čeličnih naplataka - sfsb.unios.hr 2005 - PDF/6-5.pdf · Preša i alat za savijanje Uzdužno...
9
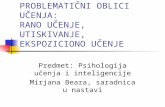
6.5. Slijed proizvodnih i kontrolnih aktivnosti kod projektiranja tehnologije izrade čeličnih naplataka Proizvodnja čeličnih naplataka koja se analizira u ovom poglavlju je visokoserijska, pojavljuje se više tipova čeličnih naplataka, a u izradi se primjenjuju suvremene tehnologije. Čelični naplatci imaju raznoliku primjenu i proizvode se ovisno o njihovoj namjeni u velikom rasponu dimenzija, od 4.00″ do 20.00″. Navedeni naplatci se primjenjuju kod: 1. strojeva za hortikulturu i uređivanje zelenih površina, dimenzije naplataka od 4.00″ do 20.00″ , 2. kod raznih vrsta kolica, dimenzija naplataka od 4.00″ do 10.00″, 3. strojeva za agrikulturu, sijačica i sl., 4. raznih terenskih vozila, dimenzije naplataka od 6.00″ do 12.00″ , 5. prikolica, kamp kučica, statičnih stambenih prikolica (″static caravan″), prikolica za stoku, dimenzija 8.00″ do 15.00″, 6. lakih građevinskih strojeva za iskope i prijevoz zemlje, viljuškara i slično, dimenzija 10.00″ do 20.00″ . Slika 46. Primjeri nekoliko tipova čeličnih naplataka Slika 47. Primjer primjene čeličnih naplataka kod manjih građevinskih strojeva
Transcript of čeličnih naplataka - sfsb.unios.hr 2005 - PDF/6-5.pdf · Preša i alat za savijanje Uzdužno...

6.5. Slijed proizvodnih i kontrolnih aktivnosti kod projektiranja tehnologije izrade
čeličnih naplataka
Proizvodnja čeličnih naplataka koja se analizira u ovom poglavlju je visokoserijska,
pojavljuje se više tipova čeličnih naplataka, a u izradi se primjenjuju suvremene tehnologije.
Čelični naplatci imaju raznoliku primjenu i proizvode se ovisno o njihovoj namjeni u velikom
rasponu dimenzija, od 4.00″ do 20.00″. Navedeni naplatci se primjenjuju kod:
1. strojeva za hortikulturu i uređivanje zelenih površina, dimenzije naplataka od
4.00″ do 20.00″ ,
2. kod raznih vrsta kolica, dimenzija naplataka od 4.00″ do 10.00″,
3. strojeva za agrikulturu, sijačica i sl.,
4. raznih terenskih vozila, dimenzije naplataka od 6.00″ do 12.00″ ,
5. prikolica, kamp kučica, statičnih stambenih prikolica (″static caravan″),
prikolica za stoku, dimenzija 8.00″ do 15.00″,
6. lakih građevinskih strojeva za iskope i prijevoz zemlje, viljuškara i slično,
dimenzija 10.00″ do 20.00″ .
Slika 46. Primjeri nekoliko tipova čeličnih naplataka
Slika 47. Primjer primjene čeličnih naplataka kod manjih građevinskih strojeva

Najčešće primjenjivani materijal u proizvodnji svih dijelova i vrsta naplataka pa tako i
plašteva je toplo valjani čelik oznake DD11 prema EN 10111. Može se zahtijevati nauljeni ili
ne, ali uglavnom se upotrebljava nauljeni. U slučaju da lim nije isporučen kao nauljeni, što se
nekad zahtijeva za proizvodnju nekih vrsta diskova, tada se nakon sječenja lima, trake odvoze
na pjeskarenje pa tek nakon te operacije lim ide dalje u proizvodnju. Mehanička i kemijska
svojstva navedenih materijala propisani su normom EN 10111, a tolerancije mjera i debljina
EN 10051. U tablici koja slijedi daje se kemijski sastav i mehanička svojstva navedenog
čelika, ali i nekih materijala koji se također nekada primjenjuju u proizvodnji naplataka.
Tablica 6. Kemijski sastav i mehanička svojstva čelika primjenjivanih u proizvodnji naplataka
Kemijski sastav Mehanička svojstva C Mn P S Re Rm Oznaka
materijala ≤% ≤% ≤% ≤% MPa MPa
DD10 0,120 0,060 0,050 0,050 DD11 0,120 0,060 0,045 0,045 170-360 440 DD12 0,100 0,450 0,035 0,035 170-340 420 DD13 0,080 0,400 0,030 0,030 170-330 400 DD14 0,080 0,350 0,025 0,025 170-310 380
S obzirom na širok spektar primjene različitih tipova čeličnih naplataka, prema svakoj grupi
naplataka projektira se tehnološka linija sa odgovarajućim tehnološkim postupcima
neophodnim za izradu određenog tipa čeličnog naplatka. Tako se u proizvodnom procesu
nalazi više proizvodnih linija na kraju kojih izlaze pojedini tipovi naplataka (ovisno o
trenutnoj narudžbi kupaca). Kao primjer analize proizvodnih aktivnosti u serijskoj izradi
čeličnih napalatka obrazlažu se dvije proizvodne linija (linija E i linija F) na kojojima se
odvija proizvodnja najvećih i najtežih naplataka, od 8″ do 20″. Proces proizvodnje ovih vrsta
naplataka bitno se razlikuje od proizvodnje ostalih tipova naplataka.

TEHNOLOŠKA OPERACIJA ALAT TEHNOLOŠKA
OPERACIJA ALAT
LINIJA E LINIJA F
Sječenje traka iz tabli lima Škare za lim Sječenje traka iz tabli
lima Škare za lim
1. Štancanje rondela ili
2. Izrezivanje rondela iz table lima
1. Mehanička preša 250t, alat za štancanje rondela ili 2. Plinski rezač
Rolovanje traka u cilindre
CNC stroj za rolovanje lima
Savijanje rondela u zahtijevani oblik (u slučaju da disk nije
ravan)
Preša i alat za savijanje Uzdužno zavarivanje cilindara
CNC automat za zavarivanje plazma
postupkom
Utiskivanje konusa na krajeve cilindra
Preša i alat za utiskivanje konusa
1. Probijanje rupa i formiranje ležišta za vijke ili
2. Bušenje rupa za vijak i ako je potrebno upuštanje rupa za sjedište vijka
1. Stroj sa okretnim stolom za probijanje rupa i formiranje sjedišta za vijke, alat za centriranje diska i probijač ili 2.Vertikalna bušilica, spiralno svrdlo, upuštač
Hladno oblikovanje cilindra u plašt naplatka prema programu stroja
CNC stroj za hladno oblikovanje, alat za hladno oblikovanje
Tokarenje vanjskog ruba diska i
centralne rupe CNC tokarski stroj
Utiskivanje zaštitnog žlijeba na krajeve
plašta
Stroj i alat za utiskivanje zaštitnog
žlijeba
Utiskivanje žiga Preša i alat za utiskivanje žiga
Probijanje rupe za ventil
Preša i alat za probijanje rupe
ventila
1. Utiskivanje diska u plašt u slučaju savijenih diskova ili
2. Pripajanje diska za plašt u slučaju ravnih diskova
1. Preša za utiskivanje diskova u plašt ili
2. Aparat za zavarivanje i alat za namještanje položaja diska u plaštu
Zavarivanje diskova u plašteve Aparati za MAG zavarivanje, pozicioneri
Čišćenje, odmašćivanje i plastificiranje Linija za čišćenje, odmašćivanje i plastificiranje
Slaganje na drvene palete i umatanje folijom Linija za pakovanje naplataka
Slika 48. Shematski prikaz proizvodnje naplataka na E i F liniji

Shematski prikaz proizvodnog procesa izrade čeličnih naplataka prikazan je na sljedećoj
slici:
skladište sječenje traka rolovanje zavarivanje plazmom
utiskivanje konusa oblikovanje plašta zavarivanje plašta i diska bojanje i skladištenje
Slika 49. Pojednostavljeni prikaz tehnoloških operacija pri izradi čeličnog naplatka U nastavku se daje nekoliko fotografija sa važnijim detaljima iz proizvodnog procesa izrade
čeličnih naplataka.
Automat za plazma zavarivanje Preša za utiskivnje konusa
Slika 50. Detalj automatskog plazma zavarivanja cilindričnog plašta čeličnog naplatka i utiskivanja konusa

Stroj za oblikovanje plašta Utiskivanje zaštitnog žlijeba
MAG zavarivanje diska u plašt
Primjeri gotovih čeličnih naplataka izrađenih na liniji E i F Slika 51. Detalji iz proizvodnog procesa izrade čeličnog naplatka

Karakterističan i za naše uvjete proizvodnje ne učestal primjer zavarivanja je zavarivanje
cilindričnog plašta (uzdužni zavareni spoj) plazma postupkom, na automatskom CNC stroju.
Iz tog se razloga u nastavku daje i SPZ/WPS dokument koji obrazlaže glavne parametre
zavarivanja, a pored toga će se dati i nekoliko fotografija – detalja iz proizvodnog procesa
izrade čeličnih naplataka..
Slika 52. Postavljanje i pozicioniranje cilindra na automat za automatsko plazma zavarivanje

Slika 53. Detalji zavarivanja cilindra na CNC automatu za plazma zavarivanje Na prikazanim zavarenim cilindrima zajedno sa nastavnim pločicama može se primijetiti i širina zone utjecaja topline koja je za nijansu šira od samog zavara.
Slika 54. Izgled cilindra zavarenog plazma postupkom sa strane lica i korijena zavara

Plazma postupak elektrolučnog zavarivanja taljenjem najsličniji je TIG postupku iz kojega se
i razvio. Za razliku od TIG postupka, to je visokoučinski postupak zavarivanja sa puno većom
snagom protaljivanja i puno većom brzinom zavarivanja, a uz izuzetno visoku kvalitetu
zavarenih spojeva. U slučaju primjene automatskog zavarivanja pomoću CNC stroja,
ponovljivost postupka zavarivanja i primjenjenih parametara zavarivanja je neupitna. Stoga se
ovaj postupak pokazao uspješnim u serijskoj i fleksibilnoj proizvodnji čeličnih naplataka.
Usporedbe radi, na sljedećoj se slici daje primjer pripreme žlijeba za zavarivanje kod REL,
TIG i plazma postupka zavarivanja. Evidentno je i da je sa stajališta pripreme žlijeba za
zavarivanje (ali i izvedivosti zavarivanja) prednost upravo na strani automatskog plazma
postupka zavarivanja. Kod ovoga se postupka zavarivanja koristi bakarna podloška, pa se
zahvaljujući njoj postiže izuzetna kvaliteta korijena zavarenog spoja.
Slika 55. Prikaz pripreme spoja za zavarivanje pri različitim postupcima zavarivanja
Debljina OM REL TIG PLAZMA

Slika 56. SPZ/WPS dokument za automatsko zavarivanje cilindričnog plašta plazma postupkom