JPA_1994278200
7
-
Upload
steven-lau -
Category
Documents
-
view
8 -
download
1
description
Expanded PP
Transcript of JPA_1994278200

(57)【要約】【構成】 加熱ゾーンAで加熱されて波打った状態の発泡ポリプロピレンシート31を拡張ゾーンCでその幅方向に拡張してシート面を平坦にした後に、成形ゾーンBで成形する。【効果】 加熱ゾーンで波打った状態のシートを拡張して平坦にした後に成形するので、型内への引込み不良を防止できる。シートの拡張力が確保され成形品の側壁部の薄肉化を防止できる。従って、肉厚が均一で強度を有し、かつ外観がきれいで品質のすぐれた成形品が得られる。

【特許請求の範囲】【請求項1】加熱軟化されたシートを成形する方法であって、加熱ゾーンで成形可能な状態に加熱軟化して、シートの搬送方向と直交する幅方向にシートを拡張した後、成形ゾーンで所望形状に成形することを特徴とする発泡ポリプロピレンシートの成形方法。【請求項2】上記成形ゾーンでは雌型に真空機能を有する一対の雌雄型からなるマッチモールド型を用い、雌型にてシートを予め真空で部分的あるいは完全に予備成形した後、雄型をマッチングさせて成形することを特徴とする請求項1記載の発泡ポリプロピレンシートの成形方法。【発明の詳細な説明】【0001】【産業上の利用分野】この発明は、発泡ポリプロピレンシート(以下「シート」という)の成形方法に関し、詳しくは成形不良を防止し強度および品質のすぐれた成形品を得るための成形方法に関するものである。【0002】【従来の技術】従来より、発泡ポリプロピレンシートの成形方法は、シートを搬送手段にて搬送し加熱ゾーンでオーブンによって予め加熱し成形可能な状態に軟化して、次いで、成形ゾーンでこのシートを成形して成形品を得る方法が知られている。搬送手段としては、例えば、シートの両端をクランプできるようにレール状に設置したものが利用される。【0003】加熱ゾーンにおけるオーブンとしては、例えば、シートとは非接触状態の赤外線ヒータ等の輻射加熱によるものが利用される。成形ゾーンにおけるシートの成形としては、例えば、雌型に真空機能を有する一対の雌雄型からなるマッチモールド型が利用される。このマッチモールド型を利用して成形することで成形品の肉厚を規制し、よりシャープで外観の良い成形品を得ることができる。加えて熱伝導の悪い発泡シートの成形時の冷却を促進して成形サイクルを速め、その結果、生産性を高めることができる。【0004】【発明が解決しようとする課題】しかしながら、上記成形方法では、シートの両端が搬送手段でクランプされているため加熱ゾーンにおいて加熱軟化されたシートは、熱膨張し波打った状態になる。このようにシートに波打った状態で次の成形ゾーンで成形すると、以下のような成形不良が生じるという問題があった。【0005】シートが大きく波打っているためマッチモールド型を用いて真空成形するときに、シートの引込みバランスが悪くなる。また、このとき雌型の周でシートをクランプしなければ、シートの波打った部分から真空が漏れシートの引込みが不十分となる。その結果、このシートを雌雄型で成形して得られた成形品は、肉厚が不均一で強度に劣るものとなると共に、しわが付いた外観
の汚いものとなる。【0006】また、シートが大きく波打っていると、成形時に、まず、波打った部分が延ばされることになり、その抗張力が弱くなるため、特に成形品の側壁部が過剰に延ばされ易くなる。その結果、このシートを雌雄型で成形して得られた成形品は、側壁部の肉厚が薄くなるとともに不均一となり、強度の劣るものとなる。そこで、本発明の目的は、上記問題を解消し強度、品質ともにすぐれた成形品を得るための発泡ポリプロピレンシートの成形方法を提供することにある。【0007】【課題を解決するための手段】上記課題を解決するための、本発明のシートの成形方法は、加熱軟化されたシートを成形する方法であって、加熱ゾーンで成形可能な状態に加熱軟化して、シートの搬送方向と直交する幅方向にシートを拡張した後、成形ゾーンで所望形状に成形することを特徴とする。【0008】また、本発明は、上記成形ゾーンでは雌型に真空機能を有する一対の雌雄型からなるマッチモールド型を用い、雌型にてシートを予め部分的あるいは完全に予備成形した後、雄型をマッチングさせて成形することを特徴とする。【0009】【作用】上記構成からなる本発明のシートの成形方法によれば、加熱軟化されたシートは、その幅方向に拡張されるためシートの波打った部分が全て引き延ばされているので、マッチモールド型を用いて真空成形するときでも、シートの引込みバランスを良くすることができる。【0010】また、このとき、シートによって雌型の開口部に密着して塞ぐことができるので、真空が漏れることなく確実にシートを型内に引き込むことができる。さらに、シートを拡張することで、その抗張力が確保され成形時に成形品の側壁部のみが極端に引き延ばされることも防止できる。【0011】【実施例】この発明の実施例を、添付図面を参照しながら以下に説明する。図1は、この発明の一実施例に係る発泡ポリプロピレンシート(以下「シート」という)の成形方法を使用する成形ラインを示す概略側面図であり、図2は、その平面図である。【0012】図1,2に示した成形ラインは、シート31を成形可能な状態に加熱軟化する加熱ゾーンAと、加熱ゾーンAの出口付近にシート31の搬送方向に直交する幅方向に加熱軟化されたシート31を拡張する拡張ゾーンCと、拡張ゾーンCで拡張されたシート31を成形する成形ゾーンBとを有する。そして、各ゾーンには、シート31の両端をクランプするレール状の搬送手段としての連続した搬送チェーン40,41,42にて図中の矢印方向にシート31が搬送される。この搬送チェーン40,41,42は、成形ゾーンBでの成形ピッチに
(2) 特開平6-2782001 2
10
20
30
40
50
10
20
30
40
50

合わせて間欠的に駆動される。また、この搬送チェーン40,41,42の幅間隔は、加熱ゾーンAでは原反から繰り出されたシート31の幅に設置されており、拡張ゾーンCでは搬送方向に進むに連れてシート31の拡張幅に拡げられており、さらに成形ゾーンBでは拡張されたシート31の幅に設置されている。【0013】シート31の仕様としては、例えば、発泡倍率が2~8倍(密度換算にして0.45~0.1g/cm
3 )、厚みが1~2.5mmの単層シートや、この
シートの両面または片面に、厚みが0.015~0.550mmの熱可塑性樹脂シートを積層した積層シート等が使用される。加熱ゾーンAは、原反30から繰り出されたシート31を加熱するためのオーブン10が備えられており、シート31を成形可能な状態に加熱軟化するゾーンである。【0014】オーブン10内には、シート31に対して非接触状態のヒータ11が上下に備え付けられている。このヒーター11としては、例えば、遠赤外線ヒーター等が使用され、ヒーター11からの輻射熱によってシート31が成形可能な状態に加熱軟化される。このときのヒーター温度としては、シート31が溶融することなく、その加熱を短縮するために好ましくは、220~260℃程度に設定される。なお、ヒーター11の温度は、上下で異なっていてもよく、この場合、好ましくは上側のヒーター11の温度が高く設定される。上側のヒーター温度を高く設定しておかないとオーブン10内の空気の対流によってシート31の上面に熱が伝わり難くなるおそれがある。【0015】シート31の表面温度は、好ましくは155~160℃の範囲に保たれる。この表面温度が155℃に満たない場合は、シート31を成形する際にシート31の延びる割合が所々で異なって成形品に亀裂模様が発生するおそれがあり、逆に、160℃を超える場合は、シート31自体が溶融して発泡層が破壊されて成形品に薄肉な部分ができるおそれがある。【0016】オーブン10内の雰囲気温度としては、155~200℃、好ましくは、155~175℃の範囲に設定される。この雰囲気温度が155℃に満たない場合は、空気の対流によってオーブン10内の空気の流れが速くなってシート21の表面温度を低下させることになり、逆に、200℃を超える場合は、シート31の軟化速度が急激に上昇し過ぎて成形可能幅を見つけることが困難になる。ここで、成形可能幅とは、成形可能な状態に加熱軟化されたシート31を成形したとき得られた成形品の表面に亀裂模様や部分的に肉厚が薄くなる現象が生じない加熱時間幅をいう。【0017】なお、上記各温度の調整は、上記ヒーター11とは別の加熱手段やオーブン10の開閉等その他既知の手段にて行うことができる。この加熱ゾーンAによってシート31が成形可能な状態に軟化されるが、シー
ト面には波打った状態になっている。拡張ゾーンCは、加熱ゾーンAの出口付近に設けられており、加熱軟化され波打った状態のシート面を平坦に均すため、搬送方向に直交する幅方向にシート31を拡張するゾーンである。【0018】具体的には、図2に示すように、原反30から繰り出されるシート31の幅に配置され、シート31の両端をクランプしているレール状の搬送チェーン40が、シート31を幅方向に拡張するように、搬送方向に進むに連れてそれぞれ外方へ拡げられている(同図中、41で示す)。搬送チェーン41の幅は、シート31の拡張割合が、好ましくは原反から繰り出されたシート31の幅寸法の2~6%になるように設定される。シート31の幅寸法の2%に満たない場合は、シート面の波打ち状態を平坦に均すことができず、逆に、6%を超える場合は、シート31の弱い部分、即ち、延び易い部分が過剰に延ばされ、得られる成形品の肉厚が不均一なものになるおそれがある。【0019】このようにして拡張ゾーンCでは、加熱軟化されたシート31が搬送チェーン41に搬送されるに従い、幅方向にシート31が徐々に拡張されることになる。即ち、この拡張ゾーンCによって、加熱ゾーンAで加熱されて波打った状態のシート面が平坦になるようその幅方向に引き延ばされる。成形ゾーンBは、雌雄型からなる一対の成形型20が備えられており、加熱ゾーンAで加熱軟化され拡張ゾーンCでシート面が平坦に均されたシート31を所望形状に成形するゾーンである。【0020】この成形ゾーンBにおける搬送チェーン42の幅は、上述したように、拡張ゾーンCで拡げられた幅に保持されている。成形型20は、雌型21と雄型22とがシート31に接触または接圧して成形品の肉厚を均一にするマッチモールド型が採用される。また、成形型20は、真空成形できるように、雌型21に真空吸引管Pが取付られており、この真空吸引管Pは、図示していない真空ポンプと連結されている。成形型20には、互いに合致する凹部と凸部がそれぞれ9個ずつ形成され、同形の成形品33が同時に9個成形される9個取りのものである。この成形型20は、コールドプレス用の金型であり、金型温度は、室温~約40℃の範囲に保たれている。雌型21と雄型22は、それぞれ進退自在なシリンダ機構23が取付けられており、このシリンダ機構23を駆動させることで、相対向する雌型21と雄型22が上下動し嵌合または離型される。【0021】この成形ゾーンBによって、シート31に成形品33が形成される。次に、上記成形ラインによる成形過程を説明する。図3は、上記加熱ゾーンAおよび拡張ゾーンCにおける過程を、図4は、上記成形ゾーンBにおける過程をそれぞれ示した模式図である。図3に示すように、原反30から繰り出されたシート31は、その幅に対応したレール状の搬送チェーン40で両端を
(3) 特開平6-2782003 4
10
20
30
40
50
10
20
30
40
50

クランプして加熱ゾーンAに間欠的に搬送される(同図(1) 参照)。加熱ゾーンAに搬送されたシート31は、上下に配置されたヒータ11によって、成形可能な状態になるよう加熱される。このとき、シート31は、両端が搬送チェーン40にクランプされているため加熱されるに従い膨張し中央付近がたわんでくる(同図(2) 参照)。さらに、加熱されると、シート面が波打った状態になる(同図(3) 参照)。そして、このシート面が波打った状態のシート31は加熱ゾーンAの出口付近に設けられた拡張ゾーンCに搬送される。拡張ゾーンCでは、搬送チェーン41の左右のレールが搬送方向に進むに従い徐々に外方向に拡げられているので(図2参照)、波打った状態のシート31は、その搬送方向に直交する幅方向に拡張される。これにより、シート面が平坦に均される。拡張されたシート31は、この状態で搬送チェーン42によって、成形ゾーンBへ搬送される。【0022】図4に示すように、成形ゾーンBに搬送されたシート31は、雌型21と雄型22の間に配置される(同図(5) 参照)。このとき、シリンダ23が駆動し、雌型21と雄型22が互いに接近すると同時に、雌型21に連結された真空ポンプも駆動しシート31が雌型21内にバランス良くしかも良好に引き込まれる(同図(6) 参照)。即ち、拡張ゾーンCでシート面が平坦になるようシート31が拡張されているので、シート31は雌型21の開口部に対して密閉性が良いため、真空漏れが防止されるからである。そしてさらに、雌型21と雄型22が接近しシートを挟んで型締めされる。これにより、シート31が雌雄型21,22の型窩面に合致した形状に成形される(同図(7) 参照)。そして、シート31が成形された後、真空ポンプが停止すると共に、シリンダ23が駆動しシート31と雌雄型21,22が離型される(同図(8) 参照)。なお、シート31は、両端が搬送チェーン42にクランプされているので、雌雄型21,22と良好に離型される。【0023】その後、個々の成形品33ごとにカットされて、図5に示すような成形品33が製品として回収される。以上の工程を繰り返すことにより、原反30から繰り出されるシート31から所望形状に形成された容器等の成形品33が製造される。このように、本発明の成形方法によれば、加熱軟化されたシート31は、拡張ゾーンCの搬送チェーン41にて幅方向に拡張され波打った部分が全て引き延ばされ平坦に均されるので、次の成形ゾーンBでマッチモールド型20を用いて真空成形するとき、シート31の引込みバランスが良い。また、シート31によって雌型21の開口部に密着して略完全に塞ぐことができるので、真空漏れすることなく確実にシート31を型内に引き込むことができる。さらに、シート31を拡張することで、その抗張力が確保され成形時に成形品の側壁部のみが極端に引き延ばされることも防止できる。従って、成形不良を起こすことなく、強度、
品質ともにすぐれた成形品33が得られる。【0024】なお、本発明は、上記実施例に限定されず、例えば、搬送チェーン40,41,42は連続したものでなく各ゾーンごとに分離されてあっても良い。また、シートの拡張について搬送チェーン41によらないその他既知の拡張手段にて行っても良い。さらに、拡張ゾーンCでのシート31の拡張は、搬送チェーン41にて搬送方向に進むに連れて徐々に行われているが、例えば、シート31の拡張方向に搬送チェーン41をスライド自在にして一度に行うようにしてあっても良い。【0025】また、成形ゾーンBにおける成形型20は、得られた成形品33の絞り比、即ち、成形品33の開口直径と側壁の高さの比が1:0.5以上になる深絞り成形用のものであっても良い。また、成形型20には、シート31の離型がより円滑に行われるようにシート31を一定位置に保持するクランプが内蔵してあっても良い。さらに、成形型の凹凸部の面数としては、1個であっても良く任意に選択できる。さらにまた、成形方法としては、プラグアシスト成形や、雄型22にも真空吸引機能を有する両面真空成形、また、真空に代えて圧空成形等その他の方法を採用することができる。【0026】その他に、成形ゾーンBで成形品33を成形したシート32が素早くかつ確実に冷却されるようにエアー等を上下から拭きかけるようにしてあっても良い。次に、本発明につき、以下の比較試験を行った。試験例図1,2で示した装置を用いて、以下の条件下にて図5に示すサイズが158×130×42(深さ)mmの成形品を製造した。(1) シートの仕様材質 :発泡ポリプロピレンシート発泡倍率:4.2(密度換算:0.21g/cm
3 )
幅 :630mm厚み :1.5mm(2) 装置の仕様加熱ゾーン
オーブンの長さ :3200mmヒーター仕様 :遠赤外線ヒーターヒーター温度 :230℃オーブン雰囲気温度:170℃シート表面温度 :155℃拡張ゾーン
拡張ゾーンの長さ :1050mm搬送チェーン幅 :630→650mmの拡張成形ゾーン
成形方法 :雌型真空引き付きマッチモールド成形製品取数 :9個比較例搬送チェーン幅が630mmの一定間隔のものである他は、試験例と同様にして図5に示すサイズが58×13
(4) 特開平6-2782005 6
10
20
30
40
50
10
20
30
40
50

0×42(深さ)mmの成形品を製造した。【0027】次いで、上記試験例および比較例について以下の評価を行った。成形品肉厚評価成形品の側壁部および側R部について、図5に示すA,B,C,Dの4か所の肉厚(mm)を測定した。また、底部について、同図に示すEの肉厚を測定した。なお、上記各肉厚につき1ショットで成形された9個の成形品の全部を測定した。成形品重量評価成形品の重量(g)について、1ショットで成形された
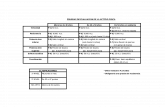
9個の成形品の全部を測定した。腰強度評価図5に示すA,C部を内方へ10mm圧縮した時の反発力(g)について、1ショットで成形された9個の成形品の全部を測定した。【0028】上記成形品の肉厚を表1に、成形品の重量および腰強度を表2に、範囲とその平均値として示した。【0029】【表1】
【0030】 【表2】
【0031】表1の結果より、成形品の肉厚に関して、従来方法による比較例のものは、肉厚が不均一なものであり、特に側壁部の肉厚が薄いため側R部との平均値の差が1.16mmと大きいのに対し、拡張ゾーンを有する試験例のものは、比較例のものに比べて肉厚が均一なものであり、側壁部と側R部の肉厚の平均値の差が0.44mmと小さいことが判った。【0032】表2の結果より、成形品の重量に関して、比較例のものは、実施例に比較して重く真空成形が不充分なまま雄型によって周囲より引き込んで、側壁部が薄肉化し易いのに対し、実施例のものは、比較例に比べて軽量であり、周囲よりシートの引込みが少ないものであり、側壁部や側R部の薄肉化が防止されることが判った。
【0033】成形品の腰強度に関して、比較例のものは、側壁部と側R部の肉厚差が大きいため弱いものであるのに対し、試験例のものは、側壁部と側R部の肉厚差が小さいため比較例に比べて強いものであることが判った。【0034】【発明の効果】以上のように、本発明によれば、加熱軟化されたシートをその搬送方向に直交する幅方向に拡張した後に成形ゾーンで所望形状に成形する方法であるから、シートの波打った部分が全て引き延ばされた状態で成形することができる。これにより、成形ゾーンでは、シートの引込みバランスが良く雌型から真空漏れすることもなく確実にシートを型内に引き込むことができる。また、シートの拡張力が確保されるので、成形品の側壁
(5) 特開平6-2782007 8
*
*
1010
※ ※
40
50
40
50

部のみが極端に延ばされることもない。従って、肉厚が均一で強度を有し、かつ外観がきれいな品質のすぐれた成形品が得られる。【図面の簡単な説明】【図1】本発明の一実施例に係る発泡ポリプロピレンシートの成形方法を使用した成形ラインの概略側面図である。【図2】図1に示した成形ラインの平面図である。【図3】図1に示した加熱ゾーンおよび拡張ゾーンでの過程を示す模式図である。【図4】図1に示した成形ゾーンでの過程を示す模式図である。【図5】図1,2の成形ラインで得られた成形品を示す
図である。【符号の説明】A 加熱ゾーンB 成形ゾーンC 拡張ゾーンP 真空吸引管30 原反31,32,33 発泡ポリプロピレンシート40,41,42 搬送チェーン(搬送手段)20 成形型21 雌型22 雄型
【図1】
【図2】
(6) 特開平6-2782009 10
*
*
1010

【図3】 【図4】
【図5】
(7) 特開平6-278200