ESTUDIO DE FACTIBILIDAD PARA LA CREACIÓN DE UNA PLANTA...
108
ESTUDIO DE FACTIBILIDAD PARA LA CREACIÓN DE UNA PLANTA DE FABRICACIÓN DE HILOS Y MADERA A BASE PLÁSTICO RECICLADO DIANA CAROLINA MENDIETA SÁNCHEZ 20171377079 CARLOS ANDRÉS MENDIETA SÁNCHEZ 20181377050 UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS INGENIERÍA DE PRODUCCIÓN FACULTAD TECNOLÓGICA BOGOTÁ D.C. 2019
Transcript of ESTUDIO DE FACTIBILIDAD PARA LA CREACIÓN DE UNA PLANTA...

ESTUDIO DE FACTIBILIDAD PARA LA CREACIÓN DE UNA PLANTA DE
FABRICACIÓN DE HILOS Y MADERA A BASE PLÁSTICO RECICLADO
DIANA CAROLINA MENDIETA SÁNCHEZ
20171377079
CARLOS ANDRÉS MENDIETA SÁNCHEZ
20181377050
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
INGENIERÍA DE PRODUCCIÓN
FACULTAD TECNOLÓGICA
BOGOTÁ D.C.
2019
ESTUDIO DE FACTIBILIDAD PARA LA CREACIÓN DE UNA PLANTA DE
FABRICACIÓN DE HILOS Y MADERA A BASE PLÁSTICO RECICLADO
DIANA CAROLINA MENDIETA SÁNCHEZ
20171377079
CARLOS ANDRÉS MENDIETA SÁNCHEZ
20181377050
ARÉA TEMATICA: Emprendimiento
Proyecto de grado para optar al título de
Ingeniero de producción
Ing. Gustavo Pedraza Poveda
(Director)
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
INGENIERÍA DE PRODUCCIÓN
BOGOTÁ D.C.
2019

Nota de aceptación.
______________________________________
Director Ing. Gustavo Pedraza Poveda
________________________________________
Jurado Ing. MSc. Martha Edith Pinzón Rueda

AGRADECIMIENTOS
Los autores expresan sus agradecimientos a:
Nuestra madre por su apoyo incondicional y la perseverancia para cumplir nuestro
objetivo como familia ver a sus hijos profesionales
A la Universidad Distrital Francisco José de Caldas, especialmente al cuerpo docente de
la sede Tecnológica por su constante apoyo y atención en todo el proceso formativo.
Al profesor Ing. Gustavo Pedraza por su acompañamiento
A la profesora Ing. MSc. Martha Pinzón por sus valiosos aportes y paciencia para llevar a
feliz término nuestro proyecto.
A todas aquellas personas que de una u otra forma fueron participes en el desarrollo de
este proyecto para lograr emprender.
CONTENIDO
INTRODUCCIÓN 1
DESCRIPCIÓN Y PLANTEAMIENTO DEL PROBLEMA EXISTENTE 2
JUSTIFICACIÓN 3
OBJETIVOS DEL PROYECTO 4
OBJETIVOS ESPECÍFICOS 4
GLOSARIO 5
1. MARCO REFERENCIAL 7
1.1. Marco teórico y conceptual 7
1.1.1 Descripción de los polímeros 7
1.1.2 Clasificación de los polímeros 8
1.1.3 Proceso de reciclaje del plástico 9
1.1.4 La vida útil del plástico 10
1.1.5 Tipos de reciclado y tratamiento del plástico reciclado 11
1.2. MARCO NORMATIVO Y LEGAL 13
1.3 MARCO METODOLÓGICO 15
2. ANÁLISIS DEL ENTORNO 3
2.1. ANÁLISIS DEL ENTORNO EXTERNO 3
2.1.1 La recuperación de plástico reciclado en el mundo 3
2.1.2. Recuperación de plástico a nivel nacional 4
2.1.3. Aspectos sociales y económicos 5
2.1.4. Impactos ambientales del plástico 6
2.2. ANÁLISIS INTERNO 8
2.2.1 Recuperación de plásticos a nivel local 8
2.2.2. Aspectos ambientales del plástico en Bogotá 10
2.3. ANÁLISIS DOFA 11
2.4 RIESGOS 12
3. ESTUDIO DE MERCADOS 17
3.1. DEMANDA 17
3.1.1. Descripción de la Demanda de Maderas 17
3.1.2 Demanda Madera plástica tablones 17
3.1.3 Demanda Madera plástica postes 18
3.1.4 Descripción de la Demanda sector textilero 19
3.1.5 Crecimiento del mercado 22

3.1.6 Encuestas a clientes potenciales 23
3.1.7 Caracterización de los clientes potenciales 25
3.2. OFERTA 26
3.2.1 Descripción de la competencia 26
3.2.2 Análisis de la oferta 28
3.3 DESCRIPCIÓN DE LOS PRODUCTOS 30
3.4 DETERMINACIÓN DEL PRECIO 36
3.5 CANALES DE COMERCIALIZACIÓN 36
4. ESTUDIO TÉCNICO Y ADMINISTRATIVO 38
4.1. PROCESO PRODUCTIVO 38
4.1.1 Recepción del plástico reciclado 39
4.1.2 Inspección de la materia prima 40
4.1.3 Almacenamiento 40
4.1.4 Trituración 40
4.1.5 Lavado 40
4.1.6 Secado 40
4.1.7 Ajuste de calibradores para Extrusión 41
4.1.8 Extrusión 41
4.1.9 Zona De Enfriamiento 41
4.1.10 Embalaje De Producto 42
4.1.11 Almacenamiento de producto terminado 42
4.2 CAPACIDAD DE LA EMPRESA 42
4.2.1 Capacidad instalada 43
4.3 EQUIPOS E INSUMOS 47
4.4 DISTRIBUCIÓN DE LA PLANTA 51
4.5. LOCALIZACIÓN 53
4.5.1 Análisis y determinación de la localización óptima 53
4.5.2. Ubicación geográfica 54
4.5.3 Tamaño de la planta 54
4.6 ESTRUCTURA ADMINISTRATIVA 56
4.6.1 Razón social 56
4.6.2. Misión 56
4.6.3 Visión 56
4.6.4 Logotipo 56

4.6.5. Constitución jurídica 56
4.1.6 Estructura organizacional 57
4.1.7 Perfiles de cargo 57
5. ESTUDIO ECONÓMICO 58
5.1 INVERSIONES 58
5.1.1 Inversión Fija 58
5.1.2 Inversión Diferida 59
5.2. INGRESOS 59
5.3 RESUMEN DE COSTOS Y GASTOS 60
5.3.1 Costos de producción de capital de trabajo 60
5.3.2 Gastos administrativos de capital de trabajo 61
5.3.3 Costos y gastos generales del proyecto 62
5.3.4 Resumen de costos y gastos del proyecto 64
5.4 PUNTO DE EQUILIBRIO 67
5.5 INVERSIÓN DEL CAPITAL DE TRABAJO INICIAL 67
5.6 BALANCE GENERAL INICIAL 68
5.7 ESTADO DE RESULTADOS 69
6. FUENTES DE FINANCIACIÓN 70
6.1. DESCRIPCIÓN DE LAS FUENTES DE FINANACIACIÓN 70
6.1.1 Crédito de fomento 70
6.1.2 Crédito ordinario o de consumo 70
6.1.3 Capital semilla 70
6.1.4 Otras fuentes de financiación 71
6.2. ELECCIÓN DE LA FUENTE DE FINANCIACIÓN 72
7. EVALUACIÓN DE FACTIBILIDAD DEL PROYECTO 73
7.1 Tasa de Oportunidad 73
7.2 Tasa de oportunidad mixta 73
7.2 Flujo neto efectivo 73
7.3 Valor presente neto 75
7.4 Tasa interna de retorno 75
8. CONCLUSIONES 77
9. RECOMENDACIONES 78
10. BIBLIOGRAFÍA 79
11. ANEXOS 83

Figura 1 Descripción de los plásticos ................................................................................... 7
Figura 2 Porcentaje de reciclaje de PET (2010) ..................................................................... 9 Figura 3 Formula VAN ...................................................................................................... 2
Figura 4 Consumo aparente............................................................................................... 18 Figura 5 Consumo aparente de Hilados sintéticos – histórico ................................................ 21 Figura 6 ¿Se encuentra en Bogotá? .................................................................................... 23
Figura 7¿Se encuentra al norte de la cuidad? ....................................................................... 23
Figura 8 ¿Cuenta con sedes? ............................................................................................. 23
Figura 9 ¿Cuenta con los almacenes en la planta principal? ......................................... 23
Figura 10 ¿Pueden utilizar materiales reciclados en proceso productivo? ............................... 24
Figura 11 ¿Conoce productos que se fabriquen a base de material reciclado? ......................... 24 Figura 12 ¿Cuál es la frecuencia de la compra de sus materias primas? .................................. 24 Figura 13 ¿Es transportado el material a la planta por parte del proveedor? ............................ 24
Figura 14 ¿Utilizaría un producto que sea 100% reciclado? ................................................. 24 Figura 15 ¿Cuáles son las condiciones comerciales de pago que maneja? ............................... 24
Figura 16 ¿Con cuanto tiempo de respuesta sus materias primas? .......................................... 24 Figura 17 Productos con mayor participación porcentual ...................................................... 28
Figura 18 Participación porcentual del sector de hilados, tejidos y acabados textiles ............... 28 Figura 19 Ficha técnica del producto KMS – 010 ................................................................ 31
Figura 20 Ficha técnica del producto KMS – 0020 .............................................................. 32
Figura 21 Ficha técnica del producto AMS – 0010 .............................................................. 33 Figura 22 Ficha técnica del producto AMS – 0020 .............................................................. 34
Figura 23 Publicidad en exteriores ..................................................................................... 37 Figura 24 Proceso de fabricación de madera plástica ........................................................... 38
Figura 25 Proceso de fabricación de hilo ............................................................................ 39 Figura 26 Ficha técnica extrusora ...................................................................................... 47 Figura 27 Ficha técnica trituradora..................................................................................... 48
Figura 28 Ficha técnica Secadora Industrial ........................................................................ 49
Figura 29 Ficha técnica Sistema de enfriamiento extrusora ................................................... 50
Figura 30 Distribución en planta de la empresa primer nivel ................................................. 51 Figura 31 Distribución en planta de la empresa segundo nivel .............................................. 52
Figura 32 Ubicación Barrio El Laurel, localidad Engativá, Bogotá D.C. ............................... 54
Figura 33 Fotografías Bodega ubicación planta .................................................................. 55 Figura 34 Logotipo .......................................................................................................... 56
Figura 35 Organigrama de la empresa ................................................................................ 57
LISTADO DE FIGURAS

Tabla 1 Clasificación de los polímeros ................................................................................. 8
Tabla 2 Grado de cristianización de las mezclas .................................................................. 10 Tabla 3 Ciclo de vida de los plásticos ................................................................................. 10
Tabla 4 Descripción de la Marco legal aplicable al proyecto ................................................. 13 Tabla 5 Análisis DOFA .................................................................................................... 11
Tabla 6 Matriz de riesgos .................................................................................................. 12 Tabla 7 Histórico en miles de madera plástica ..................................................................... 17 Tabla 8 Histórico de consumo en pesos .............................................................................. 18
Tabla 9 Consumo de material para confección en Colombia ................................................. 19
Tabla 10 Volumen de producción de materiales para confección en Bogotá (Ton/día) ............. 20
Tabla 11 Tamaño de las empresas del sector de la confección ............................................... 20
Tabla 12 Consumo aparente de Hilados sintéticos – histórico en pesos .................................. 20
Tabla 13 Toneladas producidas de pellets de plástico reciclado ............................................. 22 Tabla 14 Histórico de producción ...................................................................................... 22 Tabla 15 Histórico de producción ...................................................................................... 23
Tabla 16 Caracterización de clientes potenciales ................................................................. 25 Tabla 17 Descripción de la competencia ............................................................................. 26
Tabla 18 Análisis de la competencia .................................................................................. 29 Tabla 19 Descripción de Proveedores Potenciales ............................................................... 30
Tabla 20 Suministro de materia prima para cada producto .................................................... 35 Tabla 21 Descripción de producto...................................................................................... 36
Tabla 22 Estructura de precio del producto ......................................................................... 36
Tabla 23 Proyección de Producción mensual y anual ........................................................... 42 Tabla 24 Proyección de Producción mensual y anual ........................................................... 42
Tabla 25 Capacidad.......................................................................................................... 43
Tabla 26 Proceso productivo caracterizado por operaciones ................................................. 44
Tabla 27 Proyección del volumen de producción bajo capacidad instalada ............................. 45
Tabla 28 Proyección del volumen de producción bajo capacidad instalada ............................. 46 Tabla 29 Proyección del volumen de producción bajo capacidad instalada ............................. 46
Tabla 30 Inversión Inicial Fija ........................................................................................... 58
Tabla 31 Inversión Diferida .............................................................................................. 59
Tabla 32 Resumen de inversión ......................................................................................... 59 Tabla 33 Especificación de producto .................................................................................. 59
Tabla 34 Proyección producción y venta de productos derivados .......................................... 60 Tabla 35 Costo operativo del capital de trabajo ................................................................... 60 Tabla 36 Gasto Administrativo del capital de trabajo ........................................................... 61
Tabla 37 Resumen de Costos y Gastos fijos del capital de trabajo ......................................... 62
Tabla 38 Costos materias primas ....................................................................................... 63
Tabla 39 Costos Operacionales fijos .................................................................................. 63 Tabla 40 Costos Operacionales fijos .................................................................................. 63
Tabla 41 Gastos fijos mensuales ........................................................................................ 64 Tabla 42 Resumen de costos y gastos fijos del proyecto ....................................................... 64 Tabla 43 Resumen de costos y gastos variables del proyecto ................................................ 65
LISTADO DE TABLAS

Tabla 44 Depreciación de los costos fijos del proyecto......................................................... 66
Tabla 45 Punto de equilibrio del proyecto ........................................................................... 67
Tabla 46 Inversión del capital de trabajo inicial ................................................................... 68
Tabla 47 Balance General ................................................................................................. 68
Tabla 48 Estado de resultados ........................................................................................... 69 Tabla 49 Parámetros para la financiación ........................................................................... 72
Tabla 50 Amortización del préstamo .................................................................................. 72
Tabla 51 Flujo Neto Efectivo ............................................................................................ 74
LISTA DE ANEXOS
Anexo 1 Perfiles de cargo de la empresa ............................................................................ 83
Anexo 2 Listado de empresas encuestadas .......................................................................... 83
Anexo 3 Cotización ferias en Corferias ............................................................................. 83 Anexo 4 Análisis de la competencia ................................................................................... 83
Anexo 5 Cotización de extrusora ....................................................................................... 83
Anexo 6 Cotización de secadora ........................................................................................ 83
Anexo 7 Cotización de trituradora ..................................................................................... 83 Anexo 8 Cotización Sistema de enfriamiento ...................................................................... 83 Anexo 9 Cotización Calibrador pie de rey .......................................................................... 83
Anexo 10 Cotización Báscula ............................................................................................ 83
Anexo 11 Cotización Calibrador ........................................................................................ 83

1
INTRODUCCIÓN
El proyecto consiste en plantear un estudio de factibilidad para la creación de una planta de
fabricación de hilos y madera a base plástico reciclado. La estructura del proyecto para del
estudio de las tecnologías y mecanismos que se utilizan actualmente para el manejo de residuos,
así como los distintos modelos de proceso desarrollados a partir de utilización de plásticos
reciclados, maquinaria y equipo acordes a este proceso.
Inicialmente se evaluó la situación de la problemática de manejo de residuos como el plástico
Tereftalato de polietileno (PET), Polipropileno (PP) y el polietileno de alta densidad (PEAD) a
nivel mundial, nacional, local, y el entorno de la localidad de Engativá, con la cual se encontró
una necesidad de manejar adecuadamente residuos como los plásticos mencionados
anteriormente, y darles una función dentro de un nuevo proceso de producción de nuevos
productos.
Evaluando el estado de la recuperación en la localidad de Engativá se encontró que se cuentan
con 7 asociaciones de recicladores, los cuales se encargan de realizar la separación; sin embargo,
no todas realizan la trasformación de productos de posconsumo, que pueden ser materia prima de
otros procesos productivos.
Por ende, se plantea el estudio de factibilidad de la creación de la empresa buscando gestionar
mecanismos que fomenten la transformación de materiales reciclados como el plástico PET,
PEAD y PP, generando así un cambio en el manejo y trasformación de los polímeros
mencionados, ampliando el ciclo de vida de los materiales en posconsumo.
2
DESCRIPCIÓN Y PLANTEAMIENTO DEL PROBLEMA EXISTENTE
La problemática de la basura en la ciudad se encuentra en una etapa de transformación, los
residuos aprovechables están a cargo de los recicladores que están en fases de formalización,
esfuerzos que están encaminados a tener un esquema completo de aseo. Pero no es suficiente
solo reciclar, muchos procesos solo pueden contener dentro de sus materias primas porcentajes
muy bajos de material recuperado, por los efectos en la calidad del producto.
Esta problemática genera un gran impacto ambiental provocado por no disponer adecuadamente
los residuos causando deficiencia en la gestión en el relleno sanitario Doña Juana, debido a que
llegan allí materiales que pueden ser recuperados y pueden entrar a un nuevo proceso productivo,
lo que genera que se acorte la vida útil del relleno con respecto a lo proyectado inicialmente.
Por otro lado, el proceso de reciclaje no es eficiente, ya que la población en general la bogotana,
no tiene la cultura del reciclaje, ya que se evidencia desperdicio del material potencialmente
aprovechable. De acuerdo con Reyes y Figueroa (2008), se evidencia que en ciudad de Bogotá el
porcentaje de recuperación y trasformación de materiales en posconsumo como el plástico es de
30% de la generación del total de la generación de residuos plásticos, por lo cual es un porcentaje
bastante bajo con respecto a la generación de residuos que llegan al relleno Sanitario de Doña
Juana y el ciclo corto de los plásticos como el PEAD, PP y el PET.
Finalmente, las empresas que son recuperadoras de material, que pueden llegar a procesar
directamente los materiales aprovechables recuperados, carecen de conocimientos y maquinaria
para transformar los insumos reciclables para el aprovechamiento y transformación de estos
materiales.

3
JUSTIFICACIÓN
El plástico es un material que tarda varios años en degradarse, entre 10 a 15 años
aproximadamente, lo que lo convierte en un contaminante preocupante para el medio ambiente,
ya que esta cantidad supera más del 70% de la producción total (BBC, 2017) lo cual genera
preocupación mundial.
En vista de esta y muchas otras problemáticas con el tema del aprovechamiento de los residuos y
el buen uso de los recursos naturales se plantea uno los objetivos del milenio mundiales que se
enfoca en el desarrollo de económicas sostenibles con el medio ambiente, los cuales garanticen
el sostenimiento de las naciones y el buen aprovechamiento de los recursos naturales.
Es indispensable desarrollar procesos de producción más limpia aprovechando materiales en
posconsumo como el plástico, para ello Colombia ha trabajado para aprovechar los residuos
aprovechables resultante de procesos productivos realizando la transformación de plásticos
reciclado; sin embargo es importante extender la conciencia en todo el territorio nacional,
especialmente en ciudades como Bogotá que cuentan con más de 8 millones de habitantes, la
cual recibe a migrantes de otras ciudades y de otro países en busca de nuevas oportunidades.
Para potencializar el aprovechamiento de materiales en posconsumo de materiales que surgen de
productos con un ciclo de vida muy corto, como el PET proveniente de botellas plásticas, PEAD
de botellones, garrafones y/o químicos y el PP con el cual se realizan las tapas de las botellas
plásticas, se propone la creación de una planta de fabricación de hilos y madera a base plástico
reciclado, que comercialice ecoproductos que sean amigables con el ambiente.
El estudio de viabilidad que se plantea desarrollar tiene la finalidad de reducir los niveles de
disposición de materiales como el plástico en el relleno sanitario de Doña Juana, con el fin de
aumentar su capacidad de almacenamiento, ya que actualmente llegan a este relleno toneladas de
residuos plásticos que no son transformados ni recuperados o utilizados en otros procesos
productivos.
Por otro lado, con esta propuesta se busca apoyar a las asociaciones de recicladores de Bogotá
especialmente del sector de Engativá, ya que en el momento son asociaciones que se encuentran
organizándose como cooperativas con el fin de que se legalicen como recuperadores de material
oficiales en los sectores promoviendo así aumento del aprovechamiento de los residuos. Para
lograr legalizarse como asociaciones deben promover y ejecutar estrategias que generen
conciencia de selección de los materiales en las rutas selectivas definidas en las cuales ya opera
las asociaciones, estos requerimientos se estipulan en el decreto 596 del 11 de abril del 2016 el
cual especifica el esquema operativo de la actividad de aprovechamiento del servicio público de
aseo y régimen transitorio para la formalización de los recicladores de oficio. Por último, con el
desarrollo de la empresa se contribuye a la generación de 20 empleos formales contribuyendo a
la disminución de la tasa de desempleo del cuidad de Bogotá.
4
OBJETIVOS DEL PROYECTO
Estudiar la viabilidad para la creación de una planta de fabricación de hilo y madera a base
plástico reciclado.
OBJETIVOS ESPECÍFICOS
● Analizar las oportunidades y amenazas del entorno interno y externo que afecten
el desarrollo del proyecto.
● Determinar a través del estudio de mercado cuál es la demanda de los productos
hechos a partir del proceso de transformación de los residuos.
● Desarrollar el estudio técnico para definir la estructura administrativa de la
empresa, proyectar la materia prima requerida, los volúmenes de acopio y
proveedores potenciales para el proceso.
● Identificar los ingresos, inversiones y costos relacionados con la creación de una
planta de fabricación de hilos y madera a base plástico reciclado en un lapso de 5
años.
● Realizar un estudio financiero para seleccionar una alternativa de financiación
para la creación de una planta de fabricación de hilos y madera a base plástico
reciclado.
● Realizar la evaluación económica del proyecto para definir su factibilidad
5
GLOSARIO
APROVECHAMIENTO: Es el proceso mediante el cual, a través de un manejo integral de los
residuos sólidos, los materiales recuperados se reincorporan al ciclo económico y productivo en
forma eficiente, por medio de la reutilización, el reciclaje, la incineración con fines de
generación de energía, el compostaje o cualquier otra modalidad que conlleve beneficios
sanitarios, ambientales y/o económicos. (Del Val Alfonso, 2000).
BASURA CERO: Es un programa cuyo objetivo es lograr que los residuos sólidos no sean
enterrados o incinerados, sino aprovechados y devueltos al ciclo productivo en un 100%.
Programa basura cero.
CÓDIGO INTERNACIONAL SPI: El sistema de codificación de Sociedad de Industrias de
Plástico (SPI) es un medio para identificar los residuos de plástico de botellas y contenedores
que se usa cotidianamente, tanto en casa como en la industria.
COMBUSTIBLES FÓSILES: Son los referentes al carbón, el petróleo y el gas natural,
productos que por sus características químicas se emplean como combustibles. Se han formado
naturalmente a través de complejos procesos biogeoquímicos, desarrollados bajo condiciones
especiales durante millones de años. Riechmann J. (2003).
CONDENSACIÓN: Efecto de convertir un vapor en líquido en sólido.
CRISTALIZAR: Polaridad de los grupos éster, ya que el átomo de oxígeno del grupo carbonilo
de carga negativa y el carbono de carga positiva se atraen, permitiendo que los grupos éster de
cadenas vecinas se alineen.
DESPOLIMEZAR: La degradación de un polímero se define como la separación de enlaces
entre las moléculas de las cadenas poliméricas, más específico, es causada principalmente por
reacciones de separación de los enlaces químicos entre macromoléculas.
ENZIMA: Enzima bacteriana utilizada en la manipulación genética, capaz de fragmentar ADN
selectivamente. Real academia de la lengua.
EXTRUSIÓN: Técnica de procesamiento en el que las resinas plásticas se funden, calientan y
bombean. Utiliza un barril con un tornillo giratorio para desintegrar el plástico que ingresa a la
extrusora.
FUSIÓN: Es la temperatura a la que una sustancia o material pasa de estado sólido a estado
líquido, a la presión de 1 atmosfera. Se presenta este cambio en razón a que presenta aumento de
energía que tiene lugar al elevarse la temperatura hace que las moléculas del solido venzan las
fuerzas de atracción intermoleculares que mantienen unidas. Fundamento teórico practico de
química orgánica.
HIDROLIZAR: Desdoblamiento de una molécula por la acción del agua.

6
PELLETS: Cilindros diminutos de resina virgen o reciclada que están listos para fundirse.
Reciclador de oficio. Persona natural o jurídica que se ha organizado de acuerdo con lo definido
en el artículo 15 de la Ley 142 de 1994
POLÍMEROS: Son macromoléculas formados por la unión repetida de una o varias moléculas
unidas por enlaces covalente.
RECICLAJE: actividad de recuperar los residuos sólidos al fin de reintegrarlos al ciclo
económico, reutilizándolos o aprovechándolos como materia prima para nuevos productos. (Del
Val Alfonso, 2000)
RESIDUO SÓLIDO: Es cualquier objeto, material, sustancia o elemento principalmente sólido
resultante del consumo o uso de un bien en actividades domésticas, industriales, comerciales,
institucionales o de servicios (UAESP, 2018).
RESIDUO SÓLIDO APROVECHABLE: Es cualquier material, objeto, sustancia o elemento
sólido que no tiene valor de uso directo o indirecto para quien lo genere, pero que es susceptible
de incorporación a un proceso productivo (UAESP, 2018).
REPET: Plástico reciclado de Tereftalato de polietileno. (Del Val Alfonso, 2000)
TERMOPLÁSTICOS: son polímeros macromoleculares que constan de cadenas lineales y
ramificadas, que mantienen su cohesión mediante fuerzas intermoleculares. Su intensidad
depende entre otros, del tipo y número de ramificaciones o cadenas laterales. (Del Val Alfonso,
2000)
TIR: La tasa interna de retorno o tasa interna de rentabilidad (TIR) de una inversión está
definida como la tasa de interés con la cual el valor actual neto o valor presente neto (VAN o
VPN) es igual a cero. Estos Valores VAN o VPN son calculados a partir del flujo de caja o cash
flow anual, trayendo todas las cantidades futuras, flujos negativos y positivos al presente. La
Tasa Interna de Retorno es un indicador de la rentabilidad de un proyecto, que se lee a mayor
TIR, mayor rentabilidad. Por esta razón, se utiliza para decidir sobre la aceptación o rechazo de
un proyecto de inversión.
VAN: El Valor Actual Neto de una inversión o proyecto de inversión es una medida de la
rentabilidad absoluta neta que proporciona el proyecto, esto es, mide en el momento inicial del
mismo, el incremento de valor que proporciona a los propietarios en términos absolutos, una vez
descontada la inversión inicial que se ha debido efectuar para llevarlo a cabo.

7
1. MARCO REFERENCIAL
1.1. Marco teórico y conceptual
1.1.1 Descripción de los polímeros
Son materiales compuestos de polímeros de origen natural y artificial que a veces contienen
aditivos como fibras, cargas, elementos y otros que mejoran sus propiedades a base de
combustible fósiles como el petróleo. (Beltrán, 2012).
Figura 1 Descripción de los plásticos
Fuente: generalidades del plástico. Disponible en:
https://sites.google.com/site/theplastics11v3/presentacion
Hoy en día se busca mejorar los procesos productivos para que sean ambientalmente sostenibles,
teniendo en cuenta todo el ciclo de vida del producto iniciando desde su fabricación hasta la
disposición final. Uno de los materiales más utilizados en la industria es el plástico, el cual tiene
un proceso de biodegradación complejo y extenso, sin embargo puede ser materia prima para la
creación de nuevos productos.
Los plásticos tienen muchos productos que son diferentes por sus materias primas, por sus
procesos de producción y usos, es importante identificar los tipos de residuos plásticos para su
clasificación y así poder implementar sistemas de reciclado, para ello se ha creado el código
Internacional SPI, que permite determinar con facilidad de que material específicamente está
hecho un objeto de plástico. El Proceso de reciclado y el producto que se obtenga dependerá del
tipo de plástico que se recicle.
8
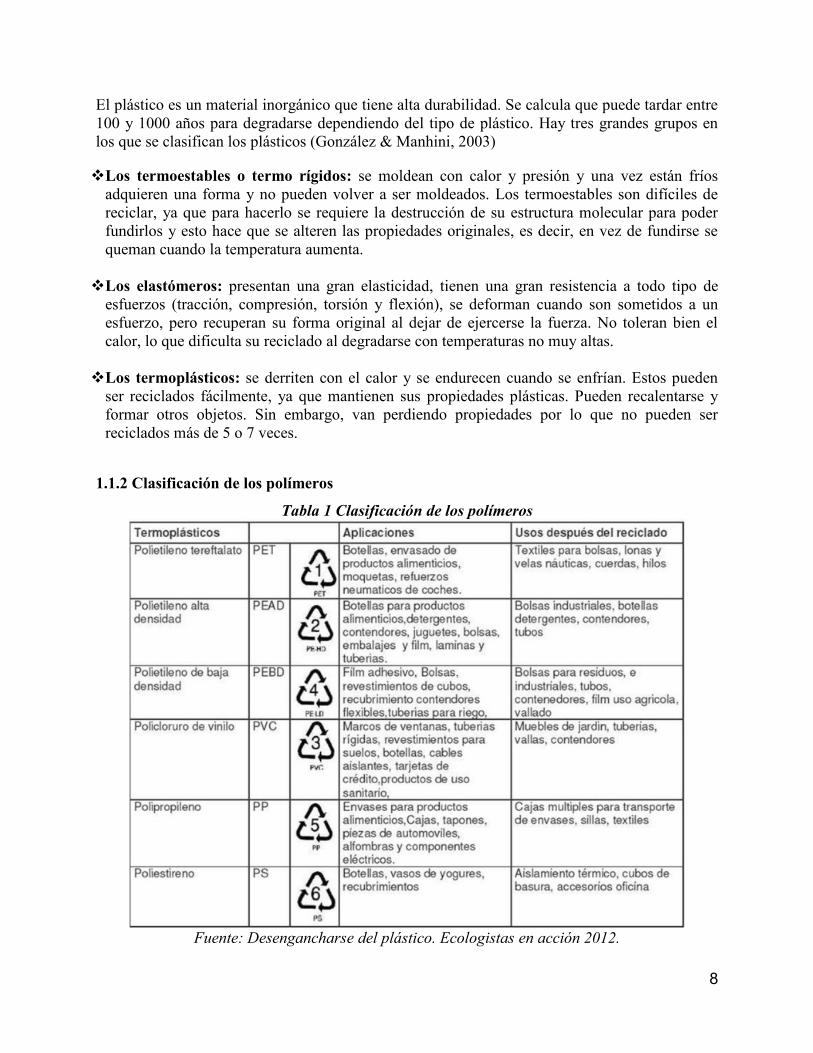
El plástico es un material inorgánico que tiene alta durabilidad. Se calcula que puede tardar entre
100 y 1000 años para degradarse dependiendo del tipo de plástico. Hay tres grandes grupos en
los que se clasifican los plásticos (González & Manhini, 2003)
Los termoestables o termo rígidos: se moldean con calor y presión y una vez están fríos
adquieren una forma y no pueden volver a ser moldeados. Los termoestables son difíciles de
reciclar, ya que para hacerlo se requiere la destrucción de su estructura molecular para poder
fundirlos y esto hace que se alteren las propiedades originales, es decir, en vez de fundirse se
queman cuando la temperatura aumenta.
Los elastómeros: presentan una gran elasticidad, tienen una gran resistencia a todo tipo de
esfuerzos (tracción, compresión, torsión y flexión), se deforman cuando son sometidos a un
esfuerzo, pero recuperan su forma original al dejar de ejercerse la fuerza. No toleran bien el
calor, lo que dificulta su reciclado al degradarse con temperaturas no muy altas.
Los termoplásticos: se derriten con el calor y se endurecen cuando se enfrían. Estos pueden
ser reciclados fácilmente, ya que mantienen sus propiedades plásticas. Pueden recalentarse y
formar otros objetos. Sin embargo, van perdiendo propiedades por lo que no pueden ser
reciclados más de 5 o 7 veces.
1.1.2 Clasificación de los polímeros
Tabla 1 Clasificación de los polímeros
Fuente: Desengancharse del plástico. Ecologistas en acción 2012.
9
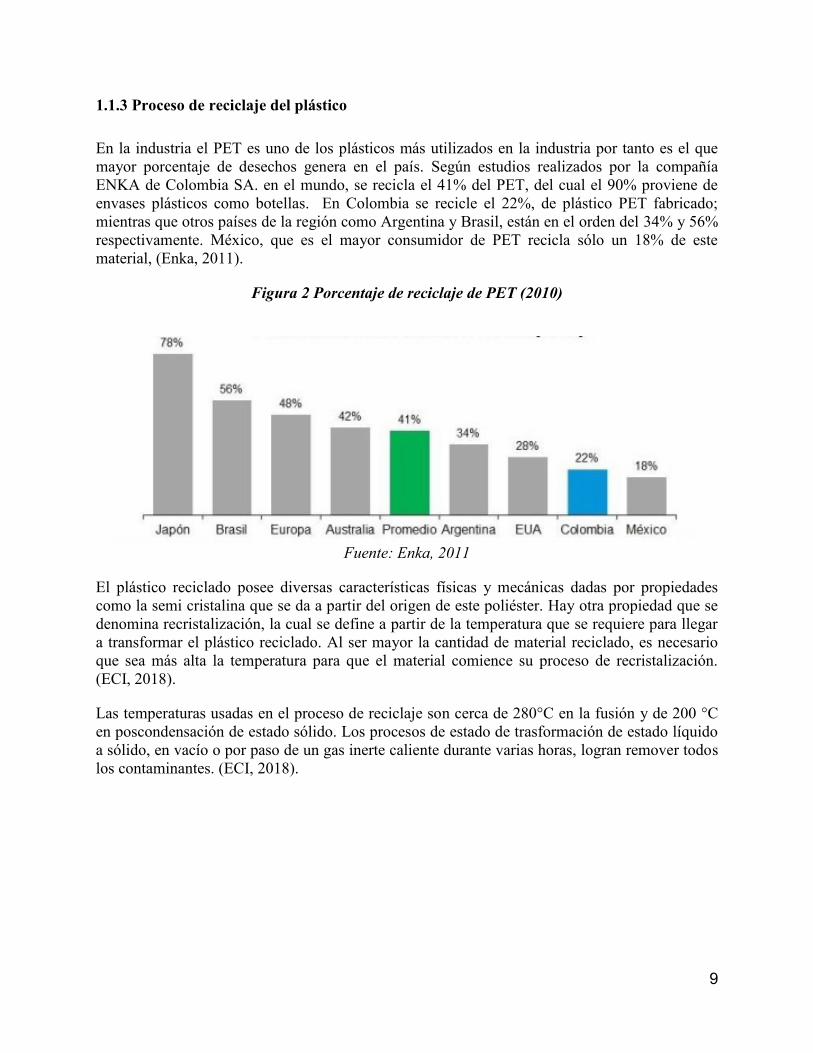
1.1.3 Proceso de reciclaje del plástico
En la industria el PET es uno de los plásticos más utilizados en la industria por tanto es el que
mayor porcentaje de desechos genera en el país. Según estudios realizados por la compañía
ENKA de Colombia SA. en el mundo, se recicla el 41% del PET, del cual el 90% proviene de
envases plásticos como botellas. En Colombia se recicle el 22%, de plástico PET fabricado;
mientras que otros países de la región como Argentina y Brasil, están en el orden del 34% y 56%
respectivamente. México, que es el mayor consumidor de PET recicla sólo un 18% de este
material, (Enka, 2011).
Figura 2 Porcentaje de reciclaje de PET (2010)
Fuente: Enka, 2011
El plástico reciclado posee diversas características físicas y mecánicas dadas por propiedades
como la semi cristalina que se da a partir del origen de este poliéster. Hay otra propiedad que se
denomina recristalización, la cual se define a partir de la temperatura que se requiere para llegar
a transformar el plástico reciclado. Al ser mayor la cantidad de material reciclado, es necesario
que sea más alta la temperatura para que el material comience su proceso de recristalización.
(ECI, 2018).
Las temperaturas usadas en el proceso de reciclaje son cerca de 280°C en la fusión y de 200 °C
en poscondensación de estado sólido. Los procesos de estado de trasformación de estado líquido
a sólido, en vacío o por paso de un gas inerte caliente durante varias horas, logran remover todos
los contaminantes. (ECI, 2018).

10
Tabla 2 Grado de cristianización de las mezclas
Fuente: Guía de laboratorio para la extrusora. Laboratorio de materiales poliméricos y
plásticos.
1.1.4 La vida útil del plástico
Siendo el tiempo de aprovechamiento que se le da a un material antes de convertirse en un
residuo puede ser muy corto a comparación de su tiempo de degradación, El Tereftalato de
Polietileno es un ejemplo, a comparación de otros polímeros, el PET es el plástico que tiene
menos vida útil y de los que más se consume en el siguiente cuadro se relaciona la vida útil la
cual depende de la actividad para que dispone los polímeros haciendo un paralelo con el PET.
Tabla 3 Ciclo de vida de los plásticos
Fuente: Guías ambientales. (2004).

11
La vida útil de material se puede modificar al disponer de materiales reciclados en nuevos
procesos, alterando su uso o actividad del polímero representado en diversos productos con
múltiples posibilidades de vida aprovechable ganando o perdiendo tiempo de utilidad. Dentro de
los procesos de tratamiento de polímeros reciclados, podemos encontrar numerosos productos
resultado de la combinación de operaciones, la salida de la transformación del material provee
varias opciones para volver a incorporar REPET en el mercado. Para la transformación de los
materiales mencionados anteriormente la fase del proceso productivo clave es la extrusión, ya
que a través de este proceso se realiza la transformación del material y el moldeo de este.
Dentro de las propiedades mecánicas, el comportamiento del PET a temperatura ambiente, el
PET virgen tiene una resistencia aproximadamente de 57MPa a diferencia del resto de materiales
reciclados al 100% que presentaron una resistencia de 66MPa. A una temperatura elevada, la
resistencia a la tensión y el módulo de elasticidad del PET virgen son más altos que aquellos del
PET reciclado y sus mezclas. Esto muestra que las propiedades mecánicas de las mezclas de PET
virgen y reciclado son peores que aquellas de los materiales vírgenes.
1.1.5 Tipos de reciclado y tratamiento del plástico reciclado
Hay diferentes alternativas en las cuales se puede reciclar el plástico desde el reciclado
mecánico, químico y algunos procesos que han sido planteados en otros países para reutilizar el
plástico o encontrar utilidad al reciclar este material con el fin de disminuir el impacto ambiental
y el volumen en los tiraderos de basura.
Dentro del proceso de transformación y recuperación de los plásticos se identifica que no todos
los plásticos son reciclables, entre los cuales se encuentran los elastómeros, los termo rígidos, ya
que presentan restricción, incluso los termoplásticos pueden no ser reciclados si están tan
contaminados ya que es más costoso limpiarlos que botarlos, por ende, es menos viable
recuperarlo. Otro factor clave para que se pueda recuperar el material y que es a un más costoso
es cambiar los hábitos, es decir hacer que la gente separe los residuos ordinarios de los reciclable
requiere de una mayor inversión.
Si hay poca separación en la fuente, conseguir más residuos requiere un mayor esfuerzo de
separación de los residuos una vez se realice la recolección en la fuente. Ejemplo de ello son los
residuos de plásticos, es un problema ambiental global, ya que uno de los principales productos
como es la bolsa plástica o los empaques de la comida son las bolsas y es dispendioso tener que
buscar en bolsas de basura con otros residuos.
Por otro lado, la variedad de plásticos impone otro problema debido a que es un material que es
difícil manejarlo por colores. Por ejemplo, el vidrio es transparente, marrón o verde,
diferenciándose fácilmente; en cambio, los diferentes tipos de plásticos requieren un
conocimiento mayor especializado para su correcta separación.
Por otro lado para el tratamiento y transformación de los materiales plásticos para la creación de
productos, no puede tener contacto directo con alimentos de consumo humano o medicamentos,
a diferencia de otro material, como los envases de vidrio y de metal en posconsumo, es decir
reciclados que pueden ser usados nuevamente para la fabricación de envases de contacto directo
con alimentos. Esto se debe a que las altas temperaturas de procesamiento requeridas para fundir
12
nuevamente estos materiales (mayores a 1000 ºC), garantizan la degradación fisicoquímica de
cualquier agente tóxico o microbiológico que puedan tener; mientras que con los plásticos se
transforman a temperaturas entre 120-300 ºC.
Hay diferentes alternativas en las cuales se puede reciclar el plástico desde el reciclado
mecánico, químico y algunos procesos que han sido planteados en otros países para reutilizar el
plástico o encontrar utilidad al reciclar este material con el fin de disminuir el impacto ambiental
y el volumen en los tiraderos de basura.
Dependiendo del tipo de reciclaje se utiliza un tratamiento diferente, para dar provecho al
material. Por otro lado, el plástico reciclado va perdiendo las propiedades iniciales, por lo que es
un proceso finito y dependiendo el tipo de plástico tendrá un límite de veces que puede ser
reciclado. Por ende, los métodos de reciclaje de plásticos se categorizan en primario, secundario,
terciario y cuaternario (Arandes, Bilbao & López, 2004).
El reciclaje primario:
Consiste en obtener un producto con similares propiedades físicas y químicas al material
original. Este tipo de reciclaje se logra con los residuos posindustriales, que no se han
contaminado aún con otros elementos y son un material homogéneo, lo que permite obtener
productos de buena calidad y de manera rentable.
El reciclaje secundario:
Es denominado reciclaje mecánico que convierte el plástico en otros artículos con propiedades
que son inferiores a las del polímero original. Por lo general ocurre cuando se reciclan residuos
los posconsumos, que vienen mezclados y contaminados, aunque igual que en el reciclaje
primario se utilizan termoplásticos. Para este tipo de reciclaje se requiere separar, triturar, limpiar
y convertir el material en materia prima con diferentes procesos como la extrusión, inyección,
compresión, entre otros.
Debido a que el material va perdiendo propiedades a medida que es reciclado, se le agregan más
aditivos para que la calidad del material sea aceptable. Este es el principal tipo de reciclaje que se
da en Bogotá, lo realiza la industria transformadora, pero depende de otros como los
consumidores, recicladores, bodegueros y la industria transformadora de la ciudad. Por otro lado,
este proceso es el más convencional para el plástico, y consiste en una serie de etapas a los que el
material sin cambiar la estructura química es seleccionado y sometido a temperatura y a lavados
para su limpieza y procesamiento. Cuando se ejecuta este reciclado es importante conocer el
origen del residuo, y la aplicación a la cual será destinada. (MADT, 2004).
El reciclaje terciario:
Conocido como reciclaje químico, el cual consiste en realizar un cambio químico en el polímero,
el cual lo convierte nuevamente en hidrocarburo, que pueden ser materias primas para adquirir
nuevamente plásticos o ser utilizados en opciones de la industria petroquímica. Para realizar el
reciclaje terciario los métodos pueden ser químicos o térmicos. Este proceso es conocido como
despolimezar los plásticos por medio de reacciones químicas, que dan como resultado material

13
limpio dado como materia prima virgen. En este proceso también se realiza mediante ruptura de
cadenas, con lo cual se busca hacer injertos de polímeros. (Martínez, 2015).
En el reciclaje cuaternario:
Es el tratamiento mediante el cual se utilizan los desechos plásticos para obtener energía. Los
residuos se eliminan mediante combustión, transformándolos en gases cenizas y escorias. Los
tratamientos se denominan pirolisis, hidrogenación y gasificación. (Martínez, 2015). Este
proceso también es denominado como reciclaje energético, en el cual los residuos plásticos son
usados como combustible con el objeto de reciclar la energía, no el material. El vapor es
aprovechado como fuente calórica. Este proceso tiene la ventaja de reducir el espacio ocupado en
los rellenos sanitarios y la posibilidad de utilizar diferentes tipos de residuos, lo que no requeriría
de la separación. Sin embargo, genera contaminación atmosférica y representa una gran
inversión monetaria. Por otro lado, la complejidad de la problemática ambiental de los residuos
es bastante alta.
1.2. MARCO NORMATIVO Y LEGAL
Tabla 4 Descripción de la Marco legal aplicable al proyecto
Constitución: Principalmente, su artículo 38 sobre Libertad de Asociación, artículos 333
sobre Política de Libertad Económica y el artículo 158 sobre Unidad de Materia
Ley 344 de 1996: Por la cual se dictan normas tendientes a la racionalización del gasto
público, se conceden facultades extraordinarias y se expiden otras disposiciones. Normas
correspondientes a la creación de empresas. Artículo 16 - Acceso a recursos para proyectos
de incubadoras asociadas al Sena.
Ley 905 de 2004: Por medio de la cual se modifica la Ley 590 de 2000 sobre promoción del
desarrollo del micro, pequeña y mediana empresa colombiana y se dictan otras
disposiciones.
Ley 590 DE 2000 10 de julio: Promover el desarrollo integral de las micro, pequeñas y
medianas empresas en consideración a sus aptitudes para la generación de empleo, el
desarrollo regional, la integración entre sectores económicos, el aprovechamiento
productivo de pequeños capitales y teniendo en cuenta la capacidad empresarial de los
colombianos.
Ley 9 de 1979: Por la cual se dictan medidas sanitarias.
Decreto 2981 DE 2013: El presente decreto aplica al servicio público de aseo de que trata
la Ley 142 de 1994, a las personas prestadoras de residuos aprovechables y no
aprovechables, a los usuarios, a la Superintendencia de Servicios Públicos Domiciliarios, a
la Comisión de Regulación de Agua Potable y Saneamiento Básico, a las entidades
territoriales y demás entidades con funciones sobre este servicio. Este decreto no aplica a la
actividad disposición final, la cual seguirá rigiéndose por lo dispuesto en el Decreto 838 de
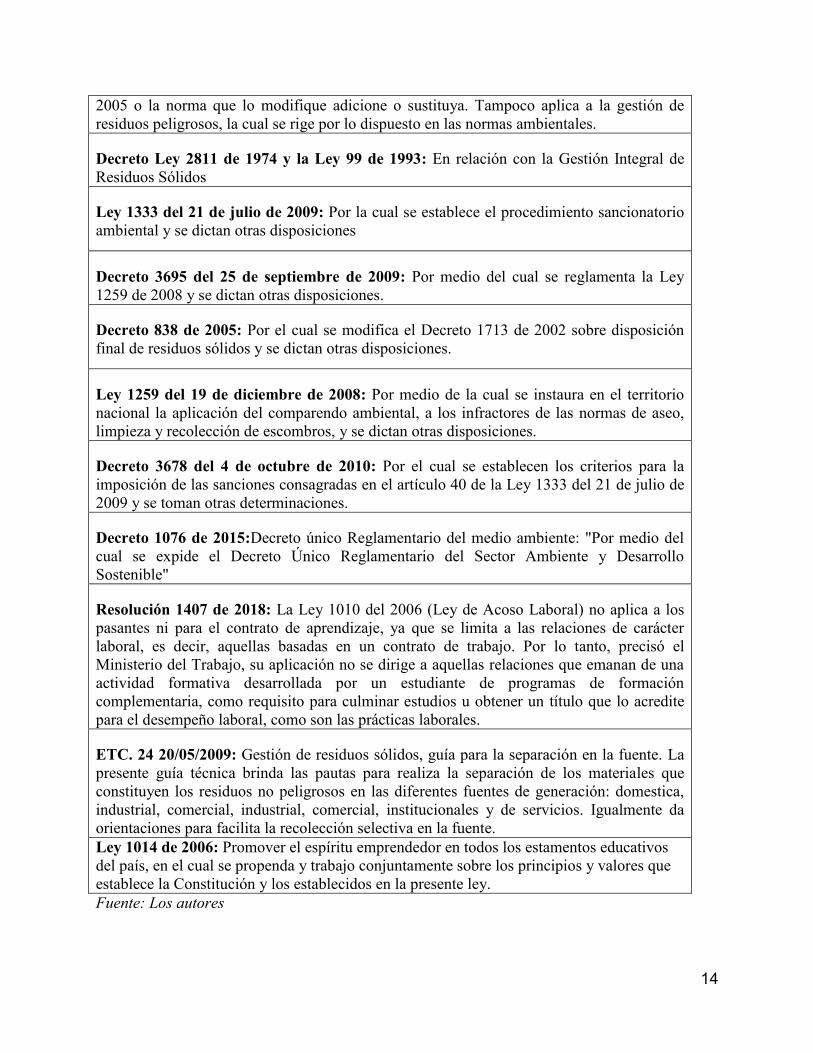
14
2005 o la norma que lo modifique adicione o sustituya. Tampoco aplica a la gestión de
residuos peligrosos, la cual se rige por lo dispuesto en las normas ambientales.
Decreto Ley 2811 de 1974 y la Ley 99 de 1993: En relación con la Gestión Integral de
Residuos Sólidos
Ley 1333 del 21 de julio de 2009: Por la cual se establece el procedimiento sancionatorio
ambiental y se dictan otras disposiciones
Decreto 3695 del 25 de septiembre de 2009: Por medio del cual se reglamenta la Ley
1259 de 2008 y se dictan otras disposiciones.
Decreto 838 de 2005: Por el cual se modifica el Decreto 1713 de 2002 sobre disposición
final de residuos sólidos y se dictan otras disposiciones.
Ley 1259 del 19 de diciembre de 2008: Por medio de la cual se instaura en el territorio
nacional la aplicación del comparendo ambiental, a los infractores de las normas de aseo,
limpieza y recolección de escombros, y se dictan otras disposiciones.
Decreto 3678 del 4 de octubre de 2010: Por el cual se establecen los criterios para la
imposición de las sanciones consagradas en el artículo 40 de la Ley 1333 del 21 de julio de
2009 y se toman otras determinaciones.
Decreto 1076 de 2015:Decreto único Reglamentario del medio ambiente: "Por medio del
cual se expide el Decreto Único Reglamentario del Sector Ambiente y Desarrollo
Sostenible"
Resolución 1407 de 2018: La Ley 1010 del 2006 (Ley de Acoso Laboral) no aplica a los
pasantes ni para el contrato de aprendizaje, ya que se limita a las relaciones de carácter
laboral, es decir, aquellas basadas en un contrato de trabajo. Por lo tanto, precisó el
Ministerio del Trabajo, su aplicación no se dirige a aquellas relaciones que emanan de una
actividad formativa desarrollada por un estudiante de programas de formación
complementaria, como requisito para culminar estudios u obtener un título que lo acredite
para el desempeño laboral, como son las prácticas laborales.
ETC. 24 20/05/2009: Gestión de residuos sólidos, guía para la separación en la fuente. La
presente guía técnica brinda las pautas para realiza la separación de los materiales que
constituyen los residuos no peligrosos en las diferentes fuentes de generación: domestica,
industrial, comercial, industrial, comercial, institucionales y de servicios. Igualmente da
orientaciones para facilita la recolección selectiva en la fuente.
Ley 1014 de 2006: Promover el espíritu emprendedor en todos los estamentos educativos
del país, en el cual se propenda y trabajo conjuntamente sobre los principios y valores que
establece la Constitución y los establecidos en la presente ley.
Fuente: Los autores

15
1.3 MARCO METODOLÓGICO
Para dar cumplimiento a los objetivos definidos se plantea como metodología de seguimiento
analizar cómo se debe conformar un plan de negocios que sea atractivo para inversionistas y que
cumpla con la necesidad detectada. Para ello se analizó el Plan de Negocios y Análisis de
inversiones, escrito por Humberto Meléndez Reyes.
1.3.1 Elaboración planes de negocio
Por otro lado se tomó como referencia el Manual para la elaboración de planes y negocios,
publicado por el Ministerio de Comercio, Industria y Turismo, lo anterior, en vista que nos
aporta una metodología y herramientas para iniciar a construir el plan de negocio, entre las
cuales se encuentra la definición del producto o servicio, el equipo de trabajo requerido, un
estudio para definir el plan de mercado con el fin de determinar si la iniciativa empresarial tiene
oportunidad real en el mercado y la forma como se le presentará al cliente, un sistema de negocio
en el cual se identifican los aspectos más importantes para el desarrollo del proyecto, en la cual
se identifican el sistema de negocio de la industria y de la empresa, el enfoque de la empresa y
sus competencias principales, con el fin de establecer el diseño de la organización. Posterior a
ello enuncia el capítulo análisis de riesgos en el cual muestra cómo integrar las amenazas del
entorno y los riesgos internos a los procesos de planeación, posterior a ello se encuentra el plan
de implementación que buscar realizar una planificación sistemática y de identificar la ruta
crítica de procesos antes de crear la empresa. Posterior a ello se desarrolla el plan financiero
cuantificando el capital es necesario para poner en marcha el negocio y determinar la viabilidad
económica del mismo y por último se relaciona como estructura un resumen del proyecto el cual
tiene como finalidad explicar la importancia de presentar de forma clara, concisa y atractiva los
aspectos más relevantes de la iniciativa empresarial ejecutivo en la parte introductoria de la
misma.
1.3.2 Flujo de caja
FC = VV-(VV-VC) * t, donde:
1. FC – Flujo de caja
2. VV – Valor de venta del activo
3. VC – Valor contable del activo
4. t – Tipo impositivo del impuesto de
sociedades
El activo se vende por encima de su
valor contable VV > VC
El activo se vende a un precio igual a su
valor contable VV = VC
El activo se vende a un precio inferior a
su valor contable VV < VC
1.3.3 Valor presente neto
El valor actual neto (VAN) es un criterio de inversión que consiste en actualizar los cobros y
pagos de un proyecto o inversión para conocer cuánto se va a ganar o perder con esa inversión.
También se conoce como Valor neto actual (VNA), valor actualizado neto o valor presente neto
(VPN). (Lopez, 2006). Se utiliza para la valoración de distintas opciones de inversión. Ya que
calculando el VAN de distintas inversiones vamos a conocer con cuál de ellas vamos a obtener
una mayor ganancia. (Lopez, 2006).

2
Figura 3 Formula VAN
Fuente: López, 2006
Ft = son los flujos de dinero en cada periodo t
1º = es la inversión realiza en el momento inicial ( t = 0 )
n = es el número de periodos de tiempo
k es el tipo de descuento o tipo de interés exigido a la inversión
El VAN sirve para generar dos tipos de decisiones: en primer lugar, ver si las inversiones son
efectuables y en segundo lugar, ver qué inversión es mejor que otra en términos absolutos. Los
criterios de decisión son los que se definen a continuación. (Lopez, 2006).
VAN > 0 : El valor actualizado de los cobro y pagos futuros de la inversión, a la tasa de
descuento elegida generará beneficios.
VAN = 0 : El proyecto de inversión no generará ni beneficios ni pérdidas, siendo su
realización, en principio, indiferente.
VAN < 0 : El proyecto de inversión generará pérdidas, por lo que deberá ser rechazado.
1.3.4 Tasa interna de retorno
Para calcular la tasa de retorno teóricamente apropiada para un activo se determinará a través de
la metodología del CAPM (Capital Asset Pricing Model), se implementará esta metodología, ya
que es un modelo que tiene en cuenta la sensibilidad del activo a los riesgos, los cuales se
representan con un coeficiente β. También considera la tasa de retorno de mercado esperada y la
tasa de retorno de un activo libre de riesgo. (Parra, 2015). Teniendo en cuenta la metodología, el
riesgo del mercado y la tasa de sensibilización al riesgo del mercado se calcularán utilizando la
siguiente formula (Penagos, 2006):
El costo de capital o tasa mínima aceptable de rendimiento para la inversión en este proyecto es
de 12,14%, la cual debe ser comparada con la tasa interna de retorno (TIR) del proyecto para
visualizar el margen de rentabilidad del proyecto.

3
2. ANÁLISIS DEL ENTORNO
2.1. ANÁLISIS DEL ENTORNO EXTERNO
2.1.1 La recuperación de plástico reciclado en el mundo
El PET se utiliza en todo el mundo en productos de empaque y envasado de alimentos, su
acumulación y mala disposición se ha convertido en una preocupación mundial, por lo cual se
están creando nuevos métodos de tratamiento de materiales plásticos, un ejemplo de ello es el
estudio realizado en la universidad de Kioto donde se propone un nuevo tratamiento del PET a
partir de las bacterias desarrolladas por el investigador Yoshida, quien busca realizar un proceso
de degradación de los plásticos con la creación de una nueva bacteria. (Shosuke, 1996).
La bacteria especializada se denomina Ideonella sakaiensis, la cual fue apartado con plástico
PET, y fue capaz de alimentarse de PET como su principal fuente de energía. Cuando se cultiva
el PET, produce dos enzimas capaces de hidrolizar el material para convertir enzimáticamente
PET de manera eficiente en sus dos monómeros ácido Tere ftálico y glicol de etileno. (Shosuke,
1996).
De las 250 muestras tomadas inicialmente, los científicos fueron capaces de aislar la base de
diluciones de aquella preparación la única cepa bacteriana responsable de la degradación del
PET, una nueva especie perteneciente al género ya conocido Ideonella a la que bautizaron como
Ideonella sakaiensis. (Shosuke, 1996).
Otro descubrimiento microbiológico fue Azotobacter es el nombre de una bacteria presente en el
suelo; además de ser inocua, tiene la propiedad de producir el polímero polihidroxibutirato
(PHB), es biodegradable y biocompatible. Esta bacteria puede sustituir los plásticos
convencionales derivados del petróleo, como los que se usan actualmente en las bolsas del
supermercado o en los envases, o tener aplicaciones médicas en la fabricación de válvulas
cardiacas o soportes para el crecimiento de tejidos. (Espín, Peña y Segura, 2016).
Este desarrollo se presentó en el Instituto de Biotecnología de la Universidad Nacional
Autónoma de México, donde se ha desarrollado la genética de ese microorganismo. El objetivo
de la investigación de los investigadores, tiene como fin obtener cepas genéticamente
modificadas, capaces de producir más plástico, y se han diseñado los procesos de cultivo
adecuados.
Como este es un desarrollo novedoso para la historia del plástico se encuentra en proceso la
patente en México. Por otro lado, la bacteria no genera ningún tipo de enfermedad, por tanto, hay
más aplicaciones, una de ellas es en la agricultura, pues tiene otra propiedad que es producir
amonio a partir de aire, es decir, un fertilizante para el crecimiento de plantas. Además de
producir PHB, Azotobacter es capaz de sintetizar un polímero extracelular, el alginato, con
enorme potencial de aplicación en el área de alimentos, que además puede utilizarse en la
industria farmacéutica. (Espín, Peña y Segura, 2016).

4
2.1.2. Recuperación de plástico a nivel nacional
A nivel nacional el tratamiento de los plásticos descartados enviados a la basura se ha vuelto un
problema ambiental cada vez mayor. Considerando además que los plásticos derivan del
petróleo, que es una fuente no renovable de energía, hoy hay mucho interés y esfuerzos
destinados a la reutilización de materiales. (Velázquez, 2006).
A partir de la problemática ambiental generada por los residuos de plástico se implementaron en
Colombia conceptos de reciclaje y disposición final de ese material, pero poco se habla de la
generación de energía a partir de polímeros o plásticos que serían una fuente renovable y
sostenible. Es así como la directora del Instituto de Capacitación e Investigación del Plástico y el
Caucho (ICIPC) María del Pilar Noriega, sostiene que Colombia realiza una de las partes del
ciclo completo del residuo, cita como ejemplo países europeos que realizan todo el tratamiento y
recuperación del material después del posconsumo recuperado a través del reciclaje,
trasformación a energía y en rellenos sanitarios.
En Colombia una de las empresas que apoyan fuertemente la trasformación y el
aprovechamiento de materiales es Enka de Colombia (empresa textilera a productora de fibras
sintéticas) en cuya planta del municipio de Girardota recicla 32.076 toneladas de botellas
plásticas cada año. Otras grandes empresas como Apropet, Socya y Manuelita han invertido en
modelos sofisticados de reciclaje que encajan dentro del concepto de economía circular al
generar plásticos reutilizables (Acoplásticos, 2017).
Por otro lado, en busca de aprovechar la mayor parte de los residuos que se generan a partir de
plástico reciclado, el ICIPC busca desarrollar estrategias de aprovechamiento de los residuos
plásticos con el fin de generar energía desde los residuos ya que en el país este tipo de
desarrollos está en ceros, por tanto, se optará por incentivos para que esta nueva forma de
negocio se vuelva atractivo para los inversionistas.
Daniel Mitchell, el presidente de la Asociación Colombiana de Industrias Plásticas estima que de
acuerdo al poder calorífico de los plásticos (polietileno, polipropileno y poliestireno), es
comparable con el poder calorífico de los aceites combustibles, lo que evidencia su alto
potencial, por tanto, plantea la recuperación 6.000 toneladas en principio en miras a cinco años a
10.000 0 12.000 toneladas de empaques o envases para la generación de energía. (Acoplásticos
2015).
De acuerdo al tipo de material plástico se realiza la recuperación del mismo, por tanto no existe
una solución única de recuperación para todos los materiales plásticos siendo la primera opción
el reciclaje por sus bajos costos en maquinaria e investigación; sin embargo Colombia tiene
grandes retos para la recuperación de los residuos plásticos como incrementar las campañas
educativas en reciclaje y aumentar las tasas de reciclaje generando nuevos y más mecanismos de
recolección y separación desde la fuente que son las casas y empresas. El objetivo es evitar que
terminen en un relleno sanitario
Por otro lado, en el 2015 se recuperaron entre 3.000 y 3.500 toneladas de envases Pet en el país,
lo que representa tan solo 26% del total. Bogotá, Medellín y Cali son las tres ciudades que tienen

5
las mayores tasas de reciclaje, así lo afirma Luis Felipe Bedoya Acevedo, jefe de la planta de Pet
de Socya.
Finalmente, en un estudio realizado por Enka de Colombia en el 2016, se demuestra que
Colombia se ubica por debajo de la media mundial en el reciclaje de botellas elaboradas con Pet.
Según el estudio, el promedio es de 41% y este es superado solo por Japón con 78%, seguido de
Brasil con 56% y Australia con 42%. El único país que se ubica por debajo del porcentaje de
Colombia es México, que reutiliza tan solo 18% de las botellas plásticas que utiliza su población.
El consumo de plásticos en Colombia ha venido creciendo notoriamente, una evidencia de ello es
que desde 1997 al 2000 fue de aproximadamente 530.000 toneladas anuales, en tanto que el
volumen de residuos plásticos urbanos estimado por ACOPLASTICOS se encuentra entre
220.000 y 280.000 toneladas / año (MADVT, 2004).
De acuerdo al informe de aprovechamiento de residuos dado en el 2016, si se continúa
generando la misma cantidad de residuos por año se pronostica que para el año 2030 la
generación de 18,74 millones de toneladas anuales de residuos en las zonas urbanas y rurales; de
las cuales 14,2 millones de toneladas deberán ser dispuestos en rellenos sanitarios que no
cuentan con la suficiente capacidad para recibirlos, presentándose emergencias sanitarias en la
mayoría de ciudades del país y una alta generación de emisiones de GEI (Conpes, 3874, 2015).
En Colombia se actualmente se generan aproximadamente 11,6 millones de toneladas de
residuos sólidos al año. De estos, cerca de 40% podrían aprovecharse dentro de los cuales los
residuos plásticos son los mayores generados en las casas.
2.1.3. Aspectos sociales y económicos
En Colombia se identifica que de acuerdo al DNA ( departamento nacional de planeación) las
poblaciones más afectadas en la generación de residuos sólidos sin aprovechamiento son las
personas que habitan en zonas aledañas a rellenos sanitarios o lugares de disposición final de
residuos sólidos, por lo cual, al aprovechar al máximo los residuos generados, se minimizan los
impactos ambientales generados entre los cuales se encuentran olores ofensivos, vectores como
moscas, roedores, entre otros y enfermedades que éstos puedan transmitir, mejorando la calidad
de vida de estos habitantes.
Otro factor en el aspecto social y económico es la inclusión de diferentes personas para crear y
participar en proyectos de aprovechamiento y transformando de esta forma aspectos culturales de
las comunidades, ya que al liderar este tipo de iniciativas generar cambios culturales y un
consumo responsable facilitando la recuperación de territorios y espacios degradados. En Bogotá
se recicla aproximadamente un 17% de los residuos sólidos, un porcentaje mínimo comparado
con las 6300 toneladas/día que ingresan actualmente al relleno sanitario de Doña Juana, según la
Unidad Administrativa Especial de Servicios Públicos (2015). El 10,78% del total de estos
residuos son plástico (DNP y BM, 2015).
6
Estimó en el 2008 el potencial de generación de los residuos plástico la Corporación Ambiental
Empresarial filial de la Cámara de Comercio de Bogotá, en la cual se identificó que el potencial
de generación de los residuos plásticos para Bogotá y su Región en 1176,85 Ton/día, dentro de
los cuales se destacan los municipios de Bogotá con 729,53 ton/día; Chía 4,98 ton/día; Soacha y
Cajicá con 9,66 y 3,16 ton/día respectivamente (Corredor, 2010). Este potencial de
aprovechamiento se determina, por una parte, por las cantidades generadas, lo cual garantiza un
flujo adecuado de volúmenes para los esquemas de negocio y por otra, las posibilidades de
negocio que brinda.
2.1.4. Impactos ambientales del plástico
Los residuos plásticos generan diferentes impactos ambientales, que crecen a diario, a nivel
mundial el principal impacto ambiental de los residuos plásticos es la contaminación de los
océanos y mares, ya que navegan por corrientes subterráneas, ríos, mares y océanos. Es un
impacto creciente que se presenta a largo plazo y cubre gran cantidad de espacios de todo el
planeta. Se han encontrado cantidades substanciales de residuos plásticos contaminando los
hábitats marinos desde los polos hasta el ecuador, desde costas remotas inhabitadas hasta costas
altamente pobladas y áreas profundas del océano (Barnes, Galgani, Thomson & Barlaz, 2009;
Barnes, 2005). Algunos de los factores fundamentales que influyen significativamente en los
ecosistemas son:
La degradación lenta de los plásticos
La producción creciente de diferentes productos plásticos es creciente
La principal materia prima es no renovable, como es el petróleo
Algunos de los químicos utilizados para producir los plásticos son tóxicos.
Desconocimiento de la recuperación de los materiales
Corta vida útil de los plásticos
En el mar existe una zona donde se acumula todos los residuos que se generan y navegaron en el
mar hasta ese punto, debido a que el mar está quieto por la ausencia de viento y de corrientes,
haciendo que lo que el agua arrastra a estas zonas se acumule, se denomina “la sopa de plástico”,
“la isla de la basura” o “el parche de basura del norte”. (Sepulveda, 2012).
El problema es global; sin embargo, nadie se apropia de esta problemática, en aguas
internacionales y poco transitadas por embarcaciones, las aguas quietas dificultan la navegación.
La presencia de los residuos plásticos representa una amenaza para la biodiversidad marina,
debido a que los animales se enredan con estos, y pueden resultar heridos, inmóviles o muertos.
Los plásticos se terminan fragmentando en el ambiente y como consecuencia pueden ser
ingeridos por diferentes especies que los confunden con comida (Barnes, 2009).
En países como en España, la Federación de Asociaciones de Consumidores Usuarios de
Andalucía (FACUA) ha gestionado ante las administraciones públicas que se exijan una
evaluación de alimentos donde garantice que está libre de sustancias químicas dañinas previo a la
autorización a su comercialización y dejar de lado el concepto de toxicidad tolerable donde se
acepta envenenarse de a poco. El problema es que la industria introduce nuevas sustancias
químicas, lo que implica aún más altos costos para evaluar cada tipo de plástico. Según la
FACUA dentro de los efectos que se pueden presentar son:

7
Contaminación hormonal
Alteraciones en el desarrollo sexual, feminización o masculinización
Infertilidad,
Insuficiencias hormonales
Cáncer
En Bogotá de acuerdo al ciclo de vida de PVC ha sido cuestionado por sus impactos a la salud
humana y al ambiente, para obtener el cloruro de polivinilo se requiere gas de cloro, usando el
40% de la producción mundial del mismo, unos 16 millones de toneladas. Sumándole a este
efecto el PVC es el responsable del mayor volumen de producción de organoclorados, una clase
de químicos que están siendo analizados desde la última década por sus riesgos inusualmente
severos que tienen (Thornton, 2002).
El riesgo aumenta si el producto sufre de alguna incineración, riesgo que se corre por incendios
en las construcciones, al ser incinerado con otros residuos o en el reciclaje por combustión. Los
subproductos por otro lado, los residuos peligrosos, sumados a otros desechos, presentan
afectaciones económicas locales y de bienestar de las poblaciones costeras (UNEP, 2009).
Las costas se ven perjudicadas por los residuos que encallan, dando a estos lugares un aspecto
sucio e insalubre, dañando la belleza de estos lugares y alejando a los turistas de los lugares
contaminados. El problema es que por más jornadas de limpieza que se hacen, el agua arrastra
nuevamente los residuos. Las economías que viven de la pesca también se ven afectadas al verse
disminuidas las poblaciones de animales, que genera la producción del PVC son altamente
persistentes, bioacumulativos y tóxicos. Persistentes por resistirse a la degradación natural y
desplazarse por el viento y el agua, llegando a zonas donde no fue producido.
Se bioacumulan en el sentido de que en la cadena alimenticia van acumulándose y aumentando a
medida que el animal pequeño es comido por el grande. La toxicidad de los aditivos y los
subproductos que se liberan en la producción de PVC generan daños en la salud como cáncer,
ruptura del sistema endocrino, alteración reproductiva, defectos de nacimiento, supresión del
sistema inmune y son neurotóxicos (Thornton, 2002).
La severidad de los impactos ambientales en los procesos de transformación de la industria del
plástico, depende de la identificación y adecuado control de los cada uno de los procesos.
Materiales como el PET a comparación de otros plásticos, no tiene un impacto ambiental tan
fuerte en su fabricación, debido a que no generan tantas emisiones atmosféricas y tiene un
consumo de energía que no es tan alto, sin embargo, por la inadecuada disposición final que se
le está dando actualmente, genera un fuerte impacto ambiental, por ejemplo en las calles,
riachuelos, alcantarillas, cauces de ríos, playas, entre otros, los cuales reposan miles de residuos
obstruyendo el paso de desagüe en la cuidad. (Duran, 2013). Entre los principales impactos
ambientales se encuentra:
Efectos sobre la salud e integridad del ser humano.
Destrucción del ecosistema incidiendo en la fauna y la flora.
Deterioro de la calidad del agua, aire y suelo.
Generación de olores ofensivos.
Deterioro del paisaje y el entorno geográfico.

8
2.2. ANÁLISIS INTERNO
2.2.1 Recuperación de plásticos a nivel local
Residuos plásticos en Bogotá cuentan con un proceso específico de circulación de los plásticos
dentro de la ciudad, siendo la capital de Colombia es considerado un centro económico y político
que recibe a población de todo el país y extranjeros, aumentando el volumen de población
significativamente. Actualmente de acuerdo al censo del 2018 del DANE en Bogotá habitan más
de 8’000.000 de habitantes censados, pueden ser más debido a que no se incluye población que
no se encuentra en el censo. Generan alrededor de 7535 toneladas diarias de residuos, que son
depositadas en el relleno sanitario de la ciudad.
La UAESP adelanta una investigación que promete obtener resultados por localidad y estrato
socio económico sobre la basura que llega al relleno como alimentos, papel, cartón y residuos de
jardín; plásticos, caucho y cuero, textiles y madera; productos metálicos, vidrio y productos
cerámicos.
Por otro lado, la UESP (Unidad Administrativa Especial de Servicios Públicos) juntó a la
Universidad de los Andes realizó un estudio de caracterización y cuantificación de los materiales
potencialmente reciclables presentes en los residuos sólidos de Bogotá. Dicho estudio halló que
en el 2004 llegaban 5.200 toneladas de residuos diariamente cifra que ha aumentado
aproximadamente un 45% en 6 años), de las cuales 3588 (69%) correspondían al sector
domiciliario.
Los resultados generados por el estudio de la UESP (Unidad Administrativa Especial de
Servicios Públicos) en compañía de la universidad de los Andes, estimaron que para ese año
llegaron 950 toneladas de Materia prima residual. El 45% correspondían a residuos plásticos,
23% residuos de papel y cartón, 15% textiles, vidrio el 11% y 6% metales. De los plásticos que
llegan al relleno Doña Juana, la mayor cantidad corresponde al PEAD, problemática ambiental
de los residuos plásticos una aproximación desde el análisis de política pública en Bogotá
seguido por el PEBD y PET. Con estos tipos de plásticos se fabrican productos de corta vida útil,
como las bolsas y las botellas, por lo que se explicaría su mayor proporción encontrada.
Cifras de Fenalco dadas por la secretaria distrital de ambiente señalan que de las más de 6 mil
toneladas de residuos que llegan a diario al relleno, unas 840 toneladas son plásticos en su
mayoría bolsas. Por tanto, aumentó el doble de los residuos de plásticos que llegan al relleno en
un poco más de 5 años.
En Colombia hay cerca de 2.000 empresas dedicadas a la fabricación de plásticos, de las cuales
el 10% están ubicadas en Bogotá. Fenalco afirma que se consumen al mes en Bogotá un
aproximado de 45.229.240 bolsas plásticas. En cuanto a las opciones de reciclaje, en Colombia
sólo se utiliza el reciclaje primario y el secundario ya que recuperarlo por un tercera o cuarta vez
terciario y el cuaternario no se han desarrollado por sus altos costos económicos.
Por otro lado, de acuerdo a las estadísticas dadas por Acoplasticos, en una proporción no muy
significativa se están dando experiencias del reciclaje químico y se está evaluando la
incineración con recuperación de energía para el caso de los plásticos contaminados con
agroquímicos puntualmente. De igual manera se debe evaluar que el reciclaje cuaternario es

9
decir el químico no necesita la separación, por tanto, puede llegar a generar impactos
ambientales peores si se liberan a la atmósfera los químicos que los plásticos contienen, además
de generar gases efecto invernadero.
En Bogotá se encuentran algunos productos biodegradables, como las bolsas oxobiodegradables
y las bolsas elaboradas con materias primas renovables, sin embargo, no ha sido demostrada.
En la Escuela Colombiana de Ingeniería Julio Garavito, en el 2010, se realizó una investigación
en el que toma una muestra de PEAD con aditivo oxo-HDPE, y otra de un plástico de origen
natural obteniendo que ninguno de los dos elementos presenta una pérdida de masa significativa,
al igual que no hay una producción considerable de biogás. Los productos oxobiodegradables
requieren de exposición a luz solar, humedad, temperatura, estrés mecánico y oxígeno,
condiciones que no se encuentran en el relleno sanitario, por tanto, se debe controlar la
publicidad y las promesas de los productos y la biodegradación de los plásticos en el relleno.
Actualmente en Bogotá el tratamiento de los plásticos se da en el reciclaje del material, pocas
empresas se dedican a transformarlo prefieren solo dedicarse a una parte del proceso referente al
acopio y venta del material.
En Bogotá se está promoviendo un proyecto por parte de la asociación colombiana de reciclados
el cual habla acerca del manejo y recolección de residuos en la cuidad capacitando el personal
para ejercer este proyecto, sin embargo, solo plantea la recolección de los materiales reciclables
para su venta, sin tener en cuenta procesos de trasformación de los plásticos reciclados para darle
utilidad a estos materiales reciclados (Gómez, 2015).
En el mercado local, compañías productoras de bebidas como Postobón, Coca-Cola o Bavaria
tienen en su portafolio al menos 24 productos que son envasados en botellas con tecnología Pet
como aguas, gaseosas o bebidas hidratantes.
Como estrategia de responsabilidad social para mitigar los efectos de contaminación, empresas
como Coca-Cola implementó el uso de la tecnología “Ecoflex” en sus envases de agua Brisa.
Con estos empaques, la multinacional utiliza 22% menos de plástico, ahorrando anualmente
cerca de 1.500 toneladas del material. (coca cola, 2018).
“Coca-Cola Andina estuvo presente en el evento a través de su Gerente de Sustentabilidad,
Fernando Jaña, quien destacó que han trabajado arduamente en implementar las tres R: reducir,
reutilizar y reciclar y acciones como la implementación de la botella Ecoflex un envase flexible o
la utilización de cajas para transportar botellas construidas con material 100% reciclado, son
parte de estos esfuerzos. Además, reconoció el éxito que ha tenido el uso de envases retornables
en los más de 120 mil almacenes con que operan en todo Chile. “Pueden llegar a ser un 80% de
sus ingresos. Y no tan solo son importantes desde el punto de vista social. También lo son para el
entorno”. (Coca Cola Chile, 2018).
En Bogotá se recicla aproximadamente un 21% de los residuos sólidos, un porcentaje mínimo
comparado con las 7.536 toneladas/día que ingresan actualmente al relleno sanitario de Doña
Juana, según la Unidad Administrativa Especial de Servicios Públicos (2016). El 10,78% del
total de estos residuos son plástico (DNP y BM, 2015).
10
En cuanto a las universidades en Bogotá hay varias que desarrollan proyectos con respecto a la
recuperación de materiales como el plástico, un ejemplo es la Universidad Distrital francisco
José de Caldas en el cual se desarrolló un proyecto de los autores denominado diseño de un
laboratorio de transformación de plástico reciclado para la Universidad Francisco José de Caldas,
facultad tecnológica, en el proyecto de ingeniería de producción el cual tenía como finalidad
desarrollar un laboratorio en la facultad tecnológica que promoviera el conocimiento de
transformación de materiales reciclados, debido a las problemáticas ambientales que genera el
mal manejo de plásticos reciclados como es las botellas de plástico fabricadas a base de PET
(tereftalato de polietileno). Otro proyecto desarrollado en la Universidad Distrital fue Planta de
transformación de plástico recuperado PET, PEAD y PEBD, en la ciudad de Bogotá D.C. en el
proyecto curricular de especialización en Gestión de Proyectos de Ingeniería del 2018.
Otro ejemplo de estrategias de promoción a la recuperación de materiales desde la academia es la
escuela colombiana de carreras industriales en busca de fomentar el conocimiento en el
aprovechamiento de residuos plásticos, oferta actualmente el curso de 40 horas e Recuperación y
Reutilización de Residuos Plásticos, el cual busca que se estudien todos los aspectos técnicos
relacionados con el tratamiento y disposición de los residuos sólidos plásticos.
2.2.2. Aspectos ambientales del plástico en Bogotá
En Bogotá no todos los residuos de plástico llegan al relleno sanitario, una cantidad significativa
navega por fuentes hídricas sin poder ser controlados o quedan en las vías públicas de la ciudad.
El impacto inicial es el paisajístico, ya que los residuos impactan la ciudad. Los residuos que más
se observan en las calles y las alcantarillas, son los plásticos como envolturas o empaques,
taponándolas y perjudicando las vías en épocas de lluvias por inundaciones y generando
problemas de movilidad y estancamiento de las canaletas de desagüe. En lugares específicos de
la ciudad, ya se han tomado medidas para mitigar el asunto, instalando mallas azules, para
impedir que se filtren los residuos a las alcantarillas; sin embargo, esta medida solo se ha tomado
en un parte de la ciudad. Los residuos de plástico recolectados por el camión de la basura son
enterrados en el Relleno Sanitario Doña Juana, junto a los otros residuos de toda la ciudad.
El relleno tiene una vida útil limitada, por ende, los residuos plásticos además de ocupar espacio,
generan mayor volumen por el aire almacenado, que no permiten una compactación óptima de
todos los residuos, reduciendo el tiempo de vida del relleno.
Al enterrar los residuos plásticos se genera una pérdida de material y energía, que podría
significar una reducción en demanda de materias primas. Es deseable enterrar la menor cantidad
de residuos plásticos que se pueden recuperar y transformar para prolongar la vida útil de Doña
Juana optimizando su funcionamiento.

11
2.3. ANÁLISIS DOFA
Tabla 5 Análisis DOFA
ANÁLISIS
INTERNO
FORTALEZAS DEBILIDADES
1. Existe disponibilidad de recursos
materiales como son la maquinaria y
la planta física
2. La maquinaria y herramientas
disponibles para el desarrollo de la
actividad no son obsoletas.
1. No existe una estructura
organizacional establecida.
2. Se puede presentar
incumplimiento de las entregas
3. Falta de liquidez y recaudos
4. Falta de stock y materia prima
ANÁLISIS
EXTERNO
OPORTUNIDADES AMENAZAS
1. La localidad en la que se quiere
incursionar genera un volumen
considerable de residuos
2. cuenta con buenas y grandes vías de
acceso.
3. Las empresas del sector de muebles
se ubican hacia el centro y hacia el
noroccidente
4. Suministrar diferentes formas de pago
a los clientes
5. Establecimiento de canales de
comunicación óptimos
6. Incursionar en el mercado de muebles
con productos eco sostenibles
1. Entrega de los proyectos en
tiempos cortos.
2. Periodo extenso de pago de los
clientes
3. No contar con condiciones de
pago a crédito con los proveedores
4. Retraso en el suministro de
Materia prima
5. No contar con reconocimiento de
marca, debido a la incursión en el
mercado
Fuente: los autores
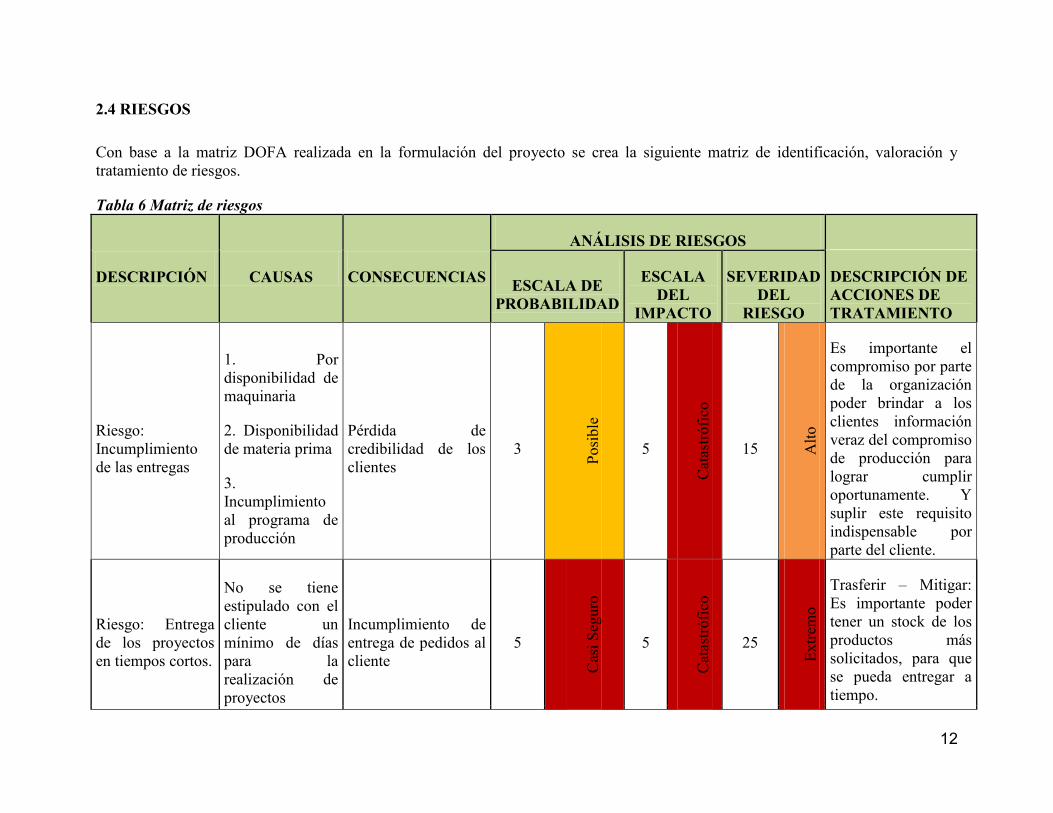
12
2.4 RIESGOS
Con base a la matriz DOFA realizada en la formulación del proyecto se crea la siguiente matriz de identificación, valoración y
tratamiento de riesgos.
Tabla 6 Matriz de riesgos
DESCRIPCIÓN CAUSAS CONSECUENCIAS
ANÁLISIS DE RIESGOS
ESCALA DE
PROBABILIDAD
ESCALA
DEL
IMPACTO
SEVERIDAD
DEL
RIESGO
DESCRIPCIÓN DE
ACCIONES DE
TRATAMIENTO
Riesgo:
Incumplimiento
de las entregas
1. Por
disponibilidad de
maquinaria
2. Disponibilidad
de materia prima
3.
Incumplimiento
al programa de
producción
Pérdida de
credibilidad de los
clientes
3
Posi
ble
5
Cat
astr
ófi
co
15 Alt
o
Es importante el
compromiso por parte
de la organización
poder brindar a los
clientes información
veraz del compromiso
de producción para
lograr cumplir
oportunamente. Y
suplir este requisito
indispensable por
parte del cliente.
Riesgo: Entrega
de los proyectos
en tiempos cortos.
No se tiene
estipulado con el
cliente un
mínimo de días
para la
realización de
proyectos
Incumplimiento de
entrega de pedidos al
cliente
5
Cas
i S
eguro
5
Cat
astr
ófi
co
25
Extr
emo
Trasferir – Mitigar:
Es importante poder
tener un stock de los
productos más
solicitados, para que
se pueda entregar a
tiempo.
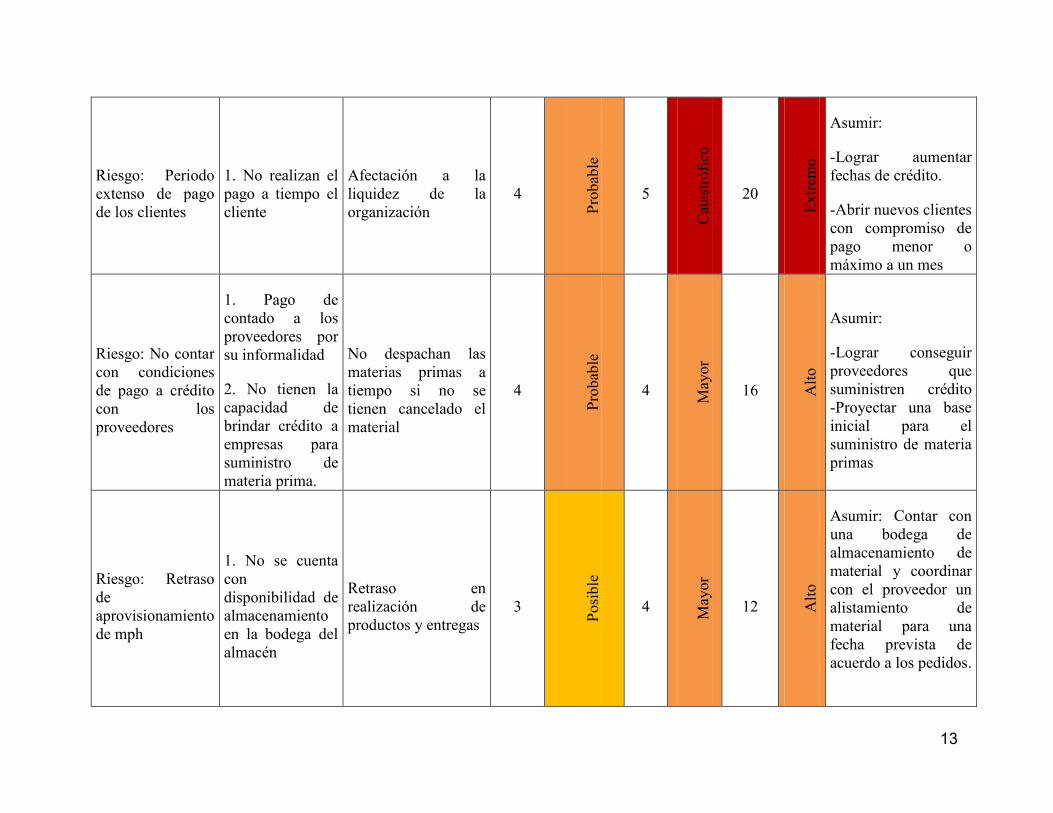
13
Riesgo: Periodo
extenso de pago
de los clientes
1. No realizan el
pago a tiempo el
cliente
Afectación a la
liquidez de la
organización
4
Pro
bab
le
5
Cat
astr
ófi
co
20
Extr
emo
Asumir:
-Lograr aumentar
fechas de crédito.
-Abrir nuevos clientes
con compromiso de
pago menor o
máximo a un mes
Riesgo: No contar
con condiciones
de pago a crédito
con los
proveedores
1. Pago de
contado a los
proveedores por
su informalidad
2. No tienen la
capacidad de
brindar crédito a
empresas para
suministro de
materia prima.
No despachan las
materias primas a
tiempo si no se
tienen cancelado el
material
4
Pro
bab
le
4
May
or
16 Alt
o
Asumir:
-Lograr conseguir
proveedores que
suministren crédito
-Proyectar una base
inicial para el
suministro de materia
primas
Riesgo: Retraso
de
aprovisionamiento
de mph
1. No se cuenta
con
disponibilidad de
almacenamiento
en la bodega del
almacén
Retraso en
realización de
productos y entregas
3 P
osi
ble
4
May
or
12 Alt
o
Asumir: Contar con
una bodega de
almacenamiento de
material y coordinar
con el proveedor un
alistamiento de
material para una
fecha prevista de
acuerdo a los pedidos.

14
Riesgo: Corto
plazo en tiempos
de entrega
No se cuenta con
un tiempo estable
para tiempos de
entrega
No entregar a tiempo
los pedidos 4
Pro
bab
le
4
May
or
16 Alt
o
Asumir:
1. Realizar estudio de
mercado de los
principales productos
que requiera generar
stock, con el fin de
proyectar su
realización y
almacenamiento para
entrega inmediata
Riesgo: Falta de
liquidez y
recaudos
No pagar
oportunamente
las facturas
Afectación a la
liquidez de la
organización
3
Posi
ble
3
Moder
ado
9
Moder
ado
Asumir – Mitigar:
Hay algunos clientes
que manejan sus
tarifas de pagos, y
esta negociación debe
aceptarse porque es
un requisito para la
misma con el área de
gerencia y finanzas se
han buscado
alternativas para
poder solucionar la
liquidez, como
organizar los
productos que deben
generar un stock con
el fin de dar respuesta
más oportuna y así
poder exigir el pago
de los productos de
contado.

15
Riesgo: Falta de
stock y materia
prima
1. Falta de
comunicación2.
Falta de
disponibilidad de
espacio en
bodega
Inventario sin
mínimos de stock 3
Posi
ble
4
May
or
12 Alt
o
Asumir:
*Negociar con
nuevos proveedores.
* Lograr obtener el
espacio suficiente de
almacenamiento.
* Tratar de negociar
productos de mayor
rotación y tenerlos en
bodega.
* Aumentar niveles
de stock
Riesgo: No contar
con ingresos
propios para el
financiamiento
del proyecto
1. No se cuenta
con el musculo
financiero para el
proyecto.
La negación de la
financiación del
proyecto
4
Pro
bab
le
5
Cat
astr
ófi
co
20
Extr
emo
Asumir- Mitigar:
* Generar estrategias
que permitan canales
efectivos de
comercialización.
*Gestionar
financiamiento de
entidades
gubernamentales que
fomentan la creación
de empresas en el
país.
*Gestionar fuentes de
financiamiento
diferentes a entidades
bancarias que brinden
apoyo
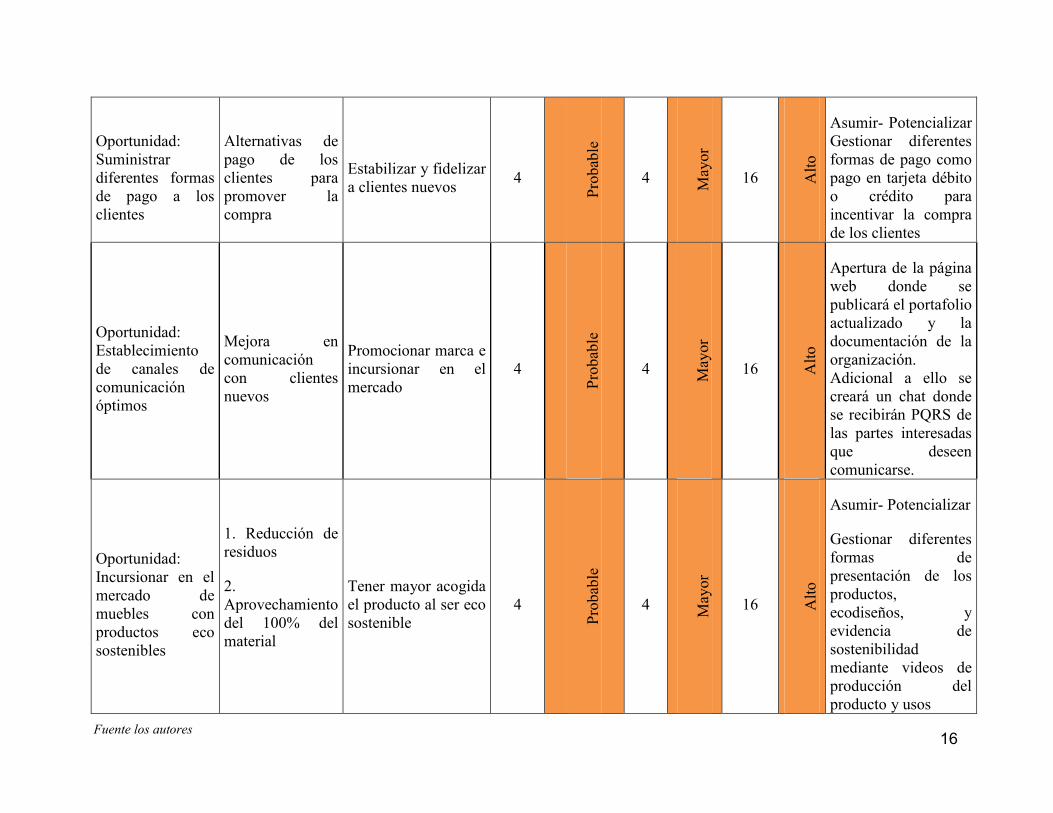
16
Fuente los autores
Oportunidad:
Suministrar
diferentes formas
de pago a los
clientes
Alternativas de
pago de los
clientes para
promover la
compra
Estabilizar y fidelizar
a clientes nuevos 4
Pro
bab
le
4
May
or
16 Alt
o
Asumir- Potencializar
Gestionar diferentes
formas de pago como
pago en tarjeta débito
o crédito para
incentivar la compra
de los clientes
Oportunidad:
Establecimiento
de canales de
comunicación
óptimos
Mejora en
comunicación
con clientes
nuevos
Promocionar marca e
incursionar en el
mercado
4
Pro
bab
le
4
May
or
16 Alt
o
Apertura de la página
web donde se
publicará el portafolio
actualizado y la
documentación de la
organización.
Adicional a ello se
creará un chat donde
se recibirán PQRS de
las partes interesadas
que deseen
comunicarse.
Oportunidad:
Incursionar en el
mercado de
muebles con
productos eco
sostenibles
1. Reducción de
residuos
2.
Aprovechamiento
del 100% del
material
Tener mayor acogida
el producto al ser eco
sostenible
4 P
robab
le
4
May
or
16 Alt
o
Asumir- Potencializar
Gestionar diferentes
formas de
presentación de los
productos,
ecodiseños, y
evidencia de
sostenibilidad
mediante videos de
producción del
producto y usos

17
3. ESTUDIO DE MERCADOS
3.1. DEMANDA
Para conocer el estado del mercado se estima el consumo real a través de la producción, para
cada producto se estima una demanda a partir de una proyección, que tiene de base la cantidad
que el mercado requiere.
3.1.1. Descripción de la Demanda de Maderas
En los últimos años, la producción del sector de producción muebles tuvo su mayor pico en el
2012 con $2.29 billones de pesos, luego de esto la producción bajo en el 2013 y se ha mantenido
más o menos estable hasta el 2016 con ligeras variaciones incrementándose ese año en 1.93%
con relación al 2015; sin embargo ha perdido participación en el total del sector manufacturero
del país, según cifras de la encuesta anual manufacturera elaborada por el DANE en el 2016, la
producción bruta de muebles en el 2013 fue de $1.71 billones de pesos, con lo cual aportaba en
0.84%, mientras que en el 2016 la producción bruta fue de $1.74 billones de pesos con lo cual
aporta al sector manufacturero en 0.72%. (DANE, 2016).
3.1.2 Demanda Madera plástica tablones
El consumo de madera plástica se ve reflejado en diversos usos, los muebles consumen madera
convencional y los últimos años se ha introducido el consumo de madera plástica, en la
siguiente tabla se relaciona el consumo dentro del país de tablones aglomerados y las
importaciones anuales de estos en plástico. (Tabla 6).
En el grafico (Figura 6), se muestra como en los picos la producción ha estado por debajo de las
importaciones, ha habido periodos donde es más alta la importación que la producción interna.
Tabla 7 Histórico en miles de madera plástica
Histórico en miles de madera plástica
Aglomerados Producción Importaciones Consumo
aparente
2004 20,968,843 23,773,909 44,744,759
2005 18,642,746 24,345,239 42,989,994
2006 85,628,680 23,197,826 108,828,517
2007 31,381,197 21,195,726 52,578,936
2008 37,542,480 22,667,751 60,212,246
2009 16,072,157 26,036,640 42,110,814
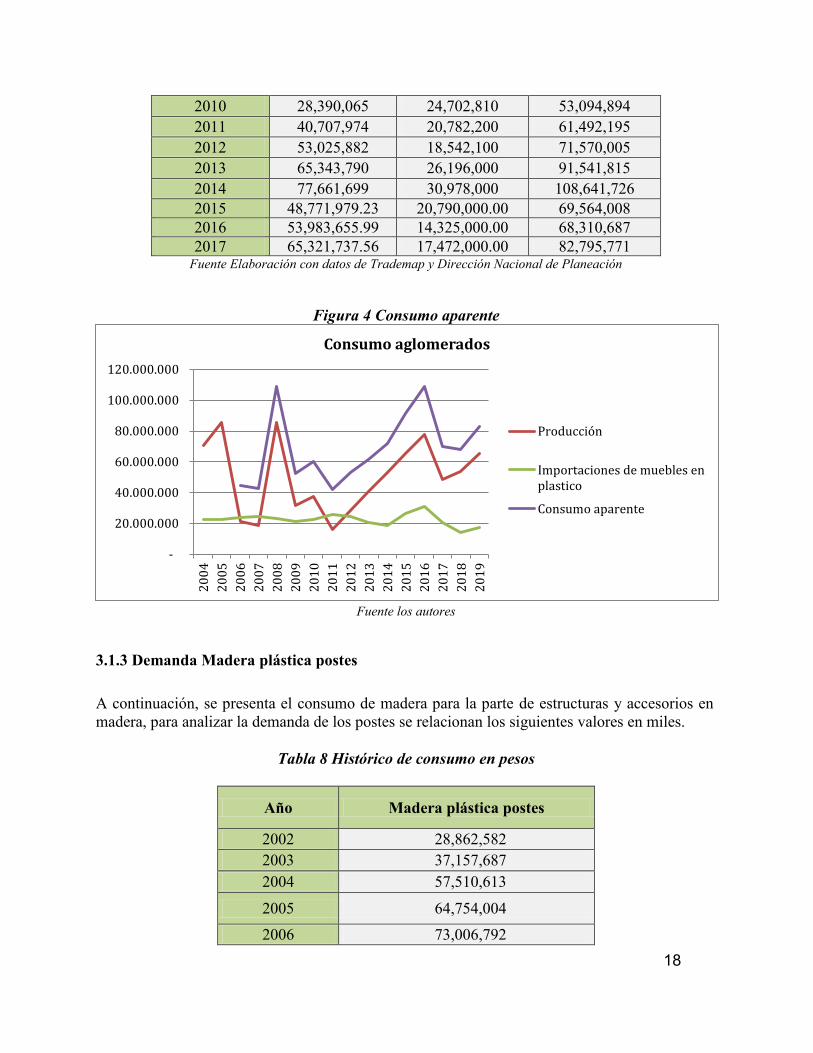
18
2010 28,390,065 24,702,810 53,094,894
2011 40,707,974 20,782,200 61,492,195
2012 53,025,882 18,542,100 71,570,005
2013 65,343,790 26,196,000 91,541,815
2014 77,661,699 30,978,000 108,641,726
2015 48,771,979.23 20,790,000.00 69,564,008
2016 53,983,655.99 14,325,000.00 68,310,687
2017 65,321,737.56 17,472,000.00 82,795,771 Fuente Elaboración con datos de Trademap y Dirección Nacional de Planeación
Figura 4 Consumo aparente
Fuente los autores
3.1.3 Demanda Madera plástica postes
A continuación, se presenta el consumo de madera para la parte de estructuras y accesorios en
madera, para analizar la demanda de los postes se relacionan los siguientes valores en miles.
Tabla 8 Histórico de consumo en pesos
Año Madera plástica postes
2002 28,862,582
2003 37,157,687
2004 57,510,613
2005 64,754,004
2006 73,006,792
-
20.000.000
40.000.000
60.000.000
80.000.000
100.000.000
120.000.000
20
04
20
05
20
06
20
07
20
08
20
09
20
10
20
11
20
12
20
13
20
14
20
15
20
16
20
17
20
18
20
19
Consumo aglomerados
Producción
Importaciones de muebles enplastico
Consumo aparente

19
2007 80,758,308
2008 94,435,265
2009 105,128,674
2010 115,822,084
2011 126,515,493
2012 137,208,903
2013 147,902,313
2014 158,595,722 Fuente Elaboración con datos de Trademap y Dirección Nacional de Planeación
3.1.4 Descripción de la Demanda sector textilero
El sector textil en Colombia ha cambiado notoriamente de acuerdo a la revaluación del peso
frente a divisas estadounidenses, el incremento de la participación de este mercado mundial de
China, crisis entre países como es el caso con Venezuela, caída de la demanda por el
contrabando proveniente de países asiáticos, débil producción del algodón y fibras sintéticas,
bajo nivel de productividad empresarial, bajo nivel de productividad e innovación empresarial, la
caída de la producción y el dumping entre otros, sin embargo pese a estos inconvenientes ha
mostrado tendencia al crecimiento aunque un poco moderado se ha venido dando siendo el sub
sector de la confección el que mayor aporta al sector el general. (Sánchez, 2013).
Las empresas de confecciones corresponden a la manufacturación de diversas prendas de vestir.
Según el informe de mitad de año el Ministerio de Comercio, dicho mercado representa el 8.6%
del total del PIB industrial en Colombia, haciendo del país un referente líder en producción de
moda a nivel internacional.
De igual manera, la creación e innovación de diseños junto a las herramientas tecnológicas
hacen parte esencial de las industrias al generar mayor competitividad y productividad con otros
países.
Tabla 9 Consumo de material para confección en Colombia
Tipo de Fibra Consumo Ton/Año Tasa (%)
Algodón 99.000 55.1
Filamento de Poliéster 31.200 17.3
Fibra de poliéster 20.600 11.4
Fibra acrílica 10.500 5.8
Nylon 10.000 5.6
Lana 3.400 1.9
Lycra 3000 1.7
Fibra Celulosa 2100 1.2
Total 179.800 100 Fuente: Secretaria de ambiente 2010.

20
Tabla 10 Volumen de producción de materiales para confección en Bogotá (Ton/día)
Tipo de Fibra Consumo
Ton/Año Género de punto Total %
Poliéster 20.076 6.888 26.964 43
Algodón 2.448 13.560 16.008 25,5
Acrílico 6.556 3.876 8.021 12,85
Nylon 720 4.416 5.136 8,27
Poliéster/ Algodón 1.156 1.560 2.712 4,37
Otras mezclas 480 1.788 2.268 3,62
Acetato 864 180 1.044 1,66
Lana 408 48 456 0,73
Total 30.300 32.316 62.616 100 Fuente: secretaria de ambiente 2010.
Tabla 11 Tamaño de las empresas del sector de la confección
Tamaño Número
Microempresas 1436
Mediana 161
Pequeña 44
Grande 28
Total 1669 Fuente: secretaria de ambiente 2010.
El consumo de fibras en el país tiene grandes volúmenes, y se ve reflejado en las importaciones,
a continuación, se relaciona la producción, las importaciones y las exportaciones, siendo en total
un consumo aparente que se puede tomar de referencia en el comportamiento del mercado de
estas fibras sintéticas.
Tabla 12 Consumo aparente de Hilados sintéticos – histórico en pesos
Hilados de fibras
sintéticas Producción Importación Exportación
Consumo
aparente
2002 $ 296.910.285 $ 101.779.289 $ 18.127.046 $ 380.562.528
2003 $ 375.150.729 $ 111.817.576 $ 19.138.618 $ 467.829.687
2004 $ 423.121.189 $ 139.625.251 $ 27.559.208 $ 535.187.232
2005 $ 408.053.929 $ 151.148.400 $ 36.511.292 $ 522.691.037
2006 $ 436.932.860 $ 164.017.709 $ 46.842.586 $ 554.107.983
2007 $ 440.041.160 $ 195.270.215 $ 39.202.675 $ 596.108.700
2008 $ 375.024.244 $ 176.149.949 $ 55.903.348 $ 495.270.845
2009 $ 295.302.596 $ 146.793.306 $ 35.469.725 $ 406.626.177

21
Fuente DIAN – DANE a partir de cálculos del DNP - DDE
El comportamiento del mercado para las fibras sintéticas esta dado en un crecimiento, y se
evidencia que la producción se ha debilitado mientras que la importación va en aumento, como
se referencia en el siguiente gráfico.
Figura 5 Consumo aparente de Hilados sintéticos – histórico
Fuente los autores
y = 3E+06x + 5E+08
-
100.000.000
200.000.000
300.000.000
400.000.000
500.000.000
600.000.000
700.000.000
800.000.000
2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014
Hilados de fibras sintéticas
Producción Importación Exportación
Consumo aparente Lineal (Consumo aparente)
2010 $ 341.809.243 $ 196.363.691 $ 17.631.540 $ 520.541.394
2011 $ 343.605.537 $ 284.326.425 $ 22.519.861 $ 605.412.101
2012 $ 313.448.222 $ 262.034.038 $ 17.252.066 $ 558.230.194
2013 $ 268.904.024 $ 238.794.982 $ 13.707.540 $ 493.991.466
2014 $ 235.090.763 $ 265.970.940 $ 20.937.335 $ 480.124.368

22
3.1.5 Crecimiento del mercado
Para calcular el crecimiento del mercado, se realizó un análisis del histórico de producción de la
empresa SOCYA, esta empresa se escogió como punto de referencia ya que se dedica a la
trasformación de plástico reciclado en Pellets. El histórico disponible se encuentra desde que se
creó la planta en la estrella Antioquia, año 2012 hasta el año 2018. En la siguiente tabla se
relaciona las toneladas producidas de pellets de plástico reciclado
Tabla 13 Toneladas producidas de pellets de plástico reciclado
TONELADAS PRODUCIDAS DE PELLETS DE PLASTICO
RECICLADO
Descripción 2012 2013 2014 2015 2016 2017 2018
Toneladas anuales 2325 2713 3308 6056 7589 6318 7824
Promedio mensual 194 226 276 505 632 527 652
Diferencia entre mes - 32 50 229 128 -106 126
% crecimiento - 16,7% 21,9% 83,1% 25,3% -16,7% 23,8% Fuente planta de procesamiento de plástico reciclado SOCYA
Analizando el histórico de producción de toneladas de plástico procesado, se evidencia un
crecimiento promedio del 25% año a año para un total de 36.133 toneladas producidas y de
acuerdo al total de periodos registrados en el histórico de producción genera un promedio de
producción de toneladas de 5.162 anual. De acuerdo a la capacidad instalada que se proyecta
para la planta, se tomará como referencia el 5,5%, equivalente a 258 toneladas anual.
Tabla 14 Histórico de producción
Año Toneladas Porcentaje de
crecimiento
Diferencia entre
periodos
2012 2.325 6,43%
2013 2.713 7,51% 1,07%
2014 3.308 9,16% 1,65%
2015 6.056 16,76% 7,61%
2016 7.589 21,00% 4,24%
2017 6.318 17,49% -3,52%
2018 7.824 21,65% 4,17%
Fuente planta de procesamiento de plástico reciclado SOCYA
Como se evidencia en la tabla anterior, el mayor crecimiento se presentó en los periodos del
2015 y 2016, por lo cual se ajusta este promedio entre el periodo 3 y 4, se toma un crecimiento
del 2% para calcular el periodo 4 y una disminución del 3,5% para el periodo 3.
De acuerdo a los cálculos referenciados se plantea la siguiente proyección de producción, con el
fin de satisfacer el 5,5% del crecimiento del mercado.

23
100%
NO
SI
100%
NO
SI
Tabla 15 Histórico de producción
Fuente planta de procesamiento de plástico reciclado SOCYA
3.1.6 Encuestas a clientes potenciales
De acuerdo a la gran demanda que tiene en el sector de maderas y confecciones de Bogotá, se
tomó como muestra 30 empresas del sector de confección y 30 empresas del sector de
mobiliario. (Ver anexo 5). La encuesta que se realizó se encuentra relacionada .en las siguientes
graficas:
Figura 6 ¿Se encuentra en Bogotá?
Figura 7¿Se encuentra al norte de la
cuidad?
Figura 8 ¿Cuenta con sedes?
Figura 9 ¿Cuenta con los almacenes en la
planta principal?
y = 999,57x + 1163,6 R² = 0,8583
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
2012 2013 2014 2015 2016 2017 2018
Ton/plastico
15%
85%
NO
SI
Fuente los autores
Fuente los autores
Fuente los autores
Fuente los autores
Fuente los autores
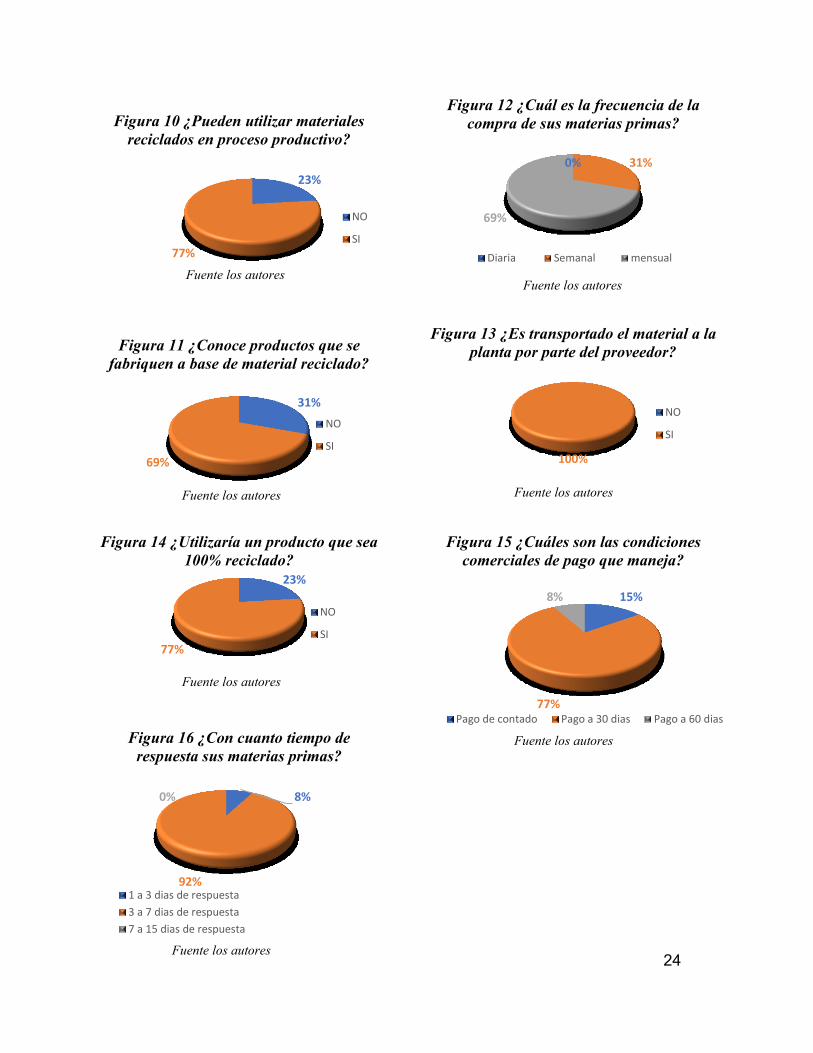
24
23%
77%
NO
SI
8%
92%
0%
1 a 3 dias de respuesta
3 a 7 dias de respuesta
7 a 15 dias de respuesta
15%
77%
8%
Pago de contado Pago a 30 dias Pago a 60 dias
Figura 10 ¿Pueden utilizar materiales
reciclados en proceso productivo?
Figura 11 ¿Conoce productos que se
fabriquen a base de material reciclado?
Figura 12 ¿Cuál es la frecuencia de la
compra de sus materias primas?
Figura 13 ¿Es transportado el material a la
planta por parte del proveedor?
Figura 14 ¿Utilizaría un producto que sea
100% reciclado?
Figura 15 ¿Cuáles son las condiciones
comerciales de pago que maneja?
Figura 16 ¿Con cuanto tiempo de
respuesta sus materias primas?
31%
69%
NO
SI
0% 31%
69%
Diaria Semanal mensual
100%
NO
SI
23%
77%
NO
SI
Fuente los autores
Fuente los autores
Fuente los autores
Fuente los autores
Fuente los autores
Fuente los autores
Fuente los autores
25
Por tanto, se identifica que de los clientes potenciales encuestados:
1. El 100% se encuentra en Bogotá
2. Se encuentra al norte de la cuidad
3. 100% Cuenta con sedes
4. 85% cuenta con los almacenes cerca o en la planta principal
5. 100% de los productos principales que desarrolla son sobre pedido
6. El 77% de los clientes creen que pueden utilizar materiales reciclados en proceso
productivo de muebles y confecciones
7. El 77% No conocen productos que se fabriquen a base de material reciclado
8. El 69% Utilizaría un producto que sea 100% reciclado
9. El 92% cuenta con un tiempo de respuesta de la compra de 1 a 3 días.
10. El 69% de los clientes compra con un periodo mensual
11. El 100% Es transportado el material a la planta por parte del proveedor?
12. De las condiciones comerciales de pago el 77% es pago 30 días
3.1.7 Caracterización de los clientes potenciales
La empresa ofrecerá productos y nos identifiquen como transformadores y productores de
madera e hilos a base de PET y PVA, además de ser primordialmente gestores ambientales y de
calidad, estos productos están dirigidos especialmente a clientes con las siguientes
características:
Tabla 16 Caracterización de clientes potenciales
DESCRIPCIÓN LÍNEA MADERAS E HILOS
Tipo de industria Confecciones y mobiliario
Tamaño Pequeña y mediana empresa
Ubicación Bogotá
Tiempo de respuesta a solicitud 2 días, debido a que inicialmente no se tiene la
capacidad de realizar stock de producto
Sector Privado
Contratación Por orden de compra
Crédito Sin crédito iniciando servicio
Facturación No sea mayor a 60 días
Restricciones Empresas que no requieran los productos pintados o
pigmentados
Fuente los autores

26
3.2. OFERTA
3.2.1 Descripción de la competencia
Tabla 17 Descripción de la competencia
NOMBRE DESCRIPCIÓN PRODUCTOS UBICACIÓ
N
MADERAS
PLÁSTICAS
Es una empresa que ofrece al mercado la
primera línea de perfiles y productos
plásticos para aplicaciones industriales, de
construcción, arquitectura y diseño,
fabricados a partir de reciclaje de desechos
plásticos domiciliarios e industriales.
- Agropecuario: Comedores, saladeros,
corrales, estantillos, pisos.
- Construcción: Bolardos, escaleras,
fachadas, garitas, muelles, puentes,
rejillas, puertas.
- Industria: estanterías, estibas, pisos,
estibas plásticas, carrocerías.
- Mobiliario: Loker y Perfilaría
Neiva
MADERPOL
Maderpol es una empresa dedicada a la
producción y fabricación de madera
plástica utilizada en aplicaciones de
sectores como amueblamiento urbano
construcción fincas industria de alimentos
logística y servicios públicos.
-Estibas, parques infantiles, bigas,
techos, casetas, cerramientos, estantería,
mesas, muelles, puentes, senderos
ecológicos, techo solar, techo escalera,
vivero.
La Estrella
Antioquia
COPRODUCTOS
Coproductos es una empresa colombiana
que recicla materiales plástico, para hacer
Ecoproductos.
- Agrícola: Corral, cercas, divisiones de
potreros, perfiles y pisos para
porquerizas
- Industrial: Estibas dobles, estibas
sencillas, postes el Ly en Y.
- Amueblamiento: Cercas internas,
cerramiento para parques y piscinas,
parques, topes, rampas.
Barranquilla
MADERPLASTIC
MADERPLASTIC es una empresa
especializada en la fabricación de productos
de madera plástica. Utiliza materias primas
recicladas provenientes de desechos
industriales y urbanos, logrando productos
totalmente ecológicos que contribuyen a
proteger y mejorar el medio ambiente.
- Amueblamiento: Sillas, mesas
- Industrial: estibas
- Agrícola: Comederos para Ganado,
Canoas, Pesebreras, Corrales, Establos,
Postes Agrícolas, Embarcaderos,
Marraneras y parques recreativos.
Cali
Candelaria
PLASTICOS
ACEVEDO
Plásticos Acevedo es una empresa dedicada
a la fabricación de madera plástica para los
sectores industriales, agro y ganadero.
- Cerramientos y portadas, muelles y
puentes.
- Parques infantiles, mobiliario, estibas
plásticas, poste o perfil plástico, tablón
plástico, invernaderos, pesebreras,
picaderos, corrales y establos, tejas
plásticas, mesas, canastas y sillas.
Bogotá D.C.

27
OCOPLAST
Ocoplast es una empresa colombiana se
dedica a la elaboración de productos con
plástico reciclado como materia prima
aprovechando sus diferentes características
y beneficios como sustituto de la madera de
los árboles.
- Bloques
-Tablones
- Estacon o perfil
Neiva
Palermo
ECORIENTE
Ecoriente es una empresa colombiana que
integra la recuperación de envases plásticos
provenientes del sector industrial y urbano,
-Bloques
-Tablones
- Perfiles
Yopal
ECOCIENCIA
Una empresa de madera plástica, pellets y
construcciones sostenibles con puntualidad,
diseño, coste y calidad.
Agropecuario: Comedores, saladeros,
corrales, estantillos, pisos.
Construcción: Bolardos, escaleras,
fachadas, garitas, muelles, puentes,
rejillas, puertas, cocinas integrales y
casas modulares, estanterías, estibas,
pisos, estibas plásticas, carrocerías,
mobiliario y perfiles
Medellín
ECOHILANDES
Ecohilandes produce hilazas y telas, pero
ha empezado a explorar el negocio del
producto terminado. A través de su marca
Natuh, confeccionan productos de hogar y
tienen una línea comercial que elabora
piezas publicitarias para empresas, como
bolsas y manillas.
Telas y Ponchos: Nuestros textiles están
compuestos en un 50% botellas de
plástico reciclado PET y 50% sobrantes
de confección. No usamos químicos ni
tinturas ya que el color lo da el sobrante
de confección el cual tenemos
clasificado por colores.
La estrella,
Antioquia
APROPLAST
Aproplast se dedica al reciclaje de
plásticos, se especializó aún más con la
adquisición de una línea de reciclaje botella
a botella, y comenzó a comercializar RPET
Repet
Escamas de PET
Bogotá D.C.
COINDUSTRIA
Coindustria es la gran comunidad de
profesionales y usuarios de la ecoindustria,
el desarrollo sostenible y la eco-innovación
que conecta a todos los intervinientes en la
recueperación y clasificación de materiales
aprovechables
Actividades:
- Recuperación y clasificación de
materiales
- Compra y venta de materiales
reciclados
Bogotá D.C.
KENT
INDUSTRIAS
KENT Y
SORRENTO S.
Hilos plásticos de polipropileno extruido.
Ideales para amarres en el sector agrícola.
Para tutoreo de cultivos y sujeción de
plantas.
Igualmente ideales para amarres
multipropósito de empaques y embalajes.
• Sacos tubulares fabricados de cintas de
polipropileno tejido.
• Big Bag: Los big bag son sacos de
gran capacidad, elaborados en tela de
rafia de polipropileno desde 150 hasta
230 g/m2 para empacar, transportar y
almacenar productos o materiales.
Medellín

28
ENKA
COLOMBIA
En Enka de Colombia S.A. produce y
comercializa polímeros y fibras químicas
de Poliéster y Nylon, materias primas para
la industria en forma de gránulos, fibras,
filamentos textiles e industriales y lona para
llantas. Se inició hace 4 años en la
implementación de este proceso que
permite transformar el plástico pet, en su
mayoría utilizado para envases de gaseosas
y jugos, en fibras sintéticas para la
elaboración de textiles, camiseta deportiva
o en un relleno de almohada.
Hilos industriales: hilos, cables,
cuerdas, redes, refuerzos para llantas y
telas industriales.
Fibras: Se ha diseñado con la más alta
tecnología, un tipo especial de para
aplicaciones como hilatura tipo algodón,
tipo lana, construcción de no tejidos,
rellenos, abrasivos y geotextiles.
Resinas: Diseñados para aplicaciones
de empaques, envases, extrusión de
hilos para uso textil e industrial
Girardota
Antioquia
Fuente los autores
3.2.2 Análisis de la oferta
De acuerdo a la oferta actual del mercado actual se presentan las siguientes estadísticas de las
empresas la principal materia prima empleada por los industriales del sector textil y de
confecciones fue la fibra de algodón, con un 28.9% del total en 2013. El uso de esta materia
prima se redujo en 2.7 puntos porcentuales respecto a 2012. La segunda materia prima más
empleada fueron las fibras sintéticas cortas o discontinuas que representaron un 14.9% en 2013,
superior al 12.2% observado en 2012. (EAM,2013).
Figura 17 Productos con mayor
participación porcentual
Figura 18 Participación porcentual del
sector de hilados, tejidos y acabados
textiles
A partir del estudio del mercado actual se evidencia el precio y las medidas que se manejan
actualmente en el mercado. Ver anexo 4.
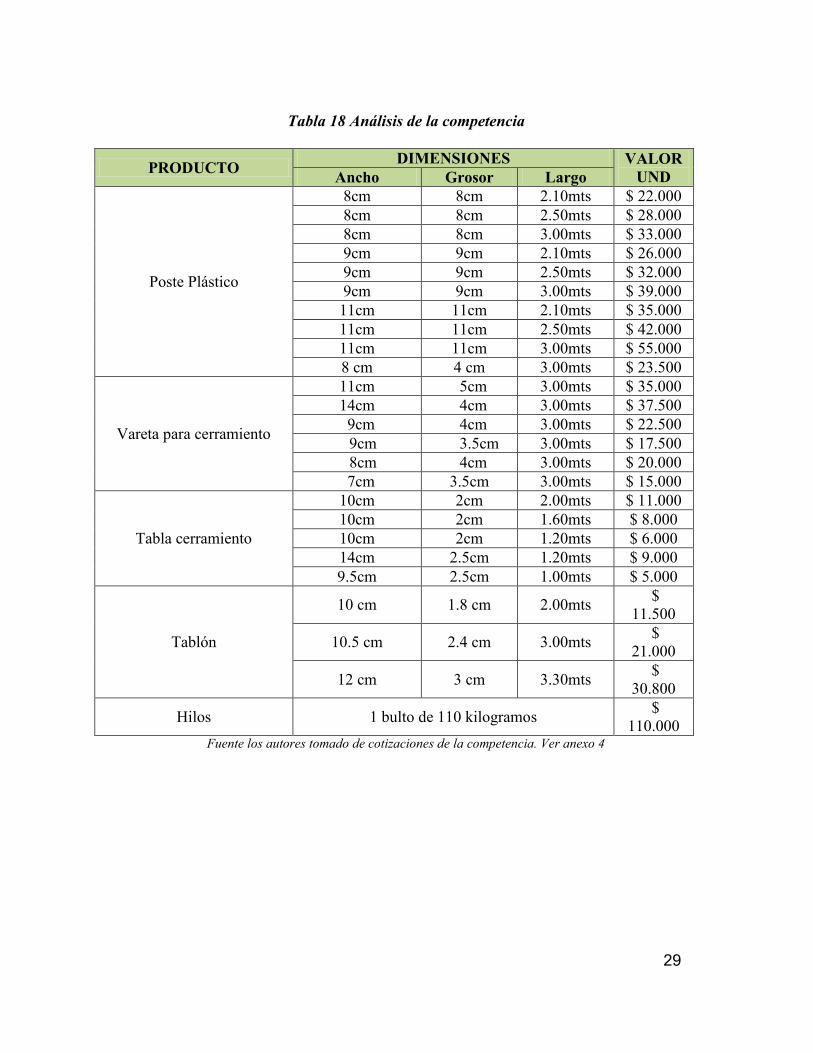
29
Tabla 18 Análisis de la competencia
PRODUCTO DIMENSIONES VALOR
UND Ancho Grosor Largo
Poste Plástico
8cm 8cm 2.10mts $ 22.000
8cm 8cm 2.50mts $ 28.000
8cm 8cm 3.00mts $ 33.000
9cm 9cm 2.10mts $ 26.000
9cm 9cm 2.50mts $ 32.000
9cm 9cm 3.00mts $ 39.000
11cm 11cm 2.10mts $ 35.000
11cm 11cm 2.50mts $ 42.000
11cm 11cm 3.00mts $ 55.000
8 cm 4 cm 3.00mts $ 23.500
Vareta para cerramiento
11cm 5cm 3.00mts $ 35.000
14cm 4cm 3.00mts $ 37.500
9cm 4cm 3.00mts $ 22.500
9cm 3.5cm 3.00mts $ 17.500
8cm 4cm 3.00mts $ 20.000
7cm 3.5cm 3.00mts $ 15.000
Tabla cerramiento
10cm 2cm 2.00mts $ 11.000
10cm 2cm 1.60mts $ 8.000
10cm 2cm 1.20mts $ 6.000
14cm 2.5cm 1.20mts $ 9.000
9.5cm 2.5cm 1.00mts $ 5.000
Tablón
10 cm 1.8 cm 2.00mts $
11.500
10.5 cm 2.4 cm 3.00mts $
21.000
12 cm 3 cm 3.30mts $
30.800
Hilos 1 bulto de 110 kilogramos $
110.000 Fuente los autores tomado de cotizaciones de la competencia. Ver anexo 4
30
Tabla 19 Descripción de Proveedores Potenciales
Fuente los autores
3.3 DESCRIPCIÓN DE LOS PRODUCTOS
A continuación, se presenta las fichas técnicas de descripción de los productos que ofrecerá la
organización, en ella se describen las características físicas de los productos y los componentes
principales a desarrollar en producción como la cantidad de suministro de acuerdo a la capacidad
instalada y el precio comercial del producto.
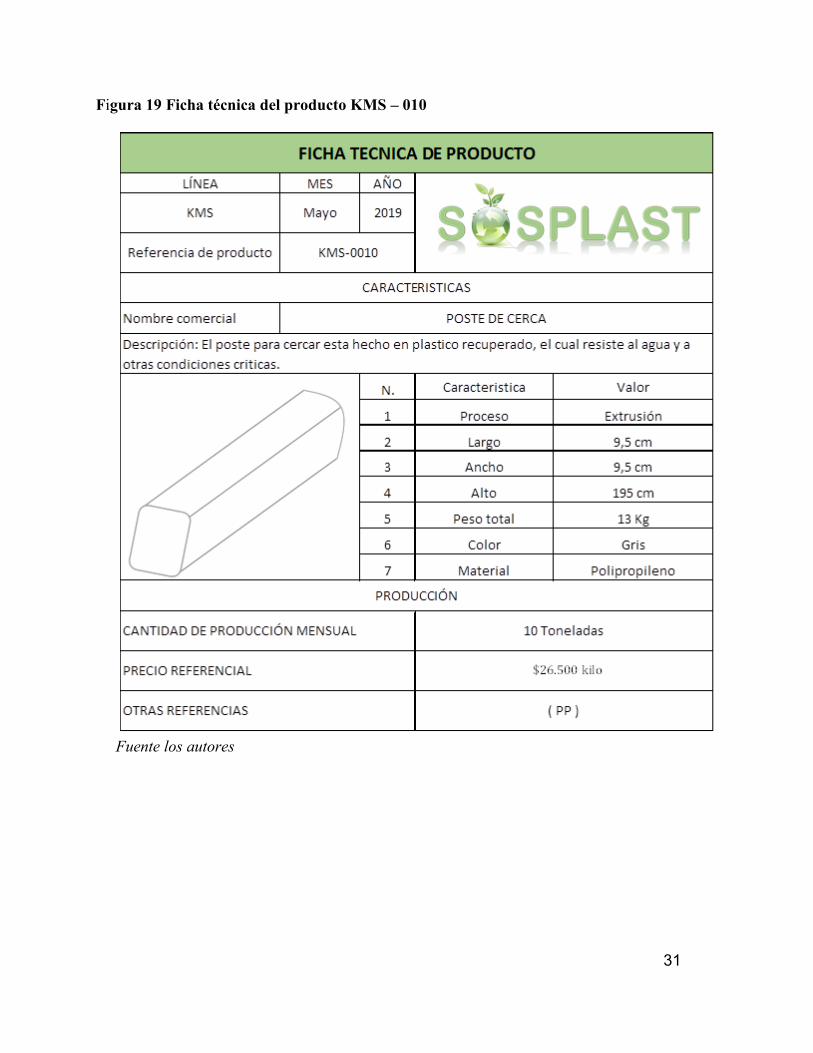
31
Figura 19 Ficha técnica del producto KMS – 010
Fuente los autores

32
Figura 20 Ficha técnica del producto KMS – 0020
Fuente los autores

33
Figura 21 Ficha técnica del producto AMS – 0010
Fuente los autores
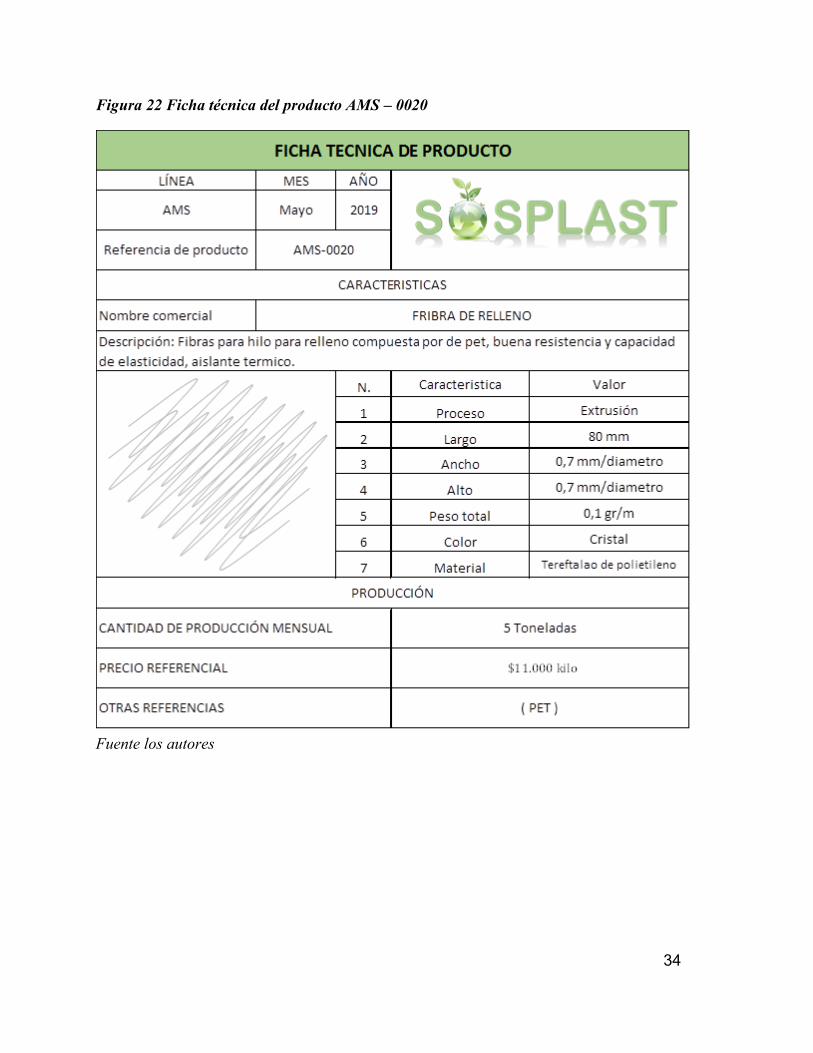
34
Figura 22 Ficha técnica del producto AMS – 0020
Fuente los autores

35
Tabla 20 Suministro de materia prima para cada producto
Fuente los autores
LINEA
PRODUCTO POSTE TABLON FIBRA H FIBRA R
MATERIA PRIMA KILO ESCAMAS KILO ESCAMAS
ENCARGADOALMACEN
MP
ALMACEN
MP
ALMACEN
MP
ALMACEN
MP
OPERACIONESLOGISTICA
DE MATERIAL
LOGISTICA
DE MATERIAL
LOGISTICA
DE MATERIAL
LOGISTICA
DE MATERIAL
COSTO UNID 1100 1500 1400 1850
UNIDAD KL KL KL KL
MATERIALPET
(CRISTAL)
PET
(CRISTAL)PP PP
TIPO {1} {1} {1} {1}
UNIDADES GLOBO BULTO GLOBO BULTO
PROVEEDOR 1 ARPE 35000 65000 45000 75000
PROVEEDOR 2
RECICRECER32000 N/A 43000 N/A
PROVEEDOR 3 AIRE 30000 N/A 41500 N/A
KMS AMS

36
3.4 DETERMINACIÓN DEL PRECIO
Para determinar el precio se tuvieron en cuenta los costos de almacenamiento, transformación
del material, y las cantidades de producción que se mostraran a continuación. También se tuvo
en cuenta los precios actuales de la competencia. Ver anexo 4 análisis de la competencia.
Tabla 21 Descripción de producto
PRODUCTO VALOR
UNIDAD
PESO
UNIDAD PESO KILO
HILOS Y FIBRAS $ 8.000,00 10 Kg $ 1.000
POSTES $ 18.000,00 13 Kg $ 1.846
TABLON $ 25.000,00 16 Kg $ 1.875
Fuente los autores
Tabla 22 Estructura de precio del producto
DESCRIPCIÓN PORCENTAJE HILOS/
FIBRAS POSTES TABLON
Costos operacionales 60% $ 4.800 $ 10.800 $ 15.000
Gastos administrativos 15% $ 1.200 $ 2.700 $ 3.750
Utilidad e impuestos 25% $ 2.000 $ 4.500 $ 6.250
Precio final 100% $ 9.000 $ 22.000 $ 25.000
I.V.A. 19% $ 1.520 $ 3.420 $ 4.750
Precio a comercializador $ 10.520 $ 25.420 $ 29.750
Margen comercializador 6% $ 480 $ 1.080 $ 1.500
Precio final $ 11.000 $ 26.500 $ 31.250
Fuente los autores
3.5 CANALES DE COMERCIALIZACIÓN
Considerando los eslabones constitutivos de la cadena de comercialización, se plantea la
siguiente alternativa para el proyecto, con la cual se plantean los canales de distribución:
Productor - mayorista - minorista - consumidor
Las estrategias publicitarias que se plantean para SOSPLAST S.A.S son:
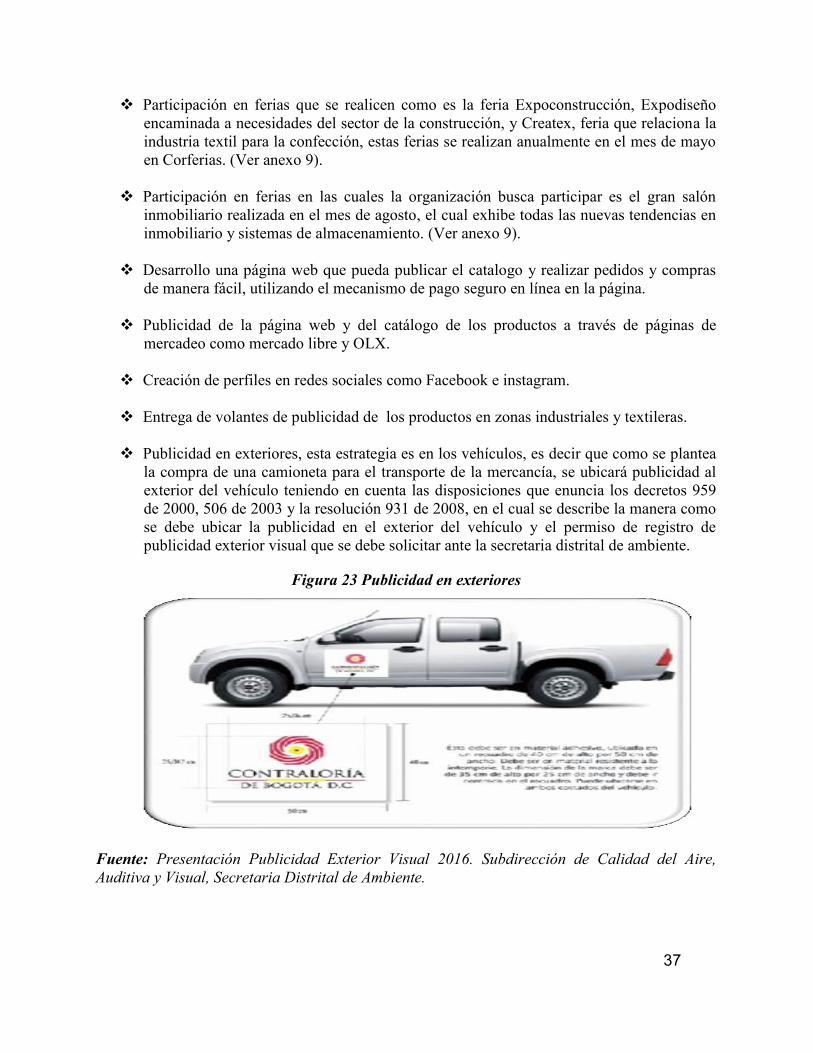
37
Participación en ferias que se realicen como es la feria Expoconstrucción, Expodiseño
encaminada a necesidades del sector de la construcción, y Createx, feria que relaciona la
industria textil para la confección, estas ferias se realizan anualmente en el mes de mayo
en Corferias. (Ver anexo 9).
Participación en ferias en las cuales la organización busca participar es el gran salón
inmobiliario realizada en el mes de agosto, el cual exhibe todas las nuevas tendencias en
inmobiliario y sistemas de almacenamiento. (Ver anexo 9).
Desarrollo una página web que pueda publicar el catalogo y realizar pedidos y compras
de manera fácil, utilizando el mecanismo de pago seguro en línea en la página.
Publicidad de la página web y del catálogo de los productos a través de páginas de
mercadeo como mercado libre y OLX.
Creación de perfiles en redes sociales como Facebook e instagram.
Entrega de volantes de publicidad de los productos en zonas industriales y textileras.
Publicidad en exteriores, esta estrategia es en los vehículos, es decir que como se plantea
la compra de una camioneta para el transporte de la mercancía, se ubicará publicidad al
exterior del vehículo teniendo en cuenta las disposiciones que enuncia los decretos 959
de 2000, 506 de 2003 y la resolución 931 de 2008, en el cual se describe la manera como
se debe ubicar la publicidad en el exterior del vehículo y el permiso de registro de
publicidad exterior visual que se debe solicitar ante la secretaria distrital de ambiente.
Figura 23 Publicidad en exteriores
Fuente: Presentación Publicidad Exterior Visual 2016. Subdirección de Calidad del Aire,
Auditiva y Visual, Secretaria Distrital de Ambiente.

38
4. ESTUDIO TÉCNICO Y ADMINISTRATIVO
4.1. PROCESO PRODUCTIVO
Para plantear el modelo de proceso y llevar a cabo el proyecto, es necesario calcular la cantidad
de procesos a utilizar, los tipos de máquinas y características que permita esquematizar el paso a
paso de la transformación de la materia prima en los productos que se desea fabricar, teniendo en
cuenta las características del producto y las necesidades potenciales del mercado. Para ello se
plantean dos líneas de producción una de fabricación de madera plástica y perfilería y la segunda
fabricación de hilo. Para ello se muestra los siguientes diagramas de desarrollo de cada línea:
Figura 24 Proceso de fabricación de madera plástica
RECEPCIÓN DE LA MATERIA PRIMA
ALISTAMIENTO DEL MATERIAL
TRANSFORMACIÓN DEL MATERIAL
EMBALAJE DEL MATERIAL
Inspección de la materia prima
Recepción de la materia prima
Material AptoAlmacén materias primas
Devolver
Trituración del material
Lavado del material
Material limpio y secoAlmacén materias primas
Carro de transporte de materia prima
triturada
Ajuste de Calibrador
Extrusión
Zona de enfriamiento
Inspección de calidad
Embalaje producto
Almacén materias primas
Inspección de calidad
No
Si
No
No
No
Si
Si
Si
Entrega de producto terminado
Secado del material
Fuente los autores
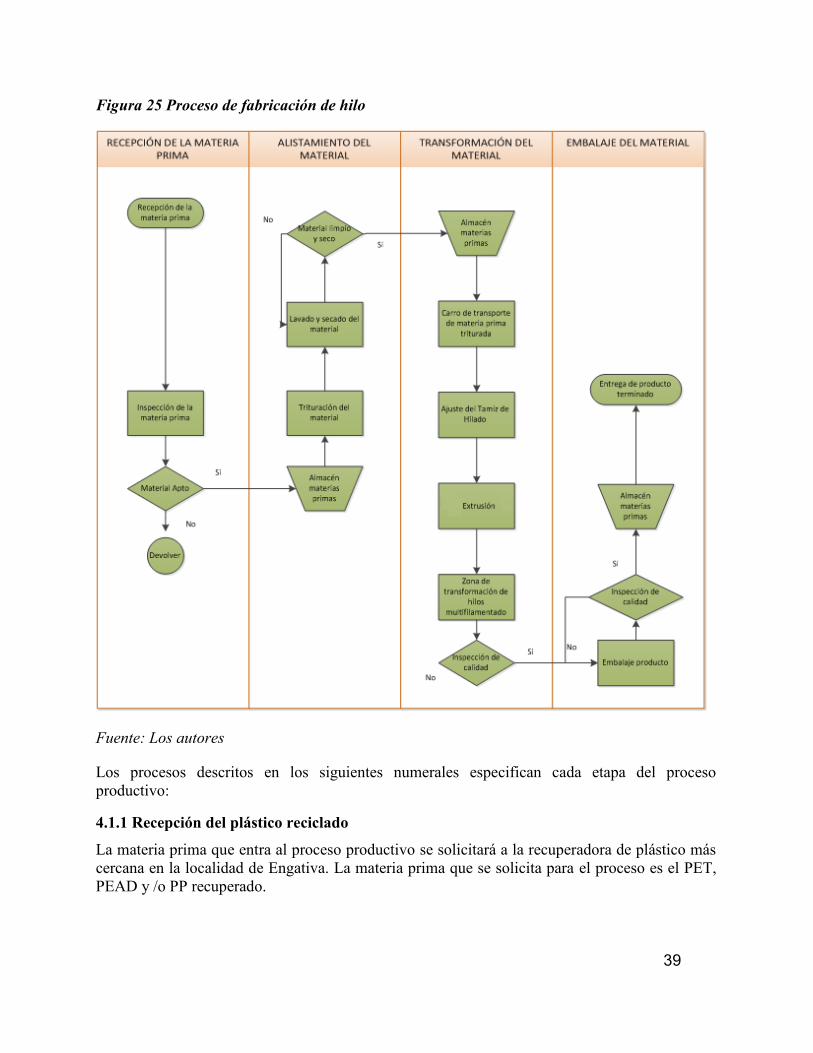
39
Figura 25 Proceso de fabricación de hilo
Fuente: Los autores
Los procesos descritos en los siguientes numerales especifican cada etapa del proceso
productivo:
4.1.1 Recepción del plástico reciclado
La materia prima que entra al proceso productivo se solicitará a la recuperadora de plástico más
cercana en la localidad de Engativa. La materia prima que se solicita para el proceso es el PET,
PEAD y /o PP recuperado.
40
4.1.2 Inspección de la materia prima
Se deben inspeccionar que la materia prima recibida este en buenas condiciones, este
previamente seleccionada de acuerdo a requerimiento y no contenga residuos de agentes
químicos peligrosos como fungicidas, residuos de aceite usado, entre otros. Esta inspección es
visual, posterior a ello se pesa y se valida con respecto al peso que se relacionó en la compra
realizada.
4.1.3 Almacenamiento
Después de contar con material en bodega, se lleva al área de almacén para contar con un stock
de materia prima que entra al proceso. Para este almacenamiento se dispone de una zona de
ubicación del material en pacas o en big bags, esto dependerá del proveedor. Este material se
organiza por su composición PP, PET y PEAD.
4.1.4 Trituración
Para contar con el material adecuado para alimentar la extrusora, debe estar en pequeños
fragmentos, esto hace parte de una preparación del material el cual va alimentar la extrusora que
es la que tiene la operación principal dentro del proceso, para que el material sea adecuado
deben ser cortados por una trituradora.
La trituradora solo debe ser usada para triturar PET, PEAD y PP, ya que son materiales de baja
resistencia, lo cual previene de provocar rupturas en las cuchillas y dañarse la máquina. En este
proceso se realiza una alimentación manual a la máquina de acuerdo a la planificación realizada
por el área de producción, con la cual el operario de acuerdo a la orden de producción ubica el
material que se va a triturar. En este proceso inicialmente la máquina, empuja mediante unos
rodillos la materia hacia las cuchillas del disco y lo tritura en pequeños trozos, luego los expulsa
hacia la salida de la máquina. Estas cuchillas son accionadas por motores eléctricos.
4.1.5 Lavado
Posterior al proceso de trituración se realiza el lavado del material con agua caliente, para
manejar fácilmente el material, remover la carga orgánica y pegamentos o demás residuos que
tiene el plástico reciclado. Es de aclarar que para este proceso no se utiliza ningún agente
químico, solamente agua.
4.1.6 Secado
Posterior al lavado de material se pasa a una secadora de lecho fluidizado, la cual seca casi en su
totalidad toda la escama que se tiene para procesar. Este proceso es fundamental para que no se
pegue el material en el tamiz de hilado, no se presenten burbujas, grumos o imperfecciones en el
proceso productivo.
41
4.1.7 Ajuste de calibradores para Extrusión
Para generar varios productos con la extrusora se ajustaran dos calibradores, los cuales dan la
forma a la mezcla que está saliendo de la extrusora. Los calibradores son utilizados en la línea de
extrusión para modificar por medio de los montajes, las formas que salen de la extrusión.
El primer tipo de calibrador que se utilizará en la zona de extrusión es de forma cuadrada el cual
tiene una salida fina de bajos calibres y de forma rectangular para las láminas producidas con el
material PEAD y el PP. El segundo calibrador denominado tamiz de hilado, cuenta con unas
salidas de pequeños agujeros para formar fibras con el material reciclado PET las cuales son
utilizadas en la industrial textil. Estos se deben montar antes de iniciar operación, como una
actividad de preparación, es decir, antes de calentar la máquina y se deben ajustar a la extrusora
por medio de tornillos.
4.1.8 Extrusión
Posterior al ajuste de los calibradores a la extrusora dependiente de la línea de producción que se
desee fabricar, se ubica las zonas de enfriamiento de acuerdo a la línea de producción de madera
o de hilos. Ver apartado 4.2.8 zona de enfriamiento.
De acuerdo a las hojas de seguridad se requiere llevar la extrusora a una temperatura entre 120°
a 150° donde el plástico reciclado está sometido a un calentamiento y llega a su punto de fusión.
Llevar la extrusora a esta temperatura consta de un tiempo de 30 minutos donde las resistencias
calientan a lo largo del cilindro y el tornillo.
Se inicia el proceso con el giro del tornillo sinfín, el cual iniciara a arrastrar el material desde la
zona de alimentación, hasta la salida de la extrusora, al iniciar la operación ya se puede empezar
a alimentar la tolva con el plástico reciclado para extruirlo. Posteriormente el material calentado
da forma de acuerdo a los calibradores mencionados anteriormente con su respectiva zona de
enfriamiento.
4.1.9 Zona De Enfriamiento
Esta parte de la línea es la encargada de llevar los objetos extruidos a una temperatura ambiente
para que cojan consistencia, de acuerdo a la línea de producción a generar, estas son dos la
primera la zona de enfriamiento de la madera plástica es rectangular, la cual cuenta con un
tanque tipo plataforma, en el cual se ubica el calibrador caliente y se somete a un ataque térmico
con agua fría para que reduzca la temperatura más rápido. La segunda zona es la de fabricación
de hilo multifilamentado, la cual se ubica en la salida del tamiz de hilado dándole continuidad a
la salida de la fibra del tamiz transportándolo por unos rodillos y una bobina de hilado que
convierten la fibra en hilo.

42
4.1.10 Embalaje De Producto
Posterior a la fabricación del producto, es inspeccionado para verificar que no se tengan
imperfecciones. Si se tiene alguna novedad de calidad en esta área es devuelto el material para
corregir la novedad o realizar nuevamente el producto. Respecto a las especificaciones de cada
uno de los productos realizados se tendrá un tipo de embalaje del producto, el primero es el
paletizado y vinipel que será para la perfilería y los tablones de madera, el segundo son los
carretes en PVC para el caso de los hilos, los cuales son embalados desde la bobinadora de hilo y
tercero en cajas de cartón para el caso de las fibras que no cumplan con las condiciones de
calidad para ser hilos, ya que son comercializados como fibra para el mercado de confecciones.
4.1.11 Almacenamiento de producto terminado
En la organización se contará con una bodega de producto terminado, en los cuales se ubicará
por tipo de producto, es decir por tablones de madera plástica, perfilería, fibras e hilos de platico
reciclado. Estos serán entregados directamente en la bodega y/o domicilio del cliente. La tarifa
de distribución del producto varia para las entregas que se realicen fuera de la cuidad de Bogotá.
4.2 CAPACIDAD DE LA EMPRESA
De acuerdo a las proyecciones de la demanda se proyecta la recuperación y trasformación de los
siguientes materiales en posconsumo:
Tabla 23 Proyección de Producción mensual y anual
Fuente los autores
Tabla 24 Proyección de Producción mensual y anual
PROYECCIÓN EN TONELADAS DE PRODUCCIÓN DE PRODUCTOS DERIVADOS
AÑO TRANSFORMACIÓN RESINA TON/AÑO PRODUCCIÓN
Hilos (PET) Madera (PP) TOTAL
2019 62,12 153,71 215.880
2020 68,63 167,57 237.468
2021 75,56 173,81 261.215
2022 82,94 180,45 287.336
2023 90,795 187,52 316.070
2024 99,155 195,04 347.677
Fuente los autores
Material Kg Mensual Kg Anual
Hilos de fibra de plástico PET 5.180 97.860
Madera plástica de PP 6.860 118.020
TOTAL 12.040 215.880
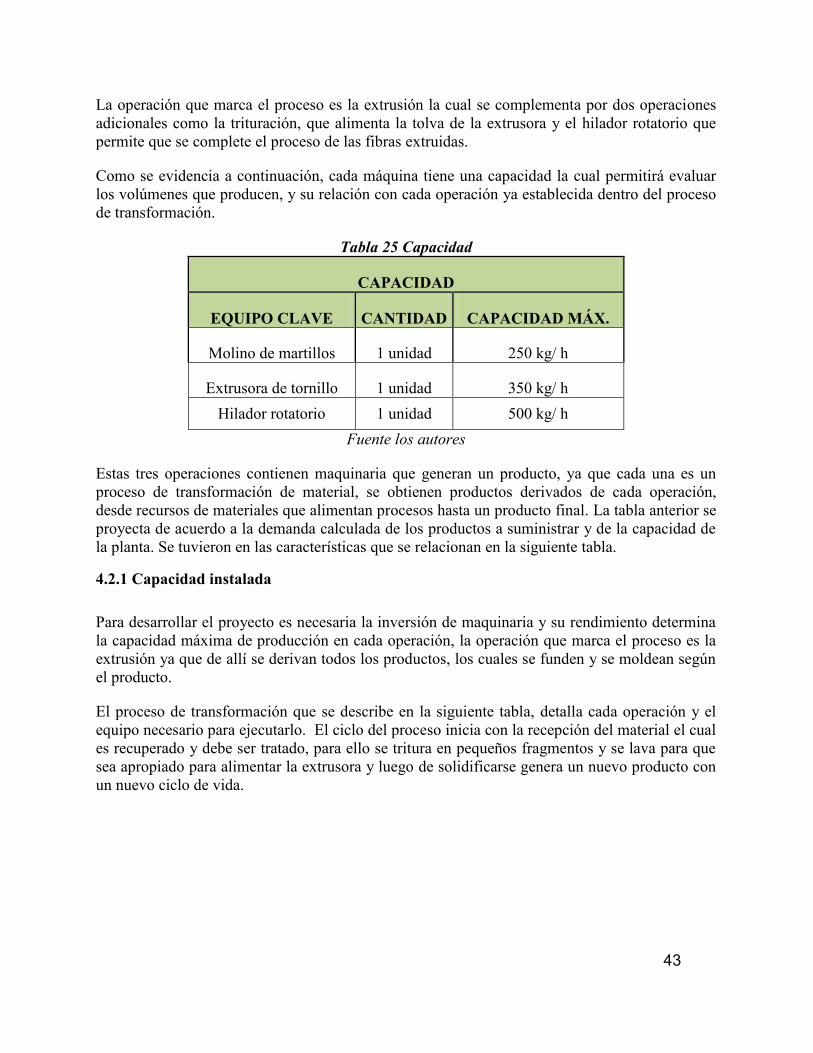
43
La operación que marca el proceso es la extrusión la cual se complementa por dos operaciones
adicionales como la trituración, que alimenta la tolva de la extrusora y el hilador rotatorio que
permite que se complete el proceso de las fibras extruidas.
Como se evidencia a continuación, cada máquina tiene una capacidad la cual permitirá evaluar
los volúmenes que producen, y su relación con cada operación ya establecida dentro del proceso
de transformación.
Tabla 25 Capacidad
CAPACIDAD
EQUIPO CLAVE CANTIDAD CAPACIDAD MÁX.
Molino de martillos 1 unidad 250 kg/ h
Extrusora de tornillo 1 unidad 350 kg/ h
Hilador rotatorio 1 unidad 500 kg/ h
Fuente los autores
Estas tres operaciones contienen maquinaria que generan un producto, ya que cada una es un
proceso de transformación de material, se obtienen productos derivados de cada operación,
desde recursos de materiales que alimentan procesos hasta un producto final. La tabla anterior se
proyecta de acuerdo a la demanda calculada de los productos a suministrar y de la capacidad de
la planta. Se tuvieron en las características que se relacionan en la siguiente tabla.
4.2.1 Capacidad instalada
Para desarrollar el proyecto es necesaria la inversión de maquinaria y su rendimiento determina
la capacidad máxima de producción en cada operación, la operación que marca el proceso es la
extrusión ya que de allí se derivan todos los productos, los cuales se funden y se moldean según
el producto.
El proceso de transformación que se describe en la siguiente tabla, detalla cada operación y el
equipo necesario para ejecutarlo. El ciclo del proceso inicia con la recepción del material el cual
es recuperado y debe ser tratado, para ello se tritura en pequeños fragmentos y se lava para que
sea apropiado para alimentar la extrusora y luego de solidificarse genera un nuevo producto con
un nuevo ciclo de vida.
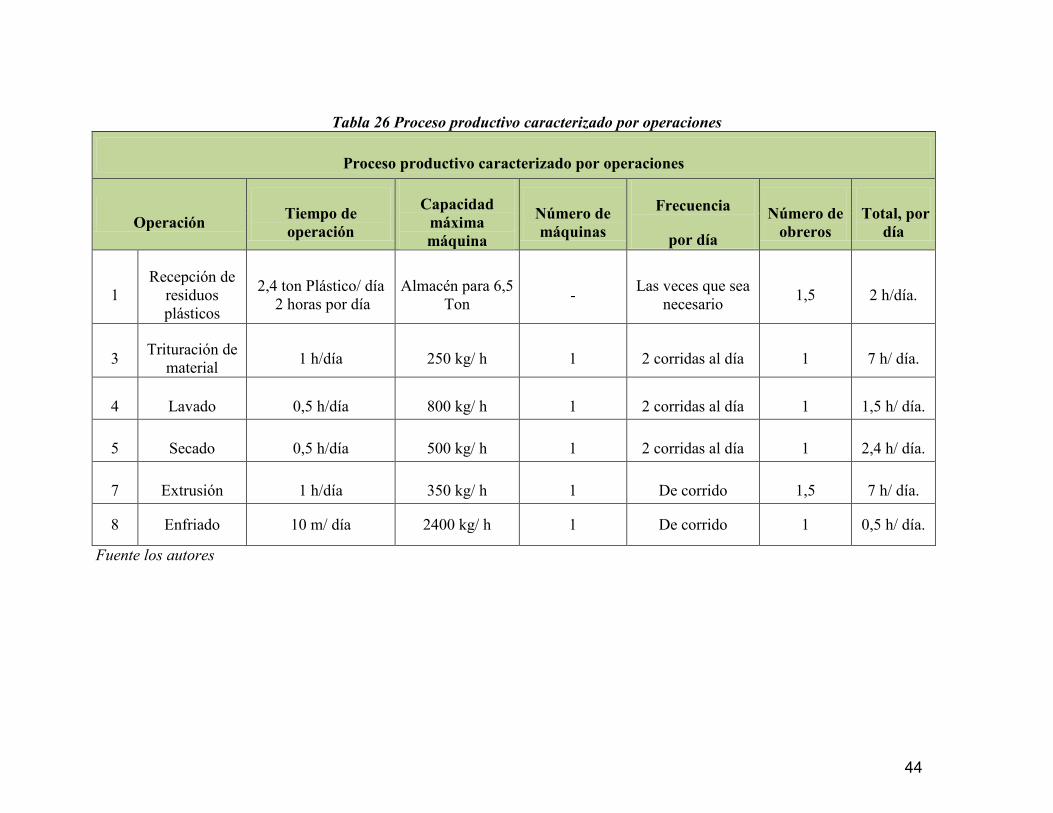
44
Tabla 26 Proceso productivo caracterizado por operaciones
Proceso productivo caracterizado por operaciones
Operación Tiempo de
operación
Capacidad
máxima
máquina
Número de
máquinas
Frecuencia
por día
Número de
obreros
Total, por
día
1
Recepción de
residuos
plásticos
2,4 ton Plástico/ día
2 horas por día
Almacén para 6,5
Ton -
Las veces que sea
necesario 1,5 2 h/día.
3 Trituración de
material 1 h/día 250 kg/ h 1 2 corridas al día 1 7 h/ día.
4 Lavado 0,5 h/día 800 kg/ h 1 2 corridas al día 1 1,5 h/ día.
5 Secado 0,5 h/día 500 kg/ h 1 2 corridas al día 1 2,4 h/ día.
7 Extrusión 1 h/día 350 kg/ h 1 De corrido 1,5 7 h/ día.
8 Enfriado 10 m/ día 2400 kg/ h 1 De corrido 1 0,5 h/ día.
Fuente los autores

45
Tabla 27 Proyección del volumen de producción bajo capacidad instalada
VOLUMENES DE PRODUCCIÓN EN KILOS Y TONELADAS BAJO CAPACIDAD INSTALADA
EQUIPO
CLAVE CANTIDAD
CAPACIDAD
MÁXIMA
TIEMPO
DISPONIBLE
PUESTA
A
PUNTO
PRODUCCIÓN
DIARIA
PRODUCCIÓN
MENSUAL
PRODUCCIÓN
ANUAL
Trituradora 1 unidad 250 Kg/ h 7 Horas/turn 1 Hora 1.500 Kg 30.000 Kg 360 Ton
Extrusora 1 unidad 350 Kg/ h 7 Horas/turn 2,5
Horas
1.575 Kg 31.500 Kg 378 Ton
Halador
rotatorio
1 unidad 500 Kg/ h 6 Horas/turn 1 Hora 2.500 Kg 50.000 Kg 600 Ton
Fuente: Los autores
El volumen máximo de producción se define para visualizar el cubrimiento desde producción de la demanda, producción de diversos
productos está dada por la extrusión, y se ejecuta con los montajes de calibradores que definen la salida de la resina extruida. Estos
montajes representan tiempos de puesta a punto la máquina y se deben tener en cuenta para los resultados de producción.
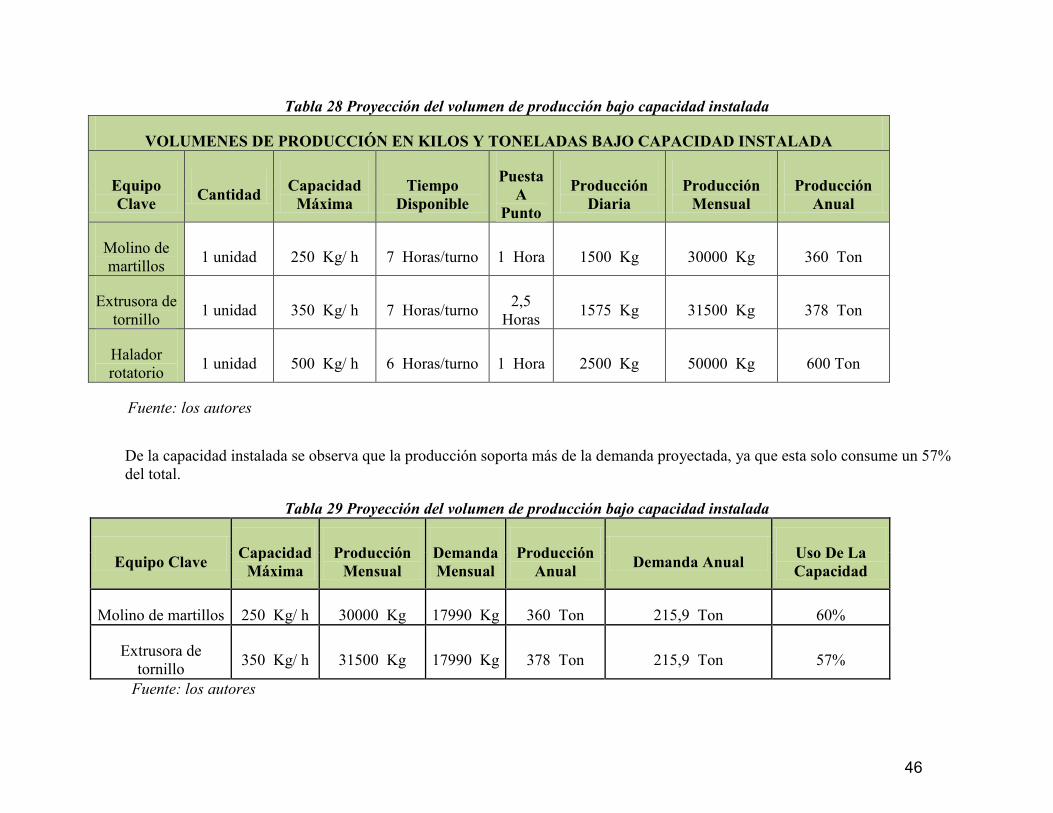
46
Tabla 28 Proyección del volumen de producción bajo capacidad instalada
VOLUMENES DE PRODUCCIÓN EN KILOS Y TONELADAS BAJO CAPACIDAD INSTALADA
Equipo
Clave Cantidad
Capacidad
Máxima
Tiempo
Disponible
Puesta
A
Punto
Producción
Diaria
Producción
Mensual
Producción
Anual
Molino de
martillos 1 unidad 250 Kg/ h 7 Horas/turno 1 Hora 1500 Kg 30000 Kg 360 Ton
Extrusora de
tornillo 1 unidad 350 Kg/ h 7 Horas/turno
2,5
Horas 1575 Kg 31500 Kg 378 Ton
Halador
rotatorio 1 unidad 500 Kg/ h 6 Horas/turno 1 Hora 2500 Kg 50000 Kg 600 Ton
Fuente: los autores
Tabla 29 Proyección del volumen de producción bajo capacidad instalada
Equipo Clave Capacidad
Máxima
Producción
Mensual
Demanda
Mensual
Producción
Anual Demanda Anual
Uso De La
Capacidad
Molino de martillos 250 Kg/ h 30000 Kg 17990 Kg 360 Ton 215,9 Ton 60%
Extrusora de
tornillo 350 Kg/ h 31500 Kg 17990 Kg 378 Ton 215,9 Ton 57%
Fuente: los autores
De la capacidad instalada se observa que la producción soporta más de la demanda proyectada, ya que esta solo consume un 57%
del total.
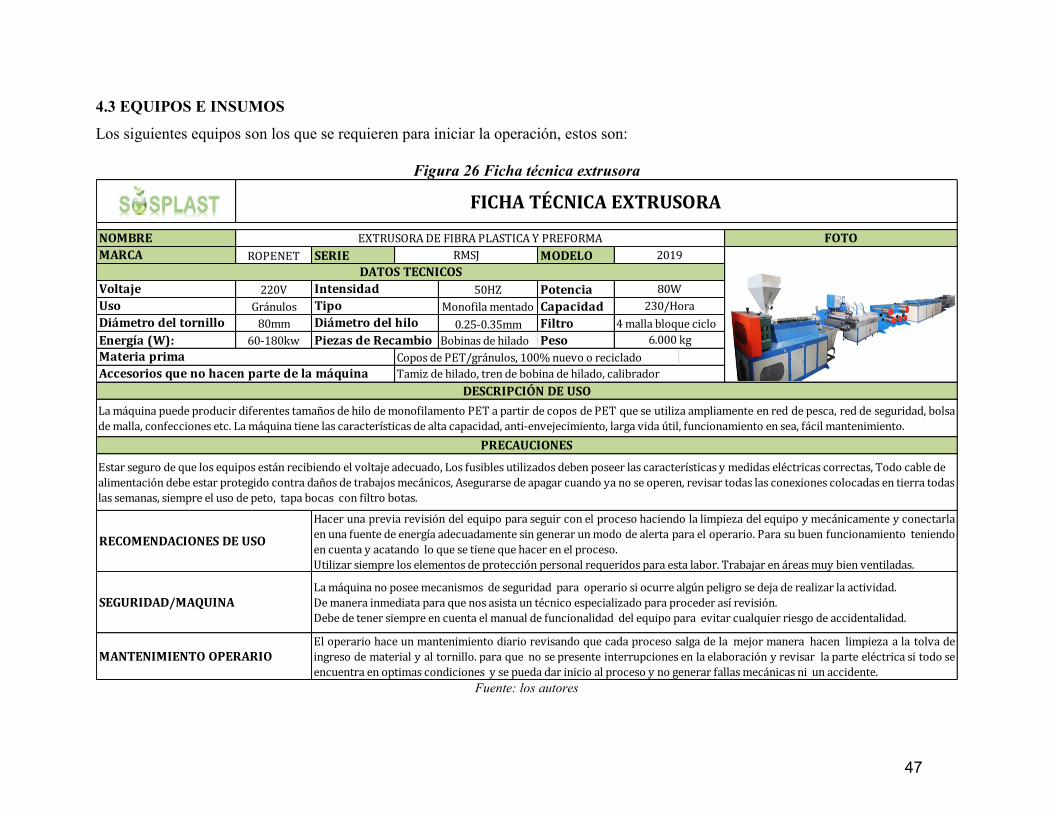
47
4.3 EQUIPOS E INSUMOS
Los siguientes equipos son los que se requieren para iniciar la operación, estos son:
Figura 26 Ficha técnica extrusora
Fuente: los autores
ROPENET SERIE MODELO
220V 50HZ Potencia
Gránulos Monofila mentado Capacidad
80mm 0.25-0.35mm Filtro 4 malla bloque ciclo
Energía (W): 60-180kw Piezas de Recambio Bobinas de hilado Peso
Copos de PET/gránulos, 100% nuevo o reciclado
Accesorios que no hacen parte de la máquina Tamiz de hilado, tren de bobina de hilado, calibrador
DESCRIPCIÓN DE USO
DATOS TECNICOS
Voltaje Intensidad 80W
230/Hora
Diámetro del tornillo Diámetro del hilo
RMSJ
Materia prima
6.000 kg
Uso Tipo
SEGURIDAD/MAQUINALa máquina no posee mecanismos de seguridad para operario si ocurre algún peligro se deja de realizar la actividad.
De manera inmediata para que nos asista un técnico especializado para proceder así revisión.
Debe de tener siempre en cuenta el manual de funcionalidad del equipo para evitar cualquier riesgo de accidentalidad.
MANTENIMIENTO OPERARIOEl operario hace un mantenimiento diario revisando que cada proceso salga de la mejor manera hacen limpieza a la tolva de
ingreso de material y al tornillo. para que no se presente interrupciones en la elaboración y revisar la parte eléctrica si todo se
encuentra en optimas condiciones y se pueda dar inicio al proceso y no generar fallas mecánicas ni un accidente.
La máquina puede producir diferentes tamaños de hilo de monofilamento PET a partir de copos de PET que se utiliza ampliamente en red de pesca, red de seguridad, bolsa
de malla, confecciones etc. La máquina tiene las características de alta capacidad, anti-envejecimiento, larga vida útil, funcionamiento en sea, fácil mantenimiento.
PRECAUCIONES
Estar seguro de que los equipos están recibiendo el voltaje adecuado, Los fusibles utilizados deben poseer las características y medidas eléctricas correctas, Todo cable de
alimentación debe estar protegido contra daños de trabajos mecánicos, Asegurarse de apagar cuando ya no se operen, revisar todas las conexiones colocadas en tierra todas
las semanas, siempre el uso de peto, tapa bocas con filtro botas.
RECOMENDACIONES DE USO
Hacer una previa revisión del equipo para seguir con el proceso haciendo la limpieza del equipo y mecánicamente y conectarla
en una fuente de energía adecuadamente sin generar un modo de alerta para el operario. Para su buen funcionamiento teniendo
en cuenta y acatando lo que se tiene que hacer en el proceso.
Utilizar siempre los elementos de protección personal requeridos para esta labor. Trabajar en áreas muy bien ventiladas.
FICHA TÉCNICA EXTRUSORA
MARCA
EXTRUSORA DE FIBRA PLASTICA Y PREFORMANOMBRE
2019
FOTO
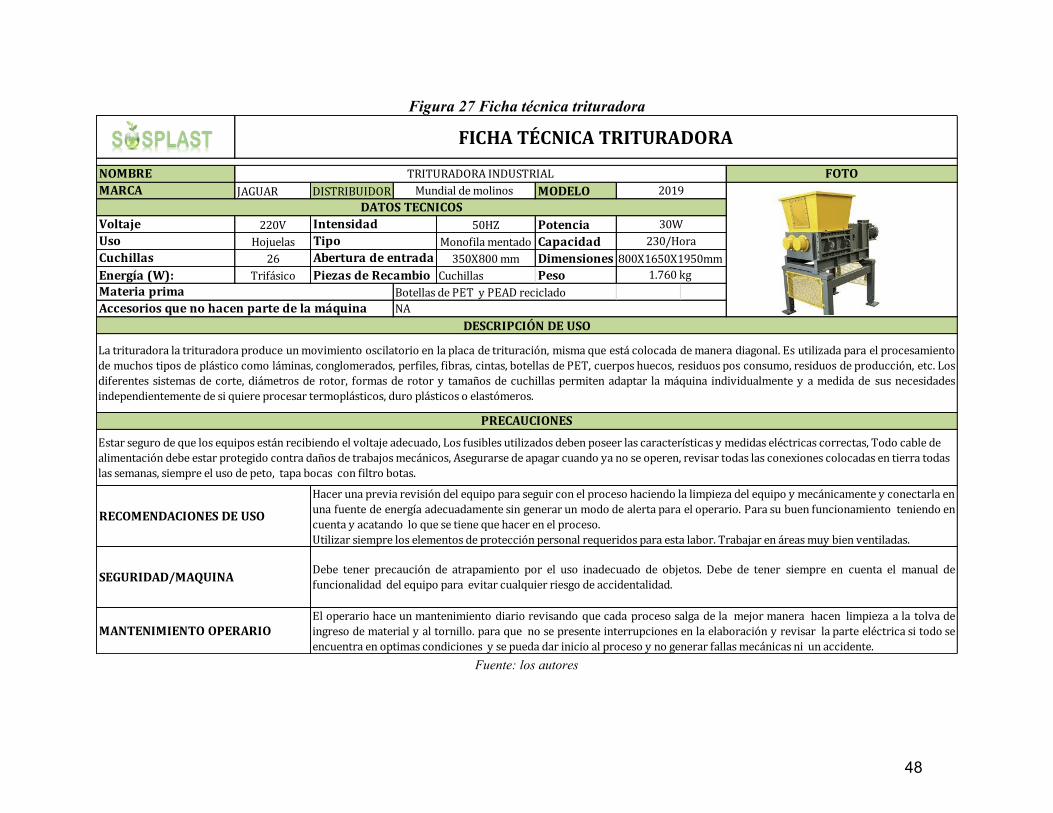
48
Figura 27 Ficha técnica trituradora
Fuente: los autores
JAGUAR DISTRIBUIDOR MODELO
220V 50HZ Potencia
Hojuelas Monofila mentado Capacidad
26 350X800 mm Dimensiones 800X1650X1950mm
Energía (W): Trifásico Piezas de Recambio Cuchillas Peso
Botellas de PET y PEAD reciclado
FICHA TÉCNICA TRITURADORA
NOMBRE TRITURADORA INDUSTRIAL FOTO
Uso Tipo
Accesorios que no hacen parte de la máquina NA
MARCA Mundial de molinos 2019
230/Hora
Cuchillas Abertura de entrada
1.760 kg
Materia prima
SEGURIDAD/MAQUINADebe tener precaución de atrapamiento por el uso inadecuado de objetos. Debe de tener siempre en cuenta el manual de
funcionalidad del equipo para evitar cualquier riesgo de accidentalidad.
MANTENIMIENTO OPERARIOEl operario hace un mantenimiento diario revisando que cada proceso salga de la mejor manera hacen limpieza a la tolva de
ingreso de material y al tornillo. para que no se presente interrupciones en la elaboración y revisar la parte eléctrica si todo se
encuentra en optimas condiciones y se pueda dar inicio al proceso y no generar fallas mecánicas ni un accidente.
DESCRIPCIÓN DE USO
La trituradora la trituradora produce un movimiento oscilatorio en la placa de trituración, misma que está colocada de manera diagonal. Es utilizada para el procesamiento
de muchos tipos de plástico como láminas, conglomerados, perfiles, fibras, cintas, botellas de PET, cuerpos huecos, residuos pos consumo, residuos de producción, etc. Los
diferentes sistemas de corte, diámetros de rotor, formas de rotor y tamaños de cuchillas permiten adaptar la máquina individualmente y a medida de sus necesidades
independientemente de si quiere procesar termoplásticos, duro plásticos o elastómeros.
PRECAUCIONES
Estar seguro de que los equipos están recibiendo el voltaje adecuado, Los fusibles utilizados deben poseer las características y medidas eléctricas correctas, Todo cable de
alimentación debe estar protegido contra daños de trabajos mecánicos, Asegurarse de apagar cuando ya no se operen, revisar todas las conexiones colocadas en tierra todas
las semanas, siempre el uso de peto, tapa bocas con filtro botas.
RECOMENDACIONES DE USO
Hacer una previa revisión del equipo para seguir con el proceso haciendo la limpieza del equipo y mecánicamente y conectarla en
una fuente de energía adecuadamente sin generar un modo de alerta para el operario. Para su buen funcionamiento teniendo en
cuenta y acatando lo que se tiene que hacer en el proceso.
Utilizar siempre los elementos de protección personal requeridos para esta labor. Trabajar en áreas muy bien ventiladas.
DATOS TECNICOS
Voltaje Intensidad 30W

49
Figura 28 Ficha técnica Secadora Industrial
Fuente: los autores
HANYOO SERIE MODELO
220V 670 L Potencia
Gránulos 87 kW Flujo de vapor
Transmisión 1400 Flujo de vapor
Presión 0.4-0.6 MPA Piezas de Recambio Aspas Ventilador
Escamas de PET/gránulos reciclado
FICHA TÉCNICA SECADORA INDUSTRIAL
NOMBRE SECADORA DE LECHO DE FLUIDO FOTO
MARCA FBG-200 2019
DATOS TECNICOS
Voltaje Volumen 80W
Uso Calentador 180 kg/hora
Calefacción Dimensión
22 kW
Materia prima
SEGURIDAD/MAQUINAEn caso de fuga oprimir botón de apagado de emergencia y de manera inmediata asistir un técnico especializado para proceder así
revisión. Debe de tener siempre en cuenta el manual de funcionalidad del equipo de pintura para evitar cualquier riesgo de
accidentalidad.
MANTENIMIENTO OPERARIOEl operario hace un mantenimiento diario revisando que cada proceso salga de la mejor manera hacen limpieza a la tolva de
ingreso de material, para que no se presente interrupciones en el secado y revisar la parte eléctrica si todo se encuentra en óptimas
condiciones y se pueda dar inicio al proceso y no generar fallas mecánicas ni un accidente.
1.1. m3 / min
DESCRIPCIÓN DE USO
Máquina de secado por lecho fluido ofrecen ventajas sobresalientes de la eficiencia y la uniformidad de los productos obtenidos con secadores de lecho fluido. El proceso
utiliza aire de alta presión para atomizar un líquido solución para la creación de gotas en una cama de partículas fluidizado líquido creando puentes entre las partículas
discretas y aumentar el tamaño del gránulo o escama del material.
PRECAUCIONES
Estar seguro de que los equipos están recibiendo el voltaje adecuado, Los fusibles utilizados deben poseer las características y medidas eléctricas correctas, Todo cable de
alimentación debe estar protegido contra daños de trabajos mecánicos, Asegurarse de apagar cuando ya no se operen, revisar todas las conexiones colocadas en tierra todas
las semanas, siempre el uso de peto, tapa bocas con filtro y botas.
RECOMENDACIONES DE USO
Hacer una previa revisión del equipo para seguir con el proceso haciendo la limpieza del equipo y mecánicamente y conectarla en
una fuente de energía adecuadamente sin generar un modo de alerta para el operario. Para su buen funcionamiento teniendo en
cuenta y acatando lo que se tiene que hacer en el proceso.
Utilizar siempre los elementos de protección personal requeridos para esta labor.
Accesorios que no hacen parte de la máquina NA
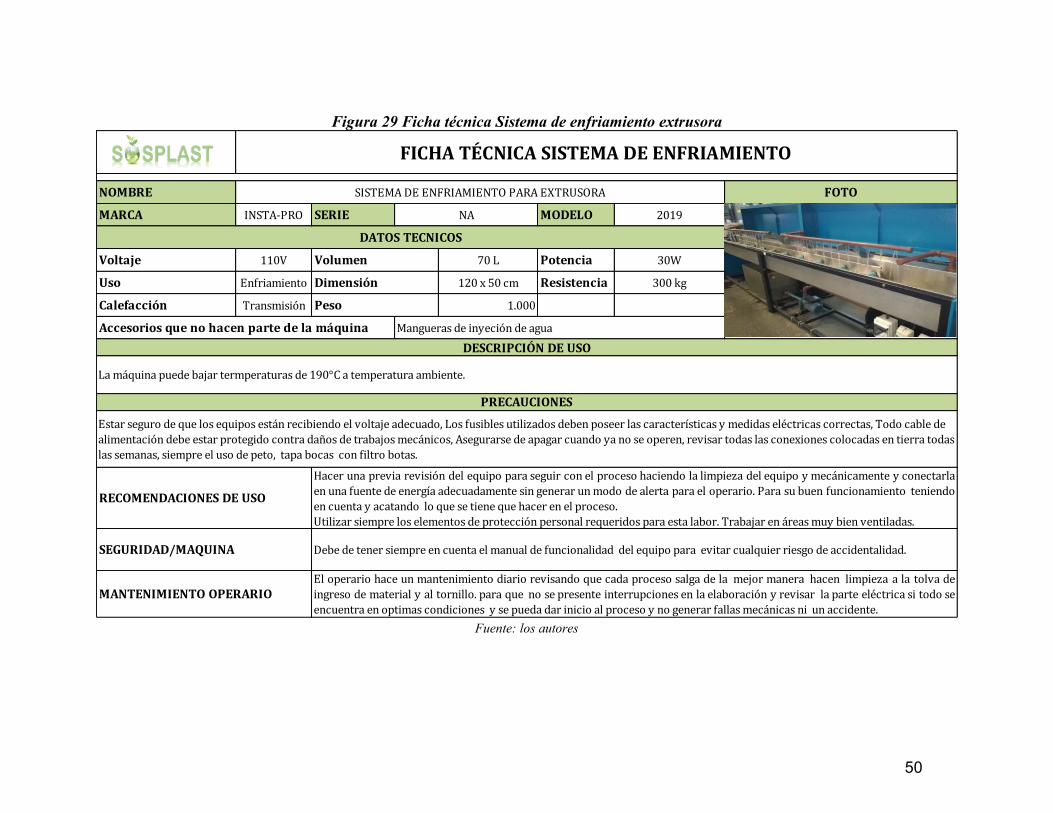
50
Figura 29 Ficha técnica Sistema de enfriamiento extrusora
Fuente: los autores
INSTA-PRO SERIE MODELO
110V 70 L Potencia
Enfriamiento 120 x 50 cm Resistencia
Transmisión 1.000
FICHA TÉCNICA SISTEMA DE ENFRIAMIENTO
NOMBRE SISTEMA DE ENFRIAMIENTO PARA EXTRUSORA FOTO
DATOS TECNICOS
Voltaje Volumen 30W
Uso
Peso
Accesorios que no hacen parte de la máquina Mangueras de inyeción de agua
MARCA NA 2019
300 kg
Calefacción
Dimensión
SEGURIDAD/MAQUINA Debe de tener siempre en cuenta el manual de funcionalidad del equipo para evitar cualquier riesgo de accidentalidad.
MANTENIMIENTO OPERARIOEl operario hace un mantenimiento diario revisando que cada proceso salga de la mejor manera hacen limpieza a la tolva de
ingreso de material y al tornillo. para que no se presente interrupciones en la elaboración y revisar la parte eléctrica si todo se
encuentra en optimas condiciones y se pueda dar inicio al proceso y no generar fallas mecánicas ni un accidente.
DESCRIPCIÓN DE USO
La máquina puede bajar termperaturas de 190°C a temperatura ambiente.
PRECAUCIONES
Estar seguro de que los equipos están recibiendo el voltaje adecuado, Los fusibles utilizados deben poseer las características y medidas eléctricas correctas, Todo cable de
alimentación debe estar protegido contra daños de trabajos mecánicos, Asegurarse de apagar cuando ya no se operen, revisar todas las conexiones colocadas en tierra todas
las semanas, siempre el uso de peto, tapa bocas con filtro botas.
RECOMENDACIONES DE USO
Hacer una previa revisión del equipo para seguir con el proceso haciendo la limpieza del equipo y mecánicamente y conectarla
en una fuente de energía adecuadamente sin generar un modo de alerta para el operario. Para su buen funcionamiento teniendo
en cuenta y acatando lo que se tiene que hacer en el proceso.
Utilizar siempre los elementos de protección personal requeridos para esta labor. Trabajar en áreas muy bien ventiladas.
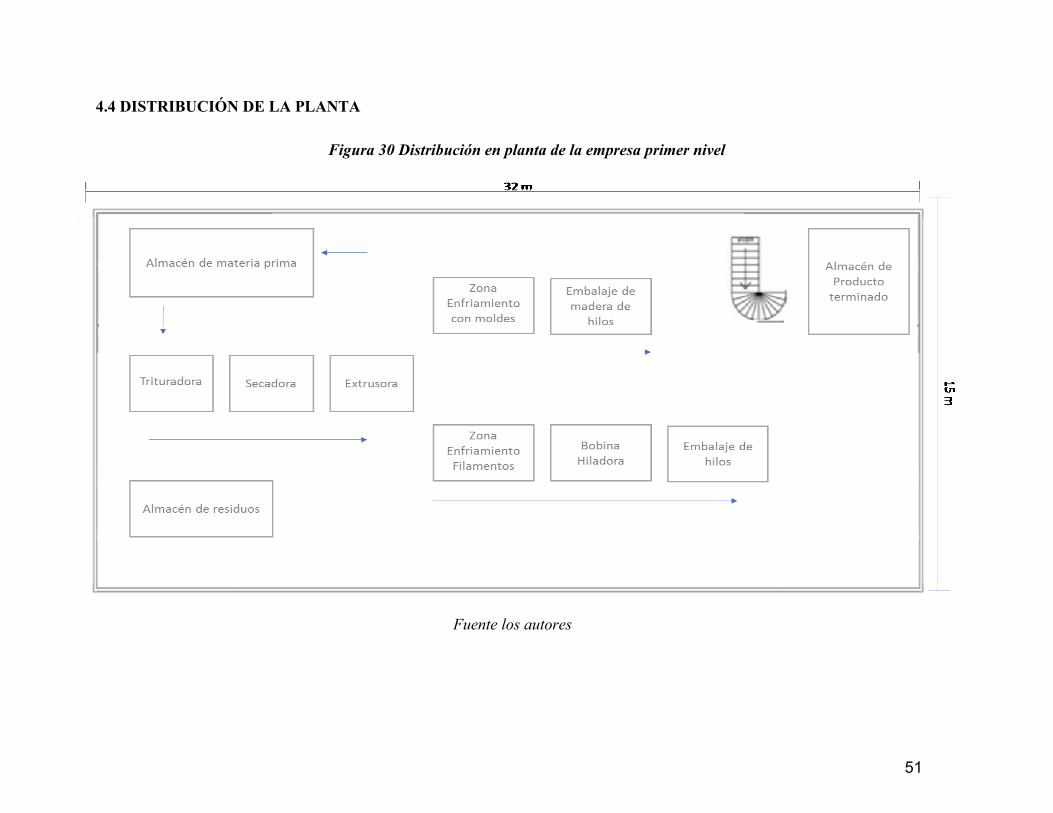
51
4.4 DISTRIBUCIÓN DE LA PLANTA
Figura 30 Distribución en planta de la empresa primer nivel
Fuente los autores

52
Figura 31 Distribución en planta de la empresa segundo nivel
Fuente los autores
32 m
15 m

53
La distribución de planta se estructuró de la siguiente manera:
Cuenta con un área total de 450m2.
Cuenta con dos entradas, una peatonal para el ingreso de personal, y otra para cargue y
descargue de productos.
El área administrativa cuenta con 2 oficinas destinadas a gerencia, una del personal
administrativo y una sala de juntas.
En la zona de planta hay una oficina del coordinador de producción y el almacenista
Cuenta con zona de baños y una cocina
En el área de producción se encuentra la zona de trituración, lavado, secado, la zona de
extrusión, la zona de enfriamiento de los filamentos y la embobinadora de hilos y en
paralelo la zona de enfriamiento de la madera plástica. inspección de producto terminado,
la zona de empacado, los almacenes de materia prima y de producto terminado.
Finalmente, también se encuentra el almacenamiento temporal de residuos.
4.5. LOCALIZACIÓN
Bogotá de acuerdo al directorio de recicladores de la UAESP1, actualmente cuenta con 137
asociaciones de recicladores registradas, de las cuales 10 se encuentra ubicadas en la localidad
10 Engativá. Esta localidad de acuerdo al último censo por parte del DANE2, cuenta con
1’300.000 habitantes aproximadamente, de los cuales puede generar aproximadamente 25% de
residuos plásticos de los residuos sólidos que mensuales disponen los ciudadanos de acuerdo a
las estadísticas otorgadas en el informe de aprovechamiento de residuos sólidos presentado por
el DNP3 en el año 2017.
De acuerdo a las estadísticas estudiadas previamente se inició un acercamiento con algunas de
las asociaciones en la localidad de Engativá y en la localidad de Suba, debido a que de acuerdo
al directorio de asociaciones son unas de las localidades que cuentan con mayor número de
asociaciones de recicladores, ya formalizados, los cuales cuentan con una ruta selectiva
demarcada, estas organizaciones de recicladores se denomina CORPOSACRE Y ARPE,
ubicadas en la localidad de Engativá y en la localidad Suba se encuentra las asociaciones de
recicladores RECICRECER y AIRE con las cuales se busca establecer como aliados de negocio
para suministro de botellas plásticas recolectadas de los puntos de generación.
4.5.1 Análisis y determinación de la localización óptima
De acuerdo al análisis sectorial de la cuidad de Bogotá, donde se analizó que la ubicación de los
proveedores potenciales de material reciclado es Engativá y ante el gran volumen de generación
de residuos aprovechables no recuperadios en esta localidad, se define que se ubicará la planta
en la Localidad de Engativá Barrio el Laurel. Esta ubicación se define ya que en el barrio
laureles se encuentra disponible una bodega con las características necesarias para la planta que
requiere el proyecto.
1 UAESP
: Unidad Administrativa Especial de Servicios Públicos
2 DANE: Departamento Administrativo Nacional de Estadística de Colombia
3 DNP: Departamento nacional de planeación
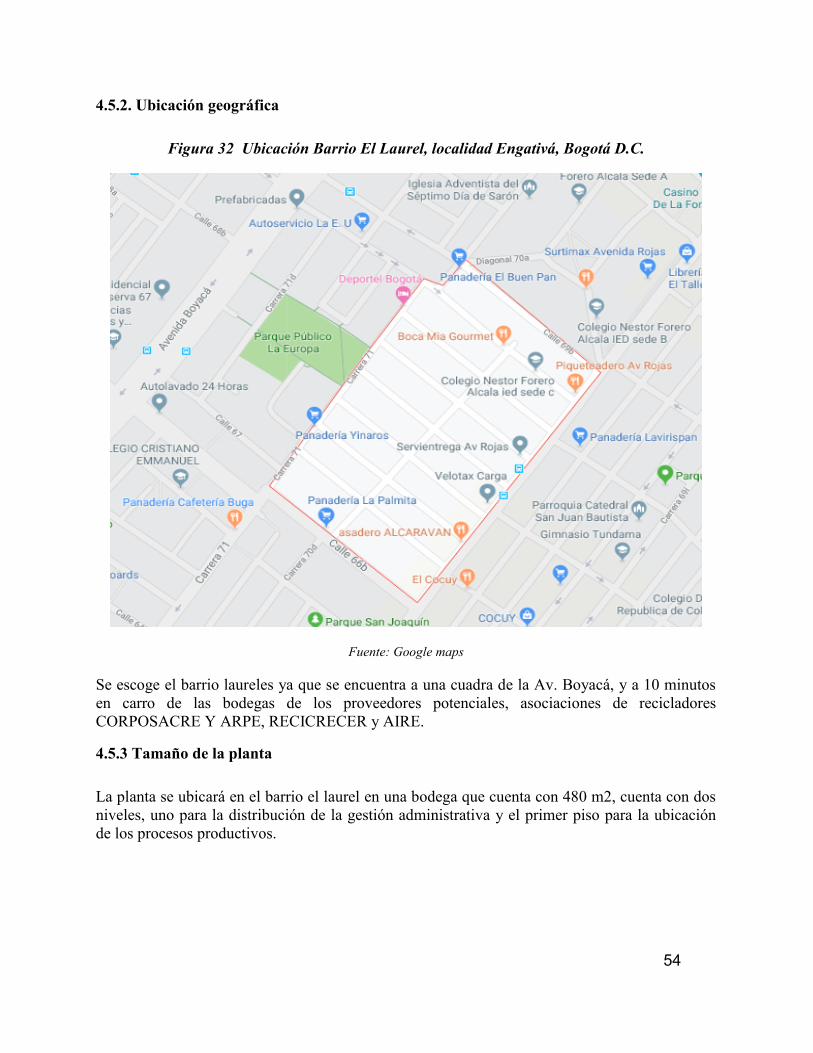
54
4.5.2. Ubicación geográfica
Figura 32 Ubicación Barrio El Laurel, localidad Engativá, Bogotá D.C.
Fuente: Google maps
Se escoge el barrio laureles ya que se encuentra a una cuadra de la Av. Boyacá, y a 10 minutos
en carro de las bodegas de los proveedores potenciales, asociaciones de recicladores
CORPOSACRE Y ARPE, RECICRECER y AIRE.
4.5.3 Tamaño de la planta
La planta se ubicará en el barrio el laurel en una bodega que cuenta con 480 m2, cuenta con dos
niveles, uno para la distribución de la gestión administrativa y el primer piso para la ubicación
de los procesos productivos.
55
Figura 33 Fotografías Bodega ubicación planta
Fuente: Mercado Libre

56
4.6 ESTRUCTURA ADMINISTRATIVA
4.6.1 Razón social
Jurídicamente la empresa será constituida como SOSPLAST S.A.S. la cual se dedicará como
principal actividad económica al desarrollo de madera plástico e hilos a base de plástico
reciclado. Se plantea la constitución jurídica de la empresa como S.A.S. ya que La sociedad por
acciones simplificadas está reglamentada según la Ley 1258 de 2008 puede constituirse por una
o varias personas naturales o jurídicas, quienes solo serán responsables hasta el monto de sus
respectivos aportes.
4.6.2. Misión
SOSPLAST S.A.S tiene como misión satisfacer las necesidades de nuestros clientes en las áreas
de diseño, fabricación, comercialización, distribución de hilos y madera a base de plástico
reciclado bajo una infraestructura organizacional, controles de calidad y un compromiso de
sostenibilidad ambiental.
4.6.3 Visión
Para el año 2023 SOSPLAST S.A.S será una compañía reconocida en el mercado nacional como
una empresa especializada en las áreas de diseño, fabricación, comercialización y distribución de
hilos y madera plástica de alta calidad con compromiso de sostenibilidad ambiental.
4.6.4 Logotipo
Figura 34 Logotipo
Fuente los autores
4.6.5. Constitución jurídica
De acuerdo con el alcance de SOSPLAST S.A.S. como organización y de las características
descritas por la Cámara de comercio de Bogotá y DIAN, se define que la organización de
acuerdo a sus características tiene las siguientes categorías:
Forma Jurídica: Empresas societarias o sociedades, ya que se encuentra constituida por
varias personas.
Capital: Es una microempresa, ya que cuenta con hasta 500 SMMLV de capital es decir
$344.727.500.
Tamaño: Es una empresa pequeña, debido a que tiene menos de 50 trabajadores.
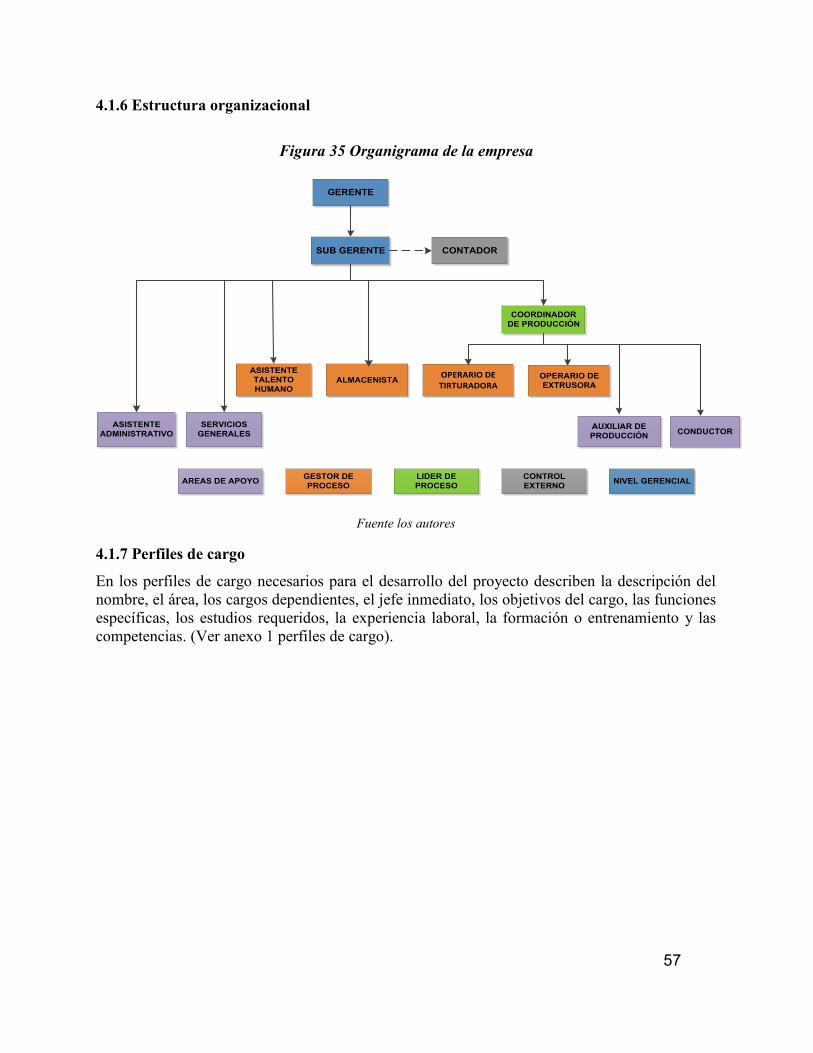
57
4.1.6 Estructura organizacional
Figura 35 Organigrama de la empresa
GERENTE
SUB GERENTE
ASISTENTE
ADMINISTRATIVO
ASISTENTE
TALENTO
HUMANOALMACENISTA
COORDINADOR
DE PRODUCCIÓN
OPERARIO DE TIRTURADORA
OPERARIO DE
EXTRUSORA
CONDUCTOR
NIVEL GERENCIALCONTROL
EXTERNO
LIDER DE
PROCESO
GESTOR DE
PROCESO
CONTADOR
SERVICIOS
GENERALES
AREAS DE APOYO
AUXILIAR DE
PRODUCCIÓN
Fuente los autores
4.1.7 Perfiles de cargo
En los perfiles de cargo necesarios para el desarrollo del proyecto describen la descripción del
nombre, el área, los cargos dependientes, el jefe inmediato, los objetivos del cargo, las funciones
específicas, los estudios requeridos, la experiencia laboral, la formación o entrenamiento y las
competencias. (Ver anexo 1 perfiles de cargo).

58
5. ESTUDIO ECONÓMICO
5.1 INVERSIONES
La inversión prevista para dar inicio con las actividades propias de su ejercicio está constituida
por los aportes requeridos para la compra de bienes y servicios requeridos para su puesta en
marcha. Estas inversiones han sido clasificadas en 3 grupos de acuerdo con su naturaleza es
decir inversión fija, Inversión diferida y Capital del trabajo. La inversión Fija, denominada
también como capital fijo o activo fijo, hace parte de este rubro los bienes que permiten la
operatividad de la compañía a partir del ofrecimiento de sus servicios. La inversión diferida
generalmente se encuentra en este grupo aquellos bienes no físicos asociados a aquellos
derechos o servicios empleados por la organización para dar inicio y continuidad a sus
operaciones. Por último, se encuentra el capital de trabajo, la cual Sera calculada para un mes de
operación y estará compuesto por aquellas inversiones que se requieren para cubrir los costos de
prestación del servicio como insumos, mano de obra directa y los costos indirectos de prestación
del servicio y gastos de administración y ventas que contempla los servicios públicos y
honorarios por conceptos contables. Esta información se relacionará en la siguiente tabla de
inversión.
5.1.1 Inversión Fija
Tabla 30 Inversión Inicial Fija
INVERSIÓN FIJA
TIPO DE
ACTIVO DESCRIPCIÓN No.
VALOR
UNITARIO
VALOR
TOTAL
(IVA incluido)
MAQUINARIA Y
EQUIPOS
Secadora industrial 1 $3.705.860 $ 4.409.974
Calibradores y moldes 1 $ 3.600.000 $ 4.284.000
Trituradora 1 $ 13.000.000 $ 15.470.000
Extrusora 1 $ 76.600.000 $ 91.154.000
Zona de enfriamiento 1 $ 3.000.000 $ 3.570.000
Báscula 1 $ 1.450.000 $ 1.725.500
EQUIPOS DE
COMUNICACIÓN
Y COMPUTO
Computadores 5 $ 1.000.000 $ 5.950.000
TV 1 $ 1.000.000 $ 1.190.000
Impresora 1 $ 700.000 $ 833.000
MUEBLES
Puestos de trabajo con sillas 9 $ 500.000 $ 5.355.000
Sala de juntas con sillas 1 $ 1.200.000 $ 1.428.000
Archivo 1 $ 2.000.000 $ 2.380.000
Estante de almacenamiento 1 $ 250.000 $ 297.500
Botiquín 1 $ 200.000 $ 238.000
Microondas 1 $ 250.000 $ 297.500
SOFTWARE Licencia de herramientas de Office 1 $ 400.000 $ 476.000
VEHICULOS Camionetas 1 $ 12.000.000 $ 14.280.000
$ 120.855.860 $ 153.338.474
Fuente los autores
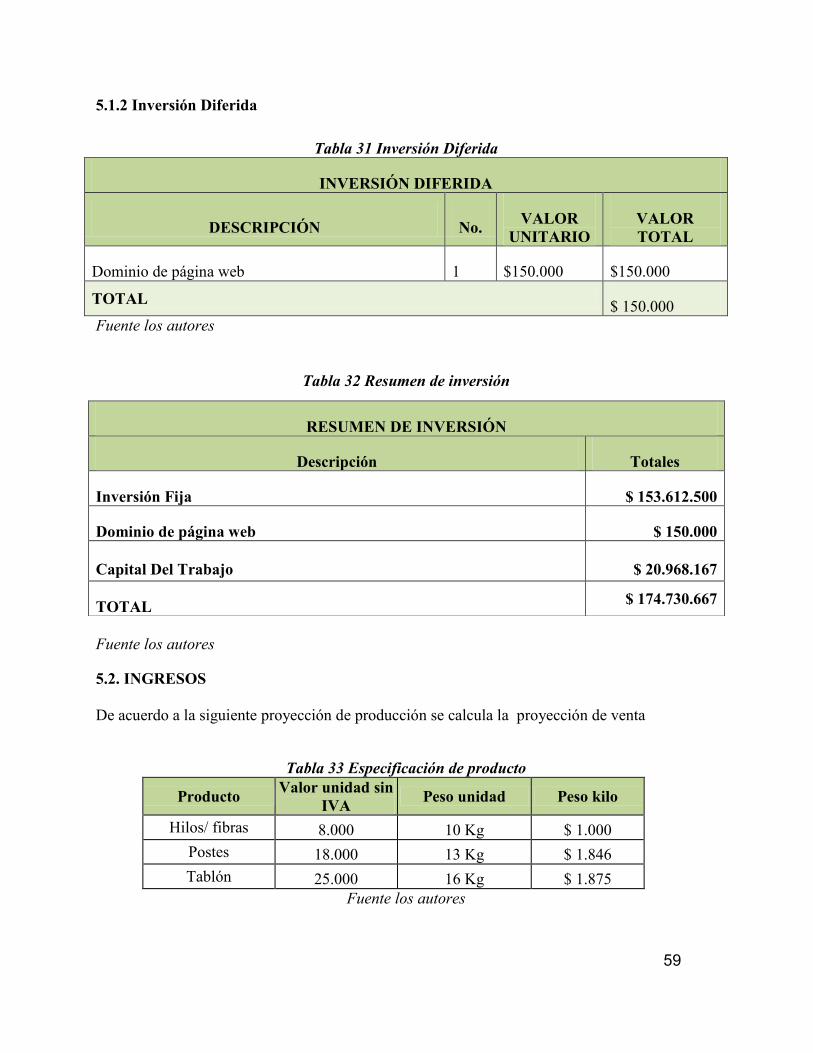
59
5.1.2 Inversión Diferida
Tabla 31 Inversión Diferida
INVERSIÓN DIFERIDA
DESCRIPCIÓN No. VALOR
UNITARIO
VALOR
TOTAL
Dominio de página web 1 $150.000 $150.000
TOTAL $ 150.000
Fuente los autores
Tabla 32 Resumen de inversión
Fuente los autores
5.2. INGRESOS
De acuerdo a la siguiente proyección de producción se calcula la proyección de venta
Tabla 33 Especificación de producto
Producto Valor unidad sin
IVA Peso unidad Peso kilo
Hilos/ fibras 8.000 10 Kg $ 1.000
Postes 18.000 13 Kg $ 1.846
Tablón 25.000 16 Kg $ 1.875
Fuente los autores
RESUMEN DE INVERSIÓN
Descripción Totales
Inversión Fija $ 153.612.500
Dominio de página web $ 150.000
Capital Del Trabajo $ 20.968.167
TOTAL $ 174.730.667
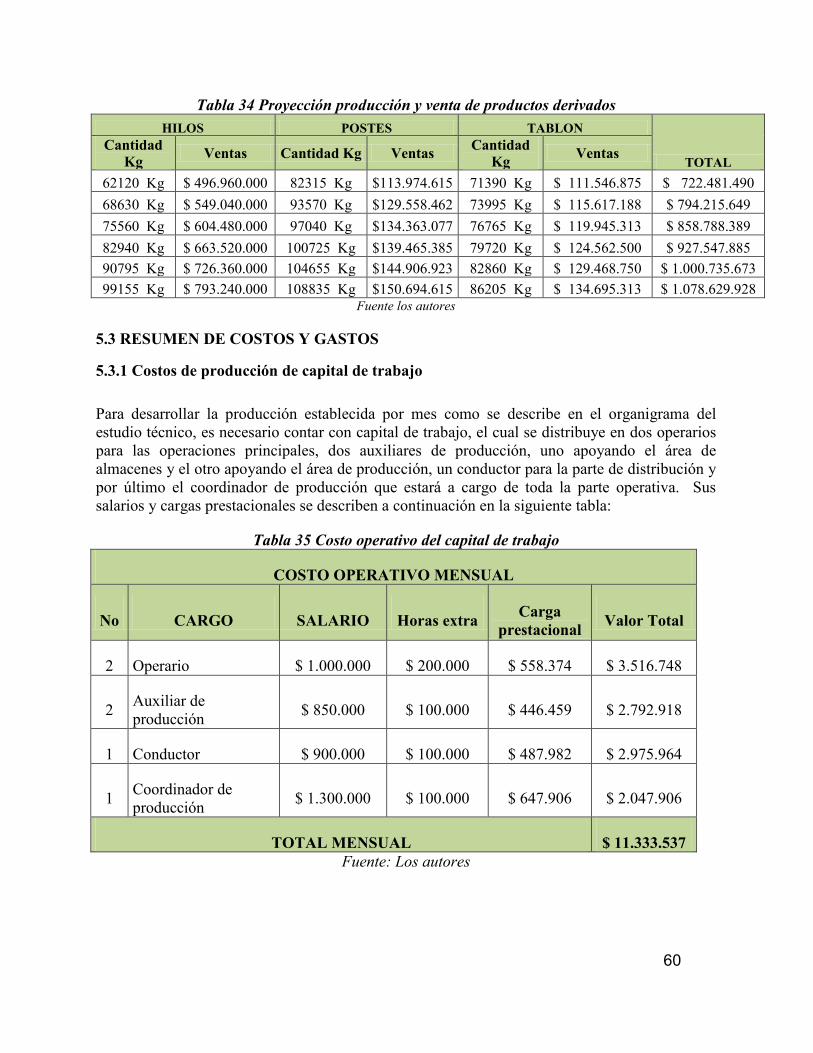
60
Tabla 34 Proyección producción y venta de productos derivados
HILOS POSTES TABLON
TOTAL
Cantidad
Kg Ventas Cantidad Kg Ventas
Cantidad
Kg Ventas
62120 Kg $ 496.960.000 82315 Kg $113.974.615 71390 Kg $ 111.546.875 $ 722.481.490
68630 Kg $ 549.040.000 93570 Kg $129.558.462 73995 Kg $ 115.617.188 $ 794.215.649
75560 Kg $ 604.480.000 97040 Kg $134.363.077 76765 Kg $ 119.945.313 $ 858.788.389
82940 Kg $ 663.520.000 100725 Kg $139.465.385 79720 Kg $ 124.562.500 $ 927.547.885
90795 Kg $ 726.360.000 104655 Kg $144.906.923 82860 Kg $ 129.468.750 $ 1.000.735.673
99155 Kg $ 793.240.000 108835 Kg $150.694.615 86205 Kg $ 134.695.313 $ 1.078.629.928 Fuente los autores
5.3 RESUMEN DE COSTOS Y GASTOS
5.3.1 Costos de producción de capital de trabajo
Para desarrollar la producción establecida por mes como se describe en el organigrama del
estudio técnico, es necesario contar con capital de trabajo, el cual se distribuye en dos operarios
para las operaciones principales, dos auxiliares de producción, uno apoyando el área de
almacenes y el otro apoyando el área de producción, un conductor para la parte de distribución y
por último el coordinador de producción que estará a cargo de toda la parte operativa. Sus
salarios y cargas prestacionales se describen a continuación en la siguiente tabla:
Tabla 35 Costo operativo del capital de trabajo
COSTO OPERATIVO MENSUAL
No CARGO SALARIO Horas extra Carga
prestacional Valor Total
2 Operario $ 1.000.000 $ 200.000 $ 558.374 $ 3.516.748
2 Auxiliar de
producción $ 850.000 $ 100.000 $ 446.459 $ 2.792.918
1 Conductor $ 900.000 $ 100.000 $ 487.982 $ 2.975.964
1 Coordinador de
producción $ 1.300.000 $ 100.000 $ 647.906 $ 2.047.906
TOTAL MENSUAL $ 11.333.537
Fuente: Los autores

61
5.3.2 Gastos administrativos de capital de trabajo
Bajo el organigrama de la empresa descrito en el estudio técnico, se debe contar con un gerente y
un subgerente para la gerencia, un asistente de talento humano, un auxiliar administrativo para
desarrollar las actividades administrativas de apoyo y un auxiliar de servicios generales de apoyo
en oficios varios. Como se representa en la siguiente tabla se relacionan el recurso de trabajo
para la parte administrativa y sus salarios con cargas prestacionales establecidas.
Tabla 36 Gasto Administrativo del capital de trabajo
GASTO ADMINISTRATIVO MENSUAL
Cargo Valor Unitario Carga Prestacional Valor Total
Gerente $ 2.000.000 $ 857.040 $ 2.857.040
Sub gerente $ 2.000.000 $ 857.040 $ 2.857.040
Asistente de talento humano $ 1.000.000 $ 449.702 $ 1.449.702
Auxiliar administrativo $ 850.000 $ 385.424 $ 1.235.424
Auxiliar de servicios
generales $ 850.000 $ 385.424 $ 1.235.424
Total $ 9.634.630
Fuente: Los autores
De acuerdo a la proyección, se plantea el resumen de Costos y Gastos fijos del capital de trabajo.
Posterior a ello se realiza una proyección a 5 años de operación del proyecto de los costos y
gastos fijos del capital de trabajo.
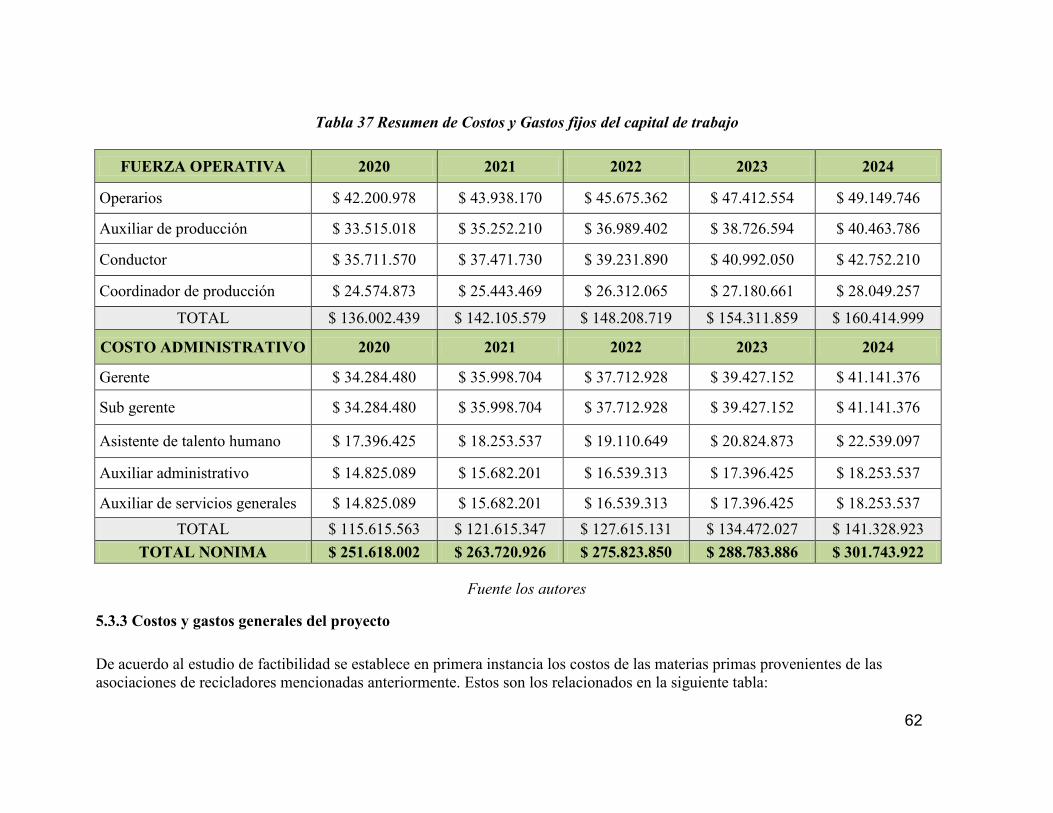
62
Tabla 37 Resumen de Costos y Gastos fijos del capital de trabajo
FUERZA OPERATIVA 2020 2021 2022 2023 2024
Operarios $ 42.200.978 $ 43.938.170 $ 45.675.362 $ 47.412.554 $ 49.149.746
Auxiliar de producción $ 33.515.018 $ 35.252.210 $ 36.989.402 $ 38.726.594 $ 40.463.786
Conductor $ 35.711.570 $ 37.471.730 $ 39.231.890 $ 40.992.050 $ 42.752.210
Coordinador de producción $ 24.574.873 $ 25.443.469 $ 26.312.065 $ 27.180.661 $ 28.049.257
TOTAL $ 136.002.439 $ 142.105.579 $ 148.208.719 $ 154.311.859 $ 160.414.999
COSTO ADMINISTRATIVO 2020 2021 2022 2023 2024
Gerente $ 34.284.480 $ 35.998.704 $ 37.712.928 $ 39.427.152 $ 41.141.376
Sub gerente $ 34.284.480 $ 35.998.704 $ 37.712.928 $ 39.427.152 $ 41.141.376
Asistente de talento humano $ 17.396.425 $ 18.253.537 $ 19.110.649 $ 20.824.873 $ 22.539.097
Auxiliar administrativo $ 14.825.089 $ 15.682.201 $ 16.539.313 $ 17.396.425 $ 18.253.537
Auxiliar de servicios generales $ 14.825.089 $ 15.682.201 $ 16.539.313 $ 17.396.425 $ 18.253.537
TOTAL $ 115.615.563 $ 121.615.347 $ 127.615.131 $ 134.472.027 $ 141.328.923
TOTAL NONIMA $ 251.618.002 $ 263.720.926 $ 275.823.850 $ 288.783.886 $ 301.743.922
Fuente los autores
5.3.3 Costos y gastos generales del proyecto
De acuerdo al estudio de factibilidad se establece en primera instancia los costos de las materias primas provenientes de las
asociaciones de recicladores mencionadas anteriormente. Estos son los relacionados en la siguiente tabla:
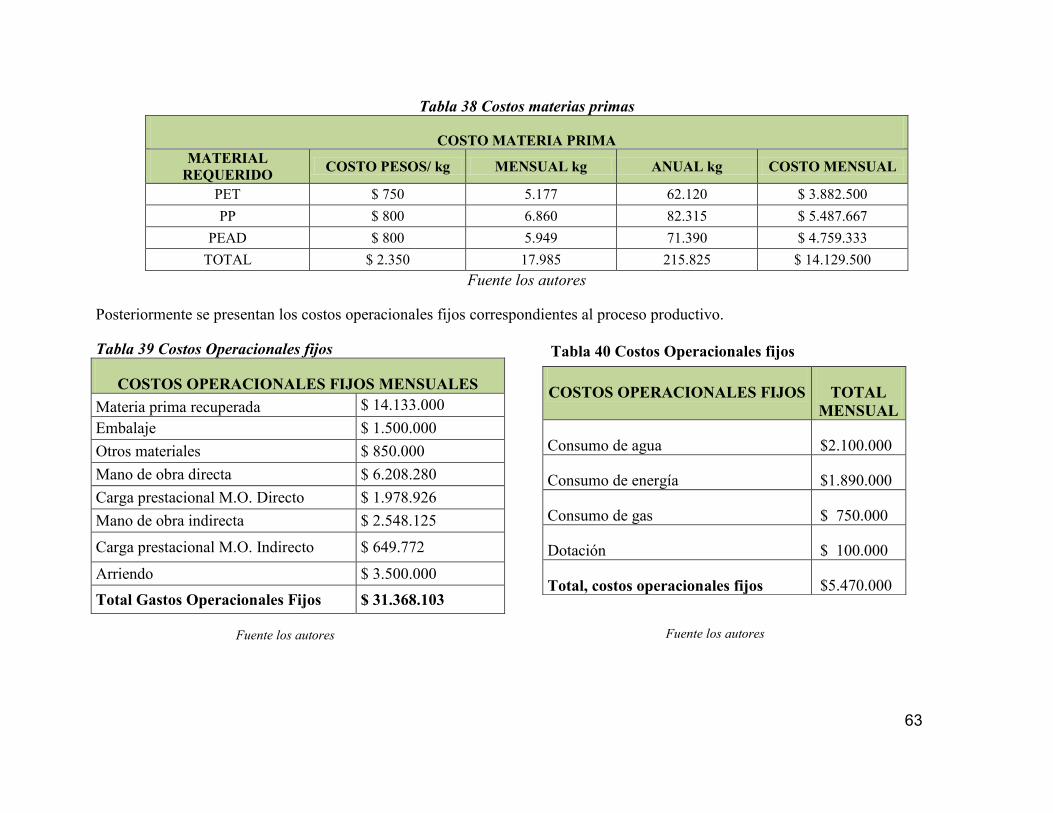
63
Tabla 38 Costos materias primas
COSTO MATERIA PRIMA
MATERIAL
REQUERIDO COSTO PESOS/ kg MENSUAL kg ANUAL kg COSTO MENSUAL
PET $ 750 5.177 62.120 $ 3.882.500
PP $ 800 6.860 82.315 $ 5.487.667
PEAD $ 800 5.949 71.390 $ 4.759.333
TOTAL $ 2.350 17.985 215.825 $ 14.129.500
Fuente los autores
Posteriormente se presentan los costos operacionales fijos correspondientes al proceso productivo.
Tabla 39 Costos Operacionales fijos
COSTOS OPERACIONALES FIJOS MENSUALES
Materia prima recuperada $ 14.133.000
Embalaje $ 1.500.000
Otros materiales $ 850.000
Mano de obra directa $ 6.208.280
Carga prestacional M.O. Directo $ 1.978.926
Mano de obra indirecta $ 2.548.125
Carga prestacional M.O. Indirecto $ 649.772
Arriendo $ 3.500.000
Total Gastos Operacionales Fijos $ 31.368.103
Tabla 40 Costos Operacionales fijos
COSTOS OPERACIONALES FIJOS TOTAL
MENSUAL
Consumo de agua $2.100.000
Consumo de energía $1.890.000
Consumo de gas $ 750.000
Dotación $ 100.000
Total, costos operacionales fijos $5.470.000
Fuente los autores
Fuente los autores
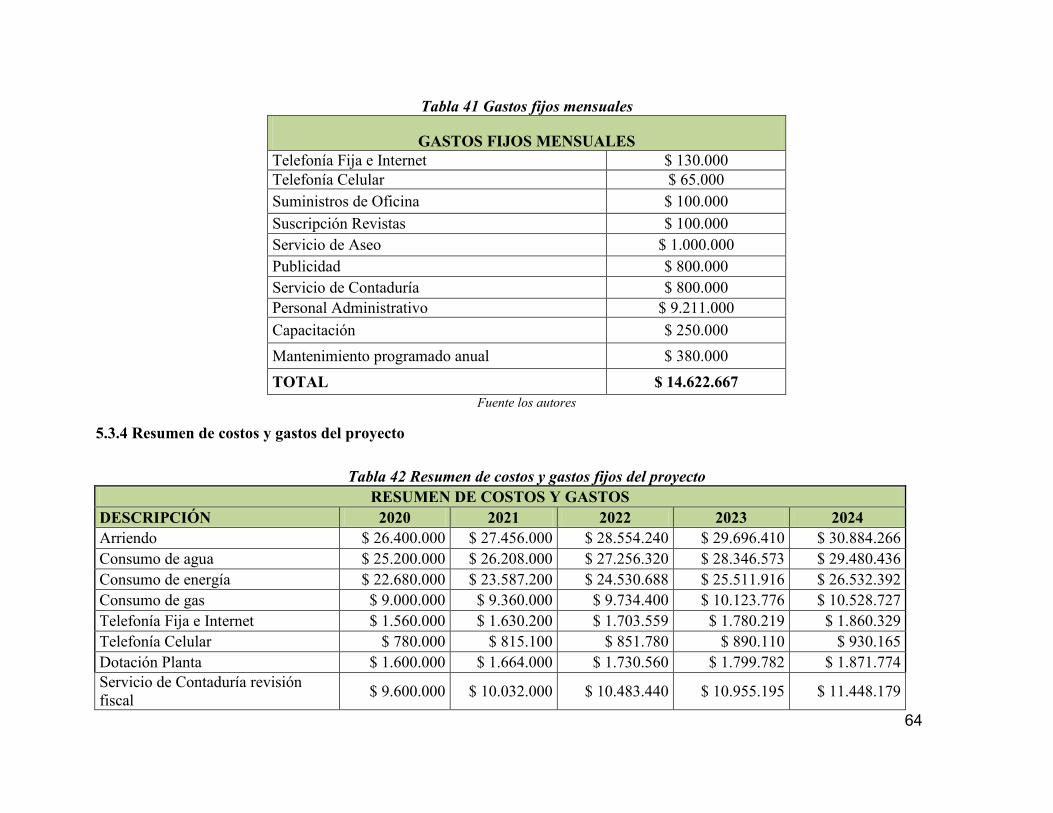
64
Tabla 41 Gastos fijos mensuales
GASTOS FIJOS MENSUALES
Telefonía Fija e Internet $ 130.000
Telefonía Celular $ 65.000
Suministros de Oficina $ 100.000
Suscripción Revistas $ 100.000
Servicio de Aseo $ 1.000.000
Publicidad $ 800.000
Servicio de Contaduría $ 800.000
Personal Administrativo $ 9.211.000
Capacitación $ 250.000
Mantenimiento programado anual $ 380.000
TOTAL $ 14.622.667
Fuente los autores
5.3.4 Resumen de costos y gastos del proyecto
Tabla 42 Resumen de costos y gastos fijos del proyecto
RESUMEN DE COSTOS Y GASTOS
DESCRIPCIÓN 2020 2021 2022 2023 2024
Arriendo $ 26.400.000 $ 27.456.000 $ 28.554.240 $ 29.696.410 $ 30.884.266
Consumo de agua $ 25.200.000 $ 26.208.000 $ 27.256.320 $ 28.346.573 $ 29.480.436
Consumo de energía $ 22.680.000 $ 23.587.200 $ 24.530.688 $ 25.511.916 $ 26.532.392
Consumo de gas $ 9.000.000 $ 9.360.000 $ 9.734.400 $ 10.123.776 $ 10.528.727
Telefonía Fija e Internet $ 1.560.000 $ 1.630.200 $ 1.703.559 $ 1.780.219 $ 1.860.329
Telefonía Celular $ 780.000 $ 815.100 $ 851.780 $ 890.110 $ 930.165
Dotación Planta $ 1.600.000 $ 1.664.000 $ 1.730.560 $ 1.799.782 $ 1.871.774
Servicio de Contaduría revisión
fiscal $ 9.600.000 $ 10.032.000 $ 10.483.440 $ 10.955.195 $ 11.448.179
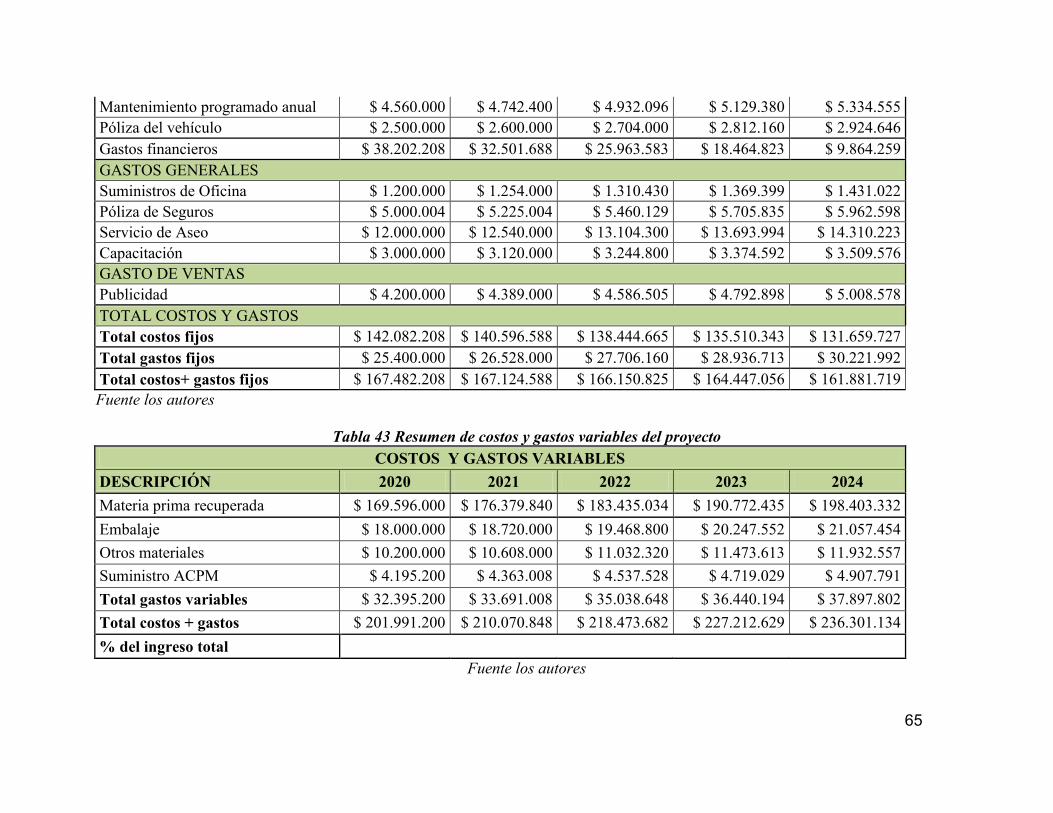
65
Mantenimiento programado anual $ 4.560.000 $ 4.742.400 $ 4.932.096 $ 5.129.380 $ 5.334.555
Póliza del vehículo $ 2.500.000 $ 2.600.000 $ 2.704.000 $ 2.812.160 $ 2.924.646
Gastos financieros $ 38.202.208 $ 32.501.688 $ 25.963.583 $ 18.464.823 $ 9.864.259
GASTOS GENERALES
Suministros de Oficina $ 1.200.000 $ 1.254.000 $ 1.310.430 $ 1.369.399 $ 1.431.022
Póliza de Seguros $ 5.000.004 $ 5.225.004 $ 5.460.129 $ 5.705.835 $ 5.962.598
Servicio de Aseo $ 12.000.000 $ 12.540.000 $ 13.104.300 $ 13.693.994 $ 14.310.223
Capacitación $ 3.000.000 $ 3.120.000 $ 3.244.800 $ 3.374.592 $ 3.509.576
GASTO DE VENTAS
Publicidad $ 4.200.000 $ 4.389.000 $ 4.586.505 $ 4.792.898 $ 5.008.578
TOTAL COSTOS Y GASTOS
Total costos fijos $ 142.082.208 $ 140.596.588 $ 138.444.665 $ 135.510.343 $ 131.659.727
Total gastos fijos $ 25.400.000 $ 26.528.000 $ 27.706.160 $ 28.936.713 $ 30.221.992
Total costos+ gastos fijos $ 167.482.208 $ 167.124.588 $ 166.150.825 $ 164.447.056 $ 161.881.719
Fuente los autores
Tabla 43 Resumen de costos y gastos variables del proyecto
COSTOS Y GASTOS VARIABLES
DESCRIPCIÓN 2020 2021 2022 2023 2024
Materia prima recuperada $ 169.596.000 $ 176.379.840 $ 183.435.034 $ 190.772.435 $ 198.403.332
Embalaje $ 18.000.000 $ 18.720.000 $ 19.468.800 $ 20.247.552 $ 21.057.454
Otros materiales $ 10.200.000 $ 10.608.000 $ 11.032.320 $ 11.473.613 $ 11.932.557
Suministro ACPM $ 4.195.200 $ 4.363.008 $ 4.537.528 $ 4.719.029 $ 4.907.791
Total gastos variables $ 32.395.200 $ 33.691.008 $ 35.038.648 $ 36.440.194 $ 37.897.802
Total costos + gastos $ 201.991.200 $ 210.070.848 $ 218.473.682 $ 227.212.629 $ 236.301.134
% del ingreso total
Fuente los autores
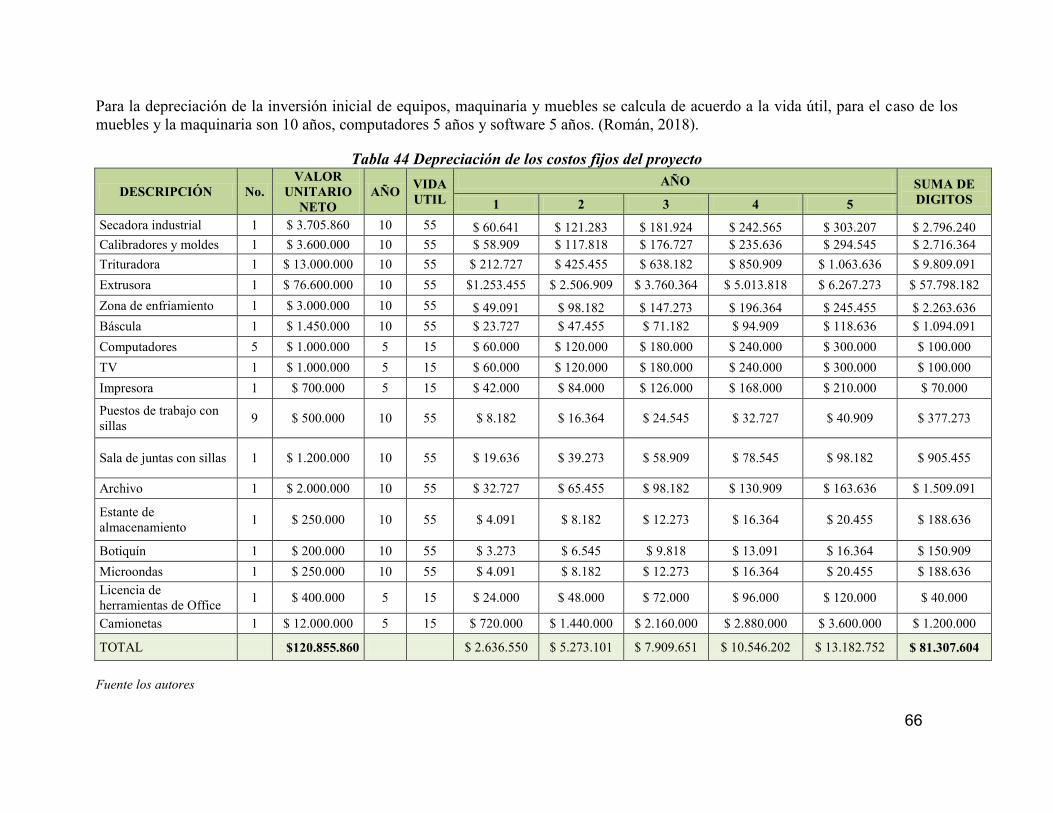
66
Para la depreciación de la inversión inicial de equipos, maquinaria y muebles se calcula de acuerdo a la vida útil, para el caso de los
muebles y la maquinaria son 10 años, computadores 5 años y software 5 años. (Román, 2018).
Tabla 44 Depreciación de los costos fijos del proyecto
DESCRIPCIÓN No.
VALOR
UNITARIO
NETO
AÑO VIDA
UTIL
AÑO SUMA DE
DIGITOS 1 2 3 4 5
Secadora industrial 1 $ 3.705.860 10 55 $ 60.641 $ 121.283 $ 181.924 $ 242.565 $ 303.207 $ 2.796.240
Calibradores y moldes 1 $ 3.600.000 10 55 $ 58.909 $ 117.818 $ 176.727 $ 235.636 $ 294.545 $ 2.716.364
Trituradora 1 $ 13.000.000 10 55 $ 212.727 $ 425.455 $ 638.182 $ 850.909 $ 1.063.636 $ 9.809.091
Extrusora 1 $ 76.600.000 10 55 $1.253.455 $ 2.506.909 $ 3.760.364 $ 5.013.818 $ 6.267.273 $ 57.798.182
Zona de enfriamiento 1 $ 3.000.000 10 55 $ 49.091 $ 98.182 $ 147.273 $ 196.364 $ 245.455 $ 2.263.636
Báscula 1 $ 1.450.000 10 55 $ 23.727 $ 47.455 $ 71.182 $ 94.909 $ 118.636 $ 1.094.091
Computadores 5 $ 1.000.000 5 15 $ 60.000 $ 120.000 $ 180.000 $ 240.000 $ 300.000 $ 100.000
TV 1 $ 1.000.000 5 15 $ 60.000 $ 120.000 $ 180.000 $ 240.000 $ 300.000 $ 100.000
Impresora 1 $ 700.000 5 15 $ 42.000 $ 84.000 $ 126.000 $ 168.000 $ 210.000 $ 70.000
Puestos de trabajo con
sillas 9 $ 500.000 10 55 $ 8.182 $ 16.364 $ 24.545 $ 32.727 $ 40.909 $ 377.273
Sala de juntas con sillas 1 $ 1.200.000 10 55 $ 19.636 $ 39.273 $ 58.909 $ 78.545 $ 98.182 $ 905.455
Archivo 1 $ 2.000.000 10 55 $ 32.727 $ 65.455 $ 98.182 $ 130.909 $ 163.636 $ 1.509.091
Estante de
almacenamiento 1 $ 250.000 10 55 $ 4.091 $ 8.182 $ 12.273 $ 16.364 $ 20.455 $ 188.636
Botiquín 1 $ 200.000 10 55 $ 3.273 $ 6.545 $ 9.818 $ 13.091 $ 16.364 $ 150.909
Microondas 1 $ 250.000 10 55 $ 4.091 $ 8.182 $ 12.273 $ 16.364 $ 20.455 $ 188.636
Licencia de
herramientas de Office 1 $ 400.000 5 15 $ 24.000 $ 48.000 $ 72.000 $ 96.000 $ 120.000 $ 40.000
Camionetas 1 $ 12.000.000 5 15 $ 720.000 $ 1.440.000 $ 2.160.000 $ 2.880.000 $ 3.600.000 $ 1.200.000
TOTAL $120.855.860 $ 2.636.550 $ 5.273.101 $ 7.909.651 $ 10.546.202 $ 13.182.752 $ 81.307.604
Fuente los autores

67
5.4 PUNTO DE EQUILIBRIO
De acuerdo a la proyección de costos fijos y variables del proyecto se plantea el punto de equilibrio en el cual se identifica que se
requiere inicialmente el 23,74% de los ingresos para cubrir los costos y gastos del proyecto, los cuales están en la capacidad de
recuperar la inversión inicial y generar un excedente de efectivo que determinaran los beneficios del proyecto.
Tabla 45 Punto de equilibrio del proyecto
PUNTO DE EQUILIBRIO
CONCEPTO 2020 2021 2022 2023 2024
Ingresos $ 722,481,490 $ 794,215,649 $ 858,788,389 $ 927,547,885 $ 1,000,735,673
Costos + gastos fijos $ 167,482,208 $ 167,124,588 $ 166,150,825 $ 164,447,056 $ 161,881,719
Costos + gastos variables $ 201,991,200 $ 210,070,848 $ 218,473,682 $ 227,212,629 $ 236,301,134
Punto de equilibrio ($) $ 232,478,487 $ 227,226,132 $ 222,841,047 $ 217,799,286 $ 211,922,412
Punto de equilibrio como % de
ingreso 32.18% 28.61% 25.95% 23.48% 21.18%
Fuente los autores
5.5 INVERSIÓN DEL CAPITAL DE TRABAJO INICIAL
Para garantizar la operación iniciando el proyecto se realiza el cálculo del capital de trabajo inicial por el cual busca definir la
necesidad de aprovisionar en los días requeridos para los costos y gastos totales. Por tanto se muestra la siguiente tabla de
conformación de amortización de la inversión diferida, en la cual de acuerdo a la necesidad del proyecto se plantea 90 días de
aprovisionamiento del recurso con el fin de garantizar la operación de los primeros 3 meses.
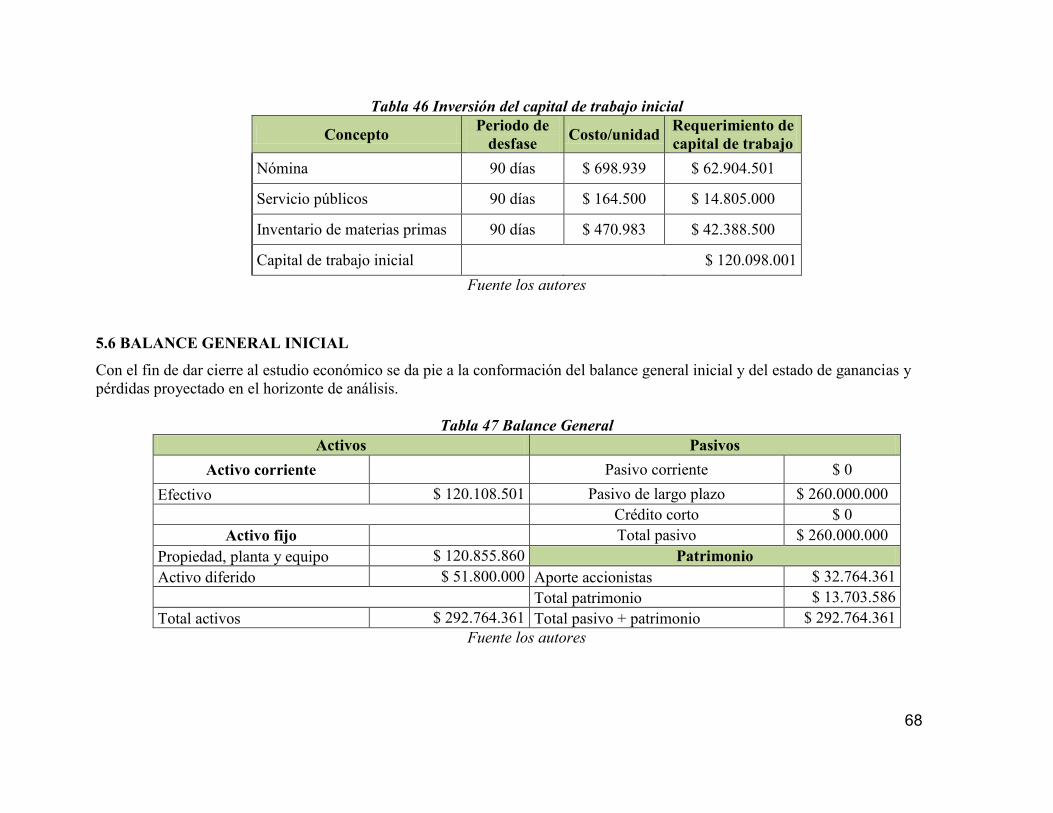
68
Tabla 46 Inversión del capital de trabajo inicial
Concepto Periodo de
desfase Costo/unidad
Requerimiento de
capital de trabajo
Nómina 90 días $ 698.939 $ 62.904.501
Servicio públicos 90 días $ 164.500 $ 14.805.000
Inventario de materias primas 90 días $ 470.983 $ 42.388.500
Capital de trabajo inicial $ 120.098.001
Fuente los autores
5.6 BALANCE GENERAL INICIAL
Con el fin de dar cierre al estudio económico se da pie a la conformación del balance general inicial y del estado de ganancias y
pérdidas proyectado en el horizonte de análisis.
Tabla 47 Balance General
Activos Pasivos
Activo corriente
Pasivo corriente $ 0
Efectivo $ 120.108.501 Pasivo de largo plazo $ 260.000.000
Crédito corto $ 0
Activo fijo
Total pasivo $ 260.000.000
Propiedad, planta y equipo $ 120.855.860 Patrimonio
Activo diferido $ 51.800.000 Aporte accionistas $ 32.764.361
Total patrimonio $ 13.703.586
Total activos $ 292.764.361 Total pasivo + patrimonio $ 292.764.361
Fuente los autores
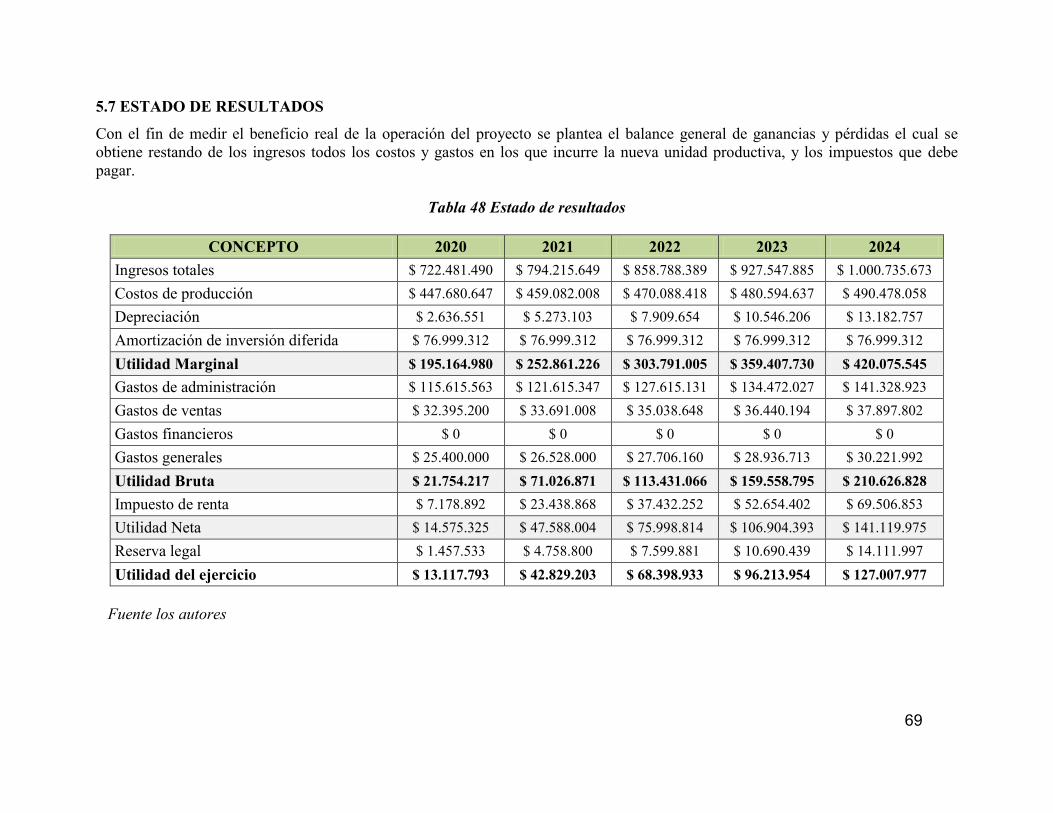
69
5.7 ESTADO DE RESULTADOS
Con el fin de medir el beneficio real de la operación del proyecto se plantea el balance general de ganancias y pérdidas el cual se
obtiene restando de los ingresos todos los costos y gastos en los que incurre la nueva unidad productiva, y los impuestos que debe
pagar.
Tabla 48 Estado de resultados
CONCEPTO 2020 2021 2022 2023 2024
Ingresos totales $ 722.481.490 $ 794.215.649 $ 858.788.389 $ 927.547.885 $ 1.000.735.673
Costos de producción $ 447.680.647 $ 459.082.008 $ 470.088.418 $ 480.594.637 $ 490.478.058
Depreciación $ 2.636.551 $ 5.273.103 $ 7.909.654 $ 10.546.206 $ 13.182.757
Amortización de inversión diferida $ 76.999.312 $ 76.999.312 $ 76.999.312 $ 76.999.312 $ 76.999.312
Utilidad Marginal $ 195.164.980 $ 252.861.226 $ 303.791.005 $ 359.407.730 $ 420.075.545
Gastos de administración $ 115.615.563 $ 121.615.347 $ 127.615.131 $ 134.472.027 $ 141.328.923
Gastos de ventas $ 32.395.200 $ 33.691.008 $ 35.038.648 $ 36.440.194 $ 37.897.802
Gastos financieros $ 0 $ 0 $ 0 $ 0 $ 0
Gastos generales $ 25.400.000 $ 26.528.000 $ 27.706.160 $ 28.936.713 $ 30.221.992
Utilidad Bruta $ 21.754.217 $ 71.026.871 $ 113.431.066 $ 159.558.795 $ 210.626.828
Impuesto de renta $ 7.178.892 $ 23.438.868 $ 37.432.252 $ 52.654.402 $ 69.506.853
Utilidad Neta $ 14.575.325 $ 47.588.004 $ 75.998.814 $ 106.904.393 $ 141.119.975
Reserva legal $ 1.457.533 $ 4.758.800 $ 7.599.881 $ 10.690.439 $ 14.111.997
Utilidad del ejercicio $ 13.117.793 $ 42.829.203 $ 68.398.933 $ 96.213.954 $ 127.007.977
Fuente los autores
70
6. FUENTES DE FINANCIACIÓN
6.1. DESCRIPCIÓN DE LAS FUENTES DE FINANACIACIÓN
6.1.1 Crédito de fomento
Bancóldex: tiene un programa para capital de trabajo y sostenimiento empresarial que financia
en su totalidad a personas naturales y jurídicas consideradas micro, pequeñas, medianas y
grandes empresas de todos los sectores económicos.
6.1.2 Crédito ordinario o de consumo
Bancolombia: Este banco cuenta con un programa que se enfoca en propuestas de alto impacto
con créditos desde $50 millones hasta $1.500 millones con periodos de gracia de hasta 18 meses
a una tasa de interés desde el 17% al 20%.
Giros y finanzas: nace en la ciudad de Cali, como iniciativa de un grupo de empresarios valle
caucanos. En este mismo año firma el contrato como agente de Western Union en Colombia,
multinacional líder en el mercado mundial de remesas, el cual continúa vigente a la fecha. Esta
compañía cuenta con montos de préstamo desde $1’000.000 hasta $432’000.000 a una tasa de
14,63% a 14,69%. (Superintendencia financiera de Colombia, 2019).
6.1.3 Capital semilla
Fondo Emprender: Fondo del SENA que ofrece capital semilla para aprendices o
asociaciones de aprendices y durante el año hace varias convocatorias. Se inicia con un
proceso de formulación del proyecto con los gestores del SENA, si ven viable la idea de
negocio contribuyen a su estructuración para que participe en una convocatoria de apoyo,
si participa y es financiado, tiene un periodo de gracia de un año donde demuestre que la
organización genera empleo y puede sostenerse, se condonará hasta el 100% de la deuda.
INNPULSA: En esta organización se promueven programas como Aldea, una
comunidad de emprendedores que se conectan con expertos, mentores, asesores
inversionistas y entidades de crédito. En un año ha apoyado 178 emprendimientos y
generado una inversión de $6.300 millones en servicios especializados, según el balance
de Juan Carlos Garavito, gerente de iNNpulsa. Agregó que a través de Aldea se logró una
alianza con Bancolombia que ya se ha traducido en $34.611 millones en créditos para
empresas en etapa temprana, de los cuales el 12 % ($4.367 millones) corresponden a 20
empresas del programa Aldea.
71
6.1.4 Otras fuentes de financiación
Ángeles inversionistas: En Colombia opera la Red de Ángeles Inversionistas que
moviliza capital hacia empresas innovadoras. Este grupo busca compañías formales que
tengan productos o servicios validados en el mercado, con ventaja competitiva única
(equipo emprendedor, modelo de negocio, tecnología, patente, derechos de autor) y que
permitan una rápida introducción en el mercado y escalamiento del negocio.
La Red de Ángeles Inversionistas recibe, por un lado, recursos de inversionistas que
buscan un retorno de dinero y, por otra parte, pone esos recursos en emprendimientos con
potencial, con la estrategia de desinvertir en un periodo determinado (pueden ser 4 o 6
años). Esta red invierte, en promedio, $320 millones por compañía y han colocado unos
$12.000 millones.
Plataformas crowdfunding: Donde se consigue inversión a través de internet,
especialmente para empresas con poca experiencia crediticia. LaVaquinha.com,
Yoapoyo, Skyfunders. El problema que frena el crecimiento de esta opción es que a
veces hay dificultad para bajar los recursos en Colombia, por la ley de prohibición de
captación de recursos.
Fondo de la Alianza del Pacífico Este año empezó a operar el Fondo de la Alianza del
Pacífico (AP) para emprendedores de México, Colombia, Perú y Chile. Tiene recursos
institucionales por unos US$40 millones y la expectativa es que crezca a US$120
millones.La idea es poder apoyar emprendimientos innovadores y diferentes.
Este fondo ofrece la posibilidad de respaldar iniciativas colombianas que busquen un
aliado en otro país de la AP y que puedan unirse para crecen en ambos territorios.
El fondo de la Alianza del Pacífico apoyará en especial proyectos de fintech, salud,
biotecnología, consumer y comercio, negocios agrícolas con componente de tecnología y
comunicaciones y tecnología.
Para acceder a alguna de estas formas de financiación, el emprendedor debe contactarse
con el fondo y cumplir los requisitos exigidos. “Invertimos en empresas en etapa de
crecimiento y que sean altamente escalables”, dijo Ana Mora, gerente de Angel Ventures
Colombia.
Incubadoras de Startups: son instituciones que se dedican a ayudarle a las startups en
sus primeros pasos, con el fin de que puedan definir su modelo de negocio, su estrategia,
captar clientes, acelerar el crecimiento y asegurar el éxito de los proyectos de
emprendimiento. Algunas de las incubadoras presentes en nuestro país son Creame,
Incubar y Station F.

72
Crowfunding: este método de financiamiento consiste en campañas que se realizan
online, con el fin de encontrar inversores que estén interesados en destinar recursos para
sacar adelante proyectos de emprendimiento.
Para ello es necesario el uso de diferentes canales en línea entre las cuales están las redes
sociales, por ejemplo, para describir el proyecto, el monto total que se necesita para
realizar el proyecto, cuáles serían los beneficios que obtendrán los inversores, entre otros
aspectos.
6.2. ELECCIÓN DE LA FUENTE DE FINANCIACIÓN
De acuerdo a la evaluación de las fuentes de financiación se toma como referencia la entidad
giros y finanzas a una tasa de 14,69% E.A. a un periodo de 5 años esta tasa fue tomada del
informe de tasas y desembolsos por modalidad de crédito de compañías de financiamiento de la
dirección de investigación y desarrollo. Cifras remitidas por los establecimientos de crédito,
tasas de interés activas al mes de agosto del 2019.
Tabla 49 Parámetros para la financiación
VALOR PRESENTE $ 259.060.775
NÚMERO DE
PERIODOS 5
TASA EFECTIVA
ANUAL 14,69%
PAGO ANUAL $ 76.721.160
PAGO MENSUAL $ 6.393.430
Fuente los autores
Tabla 50 Amortización del préstamo
CUOT
A AÑO VALOR CUOTA INTERÉS
ABONO A
CAPITAL SALDO
0 2.019 $ 0,00 $ 0,00 $ 0,00 $
260.000.000,00
1 2.020 $ 76.999.312,11 $ 38.202.207,77 $ 38.797.104,34 $
221.202.895,66
2 2.021 $ 76.999.312,11 $ 32.501.688,38 $ 44.497.623,73 $
176.705.271,92
3 2.022 $ 76.999.312,11 $ 25.963.582,74 $ 51.035.729,37 $
125.669.542,55
4 2.023 $ 76.999.312,11 $ 18.464.822,98 $ 58.534.489,13 $ 67.135.053,42
5 2.024 $ 76.999.312,11 $ 9.864.258,69 $ 67.135.053,42 $ 0,00
Fuente los autores
De la tabla de amortización planteada para la propuesta se identifica que en un periodo de 5
años se podrá cancelar la totalidad del préstamo equivalente a $260.000.000.

73
7. EVALUACIÓN DE FACTIBILIDAD DEL PROYECTO
De acuerdo al flujo de caja propuesto a partir de los costos, los gastos y los ingresos por ventas
proyectadas y el préstamo para financiar el proyecto, se resumir el comportamiento esperado del
flujo de efectivo del proyecto de inversión en cuestión, por ende se calculan los parámetros de
evaluación que permitirán realizar recomendaciones acerca de la factibilidad del proyecto y
realizar un análisis de sensibilidad de los resultados obtenidos a eventuales cambios en los
valores de las variables estudiadas.
7.1 Tasa de Oportunidad
Para la definición de la tasa de oportunidad se tomó como referencia el estudio de mercado
realizado, en el cual se identificó una tasa de crecimiento del mercado de 25% aplicable al
proyecto de acuerdo a la capacidad proyectada. Por otro lado según el periódico económico
especializado “Portafolio”65 del 24 de abril de 2014, el margen de utilidad promedio de las
empresas colombianas es del 14,5%. (Román, 2018).
7.2 Tasa de oportunidad mixta
Para el cálculo de oportunidad mixta se calcula a partir de dos factores, el primero son los
recursos propios que para el proyecto son $ 32.764.361 los cuales representan el 11,2% y son
estimados en una tasa del 19%. El segundo factor a tener en cuenta el valor del préstamo
estimado en 260’000.000 que representan el 88,8% y su tasa estimada es del 14,5%. De acuerdo
a estas tasas se estima una tasa mixta del 15% como se evidencia en la siguiente tabla:
FUENTE DE
RECURSOS
% DE
APORTACIÓN TO ESTIMADA PONDERADO
Recursos propios 11,2% 19,0% 2,1%
Crédito 88,8% 14,5% 12,9%
TO mixta 15,0%
7.2 Flujo neto efectivo
Es importante la conformación del flujo neto efectivo (FNE) ya que porque los estados de GyP
no son un reflejo real del efectivo disponible por parte de las empresas. El objetivo general de un
FNE es que sintetice todas las entradas y salidas de dinero generadas por el proyecto durante el
horizonte de análisis. Para ello se tienen en cuenta factores como los costos, los gastos y los
ingresos por ventas proyectadas y el préstamo para financiar el proyecto.
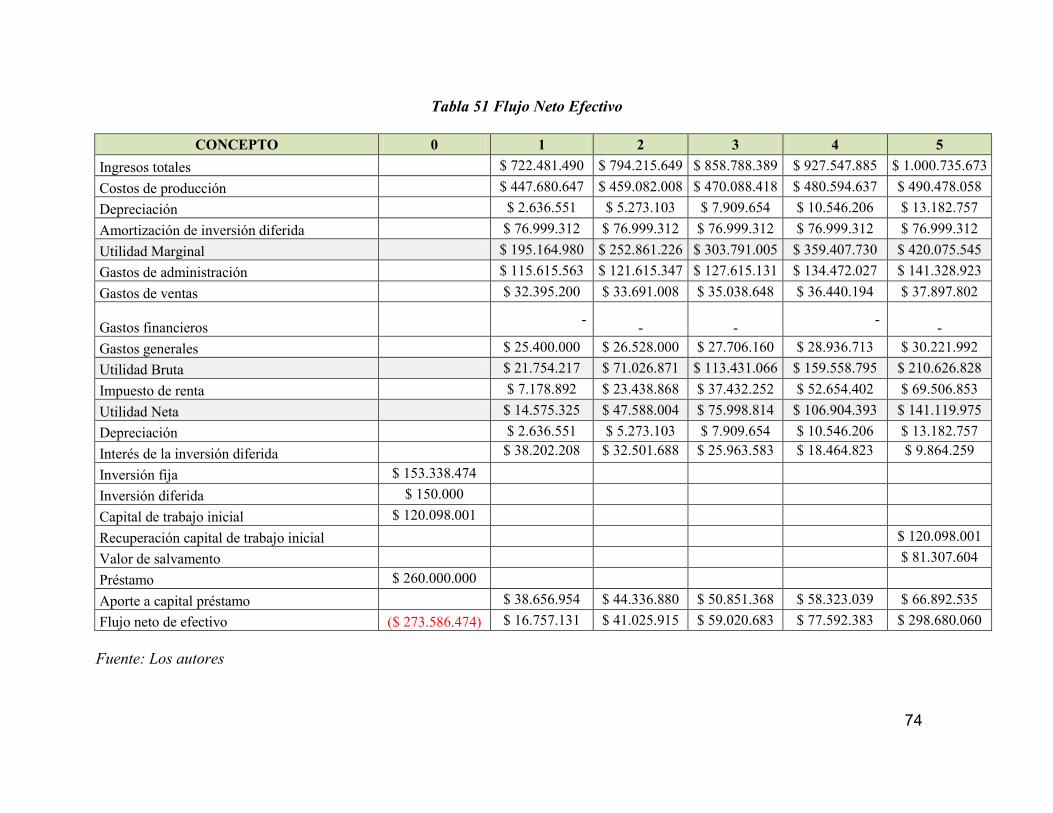
74
Tabla 51 Flujo Neto Efectivo
CONCEPTO 0 1 2 3 4 5
Ingresos totales $ 722.481.490 $ 794.215.649 $ 858.788.389 $ 927.547.885 $ 1.000.735.673
Costos de producción $ 447.680.647 $ 459.082.008 $ 470.088.418 $ 480.594.637 $ 490.478.058
Depreciación $ 2.636.551 $ 5.273.103 $ 7.909.654 $ 10.546.206 $ 13.182.757
Amortización de inversión diferida $ 76.999.312 $ 76.999.312 $ 76.999.312 $ 76.999.312 $ 76.999.312
Utilidad Marginal $ 195.164.980 $ 252.861.226 $ 303.791.005 $ 359.407.730 $ 420.075.545
Gastos de administración $ 115.615.563 $ 121.615.347 $ 127.615.131 $ 134.472.027 $ 141.328.923
Gastos de ventas $ 32.395.200 $ 33.691.008 $ 35.038.648 $ 36.440.194 $ 37.897.802
Gastos financieros -
-
- -
-
Gastos generales $ 25.400.000 $ 26.528.000 $ 27.706.160 $ 28.936.713 $ 30.221.992
Utilidad Bruta $ 21.754.217 $ 71.026.871 $ 113.431.066 $ 159.558.795 $ 210.626.828
Impuesto de renta $ 7.178.892 $ 23.438.868 $ 37.432.252 $ 52.654.402 $ 69.506.853
Utilidad Neta $ 14.575.325 $ 47.588.004 $ 75.998.814 $ 106.904.393 $ 141.119.975
Depreciación $ 2.636.551 $ 5.273.103 $ 7.909.654 $ 10.546.206 $ 13.182.757
Interés de la inversión diferida $ 38.202.208 $ 32.501.688 $ 25.963.583 $ 18.464.823 $ 9.864.259
Inversión fija $ 153.338.474
Inversión diferida $ 150.000
Capital de trabajo inicial $ 120.098.001
Recuperación capital de trabajo inicial $ 120.098.001
Valor de salvamento $ 81.307.604
Préstamo $ 260.000.000
Aporte a capital préstamo $ 38.656.954 $ 44.336.880 $ 50.851.368 $ 58.323.039 $ 66.892.535
Flujo neto de efectivo ($ 273.586.474) $ 16.757.131 $ 41.025.915 $ 59.020.683 $ 77.592.383 $ 298.680.060
Fuente: Los autores

75
7.3 Valor presente neto
7.3.1 VPN
Posterior al flujo de caja o flujo efectivo neto se plantea el valor presente neto, en el cual se de
acuerdo al histórico el margen de utilidad promedio de las empresas colombiana es del 14,5% y
un periodo de 5 años. Como se presenta a continuación.
Tasa: 14,5%
Flujo neto efectivo:
0 1 2 3 4 5
($ 273.586.474) $ 55.554.235 $ 85.523.538 $ 110.056.413 $ 136.126.872 $ 365.815.114
VPN: $ 8.570.457
7.3.2 VPN para la tasa de oportunidad mixta
De acuerdo a la Tasa de oportunidad mixta dada por la fuente de financiación del proyecto y los
recursos propios se calcula el VPN de la siguiente manera:
Tasa: 15%
Flujo neto efectivo:
0 1 2 3 4 5
($ 273.586.474) $ 55.554.235 $ 85.523.538 $ 110.056.413 $ 136.126.872 $ 365.815.114
VPN: $ 3.673.961
De acuerdo a la aplicación de la fórmula del VPN, teniendo en cuenta los resultados del flujo
neto efectivo y la tasa de oportunidad del 14,5% y las tasas de oportunidad mixta de 15%, se
identifica un VPN de $ 8.570.4571 en el primer caso y de $ 3.673.961 para el caso de la TO
mixta. Estos cálculos representan la diferencia entre todas las entradas y salidas de dinero de un
proyecto, debido a que es mayor que cero los dos cálculos se determina que es factible la
creación del proyecto. Ello significa que los flujos futuros traídos al presente son suficientes para
recuperar la inversión inicial y obtener un excedente económico.
7.4 Tasa interna de retorno
Esta tasa representa una tasa de descuento inter temporal que hace que los ingresos netos del
proyecto sean equivalentes al monto total de los egresos como inversiones, costos y gastos de
operación y rentabilidades sacrificadas o costos de oportunidad asumidos. (Román, 2018).

76
Esta tasa se calcula con el resultado del flujo efectivo neto que se presenta a continuación.
Flujo neto efectivo:
0 1 2 3 4 5
($ 273.586.474) $ 55.554.235 $ 85.523.538 $ 110.056.413 $ 136.126.872 $ 365.815.114
TIR: 15%
La TIR obtenida 15% es mayor que la TO 14,5%, lo que significa que el retorno del proyecto es
suficiente para compensar el costo de oportunidad del dinero, y además produce un rendimiento
adicional. Por tanto la realización del proyecto es altamente favorable.

77
8. CONCLUSIONES
1. Se concluye que es factible ejecutar la creación de una planta de fabricación de hilos y madera
a base plástico reciclado en la cuidad de Bogotá debido a que se evidencia un crecimiento del
mercado del 5,5% y de acuerdo a la capacidad que se proyecta se puede suplir este porcentaje de
la demanda.
2. En relación con los aspectos técnicos, el proyecto no presenta ningún tipo de impedimento
tecnológico que pueda afectar su ejecución y de acuerdo a los estudios realizados se evidencia
que la capacidad instalada proyectada puede aumentarse cuando se requiera, ya que solo se
proyectó una jornada de trabajo.
3. De las localidades de Bogotá las que cuentan con un proceso de transformación de material
son Bosa, Kennedy, Tunjuelito y Puente Aranda, por tanto, ubicando la empresa en Engativá
aportaría al crecimiento del aprovechamiento de los residuos de esta localidad.
4. De acuerdo a la evaluación de factibilidad del proyecto presentado en el capítulo 7, se
determina que es factible la creación de una planta de fabricación de hilos y madera a base
plástico reciclado en la cuidad de Bogotá, debido a que obtuvo resultados positivos en el cálculo
de la VPN de $ 8.570.4571 en el primer caso y de $ 3.673.961 para el caso de la TO mixta.
Estos cálculos representan la diferencia entre todas las entradas y salidas de dinero de un
proyecto, debido a que es mayor que cero los dos cálculos se determinan que es factible la
creación del proyecto. Por otro lado en la TIR calculada a partir del flujo neto de caja es de 15%,
siendo mayor que la TO y TO mixta, esto significa que los flujos futuros traídos al presente son
suficientes para recuperar la inversión inicial y obtener un excedente económico.

78
9. RECOMENDACIONES
1. Apoyar y promover estrategias de conciencia ambiental para la separación de residuos en
las fuentes.
2. Apoyar las investigaciones y desarrollos de nuevas estrategias de consumo de productos
y materiales más amigables con el medio ambiente los cuales no generan tantos impactos
ambientales.
3. Aprovechar al máximo las materias primas para reducir la generación de residuos.
4. Se recomienda al inversor que en el momento de tomar la decisión de invertir sobre
proyectos de esta índole, es necesario verificar el alza del dólar, ya que influye
notoriamente en la compra de los equipos y maquinaria, debido a que son importadas en
su mayoría.

79
10. BIBLIOGRAFÍA
ACERO, ACHURY Y BOLÍVAR (2009). Sector de la confección en Colombia. Bogotá:
Universidad del Rosario.
ACOPLÁSTICOS. (2017). Plásticos en Colombia. Bogotá: PUBLICACIÓN DE
ACOPLÁSTICOS. Recuperado el 26 de marzo de 2019 de:
[http://www.acoplasticos.org/index.php/mnu-nos/mnu-pyr/mnu-pyr-pi]
AGENCIA DE COOPERACIÓN INTERNACIONAL DEL JAPÓN (JICA) y Unidad
Administrativa Especial de Servicios Públicos UAESP (2013). Proyecto de Estudio del
Plan Maestro para el Manejo Integral de Residuos Sólidos en Bogotá, D.C. Bogotá:
KOKUSAI KOGYO CO., LTD. y EX RESEARCH INSTITUTE LTD. Disponible en:
[http://www.uaesp.gov.co/Uaesp_jo/images/SubdRBL/jica/GEJR13213_BOGOTA_INF
O RME2.pdf]
ALUNA CONSULTORES LIMITADA. (2011). Aproximación al mercado de
reciclables y las experiencias significativas. Disponible en [http://cempre.org.co/wp-
content/uploads/2017/05/3926estudio_nacional_de_reciclaje_aproximacicn_al_mercado_
de_reciclables_y_las_experien cias_significativas_0-1.pdf]
ÁLVAREZ, HERNANDO, British Broadcasting Corporation-BBC Mundo (2017). "Hay
tantos residuos de plástico en el mundo que podrían cubrir un país como Argentina": la
advertencia de un grupo científicos sobre la contaminación que acecha al nuestro planeta.
Disponible en: [http://www.bbc.com/mundo/noticias- 40664725]
ARÉVALO, J., & GÓMEZ, A. (2011). Plan de negocios para una empresa de reciclaje
que vincule a recicladores de oficio con inversionistas privados en la ciudad de Bogotá.
Repositorio institucional, Pontificia Universidad Javeriana. Disponible en de:
[https://repository.javeriana.edu.co/bitstream/handle/10554/9484/tesis580.pdf]
BELTRÁN RICO M., Marcilla Gomis A. (2012). Tecnología de polímeros: Procesado y
propiedades. Universidad de Alicante. Disponible en
[https://books.google.es/books?id=jxilUUn4_QAC&printsec=frontcover&dq=tecnologia
+de+polimeros&hl=es&sa=X&ved=0ahUKEwjr_5vckoXMAhUGVT4KHfvZCz4Q6wE
IJjAA#v=onepage&q&f=false].
BILVAO VILLENA A., (2015). Desengancharse del plástico problemas de un material
ubicuo. Ecologistas en acción. Recuperado el 29 de noviembre de 2018 de:
https://spip.ecologistasenaccion.org/IMG/pdf/informe-plastico.pdf
BLÁZQUEZ D., Del Olmo M. (2012). Fabricación de productos de plástico CNAE 22.2
Manual de eficiencia energética para pymes. Centro de eficiencia de energética. Gas
Natural Fenosa. Recuperado de []http://docplayer.es/11499743-Manual-de-eficiencia-
energetica-para-pymes-cnae-22-2.html
CASTRO, F. (2015). Plan de negocios de una empresa de reciclaje. Universidad
Internacional de la Rioja.
CAMAMARA Y COMERCIO DE BOGOTÁ. (2018) Disponible en
[https://www.ccb.org.co/Preguntas-frecuentes/Registros-Publicos/Que-son-las-
sociedades-por-acciones-simplificadas]
CICLOPLAST. (2018). cicloplast.com. Obtenido de La ruta del reciclado de plásticos
[http://www.cicloplast.com/index.php?accion=ruta-del-reciclado&subAccion=reciclado-
envases]

80
COLOMBIA, ALCALDÍA MAYOR DE BOGOTÁ D.C. (2015). “Carvajal” la cadena
productiva del plástico. Obtenido de Observatorio de Desarrollo Económico:
[http://observatorio.desarrolloeconomico.gov.co/directorio/documentosPortal/Cuadernill
o5 WEB.pdf]
COLOMBIA, ASAMBLEA CONSTITUYENTE DE 1991. (1991). Constitución Política
de Colombia. Bogotá.
COLOMBIA, BANCO DE LA REPÚBLICA. (2018). Boletín de indicadores
económicos.Banco de la República. Disponible en: [http://www.banrep.gov.co/es/bie]
COLOMBIA, MINISTERIO DE AMBIENTE, VIVIENDA Y DESARROLLO
TERRITORIAL (2004). Sector Plásticos, Guías Ambientales. Bogotá- Colombia.
Disponible en: [https://redjusticiaambientalcolombia.files.wordpress.com/2012/09/guias-
ambientales- sector-plc3a1sticos.pdf. Hanser: Bogotá D.C.]
COLOMBIA, UNIDAD ADMINISTRATIVA ESPECIAL DE SERVICIOS PÚBLICOS
UAESP (2015). Plan de Gestión Integral de Residuos Sólidos 2016- 2027. disponible en:
[http://www.uaesp.gov.co/uaesp_jo/images/direccion/PGIRS_FINAL_18-12-2015.pdf.
Hanser: Bogotá D.C.]
CORREDOR, MARTHA (2010). El Sector Reciclaje en Bogotá y su Región:
Oportunidades para los Negocios Inclusivos. Serie Guías Sectoriales No. 2 – 2010.
Disponible en: [http://asociacionrecicladoresbogota.org/wp-
content/uploads/2012/04/El_sector_reciclaje_en_Bogota_y.pdf._Bogotá D.C.].
DEPARTAMENTO NACIONAL DE PLANEACIÓN. (2016) Informe Nacional de
Aprovechamiento. Disponible en
[http://www.andi.com.co/Uploads/22.%20Informa%20de%20Aprovechamiento%201873
02.pdf]
DEL VAL ALFONSO (2000). El Libro del Reciclaje. Barcelona, 3ª edición. RBA
LIBROS
DOMINGO, R. (23 de septiembre de 2011). Estudio del mercado de Productos Plásticos
Reciclados. Obtenido de United Nations Environment Programme:
[http://www.unep.fr/scp/procurement/pilotcountries/files/uruguaymraplastic.pdf]
ESCUELA COLOMBIANA DE INGENIERÍA. (2008). Identificación de Plásticos.
Bogotá. Disponible en:
[https://www.escuelaing.edu.co/uploads/laboratorios/1960_idplasticosr2.pdf]
ESPÍN Guadalupe, PEÑA Carlos Felipe SEGURA Daniel. Biología de Azotobacter
vinelandii. (2016). univeristarios potosinos revista de divulgación científica. Disponible
en (http://www.biblioweb.tic.unam.mx/libros/microbios/Cap6/)
FERNÁNDEZ COLOMINA A., SANCHEZ M. (2007) Guía para la gestión integral de
los residuos sólidos urbanos. Organización de las Naciones Unidas para el Desarrollo
Industrial (ONUDI), Secretaría Estatal para Asuntos Económicos (SECO), Laboratorio
de Análisis de Residuos (LARE). Disponible en:
https://www.unido.org/fileadmin/import/72852_Gua_Gestin_Integral_de_RSU.pdf].
GAVIRIA VERGARA F. E., Iguaran Campo V. J. Estudio de factibilidad para el
montaje de una planta recicladora de tereftalato de polietileno (PET) para fabricar
láminas de plástico reciclado para divisiones y elementos de oficinas en la ciudad de
maicao – la guajira. (2015). (Tesis de grado) Universidad de San buenaventura.
Disponible

81
en:[http://bibliotecadigital.usbcali.edu.co/jspui/bitstream/10819/2864/1/Estudio%20de%
20factibilidad%20para%20montaje_Gaviria_2015.pdf]
GÓMEZ, L. (2017). el reciclaje de PET, PEAD, PEBD, PS Y PP en estibas plásticas
como modelo de negocio. Obtenido de Universidad del Rosario: Disponible en
[http://dx.doi.org.kuleuven.ezproxy.kuleuven.be/10.4028/www.scientific.net/AMM.768.
41 8 Ingeniería Industrial, 123-137].
JUNXIA ZHANG, XIFEI YANG, HAILONG SU AND XINTING WANG, (2011) "A
new EVA/PET film separation recycling process," The 2nd International Conference on
Information Science and Engineering, Hangzhou, China ( 2010). Disponible en:
[http://ieeexplore.ieee.org/document/5689425/?reload=true].
LI, X., GUO, Y. W., RUAN, J. L., Qiao, Q., & Zhang, J. Q. (2015). Impacts of different
wetting agents on the density separation of waste plastic mixtures. Applied Mechanics
and Materials, 768, 418-425. doi: management. ProQuest. Obtenido de:
https://ebookcentral.proquest.com.
LÓPEZ JOAQUIN, TOMAS DÍEZ LUIS (2006). Dirección financiera. Pearson
Educación.
MANSILLA, L., & RUIZ, M. (2009). Reciclaje de botellas de PET para obtener fibra de
poliéster.
MORTON Jones D. H. (1999). Procesamiento de los plásticos. Limusa. pág. 35 y 38.
NORIEGA TOLEDO María Consuelo, RONCANCIO CHAVES Juan Carlos. Estado del
ambiente de la ciudad de Bogotá, D.C.(2008). Disponible en
[https://books.google.com.co/books?id=BUgSAQAAIAAJ&q=Estado+del+ambiente+de
+la+ciudad+de+Bogot%C3%A1&dq=Estado+del+ambiente+de+la+ciudad+de+Bogot%
C3%A1&hl=es-419&sa=X&ved=0ahUKEwiC-
Yj86bHeAhVCyVMKHTwSCf8Q6AEIKTAA].
OCHOA MIRANDA Marlybell. OCHOA MIRANDA, "Reflexiones académicas en
torno a la Gestión Integral de Residuos en Colombia: Balance y herramientas para su
aplicación". Revista Javeriana: El Pensamiento Cristiano En Diálogo Con El Mundo.
Medio Ambiente Universal Y Desarrollo Sostenible. ISSN: 0120-3088. Editorial
Pontificia Universidad Javeriana
PARRA, M. (2015). Secretaría Distrital de Planeación. Obtenido de Estimación de
Rentabilidad de Referencia para el sector de la construcción: Disponible en:
[www.sdp.gov.co/portal/page/portal/PortalSDP/.../rentabilidad_07-03-2017.pdf].
PENAGOS S. (2004) Introducción a la evaluación economía financiera. Editorial ICA.
1981.
QUINTANA, M. P. G. A., Benitez, E. O., González, S. A. P., del Castillo, Ana Lucía
Muñoz Gómez, & Vega, R. M. (2013). An application of routing models for PET pickup
for recycling. IIE Annual Conference.Proceedings,1-10. Disponible de: [https://search-
proquest-com.kuleuven.ezproxy.kuleuven.be/docview/1471958449?accountid=17215].
RAMOS DEL VALLE L. F. Extrusión de plásticos. Principios básicos. México. Limusa.
(2012).
REYES LIZCANO Fredy Alberto y FIGUEROA INFANTE Ana Sofía. Uso de los
desechos plásticos en mezclas asfálticas. Bogotá, Colombia: Pontificia Universidad
Javeriana. (2008). Disponible en
[https://books.google.com.co/books?id=JyvOW6kl7DAC&pg=PA13&dq=aprovechamie

82
nto+de+residuos+en+bogota&hl=es-
419&sa=X&ved=0ahUKEwii5bWl6bHeAhUD3FMKHUW9CQoQ6AEIMjAC#v=onepa
ge&q=residuos&f=false].
RÖBEN, E. (2003). El Reciclaje. Loja: Municipio de Loja y Servicio Alemán de
Cooperación Social-Técnica.
ROMAN CASTILLO R. E. (2018). Formulación y evaluación de proyectos industriales.
Editorial UD, Bogotá.
SÁNCHEZ SIERRA M. A., Paredes Quiroga P. A. (2014). Estudio de viabilidad técnica
de la implementación del polietileno tereftalato como material para estabilización de
taludes. Universidad Católica de Colombia. Bogotá. Disponible en
[http://repository.ucatolica.edu.co/jspui/bitstream/10983/1703/1/estudio%20de%20viabil
idad%20t%c3%89cnica%20de%20la%20implementaci%c3%93n%20del%20polietileno
%20tereftalato%20como%20material%20para%20estabilizaci%c3%93n%20de%20talud
~1.pdf].
SEPULVEDA Alejandra Planet. Alerta, el océano y la contaminación marina.
(2012).Disponible en:
[https://books.google.com.co/books?id=Nw_iAwAAQBAJ&printsec=frontcover&dq=la
+sopa+de+pl%C3%A1stico&hl=es19&sa=X&ved=0ahUKEwjCjfif1b7iAhVJxVkKHTj
uBmEQ6wEINDAC#v=onepage&q=la%20sopa%20de%20pl%C3%A1stico&f=false]
THOMPSON, R.C., OLSEN, Y., MITCHELL, R.P., Davis, A., ROWLAND, S.J., John,
A.W.G., MCGONIGLE, D., & RUSSELL, A.E. Lost at Sea: ¿Where is All the Plastic?
Science, 304. (2004). Disponible en: [www.sciencemar.org.]
UAESP Unidad Administrativa Especial De Servicios Públicos (2015). Plan de gestión
de Residuos Sólidos. Bogotá D.C. UAESP. 2015.
UAESP Unidad Administrativa Especial De Servicios Públicos (2018). Glosario.
Disponible en [http://www.uaesp.gov.co/transparencia/informacion-interes/glosario]
VOLKHEIMER, Scafati Laura, Melendi Daniel L. Breve enciclopedia del ambiente.
(1951). Wolfgang Consejo Nacional de Investigaciones Científicas y Técnicas de
Argentina. Universidad Nacional de Cuyo Argentina.

83
11. ANEXOS
Anexo 1 Perfiles de cargo de la empresa
Anexo 2 Listado de empresas encuestadas
Anexo 3 Cotización ferias en Corferias
Anexo 4 Análisis de la competencia
Anexo 5 Cotización de extrusora
Anexo 6 Cotización de secadora
Anexo 7 Cotización de trituradora
Anexo 8 Cotización Sistema de enfriamiento
Anexo 9 Cotización Calibrador pie de rey
Anexo 10 Cotización Báscula
Anexo 11 Cotización Calibrador