Curso Basico de Plcs
109
CURSO BÁSICO DE PLC Docente: Titular-MSc. Diego Múnera Email: [email protected] Cel: 3176402020 Duración: 12 horas
Transcript of Curso Basico de Plcs

CURSO BÁSICO DE PLC
Docente: Titular-MSc. Diego Múnera
Email: [email protected]: 3176402020
Duración: 12 horas

HISTORIA
Los Controladores Lógicos Programables (PLC) tomaron fuerza desde los años 70. La característica más
importante fue la de ser sistemas compactos con arquitecturas muy independientes y sistemas de
desarrollo cerrados
Para finales de los 70 e inicios de los 80, con la entrada fuerte de los PC en los mercados productivos, se motiva el
control de máquinas utilizando los PLC y así mismo comienza una proliferación de marcas y sistemas de desarrollo. Para entonces comenzaban a aparecer
sistemas de desarrollo abiertos, que permitían a los usuarios desligarse de la dependencia de marcas
propietarias
En inicio de los 90 y mediados de los mismos se trabaja fuertemente en la conectividad de los sistemas y
aparecen las redes de controladores, todavía con un cierto grado de restricción de acceso y manipuladas por
los grandes fabricantes
Finalmente, para finales de los 90 y principios del nuevo siglo se nota una tendencia a las arquitecturas abiertas y
redes públicas como ETHERNET (TCP/IP) en INTERNET

HISTORIA (cont)
Se prevé que los PLC predominarán en el control productivo de las industrias por muchos años más, debido
a sus ventajosas características, tales como:
•Costo competitivo para el control de sistemas complejos•Flexibilidad y readaptación a los sistemas de control de una manera rápida y fácil•Características computacionales para hacer un control más sofisticado•Ayudas ante problemas evitando paros productivos largos•Gran soporte técnico para un largo sostenimiento en el tiempo

ACTUALIDADEn nuestros días no se habla de automatismos con PLC o control
con PLC, más bien se habla de sistemas de automatización, soluciones de automatización o automatización total integrada
BUSES DE
CAMPO
BUSES DE
CONTROLA
DORES
SUPERVISIÓN
Y CONTROL
INTER
CONEXIÓN

FILOSOFÍA DE DISEÑO CON PLCEl buen diseñador de automatismos basados en PLC debe tener
en cuenta aspectos como: garantizar un ahorro de recursos en el desarrollo de éstos, optimización del personal de la planta, eficiencia temporal en los procesos, generar documentación
clara y completa del diseño, montaje, operación y mantenimiento de los equipos, entre otros
•Documentación de la información: Toda información que se genere desde el proyecto y toda aquella que sea necesario completar como manuales de operario y mantenimiento•Diagramas de flujo o de estados: Son la base de la implementación de los algoritmos más complejos y sirven para orientar al diseñador dado el caso de un rediseño, ampliación o iniciación de automatismos•Estudio de la red: Consideraciones sobre la comunicación del PLC y los procesos con otros sistemas•Consideraciones de ruido: Técnicas de blindaje y protección contra EMI (ruido por radiación electro-magnética) y/o RF (radio frecuencia), normas y regulación•Técnicas de montaje en recintos para PLC: Selección de los recintos bajo normas y distribución de los componentes del automatismo•Técnicas de cableado: Selección, distribución, codificación y normalización del cableado para el conexionado de las diferentes componentes del automatismo•Puesta en marcha: Chequeos en frío y en caliente del sistema antes de la operación normal

ARQUITECTURA DEL PLCUna de tantas definiciones para un PLC sería: Dispositivo
electrónico lógico programable adaptable a solucionar problemas de automatismo, mediante su programabilidad y que actúa directamente sobre señales de entrada y salida digitales
y/o analógicas conectadas directamente a los bornes del autómata

ARQUITECTURA (cont)La unidad central de proceso (CPU): Controla todo el sistema mediante el micro-código almacenado en la memoria de programa, atiende las interrupciones generadas por los dispositivos periféricos, actualiza los temporizadores y contadores, actualiza el estado de las entradas/salidas, entre otras funciones. El bus de datos, direcciones y control de la CPU se sirven en un back plane, utilizando buffers adecuados, para alimentar otros módulos apilables al sistema

La memoria: La memoria de programa (generalmente en RAM o FLASH) contiene el programa almacenado por el usuario y corresponde a la secuencia de pasos que debe ejecutar la CPU para cumplir con las tareas del automatismo; la memoria monitor (generalmente ROM o EPROM) contiene el sistema operativo (FIRMWARE) , que liga la CPU con la aplicación de desarrollo en el momento de la programación del PLC y verificación de la marcha (en frío y en caliente); la memoria de datos (memoria RAM) almacena datos intermedios de variables internas, durante los cálculos y adicionalmente almacena el estado actual de los buffer de entradas/salidas.
Generalmente el tamaño de la memoria para los PLC es fijo, pero en algunos procesadores se deja la posibilidad de expandirla. La memoria se mide en palabras o instrucciones, los PLC de baja gama tienen una capacidad que oscila entre 1 KB y 64 KB palabras, los de gama media entre 6 KB hasta 100 KB y los de gama alta entre 256 KB hasta 4 MB.

ARQUITECTURA (cont)Las comunicaciones: El modelo OSI es la herramienta que describe las partes del hardware y software de un sistema de conexión en red, las comunicaciones con los PLC que utilicen ETHERNET tienen que ver con este modelo. El nivel más bajo corresponde a la capa de hardware y la superior a la capa de software, para que un mensaje enviado por un sistema 1 llegue a un sistema 2 es necesario que atraviese todo el modelo
M
O
D
E
L
O
O
S
I
La tendencia actual es que se lleve la comunicación a ETHERNET, que aunque siendo una red de tipo determinista (probabilidad de colisión de información), esta tiene la ventaja de su alta velocidad (1000 Mbps), factor que hace poco probable la aparición de colisiones.

ARQUITECTURA (cont)Fuente de alimentación: La red de alimentación típica para sistemas con PLC es 12/24 VCD o 120/220 VCA 50/60 Hz con aislamientos de 500 y 1500 VCA. El voltaje de salida es típicamente de 24 VCD y el margen de temperatura de operación es de 0°C a 60°C y hasta 95% de humedad relativa no condensada. La capacidad de corriente depende de las necesidades del sistema.
Comercialmente, los PLC de gama baja integran la fuente y trabajan con 24 VCD @ 200 ~ 300 mA. Para la gama media las fuentes entregan desde 24 VCD @ 1 A hasta 24 VCD @ 4 A y para la gama alta 24 VCD @ 2 A hasta 24 VCD @ 10 A.

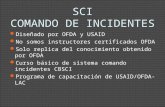
ARQUITECTURA (cont)Ciclo de ejecución (SCAN): Un diagrama típico del ciclo de ejecución de una aplicación en un PLC se muestra en la figura, en donde se puede apreciar que primera tarea, productiva, que realiza el PLC es leer el estado de las entradas del sistema, luego la CPU dedica un tiempo a la ejecución del programa del usuario, seguido de la actualización de las salidas del sistema y finalizando, si es el caso, con la atención a periféricos y ejecución de las rutinas de diagnóstico. Este ciclo se repite indefinidamente hasta tanto no suceda una interrupción o un estado de salida de RUN.

ARQUITECTURA (cont)
Dependiendo del modo de operación del PLC la ejecución tomará diferentes estados, monitoreados por LED’s, de los cuales se pueden destacar:
RUN: Modo de operación normal del automatismo, en este modo la aplicación del usuario se ejecuta normalmente.
STOP: Proceso detenido detención manual por parte del operador, en este modo se desactivan las salidas y los buffer internos mantienen el último estado alcanzado.
ERROR/ALARMA: Pueden ser manejados como la misma señal o existir una codificación según el tipo de alarma, mediante indicadores adicionales. Generalmente en esta condición el PLC detiene la ejecución y no sale del estado hasta tanto no se corrija la falla. Las salidas permanecen apagadas y los buffer internos mantienen el último estado alcanzado.

ARQUITECTURA (cont)El tiempo de ejecución es variable y depende de que tantas entradas/salidas estén instaladas en el sistema, la longitud y complejidad del programa de usuario y la cantidad de módulos periféricos instalados. Se estima que el tiempo promedio de ciclo de ejecución es de aproximadamente 20 ms (gama media), de tal manera que para atender señales rápidas es necesario utilizar contadores de alta velocidad. Aún así existen señales que el PLC nunca podría detectar y es necesario conseguir módulos especializados de alta velocidad, los cuales liberan a la CPU de la medida o generación de señales rápidas y mediante control por interrupción se intercambia la información requerida en el tiempo de ciclo normal.
Módulos I/O: Son para muchos los módulos más importantes en un automatismo, porque permiten leer las diferentes señales que provienen de pulsadores, interruptores y señales más complejas y por otro lado dar la señal de mando para activar y desactivar relés, contactores, tiristores, y en general todo tipo de actuadores del sistema.
Entradas digitales: Obedecen a un comportamiento binario y generalmente cuando son entradas provienen de pulsadores, interruptores límite o de carrera; y cuando son salidas se aplican a transistores, tiristores, relés, entre otros. Pueden ser de CA o CD y su construcción involucra aislamiento de tipo eléctrico (galvánico), protección contra ruido por EMI o RFI y protección contra sobre tensiones o corrientes.

ARQUITECTURA (cont)
•En CA: Se utilizan para voltajes de 24, 48, 120 y 220 V.

ARQUITECTURA (cont)
•En CD: Se utilizan para voltajes de 12, 24, 48 y 120 V. La figura muestra una configuración de entrada típica en CD. Las entradas en CD pueden ser de dos tipos, en lógica positiva (PNP) y en lógica negativa (NPN).

ARQUITECTURA (cont)Un par de factores importantes a tener en cuenta para las
entradas digitales son la impedancia de entrada con valores típicos entre 3 ~ 6 K ohm y el retardo de propagación que
oscila entre 2 ~ 8 mseg. Puede ocurrir que al establecer una conexión como se muestra en la figura 2.9 el PLC no
reconozca el cambio en la entrada.

ARQUITECTURA (cont)
•Salidas digitales en CD: Al igual que las entradas, son del tipo PNP o NPN con aislamiento galvánico, con buffer y memoria a en dispositivo tipo latch.

ARQUITECTURA (cont)
•Salidas digitales en CA: Son muy utilizadas en el manejo de cargas en CA. El elemento de conmutación más utilizado es el TRIAC (Q1) o en su equivalente dos SCR en paralelo inverso.

ARQUITECTURA (cont)
•Salidas digitales por relé: La principal ventaja de este tipo de salidas es el aislamiento galvánico que existe entre los contactos del relé y la bobina de operación, otra ventaja es la de las altas corrientes que se pueden manipular con estas salidas (I ≤ 3 A).

ARQUITECTURA (cont)
I/O Análogas: Las entradas y salidas análogas vienen implementadas tanto al interior de la CPU del PLC como al exterior mediante módulos adicionales al sistema, siendo estas últimas las más populares en el diseño debido a que no todos los PLC las incluyen en su CPU.
En aplicaciones donde se requiera un PLC existe una amplia gama de señales analógicas que se obtienen y/o se suministran en la mayoría de los procesos industriales, como son: temperatura, velocidad, presión, humedad, posición, iluminación, peso, densidad, flujo, vacío, entre otras. Todas estas señales tienen un sensor que entrega al PLC o al módulo análogo la señal en forma de voltaje o
corriente.

ARQUITECTURA (cont)
•Entradas analógicas en modo común: En la figura se pueden distinguir las siguientes etapas:
–Primera etapa: Filtrado–Segunda etapa: Ajuste de la ganancia–Tercera etapa: Multiplexado–Cuarta etapa: Conversión A/D

ARQUITECTURA (cont)
•Entradas analógicas en modo diferencial: Para esta técnica ya no es necesaria la etapa del filtrado, debido al gran rechazo a señales perturbadoras que tiene. También utilizan un conversor A/D por cada señal de entrada y la técnica de muestreo es FLASH (de alta velocidad), lográndose con esto aumentar las ratas de muestreo.

ARQUITECTURA (cont)•Salidas analógicas: En la figura se pueden distinguir las siguientes etapas:
–Primera etapa: Conversión D/A–Segunda etapa: Amplificador de aislamiento galvánico–Tercera etapa: Amplificador de potencia

ARQUITECTURA (cont)•Señales de 4 a 20 mA: Para entender un poco en que consiste una señal de 4 a 20 mA y desmitificar el concepto: ¿qué es una salida de corriente?, los circuitos de la figura ilustran conversores de voltaje a corriente para señales de 4 a 20 mA.

ARQUITECTURA (cont)Módulos específicos: Paralelo al desarrollo tecnológico en el área de Automática, han aparecido módulos para PLC con funciones muy específicas. Desde los más tradicionales como temperatura, visualización en BCD, conteo, entre otros, hasta los más especializados como sistemas de visión, paneles para SCADA, interfases para CNC (Computer Numeric Control), comunicaciones, entre otros. A continuación se describen algunos módulos especializados de uso común.
•Módulos de temperatura: Comercialmente se consiguen módulos para los sensores más utilizados en la industria, como los RTD (Resistor Temperature Detector) y los termopares:
–Dispositivos RTD: PT100, PT200, PT500, PT1000 y PT10000, Ni100, Ni120, NiFe604 y Ni1000, Cu10, R150, R300, R600, R1000 y R3000.
–Termopares: J (Fe-Const), K (NiCr-Ni), S (PtRh-Pt), T (Cu-Const), R (PtRh-Pt), E (NiCr-Const).

ARQUITECTURA (cont)•Módulos contadores: Como se vio en el capítulo anterior, los PLC presentan restricciones en el manejo de variables temporales. Señales externas como flancos o pulsos, con intervalos de separación inferiores a unos cuantos milisegundos o anchos de tiempo del mismo orden, tienen problemas para ser detectados por el PLC aun con la utilización de contadores “muy rápidos” de la máquina.
Es por la razón anterior que se consiguen en el comercio módulos de conteo ultra rápidos que liberan al PLC de tener que detectar eventos temporales de poca duración. Estos módulos manejan frecuencias de conteo de hasta 100 MHz.

ARQUITECTURA (cont)
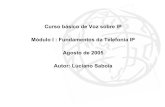
•Módulos reguladores PID: Quizás es el método de control más utilizado en las industrias del planeta. En la figura aparece el diagrama en bloques de un sistema de control clásico con PID, en donde se ilustran las principales partes del controlador. Ti y Td son las constantes de tiempo de la parte integral y derivativa, respectivamente y Kp es la constante de la parte proporcional.

ARQUITECTURA (cont)
•Módulos de posicionamiento: Posicionar piezas, hacer cortes precisos, revisar imperfectos, controlar movimientos utilizando robots, entre otras, son aplicaciones comunes en las industrias de actualidad.

ARQUITECTURA (cont)Módulos de visión de máquina: Las aplicaciones de estos módulos son variadas y van desde la inspección de productos en una línea de ensamble contra un patrón almacenado, la medida de las características físicas de objetos como la altura, el ancho y largo, la localización automática de piezas en un ensamble, entre otras.Estos módulos permiten la inspección en “tiempo real” de productos en fabricación, brindando al usuario la posibilidad de conectar varias cámaras en modo multiplexado o paralelo y permitiendo el análisis plano o tridimensional de una imagen.

ARQUITECTURA (cont)Módulos de visualización: Una variada gama de pantallas pueden ser seleccionadas para las aplicaciones industriales. Desde pequeños módulos LCD de 2 líneas por 16 caracteres, hasta pantallas en plasma o LCD de 1024 x 1024 píxel de resolución y a color. La mayoría de estos sistemas son utilizados como terminales de operador y tienen la característica de ser muy robustas en su construcción.

Lenguaje Ladder• La norma IEC 61131 es el primer paso a nivel mundial para la
estandarización de los Autómatas Programables, sus periféricos y los lenguajes de programación.
• El lenguaje primario por naturaleza es el de los diagramas en escalera (Ladder).
• Se construye como diagrama alambrado y de contactos bajo un conjunto de instrucciones gráficas, siguiendo algún tipo de normalización y siendo la más popular la norma JIC (Joint International Committee).
• Si una entrada cambia y ésta ya había sido leída, pero la CPU no ha terminado su ciclo de escaneo, ese cambio no será tenido en cuenta hasta tanto la CPU no realice el siguiente ciclo y la entrada se encuentre todavía presente.
• Cualquiera que sea la aplicación para programación en lenguaje ladder, los fabricantes para PLC modifican ligeramente la simbología normalizada.
ESTRUCTURA BÁSICA DE PROGRAMACIÓN

ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)
Un diagrama ladder es una representación en mímicos de relés y está conformado por las siguientes partes:
1. Barras de alimentación de los circuitos de control: Son barras verticales paralelas de donde se alimenta la lógica y los dispositivos de mando y control. En algunas aplicaciones se omite la barra L2.

2. Barras de lógica (RUNG): Son barras horizontales en donde se desarrolla la lógica. Las entradas se ubican partiendo de la barra izquierda manteniendo la filosofía left to right – top to down. La salidas se alambran terminando en la barra de la derecha.
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)

3. Etiquetas: Marcan las distintas variables que aparecen en el circuito lógico ladder o las operaciones que se indiquen.
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)

4. Etapas complementarias: Las señales de entrada y las de salida se manejan en circuitos aparte.
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)

Funciones lógicas básicas en ladder
•NOT:
•AND:
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)

•OR:
•OREX:
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)

•IMPLEMENTAR A LADDER:
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)

•IMPLEMENTAR A LADDER:
S1 S0 F
0 0 D0
0 1 D1
1 0 D2
1 1 D3
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)

•CASO DE UN LATCH:
Elemento
memoria
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)

Otras funcionesExisten otras funciones como resultado de evaluar una condición en el diagrama ladder. Estas funciones se representan como elementos de entrada o salida, contenidas en un recuadro y a continuación se mencionan las más comunes.
•Funciones de asignación o movimiento: Se utilizan para llevar información de una fuente a un destino, los cuales pueden ser constantes, registros, direcciones, estados de bit, entre otros.
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)

•Funciones de comparación: Las funciones de comparación típicas son: >, <, ≥, ≤, =, ≠ o GRT, LES, GEQ, LEQ, EQU, NEQ. Como se muestra en la figura, las funciones de comparación se representan de múltiples formas. Gran parte de la “inteligencia” en un autómata se debe a las funciones de comparación, es en ellas donde se toman las decisiones de los procesos y cambios de estado de los sistemas.
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)

•Funciones aritméticas: Las básicas son +, - * y / (ADD, SUB, MUL, DIV), adicionalmente los PLC traen operaciones como:
•REM: resto de una división•INC: incrementar un valor en 1•DEC: decrementar un valor en 1•SQRT: sacar raíz cuadrada•ABS: calcular valor absoluto•ACS: coseno inverso•COS: coseno•ASN: seno inverso•SIN: seno•ATN: tangente inversa•TAN: tangente•XPY: el número X a la potencia Y•LN: logaritmo natural•LOG: logaritmo base 10
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)

•Funciones de conversión de datos: se utilizan para convertir datos entre distintas bases numéricas y distintos formatos, siendo las más importantes:
•Conversión BCD a binario
•Conversión binario a BCD
•Conversión de radianes a grados
•Conversión de grados a radianes
•Conversión de una double word en una word
•Concatena dos word en una double word
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)

•Funciones estadísticas: Estas funciones se utilizan para hacer operaciones estadísticas básicas como el promedio, la desviación estándar y la búsqueda de un valor típico.
•Funciones de archivo: La mayoría de los PLC disponen de funciones de archivo, con el propósito de almacenar listas de datos de una determinada longitud, llenar un archivo con datos o comparar datos almacenados en un archivo con un valor constante.
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)

•Funciones de control de programa:
•Informativas. •Indicadores de base de tiempo, muy útiles en conteos de eventos temporales.•Reestablecimiento de las salidas a un valor conocido, seguro. •Detección de fallos en entradas/salidas.•Activación del sistema de fallo por pérdida del flujo de programa (WDT).•Funciones indicadoras de PLC en modo de ejecución, programación o fallo.•Errores: de desborde aritmético, operaciones de aritmética flotante, desborde del periodo de exploración del PLC, desborde de direccionamientos en punteros, saturación en colas de eventos, de RTC (Real Time Clock), de comunicaciones, de conexión remota, entre otros.•Funciones de actualización en hora y fecha.•Monitoreo del estado de la batería.•Funciones de conexión remota.•Estado del PLC.•Valor del período de exploración del PLC.•Almacenamiento del valor de un evento periódico.•Valor del WDT o COP.•Versión del firmware.•Tiempos de ciclo de ejecución.
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)

•Funciones de iteración: Permiten iterar con el control sobre una o más variables.
Si la condición N es verdadera, esta función repite cinco veces la suma de 1 y el contenido del registro N7:1, que al fin de cuentas será el destino de la operación total. Si la condición N no se da, el registro N7:1 solo se incrementa en 1 una vez y el ciclo se termina. Si el programador desea abortar el ciclo, es necesario que la condición M sea verdadera.
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)

•Funciones de temporización y conteo: Temporizar y contar se convierten en el abc de la automatización industrial. Los procesos necesitan controlar la variable tiempo tanto como funciones de entrada (medición del ancho de un evento temporal, medición de la frecuencia de una señal, conteo de productos, detección de flancos, entre otras) como de salida (producción de un evento temporal de una determinada duración, modulación del ancho de un pulso, generación de una señal periódica, entre otras).
TEMPORIZADOR
AL TRABAJO SIN
RETENCIÓN
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)

TEMPORIZADOR
AL TRABAJO CON
RETENCIÓN
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)

TEMPORIZADOR
AL REPOSO SIN
RETENCIÓN
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)

TEMPORIZADOR
AL REPOSO CON
RETENCIÓN
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)

CONTADOR
PROGRESIVO
REGRESIVO
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)

•Funciones especializadas: Dependiendo del PLC a trabajar, existe una gran variedad de funciones de características especiales que permiten ejecutar operaciones de mediana y alta complejidad. A continuación se mencionan algunas funciones especiales en los PLC.
•Funciones de registros FIFO y LIFO
•Controladores de tambor
•Funciones PID
•Salidas PWM (Pulse Width Modulation)
•Salidas generadoras de pulsos
•Funciones para control de mensajes
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)

Otros lenguajes de programación
•Grafcet: Para ciertos automatismos es necesario ejecutar varias funciones de manera simultánea o como procesos concurrentes. Desde el punto de vista de los diagramas ladder, el paralelismo no es posible debido a la filosofía que tiene esta técnica de ejecutar los procesos de manera secuencial o mono-tarea.
El lenguaje Grafcet utiliza métodos concurrentes, de tal manera que es posible la ejecución de varias funciones en forma simultánea. Nace como un subconjunto de las más complejas redes de PETRI y técnicas de programación concurrente.
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)


•Diagramas de bloques funcionales (FBD): Se basa en bloques, como cajas negras, que aplican una función a una serie de entradas y genera una salida como respuesta de la función aplicada. Al igual que la lógica combinacional y secuencial en los cursos de técnicas digitales, estos diagramas se desarrollan por capas que implican retardos naturales en el flujo de la información.
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)
%100*12)^/( VcdVl

•Texto estructurado (ST): La base de esta técnica es muy similar a un lenguaje estructurado como el C o el PASCAL y tiene elementos de lenguajes de alto nivel como el BASIC.
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)
%100*12)^/( VcdVl
FUNCTION ejemplo
INPUT_VARinicio: BOOL; (* SW N.O. para encendido motor*)paro: BOOL; (* SW N.C. para paro del motor*)END_VAR
OUTPUT_VARmotor: BOOL; (* relé que controla el motor*)END_VAR
motor := (motor + start) * stop; (* ecuación de control del motor*)
END_FUNCTION

•Lista de instrucciones (IL): Este tipo de técnica tiene semejanza con el lenguaje assembler de los microprocesadores que comandan los PLC, es el lenguaje de más bajo nivel y rápido comparado con los vistos anteriormente.
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)
%100*12)^/( VcdVl
;**********************************************************************; RUTINA PARA CONTROL PID;**********************************************************************PID: LD Yr ; Tome valor temp. referencia
SUB Ys ; Substraiga valor actual temp.ST Ea ; Almacene error actualLD Kp ; Lea valor kte. proporcionalMUL Ea ; Calcule YpST Yp ; Almacene resultadoGE X1 ; ¿Es mayor o igual que valor sat?JMP NOI ; Si. Salte y no integreLD SE ; Tome suma del errorADD Ea ; Adicione error actualST SE ; Almacene en suma de errorLD Ki ; Tome Kte. IntegraciónMUL SE ; Multipl. Por error acumuladoST Yi ; Almacene en parte integral

•Comparación entre modos de programación
ESTRUCTURA BÁSICA DE PROGRAMACIÓN (cont)
%100*12)^/( VcdVl

Según expertos en programación de sistemas, medianamente y altamente complejos, para automatización con PLC las actividades se encuentran repartidas de la siguiente manera:
Programación débil: 10% en diseño, 30% en codificación, 40% en compilación, simulación y pruebas y 10% en documentación.
Programación robusta: 30% en diseño, 10% en codificación, 10% en compilación, simulación y pruebas y 10% en documentación.
El restante 40% se ahorra si usted es un trabajador independiente y se lo debería compensar la Empresa…
¡si usted es un trabajador asalariado!
METODOLOGÍAS DE PROGRAMACIÓN CON PLC
%100*12)^/( VcdVl

•Programación lineal: Conocida vulgarmente como programación en “chorizo” o “espagueti”, debido a la forma lineal y secuencial en la ejecución de las tareas del PLC.
Es la más utilizada por programadores con un nivel bajo de experiencia o por programadores expertos que la aplican a sistemas muy sencillos de resolver (programación débil).
Esta técnica se recomienda para sistemas con pocas entradas y salidas y pocos pasos en la secuencia de ejecución, en donde el pilar del diseño se basa en el entendimiento del problema y en una distribución adecuada de las entradas y salidas del PLC y una asignación de estados.
Esta técnica se basa en una estructura secuencial lineal de un solo cuerpo en donde se resuelve todo el problema de automatización. No es muy recomendada para sistemas complejos debido a la falta de atención del PLC sobre ciertos procesos álgidos del sistema, se puede caer en el abandono del monitoreo de señales importantes en el sistema debido a que los tiempos de scan se vuelven largos.
METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)

Ejemplo de programación lineal: Una máquina inyectora que opera de la siguiente manera:
•El estado inicial de todas las salidas es inactivo.•Al presionarse el pulsador de START el sistema espera a que se hayan alcanzado las temperaturas en las zonas S2, S3 y S4 para dar inicio al proceso.•Una vez superadas las condiciones de inicio, la compuerta activada por el cilindro P1_C baja y se detiene una vez detectado el interruptor límite S6.S6 da inicio al cerrado del molde mediante el cilindro P2_C. El molde se detiene al llegar a S7.•Cerrado el molde, comienza el proceso de inyección mediante la activación del motor M. La inyección es temporizada y debe durar 20 seg.•Pasado el tiempo de inyección el motor se detiene y los ventiladores V se energizan.•Recorridos 60 seg. de enfriamiento se abre el molde mediante la activación de P2_A. El molde se detiene al llegar al interruptor S8.•Completados 120 seg. de enfriamiento se desactivan los ventiladores y activa P3 (one_shot) botando la pieza, a la vez que se comienza a abrir la compuerta mediante P1_A y se detiene al llegar al interruptor S5. Para inyectar otra pieza es necesario que se repitan los pasos anteriores.
METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)

%100*12)^/( VcdVl
Diagrama físico del problema
METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)

%100*12)^/( VcdVl
Diagrama de flujo
METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)

%100*12)^/( VcdVl
Diagramación Ladder
METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)
Primer scan del PLC
Inicialización de estados

%100*12)^/( VcdVl
Diagramación Ladder (cont)METODOLOGÍA DE PROGRAMACIÓN CON PLC (cont)
Estado de inicialización
de la máquina

%100*12)^/( VcdVl
Diagramación Ladder (cont)METODOLOGÍA DE PROGRAMACIÓN CON PLC (cont)
Condición de arranque

%100*12)^/( VcdVl
Diagramación Ladder (cont)
METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)
Cierre de compuerta

%100*12)^/( VcdVl
Diagramación Ladder (cont)
METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)
Cierre de molde

%100*12)^/( VcdVl
Diagramación Ladder (cont)
METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)
Proceso de inyección

%100*12)^/( VcdVl
Diagramación Ladder (cont)
METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)
Proceso de enfriamiento
y apertura de molde

%100*12)^/( VcdVl
Diagramación Ladder (cont)METODOLOGÍA DE PROGRAMACIÓN CON PLC (cont)
Proceso de expulsión pieza
y apertura de compuerta

•Programación lineal por estados: La base de esta programación es la unidad llamada estado. Un estado es un momento irrepetible, caracterizado por las entradas que lo producen y las salidas que este genera en la secuencia lógica del sistema de control.
METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)
El siguiente ejemplo explica la técnica de programación por estados para un sistema de semaforización con seis posibilidades de vía.
•Paso1 (Entendimiento del problema y diagrama en bloques del automatismo):

METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)

METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)
•Paso 2 (asignación de entradas y salidas del sistema): para tal efecto se despreciará el estado de luz amarilla en la transición de rojo a verde y viceversa, debido a la complejidad del sistema y que de ser tenido en cuenta no contribuiría con la enseñanza de esta nueva técnica.
•Las entradas al sistema serían los finales de temporización de las diferentes secuencias en el proceso de semaforización y las asignaremos como las Ti_DN, en donde Ti corresponde al número de temporizador a usar y DN es la salida de conteo alcanzado.
•Para el caso de las salidas, asignaremos R_Sk a la correspondiente luz roja del semáforo k y V_Sk para la luz verde del semáforo k.

METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)
•Paso 3 (Diagramación por estados): siguiendo las reglas anteriormente vistas, se obtiene un primer diagrama de estados aún sin simplificación.

METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)
•Paso 4 (Simplificación de estados): aplicando las reglas vistas para simplificación de estados, se puede observar que el estado E3 y E5 son idénticos porque se producen iguales salidas debido a iguales entradas transitorias. El diagrama de la figura 2.69 plantea una simplificación del mapa con la adición de una variable tipo bit (A), utilizada para distinguir entre el primer ciclo de semaforización S-N y el segundo N-S.

METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)
•Paso 5 (Implementación en lenguaje de PLC): el diagrama de estados puede ser fácilmente llevado a un programa ladder . (Nota: el programa no está referido a ningún lenguaje ladder particular)
Inicialización de estados

METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)
Inicialización
de salidas

METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)
Semaforización
E-W W-E

METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)
Semaforización
S-N

METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)
Semaforización
S-N N-S

METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)
Semaforización
N-S

METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)
•EJERCICIO EN CLASE: Adicionaremos al sistema de la inyectora una banda transportadora la cual mantiene material permanente en el proceso productivo, mediante la utilización de un motor M1, un sensor de tolva vacía (S1) y un sensor de tolva llena (S9). Solucionar el problema utilizando la programación lineal.

%100*12)^/( VcdVl
METODOLOGÍAS DE PROGRAMACIÓN CON PLC (cont)

CRITERIOS DE SELECCIÓN DE UN PLC

CRITERIOS DE SELECCIÓN DE UN PLC

CRITERIOS DE SELECCIÓN DE UN PLC
Pero no solo los criterios cuantitativos son importantes, sino que hay que tener en cuenta aspectos cualitativos tales como:
Quizás el más importante de todos los aspectos cualitativos es el SERVICIO y RESPALDO en repuestos, actualizaciones y partes del producto en la región.
Marca y buen nombre del producto en el ámbito regional, aspecto conocido como la CONFIABILIDAD.
COMPATIBILIDAD con equipos de otros fabricantes y la sencillez de adaptación.
El SOFTWARE DE DESARROLLO y las ayudas que este tiene para el desarrollo de las diferentes aplicaciones de automatización, como simulación y diversidad de lenguajes.
Cumplimiento de las NORMAS (IEC61131), otras internacionales, nacionales e internas a la Planta.

CONDICIONES DE MONTAJETabla de asignación de recursos
Es importante que el ingeniero de diseño genere una tabla con el detalle de las señales involucradas en el sistema. En la tabla deben tenerse en cuenta aspectos como:
•Nombre de la señal: Como aparece en los diagramas de diseño y planos eléctricos.•Tipo de señal: Análoga o digital.•Dirección: Entrada o salida.•Rango: Valores máximo y mínimo que comprenden a la señal.•Tipo de variable del PLC asignada: Bit, Byte, Word…•Nombre de la variable asignada en el PLC: Q0.1, %W13, ….•Comentarios: Notas importantes que debe conocer el lector.NOMBRE TIPO
SEÑALDIRECCIÓN RANGO VAR
NAMETIPO PLC
COMENTARIO
SENSOR_1
DIGITAL ENTRADA 0 , 10 VCD I.1.0.1 BIN Sensor cierre puerta
SENSOR_2
DIGITAL ENTRADA 0 , 10 VCD I.1.0.2 BIN Sensor cierre molde
VALVULA_1
DIGITAL SALIDA 0 , 10 VCD Q0.1 BIN Válvula apertura molde
TEMP_Z1 ANÁLOGA ENTRADA 4-20 mA W10 WORD Temperatura zona 1

CONDICIONES DE MONTAJEParalelo al diseño, codificación y simulación del software de la Planta es posible hacer el montaje de los tableros, circuitos, cajas, redes eléctricas redes de comunicación, entre otros, del sistema de automatización.Aunque el montaje físico no es una labor del ingeniero, este debe participar activamente y proponer alternativas de configuración, revisión de planos y selección de componentes y materiales. Algunos aspectos sobre la instalación y montaje de los PLC, en el sitio del sistema a automatizar, Son los siguientes:
Red de servicio eléctricoLas instalaciones industriales deben hacerse bajo normas nacionales o internacionales y con mayor razón ahora que está comenzando a regir el nuevo reglamento llamado RETIE (Reglamento Técnico de Instalaciones Eléctricas), mediante resoluciones180398 del 7 de abril de 2004 y 180498 del 29 de abril de 2005 del Ministerio de Minas y Energía de Colombia.
• Riesgo eléctrico: Sistemas que atenten contra la vida y seguridad de los seres.

CONDICIONES DE MONTAJE
•Señalización de seguridad: Tanto la acometida como los tableros y sistemas de protección deben ser claramente identificados y contener señalización que prevenga al operador y usuario de riesgo eléctrico.
Las señales se clasifican en informativas (figuras rectangulares), de peligro (figuras triangulares) y de prohibición y/o obligación (circulares).

CONDICIONES DE MONTAJE•Señalización de seguridad: Tanto la acometida como los tableros y sistemas de protección deben ser claramente identificados y contener señalización que prevenga al operador y usuario de riesgo eléctrico.

CONDICIONES DE MONTAJE

CONDICIONES DE MONTAJE•Código de colores: Tanto la acometida como los tableros y sistemas de protección deben ser claramente identificados y contener señalización que prevenga al operador y usuario de riesgo eléctrico.

CONDICIONES DE MONTAJE•Distancias de seguridad: Otro factor a tener en cuenta es la aproximación máxima de las personas hacia los conductores de la red eléctrica.

CONDICIONES DE MONTAJE
•Resistencia de puesta a tierra: El valor máximo de la resistencia entre el neutro y la tierra de la red eléctrica deberá ser de 25Ω.
•Iluminaciones del sitio: La iluminación deberá ser suficiente, no deslumbrante, eficiente y buena distribución cromática. La tabla 4.41 ilustra los niveles de iluminación adecuados dependiendo del tipo de trabajo que se está ejecutando.

CONDICIONES DE MONTAJE•Protecciones eléctricas: Las protecciones son un elemento importante en el diseño de un automatismo con PLC, la norma habla de que debe haber una protección por cada circuito que demande un consumo de la red eléctrica.Otros aspectos importantes antes de instalar el PLC son:
•Tensión máxima y mínima de la línea.•Frecuencia de la red.•Verificar que exista conexión a tierra.

CONDICIONES DE MONTAJE•Recintos: Los PLC están sometidos a diferentes ambientes dentro de las industrias, aunque las cajas que contienen a estos son diseñadas con robustez y normalización es necesario tener en cuenta una protección extra para aquellos ambientes que presenten contaminación y/o factores ambientales como:
•Humedad relativa alta: en donde se pueda presentar condensación de agua.
•Polvo o partículas sólidas circulando por el ambiente: estas partículas pueden provocar el incremento de la temperatura en los interiores de los circuitos, debido al taponamiento de filtros o ductos de ventilación.
•Vibración o golpes fuertes: en sistemas con alto contenido de vibración en los pisos de soporte o impactos regulares, es necesario suministrar elementos que amortigüen esas ondas.
Se pueden implementar resortes o membranas elastómeras que atenúen considerablemente el efecto de vibraciones o choques.
•Temperatura: es quizás el fenómeno más representativo en un ambiente industrial. Los PLC están diseñados para soportar temperaturas entre los 0°C y los 65°C aproximadamente, pero existen ambientes que superan estos límites y por lo general en el valor alto del rango.
•EMI (Electro-Magnetic Interference): la conmutación de elevadas cargas eléctricas, el manejo de variadores electrónicos de velocidad, la regulación de cargas mediante tiristores y en general conmutación y operación de grandes cargas motrices, causan un gran número de fuentes de ruido a diferentes frecuencias y potencias que perturban el funcionamiento del PLC.
La (National Electric Manufacturers Association) NEMA y la (International Electrotechnical Commission) IEC normalizan los recintos para albergar circuitos electrónicos en diferentes situaciones y ambientes de un proceso industrial. La norma es la ICS 6-1993 (R2001) y se puede conseguir gratuitamente en la WEB.

CONDICIONES DE MONTAJE•Compatibilidad electromagnética: Lo contrario a EMC (Electromagnetic Compatibility) es EMI (Electromagnetic Interference). Todo dispositivo electrónico y/o eléctrico debe ser diseñado, en lo posible, para tener una elevada característica EMC y ser una reducida fuente de EMI.
Para minimizar el efecto de la EMI sobre el PLC y los demás dispositivos utilizados en la instalación del automatismo se recomienda:
•Evitar los loops de tierra: los loops señalados en el circuito de la figura 4.24 se convierten en receptores de ruido por EMI, debido a las impedancias formadas por los retornos de las corrientes a la tierra del circuito.

CONDICIONES DE MONTAJE•Blindaje de conductores: Para señales que provengan de sensores como termopares, celdas de presión, sensores capacitivos, inductivos, entre otros, se recomienda el blindaje con cable trenzado y apantallado.
Modo Común
Modo Diferencial

CONDICIONES DE MONTAJE•Balanceo y filtrado: La técnica de balancear circuitos radica en que se produzcan iguales impedancias entre los conductores y la tierra y entre los mismos conductores, de esta manera las fuentes de ruido tienden a cancelarse por efecto de nodo común.
Desacople
Filtrado

CONDICIONES DE MONTAJE
•Apantallamiento: Consiste en una partición metálica entre dos regiones y se usa para la separación de ruido por campo eléctrico o magnético, tanto para contener el ruido al interior de un sistema (SISTEMA A) como para aislar un sistema del ruido (SISTEMA B).
Apantallamiento
La efectividad del apantallamiento depende del material utilizado y el cerramiento que éste tenga ante las diferentes longitudes de onda de las señales de ruido. Las características más importantes de los materiales para formar pantallas son la conductividad relativa y la permeabilidad relativa.

CONDICIONES DE MONTAJE
•Sujeción mecánica: Este factor es importante pero generalmente olvidado. Afortunadamente la mayoría de los fabricantes de PLC y periféricos han normalizado los rieles (o bases) para la sujeción de éstos. La construcción mecánica de los rieles y el sistema de enganche (latch), no permiten que los dispositivos se desprendan ante vibraciones o choque mecánicos.
Riel DIN

CONDICIONES DE MONTAJE
•Protecciones contra ESD (Electro Static Discharge): Este factor no solamente se olvida sino que se mitifica hasta el punto de volverse costumbre el decir que “la electricidad estática no debe ser considerada como un problema en nuestra región geográfica, debido al alto grado de humedad relativa que existe en el ambiente (85% - 90%) y que éste contribuye a que las cargas estáticas sean bajas en los cuerpos de las personas que laboran en ambientes industriales”.
Desafortunadamente es demostrable que tres voltios aplicados en formainversa sobre un dispositivo construido sobre tecnología CMOS, son fatales.
Las personas que se desplazan sobre calzados de goma o plástico sobre tapetes, vinilo, poliuretano o espuma, pueden adquirir carga estática de hasta 1500 voltios y si el ambiente está sometido a baja humedad relativa, se pueden alcanzar potenciales de hasta 35000 voltios.
Para prevenir daños a equipos debidos a ESD se recomienda utilizar equipos como las manillas y taloneras antiestáticas, que mantienen carga cero en las personas. Adicionalmente es necesario verificar la puesta a tierra de los recintos que contienen los circuitos electrónicos.

CONDICIONES DE MONTAJE•Cableado: La norma recomendada por el RETIE para alambres y cables es la NTC 2050.

CONDICIONES DE MONTAJE

CONDICIONES DE MONTAJE
Diagramas de conexión: Todo automatismo debe generar documentación que contenga diagramas generales y detallados del conexionado de todo el sistema. Adicionalmente esos diagramas deben cumplir normas NEMA, DIN, ANSI o NTC. Los diagramas pueden ser elaborados por un dibujante o el ingeniero, utilizando instrumentos tradicionales o software especializado como el AutoCad®, EAGLE®, CircuitMaker®, ORCAD®, entre otros.
Generalmente se elaboran dos tipos de diagramas eléctricos, elprimer tipo es el diagrama general de todo el sistema y el segundotipo de diagramas es el detallado de cada circuito del sistema,como se describe a continuación.
•Diagrama general del automatismo: Un diagrama general
representa en bloques funcionales claramente identificados. En las conexiones entre bloques debe aparecer la identificación de cada ramal o bus de cables y adicionalmente las hojas se deben etiquetar.

CONDICIONES DE MONTAJE

CONDICIONES DE MONTAJE•Diagrama detallado: Estos diagramas detallan cada conexión, de tal manera que ofrezca al usuario la forma fácil de identificar una falla o de replicar una conexión.