Ručno elektrolučno zavarivanje
17
Ručno elektrolučno zavarivanje REL
-
Upload
branimirduronjic -
Category
Documents
-
view
342 -
download
39
description
PP prezentacija seminarskog rada
Transcript of Ručno elektrolučno zavarivanje

Ručno elektrolučno zavarivanjeREL

Ručno elektrolučno zavarivanje obloženom elektrodom
Ručno elektrolučno zavarivanje obloženom elektrodom (REL) je postupak spajanja metala topljenjem obložene elektrode i dijela osnovnog metala u električnom luku koji se uspostavlja i održava između radnog komada (osnovnog metala) i elektrode.

Ručno elektrolučno zavarivanje obloženom elektrodom
Uređaj za REL postupak se sastoji od izvora struje, dovodnih i odvodnih kablova, držača elektrode, stezaljke za masu, a u dodatnu opremu spadaju zaštitna odjeća i maska zavarivača, te njegov ručni alat.

Ručno elektrolučno zavarivanje obloženom elektrodom
Za REL postupak koriste se obije vrste struje, jednosmjerna i naizmjenična, pri čemu izbor prvenstveno zavisi od vrste obloge i obično je preporučen od strane proizvođača elektrode. U svakom slučaju koristi se izvor sa strmopadajućom statičkom karakteristikom, koji obezbjeđuje malu promjenu jačine struje pri slučajnoj promjeni dužine luka, koja je neminovna kod ručnog zavarivanja.
Ručno elektrolučno zavarivanje obloženom elektrodom
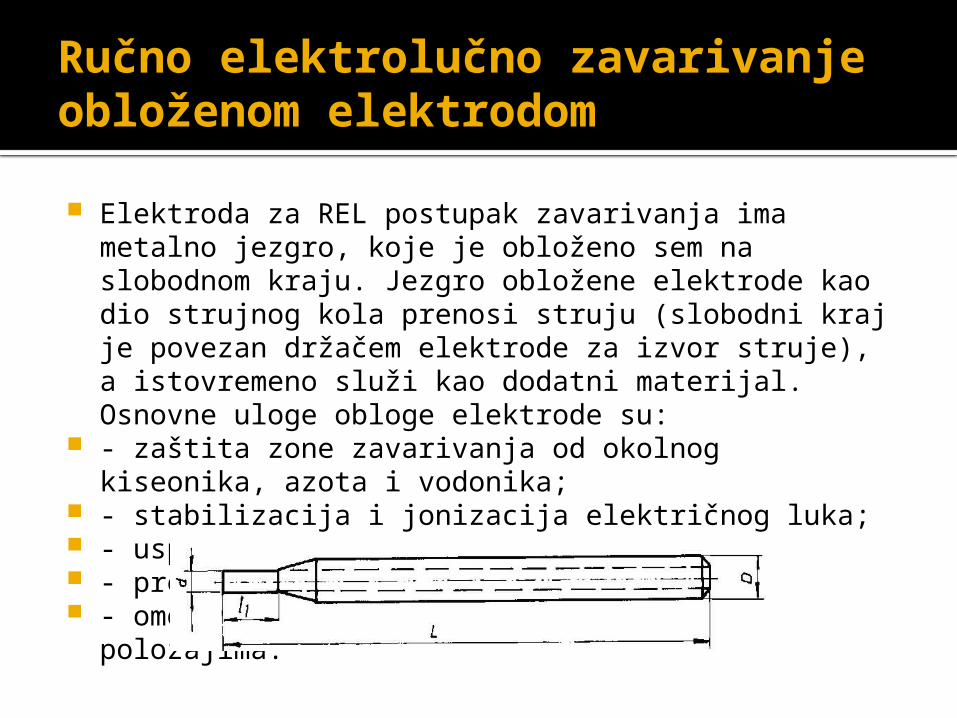
Elektroda za REL postupak zavarivanja ima metalno jezgro, koje je obloženo sem na slobodnom kraju. Jezgro obložene elektrode kao dio strujnog kola prenosi struju (slobodni kraj je povezan držačem elektrode za izvor struje), a istovremeno služi kao dodatni materijal. Osnovne uloge obloge elektrode su:
- zaštita zone zavarivanja od okolnog kiseonika, azota i vodonika;
- stabilizacija i jonizacija električnog luka; - usporavanje hlađenja metala šava; - prečišćavanje i legiranje metala šava; - omogućavanje zavarivanja u prinudnim položajima.

Ručno elektrolučno zavarivanje obloženom elektrodom
Parametri zavarivanja Osnovni parametri REL postupka zavarivanja su: a) vrsta i prečnik elektrode; b) jačina, vrsta i polaritet struje zavarivanja; c) dužina električnog luka; d) nagib elektrode; e) brzina zavarivanja; f) tehnika vođenja elektrode (njihanje); g) vrsta i kvalitet pripreme za zavarivanje.

Ručno elektrolučno zavarivanje obloženom elektrodom
a) Na izbor vrste elektrode najvažniji uticaj imaju osobine osnovnog materijala koji se zavaruje, a izbor se vrši prema mehaničkim osobinama i hemijskom sastavu materijala.

Ručno elektrolučno zavarivanje obloženom elektrodom
b) Jačina struje je najuticajniji parametar pri REL zavarivanju. . Kao osnovna smjernica za izbor jačine struje pri zavarivanju
ugljeničnih i niskolegiranih čelika u horizontalnom položaju mogu da se koriste iskustveni izrazi:
Iz=(20÷25)⋅de, de<4 mm; Iz=(35÷50)⋅de, de=4÷ 5 mm;
Iz=(15+6⋅de)⋅de, de>5 mm gdje je de -prečnik elektrode (mm), a Iz -jačina struje (A).

Ručno elektrolučno zavarivanje obloženom elektrodom
c) Optimalna dužina električnog luka je udaljenost kraja elektrode od zavarivanog materijala i zavisi od vrste elektrode.
d) Nagib elektrode utiče na penetraciju (dubinu uvara) i na dužinu električnog luka, znači da više nagnuta elektroda uzrokuje povećanje električnog luka i smanjenje penetracije. REL zavarivanje se izvodi sa nagibom
elektroda od 70-90°.

Ručno elektrolučno zavarivanje obloženom elektrodom
e) Brzina zavarivanja zavisi od oblika i dimenzija spoja, vrste materijala i elektrode. Prevelika brzina zavarivanja smanjuje penetraciju i pojačava nadvišenje zavara, dok premala brzina zavarivanja dovodi do pojave uključaka troske u zavaru.
f) Tehnika vođenja elektrode (njihanje elektrode).

Ručno elektrolučno zavarivanje obloženom elektrodom
Čuvanje i skladištenje elektroda Elektrode se moraju uskladištiti tako da su zaštićene od atmosfeskog uticaja, posebno vlage, a takođe mora da bude
osigurano da ne dođe do oštećenja obloge i zamjene pojedinih vrsta elektrode.
Sušenje elektroda se obavlja u posebnim pećima za sušenje sa mogućnošću regulacije temperature. Sem toga svaki zavarivač bi morao na radnom mestu da ima posebnu priručnu peć-sušionik za održavanje temperature, najčešće izmedju 60-90⁰C, kako bi se spriječilo vlaženje elektroda za vrijeme rada.

Ručno elektrolučno zavarivanje obloženom elektrodom
Karakteristični problemi kod elektrolučnog zavarivanja
Amperaža suviše niska
Rezultat je uzak i visok varni šav, primjetno uzak varni šav i slab prodor zavara u radne dijelove. Sa niskom amperažom teško je startovati strujni luk i teško je voditi zavar jer
luk skreće sa jedne strane ivice ka drugoj.
Ručno elektrolučno zavarivanje obloženom elektrodom
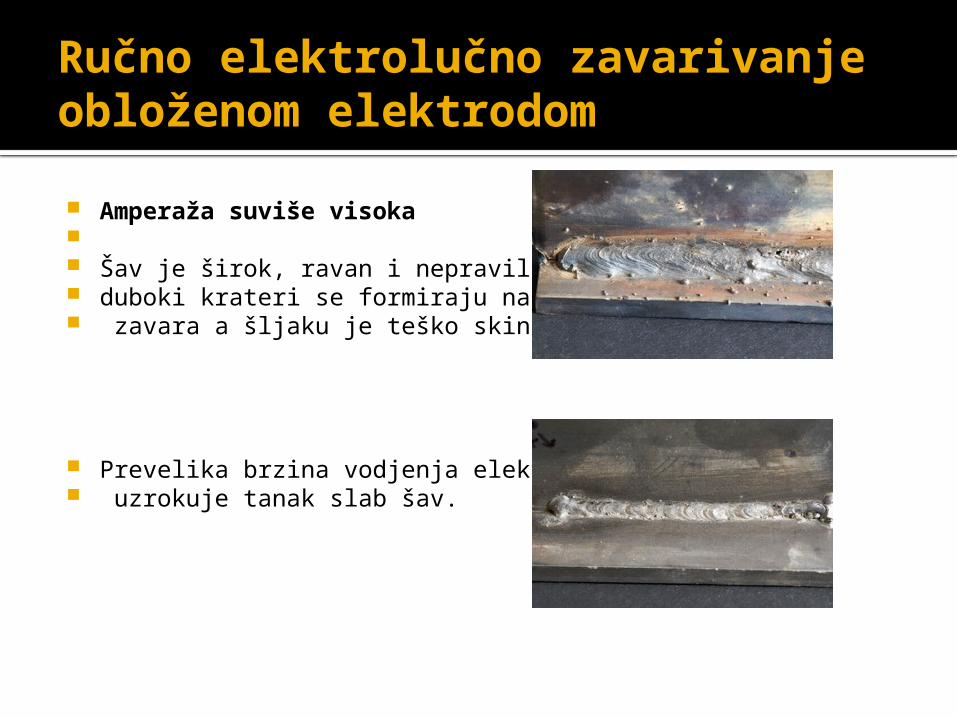
Amperaža suviše visoka Šav je širok, ravan i nepravilan, duboki krateri se formiraju na kraju zavara a šljaku je teško skinuti.
Prevelika brzina vodjenja elektrode uzrokuje tanak slab šav.

Ručno elektrolučno zavarivanje obloženom elektrodom
Mala brzina vodjenja zavara daje širok i uzdignut šav. Oblik šava nije ravnomjeran pošto se zavarivački rastop često uvećava i pretvara u krater.
Kratak strujni luk, takav da je ponekad vrh elektrode pokriven troska prouzrokuje neravnu površinu na mestima gde je rastop guran elektrodom,a šav će imati slabu snagu.

Ručno elektrolučno zavarivanje obloženom elektrodom
Predugačak strujni luk Predug razmak izmedju elektrode i radnog dijela povećaće
voltažu, karakteriše ga širok šav sa velikim razbacivanjem materijala. To takođe čini luk nestabilnim i biće teško skinuti trosku sa rubova zavara.Lučno zavarivanje je konstantan strujni proces ali dužina luka ima efekat na voltažu. Smanjenje luka uzrokuje smanjenje voltaže. Povećanje dužine luka povećaće voltažu.

Ručno elektrolučno zavarivanje obloženom elektrodom
Izgled ispravno izvedenog zavara

Ručno elektrolučno zavarivanje obloženom elektrodom
Zaključak REL zavarivanje i danas ima važno mjesto u proizvodnji
zavarenih konstrukcija i pokazuje se kao tehnologično rješenje ako je riječ o izvođenju kraćih zavara, o pojedinačnoj i maloserijskoj proizvodnji, reparaturnom zavarivanju, zavarivanju u otežanim uslovima rada itd.
Mala pripremno-završna vremena, jednostavna oprema, univerzalnost postupka te veliki spektar dodatnog materijala daju potpunu opravdanost izbora REL zavarivanja u većini industriskih zahtjeva.