Guia para Cambio de Moldes en Columbia 16 y 1600
16
INSTALACION DEL MOLDE, AJUSTES Y SOLUCION DE POSIBLES PROBLEMAS BLOQUE DE CONCRETO TIPO ESTANDAR iBlockTech www.iBlockTech.com [email protected] 1-408-422-8067 U.S. 117*133*8872 Nextel
-
Upload
luis-ibarra -
Category
Documents
-
view
262 -
download
6
description
Esta guia muestra los pasos basicos para el cambio de moldes tipo estandar.
Transcript of Guia para Cambio de Moldes en Columbia 16 y 1600

INSTALACION DEL MOLDE,
AJUSTES Y SOLUCION DE
POSIBLES PROBLEMAS
BLOQUE DE CONCRETO TIPO ESTANDAR iBlockTech
www.iBlockTech.com [email protected]
1-408-422-8067 U.S.
117*133*8872 Nextel

BLOQUE ESTANDAR
El siguiente documento es un resumen del procedimiento requerido para realizar cambios de molde de tipo estandard, ajustes y los mas comunes problemas y posibles soluciones, en maquinas Columbia modelo 22, 16HF y 1600.
Se divide en 6 fases de proceso 1. Lista de herramientas.
2. Pasos para cambios de molde y sus ajustes.
3. Especificaciones de la Mezcla.
4. Programacion de la maquina para produccion.
5. Revisiones recomendadas para Control de Calidad.
6. Problemas y posibles soluciones en la produccion.
[email protected] www.iBlockTech.com

1. LISTA DE HERRAMIENTAS
1/2” Ratchet
1/2” Llave con torquimetro
Extenciones para el ratchet en varias medidas
Dados para tuercas de 1/2” :
3/4” Dado estandard
15/16" Dado largo
1-1/8" Dado estandard
1-1/2" Dado estandard
3/16" Llave Allen
Martillo de hule
Pata de chiva o barra
2 Soleras de fierro de aprox. 1" x 1" x 36"
2 Cancamos de 5/8"-11 pulgadas
Gafas de seguridad
Aditamentos de Bloqueo-Etiquetado
Guantes de cuero
BLOQUE ESTANDAR
[email protected] www.iBlockTech.com

Apague la bomba.
Remueva la cabeza del molde.
Remueva la placa metalica que puso sobre la caja del molde.
Instale los topes de la viga de compresion.
Encienda la bomba.
Baje la viga de compresion hasta los topes. Baje la viga de desmoldeo.
Apague la bomba.
Ponga una placa limpia en la mesa de placas.
Remueva las tuercas traseras de la caja del molde.
Encienda la bomba.
2. PASOS PARA CAMBIO DE MOLDE Y SUS AJUSTES.
PASO 1. REMOVIENDO LA CABEZA (PIZON) Y CAJA DEL MOLDE
Cierre la valvula de paso principal.
Ponga una placa metalica sobre la caja del molde.
Encienda la bomba.
Baje la viga de compresion (cabeza) hasta que este a aproximadamente de 1/4-1/2" (6.4-12.7mm)
de separacion de la placa metalica.
Apague la bomba.
Remueva los tornillos de la cabeza (pizon) del mode.
Encienda la bomba.
Eleve la viga de compresion (cabeza).
BLOQUE ESTANDAR
[email protected] www.iBlockTech.com

Eleve la viga de desmoldeo.
Apague la bomba.
Remueva los tornillos frontales de la caja del molde.
Apague la bomba.
Baje la viga de desmoldeo hasta que tenga aprox. 1“ (25.4mm) de abertura entre la mesa y la caja del molde.
Use una barra metalica para despegar el molde de los sujetadores.
Baje completamente la viga de desmoldeo.
Energice el boton de control del alimentador de placas hacia el frente para sacar cuidadosa y lentamente la caja del molde sobre una placa.
Remueva la caja del molde.
Afloje los tornillos frontales que sujetan el alimentador de placas.
Afloje los tornillos traseros que sujetan el alimentador de placas.
Si necesita bajar la mesa de placas, baje tambien el alimentador de placas tanto como baje la mesa. Si usted necesita elevar la mesa pase al siguiente paso.
BLOQUE ESTANDAR
[email protected] www.iBlockTech.com

PASO 2. CAMBIANDO LOS ESPACIADORES.
Remueva los 4 tornillos que sujetan la mesa de placas.
Encienda la bomba.
Ajuste la altura de la viga de desmoldeo para que la mesa quede
aproximadamente 2" (50.8mm) sobre el elevador de bloques (No
mostrado).
Apague la bomba.
Ponga 2 barras de acero bajo la mesa para que la placa trasera del
alimentador de placas y el elevador sujeten la mesa de placas.
Encienda la bomba.
Baje la viga de desmoldeo, la viga se movera hacia abajo y la mesa de placas
permanecera arriba sujetada por las barras (soleras).
Apague la bomba.
Cambie los espaciadores de la mesa.
Ponga los tornillos requeridos para la mesa (si es necesario).
Enrosque lo tornillos con la mano (no los apriete aun).
Encienda la bomba.
Eleve la viga de desmoldeo hasta que quede un espacio de 1/8" (3.2mm) entre
la parte baja de la mesa y los espaciadores.
Apague la bomba y enrosque con ratchet los tornillos (no apriete aun).
Encienda la bomba.
Eleve la viga de desmoldeo.
Apague la bomba.
Apriete los tornillos de la mesa a 266 ft. lb.
Remueva las barras (soleras).
BLOQUE ESTANDAR
[email protected] www.iBlockTech.com

PASO 3. INSTALANDO EL NUEVO MOLDE
Quite los topes de seguridad de la viga de desmoldeo y de la
cabeza de compresion antes de instalar el nuevo molde
Ponga una placa limpia en la mesa de placas.
Ponga la nueva caja del molde en la mesa de placas.
Manualmente deslice y acomode el molde hasta que las orquillas
sujetadoras queden alineados con las de la maquina.
Encienda la bomba
Eleve la viga de desmoldeo que hasta todos los sujetadores
queden alineados.
Apague la bomba. Nunca active el vibrador hasta que el molde
haya sido apretado a los sujetadores.
Intale las tuercas frontales en la caja del molde
Cambie los topes de la viga de desmoldeo (si es necesario).
Cambie y acomode los espaciadores como sea necesario en los topes de
la cabeza de compresion para que permitan que las zapatas del molde
salgan a no mas de 1/8" (3.2mm) debajo de la caja del molde.
BLOQUE ESTANDAR
[email protected] www.iBlockTech.com

Encienda la bomba.
Baje toda la viga de desmoldeo.
Apague la bomba.
Instale los tornillos traseros de la caja del
molde.
Aprriete todas las tuercas a 240 ft.lb.
PASO 4. CAMBIE EL RAZADOR Y EL AGITADOR-ARAÑA
Encienda la bomba..
Mueva el cajon alimentador a 3/4 del camino hacia el frente.
Apague la bomba.
Remueva el agitador y el razador.
Instale el nuevo agitador (araña) si es necesario.
BLOQUE ESTANDAR
[email protected] www.iBlockTech.com

Intale y ajuste el nuevo razador.
Encienda la bomba.
Mueva el cajon alimentador de material
completamente hacia tras.
Apague la bomba.
PASO 5. INSTALANDO LA NUEVA CABEZA DEL MOLDE.
Ponga una placa metalica sobre la caja del molde.
Posicione la nueva cabeza sobre la placa.
Encienda la bomba.
Remueva los topes de seguridad de la viga de compresion.
Baje la viga de compresion hasta tener un espacio de 1/8" (3.2mm) entre la viga
de compresion y la cabeza del molde (pizon).
Apague la bomba.
Instale los tornillos de la cabeza del molde, enrosque pero no los apriete..
Encienda la bomba.
Eleve la viga de compresion.
Apague la bomba.
Remueva la placa de la superficie de la caja del molde.
Encienda la bomba.
BLOQUE ESTANDAR
[email protected] www.iBlockTech.com

PASO 6. ADJUSE EL NIVEL DEL ALIMENTADOR DE PLACAS.
Cierre la valvula de paso principal.
Baje toda la viga de desmoldeo.
Apague la bomba.
Ajuste el alimentador de placas hasta que se encuentre a 1/32" (.8mm) sobre el nivel de la mesa de placas.
Baje la cabeza de compresion hasta que entren las zapatas a la caja del molde
Apague la bomba.
Ajuste la posicion de la cabeza (pizon) hasta que salgan libremente las zapatas por la superficie inferior de la caja del molde.
Apriete los tornillos del molde a 200 ft lb (271Nm)
Encienda la bomba.
Revise que las zapatas entren libremente subiendo y bajando viga de desmoldeo y compresion lentamente, revisando no haya golpes o chillidos de metal con metal.
Abra la valvula de paso principal.
Revise nuevamente que las zapatas entren libremente en la caja del molde para asegurar no haya golpes o chillidos de metal con metal.
BLOQUE ESTANDAR
[email protected] www.iBlockTech.com

Abra la valvula de paso principal.
Apriete los tornillos traseros que sujetan el alimentador
de placas. No los apriete de mas.
Apriete los tornillos frontales del sujetador del
alimentador de placas.
BLOQUE ESTANDAR
[email protected] www.iBlockTech.com

PASO 7. ADJUSTE DE LA RAMPA Y SENSORES.
Ajuste el sensor de proximidad de la
“Cabeza Abajo”, con las vigas en
posicion hacia abajo o desmoldeo total.
Ajuste la rampa de la valvula restrictora
para que al bajar la viga de desmoldeo
frene suavemente antes de llegar a su
posicion final de desmoldeo (abajo) y de
inicio del ciclo (arriba).
BLOQUE ESTANDAR
[email protected] www.iBlockTech.com

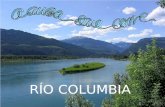
Ajuste los topes de altura segun sea necesario para
lograr la altura deseada del producto.
Para productos estandard use estos espaciadores en la
mesa de placas.
Espaciador de 4” comunmente usado en productos estandares en
la cabeza del molde y espaciadores altos en la viga de
desmoldeo.
En los espaciadores para la cabeza de compresion acomodelos como
muestra la figura.
Ajuste la mesa dejando 1/32” de espacio entre tornillo y buje.
1/32” de espacio.
Espaciador de
4” para la mesa
de placas
Viga de desmoldeo [VISTA LATERAL]
Cabeza de la maquina
BLOQUE ESTANDAR
[email protected] www.iBlockTech.com

3.ESPECIFICACIONES GENERALES DEL PRODUCTO.
PRODUCT SPECIFICATIONS*
Piezas por ciclo** 2-8
Peso del producto (Lb.)*** 11 – 23.2
Tiempo por ciclo (segundos)**** 7 – 9.7
DISEÑO DE LA MEZCLA*
Cemento (Lb.) 770
Arena (Lb.) 3,700
Grava de ¼” (Lb.) 2,700
Aditivo (Oz.) 77
Agua (Qtr.) 1,110-1450
BLOQUE ESTANDAR
*Basado en una mezcladora Columbia 81.
**La cantidad de piezas por ciclo varian en base al
modelo de maquina y a las medidas del tipo de molde.
***Varia dependiendo el tipo de producto.
****El tiempo varia dependiendo de los agregados, el
estado de la maquinaria, el tipo de molde y el tipo de
vibracion.
[email protected] www.iBlockTech.com

4. PROGRAMACION DE LA MAQUINA*
Doble arranque del
Vibrador
1=Encendido
0=Apagado
N10:2 0
Numero de
oscilaciones
N10:3 0
Retraso del inicio del
Vibrador
N10:5 70
Retraso de inicio del
Agitador
N10:6 0
Tiempo de reposo
del cajon
alimentador
N10:7 180-220
Tiempo de
compactacion
N10:8 80-90
Tiempo de
compactacion
deseada
N10:9 120
Tiempo de paro del
Primer vibrador
N10:16 120-170
Freno del Vibrador
0=Encendido
1=Apagado
N10:30 0
5. REVISIONES DE CONTROL DE CALIDAD
En bloques estandares la cara debe ser lisa, sin muchas
porosidades y completamente plano en la paredes.
La humedad del material siempre debe ser homogenea para
asegurar la calidad (no en exceso, ni + ni -).
PRODUCTO** DIMENCIONES
Ancho 20 cm
Alto 20 cm
Largo
40 cm
BLOQUE ESTANDAR
*Estos valores varian dependiendo de los
agregados, estado de la maquina, tipo de
vibrador y la humedad de la mezcla.
**Bloque de 20x20x40 cm [email protected] www.iBlockTech.com

El color siempre debe ser uniforme.
Nunca son permitidas las grietas.
La altura del producto siempre debe ser precisa.
Los abultamientos de exceso de material no son permitidos.
Periodicamente durante la produccion deben realizarce revisiones
visuales del estado del producto.
Se recomienda que los productos sean enviados a laboratorios de
prueba de materiales, para optimizar y monitorear la calidad del
producto.
6. PROBLEMAS Y POSIBLES SOLUCIONES.
PROBLEM POSSIBLE SOLUTIONS
Producto disparejo •Revisar los topes de altura (tornillos), ambos
deben tener la misma medida.
•Revisar la placa del razador del cajon. Siempre
debe estar nivelada.
Bloque incompleto al frente. •Eleve el razador al menos 30 mm.
•Incremente el tiempo de llenado.
•Incremente las RPMs del vibrador.
Orillas incompletas en ambos lados •Revise que esten limpias las zapatas del molde
y que el limpiador de hule este bien ajustado e
instalado.
•Cheque que las zapatas esten bien ajustadas e
instaladas.
Mucho tiempo en la compresion del
producto. A veces tambien se abulta en
la superficie baja y se revienta.
•Decremente las RPMs de llenado en el vibrador.
•Decremente el tiempo de llenado del cajon
alimentador.
•Baje el razador del cajon alimentador.
•Decremente el tiempo de compactacion.
Los tornillos de las orquillas sujetadoras
del molde se quiebran constantemente
•Revise la presion de aire en la mesa de placas.
•Cheque el ajuste de los bujes de la mesa.
•Revise las barras de vibracion (shaker shaft).
En ocaciones las placas se traslapan
sobre la mesa de placas.
•Ajuste y nivele el alimentador de placas.
•Revise que no haya mucho polvo abultado o
una pieza sobre las guias inferiores de las
placas, en el alimentador de placas.
El producto de agrieta de manera
vertical de arriba a bajo.
•Incremente el tiempo de llenado del cajon
alimentador
•Incremente las RPMs del vibrador al llenar.
•Ajuste la placa del razador, elevelo un poco.
•Revise y ajuste si es necesario los bujes de la
mesa de placas.
•Cheque que el material no se este agrietando
en el traslado al horno, por golpes o movimientos
abruptos.
BLOQUE ESTANDAR
[email protected] www.iBlockTech.com