cleaning validation Chengdu ne · 2011-04-18 · 1 When chromatography column xxx is opened for...
14
1/ GE / Process Chromatography Cleaning and Cleaning Validation Validation of Chromatography Media Lifetime 隋礼丽 Fast Trak China GE Life Science Process Chromatography Cleaning and Cleaning Validation col val 2008 gs 3 It is a customer requirement - it ensures the safety and purity of the product. It is a regulatory requirement in Active Pharmaceutical Ingredient product manufacture. It also assures from an internal control and compliance point of view the quality of the process. The objective of cleaning validation col val 2008 gs 4 第一百四十三条 清洁方法应当经过验证,证实其清洁的 效果,以有效防止污染和交叉污染。清洁验证应当综合考虑设 备使用情况、所使用的清洁剂和消毒剂、取样方法和位置以及 相应的取样回收率、残留物的性质和限度、残留物检验方法的 灵敏度等因素。 药品生产质量管理规范(2010年修订)(卫生部令第79号) Where is cleaning validation required? col val 2008 gs 5 Contamination and Cross Contamination Precursors to the Active Pharmaceutical Ingredient By-products and/or degradation products of the Active Pharmaceutical Ingredient The previous product Solvents and other materials employed during the manufacturing process. Micro-organisms: This is particularly the case where microbial growth may be sustained by the product. Cleaning agents themselves and lubricants col val 2008 gs 6 The objective of cleaning validation Safety of product : – Prevent bio-burden and carry-over, e.g, prevent possible contamination and cross-contamination – Minimize deterioration of resin affecting product quality and yield Process economy: – Re-use of resins is instrumental to good process economy
Transcript of cleaning validation Chengdu ne · 2011-04-18 · 1 When chromatography column xxx is opened for...
1 /GE /
Process Chromatography
Cleaning and Cleaning Validation
Validation of Chromatography Media Lifetime
隋礼丽
Fast Trak China
GE Life Science
Process Chromatography
Cleaning and Cleaning Validation
col val 2008 gs 3
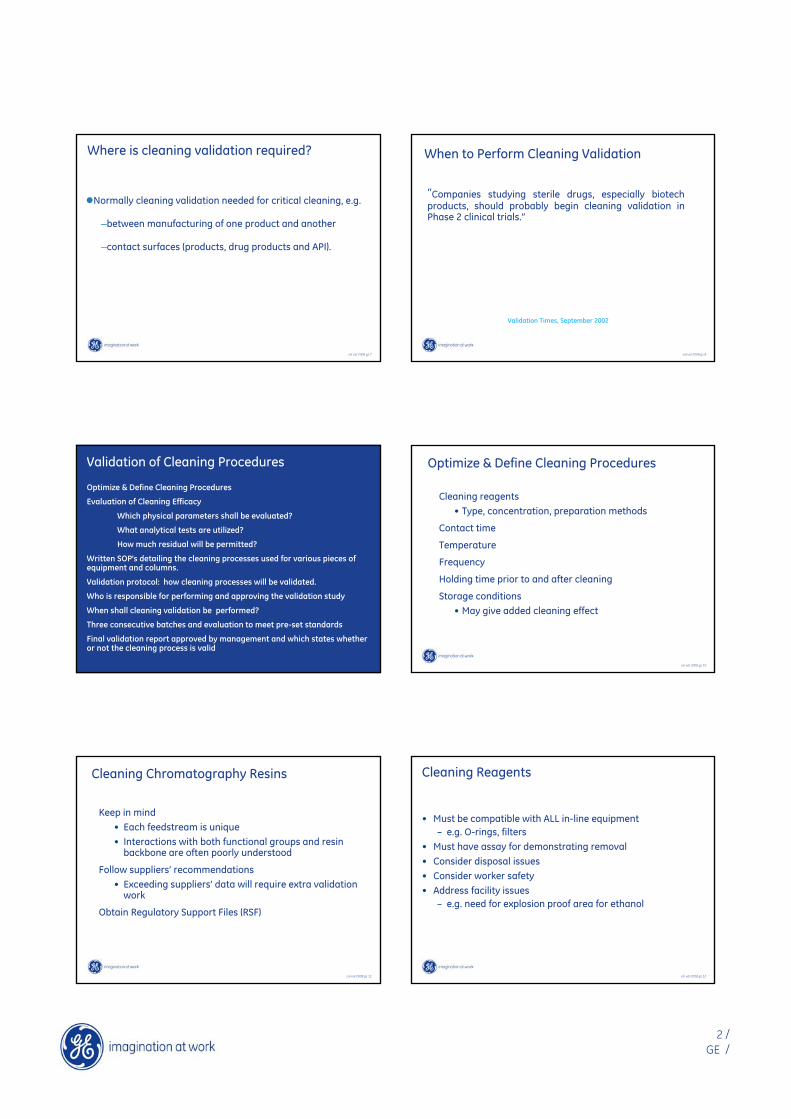
It is a customer requirement - it ensures the safety and purity of the product.
It is a regulatory requirement in Active Pharmaceutical Ingredient product manufacture.
It also assures from an internal control and compliance point of view the quality of the process.
The objective of cleaning validation
col val 2008 gs 4
第一百四十三条 清洁方法应当经过验证,证实其清洁的
效果,以有效防止污染和交叉污染。清洁验证应当综合考虑设备使用情况、所使用的清洁剂和消毒剂、取样方法和位置以及相应的取样回收率、残留物的性质和限度、残留物检验方法的
灵敏度等因素。
药品生产质量管理规范(2010年修订)(卫生部令第79号)
Where is cleaning validation required?
col val 2008 gs 5
Contamination and Cross Contamination
Precursors to the Active Pharmaceutical Ingredient
By-products and/or degradation products of the Active Pharmaceutical Ingredient
The previous product
Solvents and other materials employed during the manufacturing process.
Micro-organisms: This is particularly the case where microbial growth may be sustained by the product.
Cleaning agents themselves and lubricants
col val 2008 gs 6
The objective of cleaning validation
Safety of product :– Prevent bio-burden and carry-over, e.g, prevent possible
contamination and cross-contamination
– Minimize deterioration of resin affecting product quality and yield
Process economy:– Re-use of resins is instrumental to good process economy
2 /GE /
col val 2008 gs 7
Where is cleaning validation required?
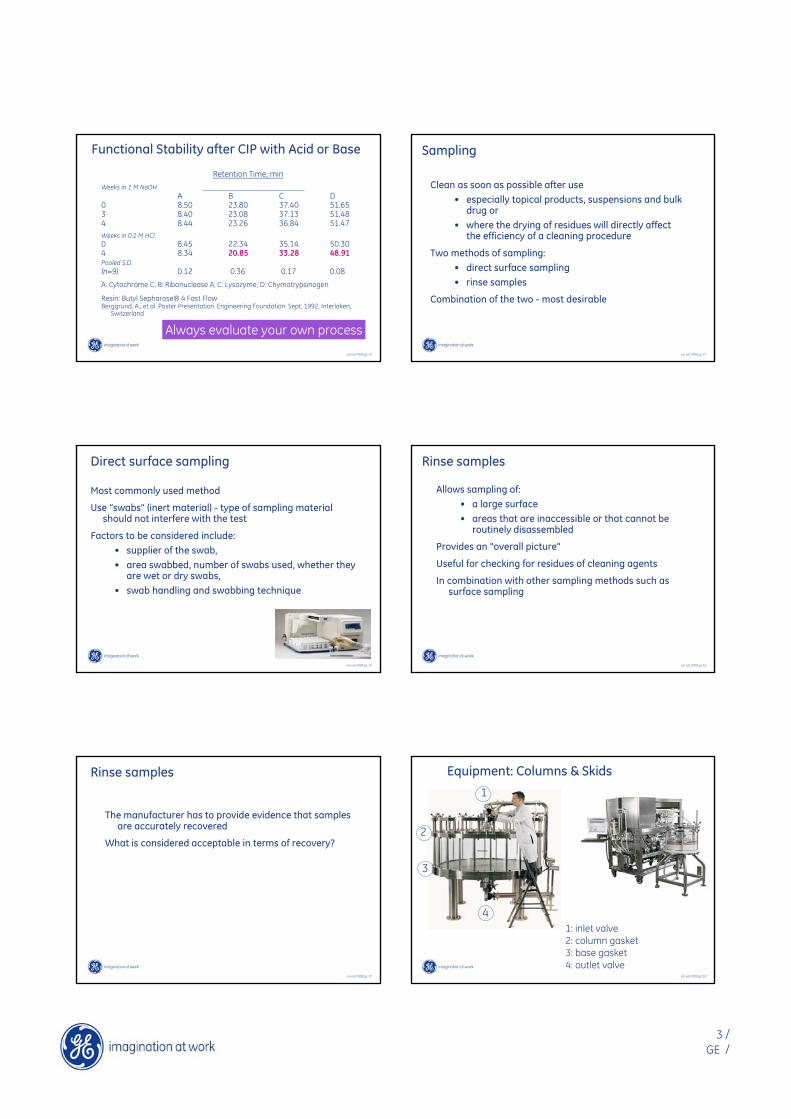
Normally cleaning validation needed for critical cleaning, e.g.
–between manufacturing of one product and another
–contact surfaces (products, drug products and API).
col val 2008 gs 8
When to Perform Cleaning Validation
“Companies studying sterile drugs, especially biotech products, should probably begin cleaning validation in Phase 2 clinical trials.”
Validation Times, September 2002
Validation of Cleaning Procedures
Optimize & Define Cleaning Procedures
Evaluation of Cleaning Efficacy
Which physical parameters shall be evaluated?
What analytical tests are utilized?
How much residual will be permitted?
Written SOP's detailing the cleaning processes used for various pieces of equipment and columns.
Validation protocol: how cleaning processes will be validated.
Who is responsible for performing and approving the validation study
When shall cleaning validation be performed?
Three consecutive batches and evaluation to meet pre-set standards
Final validation report approved by management and which states whether or not the cleaning process is valid
col val 2008 gs 10
Optimize & Define Cleaning Procedures
Cleaning reagents• Type, concentration, preparation methods
Contact time
Temperature
Frequency
Holding time prior to and after cleaning
Storage conditions • May give added cleaning effect
col val 2008 gs 11
Cleaning Chromatography Resins
Keep in mind• Each feedstream is unique• Interactions with both functional groups and resin
backbone are often poorly understood
Follow suppliers’ recommendations• Exceeding suppliers’ data will require extra validation
work
Obtain Regulatory Support Files (RSF)
col val 2008 gs 12
Cleaning Reagents
• Must be compatible with ALL in-line equipment – e.g. O-rings, filters
• Must have assay for demonstrating removal• Consider disposal issues• Consider worker safety• Address facility issues
– e.g. need for explosion proof area for ethanol
3 /GE /
col val 2008 gs 13
Retention Time, minWeeks in 1 M NaOH
A B C D0 8.50 23.80 37.40 51.653 8.40 23.08 37.13 51.484 8.44 23.26 36.84 51.47Weeks in 0.1 M HCl0 8.45 22.34 35.14 50.304 8.34 20.85 33.28 48.91Pooled S.D.(n=9) 0.12 0.36 0.17 0.08A: Cytochrome C; B: Ribonuclease A; C: Lysozyme; D: Chymotrypsinogen
Resin: Butyl Sepharose® 4 Fast Flow Berggrund, A., et al. Poster Presentation. Engineering Foundation. Sept. 1992, Interlaken,
Switzerland
Functional Stability after CIP with Acid or Base
Always evaluate your own processcol val 2008 gs 14
Sampling
Clean as soon as possible after use• especially topical products, suspensions and bulk
drug or• where the drying of residues will directly affect
the efficiency of a cleaning procedure
Two methods of sampling:• direct surface sampling • rinse samples
Combination of the two - most desirable
col val 2008 gs 15
Direct surface sampling
Most commonly used method
Use “swabs” (inert material) - type of sampling material should not interfere with the test
Factors to be considered include:• supplier of the swab,• area swabbed, number of swabs used, whether they
are wet or dry swabs,• swab handling and swabbing technique
col val 2008 gs 16
Rinse samples
Allows sampling of:• a large surface • areas that are inaccessible or that cannot be
routinely disassembled
Provides an "overall picture"
Useful for checking for residues of cleaning agents
In combination with other sampling methods such as surface sampling
col val 2008 gs 17
Rinse samples
The manufacturer has to provide evidence that samples are accurately recovered
What is considered acceptable in terms of recovery?
col val 2008 gs 18
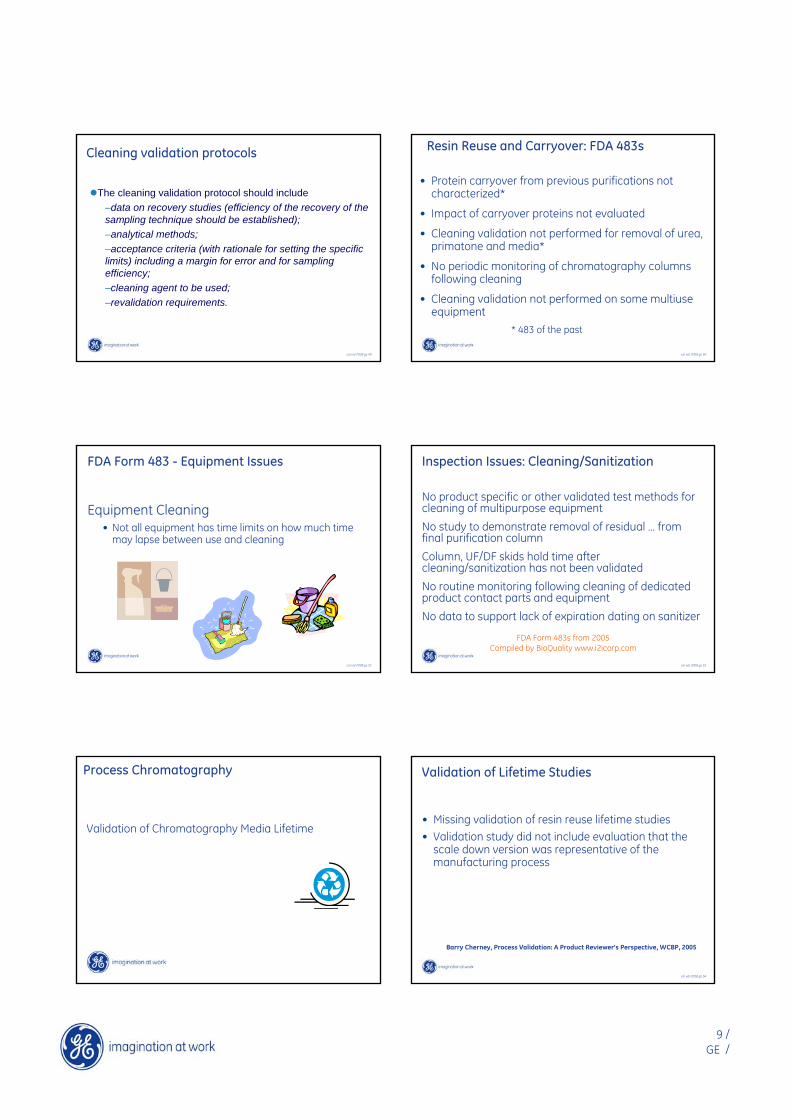
1: inlet valve2: column gasket3: base gasket4: outlet valve
4
1
2
3
Equipment: Columns & Skids
4 /GE /
col val 2008 gs 19
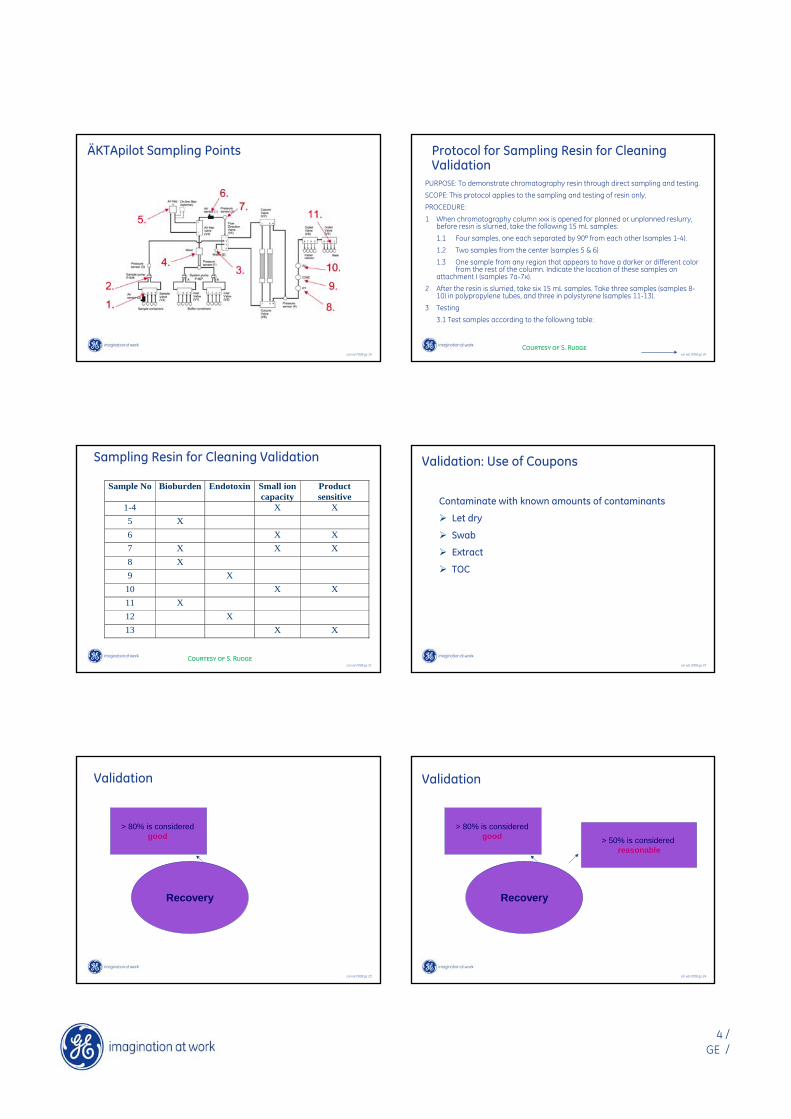
ÄKTApilot Sampling Points
col val 2008 gs 20
Protocol for Sampling Resin for Cleaning Validation
PURPOSE: To demonstrate chromatography resin through direct sampling and testing.
SCOPE: This protocol applies to the sampling and testing of resin only.
PROCEDURE:
1 When chromatography column xxx is opened for planned or unplanned reslurry, before resin is slurried, take the following 15 mL samples:
1.1 Four samples, one each separated by 90º from each other (samples 1-4).
1.2 Two samples from the center (samples 5 & 6)
1.3 One sample from any region that appears to have a darker or different color from the rest of the column. Indicate the location of these samples on
attachment I (samples 7a-7x).
2 After the resin is slurried, take six 15 mL samples. Take three samples (samples 8-10) in polypropylene tubes, and three in polystyrene (samples 11-13).
3 Testing
3.1 Test samples according to the following table:
Courtesy of S. Rudge
col val 2008 gs 21
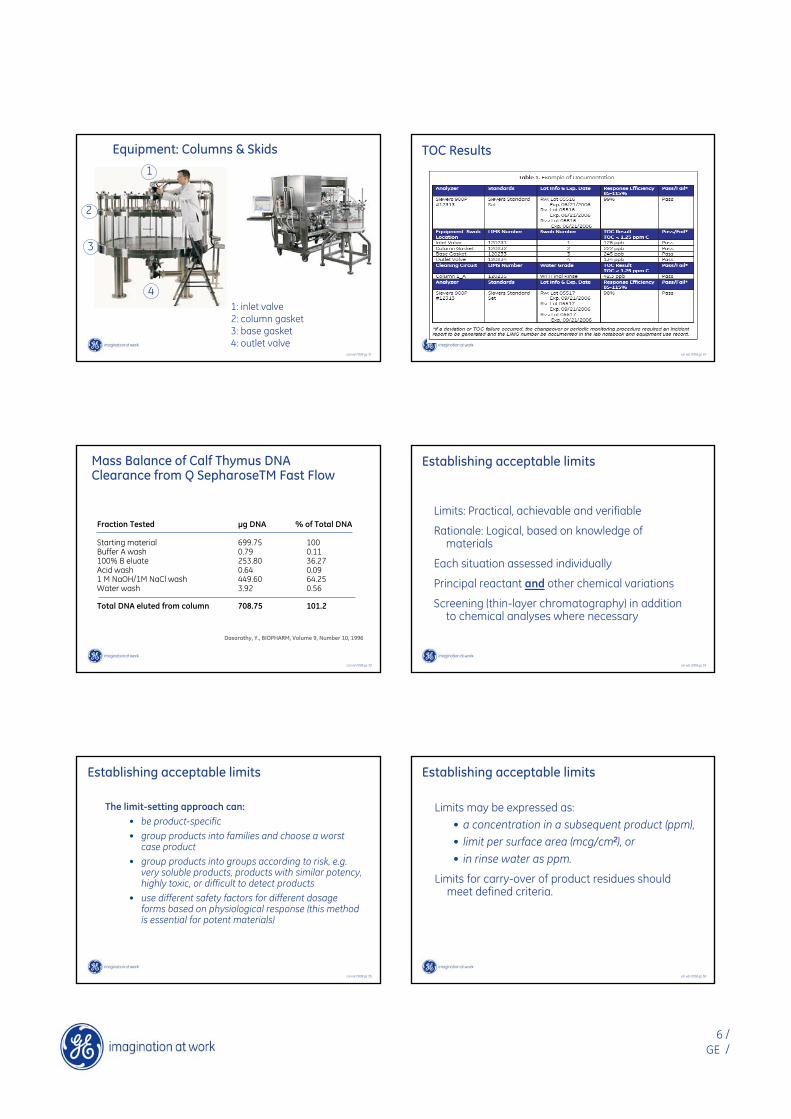
Sampling Resin for Cleaning Validation
Sample No Bioburden Endotoxin Small ion capacity
Product sensitive
1-4 X X 5 X 6 X X 7 X X X 8 X 9 X 10 X X 11 X 12 X 13 X X
Courtesy of S. Rudgecol val 2008 gs 22
Validation: Use of Coupons
Contaminate with known amounts of contaminants
Let dry
Swab
Extract
TOC
col val 2008 gs 23
Validation
Recovery
> 80% is considered good
col val 2008 gs 24
Validation
Recovery
> 80% is considered good > 50% is considered
reasonable

5 /GE /
col val 2008 gs 25
Validation
Recovery
< 50% is consideredquestionable
> 80% is considered good > 50% is considered
reasonable
col val 2008 gs 26
Evaluation of Cleaning Efficacy
A combination of small scale models and production runs
Bio-burden control
Blank (sham, mock) run analysis•UV, TOC, total protein assays, SDS-PAGE, product-specific assays
Stress media (small scale only)•Longer contact times with cleaning agent•Higher concentration of cleaning agent
Removal of specific, potentially problematic impurities•Dependent on feedstream (Mass Balance)
col val 2008 gs 27
Bio-Burden control: Microbiology
Prevent microbial growth and remove contaminationDocumented evidence
• routine cleaning• storage of equipment
The period and conditions• storage of unclean equipment before cleaning• between cleaning and equipment reuse
Equipment stored in a dry condition after cleaning (no stagnant water)
Control of bioburden important: <10CFU/ml
col val 2008 gs 28
VALIDATED ASSAYS ARE REQUIRED
Specific*, sensitive
Broad spectrum
TEST METHODS
Rinse fluids
Swab testing (equipment)
Coupons (equipment)
Visual inspection
“TOC can be an acceptable method for monitoring residues routinely and for cleaning validation.” U.S. FDA www.fda.gov/cder/guidance/cGMPs/equipment.htm#TOC
Analytical methods
col val 2008 gs 29
Analytical methods
Validated analytical methods – able to detect residuals or contaminants:
• specific for the substance(s) being assayed• at an appropriate level of cleanliness (sensitivity)
Sensitive and specific - may include:• chromatographic methods (e.g. high pressure liquid
chromotography (HPLC), gas chromotography (GC), and high pressure thin-layer chromatography (HPTLC)). Others include (alone or in combination), e.g. total organic carbon (TOC), pH, conductivity, ultraviolet (UV) spectroscopy, and ELISA.
col val 2008 gs 30
Analytical methods
Validation of the analytical method should include, e.g.• precision, linearity and selectivity (the latter if
specific analytes are targeted);• limit of detection (LOD);• limit of quantitation (LOQ);• recovery, by spiking with the analyte; and• reproducibility
Detection limit (sufficiently sensitive) to detect the established acceptable level of residue / contaminants
6 /GE /
col val 2008 gs 31
1: inlet valve2: column gasket3: base gasket4: outlet valve
4
1
2
3
Equipment: Columns & Skids
col val 2008 gs 32
TOC Results
col val 2008 gs 33
Fraction Tested µg DNA % of Total DNA
Starting material 699.75 100Buffer A wash 0.79 0.11100% B eluate 253.80 36.27Acid wash 0.64 0.091 M NaOH/1M NaCl wash 449.60 64.25Water wash 3.92 0.56
Total DNA eluted from column 708.75 101.2
Dasarathy, Y., BIOPHARM, Volume 9, Number 10, 1996
Mass Balance of Calf Thymus DNA Clearance from Q SepharoseTM Fast Flow
col val 2008 gs 34
Establishing acceptable limits
Limits: Practical, achievable and verifiable
Rationale: Logical, based on knowledge of materials
Each situation assessed individually
Principal reactant and other chemical variations
Screening (thin-layer chromatography) in addition to chemical analyses where necessary
col val 2008 gs 35
Establishing acceptable limits
The limit-setting approach can:• be product-specific• group products into families and choose a worst
case product• group products into groups according to risk, e.g.
very soluble products, products with similar potency, highly toxic, or difficult to detect products
• use different safety factors for different dosage forms based on physiological response (this method is essential for potent materials)
col val 2008 gs 36
Establishing acceptable limits
Limits may be expressed as:• a concentration in a subsequent product (ppm), • limit per surface area (mcg/cm2), or • in rinse water as ppm.
Limits for carry-over of product residues should meet defined criteria.

7 /GE /
col val 2008 gs 37
Establishing acceptable limits
The three most commonly used criteria are:
• Visually clean No residue visible on equipment after cleaning. Spiking studies to determine the concentration at which most active ingredients are visible. (May not be suitable for high potency, low-dosage drugs.)
• No more than 10 ppm of one product will appear in another product
• No more than 0.1% of the normal therapeutic dose of one product will appear in the maximum daily dose of a subsequent product.
col val 2008 gs 38
Visual Inspection
Subjective assessment
Performed by two observers
Experiences with CIP Validation in a Multiproduct Biopharmaceutical Manufacturing Facility, D. Sherwood, Celltech Biologics PLC
col val 2008 gs 39
Visual Inspection
Is a discolored column unacceptable?
Is there really a “Grey Sepharose”?
col val 2008 gs 40
AKTApilot Sanitization
Protocol:
1. Infection with solutions containing 3 bacterial strains and 1 yeast
2. Sterile water rinse followed by 1 M NaOH, approx. 1.5 h
YeastGS 115P. pastoris*
Gram positive bacteriaATCC 6538S. aureus
Gram negative bacteriaATCC 9027P. aeruginosa
Gram negative bacteriaATCC 8739E. coli
* Selected instead of USP XXV recommended yeast, C. albicans as it is more frequently used in production
col val 2008 gs 41
ÄKTApilot Sanitization Procedure
25 min10 LSterile physiological saline solution
pH neutralization
75 min4 L w/ circulation
1 M NaOHSanitization
12.5 min5 L1 M NaOHRinsing
12.5 min5 LSterile waterRinsing
TimeVolumeSolutionFunction
col val 2008 gs 42
ÄKTApilot Sampling Points

8 /GE /
col val 2008 gs 43
ÄKTApilot Sanitization Study Summary
0000Post-sanitization effluent
6.7 x 1061.2 x 1072.0 x 1081.2 x 108Pre-sanitization flow through
0.2 x 1061.6 x 1061.8 x 1068.8 x 105Post-infection flow through
0.8 x 1064.1 x 1062.1 x 1061.5 x 106Inoculum
P. pastorisS. aureusP. aeruginosaE. coliViable Count, CFU/mL
Results: A Reduction of at least 106
col val 2008 gs 44
Establishing acceptable limits
The most stringent of three options should be used
Certain allergenic ingredients and highly potent material should be undetectable by the best available analytical methods
• e.g. penicillins and cephalosporins• e.g. anovulent steroids, potent steroids and
cytotoxics
Dedicated manufacturing facilities needed
col val 2008 gs 45
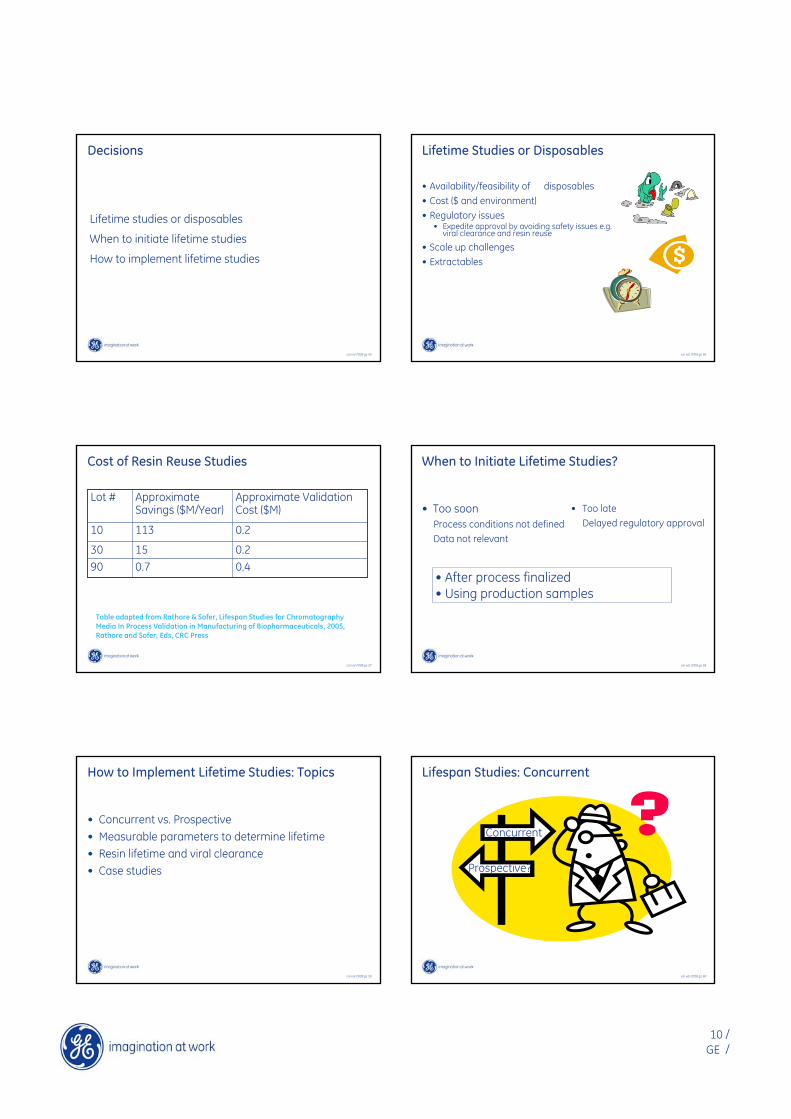
Cleaning validation protocols
Approved by QC or QA and to cover, e.g.• disassembly of system;• pre-cleaning;• cleaning agent, concentration, solution volume, water
quality;• time and temperature;• flow rate, pressure and rinsing;• complexity and design of the equipment;• training of operators; and• size of the system.
WHO Cleaning validation guideline
col val 2008 gs 46
Cleaning validation protocols
The cleaning validation protocol should include objectives, responsible people; –description of the equipment including the make, model, serial number or other unique code; –time intervals; bioburden; cleaning procedures; –equipment used for routine monitoring (e.g. conductivity meters, pH meters and total organic carbon analysers);–number of cleaning cycles; sampling procedures (e.g. direct sampling, rinse sampling, in process monitoring and sampling locations) and the rationale for their use
col val 2008 gs 47
Bracketing:
Very similar cleaning procedures for products and processes - no need for individual validation. “Worst case”may be acceptable and should be justified.
Consider type of products and equipment; allowed only where products are similar in nature or property and processed on the same equipment; and identical cleaning procedures used.
Cleaning validation protocols
WHO Cleaning validation guideline
col val 2008 gs 48
Bracketing:
Representative product - most difficult to clean.
Equipment - only when it is similar or the same equipment in different sizes (e.g. 300 l, 500 l and 1000 l tanks).
–Alternative approach may be to validate the smallest and the largest sizes separately.
Cleaning validation protocols
WHO Cleaning validation guideline
9 /GE /
col val 2008 gs 49
The cleaning validation protocol should include –data on recovery studies (efficiency of the recovery of the sampling technique should be established); –analytical methods; –acceptance criteria (with rationale for setting the specific limits) including a margin for error and for sampling efficiency;–cleaning agent to be used;–revalidation requirements.
Cleaning validation protocols
col val 2008 gs 50
Resin Reuse and Carryover: FDA 483s
• Protein carryover from previous purifications not characterized*
• Impact of carryover proteins not evaluated
• Cleaning validation not performed for removal of urea, primatone and media*
• No periodic monitoring of chromatography columns following cleaning
• Cleaning validation not performed on some multiuse equipment
* 483 of the past
col val 2008 gs 51
FDA Form 483 - Equipment Issues
Equipment Cleaning• Not all equipment has time limits on how much time
may lapse between use and cleaning
col val 2008 gs 52
Inspection Issues: Cleaning/Sanitization
No product specific or other validated test methods for cleaning of multipurpose equipmentNo study to demonstrate removal of residual … from final purification columnColumn, UF/DF skids hold time after cleaning/sanitization has not been validatedNo routine monitoring following cleaning of dedicated product contact parts and equipmentNo data to support lack of expiration dating on sanitizer
FDA Form 483s from 2005Compiled by BioQuality www.i2icorp.com
Validation of Chromatography Media Lifetime
Process Chromatography
col val 2008 gs 54
Validation of Lifetime Studies
• Missing validation of resin reuse lifetime studies• Validation study did not include evaluation that the
scale down version was representative of the manufacturing process
Barry Cherney, Process Validation: A Product Reviewer’s Perspective, WCBP, 2005
10 /GE /
col val 2008 gs 55
Decisions
Lifetime studies or disposables
When to initiate lifetime studies
How to implement lifetime studies
col val 2008 gs 56
Lifetime Studies or Disposables
• Availability/feasibility of disposables• Cost ($ and environment)• Regulatory issues
• Expedite approval by avoiding safety issues e.g. viral clearance and resin reuse
• Scale up challenges• Extractables
col val 2008 gs 57
Cost of Resin Reuse Studies
0.40.7900.21530
0.211310
Approximate Validation Cost ($M)
Approximate Savings ($M/Year)
Lot #
Table adapted from Rathore & Sofer, Lifespan Studies for Chromatography Media In Process Validation in Manufacturing of Biopharmaceuticals, 2005, Rathore and Sofer, Eds, CRC Press
col val 2008 gs 58
When to Initiate Lifetime Studies?
• Too soonProcess conditions not definedData not relevant
• Too lateDelayed regulatory approval
• After process finalized • Using production samples
col val 2008 gs 59
How to Implement Lifetime Studies: Topics
• Concurrent vs. Prospective• Measurable parameters to determine lifetime• Resin lifetime and viral clearance• Case studies
col val 2008 gs 60
Lifespan Studies: Concurrent
Concurrent
Prospective?
11 /GE /
col val 2008 gs 61
FDA Therapeutic Compliance Guide Program Guide 7341.001
“There should be an estimated life span for each column type, i.e., number of cycles. Laboratory studies are useful even necessary to establish life span of columns. There are situations where concurrent validation at the manufacturing scale may be more appropriate. Continued use may be based upon routine monitoring against predetermined criteria.”
col val 2008 gs 62
Is Concurrent Validation of Lifespan Practical?
Provides real data on performance with repeated use (like PAT)
Are assays sufficiently sensitive to determine process consistency?
Are you willing to take the risk of a failed batch?
Is viral clearance claimed on a purification step?
col val 2008 gs 63
Critical aspects of a resin lifetime study
•Development and qualification of a scale down model
•Equipment Qualification:IQ/OQ/PQ
•Column packing qualification
•Column repacking frequency and qualification
•Column critical operating parameters
•Cleaning and Sanitization protocol
•Column Storage
•Carryover Studies
•Raw materials and Feedstream
•Measurable performance of column
•Acceptance criteria
col val 2008 gs 64
Measurable Parameters to Determine Lifetime: Chromatography Resins
Product purity
Impurities profile
Changes in flow rate/pressure
Changes in elution profile• Shift in retention volume or time• Peak heights
Changes in regeneration/reequilibration profile • pH, conductivity, UV
Decreasing product yields
Appearance
Bed height
Column packing• HETP• Asymmetry
Capacity• Product, total protein
Leachables
Others
col val 2008 gs 65
Which Parameters are Most Meaningful?
• It’s a Case by Case Decision• Is appearance informative in a 2meter dia column?
col val 2008 gs 66
One Firm’s Observations on Column Failure and Manufacturing Surveillance
Protein A• Dynamic capacity decay
Anion exchange• Removal of key contaminants decrease
Cation exchange• No identifiable sources of column failure• Study included cleaning, capacity, contaminant removal,
yield, purity
Data presented by Cindy Oliver, Medimmune, PDA/FDA Viral Clearance Forum, Oct. 2001
12 /GE /
col val 2008 gs 67
Case Studies
I. Humanized IgG1 from CHO culture on Protein A column
II. E. coli extract on capture anion exchange column
col val 2008 gs 68
Case Study: IgG1 Purification on Protein A Column
Dynamic binding capacity after CIP
Yield of IgG1
Residual HCP
col val 2008 gs 69
Dynamic Binding Capacity of Humanized IgG1
Dynamic binding capacity for MabSelect SuRe after purification cycles and CIP in 0.1 M NaOH
0
10
20
30
40
0 25 50 75 100 125 150 175
Purification / CIP cycles
10%
bre
akth
roug
h ca
paci
ty (m
g/m
l) fo
r IgG
1
CIP: 0.1 M NaOH, 15 min. 150 purification cycles on MabSelect SuRe™col val 2008 gs 70
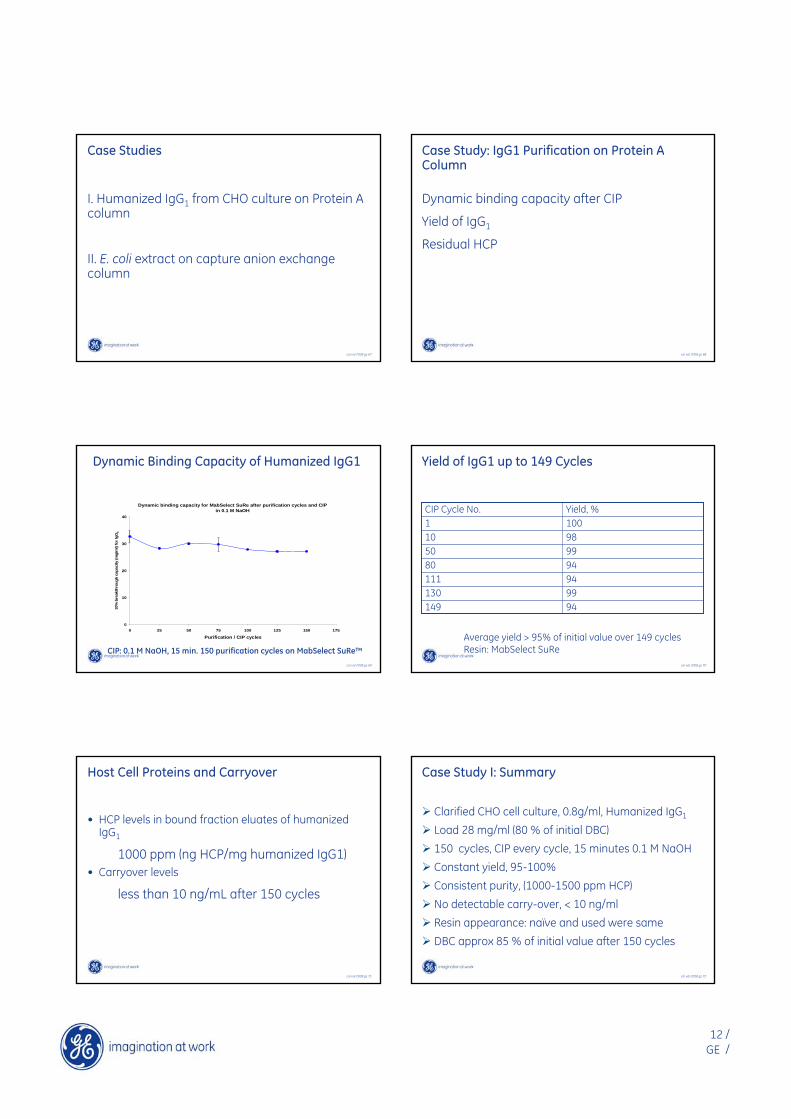
Yield of IgG1 up to 149 Cycles
9414999130941119480995098101001Yield, %CIP Cycle No.
Average yield > 95% of initial value over 149 cyclesResin: MabSelect SuRe
col val 2008 gs 71
Host Cell Proteins and Carryover
• HCP levels in bound fraction eluates of humanized IgG1
1000 ppm (ng HCP/mg humanized IgG1)• Carryover levels
less than 10 ng/mL after 150 cycles
col val 2008 gs 72
Case Study I: Summary
Clarified CHO cell culture, 0.8g/ml, Humanized IgG1
Load 28 mg/ml (80 % of initial DBC)150 cycles, CIP every cycle, 15 minutes 0.1 M NaOHConstant yield, 95-100%Consistent purity, (1000-1500 ppm HCP)
No detectable carry-over, < 10 ng/mlResin appearance: naïve and used were sameDBC approx 85 % of initial value after 150 cycles
13 /GE /
col val 2008 gs 73
Case Study 2: Clarified E. coli Homogenate Purified by Capture Anion Exchange Step
Column packing
Column backpressure
Dynamic binding capacity of BSA at 10% breakthrough
Endotoxin content in eluates
Carryover runs at 79 cycles:
CIP: 4 h, 1 M NaOH
Column performance
capacity, endotoxin content, discoloration
Ionic capacity and amino acid content of resin
col val 2008 gs 74
Column Packing and Performance
1.123180791.093328691.103126591.103139501.093155391.143186291.123146201.113134111.0629860
AsymmetryN/mCycle no.
Resin: Capto Q™
col val 2008 gs 75
Backpressure over 80 Cycles
MPa at 30.0 mL
0
0,5
1
1,5
2
0 10 20 30 40 50 60 70 80
Cycle no.
MPa
col val 2008 gs 76
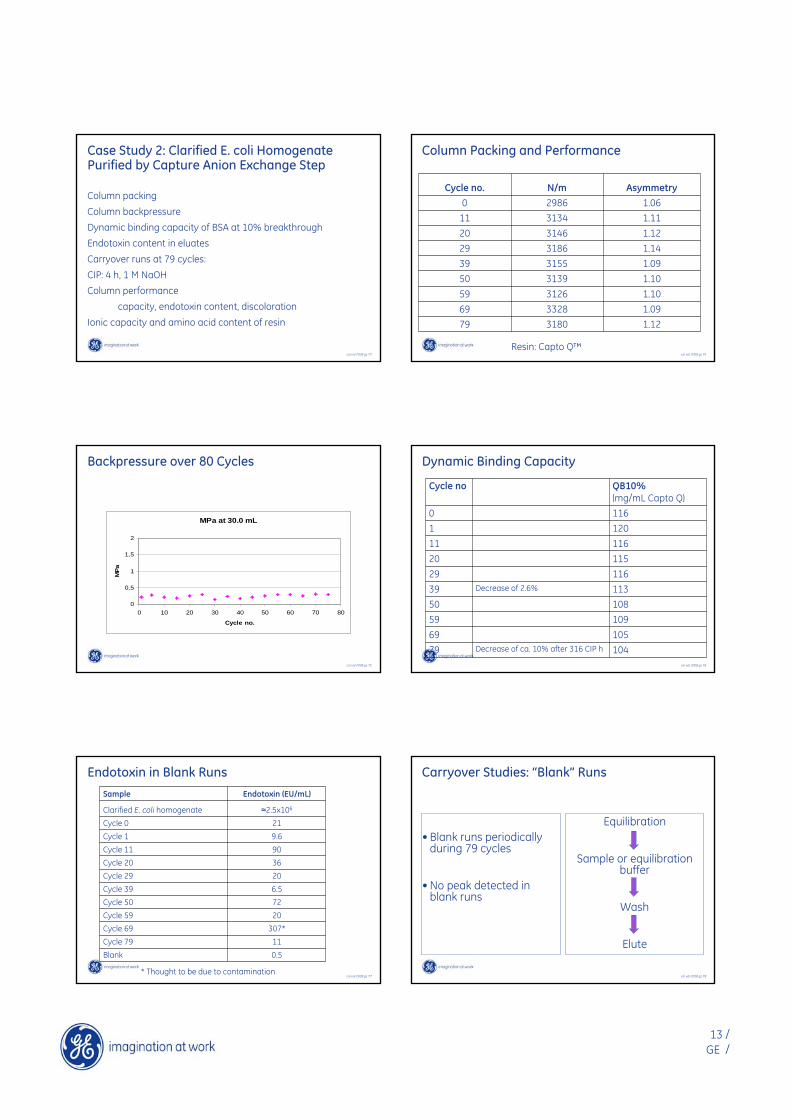
Dynamic Binding Capacity
Decrease of ca. 10% after 316 CIP h
Decrease of 2.6%
104105109108113116115116120116
QB10%(mg/mL Capto Q)
796959503929201110
Cycle no
col val 2008 gs 77
Endotoxin in Blank Runs
0.5Blank
11Cycle 79307*Cycle 69
20Cycle 5972Cycle 506.5Cycle 3920Cycle 2936Cycle 2090Cycle 119.6Cycle 1
21Cycle 0≈2.5x106Clarified E. coli homogenate
Endotoxin (EU/mL)Sample
* Thought to be due to contaminationcol val 2008 gs 78
Carryover Studies: “Blank” Runs
• Blank runs periodically during 79 cycles
• No peak detected in blank runs
Equilibration
Sample or equilibration buffer
Wash
Elute
14 /GE /
col val 2008 gs 79
Other Parameters Measured in Case Study II
Ionic capacity
Unused resin: 0.19 mmol Cl‒/mL
After last cycle: 0.17 mmol Cl‒/mL
Discoloration
None observed
col val 2008 gs 80
Thanks
col val 2008 gs 81
隋礼丽021 [email protected] Trak China LeaderGE Life Science












![[WeGO e-Government Program]City Paper Presentation : Chengdu(China)](https://static.fdocument.pub/doc/165x107/55cb2400bb61eb09318b46eb/wego-e-government-programcity-paper-presentation-chengduchina.jpg)



