
BURSA T NİVERSİTESİdepo.btu.edu.tr/dosyalar/metalurji/Dosyalar/Foy... · Seramik malzemelerin...
15
BURSA TEKNİK ÜNİVERSİTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ BÖLÜMÜ MMM303 METALURJİ VE MALZEME LABORATUARI I FÖYÜ 4 5 6 Deney No Yrd. Doç. Dr. Ayġe KALEMTAĠ Araġ. Gör. Duygu GAZİOĞLU RÜZGAR 4. Çamur Dökümle Seramiklerin Ġekillendirilmesi 5. Seramik Malzemelerin Sinterlenmesi 6. Yoğunluk Ölçümü 2015-2016
Transcript of BURSA T NİVERSİTESİdepo.btu.edu.tr/dosyalar/metalurji/Dosyalar/Foy... · Seramik malzemelerin...
Çamur dökümle seramiklerin şekillendirilmesi
BURSA TEKNİK ÜNİVERSİTESİ
METALURJİ VE MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
MMM303 METALURJİ VE MALZEME LABORATUARI I FÖYÜ
4 5 6 Deney No
Yrd. Doç. Dr. Ayġe KALEMTAĠ
Araġ. Gör. Duygu GAZİOĞLU RÜZGAR
4. Çamur Dökümle Seramiklerin Ġekillendirilmesi
5. Seramik Malzemelerin Sinterlenmesi
6. Yoğunluk Ölçümü
2 0 1 5 - 2 0 1 6
BURSA TEKNİK ÜNİVERSİTESİ
METALURJİ VE MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
MMM303 METALURJİ VE MALZEME LABORATUARI I
4, 5 ve 6 Numaralı Deneyler İçin Rapor Formatı
Deney No :
Deney Adı :
Öğrenci No :
Öğrenci Adı Soyadı :
Rapor İçeriği
Deneyin amacı
Kullanılan malzemeler ve deney ekipmanları
Konu hakkında özet ön bilgi
Deneysel çalıġmalar ve elde edilen sonuçlar
Sonuçların Değerlendirilmesi
Her bir deney sonunda verilen soruların cevapları.
Kaynaklar
Raporlar hem elektronik olarak hem de çıktı ġeklinde teslim edilmelidir.
Raporun kapak sayfasında üstte yer alan bilgiler (deney no, adı, öğrenci no ve adı)
yer almalıdır. Kapak tasarımı özgün olmalıdır. Rapor kapak ve kaynaklar sayfası dahil en
fazla 15 sayfa olmalıdır. Raporda veriler tablo ve ġekillere dönüġtürülerek sunulmalıdır.
Kaynak Yazım Formatı
F.C. Campbell (ed.), "Lightweight Materials Understanding the Basics", ASM
International: Materials Park, Ohio, 2012.
Arslan, G. ve Kalemtaġ, A., “Processing of Silicon Carbide-Boron Carbide-
Aluminium Composites”, J. Eur. Ceram. Soc., 29, 473–480, 2009.
Kalemtaġ, A., “Bazı Oksit Dıġı Seramik–Alüminyum Karma Yapıların Basınçsız
Emdirme Yöntemiyle Üretimi ve Karakterizasyonu”, Doktora Tezi, Anadolu
Üniversitesi, Fen Bilimleri Enstitüsü, Eskiġehir, 2009.
Schwarzkopf, P., "Method of Manufacturing Composite Materials and Shaped
Bodies thereof", U. S. Patent No: 2148040, 1939.
İnternet veya uygulama notları için : Hazırlayan kurumun veya biliniyorsa
hazırlayan kisinin adı, “dökümanın adı”, alındığı internet kaynağının adresi,
tarih.
Önemli Not: Her bir deney öncesinde föy içerisinde yer alan bilgileri sorgulayan
yazılı küçük bir sınav yapılacaktır.
DENEY ADI : Çamur Dökümle Seramiklerin Ġekillendirilmesi
AMAÇ
Farklı oranlarda deflokülant içeriğinin alümina seramik çamurunun döküm
özelliklerine etkisinin incelenmesi.
GİRİĠ
Seramik malzemeler uygulama alanlarına bağlı olarak iki temel gruba
ayrılmaktadır; geleneksel seramikler ve ileri teknoloji seramikleri. Seramiklerin
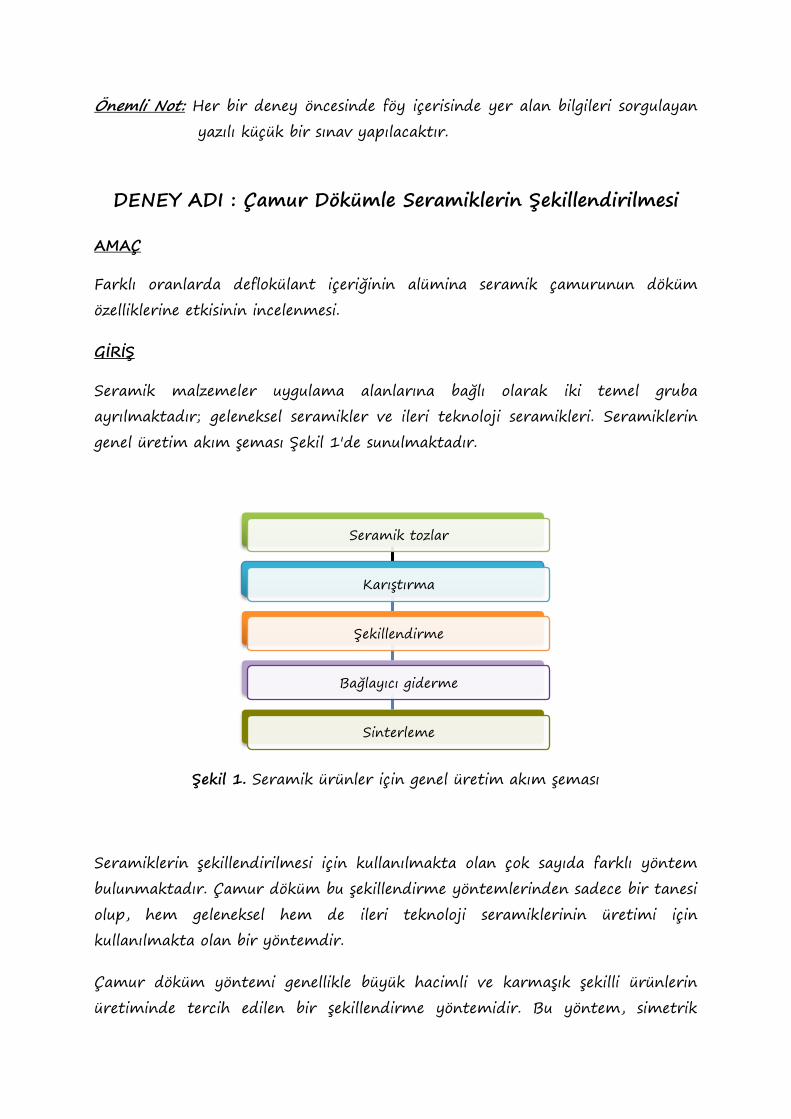
genel üretim akım ġeması Ġekil 1'de sunulmaktadır.
Ġekil 1. Seramik ürünler için genel üretim akım ġeması
Seramiklerin ġekillendirilmesi için kullanılmakta olan çok sayıda farklı yöntem
bulunmaktadır. Çamur döküm bu ġekillendirme yöntemlerinden sadece bir tanesi
olup, hem geleneksel hem de ileri teknoloji seramiklerinin üretimi için
kullanılmakta olan bir yöntemdir.
Çamur döküm yöntemi genellikle büyük hacimli ve karmaġık ġekilli ürünlerin
üretiminde tercih edilen bir ġekillendirme yöntemidir. Bu yöntem, simetrik
Seramik tozlar
Karıġtırma
Ġekillendirme
Bağlayıcı giderme
Sinterleme
olmayan ürünler, bazı özel ateġ tuğlaları, sofra takımları ve lavabo, klozet, küvet
gibi sağlık gereçlerinin ġekillendirilmesinde ve ileri teknoloji seramiklerinin
üretiminde kullanılmaktadır. Sağlık gereçlerinin üretiminde ürünlerin sahip
olduğu büyük hacim ve ġekillerinin karmaġık olması nedenleriyle çamur döküm
tercih edilmektedir.
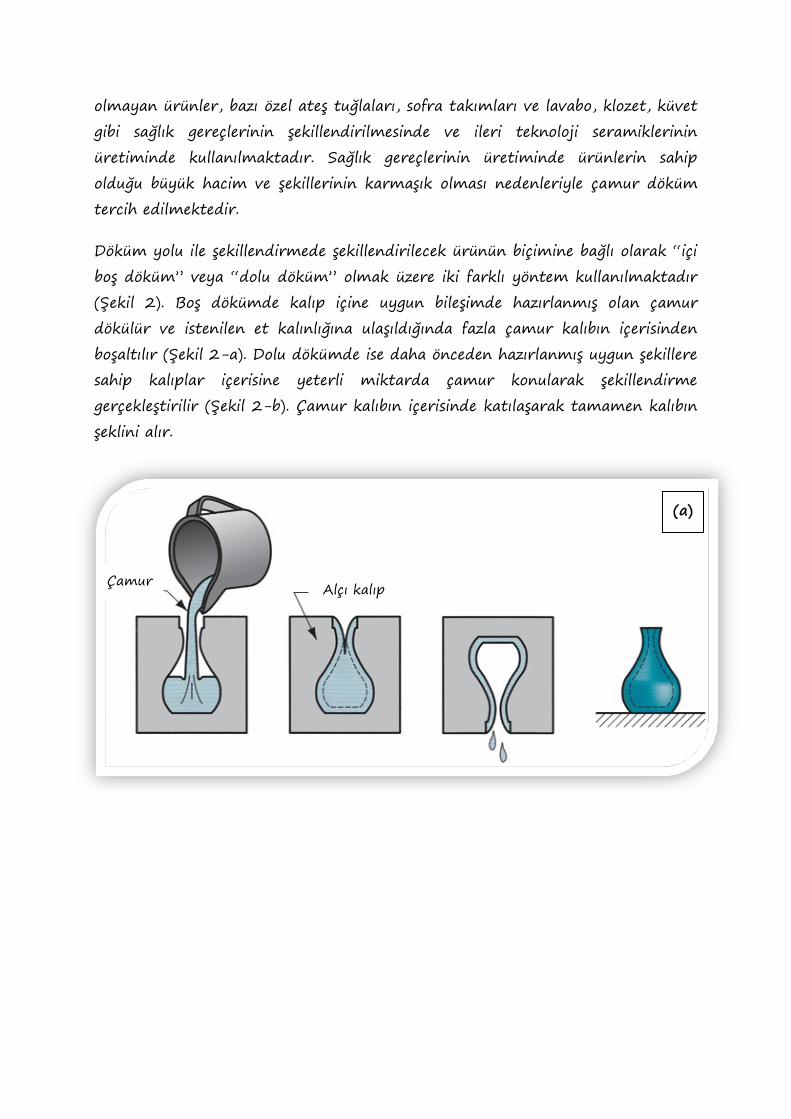
Döküm yolu ile ġekillendirmede ġekillendirilecek ürünün biçimine bağlı olarak “içi
boġ döküm” veya “dolu döküm” olmak üzere iki farklı yöntem kullanılmaktadır
(Ġekil 2). Boġ dökümde kalıp içine uygun bileġimde hazırlanmıġ olan çamur
dökülür ve istenilen et kalınlığına ulaġıldığında fazla çamur kalıbın içerisinden
boġaltılır (Ġekil 2-a). Dolu dökümde ise daha önceden hazırlanmıġ uygun ġekillere
sahip kalıplar içerisine yeterli miktarda çamur konularak ġekillendirme
gerçekleġtirilir (Ġekil 2-b). Çamur kalıbın içerisinde katılaġarak tamamen kalıbın
ġeklini alır.
Çamur Alçı kalıp
(a)

Ġekil 2. Seramik ürünlerin (a) boġ ve (b) dolu döküm yöntemiyle üretilmesini
gösteren ġematik gösterim.
Çamur döküm yönteminde öncelikle istenen bileġime sahip, katı oranı yüksek,
düġük viskoziteli ve kararlı bir çamur hazırlanır. Daha sonra hazırlanan çamur
elde edilmek istenen ġekle sahip bir alçı kalıbın içerisine doldurulur. Çamur alçı
kalıba doldurulduktan sonra döküm çamurunun suyu, kalıp tarafından emilir. Bu
esnada oluġan kapiler akıġa bağlı olarak su ile birlikte seramik taneleri de alçı
kalıbın yüzeyine doğru sürüklenir. Bu ġekilde seramik ürün et kalınlığı almaya
baġlar. Döküm iġleminin süresi ürünün istenilen kalınlığına ulaġıncaya kadar
çamurun kalıp içinde bekletilmesi ve istenilen kalınlık sağlandıktan sonra
dökümün sonlandırılması ile tamamlanmaktadır.
Döküm çamurları, kalıp içerisinde kolaylıkla yayılabilmeli ve belirli reolojik
özelliklere sahip olmalıdır. Döküm sırasında ürünün çok hızlı kalınlığa ulaġması,
kuru çekmenin az ve mukavemetin yüksek olması istenir. Yüksek yaġ yoğunluğa
sahip seramik bünyelerin üretiminde çok iyi defloküle edilmiġ çamurlardan yoğun
döküm elde edebilmek için döküm hızının düġük olması gerekmektedir. Kullanılan
seramik malzemelerin özellikleri, bileġim oranları, tane boyutları ve sinterleme
sıcaklığı ürün kalitesini belirleyen en önemli faktörler arasında yer almaktadır.
Genel olarak çamur döküm ile üretilecek bir seramik ürün için üretim akım
ġeması Ġekil 3'de sunulmaktadır.
(b)
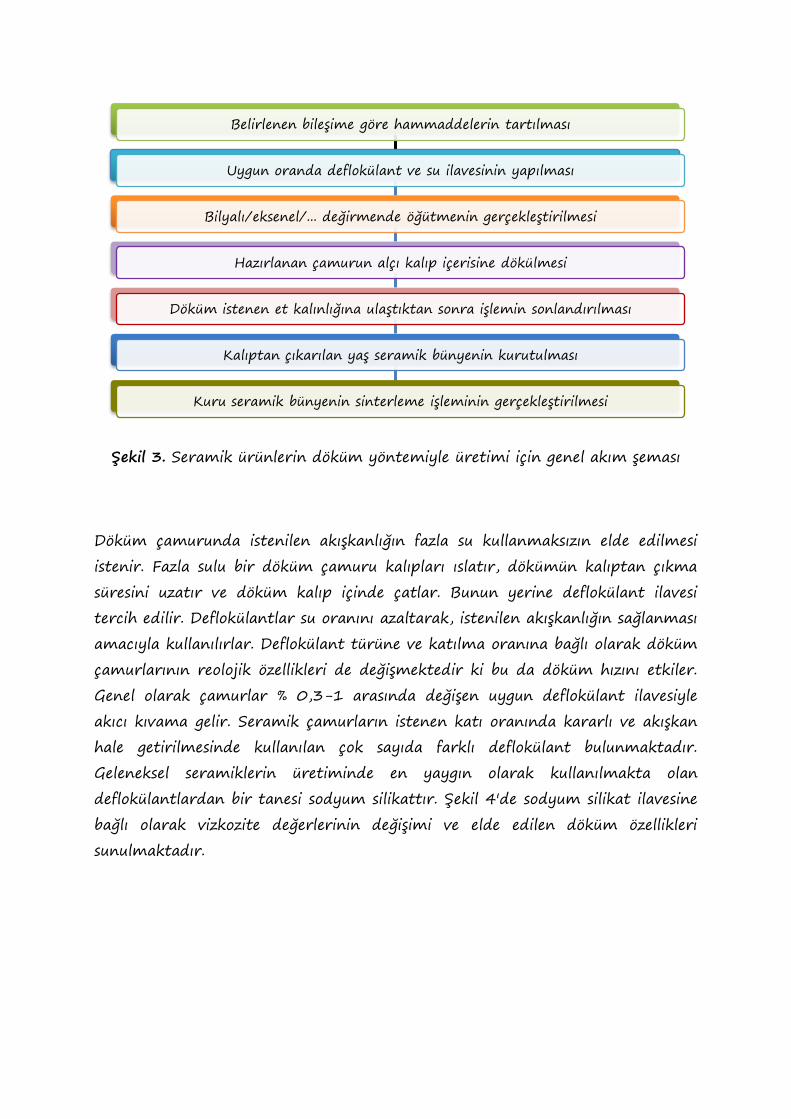
Ġekil 3. Seramik ürünlerin döküm yöntemiyle üretimi için genel akım ġeması
Döküm çamurunda istenilen akıġkanlığın fazla su kullanmaksızın elde edilmesi
istenir. Fazla sulu bir döküm çamuru kalıpları ıslatır, dökümün kalıptan çıkma
süresini uzatır ve döküm kalıp içinde çatlar. Bunun yerine deflokülant ilavesi
tercih edilir. Deflokülantlar su oranını azaltarak, istenilen akıġkanlığın sağlanması
amacıyla kullanılırlar. Deflokülant türüne ve katılma oranına bağlı olarak döküm
çamurlarının reolojik özellikleri de değiġmektedir ki bu da döküm hızını etkiler.
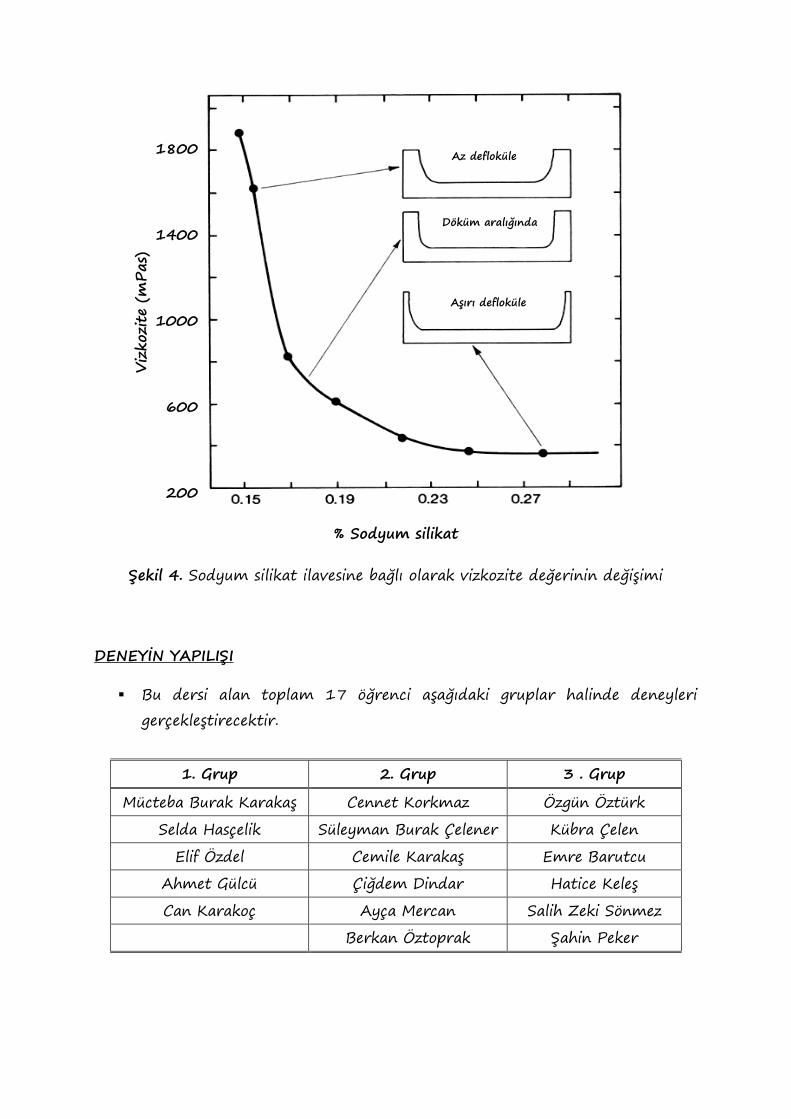
Genel olarak çamurlar % 0,3-1 arasında değiġen uygun deflokülant ilavesiyle
akıcı kıvama gelir. Seramik çamurların istenen katı oranında kararlı ve akıġkan
hale getirilmesinde kullanılan çok sayıda farklı deflokülant bulunmaktadır.
Geleneksel seramiklerin üretiminde en yaygın olarak kullanılmakta olan
deflokülantlardan bir tanesi sodyum silikattır. Ġekil 4'de sodyum silikat ilavesine
bağlı olarak vizkozite değerlerinin değiġimi ve elde edilen döküm özellikleri
sunulmaktadır.
Belirlenen bileġime göre hammaddelerin tartılması
Uygun oranda deflokülant ve su ilavesinin yapılması
Bilyalı/eksenel/... değirmende öğütmenin gerçekleġtirilmesi
Hazırlanan çamurun alçı kalıp içerisine dökülmesi
Döküm istenen et kalınlığına ulaġtıktan sonra iġlemin sonlandırılması
Kalıptan çıkarılan yaġ seramik bünyenin kurutulması
Kuru seramik bünyenin sinterleme iġleminin gerçekleġtirilmesi
% Sodyum silikat
Ġekil 4. Sodyum silikat ilavesine bağlı olarak vizkozite değerinin değiġimi
DENEYİN YAPILIĠI
Bu dersi alan toplam 17 öğrenci aġağıdaki gruplar halinde deneyleri
gerçekleġtirecektir.
1. Grup 2. Grup 3 . Grup
Mücteba Burak Karakaġ Cennet Korkmaz Özgün Öztürk
Selda Hasçelik Süleyman Burak Çelener Kübra Çelen
Elif Özdel Cemile Karakaġ Emre Barutcu
Ahmet Gülcü Çiğdem Dindar Hatice Keleġ
Can Karakoç Ayça Mercan Salih Zeki Sönmez
Berkan Öztoprak Ġahin Peker
1800
1400
1000
600
200
Aġırı defloküle
Döküm aralığında
Az defloküle Vizkoz
ite
(mPas)
Bu deney kapsamında farklı oranlarda deflokülant içeren alümina
seramikleri döküm yöntemi ile ġekillendirilecektir. Her grup iki farklı
deflokülant oranında seramik çamur hazırlayacak olup gruplar ve
çalıġacakları deflokülant oranları aġağıda verilmektedir.
1. Grup 2. Grup 3 . Grup
Deflokülant oranı % 0,1 % 0,2 % 0,3
% 0,8 % 0,4 % 0,6
Bileġim
Al2O3 % 100 % 100 % 100
Çamur hazırlama süreci eksenel değirmende 300 rpm'de 20 dakikada
gerçekleġtirilecek olup tüm gruplar %60 katı oranında çalıġacaktır.
Her grup hazırladıkları her bir çamur ile bir adet dolu ve bir adet boġ
döküm olmak üzere iki döküm yapacaktır. Boġ dökümler için kalınlık alma
süresi tüm gruplarda sabit olup, 6 dakika olarak uygulanacaktır.
Böylece her grup döküm yöntemiyle toplam 4 adet numune üretmiġ
olacaktır.
Döküm sonrası ve numuneler 3 gün boyunca oda sıcaklığında
kurutulduktan sonra numune boyutları ölçülecektir. Her bir numune için
kuruma küçülmesi değerleri hesaplanacaktır.
Her bir raporda üç grubun da tüm sonuçları sunulacak ve elde edilen
sonuçlar karġılaġtırmalı olarak tartıġılacaktır.
Rapor sonunda cevaplanacak sorular
1) Çamur dökümün avantaj ve dezavantajlarını açıklayınız.
2) Tiksotropi, reoloji, vizkozite ve deflokülant terimlerini açıklayınız.
3) Deflokülasyon nedir? Neden seramik malzemeler için önemlidir?
4) Çamur döküm sürecinde önemli değiġkenler nelerdir? Kısaca açıklayınız.
5) Çamur döküm yönteminde kullanılacak olan seramik hammaddelerin tane
boyutunun neden önemli olduğunu açıklayınız.
6) Seramik çamurlar nasıl karakterize edilir? Kısaca açıklayınız.
7) Kalıp malzemesi olarak alçının tercih edilme nedenleri nelerdir? Kısaca
açıklayınız.
Önemli Not: Her bir deney öncesinde föy içerisinde yer alan bilgileri sorgulayan
yazılı küçük bir sınav yapılacaktır.
DENEY ADI : Seramik Malzemelerin Sinterlenmesi
AMAÇ
Sinterleme ilavesi tür, miktar ve sinterleme koġullarının nihai ürün üzerindeki
etkilerinin incelenmesi.
GİRİĠ
Sinterleme iġlemi en basit ifadesiyle istenilen mikroyapı özelliklerine sahip ürün
eldesi için yaġ ürünlere bir fırın içerisinde uygulanan ısıl iġlemdir. Sinterleme
iġlemi, termal enerji yardımıyla toz partiküllerini birleġtirmek için kullanılan bir
yöntem olup birbirine temas eden partiküllerin ergime sıcaklığının 2/3’ünün
altındaki sıcaklıklarda bağlanmasını sağlamaktadır. Sinterleme sonucunda daha
kompakt hale gelmiġ olan tanecikler arasındaki gözenekler azaltılmıġ olur. Bu
bağlanma, katı halde atom hareketleri ile oluġabildiği gibi sıvı faz oluġumu ile
birlikte de gerçekleġebilmekte ve bunun sonucunda mikroyapıda birbirine temas
eden partiküller arasında boyun oluġumu meydana gelmektedir. Sinterleme
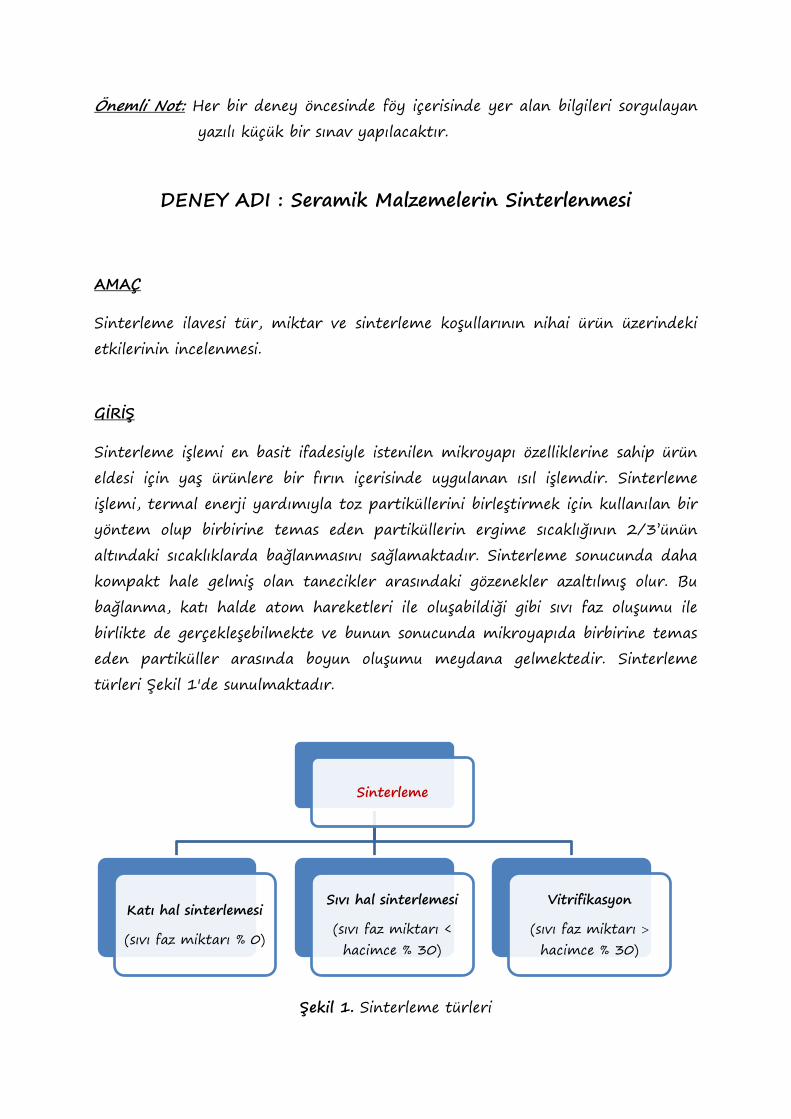
türleri Ġekil 1'de sunulmaktadır.
Ġekil 1. Sinterleme türleri
Sinterleme
Katı hal sinterlemesi
(sıvı faz miktarı % 0)
Sıvı hal sinterlemesi
(sıvı faz miktarı <
hacimce % 30)
Vitrifikasyon
(sıvı faz miktarı
hacimce % 30)
Seramik tozlarının sinterlenmesi sürecinde baġlangıç partikülleri arasındaki
gözenekler kapanarak birbirine yakın taneler arasında güçlü bir bağlanma
meydana gelir. Bu duruma bağlı olarak da seramik malzemenin boyutlarında bir
çekme meydana gelir. Toz katı-buhar yüzey alanının dolayısı ile de toplam yüzey
serbest enerjisini azaltma eğilimi; deformasyon öncesi tanelerde depolanan
enerjiyi (dislokasyon ve elastik stresler) serbest bırakma eğilimi ve sinterleme
esnasında oluġan kimyasal kompozisyon farklılıkları sinterleme için itici gücü
oluġturmaktadır. Sinterlemenin meydana gelebilmesi için malzeme taġınımı için
bir mekanizma olmalı ve malzeme taġınımını aktive eden bir enerji kaynağı
olmalıdır.
Katı hal sinterlemesi sürecinde hiç sıvı faz kullanılmaz. Bu nedenle sinterleme
iġleminin yüksek sıcaklık ve/veya yüksek basınç ve/veya uzun sürelerde
gerçekleġtirilmesi gerekir. Yüksek sıcaklıklarda ve uzun sürelerde sinterleme
iġleminin gerçekleġtirilmesi beraberinde tane büyümesi sorununu getirmektedir.
Bu nedenle bu tür durumlarda yüksek basınç altında sinterleme iġlemi tercih
edilir ki bu durumda sinterleme sıcaklığını düġürmek ve/veya sinterleme süresini
kısaltmak mümkün olmaktadır. Ancak bu durumda da yüksek basınçta
sinterlemeye imkan veren özel fırınların kullanılması gerekmektedir ki bu da
eksra maliyet anlamına gelmektedir.
Sinterleme iġlemi sıvı faz varlığında gerçekleġtirildiği zaman katı hal
sinterlemesine oranla çok daha düġük sıcaklıklarda ve daha kısa sinterleme
sürelerinde yoğunlaġma sağlamak mümkündür. Ancak sıvı faz sinterlemesi ile
yoğunlaġtırılan seramiklerin kullanım sıcaklığı katı hal sinterlemesine oranla çok
daha düġük kalmaktadır.
Vitrifikasyonla sinterleme iġlemi yüksek miktarda sıvı faz varlığında
gerçekleġtirilir. Seramik sağlık gereçleri üretiminde düġük sıcaklıkta sinterlemenin
gerçekleġtirilebilmesi için vitrifikasyonla sinterleme tercih edilmektedir.
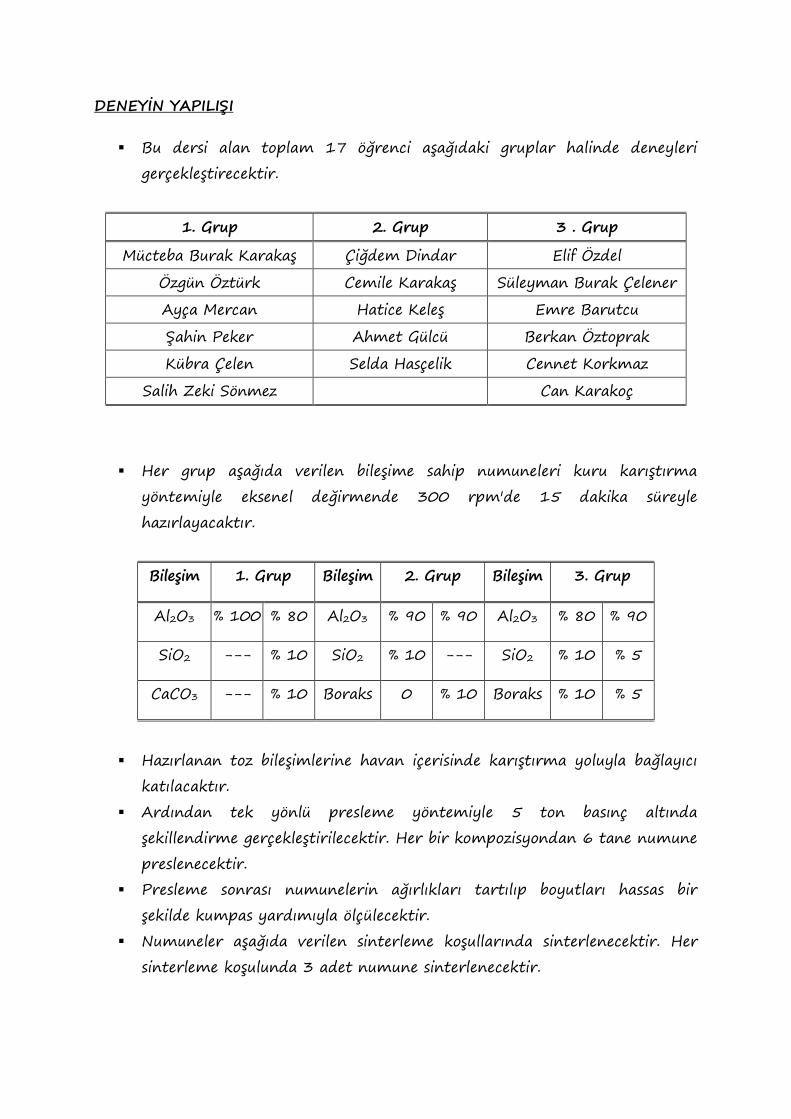
DENEYİN YAPILIĠI
Bu dersi alan toplam 17 öğrenci aġağıdaki gruplar halinde deneyleri
gerçekleġtirecektir.
1. Grup 2. Grup 3 . Grup
Mücteba Burak Karakaġ Çiğdem Dindar Elif Özdel
Özgün Öztürk Cemile Karakaġ Süleyman Burak Çelener
Ayça Mercan Hatice Keleġ Emre Barutcu
Ġahin Peker Ahmet Gülcü Berkan Öztoprak
Kübra Çelen Selda Hasçelik Cennet Korkmaz
Salih Zeki Sönmez Can Karakoç
Her grup aġağıda verilen bileġime sahip numuneleri kuru karıġtırma
yöntemiyle eksenel değirmende 300 rpm'de 15 dakika süreyle
hazırlayacaktır.
Bileġim 1. Grup Bileġim 2. Grup Bileġim 3. Grup
Al2O3 % 100 % 80 Al2O3 % 90 % 90 Al2O3 % 80 % 90
SiO2 --- % 10 SiO2 % 10 --- SiO2 % 10 % 5
CaCO3 --- % 10 Boraks 0 % 10 Boraks % 10 % 5
Hazırlanan toz bileġimlerine havan içerisinde karıġtırma yoluyla bağlayıcı
katılacaktır.
Ardından tek yönlü presleme yöntemiyle 5 ton basınç altında
ġekillendirme gerçekleġtirilecektir. Her bir kompozisyondan 6 tane numune
preslenecektir.
Presleme sonrası numunelerin ağırlıkları tartılıp boyutları hassas bir
ġekilde kumpas yardımıyla ölçülecektir.
Numuneler aġağıda verilen sinterleme koġullarında sinterlenecektir. Her
sinterleme koġulunda 3 adet numune sinterlenecektir.
2C/dakika ısıtma hızıyla 650C (30 dakika bekleme) 5C/dakika
ısıtma hızıyla 1100C (1 saat bekleme) 5C/dakika soğutma hızıyla
25C
2C/dakika ısıtma hızıyla 650C (30 dakika bekleme) 5C/dakika
ısıtma hızıyla 1250C (1 saat bekleme) 5C/dakika soğutma hızıyla
25C
Rapor sonunda cevaplanacak sorular
1) Sinterleme terimini açıklayınız.
2) Sinterleme türleri nelerdir? Her birini birkaç cümle ile kısaca açıklayınız.
3) Bağlayıcı nedir? Ne amaçla kullanılır?
4) Tek yönlü presleme ile çamur dökümle ġekillendirme yöntemini
karġılaġtırarak her birinin avantaj ve dezavantajları nelerdir kısaca
açıklayınız.
Önemli Not: Her bir deney öncesinde föy içerisinde yer alan bilgileri sorgulayan
yazılı küçük bir sınav yapılacaktır.
DENEY ADI : Yoğunluk Ölçümü
AMAÇ
Seramik malzemelerin görünür gözenek miktarının ve yığınsal (bulk) yoğunluk
değerinin belirlenmesi.
GİRİĠ
Seramik malzemeler yoğun ya da gözenekli bir yapıda üretilebilmekte ve sahip
oldukları özelliklere bağlı olarak da farklı uygulama alanlarında
kullanılabilmektedir. Yapısal uygulamalarda genellikle yoğun (~%100) bir yapı
istenirken; ses ve ısı izolasyonu, eriyik metal filtrasyonu gibi çeġitli uygulama
alanlarında ise gözenekli seramikler tercih edilmektedir. Seramik malzemelerin
özellikleri içerdikleri gözenek miktarına bağlı olarak önemli oranda değiġiklik
gösterdiği için yapıda yer alan gözenek boyutu, gözenek miktarı ve gözenek
boyut dağılımı oldukça önemlidir. Özellikle mekanik özelliklerin gözenek boyut,
dağılımı ve miktarına bağlı olarak önemli oranda değiġim gösterdiği
bilinmektedir.
Seramiklerde iki farklı gözeneklilik söz konusudur; kapalı gözenek ve açık gözenek
ġeklinde. Bu gözenekler malzemenin yoğunluğunun düġmesine neden olmaktadır.
Seramik yapılarda toplam gözeneklilik (açık ve kapalı gözenekler dahil), teorik
yoğunluk (d) ve yığınsal (bulk) yoğunluğa (dy) bağlı olarak aġağıdaki eġitlik
kullanılarak hesaplanabilmektedir:
% Toplam Gözeneklilik = (d-dy)/d x 100
Seramik malzemelerin kapalı gözenek miktarının belirlenmesi güç olduğu için
çoğu durumda seramiklerin yalnızca açık gözenek miktarı belirlenmektedir.
Seramiklerin açık gözenek miktarının belirlenmesi için Arġimet prensibinden
yararlanılmaktadır. Bu yöntem bir maddenin bir sıvı içindeki ağırlığının, o
maddenin kuru ağırlığı ile batmaya karġı gösterdiği direnç kuvvetinin farkına (ya
da yer değiġtiren sıvı miktarına) eġit olduğu ilkesine dayanmaktadır. Bu
yöntemde; numunelerin kuru ağırlıkları, 100-110C'de kurutulduktan sonra
0,001 gram hassasiyetle hassas terazide ölçülür. Sonra seramik numuneler saf su
içerisinde ~4 saat kaynatılıp oda sıcaklığına soğutulur. Su ve seramik malzemeler
birlikte kaynatılarak, suyun kapiler etkiyle seramik yapının açık gözeneklerinden
içeriye doğru sızması sağlanmaktadır. Numunelerin asılı ve yaġ ağırlıkları ölçülür.
Yaġ tartım yapılmadan önce numune yüzeylerindeki ince su filmi tabakası nemli
bir bez yardımıyla uzaklaġtırılır ve numune daha sonra tartılır.
Yığınsal yoğunluk ve % açık gözenek hesaplamaları aġağıda verilen bağıntılar
kullanılarak gerçekleġtirilir:
Yığınsal yoğunluk =
% açık gözenek miktarı =
Wa = Kuru numune ağırlığı
Wb = Asılı numune ağırlığı
Wc = Yaġ numune ağırlığı
DENEYİN YAPILIĠI
Bu dersi alan toplam 17 öğrenci aġağıdaki gruplar halinde deneyleri
gerçekleġtirecektir.
1. Grup 2. Grup 3 . Grup
Cemile Karakaġ Çiğdem Dindar Elif Özdel
Özgün Öztürk Salih Zeki Sönmez Emre Barutcu
Ayça Mercan Cennet Korkmaz Mücteba Burak Karakaġ
Hatice Keleġ Ahmet Gülcü Selda Hasçelik
Berkan Öztoprak Ġahin Peker Kübra Çelen
Süleyman Burak Çelener Can Karakoç
WbWc
Wa
WbWc
WaWc
Bu deney bir önceki hafta sinterleme çalıġması gerçekleġtirilen numuneler
kullanılarak gerçekleġtirecektir.
Bir önceki hafta 1. grupta sinterlenen numuneler bu hafta 1. grup
tarafından, 2. grupta sinterlenen numuneler bu hafta 2. grup tarafından
ve 3. grupta sinterlenen numuneler bu hafta 3. grup tarafından yoğunluk
ölçümü deneyinde kullanılacaktır.
Her bir raporda üç grubun da tüm sonuçları sunulacak ve elde edilen
sonuçlar karġılaġtırmalı olarak tartıġılacaktır.
Rapor sonunda cevaplanacak sorular
1) Gözenekliliğin seramik malzemelerin mekanik, ısıl ve korozif sıvılara karġı
korozyon direnci özelliklerini nasıl etkileyeceğini kısaca açıklayınız.
2) Toplam gözeneklilik, açık ve kapalı gözenek ne demektir? Kısaca
açıklayınız.
3) Teorik yoğunluk nedir? Kısaca açıklayınız.
4) Bir malzeme teorik yoğunluğa ulaġtırılabilir mi? Kısaca açıklayınız.


















