
C 1982 ISI J 論 文 コークス炉シ ミュレーション ・モデルとその …
8
2148 鉄 と 鋼 第 68年 (1982) 第15号 論 文 C 1982 ISI J コー クス炉 シ ミュレーシ ョン ・モ デ ル と そ の 応 用 松原 健 次*・ 田 島 治*・ 鈴 木 喜夫* 岡田 豊*2・ 中 山 順 夫*3・加 藤 友 則 *4 New Simulation Model for Coke Oven and Some Applications Kenji MATSUBARA, Osamu TAJIMA, Nobuo SUZUKI, Yutaka OKADA, Yoshio NAKAYAMA, and Tomonori KATO Synopsis : Recent studies on simulation model for coke oven dealt with only heat transfer in half a chamber and the differential equations in them were solved only on the basis of observed values as boundary conditions. Therefore, the effect of the adjacent chamber could not be evaluated and coke oven operation was not sa- tisfied to be predicted. In this article, the authers presented a new simulation model including oven chamber, vertical and horizontal flue, and regenerator with fuel flow rate supplied as boundary conditions. In this model, not only a half chamber, but also a number of chambers were able to be treated. Using this model, some programmed heating systems were evaluated and a new system was proposed. Besides the theoretical studies using the model, the systems were inspected by using both a test oven and a commercial oven. 1 緒 言 コー クス炉 の炉 内現 象 解 析 の手 段 と して の シ ミュ レー ショ ン ・モ デ ル は,こ れ ま では 炭 化 室 半 室 内 で の 伝 熱 を 取 り扱 い,両 側 の仕切 り壁か ら対称的に加熱 され ること を仮 定 し,仕 切 り壁 表 面 温 度 を 境 界 条 件 と して 解 く もの が多 か つ た. 最近,コ ー クス炉 の消 費 熱 量 低 減 を 目的 と して,い わ ゆ る プ ロ グ ラム加 熱 法 が 提 案 され て い る1).それ は, 通 常 の一 定加 熱 方 式 と異 な り,乾 留 初 期 に 大 量 の燃 料 を供 給 し,逐 次燃 料 の供 給 を 減 少 させ る方 式 で あ る.こ の よ うな燃 焼 シス テ ム を モ デ ル で評 価 す るた め に は,境 界 条 件に直接の操作量である燃料流量をとり,炭化室だけで な く,燃 焼 室 と蓄 熱 室 も対 象 とす る こ とを 必 要 とす る. また,順 次 装 入 を通 常 の5と び装 入 と比 較 して 評価 す る た め に は,炭 化 室 半 室 でな く多 室 内の 現 象 を 取 り扱 う必 要がある. 筆者 らは,こ れ らの機能を持つ シ ミュ レー ショ ン ・モ デ ル を 開 発 し,計 算 結 果 の検 証 を含 め て,250kg試験 炉 と実 炉 で の試 験 を行 つ た.ま た,こ れ に 先 立 つ て 乾 留 過程での石炭の熱物性値の変化を実験的に検討し,得 ら れた数値をモデル計算で使用した. そ して,上 述 の モ デ ル 計算 と炉 に よる検 証 の 両面 か ら プ ロ グ ラ ム加 熱方 式 を評 価 し,独 自の プ ログ ラ ム加 熱 の パ タ ー ンを 案 出 して そ の有 利 性 を立 証 したの で 報 告 す る. 2. 石 炭 の 物 性 値 の 測 定2) コ ー クス炉 の伝 熱 シ ミュ レー シ ョ ン ・モデ ル を用 いて 炉 内 温 度 分布 を計 算 す るた め に は,ガス,れん が,石炭 と そ の 熱 処 理 残 留物(以下 この 両 者 を総 称 して 石炭 とい う) の 物 性 値(密 度,比 熱,反 応 熱,熱 伝 導 度)が 必 要 であ る.ガ ス とれ ん が の物 性 値 は 文 献 値 を用 いた.石 炭 の物 性 値,特 に 比熱 と熱 伝 導 度 は, Fig.1, Fig.3 の破 線 に 示 され る よ うに,文 献 値 間 の 差 が大 き く,そ の 評価 基 準 が 不 明 確 な の で,日 本 鋼 管(株)のコー クス 炉 用配 合炭 に つ い て 実 測 した.コ ー クス 炉操 業 に近 い昇 温 条 件 で, 嵩 密 度(以 下単 に密 度 とい う),比熱,熱 伝 導 度 を 求め, い ず れ も温 度 のみ の関 数 と して モ デ ル計 算 に 使 用 した. 2・1石炭 の 密度 熱天 秤 に よる-0.25mmの試 料 約 0.2gの歩留 り (質量変化)測 定値 と装入時の密度か ら,各 温度で の密 昭和 57年4月本会講演大会にて一部発表 昭和 57年 3月 19 日 受 付 (Received Mar.19,1982) * 日本鋼管 (株)技 術 研 究 所 (Technical ResearchCenter, NipPonKokan K.K., 1-1 Minamiwatarida- cho Kawasaki-ku Kawasaki 210) *2 日 本 鋼 管(株)本 社(Head Office, Nippon KokanK.K.) *3 日本 鋼 管(株)福 山 製 鉄 所 (Fukuyama Works, Nippon Kokan K. K.) *4 日本 鋼 管(株)京 浜 製 鉄 所(KeihinWorks, NipponKokan K. K.) 84
Transcript of C 1982 ISI J 論 文 コークス炉シ ミュレーション ・モデルとその …
2148 鉄 と 鋼 第 68 年 (1982) 第 15 号
論 文C 1982 ISI J
コ ー ク ス 炉 シ ミ ュ レ ー シ ョ ン ・モ デ ル と そ の 応 用
松 原 健 次*・ 田島 治*・ 鈴 木 喜夫 *
岡 田 豊*2・ 中 山 順 夫*3・ 加 藤 友 則 *4
New Simulation Model for Coke Oven and Some Applications
Kenji MATSUBARA, Osamu TAJIMA, Nobuo SUZUKI,
Yutaka OKADA, Yoshio NAKAYAMA, and Tomonori KATO
Synopsis : Recent studies on simulation model for coke oven dealt with only heat transfer in half a chamber and
the differential equations in them were solved only on the basis of observed values as boundary conditions. Therefore, the effect of the adjacent chamber could not be evaluated and coke oven operation was not sa- tisfied to be predicted.
In this article, the authers presented a new simulation model including oven chamber, vertical and horizontal flue, and regenerator with fuel flow rate supplied as boundary conditions. In this model, not only a half chamber, but also a number of chambers were able to be treated. Using this model, some
programmed heating systems were evaluated and a new system was proposed. Besides the theoretical studies using the model, the systems were inspected by using both a test oven and a commercial oven.
1 緒 言
コー クス炉 の炉 内現象解析 の手段 としての シ ミュ レー
ショ ン ・モデルは,こ れ までは炭化室半室内での伝熱を
取 り扱 い,両 側 の仕切 り壁か ら対称的に加熱 され ること
を仮定 し,仕 切 り壁表面温度を境界条件 として解 くもの
が多 かつた.
最近,コ ー クス炉 の消費熱量低減を 目的 として,い わ
ゆる プログラム加熱法が提案 されてい る1).そ れは, 通
常の一 定加熱方式 と異 な り,乾 留初期に大量の燃 料を供
給 し,逐 次燃料 の供給を減少 させ る方式であ る.こ の よ
うな燃 焼 システムをモデルで評価す るためには,境 界条
件に直 接の操作量 である燃料流量を と り,炭 化室だけで
な く,燃 焼 室 と蓄熱室 も対象 とす ることを必要 とする.
また,順 次装入を通常 の5と び装入 と比較 して評価 する
ためには,炭 化室半室 でな く多室 内の現象を取 り扱 う必
要がある.
筆者 らは,こ れ らの機能を持つ シ ミュ レー ショ ン ・モ
デルを開発 し,計 算結果 の検証 を含め て,250kg試 験
炉 と実炉での試験 を行つ た.ま た,こ れに先立つて乾留
過程での石炭 の熱 物性値 の変化を実験的に検討 し,得 ら
れた数値をモデル計算 で使用 した.
そ して,上 述のモデル計算 と炉に よる検証の両面か ら
プログラム加 熱方式 を評価 し,独 自のプ ログラム加熱の
パ ターンを案出 してその有利性を立 証 したの で 報 告 す
る.
2. 石 炭 の 物 性 値 の 測 定2)
コークス炉 の伝熱 シ ミュ レーション ・モデルを用 いて
炉内温度分布 を計算す るためには,ガ ス,れ んが,石 炭 と
その熱処理残留物(以 下 この両者を総称 して石炭 とい う)
の物性値(密 度,比 熱,反 応熱,熱 伝導度)が 必 要であ
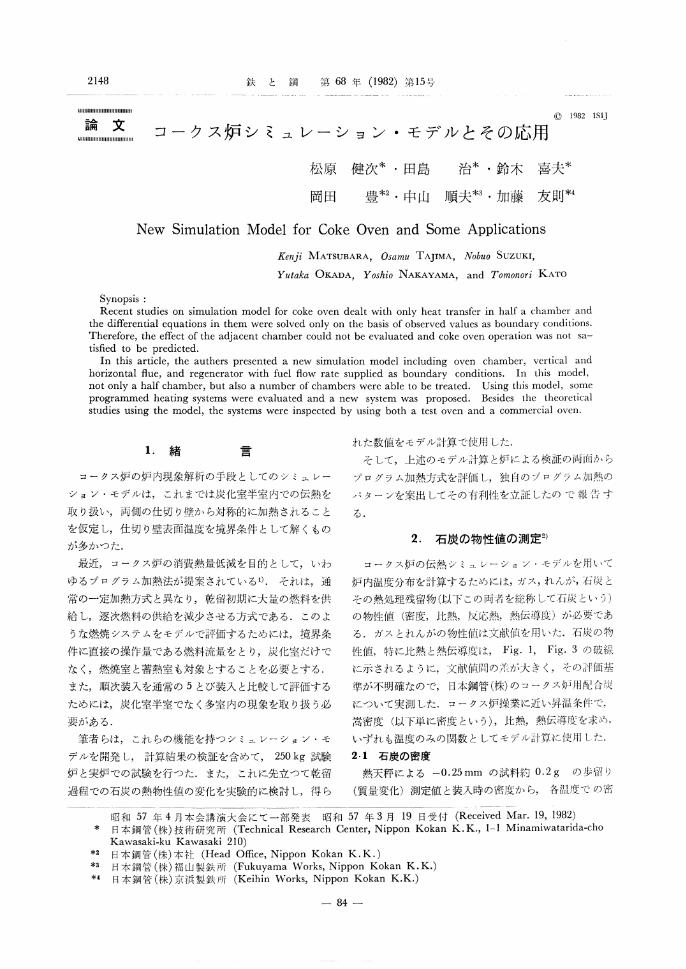
る.ガ ス とれんがの物性値は文献値を用 いた.石 炭 の物
性値,特 に比熱 と熱伝導度は, Fig.1, Fig.3 の破線
に示 され るように,文 献値間の差が大 き く,そ の評価基
準が不明確なので,日 本鋼管(株)の コー クス炉用配 合炭
について実測 した.コ ー クス炉操 業に近 い昇温条件で,
嵩密度(以 下単 に密度 とい う),比 熱,熱 伝導度を求め,
いずれ も温度 のみ の関数 としてモデル計算に使用 した.
2・1 石炭の 密度
熱天秤 に よる-0.25mm の試料約 0.2g の歩留 り
(質量変化)測 定値 と装入時の密度か ら,各 温度で の密
昭 和 57 年 4 月 本 会 講 演 大 会 に て 一 部発 表 昭和 57 年 3 月 19 日受 付 (Received Mar. 19, 1982)*
日 本 鋼 管 (株) 技 術 研 究 所 (Technical Research Center, NipPon Kokan K.K., 1-1 Minamiwatarida- cho
Kawasaki-ku Kawasaki 210)
*2 日本 鋼 管(株)本 社(Head Office, Nippon Kokan K.K.)*3 日本 鋼 管(株)福 山 製 鉄 所 (Fukuyama Works, Nippon Kokan K. K.)*4 日本 鋼 管(株)京 浜 製 鉄 所(Keihin Works, Nippon Kokan K. K.)
84
コ ー ク ス炉 シ ミュ レー シ ョン ・モ デ ル とそ の応 用 2149
度を算出 した.た だ し,装 入時の密度 は実炉の装炭量 と
装炭 レベルか ら求め,コ ークス炉 内での焼締 りは (3章
に述べ る2次 元モデルを除いて)無 視 した.ま た, 1000
℃ での歩留 りが実炉の コー クス歩留 りと一致する よう
に補正を行つた.
2・2 石炭の比熱 と反応熱
石炭の比熱の測定 報ついては,示 差 熱 法3),レ ー ザ
ー ・フラッシュ法4),熱 伝導度,温 度伝導度,密 度か ら
算出する方法5)6)な どが報告されてい る.筆 者 らは, 断
熱走査型比熱測定装置を使用 して,-0.25mmの 試料
1gに ついて測定を行つた.そ の結果をFig.1の 丸印
に示す.こ こ報示 した比熱は,測 定温度域 での反応熱を
含んだ見掛けの比熱であ り,1つ の物性値 と見な して用
いる.モ デル報使用 した数値は,Fig.1の 実線 であ る.
2・3 石炭の熱伝導度
石炭の熱伝導度の測定 報ついては,細 線 ヒーターを加
熱す る方法鋼,平 行平板を用い る方法5),レ ーザ ー ・
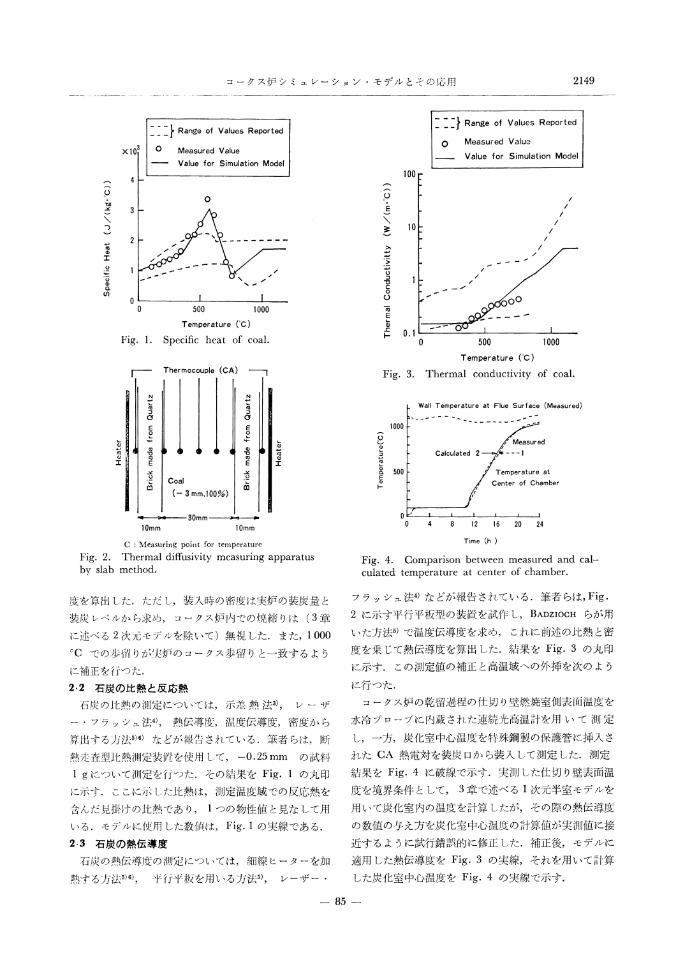
フラッシュ法4)な どが報告 されてい る.筆 者 らは,Fig.
2報 示す平行平板型 の装置を試作 し,BADZIOCHら が用
いた方法5)で 温度伝導度を求め,こ れに前述 の比熱 と密
度を乗 じて熱伝導度 を算 出 した.結 果をFig.3の 丸印
報示す.こ の測定値 の補正 と高温域への外 挿を次の よう
報行つた.
コークス炉 の乾留過程 の仕 切 り壁燃焼室側表面温度 を
水冷 プローブ報内蔵 され た連続光高温計を用 い て 測 定
し,一 方,炭 化室 中心温度を特殊鋼製の保護管報挿 入さ
れたCA熱 電対を装炭 口か ら装入 して測定 した.測 定
結果をFig.4報 破線 で示す.実 測 した仕切 り壁 表面温
度を境界条件 として,3章 で述べ る1次 元半室モデルを
用 いて炭化室内の温度 を計算 したが,そ の際の熱伝導度
の数値の与え方を炭 化室 中心温度 の計算値が実測値報接
近す るよ う報試行錯 誤的 報修正 した.補 正後,モ デル報
適用 した熱伝導度をFig.3の 実線,そ れを用いて計算
した炭化室中心温度をFig.4の 実線で示す.
Fig. 1. Specific heat of coal.
Fig. 2. Thermal diffusivity measuring apparatus
by slab method.
Fig. 3. Thermal conductivity of coal.
Fig. 4. Comparison between measured and cal—
culated temperature at center of chamber.
85

2150 鉄 と 鋼 第 68 年 (1982) 第 15 号
3. シ ミ ュ レー シ ョ ン ・モ デ ル とそ の 応 用
3・1 モデルの概要
コー クス炉(水 平室炉)内 での石炭 の乾 留過程 のシ ミ
ュレーシ ョン ・モデルと して,以 前か ら伝 熱に基づ くモ
デルが提案 されてお り7), 1960 年代後半 以降 は熱 伝 導
方程式 を差分近似 して逐次的に解 くア プローチが盛 んに
行われた8)~14).こ れ らのモデルが どうい う問題 に適用
で きるかは,基 礎方程式の次元,境 界条件 と物 性 値 の
与 え方 で決 まる と考 え られ るので,そ れ らを 総 括 し て
Table 1 に示す.こ れ らのモデルは, 1つ を除 いて燃焼
ガスまたは仕切 り壁表面の温度を境界条件 としているた
めに,そ の実測値が必要 とな り,予 測計算に は 適 さ な
い.一 方,田 代 ら8)の モデルは,燃 料流量を境界条件 と
して,焔 の長 さなども考慮 した興味あ る2次 元モデルで
あるが,物 性値 を一定 としてい るので,炭 化室内現象の
定量的検討には適さない.筆 者 らは,次 の条件を満足 す
るコー クス炉 モデルの作成 を 目指 した.
1) 乾留過程での石炭 の変化 に伴 う物性値の著 しい変
化を取 り込む ことができる.
2) 実測値な しに予測計算が可能な ように,温 度 でな
く,燃 料流量を境界条件 とす る.
そ して,検 討する問題 によつて規 模を変えて対応でき
るよ うに,1次 元の半室及び多室モデル と2次 元(半 室)
モデルを作成 した.
(1) 1次 元半室及 び多室 モデル (Fig.5)
多室モデルは半室モデルを偶数個結合 したもので, 各
部分の現象を記述する基礎方程式 と境界条件を Table 2
に示す.式 中のGpc,ρc,〓c な どは,そ の時間その位置
の温度 の関数 とす る.装 入炭水分の蒸発については, 潜
熱 に相 当す る熱量が温度 100℃ で吸収 される と仮定 し
た.
数値 計算は, Table 3 に示す2つ の積分変換 によつて
方程式 を簡単化 した後に前進差分法によつて行 う15).初
期 条件 として,石 炭は装入温度,仕 切 り壁は妥当と見な
せる仮定温度 を与え, 1サ イ クル ごとに装入時の仕 切 り
Table 1. Typical simulation models of coke oven.
Fig. 5. Half-chamber model and multi-chamber model. (1-dimensional)
Table 2. Equations and boundary conditions (1-dimensional model).
86

コ ー ク ス炉 シ ミ ュ レー シ ョン ・モ デル とそ の 応 用 2151
(i) Configuration of Flue and Regenerator (ii) Dividing Method of Wall and Chamber
壁各位践の温度差 を求めて収束 を判定 し,計 算を終 了さ
ぜた.蓄 熱室では,燃 焼室か らの排 出熱量の うちの指定
した比率が1次 遅れを介 して回収 され るとした.
(2) 2次 元 モ デ ル (Fig. 6)
1次 元モデルは,多 種類 の問題を検討するために有効
であるが,プ ログラム加熱 法で燃料流量が急 変す る前後
の最高温度,最 低温度な ど炉高方向の温度分布が関係す
る問題には適用 できないので,蓄 熱室の熱交 換 及 び 炉
幅,炉 高の両方 向を考慮 し(炉 長方向を無視 し) た2次
元モデルを作成 した.基 礎方程式をTable4に 示す.
燃焼室 に関 しては,1段 燃焼,多 段燃焼 のどち らに も適
用 できる.ま た,蓄 熱室については,ス ロッ ト積,格 子
積 の どち らにも適用で きる.炉 長方 向を無視 してい るの
で,蓄 熱室 とフ リューの結合の形式 は考慮 さ れ て い な
い.燃 焼は拡散焔を仮定 し,あ る条件 での測定か ら焔長
さに基準値を与え,各 条件 ご とに推算式か ら焔長 さを計
算す る.そ して各セ クショ ンごとに燃焼量を算出 し,燃
焼熱,仕 切 り壁 との伝熱,ガ スの持 ち込み持ち去 り熱量
の収支か ら,1セ クシ ョン下流の ガス温度を求める.伝
熱係数は,温 度,ガ ス組成,角 関係,ガ ス厚 さ,ガ ス流
速の関数 とし,放 射分 と対流分の和 として計算す る.石
炭 の収縮 については,石 炭 レベ ルの降下を時間の関数 と
して与 え,全 体が 同 じ比率で収縮 する と仮定す る.数 値
計算 は ADI (Altenative Direction Implicit)法16)に
よる.
3・2 シ ミ ュ レー シ ョン計 算 の結 果
(1)モ デルに よる計算結 果 と実測値の比較
1次 元半室モデルについては2章 に 既 述 し た(Fig.
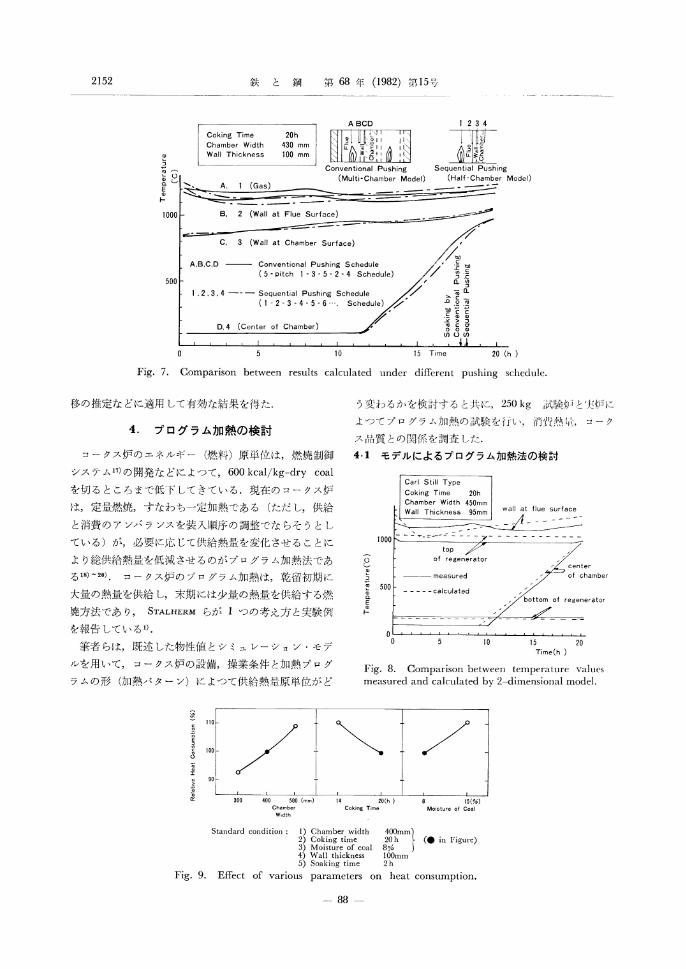
4).通 常操業の装入順序(5と び1-3-5-2-4の 順)に 従
つて,隣 り合 う炭 化室 の装入 を2/5周 期ず らす場合 の昇
温過程を多室モデルで計算す ると,温 度 分布が非対称 に
なるが,順 次装入 に比較 して火落が約15min早 くな る
ことが分か る(Fig.7).
2次 元 モデルによる計算結果 と実測値 はFig.8の と
お りであ る.
(2)設 備,操 業条件に よる投入熱量の変化の予測
装入炭1t(乾 基準)当 た りの投入熱量が,炉 幅,乾
留時間,装 入炭 水分に よつ て どう変化す るかを,1次 元
半室 モデルで計算 した結果 をFig.9に 示す.こ の結果
は,従 来の操 業経験 とよく一致 してい る.
このほか,(i)予 熱炭装入法に よる稼動率増加 の 推
定,(ii)(各 温度域毎の ガスの発生率を与 える ことに よ
る)コ ー クス炉 か ら発生す る粗 ガスの量,組 成,温 度推
Fig. 6. Schematic diagram of 2-dimensional model.
Table 3. Numerical method for 1-dimensional
model.
Table 4. Fundamental equations of 2-dimen-
sional model.
87
2152 鉄 と 鋼 第 68 年 (1982) 第 15 号
移の推定 な どに適用 して有効な結果を得た.
4. プログラム加熱の検討
コー クス炉 のエネルギ ー(燃 料)原 単位は,燃 焼 制御
システム17)の開発 などに よつて, 600 kcal/kg-dry coal
を切 る ところまで低下 して きてい る.現 在の コー クス炉
は,定 量燃焼,す なわ ち一定加熱であ る(た だ し,供 給
と消費 のア ンバ ラ ンスを装入順序の調整でな らそ うとし
ている)が,必 要 に応 じて供給熱量を変化 させ るこ とに
より総供給熱量を低減 させ るのが プログラム加熱法 であ
る18)~20).コ ークス炉 の プログラム加熱は,乾 留初期に
大量の熱量を供給 し,末 期 には少量 の熱量 を供給す る燃
暁方法 であ り, STALHERM らが 1 つの考え方 と実験例
を報告 している1).
筆者 らは,既 述 した物性値 とシ ミュ レーシ ョン ・モデ
ルを用いて,コ ー クス炉 の設備,操 業条件 と加 熱 プログ
ラムの形(加 熱 パター ン)に よつて供給熱量原単位 が ど
う変わ るかを検討す ると共 に, 250kg 試験炉 と実炉 に
よつてプ ログラム加熱の試験 を行い,消 費熱量,コ ーク
ス品質 との関係を調査 した.
4・1 モデルによ るプログラム加熱法の検討
Fig. 7. Comparison between results calculated under different pushing schedule.
Fig. 8. Comparison between temperature values
measured and calculated by 2-dimensional model.
Fig. 9. Effect of various parameters on heat consumption.
88

コ ー ク ス 炉 シ ミ ュ レ ー シ ョ ン ・モ デ ル と そ の 応 用 2153
(i) (ii)
(iii) (iv)
1次 元半室及 び多室モデルを用 い,仕 切 り壁の厚 さ,
炭化室幅,乾 留時 間を変えた時のプ ログラム加熱法に よ
る乾留熱量低減率(次 式)を 求めた.
乾留熱量低減率 (%)
各 因 子 の水 準 を Table 5 に,検 討 した加 熱 パ タ ー ンを
Fig.10 に示 す.
最 適 制御 の観 点 か らは19),炭 化 室 を 均一 に加 熱 す る に
は な るべ く早 い時 期 に燃 料 を供 給 す べ きで あ る.ま た,
仕 切 り壁 に よつ て,伝 熱 の 遅 れが 生 ず るの で,燃 料供 給
量 は炭 化 室 で の必 要 熱 量 の 変化 に先 立 ち変 化 させ る べ き
で あ る.こ の よ うな 考 察 に 基 づ い て筆 者 らが 考 案 した,
非 常 に単 純 で 制御 しや す い 1 回増 減 2 水 準 式 加 熱 パ タ ー
ン(Fig.10 の (iv))は 熱量 低 減 の 効 果 が 大 きい こ と
を Fig.11 に示 す. この方 式 では, 3個 の パ ラ メーータ
F1,F2,t1 と所 要 熱量 に 関係 す る t2 に よつ て パ ター ン
が 決定 され る.モ デ ル計 算 に よ り, Fig.10 の (iv) の
F1=150~201%,. F2=0~25%,t1=1h が 効 果 の 大 きい
範 囲 で あ る こ とが 分 かつ た.以 下,特 に 断わ らない 場 合
は,F1=150%, F2=0%, t1=1hと す る.
計 算結 果 に よ る と,プ ログ ラ ム加 熱 に よる操 業 では,
排 ガ ス温 度(平 均 値)が 一 定 加 熱 に比 べ や や 高 く な る
が,窯 出 コー クス温 度 が 低 く,総 供 給 熱 量 は 少 な い. 加
熱 パター ンと乾留時間に よる乾留熱量低減率 の 変 化 を
Fig.11 に, また, コークス炉寸 法 と乾 留熱量低減率 の
関係を Fig.12 に示す. これ らの結果か ら, 仕 切 り壁
Table 5. Condition for simulation model.
Fig. 10. Heating patterns investigated. Fig. 11. Comparison among heating patterns.
Fig. 12. Effect of dimension of coke oven and
coking time on reduction ratio of heat consu-
mption.
89

2154 鉄 と 鋼 第 68 年 (1982) 第 15 号
の厚 さが薄い程,炭 化室幅が広い程,稼 動率が高い程,
プログラム加熱法 の乾留熱量低減効果が大 きい ことが 分
かる.さ らに,装 入順序に関 して,プ ログラム加熱 は,
順次装入 と組み合わせ る と効果が大 きく,5と び 1-2-3
4-5 装 入 と組み合わせ ると,熱 量低減効果が,順 次装入
時の約 1/2 になることが判明 した.
4・2 試験炉 及び実炉での プログ ラム加熱試験
試験炉 では コー クス品質の調査,実 炉では乾 留熱量低
減 効果の検討 を主 目的 と して, 1回 増減2水 準式加熱 パ
ター ンに よるプロ グラム加熱の試験を実施 した.
(1) 250kg 試 験 炉 に よ る試 験
250kg 試験炉(電 気加熱)に よる試験の操業 条件 と
結果を Fig.13 に示す.コ ークス強度については, 一
定加熱 とプログラム加熱 の間でほ とん ど差が認め られな
かつた. 粒度 (平均粒径)は プロ グラム加熱法に よる コ
一 クスの方が小 さいが,こ れはプ ログラム加 熱 法 の 方
が, 700℃ 付近 までの昇温が速 いため と推定 される.
(2) 実炉に よる試験
実炉 に よる試験の操業条件 と結 果 を Fig.14 に 示
す.試 験 は 5 窯で実施 し,一 定加熱は通常装入 (5と び
1-3-5-2-4 装入)で, プロ グラム加熱は順次装 入(1-2-
3-4-5 の順)で 行つた.
プ ログラム加熱法に よる乾留熱量低減率は 1% であ
つた.設 備上の制約か ら,前 述 の加熱パ ター ンのパ ラメ
ー タ F1 を 125%, F2 を 50% にせ ざるを得ず, これ
が 4・1 に述べた最適範囲か ら大 き くずれているために,
1% とい う小 さい低減率 しか得 られなかつたもの と考
え られる.ま た,計 算結果 と同 じく,プロ グラム加熱に
よつて,排 ガス温度がやや上昇 し,窯 出 コー クス温度は
低 下 した.
5. 考 察
5・1 シ ミ ュ レー ショ ン ・モ デ ル
コー クス炉 シ ミュ レーショ ン ・モデルは,あ る設備及
び操業条件下 で,コ ークス炉内の熱的現象の推移を予測
する手段 として極めて有効である。設備寸法に関す るパ
ラメー タ,仕 切 り壁れんが と石炭 の物性値,装 入炭の温
度 と水分を与え ることに より,コ ー クス炉内の各部温度
及 びその他の熱的指標を求める ことがで きる.
その他 に,モ デルは石炭 の装 入密度 と炉内温度 分布の
コー クス品質へ の影響を検討するための強力な手段 とな
るもの と考 え られ るが,今 後の課題 であ る.
筆者 らは3章 で述べた3っ のモデルについて
(i) 大 半の問題には1次 元半室 モデル
(ii) 装入順序に関連 して温度分布を正確 に求め るに
は1次 元多室モデル
(iii) 燃焼室や蓄熱室の設備検討あ るいは炉高方向温
度分布 の検討には2次 元モデル
を適用 した.計 算時間は(炭 化室及び仕 切り壁は必要に
応 じて細 か く分割す るが,各5分 割 とす ると)実 時間 24
hに 対応 して, 半室モデルでは 21s, 多室 モデルでは 2
~3min, 2次 元モデルでは 30min である.
5・2 プ ログ ラム 加 熱
プ ログラム加熱は実操業 への適用に当たつては次の よ
うな設備上の問題 点がある(た だ し,試 験的 には人手の
投入,ガ ス発熱星の上昇,作 業能率の無視によ り解決可
能 な場合 もあ る).
(i) 各 ブ リュー列 ごとに制御装置を設け る必要があ
る.
(ii) 最大流量(一 定加熱 法の 150~200%) に 合 わ
Fig. 13. Results of programmed heating test on
250 kg coke oven.
Fig. 14. Results of programmed heating test on
commercial coke oven.
90
コ ー ク ス 炉 シ ミ ュ レ ー シ ョ ン ・モ デ ル と そ の 応 用 2155
せて,燃 料ガス供給圧力 と ドラフ ト能力を大 きく取
る必要があ る.
(iii) 順次装入を実 施す る場合には, 5 とび装入 で使
用 されてい る押 し出 し機な ど,一 部設備 の構造 を変
え る必要があ る.
加 熱パター ンが適切であ り,か つ,設 備上の問題点 を
克服できれば,プ ログラム加熱法は省エ ネルギー とい う
現今のニーズに合つた,期 待 され る技術であ る.乾 留熱
量低減率は炉 の 寸法,仕 切り壁れ んがの物性値,稼 動率
などの因子で異なるが,筆 者 らが検討 した条件の範 囲で
は 3~6% である.
6. 結 言
コー クス炉(水 平室炉)の 炭化室,燃 焼室 お よび蓄熱
室を対象 とす るシ ミュレーシ ョン ・モデルを考案 し, そ
の妥当性を試験炉お よび実炉 に よる温度測定 で 検 証 し
た.こ のモデルを使つて各種 のプログラム加熱方式 の評
価を行い,試 験炉お よび実炉 に よる検証で こ れ を 確 認
し,独 自のプ ログラム加熱方式 を提案 して乾留熱量低減
率を推定 した.そ のほか,モ デルを使つて予熱炭装入法
や ガス発生パ ター ンを検討 した.こ のモデルは,さ らに
他の プロセス,ス タンピングや成型炭 な どについての評
価に も適用可能 と考 え られ,応 用範 囲は広 い.
本研究に関連 して,乾 留過程における石炭 の熱物性値
の意味 と測定法な どの問題 について御指導 をいただ いた
東京工業大学片山功蔵教 授 とプ ログラム加 熱のための最
適加熱パ ター ンの探索戦略につ いて貴重な示唆をいただ
いた東京大学北森俊行教授に感 謝の意を表す る.
記 号
A: 仕 切 壁伝 熱 面 積 (m2)
Cp: 定圧 比 熱 (J/kg・℃))
F: 燃 料 ガス流 量 (m3/s)
f: 燃 料 ガ ス燃 焼 割 合 (一)F1, F2: 1 回増 減 2 水 準 式加 熱パ タ ー ンの 大 及 び小 相
対 流 量 (一)
h1: ガ ス仕 切 壁 間伝 熱係 数 (W/(m2・ ℃))
h2: 仕切 壁 石 炭 間伝 熱 係 数 (W/(m2・ ℃))
M: 石 炭 水 分 (一)
T: 温 度 (℃)
t: 時 間 (s)
t1, t2: 1 回増 減 2 水平準 式 加 熱 パ タ ー ン の先 回 り時 問 及
び 流 量 減 少時 間 (s)
tc: 乾 留 時 問 (S)
Tt: 理論 火 焔 温 度 (℃)
u,v: 変 換 温 度 (w/m, J/m3)
x: 位 置座 標 (m)
x1: 仕 切 り壁 の炭 化 室 側 炎 面 位 置 (m)
xc: 炭 化室 中心 位 置 (m)
y: 炉 高 方 向 位置 座 標 (m)
γ:生成 ガス流量
燃料 ガス流量 (一)
⊿: 差 分 演 算子
⊿Hc: 燃 料 燃 焼 熱 (J/kg・ ℃))
⊿HM: 水 分 蒸 発 熱 (J/(kg・ ℃))
λ: 熱 伝 導 度 (W/(m・ ℃)
ρ: 密 度(kg/m3)
(添 字)
c: 石 炭
f: ブ リュ ー
g: ガ スi: x 方 向 代 表 点 番 号
n: t 方 向代 表 点 番 号
S: 固体 (c また は w)
w: 炉 壁
文 献
1) D. STALHERM and C. MEYER : Int. Meeting Iron and Steel Making 1976, Vol. la, Ref. 2, 3_ Brussel-Dusseldorf (1976)
2) 松 原 健 次, 田島 治, 鈴 木 喜 夫, 平 田英 一: 第 16
回石 炭 科 学 会議 発 表論 文 集 (1979), P. 212
3) 山下 安正, 大 内公 耳: 燃 料 協 会 誌, 49 (1970),
P. 890
4) 山 口 潔, 丸 山勝 久, 木 村 英 雄: コ ー ク ス ・サ ー
キ ュ ラ ー, 27 (1978), P. 119
5) S. BADZIOCH, D. R. GREGORY, and M. A. FIELD: Fuel, 43 (1964), p. 267
6) A. A. AGROSKIN, V. B. GLEIBMAN, E. I. GONCHAROV, and M. G. SKLYAR: Coke and Chemistry U.S.S.R. (1973) 5 , p. 21
7) 西 尾 醇, 世 木 公 明: コ ー ク ス ・シ リー ズ第 7 号
(燃 料 協 会 編) (1957), P. 141
8) 田 代 清, 小 川秀 治, 串 岡 清: 富 士 製 鉄 技 報,
17 (1968) 4, p. 353
9) J. KASPERCZYK and W. SIMONIS: Gluckauf-Forschungshefte, 32 (1971), p. 23
10) K. HOFHERR and W. SIMONIS: Gluckauf-Forschungsheffe, 32 (1971), p. 35
11) B. BOGENSCHNEIDER and W. SIMONIS: Gluckauf-Forschungshefte, 33 (1972), p. 198
12) V. I. BUTORIN and G. N. MATVEEVA: Coke and Chemistry U.S.S.R. (1975) 10, p. 19
13) 山 田健 彦, 大 木 厳, 奥 井 信 之, 田 村洋 一, 高 島
啓 行, 越 後 格 之: 燃 料 協 会 誌, 56 (1977), P. 36
14) C. S. KIM and E. AuKRUST: Ironmaking and
Steelmaking, 6 (1979) 2, p. 49
15) 片 山 功蔵, 斎 藤 彬 夫, 服 部 賢: 伝 熱工 学 の 進展
3 (1974), P. 111 [養 賢 堂]
16) 平 野 菅保: 電 子 計 算 機 のた め の数 値 計 算 法 II (山
内 二 郎 ほ か 共編) (1967), P. 175 [培 風 館]
17) 樋 口正 昭,松 下 太 郎,小 泉 哲 人,長 谷 部 新 次: コー ク ス ・サ ー キ ュラ ー, 25 (1976), p. 191
18) 辻 本 嘉 伸,宮 下 恒 雄,田 島 治,坪 井 邦 夫: 鉄 と
鋼, 49 (1963), p. 1302
19) Y. SAKAWA : IEEE Transactions on Automatic Control, AC-9 (1964) , p. 420
20) 田村 庸 一,国 岡 計 夫,芳 賀 行 雄:鉄 と鋼, 64
(1978), p. 1947
21) 米 国特 許 4086143
22) 米 国特 許 4064017
91


















