NIRMAY NEW1

of 36
Transcript of NIRMAY NEW1
-
8/20/2019 NIRMAY NEW1
1/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
INTRODUCTION
TO
LARSEN
&
1
-
8/20/2019 NIRMAY NEW1
2/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
TOUBRO
2
-
8/20/2019 NIRMAY NEW1
3/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
LARSEN & TOUBRO LIMITEDLARSEN & TOUBRO LIMITED
“M/S. Larsen & Toubro Ltd.” Is India’s premier technology dri!en company
with leading "dge capabilities in #ields related to "ngineering, in#rastructure & $asic
industries% “IN SERVICE LIES SUCCESS” “IT!S ALL ABOUT IMA"INEERIN"” &
“#E MA$E T%IN"S T%AT MA$ES INDIA ROUD” are the mottos o# LA'"( &
T)*$) LT+% It is one o# the #oremost engineering companies in India set up almost se!en
decades ago% )!er the years, the ompany has grown by leaps and bounds and has di!ersi#ied
into a wide range o# products, where I had got an opportunity to undergo Inplant Training%
L&T is one o# the India’s best-.nown multi-products engineering organi/ations in!ol!ed in
o!er thirty distinct #ields o# engineering% The main L&T 0or.shop is located at Powai, which
is spread o!er an area o# ,344 s5% meters%
The #oundation o# this company was laid on 1st
may 167 by two +anish engineers, Mr.
%. %o'() Larsen 8hemical "ngineer9 and late Mr. Soren $. Toubro 8i!il "ngineer9% The
great partnership o# this two made it possible #or L&T to mo!e to the acme o# engineering
#ield% At the beginning they had a garage #or maintenance o# imported machinery li.e earth
mo!ing e5uipments and #ood processing e5uipments% +uring world war ma:or parts all o!er
-
8/20/2019 NIRMAY NEW1
4/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
the world were bloc.ed with damage ships and there was an urgent need to repair those ships%
These young "ngineers too. the initiati!e and this opportunity to re#it and run the capture
Italian ship M.V.%ILDA as a #loating wor.shop o## the coast o# $ombay to ta.e care o# the
#loating wor.shop operation%
Later the company became Pri!ate limited on th ;ebruary 16traordinary in Indian industry% "ach success#ul
accomplishment has pro!ided the impetus #or greater achie!ements in a continuing 5uest #or
e>cellence%
$eginning with the import o# machinery #rom "urope, L&T rapidly too. on engineering and
construction assignments o# increasing sophistication% Today, the company sets global
engineering $enchmar.s in terms o# scale and comple>ity%
-
8/20/2019 NIRMAY NEW1
5/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
L&T’s ma:or manu#acturing wor.s are in Powai and ?a/ira% Powai has a total built up
area o# 1, 24,444s5%m% It has at present nearly one million shareholders and o!er 7,444
employees% L&T has 2 manu#acturing units spread all around the country% It has a
networ. o# < regional o##ices, 16 branch o##ices and 14 resident representati!es% L&T s
registered o##ice is situated in south @umbai named as L&T ?)*'"B%
L&T aims to build on its traditional strengths and #ul#ills its !ision o# becoming a world-
class company dedicated to pro#essionalism & e>cellence%
=
-
8/20/2019 NIRMAY NEW1
6/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
O#AI #OR$S*
+,-. Oer,e0 o1 t2e Co34an5
Powai 0or.s in @umbai is the oldest manu#acturing unit o# Larsen & Toubro
Limited% +uring mid eighties, as the process plants si/es grew due to economies o# scale, a
need was #elt to enlarge its capabilities #or manu#acture o# hea!ier and o!er dimensioned
e5uipments, which #orm the core 8e%g% high pressure reactors, plate and #orge reactor, gasi#ier9
o# any large process plant% Powai 0or.s being primarily landloc.ed, it was di##icult to
transport out large and hea!y e5uipments #rom there to !arious customers’ sites% L&T, thus,
ac5uired land at ?a/ira, 'urat with a large water#ront in order to enhance its capability #or
manu#acturing hea!ierC)!er +imensional e5uipments, with a proper logistics support #or its
#inished products through the sea route%;abrication shops ha!e a built-up area o#
-
8/20/2019 NIRMAY NEW1
7/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
5uality e5uipment o# big thic.nesses in mono-bloc. construction with indi!idual section
!arying !ery high%
SALIENT +EATURS O+ L&T
• A public limited company%
• )!er one million shareholders%
• A pro#essionally managed company%
• (umerous subsidiary and associate companies%
• 'ound #inancials with a sales turno!er o# 2,444 crores%
• Largest "ngineering and onstruction ompany in India%
TURNOVER* *' D 6%7 $illion
MANU+ACTURIN" +ACILITIES* 2Locations
SALES O++ICESE 0orldwide
BRANC% O++ICESE 16
RE"IONAL O++ICESE 1=
RESIDENT RERESENTATIVEE 14
-
8/20/2019 NIRMAY NEW1
8/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
BUSINESS RAN"E
CORE SECTOR - ?ea!y engineering, plant and e5uipment #or steel, chemical,
paper, cement, nuclear and space e>ploration%
ELECTRICAL - "lectrical low-tension switchgear, Industrial dri!es and controls,
omputer peripherals, Telecommunication e5uipment, @edical, Test and measuring
instruments%
OT%ERS - onstruction e5uipment, Industrial !al!es, 0elding alloys, Petrol pumps,
ubber machinery, @IP+ and e>trusion machinery%
7
-
8/20/2019 NIRMAY NEW1
9/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
STRUCTURE O+ COMAN6
Larsen & Toubro has !arious departments which are deli!ering e>cellent
per#ormance in their respecti!e domain% The departments ha!e been broadly classi#ied asE
6
+IV"'I;I"+ $*'I("''
?"+
"$F)('T*TI)(
I(;)@ATI)( T"?()L)FGG
-
8/20/2019 NIRMAY NEW1
10/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
14
-
8/20/2019 NIRMAY NEW1
11/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
%EAV6 EN"INEERIN" DIVISION*
?ea!y "ngineering +i!ision 8?"+9 is one o# the oldest di!isions o# Larsen & Toubro
Limited% It primarily in!ol!es with in-house +esign & @anu#acture o# hi-tech custom built
#abricated e5uipments #or all core sector industries li.e )il & Fas, e#ineries, Petrochemicals,
;ertili/ers and also (uclear Plants, Aerospace & +e#ence 'ectors%
?ea!y "ngineering +i!ision deals with the mar.eting, designing, engineering
and manu#acturing o# one o##B e5uipment and machinery re5uired #or basic industries in the
core sector, such as ;ertili/er, hemical, Petrol, hemical Power, ement, (uclear,
Aerospace, +e#ence, )il, etc%
The unit is headed by a Vice President and has manpower o# o!er 444 personnel,
including 1444 at ?a/ira wor.s near 'urat% ?ea!y "ngineering +i!ision’s plant at @umbai’s
Powai wor.s has two separate wor.shops, one .nown as the Production entre 1 and the
other .nown as the Production entre 2%@a> capacity o# both wor.shop is =4 T)(% L&T
is ac.nowledged as one o# the world’s top #i!e manu#acturing companies in the hea!y
engineering space% L&T’s ?ea!y "ngineering +i!ision has established a reputation #or
5uality, based on strong engineering capabilities state-o#-the-art manu#acturing #acilities% The
+i!ision manu#actures and supplies precision, technology-intensi!e, custom-built e5uipment
and system #or critical sectors such as )il & Fas, e#inery, Petro-chemical, #ertili/er, Power
8including (uclear9 as well as +e#ence and Aerospace%
L&T’s ?ea!y "ngineering business acti!ities are organi/ed under sel#-reliant 'trategic
$usiness *nits 8'$*s9, each speciali/ing in speci#ic industry sectors% The +i!ision operates
at the upper end o# the technology spectrum and has, #or o!er si> decades, been at the
11
-
8/20/2019 NIRMAY NEW1
12/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
#ore#ront o# introducing new processes, products and materials into Indian manu#acturing%
L&T has state-o#-the art manu#acturing #acilities, which are capable o# meeting the
challenges o# technology, 5uality con#ormance and deli!ery, while ensuring cost
competiti!eness%The +i!ision has achie!ed a pre#erred supplierB relationship with ma:or "P contractors
and has been recogni/ed as the @ost Valuable 'upplierB by ;luor orporation o# *'A, a
ma:or "P contractor% Hey customers ha!e recogni/ed the 5uality and on time deli!ery
per#ormance o# the +i!ision by awarding prestigious orders #or eactors on (ominationB
basis%Hey success #actors #or signi#icant growth in e>port per#ormance include close interaction
with customers, reliable per#ormance, impro!ed planning #or timely e>ecution o# orders and
positioning the ompany as a reliable, long-term partner%
L&T’s manufacturing units are located at: Powai 8@umbai9
?a/ira 8'urat9 - with its own water #ront & o-o8roll-onCroll-o##9 :etty anoli 8Vadodara9 - dedicated to handling stainless steels, non-#errous & Ad!ance
composite materials% oimbatore - dedicated to handling Precision manu#actured components, assemblies
& systems #or +e#ence, (uclear & aerospace industry% Talegaon dedicated to manu#acture & supply o# custom engineered e5uipment,
assemblies & systems #or catering to de#ence industry%
STRATEGIC BUSINESS UNITS: -
12
-
8/20/2019 NIRMAY NEW1
13/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
$usiness acti!ities o# ?ea!y "ngineering are o!erseen by three sel# reliant 'trategic
$usiness *nits 8'$*s9% These three '$*’s are #ormed on the basis o# #ollowing sub-
di!isionsE
HED SPECTRUM
1
'$* )+" '$* +"'IPTI)(
+E7 ;ertili/ers, petroleum & ?eat Trans#er "5uipment $usiness
C" oal Fasi#ier & Thermal Power Plant "5uipment $usiness
RCO" e#inery, rac.er Plant an )il & Fas "5uipment $usiness
TEC Technology +e!elopment enter #or Process Plant%
RC VP’s )##ice- '$* luster $B
SL VP’s )##ice- '$* luster B
AERO Aerospace & A!iation
MARI @arine "5uipments & 'ystems
NUCL (uclear $usiness
#SAS 0eapon 'ystem & 'ensors
ARM6 Army $usiness
TECS Technology +e!elopment enter #or 'pecial Pro:ects
IBCU International $usiness oordination *nit
-
8/20/2019 NIRMAY NEW1
14/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
RODUCTS MANU+ACTURED
1
-
8/20/2019 NIRMAY NEW1
15/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
SBU8 * %eat Trans1er E9u,43ents:
All types o# shell and tube heat e>changers, high pressure heat e>changers, spiral and plate heat
e>changers, threaded loc. closure high pressure heat e>changers #or re#ineries, carbonate
condensers #or #ertili/er industries, carbonate condensers #or #ertili/er industries and
speciali/ed multi-tubular reactors #or manmade #ibers, systemsCsubsystems related to heat
e>changers.
+,-. .. %ELI7C%AN"ER
1=
-
8/20/2019 NIRMAY NEW1
16/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
SBU8:* Vesse's To0ers & Bo,'er S5ste3sE
'pecial purpose e5uipment includes multi-wall ammonia con!erters, con!erter
internals, process gas waste heat boiler system, urea reactors and urea strippers #or ammonia
and urea plants, reactorsCregenerators and hydro crac.ing reactors, Polymeri/es and special
purpose reactors with "lectro-polished internals
+,-. ..: COAL "ASI+IER
13
-
8/20/2019 NIRMAY NEW1
17/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
SBU8;* E9u,43ent & S5ste3s 1or Nu('ear & T2er3a' o0er
De1en(e & Aeros4a(e Industr,es:
(uclear, thermal and cogeneration power plants, ?ea!y water plants, eactor !essel end
shields, primary heat trans#er e5uipment li.e steam generators and au>iliary heat e>changers
#or nuclear power plants, towers 8monowallCmultiwall9 heat e>changersCcoolers and internals
#or hea!y water pro:ects%
+,-. ..; STEAM "ENERATORS +OR ::< M# O#ER "ENERATION
1
-
8/20/2019 NIRMAY NEW1
18/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
RODUCT RAN"E *
INTRODUCTION TO +E7 & C"
+ert,',=er etro(2e3,(a' & %eat Trans1er E9u,43ent*
The product range comprises reactors, !essels, heat- e>changers and e5uipment #or
!arious ser!ices including high-pressure, high-temperature, hydrogen ser!ice, cryogenic
application etc% @a:or e5uipment supplied includes process gas waste heat boilers, steam
drums and super heaters, multi-wall con!erters and reactors, con!erter bas.ets, urea reactors,
17
rodu(t Ran-e o1 Manu1a(tur,n- Un,ts.
Powai 0or.s?eat ">changers, Pressure Vessels, @ulti-wall Vessels,
ryogenic Vessels, Fasi#ier, P'LV, eactors%
:
?a/ira
0or.s
Large, ?ea!y and )!er +imensioned e5pts% e%g% Pressure
Vessels, eactors, olumns & Towers, "nd 'hieldsC'team
Fenerators, etc%
;
anoli
0or.s
omposites 'tainless 'teel 'heet metal, Aluminium & (on-
#errous #abricated e5uipments, etc%
> Talegaon
wor.s
All component #or de#ence e5uipments li.e
'tabili/er, 'teering Fear etc
? Vi/ag @anu#acturing o# sub- marine
@ oimbatore Precision machining
$angalore 'pecial electronics
)man *nder construction
-
8/20/2019 NIRMAY NEW1
19/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
carbamate condensers, urea strippers, Pacol’ and ?ydrocarbon’ reactors, polypropylene and
polyethylene reactors and pressure !essels and e5uipment #or cryogenic application etc%
Coa' "as,1,er & T2er3a' o0er 'ant E9u,43ent*
L&T manu#actures and supplies .ey oal Fasi#ication "5uipment coal Fasi#ier and
'yngas coolers under a technical tie-up with 'hell Flobal 'olutions, The (etherlands% These
#ind application in power plants and a wide !ariety o# process plants such as ammonia,
methanol and where!er synthesis gas is re5uired%
L&T o##ers complete condensing and #eed heating systems, balance-o#-plant in the
turbine island 8e>cept turbine generator9 including e5uipment li.e sur#ace condensers, LP and
?P #eed water heaters, condensate and #eed water pumps, inter connecting piping, !al!es,
instruments, controls, and au>iliary sub-systems%
L&T is uni5uely placed to o##er e5uipment and machinery including cement mills, .iln
sections, grinding rollers, coolers and other machinery parts and spares #or cement plants% The
product range includes rotary e5uipment such as dryers, granulators, coolers, roasters and
calciners #or !arious applications%
INTRODUCTION
16
-
8/20/2019 NIRMAY NEW1
20/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
TO
CGPP-
INSPECTION
DEPARTMENT
24
-
8/20/2019 NIRMAY NEW1
21/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
INRODUCTION TO C"8INSECTION
INTRODUCTION
Increase in 5uality standard and high competition in the engineering
#ield, importance o# this department has been increased% The 5uality re5uirement o# a
particular :ob is mentioned in the speci#ications & the inspection department has to wor.
according to those speci#ications to maintain the 5uality% ;or attaching good 5uality
inspectors ha!e thorough .nowledge o# codes, speci#ication, drawing and other supporting
documents% Inspection department also ta.es care o# documents, report, certi#icates etc% the
right o# generation o# these documents is reser!ed with the inspection department%
+epending upon the stages, the inspection department is di!ided intoE
• O#AI INSECTION STORES CS
• LATE REAARATION S%O INSECTION S
• +ABRICATION S%O INSECTION
21
-
8/20/2019 NIRMAY NEW1
22/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
O#AI CENTRAL STORES CS INSECTION
P' inspection, also .nown as eceipt 'tores inspection, is responsible #or inspection
o# incoming raw materials which are in the product #rom & which are being sub-contracted to
the !endors% e%g% ;orging hardware’s, e>ternal attachments etc
The inspector in this department re!iews the test certi#icate 8T9 o# the product &
con#irms that the material supplied by the !endor is as per T% A#ter ensuring this, the
inspector ma.es @aterial learance ecord 8@9 & releases the material #or #urther
inspection%
LATE REARATION S%O S INSECTION
PP' inspection is concerned with the inspection o# raw material, which is in the plate
#orm% The company .eeps the plates in spare & uses it #or the :ob as & when re5uired% The
inspector in PP' inspection ensures that the plate being ta.en in use #or a :ob con#irms to the
re5uirement o# that :ob% )nce this is ensured, the inspector ma.es @ & releases the plate
#or #urther inspection%
+ABRICATION S%O INSECTION
The two ma:or acti!ities o# this department areE
• In84ro(ess ,ns4e(t,on.
• +,na' or out-o,n- ,ns4e(t,on
22
-
8/20/2019 NIRMAY NEW1
23/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
+UNCTIONS O+ INSECTION DEARTMENT
• aw material inspection%
• Juality & standard o# the product%
• In-process inspection%
• ;inal inspection%
• +ocumentation%
RA# MATERIAL INSECTION
Inspection department identi#ies the re5uired raw materialK it should be as per the
re5uiredE
• 'i/e
• 'hape
• Juality
• Juantity%
INROCESS INSECTION
Inspection department inspect the product, when it is under production, by
applying !arious inspection techni5ues 8destructi!e & non destructi!e9% I# any problem
is there, it is recti#ied at the instant o# detection% 'o, in #uture it will not create any
cause o# concern & reduce the wor. & there is time sa!ing%
2
-
8/20/2019 NIRMAY NEW1
24/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
+INAL INSECTION
Inspection department inspects the product prier to the time o# dispatch%
Inspection department has to inspectE
• ;inal dimension o# the product%
• ;inal !isual o# the product%
• Pac.ing & loading o# the product etc%
• Paint inspection%
MAINTAIN UALIT6 & STANDARD O+ T%E RODUCT
There is a !ery important #unction o# inspection department as #ar as 5uality o# the
product is concerned% As the inspection is done at e!ery stage, such asE
• aw material inspection
• In-process inspection
• ;inal inspection
All these acti!ities lead to the #ollowing production parametersE
• educe the wor.
• 'horten the production cycle%
• Increase the production rate%
• Increase the 5uality o# product
2
-
8/20/2019 NIRMAY NEW1
25/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
Thus it plays the .ey role #or maintaining the 5uality & standard o# the product%
DOCUMENTATION
This department prepares all the documents related toE
• aw material o# product%
• Tests carried out & result obtained%
• ;inal product%
In s2ort ,ns4e(t,on de4art3ent 2as to 4er1or3 t2e 1o''o0,n- a(t,,t,es %
• Preparing inspection chec.list
• 0itnessing di##erent tests such as ?ydro-test & other (+T’s%
• o-ordination with JA 8Juality Assurance9 +ept% ;or di##erent gauges to be used #or
inspection tests%
• o-ordination with inspection agencies #or clearing inspection stages%
• eporting non-con#ormities #or de!iations, i# any%
• Preparing a list o# balance wor. on :ob%
• In-process inspection o# set-up, dimensions, seams #inish etc%
re4ar,n- 1,na' do(u3ent su(2 as*
• L&T compliance certi#icate%
• eports o# di##erent 8li.e #errite, hardness etc%9 tests%
• PT, PT& @T reports%
2=
-
8/20/2019 NIRMAY NEW1
26/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
• 'eam wise welder’s record%
• As built drawings%
• )btaining release note #rom third party C inspection agencies%
• )##ering materials to inspection agencies%
INTRODUCTION TO T%IRD ART6 INSECTION*
T?I+ PATG I('P"TI)( is Inspection #rom customer% It is Inspection done by
customer or Inspection ompany hired by customer% A#ter L&T’s inspection o# material, the
material is o##ered to third party inspector #or inspection and the material is cleared by third
party by signing the @ and punching third party inspector’s metal stamp on it%
INTRODUCTION TO IBR*
Indian boiler regulations-16=4 is the standards in respect o# materials, design and
construction, inspection and testing o# boiler components #or compliance by the
manu#acturer’s and users o# boiler in India%
The entral $oilers $oard, constituted under section 2A )# the Indian $oilers Act
162 8= o# 1629 is responsible #or ma.ing regulation #or lying down the standards #or
materials, design, construction as well as #or registration and inspection o# boilers% The
$oard comprises o# the representati!es o# the central and state go!ernments, *nion
Territories, $ureau o# Indian 'tandards, oal Industry, boiler manu#acturing Industry, $oiler
23
-
8/20/2019 NIRMAY NEW1
27/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
Ancillaries Industry, 'teel @anu#acturers, users o# boilers and other interests connected
with the boiler industry%
IMORTANT DOCUMENTS*
NON8CON+IRMIT6 REORT NCR
It is not possible to maintain cent-percent accuracy or per#ection in the #abrication o#
a critical item% The #abricator sometimes ma.es a mista.e due to which the :ob su##ers% 'uch
a mista.e has to be recti#ied through (%
: DESI"N C%AN"E REUEST DCR
The design change is initiated by the planning people% This is #orwarded with the
recti#ication o# some design, item, material, welding, non-destructi!e testing etc% A#ter the
appro!al o# the design department, the recti#ication is mentioned in the re!ised drawing%
; STORES CREDIT NOTE
0hen the :ib gets o!er in all the respects, progress department ma.es this document
& along with item list or supply list attached, it is handed o!er to the inspection department%
A#ter getting '( sign #rom the inspection, it is handed o!er to the product group which in
turn credits the amount o# the :ob to the concerned shop%
2
-
8/20/2019 NIRMAY NEW1
28/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
> INSECTION ENTR6 SLI
A#ter completing the wor. on the :ob, shop super!isor’s o##ers the inspection
department #or inspecting the wor. #or this shop super!isor has to ma.e entry in the
inspection entry slip%
? INSECTION C%EC$ LIST
It is the document, which is signed by the L & T inspector and third party sur!eyor
a#ter inspecting the wor. and #ound satis#actory%
@ INSECTION CLEARENCE SLI ICS
A#ter inspection o# any process on :ob I' is issued by the inspection department
which means that inspection is clear and :ob can proceed #or #urther operation%
DOCUMENT TRANS+ER NOTE
To trans#er the !arious document #rom one department to another department +T(
is used% It will be on the record that document has trans#erred to another department% 'igns
o# both the departments are ta.en on it%
MATERIAL CLEARENCE RECORD MCR
@ is prepared by inspection department in $aan% It carries all the in#ormation
8i%e% Part no, pro:ect no, heat no, material grade, dimension, description, T no, l & t lot no9
o# the material cleared by inspection%
F ROUTE CARDS RC
oute cards are basically made #or routing :obs, operation wise #rom machine%
Various things, which are added on to the route car, areE
27
-
8/20/2019 NIRMAY NEW1
29/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
1% "stimated hours #or the :ob along with the machine on which the :ob is loaded%
2% +rg% (o%, Part description, Juantity%
% Initiating department, e#erence, Inspection department%
-
8/20/2019 NIRMAY NEW1
30/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
• hec.ing and maintain record o# ?eat Treatment hart%
• ollecting and preparing #inal documentation #or :ob%
• Visit to I$ to submission and collection o# documents%
• eleasing PT #or ?eat Treatment%
• Preparation o# pending list o# @%
• *nderstandingC'tudying 0elding & ;abrication Processes, +rawings, 'ystem 8$aan9
T%IC$NESS TESTIN"
INTRODUCTION*
Thic.ness o# a plate is an important #actor on which depends the manu#acturing o#
heat e>changer% I# the thic.ness !aries #rom one spot to another, a se!ere problem may ta.e
place in the latter stages% There#ore thic.ness testing is an important stage o# inspection in the
manu#acturing process%
A screw micrometer or !ernier caliper can also measure thic.ness, but these
instruments are not applicable #or e!erybody high s.ill and practice is needed to read such
instruments% There#ore more accurate method o# measuring the thic.ness is by an instrument
called *ltrasonic Thic.ness @eter%
RINCILE O+ OERATION*
*ltrasonic wa!es are generated in the probes and
are transmitted through to the test spot by locating the probe
correctly% The ultrasonic wa!es tra!el under the probe,
4
-
8/20/2019 NIRMAY NEW1
31/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
through the cross section and are re#lected bac. by the material boundary% The time ta.en by the
signal to reach the probe is recorded and con!erted to display the thic.ness%
+,-. :It is essential that the test spot sur#ace and the other end material boundary are parallel
to each other%
It is necessary to remo!e air between the test spot sur#ace and the probe sur#ace to
ma.e a measurement% Li5uids li.e oil or grease is applied to the test spot prior to placing the
probe #or measurement% The applied couplant should #orm a thin layer under the probe tip%
CALIBRATION*
To get more accurate thic.ness measurement, calibration o# the thic.ness meter is !ery
important% *sing the micrometer or other appropriate instrument accurately measure the
thic.ness o# :ob at minimum three location and record the readings% 'et the Thic.ness meter on
calibration made and calibrate the e5uipment by placing the Transducer at these locations and
ad:ust the !elocity on the t-meter accurately so that these thic.ness readings match with the
thic.ness reading obser!ed and recorded as abo!e%
ADVANTA"ES*
• @oderate s.ill is re5uired to operate this meter%
• Accurate results can be obtained as this meter wor.s on ultrasonic principle%
• It is portable and can be carried easily at sites%
1
-
8/20/2019 NIRMAY NEW1
32/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
LIMITATIONS*
• The meter is 5uite delicate% (o pressure should be applied on the display%
• Li5uids li.e oil o# grease are always needed%
• A calibration bloc. is re5uired #or measuring thic.ness more than =mm%
2
-
8/20/2019 NIRMAY NEW1
33/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
+ERRITE TESTIN"
INTRODUCTION*
The #eritscope 8#errite testing meter9 was de!eloped to #acilitate accurate #errite
content measurement on welded seams & cladded items%
0hen a !essel is designed to handle corrosi!e #luids, it is #abricated #rom acid
resistant austenitic chromium-nic.el cladded steel% ;urther #or such !essels, the residual #errite
content o# cladding as well as o# welded seams must lie within a speci#ic range to a!oid any
possible corrosion% To ensure this we measure the #errite content o# the cladded material &
welded seams at !arious stages o# manu#acturing%
The e5uipment used #or this purpose can measure #errite content in #errite% The
instrument is basically a digital display gauge with a probe% To measure the #errite content the
probe is placed perpendicular on the sur#ace whose #errite content is to be measured% As soon as
the probe ac5uires #errite content, it is displayed on the screen.
DESCRITION*
It gi!es results, which are comparable in accuracy to those obtained #rom magnetic
balance measurement% The residual #errite content o# cladding as well as any welded seam must
lie within a speci#ic range compatible with mechanical strength re5uirement o# item concerned%
-
8/20/2019 NIRMAY NEW1
34/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
RINCILE*
In case o# austenitic stainless steel weldment castings, #errite typically lies between
4%= to 1%2% Thus low #errite content increases the 'usceptibility to hot crac.ing% ?igh #errite
content decreases corrosion resistance by reducing chrome & molybdenum, leads to less
#a!orable #orming characteristics% In case o# duple> steel, this steel attains their most #a!orable
mechanical & corrosion resistance properties when the #errite content lies between
-
8/20/2019 NIRMAY NEW1
35/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
ROCEDURE *
• $e#ore ta.ing the #errite measurement, chec. the calibration o# the e5uipment on
re#erence bloc.%
• Place the probe gently on a clean dry & grease #ree sur#ace%
• ?old the probe perpendicular to the sur#ace to be measured%
• Press the AL’ button% hec.ed that it is showing proper reading%
A#ter proper calibration o# the e5uipment, place the probe where!er the #errite content is
to be re5uired%
ALICATIONS*
• In chemical industry%
=
-
8/20/2019 NIRMAY NEW1
36/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
• 'tress bearing member o# containers%
• Pipes%
• eactor !essels%
• )ther plant made up o# ordinary constructional steels%
3
-
8/20/2019 NIRMAY NEW1
37/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
%ARDNESS TESTIN"
INTRODUCTION*
?ardness is !ery important property o# the metals% It embraces many meanings
such as resistance to wear, scratching, de#ormation & machining% It also means the ability to
cut another metal% The hardness test gi!es the idea o# resistance o# the weld metal to wear% This
is important with respect to the components, which ha!e been building up to withstand
abrasi!e wear% ?ardness !alues can gi!e in#ormation about the metallurgical changes caused
by welding%
In case o# medium and high carbon steel and cast iron, the heat a##ected /one or weld
:unction may become hard and brittle due to #ormation o# martensite%
?ardness tests shall be carried out on the normal sur#ace or a#ter post weld heat
treatment on the di##erent regions at the inside sur#ace o# the !essel%
?ardness !alues in welded :oints are usually sensiti!e welding conditions such asE
• 0elding process used%
• ?eat input%
• Preheat%
• "lectrode composition%
• Plate thic.ness%
?ardness !alues indicate whether the correct welding techni5ue and pre and
post heat treatment ha!e been carried out% A portable hardness tester .nown as "J*)TIP
-
8/20/2019 NIRMAY NEW1
38/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
hardness tester can accurately measure the hardness o# a weld% It is simple to operate and easy
to understand% The description o# the tester is as #ollowsE
EUOTI %ARDNESS TESTER
INTRODUCTION*
The "5uotip hardness tester is designed #or testing metallic materials, the hardness
o# which ranges #rom !ery low to !ery high !alues% ?ardness testing can be per#ormed directly
on site and in any position% Typical applications #or the "5uotip instrument are large, hea!y
wor. pieces, which are di##icult to access% It is especially #or applications in which standard
hardness testing is either not #easible or not economical% ompared to the standard hardness
testing machines li.e $rinell, Vic.er & oc.wellK "5uotip hardness tester is portable & gi!es
the !alues o# hardness #or the abo!e all 8?$, ?V, ? "T%9%
7
-
8/20/2019 NIRMAY NEW1
39/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
;ig% <
EUOTI MEASURIN" MET%OD*
+uring hardness test, an impact body, e5uipped with a spherically shaped
tungsten carbide tip impacts under spring #orce against the test sur#ace #rom which it
rebounds% Impact and rebound !elocities are measured in a contactless manner at the
precise moment, when the spherically test tip is located appro>imately 1mm #rom the test
sur#ace% A permanent magnet build into the impact body which, during the test impact,
passes through the coil accomplishes this% +uring the #orward and rebound mo!ement,
electrical !oltages are induced which are proportional to the !elocities% The measurement
!alues deri!ed #rom the impact and rebound !elocities are processed into hardness number
L by the indicating de!ice%
6
-
8/20/2019 NIRMAY NEW1
40/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
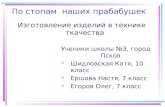
Dye Penetration Test:
Figure 5.1 Dye Penetration Testing
Dye penetrant inspection (DPI), also called liquid penetrant inspection (LPI)
or penetrant testing , is a widely applied and low-cost inspection method
used to locate surface-breaking defects in all non-porous materials (metals,
plastics, or ceramics). The penetrant may be applied to all non-ferrous
-
8/20/2019 NIRMAY NEW1
41/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
materials and ferrous materials, but for inspection of ferrous components
magnetic-particle inspection is also preferred for its subsurface detection
capability. LPI is used to detect casting, forging and welding surface defects
such as cracks, surface porosities, and leaks in new products, and fatigue
cracks on in-service components.
Fig. 5.2 Dye Penetrant Testing of Liner welds
Penetrants are classified into sensitivity levels. Visible penetrants are
typically red in color, and represent the lowest sensitivity. Fluorescent
penetrants contain two or more dyes that fluoresce when excited by
ultraviolet (UV-a) radiation (also known as black light). Since fluorescent
penetrant inspection is performed in a darkened environment, and the
-
8/20/2019 NIRMAY NEW1
42/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
excited dyes emit brilliant yellow-green light that contrasts strongly against
the dark background, this material is more sensitive to small defects.
Visual Examination:
Initial visual inspection of the geometry of the component and the
type and nature of the defect likely to be present is the first stage of any
inspection. The inaccessible surface can be inspected by introscope
(illuminated optical device using a system of lenses and mirrors). Miniature
conventional cameras have been developed to examine internal condition of
long part. The photographs can be taken by remote control. Miniature
television cameras have also been developed. These transit a continuous
record of the inner surface of the part, to be viewed on a monitoring screen
by the operator. The following defects can be found out by Visual
inspection.
Defects which are easily located by visual inspection are surface cracks,
blow holes, metal penetration, buckles, swell, shift, surface roughness,
shrinkage etc.
-
8/20/2019 NIRMAY NEW1
43/86
-
8/20/2019 NIRMAY NEW1
44/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
Fig. 5.3 Ultrasonic Testing
In ultrasonic testing (UT), very short ultrasonic pulse-waves with center
frequencies ranging from 0.1-15 MHz and occasionally up to 50 MHz are
launched into materials to detect internal flaws or to characterize materials.
The technique is also commonly used to determine the thickness of the test
object, for example, to monitor pipe work corrosion. Ultrasonic testing is
often performed on steel and other metals and alloys, though it can also be
used on concrete, wood and composites, albeit with less resolution. It is a
form of non-destructive testing used in many industries including
aerospace, automotive and other transportation sectors.
-
8/20/2019 NIRMAY NEW1
45/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
Fig. 5.4 Ultrasonic Testing of Dishend
Ultrasonic testing is the most widely used and most powerful procedure
for inspecting fiber reinforced composites for internal defects.
Fundamentally a probe with a piezoelectric crystal transmits ultrasonic
pulses into the specimen and whenever a change in material acoustic
impedance occurs the pulses are reflected back and received by the same
or another crystal.
Acoustic impedance is the material density multiplied by the ultrasonic
velocity in the material. Appropriate instrumentation can display the
information in various ways.
A common technique is immersion testing where the transducer is coupled
to the specimen with water.
-
8/20/2019 NIRMAY NEW1
46/86
-
8/20/2019 NIRMAY NEW1
47/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
Principle:
Radiography technique is based on exposing the components to
short wavelength radiation in the form of X –Rays or Gamma Rays from
sources such as an X –Ray machines or radiography isotopes such as
Iridium-192, Cobalt-60 and Thulium-170 etc.
In passing through the material, some of the radiation is absorbed or
changed. The amount of absorption is dependent upon the thickness of
the material, the density of thematerial and the atomic number of the
absorber. Some kind of detector such as film, a fluorescent screen may
then be used to record the variations in intensity of the emerging beam as
visual images or signals. Industrial radiography is primarily concerned
with recording images on film.
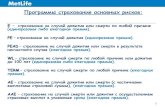
Fig. 5.6 Schematic view of Radiography Test
Magnetic Particle Test:
-
8/20/2019 NIRMAY NEW1
48/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
Figure 5.7 Magnetic Particle Testing
Magnetic particle testing is a non-destructive testing process for
detecting surface and subsurface discontinuities in ferroelectric materials
such as iron, nickel, cobalt, and some of their alloys. The process puts a
magnetic field into the part. The piece can be magnetized by direct or
indirect magnetization. Direct magnetization occurs when the electric
current is passed through the test object and a magnetic field is formed in
the material. Indirect magnetization occurs when no electric current is
passed through the test object, but a magnetic field is applied from an
outside source. The magnetic lines of force are perpendicular to the
-
8/20/2019 NIRMAY NEW1
49/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
direction of the electric current which may be either alternating current
(AC) or some form of direct current (DC) (rectified AC).
The presence of a surface or subsurface discontinuity in the material
allows the magnetic flux to leak. Ferrous iron particles are applied to the
part. The particles may be dry or in a wet suspension. If an area of flux
leakage is present the particles will be attracted to this area. The particles
will build up at the area of leakage and form what is known as an
indication. The indication can then be evaluated to determine what it is,
what may have caused it, and what action should be taken if any.
Fig.5.8 Magnetic particle testing.
-
8/20/2019 NIRMAY NEW1
50/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
Pneumatic Test:-
EQUIPMENT:-
Pressure Gauges and Accessories required are as under:
1. The pressure gauges (minimum 2 nos.) Used in testing shall be
indicating type.
2. The indication range shall not be less than 1.5 times and not more
than 4 times of the test pressure.
3. All pressure gauges used in testing shall have a calibration record
showing values of standard v/s indicated pressure and validity period.
4. Pressure pumps, hosepipes, fitting and other accessories used shall
be capable of developing and withstanding the test pressure.
TEST MEDIUM:-
Test medium required is compressed air or Nitrogen and Soap water
solution. The bubble forming solution shall be commercial liquid soap.
It should be prepared by 1 part of liquid soap with 5 parts of water.
PNEUMATIC TEST:-
1.All opening shall be blanked properly
=4
-
8/20/2019 NIRMAY NEW1
51/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
2.Metal Temperature during pneumatic test shall not be below 4 C and
not above 52 C throughout the examination.
3.Pressurize the job gradually to the specified test pressure and hold the
same for 10 minutes.
4.Apply soap water solution on the joints, which are to be tested.
5.Check for leakage. (There will be forth formation or Bubbles will form at
leak area)
6.If any leakage is noticed, take corrective action.
7.After repairs, above test shall be repeated.
8.If no leakage is visible, drop the pressure gradually.
9.The light intensity during the test shall be 1000 Lux minimum.
Helium Leak Test:-
All methods of the leak detection using a mass spectrometer leak detector
involve passage of a tracer gas through a presumed leak from one side to
other side of a pressure boundary and subsequent detection of tracer gas on
his lower pressure side. The typical basic methods used in mass
spectrometer leak testing includes:-
1% Tracer Probe @ethod 8Vaccum Lea. Testing9
2% +etector Probe @ethod 8'ni##er Testing9
% ?ood @ethod
=1
-
8/20/2019 NIRMAY NEW1
52/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
-
8/20/2019 NIRMAY NEW1
53/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
Fig. 5.9 Schematic diagram of Helium Leak Test
Factors to be considered when selecting helium leak technique include:
1% 'i/e, shape and location o# e5uipments to be tested%
2% hoice between use o# pressure or !accum or both #or testing
% @a>imum lea.age rate speci#ied or that can be tolerated%
-
8/20/2019 NIRMAY NEW1
54/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
The helium flow rate and the probe speed is also selected to avoid
flooding the system. It is advisable to spray top joints first and then move to
the lower joints. It is the most sensitive and reliable method. The schematic
arrangement is shown in the figure. This test is well suited for small volume
components designed for vaccum and which can be evacuated by vaccum
system of the leak detector and system having it own vaccum pumping
arrangement.
%6DRO TEST
#%6 %6DRO TESTG
• To ensure the integrity o# the e5uipment%
• To ensure the strength o# the weld :oints & material%
• To ensure the strength o# the no//le #lange :oints%
• "nsures sa#e and reliable per#ormance during the operational li#e%
ENSURE RIOR TO #ATER +ILLIN"
• ompletion o# welding on pressure part%
=
-
8/20/2019 NIRMAY NEW1
55/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
• ompletion o# all (+T to the acceptable stage%
• learance o# all (C+ i# any%
• ;inal clearance o# material cleared pro!isionally%
• Testing o# PTC@T, i# any, to the acceptable test result%
• All dimensional chec. within the acceptable limit%
• Vessel is .ept on hydro test saddle in the speci#ied orientation as per drawing
• All long-seam & circ-seam are made !isible #or inspection%
• I# :ob is primer coated, all pressure weld :oint are cleaned #ree #rom paint%
• Fas.ets & gas.et seating are chec.ed #or any damage%
• Inside sur#ace is cleaned%
• Air !ending arrangement where!er is re5uired%
• All #asteners are tightened to the re5uired tor5ue%
• All openings are closed e>cept top one #or #illing water%
• Arrangement o# pressuri/ing shall be through one o# the no//les #rom the bottom%
• '5uare bar arrangements on inlet & outlet connection%
• Arrow #or direction o# water #low on #ittings to be !eri#ied & con#irmed%
• Two pressure gauge or one & one transducer to be made a!ailable%
• PP@ re5uirement o# test water shall be !eri#ied & con#irmed%
• ?ydro test pump, high discharge pumps shall not be used #or !essel with !olume 14 m %
#ATER +ILLIN" RESSURISIN" & INSECTION
==
-
8/20/2019 NIRMAY NEW1
56/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
• 0ater shall be #illed #rom top no//le & closed with test blan.% Test blan. shall be with
nipple, s5uare bar, pressure gauge & pipe connection #or !ending%
• Inlet !al!e shall remain closed till water #illing%
• A#ter blan.ing the top no//le with gauge & !end pipe, water shall be pumped #rom
bottom%
• Vend pipe shall be .ept open in a buc.et #ull o# water to obser!e air bubbles%
• Vending shall be continued till the air bubble in the buc.et is disappeared%
•
lose the outlet !al!e on top & connect the gauge to line pressure%
• Isolate the gauge at the bottom #rom line pressure & pump the water in%
• aise the pressure till =4 o# test pressure%
• )pen the inlet gauge to pressure line & !eri#y the pressure on both gauges%
• Increase the pressure in increments o# 14 o# test pressure%
• 'top pumping #or = minutes a#ter each increment o# 14 o# rise in pressure%
• Isolate the inlet pressure gauge when pump is operation%
• onnect the inlet pressure gauge to line pressure when pump is stopped #or pressure
!eri#ication%
• 0hen test pressure is reached, stop pumping, connect inlet gauge to pressure line and hold
#or 4 min 8as speci#ied in spec9 and obser!e the !essel #rom distance%
• educe the test pressure to abo!e design pressure and inspect all connections #or lea.age%
• I# any lea.age is obser!ed through gas.et connection, repeat the test a#ter depressuri/e the
!essel & tighten the studs C nuts%
=3
-
8/20/2019 NIRMAY NEW1
57/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
• I# any lea.age is obser!ed #rom weld or parent metal, drain the water, repair the lea. and
repeat the test%
• Time, temperature & pressure chart where!er speci#ied shall be obtained
• %
IMORTANT SA+ET6 OINTS IN %6DROTEST
• +rain the !essel only when top out let is .ept open%
•
*se minimum 2 gauges #or any hydro test%
• (e!er use high discharge pumps #or testing low !olume !essels% 8Volume less than 149
(e!er pressuri/e any !essel abo!e test pressure
=
-
8/20/2019 NIRMAY NEW1
58/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
%EAT E7C%AN"ER
?eat e>changers are the e5uipment used to #acilitate the process o# heat trans#er between
the #luids% ?eat e>changers #inds their application in many industries such as cement Ind%,
=7
-
8/20/2019 NIRMAY NEW1
59/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
chemical Ind%, re#ineries, petrochemical Ind%, re#rigeration, #ertili/ers, power plants etc% The
process o# heat trans#er ta.es place by conduction, con!ection or direct contact o# #luids%
+,-. @. S(2e3at,( D,a-ra3 O1 %eat EH(2an-er
=6
-
8/20/2019 NIRMAY NEW1
60/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
ARTS O+ %EAT E7C%AN"ER
A ?eat e>changer o# shell and tube type, which is #ound in most o# the industrial
applications, is di!ided into two parts, one called the Tube side while the other is called
the 'hell side% The shell side always surrounds the tube side% )ne o# the #luids is
circulated through the tubes while the other is passed through the shell%
;ollowing are the !arious parts o# a ?eat ">changer in brie#E
S%ELL*
+,-. @.:
It is one o# the most important parts o# a heat e>changer% The whole tube bundle is
#itted in the shell% Plates o# re5uired thic.ness o# the shell are cut as per the speci#ication
o# the drawing and #ormed to a desired shape on a plate bending or rolling machine% 'hell
may be made o# di##erent material depending upon the #luid circulated, but generally they
are made o# carbon steel%
34
-
8/20/2019 NIRMAY NEW1
61/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
DIS%ED ENDS*
+,-. @.;
This is the closing part o# the shell% It is in the shape o# a dish so it is called dished end%
It is used to gi!e more sur#ace area so that it can bear more pressure% +epending on the
design, there are #our types o# dished ends%
• Torispherical
• ?emispherical
• "llipsoidal
• Toriconical
• 'aucer type
• rown & Petals
Torispherical dishend is easy to manu#acture as there is only one radius whereas in
ellipsoidal-dishend there are two radii% In case o# hemispherical dished end, though it has
31
-
8/20/2019 NIRMAY NEW1
62/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
only one radius, it cannot be manu#actured easily because it re5uires bigger capacity
press as compared to other ones%
TUBES*
+,-. @.>
The tube is the part through which the wor.ing #luid passes% The heat interaction ta.es
place through the tubes% The two basic types o# tubes are planned and #inned% The outer
diameter o# the tubes !aries #rom 3 mm to
-
8/20/2019 NIRMAY NEW1
63/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
TUBES%EET*
+,-. @.?
It is a #lat plate with a pro!ision #or ma.ing a gas.et :oint around the periphery% A large
number o# holes are drilled in the tubesheet depending on the pitch re5uirement o# the
tubes% The most common process o# #i>ing the tubes to the tubesheet is the tube e>pansion
process% This process is carried out with the help o# other mechanical e>panders 8rollers9 or
hydraulic e>panders 8probe9%
$asically there are three types o# tube sheetE
3
-
8/20/2019 NIRMAY NEW1
64/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
• 'tationary or ;i>ed Tubesheet
• ;loating Tubesheet
TIE RODS AND SACERS*
+,-. @.@
$a##les are spaced and held in position with the help o# tie rods and spacer tubes% A tie
rod is stud, threaded at both ends o# which one end is screwed to the tube sheet and the
other end is threaded to recei!e the loc. nut% 'pacer tubes are standard tubes cut to length
e5ual to the ba##le spacing% 1-spacer tubes are slipped o!er the tie rods to #orm shoulders
between ad:acent ba##les%
C%ANNEL*
3<
TIE RODS
SACERS
-
8/20/2019 NIRMAY NEW1
65/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
It is the part which has both inlet and outlet no//les #abricated on it% The tube side #luid
#lows through it% The channel is bolted to the tube sheet and at the other end a channel
co!er is pro!ided% The channel may either be #abricated or are o# cast construction or one-
piece $onnetB type or 'traightB type with a separate bolted co!er%
BA++LES*
+,-. @.
The ba##les are used to increase the rate o# heat trans#er by increasing the !elocity and
turbulence o# the shell side #luid% A higher heat trans#er coe##icient is achie!ed when a
li5uid is .ept in a state o# turbulence% 'o by increasing the turbulence outside the tube i%e%
in the shell side by means o# ba##les, shell side #luid #lows perpendicular to the a>is o# the
tubes% This causes considerable turbulence e!en when a small 5uantity o# li5uid #lows
through the shell% The ba##les are secured by means o# ba##le spacers mounted on bolts
3=
-
8/20/2019 NIRMAY NEW1
66/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
called tie rods, which are screwed into the tube sheet% $a##les are o# two types namely
trans!erse and longitudinal%
33
-
8/20/2019 NIRMAY NEW1
67/86
-
8/20/2019 NIRMAY NEW1
68/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
37
-
8/20/2019 NIRMAY NEW1
69/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
+LAN"ES*
+,-. @.F
The #langes are pro!ided on the channel and shell co!er to bolt the respecti!e parts o# the
tubesheet% ?ere welding is not done as it is to be dismantled a#ter a period o# time #or
cleaning% Varieties o# #langes are used #or !ariety o# purposes in heat e>changers% ;langes
may be used on the shell to permit aligning o# header% Another important use o# the #langes
is to ma.e piping connections and no//le attachments%
'ome standard #langes used in heat e>changers areE
• 'lip-on #langes
• $lind #langes
• 'oc.et welding #langes
• Lap :oint #langes
• Threaded #langes
36
-
8/20/2019 NIRMAY NEW1
70/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
• 0elded nec. #lange
SUORTS*
?ori/ontal shells are supported on two saddle supports while !ertical shells are supported
on brac.ets% In case o# saddle supports #or #i>ed tubesheet heat e>changer, one o# the
supports is #i>ed while the other is placed on rollers to #acilitate the e>pansion o# the shell%
"AS$ETS*
The #unction o# the gas.et is to interpose a semi-plate material between the #lange
#acings% The material through de#ormation under load seals minute sur#ace irregularities to
pre!ent lea.age o# the #luid% In order to obtain a tight #langed :oint, the gas.et is inserted
between the contact #aces o# the #langes 8coated with suitable lubricant9 and then the #aces
are drawn up and tightened with bolts% Fas.ets can be o# !arious types such as rubber
compressed asbestos #iber, metal, so#t iron, etc%
4
-
8/20/2019 NIRMAY NEW1
71/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
MANU+ACTURIN" ROCEDURE O+ %EAT E7C%AN"ER
The shell and tube type o# heat e>changer is !ery comple> in construction, so its
manu#acturing procedure will ha!e to be di!ided into the #ollowing groups o# acti!ities #or
better understanding o# the entire processE
. +abr,(at,on o1 S2e''s Ma,n s2e'' C2anne' s2e''
:. +abr,(at,on o1 No=='e
;. Manu1a(tur,n- o1 D/E
>. Dr,'',n- o1 t2e Tube s2eets and Ba11'es
?. Tube Bund'e Asse3b'5
@. Asse3b'5 o1 %eat EH(2an-er
. Test,n- O1 E9u,43ent
1
-
8/20/2019 NIRMAY NEW1
72/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
. +ABRICATION O+ S%ELLS*8
+,-. . Ro'',n- O1 S2e''
The shell is #abricated by rolling a sheet metal plate into re5uired diameter and
then the :oint is #orm which is called the long seam o# the shell% I# the shell length is too
long then the shell is made in di##erent sections 8lengthwise9% This is because the plate
rolling machines ha!e some limitations o!er the shell diameter and length o# the plate that
can be rolled% This necessitates the shell to be #abricated in di##erent small lengths, which
are then welded together%
The manu#acturing procedure o# the shells is as #ollowsE
• The plate dimensions 8Length, width9, re5uired #or shell is calculated and plates o# same
dimensions are cut and the weld edge is prepared%
2
>?
-
8/20/2019 NIRMAY NEW1
73/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
• "dge brea.ing o# plate is carried out to a!oid pea. out considering Vee inside or outside
and then chec. with +/< length template%
•
Then plates is rolled or pre-bent 8in case o# cones and scalene cones9%
+,-. .: #e'd Ed-e re4arat,on
-
8/20/2019 NIRMAY NEW1
74/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
LON" SEAM SETU
+,-. .; Lon- Sea3 Setu4
• The longitudinal :oint, .nown as long seam, is welded%
• The shell is then e-rolled #or shape & o!ality correction%
• Long seam :oint is radiographed or ultrasonically tested% ecti#ications are done i#
necessary%
• "ach small length shell o# main long shell, which is called shell course, is
circum#erentially welded with other similar shell course%
-
8/20/2019 NIRMAY NEW1
75/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
INSECTION O+ LON"8SEAM SETU
• hec. #or material identi#ication, item no%, and shell course no%
• hec. weld groo!e geometry i%e%, land angle root gap etc%
• hec. o##set%
• hec. circum#erence at both ends and at center%
• hec. o!ality & shape with 8dC
-
8/20/2019 NIRMAY NEW1
76/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
RE%EATIN" O+ LON" SEAM
Preheating in!ol!es heating the base metal, either in the entirely or :ust the region
surrounding the :oint to speci#ic desired temperature called the pre-heat temperature%
?eating may be continued during the welding process, but #re5uently the heat #rom the
welding is su##icient to maintain the desired temperature without continuation o# the
e>ternal heat source%
#25 4re2eat,n-
• It slows the cooling rate in the weld metal & base metal, producing a more ductile
metallurgical structure with greater resistance to crac.ing%
• 'lower cooling rate pro!ides an opportunity #or hydrogen that may be present to di##use
out harmlessly reducing the potential o# crac.ing%
• It reduces the shrin.age stress in the weld and ad:acent base metal , which is especially
important in higher restrained :oints%
• It raises same steel abo!e the temperature abo!e the temperature at which brittle #racture
would occur in #abrication%
• "nsure speci#ic mechanical property such as weld metal notch toughness%
LON" SEAM #ELDIN" & OST #ELD %EAT TREATMENT
• Longitudinal seam welding directly start by 'A0 welding & the e5uipment used is 'A0
boom%
• Then P0?T is done%
3
-
8/20/2019 NIRMAY NEW1
77/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
OST#ELD %EAT8TREATMENT #%T
Post weld heat treatment 8P0?T9, de#ined as any heat treatment a#ter welding, is o#ten
used to impro!e the properties o# weldment% In concept, P0?T can encompass many
di##erent potential treatmentsK howe!er in steel #abrication the two most common
procedures used are 4ost 2eat,n- and stress re',e,n-.
CIRC SEAM SETU
+,-. .> C,r( Sea3 Setu4
The circum#erential :oints 8irc% seams9 are tested%
• The no//le cutouts are made on shells%
• The welding o# rein#orcement pads and saddle pads etc% to shell body is done, where!er
necessary%
-
8/20/2019 NIRMAY NEW1
78/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
INSECTION O+ CIRC8SEAM SETU
• hec. #or material identi#ication, item no%, and shell course no%
• hec. weld groo!e geometry i%e%, land angle root gap etc%
• hec. o##set%
• hec. tac.ing on the circ- seam as also tac.ing o# supports etc% Tac.ing should be #ree
#rom de#ects li.e undercut, crac.s, porosity improper #usion etc%
• PTC@T o# weld edge preparation%
• learance o# (+T o# long seam%
• learance o# testing o# PT%
:. +ABRICTION O+ NOLES
The #abrication o# no//le is generally no//le pipe to #lange :oint completion% ?owe!er, in
case o# large diameter no//les the standard pipe may not be a!ailable% In such cases pipe
will be #abricated li.e shell and then this pipe will be welded to the #lange i# any%
The main steps in #abrication o# no//le are listed belowE -
• The #langes are cut and initially machined%
• The no//le pipes are #abricated i# diameter o# no//le is larger%
• The #langes are welded to the pipes%
• ouplings i# re5uired are welded to the no//le pipe%
• 0elds are tested%
7
-
8/20/2019 NIRMAY NEW1
79/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
• (o//le #langes are then #inally machined%
;. MANU+ACTURIN" O+ DIS%8END
+ish ends may be #abricated by pressing or by welding together pro#iled rolled plates
8petals9% I# the si/e o# the dish end is small then it is generally manu#actured by pressing,
otherwise it is manu#actured by #abrication%
The #ollowing are the steps that are in!ol!ed in #abrication o# dish-endsE
• The number o# petals to be welded to crown is decided considering the ease o# wor.ing%
• The crown and petals are press #ormed%
• 0eld edges are prepared as per speci#ications%
• rown and petals are set up and rough tac.ing welds are done to ma.e the structure
stable%
• Petals to petal seams are welded #rom inside as well as outside%
• Then the crown seam is welded by 'A0 #rom inside as well as outside%
• Trimming o# petals is done to ma.e the edge o# dish end straight and weld edge is
prepared on edge #or welding with shell%
>. DRILLIN" O+ T%E TUBE S%EETS AND BA++LES*8
The tube sheets are manu#actured in a particular way% 'imilarly ba##les ha!e particular
procedure%
6
-
8/20/2019 NIRMAY NEW1
80/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
• Tube sheets and ba##les are cut 8i# made #rom plates9%
• The cut-plates are rough machined to re5uired dimensions%
• +rilling o# holes on tubesheet is generally done on ( drilling machine, because the
le!el o# accuracy re5uired in holes o# tubesheet is high, both in diameter o# holes as
well as in positioning o# holes%
• The ba##les may be drilled on a radial-drilling machine% Fenerally it is done in-groups
#or ba##les o# same dimensions%
• $a##les in stac. condition recei!e impressions o# tube holes%
• )utside diameter o# the ba##le in stac.ed condition is machine according to the actual
shell diameter, .eeping re5uired clearance%
• 'lotting is done on the ba##les to ma.e groo!es, which are used, #or ma.ing s.eleton
assembly o# the tube bundle%
?. ASSEMBL6 O+ TUBE BUNDLE*8
The tubesheet, ba##les and tubes collecti!ely in assembled conditions are called as a
Tube $undle% Tube bundle may be assembled either inside shell or outside shell%
The #ollowing are the steps or assembly o# tube-bundle when the tube bundle is
assembled%
OUTSIDE T%E S%ELL*
• The #ully machined tubesheet are held in !ertical position%
• The ba##le plates are then assembled with the help o# the tie rods and spacer tubes%
• ;ully cleaned tubes are then inserted in ba##les and Tube-sheet%
• 0elding o# tube to tubesheet i# re5uired and e>pansion o# tube as per re5uirement is
done%
• The tube bundle is then tested%
INSIDE T%E S%ELL*
74
-
8/20/2019 NIRMAY NEW1
81/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
• Tie-rod tubesheet is welded to shell at one end%
• $a##les are set to re5uired position with the help o# tie-rods and spacers%
• Tubes are then inserted #rom the last ba##le in the tie-rod TC' with the help o# pilots%
• A#ter tubing non-tie rod tubesheet is welded to shell%
• Tubes are inserted in non tie rod tube sheet #rom tie rod tubesheet%
• A#ter ad:usting re5uired pro:ection #rom both ends tube to tubesheet welding and tube
e>pansion is carried out%
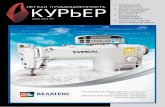
+,-. .? o1 Tube Bund'e Asse3b'5
INSECTION O+ TUBE BUNDLE ASSEMBL6
• ;irst !isual is done%
• )!erall dimensions are chec.ed%
• Tac.ing & Tightening o# tie rods, nuts & spacers are chec.ed%
71
$a##les
Tie ods
*-Tubes
-
8/20/2019 NIRMAY NEW1
82/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
• 'pacer length is chec.ed%
• )!erall touch is done%
72
-
8/20/2019 NIRMAY NEW1
83/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
@. S%ELL ASSEMBL6 O+ %EAT E7C%AN"ER*8
• 'hell assembly will be done in two parts% ;irst part will be completion o# shell
#abricationK second part will be assembly o# all parts%
• In #irst part, shell #langes will be welded to the main shell% 'hell no//les, !ent no//les
are welded to the main shell as per gi!en orientation%
• The second part is assembly o# e>ternals li.e saddle support, seismic stops, nameplate
brac.et and other parts with main shell%
• The #inal machining o# the main shell #langes will be carried out as a last stage%
• The Tube bundle is inserted in the main shell%
• ;loating head co!er is then assembled with the ser!ice gas.et with the tube bundle%
• The shell co!er and channel co!er are then bottled with the ser!ice gas.et etc%
• Then the testing o# heat e>changer is carried out%
7
-
8/20/2019 NIRMAY NEW1
84/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
CONCLUSION
In plant training is intended to bridge the gap between the institutional
studies and practical e>perience in the industry% It was a great e>perience to wor. in a big
and esteemed organi/ation- @Cs LA'"( & T)*$) LI@IT"+ and get mysel#
ac5uainted with the industrial en!ironment% The 22 wee.s that I ha!e spent in L&T ha!e
de#initely helped me in a great way and made me con#ident%
Invaluable contribution of training in my career
Apart #rom the general ob:ecti!es achie!ed through this training has made in my
endea!or to become a success#ul engineer% These ha!e been e>tremely important and seldom
recur in one’s career% ?ence they need a special mention as a part o# the conclusions deri!ed
#rom the in plant training.
Team work attitude
0or.ing as a team to achie!e a speci#ic preset ob:ecti!e, is sincerely a di##erent
e>perience in itsel#% Till this point o# career there were not many situations where one’s
abilities are called #or, to wor. as a team% This in plant training has helped me gain this !ery
important 5uality%
Learning the constraint in the industrial atmosphere
It is a common belie# that the study phase is a tough part o# li#e% A :ob is usually
painted in rosy manner in comparison to the study phase% (othing could be more away #rom
the #act% 0or.ing in the industry has lots o# challenges to be met with% It is here that the
7
-
8/20/2019 NIRMAY NEW1
85/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
word commitmentB comes to the real li#e picture% A small error or lethargy in wor. can
cause a long ranging e##ect that :oin hands to reach a desired goal% ?ence, meeting deadlines
o# time seems challenging and one #eels boosted because o# an organi/ed e##ort%
Importance of motivation and empowerment
As a trainee, while handling !arious assignments I #ound that when an indi!idual is
moti!ated or empowered he wor.s in resonance and the output is the optimum and the best
possible% )n the contrary when anyone is #orced to do any wor., the result is not the best
and o#ten leads to rewor.%
In the end, I conclude that such training not only gi!es commercial and
management e>posure but also enables one to !isuali/e wor. situations better% It acts as a
sil!er lining o# .nowledge to create con#idence in a trainee% It is beyond doubt that this can
ma.e one stand in good stead throughout #uture endea!ors%
7=
-
8/20/2019 NIRMAY NEW1
86/86
Larsen & Toubro Limited, Powai Agnel Polytechnic, Vashi
BIBLIO"RA%6
I had !isited the #ollowing websites #or completion o# my Inplant Training report during my
Training period%
• httpECC gr2ueintra ML&T Intranet siteN
• www%ltindia%com
• www.wikipedia.com
• www%larsentoubro%com
• ompany Pro#ile @anual OL&T 'pectrum9
• Indian Society for Leak Testing
• ASME Codes
$ut mainly guidance pro!ided by the inspectors & shop super!isor’s made an in!aluable
enhancement o# my .nowledge at L&T%
http://www.ltindia.com/http://www.wikipedia.com/http://www.larsentoubro.com/http://www.ltindia.com/http://www.wikipedia.com/http://www.larsentoubro.com/