産業安全運動100年記念事業 小論文...
32
小論文 入賞作品集 産業安全運動100年記念事業 産業安全運動100年記念事業実行委員会事務局 日本が世界一安全な職場を実現する日
Transcript of 産業安全運動100年記念事業 小論文...

小論文 入賞作品集産業安全運動100年記念事業
産業安全運動100年記念事業実行委員会事務局
日本が世界一安全な職場を実現する日
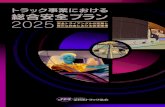
入賞・入選作品一覧産業安全運動100年記念小論文
日本が世界一安全な職場を実現する日高岡 弘幸 Hiroyuki Takaoka 旭硝子(株)����
����
21世紀、アジアの安全衛生と日本の役割志川 久 Hisashi Shikawa ����
����
違反を許さない企業風土の醸成青木 高志 Takashi Aoki ����
����
多くの現場を見て感じたこと小田 康博 Yasuhiro Oda 中国電力(株)����
����
産業医の歴史とこれから中尾 智 Tomo Nakao (株)アルバック����
����
金賞
銀賞
開かれた新しいステージ岡田 圭司 Keiji Okada 上野キヤノンマテリアル(株)����
����銀賞
佳作
佳作
佳作
※ 佳作はタイトルと作者のみのご紹介となります。
4ページ
15ページ
26ページ
2

産業安全運動100年記念小論文 審査寸評
産業安全運動100年記念事業実行委員会が、「これからの安全衛生活動のあり方を考える」というテーマで募集した「産業安全運動100年記念小論文」には、72作品のご応募をいただきました。作品をお寄せいただいた方々およびその関係者の方々に深く御礼申し上げます。 有識者らによる厳正な審査を行った結果、金賞1作品、銀賞2作品、佳作3作品が選ばれました。
金賞を受賞された「日本が世界一安全な職場を実現する日」は、安全衛生活動を効果的に進めるため独自に設定した評価基準や資格制度、災害統計の解析に基づいた活動とその実効性の確認等について書かれた作品です。長年にわたり安全衛生管理の基盤となる活動に忠実に取り組んできたことが、安全衛生水準の向上につながったことを実例で説明されています。多くの企業が、これからの安全衛生活動を推進するうえで参考となる作品であることが高く評価されました。 銀賞は、企業の安全衛生担当者として安全衛生活動に取り組んできた経験から今後の安全衛生活動におけるライン化の重要性を示した「開かれた新しいステージ」、日本が培ってきた安全衛生のノウハウをアジア諸国へ普及させていくための提言を示した「21世紀、アジアの安全衛生と日本の役割」が、それぞれその具体性と独創性が評価され受賞となりました。
ここでは、金賞・銀賞を受賞された3作品を紹介いたします。これらの作品が、皆さまのこれからの安全衛生活動の一助となれば幸いです。
産業安全運動100年記念事業実行委員会事務局
3

金賞
4
��はじめに 日本の産業安全運動が100年を迎えたこの年に、企業において安全衛生を担当していることを私は大変誇りに思います。また産業安全の歴史は、そのまま中央労働災害防止協会(中災防)の活動の歴史でもあり、その存在と役割の大きさを再認識するとともに、今後日本が世界で最も安全な職場を実現するためにどのような安全活動を行っていけばよいのかを、この機会に私なりに考えてみたいと思います。 中災防の活動の中で、脈々と受け継がれて最も成功した安全活動は、「ゼロ災運動」であり、その基本手法は「危険予知活動」であることはよく知られています。1973年、中災防の欧米安全衛生視察団に参加していた住友金属工業㈱和歌山製鉄所の労務部長が、ベルギーのソルベイ社を訪れた際、交通安全教育用のシートに目をとめました。危険を危険と感じ、各自が安全行動に努めることにより事故を防止することは大変有効であると考え、社内にプロジェクトチームを結成しました。その成果として危険予知トレーニング(KYT)が誕生し、その後中災防が4ラウンドKYTを基本に、ショートKYT、自問自答KYT、交通安全KYTなど各種場面に合うように体系化し
たことにより、長く継続できる活動に仕上げたことは先人の知恵の結集であり、日本が世界に誇れる安全活動です。ゼロ災運動の歴史はさまざまな図書で紹介されていますが、今をさかのぼる1961年に、AGC旭硝子㈱鶴見工場(現京浜工場)で始まった小集団活動「緑十字グループ運動」が、1973年に開始された「ゼロ災運動」に引き継がれていったことは、社内でもあまり知られていません。私はこの事実に大変誇りを持っています。当社ではこの後も継続して中災防と密接な連携を保ちながら安全活動を推進し、「一人ひとりカケガエノナイひと」という「ゼロ災運動」の人間尊重の理念は、AGC(ASAHI GLASS CO.,LTD.)グループ内に深く根づいていきました。 前述のようにKYTのルーツはベルギーにあり、AGCグループのヨーロッパでの事業活動の中心もベルギーにあります。ヨーロッパの安全衛生管理者たちは、日本のKYTが「指差し呼称」と密着しており、作業者がみんなで声を出して指差し呼称を行うことはヨーロッパの文化とはなじまないと考えています。そのため、日本のKYTの歴史はベルギーにあるので、ヨーロッパでも実施できるはずだと私が主張しても、残念ながらKYTをそのルーツであるヨーロッパに里帰りさせることはいまだできていません。 ヨーロッパと日本は歴史も文化も異なるこ
���������日本が世界一安全な職場を実現する日旭硝子㈱CSR室MS統括グループ プロフェッショナル
��������高岡 弘幸 TAKAOKA Hiroyuki

5
日本が世界一安全な職場を実現する日
とから、安全活動に関してそれぞれに固有の問題を抱えています。一般的に、ヨーロッパは機械安全の先進国であり、一方日本では機械安全がまだまだ一般的ではなく、人に頼る安全が中心であると考えられています。 日本の産業安全運動100年にあたるこの記念すべき年にヨーロッパと日本の違いを考えながら、どのようにすれば安全な職場を実現できるのかを考察してみたいと思います。
��AGCグループの安全管理活動 旭硝子を中核とするAGCグループは、世界で事業を営むグローバル企業であり、安全管理の共通施策として2006年頃から機械安全に注力してきました。それは当グループが重厚長大型の設備産業であり、一歩間違えば死亡災害につながる大きなリスクが製造拠点内に多数存在するからです。 「機械の包括的な安全基準に関する指針」は2001年に制定されましたが、法令ではなく、基本的な方針を示した指針であることもあり知名度が低く、実際にこの指針に基づいて機械安全を実行している機械メーカーは、2006年頃にはまだまだ少ないのが実状でした。また熟練作業者が大量に定年を迎える時代の中で、少なくとも機械が安全でなければ、日本での製造業は成り立たなくなると当社の経営者は考えていました。日本の製造業の強みは作業者の熟練であり、技術技能の伝承は喫緊の課題ですが、高年齢化、未熟練化が進行していく中で、いかに安全な職場をつくっていくかは大変重要なことです。 AGCグループは機械のユーザー事業者で
すが、社内にエンジニアリング部門を有し、グループ内に導入する機械の企画、設計も行っています。機械安全の推進、特に設計時のリスクアセスメントを実施することはユーザー事業者である私たちにとって相当困難なことでした。 2006年に労働安全衛生法が改正され、法第28条の2でリスクアセスメントが努力義務化されました。これにより、労働安全衛生法の主たる義務主体である事業者に対する、機械・作業のリスクアセスメントの実施が加速されるようになりましたが、機械メーカーによる設計時・製作時のリスクアセスメントはなかなか活発にはなりませんでした。それは既存設備のリスクアセスメントは設備を目の前にしてリスクの抽出・見積りができるのに対して、設計時のリスクアセスメントは、国際安全規格(ISO/IEC規格、数年後にJIS規格化)を基に設計図の段階で安全設計を立証する必要があるからです。 AGCグループでは、機械の製作を行っていません。そのため、グループ内はもちろん、社外の協力会社にも設計時のリスクアセスメント能力を身につけてもらうことは、さらに困難な施策です。 その有効な手段として、2004年に民間の機械安全技術者資格制度として創設された「セーフティ・アセッサ制度」(*1)を導入し、機械設備設計部門、機械設備保全部門、環境安全部門、社外協力会社に対し、社内で講習会を開催し、資格取得を推進してきました。2011年4月末現在で、基礎的な機械安全資格である「セーフティ・サブアセッサ」資格保有者が360人、それよりレベルが高い「セーフティ・

金賞
6
アセッサ」資格保有者が29人となっています。これにより、機械安全に関する知識の共有化が進み、2010年4月からは、「設計リスクアセスメントを行っていない機械設備は受け取れない」ことを社内外に宣言しました。グループ内で使用する機械設備には特殊なものが多いことから、まだ100%実施できているわけではありませんが、この施策は継続していくこととしています。 機械を設計するエンジニアが身につけるべき基礎的な機械安全の能力を習得するため、すべての機械・電気設計者に「セーフティ・サブアセッサ」の資格取得を推奨しています。また「セーフティ・アセッサ」は、かなり高度な機械安全の能力を身につけている資格として、まだ人数は少ないのですが、将来的には設計時のリスクアセスメントの承認者として活用することで機械安全を担保していく計画です。 以上は、機械設備設計・製作に際しての機械安全確保の施策ですが、AGCグループのような機械設備の寿命が長い事業形態においては、製造部門に機械設備を引き渡した後に機械安全の考え方に反する改造が行われることも多く、2007年頃からそのようなことに起因する災害も目立ってきました。 また、機械安全の考え方が日本より遅れているアジア関係会社の機械安全レベルの向上も重要な課題ですが、「セーフティ・アセッサ制度」は現在のところ日本国内だけの資格制度です。経営トップからの要請もあり、国内製造部門、アジアの機械設備・製造部門向けに「セーフティ・サブアセッサ」より簡易的な「セーフティ・ベーシックアセッサ」を第三者機関に創設していただき、国内では2010年
から4回、アジアでは2011年から2回の研修と資格試験を開催しました。その結果、2011年4月末時点での日本・アジアの「セーフティ・ベーシックアセッサ」資格保有者は、305人(国内176人、アジア129人)と順調にスタートしています。国内外のこの資格取得は今後も継続していき、アジアでは2013年から設計リスクアセスメントを順次開始していく予定です。 ここ数年、機械安全の普及に注力してきました。機械安全は安全管理活動の一部であって、最終的にケガをするのは作業者ですので、従来日本で行われてきた「人による安全」は「機械安全」とともに車の両輪ともいえる重要なポイントです。AGCグループでは、「KYT・KYK」「危険体感研修」「STOPパトロール」(*2)「リスクアセスメントに基づいた安全パトロール」「ヒヤリハット活動」「相互指摘活動」その他さまざまな安全管理活動を行ってきました。それぞれの拠点の歴史・文化の違いもあり、画一的な安全管理活動に統一することはせず、拠点の長の判断に委ね、コーポレートCSR室、カンパニーCSR室はそのサポートを行っています。 その中で「危険体感研修」は「自らの身は自らが守る」意識を作業者に植えつけるための大変有効な手段と位置づけ、2004年に千葉工場に危険体感研修設備を設置して以来、2006年からは各拠点に危険体感研修設備の設置を推奨しています。この「危険体感研修」は、インストラクターの養成が有効性を高めるカギであると考え、2009年よりモノづくり・人づくり推進室が、アジアからの研修生を受け入れてインストラクターを養成した

7
日本が世界一安全な職場を実現する日
り、関係会社を巡回して実施状況を視察・支援したりしています。 またリスクアセスメントの基礎能力は、「危険予知能力」であり、リスクアセスメントの開始に際しては、まず「KYT・KYK」を導入しています。安全パトロールやヒヤリハット活動にもリスクの考え方を取り入れ、リスクの高い指摘事項から優先順位をつけて改善することを進めています。 これまでCSR室では、各種安全衛生の集合研修を開催し、「AGCリスクアセスメント標準方式」を習得するための「リスクアセスメント実践研修」も毎年数回開催してきましたが、労働安全衛生マネジメントシステム(OHSMS)の監査などを行ってみると、必ずしもリスクアセスメントが有効に実施されているとはいえない状況も散見されました。その原因として、CSR室の集合研修に参加する階層(課長、課長補佐、主任等)は実際に現場でリスクアセスメントを行っているわけではなく、実際に現場でリスクアセスメントを行っている階層(分区長、一般作業者等)に十分教育が行き届いていないことに気がつきました。 また、1990年代の前半に「部安全専任者制度」を構築し、製造部長の右腕として安全衛生を推進する担当者にベテラン現場監督者を当てる制度を構築し、ラインの安全衛生管理活動に対して効果を上げていました。しかし、年数が経つとともにそれらの人が高齢化し、定年を迎えても補充されていない例もありました。環境安全保安室のスタッフの高齢化も問題で、世代交代の必要性とともに、勘と経験に頼る安全衛生活動から、基礎的で体系的な教育を受けた人材を育成して、その中から安
全衛生のスタッフを選任する時代への変革を迫られていました。 そこで「リスクアセスメントの有効性の向上」と「安全人材の育成」を主な目的として、2009年より「安全強化活動」を企画し、国内主要拠点の製造、設備部門から、現場に影響力を発揮できる主任クラスの「安全中核要員」を選任してもらい、集合研修で繰り返し教育し、彼らが拠点に帰場して現場レベルのリスクアセスメント教育と日常的な安全活動を実施する仕組みを構築しました。2010年からは協力会社にも参画いただき、各拠点での統合した活動に参加していただいています。 「安全中核要員」は個々人の活動計画を立てて約8カ月間拠点のリスクアセスメントレベルの向上とその他日常的な安全衛生活動に従事します。拠点ごとに安全活動も異なっているため、複数回の集合研修の間に「拠点訪問」と称してコーポレート・カンパニーのCSR室から各拠点を訪問し、個別に指導・支援を実施するようにしました。このことにより、徐々に各拠点のリスクアセスメントレベルが向上するとともに、「安全強化活動」に参加した安全中核要員の安全意識・知識が向上してきています。CSR室や各拠点の環境安全保安室は、スタッフ部門としてラインの安全管理活動を適切に支援する立場にあります。安全中核要員は、活動終了後は原則、元の職場に復帰しますが、ラインの安全管理活動の中心的役割を担うことにより、安全衛生施策の浸透が図られ、将来は安全中核要員の中から適性を見極めながら、部安全専任者や環境安全保安室のスタッフを選任できるようになると考えています。
金賞
8
���災害データの分析と安全活動の検証
個々の安全活動の開始の決定や実施効果を災害データから検証することは、その施策の有効性を実証する上で大変重要なことです。コーポレートCSR室では、2005年に「AGCグループ災害区分判定基準」を制定し、日本・アジアで同一災害区分による災害情報の収集・再配信を行っています。日本では、少しくらいのケガでは休まずに出社して、しばらく別の仕事を行う「不休業」という区分の災害が多くあります。一方アジアの各国では、個々人の業務範囲がきちんと規定されて守られていること、ケガをしたら休むという習慣が根づいていることなどから、少しのケガでも休んでしまうことが一般的です。結果的に、同じケガでも日本では不休業や微傷、アジア各国では休業となってしまうのでは、統一的な災害情報の再発防止効果が期待できません。もちろん災害情報の重要性は、結果として発生したケガの大きさではなく、ケガの原因となったリスクの大きさなのですが、災害報告書からリスクの大きさを正確に判断することは困難です。 そこでAGCグループ災害区分判定基準では、産業医の意見を聞きながら、ケガの種類とその大きさで災害区分を決めることにしています。まだ日本とアジアでしかこの基準は統一できていませんが、この基準を制定したことにより、災害情報の利用が有効に行われています。 コーポレートCSR室で収集し、集計している災害情報は、広範囲の関係会社からのいわ
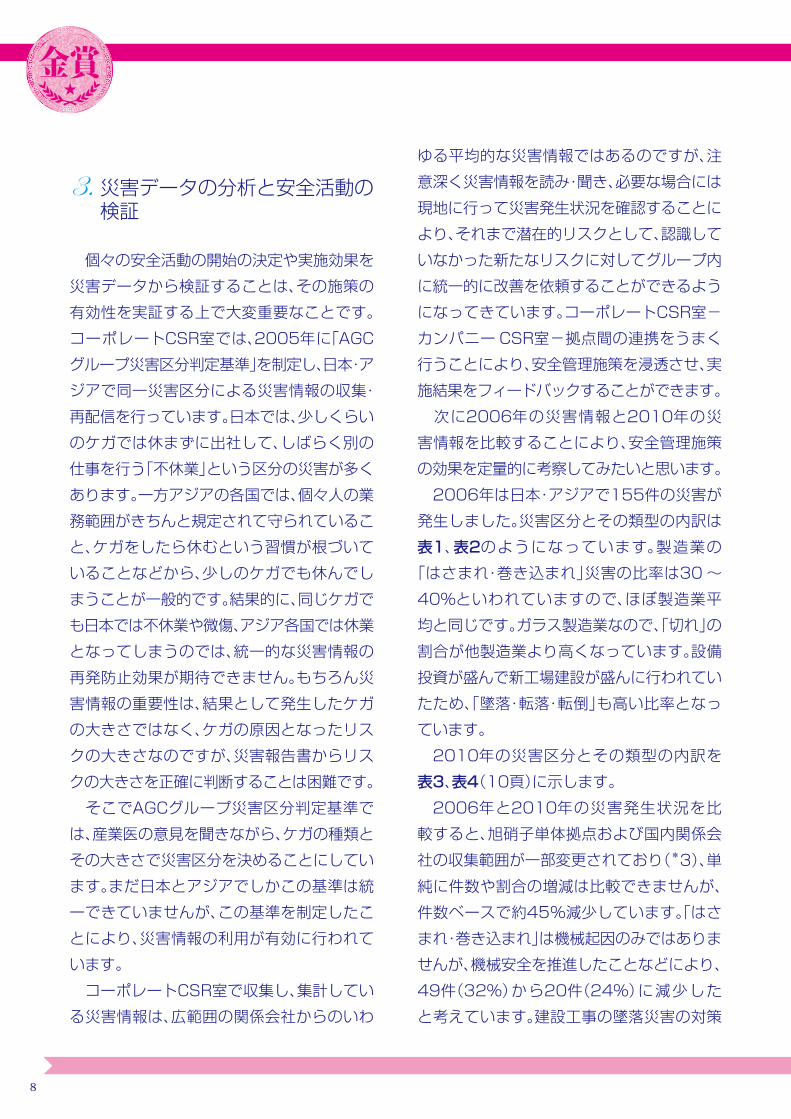
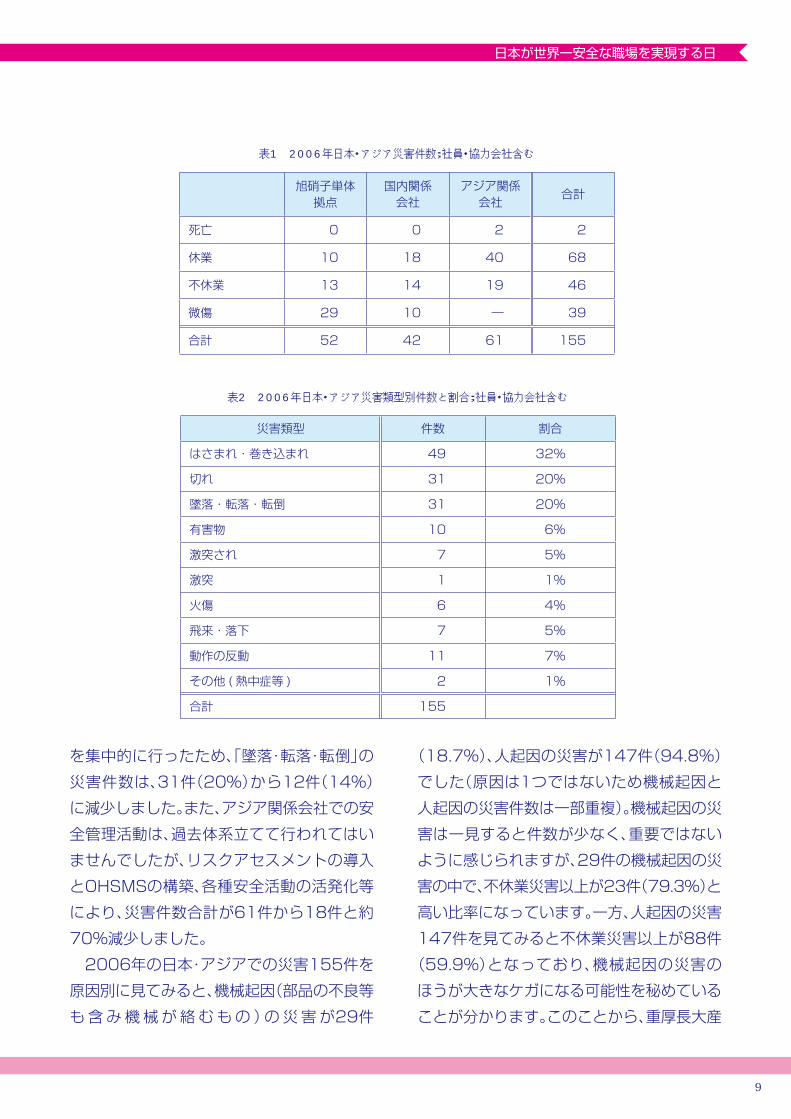
ゆる平均的な災害情報ではあるのですが、注意深く災害情報を読み・聞き、必要な場合には現地に行って災害発生状況を確認することにより、それまで潜在的リスクとして、認識していなかった新たなリスクに対してグループ内に統一的に改善を依頼することができるようになってきています。コーポレートCSR室-カンパニーCSR室-拠点間の連携をうまく行うことにより、安全管理施策を浸透させ、実施結果をフィードバックすることができます。 次に2006年の災害情報と2010年の災害情報を比較することにより、安全管理施策の効果を定量的に考察してみたいと思います。 2006年は日本・アジアで155件の災害が発生しました。災害区分とその類型の内訳は表1、表2のようになっています。製造業の「はさまれ・巻き込まれ」災害の比率は30~40%といわれていますので、ほぼ製造業平均と同じです。ガラス製造業なので、「切れ」の割合が他製造業より高くなっています。設備投資が盛んで新工場建設が盛んに行われていたため、「墜落・転落・転倒」も高い比率となっています。 2010年の災害区分とその類型の内訳を表3、表4(10頁)に示します。 2006年と2010年の災害発生状況を比較すると、旭硝子単体拠点および国内関係会社の収集範囲が一部変更されており(*3)、単純に件数や割合の増減は比較できませんが、件数ベースで約45%減少しています。「はさまれ・巻き込まれ」は機械起因のみではありませんが、機械安全を推進したことなどにより、49件(32%)から20件(24%)に減少したと考えています。建設工事の墜落災害の対策
9
日本が世界一安全な職場を実現する日
を集中的に行ったため、「墜落・転落・転倒」の災害件数は、31件(20%)から12件(14%)に減少しました。また、アジア関係会社での安全管理活動は、過去体系立てて行われてはいませんでしたが、リスクアセスメントの導入とOHSMSの構築、各種安全活動の活発化等により、災害件数合計が61件から18件と約70%減少しました。 2006年の日本・アジアでの災害155件を原因別に見てみると、機械起因(部品の不良等も含み機械が絡むもの)の災害が29件
(18.7%)、人起因の災害が147件(94.8%)でした(原因は1つではないため機械起因と人起因の災害件数は一部重複)。機械起因の災害は一見すると件数が少なく、重要ではないように感じられますが、29件の機械起因の災害の中で、不休業災害以上が23件(79.3%)と高い比率になっています。一方、人起因の災害147件を見てみると不休業災害以上が88件(59.9%)となっており、機械起因の災害のほうが大きなケガになる可能性を秘めていることが分かります。このことから、重厚長大産
旭硝子単体拠点
国内関係会社
アジア関係会社 合計
死亡 0 0 2 2
休業 10 18 40 68
不休業 13 14 19 46
微傷 29 10 ― 39
合計 52 42 61 155
災害類型 件数 割合
はさまれ・巻き込まれ 49 32%
切れ 31 20%
墜落・転落・転倒 31 20%
有害物 10 6%
激突され 7 5%
激突 1 1%
火傷 6 4%
飛来・落下 7 5%
動作の反動 11 7%
その他 (熱中症等 ) 2 1%
合計 155
表1 2006年日本・アジア災害件数;社員・協力会社含む
表2 2006年日本・アジア災害類型別件数と割合;社員・協力会社含む

金賞
10
業では機械起因の災害の防止に注力する価値があるといえます。 2010年の日本・アジアでの85件の災害を同じように分析してみると、機械起因の災害が15件(17.6%)、人起因の災害が53件(62.3%)となっています(同様に重複を含む)。機械起因の災害の中で不休業災害以上は、11件(73.3%)、人起因の災害で不休業災害以上は、22件(41.5%)となっており、2006年と同じように機械起因の災害は、人起因の災害より大きなケガになることが分か
ります。 一方で、機械起因でも人起因でもないと考えられる災害があります。たとえば作業手順書が実際の作業と異なっていた、新入社員に対して教育が十分ではなかった、注意上の表示が適切でなかったなど、人起因の災害というより管理上の問題によるとみられる災害です。よく考えれば、機械安全上の不備も人の作業にかかわる不安全行動も管理上の問題と考えられ、発生した災害はすべて、管理上の問題を内包しているということになります。
表3 2010年日本・アジア災害件数;社員・協力会社含む
表4 2010年日本・アジア災害類型別件数と割合;社員・協力会社含む
旭硝子単体拠点
国内関係会社
アジア関係会社 合計
死亡 0 2 1 3
休業 4 11 9 24
不休業 6 7 8 21
微傷 27 10 ― 37
合計 37 30 18 85
災害類型 件数 割合
はさまれ・巻き込まれ 20 24%
切れ 15 18%
墜落・転落・転倒 12 14%
有害物 10 12%
激突され 4 5%
激突 2 2%
火傷 2 2%
飛来・落下 10 12%
動作の反動 6 7%
その他 (熱中症等 ) 4 5%
合計 85

11
日本が世界一安全な職場を実現する日
この関係を表示すると図1、図2のようになります。 2010年には人起因の災害比率は減少していますが、災害を誘発する管理上の問題を継続して解決していくことが重要な課題となっています。 現在行っている施策としては、ヒューマンエラー災害を防止するため、2009年に「ヒューマンエラー災害防止研修」を開始し、主として工学的、管理的な視点からヒューマンエラー起因災害を防止していくことと、今年日本・アジアの現場作業者向けに「ヒューマンエラー防止読本」を作成して各拠点に配布し、課の安全会議などで教育に使用できるように計画しています。また、OHSMSを構築し、リスクアセスメントの有効性を高めることにより、潜在的な災害の芽をなくしていく活動を継続して行っていきます。
���ヨーロッパにおける安全管理活動
この小論文をお読みの方なら、日本の安全
活動の歴史に関しては十分ご存じだと思います。一方、ヨーロッパの安全管理活動では、EU諸国を中心として機械安全の面で優れており、このまま機械安全を推し進めていけば安全な職場が実現できる、またはすでに世界一安全な職場を実現していると信じている方も多いのではないかと思います。 ヨーロッパがなぜ機械安全を推し進めてきたかということは、一般的にいわれるように、世界で最も早く産業革命を経験し、大変危険な機械設備と作業環境により、労働者の安全と健康が蝕
むしば
まれ、そのような状態ではさらなる産業発展は望めないこと、人を教育しようとしても多民族国家で移民も多く、十分な教育効果が得られないことなどが挙げられています。この機械安全による安全確保の政策はある点では大変成功し、交通災害を除く2006年の労働災害死亡者10万人率は、日本2.5に対してイギリス1.3と約半分の好成績となっています(中災防データベースより)。EUの平均は2.1と日本とほぼ同等ですが、統計の取り方などに違いがあり、一般に日本の安全管理はまだまだEUのレベルに比較
図1 2006年の状態
図2 2010年の状態
生産現場機械起因の災害(18.7%)
人起因の災害(94.8%)
管理上の問題(100%)
生産現場機械起因の災害(17.6%)
人起因の災害(62.3%)
管理上の問題(100%)
金賞
12
して十分ではないと認識されています。 実際にヨーロッパの安全管理者と話せば、彼らが機械安全に関して大変自信を持っていることが分かります。「日本はEUを目標にして機械安全を推進している」と言うと、彼らは鼻高々といった感じになります。 では彼らが機械安全だけで十分に安全管理レベルを向上させられると思っているかといえば、決してそうではないようです。 AGCグループのヨーロッパのガラス関係の関係会社は9カ国に事業展開し、大規模製造拠点が約50拠点、小規模製造拠点と基地倉庫のようなものを含めると約100カ所の拠点があります。EU加盟国以外の国にも事業を展開しており、ロシアから西ヨーロッパの国々の文化や事業の生い立ち、安全管理レベル、社会的認識などが大きく異なり、安全管理活動も画一的な方法では行えません。 2008年にヨーロッパのガラス製造拠点約45カ所の安全管理者がベルギーに集合して、初の「Safety meeting」が開催されました。私がコーポレートCSR室から出席し、安全衛生の中期計画や年度方針、日本・アジアの災害発生状況などを説明しました。彼らはさまざまな情報交換を行っており、ガラス製造設備に関する総合的な欧州規格であるEN 13035 (Machines and plants for the manufacture, treatment and processing of flat glass. Safety requirements. Cutting machines)の内容を紹介していました。この規格は題名のとおり、ガラス切り機、面取り機、ハンドリング機械等の機械設備、ガラスを収納するパレット、台車など広範なガラス関係設備、治工具に関する規格で、これがISO規
格になれば、何年か後にはJIS規格になり、日本でも準拠することとなります。その時点ではまだISO化の予定はないとのことでしたが、このような詳細な規格を定めて安全確保に努力していることは大変先進的であると感心し、このような情報を得たことは、この会合に参加した貴重な収穫でした。 また彼らは2日間の会合の中で、「Safety=Machinery safety(機械安全) +Safety behavior(安全行動)」であると何度も繰り返していました。トラック運転手やフォークリフトの安全管理、高所作業での災害防止、ガラス切断作業における切創防止、ガラスを載せ替える場合の安全作業手順など、個別のテーマごとに実施している安全管理活動のベスト・プラクティスを紹介していました。彼らは「Safety behavior」をいかに確保するかということに腐心しているようでした。 図3はヨーロッパ関係会社の災害発生状況、図4は北米関係会社の災害発生状況です。ヨーロッパ、北米とは、前述した「災害区分判定基準」が統一できていません。したがって、ヨーロッパでは休業災害が100~200件も発生(*4)しているから危険な職場だ、とは単純にはいえません。それぞれの地域の基準で年ごとに災害件数が減少していれば、安全管理活動がうまく機能していると考えられます。 しかしながら、ヨーロッパ、北米とも災害件数は下げ止まりか、上昇傾向を呈しており、この状況を打破するためには、ヨーロッパでの「Safety meeting」で議論していた「Safety behavior」に着目していくことが大変重要だと考えています。

13
日本が世界一安全な職場を実現する日
���世界一安全な職場を実現するために
これまで述べてきたことで、すでに皆さまは世界一安全な職場を実現するためにはどの
ようにすべきかがお分かりだと思います。 そうです。「Safety=Machinery safety(機械安全) +Safety behavior(安全行動)」を実現することです。ヨーロッパは「Machinery safety」では先行していますが、「Safety
図3 ヨーロッパ関係会社の災害発生状況
図4 北米関係会社の災害発生状況
250
200
150
100
50
0
240
179
135 135
0 1 1 2
2007 2008 2009 2010
死亡災害 休業災害(件)
(年)
50
40
30
20
10
0
34
12 1116
0 0 0 0
2007
死亡災害(件) 休業災害
2008 2009 2010 (年)

金賞
14
behavior」の確保に苦労しており、おそらくヨーロッパの歴史、民俗、文化から考えて、「Safety behavior」を極めることは大変難しいと考えます。最初に述べたように「危険予知活動」をヨーロッパに定着させることが大変困難であることだけを考えてもそれは理解できます。 翻って日本はどうでしょうか。現場力が低下したといわれていますが、まだまだ他国に比較して日本の現場力は最大の強みだと思います。 また、「ゼロ災運動」は日本の職場に定着しています。今後とも手を変え品を変え、マンネリ化させずに活発に活動していくことが重要ではありますが、現場力の基盤は決して崩れてはいないと思っています。 では日本にとって不足しているのは何か。それは「機械安全」です。 この数年で日本の機械安全は大きく進歩しました。2006年の労働安全衛生法の改正、2007年の「機械の包括的な安全基準に関する指針」の改定、国際安全規格のJIS化とその普及の努力、各種安全コンポーネントの普及と低価格化等々、さまざまな要因によって、日本の機械安全が大きく進歩していることは間違いないと思っています。国や行政機関、業界団体、企業が一体となって機械安全の浸透に努力していくことによって、日本の機械安全がEUのレベルに追いついた時、真の意味で世界一安全な職場を実現できると私は信じています。 日本のAGCグ ル ー プ は、「Machinery safety」を「セーフティ・アセッサ制度」で強化し、「Safety behavior」を「安全強化活動」
で強化することにより、「Safety」を実現していきます。 そして、日本はアジアやその他新興地域に対して指導的な立場を維持し、または日本の産業がアジアやその他新興地域に進出すると同時に安全衛生活動も展開し、その先進的立場を維持していくことによって、日本のアドバンテージは継続できると私は確信しています。AGCグループはその先頭に立って、安全衛生活動を推進していきます。 日本が早晩、世界一安全な社会を実現し、世界の安全管理活動をリードしていく立場になっていることを夢見て、産業安全運動100年を記念するこの年に安全衛生担当としての業務を振り返り、私はこれからも安全管理活動を推進していきたいと思っています。
(*1) 「セーフティ・アセッサ制度」;2004年に安全技術応用研究会、日本電気制御機器工業会、日本認証、TÜVラインランドが協力して創設した機械安全技術者資格制度。
(*2) 「STOPパトロール」:DuPont社が推進している不安全状態・不安全行動を防止するための安全トレーニング観察プログラム (Safety Training Observation Program)。
(*3) 旭硝子拠点および国内関係会社の災害収集範囲の変更;北九州工場の閉鎖、国内関係会社の増減、一部国内関係会社の情報収集範囲を従来の不休業災害以上から微傷災害以上に変更したこと等。
(*4) グローバルでの災害度数率は正確に把握できていませんが、AGCグループの従業員数は、2010年末で日本約12,600人、その他アジア約20,300人、ヨーロッパ約13,900人、北米約3,600人です。災害件数には、協力会社の災害件数も含まれ、その人数は上記従業員数の外数です。

銀賞
15
開かれた新しいステージ
はじめに
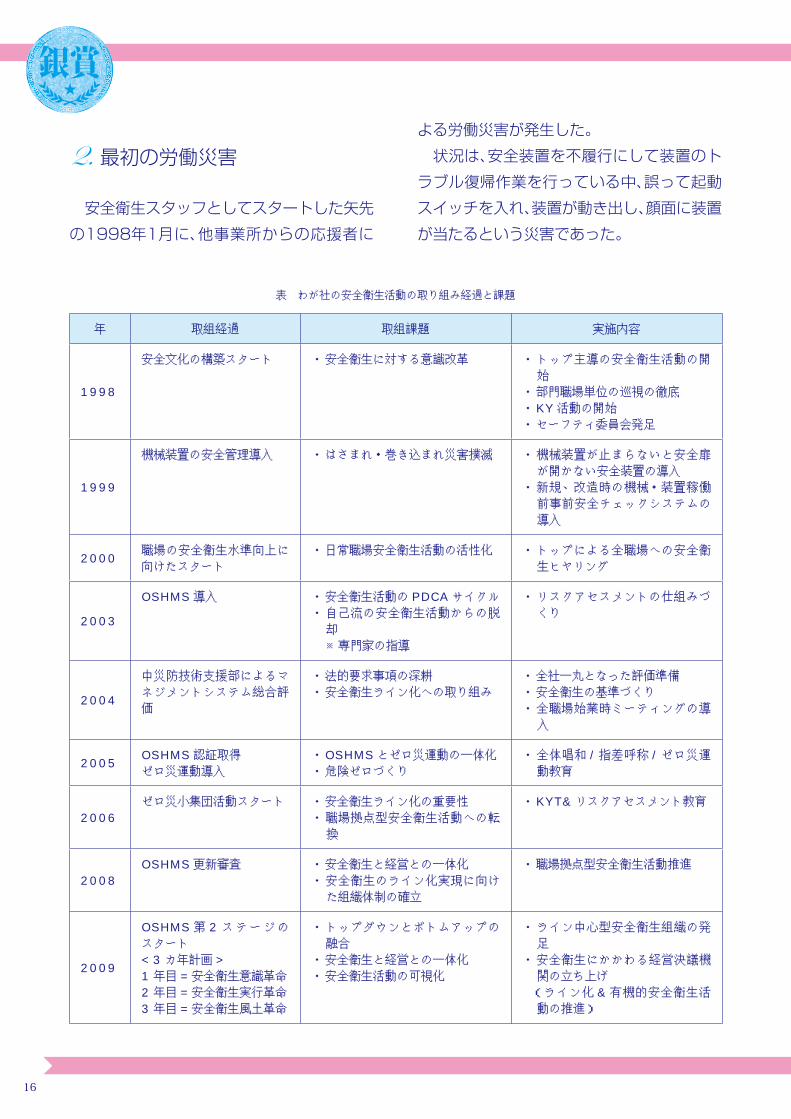
「これからの企業の安全衛生活動のあり方を考える」をテーマに論文を記していくが、このテーマは安全衛生スタッフから見た、わが社の安全衛生活動抜きに論ずることは難しい。なぜならば、12年余りの安全衛生活動(表)を通して、会社と私自身の成長があったからである。そういった成長なくして企業の安全衛生の新しいステージは開かれないと考えた。よって 第1章 わが社の安全衛生活動経過 第 2章 これからの企業の安全衛生活動のあり方(開かれた新しいステージ)
として、以下に述べていく。
第1章わが社の安全衛生活動経過
��安全衛生スタッフとしての第一歩 「ピーポー ピーポー」。救急車が構内に入って来た。労災である。一瞬、工場長の顔が目に浮かんだ。 工場長は、私の入社当時の直属の上司であり、随分とお世話になり、さまざまなことを学んだ。工場長を悩ませる災害や事故はなくな
らないものだろうか。その頃から私にはそんな思いがあった。 当時の工場の状況は、新プラント・新機種の立ち上げに加え、アウトソーシングへの転換など、めまぐるしい変化の中、生産を予定どおり確保することに社員は奔走していた。 職場は生産責任が過負荷になっており、いつしか「安全最優先」は慢性化した標語となっていた。 そんな中、私に辞令が下りた。「総務課 安全衛生スタッフを命ずる」。安全衛生に対してはまったくの素人であり、知識も経験もない。ましてや安全衛生スタッフは、私ともう1人の女性の2人だけだった。上司である総務課長も安全衛生の経験はなく、具体的に教えてくれる人もいない。前任者からの引き継ぎだけである。 翌日、工場長に呼ばれ「工場を変えたい。労働災害の出ない工場にしたい。手伝ってくれ! よろしく頼む。そのためには君自身の勉強も必要だ」。 その言葉を受け、とにかく一生懸命頑張ろうと決意を新たにした。1997年12月のことであった。 私の安全衛生スタッフとしての仕事は、1998年の1月に始まった。
���������開かれた新しいステージ上野キヤノンマテリアル㈱
��������岡田 圭司 OKADA Keiji
銀賞
16
��最初の労働災害 安全衛生スタッフとしてスタートした矢先の1998年1月に、他事業所からの応援者に
よる労働災害が発生した。 状況は、安全装置を不履行にして装置のトラブル復帰作業を行っている中、誤って起動スイッチを入れ、装置が動き出し、顔面に装置が当たるという災害であった。
表 わが社の安全衛生活動の取り組み経過と課題
年 取組経過 取組課題 実施内容
1998
安全文化の構築スタート ● 安全衛生に対する意識改革 ● トップ主導の安全衛生活動の開始
● 部門職場単位の巡視の徹底● KY活動の開始● セーフティ委員会発足
1999
機械装置の安全管理導入 ● はさまれ・巻き込まれ災害撲滅 ● 機械装置が止まらないと安全扉が開かない安全装置の導入
● 新規、改造時の機械・装置稼働前事前安全チェックシステムの導入
2000職場の安全衛生水準向上に向けたスタート
● 日常職場安全衛生活動の活性化 ● トップによる全職場への安全衛生ヒヤリング
2003
OSHMS導入 ● 安全衛生活動の PDCAサイクル● 自己流の安全衛生活動からの脱却※専門家の指導
● リスクアセスメントの仕組みづくり
2004
中災防技術支援部によるマネジメントシステム総合評価
● 法的要求事項の深耕● 安全衛生ライン化への取り組み
● 全社一丸となった評価準備● 安全衛生の基準づくり● 全職場始業時ミーティングの導入
2005OSHMS認証取得ゼロ災運動導入
● OSHMSとゼロ災運動の一体化● 危険ゼロづくり
● 全体唱和 /指差呼称 /ゼロ災運動教育
2006ゼロ災小集団活動スタート ● 安全衛生ライン化の重要性
● 職場拠点型安全衛生活動への転換
● KYT&リスクアセスメント教育
2008OSHMS更新審査 ● 安全衛生と経営との一体化
● 安全衛生のライン化実現に向けた組織体制の確立
● 職場拠点型安全衛生活動推進
2009
OSHMS第 2ステージのスタート< 3カ年計画 >1年目 =安全衛生意識革命2年目 =安全衛生実行革命3年目 =安全衛生風土革命
● トップダウンとボトムアップの融合
● 安全衛生と経営との一体化● 安全衛生活動の可視化
● ライン中心型安全衛生組織の発足
● 安全衛生にかかわる経営決議機関の立ち上げ(ライン化 &有機的安全衛生活動の推進)

17
開かれた新しいステージ
当時この職場では、安全装置を不履行にしたメンテナンスは、担当レベルでしばしば行われていた。災害を起こした本人が安全装置を不履行にしているのに、起動ボタンを押すことは本人のミスであるという考えが一部にあった。 工場に対する本社(キヤノン㈱)の見方は厳しく、早速本社の人事部門、中央の安全衛生委員会を通じて、臨時の安全衛生委員会を開くこととなった。工場長は、事業所のトップとして災害発生に対して謝罪したが、私としてはどうしてよいのか分からなかった。 安全衛生委員会の後、工場長に呼ばれ、部課長全員を集めるよう指示があった。工場長が部課長に指示したのは、「今後、メンテナンス時に安全装置を不履行にしなければならない場合はすべて部長承認としたい」ということであった。 技術・生産部門からは反発があり、「そんなことをしたら生産が予定どおりに確保できない。メンテナンスのスタッフ作業者には、十分気をつけるよう指導するので、別の手段を考えてほしい」との意見が出された。 しかし、工場長は断固として意思を曲げず、この指示はトップ命令として打ち出された。最初のトップダウンである。
���重大災害の発生 しかし、工場には労働災害を起こしてはならないとの意識はあるものの、トップの意思は職制にはあまり浸透していなかった。変わらず生産確保に奔走する毎日のように感じられた。 そんな矢先、重大災害が発生した。
協力会社の社員が回転物にはさまれ、病院に搬送された。至急工場に戻るよう製造部長から出張先の私に電話があった。 工場に着いたのは、夜の9時だった。工場にはトップ以下、各部長、総務課長、本社の人事課長らが災害の情報収集に当たっていて、「ただごとではない!」とあらためて強く思った。工場長室には、災害経過が克明にホワイトボードに書かれていた。被災された方は、手術の結果、命には別条なかったが、後遺症の残る災害であった。災害の発生したラインも、対策がとれるまで停止したままである。 翌日は休日に当たっていたが、職制全員が集められ、「なぜこのような災害が発生したか、今後工場として安全管理にどう取り組むべきか」が議論された。 一気に工場の雰囲気がブルーになった。 工場長からは、今後安全最優先で生産するよう指示が出され、その中の一つの重要提案として、「『安全扉を開くと装置が止まる構造』から『装置が完全に止まらないと安全扉が開かない構造』となるように、機械装置に対する考え方を変えたい!」という発言があった。真剣であった。 そんなことをしたら、生産性は低下し、投資のコストもかかるとの声もあったが、反対する者はいなかった。2度目のトップダウンであった。
���安全文化構築の始まり 翌週からは、工場の雰囲気が一変した。安全最優先の意識が工場全体に伝わった。「安全最優先」は単なる標語ではなく、経営方針として生まれ変わったのだ。
銀賞
18
「このような災害を二度と繰り返してはならない!」 工場で働く、みんなの気持ちだった。 こうして、私の本格的な安全衛生スタッフとしての仕事が始まった。 工場長から矢継ぎ早に指示が下りてくる。その対策部門としてセーフティ委員会が立ち上がり、トップ以下全社一丸となり、以下のことを徹底していった。①部門職場単位でのSP(セーフティパトロール)活動徹底②機械装置が止まらないと安全扉が開かない安全装置の導入推進③危険予知活動等の推進 安全衛生活動は意識・実行面ともに大きく変化した。ここに安全文化の構築がスタートしたのである。
���稼働前事前安全チェックシステムの導入
安全の意識改革に向けたさまざまな活動が行われる中、工場長から一つの提案が出された。 技術部門を中心に、新規の機械装置の導入および改造時に事前チェックシステムを導入し、トップ承認をもって生産稼働を認める、というものである。機械装置に対する安全への考え方は●機械装置の安全性に完璧はないということを前提にする
● 常に問題意識を持ち、あらゆる変化と行動を想定する
●英知を結集し徹底した事前対策をする●決して妥協しない安全チェックをする●絶対を追求する
というものであった。3度目のトップダウンである。 早速仕組みが構築され、翌年からスタートした。 重大災害が起きて1年以内にフェールセーフと機械装置の稼働前事前安全チェックシステムが工場に導入された。ものすごい速さのスピード経営である。 私自身、「安全はトップにありき」をこのとき学んだ。
���労働安全衛生マネジメントシステムの導入
前述の活動の結果、労働災害は激減し、発生件数は3分の1まで低下するとともに、動いている機械装置に対するはさまれ・巻き込まれ災害の発生はなくなった。 しかし、安全衛生スタッフとして、私には以下の危惧があった。①安全衛生のPDCAサイクルが回っていない②労働災害は毎年数件発生している③トップが代わることによって安全文化が風化する可能性がある
④外部の専門家の安全衛生診断等を受けていないことから、自己流の安全衛生活動になっている
この思いはトップも同じであった。 そのような状況の下、労働安全衛生マネジメントシステム(以下OSHMS)の導入が、これからの企業の安全衛生活動には必要という流れが生まれた。実際、キヤノングループの一部の事業所においても、その導入が始まっていた。 また当時、私のいた工場はキヤノン㈱から

19
開かれた新しいステージ
分社・独立し、上野キヤノンマテリアル㈱として改めて始動したところであり、わが社にとって、今後の安全衛生活動の水準向上を目指す上で、OSHMSの導入は必須であった。工場長から社長へと立場が変わったトップと安全衛生スタッフの思いは、同じであった。そして、OSHMSを導入することが経営会議で決まったのである。2002年のことだった。 翌年の1月に導入のキックオフを行い、トップの所信が表明された。 この時、OSHMSを軸としたわが社の安全衛生活動がスタートしたわけだが、OSHMSの知識があり、理解できる者は社内にはおらず、勉強し理解することが私の急務であった。
���中央労働災害防止協会との出会いからOSHMS認定取得まで
安全衛生スタッフとしてOSHMSの情報と知識を得る中、キヤノン本社の安全衛生部に相談した結果、会社としてJISHA方式(中災防方式)のOSHMSの認定取得を目指すこと、そのステップとして中央労働災害防止協会(以下、中災防)のマネジメントシステム総合評価サービス(以下、マネジメントシステム評価)を受けることが経営会議で決まった。 マネジメトシステム評価は、安全衛生管理・活動に関する重要項目について、専門家が1,000以上のチェック項目により、仕組みや実態を詳細に診断するもので、自社の強み弱みを明らかにすることができる。OSHMS導入に向けて課題が明確になるのである。 私と中災防との出会いがここに始まった。 その後、中災防の技術支援部の指導を受けながら、マネジメントシステム評価の準備を
始めた。私は、準備に没頭した。 そんな折、経営トップが交替した。新しいトップは、OSHMSに理解を示し全面的にバックアップしてくれた。職場も協力してくれた。 こうして、会社と職場が心を一つにして、全社一丸となりマネジメントシステム評価に臨んだ。マネジメントシステム評価は、私たちにとって、今まで経験したことのない安全衛生活動の文化であり、とても新鮮だった。 会社にとって、安全衛生活動の新たなステージの幕開けであった。 結果、一定の評価をいただき、安全衛生スタッフとして達成感があった。一方、課題も多々あり、その中でもとりわけ安全衛生のライン化が弱いとの指摘があった。当時、「安全衛生のライン化」というのは初めて聞く言葉であり、私も職場もこの意味を理解できなかった。 トップからは、新しい方針が打ち出された。「自分たちの 自分たちによる 自分たちのための 安全と健康」、そして実行テーマは、災害ゼロではなく、職場に危険個所をつくらない「危険ゼロづくり」を目指す次なるステージが示された。 実現へのアプローチとして、運動手法が必要と考えたトップは、「一人ひとりカケガエのない人」という安全衛生理念に基づくゼロ災運動を社内に導入し、OSHMSとゼロ災運動との一体化を目指すこととなった。安全衛生のライン化に向けた前身活動であった。 危険ゼロづくりとして、ヒヤリハット情報を活用してリスクアセスメントを徹底・推進し、危険ゼロへの改善活動を定着させた。 わが社は、JISHA評価から1年後、OSHMSとゼロ災運動の一体化を目指して活動する
銀賞
20
中、中災防よりOSHMSの適格認定を取得することができた。 翌年には、ゼロ災小集団活動も導入し、わが社の安全衛生活動もこれで順調に進むかに思えた。
���OSHMS認定取得後の壁 しかし、OSHMS認定取得後1年が経過する頃、安全衛生活動の壁にあたった。「会社と職場にとって安全衛生活動の次の進むべき道が見えない」、「ゼロ災小集団活動も活性化してこない」という壁である。 もちろん、安全衛生スタッフの力不足もある。「会社の安全衛生活動がスパイラルアップできないのは、安全衛生事務局のせいである」との雰囲気が広がりはじめた。 ここに至るまで、事務局がOSHMS導入と運用に対して、現場のニーズと現場そのものを理解していなかったことによる失敗があった。結果、現場の安全衛生活動は個々に活動しているが、事務局、管理者、従業員が一体化した活動にはなっていなかった。 しかも当時、誰も解決の糸口が見えなかった。明らかに安全衛生活動に対する機運も低下し、安全衛生スタッフとして私も落ち込んだ。 そのころ、再び経営トップの交代があった。社内の一部からも、安全衛生活動がうまくいかないのは安全衛生事務局に起因しているとの報告が新しいトップに報告された。 しかしトップは見抜いていた。会社の安全衛生活動が停滞する要因は、安全衛生のライン化の本質を理解していない管理職の意識にある、ということを。
���新しいトップのメッセージ 新しいトップのメッセージは、職場拠点型安全衛生活動の推進であった。その考えは、①安全衛生活動は、トップダウンとボトムアップの融合によって成り立つ
②自分たちの職場の安全衛生活動や快適職場は自職場でつくる
③安全衛生事務局は、その活動を補完していくことが仕事である
④事務局(安全衛生スタッフ)依存型の安全衛生活動から脱却し、職場拠点型安全衛生活動に軸足を移していく
というものであった。私は、新鮮かつ感動を覚えると同時に、安全衛生のライン化に向けた力強いメッセージであることを理解した。同時に新しい糸口が見えるようになった。この時から、わが社の安全衛生活動は再び変わり始めた。 しかし、トップのメッセージが発信されても、すぐに意識改革するのは難しい。トップの考えが浸透し、組織が動き出すまでに時間がかかるのである。
���更新審査と安全衛生第二のステージ
そうした中、OSHMS認定の更新審査の時期を迎えた。確かに、安全衛生の水準は向上している。しかし何かが足りないと感じる中で、更新審査を受けた。 中災防の評価員は見事に見抜いた。「安全衛生と経営との一体化」が必要であると。この思いは、当社のトップも同じだった。

21
開かれた新しいステージ
具体的な指導として、安全衛生組織の改編が推奨された。トップは前向きだった。更新審査2カ月後から当社の安全衛生組織は、ライン中心型安全衛生組織に変わった。同時に、トップを委員長とした安全衛生の経営決議機関が誕生した。OSHMSの第二ステージの幕開けである。
��安全衛生のライン化の推進 安全衛生はトップ以下、ライン中心で構成され、トップダウンとボトムアップが融合してはじめてうまくいく。 それぞれのラインが安全衛生に責任をもって、安全衛生活動を推し進めていく。その活動を補完するのが、安全衛生委員会とは別組織の安全衛生の経営決議機関である。安全衛生事務局は経営トップのニーズを受け止め、企画し、速やかに情報発信を担う立場に変身したのである。 この考えは管理職に浸透し、安全衛生の責任は自分たちにあるという自覚が生まれた。そして、全社員を対象に、実業務単位6~7人で「ゼロ災小集団活動」を編成し、職場の安全衛生のライン化を進めていくことが安全衛生方針として打ち出された。これにより、全員参加の日常安全衛生活動として可視化され経営と一体化した。 これらの結果、顕在化した危険はすべて職場で管理することにより、抽出された危険から労働災害が発生することはなくなった。また長年の悲願であったゼロ災元年(災害発生件数ゼロ)を達成できた。 安全衛生スタッフとして従事して12年目のことだった。そして、いよいよ安全衛生の第
二ステージの幕が開いた。
第2章これからの企業の安全衛生活動のあり方(開かれた新しいステージ)
��安全衛生のライン化の必要性 これからの企業の安全衛生を支えるのは、安全衛生のライン化にほかならないと考えている。私なりに安全衛生のライン化の本質を理解するには、時間と経験を要した。このことからして職場全体に浸透するには、それなりの活動と時間が必要だと痛感している。 それでは、私の考える安全衛生のライン化とは何かを述べていく。 安全衛生のライン化とは、安全最優先のもと安全衛生を仕事としてとらえ、品質と同列に位置づけ、企業の生産活動の柱として、全社一体となり取り組んでいくことだと考える。 企業にとっての「品質」を考える際、社員は何を思い浮かべるであろうか。トップから一般社員に至るまで、まず「自社製品や自社部品から品質不良を出さないようにしよう」ということを考えるのではないだろうか。 不良品を市場や顧客に流出させることによって自社ブランドに傷をつける。それが会社にとって大きな損失であることは、どの企業においても徹底されているからである。少しくらいの不良ならよいであろうなどと考える社員はまずいない。つまり、品質に対する完璧主義こそが、働く私たちのプライドなのである。また、プライドであると同時に、従業員一人ひとりが品質責任を背負っているのであ
銀賞
22
る。そのプライドと責任が、私たちの働く原動力であると同時に、必要不可欠な要素と考えている。 会社の品質を守るべく、品質部門、職場の品質スタッフが組織化され、作業者には不良を出さないための手順書が渡され、守るための教育が徹底されている。 これを安全衛生活動と比べるとどうだろうか。 残念ながら品質ほどのプライドと責任は、企業の安全衛生活動には浸透していないのが現実であることは否めない。しかし、これからの安全衛生を考える上で、安全衛生を品質と同列で考え活動すること、つまり安全衛生のライン化が、企業にとっても社員にとっても絶対に必要なのである。 なぜならば、企業が引き起こす重大な事故や災害は、企業ブランドを失墜させ、企業の存続が危ぶまれることにもなりかねないからである。このことは過去の事例を見るまでもない。 また、私たちが常に考えなければならないことは、東日本大震災であらためて学んだとおり、人間尊重であることはいうまでもない。
��安全衛生のライン化推進は企業のトップにありき
安全衛生のライン化を推し進めるのは、企業のトップにほかならない。トップの安全衛生のリーダーシップは第1章で述べたとおりであるが、安全衛生のキーパーソンはトップである。 トップ以外に安全衛生のライン化を推し進めることは難しいと感じている。言い換えれば、トップの理念と方針が打ち出されること
によって、安全衛生のライン化は実現可能になると考える。つまり、安全衛生も品質同様「トップの品格」によって、決するのである。
���委員会中心型安全衛生組織からライン中心型安全衛生組織への転換
今後、安全衛生のライン化を推進していく上で、考えなければいけないのは安全衛生組織であろう。多くの企業で取り入れられているのが委員会中心型安全衛生組織であり、ライン中心型安全衛生組織は数少ないのではないかと感じている。わが社では2009年からライン中心型安全衛生組織を取り入れている(図)。 委員会中心型組織とライン中心型安全衛生組織の概要を以下に示す。委員会中心型安全衛生組織を否定しているのではない。労働安全衛生法に示される安全衛生委員会の役割を考えれば、企業の安全衛生活動を労使一体となって進める上で、安全衛生委員会は必要である。しかし、安全衛生委員会は、法令上、審議調査機関であり、経営者の意思決定機関をも含めるのには無理がある。 OSHMSの要求事項の中に、労働者の意見の反映というのがある。今ほとんどのOSHMS導入企業では、安全衛生委員会において労働者の代表者から意見を聞き、会社の安全衛生方針や計画に反映させることで、その要求事項を満たしている。しかし、それに加え、労働者の意見は、ラインの中から日常的に出されていくヒヤリハットや重大なリスクもある。その意見が、ラインを通じて安全衛生の経営決議機関で審議され、会社の安全衛生施策に反映されるべきだと考える。 なぜなら安全衛生活動には、全ラインへの

23
開かれた新しいステージ
水平展開・全従業員への啓発、周知・大型投資判断等、概してスピーディーな経営的判断が求められるからである。 安全衛生の業務(予防)をラインで取り込み、その責任を各ラインが担っていくには、ライン中心型組織への転換が必要なのである。そのラインを補完ならびに支援するには、経営的視点から安全衛生に関して決議する機関が必要であり、それによって、ラインと経営との一体化が実現すると考える。
���自主的職場安全衛生活動から自律型職場安全衛生活動への転換
自主的安全衛生活動の推進という言葉をよく耳にするが、安全衛生のライン化を進めていくのであれば、安全衛生について自分たちで問題解決していけるだけの強力な職場づくりが必要である。つまり職場には今後、自律型職場安全衛生活動への転換が求められる。
図 わが社の安全衛生組織 委員会型からライン型への転換
安全衛生委員会※委員会メンバーは左記の 安全衛生委員会と同じ
〈ライン中心型安全衛生組織〉〈委員会中心型安全衛生組織〉
安全衛生委員会委員長 総括安全衛生管理者委 員 会社管理職/労働組合 産業医/安全管理者/ 衛生管理者/健康スタッフ※会社と労働組合は同数
総括安全衛生管理者
部安全衛生委員会
職場安全衛生委員会
社長システム管理責任者
安全衛生担当部門長
システム運用責任者
部長部門システム運用責任者
課長課システム運用責任者
課長代理/職場長
一般社員
総括安全衛生管理者
課安全衛生委員会
部安全衛生委員会
安全衛生専門委員会
安全衛生経営決議機関
経営会議メンバー安全衛生スタッフ
安全衛生専門委員会

銀賞
24
私の考える自律型職場安全衛生活動とは、①職場内の遵守法律を理解し確実に遵守できる
②遵法教育、職場の受け入れ教育、フォローアップ教育等各種教育が職場内で実践できる③職場の作業環境測定は自職場で行い、自部門で課題解決できる④安全衛生に対して職場の明確なポリシーを持ち、会社に意見具申ができる
⑤職場安全衛生水準の向上を目指し、必要に応じて変革ができる等である。また、日常職場安全衛生活動は職場のルーチンワークとして落とし込まれ、PDCAサイクルが回っていることも当然必要となる。要約すれば、会社の安全衛生スタッフに頼らずとも、安全衛生に関して自職場で完結することである。 そのためには、何が必要であるかを考えてみたい。 私は、トップ以下管理職・職制の意識改革はもちろんのこと、部門ごとに安全衛生マイスター(安全衛生のスペシャリスト)を輩出していくことが必要と考える。発展を目指す企業において、品質マイスターや生産マイスターは必ずいるものである。ならば、安全衛生マイスターも必要なのではないだろうか。 その要件は、衛生管理者、RSTトレーナー、内部監査資格、社内安全衛生マイスター試験合格等、企業で考えていけばよいのである。部門における安全衛生のスペシャリストが、自律型職場安全衛生活動には必要である。 そして、安全衛生マイスター定例会を開催し、安全衛生水準向上に向けて専門家集団として話し合い、研さんしていくのである。
その内容は、経営層に伝わることによってより一層の会社の安全衛生の発展につながると考える。
���機械装置の安全管理のさらなる向上
機械の包括的な安全基準に関する指針がガイドラインとして制定され、OSHMSが企業に普及促進したことで、企業における機械安全に対する認識がここ数年で急速に変わってきた。つまり以下のような欧米の安全管理の考え方に移行してきたと感じている。①災害が発生しても、重大災害に至らない仕様②事前にリスクを評価し、リスクに応じた仕様③ヒューマンエラーを想定した仕様 これからは、さらに技術力が向上し、機械装置に対する安全管理は向上していくと思われる。 わが社のグループ内においても、ワーキンググループを通じて、機械装置の設計・製作に関するリスクアセスメント基準が制定された。 しかし、新規の機械装置に関する安全技術が発展する一方、忘れてはならないのが、既存の機械装置の安全管理である。新しい安全技術が駆使された機械装置を導入しても、既存の機械装置から災害が発生したら元も子もない。 そこで、再度、既存装置のリスクアセスメントを行い、安全対策を実施し、それぞれの機械の適合基準を設けるとともに可視化し、職場と作業者に周知していくことが必要と考える。 そして何よりも、不適合な機械は事業場に設置しないという理念を打ち出し、管理していくことが重要と考える。

25
開かれた新しいステージ
さらには専用治具等についても、安全チェックを行い、安全仕様の治具を作業者に提供していくことも合わせて考えていきたい。
���非定常作業の安全管理 最後に非定常作業の安全管理について考えてみたい。今後、リスクアセスメントの普及がさらに進み、災害件数は減少していくと思われる。また、安全衛生責任が増すにつれ、抽出された危険からは、災害は発生しにくい風土も確立されていくだろう。しかし、このままでは減少しないのが非定常作業における労働災害であると考えている。 わが社においても、過去12年間の災害発生のうち約8割近くが非定常作業である。考察してみると、①メンテナンス・点険時に多く発生している②作業手順書のない作業がほとんどであり、作業者の勝手な判断で危険な作業をしている③危険であるとの認識がない等であった。非定常作業の中にこそ、見えない危険が潜んでいるのである。 今後の作業の安全管理のあり方としては、非定常作業に焦点をあてて安全管理に取り組むことで、労働災害は大幅に減少すると考える。 そのアプローチの一つとして、作業手順書のないものは、すべて非定常作業かつ危険作業として特定することから始める。その前提で作業を洗い出しリスクアセスメントを行う。 そして、非定常作業や危険作業の安全標準(作業者が守る安全ルール)を分かりやすく表示し、リスクレベルを明確にして、教育・掲示等によって作業者に確実に周知することが重
要である。 このことは作業の安全管理を考えていく上で厳格に管理していくことが必要である。 したがって、漏れのないよう会社基準として管理し、すべて社内LANで可視化し、すぐに取り出せるようにするなどの工夫が必要である。 現場の第一線の作業者は、自分たちで決めたことは理解を深め合い、組織で周知されたことは守るのである。 隠れた危険を非定常作業から見つけ、管理し作業者に周知していくこと、これは現場を熟知している監督者の、安全衛生上の重要な責務としてとらえていく必要がある。
���まとめ 「これからの企業の安全衛生活動のあり方を考える」をテーマに、12年余りの安全衛生スタッフとしての経験をもとに、私の考え方を述べてきた。 この経験や考え方が、少しでも企業の方の参考となり、役立てていただければ幸いである。 これまで述べた以外にも、メンタルヘルス、衛生問題等取り組むべき課題はたくさんある。 これらを解決し、安心・安全で快適な職場を形成することは、みんなの願いである。「安全衛生に終わりはない」とよくいわれるが、このことは絶えず発展と成長が求められていることと受け止めている。 企業にとって安全衛生活動が仕事として位置づけられ、安全衛生のライン化が推進されることと信じてやまない。 これからの、企業の安全衛生活動の発展を願いつつ。

銀賞
26
��アジアの今 平成22年版の外交青書。そこにはアジアに関する多くの記述が並ぶ。それだけではない。ひとつひとつの言葉に込められた熱い思いを感じる。 「日本の平和、安全、繁栄にとって不可欠」「東アジア共同体構想」「共に繁栄するために協力」「世界の成長センター」「アジアの内需を日本の成長へ」「日本がアジアの成長の架け橋となる」などの言葉には、大いなる夢と希望があふれている。やはり日本が今後とも持続可能な成長を続けていくには、アジアとの緊密な関係づくりが不可欠だ。 総務省統計局によると2008年の国内総生産(GDP)の実質成長率は、中国9.6%、インド5.1%、ベトナム6.2%、インドネシア6.0%にのぼる。対して日本は-1.2%となっている。また、中国が2010年にGDPで日本を抜き、世界2位の経済大国になったことは記憶に新しい。 さらに2010年6月に閣議決定された新成長戦略では、アジアに対する具体的な戦略が描かれている。まず2020年までに自由貿易圏を構築し、安全・安心なアジア社会を実現、アジアの成長を取り込むための改革がうたわれている。そして具体的な成果目標として、アジアにおける1兆円のコンテンツ収入、建設
業ではインフラ整備などで年間1兆円の海外受注が掲げられている。 それに呼応して各日本企業は、コスト削減と巨大な購買力を目的に、アジアへの工場移転を加速。円高がそれに拍車をかけている。 内閣府が今年出した報告書ⅰ)には、2015年には海外生産比率が20%を超えるとの予測もある。また、ある雑誌ⅱ)によると、家電メーカーでは液晶などの生産機能を中国に移転し、自動車メーカーもタイに小型車の工場を新設。なかには生産機能だけでなく、開発・研究機能などの中枢部分までアジアに移転するファッションメーカーもあると書かれている。このように、アジアの将来は華々しい限りだ。 だがアジアでの生産のあり方には、看過できない課題がある。それはアジアが急速に工業化したことにより、労働環境、産業安全、職場衛生などの面で未成熟であることだ。むしろ安全衛生分野では、まだ発展途上にある。 たとえば、東南アジアの工場に生産委託をしていた米国の大手スポーツ用品メーカーは、工場で児童労働・低賃金労働などの不当な取り扱いをしたとして、米国で不買運動に見舞われた。就業の最低年齢については国際労働機関(ILO)が条約化しているが、このほかにも米国衣料メーカーが同様の事態を招いた。しかし、これらは氷山の一角かもしれない。 2008年に起きた中国製冷凍ギョーザ中
���������21世紀、アジアの安全衛生と日本の役割��������志川 久 SHIKAWA Hisashi
27
21世紀、アジアの安全衛生と日本の役割
毒事件も、安全衛生上の、多くの解決すべき問題が想起される。 中国では建設現場でも安全衛生面の課題が多いⅲ)。現場で日雇いとして雇用される「農民工」。農村から都市へ出稼ぎに来た彼らは、「包
ばお
工ごん
頭とう
」と呼ばれる二次下請けに管理され、不安定な雇用、曖昧な契約関係などを甘受している。 これらの雇用形態は建設工事の品質にも影響を及ぼしていると思われる。実際、竹材でできた不安定な外部足場、安全性が十分ではない墜落防止ネットや仮囲いなど、危険と言わざるを得ない建設現場が散見される。 筆者は、ドバイでも同じような光景を見た。リーマンショック前のドバイは建設ラッシュに沸き、大勢の外国人労働者を雇い入れていたが、安全教育の不徹底や使用している言語の違いから、危険な状態が見受けられた。 活力に恵まれ、それを背景に疾走し続けるアジア。そこでは、日本と比較すると劣悪な職場環境をものともせず、圧倒的な生命力にあふれる労働者たちが働く。そのハングリーさは、貴重でうらやましい。しかし安全衛生面を見ると、決して現状のまま放置してはならず、打開策が必要だ。
��アジアの安全衛生と日本 アジアの安全衛生のあり方は本来、それぞれの国・地域が中心となって取り組む問題だ。しかし日本は積極的に解決する必要があると私は考える。その目的は次の3つだ。① 日本への影響回避のため アジアの安全衛生問題は、日本への輸出製
品の品質低下という形で表れる可能性があり、そうなると、直接的に日本人の生命・健康・生活に悪影響を与える。たとえば、安全性の低い食品が輸入され、流通した場合、何も知らずにその食品を口にすれば、何らかの障害を起こすことも否定できない。そのことからも、日本は自国の安全・安心の確保という観点から一歩踏み出し、アジアに深くかかわる必要があるだろう。② 世界と日本の持続的成長のため 日本が本気で東アジア共同体や、戦略的互恵関係をアジア諸国と構築しようとするなら、経済・生産分野に限らず、包括的な関係づくりを進めるべきだ。また世界の成長センターであるアジアの持続的成長は、国際的視点からも重要だ。ところがアジアの安全衛生における問題は、その成長を停止させかねない。急激な成長は、安全衛生の面からみれば、職場環境の急激な悪化を招く可能性を内包している。社会的な混乱を回避するためにも、安全衛生面での安定が不可欠だ。そのために、地理的に近い日本が果たすべき役割は大きい。③ 人道的見地のため 最後には、やはり人道的見地から日本が関与するべきだと考える。児童労働などの背景には、厳しい貧困があると言われる。安全衛生面での環境改善だけでなく、救貧対策などの観点からも、日本が国際機関と連携してアジアの現状に対応することが望まれる。 しかし、せっかく日本がアジアに貢献しようとしても、「大きなお世話だ」「内政干渉ではないか」「日本は日本のことだけ考えていればいい」など、アジア各国から反発されかねない。一方的にこちらの価値観を押しつけるだ

銀賞
28
けではだめだ。 東アジアと日本の間には、かつて不幸な歴史があった。しかし安全衛生分野への寄与は、それとは全く異なる。 品質管理活動での改善は「KAIZEN」として国際語になった。KANBAN(看板)、ANDON(行燈)も同様だ。これらを通じて日本は高品質の商品供給を果たし、世界に貢献してきた。他方、地球環境保全の上で、日本の美徳である「もったいない」という価値観は、「MOTTAINAI」という言葉そのままに、世界へと広められた。 同じように、日本は安全衛生に対する100年間の涙ぐましい努力の末、安全・安心を基盤とする労働環境を築き上げた。たとえば「KIKENYOCHI(危険予知)」、「HIYARI・HATTO(ヒヤリ・ハット)」、「3H(はじめて、ひさしぶり、変更)」、「ANZEN・ANSHIN(安全・安心)」、「ZERO-SAI-UNDOU(ゼロ災運動)」などは、日本が世界に誇れる言葉としてグローバル化を目指すべきである。過去の歴史に躊
ちゅう
躇ちょ
するばかりでなく、日本の安全衛生に関する知見をぜひアジアで役立てる。それが日本の使命だと考える。
���アジアが抱える問題 ILOの推計では、 毎年、世界で120万人が労働災害などで死亡、そのうち半数以上がアジア太平洋地域に集中しているⅳ)。この数字は、日本の労働災害による死亡者約1,000人を3桁も上回る。 中国の総人口13億人のうち、就業人口は7.6億人ⅴ)。これは日本の就業者数7,000万人の10倍だ。日本でも昭和30年代の高度成
長期には、労働災害による死亡者が年間7,000人いた。これを考え合わせると、同じ高度成長期にある中国の労働災害による死亡者は1万人を優に超え、数万人、あるいはそれ以上の規模であることも危惧される。こうした問題は中国だけではなく、インド、インドネシア、パキスタンなどの人口大国でも懸念されるところだ。 私は、アジアの安全衛生問題の解決には、まず「早く」、次に「広く」、最後に「安く」の対応が求められると思っている。 まずは「早く」である。1回の重大災害に、その29倍の軽微な災害件数、そして300倍のヒヤリ・ハット件数がある。これは言うまでもなく、「ハインリッヒの法則」である。ヒヤリ・ハットは重大災害につながる。安全衛生に関する対応の遅れは、このような災害を放置することになる。とはいえ、事故を皆無にすることは難しい。そんな中で少しでも迅速に防止することは可能だ。それには、重点指向を取り入れるしかないだろう。アジアの場合でいうと、危険な業種でもある建設・鉱山・農業に絞り込み、重点対応するだけでも効果が大きい。日本でも全産業の死亡者数の3分の1が、建設業で発生している。まずは、危険業種を特定し、問題の早い解決を目指し、具体的な策を少しでも早く構築することが望まれる。 次に、「広い」解決だ。災害は社会的弱者に対し、特に厳しい影響を与える。アジアのさまざまな国・地域に広く目を向けて、社会的弱者の保護・救済と、安全衛生環境の確保に寄与することが必要だ。 最後は、「安く」解決することだ。ここで言う、「安い」は、安直とは異なる。もっと手近で

29
21世紀、アジアの安全衛生と日本の役割
効果的という意味での安さを追求することだ。安全性とコストのバランスは、先進国でも経営者の高度な判断が要求される。経営者の安全に対する意識の高さが最も大切になるのである。職場の安全衛生管理は、作業効率化、品質確保、優秀な人材確保、士気高揚を通じて経営の改善に結びつく、企業にとって重要な要素である。その関係を経営者が理解し、安全性の向上がコストダウンにつながると認識することが大切だと訴えたい。
���提言―安全衛生向上のための「日本・アジア安全衛生運動連絡会(仮称)」
日本は半世紀をかけ、労働災害による死亡者数を6分の1に削減した。その下敷きには、100年に及ぶ産業安全運動がある。その経験・ノウハウを上手くアジアに移転できれば、アジアの安全衛生環境は短期間で激変しよう。しかしそのために残された時間は少ない。なぜなら、日本社会は急速に少子高齢化しており、安全衛生分野の目利き人材が減少しつつあるからだ。ゆえに早急な対応が必要だ。 そこで、アジアにおける安全衛生向上について、次の3点を提言したい。
提言1:安全衛生技術や制度の移転 日本には安全衛生技術や制度、経験に関する、貴重な蓄積がある。それは日本が長年、苦悩した証しだ。 法制度に関しては工場3法をはじめ、労働基準法、労働安全衛生法、下請法(下請代金支払遅延等法)、男女雇用機会均等法、環境基本法、リサイクル法、廃棄物処理法(廃棄物の処
理及び清掃に関する法律)、大気汚染防止法、騒音規制法などがある。それに基づく政令、省令、告示、通達などを含めると、枚挙にいとまがない。 またJIS、JASなどの規格と制度、あるいは表彰・顕彰制度、それに関連する組織や人材も豊富だ。さらに日本人の価値観、匠の心も貴重だ。真っ白な米粒や見事に実ったリンゴなどの農作物、また工芸品でも名工のつくる包丁や切子ガラスは美しい限りだ。その伝統はカメラや家電製品、自動車、IT機器などの品質やデザインなどに、立派に継承されている。コンプライアンスやCSRは輸入された概念だが、日本人の心として根付きつつあると思われる。これらの蓄積は日本の財産だ。 このような膨大な体系を、安全衛生分野の「ソフト・インフラ」と呼ぼう。ソフト・インフラをアジア各国に提供することが、まず必要だ。
提言2:安全衛生に関連する保護具市場の開発 安全帯、安全靴、ヘルメット、ゴーグル、手袋などは新しい保護具が次々と開発された。往時に比べて確実に進歩した。 筆者が新入社員の頃、硬くて重い安全靴は履き心地が悪く、膝や腰にすぐ疲れがきた。メルメットも蒸れやすくて、すぐにずれてかぶりにくかった。安全帯も同様、ゴワゴワの太いロープがベルトにつき、それが作業の邪魔になって逆に危険だった。手袋と言えば軍手だった。しかし今や、それらは軽量・高機能化され、すっかり作業性が向上した。 たとえば安全靴。それは日本工業規格JIS T8101によって何度も改正された結果、高機能化した。重作業・中作業・軽作業に分類さ

銀賞
30
れ、耐圧性能、耐衝撃性、耐油性などの規格が制定。軽くて柔らかい素材で、履き心地が向上した。またデザインも豊富になり、スニーカーのようにオシャレな商品まである。 同じように安全帯も小型・軽量化され、邪魔なロープは巻き取り式になった。それだけでなく、作業環境に応じたさまざまなタイプが開発された。ベルトに引っ掛ける単純な商品から、墜落時の衝撃を全身で受け止められるタイプまで豊富だ。手袋も軍手から進化し、耐熱性、防振性、耐電性、耐薬品性、耐切創性などの機能が付加。加えて、通気性が改善されて蒸れにくくなり、また滑りにくくなって肩こりからも開放された。 このほかにも、防護服、マスクなど、安全衛生に関連する保護具は多種・多様化され、往時とは隔世の感すらある。 これらの安全衛生保護具は、アジアの安全衛生管理の改善にも直結する。アジアには、日本が開発を進めてきた高機能な保護具の大市場が広がっているともいえる。積極的に開拓すべきである。
提言3:教育・啓発活動 私の勤務する建設会社にも、安全衛生活動に関する蓄積がある。「現場員の心得」「従業員の心得」などにはじまり、社内規則として「安全衛生管理規定」も定められている。また繰り返し発生する建設災害が「見える化」されている。墜落・転落が多いのは建設災害の特徴だが、死亡災害は、安全帯未使用時の近道行動(高所の足場を移動する際に近道を取ろうとすること)がきっかけになることが多い。またワイヤー尻手の欠陥による落下・飛来災害も
目立つ。近年は熱中症による災害も多発している。 これらのデータをもとに、勤務先では作業員の教育・啓発活動が繰り返されている。結局、最後は一人ひとりの能力と自覚だ。そんな個々の意義に根ざした活動をアジア各国に広めていきたい。 さて表題の「日本・アジア安全衛生運動連絡会(仮称)」は、前述の3提言を実施・調整し、アジアにソフト・インフラを普及させる組織である。 アジアへの安全衛生分野での協力には、外務省や経済産業省、厚生労働省など、複数の中央省庁が関係し、それぞれの強み、ネットワークを持つ。国際協力の枠組みとしてはAPEC(アジア太平洋経済協力、Asia-Pacific Economic Cooperation)やASEM(アジア欧州会合、Asia-Europe Meeting)などがあるが、国際政治色が強く、安全衛生面の協力支援で多くは期待できないと思われる。また、JETRO((独)日本貿易振興機構、Japan External Trade Organization)、JICA(国際協力機構、Japan International Cooperation Agency)、アジア開発銀行などの政府系機関、また商社、ゼネコン、金融機関、プラントメーカー、各業界団体などの民間組織も関係するが、それぞれ守備範囲と監督官庁が異なる。 このようにバラバラなのは、安全衛生の分野は業界ごとに存在する常識の違いや、業界間の壁があったりして、まさに業際的な分野であるからだ。だから全体を俯
ふ
瞰かん
し、最適化を図ることができる主体が必要だ。同連絡会に、その役割を期待したい。 私が思うには、労働災害防止団体や業界団

31
21世紀、アジアの安全衛生と日本の役割
体の一部は産・官・学を円滑に調整し、アジアの安全衛生問題にも貢献してきた。そこで、これからもアジアと日本の関係者の取りまとめ役としての役割を期待したい。そしてAPOSHO(アジア太平洋労働安全衛生機構、Asia Pacific Occupational Safety and Health Organization)のような団体と連携を深め、前記連絡会の設立母体になることを望みたい。
���期待される効果 前述のような連絡会を発足させることにより、アジアの安全衛生環境が改善されると同時に、「食の安全」なども進めたい。 たとえばHACCP(Hazard Analysis and Critical Control Point)は「食品の安全性に係る重要な危害要因を特定、評価し、管理するシステム」と説明されているが、米国やEUへ日本から輸出する水産食品、輸入肉に関しては認定義務があり、厚生労働省などの認定を受けなければならない。また対米輸出食品に対しても、取扱認定工場が定められている。そのことで、米国では高い食品安全性の確保で効果を上げている。 これと同様の仕組みを、アジア-日本間で安全衛生分野において構築しよう。そうすれば対日輸出商品に関して、安全衛生管理が徹底した職場が整備できるのではないだろうか。たとえば、日本の安全と衛生の象徴である「緑十字(日本工業規格JIS Z9103-1986)」が掲示された工場を認定する。その認定された工場で製造された商品は、日本の定める安全衛生環境に合致しており、対日輸出を許可
するという仕組みにするのだ。日本は単に商品をアジアから輸入したいのではない。それぞれの国・地域の発展に寄与しつつ、安心も輸入したいのである。もちろん緑十字の掲示はたとえだ。しかし当該業種に応じたJIS認定工場をアジアに拡大することが、日本の安全衛生の保障にも直結することは間違いない。 「食」の安全も大事だが、アジアにおいては「職」の安全も大事だ。 いずれアジアは経済成長に伴って民主化が進み、QOL(生活の質、Quality of Life)への関心も高まろう。その時に、かつて日本が欧米を手本にしたように、日本もアジア各国から手本にされる存在でありたい。 そこで、まずその先鞭を安全衛生分野でつけたい。アジアにおける「職」の安全が、日本の安全に結びつく。そのような制度設計、組織デザインが「日本・アジア安全衛生運動連絡会(仮称)」で展開されることを、念じてやまない。
〈参考文献〉ⅰ) 「平成22年度企業行動に関するアンケート調査報告書」内閣府経済社会総合研究所、2011年
ⅱ) 「日本経済は大阪の二の舞になるのか」WEDGE 2011年1月号、2011年1月
ⅲ) 殷洛「中国における建設現場の建設労働者に関する研究」日本建築学会計画系論文集第74巻、第636号、2009年2月
ⅳ) 川上剛「アジアの発展途上国における労働安全衛生マネジメントシステムの役割」(旧)国際安全衛生センターホームページ
ⅴ) 「中国における労働雇用情勢の現状と展望」一般財団法人日中経済協会 北京パシフィック投資諮詢中心、2006年3月

産業安全運動100年記念事業実行委員会事務局〒108-0014 東京都港区芝5-35-1 中央労働災害防止協会内 TEL:03-3452-3307 FAX:03-3453-8034 Mail:[email protected]