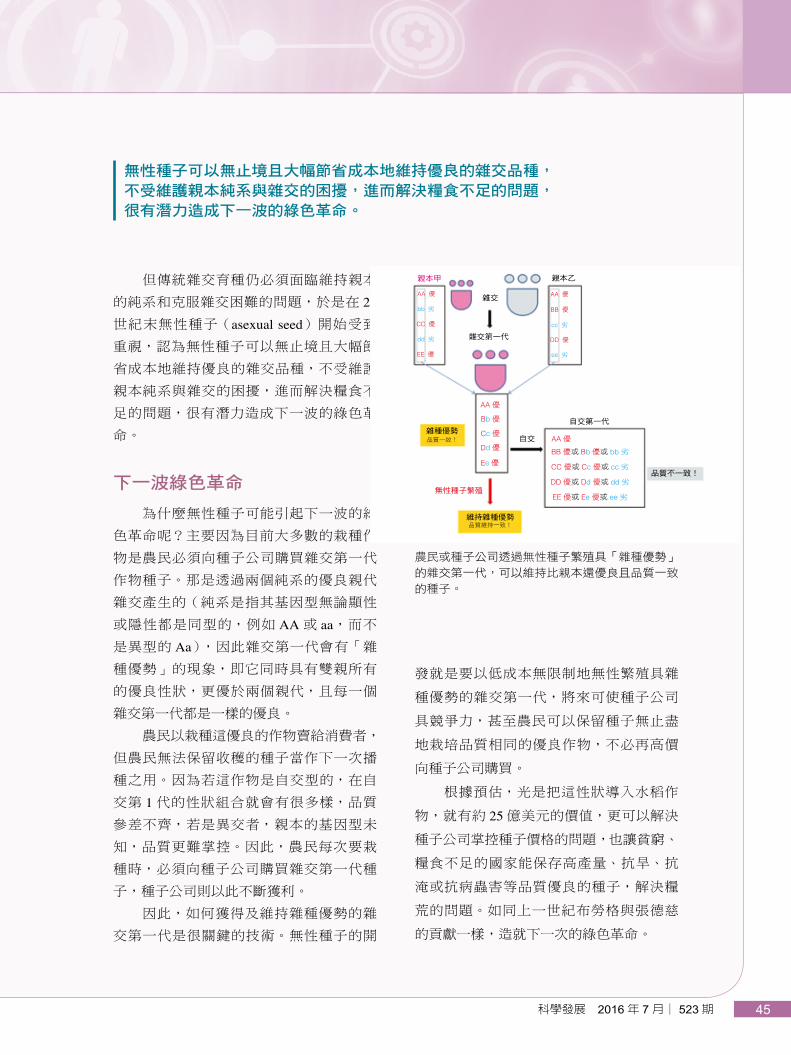
無性種子可以無止境且大幅節省成本地維持優良的雜交品種,
不受維護親本純系與雜交的困擾,進而解決糧食不足的問題,
很有潛力造成下一波的綠色革命。
農民或種子公司透過無性種子繁殖具「雜種優勢」
的雜交第一代,可以維持比親本還優良且品質一致
的種子。
親本甲
AA 優
bb 劣
CC 優
dd 劣
EE 優
親本乙
AA 優
BB 優
cc 劣
DD 優
ee 劣
雜交
雜交第一代
AA優
Bb優
Cc優
Dd優
Ee 優
雜種優勢品質一致! 自交
自交第一代
AA優BB優或 Bb優或 bb劣
CC優或 Cc優或 cc劣
DD優或 Dd優或 dd劣
EE優或 Ee優或 ee劣
品質不一致!
無性種子繁殖
維持雜種優勢品質維持一致!
一般報導
4746 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
自然界有無性種子存在
無性種子是無融合生殖產生的,即卵
不經過花粉受精就可以產生種子的一種無
性繁殖方式,在自然界中是會天然發生的。
因為卵沒有受精,所以卵發育生成的種子
在發芽後長出的植株,遺傳背景跟母株一
樣,就像複製植物。若母株是優良的品種,
透過無融合生殖的無性種子一樣具有優良
的性狀。這種複製植物是透過「種子」進
行無性繁殖,有別於過去大家認知的種子
是有性生殖的結果。
但以無性繁殖複製優良的植株並非新
鮮事,過去無性繁殖的方法有扦插、壓條、
分芽、塊莖、鱗莖等,甚至利用組織培養
技術大量繁殖植物細胞所產生的優良分生
苗,都可無性繁殖雜種優勢的雜交第一代。
透過無性繁殖可以馬上保留固定優良的雜
交種和突變種,也可以省去保存優良純系
親代的花費,以及栽種人力跟土地成本。
有些自交作物要雜交育種,常需耗工、
耗時地去雄蕊以防自交,才能達成兩親本
的異花雜交。更別提雜交育種若遇到雜交
不親合性或不稔性,常無法獲得雜交種子
的情況。因此,以無性種子繁殖雜種優勢
的雜交第一代可以省時、省力和省成本。
為什麼透過無性種子比其他無性繁殖
有特別的優勢?因為大部分的種子不易受
到母株上病原菌的垂直感染。其他無性繁
殖如馬鈴薯塊莖或百合鱗莖,在採收、運
輸及儲藏時,常因為有部分染病的個體經
接觸而傳染病原菌。種子還有一個優勢是
其個體較小且質地堅硬。
以教室般大小所儲藏的馬鈴薯塊莖數
量,無性種子只需一包五香乖乖的大小,
儲藏空間因而減少很多,為維持低溫、溼
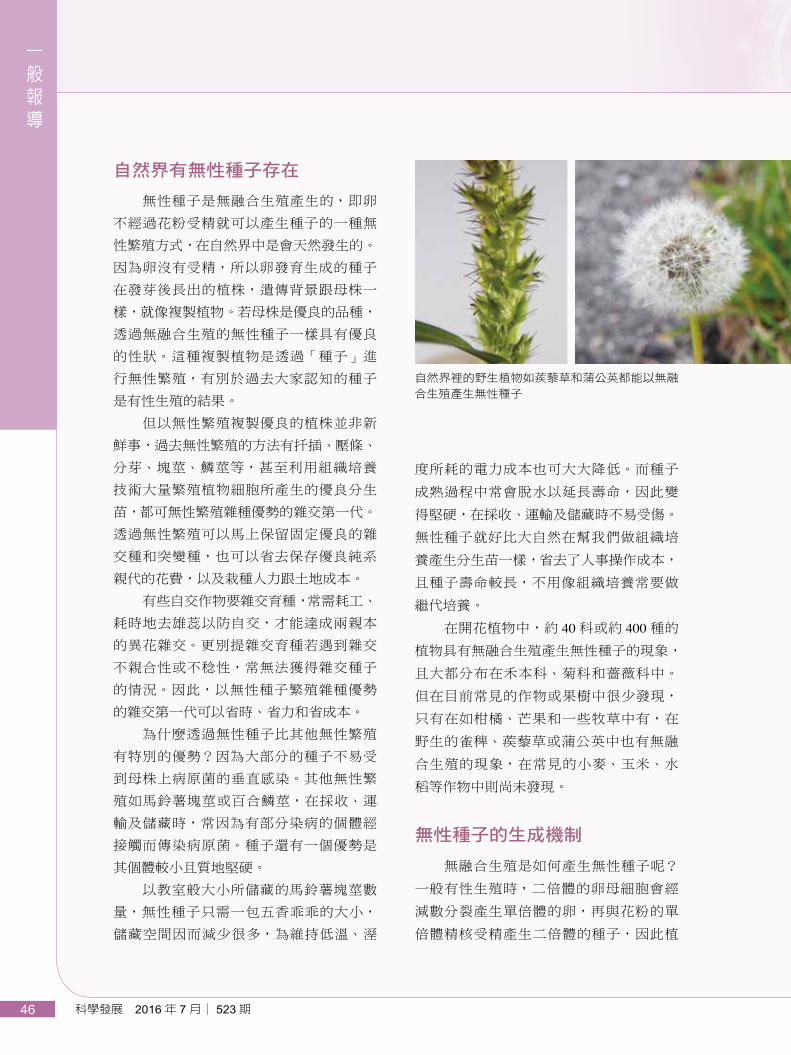
自然界裡的野生植物如蒺藜草和蒲公英都能以無融
合生殖產生無性種子
度所耗的電力成本也可大大降低。而種子
成熟過程中常會脫水以延長壽命,因此變
得堅硬,在採收、運輸及儲藏時不易受傷。
無性種子就好比大自然在幫我們做組織培
養產生分生苗一樣,省去了人事操作成本,
且種子壽命較長,不用像組織培養常要做
繼代培養。
在開花植物中,約 40科或約 400種的
植物具有無融合生殖產生無性種子的現象,
且大都分布在禾本科、菊科和薔薇科中。
但在目前常見的作物或果樹中很少發現,
只有在如柑橘、芒果和一些牧草中有,在
野生的雀稗、蒺藜草或蒲公英中也有無融
合生殖的現象,在常見的小麥、玉米、水
稻等作物中則尚未發現。
無性種子的生成機制
無融合生殖是如何產生無性種子呢?
一般有性生殖時,二倍體的卵母細胞會經
減數分裂產生單倍體的卵,再與花粉的單
倍體精核受精產生二倍體的種子,因此植
4746 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
無性種子就好比大自然在幫我們做組織培養產生分生苗一樣,
省去了人事操作成本,且種子壽命較長,不用像組織培養常要做繼代培養。
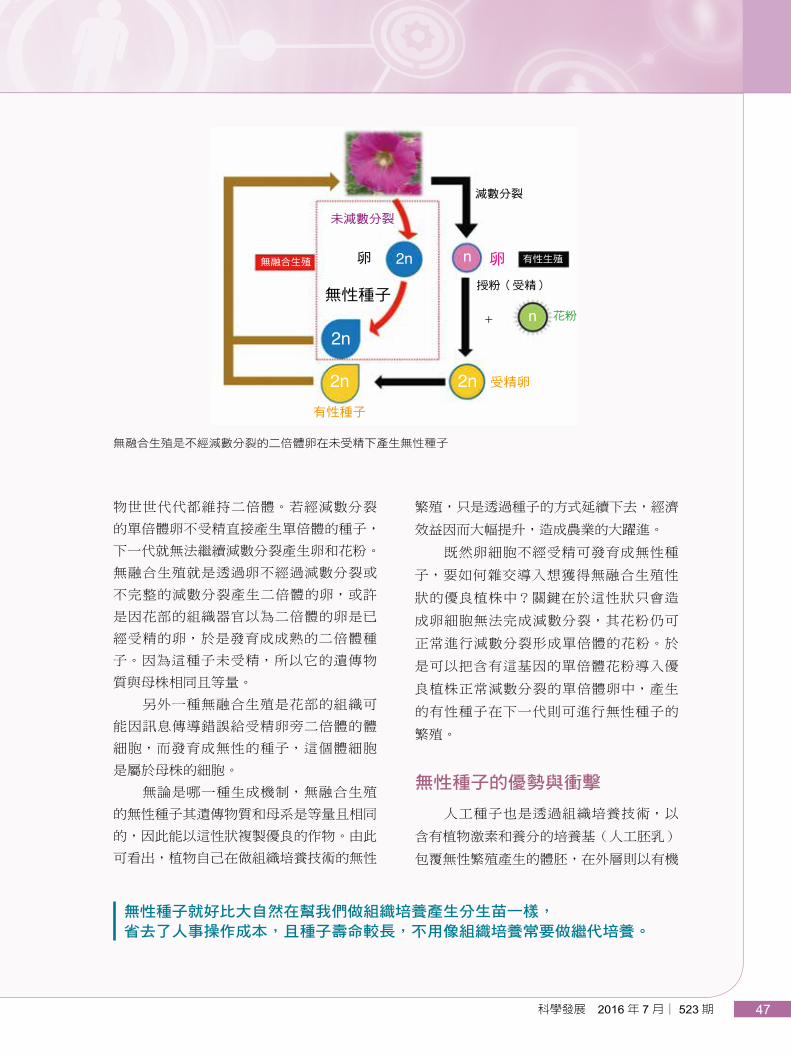
物世世代代都維持二倍體。若經減數分裂
的單倍體卵不受精直接產生單倍體的種子,
下一代就無法繼續減數分裂產生卵和花粉。
無融合生殖就是透過卵不經過減數分裂或
不完整的減數分裂產生二倍體的卵,或許
是因花部的組織器官以為二倍體的卵是已
經受精的卵,於是發育成成熟的二倍體種
子。因為這種子未受精,所以它的遺傳物
質與母株相同且等量。
另外一種無融合生殖是花部的組織可
能因訊息傳導錯誤給受精卵旁二倍體的體
細胞,而發育成無性的種子,這個體細胞
是屬於母株的細胞。
無論是哪一種生成機制,無融合生殖
的無性種子其遺傳物質和母系是等量且相同
的,因此能以這性狀複製優良的作物。由此
可看出,植物自己在做組織培養技術的無性
無融合生殖是不經減數分裂的二倍體卵在未受精下產生無性種子
無融合生殖
未減數分裂
卵 2n n
n無性種子
2n
2n 2n
減數分裂n
卵 有性生殖
+ 花粉
受精卵
有性種子
授粉(受精)
繁殖,只是透過種子的方式延續下去,經濟
效益因而大幅提升,造成農業的大躍進。
既然卵細胞不經受精可發育成無性種
子,要如何雜交導入想獲得無融合生殖性
狀的優良植株中?關鍵在於這性狀只會造
成卵細胞無法完成減數分裂,其花粉仍可
正常進行減數分裂形成單倍體的花粉。於
是可以把含有這基因的單倍體花粉導入優
良植株正常減數分裂的單倍體卵中,產生
的有性種子在下一代則可進行無性種子的
繁殖。
無性種子的優勢與衝擊
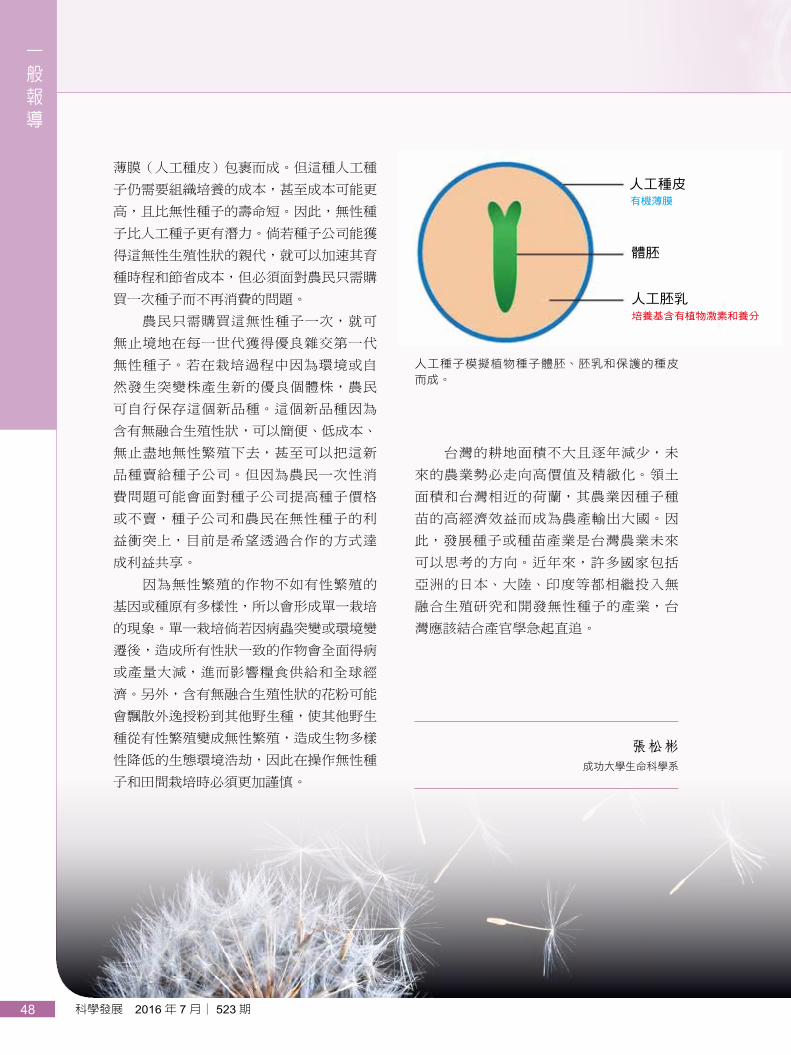
人工種子也是透過組織培養技術,以
含有植物激素和養分的培養基(人工胚乳)
包覆無性繁殖產生的體胚,在外層則以有機
一般報導
4948 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
薄膜(人工種皮)包裹而成。但這種人工種
子仍需要組織培養的成本,甚至成本可能更
高,且比無性種子的壽命短。因此,無性種
子比人工種子更有潛力。倘若種子公司能獲
得這無性生殖性狀的親代,就可以加速其育
種時程和節省成本,但必須面對農民只需購
買一次種子而不再消費的問題。
農民只需購買這無性種子一次,就可
無止境地在每一世代獲得優良雜交第一代
無性種子。若在栽培過程中因為環境或自
然發生突變株產生新的優良個體株,農民
可自行保存這個新品種。這個新品種因為
含有無融合生殖性狀,可以簡便、低成本、
無止盡地無性繁殖下去,甚至可以把這新
品種賣給種子公司。但因為農民一次性消
費問題可能會面對種子公司提高種子價格
或不賣,種子公司和農民在無性種子的利
益衝突上,目前是希望透過合作的方式達
成利益共享。
因為無性繁殖的作物不如有性繁殖的
基因或種原有多樣性,所以會形成單一栽培
的現象。單一栽培倘若因病蟲突變或環境變
遷後,造成所有性狀一致的作物會全面得病
或產量大減,進而影響糧食供給和全球經
濟。另外,含有無融合生殖性狀的花粉可能
會飄散外逸授粉到其他野生種,使其他野生
種從有性繁殖變成無性繁殖,造成生物多樣
性降低的生態環境浩劫,因此在操作無性種
子和田間栽培時必須更加謹慎。
台灣的耕地面積不大且逐年減少,未
來的農業勢必走向高價值及精緻化。領土
面積和台灣相近的荷蘭,其農業因種子種
苗的高經濟效益而成為農產輸出大國。因
此,發展種子或種苗產業是台灣農業未來
可以思考的方向。近年來,許多國家包括
亞洲的日本、大陸、印度等都相繼投入無
融合生殖研究和開發無性種子的產業,台
灣應該結合產官學急起直追。
人工種子模擬植物種子體胚、胚乳和保護的種皮
而成。
人工種皮有機薄膜
體胚
人工胚乳培養基含有植物激素和養分
張松彬成功大學生命科學系

4948 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
一般報導
5150 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
硼的自述
我的名字叫做「硼」,英文名字叫
boron,元素符號記作 B,在整個元素周期
表中排行老五,也就是坐落在第二周期、第
十三族的元素(整個周期表共有七個周期和
十八個族)。我們這一族的元素叫做鋁家
族,共有硼、鋁、鎵、銦和鉈 5個成員,而
我「硼」是這一家族元素的老大。我「硼」
和其他4位成員最大不同的地方是,我「硼」
是個非金屬元素,其他 4位成員都是金屬元
素。我「硼」的重要用途在玻璃製造、阻燃
劑、肥皂,以及種種工業上和農業上的應
用,還有人體健康的維護。
歷史上第一次提到我「硼」是在一本
由波斯煉金術士 Rhazes(西元 865-925)寫
的書裡,其實近代化學的誕生都要感謝先
前鍊金術士的功勞。
提到我「硼」,人們便會想到硼砂和
硼酸。的確如此,早在約西元前 200年,埃
及、羅馬、巴比倫的煉金術士們就曾使用過
硼砂(是我「硼」的化合物之一)製造玻璃
和焊接黃金。我「硼」之所以英文命名為
boron,是因這字源自阿拉伯文 bauraq或波
斯文 burah,原意都是焊接的意思。這說明
硼雖然是個日常生活中常見且不可或缺的元素,但即使到今天,
硼的本性和硼對人類有哪些重要貢獻,還在摸索、試驗中。
蘇明德
只顯示第 13族元素簡化了的周期表
B
硼
Al
鋁
Ga
鎵
In
銦
Tl
鉈
古代的阿拉伯人及波斯人已經知道硼砂有熔
融金屬氧化物的能力,因為在焊接過程中,
可用硼砂做助熔劑除去金屬焊接處的氧化
物,使金屬牢固地結合在一起。
5150 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
後來,到了 1702年,人們又製得「硼
酸」。但「硼酸」究竟是什麼?它的化學成
分一直到 19世紀初仍然還是個謎。1732年
法國藥劑師喬弗勞(Claude Joseph Geoffroy,
1685-1752)觀察到「硼砂」在燃燒後會在
火焰中產生綠色,他認為這是由於這種化
合物裡含有微量氣化的「硼」使火焰呈現
綠色。只是一直沒有人能把元素的我「硼」
提取出來,不然喬弗勞就可能成為第一位
發現我「硼」元素的人。
前面說過我「硼」的化合物雖然早在
千年前便已為人所知,但元素的我「硼」
卻一直到 1807年才由法國科學家蓋.呂薩
克(Joseph Louis Gay-Lussac, 1778-1850)
和泰納(Louis-Jacques Thénard, 1777-1857)
採用金屬「鉀」與「硼酸」反應得到,並
於那年 11月在法國的《理化年報》上發表
了他們提取元素「硼」的方法和經過。幾
乎與此同時,英國科學家載維(Humphry
Davy, 1778-1829)也用相同的方法得到了元
素「硼」,並於 1808年 6月在英國皇家學
會上宣讀了他抽取元素我「硼」的論文。
純元素的我「硼」的外觀看起來是帶
有光澤的黑褐色,又我「硼」在自然界中
的含量相當豐富,占地殼中的 0.001%。
我「硼」本身非常硬,在單一元素中,我
「硼」的硬度僅次於金剛石(又叫鑽石)。
正因如此,我「硼」可用來製造切削工具
和鑽頭。在煉鋼時,在鋼水中摻入微量的
我「硼」就可大大提高鋼材的強度。在鋁
與銅的溶液中摻進少量的我「硼」,也可
大大提高導電性。我「硼」也具有相當高
的沸點,約攝氏 4,000度,熔點也高達攝氏
2,100度。但在室溫攝氏 25度時,我「硼」
則是穩定的固體。
鋁家族,共有硼、鋁、鎵、銦和鉈。
B Al Ga In Tl
晶體硼
硼砂
法國科學家蓋.呂薩克。
一般報導
5352 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
我「硼」的身上一共有 5個「質子」(因
此排行第五),但在自然情況下卻可能擁有
5或 6個中子。換句話說,我「硼」有兩
種「同位素」(相同的元素卻含有數量不同
的中子),分別是 10B(原子量 10.0129)及11B(原子量 11.0093)。這造成我「硼」物
理性質上的多變,其中 11B據估計占80.1%, 10B則占了 19.9%。
我「硼」在自然界可以通過不同作用
組成一個循環系統,例如在磐石、水圈、
大氣圈、生物圈之間,以及在各種地質、
地球化學、生物化學作用下,我「硼」會
不斷地循環而存在著。
一般來說,在室溫下我「硼」是不會
和空氣反應的,必須在高溫時才會經由燃
燒而產生氧化硼。且我「硼」在水裡不會
反應,也不溶於水。我「硼」更不會和鹽酸、
氫氟酸作用,卻會和鹵素(像 F2、Cl2、Br2
等)產生劇烈的反應。通常在實驗室裡並
不需要特別製備我「硼」,因為我「硼」
在市場上不難買到,比如說常用來製備我
「硼」的材料可拿常見的硼砂。而透過鎂
和我「硼」的氧化物也可以產生元素的我
「硼」。
雖然我「硼」的活潑性比元素周期表
中緊隨我之後的元素小的多(化學活潑性
越強,代表著越容易和其他物質產生化學
反應),但人們在自然界中從未發現純元
素的我「硼」,相反的,我「硼」在地球
上一直是以化合物的形式存在。其實,除
氫、銻及稀有氣體(He、Ne、Ar、Kr、
Xe)外,我「硼」可直接和所有非金屬元
素反應,也可與許多金屬元素生成硼化合
物。比如說,我「硼」通常與氧、水、鈉
化合為一種稱為硼砂的化合物。
法國科學家泰納
發現元素硼的英國科學家載維
5352 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
硼礦
硼的固態架構:菱形、三角晶、斜方。
硼砂是我「硼」的重要化合物之一,
天然生產的硼砂早為中國古代醫藥學家知
悉。在中國,硼砂做為藥物的記載最初出
現在宋朝人編寫的《日華本草》中,稱為
「盆砂」。據明朝李時珍解釋說:「或雲
煉出盆中結成,謂之盆砂,一作硼砂。」
他在《本草綱目》中還敘述了它的醫藥作
用:「消痰止嗽,破瘕結喉痺。」其中「瘕」
(音「瑕」)指腹中脹痛,「痹」(音「敝」)
指肢體疼痛。
中國西藏是世界上盛產硼砂的地方,
歐洲人知道硼砂可能就是從西藏傳到印度,
再傳到歐洲的。在 1772年,瑞典商人格里爾(J. A. Grill)在《瑞典皇家學會會報》中發表文章,說有一位中國天主教傳教士
送他一種天然硼砂,叫做 pounxa(音譯為硼砂),並說明是從西藏地下挖掘出來的,
並不是人工製得的。
硼砂的主要用途是做清潔劑和軟水劑。
如果水裡含有鈣、鎂等鹼土金屬離子,就
會和肥皂化合形成浮垢狀沉澱,聚集於洗
滌槽或桶的內壁四周,這種水稱為硬水。
當硬水軟化後,所含的鈣、鎂離子被去除,
取而代之的是較為無害的鈉和鉀元素。硼
砂就是軟化硬水的最佳軟水劑。在工業界,
人們也常用硼砂製造派熱克斯玻璃(Pyrex Glass),俗稱耐熱玻璃。由於派熱克斯玻璃能承受溫度的急遽變化而不裂開,可增加
玻璃的耐久性,因此這種玻璃最常見的用
途是做為廚房裡用的烤盤和量杯的材料。
我「硼」的另一個重要且常見的化合
物就是硼酸。把硼砂和鹽酸或硫酸一起加
熱就可製得硼酸。硼酸是一種很弱的酸,
有殺菌作用,可用做眼藥水。除此之外,
硼酸經常用來製造滅蟑藥丸。硼酸微溶於
冷水,但隨著溫度升高,它的溶解度明顯
增大。硼酸的水溶液可做為防腐劑和醫療
用的消毒劑,市面上有些肥皂就含有硼酸
成分,硼酸在搪瓷和玻璃工業中也有著廣
泛的應用。
天下沒有完美的事物,我「硼」也有危
險的一面。無機「硼」中毒常由硼酸和硼砂
引起,我「硼」、硼酸、硼砂的毒性基本上
相似,都是低毒類蓄積性的毒物。從中毒的
病理檢查可見胃、腎、肝、腦和皮膚出現特

一般報導
5554 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
異性病變,腦和肺則出現水腫。動物實驗研
究還發現我「硼」對睪丸較敏感,特別是性
成熟期的睪丸。當發生急性「硼」中毒時應
給予綜合性治療,口服「硼」中毒時應儘快
用溫水或 5% NaHCO3溶液洗胃。
我「硼」也是植物生長發育必需的微
量元素之一,因為我「硼」是產生某些重要
植物蛋白的關鍵,可幫助植物從土壤中吸
收水分,促進根莖生長。實驗顯示我「硼」
元素若供應過少,會造成植物發黃或發黑,
甚至葉子會扭曲變形。
直至 1981年,人們才認識到我「硼」不僅是植物,也是動物與人類必需的元素。
在研究中發現,給小雞餵養維生素 D不足但並不完全缺乏飼料的情況下,我「硼」
仍能夠改善其骨骼鈣化。其實我「硼」在
人類健康中所扮演的角色還不是很清楚,
但有越來越多的證據顯示人體可能需要非
常少量的我「硼」,以保持骨骼的健康,
缺少我「硼」可能導致關節炎和其他骨科
病症。
醫學研究證明 40歲以上的人幾乎都有骨質疏鬆現象,尤其是婦女。骨骼雖然主
要是由鈣和磷元素構成,但如果飲食中缺
少我「硼」,鈣就會大量消耗掉,骨質中
的鈣排出增多,就容易得軟骨症。因此,
婦女們平時應注意在日常膳食中多多攝取
含我「硼」的食物。我「硼」和鈣、磷、
鎂是正常代謝所需要的微量元素之一,對
停經後婦女防止「鈣」質流失、預防骨質
疏鬆症具有功效。我「硼」的缺乏會加重
維生素 D的欠缺,另一方面,我「硼」也有助於提高男性睾丸酮分泌量、強化肌肉,
是運動員不可缺少的營養素。
我「硼」可能對腦功能的健康性也非
常重要,像是記憶力和手眼協調及反應能
缺乏硼元素的果實容易產生凹凸浮腫的現象(還好
人類不會這樣)!
木瓜缺硼症(果實塊腫)。
力可能都需要我「硼」的幫忙。人們早就
發現,某一些化學元素的攝入對智力的提
高有一定的促進作用。
其中我「硼」元素的效果已被美國科
學家用實驗證實,食用低劑量「硼」食物
的人,腦中電波活動會減慢,顯示腦中的
智能反應下降。嚴重一些的人就連很簡單
5554 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
的小事都做不好,像是敲頭的速度變慢,
用滑鼠點選物件也失去精準,挑選字母的
速度也不快,總之,他們的智能反應全都
慢了下來。當恢復正常飲食時,他們的腦
電波反應增快,用腦的速度也大為改善。
雖然大多數人並不缺我「硼」,但老
年人有必要適當注意攝取。其實,大多數
人可從水果、綠色蔬菜、堅果及豆類中得
到我「硼」,如蘋果、油菜、核桃、花生、
牛奶、雞蛋等。每日大約服用 3 mg的我「硼」,就能預防骨質疏鬆症。但有關我
「硼」在人體中的吸收和代謝,其實科學
界知道的並不夠多。目前只知道我「硼」
在膳食中很容易吸收,且大部分由尿排
出,並且在血液中我「硼」可與氧結合為
B(OH)3。
據觀察,人與動物的血液中我「硼」
的含量很低,這與膳食中「鎂」的攝入有
關,當鎂的攝入量低時,血液中我「硼」
的含量就會增加。
我「硼」的生理功能至今還未能確定,
有兩種假說解釋我「硼」缺乏時出現明顯
而不同的反應,以及我「硼」的一些生化
特性。一種假說是,我「硼」是一種代謝
調節因子,經由競爭可抑制一些關鍵酵素
的反應,控制許多代謝途徑。另一種是我
「硼」具有維持細胞膜功能穩定的作用,
因而可以用來調整調節性陰離子或陽離子
的跨膜信號或運動,以影響細胞膜對激素
和其他調節物質的反應。
但要注意的是,也不可過量服用我
「硼」,太多的「硼」反而造成人體「硼中
毒」,產生腹瀉、嘔吐等現象。並且,如
果只吃含我「硼」的藥物而不吃含我「硼」
的食品,也會損傷骨骼。相反的,吃進含
我「硼」足夠的食物後,也不宜再吃含我
「硼」的藥物。除了抗骨質疏鬆外,我「硼」
還有減輕維生素 D缺乏造成的不良影響,以及降血脂、抗腫瘤、抗癌症的功能。
除了人體健康外,我「硼」在原子核
反應堆的設計和利用過程中也起著重要的
作用。在研究原子核產生能量的方式的早
期,人們就發現我「硼」是一種非常有效
的中子吸收劑。中子做為組成原子核的基
本粒子之一,它在原子核反應堆中起著至
關重要的作用。當原子核反應堆中最常用
的燃料鈾 -235吸收中子後,會裂變成碎片並釋放能量,也放射出新的中子。這種新
產生的中子使更多的鈾 -235裂變,並引發連鎖反應。
為避免連鎖反應失控導致爆炸,必須
好好控制原子核裂變所產生中子的數量。
於是,核子工程師通常把我「硼」棒放進
原子核反應堆中,吸收裂變中產生的過多
中子,使原子核反應速率減慢,進而控制
反應中產生的能量,因此我「硼」棒又稱
為「控制棒」。
我「硼」在半導體製造方面也越來越
重要。半導體是在矽或鎵的晶體裡精確地
摻入一些像我「硼」之類的雜質,當把少
量的我「硼」元素摻入矽晶體裡時,「硼」
原子就占據了晶體中一些原來矽原子所在
的位置。然而「硼」只有 3個外層電子,而矽有 4個外層電子。我們就說:硼原子在矽晶體中形成了一個帶正電的空穴。當
摻「硼」矽晶體通電時,可誘發電子從相
鄰原子向硼原子占據的正電性空穴移動並
填充空穴,而使原先所處位置形成新的正
電性空穴。
電子這種有秩序移動的結果是,原來
存在於硼原子所在位置的正電荷在矽晶體
中會有秩序地遷移而形成電流,這種半導
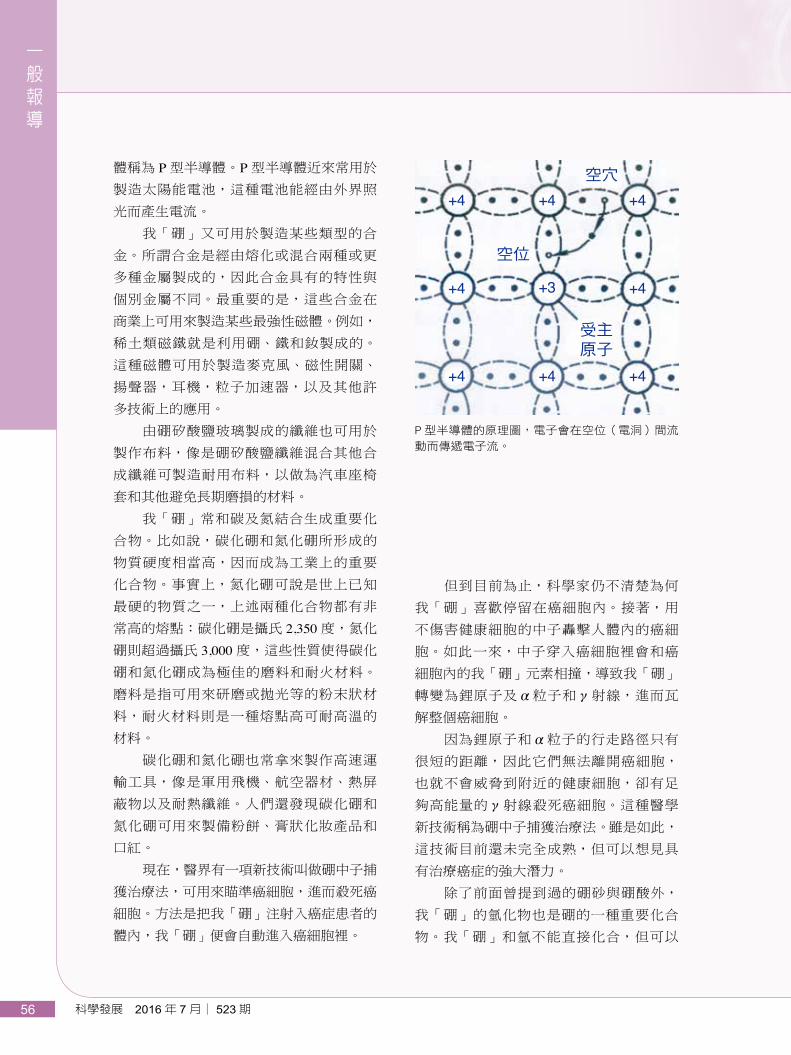
一般報導
5756 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
體稱為 P型半導體。P型半導體近來常用於製造太陽能電池,這種電池能經由外界照
光而產生電流。
我「硼」又可用於製造某些類型的合
金。所謂合金是經由熔化或混合兩種或更
多種金屬製成的,因此合金具有的特性與
個別金屬不同。最重要的是,這些合金在
商業上可用來製造某些最強性磁體。例如,
稀土類磁鐵就是利用硼、鐵和釹製成的。
這種磁體可用於製造麥克風、磁性開關、
揚聲器,耳機,粒子加速器,以及其他許
多技術上的應用。
由硼矽酸鹽玻璃製成的纖維也可用於
製作布料,像是硼矽酸鹽纖維混合其他合
成纖維可製造耐用布料,以做為汽車座椅
套和其他避免長期磨損的材料。
我「硼」常和碳及氮結合生成重要化
合物。比如說,碳化硼和氮化硼所形成的
物質硬度相當高,因而成為工業上的重要
化合物。事實上,氮化硼可說是世上已知
最硬的物質之一,上述兩種化合物都有非
常高的熔點:碳化硼是攝氏 2,350度,氮化硼則超過攝氏 3,000度,這些性質使得碳化硼和氮化硼成為極佳的磨料和耐火材料。
磨料是指可用來研磨或拋光等的粉末狀材
料,耐火材料則是一種熔點高可耐高溫的
材料。
碳化硼和氮化硼也常拿來製作高速運
輸工具,像是軍用飛機、航空器材、熱屏
蔽物以及耐熱纖維。人們還發現碳化硼和
氮化硼可用來製備粉餅、膏狀化妝產品和
口紅。
現在,醫界有一項新技術叫做硼中子捕
獲治療法,可用來瞄準癌細胞,進而殺死癌
細胞。方法是把我「硼」注射入癌症患者的
體內,我「硼」便會自動進入癌細胞裡。
P型半導體的原理圖,電子會在空位(電洞)間流動而傳遞電子流。
空位
空穴
受主原子
+3
+4+4 +4
+4+4
+4+4 +4
但到目前為止,科學家仍不清楚為何
我「硼」喜歡停留在癌細胞內。接著,用
不傷害健康細胞的中子轟擊人體內的癌細
胞。如此一來,中子穿入癌細胞裡會和癌
細胞內的我「硼」元素相撞,導致我「硼」
轉變為鋰原子及α粒子和γ射線,進而瓦解整個癌細胞。
因為鋰原子和α粒子的行走路徑只有很短的距離,因此它們無法離開癌細胞,
也就不會威脅到附近的健康細胞,卻有足
夠高能量的γ射線殺死癌細胞。這種醫學新技術稱為硼中子捕獲治療法。雖是如此,
這技術目前還未完全成熟,但可以想見具
有治療癌症的強大潛力。
除了前面曾提到過的硼砂與硼酸外,
我「硼」的氫化物也是硼的一種重要化合
物。我「硼」和氫不能直接化合,但可以
5756 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
通過加熱的方法結合,進而得到在組成與
結構上相當特殊的一系列硼氫化合物。因
為這種硼氫化合物的物理性質與碳氫化合
物相似,所以人們稱「硼」的氫化物為「硼
烷」。
科學家又發現到我「硼」和氫或和碳
的鍵結,分別生成 B- H鍵及 B- C鍵,但這二種化學鍵的反應性很高、很容易氧
化。舉例來說,在碳氫化合物裡,乙烷和
丁烷在攝氏 25度的空氣中仍可穩定存在;反之,在硼氫化合物裡,乙硼烷和丁硼烷
會自動燃燒。因此,想製備和碳氫化合物
同當量的穩定硼氫化合物(即硼烷)是相
當困難的一件事。
除此之外,碳氫化合物的分子結構很
清楚簡單,但硼氫化合物的分子構造卻是
異常地複雜。附帶一提的是,乙硼烷在空
氣中能自燃,燃燒時生成 B2O3和水,並放
出大量的熱,因此可用作高能噴射燃料,
常用在火箭和飛彈上。不過,由於純「硼
烷」的毒性很強,比我們通常已知的毒物
(如 HCN、光氣等)高出許多倍,因此為了減少毒性,現有的「硼烷」燃料都不是
純「硼烷」,而是它的衍生物。
雖是如此,還有其他含我「硼」的化
合物也在科學舞台上大放異彩。像是氟化
硼,它在化學合成上是有名的酸性催化劑,
經常輔助新化學分子的生成,因此至今 BF3
在化學工業界仍廣泛應用著。又像 NaBH4
和B2H6分子,學過大學「有機化學」及「無
機化學」的學生就知道,這些分子在眾多
化學合成反應及化學試劑的應用上都扮演
著相當重要的角色。
其實,正因為我「硼」和氫及鹵素原子
(X=氟、氯、溴、碘等)可以形成所謂的缺電子分子(BH3和 BX3),為了增加分子
結構的穩定性,必須和鄰近分子結群拉黨,
因而出現「多面體的籠形化合物」。這些分
子結構在三度立體空間中有著多樣、複雜且
迷人的面貌,這也帶動了現代化學「分子鍵
結理論」的進一步發展。
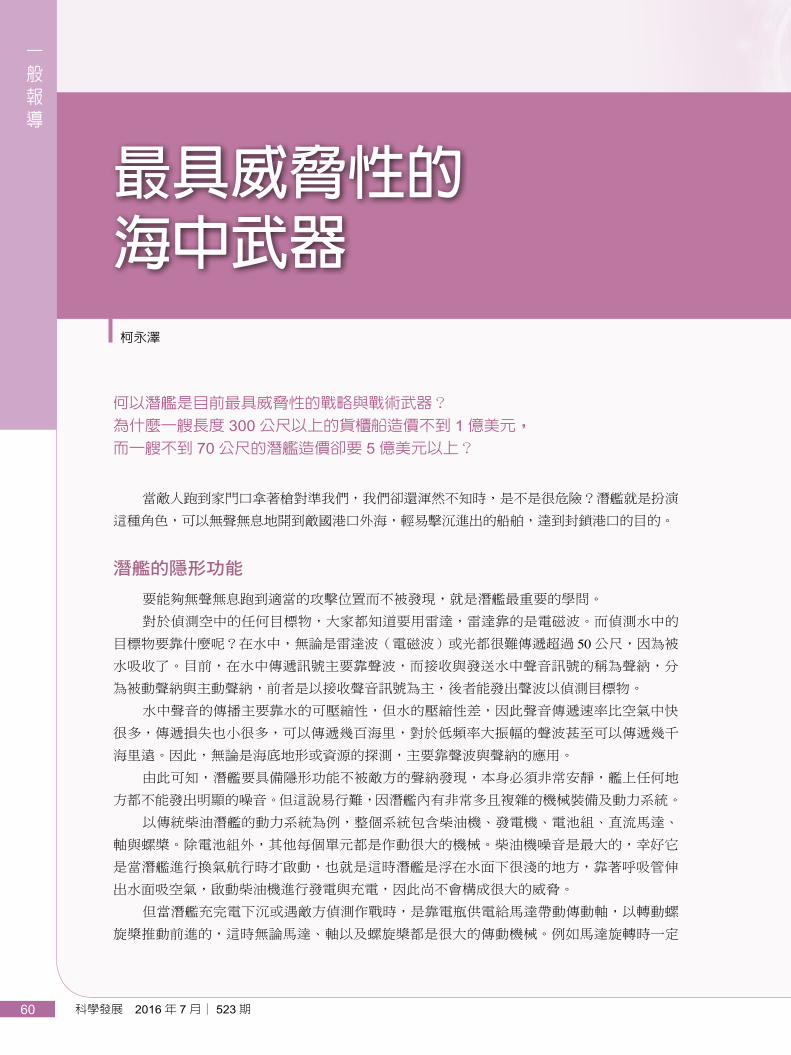
舉例來說,高中生熟悉的 B2H6(乙硼
烷)分子,現代化學「鍵結理論」就認為
其中的 BH3結構是由「三中心二電子」的 B-H-B所組成的,這個 H原子把 2個我「硼」原子像橋狀結構般聯繫在一起,這和
BH3結構是由三中心二電子的 BHB所組成的
硼矽酸鹽玻璃製成的纖維可用於布料製作
H
HH
H
HH
B B

一般報導
5958 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
傳統方式(用「二中心二電子」概念)解釋
C2H6分子結構在觀念上有著很大的不同。
早在 1950年代,美國政府就計劃運用硼氫分子做為火箭推進器的燃料,因為硼氫
化合物和氧氣作用會生成無害的 B2O3分子
及水分子。可惜的是,硼氫分子本身有毒
性,再加上多次實驗證實硼氫分子的燃燒放
熱能力較其他物質差些,不能提供大量能量
用以幫助推進器升空,後來就作罷了。
科學家也想到利用自身有多變形狀的
硼氫分子,製備帶有左旋光或右旋光的化
學鏡像異構物分子。這是因為地球上所有
生物體(包括你、我在內)都是左旋光物,
因此生物體所吃進的食物裡,只有帶「左
旋光」性的才能被吸收。同理可推,只有
帶左旋光性的藥品才能醫好病人的病。因
此科學家想到可以利用硼氫分子的多樣結
構性製備帶有左旋光的藥物分子。
這樣的想法相當有創意,也正因如
此,世界上有眾多的科學家投入這方面的
研究工作,想要利用我硼氫分子來設計、
合成出新型且有效的治病藥物,且讓我們
拭目以待。
蘇明德嘉義大學應用化學系
可以有效製造特殊光學活性的催化劑分子
H
N
B
R
O
C6H5
C6H5
看完上述有關我「硼」元素的介紹,
可以清楚地知道我「硼」功用和功能有很
多仍在探索中。或許聰明的讀者您,歡迎
加入繼續研究我「硼」的行列,以便對人
類有更進一步的貢獻。

5958 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
一般報導
6160 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
最具威脅性的 海中武器
當敵人跑到家門口拿著槍對準我們,我們卻還渾然不知時,是不是很危險?潛艦就是扮演
這種角色,可以無聲無息地開到敵國港口外海,輕易擊沉進出的船舶,達到封鎖港口的目的。
潛艦的隱形功能
要能夠無聲無息跑到適當的攻擊位置而不被發現,就是潛艦最重要的學問。
對於偵測空中的任何目標物,大家都知道要用雷達,雷達靠的是電磁波。而偵測水中的
目標物要靠什麼呢?在水中,無論是雷達波(電磁波)或光都很難傳遞超過 50公尺,因為被
水吸收了。目前,在水中傳遞訊號主要靠聲波,而接收與發送水中聲音訊號的稱為聲納,分
為被動聲納與主動聲納,前者是以接收聲音訊號為主,後者能發出聲波以偵測目標物。
水中聲音的傳播主要靠水的可壓縮性,但水的壓縮性差,因此聲音傳遞速率比空氣中快
很多,傳遞損失也小很多,可以傳遞幾百海里,對於低頻率大振幅的聲波甚至可以傳遞幾千
海里遠。因此,無論是海底地形或資源的探測,主要靠聲波與聲納的應用。
由此可知,潛艦要具備隱形功能不被敵方的聲納發現,本身必須非常安靜,艦上任何地
方都不能發出明顯的噪音。但這說易行難,因潛艦內有非常多且複雜的機械裝備及動力系統。
以傳統柴油潛艦的動力系統為例,整個系統包含柴油機、發電機、電池組、直流馬達、
軸與螺槳。除電池組外,其他每個單元都是作動很大的機械。柴油機噪音是最大的,幸好它
是當潛艦進行換氣航行時才啟動,也就是這時潛艦是浮在水面下很淺的地方,靠著呼吸管伸
出水面吸空氣,啟動柴油機進行發電與充電,因此尚不會構成很大的威脅。
但當潛艦充完電下沉或遇敵方偵測作戰時,是靠電瓶供電給馬達帶動傳動軸,以轉動螺
旋槳推動前進的,這時無論馬達、軸以及螺旋槳都是很大的傳動機械。例如馬達旋轉時一定
何以潛艦是目前最具威脅性的戰略與戰術武器?
為什麼一艘長度 300公尺以上的貨櫃船造價不到 1億美元,
而一艘不到 70公尺的潛艦造價卻要 5億美元以上?
柯永澤
6160 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
會產生不平衡力而引起振動,因此馬達下方
一定要設計減振基座把不平衡力吸收掉。
軸的製作與安裝若未做到完美也會發
出振動。一般減振基座僅能對中高頻的振動
發揮作用,而軸所發出的激振頻率非常低,
波長很長,因此減振基座很難發揮功效。
軸也很難安裝完美,因為潛艦中空間
非常小,安裝很不容易。且安裝是在船塢
中進行的,安裝後與其他船段組裝起來,
而在海上,若有一船段的浮力與其重力稍
微不相等,則每個船段都會受力而產生船
體微量變形,軸轉動時就會發出振動,經
由軸承、基座再到船體最後傳至海中。這
種振動必然存在,只是可以容許的大小,
以及如何在振動傳遞的路徑上加以吸收。
螺槳是公認製造水下噪音最主要的裝
備,因其產生的推力很大,且在水中只要
產生噪音就會完整傳出,無法阻絕。潛艦
螺槳噪音除了本身的製造精度外,主要來
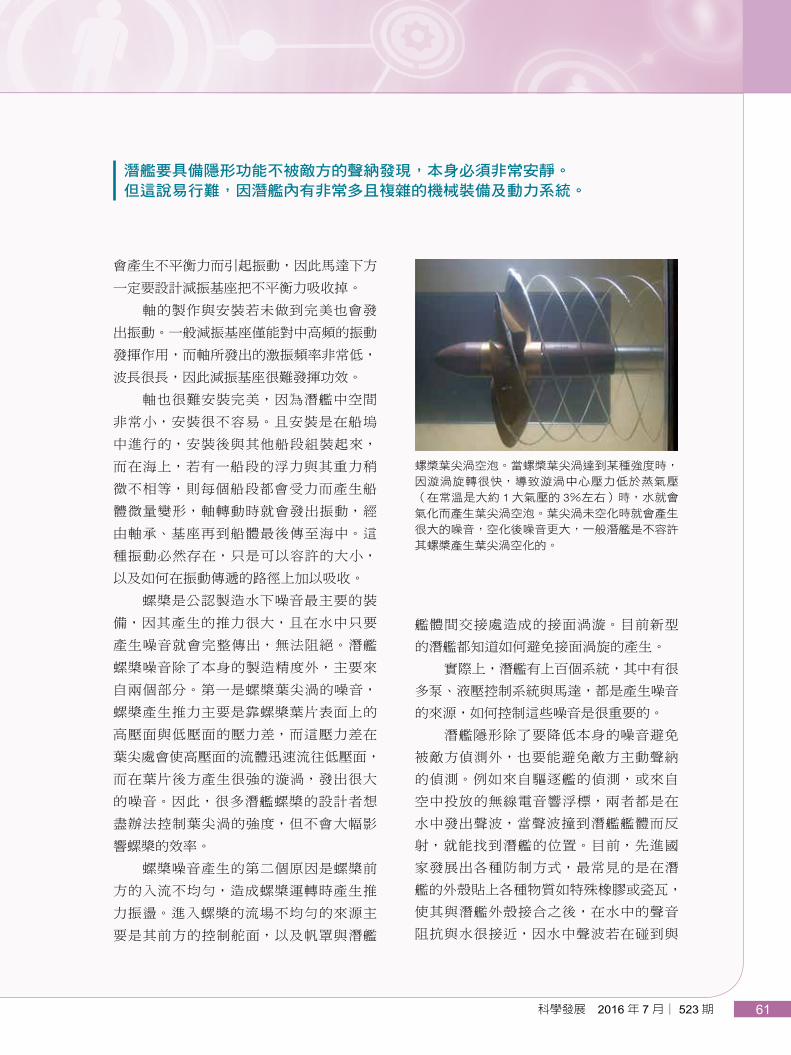
自兩個部分。第一是螺槳葉尖渦的噪音,
螺槳產生推力主要是靠螺槳葉片表面上的
高壓面與低壓面的壓力差,而這壓力差在
葉尖處會使高壓面的流體迅速流往低壓面,
而在葉片後方產生很強的漩渦,發出很大
的噪音。因此,很多潛艦螺槳的設計者想
盡辦法控制葉尖渦的強度,但不會大幅影
響螺槳的效率。
螺槳噪音產生的第二個原因是螺槳前
方的入流不均勻,造成螺槳運轉時產生推
力振盪。進入螺槳的流場不均勻的來源主
要是其前方的控制舵面,以及帆罩與潛艦
艦體間交接處造成的接面渦漩。目前新型
的潛艦都知道如何避免接面渦旋的產生。
實際上,潛艦有上百個系統,其中有很
多泵、液壓控制系統與馬達,都是產生噪音
的來源,如何控制這些噪音是很重要的。
潛艦隱形除了要降低本身的噪音避免
被敵方偵測外,也要能避免敵方主動聲納
的偵測。例如來自驅逐艦的偵測,或來自
空中投放的無線電音響浮標,兩者都是在
水中發出聲波,當聲波撞到潛艦艦體而反
射,就能找到潛艦的位置。目前,先進國
家發展出各種防制方式,最常見的是在潛
艦的外殼貼上各種物質如特殊橡膠或瓷瓦,
使其與潛艦外殼接合之後,在水中的聲音
阻抗與水很接近,因水中聲波若在碰到與
潛艦要具備隱形功能不被敵方的聲納發現,本身必須非常安靜。
但這說易行難,因潛艦內有非常多且複雜的機械裝備及動力系統。
螺槳葉尖渦空泡。當螺槳葉尖渦達到某種強度時,
因漩渦旋轉很快,導致漩渦中心壓力低於蒸氣壓
(在常溫是大約 1大氣壓的 3%左右)時,水就會氣化而產生葉尖渦空泡。葉尖渦未空化時就會產生
很大的噪音,空化後噪音更大,一般潛艦是不容許
其螺槳產生葉尖渦空化的。
一般報導
6362 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
水聲音阻抗很接近的物質時並不會反射,
因此能避開主動聲納的追蹤。
潛艦的結構
一般傳統潛艦潛航深度在 200∼ 300
公尺之間,大約每增加 10公尺水深就增加
一大氣壓的壓力,因此潛艦至少要能忍受
30個大氣壓的壓力。
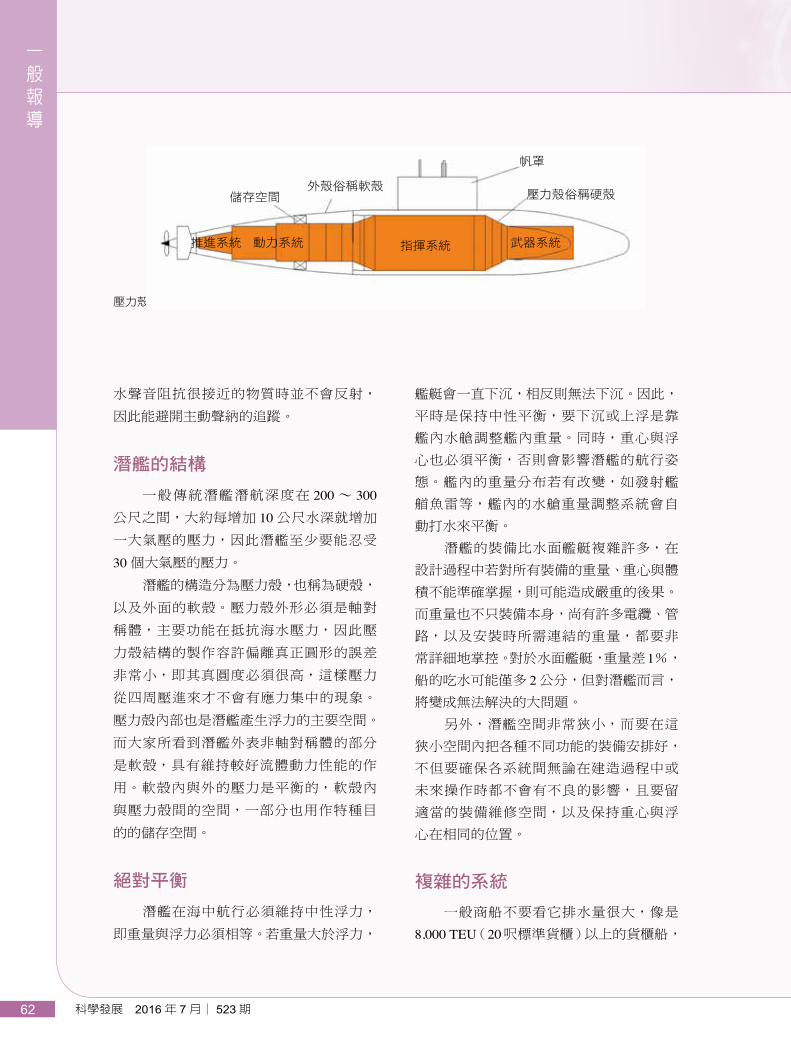
潛艦的構造分為壓力殼,也稱為硬殼,
以及外面的軟殼。壓力殼外形必須是軸對
稱體,主要功能在抵抗海水壓力,因此壓
力殼結構的製作容許偏離真正圓形的誤差
非常小,即其真圓度必須很高,這樣壓力
從四周壓進來才不會有應力集中的現象。
壓力殼內部也是潛艦產生浮力的主要空間。
而大家所看到潛艦外表非軸對稱體的部分
是軟殼,具有維持較好流體動力性能的作
用。軟殼內與外的壓力是平衡的,軟殼內
與壓力殼間的空間,一部分也用作特種目
的的儲存空間。
絕對平衡
潛艦在海中航行必須維持中性浮力,
即重量與浮力必須相等。若重量大於浮力,
艦艇會一直下沉,相反則無法下沉。因此,
平時是保持中性平衡,要下沉或上浮是靠
艦內水艙調整艦內重量。同時,重心與浮
心也必須平衡,否則會影響潛艦的航行姿
態。艦內的重量分布若有改變,如發射艦
艏魚雷等,艦內的水艙重量調整系統會自
動打水來平衡。
潛艦的裝備比水面艦艇複雜許多,在
設計過程中若對所有裝備的重量、重心與體
積不能準確掌握,則可能造成嚴重的後果。
而重量也不只裝備本身,尚有許多電纜、管
路,以及安裝時所需連結的重量,都要非
常詳細地掌控。對於水面艦艇,重量差1%,
船的吃水可能僅多 2公分,但對潛艦而言,
將變成無法解決的大問題。
另外,潛艦空間非常狹小,而要在這
狹小空間內把各種不同功能的裝備安排好,
不但要確保各系統間無論在建造過程中或
未來操作時都不會有不良的影響,且要留
適當的裝備維修空間,以及保持重心與浮
心在相同的位置。
複雜的系統
一般商船不要看它排水量很大,像是
8,000 TEU(20呎標準貨櫃)以上的貨櫃船,
壓力殼與軟殼的示意圖,每艘潛艦的設計並不同。
推進系統
儲存空間
動力系統
外殼俗稱軟殼
指揮系統 武器系統
帆罩
壓力殼俗稱硬殼
6362 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
排水量超過 10萬噸,船長超過 330公尺,但功能其實很簡單,因為大部分空間都是
貨艙,全船的各種功能系統不超過 30個。中大型水面作戰艦,各種功能系統也僅 80個左右。而一艘傳統潛艦長度大約 65∼ 70公尺,各種功能系統卻達 120個左右。
這些系統大約可分為載台系統與非載
台系統。載台系統分為載台輔助系統、艦
艇結構系統與推進系統,前者除一般商船
有的系統之外,尚有各式損害管制裝備、
主水櫃排水排氣系統、各式補償平衡系統、
逃生裝備、各式輔助動力供應系統、主電
力分配系統、各式維生與監控系統、舵翼
控制系統等。非載台系統則分為整合戰鬥
系統、武器發射系統、航儀系統與艦內外
通信系統。
由此可知潛艦確實須具備很多複雜的
系統,但如何有效地自動監控管理這些系
統的運作,就需要潛艦整合載台管理系統。
藉由資訊與通訊的內部網路系統,把所有
裝備系統的重要資訊與狀態傳至中央控制
室,只要少數幾個人就可監控整艦。這管
理系統可以隨時呈現各系統的狀態,如各
個水艙的裝載狀況,它的泵是否尚在作動,
各個閥門是處於開或關的狀態;在需作重
量、重心調整時,這系統可以自動判別該
作哪些動作等。
能量管理系統
傳統柴油潛艦潛航時能量主要靠電瓶
供應,因此電瓶的容量以及各裝備的耗能
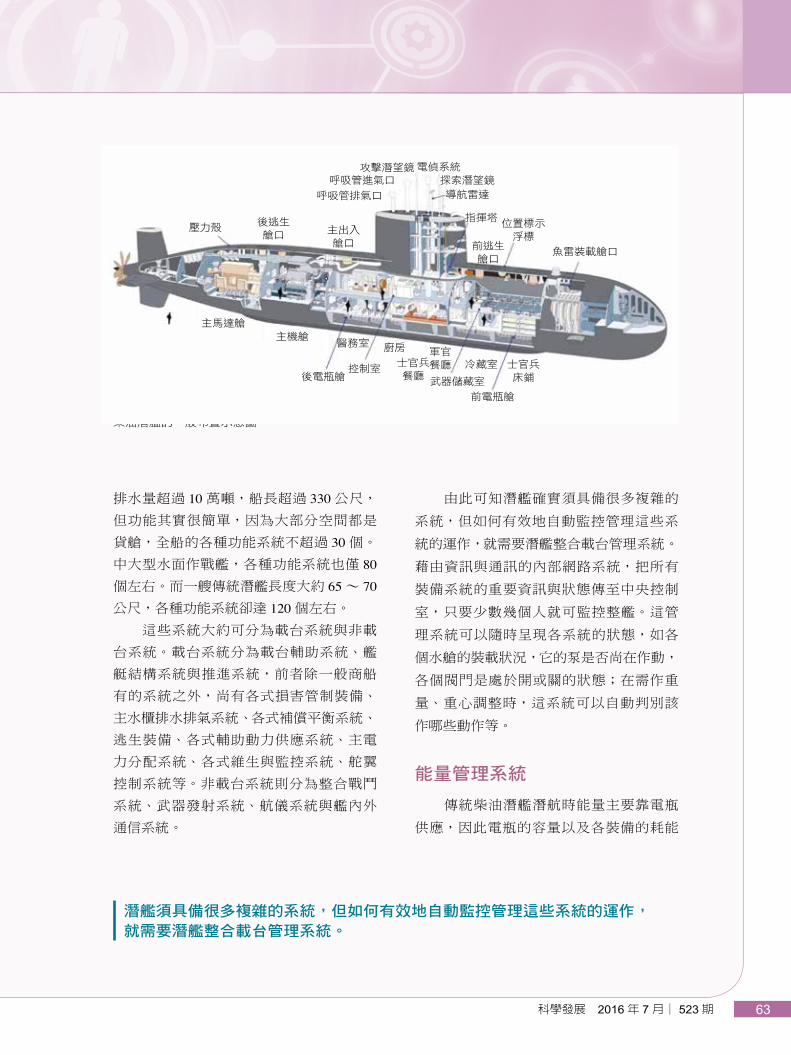
柴油潛艦的一般布置示意圖
壓力殼後逃生 艙口 主出入
艙口
呼吸管排氣口
呼吸管進氣口攻擊潛望鏡電偵系統
探索潛望鏡
導航雷達
指揮塔
前逃生 艙口
位置標示 浮標
魚雷裝載艙口
士官兵 床鋪
前電瓶艙
冷藏室
武器儲藏室
軍官 餐廳士官兵
餐廳
廚房
控制室
醫務室
後電瓶艙
主機艙主馬達艙
潛艦須具備很多複雜的系統,但如何有效地自動監控管理這些系統的運作,
就需要潛艦整合載台管理系統。
一般報導
6564 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
是潛艦可以潛航多久的關鍵因素。以往電
瓶主要使用鉛酸電瓶,現在由於鋰鐵電池
的發展,容量可以增加 3倍以上,但由於鋰鐵電池在安全上有諸多疑慮,目前還沒
有定論。
也有不少柴油潛艦潛航時採用絕氣系
統,這系統在產生功率時不需要或僅需很
少的氧氣,最常見的是燃料電池或史特靈
引擎。
如何降低潛艦內部裝備的耗能也是重
點。潛艦內部幾乎都是用直流電,因為一
方面供電電池本身是直流,另外直流系統
也較節能,尤其對需有變頻控制的裝備。
維生系統
潛艦內是個密閉狹小的生活空間,人
員在其中吃住活動,健康問題非常重要。
最重要的是空氣品質,因為直接影響健康
與生命。空氣品質監控並非只有二氧化碳,
還包括各種有害的氣體,如一氧化碳、氫
等。
戰鬥系統
潛艦的戰鬥系統有偵測、攻擊與防禦
3種。偵測系統主要有各式聲納布於艦身周圍,有的是量測中高頻聲音的陣列,有的
是可以量測低頻噪音的陣列。所謂陣列是
由很多感音器構成,由於聲波傳遞到達不
同感音器時的相差不同,由這些相差,陣
列可以推算聲源的位置及移動速度。量測
不同頻率的聲源就要用不同型式的陣列,
例如要量測較低頻率(波長較長)的聲源,
其陣列感音器間距就要大,因此潛艦有很
多不同的陣列聲納。
攻擊武器主要是魚雷,現在魚雷都是
具導引以及自身可以追蹤目標的智慧武器,
因此只要目標被鎖定或發出噪音,就很難
逃脫魚雷的攻擊。有的潛艦也有裝有飛彈。
防禦武器主要是誘標。當發現敵方魚
雷來襲時,可以利用潛艦的陣列鎖定其移
動位置,在魚雷靠近潛艦時打出誘標,這
種誘標會發出很大的噪音,誘導魚雷攻擊
誘標而把它摧毀。
潛艦是一件非常複雜的裝備與武器系
統的整合,每個裝備都要求很高的性能與
安全性,是目前最具威脅性的戰略與戰術
武器。
傳統柴油潛艦潛航時能量主要靠電瓶供應,
因此電瓶的容量以及各裝備的耗能是潛艦可以潛航多久的關鍵因素。
柯永澤臺灣海洋大學系統工程暨造船學系
6564 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
一般報導
6766 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
空中與水下的搜尋技術
2014年 3月 8日,馬來西亞航空由吉隆坡飛往北京的MH370號班機在馬來西亞海域消失了。這地區有多國多種型式的雷達監視,竟沒有一個國家的雷達看到這架飛機的出現和去
向,飛機與艦艇搜索及水下的聲納探索也沒發現任何與失事飛機有關的證物。本文即介紹雷
達和聲納這兩項搜尋技術。
雷達的獨特性
雷達早期是一種軍用儀器,二次大戰後逐漸發展出很多的民間用途,常見的有航空管制
雷達、船用雷達、飛機用雷達、人造衛星雷達與氣象雷達。每一種雷達依性能的需求和用途,
體積、頻率與功能差異很大,並非一種型號就可用於各種場所。現以一個海軍船用雷達的基
本設計為例,說明其獨特性。
軍艦雷達的設計必須滿足多方面的要求,如天線的位置與大小,對水面船隻、潛艇和浮
雷、飛機和飛彈的靈敏度。
每種軍艦有其大小、排水量及高度,而主雷達大部分安裝在艦橋附近,從這可以知道它
在船上的位置、距海平面多少公尺的高度、面積有多高多寬。根據這艘軍艦對水面船隻監控
的功能要求,我們知道它要能測到多近或多遠和多大的水面船隻;對潛艇和浮雷靈敏度的要
求,這個雷達必須能測視到多少海里之外敵人的潛望鏡和多大的浮雷;對飛機和飛彈靈敏度
2014年 3月 8日,一架由吉隆坡飛往北京的班機在馬來西亞海域消失了。
這地區有多國的雷達監視竟沒有看到這架飛機的出現和去向,
飛機與艦艇搜索及水下的聲納探索也沒發現任何與失事飛機有關的證物。
陳南初
今天我們更了解各種材料對電磁波的反射和穿透問題,
因此雷達也可用於非金屬物件的探測。
6766 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
的要求,這款雷達必須能測到哪一高度、
哪些距離、反射面積多大、某速度與加速
度範圍內的飛行物。
工程師根據上述的需求來設計天線,
選擇頻率、發射波形、放射能量和功率,
決定相關的軟硬體。
如果要設計另一種軍艦的雷達,因軍
艦的大小不一樣,各項性能的要求也不同,
所以各種數據會不一樣,設計出來的雷達
也會是截然不同的規格。
早期雷達主要是利用它從目標上反射
回來的電磁波,因為金屬物件反射率特強,
所以對偵測金屬物件特別有效。今天我們更
了解各種材料對電磁波的反射和穿透問題,
因此雷達也可用於非金屬物件的探測。把雷
達的科學原理了解清楚,就可發展特別的雷
達以便應用於特殊的軍事和商業用途。
雷達的天線
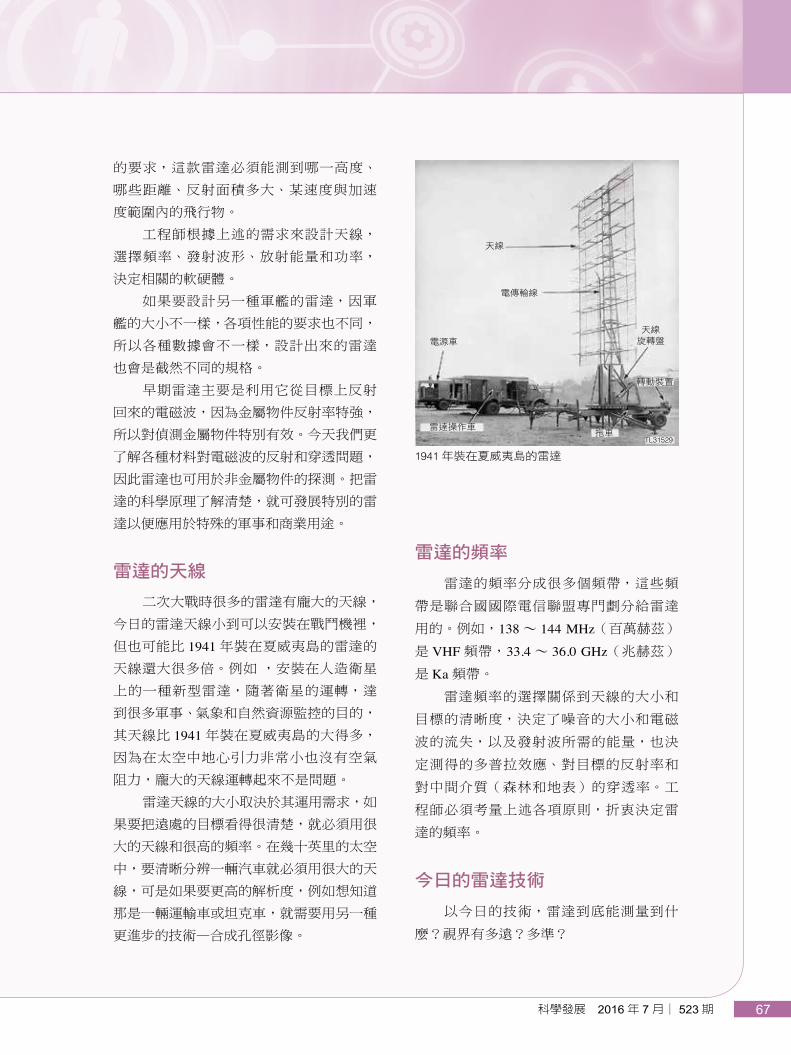
二次大戰時很多的雷達有龐大的天線,
今日的雷達天線小到可以安裝在戰鬥機裡,
但也可能比 1941年裝在夏威夷島的雷達的
天線還大很多倍。例如 ,安裝在人造衛星
上的一種新型雷達,隨著衛星的運轉,達
到很多軍事、氣象和自然資源監控的目的,
其天線比 1941年裝在夏威夷島的大得多,
因為在太空中地心引力非常小也沒有空氣
阻力,龐大的天線運轉起來不是問題。
雷達天線的大小取決於其運用需求,如
果要把遠處的目標看得很清楚,就必須用很
大的天線和很高的頻率。在幾十英里的太空
中,要清晰分辨一輛汽車就必須用很大的天
線,可是如果要更高的解析度,例如想知道
那是一輛運輸車或坦克車,就需要用另一種
更進步的技術—合成孔徑影像。
雷達的頻率
雷達的頻率分成很多個頻帶,這些頻
帶是聯合國國際電信聯盟專門劃分給雷達
用的。例如,138∼ 144 MHz(百萬赫茲)
是 VHF頻帶, 33.4∼ 36.0 GHz(兆赫茲)
是 Ka頻帶。
雷達頻率的選擇關係到天線的大小和
目標的清晰度,決定了噪音的大小和電磁
波的流失,以及發射波所需的能量,也決
定測得的多普拉效應、對目標的反射率和
對中間介質(森林和地表)的穿透率。工
程師必須考量上述各項原則,折衷決定雷
達的頻率。
今日的雷達技術
以今日的技術,雷達到底能測量到什
麼?視界有多遠?多準?
1941年裝在夏威夷島的雷達
天線
拖車TL31529
電源車
雷達操作車
電傳輸線
轉動裝置
天線旋轉盤
一般報導
6968 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
現今雷達的靈敏度很高,可以測到非
常微小的目標。例如,你在鄉間的小路上
慢跑,我在 5英里外的小丘上放一架 1英
尺口徑天線的雷達。這雷達不僅能清楚且
很精確地記錄下你每一分鐘的位置、你的
瞬時座標和速度。望遠鏡也能在 5英里外
看到一個人,但雷達在白天、夜晚或大霧
裡都可自動測到目標的出現,並測到其速
度、加速度、減速度或跳起等,並可把這
些瞬時資料傳送到其他的系統,例如把目
標的座標送到某武器系統中,大大增強該
武器的命中率和殺傷率。
以下從地對空雷達和空對地雷達兩個
角度來看雷達的測視範圍,前者是從地面
看空中目標,後者是把雷達裝在飛機或人
造衛星上,從空中或高空監控地面或海上。
從地面看空中可看得很遠,但看得越遠就
需要越大的能量和天線,因為越遠的目標
反射回來的訊號越弱,當反射的訊號低於
雜訊時就測不到目標了。
從空中往下看,地平線以下的部分就
看不到了。當然這也牽涉到能量和天線的
問題,遠距離目標就得用強大的放射波和
較大的天線,並且飛機要飛到某一高度。
考慮到地球是橢圓的,如果在 10萬英尺的
高空,能看到的極限大約是 350海里。
今日的科技也讓我們可對任何一個雷
達反射波做很多先進的分析,再用各種圖形
或數值方式給一位或同時給多位操作員相關
資料。依設計的特殊性,雷達資訊可能同時
展現在多個不同模式的螢光幕上。其中有可
雷達天線的大小取決於其運用需求,
如果要把遠處的目標看得很清楚,就必須用很大的天線和很高的頻率。
能是比照片更精密的圖像,一個飛行物的瞬
時速度、加速度和運行的時間軌跡,或高
度、方向、距離等瞬間位置資料。
水下聲學的搜索技術
空難發生後,要知道事故真相往往希
望能找到黑盒子,因為它有還原空難真相
非常重要的紀錄,其特別的設計也使它能
在多種空難的惡劣環境下保存下來。發生
陸上空難事件時,黑盒子比較容易搜尋,
但在廣大的海洋、超深的水域,用聲納搜
尋則相當困難。
黑盒子在空難後 30天內會不斷放出
37.5 KHz的超音波訊號,大大方便了搜尋,
因為在廣大的水域找一個 37.5 KHz聲源有
可能是一項一維空間的搜尋。但 30天後,
則只能在大海中先找到飛機的殘骸,再去
找黑盒子,這是一個繁瑣的三維搜索工作。
聲波是介質波,只能在介質中傳播,
它在空氣裡、水中、人體內、金屬中都可
傳播。在搜尋的領域裡,聲波和電磁波是
相輔相成的,兩者都可在空氣裡傳播,但
電磁波比聲波的速度快了約百萬倍,因此
用雷達比用聲波搜尋快得多。惟電磁波不
能在水中傳播,聲波就可派上用場了。
聲納的原理
在搜尋的技術上,聲波和電磁波的基
本原理很相似。用發聲器 (換能器)發出
聲波,在聲音發出後靜聽其反射波,反射
6968 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
在搜尋的領域裡,聲波和電磁波是相輔相成的,
電磁波不能在水中傳播,聲波就可派上用場。
波是聲波在碰到不同介質時由界面反射回
來的波。根據反射波的強度和返回的時間,
可以推算出反射物是何物及其位置。
聲波在空氣中的速度隨溫度和氣壓
而變,在攝氏 0度的海平面空氣中聲速是
331公尺/秒,電磁波在大氣層中的速度是
300,000,000公尺/秒,大概是聲波的一百
萬倍。在攝氏 20度的水中,聲波的速度是
1,482公尺/秒,比在空氣中快了 4倍,可
是比雷達波的速度還是相差很遠(二十萬
分之一)。聲速太慢對水下的搜尋有許多負
面效果。
很少人用過聲納,但多數人看過醫用
超音波的操作,就以醫用超音波為例來說
明。醫用超音波常用來檢測胎兒在母體子
宮內的發育,那是即時的影像,嬰兒的一
舉一動在螢光幕上看得清清楚楚,絲毫沒
有成像太慢的感覺,主要是子宮只有二十
多公分寬。
聲納是用一種類似醫用超音波的技術
來看浩瀚的海洋,但它運用起來就沒有那
麼方便了,因為海洋的體積比母體大得太
多。例如,一個在離海岸 10公里處的反射
體,要 13秒才能等到反射波回來。因此,
每 13秒鐘有一組反射訊號可以收回,但在
這 13秒內敵方目標可能有很大的變化。因
此,不可能僅靠一組反射波就可以有效地
判斷敵方目標的動態。
如果看過二次大戰時驅逐艦用聲納搜
覓敵人潛艇的電影,你可能就有點印象,
那個 ping ping ping ping慢動作的聲音,就
是一束束發射出的聲波。基本上,在第 2
個 ping放出之前,第 1個發出波的反射波
已全部回收了,而 2個 ping的時間差乘上
聲速就可推算出這聲納的測試距離(是這
種聲納有效測試距離的 2倍)。
聲納的局限
海洋裡水溫不一,通常水越深溫度越
低,而密度越高。依聲學原理,當聲速或
密度改變時,即使是化學成分相同的物質
也是不同的介質,而聲音會在界面上產生
折射和反射現象。此外,海中有洋流,隨
地域而變,這都影響到聲音的傳播。
聲波在某種情形下不走直線,因此從
海洋中某處反射回來的資訊必須修正才可
應用。聲波在碰到不同聲速或密度介質的
界面時,會產生有如光學上斯奈爾定律的
反射或折射,這更增加搜尋的困難。甚至
有些區域聲波根本就很難射入,聲波在海
洋中的傳播比雷達波在空氣或真空中傳播
要複雜得多。諸如這類的問題,使聲納在
海中和海底的探索比雷達在海面上的搜尋
要複雜得多。
澳洲西部的印度洋海域不但浩瀚,涵
蓋數百萬平方英里,而且超深,有的地方
還深過 3英里,在這種地帶做水下的搜尋實非易事。如果以水面船隻做聲納搜尋,
就必須用很大的天線和很強的發射能量才
可能收回高解析度的反射波。而且因為水
深,搜尋速度會不切實際。另外,還得應
付反射、折射、洋流之類的問題。
但最需要聲納搜尋的地方不是海面或
海中,而是海底附近水域,搜尋僅限於海
底附近水域則有一項特別有效的技術。
一般報導
7170 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
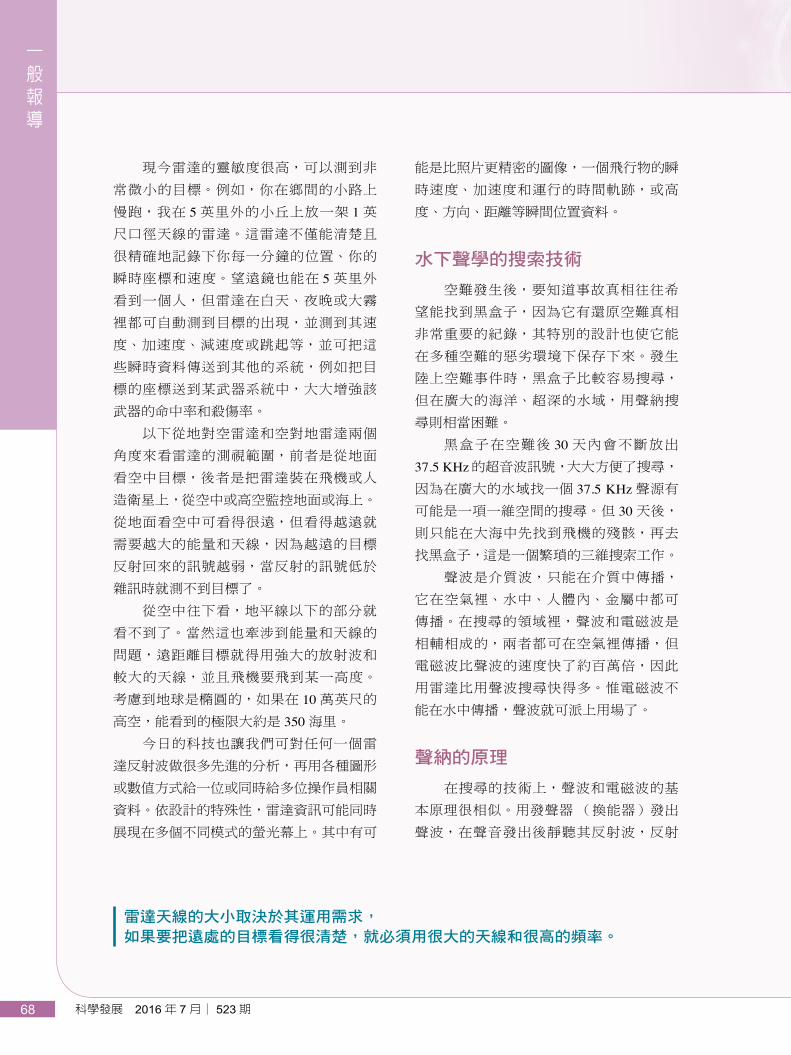
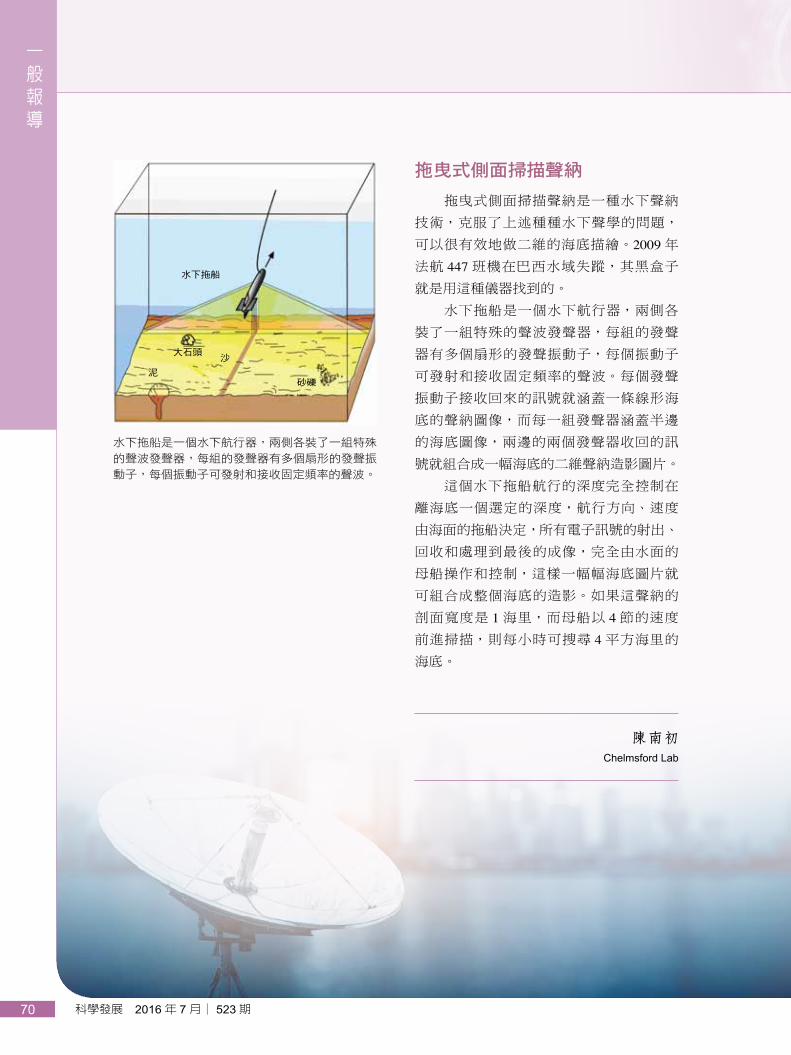
拖曳式側面掃描聲納
拖曳式側面掃描聲納是一種水下聲納
技術,克服了上述種種水下聲學的問題,
可以很有效地做二維的海底描繪。2009年法航 447班機在巴西水域失蹤,其黑盒子就是用這種儀器找到的。
水下拖船是一個水下航行器,兩側各
裝了一組特殊的聲波發聲器,每組的發聲
器有多個扇形的發聲振動子,每個振動子
可發射和接收固定頻率的聲波。每個發聲
振動子接收回來的訊號就涵蓋一條線形海
底的聲納圖像,而每一組發聲器涵蓋半邊
的海底圖像,兩邊的兩個發聲器收回的訊
號就組合成一幅海底的二維聲納造影圖片。
這個水下拖船航行的深度完全控制在
離海底一個選定的深度,航行方向、速度
由海面的拖船決定,所有電子訊號的射出、
回收和處理到最後的成像,完全由水面的
母船操作和控制,這樣一幅幅海底圖片就
可組合成整個海底的造影。如果這聲納的
剖面寬度是 1海里,而母船以 4節的速度前進掃描,則每小時可搜尋 4平方海里的海底。
水下拖船是一個水下航行器,兩側各裝了一組特殊
的聲波發聲器,每組的發聲器有多個扇形的發聲振
動子,每個振動子可發射和接收固定頻率的聲波。
水下拖船
大石頭沙
泥砂礫
陳南初Chelmsford Lab
7170 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
台灣新發現MOST Supported Research
7372 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
網際網路的普及大大地改變了人們的
生活、學習與休閒,而年輕學子更堪稱是
這數位新時代的原住民(digital natives),面對網路玩得比師長們更熟練。但許多師
長習慣把它視為洪水猛獸,限制學生接觸,
勸導不要沉迷,只要專心於課業。
然而這樣的限制不但效果不彰,反而
容易傷害親子或師生的關係。更何況放眼
未來科技的發展,學習已經不再是課堂中
老師單方向的講授、指導,而是須結合網
際網路龐大的資訊內容,以及輕鬆上手的
各種生活科技,引導學生積極自主地搜尋,
並培養整合資訊的能力。這一趨勢讓學習
徹底改頭換面,變得更深入、更有效率,
且富有樂趣。交通大學資訊工程系與教育
研究所的孫春在教授以資工的背景,多年
來投入教育問題,對網路學習、遊戲式學
習做過許多研究,並聚焦在「搜尋」這項
技能的探討上。
現今的搜尋引擎功能強大,只要輸入
一個關鍵詞,馬上出現成千上萬筆資料,
但是沒有人有辦法一一閱讀瀏覽。因此使
用者通常就是接受系統推薦看看前面幾個
就罷,或者再利用超連結去搜尋更相關的
資料。在這看似平常的動作中,孫教授做
了分析。他發現有的搜尋其實是要尋找解
法,因此只要能找到一個方法就可以了,
不需要太深入。有的搜尋卻是為了學習、
研究,則廣泛、深入地搜尋會比草草瀏覽
更有幫助。但要怎麼引導學生進行適當的
搜尋呢?
值得一提的是,網路上雖然充斥著各
式的資訊,但搜尋引擎最初的設計並不是
為了學習,而是為了企業所需,以點擊率
的商業模式而建立的。因此使用者必須對
▍范賢娟
從資訊沙河中淘金
使用者必須對搜尋引擎背後的推薦力量有所了解,
才不至於被網路上的資訊誤導,而能找出真正有
用、有價值的資訊。(圖片來源:種子發)
台灣新發現MOST Supported Research
7372 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
其背後的推薦力量有所了解,才不至於被
網路上的資訊誤導,而能找出真正有用、
有價值的資訊。
孫教授的團隊發現有幾個因素會影響
學生的學習,包括同儕社交、社會性議題、
故事情境布題等。例如青少年非常重視同
儕的想法,他們會因為希望提升自己在同
儕中的地位而去做某些事情。又如在教育
上若能順應學生的喜好,教師就可以利用
學生興趣比較高的活動來促發他們的學習。
因此孫教授的團隊設計了不同類型的搜尋
布題方式,並從瀏覽頁數、點選筆數、摘
要筆數等面向分析學生搜尋的效果。
結果發現,在提出搜尋主題之前,學
習活動單如能先導入主題相關的議題,確
可提升學習者搜尋行為的表現。譬如以人
際關係設計題目,的確可以正向促發學習
者對問題更深入的搜尋。又如果把科學史
以穿插教材內容的方式去設計題目,則會
正向促發學習者搜尋問題的摘要資訊。而
如果把情境內容與教材整合出題目,則可
以正向促發搜尋學習問題的行為。
因此,未來教師們在設計搜尋學習活
動單時,若能在題目安排上先導入學習者
有興趣的議題,再以這議題編織故事當開
場白引入所要教學的內容,會讓學習者感
到搜尋結果有助於他們的人際關係與社群
地位,如此將可提高學習的興趣與效果。
范賢娟本刊特約文字編輯
搜尋引擎最初的設計並不是為了學習,而是為了企業所需。(圖片來源:種子發)
台灣新發現MOST Supported Research
7574 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
▍吳美枝
近百年來,地球氣溫持續升高,海平面
也逐年上升,乾旱、洪水等極端氣候頻傳,整
體環境越來越不利於萬物生存。在人類開始針
對氣候變遷採取應變措施時,植物也有自己的
對應方式。多年來,中央研究院農業生物科技
研究中心持續探究植物在逆境下的反應,以利
作物的改良,邱子珍研究員就是探究植物在缺
「磷」的情況下會如何調適的專家。
植物的生存不只需要陽光、空氣和水,
還需要土壤裡的礦物元素,包括氮、磷、鉀,
以及其他元素。其中,「磷」是植物生長與發
育不可或缺的元素,也是土壤中不易獲得的養
分。但地球上製造磷肥所需的磷礦有限,也無
法再生。而且,施肥後只有約百分之二十的磷
肥能被作物吸收,其他的不是固定在土壤中,
就是流失浪費掉。若過度施用,流失的磷不僅
無法回收,還會汙染環境,造成水源、湖泊的
優氧化。
不施肥時,植物會處於磷受限的「飢餓」
狀態,即便如此,植物也有調適的方式,能繼
續存活繁衍。邱子珍研究員說,植物缺磷就像
人缺錢一樣,會有「開源節流」的動作。這時,
植物會視體內狀態調適。譬如把老葉細胞的磷
轉運到幼葉,以哺養幼葉的發育。又例如根系
的側根與根毛會變多、變密,而增加吸收磷的
表面積,或延伸得更長、更遠,有利探索更多
的磷,甚至會與真菌共生,藉著菌絲分布比根
還要遠、還要密,而增加磷的吸收能力。
此外,植物的根會釋放一些酵素與有機
酸,讓土壤裡被固定的磷轉換成無機磷,而有
利於根部吸收。植物的根部細胞也會在缺磷的
環境下誘導產生更多的磷酸鹽運輸蛋白,這些
分布在細胞膜上的運輸蛋白能在低濃度的環境
下加速磷的轉運吸收。
邱子珍研究員表示,這些適應機制涉及一
系列訊息的產生、接收、傳遞與擴大,導致基
因表達的消長與調控,並造成植物在形態、生
理、生化上的諸多改變。而她聚焦的研究主題,
就是探究到底哪些基因的表達有所改變,才能
讓植物適應缺磷的逆境。
她的團隊透過對阿拉伯芥模式植物的研
究,首次揭露了微核酸(microRNA)是協助植物應變缺磷逆境的重要分子機制之一。她
說,當磷肥缺乏時,會大量誘導 miR399和miR827這兩種微核酸的表現,抑制了其目標基因 PHO2與 NLA的表達,進而增加磷酸鹽的吸收與轉運。反之,在磷肥充足的環境
下,miR399和 miR827的表現量相當低,導致
植物在逆境中的生存之道
台灣新發現MOST Supported Research
7574 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
PHO2與 NLA高度表達,進一步調控磷酸鹽運輸蛋白的量,以維持適量的磷酸鹽吸
收與轉運,避免磷過度的累積。
邱子珍研究員團隊的研究顯示了
miR399-PHO2和 miR827-NLA這兩個功能模組會因應土壤中磷肥的多寡,共同調控
磷的吸收與轉運。她進一步指出,當植物
感受到缺磷時,miR399會由葉片產生,透過維管束運移到根部,抑制根部 PHO2的表現,顯示 miR399在缺磷時,扮演葉片與根部溝通的重要訊息分子。
這些研究的最終目的是想知道如何提高
植物對磷的利用效率。在充分理解miR399-PHO2和miR827-NLA這兩個模組對磷吸收與轉運的調控機制後,在未來分子育種時,就
能以這些基因為分子標記做為選拔的目標。
綠色革命後,持續而大量的施肥已成
為確保產量的標準農法。邱子珍研究員特
別呼籲,磷肥的取得不同於氮肥,來源有
限,然而全球磷礦資源集中於有限國家,
而且已達開採枯竭的警戒線。未來,磷礦
(肥)的取得對多數國家農業的永續操作
會是相當棘手的課題,甚至成為農業生產
和糧食安全的重大挑戰。因此,「磷」的
耗竭是個危機,該如何永續經營是個刻不
容緩的議題。
吳美枝本刊特約文字編輯
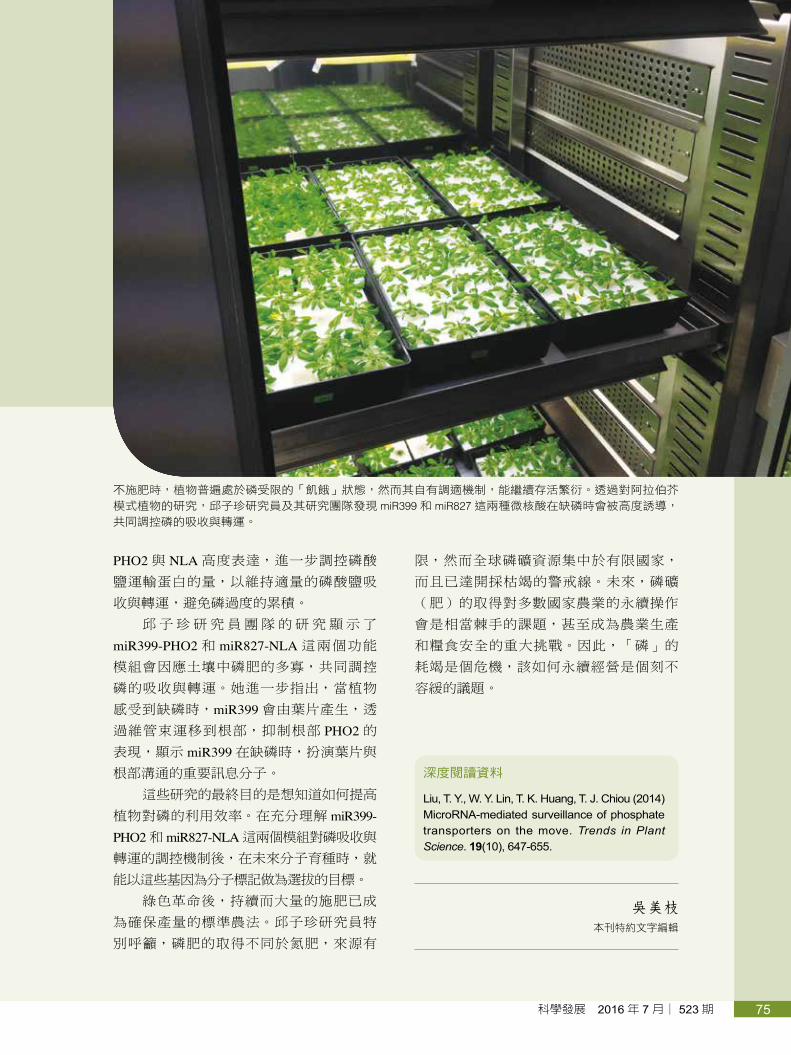
不施肥時,植物普遍處於磷受限的「飢餓」狀態,然而其自有調適機制,能繼續存活繁衍。透過對阿拉伯芥
模式植物的研究,邱子珍研究員及其研究團隊發現 miR399和 miR827這兩種微核酸在缺磷時會被高度誘導,共同調控磷的吸收與轉運。
深度閱讀資料
Liu, T. Y., W. Y. Lin, T. K. Huang, T. J. Chiou (2014) MicroRNA-mediated surveillance of phosphate transporters on the move. Trends in Plant Science. 19(10), 647-655.
7776 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
王道還
科技新知
手機電磁波能「延年益壽」?5月 27日,美國國家衛生院一個研究團隊公布了一份實驗報告,許多媒體以驚悚的標題報導了
其中的一個發現—手機電磁波致癌!
原來實驗的目的是想確定手機電磁波的致癌風險。十多年來,手機已經成為生活、工作不可或
缺的工具,於是通訊無線電波的生物效應成為公共健康議題。2011年 5月底,世界衛生組織(WHO)根據動物實驗結果,把手機電磁波的人體健康風險列為「可能致癌」等級。可是這個結論的意義並
不明白,因為WHO也把咖啡列入同一等級(請參閱下一則)。此外,較大規模的流行病學調查並不支持這個結論。
這一次美國研究人員使用的實驗動物是大鼠,牠們還沒出娘胎就暴露在手機電磁波中,每天 9個小時,一直持續到兩歲。結果,實驗組的雄性,腦子發生神經膠質瘤、心臟發生神經鞘瘤的個體
多了一些。但是實驗的結果不只這一個,其他結果反而能令人質疑這個結果的意義。因此媒體的驚
悚標題成了以偏概全的惡例。
其實,即使以「手機電磁波致癌」報導這個實驗的部分結果,都犯了歪曲事實的大錯。因為實
驗組只有雄鼠的罹癌風險提升了;雌鼠生活在同一環境中,並沒有經驗同樣的風險。更讓人難以理
解的是,整體而言,實驗組的平均壽命比控制組長。難不成手機電磁波能夠「延年益壽」?
進一步分析實驗數據後,研究人員還承認,控制組大鼠的罹癌率太低了。僅以雄性大鼠的罹癌
風險而言,實驗組與控制組之間的統計差異來自控制組的低罹癌率。事實上,實驗組的罹癌率與自
然罹癌率無異。有些科學評論者因而認為,這一實驗結果揭露的並不是手機電磁波的致癌風險,而
是實驗設計有問題。
關於使用手機的致癌風險,我國衛生福利部首任資訊處處長許明暉領銜的研究團隊,利用國
家通訊傳播委員會與衛福部的官方資料,發現自公元兩千年起的十年內,儘管國內手機使用
人口大幅提升,腦癌病例與致死率並沒有顯著變化。這一調查報告發表於歐洲癌症預防組織
(ECP)的機關報《歐洲癌症預防學報》2013年 4月號。
參考資料:Carroll, A. E. (2016) Why It’s Not Time to Panic About Cellphones and Cancer. The New Health Care (a newsletter from The New York Times), 31 May 2016.
7776 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
科技新知
缺缺
狐獴〈少年 PI的奇幻漂流〉(2012)最令人印象深刻的場景,不
是老虎,而是電影接近結束時的狐獴之島。狐獴滿山遍野,真是
壯觀。
狐獴屬於哺乳類食肉目貓型亞目,但只是外型類似貓而已;
南非土產,不是海島。牠們成群生活倒是真的,只是社群中有階
層結構,新生兒 90%都由占據最高階的一對生產,下級狐獴只能照顧上級狐獴的子女。不過這種「生殖合作」只是表象,不出於
善意,而是競爭。
話說狐獴的社群以雌性為骨幹,雄性到了 2∼ 4歲就必須出走,加入其他社群。在社群中,無論雌雄都必須論資排輩,登上
大位才有生殖機會;登大位的機會通常由年齡與體重決定。
另一方面,在一些社會性脊椎動物中,包括魚類與哺乳類,個體能夠因應社會環境的變化而調整發育速率,
這種現象稱為策略性發育。在狐獴社群中,也觀察到類似的現象—雌性一旦登上大位,便會再度發育一陣子。
學者推測那既是為了提高生殖力,也為了在體型上拉開自己與下屬間的差距,以鞏固自己的地位。由於在狐獴
社群中,體重、階級、生殖交織在一起,因此英國劍橋大學的一個團隊推測:在狐獴社群中,策略性發育是競
爭的手段之一。最近他們以實驗證明了這個假說。
參與實驗的是一對對來自同一窩的同性狐獴。研究人員對體重較輕的那隻,每天刻意供應營養食品(水煮
蛋),連續 3個月,同時記錄牠們的體重變化。用不著說,每天進補的那隻體重增加得最多。可是另一隻似乎感受到競爭壓力,也主動多吃快長,體重增長率比控制組高。
此外,登上大位的雌性雖然會進一步發育,可是發育幅度並不固定,視首席挑戰者的體型而定。要是首席
挑戰者的體型與自己接近,發育幅度較大,反之則較小。
參考資料:Huchard, E., et al. (2016) Competitive growth in a cooperative mammal. Nature, 533, 532-534.
喝咖啡有益健康1991年,WHO的專家小組審閱了大量研究報告之後,把咖啡列入「可能致癌」物—指膀胱癌。25年後,今
年 6月 15日,另一個WHO專家小組決議撤銷先前的判決。其實這些年來,宣布常喝咖啡有益健康的研究報告越來越多,咖啡簡直成了仙丹,心臟病、糖尿病、神經退化疾病以及一些癌症都能預防。
不過這一次專家還是找到了挽回面子的機會,他們對熱心喝咖啡、喝茶的人提出了警告:請避免喝太燙的飲
料,因為高溫飲料「很可能致癌」(不只「可能致癌」而已)—食道癌。
儘管專家對於咖啡的評價改觀了,我們還是必須明白,支持咖啡有益健康的證據大部分來自觀察研究,其中
的因果關係並不清楚。科學家對於咖啡在人體中如何作用、如何有益健康,仍然缺乏具體線索。
參考資料:Carcinogenicity of drinking coffee, mate, and very hot beverages. The Lancet Oncology, available online 15 June 2016.
納米比亞的狐獴(圖片來源: Sara & Joachim &Mebe, 2007)
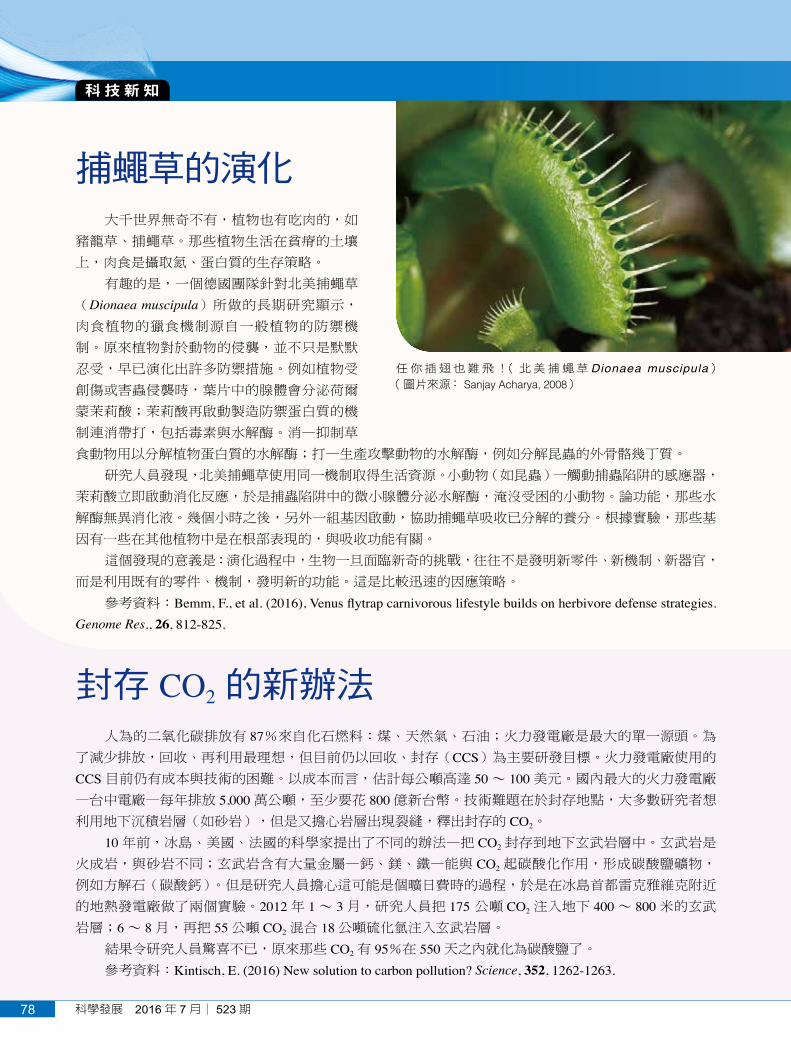
科技新知
7978 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
科技新知
捕蠅草的演化大千世界無奇不有,植物也有吃肉的,如
豬籠草、捕蠅草。那些植物生活在貧瘠的土壤
上,肉食是攝取氮、蛋白質的生存策略。
有趣的是,一個德國團隊針對北美捕蠅草
(Dionaea muscipula)所做的長期研究顯示,肉食植物的獵食機制源自一般植物的防禦機
制。原來植物對於動物的侵襲,並不只是默默
忍受,早已演化出許多防禦措施。例如植物受
創傷或害蟲侵襲時,葉片中的腺體會分泌荷爾
蒙茉莉酸;茉莉酸再啟動製造防禦蛋白質的機
制連消帶打,包括毒素與水解酶。消—抑制草
食動物用以分解植物蛋白質的水解酶;打—生產攻擊動物的水解酶,例如分解昆蟲的外骨骼幾丁質。
研究人員發現,北美捕蠅草使用同一機制取得生活資源。小動物(如昆蟲)一觸動捕蟲陷阱的感應器,
茉莉酸立即啟動消化反應,於是捕蟲陷阱中的微小腺體分泌水解酶,淹沒受困的小動物。論功能,那些水
解酶無異消化液。幾個小時之後,另外一組基因啟動,協助捕蠅草吸收已分解的養分。根據實驗,那些基
因有一些在其他植物中是在根部表現的,與吸收功能有關。
這個發現的意義是:演化過程中,生物一旦面臨新奇的挑戰,往往不是發明新零件、新機制、新器官,
而是利用既有的零件、機制,發明新的功能。這是比較迅速的因應策略。
參考資料:Bemm, F., et al. (2016), Venus flytrap carnivorous lifestyle builds on herbivore defense strategies. Genome Res., 26, 812-825.
任你插翅也難飛!( 北美捕蠅草Dionaea muscipula) (圖片來源: Sanjay Acharya, 2008)
封存 CO2的新辦法人為的二氧化碳排放有 87%來自化石燃料:煤、天然氣、石油;火力發電廠是最大的單一源頭。為
了減少排放,回收、再利用最理想,但目前仍以回收、封存(CCS)為主要研發目標。火力發電廠使用的CCS目前仍有成本與技術的困難。以成本而言,估計每公噸高達 50∼ 100美元。國內最大的火力發電廠—台中電廠—每年排放 5,000萬公噸,至少要花 800億新台幣。技術難題在於封存地點,大多數研究者想利用地下沉積岩層(如砂岩),但是又擔心岩層出現裂縫,釋出封存的 CO2。
10年前,冰島、美國、法國的科學家提出了不同的辦法—把 CO2封存到地下玄武岩層中。玄武岩是
火成岩,與砂岩不同;玄武岩含有大量金屬—鈣、鎂、鐵—能與 CO2起碳酸化作用,形成碳酸鹽礦物,
例如方解石(碳酸鈣)。但是研究人員擔心這可能是個曠日費時的過程,於是在冰島首都雷克雅維克附近
的地熱發電廠做了兩個實驗。2012年 1∼ 3月,研究人員把 175 公噸 CO2注入地下 400∼ 800米的玄武岩層;6∼ 8月,再把 55公噸 CO2混合 18公噸硫化氫注入玄武岩層。
結果令研究人員驚喜不已,原來那些 CO2有 95%在 550天之內就化為碳酸鹽了。參考資料:Kintisch, E. (2016) New solution to carbon pollution? Science, 352, 1262-1263.
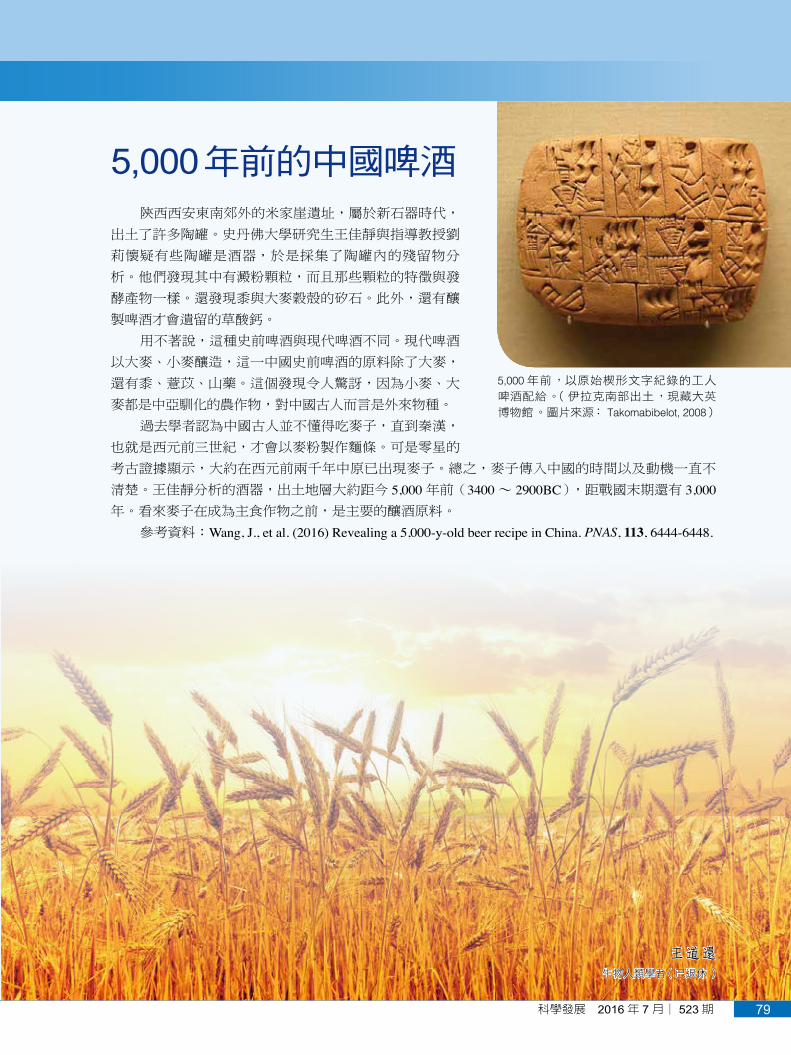
7978 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
科技新知
5,000年前的中國啤酒陝西西安東南郊外的米家崖遺址,屬於新石器時代,
出土了許多陶罐。史丹佛大學研究生王佳靜與指導教授劉
莉懷疑有些陶罐是酒器,於是採集了陶罐內的殘留物分
析。他們發現其中有澱粉顆粒,而且那些顆粒的特徵與發
酵產物一樣。還發現黍與大麥穀殼的矽石。此外,還有釀
製啤酒才會遺留的草酸鈣。
用不著說,這種史前啤酒與現代啤酒不同。現代啤酒
以大麥、小麥釀造,這一中國史前啤酒的原料除了大麥,
還有黍、薏苡、山藥。這個發現令人驚訝,因為小麥、大
麥都是中亞馴化的農作物,對中國古人而言是外來物種。
過去學者認為中國古人並不懂得吃麥子,直到秦漢,
也就是西元前三世紀,才會以麥粉製作麵條。可是零星的
考古證據顯示,大約在西元前兩千年中原已出現麥子。總之,麥子傳入中國的時間以及動機一直不
清楚。王佳靜分析的酒器,出土地層大約距今 5,000年前(3400∼ 2900BC),距戰國末期還有 3,000年。看來麥子在成為主食作物之前,是主要的釀酒原料。
參考資料:Wang, J., et al. (2016) Revealing a 5,000-y-old beer recipe in China. PNAS, 113, 6444-6448.
5,000年前,以原始楔形文字紀錄的工人啤酒配給。(伊拉克南部出土,現藏大英
博物館。圖片來源: Takomabibelot, 2008)
王道還生物人類學者(已退休)
科學、技術與社會
8180 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
▍李尚仁
罪犯的容顏 ─
早期犯罪學與
體質人類學的一章
捷運隨機殺人案的兇手鄭捷在死刑定讞之
後,法務部以很快的速度執行死刑,引起了許
多爭議。其中批評論點之一就是,我們都還不
了解鄭捷犯案的動機,難道不應該先好好研究
釐清,以便找出哪些因素有可能促成隨機殺人
案件的發生,並據以擬訂預防的政策。
確實,從案發以來的討論中,有關鄭捷犯
案的動機一直是焦點。雖然精神鑑定認為他犯
案時並未心神喪失,有受審的能力,但一些論
者仍認為需要做進一步的研究來釐清,乃至由
此找出預防之道。這類論說大多想從個人生命
史與社會心理等後天因素中尋找答案。
然而,還有少數論述則隱約指向某種先天
性格因素,例如,案發當時就有命理師提說鄭
捷有所謂「下三白眼」:眼睛狹長、眼球下方
露出較多眼白,表示這種面相的人個性叛逆、
固執與偏激。這種說法似乎大致屬於傳統面相
命理之說,和現代科學無涉。
《蘋果日報》的報導則提到,在監獄擔任
志工的牧師黃明鎮認為,鄭捷的字跡透露出個
性:「鄭捷總把自己的名字寫得又大又潦草,
除了顯示出他的自我之外,也顯示他因長期沉
迷網路世界,導致似乎不太會寫字。」這位黃
牧師 2015年 2月也曾接受《壹週刊》的訪問,
提到他注意到殺人犯陳進興「異常粗壯的小
腿」,並解釋「他從小沒有爸爸,由外婆帶大,
家裡窮,每天要走很遠的路,從三重到台北討
生活。」暗示陳進興的犯罪與困苦的童年有關。
試圖從字跡或體格、外觀等跡象解讀一個
人的過往與性格,甚至應用在犯罪偵查上面,
可說是種俗民知識,也是 19世紀以來小說常見的情節。黃明鎮當過警察,訪談提到當年「考
警大時面試,主考官要看我們的面相,在警大
時也要學面相學。獐頭鼠目,顴骨特別大的,
就可能會犯罪」。原因是:「顴骨大的人,常
氣得咬牙切齒,久了之後就會刺激臉部神經,
變成滿臉橫肉。常激動的人不能控制情緒,就
容易犯罪。」
這種說法已經不僅止於從體態解讀經歷與
性格,而近乎認為身體外觀和犯罪傾向有生物
學的關聯。這類看法可追溯到 19世紀常見,但今天已經被揚棄的面相學(physiognomy)與犯罪人類學的看法。雖說黃明鎮談的是多年
前的事,但當時台灣警察教育還灌輸這種早已
被認定是偽科學的觀點,讓人非常驚訝。 認為人的面相和性格有關是非常古老的想
法,歐洲面相學可以追溯到古希臘,中國相人
術也可追溯到漢代之前。然而,有系統地把面
8180 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
相、體態與犯罪行為連結在一起,卻是 19世紀下半的現象,而這又涉及兩個脈絡。一是當
時歐美的社會變遷,產業革命與都市化造成對
陌生罪犯的都會犯罪產生很大憂慮,而監獄系
統似乎反而製造出許多累犯。要如何預防都會
中似乎日益升高的犯罪現象?如何辨識出這些
累犯?這些慣犯是怎樣的人?什麼因素讓他們
變成慣犯?這是當時人們關切的問題。
另一方面,某些醫師與科學家則試圖從演
化論與精神醫學取得答案,提出所謂的退化論
(theory of degeneration),認為由於相較於過去的時代,在社會物資較為豐裕,醫療衛生更
進步,慈善事業也更發達的社會,過去在嚴酷
的環境中原本會被淘汰的人,現在不只存活下
來,還大量繁衍後代,把低劣的生物特徵遺傳
給下一代,甚至變本加厲。下層階級體格不佳
病弱的人是這樣的產物,精神病院越來越多終
生無法治癒的病患也是如此,甚至城市中的慣
犯也是退化的產物。
退化論認為既然退化的慣犯是種生物現
象,他們的身體外觀應該會有某些共同特徵。
達爾文的遠房表弟,優生學家高爾頓(Francis Galton, 1822-1911)就發明了一種疊影攝影術,把犯下同樣罪行的人一個個找來攝影,把影像
疊合後畫出共同特徵的影像,以便找出特定類
型犯罪者的臉孔特徵。不過從事這類研究最著
名的,還是義大利精神科醫師兼犯罪學者龍布
羅梭(Cesare Lombroso, 1835-1909)。龍布羅梭在 1870年冬得到靈感,認為慣
犯其實是「返祖現象」(atavism)的產物,這類人由於某種遺傳的錯誤,體質回復到人類茹
毛飲血的祖先狀態。先民常由掠奪、殺戮、欺
騙、偷竊與強姦來求取生存與滿足獸性,返祖
的「天生罪犯」(born criminals)也有著兇暴
19世紀的犯罪人類學認為身體外觀和犯罪傾向有著生物學的關聯。(圖片來源:種子發)
科學、技術與社會
8382 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期
狡猾、嗜血好殺與貪淫的天性,尤其是打
家劫舍的盜匪山賊,不只酷愛把受害者分
屍甚至還飲其血。龍布羅梭認為返祖的罪
犯有其體質特徵,例如顎骨巨大而突出(接
近人猿)、五官歪斜、耳朵尖翹、視力敏
銳但痛覺遲鈍,腦容量與顱骨形狀也異於
常人;身上會有刺青等。
龍布羅梭於是開始測量各類罪犯的體
質特徵,如顎骨突出程度的顏面角(facial angle)、把耳朵的形狀分類,解剖死刑或其他死去的罪犯,測量他們的腦容量與描
繪顱骨特徵,並收集大量的罪犯照片分析
面相,也進行刺青位置與圖案的研究。他
和他的追隨者試圖建立各種慣犯的體質類
型學。
龍布羅梭本人曾任職幾家醫院,後來
在都靈大學(Turin University)取得教職,先後擔任法醫學與公共衛生、精神科以及
犯罪人類學教授。更有一批追隨者在歐洲
各地成立「犯罪學實驗室」,從事罪犯的
體質人類學測量與研究。相關著作與論文
從 1870年代開始陸續出版。龍布羅梭因此被視為人體測量學(anthropometrics)乃至於犯罪學研究的先驅。
然而,龍布羅梭學派這種生物決定論
的犯罪學說相當極端,因此剛提出就受到
很大的批評,到了 19世紀末相關的批評更是猛烈。歷史學者皮克(Daniel Pick)的研究指出,龍布羅梭的學說認為犯罪是體質
與遺傳所決定,否定了罪犯自由意志的選
擇,因此有人認為這是在幫罪犯卸責。
龍布羅梭強烈否認這點,他主張在辨
識出「天生罪犯」之後可以進行預防性羈
押;此外,法庭更應對返祖的罪犯從重量
刑。他宣稱他的學說並不會寬貸罪犯,反
而可透過對天生罪犯的嚴厲刑罰來防治犯
罪。然而這種主張也招致法學家與司法界
的批評與反彈,認為如此一來只要依照精
神科醫師與犯罪學學者的鑑定結果來判刑
就好了,還需要法官與法學家嗎?
龍布羅梭學派的犯罪學說的可信度,
在 20世紀初因激烈質疑而大為遜色,今天更被視為是歷史上的偽科學。然而,皮克
認為龍布羅梭學派對「罪犯」(而非罪行
本身)的強調,滲透到了日後不少的司法
創新與改革措施中,對觀念與實務也有其
潛在影響。前述黃明鎮牧師的訪談,甚至
讓人隱約覺得龍布羅梭在台灣還有著陰魂
不散的影響力(有趣的是,龍布羅梭晚年
對於通靈很感興趣,他在靈媒舉行儀式召
喚其亡母的靈魂後,就相信了通靈的真實
性,並曾出版討論通靈現象的專書)。
李尚仁中央研究院歷史語言研究所
深度閱讀資料
Pick, D. (1989) Faces of Degeneration: A European Disorder, c.1848-c.1918. Cambridge University Press.
8382 科學發展 2016年 7月│ 523期科學發展 2016年 7月│ 523期