Minicurso Six Sigma
55
25/11/2010 1 Tema Tecnologia e Responsabilidade Social Minicurso A ESTRATÉGIA SIX SIGMA Treinamento para “White Belts” Engº Vitor A. Marcondes Vitor A. Marcondes – Nov/10 XV SEMANA DE TECNOLOGIA VITOR A. MARCONDES Process Quality Leader – J&J Medical Brasil Engenheiro Industrial Químico – EEL/USP (Faenquil) Six Sigma Black Belt – INDG / J&J Corporate MBA Gestão da Produção – UNESP Quality Auditor – ISO 9001-2000, ISO 13485, QSR/FDA Part 820, ANVISA RDC59 Mestrando em Engenharia de Produção – UNESP APRESENTAÇÃO 2 Vitor A. Marcondes – Nov/10
-
Upload
alvaro-perez-sanchez -
Category
Documents
-
view
63 -
download
0
Transcript of Minicurso Six Sigma

25/11/2010
1
Tema
Tecnologia eResponsabilidade Social
Minicurso
A ESTRATÉGIA SIX SIGMA
Treinamento para “White Belts”
Engº Vitor A. Marcondes
Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
VITOR A. MARCONDES
Process Quality Leader – J&J Medical Brasil
Engenheiro Industrial Químico – EEL/USP (Faenquil)
Six Sigma Black Belt – INDG / J&J Corporate
MBA Gestão da Produção – UNESP
Quality Auditor – ISO 9001-2000, ISO 13485, QSR/FDA Part 820, ANVISA RDC59
Mestrando em Engenharia de Produção – UNESP
APRESENTAÇÃO
2Vitor A. Marcondes – Nov/10

25/11/2010
2
XV SEMANA DE TECNOLOGIA
Visão Geral
Histórico e Disseminação da Filosofia Seis Sigma
Os Profissionais “Belts”
Six Sigma, Lean Six Sigma & Design for Six Sigma
Conceitos de “Processo”
Conceitos de Variabilidade
A Estatística “Sigma”
Metodologias de Condução de Projetos (DMAI2C, PDCA, DMADV)
Ferramentas Básicas (Estatísticas e de Gerenciamento)
Condução de Projetos / Investigações
PROGRAMA
3Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
VISÃO GERAL
4Vitor A. Marcondes – Nov/10

25/11/2010
3
XV SEMANA DE TECNOLOGIA
VISÃO GERAL
5Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
VISÃO GERAL
6Vitor A. Marcondes – Nov/10

25/11/2010
4
XV SEMANA DE TECNOLOGIA
VISÃO GERAL
7Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
VISÃO GERAL
Qual a diferença entre “produzir com qualidade”
e “vender produtos de qualidade”?
8Vitor A. Marcondes – Nov/10

25/11/2010
5
XV SEMANA DE TECNOLOGIA
VISÃO GERAL
“Barreiras” de proteção ao cliente
9Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
VISÃO GERAL
“Barreiras” de proteção ao cliente
10Vitor A. Marcondes – Nov/10

25/11/2010
6
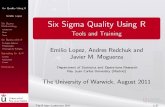
VISÃO GERAL – CUSTOS ASSOCIADOS À QUALIDADE
CUSTOS TOTAISDA QUALIDADE
100%0%NÍVEL DE QUALIDADE100% NÃO CONFORME 100% CONFORME
CUSTOS DE FALHA
CUSTOS DE AVALIAÇÃO E PREVENÇÃO
CUSTOS DA QUALIDADE X NÍVEL DE QUALIDADE
CUSTOS
P/
UNIDADE
11Vitor A. Marcondes – Nov/10
Perfil típico de uma empresa ainda não engajada em um programa de Melhoria
Contínua
VISÃO GERAL – CUSTOS ASSOCIADOS À QUALIDADE
45%
25%
20%
10%
Falhas Externas Falhas Internas Avaliação Prevenção
12Vitor A. Marcondes – Nov/10

25/11/2010
7
Cenário com investimento significativo em avaliação, com consequente
aumento das falhas internas e redução das falhas externas
15%
40%
35%
10%
Falhas Externas Falhas Internas Avaliação Prevenção
VISÃO GERAL – CUSTOS ASSOCIADOS À QUALIDADE
13Vitor A. Marcondes – Nov/10
Foco no investimento em prevenção. As falhas externas quase desaparecem e
as internas tornam-se raras.
< 1%
10%
50%
40%
Falhas Internas Avaliação Prevenção
VISÃO GERAL – CUSTOS ASSOCIADOS À QUALIDADE
14Vitor A. Marcondes – Nov/10

25/11/2010
8
XV SEMANA DE TECNOLOGIA
VISÃO GERAL
Como Falhar com Seis Sigma
Marco Siqueira Campos
15Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
UM POUCO DE HISTÓRIA
16Vitor A. Marcondes – Nov/10

25/11/2010
9
XV SEMANA DE TECNOLOGIA
6 σ – UM POUCO DE HISTÓRIA
Carl Frederick Gauss (Século XIX)Introdução do Conceito de Curva Normal
Walter Shewhart (Década de 1920)3 - Correções nos Processos (Cartas de Controle)
Japão pós 2ª GuerraDisseminação da Qualidade
USA - A partir da Década de 1980Tentativas de mudanças nos conceitos de Qualidade
17Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
6 σ – UM POUCO DE HISTÓRIA
Documentário do canal NBC: “If Japan Can, Why Can’t We?
W. Edwards Deming
Tentativas “desesperadas” para imitar os resultados japoneses
CEP, TQC, JIT, Kaizen, Hoisin Planning
Prêmio Malcolm Baldridge (governo Reagan)
Motorola – Final da Década de 1980 Engº Mikel Harry – Estudos dos Conceitos de Deming sobre Variabilidade de um Processo
18Vitor A. Marcondes – Nov/10

25/11/2010
10
XV SEMANA DE TECNOLOGIA
6 σ – UM POUCO DE HISTÓRIA
Hoje
BOB GALVIN LANÇA O SEIS SIGMA
MOTOROLA GANHA PRÊMIO MALCOLM BALDRIGE
6 POPULARIZA-SE
ENTRADA DO SEIS SIGMA NO BRASIL
VÁRIOS CASOS DE SUCESSO NO BRASIL
COMPETITIVIDADE JAPONESA
2003
1997
DÉC. 90
UTILIZAÇÃO DA FILOSOFIA NO DIA A DIA
1988
1987
DÉC. 80
19Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
OS PROFISSIONAIS
“BELTS”
20Vitor A. Marcondes – Nov/10

25/11/2010
11
XV SEMANA DE TECNOLOGIA
OS PROFISSIONAIS “BELTS”
Terminologia adotada para se fazer uma analogiacom as Artes Marciais
Champions
Master Black Belts
Black Belts
Green Belts
Yellow Belts
White Belts
21Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
OS PROFISSIONAIS “BELTS”
Principais Características
Iniciativa
Entusiasmo
Habilidades interpessoais
Comunicação
Motivação
Trabalho em equipe
Organização
Competência em Técnicas Estatísticas
Competência em Ferramentas Gerenciais
Domínio do(s) Método(s) de Solução de Problemas
22Vitor A. Marcondes – Nov/10

25/11/2010
12
XV SEMANA DE TECNOLOGIA
6 SIGMA, LEAN, DFSS
23Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
SIX SIGMA, LEAN SIX SIGMA, DFSS
Six Sigma
- Redução de variabilidade dos processos
- Busca do “zero defeito”
Lean Manufacturing
- Manufatura enxuta
- Eliminação de desperdícios
- Eliminação de etapas que não agregam valor ao produto
Design for Six Sigma
- Conceito de excelência desde o projeto
24Vitor A. Marcondes – Nov/10

25/11/2010
13
XV SEMANA DE TECNOLOGIA
PROCESSO
25Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
CONCEITO DE “PROCESSO”
PROCESSOENTRADAS SAÍDAS
Variáveis Independentes
Fatores (x1, x2 x3 ...)
Variáveis Dependentes
Variáveis Resposta (Y)
RUÍDOS
Y = f(x1, x2 x3 ...)
26Vitor A. Marcondes – Nov/10

25/11/2010
14
XV SEMANA DE TECNOLOGIA
CONCEITO DE “PROCESSO”
Exemplos de Processos
Fabricar um determinado bem de consumo (automóvel, desodorante, computador, biscoito recheado, doce de banana, avião...)
Fazer um furo na parede
Cozinhar uma feijoada
Fazer uma cirurgia cardíaca (o cirurgião)
Ministrar um curso de Six Sigma na FATEC
Fazer um transação financeira
Organizar uma excursão para o “Rock in Rio”
Arrumar um(a) namorado(a)
27Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
VARIABILIDADE
28Vitor A. Marcondes – Nov/10

25/11/2010
15
XV SEMANA DE TECNOLOGIA
CONCEITO DE VARIABILIDADE
“Nunca dois elementos são exatamente iguais.”
As variações podem ser de 2 tipos:
VARIAÇÕES NATURAIS: Inerentes aos processos.
VARIAÇÕES ESPECIAIS : Ocorrem quando existe uma causa específica.
Exemplos:
- Troca de material
- Desregulagem de máquinas
- Substituição de operador
“A VARIABILIDADE É A MAIOR INIMIGA DA QUALIDADE.”
29Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
CONCEITO DE VARIABILIDADE
Exercício – Procedimento Operacional Padrão
Material necessário:
Relógio com Cronômetro
Papel Milimetrado
Procedimento:
Disparar o cronômetro com um dedo
Tocar a palma da mão 3 vezes com o mesmo dedo
Parar o cronômetro ainda com o mesmo dedo
Anotar numa tabela o tempo observado em segundos e centésimos de segundos
Repetir essa operação 30 vezes a plotar os resultados num gráfico
30Vitor A. Marcondes – Nov/10

25/11/2010
16
XV SEMANA DE TECNOLOGIA
CONCEITO DE VARIABILIDADE
31Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
CONCEITO DE VARIABILIDADE
Processo
Impreciso e
Inexato
32Vitor A. Marcondes – Nov/10

25/11/2010
17
XV SEMANA DE TECNOLOGIA
CONCEITO DE VARIABILIDADE
Processo
Preciso e
Inexato
33Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
CONCEITO DE VARIABILIDADE
Processo
Preciso e
Exato
34Vitor A. Marcondes – Nov/10

25/11/2010
18
XV SEMANA DE TECNOLOGIA
CONCEITO DE VARIABILIDADE
35Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
LIE LSEAlvo
CONCEITO DE VARIABILIDADE
36Vitor A. Marcondes – Nov/10

25/11/2010
19
XV SEMANA DE TECNOLOGIA
CONCEITO DE VARIABILIDADE
Processo com 99,9% de Conformidade
Pelo menos 200.000 prescrições erradas de medicamentos por ano
Dois pousos errados em grandes aeroportos por dia
500 procedimentos cirúrgicos errados por semana
200.000 e-mais perdidos por hora
1 hora de produção de água não-potável por dia
7 horas de falta de energia elétrica por mês
22.000 cheques descontados de contas erradas por dia
32.000 paradas cardíacas por pessoa por ano
50 recém nascidos derrubados pelos médicos por dia
37Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
A ESTRATÉGIA SIX SIGMA
38Vitor A. Marcondes – Nov/10

25/11/2010
20
XV SEMANA DE TECNOLOGIA
A “ESTRATÉGIA” SIX SIGMA
Seis Sigma ou Six Sigma é um conjunto depráticas originalmente desenvolvidas pelaMotorola para melhorar sistematicamente osprocessos eliminando suas não conformidades.
Uma não conformidade pode ser definida comosendo o não atendimento de um produto ouserviço às suas especificações.
39Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
A “ESTRATÉGIA” SIX SIGMA
A Estratégia Seis Sigma tem como prioridade aobtenção de resultados de forma planejada eclara.O princípio fundamental da estratégia Seis Sigma éreduzir de forma contínua a variação nos processos,buscando eliminar não conformidades em produtose serviços.
40Vitor A. Marcondes – Nov/10

25/11/2010
21
XV SEMANA DE TECNOLOGIA
A “ESTRATÉGIA” SIX SIGMA
O Seis Sigma foi, e em muitos casos ainda é, compreendidocomo panacéia geral, mas é na realidade uma solução ótimade médio e longo prazos, se aplicado com seriedade e semfalsas expectativas.
Muitas empresas têm tido sucesso em sua aplicação eobtenção de resultados, enquanto tantas outras têm falhado.Isso não desqualifica filosofia em si, pois o sucesso dependedefinitivamente da maneira como a estratégia foi implantada.
41Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
A ESTRATÉGIA SIX SIGMA
Seis sigma é uma estratégia gerencialdisciplinada e altamente qualitativa, que temcom objetivo aumentar a lucratividade dasempresas, por meio da melhoria da qualidadede produtos e processos.
Maria Cristina Werkema
42Vitor A. Marcondes – Nov/10

25/11/2010
22
XV SEMANA DE TECNOLOGIA
A ESTRATÉGIA SIX SIGMA
“… estratégia gerencial disciplinada”
Método estruturado para organização dotrabalho e atingimento de metas, com oauxílio de ferramentas gerenciais eestatísticas
43Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
O CONCEITO
ESTATÍSTICO 6σ
44Vitor A. Marcondes – Nov/10

25/11/2010
23
XV SEMANA DE TECNOLOGIA
Sigma (σ) é uma letra grega utilizada para representar odesvio padrão, que é a medida mais comum de dispersãoestatística. Faz-se uma distinção entre o desvio padrão σ dototal de uma população ou de uma variável aleatória, e odesvio padrão s de um subconjunto em amostra.
O termo “desvio padrão” foi introduzido na estatística porKarl Pearson em seu livro “Sobre a Dissecção de Curvas deFrequência Assimétricas”, de 1894.
CONCEITO ESTATÍSTICO 6σ
45Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
O desvio padrão é dado pela raiz quadrada davariância:
CONCEITO ESTATÍSTICO 6σ
46Vitor A. Marcondes – Nov/10

25/11/2010
24
XV SEMANA DE TECNOLOGIA
CONCEITO ESTATÍSTICO 6σ
Considerando um conjunto significativo, porémfinito de dados, dispersos em distribuiçãonormal, unimodal, gaussiana, simétrica, deafunilamento médio (ou mesocúrtica) pode-seafirmar que:
47Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
CONCEITO ESTATÍSTICO 6σ
68,26% dos valores encontram-se a uma distância damédia inferior a um desvio padrão.
95,46% dos valores encontram-se a uma distância damédia inferior a duas vezes o desvio padrão.
99,73% dos valores encontram-se a uma distância damédia inferior a três vezes o desvio padrão.
48Vitor A. Marcondes – Nov/10

25/11/2010
25
XV SEMANA DE TECNOLOGIA
CONCEITO ESTATÍSTICO 6σ
49Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
CONCEITO ESTATÍSTICO 6σ
+1-1
+2-2
+3-3
50Vitor A. Marcondes – Nov/10

25/11/2010
26
XV SEMANA DE TECNOLOGIA
CONCEITO ESTATÍSTICO 6σ
O que buscamos?
Medidas cada vez mais próximas da média
Menor VARIABILIDADE no processo
Menor desvio padrão (sigma)
51Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
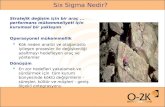
CONCEITO ESTATÍSTICO 6σ
+3+2+1-1-2-3 -3 +6+5+4+3+2+1-1-2-4-5-6
1350 ppm
Nominal
0,001 ppm
LIE LSE
1350 ppm0,001 ppm
Redução drástica de não conformidades
52Vitor A. Marcondes – Nov/10

25/11/2010
27
CONCEITO ESTATÍSTICO 6σ
Mesmo existindo deslocamentos da média (1,5 porexemplo), o índice de não conformidades (em ppm) continuamuito baixo
XV SEMANA DE TECNOLOGIA
3,4 ppm 3,4 ppm
-3 +6+5+4+3+2+1-1-2-4-5-6
LIE LSENominal
+1,5 -1,5
53Vitor A. Marcondes – Nov/10
CONCEITO ESTATÍSTICO 6σ
XV SEMANA DE TECNOLOGIA
NÍVEL TRÊS SIGMA NÍVEL SEIS SIGMA
300.000 ENTREGAS REALIZADAS
1.000.000 DE FERRAMENTAS PRODUZIDAS
50.000 TRANSFORMADORES FABRICADOS
20.000 ENTREGASERRADAS
1 ENTREGAERRADA
66.800 FERRAMENTASDEFEITUOSAS
3,4 FERRAMENTASDEFEITUOSAS
3.340 TRANSFORMADORES DEFEITUOSOS
0,2 TRANSFORMADORES DEFEITUOSOS
54Vitor A. Marcondes – Nov/10

25/11/2010
28
CONCEITO ESTATÍSTICO 6σ
XV SEMANA DE TECNOLOGIA
Nível da
Qualidade
(Defeitos por
milhão)
PPM
Percentual
conforme
Custo da não qualidade
(percentual do faturamento da
empresa)
2σ 308.537 69,15 Não se aplica
3σ 66.807 93,32 25 a 40%
4σ 6.210 99,3790 15 a 25%
5σ 233 99,97670 5 a 15%
6σ 3,4 99,999660 < 1%
55Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
METODOLOGIA DMAIC
56Vitor A. Marcondes – Nov/10

25/11/2010
29
XV SEMANA DE TECNOLOGIA
A METODOLOGIA DMAI2C
Define
Do que se trata o problema?
Quais são os clientes do processo?
Onde se pretende chegar?
Qual o escopo do projeto
Quais são as saídas possíveis?
Qual o prazo esperado?
Measure
Quais as chaves de medição do Processo?
As medições estão validadas?
Existem dados confiáveis do processo?
Como serão medidos os resultados?
Analyze Análise do estado atual
É o melhor que o processo pode fazer?
Quais os recursos necessários?
Quais os motivos das falhas?
Quais os principais obstáculos ?
Inovative Improvement
Quais as atividades necessárias para se
atingir as metas do projeto?
Como integrar eventuais subprojetos?
Control
Que progressos foram incorporados?
As metas foram atingidas?
Como serão medidos os ganhos?
Como garantir que o problema não reincidirá?
Novo Projeto
57Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
A METODOLOGIA DMAI2C
D M A I C
2% 25% 45% 25% 3%
O tempo consumido em cada etapa do projeto não é omesmo
É fundamental seguir rigorosamente cada uma dasetapas do DMAIC
Nenhuma das etapas pode ser desconsiderada, poisseguem uma ordem lógica para a resolução de problemas
Tempo estimado por etapa do DMAIC
58Vitor A. Marcondes – Nov/10

25/11/2010
30
XV SEMANA DE TECNOLOGIA
A METODOLOGIA DMAI2C
PROBLEM
IDENTIFICATION
PROBLEM
DEFINITION
PROBLEM
UNDERSTANDING
ROOT CAUSE
IDENTIFICATION
ROOT CAUSE
ELIMINATION
SYMPTOM
MONITORING
D
MA
I
C
59Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
A METODOLOGIA DMAI2C
INVESTIGATION
ROOT
CAUSE
IDENTIFIED?
CORRECTION
POSSIBLE?
CORRECTION
RELIABLE?
ELIMINATE THE
ROOT CAUSE
CONTAINMENT
AND/OR MITIGATION
ACTIONS
YES
YES
YES
NO
NO
NO
PROCESS
MONITORING
CAPA / NCR OPENING
60Vitor A. Marcondes – Nov/10

25/11/2010
31
XV SEMANA DE TECNOLOGIA
FERRAMENTAS
GERENCIAIS ESTATÍSTICAS
61Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
FERRAMENTAS
Etapa “DEFINE” - D
Identificação do problema e definição das metas gerais
Definição do Projeto (Project Charter)
SIPOC
Mapas de Processo
Fluxogramas
VOC / CTQ
62Vitor A. Marcondes – Nov/10

25/11/2010
32
XV SEMANA DE TECNOLOGIA
FERRAMENTAS
Etapa “Measure” - M
Desenvolver medições com base nos CTQ’s e SIPOC
Histograma
IPO
FMEA
Planos de Coletas de Dados
Avaliação de Sistemas de Medição
Cartas de Controle
Diagrama de Pareto
Capacidade de Processo (Cp, Cpk)
63Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
FERRAMENTAS
Etapa “Analyze” - A
Analisar e testar as informações obtidos na etapa anteriorpara identificar as causas
Estratificação
Diagrama Causa & Efeito
Testes de Hipóteses
ANOVA / Teste “t”
Análise de Regressão
Delineamento de Experimentos (DOE)
64Vitor A. Marcondes – Nov/10

25/11/2010
33
XV SEMANA DE TECNOLOGIA
FERRAMENTAS
Etapa “Improvement” - I
Gerar soluções inovadoras que eliminem a “raiz doproblema”
Matriz de Priorização
5W2H
GUT
Análise Custo X Benefício
Gráficos Sequenciais
FMEA
Plano de Implementação
Gráfico de Gantt
65Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
FERRAMENTAS
Etapa “Control” - C
Monitorar os resultados obtidos, e garantir que não haveráreincidência
Validação (IQ, OQ, PQ)
Normatização
Cartas de Controle
Capacidade de Processos (Cp, Cpk)
Gráficos seqüenciais (antes X depois)
66Vitor A. Marcondes – Nov/10

25/11/2010
34
XV SEMANA DE TECNOLOGIA
FERRAMENTAS
Werkema, Maria C. C.
Planilhas de Coleta de Dados
Gráfico de Pareto
Diagrama de Causa e Efeito
Histograma
Diagrama de Dispersão
Gráficos (Cartas) de Controle
Capacidade de Processo
Ciclos de Tomada de Decisão (PDCA, DMAIC)
67Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
FERRAMENTAS
Kane, Victor E.
Fluxogramas
Check Lists / Planilhas de Controle
Estratificação
Gráfico de Pareto
Diagrama de Causa e Efeito
Histograma
Diagrama de Dispersão
Gráficos (Cartas) de Controle
Capacidade de Processo
68Vitor A. Marcondes – Nov/10

25/11/2010
35
XV SEMANA DE TECNOLOGIA
FERRAMENTAS
Montgomery, Douglas C.
Fluxogramas
Check Lists / Planilhas de Controle
Gráfico de Pareto
Diagrama de Causa e Efeito
Histograma
Diagrama de Dispersão
Gráficos (Cartas) de Controle
Projetos de Experimentos (DOE)
69Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
FERRAMENTAS
Barbosa, Eduard F.
Folhas de verificação
Gráfico de Pareto
Diagrama de Causa e Efeito
Histograma
Diagrama de Dispersão
Gráficos (Cartas) de Controle
Diagrama de Correlação
70Vitor A. Marcondes – Nov/10

25/11/2010
36
XV SEMANA DE TECNOLOGIA
FERRAMENTAS
Diversos outros autores
Brainstorming
SIPOC
VOC
Matriz de Priorização
QFD
FMEA
FTA
etc ...
71Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
FERRAMENTAS
Marcondes, Vitor A.
Bom Senso
Comprometimento
MYA
72Vitor A. Marcondes – Nov/10

25/11/2010
37
XV SEMANA DE TECNOLOGIA
YELLOW / WHITE BELTS
Etapa Ferramentas
D
Identificação do Problema **
Escolha do Projeto **
Plano de Projeto (Project Charter) **
SIPOC **
VOC / CTQ
Fluxogramas **
Indicadores do Estado Atual
M
Avaliação de Sistemas de Medição
IPO (Processo)
Ferramentas de “Funneling”
Planilhas de Coletas de Dados **
Cartas de Controle **
Diagrama de Pareto **
73Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
YELLOW / WHITE BELTS
Etapa Ferramentas
A
Brainstorming **
Diagrama de Causa & Efeito **
Testes de Hipóteses
Análises de Regressão
Projetos de Experimentos (DOE)
IMatriz de Priorização
GUT **
5W2H **
CValidação
Cartas de Controle **
Gráficos “Antes X Depois” **
Padronização **
74Vitor A. Marcondes – Nov/10

25/11/2010
38
XV SEMANA DE TECNOLOGIA
DEFINE PHASE
(DEFINIR)
75Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
ESCOLHA DE UM PROJETO DE MELHORIA
A escolha adequada de um projeto é fundamental para osucesso do plano de melhoria. Alguma premissas básicas:
O problema a ser atacado deve estar relacionado a umprocesso crítico para o negócio.
Os clientes externos e externos devem ser claramenteidentificados.
Os defeitos e não conformidades devem ser identificáveise mensuráveis.
76Vitor A. Marcondes – Nov/10

25/11/2010
39
XV SEMANA DE TECNOLOGIA
ESCOLHA DE UM PROJETO DE MELHORIA
As melhorias devem agregar valor ao processo.
O escopo do projeto deve estar bem definido
As metas estabelecidas devem ser desafiadoras, porémfactíveis.
77Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
ESCOLHA DE UM PROJETO DE MELHORIA
O projeto escolhido deve ser S.M.A.R.T.
S – SpecificM – MeasurableA – ActionR – RealisticT – Time Achievable
78Vitor A. Marcondes – Nov/10

25/11/2010
40
XV SEMANA DE TECNOLOGIA
ESCOLHA DE UM PROJETO DE MELHORIA
Problemas comuns na seleção de um projeto:
Os resultados são irrelevantes para o processo ou parao cliente.
O escopo do projeto é muito abrangente.
Os dados são muito numerosos ou difíceis de sercoletados.
Não há vínculo entre o foco do projeto e o impacto nonegócio
79Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
ESCOLHA DE UM PROJETO DE MELHORIA
Problemas comuns na seleção de um projeto:
O defeitos ou não conformidades não estão bemdefinidos.
O processo tem ciclos pouco frequentes.
A equipe escolhida não tem especialistas no processo,ou tem especialistas demais.
O processo passou por uma alteração recente (ou passapor alterações frequentes).
O Charter do Projeto está mal definido, consumindomuito tempo na etapa “Definir”
80Vitor A. Marcondes – Nov/10

25/11/2010
41
XV SEMANA DE TECNOLOGIA
PREENCHIMENTO DO PLANO DE PROJETO
81Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
DIAGRAMA SIPOC
PROCESSINPUTS OUTPUTS
SUPPLIES
CUSTOMERS
Cachaça
Limão
Açúcar
Gelo
Copo longo
Espremedor Supermercado
Geladeira
Quitanda
Cortar 3
limões em 4
partes
Colocar
os limões
no copo
Adicionar
uma dose
de cachaça
Adicionar
açúcarEspremer
Adicionar
Gelo e
misturaro
CAIPIRINHA
N
Ó
S
!
82Vitor A. Marcondes – Nov/10

25/11/2010
42
XV SEMANA DE TECNOLOGIA
MEASURE PHASE
(MEDIR)
83Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
CARTAS DE CONTROLE
O Dr. Walter Shewhart (1891 – 1967) foi quemprimeiro utilizou o conceito de “causas comuns”e “causas especiais” em um processo.
Basicamente, uma carta de controle é composta por umgráfico cartesiano, onde o eixo horizontal representa otempo ou a sequência de medições de uma característica eo vertical o valor dessa característica.
84Vitor A. Marcondes – Nov/10

25/11/2010
43
XV SEMANA DE TECNOLOGIA
CARTAS DE CONTROLE
151413121110987654321
20.0
17.5
15.0
12.5
10.0
7.5
5.0
Observações
Va
lore
s I
nd
ivid
ua
is
_X=12.6
LSC=19.44
LIC=5.76
Carta de Controle
85Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
DIAGRAMA DE PARETO
No fim do século XIX, o economista sociopolíticoitaliano Vilfredo Pareto observou que havia umadistribuição desigual de riqueza e poder napopulação total. Ele calculou, matematicamente,que 80% da riqueza estava em mãos de 20% dapopulação (qualquer semelhança com umdeterminado país da América Latina não é meracoincidência).
Joseph M. Juran visualizou a aplicabilidade desseprincípio à Qualidade e aos problemas do cotidiano.
86Vitor A. Marcondes – Nov/10

25/11/2010
44
XV SEMANA DE TECNOLOGIA
DIAGRAMA DE PARETO
Juran visualizou a aplicabilidade desse princípio àQualidade e aos problemas do cotidiano.
Poucas causas levam à maioria dasperdas, ou seja, “Poucas são vitais,a maioria é trivial.”
Juran, Joseph M. (1904 – 2008)
Não seria absurdo dizer que “80% dos problemas sãoresolvidos com 20% das ferramentas”.
87Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
DIAGRAMA DE PARETO
O diagrama de Pareto possibilita a visualizar a relação“ação / benefício”, isso é, mostra que ações devem serpriorizadas para que se atinjam os melhores resultados.Trata-se de um gráfico de barras combinado a um gráficode linha, que ordena as freqüências das ocorrências damaior para a menor e permite a localização de problemasvitais que devem ser priorizados.
88Vitor A. Marcondes – Nov/10

25/11/2010
45
XV SEMANA DE TECNOLOGIA
DIAGRAMA DE PARETO
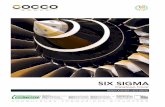
Exercício – Construção de um Diagrama de Pareto
Vamos partir do seguinte problema: “Causas pelas quais umtime de futebol não consegue fazer um gol”
Evento Frequência
A Passes errados 50
B Chutes errados a gol 20
C Falta sofrida 10
D Impedimento 5
E Erro do Juiz 3
F Falta 1
G Defesa do goleiro 1
TOTAL 90
Frequência Acumulada
50
70
80
85
88
89
90
Freq. Acum. (%)
56
78
89
94
98
99
100
89Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
DIAGRAMA DE PARETO
Exercício – Construção de um Diagrama de Pareto
Frequencia 50 20 10 5 3 1 1
Percent 55.6 22.2 11.1 5.6 3.3 1.1 1.1
Cum % 55.6 77.8 88.9 94.4 97.8 98.9 100.0
Evento GFEDCBA
90
80
70
60
50
40
30
20
10
0
100
80
60
40
20
0
Fre
qu
en
cia
Pe
rce
nt
Falha ao Fazer um Gol
90Vitor A. Marcondes – Nov/10

25/11/2010
46
XV SEMANA DE TECNOLOGIA
ANALYZE PHASE
(ANALISAR)
91Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
BRAINSTORMING
Numa tradução livre, significa “Tempestade de Idéias”(ou “Toró de Parpite” em MG).
Pode parecer simples (e realmente é), mas trata-se de umaferramenta muito poderosa para a coleta de idéias esugestões dos membros da equipe ou de pessoas fora dela.
92Vitor A. Marcondes – Nov/10

25/11/2010
47
XV SEMANA DE TECNOLOGIA
BRAINSTORMING
Regras Fundamentais para que se obtenha bons resultadosnum Brainstorming.
Escolher um local adequado
Providenciar todo o material necessário
Montar um grupo multidisciplinar
Organizar o debate
Limitar o tempo para discussão
Não estabelecer “hierarquia” de idéias
NUNCA cercear um idéia
Incentivar a participação de todos, sem obrigar
93Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
DIAGRAMA DE CAUSA & EFEITO
O Diagrama de Causa e Efeito, também conhecidocomo diagrama “Espinha de Peixe” ou ainda“Diagrama de xM” ou mesmo “Diagrama deIshikawa” foi concebido originalmente por KaoruIshikawa (1915-1989), um dos pioneiros nasatividades de controle de qualidade no Japão.Em 1943 criou esse diagrama, uma técnica visualque interliga os resultados (efeitos) com os fatores(causas).
94Vitor A. Marcondes – Nov/10

25/11/2010
48
XV SEMANA DE TECNOLOGIA
DIAGRAMA DE CAUSA & EFEITO
O diagrama de Causa e Efeito é a representação gráfica dascausas de um fenômeno. É um instrumento muito usadopara estudar:
Os fatores que determinam resultados que desejamosobter (processo, desempenho, oportunidade)
As causas de problemas que precisamos evitar(defeitos, falhas, variabilidade).
95Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
DIAGRAMA DE CAUSA & EFEITO
Namorada
Impressionar
Estacionam.
Variedade
Vinhos
Carta de
Higiene
Preço
Atendimento
Localização
Instalações
Decoração
A r condicionado
Proximidade
Bairro
Garçons
Recepcionista
Maitre
Depósito
Salão
C ozinha
Funcionários
Preço
Procedência
V ariedade
V egeteriano
Grelhados
C arnes
Saladas
Segurança
Proximidade
Preço
Manobrista
ESCOLHA DE UM BOM RESTAURANTE
96Vitor A. Marcondes – Nov/10

25/11/2010
49
XV SEMANA DE TECNOLOGIA
DIAGRAMA DE CAUSA & EFEITO
RUIM
CAIPIRINHA
Máquina
Medição
Método
M. Ambiente
Mão de Obra
Material
Gelo C ontaminado
C opo Inadequado
A çucar Ruim
C achaça Ruim
Limão Passado
Falha Treinamento
C alor
Receita Ruim
Procedimento errado
Dosador Inadequado
DefeituosoLiquidificador
Problemas numa Caipirinha
97Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
TÉCNICA DOS “5 PORQUÊS” (ou mais)
Outra ferramenta simples, mas também muito poderosa,para auxiliar na identificação da causa raiz de um problema.
Consiste basicamente em...
Pensar como uma criança de 5 anos !
98Vitor A. Marcondes – Nov/10

25/11/2010
50
XV SEMANA DE TECNOLOGIA
TÉCNICA DOS “5 PORQUÊS” (ou mais)
Um erro muito comum na etapa “Analisar” do DMAIC éencontrar uma “causa de alto nível” e identificá-la comocausa raiz. Isso faz com que as ações corretivas sejamtomadas sobre um problema superficial, não eliminando o“mal pela raiz” e, consequentemente, propiciando areincidência do problema.
Raramente uma investigação mal feita resiste aos 3primeiros “porquês”.
A técnica dos 5 porquês nem sempre é capaz de identificara causa raiz de um problema, mas é muito eficiente paradesafiar uma investigação.
99Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
TÉCNICA DOS “5 PORQUÊS” (ou mais)
Por que Ludovico quebrou o braço?- Porque ele caiu.
Por que ele caiu?- Porque escorregou numa poça de óleo.
Por que ele escorregou na poça de óleo?- Porque havia um vazamento na máquina.
Por que havia um vazamento na máquina?- Porque o retentor estava danificado
Por que o retentor estava danificado?- Porque o eixo estava empenado
Por que o eixo estava empenado?- Por que o mancal estava desalinhado
.
.
.
100Vitor A. Marcondes – Nov/10

25/11/2010
51
XV SEMANA DE TECNOLOGIA
IMPROVEMENT PHASE
(MELHORAR)
101Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
5W2H
What – O que será feito?
Who – Quem fará?
When – Quando será feito?
Where – Onde será feito?
Why – Por que será feito?
How – Como será feito?
How Much – Quanto custará?
É uma ferramenta utilizada para planejar a implementaçãode uma solução, sendo elaborado em resposta às questões aseguir
102Vitor A. Marcondes – Nov/10

25/11/2010
52
XV SEMANA DE TECNOLOGIA
5W2H
Item O que Quem Quando Onde Por que Como Quanto
1
2
3
4
5
6
Plano de Ação utilizando 5W2H
103Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
GUT
Sigla utilizada para a ferramenta Gravidade, Urgênciae Tendência, utilizada na priorização das estratégias,tomadas de decisão e solução de problemas.
Costuma-se estabelecer uma “nota” variando de 1 a 5para cada um dos requisitos, conforme a seguir:
104Vitor A. Marcondes – Nov/10

25/11/2010
53
XV SEMANA DE TECNOLOGIA
GUT
Gravidade
5 – Extremamente grave4 – Muito grave3 – Grave2 – Pouco grave1 – Sem gravidade
105Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
GUT
Urgência
5 – Precisa de ação imediata4 – É urgente3 – O mais rápido possível (ASAP)2 – Pouco urgente1 – Pode esperar
106Vitor A. Marcondes – Nov/10

25/11/2010
54
XV SEMANA DE TECNOLOGIA
GUT
Tendência (e se nada for feito?)
5 – Vai piorar imediatamente4 – Vai piorar em pouco tempo3 – Vai piorar2 – Vai piorar a longo prazo1 – Não vai mudar
107Vitor A. Marcondes – Nov/10
XV SEMANA DE TECNOLOGIA
GUT
Problema ou Ação G U TPrioridadeG x U x T
Ação 1 2 3 4 20
Ação 2 5 3 2 30
Ação 3 1 4 3 12
Ação 4 3 4 3 36
Ação 5
Ação 6
108Vitor A. Marcondes – Nov/10

25/11/2010
55
XV SEMANA DE TECNOLOGIA
CONTROL PHASE
(CONTROLAR)
109Vitor A. Marcondes – Nov/10