Kanban, Supermercado Lean y Proyecto 5S
25
Kanban, Supermercado Lean y proyecto 5S viernes, 04 de abril de 2014
description
Lean
Transcript of Kanban, Supermercado Lean y Proyecto 5S
Kanban, Supermercado Lean y proyecto 5S
viernes, 04 de abril de 2014

Índice
1. Introducción
2. Material No Conforme : Situación 3. Material No Conforme : Objetivos 4. Visión Lean 5. Como desplegar el 5S 6. Material No Conforme : Resultados 7. Primero y Segundos S 8. Dificultades encontradas 9. Factores de éxito clave
10.Control de Mat. Prima: Objetivos 11.Control de Mat. Prima: Supermercado 12.Control de Mat. Prima: Kanban 13.Control de Mat. Prima: Resultados 14.Dificultades encontradas 15.Lean para cambiar la cultura 16.Futuro

SEDECAL cumple sus 20 Años
2.279 2.928 3.919 8.555 8.28511.00118.457
22.786
37.66442.91742.700
57.700
76.70083.184
134.152
125.850133.000
139.300
163.000
167.000
1994 1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013
Crecimiento exponencial, faltan procesos de control
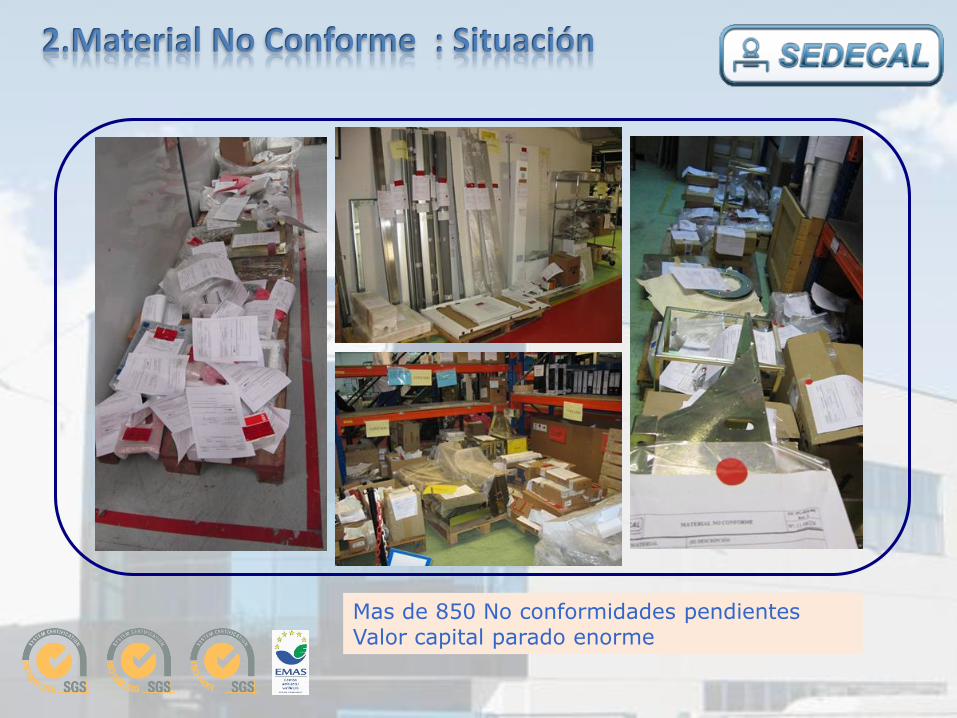
2.Material No Conforme : Situación
Mas de 850 No conformidades pendientes Valor capital parado enorme
3.Material No Conforme : Objetivos
Objetivos : Bajar de mas de 70% el material No Conforme => Medir el stock parado en € Reducir de mas de 70% el tiempo de tratamiento => Medir el tiempo entre la apertura de una No Conformidad y la devolución del material al proveedor => Fortalecer el trabajo en equipo y el compromiso en talleres Como ? 5S : Suprimir innecesarios Situar Suprimir fuentes suciedad Señalizar anomalías-estandardizacion Seguir mejorando
4.Visión Lean
Primeros pasos : herramientas sencillas en teoría / potentes por su alcances: 5S y gestión visual del entorno trabajo Creación de una dinámica participativa : trabajo en grupo, definición de reglas, inicio de grupo de mejora continua, disciplina Base para pasar de un management directivo a un modelo participativo
Potenciar el Management del cambio Ampliar la autonomía de los equipos
5.Como desplegar el 5S
Carta del CEO a cada empleado Por cada sección:
Sensibilización (video de 20mn, destacar la metodología adaptada a
SEDECAL, los beneficios esperados) Equipos de 5 personas (Lean Facilitador, Encargado, IdF, 2 operarios
voluntarios)
Definir criterios de material (productivo o no) innecesario
Por cada problema encontrado : Análisis de las fuente de suciedad/ desorden/ obsoleto para que se evite / acciones preventivas Auditorias semanales con el director de Fabrica/ director de Producción
Paneles indicadores de las mejoras
6.Material No Conforme : Resultados
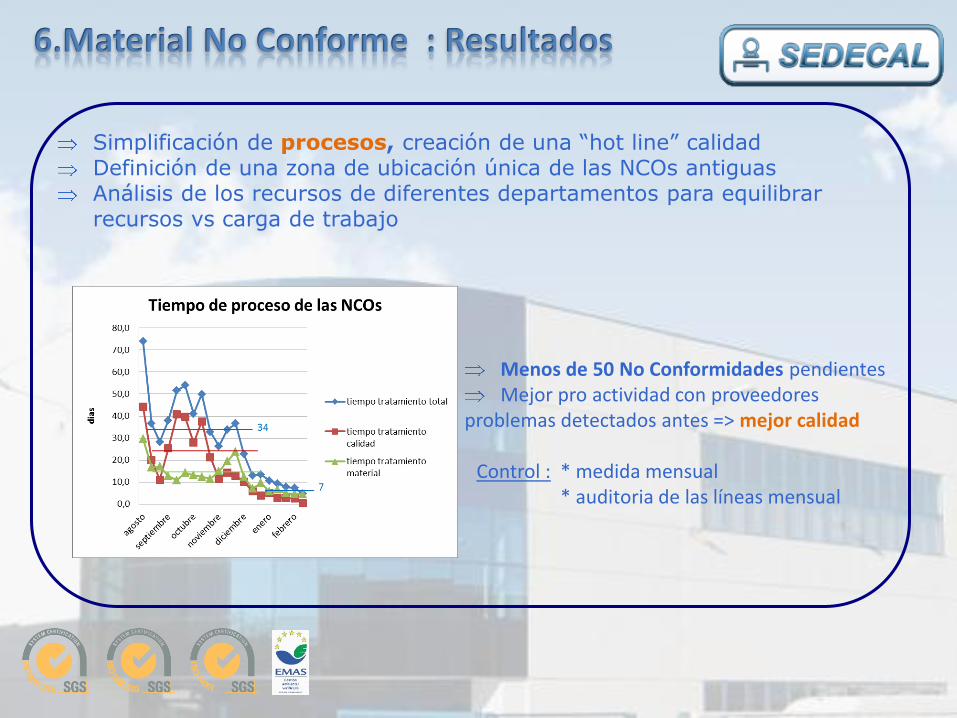
Simplificación de procesos, creación de una “hot line” calidad Definición de una zona de ubicación única de las NCOs antiguas Análisis de los recursos de diferentes departamentos para equilibrar recursos vs carga de trabajo
Menos de 50 No Conformidades pendientes Mejor pro actividad con proveedores
problemas detectados antes => mejor calidad
Control : * medida mensual * auditoria de las líneas mensual

7.Primero y Segundos S
227 kg de material achatarrado por ser innecesario
232 Herramientas sin uso
Material sin uso
Herramientas
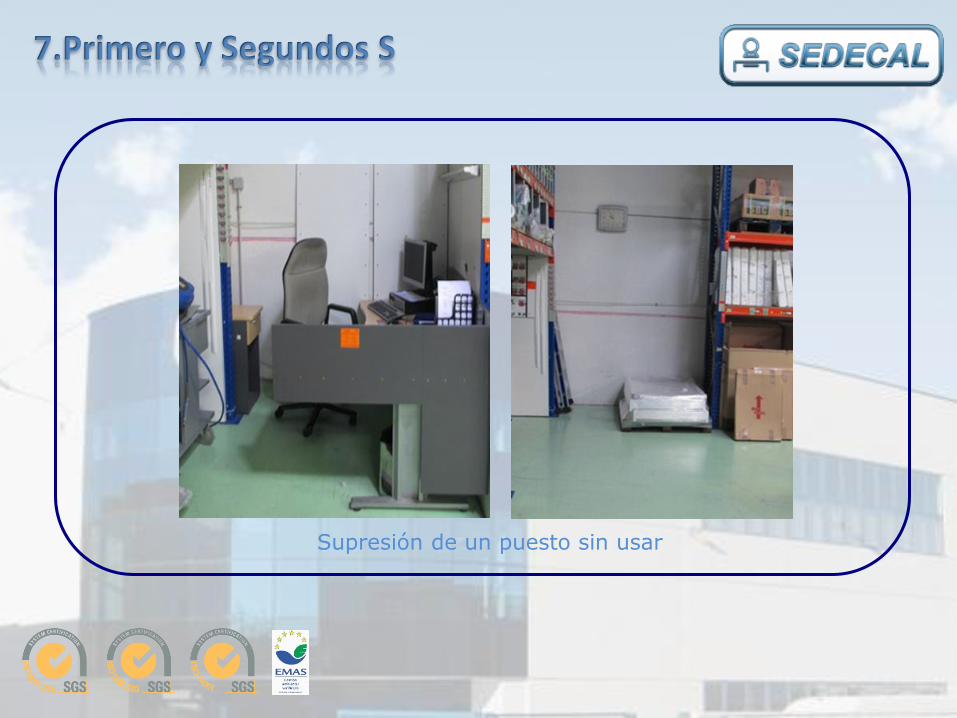
Supresión de un puesto sin usar
7.Primero y Segundos S

7.Primero y Segundos S
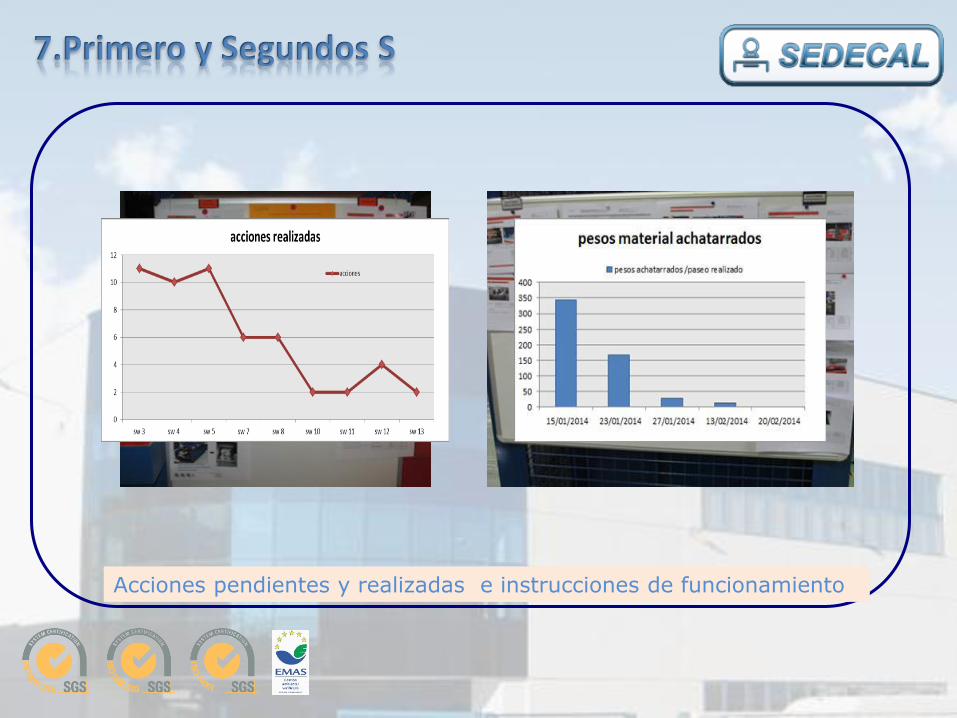
Acciones pendientes y realizadas e instrucciones de funcionamiento
7.Primero y Segundos S
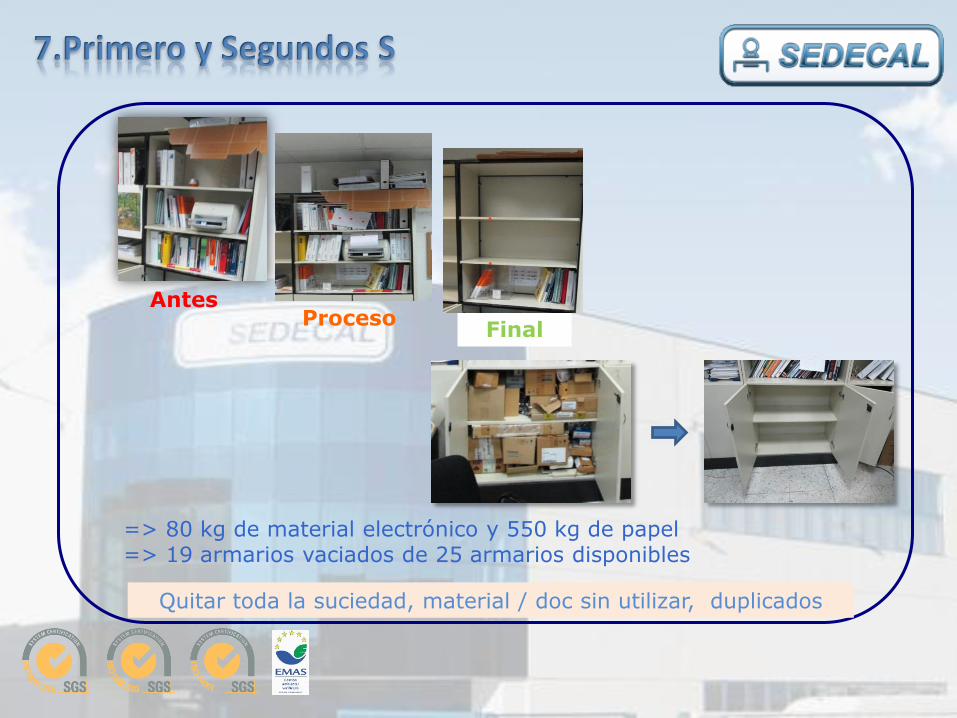
Final
Quitar toda la suciedad, material / doc sin utilizar, duplicados
Antes Proceso
=> 80 kg de material electrónico y 550 kg de papel => 19 armarios vaciados de 25 armarios disponibles
7.Primero y Segundos S

250 kg de material achatarrado
7.Primero y Segundos S
La producción importante es a veces la excusa para no dedicar tiempo
al 5S El Jefe de línea le cuesta estar en estos grupos de mejora “uno mas que
los demás”. Miedo a perder poder / autoridad
No se toman decisiones completas (p. ej se quita un material innecesario de una zona, y después se encontra en los patios exteriores de la empresa, en el sotano…)
La gente le cuesta desprenderse del espacio, de estanterías innecesarias
Lentitud en la realización de las acciones identificadas
Justificar los fallos en lugar de buscar las soluciones
8.Dificultades encontradas

9.Factores de éxito clave
Repartir los roles de la auditoria
semanal para involucrar a
todos
Enfoque a la acción
PDCA
Próximas etapas : los 3 últimos S Mantener la disciplina
Involucración del Responsable
de la sección
No admitir excusas,
justificaciones
Ser perseverante
Reglas de funcionamiento del
grupo : Puntualidad, No
Móvil…
Situación
Objetivos
Scope
- Poca visibilidad del material de alto coste disponible
- Inventario muy alto
•Segregación del material de Alto Coste •Bajar el Inventario
Medios:
• Apartar físicamente / informáticamente el material de Alto Coste • Uso de un sistema de pedido de material basado en la demanda del cliente • Regularizar/ tensar los flujos (físicos y informativos) : ej. Kanban
Se descarta:
•Recursos adicional para la gestión de Alto Coste •Cambio de proveedores •Negociaciones
Inventario en €
Fiabilidad del inventario de material de Alto Coste en %
Indicadores
10.Control de la Materia Prima : Problema y Objetivos

Marzo 2012
Abril 2012
Limpieza inicial
11.Control de la Mat. Prima : Supermercado

+130 referencias gestionadas en Min Max o contra Pedido Controladas con movimientos ORACLE
Inventario justo a : * 75% en 2011 * 97,3% en 2012 * 99,8% en 2013
Ventaja : se conoce siempre el material disponible, así se compra lo necesario
Dificultad encontrada : demostrar que esta nueva gestión no necesita mas recursos. Crear el espacio.
11.Control de la Mat. Prima : Supermercado

Frecuencia de suministro según consumo en taller y volumen prefijado Cantidades basadas en los consumos históricos
12.Control de la Mat. Prima : Kanban

Ubicaciones Poka-Yoke
12.Control de la Mat. Prima : Kanban
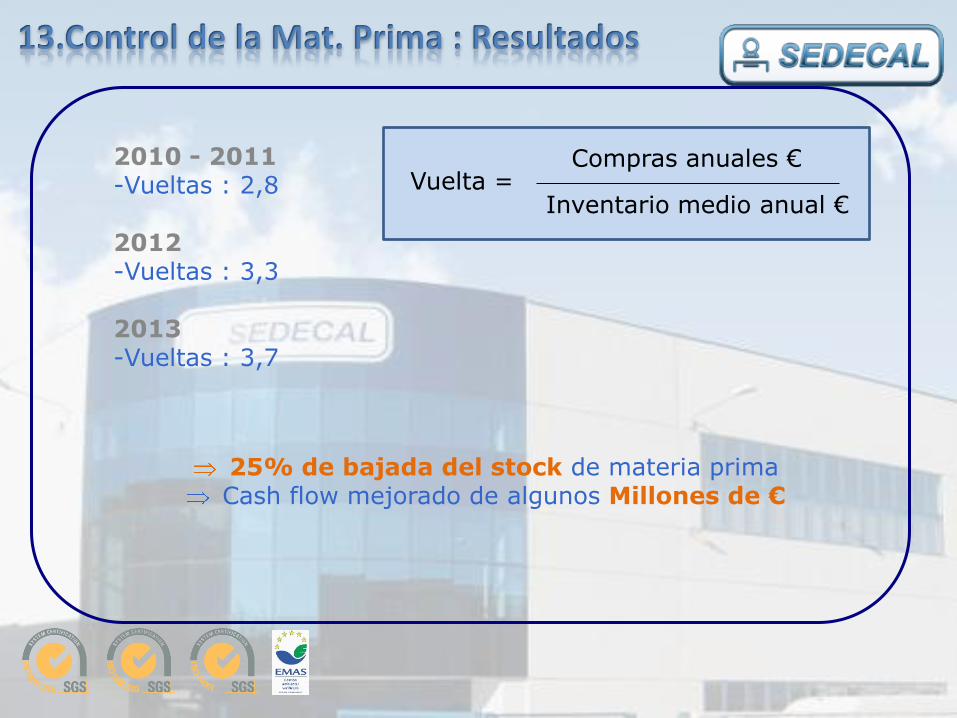
2010 - 2011 -Vueltas : 2,8 2012 -Vueltas : 3,3 2013 -Vueltas : 3,7
25% de bajada del stock de materia prima Cash flow mejorado de algunos Millones de €
Vuelta = Compras anuales €
Inventario medio anual €
13.Control de la Mat. Prima : Resultados
14.Dificultades encontradas
Cambio cultural que provoca el rechazo inicial. Con el uso, la gente lo apoya.
Disciplina de coger de una única ubicación cuando no hay sistema
Poka-Yoke (=> primordial el diseño de las ubicaciones) Sistema Kanban mas adaptado a consumo regulares (se debe prever
una margen cuando los consumos son mas erráticos)
Dificultad a implantar un lote de producto terminado en nuestros proveedores (=> auditoria en proveedores)
Interés encontrados entre los departamentos de Compras e de Ingeniera de Fabricación (=> negociación razonada)
Suministro de lotes incompletos del proveedor (=> rechazar los incompletos salvo emergencia justificada)
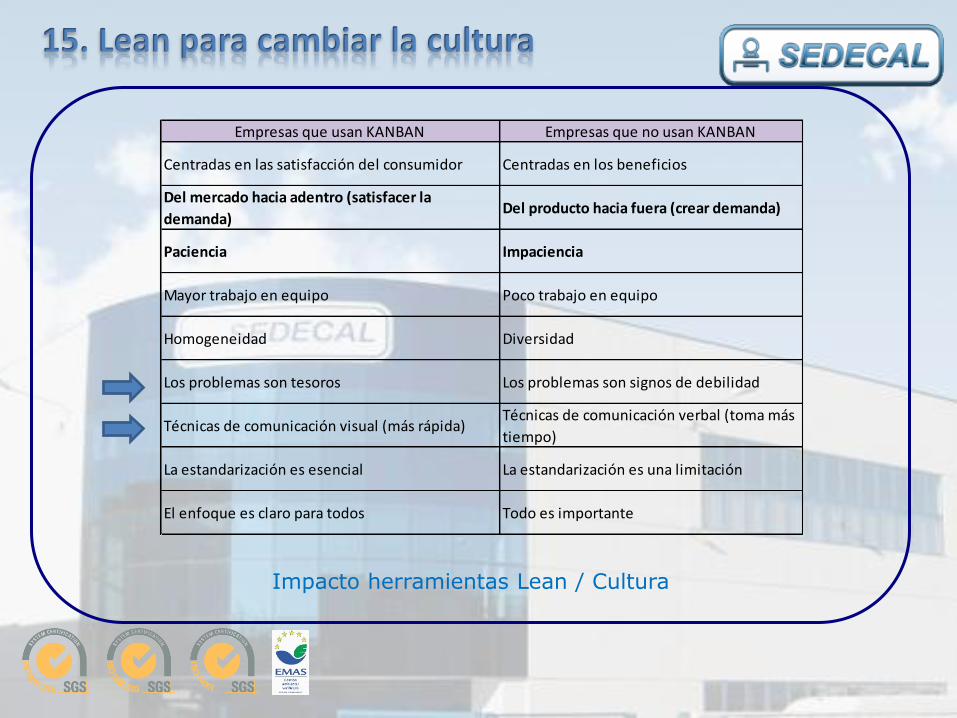
Impacto herramientas Lean / Cultura
Empresas que usan KANBAN Empresas que no usan KANBAN
Centradas en las satisfacción del consumidor Centradas en los beneficios
Del mercado hacia adentro (satisfacer la
demanda)Del producto hacia fuera (crear demanda)
Paciencia Impaciencia
Mayor trabajo en equipo Poco trabajo en equipo
Homogeneidad Diversidad
Los problemas son tesoros Los problemas son signos de debilidad
Técnicas de comunicación visual (más rápida)Técnicas de comunicación verbal (toma más
tiempo)
La estandarización es esencial La estandarización es una limitación
El enfoque es claro para todos Todo es importante
15. Lean para cambiar la cultura
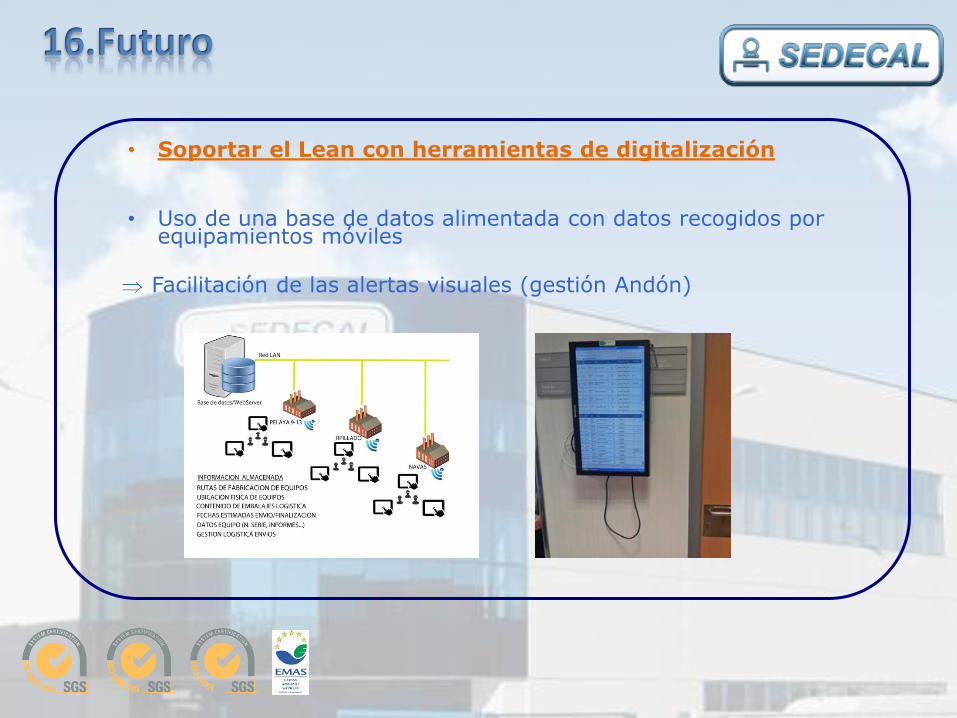
16.Futuro
• Soportar el Lean con herramientas de digitalización • Uso de una base de datos alimentada con datos recogidos por
equipamientos móviles Facilitación de las alertas visuales (gestión Andón)