
레이저발진기및응용시스템기술개발에관한 연구 ()...
169
-1- 레이저발진기 및 응용시스템 기술개발에 관한 연구 연구기획사업 최종보고서 ( ) 1999. 6. 29. 주관기관 한국광학기기협회 : 산 업 자 원 부
Transcript of 레이저발진기및응용시스템기술개발에관한 연구 ()...

- 1 -
레이저발진기 및 응용시스템 기술개발에 관한
연구
연구기획사업 최종보고서( )
1999. 6. 29.
주관기관 한국광학기기협회:
산 업 자 원 부
- 2 -
제 출 문
산업자원부장관 귀하
본 보고서를 레이저발진기 및 응용시스템에 관한 기술개발 개발기간“ ”( : 1999. 4. 1
과제의 연구기획사업 최종 보고서로 제출합니다~1999. 6. 30) .
1999. 6. 29.
개발사업 주관기관명 한 국 광 학 기 기 협 회:
개발사업 총괄책임자 하나기술 주 대표이사 김 도 열: ( )
연 구 원
한국과학기기협회 홍계인 김영균 권동근: , ,
하나기술 주 최홍건( ):
삼성항공산업 박충범:
이오테크닉스 성규동:
원다레이저 원종욱:
한국전광 채진석:
한빛레이저 김정묵:
한국원자력연구소 이종민 차병헌 김정수: , ,
한국기계연구원 황경헌:
금광 김광석:
한광 계명재:

- 3 -
감사의 글[ ]
레이저 관련 산업으로 레이저 발진기 및 응용 시스템 기술 개발에 대한 중점 추진
과제의 대상으로서의 본 기획은 우리 나라 산업용 레이저 개발 여년 역사 중 처20
음입니다.
본과제의 국가 산업 전반에 미치는 중대한 영향과 레이저 관련 산업의 국제 경쟁력
확보를 위한 기회라는 점에서 과제 도출을 위하여 노력하신 광학기기협회 홍계인
전무이사님 이하 협회 임직원들에게 감사 드립니다.
무엇보다도 본 과제의 국가적인 중요성을 이해하고 레이저 발진기 및 레이저 가공
기 제조회사의 사장들이 전원 기획과 운영위로 참여를 한 점과 출연연구기관의 관
련 최고 연구 책임자들이 실무적인 기획 작업에 같이 동참하여 주신데에 대하여 감
사의 말씀을 금할 길이 없습니다.
더구나 학계를 대표하여 김도훈 레이저가공 학회장께서 자문위원을 허락하여 주시
고 기술진이 아닌 시각에서의 사업 전략 도출을 위하여 자문위원에 응하여 주신,
고려대학교 경영대학원 장세진 교수님께도 감사를 드립니다.
본 과제에서 우리는 레이저 산업 도약을 위한 개년 전략을 수립하여 보았다10 .
년에 세계 대 레이저 산업국이 되기 위한 우리들의 노력이 그 목적을 달성2010 4
하고 본 과제에 대한 실제적 최종 보고서를 년에 레이저 산업의 부가가치율로2011
나타내 보여야 할 것입니다 이것이 국가에 대한 우리의 약속 일 것입니다. .
- 4 -
요 약 문[ ]
제 목I.
레이저발진기 및 응용시스템에 관한 연구
연구기간II.
년 월 일 월 일 개월간1999 4 1 ~ 6 30 (3 )
주관기관 및 총괄책임자III.
주관기관 한국광학기기협회:▶
총괄책임자 하나기술 주 대표이사 김도열: ( )▶
기획사업의 목적 및 중요성IV.
본 연구기획에서는 국내 외 레이저발진기 및 응용시스템의 동향을 파악하고 국내ㆍ
개발에 필요한 요소기술의 확보방안 및 비교우위 상품화를 선별함을 모색함으로써
바람직한 개발방향을 도출함에 있다 또한 향후 연구개발사업이 효율적으로 이루어. ,
지도록 하고 관련업체의 국제경쟁력을 제고함으로써 레이저발진기 및 가공 응용시
스템을 수출 주력산업으로 육성하기 위한 산 학 연 관의 유기적인 협조체계를ㆍ ㆍ ㆍ
도출하는데 목적이 있다.
기획사업의 내용 및 범위V.
본 연구기획사업에서는 세계 레이저 기술의 동향을 시장전만과 기술개발 측면에서
분석하였다 먼저 레이저 국내 외 발진기 및 응용시스템 가공기들을 중심으로 시. ,ㆍ
장동향을 파악하였고 국내의 레이저산업의 전반에 관한 검토를 거쳐 비교우위를,
점할 수 있는 사업도출에 노력하였다 아울러 국내 레이저업계의 현황과 문제점을. ,
분석하여 활성화할 수 있는 기술개발 및 정책지원을 위한 연구개발 추진전략에 대
해서도 알아 보았다.

- 5 -
기획사업의 결과 및 활용에 대한 건의VI.
본 기획사업에서는 가능한 최그느이 기술자료를 정리하여 기술 개발의 동향 시장,
전망 및 국내기술의 발전을 위한 비교우위 추진 전략을 기술하였다 레이저산업은.
정밀광학과 관련 공학기술 등이 결합한 첨단 복합기술산업이며 세제적으로 그 응,
용범위는 계속적으로 늘어나고 있는 실정이다 그러므로 국내의 레이저산업 및 응. ,
용시스템을 이용한 가공기기에 대한 자세한 분류 및 통계가 빈약한 상황에서 본 기
획사업의 결과는 이 분야의 관련요원들에게 효과적이고 체계적인 참고 지침서가 될
수 있으며 정책결정을 위한 기본자료로 활용할 수 있을 것이다, .
- 6 -
목 차
제 장 연구 개요1
제 절 레이저 발진기 및 응용시스템 기술 개요1
레이저 발진기 및 응용시스템기술의 정의1.
레이저 가공기술의 특성2.
제 절 연구기획의 필요성2
기술적 측면1.
정책적 측면2.
제 절 연구기획의 목표 및 내용3
연구기획의 최종 목표1.
연구기획의 내용 및 범위2.
제 장 레이저 발진기 및 응용시스템의 시장 동향 및 전망2
제 절 세계시장동향1
제 절 국가별 상품동향2
제 절 국내시장동향3
제 절 국내상품동향4
제 장 주요기술 및 산업동향 분석3
제 절 레이저 발진기 기술1
제 절 레이저 시스템 기술2
제 절 레이저 가공 기술3
제 절 차세대 요소 기술4

- 7 -
제 절 레이저 안전 및 인증 평가기술5 ,
제 절 국내 관련업계 현황6
제 절 레이저 산업의 당면 문제점7
제 절 분야별 국제 경쟁력 평가 비교우위 분석8 /
제 장 국외 연구개발 추진현황4
제 절 독일의 개발 추진 전략1
제 절 일본의 개발 추진 전략2
제 절 기타 선진기술국의 개발 동향3
제 절 미국에서의 레이저 관련 연구개발 현황4
제 절 다이오드 여기 고체 레이저의 응용분야5
제 장 연구개발 추진전력5
제 절 연구개발의 장단기 추진전략1
제 절 중점육성분야 선정2
제 절 단계 개발 추진전략3 1
제 장 기대성과 및 파급효과6
부 록【 】
레이저 발진기 및 응용시스템 핵심요소 기술개발 관련 세부과제도출1.
레이저 연구기획사업 추진일정2.
레이저 가공기 산업의 및 참고문헌3. Five-Force
- 8 -
제 장 연구 개요1
제 절 레이저 발진기 및 용용 시스템 기술의 개요1
레이저 란(LASER) Light Amplification by Stimulated Emission of Radiation『 』
의 머리글자를 따서 만든 글자로서 복사선의 유도방출에 의한 빛의 증폭 이란 뜻” “
이다 레이저의 응용 범위가 넓은 것은 보통 빛과는 다른 큰 특징들이 있기 때문이.
다 보통의 빛과 레이저와의 차이는 가지 정도로 구분해서 특징 지워진다 단색성. 4 .
가간섭성 지향성 및 에너지 집중도의(Monochromaticity), (Coherence), (Directivity)
우수성이 그것이다 이러한 특성을 가지고 있는 레이저가 년도에 발견됨으로서. 1960
새로운 과학의 장이 형성되었다고 볼 수 있는데 인간이 빛을 자유자재로 이용할,
수 있으므로 인하여 그 응용의 범위가 커져서 광산업 중심의 시대를 가히 도래시키
고 있다고 판단되고 있다 이렇듯 꿈의 빛 으로 불리는 레이저는 오늘날 첨단산업. ‘ ’
을 이끌어 가는 대표적인 기술의 하나로 자리잡고 있다 레이저 기술은 우리 생활.
과 밀접한 관련을 가지고 있는 것은 물론 그 응용범위도 헤아릴 수 없을 만큼 넓
다 레이저 광통신 레이저 프린터 정밀계측 레이저 근시치료 콤팩트디스크 등이. , , , ,
이미 우리에게 잘 알려진 레이저 응용기술들이다.
특히 레이저 가공기는 복잡한 공구가 필요 없이 목재 아크릴 석영유리를 비롯하, , ,
여 금속 신소재 세라믹에 이르기까지 재질에 관계없이 자유자재로 절단 및 가공할, ,
수 있는 최첨단 자본재 제품이다 세계적으로 여 개국만이 생산능력을 갖추고 있. 10
을 뿐인 레이저 가공기는 양산체제를 갖춰 각종 산업분야에 응용할 경우 가공의 정
밀도는 물론 원가절감에 획기적인 전기를 이룰 수 있어 국가산업 경쟁력과도 밀접
한 연관이 있다 특히 전자 반도체 자동차 메커트로닉스 항공우주 등 고품질의. ㆍ ㆍ ㆍ ㆍ
부품이 필요한 첨단산업의 경우 레이저 가공기를 통한 부품가공은 필수적인 것으로
여겨지고 있다 레이저 발진기 기술의 발전은 세기 부품 고급화를 위한 핵심기술. 21
로 자리를 잡아가고 있다 모든 전자기기의 소형화는 레이저 가공기술로 가능하게.
되었다 예 이동 통신 단말기의 소형화 등 세기에는 광통신과 더불어 레이저.( , ). 21
가공의 기반 기술 확보가 국가 경쟁력의 중요한 인자가 될 것으로 여기고 있다 이.
에 따라 독일은 년대부터 여년이상 계속적인 국가 주도 과제로 레이저 및1970 30
가공 기술을 개발하고 있으며 후발인 일본도 최근 국가의 역량을 모으고 있다 제, . (
장 국외 연구 개발 추진 전략 참조 다행히 레이저 가공기는 우리 나라의 비교우5 ).
위가 가능한 제품으로서 조기 개발하여 상품화할 경우 국가의 기반 기술 확보는 물
론이며 해외에 주력 수출 상품이 가능한 아이템이라고 판단된다.
- 9 -
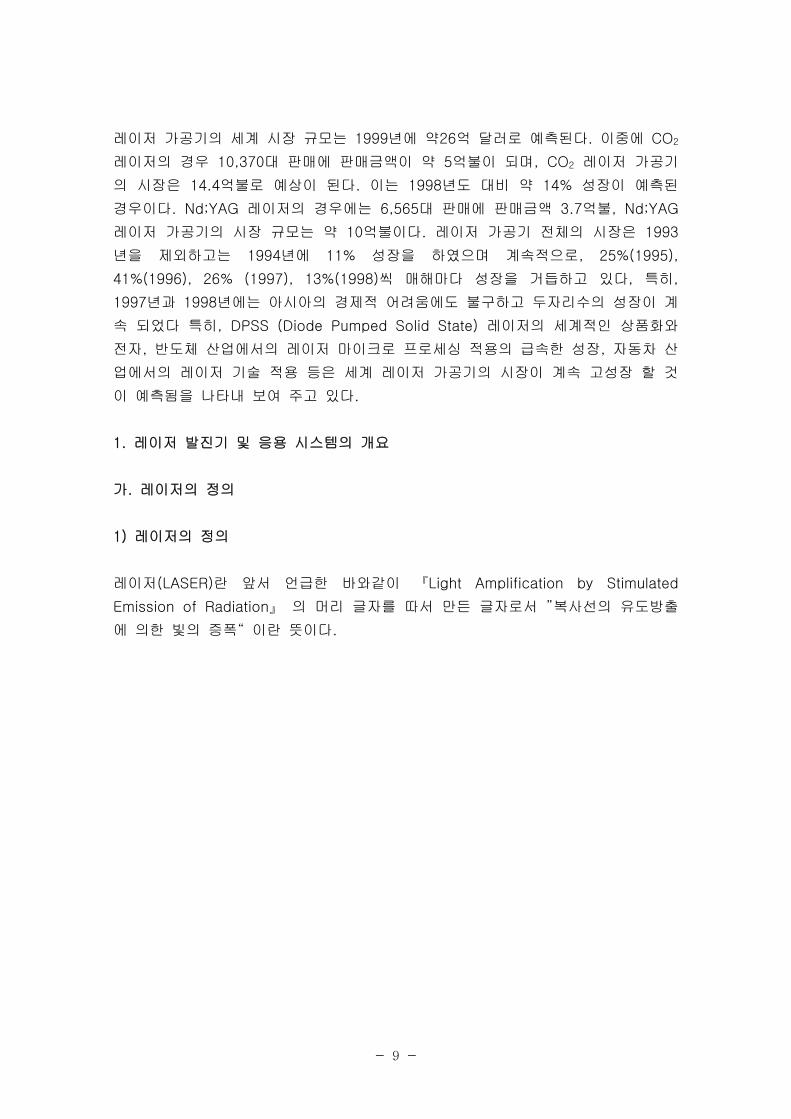
레이저 가공기의 세계 시장 규모는 년에 약 억 달러로 예측된다 이중에1999 26 . CO2
레이저의 경우 대 판매에 판매금액이 약 억불이 되며10,370 5 , CO2 레이저 가공기
의 시장은 억불로 예상이 된다 이는 년도 대비 약 성장이 예측된14.4 . 1998 14%
경우이다 레이저의 경우에는 대 판매에 판매금액 억불. Nd;YAG 6,565 3.7 , Nd;YAG
레이저 가공기의 시장 규모는 약 억불이다 레이저 가공기 전체의 시장은10 . 1993
년을 제외하고는 년에 성장을 하였으며 계속적으로1994 11% , 25%(1995),
씩 매해마다 성장을 거듭하고 있다 특히41%(1996), 26% (1997), 13%(1998) , ,
년과 년에는 아시아의 경제적 어려움에도 불구하고 두자리수의 성장이 계1997 1998
속 되었다 특히 레이저의 세계적인 상품화와, DPSS (Diode Pumped Solid State)
전자 반도체 산업에서의 레이저 마이크로 프로세싱 적용의 급속한 성장 자동차 산, ,
업에서의 레이저 기술 적용 등은 세계 레이저 가공기의 시장이 계속 고성장 할 것
이 예측됨을 나타내 보여 주고 있다.
레이저 발진기 및 응용 시스템의 개요1.
가 레이저의 정의.
레이저의 정의1)
레이저 란 앞서 언급한 바와같이(LASER) Light Amplification by Stimulated『
의 머리 글자를 따서 만든 글자로서 복사선의 유도방출Emission of Radiation ”』
에 의한 빛의 증폭 이란 뜻이다“ .
- 10 -
보통 빛과의 차이2)
레이저의 응용도가 넓은 것은 보통 빛과는 다른 큰 특징들이 있기 때문이다 보통.
의 빛과 레이저와의 차이는 가지 정도로 구분해서 언급할 수 있다4 .
첫째는 단색성이 있다 태양빛이 프리즘을 통과할 때 색으로 광범위하게 분산. 7①
되나 레이저는 분산되지않고 단색만을 나타내게 된다 이로서 레이저는 여러 가지, .
빛이 혼합되어 있지 않고 순수한 하나의 주파수만을 가지고 있음을 알 수 있다.
둘째는 지향성 이다 일반적인 광원에서 나오는 빛들은 앞으로 나감에(Directivity) .②
따라 점점 넓어지나 레이저의 경우 그 넓어지는 정도가 아주 작아서 지향성이 뛰(
어나서 우주간의 거리측정에도 쓰이고 있다) .
셋째는 가간섭성 을 가지고 있다는데 있다 일반 광원들이 주파수나(Coherence) .③
위상이 가지각색이어서 간섭이 잘 일어나지 않는 반면 레이저는 위상이 갖추어져
있어서 간섭을 일으키게 된다 원형 홀을 통해 보통의 광을 비추일 경우 통과된 후.
스크린에 밝은 면이 나타나는 반면 레이저는 간섭무뉘인 둥근 명암의 호를 나타내
보이는 것으로부터 쉽게 알 수 있다.
넷째는 에너지 집중도의 우수성에 있다 태양 빛을 집광 시켰을 때 종이나 나무.④
등을 태우는 정도에 비해서 레이저빔을 집광시켰을 경우 금속절단뿐 아니라 핵융합
도 가능한 정도의 에너지 집중도가 우수하다.
이러한 특성을 가지고 있는 레이저가 년도에 발견됨으로서 새로운 과학의 장1960
이 형성되었다고 볼 수 있는데 인간이 빛을 자유자재로 이용할 수 있으므로 인하,
여 그 응용의 범위가 커져서 광산업 중심의 시대를 가히 도래시키고 있다고 판단되
고 있다.

- 11 -
레이저의 기본요소3)
레이저는 레이저광이 발생되는 매질인 발진매질 레이저가 발진되(Active Material)
도록 외부에서 가해주는 에너지인 여기 에너지원 두개(Excitation Energy source)
의 반사경으로 각각 구성되어 빛의 증폭효과를 유도시키는 공진기 를 형(Resonator)
성하고 있다 레이저 발진 매질로서는 기체 예 등 액체. ( : He-Ne, Ar, CO2, N2, HF ),
예 고체 예 반도체 예 등이 있( : dye), ( : Nd;YAG, Nd;Glass, Ruby), ( : GaAs, GaAIAs)
고 여기 에너지원으로는 전기에너지 광에너지 화학반응에너지 등이 있으며 공진기, ,
는 레이저 이용 목적에 따라 안정공진기 레이저 또는 불안정공(Stable Resonator)
진기 로 구성할 수 있다(Unstable Resonator) .
레이저의 종류4)
이러한 기본요소를 갖춘 레이저의 종류는 분류방법에 따라 여러 가지로 구분지울
수 있다.]
표 분류방법에 따른 레이저 종류( 1-1-1)
분류방법 종 류
레이저 매질의 종류
기체 레이저-
고체 레이저-
액체 레이저-
반도체 레이저-
입자 레이저 등-
파장 영역
원적외선 레이저-
적외선 레이저-
가시영역 레이저-
자외선 레이저-
선 레이저 등-X-
또한 레이저의 출려이 연속인 경우에는 레이저 간헐적인 경우에는 레, CW , PULSE
이저로 칭한다.
- 12 -
나 레이저 가공에의 응용.
레이저의 보통의 빛과는 전혀 다른 특성으로 인하여 레이저가 발명되면서 제일 먼
저 시도 된 것이 레이저의 새로운 에너지원으로서의 이용이었다 이는 레이저 빛의.
특성중에서 지향성과 에너지 집중도의 우수성을 이용하는 것으로서 년1962 CO2 레
이저가 출현함으로서 급격히 응용 영역이 확대 되어 같다 년대에 이르러서 상. 1970
용화된 레이저 가공기가 출현하였으며 년대에 산업의 새로운 도구로 쓰이게1980
되었다 년대에 이르면서 산업전분야에 파급되기 시작하였는데 년부터는. 1990 1996
전자 반도체 자동차 등 주요 산업의 제품 수준을 올리는데 핵심기술이 되면서 새, ,
로운 생산도구로 각광을 받기 시작하고 있다.
수년 전에 있으면 편리한 기기로부터 없어서는 불가능한 기기로의 급격한 변화는
세계적으로 레이저 가공기술에 대한 새로운 관심을 일으키게 하였으며 국가적으로
집중적인 지원이 다시 시작되는 계기가 되었다 특히 일본의 년 레이저 가공기. 1997
술만을 위한 별도의 연구소를 건립하고 본격적인 차세대 레이저 가공 연구를 시작
하였다.
자세한 사항들은 본문에서 보다 깊이 언급을 할 것이다.
다 레이저 가공이외의 산업에서의 응용분야.
레이저 고유특성을 이용해 금속 플라스틱 등등의 용접 절단 천공 등등의 가공이, , ,
가능해진다 이에 관한 자세한 기술은 뒤에 언급 될 것이다. .
계 측1)
레이저는 단색성 지향성 가간섭성 등의 특징으로 인해서 계측분야에 새로운 영역, ,
을 구축하여 다른 방법으로는 측정할 수 없거나 어려운 것들을 해결할 수 있게 되
었다 레이저광을 이용하여 측정을 할 경우에는 다음과 같은 여러 가지 장점을 가.
지게 된다.
비접촉식 측정①
레이저광을 이용하므로 접촉에 의한 측정력의 영향을 제거 할 수 있으므로 기존 측
정기의 측정에 따른 오차발생을 없이 할 수 있다.

- 13 -
고속 측정②
레이저 광속이 약 만 이므로 레이저의 비행시간은 거리에 관계없이 무시할30 km/s
만하고 측정속도는 센서의 감응도에만 관계되게 된다 높은 감응도의 센서를 사용.
할 경우 측정속도의 고속으로 인해 생산성에 영향을 주지 않고 자동화 등에 크게
기여 할 수 있다.
정밀 정확도③
레이저 측정시 측정의 정밀도가 매우 높아서 길이 측정의 경우 109 까지도 가능m
하다.
원격 측정④
측정자가 접근 할 수 없는 상태에서 피측정물과 멀리 떨어진 상태에서도 측정이 가
능하다 그 외 전자기파의 영향을 받지 않는 무유도성측정 피측정물을 파괴나 변질. ,
시키지 않고 측정이 가능한 비파괴 측정 차원적인 공간적으로 병렬계측이 가능하, 3
고 측정된 양을 아날로그나 디지털 신호검출이 가능하므로 컴퓨터에 의한 자동화가
쉽다.
레이저를 이용한 계측을 세분화하면 길이 각도 표면 거칠기 속도 온도 밀도 질, , , , , ,
량 중력가속도 측량 기계제어 열팽창 계수 등이 있다, , , , .
광통신 및 집적광학2)
현대사회의 생활권이 넓어지고 전문화가 깊어짐에 따라서 정보수요의 다양화가 요
구되면서 통신의 경우에도 음성전달에 만족하지 않고 자료전달 화상전달 등을 요,
구하는 시대에 이르렀다 따라서 정보의 생산과 수요가 크게 증가하게 되어 많은.
정보를 빠른 시간에 주고받아야 하는 필요성으로 인해 레이저광의 빠른 속도 및 대
용량 정보의 처리능력에 의존하여 광통신의 시대를 재촉하고 있다.
광통신은 레이저와 광소자 광섬유로 구성되어 있다 특히 광통신의 경우에 있어서, .
발전의 흐름은 저 손실 광섬유 개발과 최저손실 영역에서의 레이저 개발 및 집적광
학에 있다.
집적광학이란 모든 광기능 광발생 도파 결합 변조 검출등 을 작은 광학소자내( , , , , )
에 수용하여 빛의 특수기능을 이용하는 것으로써 광파로 정보를 전달하기 위하여
파동에 정보 신호를 싣는 기능인 레이저광을 광학소자내의 도파광으로Modulator,
바꾸는 역할을 하는 전기신호에 대응하여 빛의 공간적 위치를 바꾸는 기coupler,
능인 특수한 파장만을 선택적으로 투과시키는 등의 수동소자가 있으며switch, filter ,
능동소자인 반도체 레이저는 많은 정보량을 더 멀리 전송시키도록 다양한 종류가
개발되고 있다.

- 14 -
정 보3)
정보처리에 있어서 레이저를 이용하게 되면 기존의 전자 공학적 방식에 비해 빠른
정보처리 전파의 방해를 받지 않는 등의 장점이 있다 따라서 정보 산업용 기기에, .
도 레이저를 이용한 기기 들이 개발 사용되고 있다 레이저 인쇄기는 인쇄속도가.
높고 장치의 소형화라는 장점 외에도 기계의 소음이 없고 글자의 모양과 서식 도,
표 등을 자유롭게 만들 수 있고 미세하면서도 선명한 인쇄를 할 수 있다 해머로.
두들기는 종래의 프린터 로는 해머의 관성 때문에 고속인쇄가 어렵(Impact printer)
고 기계적인 충격을 주는 어려운 점이 있었다 일반적으로 고속레이저 인쇄기에는.
고출력 레이저 또는 레이저가 사용되며 비교적 저속인 레이저 인쇄He-Ne Argon
기에는 반도체 레이저가 사용되고 있다 또한 컴퓨터 출력을 마이크로 필름에 기록.
하는 레이저 도 사용되고 있다COM(Computer output microfilm) .
스캐너 는 컴퓨터에 정보를 입력시키는 장치로서 슈POS (Point of Sales Scanner)
퍼마켓과 같은 판매업소의 정보입력시스템을 총칭한 것으로 바아코드 판독기라고도
하는데 백화점 공장 등에서 레이저를 이용하여 재고관리를 자동으로 할 수 있는,
기기이다 바코드 숫자를 폭이 다른 여러 개의 선들의 조합으로 나타낸 것 가 인쇄. ( )
된 바코드 라벨 에 레이저광을 비추면 바코드의 색과 폭에 의해 반(bar code lable)
사된 광의 정도가 달라진다 이렇게 변조된 반사광을 검출하여 전기적 신호도 바꾸.
어 컴퓨터로 보내면 원하는 정보로 처리가 되는데 고객이 산 물건이 바코드 판독기
를 통과하는 순간에 컴퓨터에 의해 상품의 내용 가격 등이 계산되어 나오므로 실,
시간으로 재고관리 등을 할 수 있다.
광기록 디스크는 반사되는 레이저광의 특성변화를 구별하여 데이터를 읽고 기록 시
에는 특정부위에 광학적 특성을 주위와 다르게 만들어 데이터를 기록하게 된다 광.
디스크의 종류로는 비디오 디스크나 오디오 디스크처럼 읽기만 하는 디스크 인공,
사진 데이터 등을 기록하는 오직 한번의 기록만 허용되는 디스크및 자유자재로 기
록하고 읽을 수 있는 디스크가 있다(Erasable optical disk) .

- 15 -
자유자재로 읽고 지우고 쓸 수 있는 광디스크는 아직 양산화 연구중인데 대용량이
고 처리 시간이 빨라서 컴퓨터의 대용량 기억장치에 이용이 되게 되면 컴퓨터의 보
조기억장치는 모두 대체가 가능하게 될 것이다 광 기록 디스크를 판독하고 기록하.
는데 쓰이는 레이저 반도체 레이저로서 판독용 를 기록용으로는2~4 10~15㎽ ㎽
출력의 레이저를 이용한다 일반적으로 광정보 저장 시스템은 변조 가능한 광원.
집광장치 트랙킹 장치(Modulated light source), (Focusing optics), (Tracking
기록매질 검출장치 등으로 구성되system), (Storage Medium), (Detection system)
어 있다.
의 료4)
최근에는 레이저의 이용이 의학에까지 이르러 레이저를 이용하여 수술 및 치료하는
병원들이 상당히 늘고 있다 이분야 역시 레이저의 집속성 간섭성 고에너지의 특. , ,
정을 이용하므로써 외과 내과 피부과 안과 산부인과 치과 등 다양한 의학분야에, , , , ,
서 광범위하게 활용되고 있다.
레이저 수술의 경우에는▶
레이저의 응고작용으로 인한 무혈수술이 가능하고-
고 집속성으로 인해 정밀수술이 가능하며 주변 조직 층에 대한 소낭이 극소화되-
어 후유증을 줄일 수 있고
비접촉 수술임으로 오염이 없고-
수술시간이 단축되며-
치료시간이 단축되는 장점을 가지고 있다- .
레이저의 효과에 따른 생 의학적 응용분야는 표 와 같이 분류될 수 있다, 5 .

- 16 -
표 레이저의 생 의학적 응용분야( 1-1-2) ㆍ
레이저의 특성 작 용 응 용
열 효과
절개작용-
응고작용-
제거작용-
광 자극-
광화학 작용-
레이저 수술기-
레이저 응고기-
피부치료및 미용-
레이저 침술-
암치료 살균- ,
진단 및 계측 간섭성 등-
혈액유속측정-
내시장비-
세포검사-
안 과①
동공이나 눈의 흰자위를 통하여 레이저광을 조사 힘으로서 눈의 내부를 고칠 수 있
는데 백내장 녹내장 치료에 효과적이다 종래에 일 정도 입원해야할 안과 질환, . 1~2
을 레이저로 이용할 경우 약 분 이내 가능하다 안과용 치료기로 사용되는 레이저4 .
는 망막치료에는 이르곤 레이저 레이저 등이 안구절개용으로는, Excimer Nd;YAG
레이저 아르곤 레이저 등이 사용된다, .
외 과②
레이저 메스로 불리는 레이저 수술기에 사용되는 레이저로는 레이저CO2 , Nd;YAG
레이저로서 균의 감염 없이 절개수술이 가능하게 되며 절개 부분도 레이저에 의한
응고작용으로 출력을 막는 이점이 있다 수술시 레이저광의 전송은 다관절 광전송.
장치를 이용하거나 원적외선 영역의 레이저광을 전송하는 광섬유를 사용한다.
레이저나 레이저는 적외선 영역의 파장을 갖기 때문에 눈에 보이지 않CO2 Nd;YAG
으므로 레이저광이 집속되는 위치에 빨간색의 레이저 광으로 지시를 하게He-Ne
하여 의사가 수술지점에 레이저광을 조사할 수 있도록 되어 있다.
피부과③
레이저로 모반을 제거하는데 에는 아르곤레이저 및 금속 증기 레이저를 사용하며
진균성 피부병을 치료하는데 있어서는 자외선 질소레이저가 사용된다.
- 17 -
암치료④
레이저를 이용한 암 또는 악성 종양의 제거방법으로 헤마토포피린 이라는 화합물의
유도체를 암 환자에게 주입하면 이 유도체가 암조직에 모이게 되는데 이 조직에,
색소 레이저나 아르곤 레이저를 조사하면 이유도체가 건강한 조직에는 해가 없으나
암세포는 죽이는 독약으로 바뀌게 된다.
기 타⑤
또한 레이저는 산부인과에서 폐쇄되었거나 결박된 수란관을 복원시키는데도 사용,
되며 단절된 혈관과 신경을 결합하는데 사용되기도하며 혈관이 막히거나 동맥경화, ,
증 등에도 광섬유를 이용한 심장수술이 임상실험 중에 있다 치과의 경우에 있어서.
도 레이저에 의한 충치예방과 레이저를 이용한 잇몸질환의 치료 등이 있Ruby CO2
다.
그 밖의 응용으로서는 고혈압 동맥경화증 등의 사전진단을 위해 레이저도, He-Ne
혈관의 혈류속도를 측정하는 등 진단응용이 있다 표 는 의료용 레이저의 한. 1-1-2
형태이다.
광기술은 광이 가지고 있는 특성 즉 고속성, (3×108 직진성 집광 및 고출력m/s), ,
에너지발생 비접촉가공 등을 현재 모든 산업에 응용 되도록하므로서, , No-Noise ,
기존의 기능을 대폭적으로 개선하거나 현재까지 불가능 하였던 산업을 가능케 하는
등 모든 산업분야에 막대한 파급효과를 미치고 있으며 향후에도 광기술의 지속적,
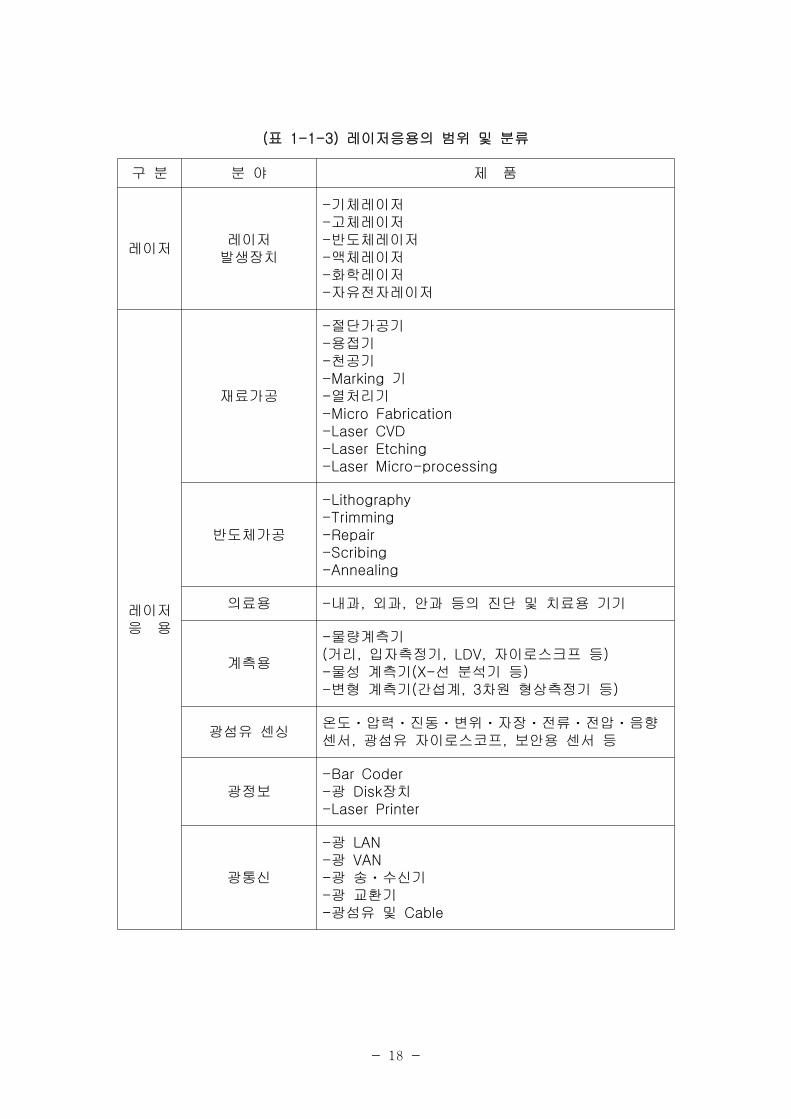
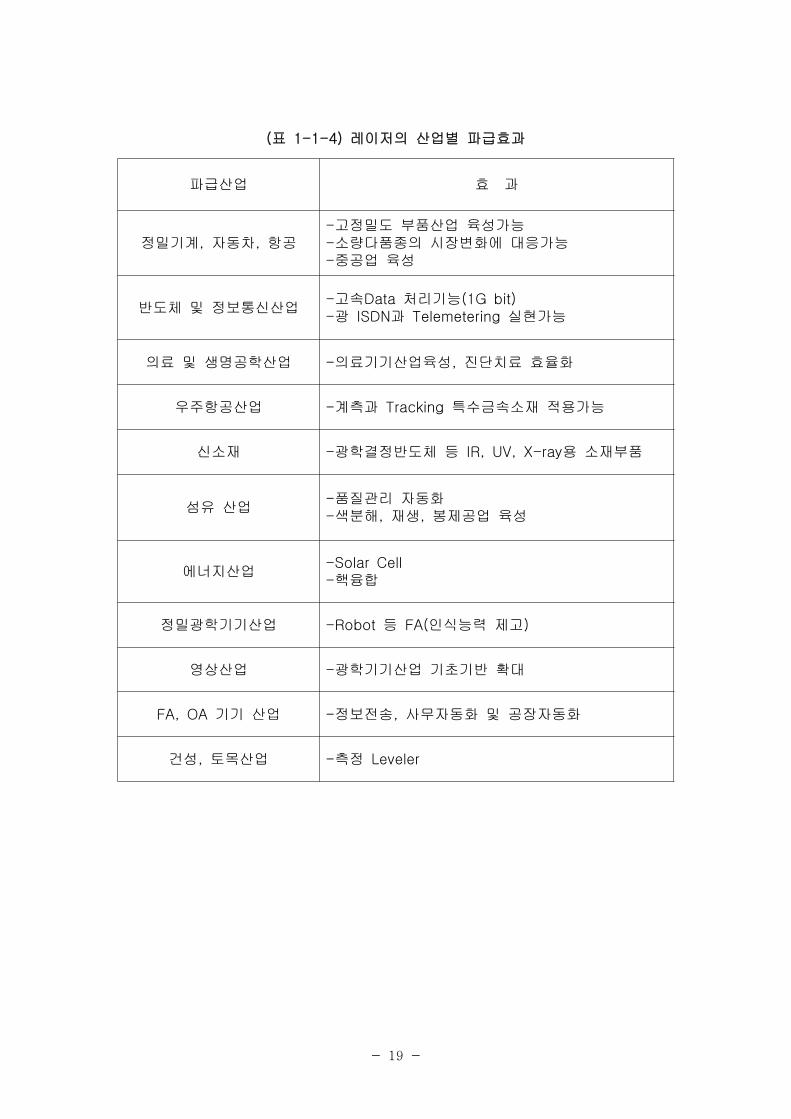
인 개발로 그 응용 및 파급효과는 더욱 확대될 전망이다 아래의 표 는 레이저의.
산업별 파급효과를 요약한 것이다.
- 18 -
표 레이저응용의 범위 및 분류( 1-1-3)
구 분 분 야 제 품
레이저레이저발생장치
기체레이저-고체레이저-반도체레이저-액체레이저-화학레이저-자유전자레이저-
레이저응 용
재료가공
절단가공기-용접기-천공기-
기-Marking열처리기--Micro Fabrication-Laser CVD-Laser Etching-Laser Micro-processing
반도체가공
-Lithography-Trimming-Repair-Scribing-Annealing
의료용 내과 외과 안과 등의 진단 및 치료용 기기- , ,
계측용
물량계측기-거리 입자측정기 자이로스크프 등( , , LDV, )물성 계측기 선 분석기 등- (X- )변형 계측기 간섭계 차원 형상측정기 등- ( , 3 )
광섬유 센싱온도 압력 진동 변위 자장 전류 전압 음향ㆍ ㆍ ㆍ ㆍ ㆍ ㆍ ㆍ센서 광섬유 자이로스코프 보안용 센서 등, ,
광정보-Bar Coder광 장치- Disk-Laser Printer
광통신
광- LAN광- VAN광 송 수신기- ㆍ광 교환기-광섬유 및- Cable
- 19 -
표 레이저의 산업별 파급효과( 1-1-4)
파급산업 효 과
정밀기계 자동차 항공, ,고정밀도 부품산업 육성가능-소량다품종의 시장변화에 대응가능-중공업 육성-
반도체 및 정보통신산업고속 처리기능- Data (1G bit)광 과 실현가능- ISDN Telemetering
의료 및 생명공학산업 의료기기산업육성 진단치료 효율화- ,
우주항공산업 계측과 특수금속소재 적용가능- Tracking
신소재 광학결정반도체 등 용 소재부품- IR, UV, X-ray
섬유 산업품질관리 자동화-색분해 재생 봉제공업 육성- , ,
에너지산업-Solar Cell핵융합-
정밀광학기기산업 등 인식능력 제고-Robot FA( )
영상산업 광학기기산업 기초기반 확대-
기기 산업FA, OA 정보전송 사무자동화 및 공장자동화- ,
건성 토목산업, 측정- Leveler
- 20 -
레이저 가공 기술의 특성2.
가 레이저 가공 기술의 특성.
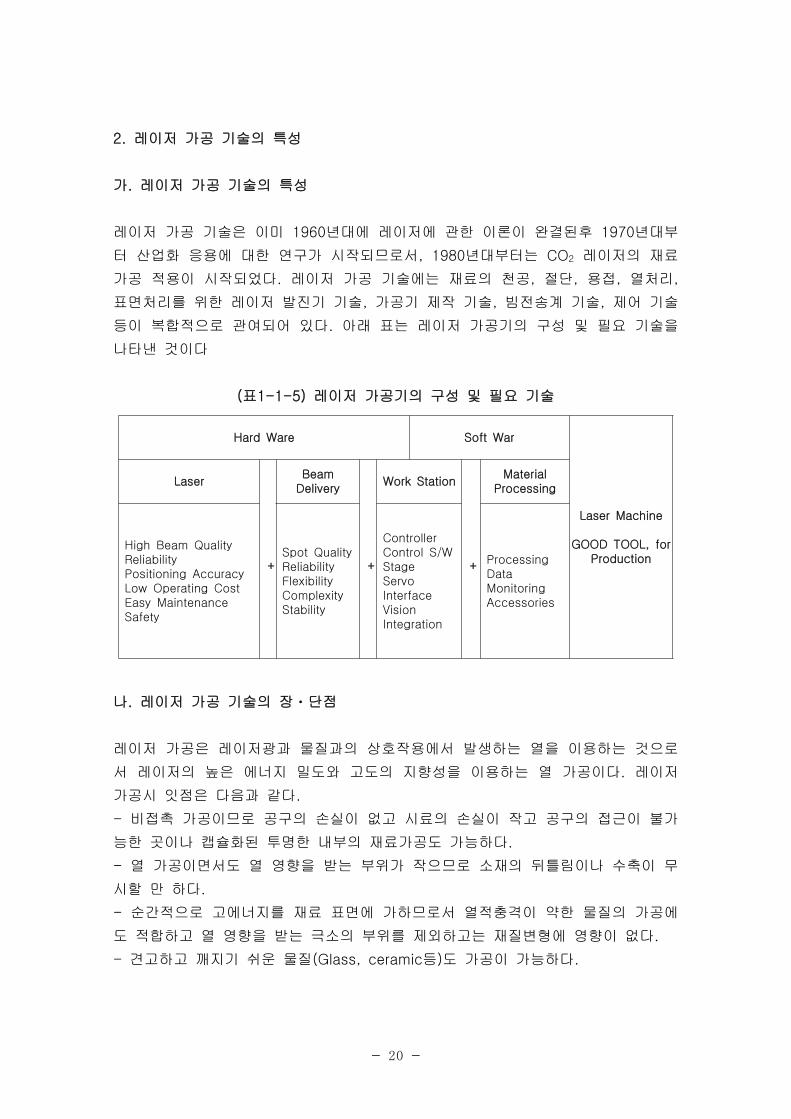
레이저 가공 기술은 이미 년대에 레이저에 관한 이론이 완결된후 년대부1960 1970
터 산업화 응용에 대한 연구가 시작되므로서 년대부터는, 1980 CO2 레이저의 재료
가공 적용이 시작되었다 레이저 가공 기술에는 재료의 천공 절단 용접 열처리. , , , ,
표면처리를 위한 레이저 발진기 기술 가공기 제작 기술 빔전송계 기술 제어 기술, , ,
등이 복합적으로 관여되어 있다 아래 표는 레이저 가공기의 구성 및 필요 기술을.
나타낸 것이다
표 레이저 가공기의 구성 및 필요 기술( 1-1-5)
Hard Ware Soft War
Laser Machine
GOOD TOOL, forProduction
Laser
+
BeamDelivery
+
Work Station
+
MaterialProcessing
High Beam QualityReliabilityPositioning AccuracyLow Operating CostEasy MaintenanceSafety
Spot QualityReliabilityFlexibilityComplexityStability
ControllerControl S/WStageServoInterfaceVisionIntegration
ProcessingDataMonitoringAccessories
나 레이저 가공 기술의 장 단점. ㆍ
레이저 가공은 레이저광과 물질과의 상호작용에서 발생하는 열을 이용하는 것으로
서 레이저의 높은 에너지 밀도와 고도의 지향성을 이용하는 열 가공이다 레이저.
가공시 잇점은 다음과 같다.
비접촉 가공이므로 공구의 손실이 없고 시료의 손실이 작고 공구의 접근이 불가-
능한 곳이나 캡슐화된 투명한 내부의 재료가공도 가능하다.
열 가공이면서도 열 영향을 받는 부위가 작으므로 소재의 뒤틀림이나 수축이 무-
시할 만 하다.
순간적으로 고에너지를 재료 표면에 가하므로서 열적충격이 약한 물질의 가공에-
도 적합하고 열 영향을 받는 극소의 부위를 제외하고는 재질변형에 영향이 없다.
견고하고 깨지기 쉬운 물질 등 도 가공이 가능하다- (Glass, ceramic ) .
- 21 -
구멍직경대 구멍길이의 비를 크게 할 수 있는데 재래식 방법으로는 구멍직경 대- ,
길이의 비가 정도인 반면 레이저의 경우는 약 까지도 가능하다1:2 , 1:20 .
서로 다른 특성의 두재질의 용접이 가능하다-
자동화가 가능하다- .
기구의 설치 및 관리가 간단하고 기존 생산라인에 부착이 쉽다- .
그러나 레이저 가공의 단점으로서는
구멍의 투과 깊이가 제한된다- .
급속한 가공으로 인해 증발된 재질의 증기가 가공부위에 재부착 응고 될 수 있-
다.
가공된 구멍 벽이 일반적으로 거칠고 구명의 단면이 완벽한 원형이 아니며 입구- ,
와 출구사이에 기울어져 있다(tapered) .
가공 가능한 투과 깊이가 제한된다- .
비용이 비싸다- .
등이 있다.
다 레이저 가공기 시장의 특성.
레이저 가공기 시장은 기술력 절대우위의 으로서 와Item Good After Service Sales
이 중요한 산업이다 년대까지는 다양한 대응이 필요해서Engineering . 1990 SYSTEM
표준화 가공기 이외에는 용도별 이 다양하였다 그러나 최근에 레이저 기SYSTEM .
술이 주요 산업에서의 핵심기술화 되어 감에 따라 용도별로 전용기화 되어 가는 경
향을 나타내 보이고 있다 특히 레이저 마킹기 같은 경우에는 로 가는. , Commodity
추세에 있다.
레이저 가공기의 구성은 복합 시스템이고 고가의 장비이므로 대당 억원 고객( 3~7 )
의 구매의사 결정시까지 개월이 필요하므로 계속적인 고객과의 관계 유지가6~18
중요시되고 있으며 고가의 장비이므로 국산 기기라는 이유로 품질이 저하되는 경,
우 시장에서 받아 드려지지 않고 있다 따라서 레이저 가공기는 수출을 하지 않는.
다 하더라도 이미 국내에서 국제 경쟁을 하고 있는 형편이다.
레이저 가공기의 산업화 노력이 국내에서 년대 후반부터 본격화 됨에 따라 기1980
술의 국내 기술 적용이 증가하고 있으며 일부는 외국과의 기술제휴에 의하여 기술
이전에 의해 조립생산도 하고 있다 레이저 가공기는 고도 기술의 시스템 제작 노.
력이 필요함으로 선진국과는 전반적으로 년 정도의 기술격차를 보이고 있다5~7 .
- 22 -
또한 레이저 가공기 시장의 주요 특성으로서 최종고객에 대한 교육의 필요성이다, .
국내 가공기시장에서 중요한 변수로서의 하나는 소비자의 레이저 가공기에 대한 인
식이다 그들은 레이저 가공기에 대해 효율성은 인식하고 있지만 가격에 대한 심리.
적인 장벽이 높으며 레이저의 신뢰성 에 대한 막연한 의심을 지니고 있다, ( ) .信賴性
또한 문화적 요소에서 기인한 무한정한 유지보수 요구로 인해 가공기 회사들의 수
익성에 매우 부담을 주고 있는 현실이다 이러한 문제점을 해결하기 위해서는 국내.
고객에 대한 교육과 함께 학회나 포럼을 통한 레이저산업에 대한 전반적인 인식전
환의 필요성이 대두된다.
라 레이저 가공기 시장의 전략 분석.
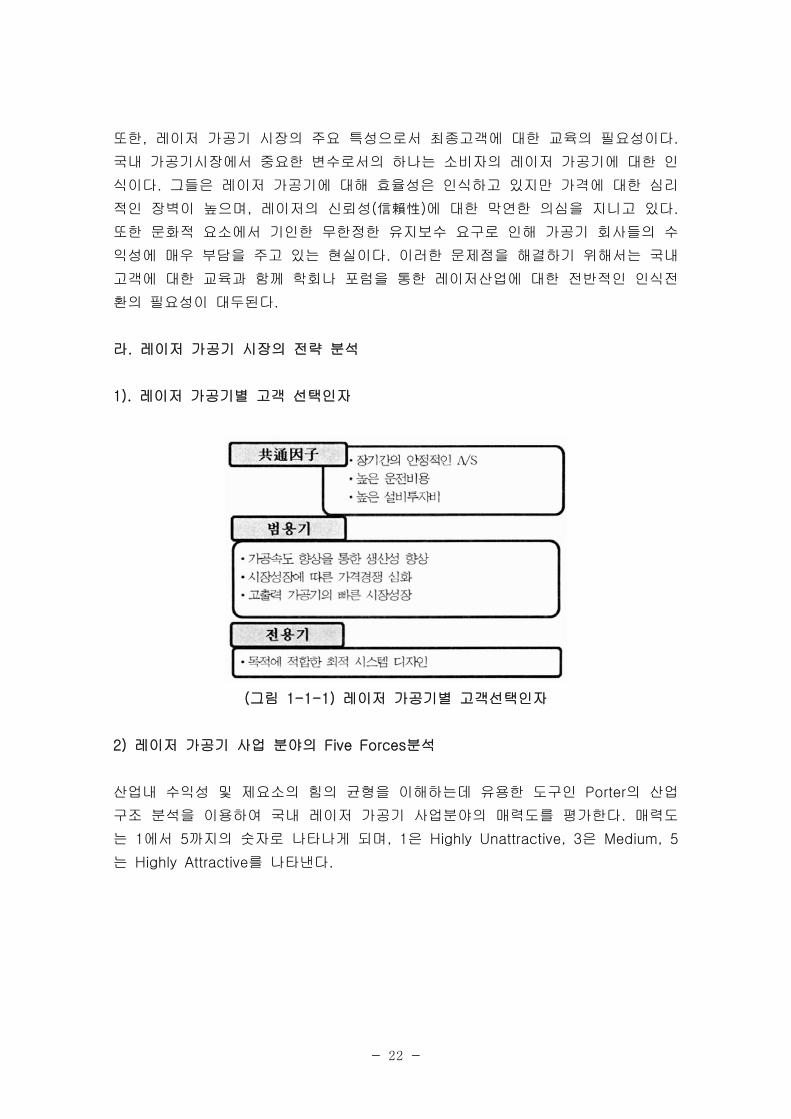
레이저 가공기별 고객 선택인자1).
그림 레이저 가공기별 고객선택인자( 1-1-1)
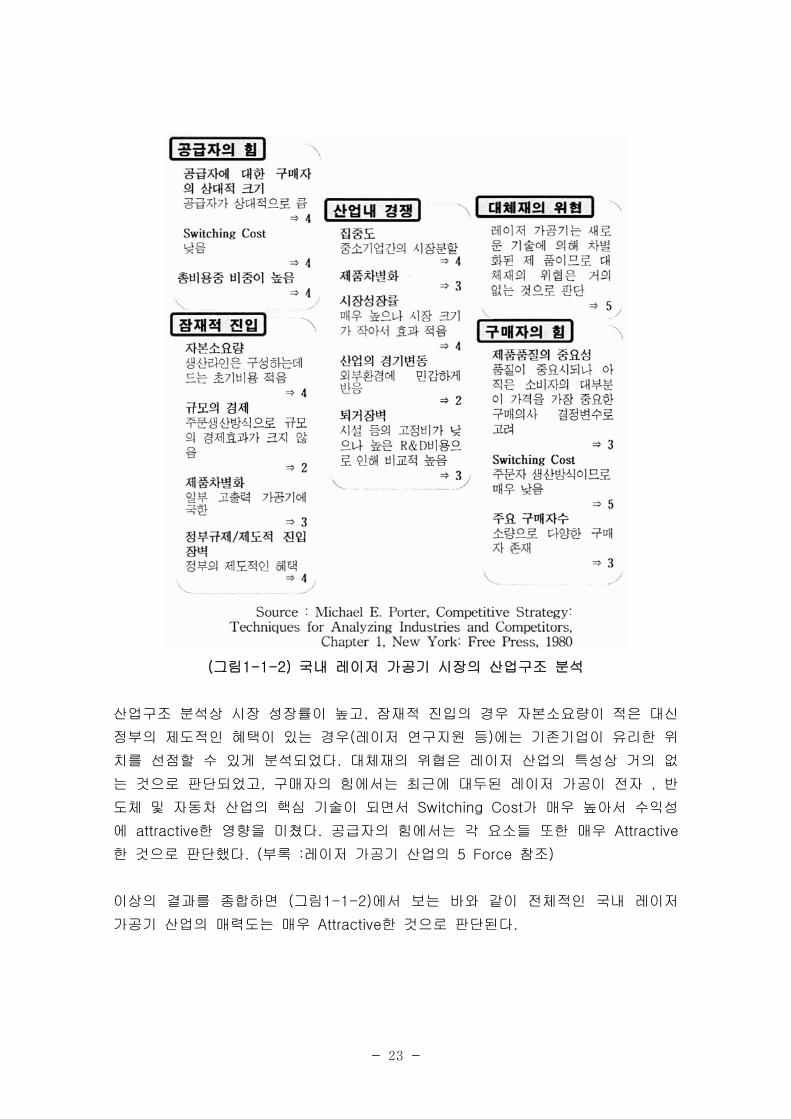
레이저 가공기 사업 분야의 분석2) Five Forces
산업내 수익성 및 제요소의 힘의 균형을 이해하는데 유용한 도구인 의 산업Porter
구조 분석을 이용하여 국내 레이저 가공기 사업분야의 매력도를 평가한다 매력도.
는 에서 까지의 숫자로 나타나게 되며 은 은1 5 , 1 Highly Unattractive, 3 Medium, 5
는 를 나타낸다Highly Attractive .
- 23 -
그림 국내 레이저 가공기 시장의 산업구조 분석( 1-1-2)
산업구조 분석상 시장 성장률이 높고 잠재적 진입의 경우 자본소요량이 적은 대신,
정부의 제도적인 혜택이 있는 경우 레이저 연구지원 등 에는 기존기업이 유리한 위( )
치를 선점할 수 있게 분석되었다 대체재의 위협은 레이저 산업의 특성상 거의 없.
는 것으로 판단되었고 구매자의 힘에서는 최근에 대두된 레이저 가공이 전자 반, ,
도체 및 자동차 산업의 핵심 기술이 되면서 가 매우 높아서 수익성Switching Cost
에 한 영향을 미쳤다 공급자의 힘에서는 각 요소들 또한 매우attractive . Attractive
한 것으로 판단했다 부록 레이저 가공기 산업의 참조. ( : 5 Force )
이상의 결과를 종합하면 그림 에서 보는 바와 같이 전체적인 국내 레이저( 1-1-2)
가공기 산업의 매력도는 매우 한 것으로 판단된다Attractive .

- 24 -
제 절 연구기획 필요성2
기술적 측면1.
레이저가공에 관련한 레이저 발진기 및 가공기의 연구는 공업기반과제를 중심으로
많이 추진되어 왔었다 그러나 단편적이고 학계 연구소 중심의 개발추진에 따라 실. ,
제 사업화 실적은 미미한 형편이었음이 현실이다 또한 레이저 및 레이저 가공기.
제조는 지금까지 수입대체 위주의 기술개발 추진방향이었다.
년대까지의 국내 기술 개발은 국외기술의 답습수준이 었다 당시 레이저 및 레1980 .
이저 가공기의 세계적인 수준 또한 레이저의 안정성 확보가 주 관점이었, (Reliability)
으므로 국내기술과의 격차가 크지 않았다 그러나 년대에 들어서면서 선진 기. , 1990
술국의 레이저가 안정화되고 레이저 기술의 산업 적용이 확대됨과 동시에 독일 일,
본의 국가적 차원의 집중적인 기술개발은 레이저 가공기가 생산기술의 도구화되는
경향을 띄었다 따라서 레이저 가공기술의 산업 적용은 급속히 활발해지고 전자 반. ,
도체 자동차 산업의 필수 기술로 자리를 잡게 되었다, .
이와는 반대로 국내의 기술 개발은 전략적이고 집중적으로 이루어지지 않음으로서
시너지 효과를 낼 수가 없었으며 국제 경쟁 가능한 기반 기술을 확보하지 못하였
다.
특히 레이저 가공기 제조기술은 광학 광학계 설계 전자제어, ( ), (CNC, PC based
기계 구조 안정성 서보계 해석 다이나 믹스 진동 해석Controller. Software), ( , , , ),
금속재료 재료의 레이저 가공 특성 의 복합 기술이 필요로 되는 기술로서 국내 전( )
산업의 기술 인프라에 크게 영향을 끼치게 되기 때문에 국가 전 산업의 경쟁력 강
화와 기술 인프라 구축에 크게 도움이 될 것이다.

- 25 -
정책적 측면2.
레이저에 대한 정부의 관심은 년 통상산업부 산하 산업연구원 첨단기술발전심1989
의회 광산업분과위원회에서 광산업 전반에 대한 발전전략을 수립하였다 제목 광( :
산업의 현황과 발전 전략 년 월 일 이는 국내 레이저 산업이 본격화되기, 1989 8 11 ).
직전으로서 시기적으로는 매우 바람직한 때이었다 그러나 당시 첨단기술에 대한. ,
이해 부족으로 실행력 있는 추진이 되지 못함으로서 년대 하반기 기술적으로1980
기반을 세우고 있던 레이저 관련 개발이 다소 응집력을 잃게 되었다 다행히 산자.
부에서 광산업을 세기를 위한 대 첨단 산업 군에 포함시키므로서 기반 기술의21 6
저변을 국내에 보유할 수 있게 되었다.
그 동안에 레이저 가공기의 국내 시장은 급속히 성장하게 되었고 세계 기술의 발,
전이 전자 반도체 자동차 산업 등에 레이저 기술이 없어서는 안될 핵심 기술로 자, ,
리를 매김에 따라 국가 전체적인 산업 경쟁력 확보를 위해 매우 중요하게 되었다.
특히 환율의 평가 절하로 인하여 지금까지 수입하던 많은 핵심 부품들의 국산화가
시급해 짐에 따라 이를 위한 레이저 가공기술의 적용이 필수적으로 되었으며 부품,
의 고부가가치화를 위한 기반 기술로서의 레이저 기술의 중요성이 강조되고 있다.
레이저 및 레이저 가공기 제조업체의 경우 년 이후 수출위주로 레이저 산업계1998
방향이 전환됨에 따라 국제 경쟁력 확보를 위한 생산업계 전반적인 기술확보가 시
급하게 되었다 즉 시기적으로 년에 시작 향후 년간 기반기술에 대한 본격. 1999 4~5
적인 연구개발이 바람직하다.

- 26 -
레이저 제조 산업의 중소기업에 미치는 효과는 매우 크다 미국의 노벨상 수상자인(
이 방한시 한국에서 가장 유리한 가지 산업은 반도체산업과 광산이John Bardeen 2
라고 추천하였음 예를 들어 반도체산업이 장치 산업으로서 많은 시설투자를 요하). ,
는 산업임에 반하여 광산업은 많은 투자를 필요로 하지 않는 산업의 하나로 볼 수,
있다 특히 레이저 산업은 장치산업이 아니므로 일시에 많은 투자가 필요 없게되어.
중소기업은 각 분야별 기술부품 산업을 중심으로 하는 분업이 가능하게 된다 우리.
나라의 대표적인 산업 반도체 전자 자동차 조선 철강 의 사업을 영위하는 대기( , , , , )
업은 앞으로 레이저 기술의 최대 수혜자가 될 것이다 그들은 핵심장비를 국내에서.
조달함으로서 국제 경쟁력 확보에 유리하게될 것이며 부품 개발시 정보의 국외 유
출을 방지 할 수 있을 것이다.
이러한 국가 경쟁력 확보의 필수 기술인 레이저 기술개발이 조기에 추진되지 못할
경우에는 국제 경쟁력 약화로 레이저 산업계는 존폐위기에 봉착할 것이며 이로인,
하여 우리 나라의 고부가가치 부품 산업 및 완제품 산업은 다시 한번 핵심 자본재
의 국외 종속이 불가피하게 될 것이다.
더구나 레이저 기술개발이 달성될 경우 상기와 같은 커다란 파급효과 뿐만아니라
레이저 및 레이저 가공기의 국내 제작품 자체도 충분히 국제 경쟁력을 확보 할 수
있어서 우리 나라의 대표적인 수출 고부가가치의 자본재가 될 것이다
제 절 연구기획의 목표 및 내용3
연구기획의 최종 목표1.
위에서 논의한 바대로 레이저 가공기 제조의 전 업계와 관련 연구 기관은 레이저
산업의 도약 뿐아니라 우리 나라 주축 산업의 국제 경쟁력 향상을 위하여 레이저
가공을 위한 레이저 발진기 및 응용 시스템 전반에 대한 중장기 기획을 하였다 이.
는 한국이 신기술에 의한 국제 경쟁력을 확보하므로서 조기에 선진국 대열의 앞에
서야겠다는 야심찬 계획하에 신기술을 적용한 레이저발진기의 국산화 및 응용시스,
템 개발을 위한 연구기획을 하기에 이른 것이다.

- 27 -
가 연구기획의 최종목표. :
사업 목표1)
레이저 발진기 및 응용시스템 기술개발 사업계획 수립
본 연구과제의 사업 목표는 레이저 산업 계획 의 수립에 있다 아2010 (2010PLAN) .
래 표는 기반별 국제 경쟁력 확보를 위한 목표이다.
표 레이저 산업 계획( 1-3-1) 2010
년도 ~ 1999 2000 ~ 2005 2006 ~ 2010
목표 국산화 국제경쟁력 확보아시아 레이저 산업주도국가
세부사항
국제경쟁력 취약1)
국가의 대표적인2)
제품이 없음
기술격차 및 브랜3)
드 차이의 증가
기반 기술 확보1)
국제 경쟁력의 전략2)
적 확보
제품-
브랜드-
독일 미국 일본 다음의, ,레이저 가공기 산업 주도 국가
레이저 산업의 국제 경쟁력 강화를 위한 본 연구기획과제의 최종 목표를 달성하기
위해서 기획 추진에 대한 아래와 같은 원칙을 정하였다.
- 28 -
표 최종목표 추진을 위한 원칙( 1-3-2) .
최종목표
국내의 여년간 레이저 산업의 시행 착오적인 사업화의 경쟁 비교1. 16
우위 인자들은 도출하여 시너지 효과를 냄으로서 국제 경쟁력이 가능
하도록 하여 년에 아시아 레이저 가공기 산업의 주도 국가화 및2010
세계 대 레이저 산업 국가로 도약 함4 .
국내의 기업간에는 협력적 경쟁을 함으로서 고객의 이익을 우선 하2.
며 국제 경쟁력의 강화에 도움이 되도록 함.
국가 출연 연구기관 및 대학에서 요소 기술을 보유하게 하여 국제3.
경쟁력의 기반기술을 뒷받침하게 함.
이를 위하여 연구 기관 및 대학의 협조를 얻어 본 과제를 레이저 가4.
공기 제조 산업체 주도로 추진 함.
연구기획의 내용 및 범위2.
가 연구기획의 추진 방향.
이러한 대 원칙 하에서 레이저 전반에 걸친 기획 작업을 하였다 따라서 기술개발.
을 위한 기획 대상의 방향으로는 레이저 발진기 및 응용시스템 기술개발 이라는“ ”
제목하의 본 기획과제에서 아래에 기술한 산업용 레이저 발진기 및 응용시스템 전
반에 대한 기획후 국제 경쟁력 확보가 가능한 항목만 기술개발 항목으로 하고 단계
적으로 개발 계획에 반영되도록 하였다.
주로 국내에서 개발이 가능하고 국제 경쟁력 확보를 위하여 필수적인 항목들을 중
심으로 하였다 크게 가지군 즉 기존 산업화 기술로서. 3 , CO2 와Laser Flash Lamp
및 부품 개발은 레이저 발진기 및 부품 개발Pumped Nd;YAG Laser/Pulse, CW
군 새로운 기술로서 수년 내에 주도적인 일부는 이미 순식간에 일반화 된 상품이, ( )
될 레이저 발진기 개발군 그리고 응용 시스템 개발 군으로 각각 나누었으DPSS , ,
며 세부적으로는 개 소항목으로 기획을 추진하였다, 10 .

- 29 -
레이저 발진기 및 부품1)
CO① 2 Laser
Flash Lamp Pumped Nd;YAG Laser / Pulse, CW②
CO③ 2 Optics
레이저 발진기2) DPSS
응용시스템3)
금속절단기①
마이크로 머시닝 전자 반도체산업 산업( / /PCB )②
레이저 직접 금속 조형기③
레이저 응용 용접( )④
마킹기⑤
의료기⑥
나 연구 기획의 내용.
연구기획의 내용으로는 국제 경쟁력 확보 여부에 두었다 따라서 기획 항목별로 국.
내 생산 제품의 경쟁력 분석 세계 레이저 생산 주도 국가별 회사별 경쟁력 분석, , ,
경쟁력 원천 분석 국내의 고유 장점을 통한 비교 우위 인자 도출과 이에 기초하여
국제 경쟁 가능 제품 군 도출 및 기술 종속을 막기 위한 전략적인 국가 산업 기반
기술 제품 도출을 하여 사업화 항목을 결정한 후 연구개발 과제도출을 하였다 아.
래 표는 기획 방향의 내용을 정리하여 본 것이다 개발과제 도출에 있어서는 국내.
의 한정된 인적 자원과 기업체의 현황 및 국내 사업화 시급성 과제의 연관성을 고,
려하여 당장 중기거점과제로 실시하여야 하는 과제를 도출하였고 독립 과제 성향,
이 강한 경우 단독 공업기반과제로 또는 별도의 다른 그룹과의 연계가 필요한 경,
우에는 다른 제목 하에서의 기획과제화 추천 등을 하였다 따라서 레이저 가공기술. ,
기반구축 및 인력양성은 산업기반과제로 추천하기로 하였으며 특히 레이저 안전기, ,
준과 인증등은 매우 시급성이 요구되므로 가급적 빠른 시간 내에 산업기반 과제로
서의 지원을 요청하기로 하였다.

- 30 -
표 연구기획 방향의 내용( 1-3-3)
기획업무순서 내 용 비 고
국내 생산가능 제품군 분1)류 국내 동향분석/
국내생산제품의 경쟁력분석
세계시장동향 분석2)국가별 기업별 분석- / item
세계 레이저 생산 주도 국가별 회사별 경쟁력 분석/경쟁력 원천 분석
비교대상국가 :일본 유럽 미국( / / )
국내의 비교우위 가능 분3)석 분석(Infra )
국내의 고유 장점을 통한 비교 우위 인자 도출
한국의 에Identity기반을 둔 분석
국제경쟁 가능 분석4) Item국가 산업기반기술 분석Item
와 에 기초하여 국제경쟁2) 3)가능 제품군 도출 및 기술 종속을 막기 위한 전략적인 국가 산업기반기술 제품도출
세계 기술 과의Map거리 분석
사업화 분석5) Item 사업화 항목 결정 국가 집중육성 과제
연구개발과제 도출6) 연구개발과제 도출협력적 경쟁 경협( )체계를 전재로 추진
- 31 -
제 장 레이저 발진기 및 응용시스템의 시장동향 및 전망2
제 절 세계시장동향1
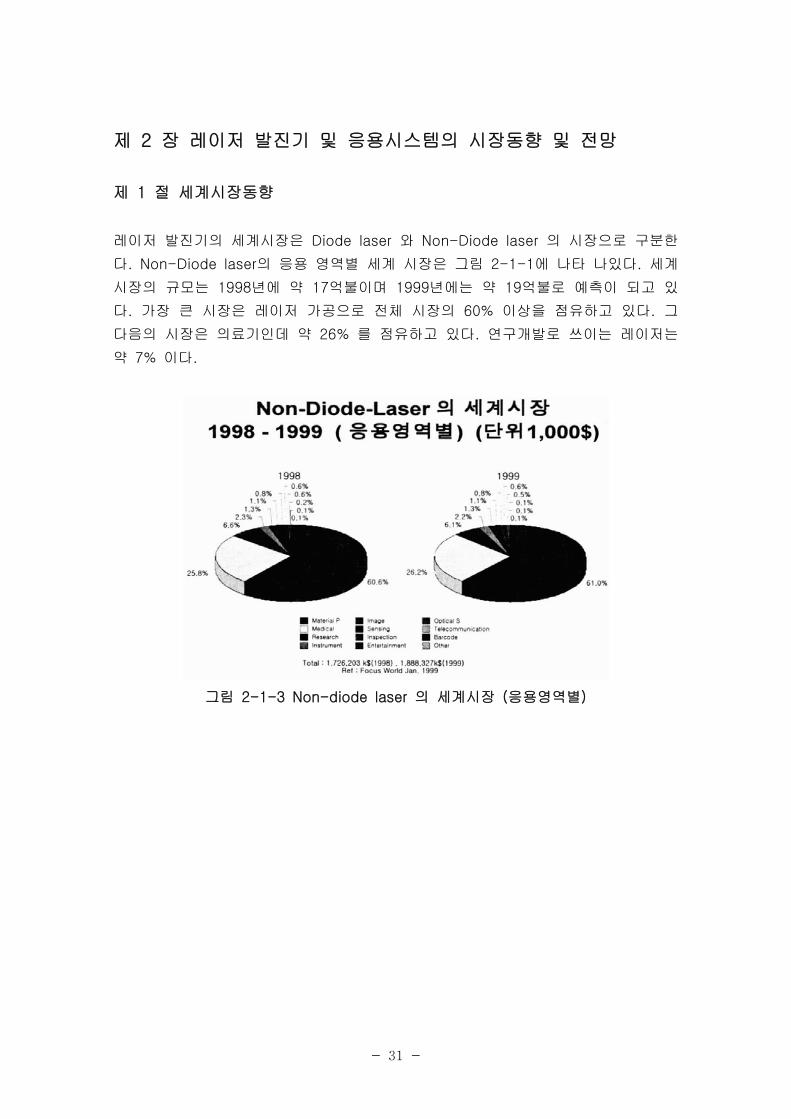
레이저 발진기의 세계시장은 와 의 시장으로 구분한Diode laser Non-Diode laser
다 의 응용 영역별 세계 시장은 그림 에 나타 나있다 세계. Non-Diode laser 2-1-1 .
시장의 규모는 년에 약 억불이며 년에는 약 억불로 예측이 되고 있1998 17 1999 19
다 가장 큰 시장은 레이저 가공으로 전체 시장의 이상을 점유하고 있다 그. 60% .
다음의 시장은 의료기인데 약 를 점유하고 있다 연구개발로 쓰이는 레이저는26% .
약 이다7% .
그림 의 세계시장 응용영역별2-1-3 Non-diode laser ( )
- 32 -
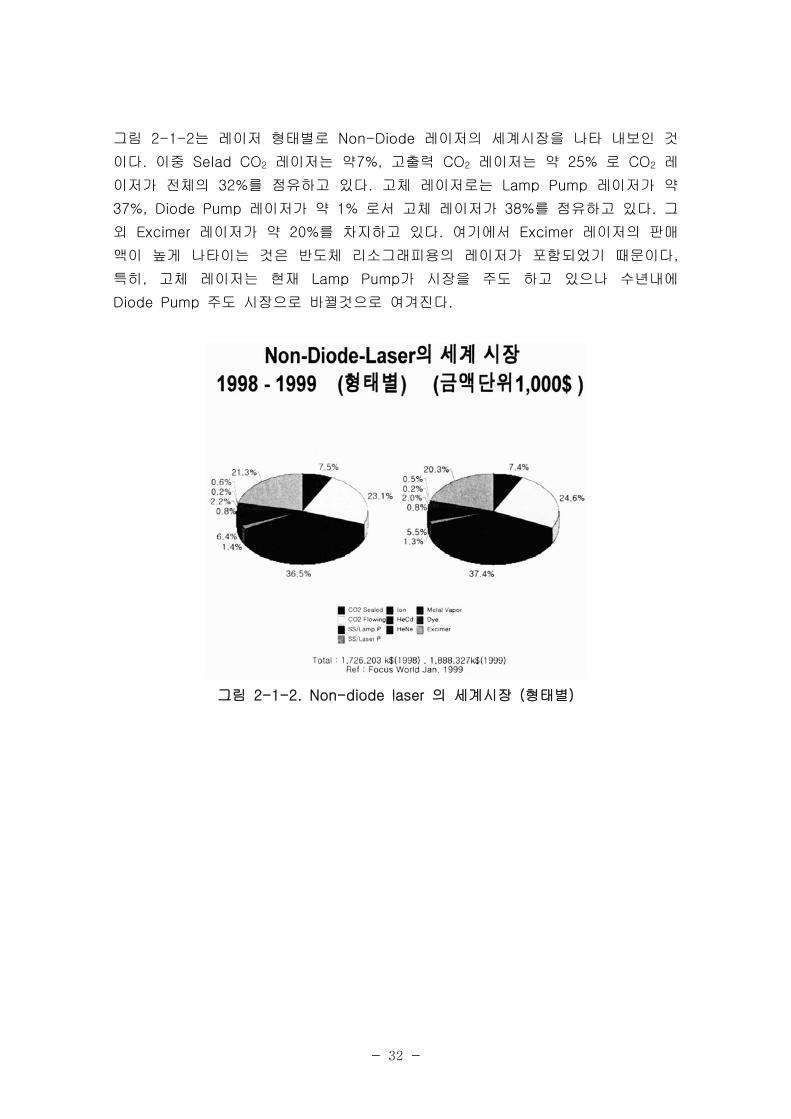
그림 는 레이저 형태별로 레이저의 세계시장을 나타 내보인 것2-1-2 Non-Diode
이다 이중. SeIad CO2 레이저는 약 고출력7%, CO2 레이저는 약 로25% CO2 레
이저가 전체의 를 점유하고 있다 고체 레이저로는 레이저가 약32% . Lamp Pump
레이저가 약 로서 고체 레이저가 를 점유하고 있다 그37%, Diode Pump 1% 38% .
외 레이저가 약 를 차지하고 있다 여기에서 레이저의 판매Excimer 20% . Excimer
액이 높게 나타이는 것은 반도체 리소그래피용의 레이저가 포함되었기 때문이다,
특히 고체 레이저는 현재 가 시장을 주도 하고 있으나 수년내에, Lamp Pump
주도 시장으로 바뀔것으로 여겨진다Diode Pump .
그림 의 세계시장 형태별2-1-2. Non-diode laser ( )

- 33 -
의 세계시장은 년 억불에서 년 억불로 급속한 성장을Diode laser 1998 21 1999 28
하는 경향을 나타낸다 그림 은 응용 영역별 시장을 나타낸 것이다 를. 2-1-3 . 65%
점유하는 시장은 광통신용 광모듈에 쓰이는 다이오드 레이저이다 그다음을 많이.
쓰이는 영역이 시장으로 약 를 점유하고 있다 레이저가공에Optical Storage 23% .
는 약 가 사용되고 있으며 레이저 여기 매체로는 약 의료에는 약1.5% 2.2 %, 1.$%
가 사용되고 있다 아직은 레이저 가 레이저 가공에 상품화 되지 않. Direct Diode
았기 때문에 가공 영역의 응용이 뚜렷하지 않으며 더구나 이영역은 통신용 다이오,
드의 시장이 크기 때문에 상대적으로 작게 나타나고 있다.
그림 의 세계시장 응용영역별2-1-3. Diode laser ( )
- 34 -
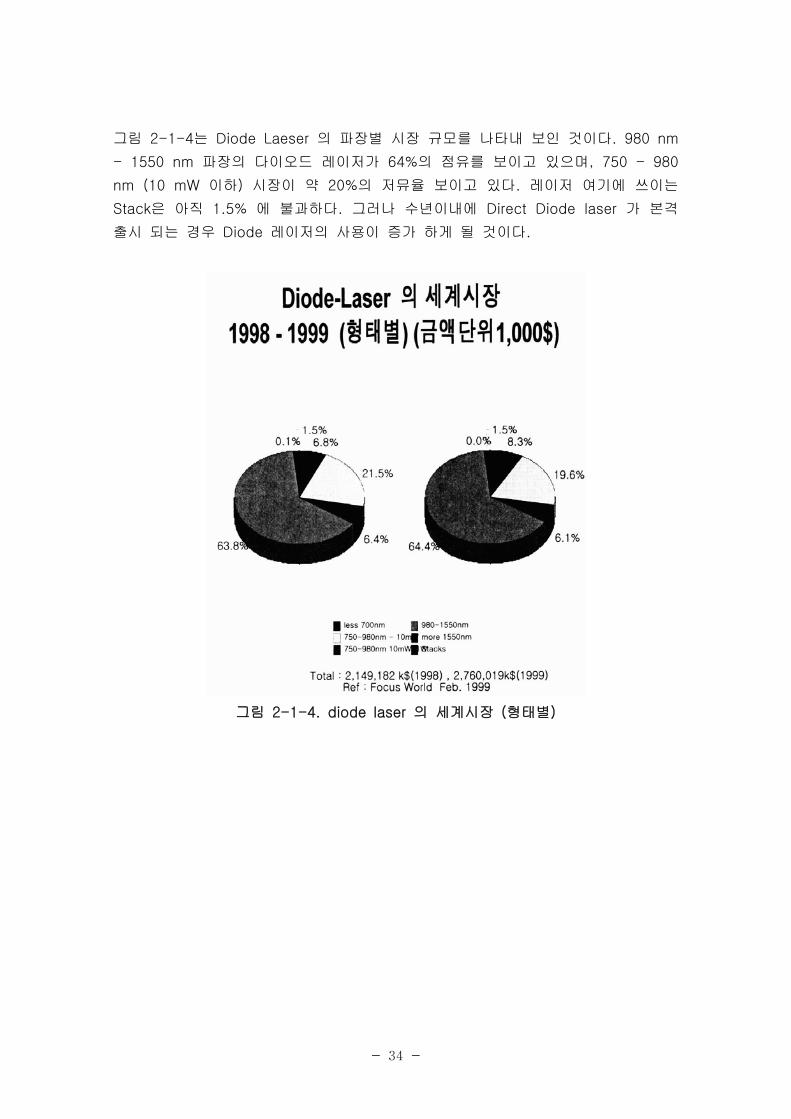
그림 는 의 파장별 시장 규모를 나타내 보인 것이다2-1-4 Diode Laeser . 980 nm
파장의 다이오드 레이저가 의 점유를 보이고 있으며- 1550 nm 64% , 750 - 980
이하 시장이 약 의 저뮤율 보이고 있다 레이저 여기에 쓰이는nm (10 mW ) 20% .
은 아직 에 불과하다 그러나 수년이내에 가 본격Stack 1.5% . Direct Diode laser
출시 되는 경우 레이저의 사용이 증가 하게 될 것이다Diode .
그림 의 세계시장 형태별2-1-4. diode laser ( )

- 35 -
그림 는2-1-5 CO2 레이저 및 시스템의 연도별 세계 시장 판매 현황을 나타낸 것
이다 년부터 년까지는 실적치를 년은 예측치를 나타낸다 년. 1992 1998 , 1999 . 1992
에 CO2 레이저의 생산대수는 여대에 레이저 판매액은 억 천만불 이었으며2300 1 7 ,
CO2 레이저 가공기의 판매액은 약 억 천만불이었다 년에는 대6 8 . 1998 9,090 CO2 레
이저 생산에 약 억 천만불의 레이저 판매 억 천만불의4 3 , 12 7 CO2 레이저 가공기가 판
매되었다 금년 년 에는. (1999 ) CO2 레이저의 생산대수가 대를 넘어서며10,000 CO2
레이저 가공기의 시장도 억 천만불이 될 것으로 예측이 되고 있다 경향을 살펴14 4 .
보면 년부터 년까지1992 1998 CO2 레이저의 생산은 계속 증가해왔다 그러나 레이.
저 발진기의 판매액의 증가는 두드러지지 않고 있는데 이는 매년 레이저 가격이 낮
아지고 있으며 저출력 CO2 레이저 시장의 확대로 레이저 발진기의 숫자가 증가되
나 판매액에서는 크게 증가하지 않게 된다는 것으로 해석할 수 있다 레이저 시스.
템의 시장은 년 년에 시장이 축소현상이 있었고 그 외에는 계속 성장을 해왔93 , 97
다 특히 년에는 약 의 급격한 성장이 있었다 년에는 아시아의 금융위. 1996 54% . 97
기로 인하여 시장이 다시 축소되었으며 년에는 예상외로 아시아 경기가 위축된98
상황에서도 미국과 유럽의 경제가 안정적 성장을 하여 성장이 되었다 년15% . 1999
에는 약 의 상장이 예측되고 있다13%
그림 2-1-5. CO2 레이저 및 시스템의 연도별 판매

- 36 -
그림 은 레이저 및 시스템의 연도별 세계 시장의 경향을 나타낸 것2-1-6 Nd;YAG
이다 년 대의 레이저가 생산되어 천 백만불의 시장이었으며. 1992 2125 7 4 Nd;YAG
레이저 시스템의 시장은 억불이었다 년까지의 레이저 및 시스템2.8 . 1994 Nd;YAG
의 시장은 성장속도가 매우 더뎠다 그러나 레이저의 상용화가 본격화. CW Nd;YAG
되면서 년에는 아시아의 금융위기와 상관없이 대의 레이저 생산에 억1997 5,170 2 8
천만불의 시장 레이저 시스템의 경우 약 억불의 시장으로 성장하였다 이, Nd;YAG 9 .
러한 시장 성장은 년에 이어 년에도 계속될 것으로 예측되는데 이는 자동차98 99
부품의 레이저 용접 응용이 레이저 출현으로 급속히 증가 함에 따라CW Nd;YAG
나타나는 현상으로 여겨진다.
그림 레이저 및 시스템의 연도별 판매2-1-6. Nd;YAG

- 37 -
그림 은2-1-7 CO2 레이저를 종합한 시장의 추이이다 년. Nd;YAG. Excimer . 1999
에는 대 생산에 억 천만불의 레이저 발진기 시장과 억 천만불의 레이저17,535 9 2 26 4
가공기 시장이 예측된다.
그림 산업용 레이저 및 시스템의 연도별 판매2-1-7
그림 은 지난 여년간의 레이저 발진기 생산대수를 기준으로 한 성장률을 나2-1-8 20
타내 본 것이다 년부터는 레이저 발진기 판매액 포함 년을 제외하고. ( 93 ). 91, 92
는 두자리수의 고속 성장을 하고있음을 나타낸다 특기할 사항은 년에 아시. 97, 98
아와 남미의 경제적 위기 상황에서도 고속 성장을 하고 있다는 것이다 이는 아직.
은 레이저의 주시장이 미국과 유럽임을 나타내는 것이다 향후 아시아에서도 산업.
의 발전에 따라 레이저 및 시스템의 시장은 안정적인 고속 성장이 가능할 것이라는
것을 예시해 주는 것이라 하겠다.

- 38 -
그림 레이저 발진기의 연도별 성장률2-1-8
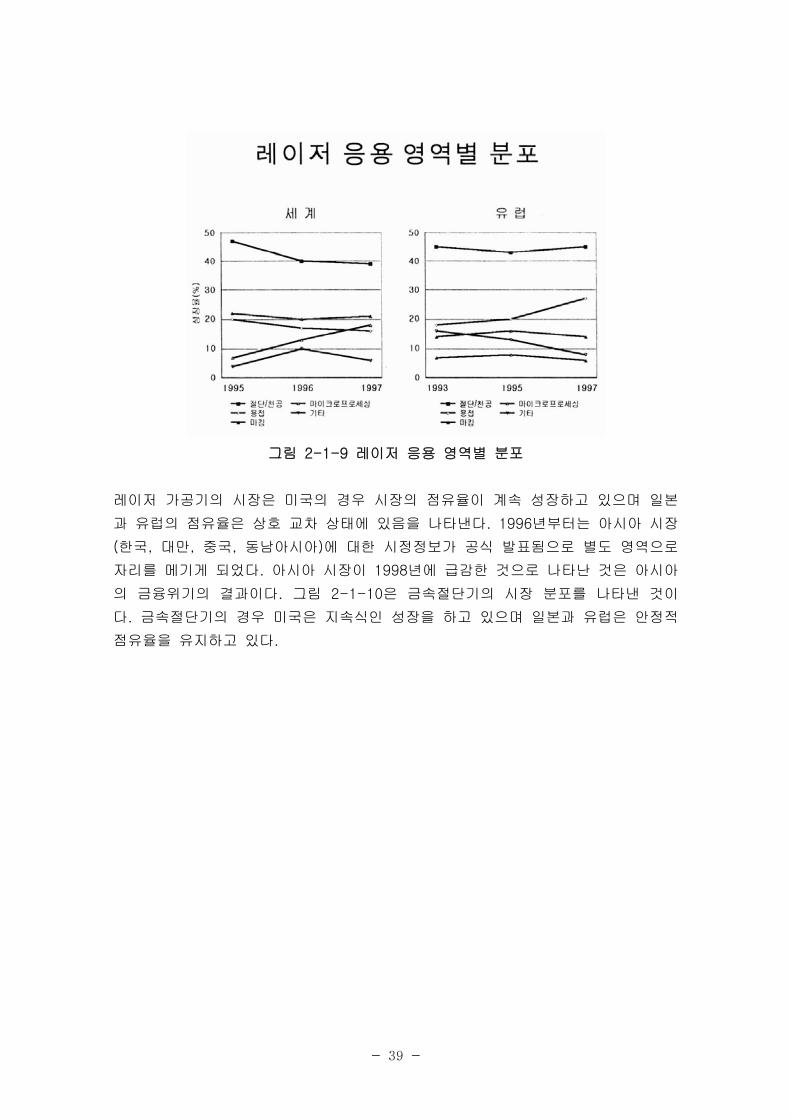
그림 는 레이저 응용 영역별 분포를 나타내 보인 것이다 부요 산업군에 따2-1-9 .
른 레이저 시스템의 응용 추이를 보기 위하여 세계 동향과 유럽을 비교해 보았다.
절단 및 천공 마킹 용접 마이크로프로세싱 기타로 분류하여 점유율의 추이를 보, , , ,
았다 세계 시장의 경우 년 년까지의 경향을 보면 레이저 절단 응용의. 1995 - 1997
점유율은 에서 이 되었으며 마킹은 용접은47% (1995) 39%(1997) , 22 - 21%,
로 점유율이 낮아졌다 그러나 특기할 사실은 마이크로프로세싱의 응용20 - 16% .
이 에서 로 크게 성장하였다 유럽의 경우는 절단이 계속 를 유지하고7% 18% . 45%
있으며 용접은 에서 로 증가 하였으며 마킹은 로 유지18 %(1993) 27%(1997) , 14%
되고 있고 마이크로프로세싱은 로 세계평균 응용 보다 이상 낮은 점, 7 - 6 % 10%
유율을 보이고 있다 이러한 차이는 유럽이 산업 비중이 전자 산업보다는 기계 산.
업이 더 크기 때문에 나타나는 현상으로 보인다.
- 39 -
그림 레이저 응용 영역별 분포2-1-9
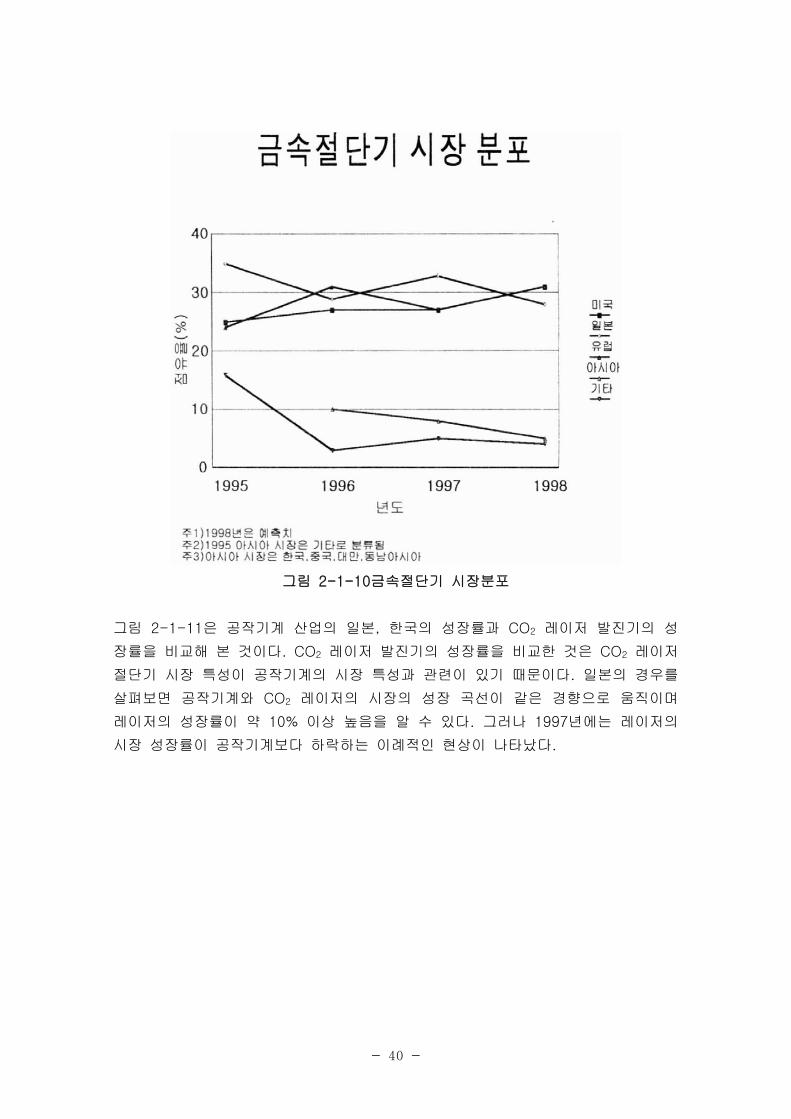
레이저 가공기의 시장은 미국의 경우 시장의 점유율이 계속 성장하고 있으며 일본
과 유럽의 점유율은 상호 교차 상태에 있음을 나타낸다 년부터는 아시아 시장. 1996
한국 대만 중국 동남아시아 에 대한 시정정보가 공식 발표됨으로 별도 영역으로( , , , )
자리를 메기게 되었다 아시아 시장이 년에 급감한 것으로 나타난 것은 아시아. 1998
의 금융위기의 결과이다 그림 은 금속절단기의 시장 분포를 나타낸 것이. 2-1-10
다 금속절단기의 경우 미국은 지속식인 성장을 하고 있으며 일본과 유럽은 안정적.
점유율을 유지하고 있다.
- 40 -
그림 금속절단기 시장분포2-1-10
그림 은 공작기계 산업의 일본 한국의 성장률과2-1-11 , CO2 레이저 발진기의 성
장률을 비교해 본 것이다. CO2 레이저 발진기의 성장률을 비교한 것은 CO2 레이저
절단기 시장 특성이 공작기계의 시장 특성과 관련이 있기 때문이다 일본의 경우를.
살펴보면 공작기계와 CO2 레이저의 시장의 성장 곡선이 같은 경향으로 움직이며
레이저의 성장률이 약 이상 높음을 알 수 있다 그러나 년에는 레이저의10% . 1997
시장 성장률이 공작기계보다 하락하는 이례적인 현상이 나타났다.
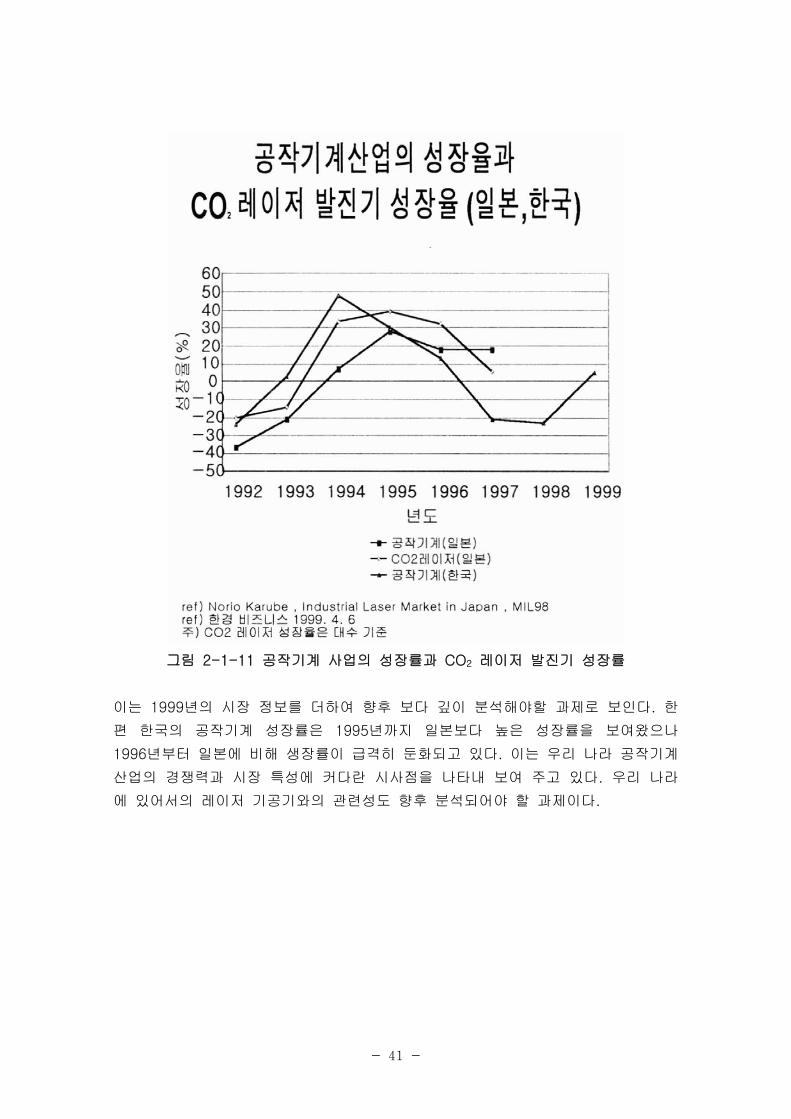
- 41 -
그림 공작기계 사업의 성장률과2-1-11 CO2 레이저 발진기 성장률
이는 년의 시장 정보를 더하여 향후 보다 깊이 분석해야할 과제로 보인다 한1999 .
편 한국의 공작기계 성장률은 년까지 일본보다 높은 성장률을 보여왔으나1995
년부터 일본에 비해 생장률이 급격히 둔화되고 있다 이는 우리 나라 공작기계1996 .
산업의 경쟁력과 시장 특성에 커다란 시사점을 나타내 보여 주고 있다 우리 나라.
에 있어서의 레이저 기공기와의 관련성도 향후 분석되어야 할 과제이다.

- 42 -
표 은 년부터 년까지의 년도별 레이저 및 시스템의 상품화를 정리2-1-1 1994 1998
해본 것이다.
표 년도별 레이저 및 시스템의 상품화 추이( 2-1-1)
상품화 경향 비 고
1994
저출력 Sealed-off CO2 레이저
수 급 레이저kw Nd;YAG
Diode-Pumped Slab Laser
저출력 CO2 Nd:YAG레이저 시장 성장
1995
레이저4kw CW Nd;YAG
레이저10 - 70 W pulsed Nd;YAG
6 - 12 kw CO2 레이저
3.5kw FAF CO2 레이저
500W sealed-Off CO2 레이저
1996
750W Single Rod Units CW Nd;YAG
Diode Laser (30W)
Excimer Laser Performance Improve
금속절단기 경향고속 후판 절단/
1997
DPSS
Disk Texturing
PCB Drilling
High Speed Sheet Metal Cutting
1998
DPSS Laser Marking
60W Direct-Diode Laser
5kw CW Nd;YAG Laser
Diffusion-Cooled high power CO2 Laser
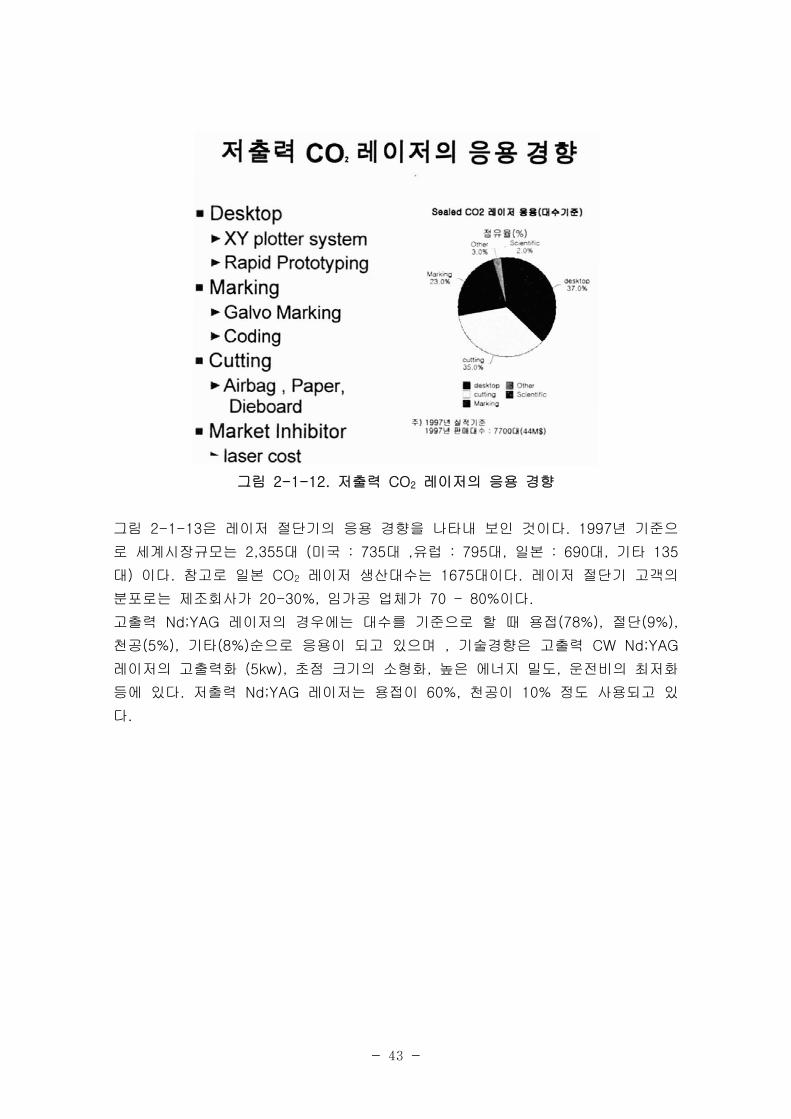
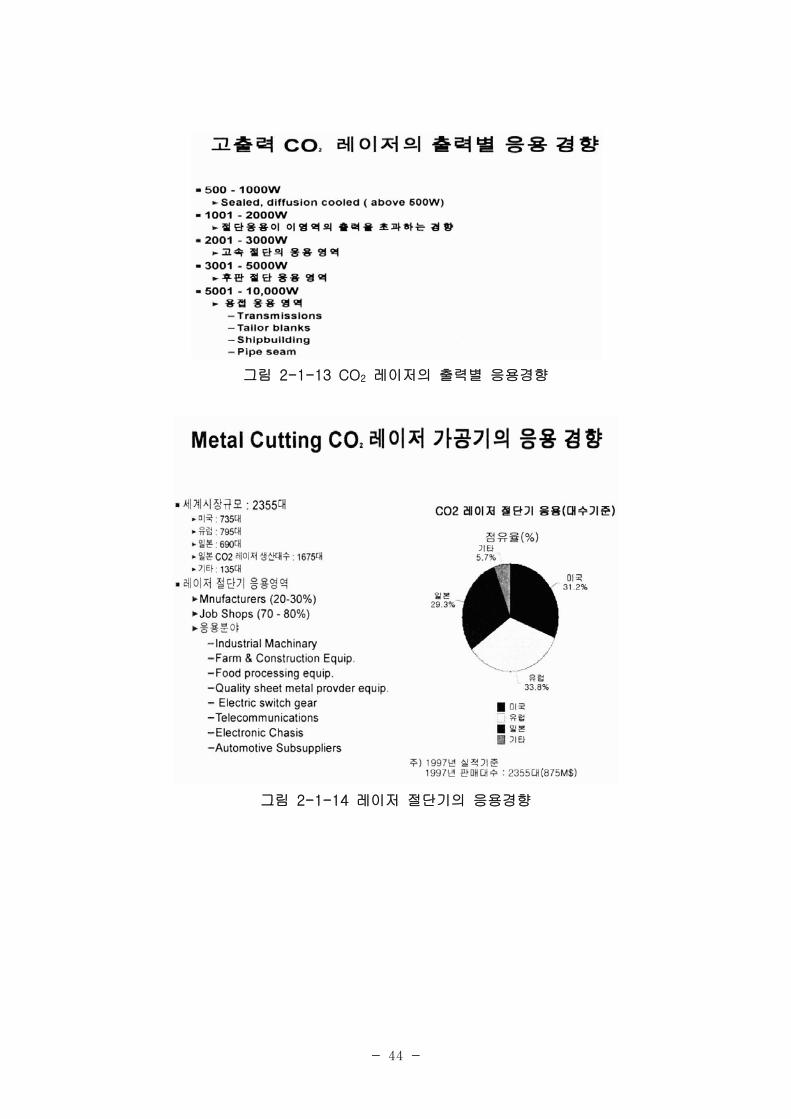
고출력 CO2 레이저의 출력별 응용 경향을 살펴보면 는, 500 - 1000W Sealed,
가 에서는 절단응용이 이 영역diffusion cooled ( above 500W) , 1001 - 2000W
의 출력을 초과하는 경향이 나타나고 있으며 에서는 고속 절단의, 2001 - 3000W
응용 영역이 되었다 급은 후판 절단 응용 영역으로의 경향을 보이. 3001 - 5000W
고 있으며 는 용접에 주로 사용되고 있다 저출력, 5001 - 10,000W . CO2 레이저의
출력별 응용 경향은 그림 에 나타냈다 주응용으로는2-1-12 . Desktop (XY plotter
system ,Rapid Prototyping), Marking, Galvo Marking, Coding, Cutting ( Airbag,
이다 시장 성장의 장애 요인으로는 레이저 가격Paper, Dieboard ) , , Direct Diode
레이저와 레이저의 출현이다DPSS .
- 43 -
그림 저출력2-1-12. CO2 레이저의 응용 경향
그림 은 레이저 절단기의 응용 경향을 나타내 보인 것이다 년 기준으2-1-13 . 1997
로 세계시장규모는 대 미국 대 유럽 대 일본 대 기타2,355 ( : 735 , : 795 , : 690 , 135
대 이다 참고로 일본) . CO2 레이저 생산대수는 대이다 레이저 절단기 고객의1675 .
분포로는 제조회사가 임가공 업체가 이다20-30%, 70 - 80% .
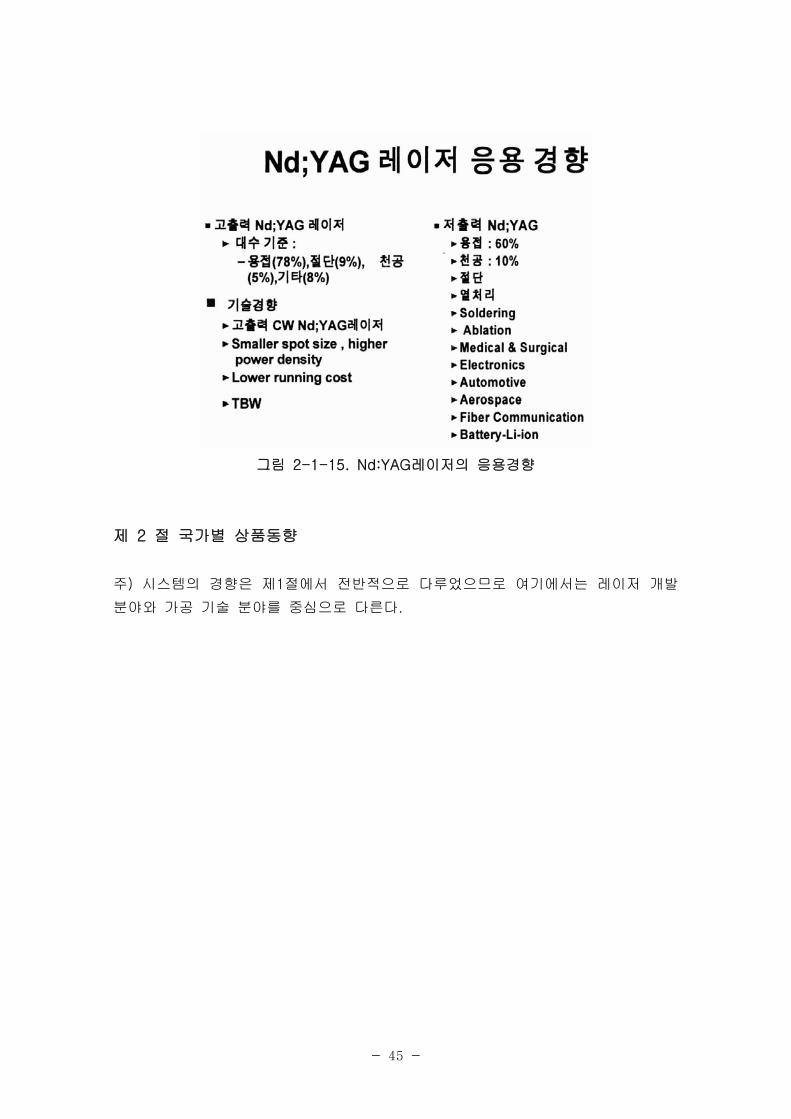
고출력 레이저의 경우에는 대수를 기준으로 할 때 용접 절단Nd;YAG (78%), (9%),
천공 기타 순으로 응용이 되고 있으며 기술경향은 고출력(5%), (8%) , CW Nd;YAG
레이저의 고출력화 초점 크기의 소형화 높은 에너지 밀도 운전비의 최저화(5kw), , ,
등에 있다 저출력 레이저는 용접이 천공이 정도 사용되고 있. Nd;YAG 60%, 10%
다.
- 44 -
그림 2-1-13 CO2 레이저의 출력별 응용경향
그림 레이저 절단기의 응용경향2-1-14
- 45 -
그림 레이저의 응용경향2-1-15. Nd:YAG
제 절 국가별 상품동향2
주 시스템의 경향은 제 절에서 전반적으로 다루었으므로 여기에서는 레이저 개발) 1
분야와 가공 기술 분야를 중심으로 다른다.

- 46 -
레이저 개발분야1.
가 다이오드 레이저 여기 고체레이저 개발.
국내 외 시장 분석1) ㆍ
표 품목 규격별 국외 시장 동향 및 전망2-2-1.
평균출력 이하의 저출력 고체 레이저 분야는 이 완전히 주력 상품으- 10W DPSSL
로 자리를 굳히고 있으며 출력 미만의 저출력 레이저 시장은 다이오드 레이저, 1W
와 이 대부분을 점하고 있다 반복율 펄스당 에너지가 정DPSSL . 10Hz, 100 mJ~1J
도의 출력이 필요한 학술용 레이저 시장과 평균출력 이상이 필요한 가공기 레1kW
이저 시장에서는 고출력 다이오드 레이저의 고비용으로 인하여 섬광등 여기 고체레
이저가 시장을 주도하고 있으나 다이오드 레이저의 가격 하락과 함께 조만간 퇴출,
될 것으로 전망된다.
- 47 -
아직까지 평균 출력 이상의 대출력 다이오드 여기 고체레이저를 완제품으- 300W
로 생산 판매하고 있는 기업은 없으며 출력 미만의 청록색 레이저, 10W (532nm),
출력 이하의 펄스형 적외선 레이저 시장은 이 급속히 시장100W (1064nm) DPSSL
을 확대해가고 있는 추세이다.
기술의 응용 분야로는 재료가공 학술연구 의료 상기록 장비 정밀 검사 측정- , , , , , / ,
통신 국방 해양연구 등 광범위한 분야에 활용되고 있고 앞으로 변화추세를 보면, , ,
의료기 분야의 이용이 활발할 것으로 예측되며 년에는 재료가공 분야의, 2002 1/3
수준에 도달할 것으로 예상된다 통신분야를 제외한 전 분야가 성장하나 의료 재. , ,
료가공 연구 장비 분야의 성장이 두드러지고 기타분야의 액수가 의료분야 수준, , ,
으로의 성장이 예상된다.
관련산업의 현황 및 전망을 보면 년 총매출액이 약 천 정도이나- 1998 84,320 $ ,
년의 총매출액은 천 에 도달할 것으로 예상되고 전체 산업은 연평균2002 151,545 $ ,
약 의 매출신장이 기대된다30% .
국내 다이오드 레이저 여기 고체 레이저의 예상매출-
표 국내 다이오드 레이저 여기 고체 레이저 예상매출( 2-2-2)
레이저종류 레이저마킹기 레이저전시 연구용레이저 정밀 가공
예상매출 연 억100 연 억10 연 억30 연 억50
국내에서 생산하여 판매하고 있는 제품은 주로 평균출력 이하의 저- DPSSL 10W
출력 레이저이며 평균 출력 이상의 고출력 레이저는 섬광등 여기 레이저가, 100W
아직도 주축이다.
해외 기술 개발 동향2)
미국①
년에는 미국 의 기- 1994 DARPA(Defense Advanced Research Projects Agency)
술 재투자 계획의 일환으로 개 기업과 학계로20 PLM(Precision Laser Machining)
콘소시엄을 구성하여 용접 절단 등 가공용으로 평균출력 천공용으로, 6kW, 2.5kW
첨두출력의 레이저를 개발하고 있다Nd:YAG .
펌핑용 다이오드 레이저 생산업체로는 등- SDL, SLI, IMC, Opto-Power, Polaroid
수많은 업체가 활동중이며 레이저 제조업체로는 급 생산업체인, kW DPSS Fibertek,
가 있으며 용 레이저 생산업체인 산업용 및 연구용TRW, GE , marking Lee laser,
생산업체인DPSS Spectra-physics, Coherent, Continnum, Cutting Edge
등 수많은 생산 업체가 활동중이다 한편 자동차 부품 가공분야는Optronics . GM
항공기 엔진가공분야는 등에서 의(General Motors), GE(General Electric) DPSSL
산업적 응용을 하고 있다.
- 48 -
국립 연구소로는 가 자체적으로- LLNL(Lawrence Livermore National Laboratory)
다이오드 레이저 제조시설을 갖추고 있어서 고출력 개발에 주력하여DPSSL 1992
년에 평균출력이 에 이르는 반도체 레이저 펌핑 레이저를 개발 완료하1kW Nd:YAG
였고 제 조화파발생 기술을 이용하여 평균출력 급의 청록색 레이저를 개발하, 2 300W
였다 개발된 고출력 레이저는 원자력 산업에 이용할 목적으로 있으며 기업 자금과. ,
정부 의 지원을 받아 기업이 필요로 하는 기술을 제공하는 프로그램인(DOE)
을 통하여 용접 천공 절단 고정밀Industrial Partnerships & Commercialization , , ,
미세가공 금속의 표면 개질 리소그래피 광화학 및 열적 가공 미세 전자공학 장, , , ,
치등에 관한 기술을 제공한다.
독일②
독일에서는 이라는 반도체레이저 여기 고체레이저 개발계획을 수립- “Laser 2000”
하여 베를린 뮌헨 하노버 예나등 개 도시에 레이저 센터를 설치하고 이를 산학, , , , 4
협동연구의 거점으로 하여 기초부터 응용까지 종합적으로 연구개발하고 있다.
(Nakai Sadao et aI, Optronics, Vol. 15, 80 (1996))
에서 년에 정밀 가공용으로 길이- LZH(Laser Zentrum Hannover e.V.,) 1995
직경 의 막대에 출력의 반도체레이저 개를 막대 측200mm, 5mm Nd:TAG 10W 108
면 방향으로부터 여기하여 에서 다중모드로 모드에서는9 1.06 m 300W, TEMooμ
의 출력을 얻었으며 가 중심이 되어 급의 다이오드 레이45W , JENOPTIK_LOS 600W
저와 고체 레이저를 상업적으로 개발하여 시판하고 있다 최근 대학에서. , Stugart
새로운 고출력 레이저로 각광을 받고 있는 결정을 이용하여 의 레이Yb:YAG 350W
저를 개발하였다(SPIE Proc. Vol. 2986, 2986-01, 1997).

- 49 -
일본③
일본에서는 년부터 일본 레이저학회에 다이오드 여기 고체레이저 기술 전문- 1988
위원회가 결성되어 연구를 주도해왔다 현재는 통산성 공업기술원에서 산업과학기.
술 개발제도에 따라 광자 기술 로 고품질 광자발생 기술 광자(Photon Technology) ,
제어 전송 시스템 기술 및 광과 원자분자의 새로운 상호작용을 기초로 하는 최첨단
프로세스 기술을 개발하고 있다.
도시바와 화낙에서는 가공용으로 사용할 수 있는 이상의 평균 출력을 가지- 1㎾
는 레이저를 개발하였으며 미쓰비시 전기에서는 에서 출력DPSSL , CLEO '97 25W
의 반도체레이저 어레이 개를 막대 측면 방향으로부터 여기하여16 4 1.06μm,
모드에서TEMoo M2 의 비임질로 의 출력을 얻었다=1.1 80W .
일본 원자력연구소에서는 년 레이저 분광 연구용으로 의 초록색 레이저- 1996 20W
를 개발한 바 있으며 레이저 핵융합에 사용할 목적으로 고출력 의 개발을 시DPSSL
작하고 있다 오사카 대학의 에서는 현재 크기에 레이저 다이오. ILE 40X1cm 100kW
드 모듈을 여기원으로 하여 출력의 지그재그 슬랩10J, 10Hz Nd:Glass(HAP-4,
레이저 을 개발했으며 에서 의 출력을 내는Hoya) (HAL) 10 , 350nm 10kJ, 12Hz波流
레이저시스템을 하나의 모듈로 하여 의 레이저 출력을 얻을 수 있는4MJ, 12Hz 光
의 개발을 추진시키고 있다(Koyo) .陽
프랑스④
프랑스의 경우 가 중심이되어 고출력- CEA(Commissariat a 1'Energie Atomique)
고체레이저를 개발하고 있으며 최근 에서 개발한 의 반도체, Thompson-CSF 700W
레이저를 펌핑원으로 레이저의 제 조화파 파장인 에서 급의Nd:YAG 2 532nm 100W
레이저 발진에 성공하였다 에서는 의 적층 다이오드. Thomson -CSF 2.5kW QCW
어레이를 생산하고 있으며 자회사인 에서 급 을 상용으, BM Industries 100W DPSSL
로 생산하고 있다.
해외기업 강점 레이저 산업 분석3)
BM Industries①
국방 핵물리 자연과학 연구 분야용의 급- , , 100W DPSSL
년 의 자회사가 되면서 중앙연구소의 기술지원에- 1995 Thomson CSF Thomson
의해 능력 강화R&D
의 고출력 다이오드 레이저를 지원받게 됨- Thomson

- 50 -
TRW, Inc.②
자동차 우주선 항공기부품 등의 용접 가공 절단을 위한 고출력- , , , , DPSSL
핵융합용 급- kW DPSSL
과 함께 산업용 고출력 레이저를 개발하는 의 회원사- GE, Fibertek PLM
에서 수행중인 프로그램의 고출력 레이저 제작에 참여- LLNL NIF
Fibertek, Inc.③
우주 항공 라이다 시스템-
수중 물체 촬영용 레이저-
탱크 탑재 거리측정용 소형- DPSSL
- Laser Altimeter
레이저 레이다 시스템-
전자 광학 분야의 응용 시스템 개발에 대한 기술력 축적으로 다- - (electro-optics)
양한 레이저 응용 시스템 설계 제작
SDL④
레이저 다이오드 파장- : 630 ~ 2μm
레이저 출력- :20W CW, 5kW, 200W QCW
의 회원사- PLM
다이오드 레이저 전용 생산- .
애피택셜 성장 레이저 설계기술 등에 대한 집중적인 연구개발로 고출력- MOCVD ,
과 다양한 파장을 갖는 레이저 다이오드 생산공급
IMC⑤
어레이- CW, QCW 2-D
레이저 출력- : 20, 40 W/module
다양한 의 고출력 다이오드 레이저 생산 공급- package
Thomson - CSF⑥
다이오드 어레이- CW : 20, 140, 210 W/module
다이오드 어레이- QCW : 1.3kW peak power
세계적 전자회사로서 풍부한 기초 기술을 보유-
- 51 -
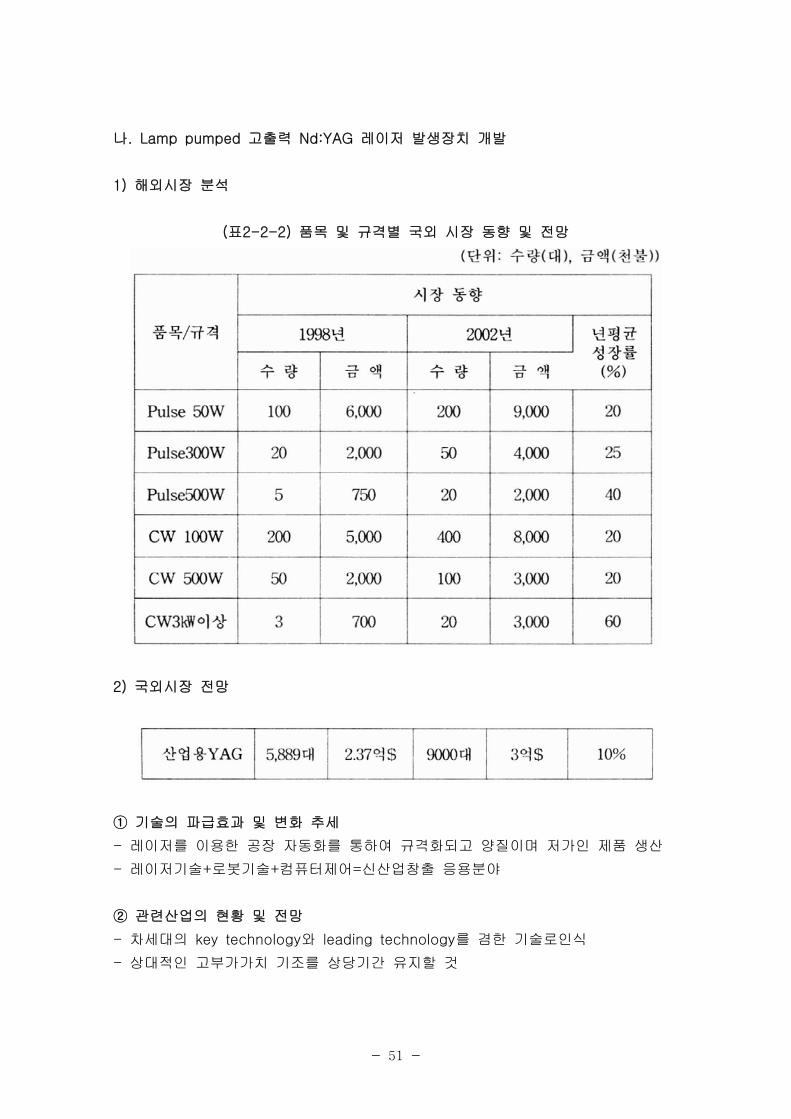
나 고출력 레이저 발생장치 개발. Lamp pumped Nd:YAG
해외시장 분석1)
표 품목 및 규격별 국외 시장 동향 및 전망( 2-2-2)
국외시장 전망2)
기술의 파급효과 및 변화 추세①
레이저를 이용한 공장 자동화를 통하여 규격화되고 양질이며 저가인 제품 생산-
레이저기술 로봇기술 컴퓨터제어 신산업창출 응용분야- + + =
관련산업의 현황 및 전망②
차세대의 와 를 겸한 기술로인식- key technology leading technology
상대적인 고부가가치 기조를 상당기간 유지할 것-
- 52 -
해외의 기술개발 동향3)
생산업계①
시장수요가 있는 품목주력-
차세대 핵심주력기종 파악능력 탁월-
관련 신기술은 자체 개발 혹은 학계 연구소에 의뢰- ,
학계 연구소,②
기초연구 및 신기술개발-
업계의 소요에 부응하는 기술개발-
대외 경쟁력있는 신기술연구-
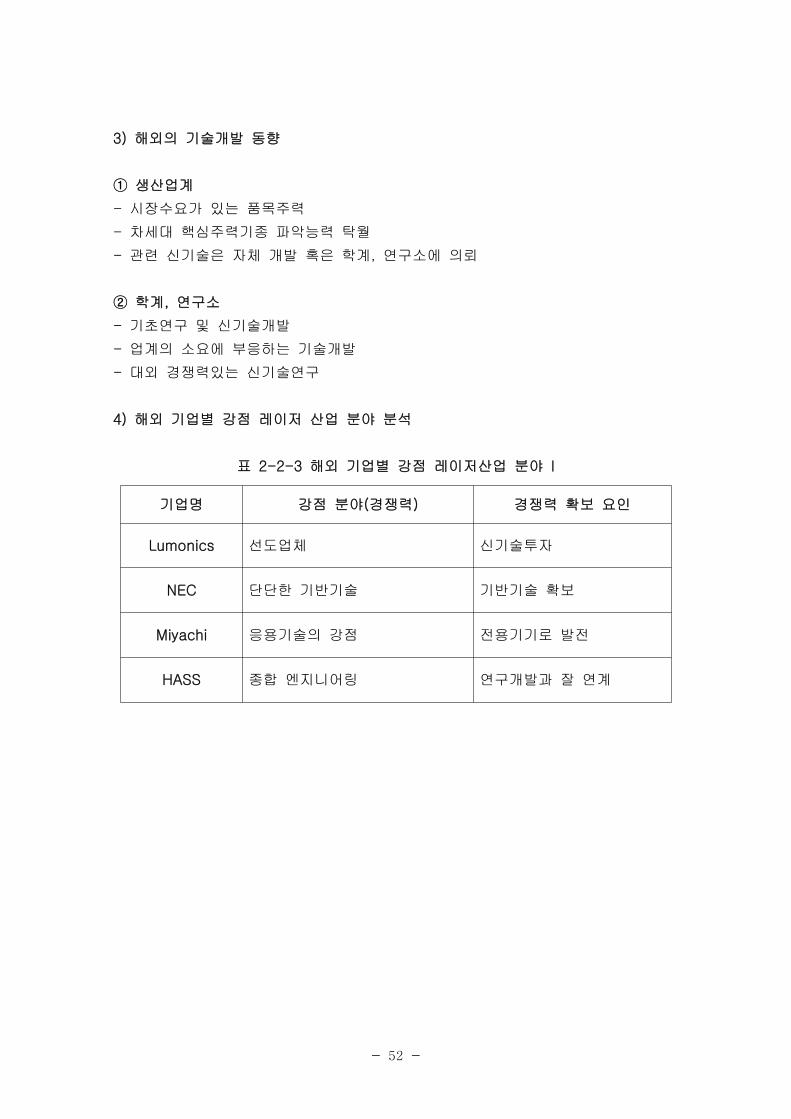
해외 기업별 강점 레이저 산업 분야 분석4)
표 해외 기업별 강점 레이저산업 분야2-2-3 I
기업명 강점 분야 경쟁력( ) 경쟁력 확보 요인
Lumonics 선도업체 신기술투자
NEC 단단한 기반기술 기반기술 확보
Miyachi 응용기술의 강점 전용기기로 발전
HASS 종합 엔지니어링 연구개발과 잘 연계

- 53 -
가공가술 개발분야2.
가 레이저 용접.
해외 시장 분석1)
표 품목 및 규격별 국외 시장동향 및 전망( 2-2-4)
기술의 응용분야 파급효과 및 변화 추세,①
자동차 경량화 목적으로 레이저 용접 응용 증가 추세-
항공기 선박 기차의 경량화에 레이저 응용 연구 중- , ,
청정가공이므로 환경규제 강화와 더불어 증가추세-
차체중량 감소 목표달성 위해 용접 공정의 를 레이저로 대체- 25% 70%
실용화 초기단계 향후 급격한 증대예상- ,
환경규제의 강화에 따라 제도적으로 레이저 응용유도 예상-
관련산업의 현황 및 전망②
수송기계 경량화 레이저 응용 증대- : ⇒
산업기계 고기능 생산비 절감 레이저 응용 증대- : , ⇒
환경친화적 공정채택의 법제화에 따라 레이저 응용의 급속한 확산 예상-
- 54 -
해외의 기술개발 동향2)
생산업계①
고속화 고출력 고속- : , CNC
고정밀화 설계최적화 고정밀부품 개발- : ,
사용자 편의화 정비주기증대 운용편이- : ,
출현으로 고속 고정밀 가능- 64Bit CNC ,
지속적 경험축적으로 차별화 특수화- ,
복합화 레이저 기계가공- ( + )
지능화-
학계 연구소,②
복합화 레이저 기계가공 레이저 일반용접- ( + , + )
난 용접재 용접연구-
신소재 용접연구-
용접부의 신뢰성연구-
용접품질의 규격화-
해외 기업별 강점 레이저 산업 분야 분석3)
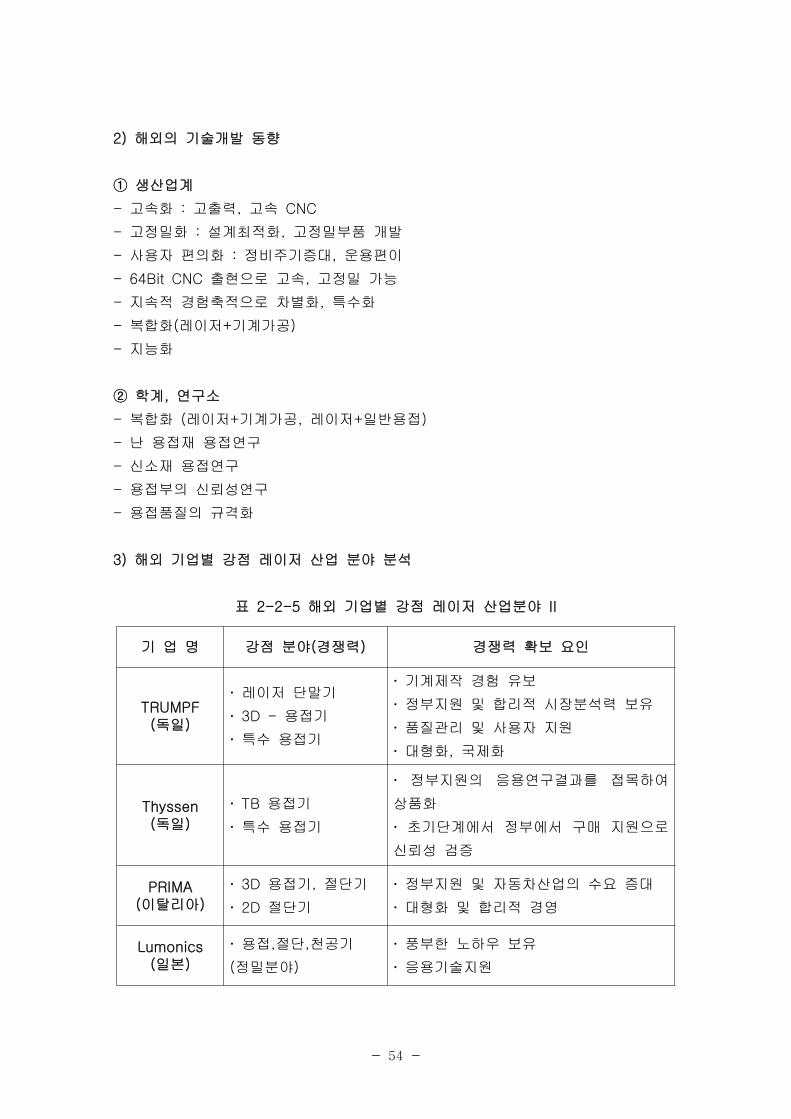
표 해외 기업별 강점 레이저 산업분야2-2-5 II
기 업 명 강점 분야 경쟁력( ) 경쟁력 확보 요인
TRUMPF독일( )
레이저 단말기
용접기3D -
특수 용접기
기계제작 경험 유보
정부지원 및 합리적 시장분석력 보유
품질관리 및 사용자 지원
대형화 국제화,
Thyssen독일( )
용접기TB
특수 용접기
정부지원의 응용연구결과를 접목하여
상품화
초기단계에서 정부에서 구매 지원으로
신뢰성 검증
PRIMA이탈리아( )
용접기 절단기3D ,
절단기2D
정부지원 및 자동차산업의 수요 증대
대형화 및 합리적 경영
Lumonics일본( )
용접 절단 천공기, ,
정밀분야( )
풍부한 노하우 보유
응용기술지원

- 55 -
나 직접조형.
세계 시장동향 분석 각 국가별 기업별 분석1) / / item
표 세계 시장동향 분석 직접조형2-2-6 ( )
참고사항[ ]
상기의 시장조사는 산업이 고전했던 지난 년간의 시장분석 자료이므로* RP&T 3
년에는 더 큰 폭으로 증가될 가능성이 있음2002 .
본 조사는 산업에 국한하여 조사된 내용임* RP&T .
기술로 얻어지는 제조업체의 생산성 향상 및 경제적 이득은 내용에 포함되* RP&T
어 있지 않음.
레이저 직접 금속조형기술은 시장을 잠식하리라 전문가들이 예측* machine tool
하고 있으나 본 시장조사에서는 포함되어 있지 않음, .
의 시장은 크게 과 으로 구분됨* RP&T primary maket secondary market .
장비 및 의 모델 서비스와 관련된 시장* Primary market: RP SBs RP .
모델을 이용한 서비스 시장을 말함* Secondary market: RP RP-driven tooling .

- 56 -
시장 동향 분석2)
미국이 시장과 기술을 독점적으로 지배하고 있음 연간 장비 판매량의- RP&T . RP
선두를 놓고 사와 사 간의 경쟁이 치열하지만 순이익과 전체3D System Stratasys ,
시장점유율에 있어서는 년간 이 독보적인 위치를 지키고 있음12 3D System .
산업이 중심 에서 으로 빠르게- RP&T RP (primary market) RT (secondary market)
변화하고 있음.
년 시장구성i) 1998
Primary market : $474.3M (55.7%)
Secondary market : $376M (44.3%)
년 시장구성ii) 1997
Primary market : $452.6M (58.5%)
Secondary market : $320.6M (41.5%)
년 시장구성iii) 1998
Primary market : $421M (59.5%)
Secondary market : $286M (40.5%)
산업과 시장의 비교 기술이 도입된 후 첫 년간의 시장- RP&T machining tool : 10
성장률을 비교
i) RP&T : 1988-1997 : 53.6%
ii) CNC : 1970-1981 : 22%
iii) Machine tool : 1963-1973 : 8.5%
기존의 이 아닌 진정한 의미의 에 대한 산- RP-driven tooling direct Metal tooling
업의 요구와 연구가 대두됨.
기술의 응용분야 파급효과 및 변화 추세3) ,
기술의 중요성[RP&T ]
제조업 시장 및 경쟁환경의 변화-
소품종 대량생산에서 다품종 소량생산으로의 변화i)
의 연구 어떤 제조업체가 어떤 상품을 시ii) Time-to-market pressure; (McKinsey )
장도입 시기보다 개월 늦게 시장에 내놓는 경우 이익의 를 잃게 됨6 33% .

- 57 -
제품 의 단축- life cycle
미국 사례i) Hewlett- Packard (source; Bob Neel, consultant)
제품의 평균수명 년 이하ii) HP printer : 1 .
사의 제품수 대략iii) HP : 28,000
거의 하루에 한 개꼴로 신제품을 시장에 내놓고 있음iv) .
사의 전체 매출액의 가 년된 신제품에 의해 얻어진 수입임v) HP 70% 1-2 .
신제품 개발시간 및 비용을 단축하려고 노력vi) .
개발기간 개월 개월 개월 현재: 18 9 3 ( )→ →
이러한 시장변화에 적절히 대응하여 시장 경쟁력을 확보하기 위해서 제품의 개발-
기간 및 시작기간을 단축시켜 제품의 시장 도입시기를 앞당기는 노력이 절실히 요
구됨 따라서 와 같은 기술혁신이 필요함. RP&T .
는 기존의 방법에 비해 정도의 을 단축시키는 효과가 있- RT&P 40-80% lead time
음.
응용분야[ ]
는 거의 모든 제조 관련분야에서 제품의 설계로 부터 생산에 이르는 기간- RP&T
과 노력을 절감하는 동시공학 의 필수도구로 이용되고 있(concurrent engineering)
음.
모델의 이용목적 년 조사자료- RP (1999 )
i) 32% for fitting and functional applications
ii) 26% as visual aids for engineering, tooling, requesting quotes, and
presentation
iii) 28% as patterns for prototyping tooling and metal casting (RP- driven
tooling)
모델을 에 이용하는 비율이 해마다 증가되고 있는 추세임-> RP RP-driven tooling .
를 이용하는 산업분야 년 자료 도입초기에는 자동차 및 항공- RP&T (1999 ) : RP&T
산업이 이상의 시장을 점유하고 있었으나 최근에는 전산업에 걸쳐 이용되고50% ,
있음. Motor vehicles 25%, consumer products 20%, business machine 13%,
medical 10%, aerospace 9%, etc.

- 58 -
시장 및 기술의 변화[RP&T ]
장비는 사용목적에 따라 세분화되고 있음- RP .
산업이 모델 중심에서 산업으로 빠르게 변하고 있으- RP&T RP RP-driven tooling
며 직접 금속조형기술에 대한 관심이 크게 고조되고 있음, .
레이저 직접 금속 조형기술의 출현 배경[ ]
의 한계 문제점 소재의 제한성 광경화성 수지 왁스 종이 등의 비기능성- RP ( ) : RP ( , ,
소재 조형의 정밀도 후가공 처리 등), , .
이러한 이유로 인해 모델은 주로 데이터를 차원 형상화하여 관능적으- RP CAD 3
로 관찰 및 평가하는데 사용되며 제작된 부품의 물성 혹은 성능 시험에 한계가 있,
음.
물론 모델을 이용한 기술은 기존의 방법에 비해- RP RP-driven tooling 30-40%
정도의 짧은 시간에 을 제작할 수 있지만 대부분의 경우 이며 주조tool , soft tooling
와 분말야금기술을 기반으로 많은 공정을 요구함.
직접 금속 조형기술의 무한한 시장 기존 시장을 잠식할 것- : machining tooling
으로 전문가들은 판단함 참고 전세계 은. ( tooling market $100 billion)
레이저 직접 금속 조형기술의 파급효과[ ]
제품의 설계 단계에서 작성된 데이터로부터 직접 최종제품 혹은 제품 생산- CAD
에 필요한 을 짧은 시간에 제작가능tool .
소재의 제약성이 없음 기능성 소재- ( )
을 기반으로 하므로 한 가지 부품을 제작하더라도 부위별로 다양한 소재를- MIM ,
사용하여 제작 가능함.
을 갖는 제작 가능- Conformal cooling channel tool ;
부품 내부가 각종 센서를 삽입할 수 있음- ;
소비자의 욕구에 능동적으로 대처-
새로운 기술 및 정밀주조를 대체할 수 있는 차세대 기술임- repairing .
- 59 -
관련 산업의 현황 및 전망
전술한 바와 같이 산업은 에서 으로 다시 직접 금속- , RP&T RP RP-driven tooling ,
조형기술로 이동하고 있음.
특히 레이저 클레딩기술을 기반으로 하는 레이저 직접 금속 조형 기술이 성공적- ,
으로 사업화 단계에 진입했음.
해외의 기술개발 동향4)
에 대한 기술개발은 크게 직접 금속 조형기술 과Metal tooling “ ” “RP-driven
으로 나눌 수 있음metal tooling .
직접 금속 조형기술 모델을 사용하지 않고 와 유사한 기술을 이용하여; RP , RP
을 직접 제작하는 기술로 레이저 클레딩을 기반으로 하는 레이저 직접metal tool “
금속 조형 기술 과 가 주목 받고 있음” “liquid droplet-based tech." .
레이저 직접 금속 조형기술 레이저 클레딩을 기반으로 하는 기술로 가장 성공- :
적인 연구결과를 보이고 있으며 사업화 초기단계에 들어서고 있음, .
와 동일한 원리 현재 개발단계이며- Liquid droplet-based tech. : Ink-jet printer . ,
주로저융점 금속에 적합한 기술임 회로기판 인쇄 및 제작에 주로 이용. metal ball
되리라 판단됨.
모델 혹은 로 제작된 마스터 패턴을 이용하여RP-driven metal tooling; RP RP
을 제작하는 기술metal tool .
생산업계
레이저 직접 금속조형기술[ ]
- Optomec Design Company:
미국 에서 개발한 기술을 성공적으로 상용화i) Sandia National Lab.(SNL) LENS .
년 설립 레이저 관련 중소기업ii) 1978 :
년부터 기술에 주력iii) 1997 LENS .
년 최초의 상용화 장비인 출시iv) 1998 LENS 750 .
년 월 사의 생산라인에v) 1999 2 , Lockheed Martin Tactical Aircraft System
을 설치LENS750
- 60 -
년 월까지 대의 장비를 판매한 것으로 추정됨vi) 1999 2 4 .
- Precision Optical Manufacturing:
미국 의 교수가 개발한 기술을 상용화 현재 공장i) Univ. Michigan Mazumder DMD .
을 신축하는 것으로 파악됨.
년 월 설립ii) 1999 1
가장 우수한 기술을 보유하고 있음iii) .
사- AeroMet :
미국 사의 자회사i) MTS .
정밀도가 요구되지 않는 중대형 부품 생산ii) .
항공기용 합금 부품을 생산iii) Ti .
최근에 벤처기업들이 우후죽순으로 설립되고 있음- .
[Liquid Droplet-based Tech.]
미국 에서 개발한- MicroFab. Tech., Inc.: Univ. Texas at Arlington "Liquid Metal
기술을 상용화하기 위하여 노력 아직 개발단계로 파악됨Jet Printing" . .
[RP-driven Metal Tooling]
모델을 이용하는 기술로 관련된 기업은 다음과 같음- RP .
사 사 사i) ExpressTool , CEMCOM (NCC Tooling System), Dynamic Tooling (Exopy
사Steel), ExtrudeHone (PROMETAL Rapid Tooling System), Plynetics
Express(PHAST), etc.
학계 및 연구소
레이저 직접 금속 조형기술[ ]
- LENS(Laser Engineered Net Shaping);
년 의 제작을 위하여 미국i) 1995 “nuclear weapons components" Sandia Nat'l
이하 에서 개발Lab. ( SNL) (Mr. David Keicher)
가장 성공적으로 사업화 단계에 착수 미국 사ii) ( Optomec )
최초의 상용화 장비를 출시iii) (LENS 750)
기술의 상용화를 위하여 컨소시움 을 구성iv) LENS (CRADA) CRADA members:
Allied Signal, Eastman Kodak, Hasbro, Laser Fare, Lockheed Martin, MTS, 3M,
Optomec, Teleflex Wyman-Goldon
- 61 -
클레딩 층의 높이제어에 문제가 있는 것으로 판단됨v) .
- DMD(Direct Metal Deposition);
미국 의 교수가 개발i) Univ. Mich. Mazumder .
가장 우수한 기술로 평가됨 클레딩 층의 높이 제어기술ii) . / / Conformal cooling
기술 다소재 부품제작 등channel / , .
년 월 사 설립iij) 99 1 Precision Optical Manufacturing .
- DLF (Direct Light Fabrication);
미국 에서 개발j) Los Alamos Nat'l Lab. (Dr. Gary K. Lewis)
와 유사한 기술임ii) LENS .
이 외에도 독일 등에서도 많은 연구가 진행되- Stanford Univ.(SDM), Fraunhofer
고 있으나 이들은 공정중에 클레딩층의 높이를 제어하기 위하여 작업을 해, milling
야하는 등의 기술적인 결함을 가지고 있음.
을 연구하는 기관에서는 거의 모두 이 기술에 관심을- Laser materials processing
가지고 연구를 수행하고 있음.
[Liquid Droplet-based Tech.]
아직 기반기술을 연구하는 단계임- .
주요연구기관- ;
i) Prof. Melissa Orme at Univ. California at Irvine.
ij) Prof. Jung-Hoon Chun at MIT.
iij) Prof. John W. Priest at Univ. Texas at Arlington.
[RP-driven Metal Tooling]
기업을 중심으로 연구가 진행되고 있는 것으로 파악됨- .
- 62 -
제 절 국내 시장 동향3
국내시장동향1.
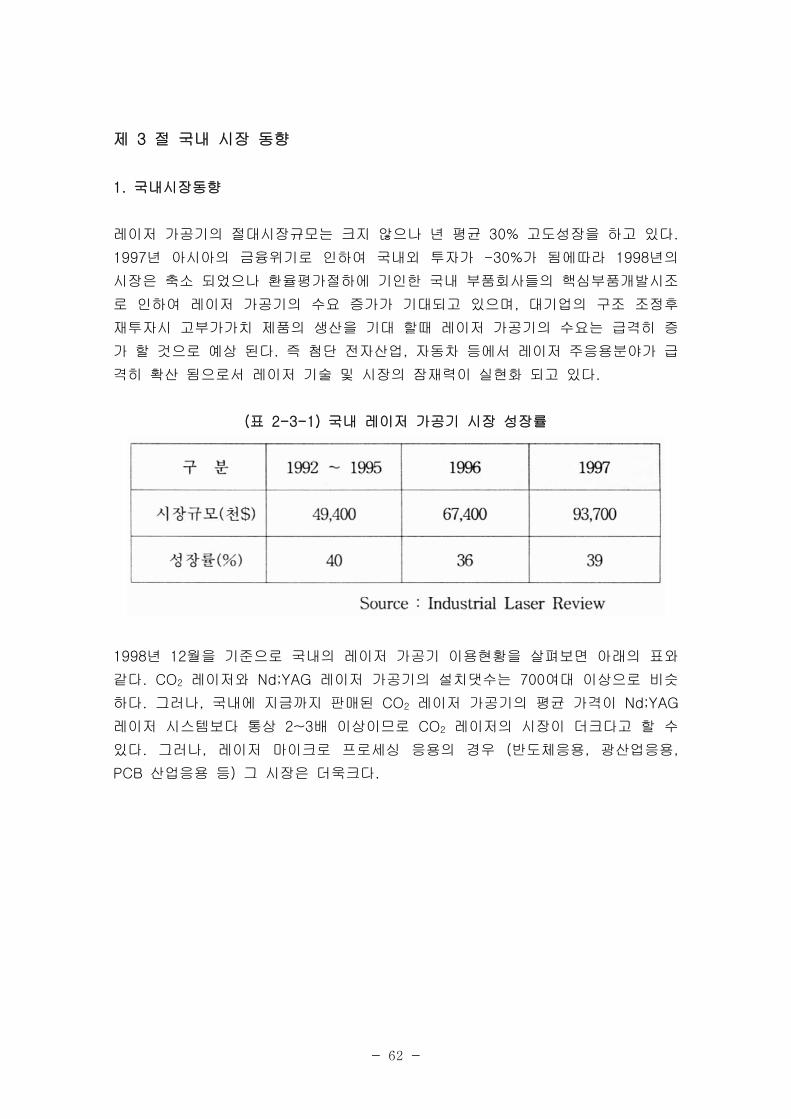
레이저 가공기의 절대시장규모는 크지 않으나 년 평균 고도성장을 하고 있다30% .
년 아시아의 금융위기로 인하여 국내외 투자가 가 됨에따라 년의1997 -30% 1998
시장은 축소 되었으나 환율평가절하에 기인한 국내 부품회사들의 핵심부품개발시조
로 인하여 레이저 가공기의 수요 증가가 기대되고 있으며 대기업의 구조 조정후,
재투자시 고부가가치 제품의 생산을 기대 할때 레이저 가공기의 수요는 급격히 증
가 할 것으로 예상 된다 즉 첨단 전자산업 자동차 등에서 레이저 주응용분야가 급. ,
격히 확산 됨으로서 레이저 기술 및 시장의 잠재력이 실현화 되고 있다.
표 국내 레이저 가공기 시장 성장률( 2-3-1)
년 월을 기준으로 국내의 레이저 가공기 이용현황을 살펴보면 아래의 표와1998 12
같다. CO2 레이저와 레이저 가공기의 설치댓수는 여대 이상으로 비슷Nd;YAG 700
하다 그러나 국내에 지금까지 판매된. , CO2 레이저 가공기의 평균 가격이 Nd;YAG
레이저 시스템보다 통상 배 이상이므로2~3 CO2 레이저의 시장이 더크다고 할 수
있다 그러나 레이저 마이크로 프로세싱 응용의 경우 반도체응용 광산업응용. , ( , ,
산업응용 등 그 시장은 더욱크다PCB ) .

- 63 -
표 국내의 레이저 가공기 이요현항( 2-3-2)
년 전선연구소에서부터 레이저 개발이 산업용으로 본격개발되기 시작 하면1984 LG
서 국내의 레이저 및 응용 시스템에 대한 산업체에서의 연구가 계속 되어 왔다.
년대에 들어서서는 매년 이상의 급성장을 함으로서 세계적으로 주목을1990 30%
받는 시장이 되었다 년 년 미국 시카코에서 개최된. 1996 , 1998 “International Laser
라는 포럼의 발표에 의하면 한국의 시장 규모가 아시아시장 일본 제marketplace" (
외 의 를 차지 할 정도로 비중이 있다고 발표되었다) 50% .
레이저 시장 성장 추이2.
국내 레이저 산업은 레이저 생산 시스템 중 CO2 레이저를 이용한 박판 금속 절단
용 레이저 가공기가 안정적 성장기에 진입이 되었다 년대초부터 년평균. 1990 30%
이상의 고도 성장을 하였다 년대에 국내 시장의 약 이상을 외국 제품이. 1980 90%
차지 하였으나 년의 경우 국내 제품이 약 이상의 점유율을 보였다 이는1995 70% .
괄목할만한 성장이 아니라 할 수 없다 그러나 이는 비교적 제작이 쉬운 저, Hybird
속형으로서 년에 들어서 유럽의 형이 국내 시장에 침투하기 시1996 Flying Optics
작 하였다 년 금융위기 이후 금속절단기 업체들이 수출 중심으로 방향을 바꾸. 1997
기 시작 하였다. CO2 레이저 용접기의 시장은 다이아몬드 톱날 용접이 주시장으로
서 안정적 성장의 동향을 보이고 있는반면 고출력 (6-8 ) CO㎾ 2 레이저를 이용한
의 응용이 증가 하고 있다Tailored Blank Welding .

- 64 -
저출력 펄스 레이저를 이용한 스폿 용접기는 우리나라가 세계최대의Nd;YAG TV
생산국이 되면서 시장이 급속히 확장기 단계에 진입하였다 그러나 국내 개tube . ,
발 제품의 품질저하로 인하여 이시장은 일본이 거의 이상을 점유하게 되었다95% .
레이저 마킹기는 반도체 회사의 국내 개발 지원과 더불어 국내 레이저 마킹기 회사
가 점유율 높이는 계기가 되었다 제품의 기술력에서는 국제 경쟁 수준에 이르렀다. .
그러나 년에 들어 국외 제품이 급속히 레이저를 장착한 소형 마킹기가. 1999 PDSS
본격 상품화 됨에 따라 이에 대한 대응이 매우 시급한 시점에 이르렀다 레이저 용.
접기는 펄스 레이저의 경우 시장이 성장이 함에 비해Nd;YAG CW Nd;YAG (
의 상품화로 자동차 산업에의 적용이 시도 되고 있다 자동차 부품500W~4.5kW) .
의 레이저 용접은 이미 도입기에 들었으며 자동차 자체 생산 라인에의 적용이 연,
구 되고 있다 세계적으로 자동차의 차체 용접에서 기존의 스폿 용접기를 레이저.
용접으로 대체 되는 경향을 보이고 있어서 이분야의 시장은 국내에서도 수년내에
괄목하게 성장 할 것으로 예상되고 있다.
전자산업의 요구가 전자기기의 소형화에 따라 산업에서 기존의 기계식 천공기PCB
가 고속 초정밀 레이저 천공기로 대체되어 가고 있다 수년 내에 국내에서 급속한.
시장의 성장이 예상되며 국내 업계는 레이저 천공기를 전량 외국 특히 일본 에PCB ( , )
서 수입 하여 옴에 따라 가격 경쟁력 및 기술 경쟁력 확보를 위하여 국내 레이저
천공기의 개발을 강하게 기대하고 있다 또 다른 분야의 레이저 마이크로 프로세싱.
에 대한 요구가 매우 높다 이는 국가 전자 및 반도체 산업의 경쟁력을 좌우 할 정.
도로 핵심기술로 레이저 가공기가 차지함으로서 나타나는 현상이라 하겠다.
레이저 의료기의 경우에는 피부과와 외과의 경우 성장기 단계를 지나고 있으며 조
만간 성숙기에 이를 것으로 여겨진다 그러나 새로운 분야의 레이저 의료 적용이. ,
계속 연구되고 있으며 레이저 치료와 진찰의 장점이 계속 부각 됨으로서 필수 의,
료 장비가 되어 가고 있다.

- 65 -
제 절 국내상품동향4
국내 생산 가능 제품군 분류 국내 동향 분석1. /
가 레이저 모듈 개발분야.
다이오드 레이저 여기 고체레이저 개발1)
학계 연구소 생산업계 기술개발 동향, ,①
국내 학계와 연구소에서 연구개발중인 로는 학술 연구분야에 이용 가능한- DPSSL
저출력의 레이저를 한국표준연구소 그리고 청주대 등에서 연구하고 있으KAIST, ,
며 산업적 응용이 가능한 고출력 레이저의 개발은 원자력 분야에 이용할 목적으로,
한국원자력연구소 에서 개발하고 있다 현재까지 와 표준연에서(KAERI) . KAIST 1998
년부터 주파수 표준으로 사용하기 위하여 연구중인 은 평균 출력 수십DPSSL
급의 형태의 단일주파수를 갖는 레이저 개발에 관한 것이며 청주10mW monolithic ,
대학교에서는 단면여기 방식으로 펄스동작 레이저와 마이크로칩Q-sw. Nd:YAG
레이저로 응용할 수 있는 레이저를 개발하였고 고출력 레이저 개발의Nd:S-VAP ,
첫 단계로 레이저의 여기원으로 사용할 측면여기 레이저 공Ti:sapphire , Nd:YAG
진기를 구성하고 파장 에서 펄스폭 에 의 출력에너지를 목표로 연, 532nm 20ns 3mJ
구를 진행시키고 있다 에서 년 이후부터 연구중인 은 의. KAERI 1996 DPSSL 500W
출력을 갖는 적외선과 청록색 레이저 제작에 관한 것이며 수 에 이르는 레이저, kW
의 설계 및 제작기술을 연구하고 있다.
레이저 생산업계에서는 이 기존에 사용중인 레이저 시스템을 대체할 것으- DPSSL
로 보고 이에 관한 연구개발이 절실함을 느끼고 있으나 막대한 개발비가 소요되는,
고출력 고체레이저 개발의 초기 투자에는 무리가 따르는 상황이다 산전에서 단. LG
위 선형 다이오드 어레이당 의 출력을 갖고 에서 파장을 갖는 고출력20W , 808nm
다이오드 어레이를 상업적으로 생산할 수 있게 되었고 레이저 마킹기 개발을 목적,
으로 년부터 고출력 다이오드 레이저를 개발하고 있으며 최근 급 모듈1997 , 100W
을 완성하였다 삼성전자에서는 의 기록 밀도를 높이기 위하여 녹색. compact disk
다이오드 여기 고체레이저를 개발하고 있으며 이에 관련한 특허를 다수 보유하고
있다 금광에서는 평균 출력 의 다이오드 여기 고체레이저를 개발하였다. 5 W .
- 66 -
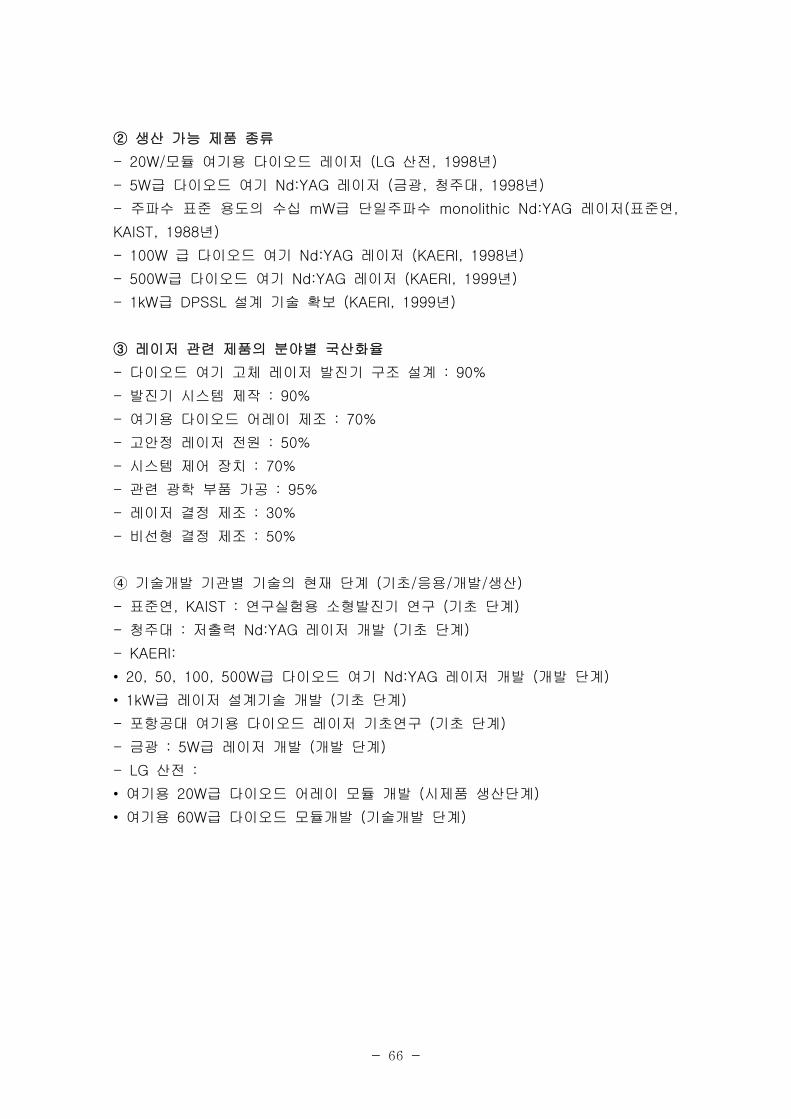
생산 가능 제품 종류②
모듈 여기용 다이오드 레이저 산전 년- 20W/ (LG , 1998 )
급 다이오드 여기 레이저 금광 청주대 년- 5W Nd:YAG ( , , 1998 )
주파수 표준 용도의 수십 급 단일주파수 레이저 표준연- mW monolithic Nd:YAG ( ,
년KAIST, 1988 )
급 다이오드 여기 레이저 년- 100W Nd:YAG (KAERl, 1998 )
급 다이오드 여기 레이저 년- 500W Nd:YAG (KAERI, 1999 )
급 설계 기술 확보 년- 1kW DPSSL (KAERl, 1999 )
레이저 관련 제품의 분야별 국산화율③
다이오드 여기 고체 레이저 발진기 구조 설계- : 90%
발진기 시스템 제작- : 90%
여기용 다이오드 어레이 제조- : 70%
고안정 레이저 전원- : 50%
시스템 제어 장치- : 70%
관련 광학 부품 가공- : 95%
레이저 결정 제조- : 30%
비선형 결정 제조- : 50%
기술개발 기관별 기술의 현재 단계 기초 응용 개발 생산( / / / )④
표준연 연구실험용 소형발진기 연구 기초 단계- , KAIST : ( )
청주대 저출력 레이저 개발 기초 단계- : Nd:YAG ( )
- KAERI:
급 다이오드 여기 레이저 개발 개발 단계20, 50, 100, 500W Nd:YAG ( )•
급 레이저 설계기술 개발 기초 단계1kW ( )•
포항공대 여기용 다이오드 레이저 기초연구 기초 단계- ( )
금광 급 레이저 개발 개발 단계- : 5W ( )
산전- LG :
여기용 급 다이오드 어레이 모듈 개발 시제품 생산단계20W ( )•
여기용 급 다이오드 모듈개발 기술개발 단계60W ( )•
- 67 -
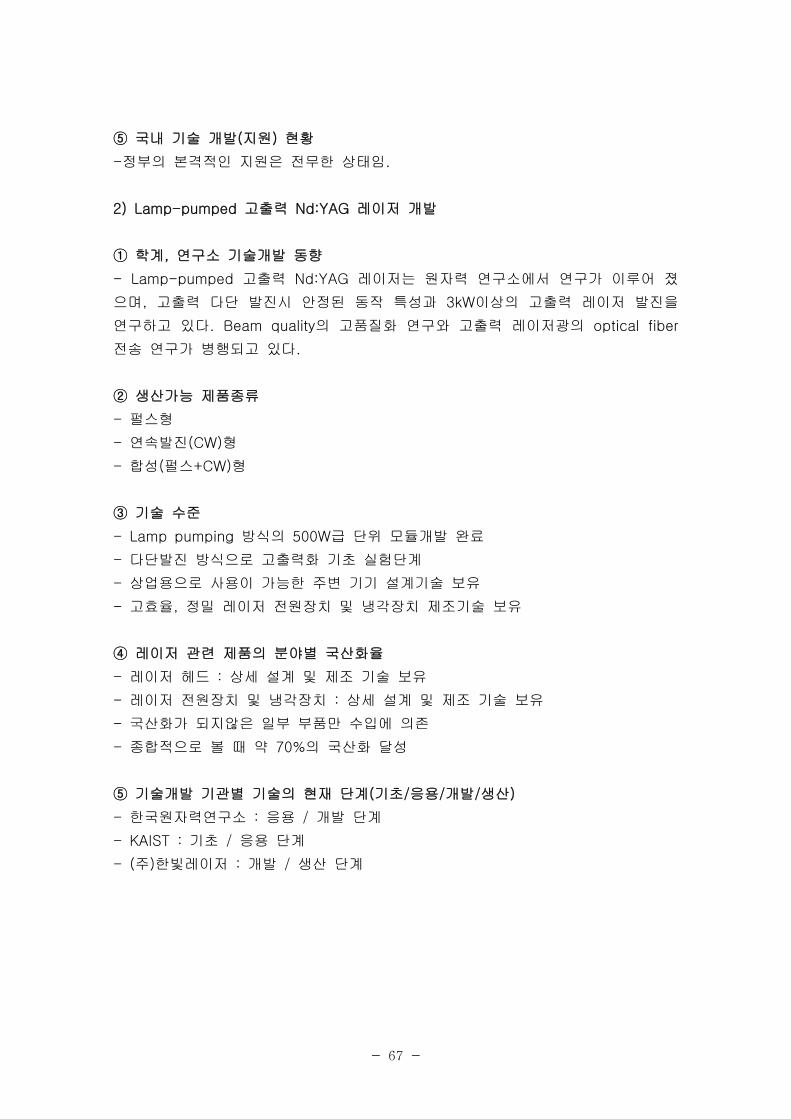
국내 기술 개발 지원 현황( )⑤
정부의 본격적인 지원은 전무한 상태임- .
고출력 레이저 개발2) Lamp-pumped Nd:YAG
학계 연구소 기술개발 동향,①
고출력 레이저는 원자력 연구소에서 연구가 이루어 졌- Lamp-pumped Nd:YAG
으며 고출력 다단 발진시 안정된 동작 특성과 이상의 고출력 레이저 발진을, 3kW
연구하고 있다 의 고품질화 연구와 고출력 레이저광의. Beam quality optical fiber
전송 연구가 병행되고 있다.
생산가능 제품종류②
펄스형-
연속발진 형- (CW)
합성 펄스 형- ( +CW)
기술 수준③
방식의 급 단위 모듈개발 완료- Lamp pumping 500W
다단발진 방식으로 고출력화 기초 실험단계-
상업용으로 사용이 가능한 주변 기기 설계기술 보유-
고효율 정밀 레이저 전원장치 및 냉각장치 제조기술 보유- ,
레이저 관련 제품의 분야별 국산화율④
레이저 헤드 상세 설계 및 제조 기술 보유- :
레이저 전원장치 및 냉각장치 상세 설계 및 제조 기술 보유- :
국산화가 되지않은 일부 부품만 수입에 의존-
종합적으로 볼 때 약 의 국산화 달성- 70%
기술개발 기관별 기술의 현재 단계 기초 응용 개발 생산( / / / )⑤
한국원자력연구소 응용 개발 단계- : /
기초 응용 단계- KAIST : /
주 한빛레이저 개발 생산 단계- ( ) : /

- 68 -
국내 기술개발 지원 현황( )⑥
방식의 고출력 레이저는 한국원자력연구소를 중심으로- Lamp pumping Nd:YAG
정부의 지원으로 기반기술이 개발되었으며 주 코러스 레이저 주 한빛레이저를 통( ) , ( )
하여 산업화로 발전되고 있다.
나 시스템 개발 분야.
고속 가공 분야1)
순간 가속 능력 가 넘는 고속 가공기의 국내 기술은 아직 없음- 1G .
가공 분야2) PWB
가공의 국내 보유 기술은 아직 없음 그러나 한국기계연구원과 하나기술 주-PWB . ( )
의 년부터 시작된 빔응용가공 기술 과제 과 기 개발로 인한1996 (G7 ) LCD Reapring
기반 기술은 보유하고 있다.
다 가공기술 개발분야.
레이저 용접 시스템 개발1)
학계 연구소 기술개발 동향,①
에서 부터 공정 및 시스템 개발 응용연구- KIMM 1989 ( )
에서 부터 연구 주로 야금학적 고찰에 주력- RIST 1989 ,
원자력연구소에서는 원자력의 특수환경의 레이저 용접 적용 연구-
학계 서울대 한양대 인하대 연세대 부산대 과학원 에서 이론적인 고찰- ( , , , , , )
기술 수준②
선진국에서 이미 검증된 공정이며 기술의 난이도는 낮음-
수준- Bench Marking
생산 제품③
용접기 주문생산- Diamond Saw ( )
자동차 부품 회전체 타입 용접기- ( )

- 69 -
레이저 관련 제품의 분야별 국산화율④
발진기- CO2 수입 일부국산화 대 미만: 100% Nd:YAG : (20 )
의 경우 사용증대- Controller PC Controller
정밀구동부 수입- 100%
국산- Machine Frame 100%
기술개발 기관별 기술의 현재 단계 기초 응용 개발 생산( / / / )⑤
대우고등기술원 용접시스템 개발 연구용 시작품- : TB ( )
한국가계연구원 용접공정 및 시스템 개발- :
양산용 용접시스템 개발 중 연 만장규모 월 완성예정TB ( 150 , 10 )•
공정 연구 개발- RIST :
현대중공업 공정 연구 개발- :
국내 기술개발 지원 현황( )⑥
총 정부지원 연구비 천원- 1993-1997, : 2,045,443
(Source : KISTEP, ITEP)
직접 금속 조형 기술개발2)
학계 연구소 기술개발 동향,①
레이저 직접 금속 조형 기술[ ]
한국원자력연구소•
레이저 클레딩을 기반으로 하고 있는 직접 금속 조형기술 공정과정에서 전혀 기- ,
계가공을 하지 않음.
직접 금속 조형기술의 기반기술을 이미 보유- .
특징- :
재료의 제한성이 없음i)
의 방향성이 없음ii) Tool path
다소재 부품 제작가능 기술iii)
제작가능iv) In-sity conformal cooling channel
클레딩층의 높이제어기술v)
레이저 출력 제어기술 분말 공급관련 기술vi) ,

- 70 -
KIST & KIMM•
레이저 용접과 밀링을 반복적으로 수행하는 성형 방식-
특징- :
에 레이저 용접기를 장착i) Machining center
와이어 형태의 소재를 사용ii)
방향성 의 제약성 레이 클레딩과 다른 방식( , tool path , )
높이제어 대신 용접과 기계밀링을 반복적으로 수행iii)
시간 소모가 많은 단점( )
제작 부품 크기의 제약성iv)
관련 연구[RP&T ]
KAIST•
시스템관련 기반기술 구축을 위한 연구를 수행하고 있음 가상현실- RP . , RP,
등을 광범위하게 연구RP-driven tooling, reverse engineering .
참고 사항[ ]
데이터로부터 그 물리적인 모형형상을 신속하게 조형하는 기술임 비RP : CAD .•
기능성 소재 광경화성 수지 왁스 종이등 를 사용하며 디자인을 시각화하는데 주( , , ) ,
로 사용됨.
아직 정의가 완전히 정립되지 않은 상태 보통 모델 혹은 로 제작된RT : . RP , RP•
을 이용하여 을 만드는 기술임 따라서 이라고master pattern tool . RP-driven tooling
표현함 보통 주조나 분말야금기술을 사용함. .
기술 수준②
장비 및 유지 보수[RP ]
장비에 대한 기반기술을 보유하고 있지 못함RP .•
현재 장비 시장과 관련 기술을 미국이 독점적으로 지배하고 있음 년 장RP (1998•
비판매 실적기준으로 특히 미국의 회사81.6%). Big 3 (3D System, Stratasys,
가 년에 판매된 장비의 를 팔았음Sanders) ‘98 74% .

- 71 -
의 경우 국내에서는 장비의 개발보다는 를 적극적으로 육성하여 기술RP , SBs RP•
을 응용하는 것이 바람직한 것으로 판단됨.
많은 장비가 레이저를 이용하고 있고 예 등 장비의 유지보수 측RP ( SLA, LOM ),•
면에서 대부분 레이저가 문제가 됨 국내 대리점은 레이저에 대한 기술력을 보. RP
유하고 있지 못하며 레이저에 대한 기술을 보유하고 있는 레이저 업체는 장비, RP
의 유지 보수에 관심을 보이고 있지 않음.
국내[ SBs]
국내의 는 모델 위주의 서비스에 치중을 하고 있고 제한적으로 엄밀SBs RP , RT(•
한 의미에서는 서비스를 하고 있음 전세계의 의 산업은RP-driven tooling) . RP&T
에서 으로 빠르게 시장이 옮겨지고 있고 최근에는RP RP-driven tooling , direct
이 사업화 단계에 들어서고 있음metal tooling .
국내 제조업의 국제 경쟁력 강화를 위하여 를 적극적으로 육성하는 것이 바SBs•
람직 함.
특히 레이저 직접 금속 조형기술의 상용화를 적극적으로 지원하여 국내의 레이, ,•
저 임가공 업체를 중심으로 하여 을 기반으로 하는 를 육성하는metal tooling SBs
것이 바람직하다고 판단됨.
레이저 직접 금속 조형기술[ ]
이 기술을 보유하고 있는 국내 기업은 없음 다행히 한국원자력연구소에서 관련.•
기반기술을 보유하고 있음.
생산 제품③
국내 및 장비 보유현황[ RP system manufacturer ]
국내에 가 전무한 상황RP system manufacturer•
일본은 기술의 도입초기에 상업화에 성공 그러나 장비의 세계시장은 미- RP . RP
국이 독점 미국 일본 점유 년 말의 장비 시장을 기준. ( : 81.5% : 12% , 1998 RP )
중국과 싱가포르는 국가적 차원의 지원으로 금년 내에 상용화 장비를 시장에 진-
입시킬 예정임.
참고 년 미국 이 최초의 상용화 장비인 을 시장에 진- : 1987 3D system RP SLA-1
입시켰고 의 시장은 년 되었음, RP&T 12 .
- 72 -
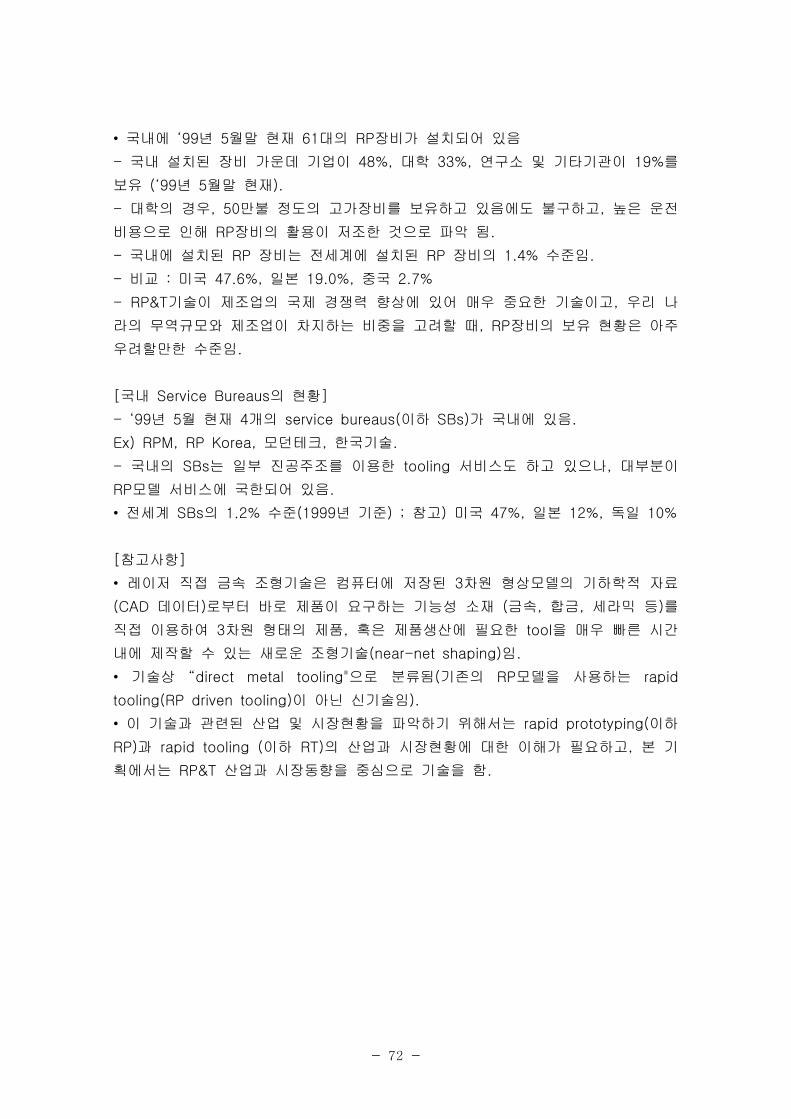
국내에 년 월말 현재 대의 장비가 설치되어 있음‘99 5 61 RP•
국내 설치된 장비 가운데 기업이 대학 연구소 및 기타기관이 를- 48%, 33%, 19%
보유 년 월말 현재(‘99 5 ).
대학의 경우 만불 정도의 고가장비를 보유하고 있음에도 불구하고 높은 운전- , 50 ,
비용으로 인해 장비의 활용이 저조한 것으로 파악 됨RP .
국내에 설치된 장비는 전세계에 설치된 장비의 수준임- RP RP 1.4% .
비교 미국 일본 중국- : 47.6%, 19.0%, 2.7%
기술이 제조업의 국제 경쟁력 향상에 있어 매우 중요한 기술이고 우리 나- RP&T ,
라의 무역규모와 제조업이 차지하는 비중을 고려할 때 장비의 보유 현황은 아주, RP
우려할만한 수준임.
국내 의 현황[ Service Bureaus ]
년 월 현재 개의 이하 가 국내에 있음- ‘99 5 4 service bureaus( SBs) .
모던테크 한국기술Ex) RPM, RP Korea, , .
국내의 는 일부 진공주조를 이용한 서비스도 하고 있으나 대부분이- SBs tooling ,
모델 서비스에 국한되어 있음RP .
전세계 의 수준 년 기준 참고 미국 일본 독일SBs 1.2% (1999 ) ; ) 47%, 12%, 10%•
참고사항[ ]
레이저 직접 금속 조형기술은 컴퓨터에 저장된 차원 형상모델의 기하학적 자료3•
데이터 로부터 바로 제품이 요구하는 기능성 소재 금속 합금 세라믹 등 를(CAD ) ( , , )
직접 이용하여 차원 형태의 제품 혹은 제품생산에 필요한 을 매우 빠른 시간3 , tool
내에 제작할 수 있는 새로운 조형기술 임(near-net shaping) .
기술상 으로 분류됨 기존의 모델을 사용하는“direct metal tooling" ( RP rapid•
이 아닌 신기술임tooling(RP driven tooling) ).
이 기술과 관련된 산업 및 시장현황을 파악하기 위해서는 이하rapid prototyping(•
과 이하 의 산업과 시장현황에 대한 이해가 필요하고 본 기RP) rapid tooling ( RT) ,
획에서는 산업과 시장동향을 중심으로 기술을 함RP&T .

- 73 -
산업 의 주체를 와 로 분류할 수 있RP&T system manufacturers service bureaus•
음.
및 장비의 제조업체System manufacturers : RP RT•
등Ex) 3D System, Stratasys, Sanders Prototypes,
관련 장비를 보유하고 수많은 회사를 상대로 모델Service Bureaus : RP&T RP•
및 서비스를 수행하는 업체로 모델을 이용한prototype , RP RT(RP-driven tooling)
서비스 교육 등의 서비스를 수행함, , reverse engineering, .
레이저 관련 제품의 분야별 국산화율④
레이저 직접 금속 조형기술 한국원자력연구소 을 기초로 한 내용임 조형대상 및- ( ) .
소재에 따라 구체적인 내용은 변경될 수 있음.
레이저 급 혹은 급 레이저의 안정성과 실시간- :2kW CW CO2 ( 1kW CW Nd-YAG)
제어가 가능해야 함 이 기준을 만족하면 국산 레이저를 사용가능. .
분말제어기술 분말 공급기 분말 분리기 분말공급용 노즐 등의 설계- : , , concentric
및 제작기술을 이미 보유 국산화 각종 가스제어기술 보유(100% ). .
클레층의 높이 제어 및 레이저 출력제어 기술 관련 기술을 이미 보유 는- : . S/W
이미 국산화되어 있으나 각종 센서는 외국제품을 사용함, .
이송계 국내에서 제작 가능함- :
시스템 제어 현재 국내에서 제작된 기반의 제어 시스템을 운영- : PC .
현재 외국 를 사용하고 있으나 국산화가 가능한 것으로- CAD/CAM S/W: S/WV ,
판단됨.
기술도업 및 제휴현황⑤
직접 금속 조형기술[ ]
대부분의 기술개발이 베일에 가려져 있음 어떤 회사는 내부에서만 이용할 목적.•
으로 개발하고 있으며 이 기술의 특허를 팔거나 혹은 상용화 장비를 판매하지 않,
을 계획임 (T. Wohlers, consultant).
기술도입이 매우 어려운 실정임.•

- 74 -
기술[RP ]
전술한 바와 같이 미국의 사가 전세계 장비시장의 를 점유하고 있, Big 3 RP 74%•
음 기술이전 보다는 사를 중심으로 합병이 이루어지는 상황임. Big 3 .
사가 의 사업부문과 사를 인수- 3D System EOS SLA BPM .
기술도입이 매우 어려운 실정임.•
기술개발 기관별 기술의 현재 단계 기초 응용 개발 생산( / / / )⑥
레이저 직접 금속조형기술[ ]
한국원자력연구소•
레이저 직접 금속조형기술에 필요한 기반기술을 이미 개발 상용화를 위한 연구- (
개발 단계)
기술적 개요- :
레이저 클레딩기술을 기반으로 함i) .
조형과정에서 기계가공 공정을 전혀 사용하지 않고 부품이 완전히 제작된 후ij) ,
표면처리를 수행함.
높이 제어iij) .
다소재 부품제작iv) .
의 제작v) In-situ conformal cooling channel .
보유기술- :
분말공급기술 분말 공급기 분말 분리기 분말공급용 노즐의 설계 및i) : , , concetric
제작기술
높이제어 및 레이저 출력 제어기술ii)
의 최적화 기술iii) Tool path
레이저 클레딩 기술iv)
KIST & KIMM•
에 레이저 용접장치를 결합한 기술 응용연구 단계- Machining center ( )
기술적 개요- :
와이어 형태의 재료를 사용하고 레이저 용접과 밀링공정을 반복적으로 수행하여i) ,
높이 제어를 하는 조형기술.

- 75 -
보유기술- :
와이어 공급기술i)
밀링 기술ii)
시스템 기술[RP ]
전술한 바와 같이 시스템의 기반기술 구축을 위하여 버츄얼 엔지니KAIST : , RP•
어링 고속 밀링 등 광범위한 연구를, RP, RP-driven tooling, , reverse engineering
수행.
국내 기술개발 지원 현황( )⑦
직접 금속 조형기술[ ]
기관간 사업으로 진행되고 있음KIST & KIMM : .•
관련 기술[RP ]
과기원의 양동열교수를 중심으로 하여 년 말부터 과기부 국가중점과KAIST : ‘98•
제로 수행되고 있음.

- 76 -
제 장 주요 기술 및 산업동향 분석3
제 절 레이저 발진기 기술1
레이저의 재료가공에 사용되는 레이저는 가공하려는 자료의 특성과 목적에 따라 표
과 같이 여러가지 종류의 레이저가 있다3-1-1 .
표 재료가공에 사용되는 레이저3-1-1
형 태 파 장( m)μ 출 력 응 용
CO2 10.6 10W~10KW절단 용접 구멍뚫기 열처리, , ,
일반적으로( 1~3.5 )㎾
Nd;YAG 1.06 100W~4.5WCW 용접 구멍뚫기 마킹 트리밍, , ,
Ruby 0.6943 최대펄스출력10°( ) 스폿용접
Nd;Glass 1.06 최대펄스출력10°( ) 스폿용접
Argon 또는0.4880 0.514 20W 반도체공정 구멍뚫기,
Alexandrite 0.73~0.78 최대펄스출력10°( ) 반도체공정 구멍뚫기,
Excimer(KrF 0.249 최대펄스출력10°( ) 반도체공정 구멍뚫기,
재료가공에 사용되는 대표적인 레이저는 레이저와 레이저이다 모든 레CO2 Nd;YAG .
이저중에서 레이저가 연속출력으로 가장 큰 출력을 내고 있으며 최대CO2 , ( -
재료가공영역에서도 가장 활용도가 높은 레이저이다 레이저는 레30KW;CW) . CO2
이저 매질인 분자의 이동방향과 광축및 여기에너지인 전기장의 형성방향에 따CO2
라 축류형과 직교형으로 나누고 다시 축류형에서는 기체분자의 이동속도에 따CO2
라 고속축류와 저속축류 형으로 나눈다.
레이저는 단결정인 크리스탈에 희토류 원소인Nd;YAG YAG Nd3를 첨가시켜 만든
단 결정봉에 플래시 램프를 여기에너지로 하여 발진시키는 레이저로서 재료가공에
서 레이저 다음으로 많이 활용되는 레이저이다 주로 전자 산업의 용접과 마킹CO2 .
에 저출력 중심으로 활용되어온 레이저는 최근에Nd;YAG Diode Pumped Solid
레이저의 상품화로 인하여 대체 되어 가는 중이다 고출력State(DPSS) . CW Nd;Y
의 상품화는 자동차 산업에 레이저기술이 핵심기술이 되게 하AG (500W~4500W)
였다 추후에는 급 가 용접 및 열처리 시장에 주요 역할. 10 kW Direct Diode Laser
을 할 것으로 기대 되고 있으며 레이저의 경우, Flash Lamp Pumped Nd;YAG CW
에도 레이저로 대체될 가능성이 많다DPSS .
- 77 -
레이저는 자외선 영역의 파장을 가지고 있으므로 가공의 질이 매우 좋다Excimer .
그러나 현재로서는 약 연속출력이 최대이어서 반도체공정을 제외하고는 재료100W
가공분야에 크게 활용이 되지는 못하고 있는 형편이다 대표적인 레이저로. Excimer
서는 레이저 매질이 인KrF 0.249μ 파장의 레이저이다m .
제 절 레이저 시스템 기술2
응용 시스템에 있어서는 레이저 절단 용접 표면처리 천공 마킹 마이크로 프로세, , , , ,
싱 의료 정도로 분류가 된다, .
레이저 절단의 경우 미세 정밀 절단기와 대형인 레이저 절단기에서 테이CO2 X-Y
블형 형 형 등으로 구분되며 제어에 따라서 구동형, Hybrid , Flying Optics CNC , PC
형이 있다 축 구동의 부품에 따라 서보 구동형 형based Controller . . Linear Motor
등으로 나뉜다 세계적으로는 형 고속절단기가 점유율을 높이고 있. Flying Optics
다.
레이저 용접기의 경우에는 전용기적 성격의 시스템으로서 고객의 니즈에 맞도록 시
스템을 구성 하고 있다 따라서 전 용접 응용 영역을 단순화하여 개발을 하지 않고. ,
레이저 용접성 연구가 주 개발 대상이 된다 특히 자동차 부품 및 자동차라인의 용. ,
접 적용 연구는 세계적으로도 오랜동안 연구되어 왔다 미세 부품의 용접은 레이저.
와 용접기술 이에 최적으로 디자인된 시스템의 복합기술을 필요로 한다, .
레이저 표면처리 또한 레이저 용접과 흡사한 기기의 구성이 된다 그러나 집광장치.
주변이 레이저 표면 처리에 적합하도록 많은 기기들이 부착되게 된다 이중 금속직.
접 조형기의 경우 단독 시스템화 된다.

- 78 -
레이저 천공의 경우 담배필터 종이 고속 천공기와 금속소재의 정밀 천공기 산, PCB
업의 고속 전공기 전자 부품의 천공기등이 있다 대부분 레이저 마이크로 프PWB , .
로세싱에 해당되는 영역이다.
레이저 마킹은 반도체 장비의 핸들러에 부착되는 경우의 시스템과 기존의 고객 생
산라인에 일치 시키는 단품용이 있으며 웨이퍼 마킹등은 별도의 독립된 장비 형태,
의 경향을 띠고 있다.
레이저 의료는 대분분이 별도의 시스템으로 되어 있지 않으며 레이버 발진기 및 제
어 장치 빔전송계로 구성 되어있다 레이저 의료에서 중요한 점은 의사들이 화자의.
치료에 올바르게 레이저를 사용 할 수 있도록 바른 지침을 주는 것이 중요하다.
제 절 레이저 가공 기술3
레이저 용접은 펄스동작으로 인한 스폿용접과 연소공작으로 인한 용접이 있Seam
다 용접되는 깊이는 집광장치에 부착된 보조기체단에서 분출되는 차폐기체. (Shield
의 성질 압력 분출각도 및 레이저광의 모드 보조기체단 노즐의 크기 노즐에Gas) , , , ,
서의 기체흐름상태등에 따라서 영향을 받게 된다.
레이저 열처리 레이저 어닐링 또한 레이저(Heat treatment), (Laser annealing) ,
응용의 효과가 큰 분야이다 레이저 가공의 또 하나의 중요한 응용은 레이저 마킹.
인데 금속재질의 물질은 레이저의 펄스 동작으로 수행되며 플라스틱처럼Nd;YAG
무른 재질의 경우에서 금속 마스크를 이용한 투영방법으로 레이저를 사용한다CO2 .
근년에 들어서 일렉트로닉스 분야에서의 레이저 가공에 대한 응용이 활발해 지고
있는데 저항의 트리밍 세라믹 기판의 스크라이빙 구멍뚫기 절단 및 실리콘 웨이, , ,
퍼 절단 등이 그 것이다.

- 79 -
표 레이저 가공을 사용하는 산업분야와 주된 가공대상3-3-1
산 업 가공법
제거가공 부가가공 표면가공새로운가공
산업기계공작기계공 구
형상가공다이스 다이반,
톱니날 체인 테이블의습동면난삭재에대한 보조가열
전기기계가 전조 명
냉장고문 모터,피복선조명판 수은등,
피복구리선
전자공업IC통신
마스크 저항체,기초판 웨이퍼박판,회로기초수정진동차
브리운관 전자금속,리튬전지 리아드,IC케이스 계전기,납전지 전주,
어닐링
태양전지,레이저보조에칭 유,리섬유
정밀기계시계전공
수정 액체결정체, ,루비
전지케이스베롤스
자동차몸 체엔 진주 변
창유리 실내장식 터빈엔진,용Si3N4캠축 기름구멍메터패널 혼, ,히터모터 에어콘클래치,
상체 베어링,리테이너 커버,기어핀
트랜스미션 스,테어링 스플라,인축 캠밸브관, ,피스톤링홈밸브가이드
디젤기관차엔진
캠축 압력용기 선체,캬터피라 벨브,관피스톤링홈,엔진실린더
의료 약품,혈액처리원콘택터 에어졸분사구,
앰플 치아 메스 모반, ,
항공기터빈블레이드,복합재료 합금,Ti
합금AI단열용CeramicPowder
엔진실린더
광요업에너지
터빈블레이드뇌관원자력연료막대
사파이어 유리,불할된 단일Si결정체
철 강 박판코일 규소강판 압연 Roll자기투과율의 향샹
기 타양복 관개용 파이프 담배필, , ,터 다이보드
커피파콜게이터볼펜캐터리지
호이스커코팅
종합하면 레이저 가공의 경우 기존의 공작기계에 대한 대체 수요라기보다는 기존의
공작기계로서 할 수 없었던 영역이나 품질과 경제성에서 유리한 영역에서 그 수요
를 창출해 가고 있다 다품종 소량 생산 체계의 필요와 공정의 자동화 및 미세 부.
품의 고품질화 등이 레이저 가공을 필요로 하는 새로운 영역인 것이다.
- 80 -
레이저가공의 응용은 레이저의 장점과 자동화의 용이 및 고품질 제품의 시대적 요
청과 맞물려서 그 응용의 폭이 날로 넓혀 가고있다 선진국들의 경우 국제 공동과.
제의 추진과 레이저 센터를 운용하는 등 레이저 가공의 신기술을 개발하는데 이미
여년 이상 집중 하고 있다 이는 향후 제품의 경쟁력과 품질을 높이는데 레이저30 .
가 차지하는 비중이 결정적임을 암시하고 있는 것으로 일본의 경우 세기를21
또는 라 지칭함을 보와도 알 수 있다 표 은 레이저 가Optophia Laserphia . 3-3-1
공을 사용하는 산업 분야와 주된 가공 대상의 예을 나타낸 것이다.
제 절 차세대 요소 기술4
비선형 광학1.
대표적인 비선형 결정과 특성은 다음과 같다.
류 투과 파장대역이 넓고 가 높다ADP, KDP : damage threshold . 1.6① μ 정도m
부터 고조파 발생에 사용.
류 비선형 계수가 매우 크고 가 높다LBO, BBO : damage threshold . Nd:TAG②
등 각종 레이저의 제 고조파 발생 및 로 사2 , optical parametric oscillator amplifier
용.
비선형계수가 매우 크고 가 높으면서도 습기에 강하다KTP : damage threshold .③
등 각종 레이저의 제 고조파 발생에 주로 사용함Nd:YAG 2 .
LiNbO④ 3 기계적 특성 및 가공 특성이 매우 우수하여 광음향부품 제작: , OPO,
제 고조파 발생에 사용한다2 .
기술의 응용분야 파급효과 및 변화 추세를 살펴보면 지난 수십년간 등 고, Nd:TAG
체 레이저의 파장을 배로 변환하거나 배 배로 변환시키는 응용이 주종을 이루2 3 , 4
어 왔다 이러한 연구분야에서는 보다 대구경의 결정성장 고품질의 결정성장보다. , ,
단파장을 발생에 사용 가능한 결정의 발견과 제조법에 치중하여 왔다 년대에. 1990
들어서서는 용 결정에 대한 상품화가 대중optical parametric oscillator/ amplifier
을 이루어 왔으며 최근에는 비선형 계수가 매우 높은, non-periodically poled
에 대한 개발이 활발하다 또한nonlinear crystal (PPNL), KTP . organic nonlinear
의 개발을 통한 대량 생산 방법의 연구 레이저결정과 비선형 결정을 동일material ,
결정에서 일체화시켜서 장치의 소형화 및 색 파장을 발생시키는 등에 대한 연구가3
차후로 진행될 전망이다.

- 81 -
관련산업의 현황 및 전망으로서는 레이저의 파장을 가장 쉽게 확장하는 방법이 비
선형 결정을 사용하는 방법이므로 이 분야에 대한 소요는 지속적으로 확장될 전망
이다 등을 비롯하여 장기간 사용되어오던 결정은 대형 결정 시장에서 우위를. KDP
점유할 것이다 이 시장에서는 저가의 노동력을 기초한 저품질 제품 시장은 중국계.
기업이 지배할 것이다.
비선형 계수가 매우 큰 은 박막형태의 레이저 이득매질과 결합하여 기판PPNL IC
위에서의 레이저 발진기 제작하려는 연구 개발과 함께 등의 관련, CD reader
시장에서 큰 수요가 예측되므로 활발히 연구가 될 것이다photonics .
을 이용한 비선형 물질은 매우 큰 시장을 창출할 수 있으므로 지Organic material
속적으로 개발될 것이나 시장을 창출하기에는 많은 시간이 소요될 것이다.
새로운 파장 레이저 다이오드 개발분야2.
산전이 단위 선형 다이오드 어레이당 의 출력을 갖고 에서 파장을LG 20W , 808 nm
갖는 고출력 다이오드 어레이를 상업적으로 생산 공급하고 있다 국내 기술 수준으.
로는 급의 에서 파장을 갖는 저출력 레이저 다이오드를 생산하는 단20 W 808 nm
계이며 고출력의 레이저 다이오드를 적층하는 기술개발이 필요한 상태이다, .
기술의 응용 분야 파급효과 및 변화추세를 보면 광통신 광저장 상기록 재료가공, , , , ,
펌프 의료용의 순으로 시장이 형성되고 있다 고출력 의 급격한 발전은 그 자체, . LD
로도 가공산업 반도체 산업 레이저 의료기기 산업으로 크게 확대되고 있는 추세에, ,
있다.
관련산업의 현황 및 전망을 보면 고체 레이저 펌핑용 고출력 는 최근 모듈당LD
까지 가능해졌고 가격도 방전관에 대해 경쟁력을 갖게 됨에 따라 기존의 레이60W
저 펌핑 광원 대체품으로 급부상하고 있음을 알 수 있다 특히 를 이용한 레이. , LD
저 은 방전관으로 펌핑하는 레이저에 비해서 고출력 소형 경량(DPSSL) Nd:YAG , , ,
견고 저소비전력 장수명 고신뢰성 등의 탁월한 장점을 갖고 있다 은 고유, , , . DPSSL
한 장점에 의해서 레이저의 산업적 응용분야에서 선도적 역할을 할 것이며 산업,
에 응용되고 있는 기존의 레이저 시스템을 대체할 것으로 예상된다.

- 82 -
대표적인 의 의 파장범위는 대략DPSS laser pumping source 790-810nm
(Nd:YAG, Nd:YLF, Nd:YOV4 등이), 645nm-690nm (Cr:LiSaF), 980nm (Er:fiber)
있다 고출력화를 위한 조건 획득 를 제어할수 있는. AR coating , Beam divergence
레이저 도파로구조 설계 및 화 기술 개발이 필요하다 고출력화 및 어레이화에array .
따른 방열기구설계 및 동작특성의 불안전성을 해소하기위한 동작특성안정화 방법을
모색해야할 것이다.
상업용 고출력 레이저 다이오드를 생산하는 업체는 미국에 집중되어 있다. Polaroid
의 경우 에서 파장을 갖는 의 출력을 갖는 레이저 다이오840, 915, 980 nm 1~6 W
드 생산 공급하고 있으며 은 펌핑으로 사용할 수 있는, SDL Yb:YAG 965~985 nm
에서 파장을 갖는 급 레이저 공급한다 등10 W . Coherent, OptoPower, SLI, Spire
의 회사에서 고출력 레이저 다이오드를 생산하고 있으며 의 경우 년, Coherent 1998
에 급 레이저 다이오드 개발에 성공하여 생산하고 있다40W AI-free .
독일의 경우 에서 의 파장을 갖는JENOPTIK-laserdiode 940 nm 32, 40, 80, 2000
급의 고출력 레이저 다이오드 어레이를 상업적으로 공급하고 있으며 프랑W CW ,
스에서는 에서 고출력 레이저 다이오드를 개발하여 생산하고 있다Thomson-csf
실시간 측정 기술3.
국내에서 레이저 가공시 레이저 빔 초점제어에 대한 연구를 시작한지는 매우 오래
이나 대부분 레이저 집광 광학계 주변에 거리 측정기나 거리 탐지기를 이용하여,
초점거리를 탐지한다.
대표적인 광학적 레이저 가공상태의 특성은 다음과 같다.
초점거리 제어 초점거리를 측정하여 제어하는 대역이 넓고 레이저 전송시 광:①
학계 변화에 따른 초점 거리의 제어에 사용함.
가공폭 제어 레이저 가공시 용접 크기를 측정하므로서 가공폭을 측정: pool ,②
제어로 사용함.
가공깊이 제어 레이저 용접시 용입깊이는 용접 에서 나오는 빛의 세기가: pool③
지속시간에 따라 다르게 나타나므로 이 변화를 측정 제어로 사용함, .
전송 광학계 손상여부 판별 레이저 빔의 전송은 광학계를 통하여 전송되며 레: ,④
이저 빔에 의한 광학계가 손상되면 용접 에서 나오는 빛의 파장과 세기가 다, pool
르게 되며 이 변화를 측정 제어에 사용함, , .
- 83 -
광학적 레이저 가공감시 및 제어 기술의 개발을 통한 보다 정교한 가공 방법의 연
구 및 실시간 제어기술의 개발은 레이저 가공후 파괴 및 파괴 검사의 과정을 생략
시킬 수 있고 실시간으로 레이저 가공상태를 제어할 수 있는 연구가 차후로 진행,
될 전망이다.
유럽에는 용접 에서 발생한 빛의 양만을 검출하여 레이저 가공상태를 감시하는pool
장치를 개발한 업체가 있으며 레이저 용접의 광학적 감시 방법에 대한 연구는 영,
국의 사와 가 공동으로 지난 수년간 개발해 오고 있으Lumonics Heriot-Watt Univ
며 미국의 사도 원자 분야의 보수 용접에 일부 적용하여 큰 성과를, Westinghouse
내고 있다고 하고 있어 이들과의 차별화 및 기술수준 향상을 도모하여야 한다 영.
국의 경우는 주로 초점 제어에 주력하며 는 원자력분야의 원격 용, Westinghouse
접 공정 감시 및 제어에 치우치고 있다 영국 대학에서는 가공 에. Riverpool pool
서 발생된 빛의 파장을 이용한 레이저 감시 장치가 연구되고 있으나 오직 레이저,
빔의 초점위치를 측정하는데 목적이 있다.
제 절 레이저 안전 및 인증 평가기술5 ,
레이저 안전기준 재정 제안1.
가 개요 및 필요성.
현대 과학 기술이 낳은 위대한 발명품 중 하나인 레이저는 플레이어에서 핵융CD
합까지 넓은 분야에 뛰어난 응용성을 보이며 전문인에서 일반인에까지 널리 사용되
고 있다 첨단 연구 분야에서 전문가에 의해 주로 사용되었던 레이저는 최근 의료.
기 가공기 측정장비 등의 분야에서 레이저 비전문가에 의한 사용이 급격, , , display
히 증가하고 있다 그러나 레이저가 갖고 있는 실명 감전에 의한 사고 등 잠재적. ,
위험성에 대한 인식이 부족하고 그 안전성에 관한 기준조차 마련되어 있지 않다.
이에 다음과 같은 안전 기준 범위를 제안한다.
- 84 -
나 안전기준 제정 범위.
레이저 규격 분류 및 위험도 평가 출력 반복율 파장 사용환경 등을 고려하여1) : , , ,
레이저의 위험도를 분류하고 이에 따라 사용자의 자격을 정함.
레이저 분류 파장 연속동작 및 펄스동작 출력 레이저 펌핑 종류: , , ,①
사용환경 레이저 사용지역 지정:②
실 내 빔경로 및 산란 레이저빔 위치의 불안정성 광학계의 불안정도- : , ,
실 외 빔의 경로 거울 및 창 건물 자동차 등 에서의 반사 레이저 장치의 기- : , ( , ) ,
계적 안정도
사용자 어린이 및 문맹자를 위한 경고 기준 레이저 사용자 및 자격자에 대한- : ,
책임 범위 규정
레이저 사용 방법 레이저 정렬 중 눈 및 피부에 조사에 의한 사고 고전압 및2) : ,
고압가스 사고 기타 부주의에 의한 사고 방지를 위한 사용 기준 제정,
사용 및 설치 레이저 설치 기준 작동 방법 및 유지 보수기준: ,①
공학적 제작 기준 레이저 및 부착 기준 스위치: housing (interlock labels ) , ,②
등의 부착 기준 레이저 내부 및 외부 기기에 대한 광 경로 표시 기준 광panel , ,
차단기 및 흡수기 제작 기준 실외 사용을 위한 운반기기 및 사용 잠금 장치 설치,
기준
특수환경 일반 대중을 위한 레이저 전시 및 기준 전송을 위한: display , Fiber③
결합기 설치 및 유지 보수 로봇에 의한 조작 기준,
보호 장치 레이저 장치의 사용 지역 제한 및 사고에 의한 눈 피부 등 신체 조: ,④
사를 방지하기 위한 보호 장치의 규격 기준을 정함

- 85 -
눈 보호 장치 레이저 안면 마스크 반사경 등의 기준 적절한 눈- : goggle, , filter, ,
보호 장치의 선정 기준 광도 측정 방법, ,
레이저 빔 차단 창 차단벽 및 커튼 설치 기준- ,
피부 보호-
경고 및 표시 방법- sign label
레이저 안전 훈련 레이저 종류에 따른 사용 방법 및 주의점 등을 체계적으로3) :
교육
인증기관 설립 훈련기관의 요건 교육자의 자격 업무범위 규정: , ,①
교육 교육 내용:②
의료 검사 기준 레이저 사용자에 따른 사용자 그룹 정의 검사 방법 비정규 및4) : , ,
정규 의료 검사
레이저 빔 이외의 주의 사항 레이저 빔 이외 전기장치 가스에 의한 공기 오염5) : , ,
화학 약품 등의 취급 방법
전기 전기 감전 방지 기준:①
레이저에 의한 공기오염 레이저 화학 반응에 의한 공기오염 및 레이저 가스에:②
의한 공기오염 허용 기준 및 방제 시설
플라즈마 방사 레이저에 의한 선 방출 및 가시광 방출 허용 기준: X- , UV , RF③
화재 위험④
압축 가스 취급 방법⑤
취급 방법Dye⑥
레이저 장치의 허용 소음 기준⑦
폐기물 처리⑧
눈 및 피부의 노출 기준 파장 및 레이저 출력에 따른 노출 허용 시간 규정6) :
측정 레이저 규격 및 분류를 위한 파장 출력 강도 등 레이저 출력 특성 조사7) : , ,
방법에 대한 기준

- 86 -
레이저 장치 인증 기준 제정2.
가 개요 및 필요성.
현재 레이저는 물리 화학 등 기초학문을 위한 실험실 영역에서 산업 가공용 레이,
저 의료 시술용 레이저 환경 감시용 레이저 군사용 레이저 등 현장 산업 분야로, , ,
의 그 활용 영역을 급격히 넓혀 나가고 있다 그러나 실험실에서 사용되던 레이저.
를 현장에서 사용할 때 진동 습도 및 온도 변화 등 환경변화에 적응하기 못하여,
출력 감소 파장이동 빔의 시간 및 공간 특성 변화 등 레이저 빔 품질의 현저한 저, ,
하가 보고되고 있다 따라서 각 사용 분야에 따른 레이저의 품질 기준 요건이 시급.
히 마련되어야 한다.
또한 레이저가 첨단 고가 장비로서의 레이저 빔 품질에 대한 기준 요건 뿐 아니라
전기전자 장비로서 고전압 등에 관한 품질 인증 기준 의료장비로서 요건 그EMI, , ,
외 레이저 광 화학 반응 및 가스 누출 등 환경 영향 방지를 위한 장치 요건 등을
규정할 필요가 있다 이에 다음과 같은 레이저 규격 인증 기준 및 그 범위를 제안.
한다.
나 레이저 인증 기준.
레이저의 용도 및 규격 분류 산업용 가공기 의료기 실험장비 등 사용 분야 및1) : , ,
각 분야에 사용되는 레이저의 출력 파장에 따른 규격 분류,
출력 안정도 의료용 가공용 등 각 응용 분야에 따른 레이저 출력 변화의 허용: ,①
정도
빔 품질 각 사용 분야에 따른 빔 발산각 공간 모드 시간 파형 등의 요건: , ,②
파장 레이저의 선폭 파장 안정도 등의 허용 정도: ,③
기타 레이저 장치 내부의 광학부품으로부터 허용 산란광 정도:④
공학적 제작 기준2) :
전기전자 장비 품질 인증 전자기파의 허용치 고전압 안전 장치: ,①
의료 장비 품질 인증②
고압 가스 사용 기준 압축 가스통의 규격 공기 오염 방지 설비 규격: ,③
화재 및 기타 안전 장치에 관한 인증④
- 87 -
제 절 국내 관련업계 현황6
국내업계 현황1. .
가 국내산업계 현황. .
국내의 레이저 개발및 응용은 년대 초부터 일부 학계를 통하여 지속적으로 진1976
행되어 왔다 그러나 학계의 연구는 대부분 발진 실험으로 그쳤다 년도부터. , 1980
산업체에서 본격적인 연구개발 및 사업화를 추진하였으며 년대에 이르러서 레, 1990
이저 산업이 도입기에 진입하였다 년부터 시장이 본격 성장 될것으로 예상되. 2000
는 이 산업은 매년 가까운 성장 할것으로 예상되는 고성장 유망 산업이다30% .
산업용으로 이용되는 고출력 CO2 레이저의 경우 전선 현재는 하나 기술에서 기LG (
술력을 이어가고 있음 에서 년대에 근 여년에 가까운 연구로 인하여 까지) 80 10 2kW
실용화를 한적이 있다 레이저의 경우 한국 원자력 연구소에서의 연구를. Nd;YAG
기초로 하여 코러스 레이저 한빛레이저 등에서 사업화를 하고 있으며 원다레이저, ,
는 자체 개발한 레이저를 상품화 하였다 레이저 가공용 시스템으로는. CO2 레이저
절단기의 경우 삼성 항공 대우중공업 주 한광 등이 레이저 마킹기로는 이오테크, , ( ) ,
닉스 한올 레이저가 레이저 용접 및 천공 등의 전용기로는 하나기술 주 가 사업에, , ( )
참여하고있다.

- 88 -
표 국내 레이저 생산업체 현황( 3-6-1)
업체명 품목 사업개시년도 비고
금광레이저 발진기◆
레이저발진기 의료용DPSS ( )1999
대우중공업레이저가공기◆금속 절단기
1984
원다레이저레이저 의료용 장비◆비금속 가공기
1989
이오테크닉스레어지 마킹기◆Nd;YAG
마킹기Wafer1988
코러스레이저레이저 발진기◆
레이저PulseNd;YAG1990
하나기술레이저 전용기◆레이저용접 천공기/레이저 마이크로 프로세싱
1992
한광레이저 가공기◆금속절단기
1990
한빛레이저레이저 발진기◆
레이저Pulse/CW Nd;YAG1997
한울레이저레이저 마킹기◆Nd;YAGCO2
1996
삼성항공레이저 가공기◆금속절단기
1988
아래표는 레이저 주요 생산업체로서 최근에 사업을 종료한 업체이다.
표 최근 레이저 사업정리 업체현황( 3-6-2)
업 체 명 전선LG 현대중공업
품 목
레이저가공기◆레이저발진기 제작-가공기제작-금속절단기 천공기/기타
레이저 가공기◆금속절단기레이저마킹현대로보트산업( )
현 황
레이저발진기 독자개발1.및 판매(1985) (1986~)
고출력레이저 급2. (1500W레이저 개발중CO2 )가공기제작 최대3. ( 4‘×8’)
레이저발진기 수입1.가공기제작 최대2. ( 4‘×8’)
사업개시년도 1984 1992
비 고
발진기제작(-2kW)일부발진기 수입처:
년 사업종료1995하나기술 주 로 사업이관( )☞
년 사업종료1995
- 89 -
나 국내 레이저 개발 현황.
레이저 관련산업에 대한 국가적인 지원으로는 공업기반과제를 통한 산발적인 지원
은 매우 활발하다 레이저를 이용한 마이크로 머시닝은 기계 연구원을 중심으로 연.
구되고 있으며 전자 및 산업용 초미세 가공용 레이저 가공기는 하나기술에서LCD
상용화 연구 진행중이다 또한 기계연구원에서 고출력. CO2 레이저 연구가 진행되
고 있고 대우고등기술원에서는 자동차 자체 용접용, (TWB) CO2 용접기 Proto type
을 제작한바 있다 고출력. CO2 레이저 표면처리를 바탕으로 금속 직접 조형 기술
개발이 원자력연구소에서 고출력 레이저의 용접 연구는 포항산업과학기술, Nd;YAG
연구소에서 진행중이다 레이저는 여년 가까이 원자력연구. Pulse /CW Nd;YAG 15
소에서 상품화 연구가 진행되어 왔다 이들 레이저는 코러스 한빛 등에서 생산이. ,
되고 있고 레이저는 급 저출력의 경우 금광에서 생산중이고 원자력연구, DPSS mW
소에서는 급 및 가 가능한 고출력 기반 기술 연구중이다 산전에100W DPSS . LG㎾
서는 제작 연구중이며 일부 상품화가 시도되고 있다LD , DPSS .
산업의 적용으로는 레이저 가공 기술 분야에서 레이저의 자동차 생산라인 및 부품,
가공에의 레이저 기술이 적극 적용이 되기 시작하고 있으며 전자 브라운관 및,
산업 에서의 국내 레이저 적용이 활발하게 진행되며 반도체 산업에서의 레이LCD ,
저 마킹은 표준화된 단계에 이르렀다 또한 소형 가전기기를 위한 기판도 레이. PCB
저로 천공 되고 있으며 고급담배의 필터 종이도 레이저로 천공되고 있다 초고속, .
광통신망의 광전소자를 위한 반도체 레이저 및 부품들의 초정밀 레이저 용접기술의
양산화를 이용한 연구 중에 있으며 레이저 의료응용은 이미 일반화 되어가는 단계,
에 와있다.

- 90 -
제 절 레이저 산업의 당면 문제점7
국내 레이저 산업의 당면문제1.
가 국제 경쟁력 강화의 길.
국제경쟁력은 국내의 시장 수요가 충분한 가운데 국내의 제조사들이 충분한 내수의
시장의 경험으로 품질 가격 등에서 비교우위를 확보를 하게되면 자연스럽게 경쟁,
이 가능하다 사실상 이미 레이저 가공기의 경우 국내에서 국제 경쟁을 하고 있다. .
이를 위해서는 국내 제품의 품질에서 국제 경쟁력을 갖출 때까지 서비스력 강화와
한국화된 시스템의 디자인으로 차별화를 시도하는 것이 일단계적으로 해야 할 일이
다.
특히 우리나라에서 한번도 시도되지 않았던 레이저 가공기의 전략적 개발을 시행,
함으로서 현재 약 년정도의 기술 격차를 년후에 년정도로 좁히고 년 후에는7 5 3 10
년의 격차로 상품화에서는 경쟁력을 확보하는 것이 필연적이라 하겠다1~2 .
나 국내 고객들이 선진국 제품 선호.
고객들이 고가의 선진 기술국의 제품을 구매하는 것은 자사 생산 제품의 고품질화
와 안정적 시스템 운영을 중요시하기 때문이다 따라서 국내 생산 제품의 기술적.
안정화가 제일 중요하며 가공 기술의 확보와 국내 고객들에게 기술 전수가 중요하,
다 하겠다 결국은 우리것화 되는 기술의 한계가 국외 업체들에게 시장을 잠식당하.
는 결과를 야기시키므로 실제적 성과 있는 연구 개발과 상품화의 연결이 시장을 확
보하는 유일한 방법이 될 것이다 따라서 시너지 효과가 있는 전략적인 기술 개발.
로 국제 경쟁력을 확보해야 할 것이다.
- 91 -
다 산 학 연 연계 연구 활성화. ㆍ ㆍ
독일 및 일본의 산 학 연 연계 연구의 효과는 매우 가시적으로 잘 나타난다 독.ㆍ ㆍ
일의 경우는 레이저 가공이 있어서 시장을 선도 하여 왔다 최근에는 미국에서도.
레이저 가공의 중요성을 인식하여 연구에 집중하고 있다 우리나라의 경우에는 아.
직은 효과적인 연구의 결과가 뚜려하지 않다 이는 레이저 발진기 및 응용 시스템.
의 기술이 일개 연구기관 단독 또는 기업의 단독으로 연구하여 가시적인 효과가 나
타날 만큼 간단치 않다는데에 있다 복합기술이 필요하므로 학계를 중심으로 요소.
기술이 개발되고 연구기관에는 상품화기술이 기업에서는 사업화로에의 연결이 잘,
연계 되어야 할 것이다 또한 과제를 통하여 정기적으로 세미나를 개최하여 국내외,
정보교루의 장으로 삼아야 할 것이다.
라 인력 수급 문제.
우수한 인력이 레이저 산업에 종사하기 위하여서는 그 산업이 활발하여야 한다 레.
이저 센터를 건립하여 레이저 전문 인력의 확보 및 기업 인력의 교육을 담당테 하
는 것이며 건립이전에는 국가 연구 기관에서 정기적으로 교육 프로그램을 만들어,
서 업체의 요구에 따라 레이저 가공의 교육을 시키는 것이 바람직 할 것이다 이를.
위하여 학교에 레이저 관련 요소 기술들이 전문적으로 개발 될 수 있도록 지원을
하여 레이저 및 관련 시스템 제작을 위한 기반 기술의 부족 현상을 최소화 하여야
할 것이다.
마 레이저 안전 문제.
미국 유럽의 경우에는 여년 전부터 레이저 안전 규격을 위한 학계와 연구소등에, 10
서의 연구가 매우 활발하며 표존화가 되었다 레이저는 고전압을 전원으로 사용할.
뿐 아니라 레이저 파장의 눈과 피부에 대한 안전 확보는 필수적이다 레이저 가공, .
기의 국내 산업에 파급이 되어가는 시점에 국내에서는 이에 대한 대비책이 없는 형
편이다 따라서 레이저 안전에 대한 문제를 국가적인 차원에서 표준화 작업을 해야. ,
할 시기가 되었다 더구나 레이저 가공기의 해외 수출을 위해서는 필히 구축해야할.
기반이 된다.
바 레이저 가공기 인증 문제.
레이저 가공기 성능의 인증도 고객 및 해외 수출을 위해서는 갖추어야 할 인프라이
다 레이저 가공기는 광학 기계 전자 등의 기술 복합 시스템이기 때문에 쳬개화된. , ,
연구와 더불어 인증체계를 확보하느것이 중요하다.
- 92 -
사 세기 제조 기술 응용. 21 ,
수년내에 레이저 가공기 제조 기술은 현재 생산 중인 시스템의 안정화와 새로운 시
스템의 개발 원가절감에 따른 가격 경쟁력 확보가 우선의 과제이며 달성 가능한, ,
제조 기술을 확보한 회사만이 생존 할 것이다 레이저 기술의 응용은 부품의 고품.
질화가 절대절명의 국가적인 과제인만큼 레이저 가공기의 응용이 넓어지며 그 수,
요는 꾸준히 증가하리라 예상 된다 국내 산업은 년대를 진입하면서 전자 컴. 2000 ,
퓨터 항공기 메카트로닉스 신소재 시스템산업 자동화 등 첨단고도산업이 주도, , , , ,
하리라 예상 되므로 핵심부품의 레이저 가공이 필연적인 과제라 생각되어 진다. 21
세기를 앞둔 현재 제품 기술의 특성이 고기능화 자동화 기능 복합화 성에너지화, , , , ,
고정밀화 고집적화를 요구하는 고도 산업 기술 수요가 증가함에 따라 레이저 가공,
기의 시장은 매우 긍정적이다.
아 레이저 센터 건립.
레이저 가공 기술의 경우에 있어서는 우리 나라가 세계를 주도 할 수 있는 좋은 상
품 제작 가능성이 있다 왜냐하면 레이저 가공 기술이 기초적인 이론의 뒷받침에서.
출발 한 다기보다는 상당 부분 많은 시행 착오적 실험으로 그 결과들이 도출되기
때문이고 레이저 생산 시스템의 제작 도전 자동화가 아닌 많은 기술자들의 노동집,
약적인 노력이 필요로 되는 기기이므로 고급 기술자들의 상대적 임금이 저렴한 우
리 나라의 경우 가격 경쟁에서 유리한 입장에 있다고 할 것이다 또한 생산성 향상. ,
과 자동화의 기반 기술을 확보하고 있음으로 국가적인 시너지가 있다.
이를 활성화 하고 집중하기 위하여 레이저 생산 시스템에 관한 제반을 포함한 연구
와 산업화 연구가 가능한 레이저 센터 가칭 를 설립하는 것이다 연구의 결과들이( ) .
레이저 생산 시스템의 제조 업체로 전수되어 기기의 원가가 낮추어 지고 기술이 고
도화되면 고객은 레이저를 이용한 고부가가치의 제품 생산을 제조 회사는 시장 규,
모의 확대로 인한 부가가치를 같이 창출할 수 있게 될 것이다.
- 93 -
이렇게 할 때 무엇보다도 가장 바람직한 것은 레이저 센터에서 연구한 가공 기술을
각 산업에 이전하여 부품의 고도화에 기여를 하는 것이다 자동차 항공 전기 전. , , /
자 기계 조선 등 제분야에서 설계자들이 설계시부터 레이저 기술을 활용함으로서, ,
레이저 기술 분야에서 우리 나라의 고도 산업 사회를 선진 기술국에의 기술 종속
없이 형성시키는 것이다 이것이 작게는 레이저 시장의 활성화를 낳겠지만 크게는.
우리 나라 부품 산업 전반에 고품질화 고부가가치화를 실현하는 밑거름이 될 것이,
다.
제 절 분야별 국제 경쟁력 평가 비교우위 분석8 /
레이저 개발분야1.
가 다이오드 레이저 여기 고체레이저 개발분야
한국의 에 입각한 장점 및 단점 도출1) Identity
장점①
국내 연구기관에서의 기초 기반 기술 확립으로 시스템 설계 제작 능력의- / DPSSL /
보유
국내 반도체 산업에 힘입어 여기용 다이오드 어레이의 조기 국산화가 가능-
국내 연구기관에 축적된 기술을 활용한 초기투자의 최소화로 연구 개발비 절감-
광학 및 레이저 분야의 박사급 고급연구인력의 확보가능-
일정 수준이상 국내의 잠재적 시장 규모 보유 및 높은 확대 전망-
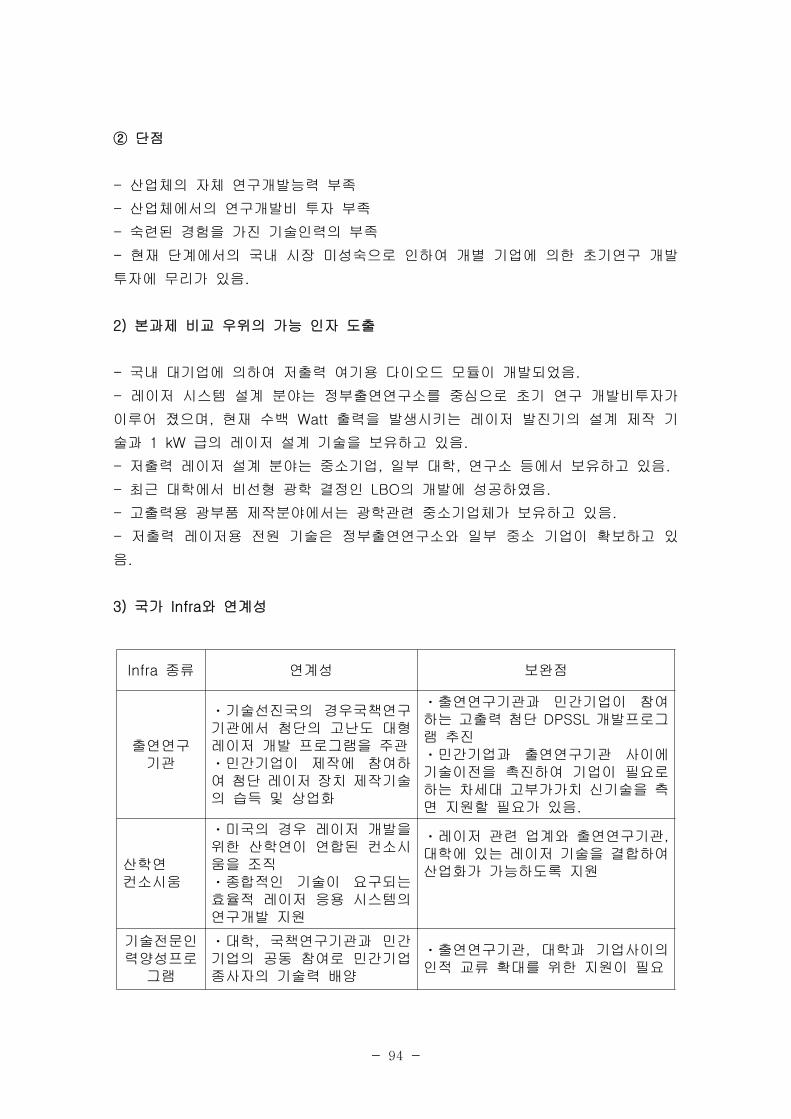
- 94 -
단점②
산업체의 자체 연구개발능력 부족-
산업체에서의 연구개발비 투자 부족-
숙련된 경험을 가진 기술인력의 부족-
현재 단계에서의 국내 시장 미성숙으로 인하여 개별 기업에 의한 초기연구 개발-
투자에 무리가 있음.
본과제 비교 우위의 가능 인자 도출2)
국내 대기업에 의하여 저출력 여기용 다이오드 모듈이 개발되었음- .
레이저 시스템 설계 분야는 정부출연연구소를 중심으로 초기 연구 개발비투자가-
이루어 졌으며 현재 수백 출력을 발생시키는 레이저 발진기의 설계 제작 기, Watt
술과 급의 레이저 설계 기술을 보유하고 있음1 kW .
저출력 레이저 설계 분야는 중소기업 일부 대학 연구소 등에서 보유하고 있음- , , .
최근 대학에서 비선형 광학 결정인 의 개발에 성공하였음- LBO .
고출력용 광부품 제작분야에서는 광학관련 중소기업체가 보유하고 있음- .
저출력 레이저용 전원 기술은 정부출연연구소와 일부 중소 기업이 확보하고 있-
음.
국가 와 연계성3) Infra
종류Infra 연계성 보완점
출연연구기관
기술선진국의 경우국책연구ㆍ기관에서 첨단의 고난도 대형레이저 개발 프로그램을 주관민간기업이 제작에 참여하ㆍ
여 첨단 레이저 장치 제작기술의 습득 및 상업화
출연연구기관과 민간기업이 참여ㆍ하는 고출력 첨단 개발프로그DPSSL램 추진민간기업과 출연연구기관 사이에ㆍ
기술이전을 촉진하여 기업이 필요로하는 차세대 고부가가치 신기술을 측면 지원할 필요가 있음.
산학연컨소시움
미국의 경우 레이저 개발을ㆍ위한 산학연이 연합된 컨소시움을 조직종합적인 기술이 요구되는ㆍ
효율적 레이저 응용 시스템의연구개발 지원
레이저 관련 업계와 출연연구기관,ㆍ대학에 있는 레이저 기술을 결합하여산업화가 가능하도록 지원
기술전문인력양성프로그램
대학 국책연구기관과 민간,ㆍ기업의 공동 참여로 민간기업종사자의 기술력 배양
출연연구기관 대학과 기업사이의,ㆍ인적 교류 확대를 위한 지원이 필요
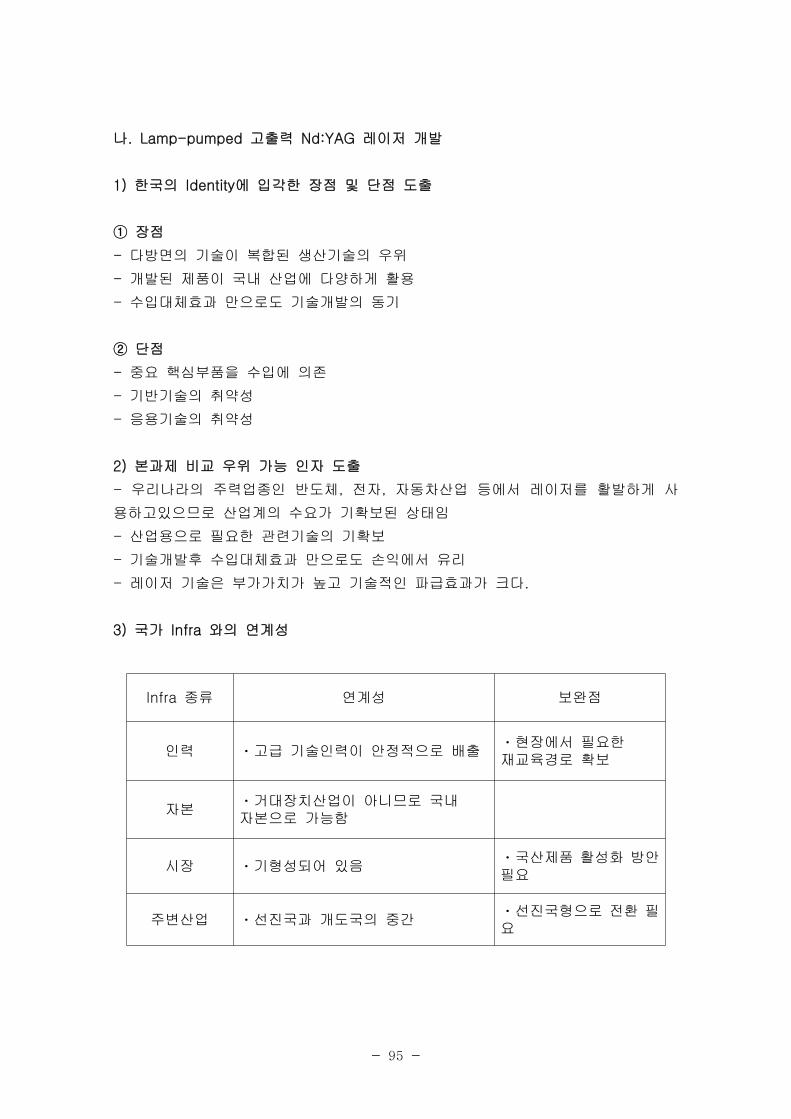
- 95 -
나 고출력 레이저 개발. Lamp-pumped Nd:YAG
한국의 에 입각한 장점 및 단점 도출1) Identity
장점①
다방면의 기술이 복합된 생산기술의 우위-
개발된 제품이 국내 산업에 다양하게 활용-
수입대체효과 만으로도 기술개발의 동기-
단점②
중요 핵심부품을 수입에 의존-
기반기술의 취약성-
응용기술의 취약성-
본과제 비교 우위 가능 인자 도출2)
우리나라의 주력업종인 반도체 전자 자동차산업 등에서 레이저를 활발하게 사- , ,
용하고있으므로 산업계의 수요가 기확보된 상태임
산업용으로 필요한 관련기술의 기확보-
기술개발후 수입대체효과 만으로도 손익에서 유리-
레이저 기술은 부가가치가 높고 기술적인 파급효과가 크다- .
국가 와의 연계성3) Infra
종류Infra 연계성 보완점
인력 고급 기술인력이 안정적으로 배출ㆍ현장에서 필요한ㆍ
재교육경로 확보
자본거대장치산업이 아니므로 국내ㆍ자본으로 가능함
시장 기형성되어 있음ㆍ국산제품 활성화 방안ㆍ
필요
주변산업 선진국과 개도국의 중간ㆍ선진국형으로 전환 필ㆍ
요

- 96 -
시스템 개발 분야2.
레이저 시스템의 경우의 국내 비교우위 분석은 다음과 같다.
한국의
에Indentity
입각한
비교우위
장 점 단 점
중저가 시장 틈새 상품-
고급 기술 인력확보-
국내 레이저 가공기 시장 및-
세계 시장의 뒷받침
잠재수요 확보 및 해외 경쟁-
업체 미비
레이저 가공기 제작 경험 풍부-
국제적인 판매망 확보 가능-
정부의 개발 지원 의지-
레이저 기술의 한국 주력 산업-
군내에 핵심기술로 부각
레이저 생산 및 개발 경험-
시장규모가 작아 해외시장-
진출이 필수적
의-CNC, PC Pased Controller
제조사 미비
종류Infra 연계성 보완점
기술인력Infra
학계 연구소등에 양질의 연구- ,인력 존재레이저 가공기 개발 경험 풍부-
단일 연구집단으로 재구성- :레이저 센터 건립상용 기술력 확보-생산 경험 확보-
생산 Infra
대형 프로젝트에 의한-가능Finencing
금융시장 규제완화로 생산판-매에 국제화 가능레이저 가공기 생산 경험-규모의 경제 실현 가능-
집중지원 체제 구축-
연구 Infra
국제적 연구체제 구국 가능-학계 연구기관에 관련 연구기- ,
자재 다수 확보업계로부터 연구 지원 가능-
관련 기자재 공동활용 시스템-구축 레이저 센터 건립:본격적인 산업용 연구의 구- Infa축 시급 레이저 센터 및 학계:기반 구축
마키팅 Infra국제적 인지도 상승-아시아에서 레이저 산업 주도-
국가로 인정판매망 보강-
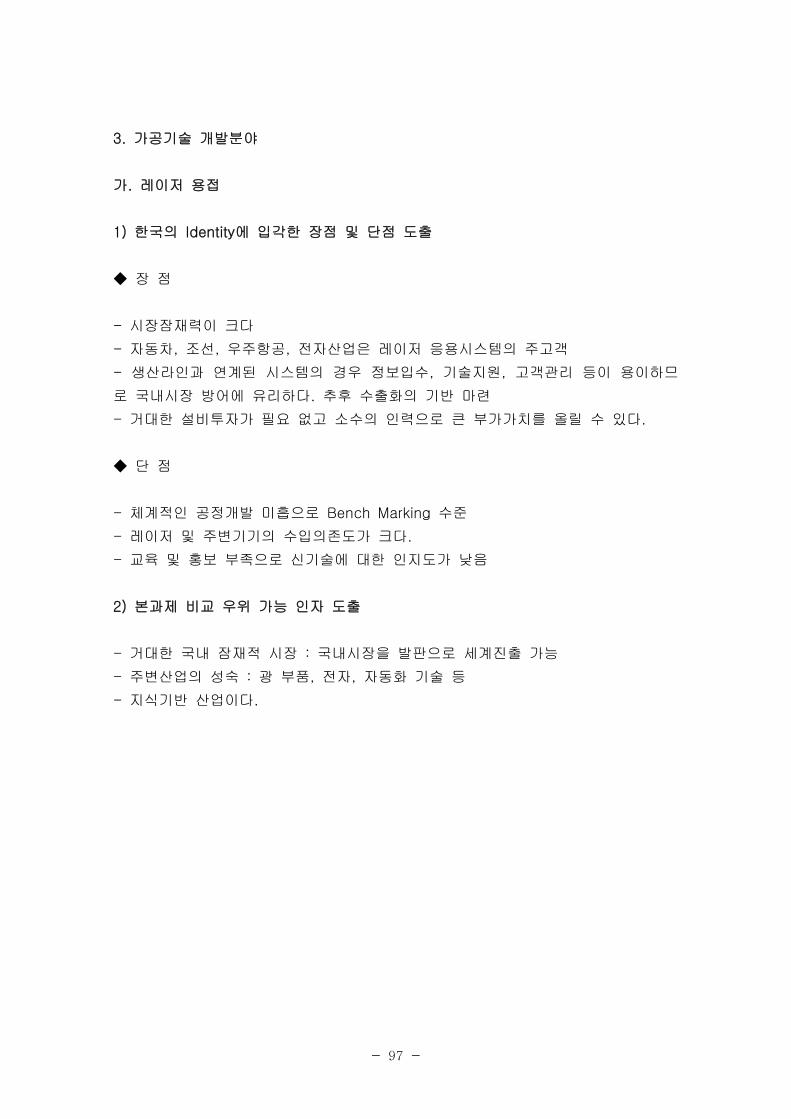
- 97 -
가공기술 개발분야3.
가 레이저 용접.
한국의 에 입각한 장점 및 단점 도출1) Identity
장 점◆
시장잠재력이 크다-
자동차 조선 우주항공 전자산업은 레이저 응용시스템의 주고객- , , ,
생산라인과 연계된 시스템의 경우 정보입수 기술지원 고객관리 등이 용이하므- , ,
로 국내시장 방어에 유리하다 추후 수출화의 기반 마련.
거대한 설비투자가 필요 없고 소수의 인력으로 큰 부가가치를 올릴 수 있다- .
단 점◆
체계적인 공정개발 미흡으로 수준- Bench Marking
레이저 및 주변기기의 수입의존도가 크다- .
교육 및 홍보 부족으로 신기술에 대한 인지도가 낮음-
본과제 비교 우위 가능 인자 도출2)
거대한 국내 잠재적 시장 국내시장을 발판으로 세계진출 가능- :
주변산업의 성숙 광 부품 전자 자동화 기술 등- : , ,
지식기반 산업이다- .
- 98 -
국가 와의 연계성3) Infra
종류Infra 연계성 보완점 비고
발전에너지( )
발전설비제조 유지-보수
연료 전지 응용-터빈 수명 연장-고효율 터빈 제조-
용융탄산염연료전지-내열강 용접-
수송경량화-자동차 조선 항공- , , ,고속전철
레이저 용접 적합-설계 및 생산으로경량화
용접-TB항공기동체 용접-
국방방산( )
정밀고기능부품-제조비행체-
신뢰성 향상-항속거리 증대-
점화체 용접-비행연료 탱크용접-
환경설비소각로 제조-폐수처리 시설-
고온 내식성재료-용접내산성 재료가공-
고온 반응로 용접-유독폐기물 침전로-용접
나 직접조형.
한국의 에 입각한 장점 및 단점 도출1) Identity
장점◆
국내 산업에서 제조업이 차지하는 비중이 크고 국제 경쟁력을 확보하기 위하여- ,
반드시 필요한 기술임 국내 규모가 큼 상기의 레이저 직접 금속 조.( tool market / “
형기술의 파급효과를 참조)
기술의 경우 상업화된지 이미 년이 되었고 미국이 시장과 기술을 독점적으- RP 12 ,
로 지배하고 있음 따라서 의 기반기술이 확보하지 못한 상황에서 혁신적인 아. RP ,
이디어 없이 섣불리 도전하는 것은 위험이 따른다 그러나 직접 금속 조형기술의. ,
경우 현재 미국에서 성공적으로 사업화 초기 단계에 진입하고 있고 이것과 관련된,
기반기술을 국내에서 이미 확보하고 있기 때문에 조속한 시일 내에 국내에서도 상
용화가 가능하리라 예측됨.
현재 국가적인 차원에서 중소기업을 육성하고 있으며 특히 국내 레이저 산업에- ,
관심을 가지고 있음 레이저 직접 금속 조형기술 은 중소기업에 적합한 기술이고“ ” ,
특히 레이저 관련 중소기업에서 큰 강점이 있는 사업 분야임 또한 이 기술은 기존, .
의 재활용이 아닌 새로운 기술로 발전될 가능성이 크고 정밀 주조를 대repairing ,
체할 수 있는 새로운 공정으로 인식됨 따라서 신산업을 창출하는 효과가 있음. , .

- 99 -
응용되는 산업분야가 매우 넓음- .
국내 산업이 크게 성장하리라 판단됨- RP&T .
단점◆
기술 뿐만 아니라 레이저 직접 금속 조형 기술 은 를 기반으로 하고- RP&T “ ” CAD
있다 그러나 의 중요성에도 불구하고 국내 중소기업에서는 아직 가 널리. CAD , CAD
보급되어 있지 않음.
신기술에 대한 보수적인 생각- .
본 과제 비교 우의 가능인자 도출2)
레이저 직접 금속 조형기술 에 대한 기반기술이 확보되어 있음- “ ” .
국가 제조업의 국제 경쟁력 제고를 위하여 필요한 기술임- .
국내 레이저 산업의 새로운 영역을 확보- .
국가 인프라와의 연계성 및 보완점3)
레이저 발진기-
레이저 직접 금속 조형기술 설비의 열원.•
국내 레이저 업체의 새로운 사업영역으로 확장 가능.•
제작 부품의 크기와 소재에 따라 레이저 출력 사양이 변할 수 있으나 급, 2 kW•
CO2 혹은 급 레이저가 이용될 전망1 kW CW Nd-YAG .
안정성 및 레이저 출력의 제어가 용이해야 함.•
이송시스템-
직접 조형기술 설비에서 중요한 부분.•
일반적인 산업용 이송장치•
기반의 제어가 요구됨PC .•
- CAD/CAM
조형기술에서 필수적인 S/W•
데이터 변환•
생성 및 가공Tool path•
제어용 와의 통합이 요구됨PC S/W•
직접 금속조형기술에 적합한 기능만을 갖고 있는 가 필요함S/W .•

- 100 -
소 재-
분말 형태의 제작 부품 소재•
분말 산업의 새로운 시장.•
국내의 분말산업은 제한된 품목만 생산됨.•
다양한 소재의 생산이 요구됨.•

- 101 -
제 장 각국의 레이저 관련 연구개발 현황4
제 절 독일에서의 레이저 관련 연구 개발 현황1
연구의 기본 전제1.
가 지난 년간 레이저 뿐만 아니라 레이저를 사용하는 시스템은 매년 의 성장. 4 20%
을 보여왔으며 향후 수년간도 비슷한 율로 성장하리라는 매우 밝은 시장 전망을,
갖고 있음.
나 현재 독일은 세계의 레이저 가공기 시장의 를 점하고 있으며 이 분야에서. 40% ,
는 광섬유를 사용할 수 있는 파장을 가진 고체레이저의 사용이 증가할 것임 이미.
년에 가공분야에 사용된 레이저의 는 이와 같은 레이저가 점유하였음 이1997 25%
분야는 레이저 가공기시장의 평균 성장률보다도 더 빠르게 성장하고 있을 뿐만 아
니라 지금 보다도 더 빠르게 성장하라라 예상됨.
국가지원2.
가 는 과 같은 를. Research and Technoilogy Ministry Laser 2000 national project
재정적으로 지원하여 왔음.
나 계획에서의 핵심은 레이저나 다이오드 여기 고체 레이저. Laser 2000 Diode
를 개발하는 것임 개발 분야는 기업체의 자금지원이 상당 부분을(DPSSL) . DPSSL
점하고 있음.
시장 및 기술 예측3.
가 은 기존의 생산 에 적응도가 높고 가공 속도가 빠르며 열이 적게 발. DPSSL line ,
생하고 변형이 작은 장점이 있다 또한 은 여기 방식에 비하여 전. DPSSL flashlamp
체 효율이 배 이상 높고 작동시간이 배 이상 길어지며 도 배 이5 , 10 beam quality 2
상 향상된 특성을 보이는 등 장래성이 매우 밝은 레이저이다.
나 용접에 사용될 정도의 출력을 가지면서 가 우수한 레이저는. beam quality Rod
형 이득매질을 사용하는 구조이다.
- 102 -
4. Laser 2000 National Project
가 연구기간 년. : 1993-1998
나 예산 억 독일 마르크. : 2
다 연구 주제. :
레이저 발진기 개발 고출력 을 비롯하여1) : DPSSL Co2 고출력 다이오드 레이저,
등의 물리적 기술적 원리의 연구와 레이저의 파장 영역을 확장하려는 연구,
레이저를 이용한 정밀 가공 자외선이나 적외선 파장의 레이저를 사용하여 레2) :
이저 가공의 정밀도를 향상시킴 시스템 측면이나 생산 전략도 고려함. .
새로운 응용분야 개발 레이저측정 비선형 광학 레이저와 생체와의 반응3) : , , (laser
bio-dynamics)
의료용 레이저 암치료 피부절개 레이저 진단 등4) , , optical tomography,
국립 레이저 시험 및 상담 센터 중소기업 레이저 기술 지원5) :
5. NOVALAS
가 의 하부 과제로써 총 개의 소과제로 이루어져 있다. Laser 2000 50 .
- 103 -
나 조직의 구성 개의 주제로 나누어 진행하며 수직조직으로는 산업위원회에 의. : 5
하여 활동을 통제받는다 이 위원회는 또한 산업계의 협력사와 정부의 소관 과학기. ,
술부에 자문도 한다 각 은 모델링 조립 시스템 평가 품질관리로 나누어진. group , , ,
수평조직으로 구성되어 있다.
다 개 하부 주제의 구성. 5 :
고출력 다이오드 레이저개발을 하며 를 이용한 다이오드1) Group 1 : , Ga As bar
와 을 개발한다 개VCSEL . (10 project)
고출력 다이오드 레이저를 위한 미세 광학 부품을 사용하여 다이오2) Group 2 :
드 레이저에서 큰 발사각을 갖고 퍼져 나가는 빔을 회절한계 내로 발산하게 만든
다 개. (11 project)
다이오드 레이저를 직접 매질에 조사하여 가공에 사용한다 개3) Group 3 : . (7
project)
출력이 수백 까지는 가능하며 유용한 응용이 많이 기대됨4) Group 4 : Watt .
다이오드여기 고체 레이저를 개발한다5) Group 5 : .

- 104 -
제 절 일본에서의 레이저 관련 연구개발 현황2
연구의 기본 배경1. :
가 산업기술 개발은 제조 에 기초하며 세기 미래제조 기술은 에. (manufacturing) 21
너지 절약형 자원 절약형 저공해유발형 재생가능형의 환경 친화적, , ,
이어야 함(environmentally-friendly) .
나 이러한 요구조건을 만족시키면서 미래의 제조업체에 많은 기술혁신을 자져다.
줄 수 있는 잠재력이 있는 핵심기술이 레이저 기술임.
다 기존의 레이저 장비들은 에너지 효율 및 기타 제반 요건이 환경친화적이지 못.
하며 기술적 진전을 요구하고 있음.
표 레이저 종류별 단점4-2-1
레이저 종류 단 점
CO2 laser낮은효율 <10%
대형이어서 휴대곤란
램프여기 YAG laser낮은효율 : 3-4%
짧은 램프수명
Excimer laser부식성 가스사용
안정성이 불충분함
라 이러한 문제를 해결하기 위하여 고효율 저비용의 고출력 고품질의 광양자빔. , ,
레이저 을 개발하기 위하여( ) “Advanced Photon Processing and Measurement
라는 프로젝트를 추진하게 되었음Technologies" .
연구 추진 체계 및 예산2.
가 년 월 일 사기업부분의 프로젝트를 지원하기 위하여. 1997 8 1 RIPE( R&D Institute
을 설립하였음for Photonics Engineering) .
나 통산성 개 기업 및 개 대학이 회원으로 되어 있으며 통산성 및 공업기술원. , 13 1
등으로부터 년간 억엔을 예산으로 지원 받고 있음5 70 .

- 105 -
연구 과제3.
가 수행 과제명. : “Advanced Photon Processing and Measurement
Technologies"
나 이 프로젝트는 가지의 기술분야로 나뉘어지며 최우선 과제로 분야 별로 각각. 3
가지 주제를 선정하여 모두 가지의 주제를 선정하여 프로젝트를 수행하고 있음2 6 .
다 개 기술 분야 및 소주제. 3 :
광양자 발생기술1) (Photon generation technology)
고출력 완전고체화 레이저 기술(a) (High-power all-solid-state laser
technology)
고집광 완전고체화 레이저 기술(b) ( Tightly-focusing all-solid-state laser
technology)
광양자응용 측정기술2) (Photon-applied measurement technology)
현장즉석 측정기술(a) (in-situ status measurement technology)
비파괴 조성측정 기술(b) (Non-destructive composition measurement technology
광양자응용 가공기술3) (Photon-applied processing technology)
거시가공 기술(a) (Macroscopic processing technology)
미시가공 기술(b) (Microscopic processing technology)
연구과제의 기간 및 체제4.
가 연구기간 및 체제는 아래 도표와 같으며 차년도에 억엔이 투자되었으며. 1 12
년 중반까지는 억엔이 투자되어 다음 도표의 우측에 나열된 장치들이 제품2001 70
화 개발이 완료될 예정임.

- 106 -
그림 연구개발 기간 체계 및 제품화 예상결과물4-2-1 ,
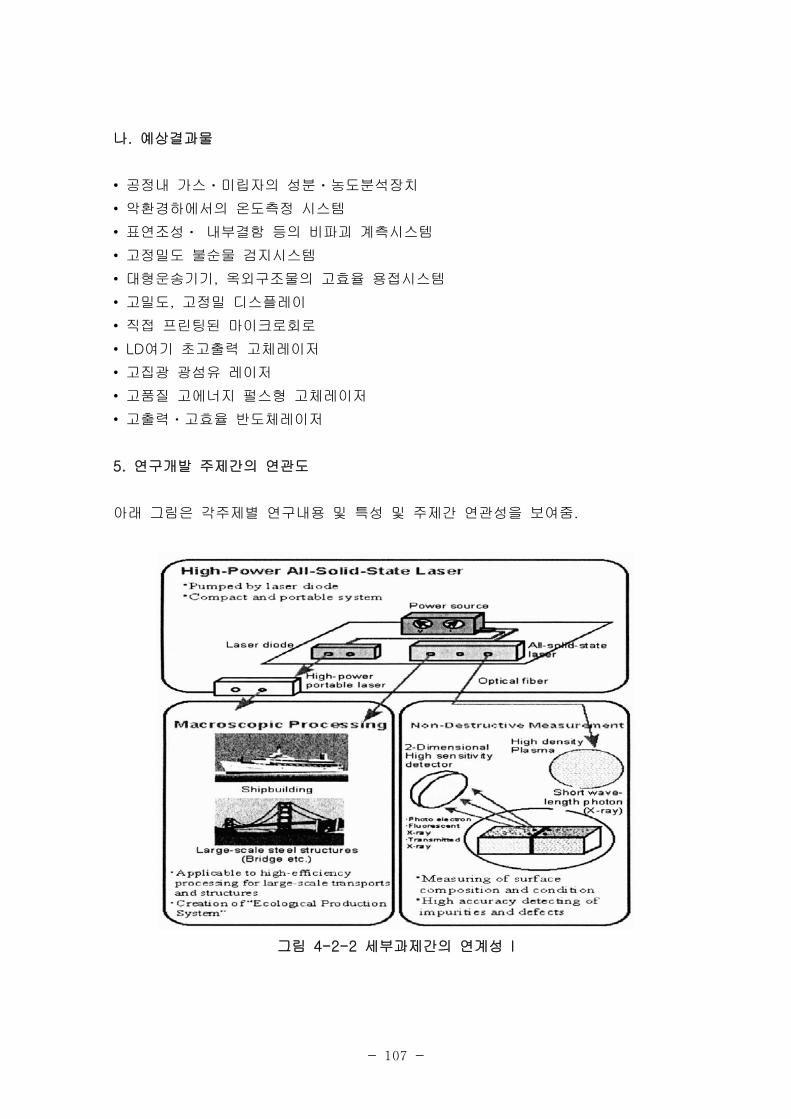
- 107 -
나 예상결과물.
공정내 가스 미립자의 성분 농도분석장치• ㆍ ㆍ
악환경하에서의 온도측정 시스템•
표연조성 내부결함 등의 비파괴 계측시스템• ㆍ
고정밀도 불순물 검지시스템•
대형운송기기 옥외구조물의 고효율 용접시스템,•
고밀도 고정밀 디스플레이,•
직접 프린팅된 마이크로회로•
여기 초고출력 고체레이저LD•
고집광 광섬유 레이저•
고품질 고에너지 펄스형 고체레이저•
고출력 고효율 반도체레이저• ㆍ
연구개발 주제간의 연관도5.
아래 그림은 각주제별 연구내용 및 특성 및 주제간 연관성을 보여줌.
그림 세부과제간의 연계성4-2-2 I

- 108 -
그림 세부과제간의 연계성4-2-3 II

- 109 -
주제별 연구개발내용 및 달성목표6.
주 제 연구개발 내용 달 성 목 표
고출력
전고체화
레이저 기술
고출력 고효율의 레이저 다,
이오드로 펌프되는 공작기기
용 완전 고체화레이저 기술개
발
고출력 전고체화 레이저 발생기,
술 확립
레이저 헤드- < 0.05㎥
출력- >10kW
효율- > 20%
고집광
완전고체화
레이저 기술
고집광 광섬유레이저개발 고
휘도 완전고체화 레이저 기술
개발
파장변환기술개발
소형의 완전고체화 레이저발생 기
술 확립
출력- > 1kW
효율- > 20%
빔집속폭- < 50㎛
현장즉석
측정기술
적외선에서 진공자외선 영역
의 광제어기술개발
파면보상장치개발
기체 미세입자의 농도 성분/ /
측정기술개발
물체 형상 및 온도 측정기술
개발
기체농도 측정기술 < 1ppb
미세입자성분측정기술 < 30㎚
대상물체 형상측정기술 < 10㎚
온도측정 기술 의 감도이내: 1℃
상온에서 영역에서( 1000 )℃
비파괴
조성측정기술
단파장레이저를 이용한 표면,
내부결함 불순물 측정 및 검,
출기술개발
광전분광법에 의한 이하의- 30㎚
불순물 측정기술
이하영역에서 이- level 1ppb㎛
하의 불순물 검출기술확립
이내의 공간분해능 확립- 1㎛
거시가공
기술
용접현상의 해명 및 모니터링
고출력레이저에 의한 고속,
고품위용접
철팜 알루미늄합금의30 , 20㎜ ㎜
레이저 용접기술 확립 이(1m/min
상의 속도)
미시가공
기술
초정밀제어에 의한 초미립자
제작 및 기능성 구조체 제작
크기의 고순도 초미세입1-50 ,㎚
자 제조기술확립 표준편차 이( 1.2
내 및 초미세 기능성 구조체 제)
작기술확립

- 110 -
참여 기관7.
그림 세부가제별 참여기관4-2-4
본 연구개발에는 기계기술연구소 시코쿠공업기술연구소 계량연구소 물질공학공- , , ,
업기술연구소등 개의 국립연구소와 가와사키중공업을 비롯한 개의 기업체 그리4 13 ,
고 오사카대학이 참여하고 있으며 각 참여분야는 위의 그림과 같음.
연구개발 결과의 타산업에의 응용분야8.
본 연구는 다음과 같은 산업 전반에 응용이 가능할 것으로 예상됨.
가 환경 모니터링 분야 지구환경 모니터링 및 에너지 전송시스템. :ㆍ
나 전자기기분야 고효율반도체 공정 불순물 모니터링. : .
다 의료기기분야 고정밀 진단표시 원격의료. : ,
라 기계 플랜트 제조 공정분야. :ㆍ
고효율 레이저가공시스템
공정내 실시간 계측시스템
마 재료분야 신소재 소자의 제조 조성분석시스템. : , ,
바 항공 우주분야 고성능 탑재기기 고정밀 표시장치. : ,ㆍ
사 계측 분석분야 소형 고성능 계측 분석 시스템. : ,ㆍ
아 선박 해양분야 레이저 가공 유지보수 및 항해 시스템. : ,ㆍ
자 여가생활분야 광 유흥기계 차세대 오락기기. : ,

- 111 -
현재까지의 연구개발 수행실적9.
주 제 연구개발 내용
고출력 전고체화
레이저 기술
봉형 및 슬랩형 레이저 개발•
급 레이저 개발완료 급 레이저 개발중1kW , 3kW•
현재 출력 발진효율1.7kW, 15%•
고집광 완전고체화
레이저 기술
고휘도 펌핑용 기술개발LD•
레이저용 광섬유 개발•
파장변환기술 자외선영역에서 출력달성: 20W•
현장즉석
측정기술
적외선에서 진공자외선 영역의 광제어기술개발•
파면보상장치용 고저항 박막증착 조건 연구•
기체 미세입자의 농도 성분 측정기술개발용 자의/ /•
광섬유용 원료생산 및 평가 수행중
비파괴 조성측정기단파장레이저를 이용한 표면 내부결함 불순물 측, ,•
정 및 검출기술 기본 도안 및 사양 연구
거시가공 기술용접현상의 해명을 위한 모델 시뮬레이션2D•
의 철판 레이저용접 연구 수행중10mm•
미시가공 기술
초미립자의 파일롯 생산 수행중 미립자 제조: Si, W•
가 시도됨.
미립자와 투명전도체의 동시증착연구 수행중Si•
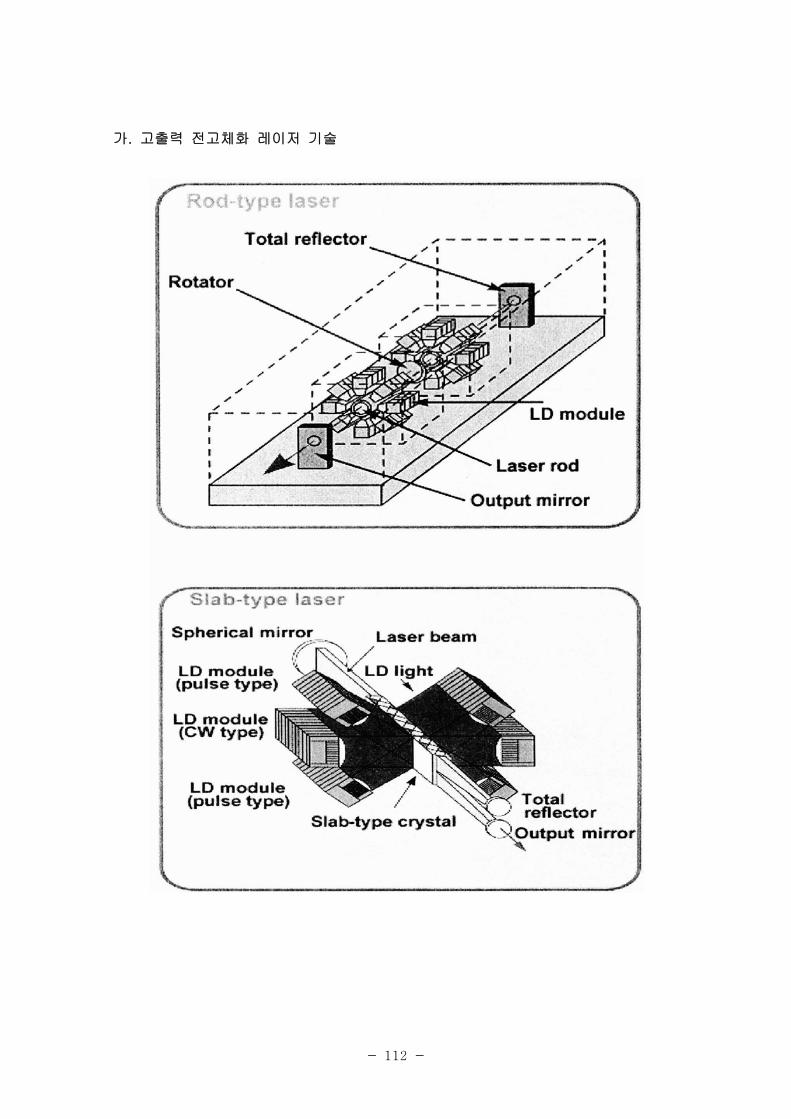
- 112 -
가 고출력 전고체화 레이저 기술.
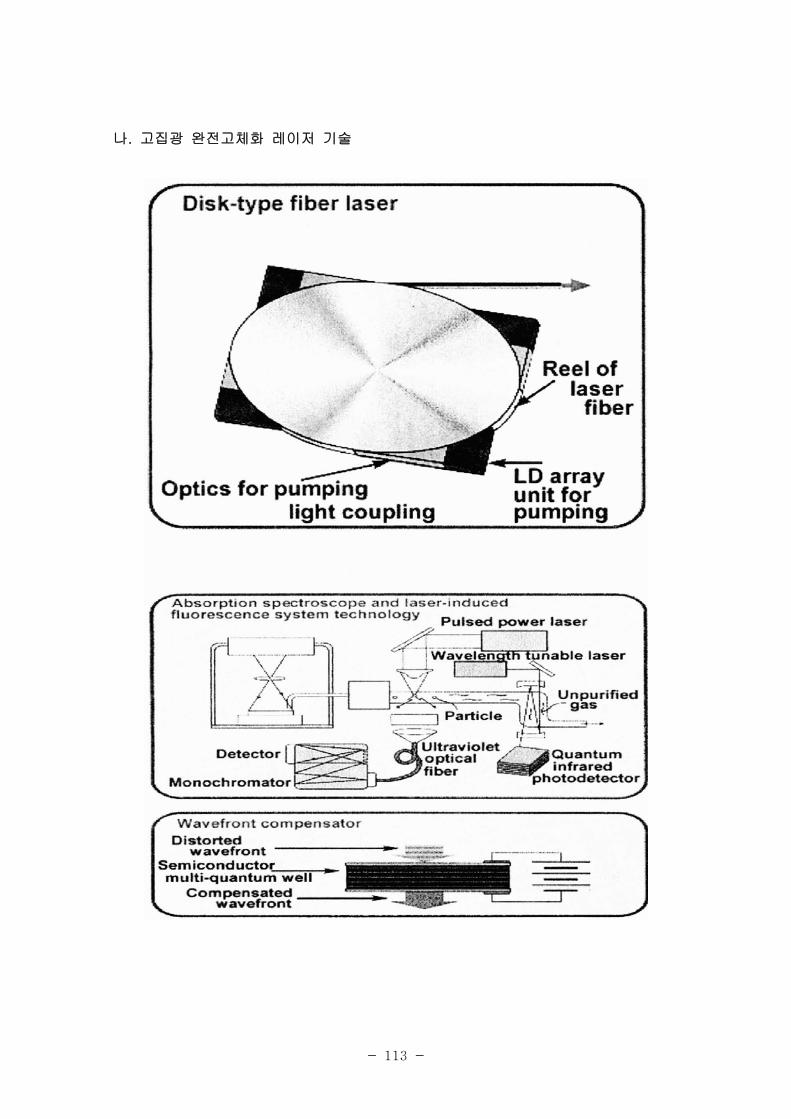
- 113 -
나 고집광 완전고체화 레이저 기술.
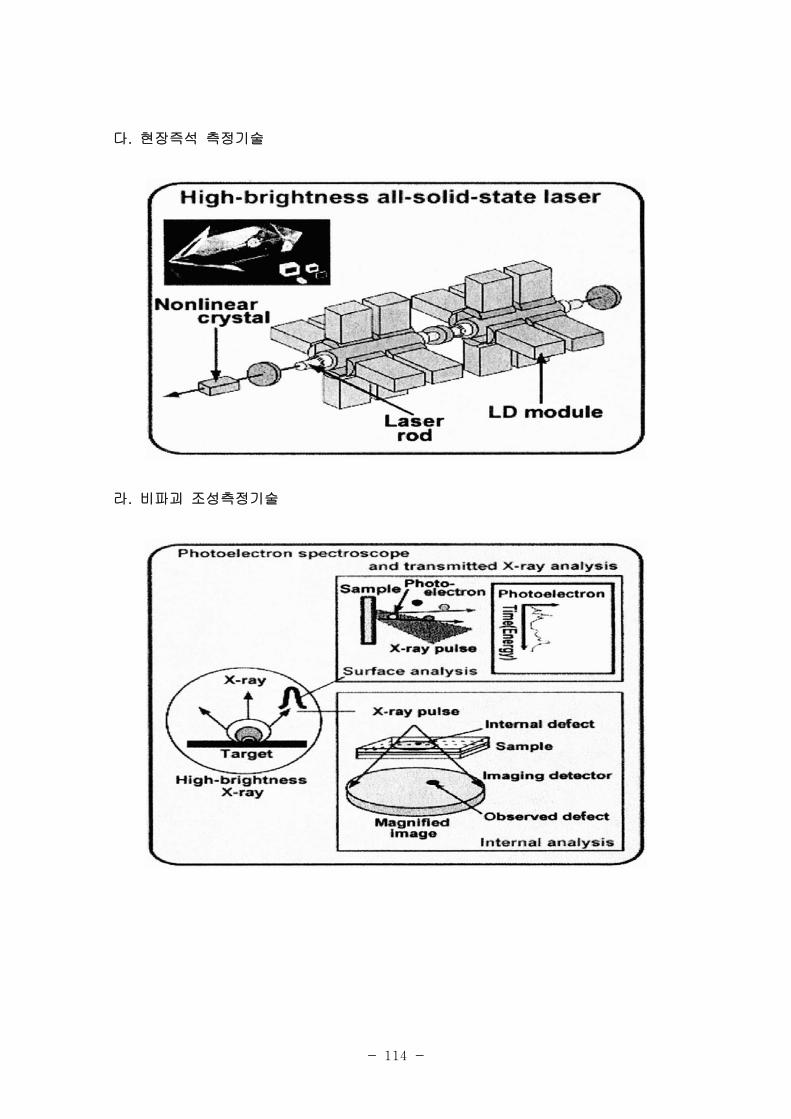
- 114 -
다 현장즉석 측정기술.
라 비파괴 조성측정기술.
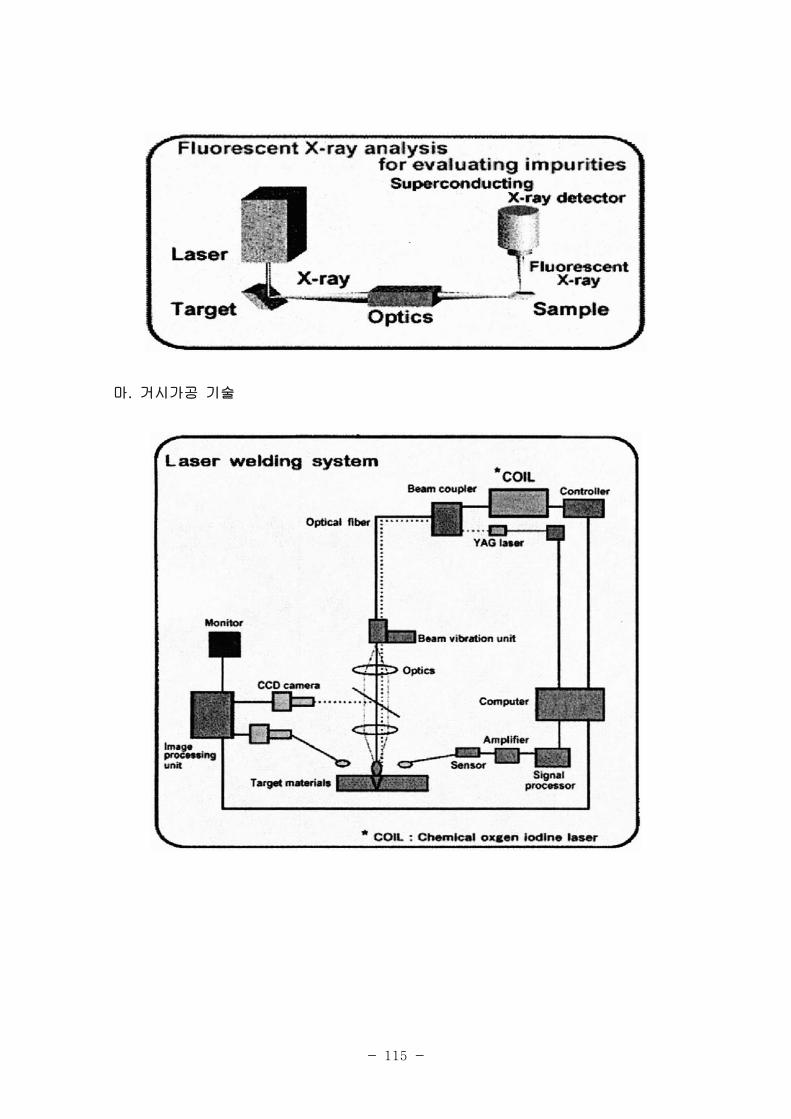
- 115 -
마 거시가공 기술.
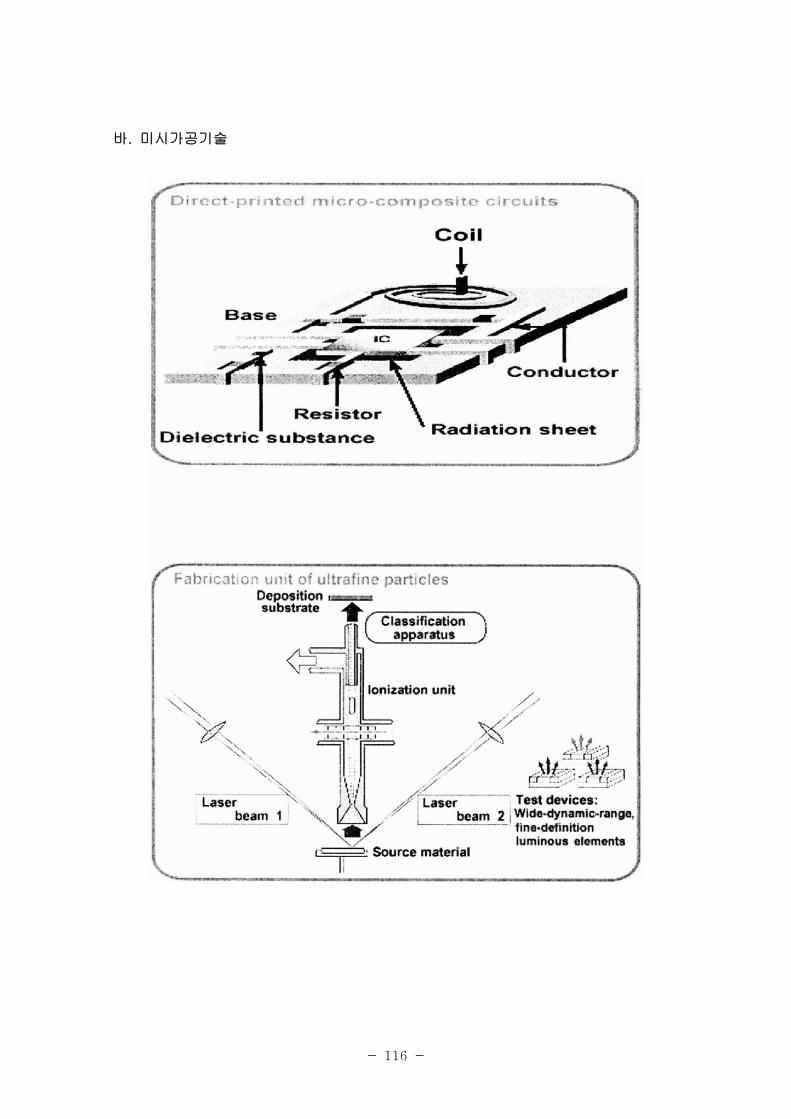
- 116 -
바 미시가공기술.

- 117 -
제 절 영국에서의 레이저 관련 연구 개발 현황3
미래의 레이저 기술 연구 개발 분야1.
가 레이저 출력의 증가 레이저의 출력이 증가하면 시스템의 안정성이 떨어지고. :
가 열화된다 특히 파장이 짧은 고출력 레이저는 플라즈마 발생하여beam quality .
문제가 되며 이를 극복하는 과정에서 기술의 발전시킨다,
나 단 파장 레이저의 발진 파장이 짧아지면 플라즈마 투과율이 높아진다 따라서. : .
레이저 용접이 더 안정적으로 이루어지며 보다 고출력의 레이저를 사용할 수 있게
된다 또한 최소 가공 선폭이. 2.44 M𝞴 2 파장( : ·, M𝞴 2: 의 식beam quality factor)
으로 표현되므로 정밀도가 파장에 비례하여 상승한다, . M2는 레이저 공진기의
수 직경 공진기 길이 에 의존한다Fresnel , a2/ L(a: beam , L: ) .𝞴
다 다이오드여기 고체레이저 다이오드 여기 방식을 사용하면 동일 기존. (DPSSL) :
과 동일한 이득매질을 사용하더라도 보다 효율이 높으면서도 높은 출력이 나온다.
빔질도 더우수해지며 시스템의 규모가 해진다, compact .
라 다이오드레이저가 소형인 장점을 직접 이용한 응용 광섬유에 모아진 다이오드. :
레이저의 출력 밀도는 매우 높아지며 이것을 바로 가공에 사용할 수 있다면 가공기
의 단가가 획기적으로 저렴해진다.
마 관련 부품과 광학 소자 개발을 통한 레이저 가공기의 작업속도와 효율 증가. :
레이저 가공에서는 가장 많은 시간이 물체를 고정하고 빔을 이동시키는데 소요된
다 이 속도를 줄이기 위하여 작업대 와 공정 모니터링 제어기술등이. (workstation) ,
조화되어야 한다.

- 118 -
제 절 미국에서의 레이저 관련 연구 개발 현황4
연구의 동기1.
가 정밀레이저가공 컨소시움은 미국방 선진 연. (PLM: Precision Laser Maching)
구 개발국 이 추진한 기술 재투(US Defence Advanced Research Project Agency)
자 계획의 하나로 추진되었다.
나 의 목표는 민군연구를 통하여 민간 산업과 군용에서 요구되는 요구되는 새. PLM
로운 정밀 가공기를 개발함에 있다 현재 개 업체가 공동으로 참여하고 있다 현. 24 .
재 사용되는 레이저에 비하여 배 정도 높은 평균 출력을 얻어서 가공 정밀30-100
도와 속도를 동시에 높인다.
참여업체2.
가 사용자 집단. :
군용 민용 항공기 및 전자장비1) Boeing Company : ,
건설 및 광산업 가스 터빈 디젤 엔진2) Caterpillar Inc. : , ,
기술 센터3) Chrysler Corp. :
디젤 엔진 생산4) Cummins Engine :
자동차5) Ford Motor Corp. :
민용 및 군용 항공기의 제트 엔진 생산6) General Electric Aircraft Engines :
자동차7) General motor Corp. :
군용 및 민간용 항공기 헬기8) McDonnell Douglas : ,
조선9) Newport News Shipbuilding :
군용기 설계 및 제작10) Northrop Grumman :
유체역학 연소 환경과학11) United technologies Research Center: , ,
나 집단. Integrator :
국방성의 연구개발계획수립1) DARPA :
매질 결합기술 보급을 위한 컨소시움2) Edison Welding Institute:

- 119 -
다 공정 개발 집단. :
해군용 기술개발1) Penn State Applied Research Lab. :
용접기기2) Edison Welding Institute :
레이저 가공 표면처리3) University of Illinois : ,
레이저 가공특성4) University of Michigan :
라 기술개발 집단. :
전자광학 센서 레이저 개발1) Fibertek Inc. : ,
자동차용 전자기기 통신2) Hughes Research Lab. : ,
고출력 다이오드 레이저 개발3) Opto Power Corp. :
고출력 다이오드 레이저개발4) Semiconductor Laser International:
시스템공학 및 전략방어 시스템 구축5) Sparta Inc :
고출력 레이저 다이오드6) Spire Corp. :
광전자부품 생물질7) Star Medical Technology Research Center: ,
자동차 항공 방산8) TRW : , ,
3. PLM Project
가 연구기간. : 1994. 6 - 2000. 4
나 연구비 만불 년 기업체 정부 부담. : 1,500 / ( 50% 50% )
다 개발기술 고품빌의 빔 출력을 가진 개발 및 전송기술. : DPSSL Fiber
라 응용 분야 용접 절단 드링링 표면처리. : , , ,
마 관련산업분야 우주 항공 산업 중공업 자동차 산업 조선산업. : , , ,
바 연구성과. :
1) TRW : - 500 W, 3x diffraction limit
- 3 kW, 4x diffraction limit
2) GE CRD : - 1 kW, 2.5 MW peak power
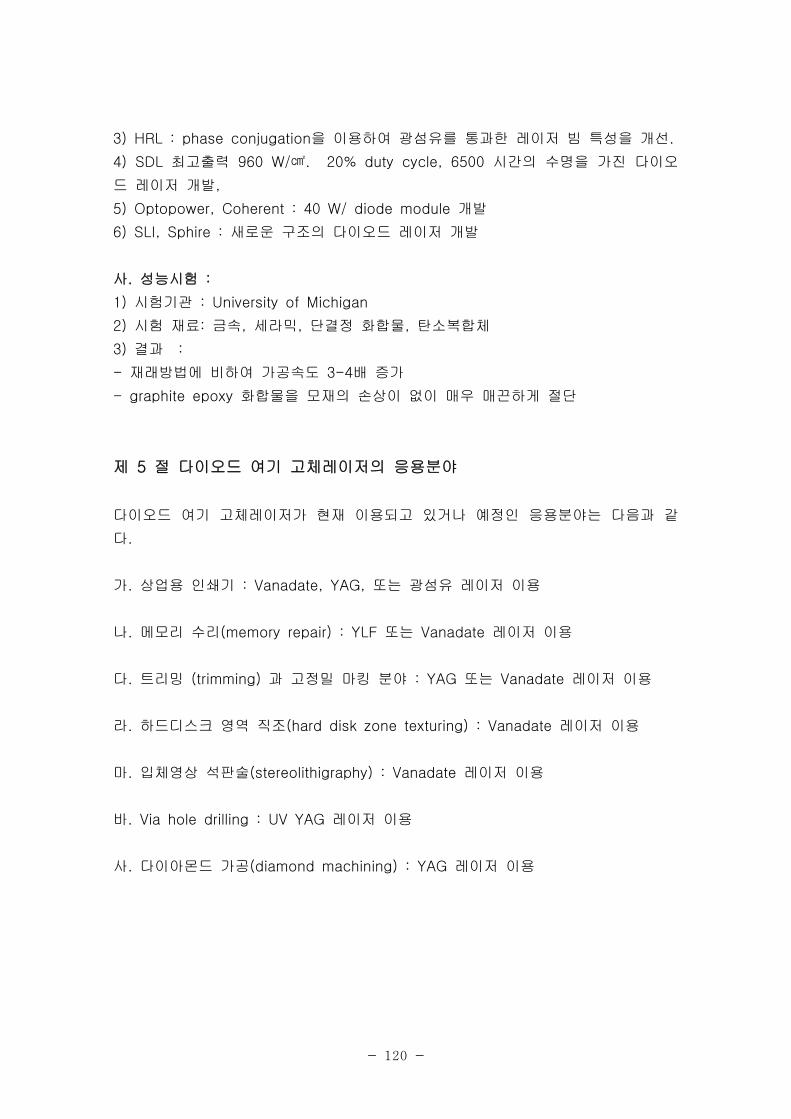
- 120 -
을 이용하여 광섬유를 통과한 레이저 빔 특성을 개선3) HRL : phase conjugation .
최고출력 시간의 수명을 가진 다이오4) SDL 960 W/ . 20% duty cycle, 6500㎠
드 레이저 개발,
개발5) Optopower, Coherent : 40 W/ diode module
새로운 구조의 다이오드 레이저 개발6) SLI, Sphire :
사 성능시험. :
시험기관1) : University of Michigan
시험 재료 금속 세라믹 단결정 화합물 탄소복합체2) : , , ,
결과3) :
재래방법에 비하여 가공속도 배 증가- 3-4
화합물을 모재의 손상이 없이 매우 매끈하게 절단- graphite epoxy
제 절 다이오드 여기 고체레이저의 응용분야5
다이오드 여기 고체레이저가 현재 이용되고 있거나 예정인 응용분야는 다음과 같
다.
가 상업용 인쇄기 또는 광섬유 레이저 이용. : Vanadate, YAG,
나 메모리 수리 또는 레이저 이용. (memory repair) : YLF Vanadate
다 트리밍 과 고정밀 마킹 분야 또는 레이저 이용. (trimming) : YAG Vanadate
라 하드디스크 영역 직조 레이저 이용. (hard disk zone texturing) : Vanadate
마 입체영상 석판술 레이저 이용. (stereolithigraphy) : Vanadate
바 레이저 이용. Via hole drilling : UV YAG
사 다이아몬드 가공 레이저 이용. (diamond machining) : YAG
- 121 -
제 장 연구개발 추진전략5
제 절 연구 개발의 장단기 추진 전략1
레이저 발진기 및 응용 시스템은 시장 측면 기술적인 측면 정책적인 측면에서 국, ,
가 주도적인 육성 산업으로의 추진이 매우 필요함을 살펴보았다 이를 가장 효과적.
으로 추진하기 위해서 연구기획의 운영위원 및 기획위원을 레이저 및 레이저 가공
기 제조업체의 최고 경영자들과 대표적인 연구기관의 책임자들 그리고 레이저 관,
련 학회 전략 경영 교수의 자문을 받아 효과적이고 효율적인 추진 전략을 수립 하,
였다.
연구개발의 대전제가 레이저 발진기 및 레이저 가공기 사업체의 국제 경쟁력 확보
에 의한 주도적 수출 확대와 우리나라 주요 산업 전자 반도체 자동차 조선 철강 중공( , , , , ,
업 중전기 에서의 레이저 응용 기술 자립 및 레이저 관련 자본재 산업의 형성이다, ) .
레이저 산업의 미션으로 년 독일 일본 미국 다음가는 세계 대 레이저 산업국2010 , , 4
가가 되는 것이다 기획 및 운영위원들은 그 가능성이 매우 높을 것으로 판단하고.
전략을 수립 하였다.
제 단계로는 첨단이기보다는 시급히 국내에 영향을 끼치게 될 항목들을 우선 선정1
하여 중점 육성하기로 하고 그 제목을 레이저 발진기 및 응용 시스템, Solid State
개발로 하였다 레이저 절단에서 레이저 발진기와 같이 레이저 시장의. CO2 , CO2
세계 약 를 차지하는 큰 영역이면서 또한 국내 레이저 시장의 이상을40% , , 60%
차지하면서 수출 주도적인 상품으로 당장 가능한것도 있지만 여타 과제와의 연관,
성과 시너지 효과를 고려하여 고체 레이저 관련 제반 기술들을 우선 과제로 도출
하였다.
- 122 -
레이저 발진기는 별도의 국제 공동 또는 중기 거점 대형 과제화하는 방안으로CO2
추진키로 하였다 그러나 이를 위해서는 이 기술만의 독립되고 구체적인 기획이 선.
행되어야 할 것이다 이에 관련된 기술로는 용 레이저 용접기 열처리 및. TBW CO2 ,
표면처리 레이저 용접 등이 있다 고려 대상이 되는 레이저의 출력은, . 1000W -
의 범위가 될 것이다 레이저 발진기를 개발하는 경우에는 국제간의 협8000W . CO2
력을 통하여 수출 주도적인 상품이 되어야 할 것이다.
의료기는 의료전문가 광화학전문가 레이저가 종합하여 추진되어야 하므로 이 또한, ,
단독 및 별도의 중점 과제화가 바람직하다는 판단을 내렸다 특히 본 과제 기획시. ,
고려되었던 암치료기는 종합적인 연구와 많은 시간이 소요 될것으로 여겨진다.
레이저 가공기술 연구를 중심으로한 주변 기기 개발 및 용접기 개발은 레이저3D
가공의 기반을 형상하는 기술이므로 레이저 센터와 더불어 산업 기반과제로의 추진
을 건의하기로 하였다.
레이저 안전 규격화와 인증문제 또한 국가의 기반에 해당되는 과제이므로 산업기,
반과제로 추진하되 시급성이 있으므로 출연 연구기관과 광학 기기협회를 중심으로
적극 방안을 모색하기로 하였다.
모든 추진 과제들은 대학에서의 기초연구가 뒷받침이 되어야 하므로 학계와의 연계
체계를 강화하기로 하고 학계와 연구기관에서 기반기술들이 확고히 보유 될 수 있,
도록 체계화하기로 하였다.
레이저 가공기술은 전 사업을 통하여 그 파급효과가 매우 크며 기술선진국들이 지,
난 수십년간 중점 추진한 바에 비하여 우리는 이제 기획되고 있으므로 가급적 가능
한 많은 기반 기술의 지원책들을 통하여 빠른 시일 내에 국가 레이저 산업의 인프
라 구축을 건의하기로 하였다 다음의 도표는 레이저 산업의 장기적 추진 체계와.
레이저 산업의 미션을 나타낸 것이다.
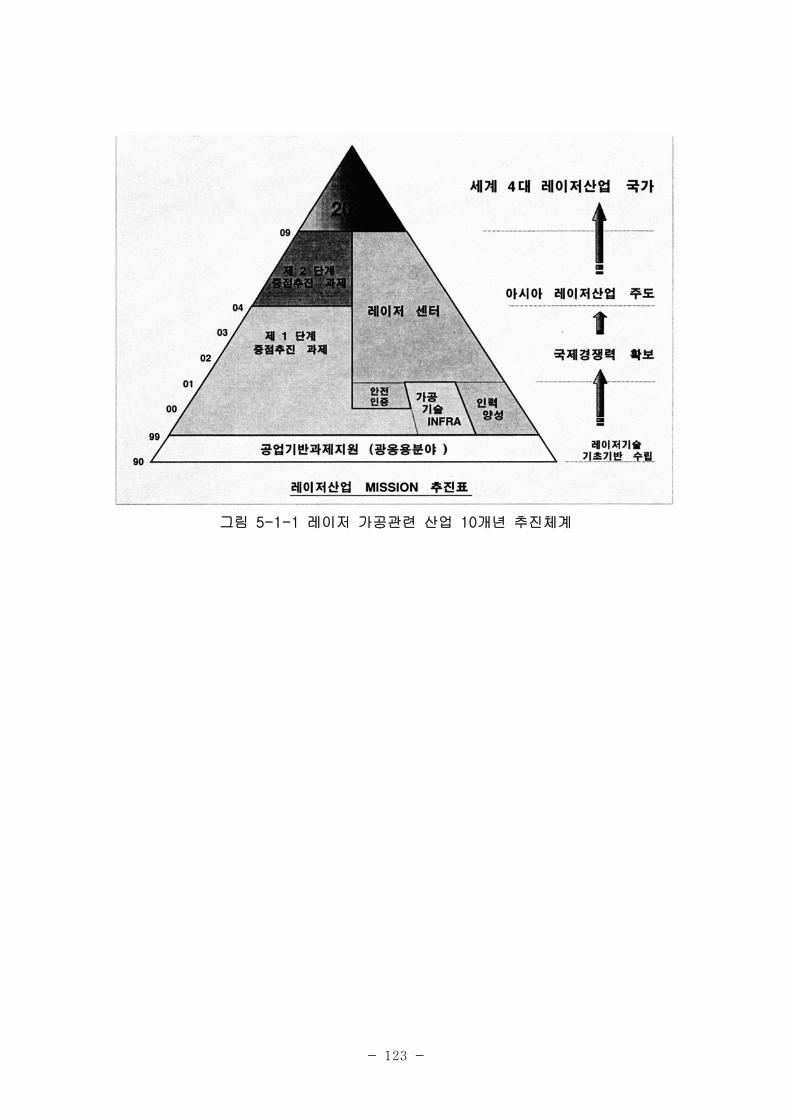
- 123 -
그림 레이저 가공관련 산업 개년 추진체계5-1-1 10

- 124 -
그림 레이저산업 추진표5-1-2 MISSION
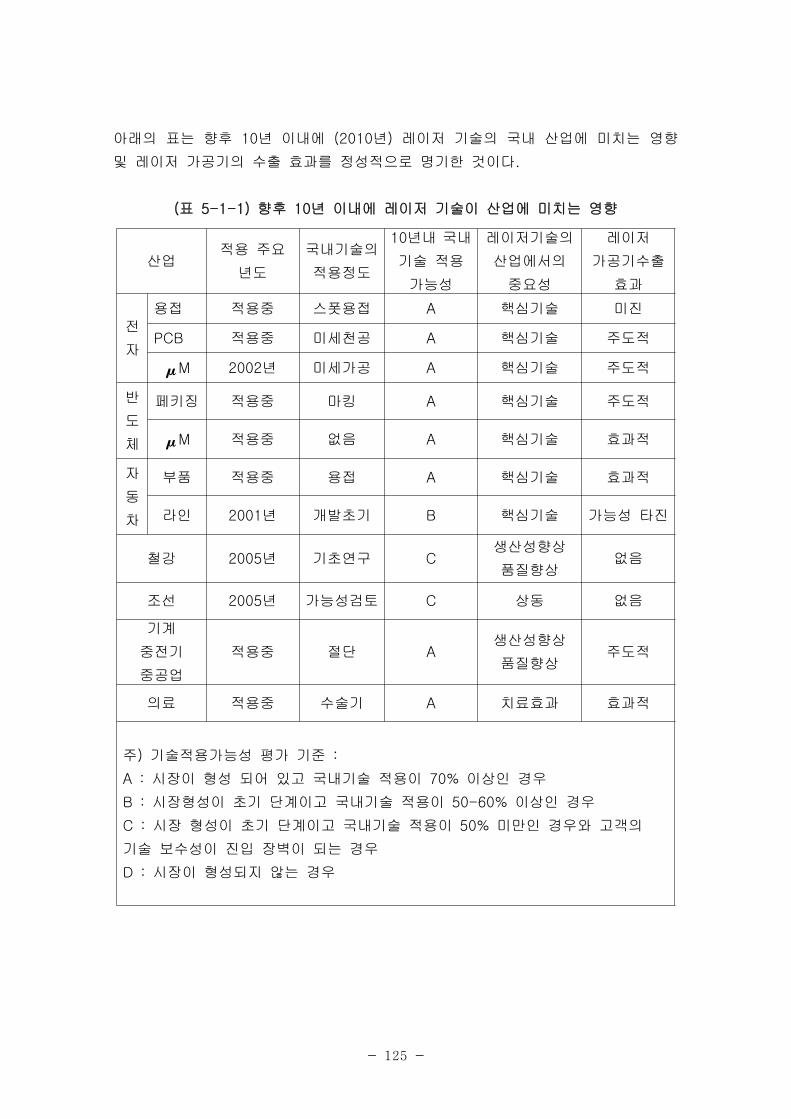
- 125 -
아래의 표는 향후 년 이내에 년 레이저 기술의 국내 산업에 미치는 영향10 (2010 )
및 레이저 가공기의 수출 효과를 정성적으로 명기한 것이다.
표 향후 년 이내에 레이저 기술이 산업에 미치는 영향( 5-1-1) 10
산업적용 주요
년도
국내기술의
적용정도
년내 국내10
기술 적용
가능성
레이저기술의
산업에서의
중요성
레이저
가공기수출
효과
전
자
용접 적용중 스폿용접 A 핵심기술 미진
PCB 적용중 미세천공 A 핵심기술 주도적
M𝝁 년2002 미세가공 A 핵심기술 주도적
반
도
체
페키징 적용중 마킹 A 핵심기술 주도적
M𝝁 적용중 없음 A 핵심기술 효과적
자
동
차
부품 적용중 용접 A 핵심기술 효과적
라인 년2001 개발초기 B 핵심기술 가능성 타진
철강 년2005 기초연구 C생산성향상
품질향상없음
조선 년2005 가능성검토 C 상동 없음
기계
중전기
중공업
적용중 절단 A생산성향상
품질향상주도적
의료 적용중 수술기 A 치료효과 효과적
주 기술적용가능성 평가 기준) :
시장이 형성 되어 있고 국내기술 적용이 이상인 경우A : 70%
시장형성이 초기 단계이고 국내기술 적용이 이상인 경우B : 50-60%
시장 형성이 초기 단계이고 국내기술 적용이 미만인 경우와 고객의C : 50%
기술 보수성이 진입 장벽이 되는 경우
시장이 형성되지 않는 경우D :
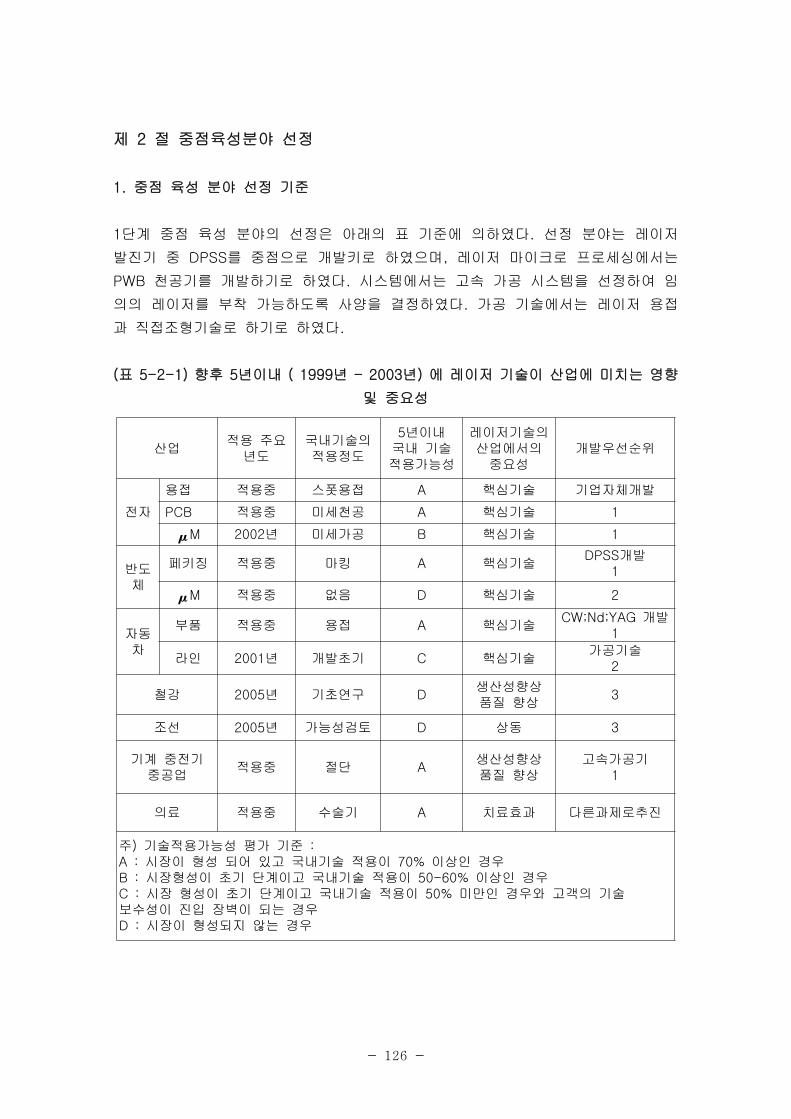
- 126 -
제 절 중점육성분야 선정2
중점 육성 분야 선정 기준1.
단계 중점 육성 분야의 선정은 아래의 표 기준에 의하였다 선정 분야는 레이저1 .
발진기 중 를 중점으로 개발키로 하였으며 레이저 마이크로 프로세싱에서는DPSS ,
천공기를 개발하기로 하였다 시스템에서는 고속 가공 시스템을 선정하여 임PWB .
의의 레이저를 부착 가능하도록 사양을 결정하였다 가공 기술에서는 레이저 용접.
과 직접조형기술로 하기로 하였다.
표 향후 년이내 년 년 에 레이저 기술이 산업에 미치는 영향( 5-2-1) 5 ( 1999 - 2003 )
및 중요성
산업적용 주요년도
국내기술의적용정도
년이내5국내 기술적용가능성
레이저기술의산업에서의중요성
개발우선순위
전자
용접 적용중 스폿용접 A 핵심기술 기업자체개발
PCB 적용중 미세천공 A 핵심기술 1
M𝝁 년2002 미세가공 B 핵심기술 1
반도체
페키징 적용중 마킹 A 핵심기술개발DPSS1
M𝝁 적용중 없음 D 핵심기술 2
자동차
부품 적용중 용접 A 핵심기술개발CW;Nd;YAG
1
라인 년2001 개발초기 C 핵심기술가공기술2
철강 년2005 기초연구 D생산성향상품질 향상
3
조선 년2005 가능성검토 D 상동 3
기계 중전기중공업
적용중 절단 A생산성향상품질 향상
고속가공기1
의료 적용중 수술기 A 치료효과 다른과제로추진
주 기술적용가능성 평가 기준) :시장이 형성 되어 있고 국내기술 적용이 이상인 경우A : 70%시장형성이 초기 단계이고 국내기술 적용이 이상인 경우B : 50-60%시장 형성이 초기 단계이고 국내기술 적용이 미만인 경우와 고객의 기술C : 50%
보수성이 진입 장벽이 되는 경우시장이 형성되지 않는 경우D :
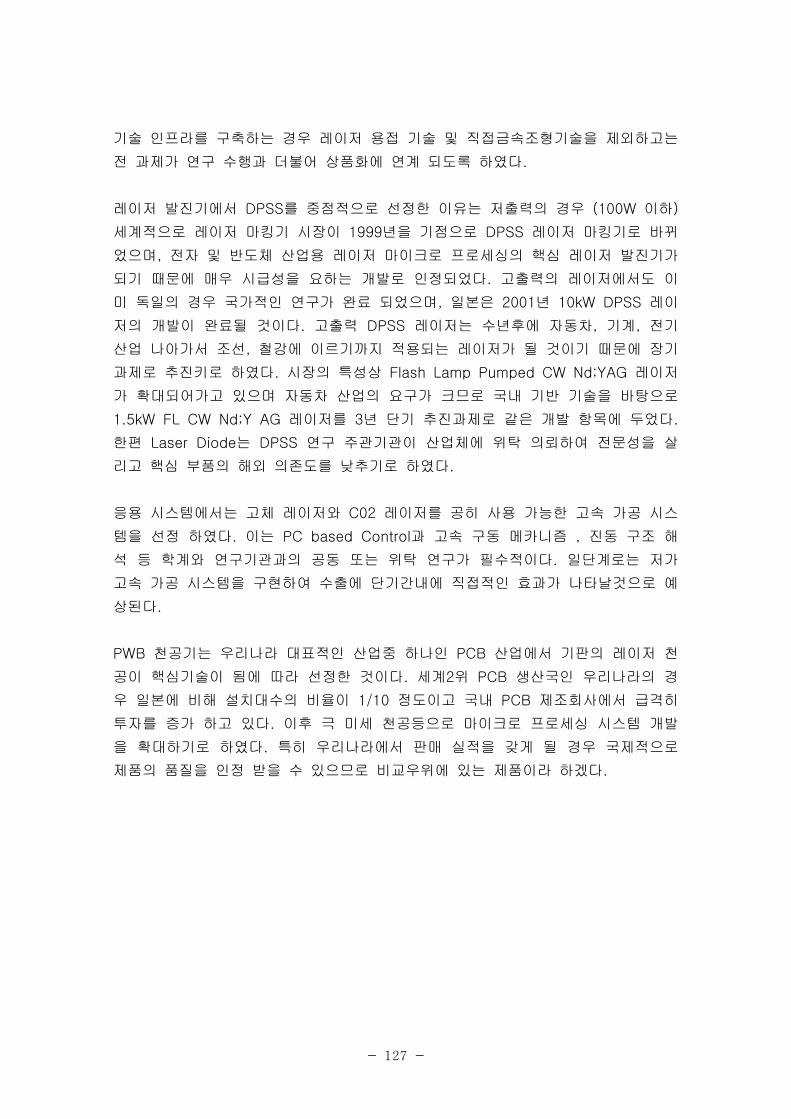
- 127 -
기술 인프라를 구축하는 경우 레이저 용접 기술 및 직접금속조형기술을 제외하고는
전 과제가 연구 수행과 더불어 상품화에 연계 되도록 하였다.
레이저 발진기에서 를 중점적으로 선정한 이유는 저출력의 경우 이하DPSS (100W )
세계적으로 레이저 마킹기 시장이 년을 기점으로 레이저 마킹기로 바뀌1999 DPSS
었으며 전자 및 반도체 산업용 레이저 마이크로 프로세싱의 핵심 레이저 발진기가,
되기 때문에 매우 시급성을 요하는 개발로 인정되었다 고출력의 레이저에서도 이.
미 독일의 경우 국가적인 연구가 완료 되었으며 일본은 년 레이, 2001 10kW DPSS
저의 개발이 완료될 것이다 고출력 레이저는 수년후에 자동차 기계 전기. DPSS , ,
산업 나아가서 조선 철강에 이르기까지 적용되는 레이저가 될 것이기 때문에 장기,
과제로 추진키로 하였다 시장의 특성상 레이저. Flash Lamp Pumped CW Nd;YAG
가 확대되어가고 있으며 자동차 산업의 요구가 크므로 국내 기반 기술을 바탕으로
레이저를 년 단기 추진과제로 같은 개발 항목에 두었다1.5kW FL CW Nd;Y AG 3 .
한편 는 연구 주관기관이 산업체에 위탁 의뢰하여 전문성을 살Laser Diode DPSS
리고 핵심 부품의 해외 의존도를 낮추기로 하였다.
응용 시스템에서는 고체 레이저와 레이저를 공히 사용 가능한 고속 가공 시스C02
템을 선정 하였다 이는 과 고속 구동 메카니즘 진동 구조 해. PC based Control ,
석 등 학계와 연구기관과의 공동 또는 위탁 연구가 필수적이다 일단계로는 저가.
고속 가공 시스템을 구현하여 수출에 단기간내에 직접적인 효과가 나타날것으로 예
상된다.
천공기는 우리나라 대표적인 산업중 하나인 산업에서 기판의 레이저 천PWB PCB
공이 핵심기술이 됨에 따라 선정한 것이다 세계 위 생산국인 우리나라의 경. 2 PCB
우 일본에 비해 설치대수의 비율이 정도이고 국내 제조회사에서 급격히1/10 PCB
투자를 증가 하고 있다 이후 극 미세 천공등으로 마이크로 프로세싱 시스템 개발.
을 확대하기로 하였다 특히 우리나라에서 판매 실적을 갖게 될 경우 국제적으로.
제품의 품질을 인정 받을 수 있으므로 비교우위에 있는 제품이라 하겠다.

- 128 -
레이저 용접기술은 자동차 산업 및 철강 산업에서 급속히 응용이 확CW Nd;YAG
대 되어 가고 있다 레이저 용접의 기반 기술을 위하여 매우 필연적인 기술이다. .
금속직접조형기술은 자동차 금형 의료 산업의 원가 절감 및 개발 시간 단축 등 산, ,
업기반의 핵심기술화가 될 가능성이 매우 높은 기술로서 세계적으로 기술개발의 상
용화가 추진되고 있다 이 기술이 안정화 되게 되면 앞서 언급한 산업의 국가 경쟁.
력이 크게 증가하게 될 것이다.
또한 학계를 통하여 요소 기술들을 개발시키므로써 차세대를 대비하기로 하였다, .
즉 비선형광학 실시간 측정기술 새로운 파장의 등이 그것이다, , , LD Array .
단계 년 중기거점 추진 과제2. 1 (1999 - 2003 )
레이저 발진기 및 응용시스템 기술개발Solid-State
가 레이저 발진기. Solid-State
레이저1) DPSS
포함- Flash Lamp Pumped CW Nd;YAG Laser
나 응용시스템.
고속 가공 시스템1)
천공기2) PWB
다 가공 기술.
레이저 직접 금속 조형기1)
레이저 용접2)
산업기반과제 추진 과제3. (2000 - 20004)
가 레이저 가공 기술 인프라.
나 레이저 안전 및 인증.
다 레이저 센타 건립.

- 129 -
별도 기획 및 대과제 추진 필요 항목4.
가 레이저 의료기.
공업기반과제 추진 항목5.
가 개발. CO2 Optics
나 레이저 안정화. Pulse Nd;YAG
다 개발. WSCSP Maker
국제 공동 과제 또는 중가거점 추진 과제6.
가 레이저 발진기 및 응용 시스템. CO2
제 절 단계 개발 추진전략3 1
레이저 발진기 및 응용 시스템의 항목별 연구개발 추진 전략으로는 개발 시작 년2
후부터는 단계적으로 산업체에서 상품화를 하는 것을 대전제로 하였다 따라서 개. ,
발주관기관은 개발 제품의 수준을 상품화 가능한 항목으로 하여야 한다 그림.
은 단계 연구개발과 상품화의 연계성을 나타낸 도식이다5-3-1 1 .
본 과제와 더불어 년후에 레이저 산업의 국가 기반 구축을 위해서 그동안 레이저10
업계 및 연구 기관의 숙원 사업이던 레이저 센터 건립을 추진하여 국가 전체의 기
술 역량을 집중하는 것이 바람직할 것이다 일본의 경우 년 광자계측 및 가공. 1997
기술 국가 연구를 진행 하면서 을RIPE(R&D Institute For Photonics Engineering)
먼저 설립하여 모든 연구의 중심이 되도록 하였다 독일의 경우에는 년대에 이. 1980
미 주마다 레이저 센터를 건립하여 기업들을 지원하고 있다 우리의 경우에도 단. 1
계 연구 추진 년차 이내에 레이저 센터를 건립하는 것이 효과적일 것으로 여겨진2
다.
레이저 가공의 기반 기술이 되는 레이저 가공기술은 단계 과제 내에서 고출력1
레이저 용접 기술을 개발을 추진 하는 동시에 산업 기반 과제를 추진CW Nd;YAG
하여 자동차 철강 기계 중공업 중전기 산업의 레이저 가공 지원의 기반을 형성, , , ,
하여 후에 레이저 센터로 통합 추진 하는 것이 시너지를 극대화 할 수 있는 방안이
라 생각 된다.

- 130 -
레이저 안진과 레이저 가공기의 인증 문제 또한 단기 산업 기반 과제로 추진하여
레이저 개발의 성과가 대외적으로도 인증 받을 수 있는 표준 체계를 만들어야 할
것이다.
그외 단독 과제들은 공업기반과제 혹은 국제 공동과제등으로 계속 연구를 수행 함
으로서 국가의 기술 인프라 부족을 빠른 시간안에 구축하고 개개 기업의 경쟁력을
확보 해야 할 것이다.
단계 연구 과제의 추진 전략1. 1
레이저 발진기 및 응용시스템 기술개발Solid-State
가 레이저 발진기 개발 연구. Solid-State
목 표1) : 개발DPSS
일부 레이저 병행 추진( Lamp Pump CW Nd;YAG )
추진전략2)
레이저 개발 추진 전략DPSS①
단계로 저출력 레이저를 개발하여 레이저 마킹기 및 레이저 마이크로 프- 1 DPSS
로세싱 시스템에 조기 활용 년 상품화(2001 )
단계로 고출력 레이저를 개발 착수하여 급 레이저를 년- 2 DPSS 1kW DPSS 2002
에 레이저 가공 응용 연구에 투입 및 년 상품화2004
단계로 급 레이저의 개발 년에 응용연구에 투입- 3 3kW DPSS 2004
단계로 용 연구를 바탕으로 년부터 급- 4 Pumping LD 2002 kW Direct Diode Laser
연구 착수 시제품의 플라스틱 용접등의 응용 연구에 투입. .
레이저 개발Lamp Pump CW Nd;YAG②
단계로 에서 출력이 인 레이저상품화 년- 1 Work Piece 1 kW (2001 )
단계로 에서 출력이 인 레이저상품화 년- 2 Work Piece 1.5 kW (2002 )
레이저 개발 병행 추진 이유Lamp Pump CW Nd;YAG③
빠른 시간내에 자동차 및 전자 산업의 니즈에 대응하고 국내 인프라에 비추어 개발
가능한 사양 범위에서 연구하기 위함.

- 131 -
나 레이저 응용시스템 개발 연구. Solid-State
고속 가공 시스템 개발1)
목 표 :① 국내외에서 가장 시장이 큰 영역에서의 필요 제품 개발 절단기( )
추진전략②
단계로 저가 고속 레이저 절단기를 개발하여 레이저에 부착 수출 시장 개- 1 CO2
척 년 상품화 완료 세계적으로 상품화가 시도 되고있는 레이저 부(2001 ), Nd;YAG
착 가능 기능 확보 필요시 레이저 부착 판매(Dual Head) , Nd;YAG
단계로 순간 가속능력 이상의 초고속 가공기 개발- 2 2G
년상품화(2003 )
단계로 축 가공기 개발 필요시 단계 중점과제로 연결- 3 5 ( 2 )
레이저 마이크로 프로세싱 개발2).
목 표① 전자 반도체 산업 응용 레이저 시스템 개발: ,
추진전략②
단계로 당장 시급하고 시장이 급신장하고 있는 산업의 천공용 레이- 1 PCB PWB
저 시스템 개발 년 상품화 이후 수출주도형(2001 ),
단계로 천공기로 영역 확대- 2 Micro Hole
다 가공 기술 연구.
레이저 가공 기술1).
목 표① 급 레이저 용접 기술 개발: kW CW Nd;YAG
추진전략②
단계로 자동차 산업 적용 연구 까지- 1 (2001 )
단계로 철강 산업 및 중공업 산업 적용 연구- 2
단계로 세계적으로 급 상품화시 구입하여 레이저 용접 적용- 3 10kW Direct Laser
확대 연구 조선 산업 포함( )
동시에 국내 개발 레이저의 가공 측성 연구-

- 132 -
직접 조형 기술2).
목 표① 직접 금속 조형 기술 개발:
추진전략②
단계로 직접 조형 기술 개발로 자동차 산업 적용 연구 까지 연구와- 1 3D (2001 ).
동시에 산업체 요구에의한 실행S.B
단계로 연구로 금형 산업 적용 년 까지- 2 Confomal Cooling Channel (2002 )
단계로 응용연구- 3
단계 연구 과제의 추진 전략의 도식화2. 1
그림 단계 연구 개발과 상품화 연계 도식5-3-1 1
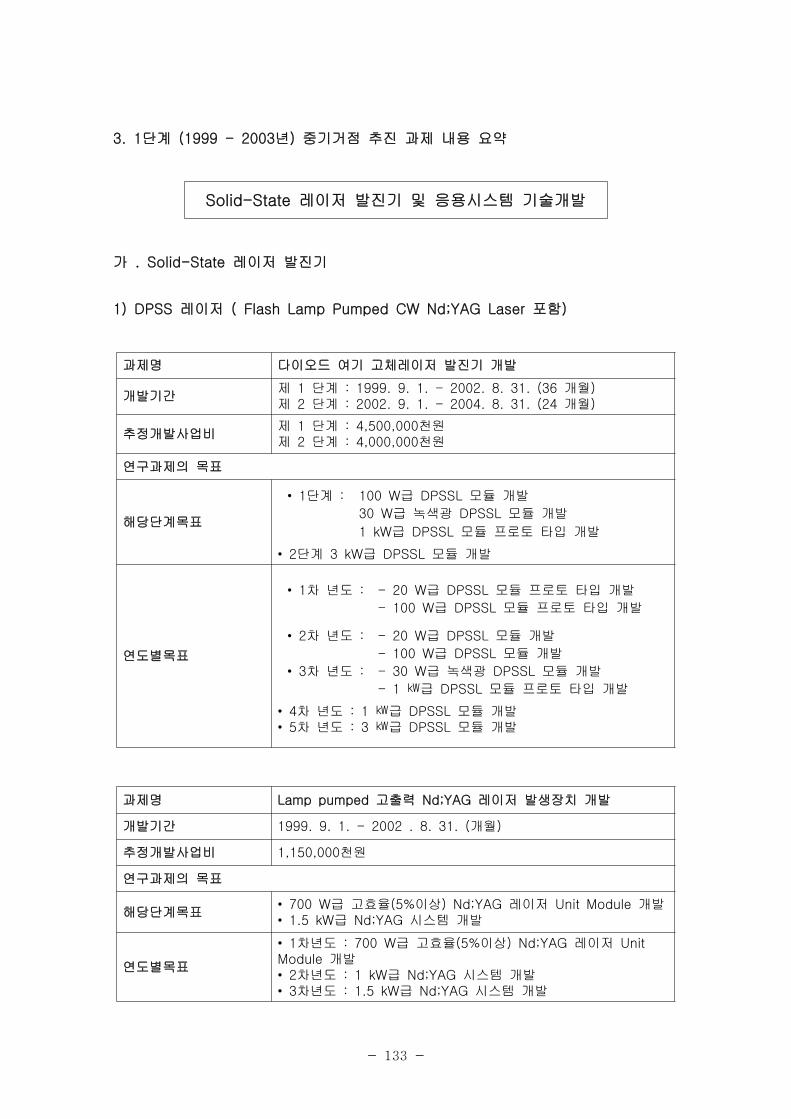
- 133 -
단계 년 중기거점 추진 과제 내용 요약3. 1 (1999 - 2003 )
레이저 발진기 및 응용시스템 기술개발Solid-State
가 레이저 발진기. Solid-State
레이저 포함1) DPSS ( Flash Lamp Pumped CW Nd;YAG Laser )
과제명 다이오드 여기 고체레이저 발진기 개발
개발기간제 단계 개월1 : 1999. 9. 1. - 2002. 8. 31. (36 )제 단계 개월2 : 2002. 9. 1. - 2004. 8. 31. (24 )
추정개발사업비제 단계 천원1 : 4,500,000제 단계 천원2 : 4,000,000
연구과제의 목표
해당단계목표
단계1 :• 급 모듈 개발100 W DPSSL
급 녹색광 모듈 개발30 W DPSSL
급 모듈 프로토 타입 개발1 kW DPSSL
단계 급 모듈 개발2 3 kW DPSSL•
연도별목표
차 년도1 :• 급 모듈 프로토 타입 개발- 20 W DPSSL
급 모듈 프로토 타입 개발- 100 W DPSSL
차 년도2 :• 급 모듈 개발- 20 W DPSSL
급 모듈 개발- 100 W DPSSL
차 년도3 :• 급 녹색광 모듈 개발- 30 W DPSSL
급 모듈 프로토 타입 개발- 1 DPSSL㎾
차 년도 급 모듈 개발4 : 1 DPSSL• ㎾차 년도 급 모듈 개발5 : 3 DPSSL• ㎾
과제명 고출력 레이저 발생장치 개발Lamp pumped Nd;YAG
개발기간 개월1999. 9. 1. - 2002 . 8. 31. ( )
추정개발사업비 천원1,150,000
연구과제의 목표
해당단계목표급 고효율 이상 레이저 개발700 W (5% ) Nd;YAG Unit Module•급 시스템 개발1.5 kW Nd;YAG•
연도별목표
차년도 급 고효율 이상 레이저1 : 700 W (5% ) Nd;YAG Unit•개발Module
차년도 급 시스템 개발2 : 1 kW Nd;YAG•차년도 급 시스템 개발3 : 1.5 kW Nd;YAG•
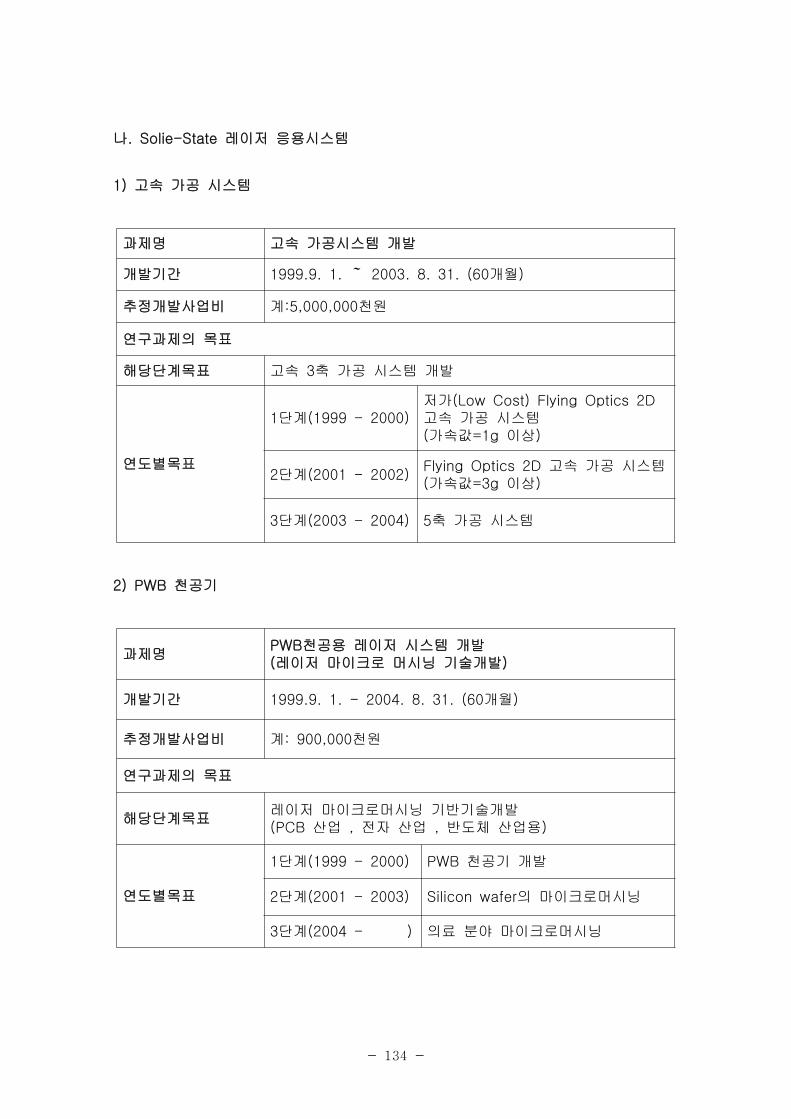
- 134 -
나 레이저 응용시스템. Solie-State
고속 가공 시스템1)
과제명 고속 가공시스템 개발
개발기간 개월1999.9. 1. 2003. 8. 31. (60 )~
추정개발사업비 계 천원:5,000,000
연구과제의 목표
해당단계목표 고속 축 가공 시스템 개발3
연도별목표
단계1 (1999 - 2000)저가(Low Cost) Flying Optics 2D고속 가공 시스템가속값 이상( =1g )
단계2 (2001 - 2002)고속 가공 시스템Flying Optics 2D
가속값 이상( =3g )
단계3 (2003 - 2004) 축 가공 시스템5
천공기2) PWB
과제명천공용 레이저 시스템 개발PWB
레이저 마이크로 머시닝 기술개발( )
개발기간 개월1999.9. 1. - 2004. 8. 31. (60 )
추정개발사업비 계 천원: 900,000
연구과제의 목표
해당단계목표레이저 마이크로머시닝 기반기술개발
산업 전자 산업 반도체 산업용(PCB , , )
연도별목표
단계1 (1999 - 2000) 천공기 개발PWB
단계2 (2001 - 2003) 의 마이크로머시닝Silicon wafer
단계3 (2004 - ) 의료 분야 마이크로머시닝

- 135 -
다 레이저 가공 기술. Solid-State
해당 기술의4. Road Map
그림 해당기술의6-3-1 Road Map
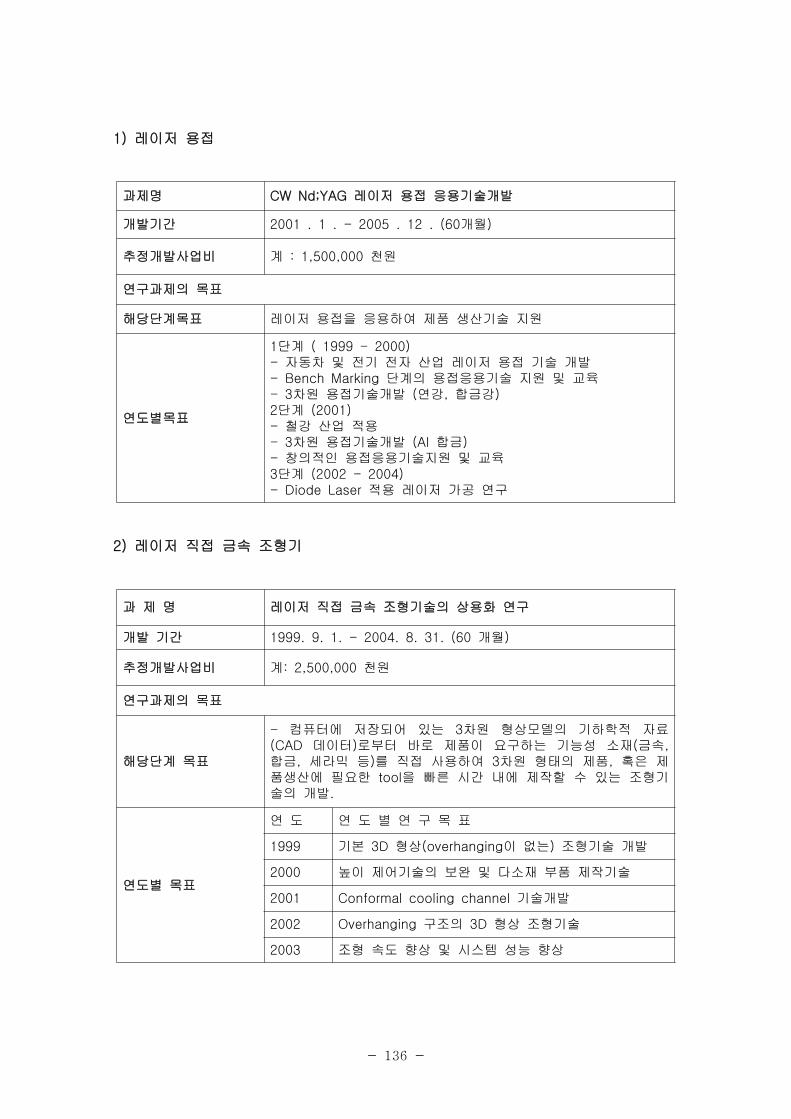
- 136 -
레이저 용접1)
과제명 레이저 용접 응용기술개발CW Nd;YAG
개발기간 개월2001 . 1 . - 2005 . 12 . (60 )
추정개발사업비 계 천원: 1,500,000
연구과제의 목표
해당단계목표 레이저 용접을 응용하여 제품 생산기술 지원
연도별목표
단계1 ( 1999 - 2000)자동차 및 전기 전자 산업 레이저 용접 기술 개발-
단계의 용접응용기술 지원 및 교육- Bench Marking차원 용접기술개발 연강 합금강- 3 ( , )
단계2 (2001)철강 산업 적용-차원 용접기술개발 합금- 3 (AI )창의적인 용접응용기술지원 및 교육-단계3 (2002 - 2004)
적용 레이저 가공 연구- Diode Laser
레이저 직접 금속 조형기2)
과 제 명 레이저 직접 금속 조형기술의 상용화 연구
개발 기간 개월1999. 9. 1. - 2004. 8. 31. (60 )
추정개발사업비 계 천원: 2,500,000
연구과제의 목표
해당단계 목표
컴퓨터에 저장되어 있는 차원 형상모델의 기하학적 자료- 3데이터 로부터 바로 제품이 요구하는 기능성 소재 금속(CAD ) ( ,
합금 세라믹 등 를 직접 사용하여 차원 형태의 제품 혹은 제, ) 3 ,품생산에 필요한 을 빠른 시간 내에 제작할 수 있는 조형기tool술의 개발.
연도별 목표
연 도 연 도 별 연 구 목 표
1999 기본 형상 이 없는 조형기술 개발3D (overhanging )
2000 높이 제어기술의 보완 및 다소재 부품 제작기술
2001 기술개발Conformal cooling channel
2002 구조의 형상 조형기술Overhanging 3D
2003 조형 속도 향상 및 시스템 성능 향상
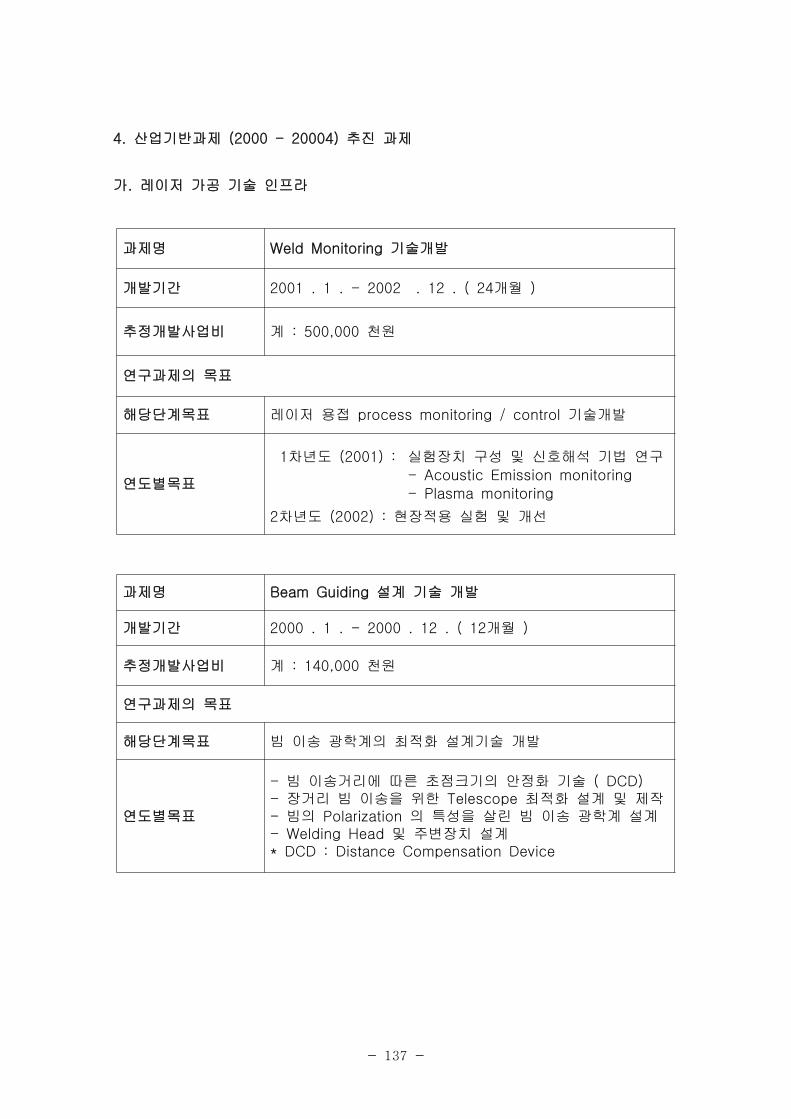
- 137 -
산업기반과제 추진 과제4. (2000 - 20004)
가 레이저 가공 기술 인프라.
과제명 기술개발Weld Monitoring
개발기간 개월2001 . 1 . - 2002 . 12 . ( 24 )
추정개발사업비 계 천원: 500,000
연구과제의 목표
해당단계목표 레이저 용접 기술개발process monitoring / control
연도별목표
차년도1 (2001) : 실험장치 구성 및 신호해석 기법 연구- Acoustic Emission monitoring- Plasma monitoring
차년도 현장적용 실험 및 개선2 (2002) :
과제명 설계 기술 개발Beam Guiding
개발기간 개월2000 . 1 . - 2000 . 12 . ( 12 )
추정개발사업비 계 천원: 140,000
연구과제의 목표
해당단계목표 빔 이송 광학계의 최적화 설계기술 개발
연도별목표
빔 이송거리에 따른 초점크기의 안정화 기술- ( DCD)장거리 빔 이송을 위한 최적화 설계 및 제작- Telescope빔의 의 특성을 살린 빔 이송 광학계 설계- Polarization
및 주변장치 설계- Welding Head* DCD : Distance Compensation Device
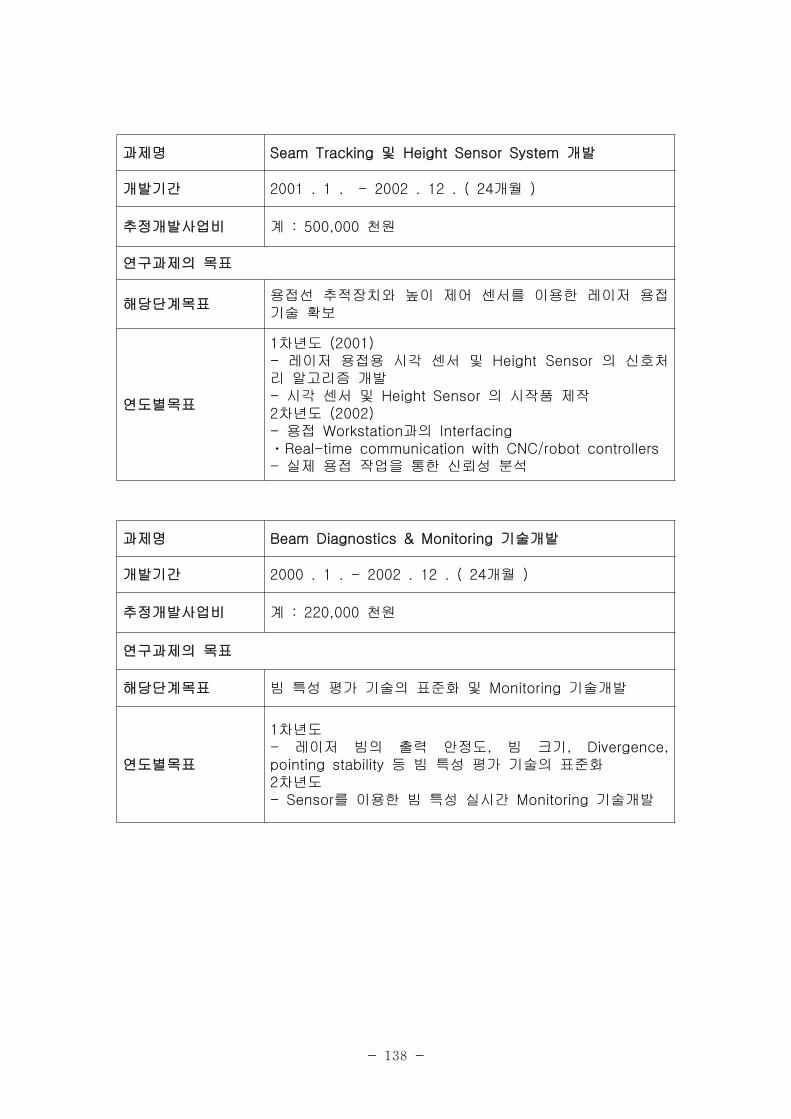
- 138 -
과제명 및 개발Seam Tracking Height Sensor System
개발기간 개월2001 . 1 . - 2002 . 12 . ( 24 )
추정개발사업비 계 천원: 500,000
연구과제의 목표
해당단계목표용접선 추적장치와 높이 제어 센서를 이용한 레이저 용접기술 확보
연도별목표
차년도1 (2001)레이저 용접용 시각 센서 및 의 신호처- Height Sensor
리 알고리즘 개발시각 센서 및 의 시작품 제작- Height Sensor차년도2 (2002)용접 과의- Workstation InterfacingReal-time communication with CNC/robot controllersㆍ실제 용접 작업을 통한 신뢰성 분석-
과제명 기술개발Beam Diagnostics & Monitoring
개발기간 개월2000 . 1 . - 2002 . 12 . ( 24 )
추정개발사업비 계 천원: 220,000
연구과제의 목표
해당단계목표 빔 특성 평가 기술의 표준화 및 기술개발Monitoring
연도별목표
차년도1레이저 빔의 출력 안정도 빔 크기- , , Divergence,
등 빔 특성 평가 기술의 표준화pointing stability차년도2
를 이용한 빔 특성 실시간 기술개발- Sensor Monitoring
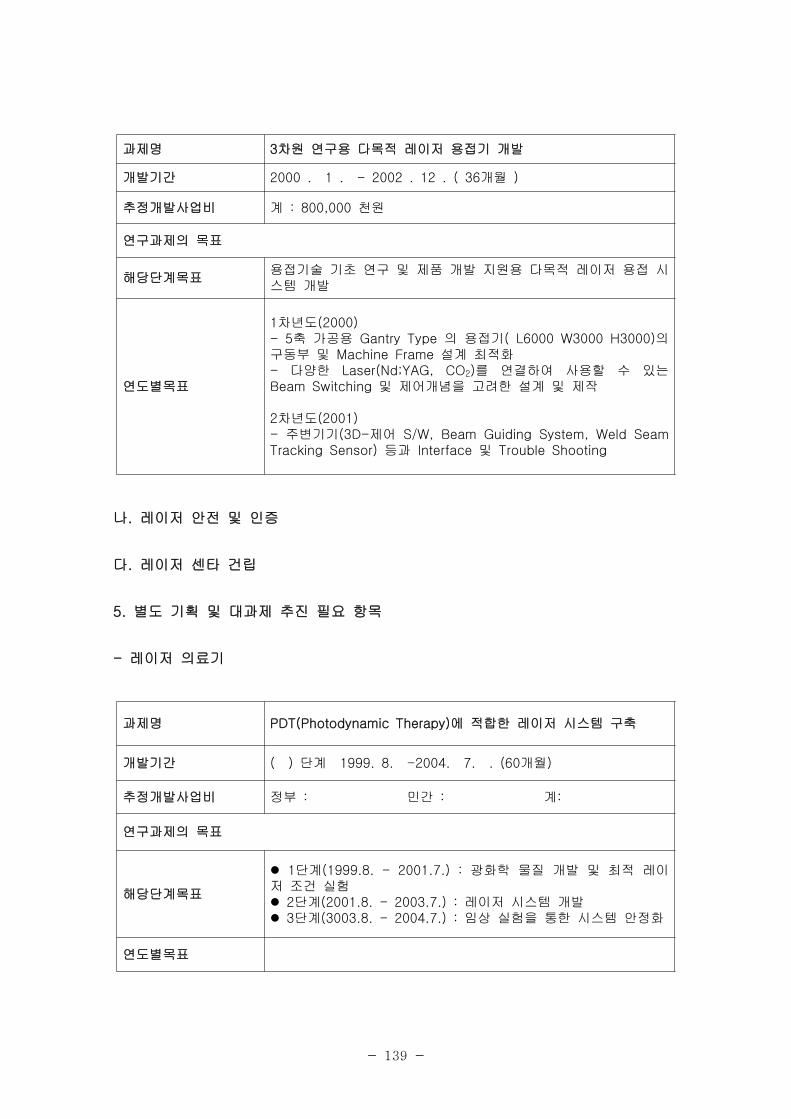
- 139 -
과제명 차원 연구용 다목적 레이저 용접기 개발3
개발기간 개월2000 . 1 . - 2002 . 12 . ( 36 )
추정개발사업비 계 천원: 800,000
연구과제의 목표
해당단계목표용접기술 기초 연구 및 제품 개발 지원용 다목적 레이저 용접 시스템 개발
연도별목표
차년도1 (2000)축 가공용 의 용접기 의- 5 Gantry Type ( L6000 W3000 H3000)
구동부 및 설계 최적화Machine Frame다양한- Laser(Nd;YAG, CO2 를 연결하여 사용할 수 있는)
및 제어개념을 고려한 설계 및 제작Beam Switching
차년도2 (2001)주변기기 제어- (3D- S/W, Beam Guiding System, Weld Seam
등과 및Tracking Sensor) Interface Trouble Shooting
나 레이저 안전 및 인증.
다 레이저 센타 건립.
별도 기획 및 대과제 추진 필요 항목5.
레이저 의료기-
과제명 에 적합한 레이저 시스템 구축PDT(Photodynamic Therapy)
개발기간 단계 개월( ) 1999. 8. -2004. 7. . (60 )
추정개발사업비 정부 : 민간 : 계:
연구과제의 목표
해당단계목표
단계 광화학 물질 개발 및 최적 레이1 (1999.8. - 2001.7.) :저 조건 실험단계 레이저 시스템 개발2 (2001.8. - 2003.7.) :단계 임상 실험을 통한 시스템 안정화3 (3003.8. - 2004.7.) :
연도별목표

- 140 -
공업기반과제 추진 항목6.
- CO2 개발Optics
과제명 용 의 연마 및 기술High power CO2 Laser optics Thinfilm coating
개발기간 단계 개월1999. . . - 2000. . . 12( )
추정개발사업비 계 천원: 120,000
연구과제의 목표
해당단계목표
연도별목표
차년도 개발목표* 1 :연마시 와 를 유지시키기 위한1. ZnSe, Ge scratch-dig fringe 20-10, /40 at 10-6u𝞴
연마기술개발.산업용 에 견디는 코팅개발 장착2. High power laser . (lon Gun )
개발- WSCSP Maker
과제명 개발WSCSP MARKER
개발기간 단계 개월(1) 1999. 8. 1.-2000. 7. 30. (12 )
추정개발사업비 계 : 400,000
연구과제의 목표
해당단계목표
적용 WaferMarking fieldThroughputCommunicationEnvironment
: 4 8 inch Flat, notch~: 220 × 200 ㎟: Up to 120 wafer per hour: SECS II / GEM Interface: Class 1 clean room compatibility
국제 공동 과제 또는 중기거점 추진 과제6.
CO2 레이저 발진기 및 응용 시스템 별도 기획 필요:

- 141 -
제 장 기대성과 및 파급효과6
기술적 파급효과1.
레이저가공 기술을 중심으로 한 전략적 연구 수행 완료시 국내 전산업체에 미치는
기술적 파급효과는 매우 클 것으로 판단된다 레이저 가공기 제조기술은 광학 광학. (
계 설계 전자제어 기계 구조 안정성 서보), (CNC, PC based Controler. Software), ( ,
계 해석 다이나믹스 진동 해석 금속 재료 재료의 레이저 가공 특성 의 복합기술, , ) ( )
이 필요로 하는 기술로서 국내 전산업의 기술 인프라에 크게 영향을 끼치게되기 때
문에 국가 전 산업의 경쟁력 강화와 기술 인프라 구축에 크게 도움이 될 것이다.
전자 산업에서는 마이크로 프로세싱에 종속된 신제품들의 경우 예 이동통신 단말( ,
기 차 전지 평면 전자총 등 생산기술이 국내에서 자급이 가능하, 2 , LCD, TV, TV ),
게 되면 반도체 산업에서의 초정밀 리페어링 및 마킹의 기술이 자급될 것이다, .
자동차 산업은 향후 거의 대부분의 용접 공정이 레이저로 대체 되게됨에 따라 국내
개발 장비를 설치하는 경우 원가 우위를 확보할 수 있어서 국제 가격 및 기술 경쟁
에서 선도할 수 있게 된다.
철강의 제조 라인에서도 고급화가 이루어질 것이며 또한 조선공업과 중공업에서도, ,
품질 향상 및 자동화의 핵심기술로 활용될 것이다
사업적 파급효과2.
본과제의 연구 목표달성에 따라 파급되는 기술의 사업화시 예상되는 매출을 살펴
보았다 시장 예측은 보수적으로 하였다 레이저 절단기와 마킹기 및 자동차 응용에. .
서는 여기에서 예측된 것보다 약 배로 시장을 크게 고려 할 수도 있다 여기에1.5 .
서 세계 시장 규모의 예측은 년을 억불로 년도 예상 억불2000 30 (1999 26.41 :
하여 년평균 의 성장을 고려 하였다Jan. LAS 1999) 15% .

- 142 -
표 국내생산 레이저가공기의 세계 점유율 년( 6-2-1) (2000 )
앞의 표에서 년의 경우 국내 생산 레이저 가공기의 세계 점유율이 로 매, 2000 1.3%
우 미진함을 알 수 있다 이상의 고속 성장을 하여도 단계 과제가 완료되는. 100% 1
년에 가서야 약 의 세계 시장 점유율을 보이게 됨을 알 수 있다2003 5.0% .

- 143 -
여기에는 레이저 기술에 의한 고객의 완제품 시장은 포함하지 않았다.
예를 들어 소형 이동통신 단말기의 경우 레이저 천공으로 전환이 되고 있으100%
며 고급담배의 경우 레이저 천공이며 표준화되어 있는 반도체 패케지에의, 100% ,
레이저 마킹 등의 파급효과를 고려하면 우리나라 의 상당분을 레이저 기술에GDP
의한 부가가치로 고려해야 한다 따라서 본 과제의 미추진시 입을 간접적인 국가적. ,
손실을 유추 해보는 것은 어렵지않을 것이다 세계 모든 국가들은 세기 최첨단. 21
광산업 시대가 도래할 것으로 전망하고 있으며 이에대한 준비를 단계적으로 하고,
있다 이에대해 광산업에서 자본재의 핵심인 레이저 가공에 관련된 레이저 발진기.
및 응용 시스템의 개발에 국가적 역량을 집중시킬 때이다.

- 144 -
도출세부과제 개발 일정계획(Road-Map)
- 145 -
부록 1 : 레이저 발진기 및 응용시스템 기술개발 관
련 세부과제도출
부록 2 : 레이저 연구기획사업 추진일정
부록 3 : 레이저 가공기산업의 및 참고Five-Force
문헌

- 146 -
부록 1: 레이저발진기 및 응용시스템 기술개
발관련 세부과제도출
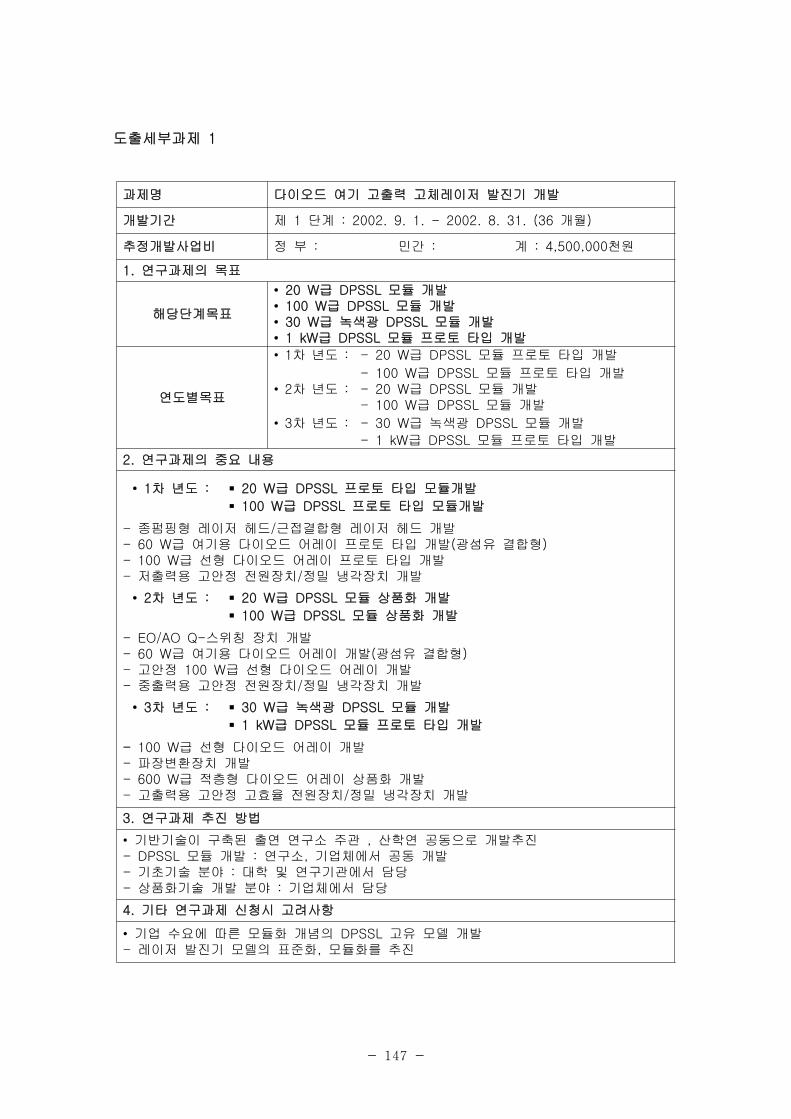
- 147 -
도출세부과제 1
과제명 다이오드 여기 고출력 고체레이저 발진기 개발
개발기간 제 단계 개월1 : 2002. 9. 1. - 2002. 8. 31. (36 )
추정개발사업비 정 부 : 민간 : 계 천원: 4,500,000
연구과제의 목표1.
해당단계목표
급 모듈 개발20 W DPSSL•급 모듈 개발100 W DPSSL•급 녹색광 모듈 개발30 W DPSSL•급 모듈 프로토 타입 개발1 kW DPSSL•
연도별목표
차 년도1 :• 급 모듈 프로토 타입 개발- 20 W DPSSL
급 모듈 프로토 타입 개발- 100 W DPSSL급 모듈 개발- 20 W DPSSL급 모듈 개발- 100 W DPSSL
차 년도2 :•
차 년도3 :• 급 녹색광 모듈 개발- 30 W DPSSL
급 모듈 프로토 타입 개발- 1 kW DPSSL
연구과제의 중요 내용2.
차 년도1 :• 급 프로토 타입 모듈개발20 W DPSSL급 프로토 타입 모듈개발100 W DPSSL
종펌핑형 레이저 헤드 근접결합형 레이저 헤드 개발- /급 여기용 다이오드 어레이 프로토 타입 개발 광섬유 결합형- 60 W ( )급 선형 다이오드 어레이 프로토 타입 개발- 100 W
저출력용 고안정 전원장치 정밀 냉각장치 개발- /
차 년도2 :• 급 모듈 상품화 개발20 W DPSSL급 모듈 상품화 개발100 W DPSSL
스위칭 장치 개발- EO/AO Q-급 여기용 다이오드 어레이 개발 광섬유 결합형- 60 W ( )
고안정 급 선형 다이오드 어레이 개발- 100 W중출력용 고안정 전원장치 정밀 냉각장치 개발- /
차 년도3 :• 급 녹색광 모듈 개발30 W DPSSL급 모듈 프로토 타입 개발1 kW DPSSL
- 급 선형 다이오드 어레이 개발100 W파장변환장치 개발-
급 적층형 다이오드 어레이 상품화 개발- 600 W고출력용 고안정 고효율 전원장치 정밀 냉각장치 개발- /
연구과제 추진 방법3.
기반기술이 구축된 출연 연구소 주관 산학연 공동으로 개발추진,•모듈 개발 연구소 기업체에서 공동 개발- DPSSL : ,
기초기술 분야 대학 및 연구기관에서 담당- :상품화기술 개발 분야 기업체에서 담당- :
기타 연구과제 신청시 고려사항4.
기업 수요에 따른 모듈화 개념의 고유 모델 개발DPSSL•레이저 발진기 모델의 표준화 모듈화를 추진- ,
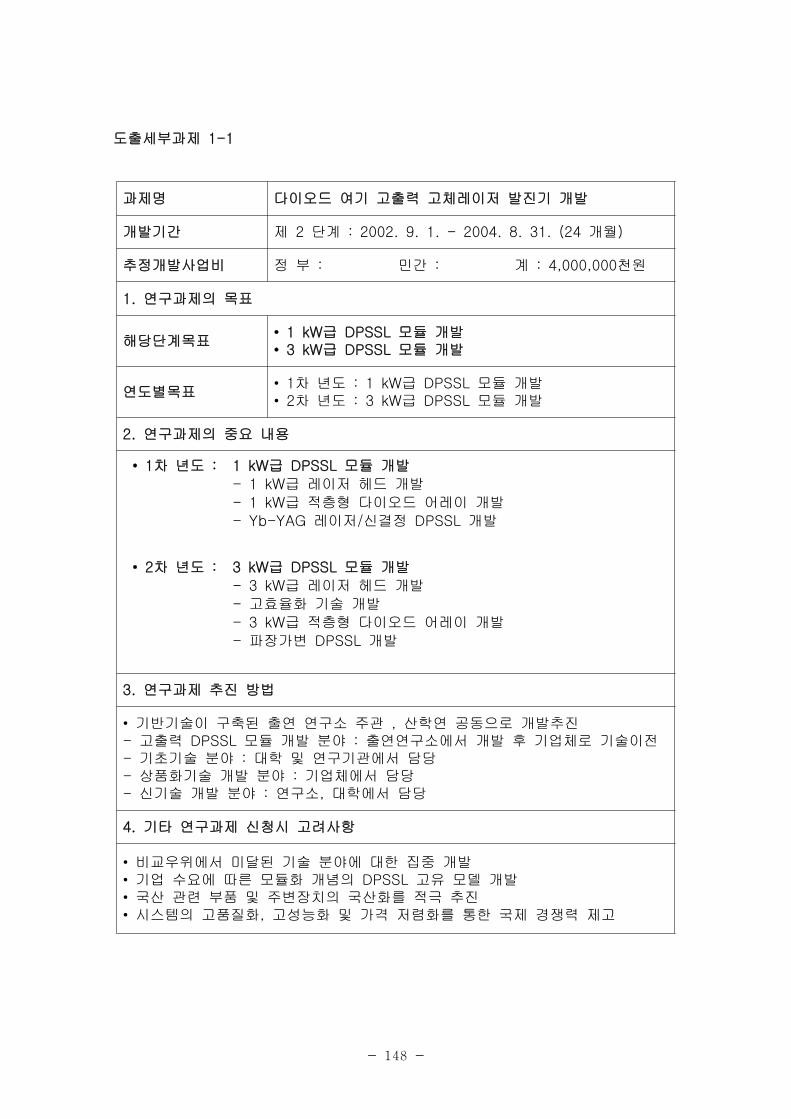
- 148 -
도출세부과제 1-1
과제명 다이오드 여기 고출력 고체레이저 발진기 개발
개발기간 제 단계 개월2 : 2002. 9. 1. - 2004. 8. 31. (24 )
추정개발사업비 정 부 : 민간 : 계 천원: 4,000,000
연구과제의 목표1.
해당단계목표급 모듈 개발1 kW DPSSL•급 모듈 개발3 kW DPSSL•
연도별목표차 년도 급 모듈 개발1 : 1 kW DPSSL•차 년도 급 모듈 개발2 : 3 kW DPSSL•
연구과제의 중요 내용2.
차 년도1 :• 급 모듈 개발1 kW DPSSL급 레이저 헤드 개발- 1 kW급 적층형 다이오드 어레이 개발- 1 kW레이저 신결정 개발- Yb-YAG / DPSSL
차 년도2 :• 급 모듈 개발3 kW DPSSL급 레이저 헤드 개발- 3 kW
고효율화 기술 개발-급 적층형 다이오드 어레이 개발- 3 kW
파장가변 개발- DPSSL
연구과제 추진 방법3.
기반기술이 구축된 출연 연구소 주관 산학연 공동으로 개발추진,•고출력 모듈 개발 분야 출연연구소에서 개발 후 기업체로 기술이전- DPSSL :기초기술 분야 대학 및 연구기관에서 담당- :상품화기술 개발 분야 기업체에서 담당- :신기술 개발 분야 연구소 대학에서 담당- : ,
기타 연구과제 신청시 고려사항4.
비교우위에서 미달된 기술 분야에 대한 집중 개발•기업 수요에 따른 모듈화 개념의 고유 모델 개발DPSSL•국산 관련 부품 및 주변장치의 국산화를 적극 추진•시스템의 고품질화 고성능화 및 가격 저렴화를 통한 국제 경쟁력 제고,•
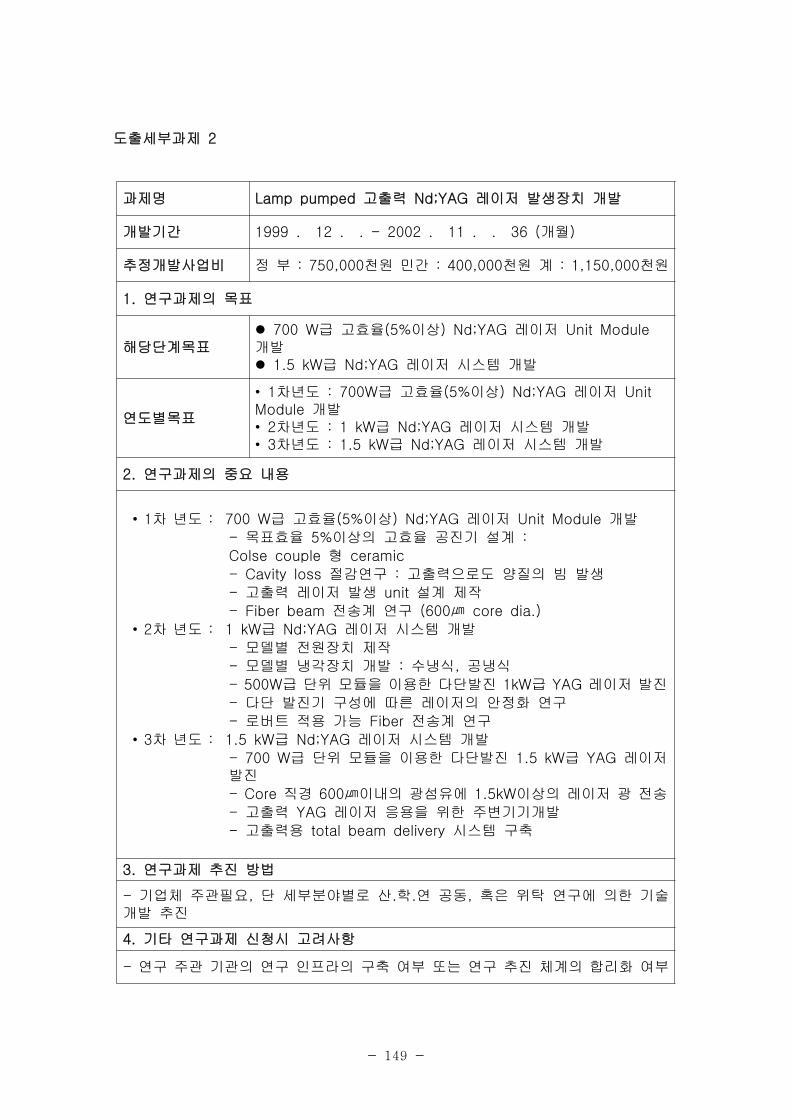
- 149 -
도출세부과제 2
과제명 고출력 레이저 발생장치 개발Lamp pumped Nd;YAG
개발기간 개월1999 . 12 . . - 2002 . 11 . . 36 ( )
추정개발사업비 정 부 천원 민간 천원 계 천원: 750,000 : 400,000 : 1,150,000
연구과제의 목표1.
해당단계목표급 고효율 이상 레이저700 W (5% ) Nd;YAG Unit Module
개발급 레이저 시스템 개발1.5 kW Nd;YAG
연도별목표
차년도 급 고효율 이상 레이저1 : 700W (5% ) Nd;YAG Unit•개발Module
차년도 급 레이저 시스템 개발2 : 1 kW Nd;YAG•차년도 급 레이저 시스템 개발3 : 1.5 kW Nd;YAG•
연구과제의 중요 내용2.
차 년도1 :• 급 고효율 이상 레이저 개발700 W (5% ) Nd;YAG Unit Module목표효율 이상의 고효율 공진기 설계- 5% :
형Colse couple ceramic절감연구 고출력으로도 양질의 빔 발생- Cavity loss :
고출력 레이저 발생 설계 제작- unit전송계 연구- Fiber beam (600 core dia.)㎛
차 년도2 :• 급 레이저 시스템 개발1 kW Nd;YAG모델별 전원장치 제작-모델별 냉각장치 개발 수냉식 공냉식- : ,
급 단위 모듈을 이용한 다단발진 급 레이저 발진- 500W 1kW YAG다단 발진기 구성에 따른 레이저의 안정화 연구-로버트 적용 가능 전송계 연구- Fiber
차 년도3 :• 급 레이저 시스템 개발1.5 kW Nd;YAG급 단위 모듈을 이용한 다단발진 급 레이저- 700 W 1.5 kW YAG
발진직경 이내의 광섬유에 이상의 레이저 광 전송- Core 600 1.5kW㎛
고출력 레이저 응용을 위한 주변기기개발- YAG고출력용 시스템 구축- total beam delivery
연구과제 추진 방법3.
기업체 주관필요 단 세부분야별로 산 학 연 공동 혹은 위탁 연구에 의한 기술- , . . ,개발 추진
기타 연구과제 신청시 고려사항4.
연구 주관 기관의 연구 인프라의 구축 여부 또는 연구 추진 체계의 합리화 여부-
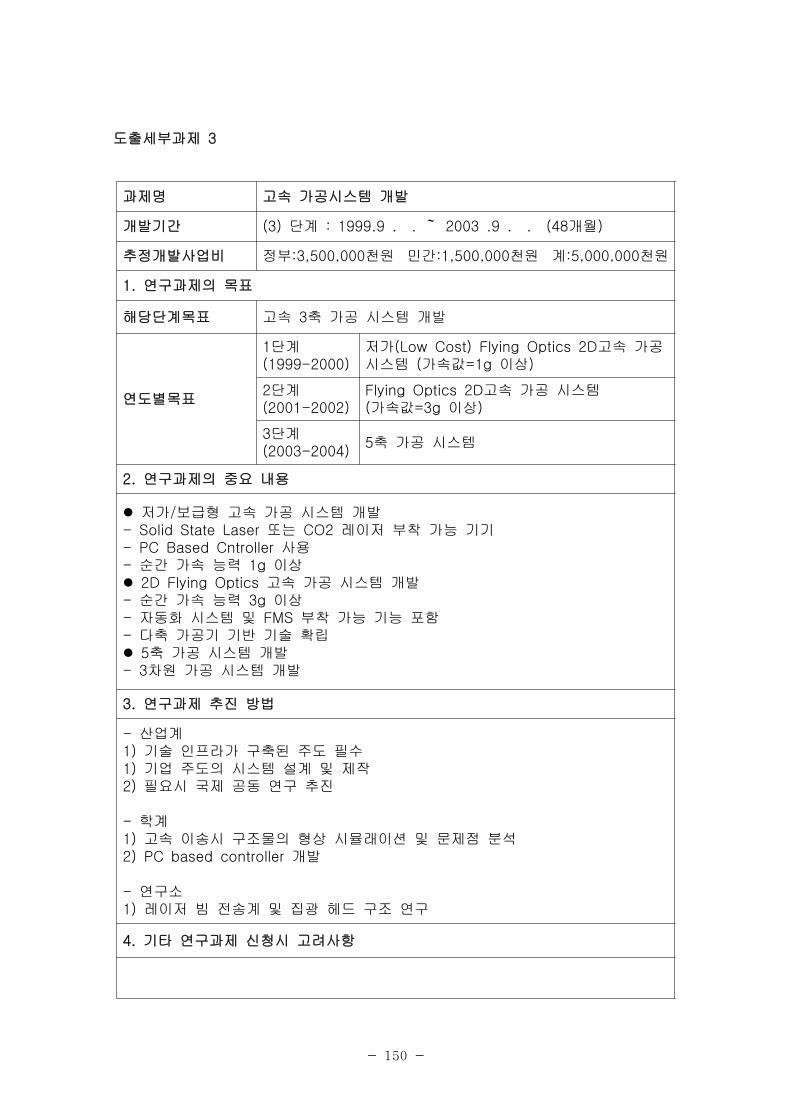
- 150 -
도출세부과제 3
과제명 고속 가공시스템 개발
개발기간 단계 개월(3) : 1999.9 . . 2003 .9 . . (48 )~
추정개발사업비 정부 천원 민간 천원 계 천원:3,500,000 :1,500,000 :5,000,000
연구과제의 목표1.
해당단계목표 고속 축 가공 시스템 개발3
연도별목표
단계1(1999-2000)
저가 고속 가공(Low Cost) Flying Optics 2D시스템 가속값 이상( =1g )
단계2(2001-2002)
고속 가공 시스템Flying Optics 2D가속값 이상( =3g )
단계3(2003-2004)
축 가공 시스템5
연구과제의 중요 내용2.
저가 보급형 고속 가공 시스템 개발/또는 레이저 부착 가능 기기- Solid State Laser CO2사용- PC Based Cntroller
순간 가속 능력 이상- 1g고속 가공 시스템 개발2D Flying Optics
순간 가속 능력 이상- 3g자동화 시스템 및 부착 가능 기능 포함- FMS다축 가공기 기반 기술 확립-축 가공 시스템 개발5차원 가공 시스템 개발- 3
연구과제 추진 방법3.
산업계-기술 인프라가 구축된 주도 필수1)기업 주도의 시스템 설계 및 제작1)필요시 국제 공동 연구 추진2)
학계-고속 이송시 구조물의 형상 시뮬래이션 및 문제점 분석1)
개발2) PC based controller
연구소-레이저 빔 전송계 및 집광 헤드 구조 연구1)
기타 연구과제 신청시 고려사항4.

- 151 -
도출세부과제 4
과제명 레이저 마이크로 머시닝 기술개발
개발기간 단계 개월(3) : 1999 . 10 . . - 2004 . 9 . . (60 )
추정개발사업비 정부 천원 민간 천원 계 천원: 600,000 : 300,000 : 900,000
연구과제의 목표1.
해당단계목표레이저 마이크로머시닝 기반기술개발
산업 전자 산업 반도체 산업용(PCB , , )
연도별목표
단계1 (1999-2000) 천공기 개발PWB
단계2 (2001-2003) 마이크로머시닝Silicon wafer
단계3 (2004- ) 의료 분야 마이크로머시닝
연구과제의 중요 내용2.
단계<1 >천공기 개발1. PWB
- Laser Micro-via drilling / Auto Alignment / Position Mapping / Data Transter기능
천공속도- 4 beam drilling blind vias simultaneous ( : 1,800 holes/sec , holedia : 0.025 mm - 0.25mm)) / - Conformal mask / Direct Dielectric Drilling- Compotable with IPC NC-349 Drill format단계<2 >
의 마이크로머시닝- Silicon wafer가공 절단폭 최Micro-drilling, slot, channel Non-linear complex cutting :ㆍ ㆍ
소화 < 25㎛대상- Wire stripping : Ultra thin insulated wires : 48 gaugeㆍ
용 가공직경- Inkjet hole drilling : 600dpi hole : <25ㆍ ㎛단계<3 >각종 의료용 필터의 가공 형상 원형 사각형 원뿔형 최소형상- hole : = , , , <10×10
㎛2
광통신용 의 가공- WDM polymer waveg-uide path최소선폭 가공깊이= 8 / = 8ㆍ ㎛ ㆍ ㎛
연구과제 추진 방법3.
주관기관은 시스템 개발의 기반 기술을 보유한 산업체-산 학 연 공동 추진을 원칙으로 함- ㆍ ㆍ연구결과 평가는 산업체에의 활용 정도를 기준으로 함-
기타 연구과제 신청시 고려사항4.

- 152 -
도출세부과제 5
과제명 레이저 직접 금속 조형기술의 상용화 연구
개발기간 개월1999. 8. - 2004. 8 ( 60 )
추정개발사업비 정부 천원 민간 천원 계 천원: 1,750,000 : 750,000 : 2,500,000
연구과제의 목표1.
해당단계 목표
컴퓨터에 저장되어 있는 차원 형상모델의 기하학적 자료- 3데이터 로부터 바로 제품이 요구하는 기능성 소재 금속(CAD ) ( ,
합금 세라믹 등 를 직접 사용하여 차원 형태의 제품 혹은 제, ) 3 ,품생산에 필요한 을 빠른 시간 내에 제작할 수 있는 조형기tool술의 개발
연도별 목표
연 도 연 도 별 연 구 목 표
1999 기본 형상 이 없는 조형기술 개발3D (overhanging )
2000 높이 제어기술의 보완 및 다소재 부품 제작기술
2001 기술개발Conformal cooling channel
2002 구조의 형상 조형기술Overhanging 3D
2003 조형 속도 향상 및 시스템 성능 향상
연구과제의 중요 내용2.
레이저 클레딩을 기반으로 하는 직접 금속 조형기술- .클레딩 층의 높이 제어기술 조형과정에서 기계가공을 사용하지 않음- ( ).다소재 부품 제작-
삽입기술- Conformal cooling channel
연구과제 추진 방법3.
연구개발 단계에서부터 연구기관 생산자 사용자의 의견이 충분히 반영되도록- , ,산학연이 함께 참여하여 연구를 수행하는 집중형 방식의 연구가 되도록 추진함.
기타 연구과제 신청시 고려사항4.
레이저 클레딩을 기반으로 하는 레이저 직접 금속 조형기술 은 방식의 조- “ ” MIM형기술로써 레이저 클레딩 기술을 이용하여 한층씩 연속적으로 적층을 하여 차, 3원 형태의 부품 혹은 을 제작하는 기술임 공정과정에서 밀링 등의 기계적 가tool .공을 사용하지 않고 조형이 완료된 후 최종 기계가공을 하는 것을 의미함, .

- 153 -
도출세부과제 6
과제명 레이저 용접 응용기술개발CW Nd;YAG
개발기간 단계 개월( 1 ) 2001 . 1 . - 2005 . 12 . ( 60 )
추정개발사업비 정부 천원 민간 천원 계 천원: 1,000,000 : 500,000 : 1,500,000
연구과제의 목표1.
해당단계목표 레이저 용접을 응용하여 제품 생산기술 지원
연도별목표
단계1 ( 1999 - 2000)자동차 및 전기 전자 산업 레이저 용접 기술 개발-
단계의 용접응용기술 지원 및 교육- Bench Marking차원 용접기술개발 연강 합금강- 3 ( , )단계2 (2001)철강 산업 적용-차원 용접기술개발 합금- 3 (AI )창의적인 용접응용기술지원 및 교육-단계3 (2002 - 2004)
적용 레이저 가공 연구- Diode Laser
연구과제의 중요 내용2.
자동차 철강 산업의 레이저 용접 기술 지원- ,레이저 기술 응용의 부가가치화-응용기술확보 기술지원 교육 및 공급자와 사용자간의 연결기능- , ,
연구과제 추진 방법3.
연구기관 주도 관련학회 산 학 협력- , , ㆍ향후 레이저 센타 건립시 기능의 레이저 센타 이관-
기타 연구과제 신청시 고려사항4.
연구실에 장비 보유 및 전문가 확보 여부
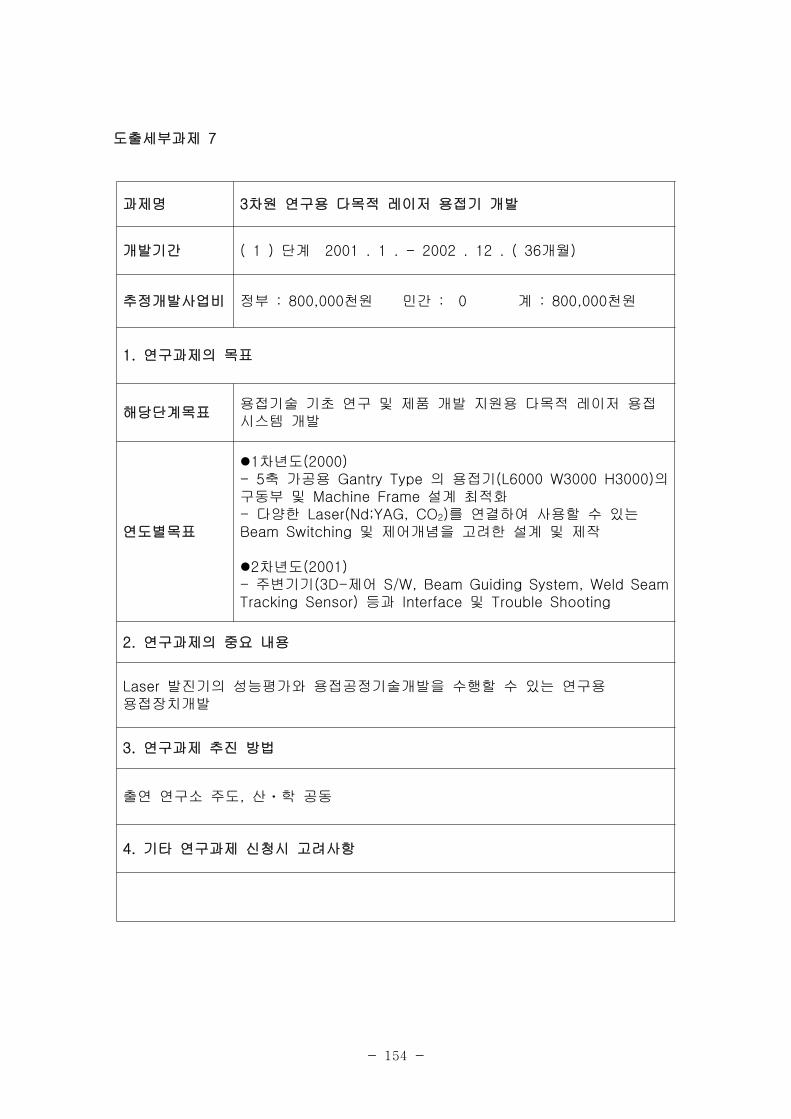
- 154 -
도출세부과제 7
과제명 차원 연구용 다목적 레이저 용접기 개발3
개발기간 단계 개월( 1 ) 2001 . 1 . - 2002 . 12 . ( 36 )
추정개발사업비 정부 천원 민간 계 천원: 800,000 : 0 : 800,000
연구과제의 목표1.
해당단계목표용접기술 기초 연구 및 제품 개발 지원용 다목적 레이저 용접시스템 개발
연도별목표
차년도1 (2000)축 가공용 의 용접기 의- 5 Gantry Type (L6000 W3000 H3000)
구동부 및 설계 최적화Machine Frame다양한- Laser(Nd;YAG, CO2 를 연결하여 사용할 수 있는)
및 제어개념을 고려한 설계 및 제작Beam Switching
차년도2 (2001)주변기기 제어- (3D- S/W, Beam Guiding System, Weld Seam
등과 및Tracking Sensor) Interface Trouble Shooting
연구과제의 중요 내용2.
발진기의 성능평가와 용접공정기술개발을 수행할 수 있는 연구용Laser용접장치개발
연구과제 추진 방법3.
출연 연구소 주도 산 학 공동, ㆍ
기타 연구과제 신청시 고려사항4.
- 155 -
도출세부과제 8
과제명 기술개발Weld Monitoring
개발기간 단계 개월( 1 ) 2001 . 1 . - 2002 . 12 . ( 24 )
추정개발사업비 정부 천원 민간 천원 계 천원: 300,000 : 200,000 : 500,000
연구과제의 목표1.
해당단계목표 레이저 용접 기술개발process monitoring / control
연도별목표
차년도 실험장치 구성 및 신호해석 기법 연구1 (2001) :- Acoustic Emission monitoring- Plasma monitoring
차년도 현장적용 실험 및 개선2 (2002) :
연구과제의 중요 내용2.
레이저 용접시 발생되는 신호를 해석하여 용접성 품질검사 기술 개발
연구과제 추진 방법3.
기업주도의 산 학 연 공동연구ㆍ ㆍ
기타 연구과제 신청시 고려사항4.
개발경험 및 실적 제시 업체 우선
- 156 -
도출세부과제 9
과제명 설계 기술 개발Beam Guiding
개발기간 단계 개월( 1 ) 2000 . 1 . - 2000 . 12 . ( 12 )
추정개발사업비 정부 천원 민간 천원 계 천원: 120,000 : 20,000 : 140,000
연구과제의 목표1.
해당단계목표 빔 이송 광학계의 최적화 설계기술 개발
연도별목표
빔 이송거리에 따른 초점크기의 안정화 기술- ( DCD )
장거리 빔 이송을 위한 최적화 설계 및 제작- Telescope
빔의 의 특성을 살린 빔 이송 광학계 설계- Polarization
및 주변장치 설계- Welding Head
DCD : Distance Compensation Device
연구과제의 중요 내용2.
그리고 를 이용한 시스템의 최적화 설계DCD, Telescope Polarizer Beam Guiding
및 제작
연구과제 추진 방법3.
연구소 주도의 산 학 연 공동연구ㆍ ㆍ
기타 연구과제 신청시 고려사항4.
레이저 빔 특성 분석장치 보유기관에 우선 순위 부여
- 157 -
도출세부과제 10
과제명 및 개발Seam Tracking Height Sensor System
개발기간 단계 개월( 2 ) 2001 . 1 . - 2002 . 12 . ( 24 )
추정개발사업비 정부 천원 민간 천원 계 천원: 300,000 : 200,000 : 500,000
연구과제의 목표1.
해당단계목표용접선 추적장치와 높이 제어 센서를 이용한 레이저 용접 기술
확보
연도별목표
차년도1 (2001)
레이저 용접용 시각 센서 및 의 신호처리- Height sensor
알고리즘 개발
시각 센서 및 의 시작품 제작- Height sensor
차년도2 (2002)
용접 과의- Workstation Interfacing
Real-time communication with CNC/robot controllersㆍ
실제 용접 작업을 통한 신뢰성 분석-
연구과제의 중요 내용2.
및 를 개발하여 이를 용접용 에Seam Tracking Height sensor Workstation
장착하여 신뢰성을 분석하여 장치의 국산화를 이룸
연구과제 추진 방법3.
기업주도의 산 학 연 공동연구ㆍ ㆍ
기타 연구과제 신청시 고려사항4.
- 158 -
도출세부과제 11
과제명 기술개발Beam Diagnostics & Monitoring
개발기간 단계 개월( 1 ) 2001 . 1 . - 2002 . 12 . ( 24 )
추정개발사업비 정부 천원 민간 천원 계 천원: 200,000 : 20,000 : 220,000
연구과제의 목표1.
해당단계목표 빔 특성 평가 기술의 표준화 및 기술개발Monitoring
연도별목표
차년도1
레이저 빔의 출력 안정도 빔 크기- , , Divergence, pointing
등 빔 특성 평가 기술의 표준화stability
차년도2
를 이용한 빔 특성 실시간 기술개발- Sensor Monitoring
연구과제의 중요 내용2.
레이저 빔의 특성 평가기술을 표준화하고 실시간 기술을 개발하여Monitoring
가공품질을 향상시킴
연구과제 추진 방법3.
개발 경험 및 실적이 있는 연구기관 주관
기타 연구과제 신청시 고려사항4.
- 159 -
도출세부과제 12
과제명 에 적합한 레이저 시스템 구축PDT(Photodynamic Therapy)
개발기간 단계 개월( ) 1999. 8. - 2004 .7. . (60 )
추정개발사업비 정 부 : 민간 : 계:
연구과제의 목표1.
해당단계목표
단계 광화학 물질 개발 및 최적 레이저1 (1999.8. - 2001.7.) :
조건 실험
단계 레이저 시스템 개발2 (2001.8. - 2003.7.) :
단계 임상 실험을 통한 시스템 안정화3 (3003.8. - 2004.7.) :
연도별목표
연구과제의 중요 내용2.
치료효과에 적합한 광화학 물질과 레이저의 파장 및 출력 선별1.
레이저 시스템 및 시스템 개발2. Light Delivery
임상 실험을 통한 실제 효과 입증3.
연구과제 추진 방법3.
충남대학교 의공학과와 연계로 각 단계별 과제 수행 후 결과를 검토 및 수정 시-
행
기타 연구과제 신청시 고려사항4.

- 160 -
도출세부과제 13
과제명용 연마 및High power CO2 Laser optics Thin film coating
기술
개발기간 단계 개월1999. . . - 2000. . . 12( )
추정개발사업비
정 부 천원: 50000
민간 현물 천원 현금 천원: : 50000 : 20000
계 천원: 120000
연구과제의 목표1.
해당단계목표
연도별목표
차년도 개발목표* 1 :
의 연마시 와 를1. ZnSe, Ge scratch-dig fringe 20-10, /40 at 10-6u𝞴
유지시키기 위한 연마기술개발.
산업용 에 견디는 코팅개발 장착2. High power laser . (lon Gun )
연구과제의 중요 내용2.
약 년간의 연마 코팅기술을 에 접목시킴20 , CO2 Laser .
특히 을 하여 을 줄여 에너지의 집중을 좋게함Pitch polishing scattering .
연구과제 추진 방법3.
단독
기타 연구과제 신청시 고려사항4.
- 161 -
도출세부과제 14
과제명 개발WSCSP MARKER
개발기간 단계 개월(1) 1999. 8. 1.-2000. 7. 30. (12 )
추정개발사업비 정부 천원 민간 천원 계 천원:300,000 :100,000 : 400,000
연구과제의 목표1.
해당단계목표
적용 WaferMarking fieldThroughputCommunicationEnvironment
: 4 8 inch Flat, notch~: 220 x 220 ㎟: Up to 120 wafer per hour: SECS II / GEM Interface: Class 1 clean room compatibility
연구과제의 중요 내용2.
전 면적에 대한 마킹기술의 개발Wafer Chip Scale Package Backsideㆍ손상 방지를 위한 비파괴 적용Package circuit Marking laser systemㆍ
으로 정밀제어 및 검사기술OCR system Marking position Marking Qualityㆍ개발
방식의 개발Non-turning & New alignment Marking chamber systemㆍ적용Class 1 environment systemㆍ
연구과제 추진 방법3.
산업계(1)구성품의 국산화 국내업체 발굴 및 공동 개발- WSCSP Marker ( )
학계(2)비파괴 마킹 기술 분석 및 정밀 구동 드라이버 개발 추진-연구소(3)
검사 기술 개발- Marking Quality설계 기술 확보- Class 1 environment system
기타 연구과제 신청시 고려사항4.
시장은 및 등 사가 시장을 주도하고 있으며Wafer marker Lumonics NEC 2의 경우 다양한 를 시판하고 있다 적용 는Lumonics wafer marker . Wafer size 4 -
가 주종을 이루고 있다 그러나 아직까지 장비 개발업체는 없고 향8 inch . WSCSP ,후 의 수요증대로 분야의 선점을 확보하기 위해WSCSP marking , WSCSP marking각사가 개발을 서두르고 있는 실정이어서 국내도 빠른 대처가 필요하다.

- 162 -
부록 레이저 연구기획사업 추진일정2:
- 163 -
레이저 연구기획사업 추진 일정1.
1999. 4. 27 : 레이저분야 중기거점 연구기획사업 추진 회의개최.
연구기획사업 추진을 위한 방향설정 및 계획-
1999. 5. 3 : 레이저분야 중기거점 연구기획사업 제 차 운영위윈회 개최1 .
연구기획사업 추진을 위한 방안 협의- .
1999. 5. 24 : 연구기획사업 제 차 운영위원회 개최2 .
연구기획사업 추진을 위한 세부과제별 조사자료 발표- .
1999.6.14~18 : 뮌헨 전시회 참관LASER’99( ) .
해외 기술동향 및 시장동향 자료조사- .
1999. 6. 21 : 연구기획사업 제 차 운영위원회 개최3 .
연구기획사업 세부과제별 최종 발표 및 추진협의- .
1999. 6. 23 : 레이저분야 연구기획사업 평가회의 개최.
연구기획사업 최종보고서 작성을 위한 방향 협의- .
1999. 6.25~28 : 레이저 연구기획사업 최종보고서 작성 작업.
레이저 최종보고서 작성 및 세부과제도출- .
- 164 -
부록 참고문헌 및 레이저 가공기 산업의3:
Five-Force

- 165 -
레이저 가공기 산업의 Five-Force
의 서술적 분석1. Five-Force Factor
가 진입장벽.
주문제작 방식으로 규모의 경제가 아니나 레이저 가공기가 전자 반도체 자동차1) , ,
산업의 핵심 기술화 되면서 자본재 산업 특서에서의 규모의 경제로 접근가능
고객의 특성에 따른 차별화 및 새로운 기술개발의 경우 신기술에 의한 차별화2)
가능
브랜드의 이미지 있음 그러나 절대적인 영향력을 가지고 있지않음3) ,
스위칭 비용 레이저 절단기의 경우 기존의 공작기계 제조사의 경우 레이저 및4) : ,
관련 기술진만 있으면 낮은 비용으로 스위칭 가능 단 전용기는 스위칭 비용이 매,
우 높음.
판매망 확보가 어렵지는 않음 서비스망의 구축이 문제5) ,
대형 설비 투자를 하지 않아도 가능 소요자본이 작음6) , .
최신 기술의 획득이 여타 첨단산업보다 어려움 기술의 보수성이 매우 큼7) , .
레이저 가공기의 기술력은 대부분의 경험에 의한 축적된 기술8) .
국가적 진입 규제는 없음9) .
진입 장벽이 레이저 절단의 경우에 있어서 일반공작기계 제조처의 경우는 낮음.▶
그러나 시장의 레이저 가공기 제조에 따른 부가된 기술의 보수적 특성과 시장이 특
화되어 있으므로 진입 장벽이 낮다고 보기 어려움.
- 166 -
나 공급자.
세계 주도적인 레이저 공급자의 수가 형태별로 개사 미만1) 5
공급자 상품의 대체 가능성은 없음2)
공급자 상품의 스위칭 비용 및 또는 차별화 여부는 크지 않음3)
전방통합 가능성은 없음4)
후방 통합 가능성은 있음5)
공급자 품질 및 서비스에 대한 기여도가 큼6)
공급자에 의해 기여되는 이 산업의 비용 큼7)
공급자 이익에 기여하는 사업의 중요성은 절대적임8) .
공급자의 가 없음 단 레이저 가공기에서의 기술 서비스의 중Bargaining Power . ,▶
요한 문제가 레이저 발진기에서 발생하므로 기술적인 공급자의 횡포 가능성은 배제
할 수 없음.
다 고객.
주요한 고객의 수는 다수임1) .
레이저 가공의 방식을 다른 가공으로 대체하는 경우 품질이 나빠지게 됨2) .
레이저 기술이 주요 산업에 핵심기술화 경향을 나타내면서 고객의 스위칭 비용3)
이 매우 높음 일부 절단기는 낮음( )
전 후방 통합 가능성은 없음4) ,
고객의 상품의 품질 및 서비스에 대한 기여도가 높음5)
고객의 이익이 큼6)
고객의 가 없음Bargaining Power .▶

- 167 -
라 대체재.
강력한 대체재 존재 여부 없음1) -
고객의 스위칭 비용이 큼2)
대체재 제조사의 이익 및 시장 진입 적극도는 낮음3)
대체제의 가격은 낮으나 품질이 매우 떨어짐4)
대체제의 위협은 없음▶
마 경쟁.
경쟁의 집중도가 높음 경쟁의 균형은 변환1) ,
산업의 성장률은 높음2)
세계 연평균 이상 한국의 경우 성장( 15% , 30% )
고정비는 낮음 대부분이 기술개발 및 변동비3) ( )
제품의 차별화 가능4)
전략적 이해관계가 많음5)
제품이 고가이며 고부가가치 상품이므로 경쟁이 매우 심함 단 국내외적으로 참, . ,▶
여회사는 많지 않음.
진퇴장벽※
제조업 평균 부채율 수준1)
진퇴시의 일시적인 비용은 낮음2)
다른 사업 영역과의 전략적인 관계는 없음3)
감정적인 장벽이나 정부 사회의 저항은 없음4) , .
진퇴장벽은 거의 없음 판매된 제품에 대한 향후 기술서비스가 관건이나 협력 업.▶
체에 이전 할 수 있음.

- 168 -
분석의 도식화2. Five-Force Factor
Industry Analysis of Material Processing Laser Machine
레이저 가공기의 분석( Five-Force )

- 169 -
참고 문헌[ ]
1. David A. Belforte, Industrial Laser Review "Annual Market Forecast" 1994 -
1999
2. Do Youl Kim, 5th, 6th Marketplace for industrial Lasers" Industrial Laser
Market in Asia" 1996, 1998
3. Do Youl Kim, 4th International Laser Marketplace "Laser Applications in
Korea" 1999
고대 컨설팅 클럽 레이저 가공기 국제화 전략4. “ ” 1998.8
산업연구원 광산업의 현황과 발전전략5. “ ” 1989.8.11
매일경제신문사 맥킨지 산업별 보고서6. “ ” 1998
레이저 관련 특허 다수7.
8. William M. Steen, "Current Development in Laser Material Processing -A
View from the UK", Recent Progress of the "Advanced Photon Proceeding and
Measurement Technologies" Project, Nov. 1998
9. Takehito Yoshida, "Developments of Microscopic Processing Technology",
Recent Progress of the "Advanced Photon Proceeding and Measurement
Technologies" Project, Nov. 1998
10. Reinhart Poprawe and Peter Loosen, "Latest Progress and Perspectives in
German Laser R&D" , Recent Progress of the "Advanced Photon Proceeding
and Measurement Technologies" Project, Nov. 1998
11. Leonard Marabella, "Precision Laser Maching Developments", Recent
Progress of the "Advanced Photon Proceeding and Measurement
Technologies" Project, Nov. 1998
12. Ken-ichi Matsuno, "Summary of Current Status of the Project", Recent
Progress of the "Advanced Photon Proceeding and Measurement
Technologies" Project, Nov. 1998
13. Nobuaki IEHISA and Akira Ono, "High-Power All Solid-State Laser
Technology", Recent Progress of the "Advanced Photon Proceeding and
Measurement Technologies" Project, Nov. 1998
14. EuroLaser, International Market Place, held in Munchen, Jun17, 1999


![건설공사 표준품셈 개정(안)붙임1)2019적용...[참고자료] 초류종자 살포(기계살포) 재료량 (100 당) 구 분 규 격 단 위 수 량 종 자 2∼3 비 료](https://static.fdocument.pub/doc/165x107/5e497d51153d4a78d909d57c/ee-oe-eoe-e12019-eeoe-e.jpg)















