特集 多々良 110706 -...
6
26 SOKEIZAI Vol.52 (2011) No.7 近年、ますます多様化する自動車用板金素材の組立て工法として、特に 欧米で適用が拡大しているメカニカルクリンチの接合メカニズムと特徴 を解説し、自動車部品の組み立てに対する適用事例を紹介する。 メカニカルクリンチによる板材接合の 自動車部品に対する展開 1.はじめに 多 々 良 浩 昭 トックス-リックス プレソテクニック㈱ 近年自動車産業では、エネルギー効率の改善や車 体軽量化、快適性の追求、衝突安全性向上の目的か ら、多くの新しい素材や材料組合せが検討され、一 部適用されてきている。しかしながら、車体軽量化 や衝突安全性向上は、使用される素材に対し相反す る性能が求められる場合も多く、更に成形性や接合 性から生産工程が複雑となり、生産性の面から量産 実用化に対し問題となる場合がある。 それら新しい素材や材料組合せの出現に対し、メ カニカルクリンチが環境対応や製品性能向上、ある いは激化するグローバルなコスト競争対応の点か ら、適用可能な生産工法の一つとして注目され、そ して多様な板材や各種用途に対し既に適用が拡大し ている。加えて、自動車産業における生産性や性能 向上を目的として、メカニカルクリンチと接着剤を 併用使用する複合接合の事例も増加している。 本稿では、メカニカルクリンチ技術のうち、被 接合材料に剪断発生を伴わない張出し造形による TOX ® -クリンチ接合と、TOX ® -クリンチ接合の自 動車部品への適用事例について紹介する。 TOX ® -クリンチ接合工程は、写真 1 の①から⑥ のように、ポンチがプレス力を直接ダイへ伝える、 一連の連続した工程で完成する。 なお、接合工程は図1 のとおり、下記の 5 段階に 分けることができる。 A.初期の剪断挿入工程 B.膨径と広がり C.ダイ上部の充満 D.リング溝への充満 E.TOX ® -クリンチ接合の完成 2.TOX ® -クリンチ接合ポイントの成形 写真 1 TOX®-クリンチ接合工程連続写真
Transcript of 特集 多々良 110706 -...

26 SOKEIZAI Vol.52(2011)No.7
近年、ますます多様化する自動車用板金素材の組立て工法として、特に欧米で適用が拡大しているメカニカルクリンチの接合メカニズムと特徴を解説し、自動車部品の組み立てに対する適用事例を紹介する。
メカニカルクリンチによる板材接合の自動車部品に対する展開
1.はじめに
多 々 良 浩 昭 トックス-リックス プレソテクニック㈱
近年自動車産業では、エネルギー効率の改善や車体軽量化、快適性の追求、衝突安全性向上の目的から、多くの新しい素材や材料組合せが検討され、一部適用されてきている。しかしながら、車体軽量化や衝突安全性向上は、使用される素材に対し相反する性能が求められる場合も多く、更に成形性や接合性から生産工程が複雑となり、生産性の面から量産実用化に対し問題となる場合がある。 それら新しい素材や材料組合せの出現に対し、メカニカルクリンチが環境対応や製品性能向上、ある
いは激化するグローバルなコスト競争対応の点から、適用可能な生産工法の一つとして注目され、そして多様な板材や各種用途に対し既に適用が拡大している。加えて、自動車産業における生産性や性能向上を目的として、メカニカルクリンチと接着剤を併用使用する複合接合の事例も増加している。 本稿では、メカニカルクリンチ技術のうち、被接合材料に剪断発生を伴わない張出し造形によるTOX®-クリンチ接合と、TOX®-クリンチ接合の自動車部品への適用事例について紹介する。
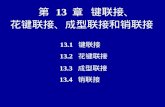
TOX®-クリンチ接合工程は、写真 1の①から⑥のように、ポンチがプレス力を直接ダイへ伝える、一連の連続した工程で完成する。 なお、接合工程は図 1のとおり、下記の 5段階に分けることができる。 A.初期の剪断挿入工程 B.膨径と広がり C.ダイ上部の充満 D.リング溝への充満 E.TOX®-クリンチ接合の完成
2.TOX®-クリンチ接合ポイントの成形 ①
③
⑤ ⑥
④
②
写真 1 TOX®-クリンチ接合工程連続写真

27Vol.52(2011)No.7 SOKEIZAI
特集 塑性変形を利用した接合法
まず、A段階で接合材料がポンチの真下方向へ押される事により、ダイの底面に達するまでポンチ側の板厚減少が続く。 次の膨径工程では、ダイ側材料のリング状のダイ溝への流れ込みが始まり、この段階では一時的に成形荷重の増大が必要となる。 C及びD段階、特にD段階において急激な成形荷重増大を示し、リング溝において増大している流体抵抗に起因する、応力負荷がダイ周辺に加えられる。 TOX®-クリンチ接合ポイント成形の最終段階であるE段階では、比較的小さな成形荷重の増大でも、ポンチ側材料のインターロックが形成されていることがわかる。 また写真 2は、TOX®-クリンチ接合ツールと被接合材の、接合工程完了時点における関係を表している。
写真 3の、TOX®-クリンチ接合ポイント断面の顕微鏡写真、及び図 2のTOX®-クリンチ接合ポイント断面硬度分布をみると、接合前の状態(a)と比較した場合、塑性変形により板厚減少した部分の組織密度が、高くなっているのが分る。
図 1 ポンチ加圧力とTOX®-クリンチ接合の 5段階
ポンチ
ネック
材料1
材料2
リング溝 ダイ
写真 2 TOX®-クリンチ接合のメカニズム
a
bc0.1mm 0.1mm
0.1mm
写真 3 TOX®-クリンチ接合断面拡大写真
図 2 TOX®-クリンチ接合断面硬度分布

28 SOKEIZAI Vol.52(2011)No.7
図3と図4は、アルミニウムAl Mg0.8 Si0.9 板厚=1.0mm 2 枚に対するTOX®-クリンチ接合と、抵抗スポット溶接の剪断・引っ張り・L字剥離強度を比較したものである。なお、図 3の材料表面状態はドライで、図 4は油膜ありの状態である。 アルミ板の表面状態がドライの場合、TOX®-クリンチ接合の強度が抵抗スポット溶接の接合強度よ
3.TOX®-クリンチ接合の静的強度
1.0mm / 1.0mm
表面状態:前面ドライ
0
500
1000
1500
2000
2500
せん断強度 引っ張り強度 L字剥離強度
強度
[N
]
TOX
WSP
1.0mm / 1.0mm
表面状態:全面油膜あり
0
500
1000
1500
2000
せん断強度 引っ張り強度 L字剥離強度
強度
[N
]
TOX
WSP
0
1000
2000
3000
4000
5000
6000
Fe P04 ZStE 340 ZStE 420 DP 500 DP 600 TRIP 700 TRIP 800
TOX-One-Point-Sample ; thickness t= 1.0/1.0 mm ; TOX-Pointdiameter 8.0 mmHAL/2000
せん断強度(N)
図 3 TOX® vs. WSP(Dry) 図 4 TOX® vs. WSP(Oily)
図 5 高張力鋼板に対する TOX®-クリンチ接合の強度
硬度分布では、測定位置 1を上から下まで見た場合、ポンチ側材料硬度は接合線に向かって増加している。また測定位置 2は、接合底面径の中心点を通っており、硬度は接合線に近くなるほど高くなっている。測定位置 3は、ポンチの外周により作られた凹
部と平行に走っており、硬度は壁の最も薄い点に向かって初期硬度の約2.5倍まで増加している。 これで分るとおり、板厚減少が大きいところ、つまり最も薄い部分が最大硬度になっている点が特徴である。
り若干上回っている。しかし材料表面に油膜がある場合、抵抗スポット溶接の方が接合強度で上回る場合が多い。引っ張り試験モードとしては、TOX®-クリンチ接合は、抵抗スポット溶接に比べ L字剥離強度が比較的劣る傾向にある。 また、代表的な高張力鋼板に対する、TOX®-クリンチ接合の剪断強度を図 5に示す。

29Vol.52(2011)No.7 SOKEIZAI
特集 塑性変形を利用した接合法
TOX®-クリンチ接合を他の接合方法と比較した場合、TOX®-クリンチ接合の長所として以下の点が考えられる。
TOX®-クリンチ接合が接合品質へ与える影響・ 優れた動的強度:TOX®-クリンチ接合は、被接合材料を剪断させない円形の接合形状であり、ま
た温度的に常温で接合を行うため、材料組織変態による破壊靭性の低下を引き起こさない。故に他の接合方法と比較した場合、動的強度における優位性を有すると言える。但し、軟鋼板に対するTOX®-クリンチ接合の初期接合強度は、抵抗スポット溶接に比べ 5~ 7割程度である。
4.TOX®-クリンチ接合の動的強度
近年自動車の組立工程で、異種金属接合時の材料電位差による腐食対策や、耐衝撃性のアップ、あるいは部品の靭性強度を増加させる目的で、メカニカルクリンチと接着剤を併用し接合するケースが見ら
5.TOX®-クリンチ接合と接着剤の併用接合
写真 4 高張力鋼板製部品への適用例
図 6 TOX®-クリンチ接合振動試験データ
れる。その際の接着剤は、塗装工程で硬化するタイプが使用される場合が多く、接合強度の増加と安定が図られている。 なお、接着剤とメカニカルクリンチを併用する場
高張力鋼板に対しTOX®-クリンチ接合を採用する場合、ツールに高荷重が加わるため、横剪断荷重や過大な圧縮荷重によるツールの破損、及び早期消耗に対する注意が必要である。 また、自動車フロント部品で適用された、高張力鋼板 DP 780材1.17mm×DP 780材1.17mmに対するTOX®-クリンチ接合の採用事例を、写真4に示す。
スポット溶接
星型カシメ
TOX®接合
強度
振動回数
サンプルピース形状(脱脂処理材)
1
1
スポット溶接
星型カシメ
TOX®接合
強度
振動回数
サンプルピース形状(脱脂処理材)
1
1

30 SOKEIZAI Vol.52(2011)No.7
合、剪断強度と剥離強度のそれぞれの特性を補完するだけでなく、組立工程や塗装工程での部品の位置安定が図られ、また接着剤の経年変化への対策となりうると考えられている。接着剤とメカニカルクリンチの組合せは、プレス部品精度に比較的鈍感であるため、今後適用の拡大が予想される。 なお、写真 5は、接着剤塗布後 7分以内で接合したTOX®-クリンチ接合ポイントの断面写真であり、写真 6は接着剤塗布後 1時間以上経過し、接着剤の
表1 TOX®- クリンチ接合と接着剤の併用接合強度
接合材料: アルミニウムEN AW-5182-O
アルミニウム板厚 t= 0.9/0.9mm
接着剤: ELASTTOSOL(1-K-接着剤)
接着剤厚み:0.3mm
接着剤加熱温度/時間:180℃/ 30 分
テストサンプル: 剪断と剥離強度測定サンプル
接着剤塗布量:一定
テスト結果:
接合方法 せん断強度 N/mm2 剥離強度 N/mm2
TOX®-クリンチ接合 1,200 700
TOX®-クリンチ接合と接着剤併用(過熱無し) 1,400 850
TOX®-クリンチ接合と接着剤併用(加熱あり) 2,600 900
接着剤のみ 2,000 600
写真 7 接着剤併用の接合ポイント 写真 8 異種材接合自動車部品
硬化が進んだ後に接合した、接合ポイントの断面である。両接合ポイント断面で、インターロックが成形されているのがわかる。 また、写真 7は、TOX®-クリンチ接合と接着剤を併用した接合ポイントの外観写真で、写真 8は、アルミニウム製部品と鋼板製部品を、TOX®-クリンチ接合と接着剤を用い異種接合組立した自動車部品の写真である。
写真 5 接着剤塗布後 7分 写真 6 接着剤塗布後 1時間

31Vol.52(2011)No.7 SOKEIZAI
特集 塑性変形を利用した接合法
トックス-リックス プレソテクニック株式会社〒811-2115 福岡県糟屋郡須恵町佐谷 1261-1TEL. 092-934-4888 FAX. 092-934-4884http://www.tox-jp.com/
近年TOX®-クリンチ接合ツールを小型化(TOX®-マイクロ接合)し、自動車用通電部品であるバスバーや、ヘッドランプ / テールランプ用 LED などの、通電部品組立に対する適用が拡大している。写真 9は、亜鉛メッキ鋼板 0.6mmと亜鉛メッキ鋼板 0.5mmを、接合ポイント径 2 mm(ダイ内径)で接合した接合ポイント断面である。また写真10は、TOX®-マイクロ接合を使用し組立てられた、車載用 LEDの写真である。 この小型のTOX®-クリンチ接合を、通電部品の組立に適用する事により、 ・鉛を含む半田を使用したろう接による環境問題
TOX®-クリンチ接合の自動車部品組立への適用は、地球温暖化問題がより顕在化してきた 1990年代後半より、軽量材へ置換されたアルミ製部品に対する、抵抗スポット溶接の代替工法として増加してきた。そして、車体軽量化と機能向上を目的とした、多様な材質や材質組合せの出現により、接合ツールや接合プロセスを改良することで、従来は困難であった材質や板厚への対応が可能となってきた。 しかし、樹脂材料や超高張力鋼板など、メカニカルクリンチにとってより接合困難な材料への対応要求が増加してきており、更なる接合ツールや接合設備、そして接合プロセスの開発と改良が必要となってきている。
6.メカニカルクリンチの通電部品に対する適用
写真 9 TOX®-マイクロ接合ポイント断面 写真10 車載用 LEDへの適用事例
7.まとめ
今後益々増加すると予想される、素材と製造プロセスの高度化と多様化に対し、品質と生産コスト、生産リードタイム、そして生産柔軟性に貢献できる点から、メカニカルクリンチの重要性は、更に増加していくと思われる。
・ マイクロ抵抗スポット溶接による素材のメッキ損傷問題
・ 入熱を伴う接合による電子部品性能への影響、への解決が期待されている。
また、レーザー溶接に比べ設備費が安価であるため、製品ライフサイクルの短期化などに対応した、製造設備コストの削減効果も期待される。