
BAB II TINJAUAN PUSTAKA 2 -...
32
7 BAB II TINJAUAN PUSTAKA 2.1 Landasan teori Piston merupakan salah satu komponen penting dalam kendaraan bermotor pada proses pembakaran di ruang bakar. Sehingga material piston merupakan material spesifikasi khusus dan biasanya digunakan bijih aluminium untuk membuat paduannya. Piston dipegang oleh setang piston (connecting rod shaft) yang mendapatkan gerakan turun naik dari gerakan berputar cranksaft (Stephen, 2004). Bentuk bagian piston dapat dilihat pada Gambar 2.1. Piston bekerja tanpa henti selama mesin hidup. Komponen ini menerima temperatur dan tekanan tinggi sehingga mutlak harus memiliki daya tahan tinggi. Oleh karena itu, pabrikan kini lebih memilih paduan aluminium (Al-Si). Paduan ini diyakini mampu meradiasikan panas yang lebih efisien dibanding material lainnya. Karena paduan ini memiliki daya tahan terhadap korosi dan abrasi, koefisien pemuaian yang rendah, dan juga mempunyai kekuatan yang tinggi. Gambar 2.1. Piston dipegang oleh setang piston pada proses pembakaran dalam (www.arthursclipart.org) Piston bekerja tanpa henti selama mesin hidup dan menerima tekanan dan temperatur tinggi sehingga harus memiliki daya tahan tinggi (Delo., 2012). Pabrikan kini lebih memilih paduan aluminium (Al-Si). Paduan ini mampu meradiasikan panas yang lebih efisien, tahan korosi, abrasi dan kekuatan mekanik tinggi, tetapi koefisien muai rendah (Guohua, et.al., 2012). Penyebab utama kerusakan piston adalah aus ditampilkan pada Gambar 2.2. disebabkan gesekan dan temperatur tinggi. Kurang disiplinnya merawat kendaraan terutama
Transcript of BAB II TINJAUAN PUSTAKA 2 -...
7
BAB II
TINJAUAN PUSTAKA
2.1 Landasan teori
Piston merupakan salah satu komponen penting dalam kendaraan bermotor
pada proses pembakaran di ruang bakar. Sehingga material piston merupakan
material spesifikasi khusus dan biasanya digunakan bijih aluminium untuk
membuat paduannya. Piston dipegang oleh setang piston (connecting rod shaft)
yang mendapatkan gerakan turun naik dari gerakan berputar cranksaft (Stephen,
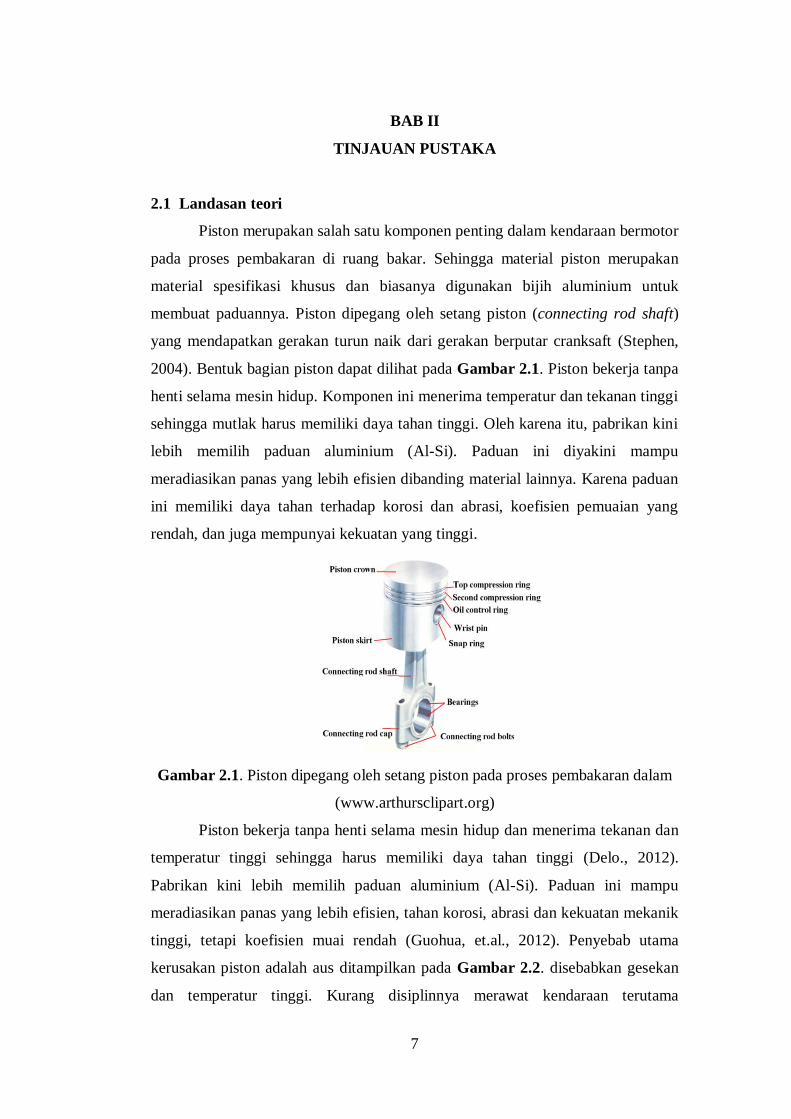
2004). Bentuk bagian piston dapat dilihat pada Gambar 2.1. Piston bekerja tanpa
henti selama mesin hidup. Komponen ini menerima temperatur dan tekanan tinggi
sehingga mutlak harus memiliki daya tahan tinggi. Oleh karena itu, pabrikan kini
lebih memilih paduan aluminium (Al-Si). Paduan ini diyakini mampu
meradiasikan panas yang lebih efisien dibanding material lainnya. Karena paduan
ini memiliki daya tahan terhadap korosi dan abrasi, koefisien pemuaian yang
rendah, dan juga mempunyai kekuatan yang tinggi.
Gambar 2.1. Piston dipegang oleh setang piston pada proses pembakaran dalam
(www.arthursclipart.org)
Piston bekerja tanpa henti selama mesin hidup dan menerima tekanan dan
temperatur tinggi sehingga harus memiliki daya tahan tinggi (Delo., 2012).
Pabrikan kini lebih memilih paduan aluminium (Al-Si). Paduan ini mampu
meradiasikan panas yang lebih efisien, tahan korosi, abrasi dan kekuatan mekanik
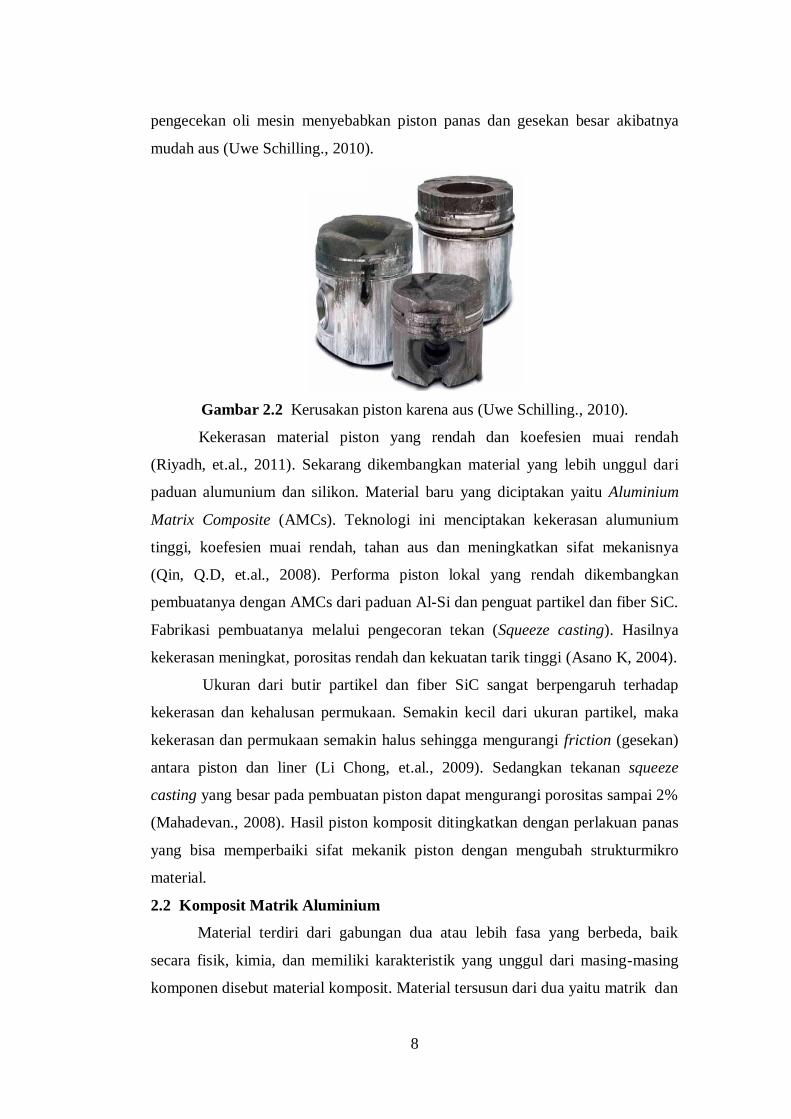
tinggi, tetapi koefisien muai rendah (Guohua, et.al., 2012). Penyebab utama
kerusakan piston adalah aus ditampilkan pada Gambar 2.2. disebabkan gesekan
dan temperatur tinggi. Kurang disiplinnya merawat kendaraan terutama
8
pengecekan oli mesin menyebabkan piston panas dan gesekan besar akibatnya
mudah aus (Uwe Schilling., 2010).
Gambar 2.2 Kerusakan piston karena aus (Uwe Schilling., 2010).
Kekerasan material piston yang rendah dan koefesien muai rendah
(Riyadh, et.al., 2011). Sekarang dikembangkan material yang lebih unggul dari
paduan alumunium dan silikon. Material baru yang diciptakan yaitu Aluminium
Matrix Composite (AMCs). Teknologi ini menciptakan kekerasan alumunium
tinggi, koefesien muai rendah, tahan aus dan meningkatkan sifat mekanisnya
(Qin, Q.D, et.al., 2008). Performa piston lokal yang rendah dikembangkan
pembuatanya dengan AMCs dari paduan Al-Si dan penguat partikel dan fiber SiC.
Fabrikasi pembuatanya melalui pengecoran tekan (Squeeze casting). Hasilnya
kekerasan meningkat, porositas rendah dan kekuatan tarik tinggi (Asano K, 2004).
Ukuran dari butir partikel dan fiber SiC sangat berpengaruh terhadap
kekerasan dan kehalusan permukaan. Semakin kecil dari ukuran partikel, maka
kekerasan dan permukaan semakin halus sehingga mengurangi friction (gesekan)
antara piston dan liner (Li Chong, et.al., 2009). Sedangkan tekanan squeeze
casting yang besar pada pembuatan piston dapat mengurangi porositas sampai 2%
(Mahadevan., 2008). Hasil piston komposit ditingkatkan dengan perlakuan panas
yang bisa memperbaiki sifat mekanik piston dengan mengubah strukturmikro
material.
2.2 Komposit Matrik Aluminium
Material terdiri dari gabungan dua atau lebih fasa yang berbeda, baik
secara fisik, kimia, dan memiliki karakteristik yang unggul dari masing-masing
komponen disebut material komposit. Material tersusun dari dua yaitu matrik dan
9
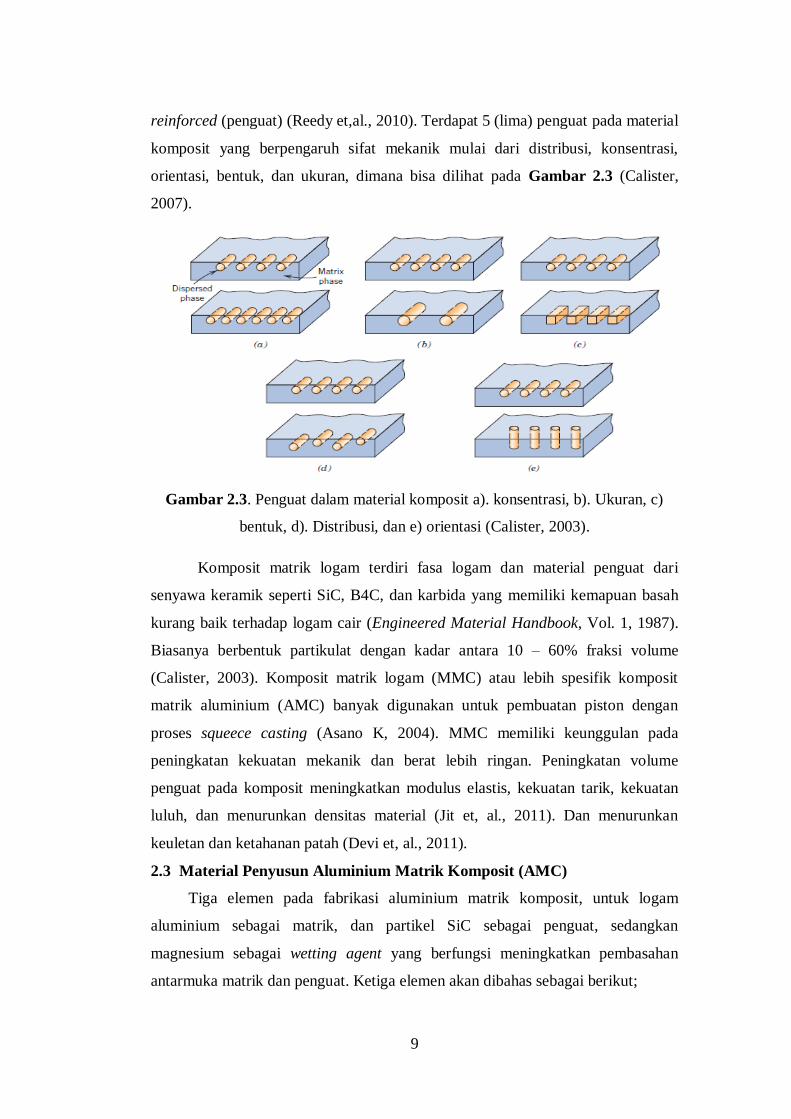
reinforced (penguat) (Reedy et,al., 2010). Terdapat 5 (lima) penguat pada material
komposit yang berpengaruh sifat mekanik mulai dari distribusi, konsentrasi,
orientasi, bentuk, dan ukuran, dimana bisa dilihat pada Gambar 2.3 (Calister,
2007).
Gambar 2.3. Penguat dalam material komposit a). konsentrasi, b). Ukuran, c)
bentuk, d). Distribusi, dan e) orientasi (Calister, 2003).
Komposit matrik logam terdiri fasa logam dan material penguat dari
senyawa keramik seperti SiC, B4C, dan karbida yang memiliki kemapuan basah
kurang baik terhadap logam cair (Engineered Material Handbook, Vol. 1, 1987).
Biasanya berbentuk partikulat dengan kadar antara 10 – 60% fraksi volume
(Calister, 2003). Komposit matrik logam (MMC) atau lebih spesifik komposit
matrik aluminium (AMC) banyak digunakan untuk pembuatan piston dengan
proses squeece casting (Asano K, 2004). MMC memiliki keunggulan pada
peningkatan kekuatan mekanik dan berat lebih ringan. Peningkatan volume
penguat pada komposit meningkatkan modulus elastis, kekuatan tarik, kekuatan
luluh, dan menurunkan densitas material (Jit et, al., 2011). Dan menurunkan
keuletan dan ketahanan patah (Devi et, al., 2011).
2.3 Material Penyusun Aluminium Matrik Komposit (AMC)
Tiga elemen pada fabrikasi aluminium matrik komposit, untuk logam
aluminium sebagai matrik, dan partikel SiC sebagai penguat, sedangkan
magnesium sebagai wetting agent yang berfungsi meningkatkan pembasahan
antarmuka matrik dan penguat. Ketiga elemen akan dibahas sebagai berikut;

10
2.3.1. Aluminium
Aluminium merupakan logam ringan dengan massa jenis yang rendah
2,7 g/cm3 struktur kristal Face Center cubic (FCC) dengan sifat keuletan
yang tinggi. Pada AMC, aluminium berperan sebagai matrik yang berfungsi
untuk media transfer beban ke penguat, karena sedikit beban yang diterima
yang mampu ditahan matrik (Calister, 2003). Matrik pada komposit memiliki
sifat ulet dan penguat dari lingkungan (Brooks dan Charlie., 1982). Sifat fisik
dan mekanik aluminium dapat dilihat pada Tabel 2.1. Aluminium dan
panduanya ditandai berdasarkan produknya, seperti cast product (hasil cor)
atau wrought product (hasil tempa) (Altenpohl., 1982).
Tabel 2.1.Sifat fisk dan mekanik aluminium Aluminium (Lutfi & Sukron.,
2010)
Sifat Fisik Satuan Nilai
Massa jenis g/cm3 2,7
Nomor Atom - 13
Berat Atom g/mol 26,67
Struktur kristal - FCC
Titik Lebur oC 660,4
Titik Didih oC 2647
Jari-jari atom nm 0,143
Sifat Mekanis Satuan Nilai
Modulus Elastisitas Gpa 72
Poisson Ration - 0,35
Kekerasan VHN 3500
Kekuatan luluh MPa 450
Ketangguhan MPa 4,5
Macam–macam paduan aluminium dapat diklasifikasikan sebagai berikut :
1. Paduan Al-Si
Paduan Al-Si ditemukan oleh A. Pacz tahun 1921. Paduan Al-Si yang
telah diperlakukan panas dinamakan Silumin. Sifat – sifat silumin sangat
diperbaiki oleh perlakuan panas dan sedikit diperbaiki oleh unsur paduan.
Paduan Al-Si umumnya dipakai dengan 0,15% – 0,4% Mn dan 0,5 % Mg.
Paduan yang diberi perlakuan pelarutan (solution heat treatment),
quenching, dan aging dinamakan silumin , dan yang hanya mendapat

11
perlakuan aging saja dinamakan silumin . Paduan Al-Si yang
memerlukan perlakuan panas ditambah dengan Mg juga Cu serta Ni untuk
memberikan kekerasan pada saat panas. Bahan paduan ini biasa dipakai
untuk piston kendaraan (Surdia, 1992).
Gambar 2.4. Diagram fasa Al-Si (ASM International, 2004)
Pada diagram fasa Al-Si (Gambar 2.4) dapat dibagi tiga daerah yaitu:
a. Daerah Hipoeutektik
Pada daerah ini terdapat kandungan silikon < 11,7% dimana struktur
mikro akhir yang terbentuk pada fasa ini adalah fasa α – aluminium dan
eutektik (gelap) yang kaya aluminium yang memiliki kekerasan 90 HB,
Struktur mikro hipoeutektik diperlihatkan pada Gambar 2.5a
b. Daerah Eutektik
Pada komposisi ini paduan Al-Si dapat membeku secara langsung (dari
fase cair ke padat). Kandungan silikon yang terkandung didalamnya
sekitar 11.7% sampai 12.2% untuk struktur mikro eutektik bisa dilihat
pada Gambar 2.5b. Material ini memiliki kekerasan 105 HB dan uji
tarik 248 MPa sehingga banyak diaplikasikan pada komponen dengan
tekanan yang tinggi, seperti: crank case, wheel hub, cylinder barrel.
(ASM Handbook vol 15, 1998).
12
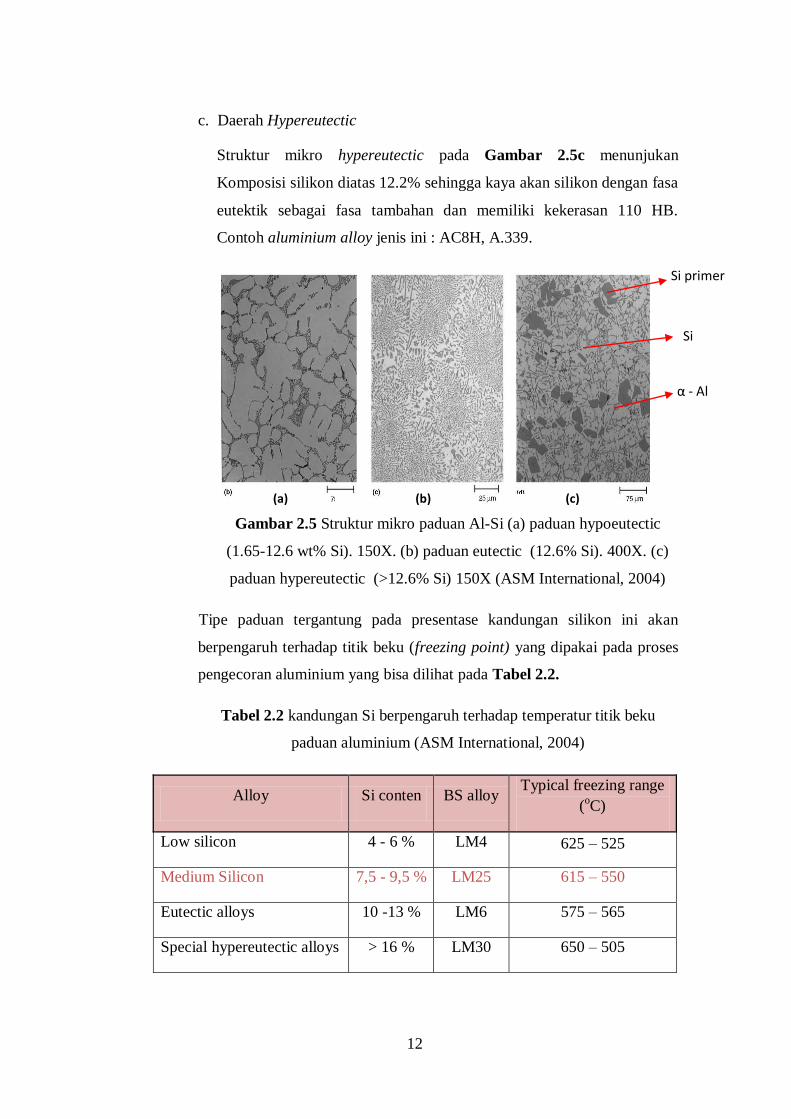
c. Daerah Hypereutectic
Struktur mikro hypereutectic pada Gambar 2.5c menunjukan
Komposisi silikon diatas 12.2% sehingga kaya akan silikon dengan fasa
eutektik sebagai fasa tambahan dan memiliki kekerasan 110 HB.
Contoh aluminium alloy jenis ini : AC8H, A.339.
Gambar 2.5 Struktur mikro paduan Al-Si (a) paduan hypoeutectic
(1.65-12.6 wt% Si). 150X. (b) paduan eutectic (12.6% Si). 400X. (c)
paduan hypereutectic (>12.6% Si) 150X (ASM International, 2004)
Tipe paduan tergantung pada presentase kandungan silikon ini akan
berpengaruh terhadap titik beku (freezing point) yang dipakai pada proses
pengecoran aluminium yang bisa dilihat pada Tabel 2.2.
Tabel 2.2 kandungan Si berpengaruh terhadap temperatur titik beku
paduan aluminium (ASM International, 2004)
Alloy Si conten BS alloy Typical freezing range
(oC)
Low silicon 4 - 6 % LM4 625 – 525
Medium Silicon 7,5 - 9,5 % LM25 615 – 550
Eutectic alloys 10 -13 % LM6 575 – 565
Special hypereutectic alloys > 16 % LM30 650 – 505
(a) (b) (c)
Si primer
Si
α - Al
13
2. Paduan Al-Cu dan Al-Cu-Mg
Paduan Al-Cu dan Al-Cu-Mg ditemukan oleh A. Wilm dalam usaha
mengembangkan paduan alumunium yang kuat dinamakan duralumin ini
sering diaplikasikan pada rangka sepeda motor, pulley, roda gigi, velg
mobil yang diperlihatkan pada Gambar 2.6. Paduan Al-Cu-Mg adalah
paduan yang mengandung 4% Cu dan 0,5% Mg dapat ditingkatkan
kekerasanya dengan proses natural aging setelah solution heat treatment
dan quenching. Studi tentang logam paduan ini telah banyak dilakukan
salah satunya adalah Nishimura yang telah berhasil dalam menemukan
senyawa terner yang berada dalam keseimbangan dengan Al, yang
kemudian dinamakan senyawa S dan T. Ternyata senyawa S (AL2CuMg)
mempunyai kemampuan penuaan pada temperatur biasa. Paduan Al-Cu
dan Al-Cu-Mg dipakai sebagai bahan dalam industri pesawat terbang.
Gambar 2.6. Komponen-komponen dari material duralumin (Surdia, 1992)
3. Paduan Al-Mn
Mangan (Mn) adalah unsur yang memperkuat Aluminium tanpa
mengurangi ketahanan korosi dan dipakai untuk membuat paduan yang
tahan terhadap korosi. Paduan Al-Mn dalam penamaan standar AA adalah
paduan Al 3003 dan Al 3004. Komposisi standar dari paduan Al 3003
adalah Al, 1,2 % Mn, sedangkan komposisi standar Al 3004 adalah Al, 1,2
% Mn, 1,0 % Mg. Paduan Al 3003 dan Al 3004 digunakan sebagai paduan
tahan korosi tanpa perlakuan panas.
14
4. Paduan Al-Mg
Paduan dengan 2–3% Mg dapat mudah ditempa, dirol dan diekstrusi,
paduan Al 5052 adalah paduan yang biasa dipakai sebagai bahan tempaan.
Paduan Al 5052 adalah paduan yang paling kuat dalam sistem ini, dipakai
setelah dikeraskan oleh pengerasan regangan apabila diperlukan kekerasan
tinggi. Paduan Al 5083 yang dianil adalah paduan antara (4,5% Mg) kuat
dan mudah dilas oleh karena itu sekarang dipakai sebagai bahan untuk
tangki LNG (Surdia, 1992).
5. Paduan Al-Mg-Si
Sebagai paduan Al-Mg-Si dalam sistem klasifikasi AA dapat diperoleh
paduan Al 6063 dan Al 6061. Paduan dalam sistem ini mempunyai
kekuatan kurang sebagai bahan tempaan dibandingkan dengan paduan–
paduan lainnya, tetapi sangat liat, sangat baik mampu bentuknya untuk
penempaan, ekstrusi dan sebagainya. Paduan 6063 dipergunakan untuk
rangka–rangka konstruksi, maka selain dipergunakan untuk rangka
konstruksi juga digunakan untuk kabel tenaga (Surdia, 1992).
6. Paduan Al-Mn-Zn
Di Jepang pada permulaan tahun 1940 Iragashi dan kawan-kawan
mengadakan studi dan berhasil dalam pengembangan suatu paduan dengan
penambahan kira–kira 0,3% Mn atau Cr dimana butir kristal padat
diperhalus dan mengubah bentuk presipitasi serta retakan korosi tegangan
tidak terjadi. Pada saat itu paduan tersebut dinamakan ESD atau duralumin
super ekstra. Selama perang dunia ke dua di Amerika serikat dengan
maksud yang hampir sama telah dikembangkan pula suatu paduan yaitu
suatu paduan yang terdiri dari: Al, 5,5 % Zn, 2,5 % Mn, 1,5% Cu, 0,3 %
Cr, 0,2 % Mn sekarang dinamakan paduan Al-7075. Pengggunaan paduan
ini paling besar adalah untuk bahan konstruksi pesawat udara, disamping
itu juga digunakan dalam bidang konstruksi (Surdia, 1992).
2.3.2. Silikon Karbida
Salah satu jenis keramik yang sering digunakan sebagai penguat dalam
aluminium matrik komposit adalah silikon karbida (SiC). Diproduksi dengan

15
silika reaktif dari tanah dan karbon dari proses pemanasan pada temperatur
2400oC didalam dapur listrik. Silikon karbida memiliki kekerasan dan
modulus elastis yang tinggi, mampu meningkatkan sifat mekanis pada
aplikasi material komposit (Ortega et, al, 2007). Meningkatnya fraksi volume
partikel SiC pada matrik aluminium dapat meningkatkan kekuatan dan
kekakuan MMC sesuai dengan hukum pencampuran atau Rule of mixture
(Devi et, al., 2011). Aluminium silikon karbida komposit memiliki kekuatan
khusus yang sangat baik, modulus spesifik, dan ketahanan aus. Koefisien
ekspansi termal menurun secara linear dengan peningkatan konten SiC
(Mahadevan and R Gopal, 2008).
Salah satu jenis keramik yang sering digunakan sebagai penguat dalam
aluminium matrik komposit adalah silikon karbida (SiC). Diproduksi dengan
silika reaktif dari tanah dan karbon dari proses pemanasan pada temperatur
2400oC didalam dapur listrik. Silikon karbida memiliki kekerasan dan
modulus elastis yang tinggi, mampu meningkatkan sifat mekanis pada
aplikasi material komposit (Ortega et, al, 2007). Sifat fisik dan mekanik
silikon karbida ditampilkan pada Tabel 2.3.
Tabel 2.3. Sifat fisk dan mekanik silikon karbida (Lutfi & Sukron., 2010)
Sifat Fisik Satuan Nilai
Massa jenis g/cm3 3,15
Berat Atom g/mol 40,1
Warna - Hitam
Struktur kristal - HCP
Titik Lebur oC 2700
Titik Didih oC 2972
Sifat Mekanis Satuan Nilai
Modulus Elastisitas Gpa 410
Poisson Ration - 0,14
Kekerasan VHN 3500
Kekuatan Tekan MPa 3900
Kekuatan luluh MPa 450
Ketangguhan MPa 4,5
Meningkatnya fraksi volume partikel SiC pada matrik aluminium dapat
meningkatkan kekuatan dan kekakuan MMC sesuai dengan hukum

16
pencampuran atau Rule of mixture (Devi et, al., 2011). Aluminium silikon
karbida komposit memiliki kekuatan khusus yang sangat baik, modulus
spesifik, dan ketahanan aus. Koefisien ekspansi termal menurun secara linear
dengan peningkatan konten SiC (Mahadevan and R Gopal, 2008).
2.3.3. Magenesium
Pembuatan komposit, Magnesium (Mg) berfungsi sebagai wetting agent
untuk meningkatkan pembasahan antara matrik dan penguat dengan cara
menurunkan tegangan permukaaan antara keduanya. Sifat fisik dan mekanik
magnesium ditampilkan pada Tabel 2.4.
Tabel 2.4. Sifat fisk dan mekanik Magnesium (Lutfi & Sukron., 2010)
Sifat Fisik Satuan Nilai
Massa jenis g/cm3 1,74
Berat Atom g/mol 24,305
Warna - Putih keperakan
Struktur kristal - HCP
Titik Lebur oC 650
Titik Didih oC 1090
Sifat Mekanis Satuan Nilai
Poisson Ration - 0,22
Kekerasan BHN 260
Kekuatan luluh MPa 45
2.4 Efek Penambahan Silikon Karbida (SiC) pada Aluminium Matrik
Komposit
Penambahan penguat SiC pada aluminium matrik komposit meningkatkan
kekuatan dan modulus kekakuan tinggi, menghasilkan material komposit
dengan sifat makanik diantara matrik dan penguat (Singla et, al, 2009).
Penambahan penguat SiC dalam jumlah fraksi volume lebih dari 10%
memberikan pengaruh karakteristik dan sifat mekanik matrik aluminium pada
AMC (Zainuri dkk, 2008). Seperti modolus elastis, kekuatan tarik, dan
kekuatan luluh (Jit et, al., 2011). Namun menurunkan densitas, keuletan, dan

17
ketahanan patah (Devi et, al., 2011). Pengurangan densitas karena
terbentuknya porositas disebabkan gas yang terperangkap dan particle pull
out void. Porositas disebabkan particle pull out void disebabkan antarmuka
yang tidak terbentuk optimal, sehingga partikel SiC bisa lepas dari matrik
aluminium (Yandouzi et,al., 2009). Peningkatan komposisi penguat komposit
berbanding lurus dengan level porositas, dimana bisa dilihat pada Tabel 2.5.
Tabel 2.5. Perbandingan kadar penguat SiC dengan porositas komposit Al-
SiC (Yandouzi et,al., 2009)
Starting powder Porosity
(%)
SiC (Vol.%)
in the coating
Hardness
(HV300)
Shear force/bond
strength
Al-12%sSi alloy 0,78±0,52 N/A 112±5 (1522±266)N/(21,7±3,
8) MPa
Al-12%sSi +
20%SiCp 1,30±0,74 14,5±2,7 158±12 (1465±303)N/(20,9±4,
3) MPa Al-12%sSi +
40%SiCp 2108±0,85 27,7±3,5 212±16 (1167±233)N/(16,7±3,
6) MPa Al-12%sSi +
60%SiCp 6,30±2,15 41,0±4,3 198±27 -
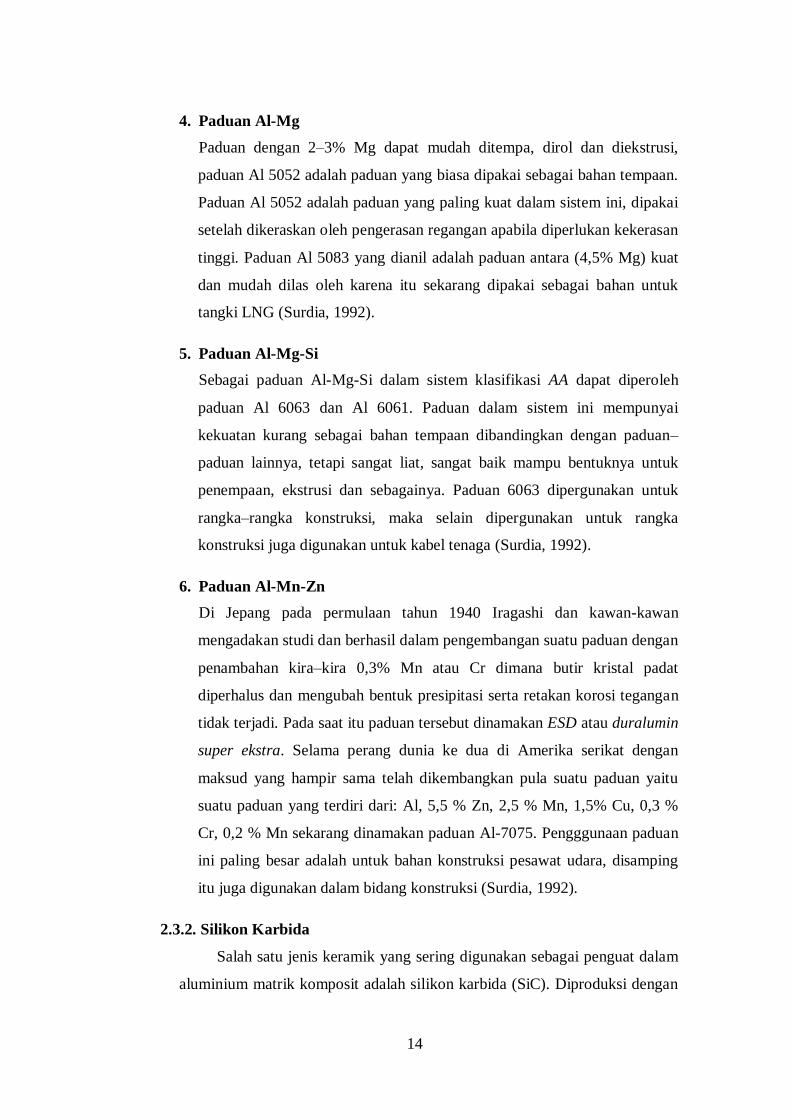
Pengaruh porositas terhadap kekuatan mekanik komposit melalui
berkurangnya daerah penahanan beban dari luar dan adanya konsentrasi
tegangan daerah sekitar porositas, sehingga mengurangi kemampuan
komposit akan gaya luar (Gupta et, al., 1995). Kekuatan mekanis dipengaruhi
oleh poros, oreintasi poros, dan volume poros. Efek fraksi volume porositas
dalam kaitanya dengan kekuatan komposit. Porositas material komposit bisa
diminimalisir seperti Gambar 2.7, dengan meningkatnya fraksi volume
penguat, maka nilai densitas semakin naik, begitu juga sebaliknya
(Widysatutik dkk., 2008).
Fraksi volume penguat dipengaruhi jenis partikel panguat, ukuran,
bentuk yang memungkinkan terjadi agglomerat (Hashim et,al., 2002). Nilai
kekerasan komposit dipengaruhi volume fraksi penguat dan distribusi, tanpa
dipengaruhi oleh ukuran partikel (Al-Rubaie et, al., 1999). Kondisi partikel
penguat ditambahkan ke komposit terlalu banyak menimbulkan retak mikro
menyebabkan turunnya kekuatan mekanik (Gupta et, al., 1995).
18
Gambar 2.7 Jenis-jenis porositas yang terjadi pada material (Madsen et, al,
2006)
2.5 Rekayasa Permukaan Aluminum Matrik Komposit Terhadap SiC
2.5.1 Antarmuka Matrik dan penguat Material komposit
Antarmuka (interface) aluminium matrik komposit menentukan sifat
mekanis, diantaranya kekakuan, ketahanan patah, fatik, koefesien ekspansi
panas, mulur, dan konduktifitas panas. Partikel penguat tergantung pada
ikatan yang baik antara matrik dan penguat (Sanggahaleh et, al., 2009).
Antarmuka material komposit berpengaruh sifat mekanik (Vahlas et, al.,
1999), karena menjadi sarana transmisi tegangan dari luar menunju matrik
dan penguat (Widyastuti dkk., 2008). Pada penguat SiC dapat menahan
indentasi pada pengujian kekerasan, sehingga nilai kekerasan komposit
Al/SiC sangat potensial pada aplikasi struktural di industri transportasi.
Tetapi material tersebut memiliki keuletan dan ketangguhan yang rendah
diakibatkan ikatan interfece yang lemah (Ortega et, al., 2007). Antarmuka
alumunium matrik komposit dengan penguat SiC untuk ketebalanya
mempengaruhi sifat mekanik, dimana bisa dilihat pada lapisan MgAL2O4
di Gambar 2.8.

19
Gambar 2.8 Pembasahan penguat SiC oleh magnesium pada fasa spinel
(Singla et, al, 2009)
2.5.2 Mampu Basah (Wettebelity) Material Komposit
Mampu basah antamuka penguat terhadap matrik merupakan aspek
penting dalam menentukan kekuatan material komposit (Vahlas et, al.,
1999). Mampu basah membentuk ikatan kimia yang kuat pada antarmuka
dan perilaku mampu basah dapat diketahui dengan menghitung sudut
kontak dan tegangan permukaan, seperti Gambar 2.9. Pembasahan
permukaan padat terhadap permukaan cair dapat diketahui dengan
persamaan young.
γSL = γSV – γLY cos θ (2.1)
Gambar 2.9 Skematik sudut kontak a). Terjadi pembasahan, b). Tidak
terjadi pembasahan (Lutfi & Sukron., 2010)

20
Dimana γSV : energi bebas per unit area pada permukaan pada dan gas, γLY
: tegangan permukaan antara permukaan cair dan gas, γSL : energi
interfacial, θ : sudut kontak. Berdasarkan persamaan diatas, sudut kontak
(θ) menurun apabila terjadi peningkatan energi permukaan padatan (γSL),
penurunan energi interfacial cait atau padat dengan penurunan tegangan
permukaan cairan (γLY). Lelehan logam dikatakan membasahi partikel
penguat apabila θ < 90o yaitu ketika γSV > γSL.
2.5.3 Penambahan Unsur Magnesium
Penambahan magnesium (Mg) pada pembuatan aluminium matrik
komposit dapat meningkatkan pembasahan dan daya lekat antara matrik dan
penguat dengan membentuk fasa spinel MgAl2O4 dan MgO pada daerah
antarmuka matrik aluminium dan panguat SiC (Sanggahaleh et,al., 2009). Fasa
spinel dapat meruduksi tegangan permukaan antara matrik dan penguat, sehingga
dapat meningkatkan daya lekatnya. Daya lekat antara matrik dan penguat
berkaitan dengan kemampuan komposit mendistribusikan gaya luar dari matrik
menuju penguat secara merata. Daya lekat dipengaruhi penambahan Mg untuk
meningkatkan sifat mekanis aluminium matrik komposit (Geng lin et.al., 2010).
Reaksi penambahan Mg pada aluminium matrik komposit dijelaskan sebagai
berikut;
2SiO2(s) + 2Al(l) + Mg(l) MgAl2O4(s) + 2Si(l in Al) (2.2)
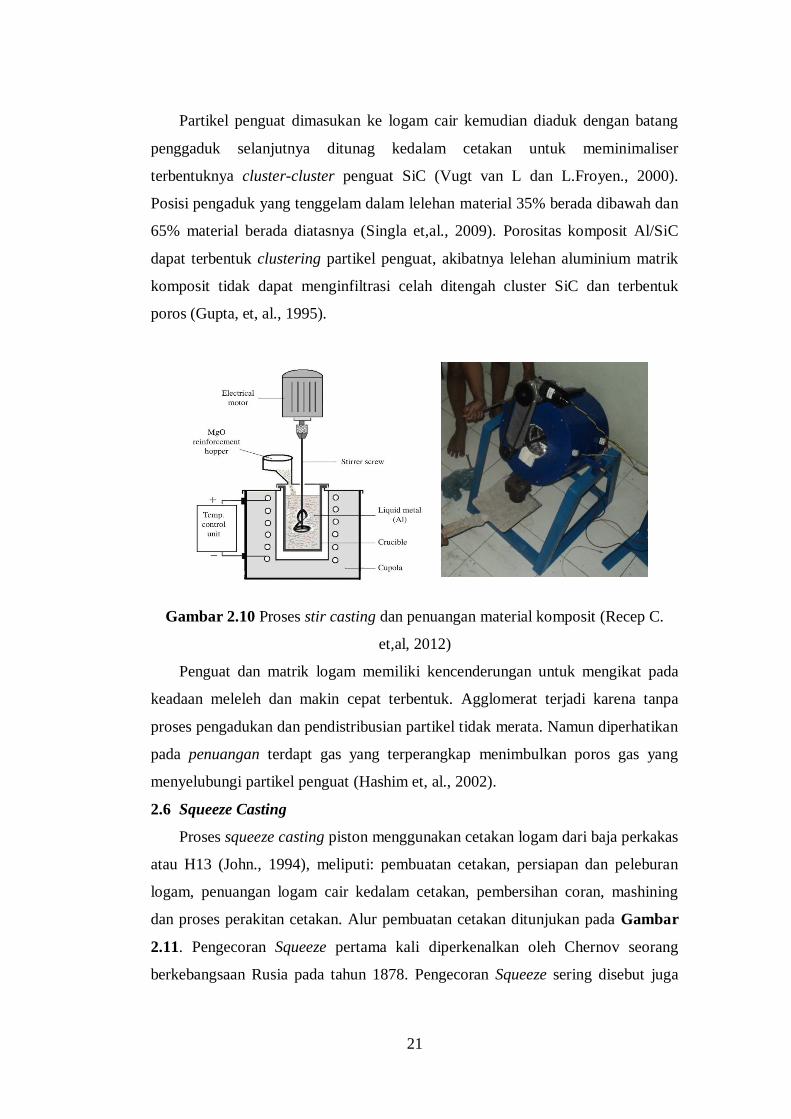
2.5 Stir Casting
Kendala proses pembuatan aluminium matrik komposit adalah pada
pendistribusian partikel penguat dalam matrik yang homogen berpengaruh
terhadap sifat mekanik MMC. Permasalahan dapat diminimaliser melalui metode
stir casting, tetapi dipengaruhi oleh parameter proses (Hashim et.al., 2002). Stir
casting melakukan pengadukan mekanik pada aluminium dan partikel penguat
pada temperatur lebur dilanjutkan penuangan ke cetakan (Jie et,al., 2011) yang
ditampilkan pada Gambar 2.10.
21
Partikel penguat dimasukan ke logam cair kemudian diaduk dengan batang
penggaduk selanjutnya ditunag kedalam cetakan untuk meminimaliser
terbentuknya cluster-cluster penguat SiC (Vugt van L dan L.Froyen., 2000).
Posisi pengaduk yang tenggelam dalam lelehan material 35% berada dibawah dan
65% material berada diatasnya (Singla et,al., 2009). Porositas komposit Al/SiC
dapat terbentuk clustering partikel penguat, akibatnya lelehan aluminium matrik
komposit tidak dapat menginfiltrasi celah ditengah cluster SiC dan terbentuk
poros (Gupta, et, al., 1995).
Gambar 2.10 Proses stir casting dan penuangan material komposit (Recep C.
et,al, 2012)
Penguat dan matrik logam memiliki kencenderungan untuk mengikat pada
keadaan meleleh dan makin cepat terbentuk. Agglomerat terjadi karena tanpa
proses pengadukan dan pendistribusian partikel tidak merata. Namun diperhatikan
pada penuangan terdapt gas yang terperangkap menimbulkan poros gas yang
menyelubungi partikel penguat (Hashim et, al., 2002).
2.6 Squeeze Casting
Proses squeeze casting piston menggunakan cetakan logam dari baja perkakas
atau H13 (John., 1994), meliputi: pembuatan cetakan, persiapan dan peleburan
logam, penuangan logam cair kedalam cetakan, pembersihan coran, mashining
dan proses perakitan cetakan. Alur pembuatan cetakan ditunjukan pada Gambar
2.11. Pengecoran Squeeze pertama kali diperkenalkan oleh Chernov seorang
berkebangsaan Rusia pada tahun 1878. Pengecoran Squeeze sering disebut juga 3
22
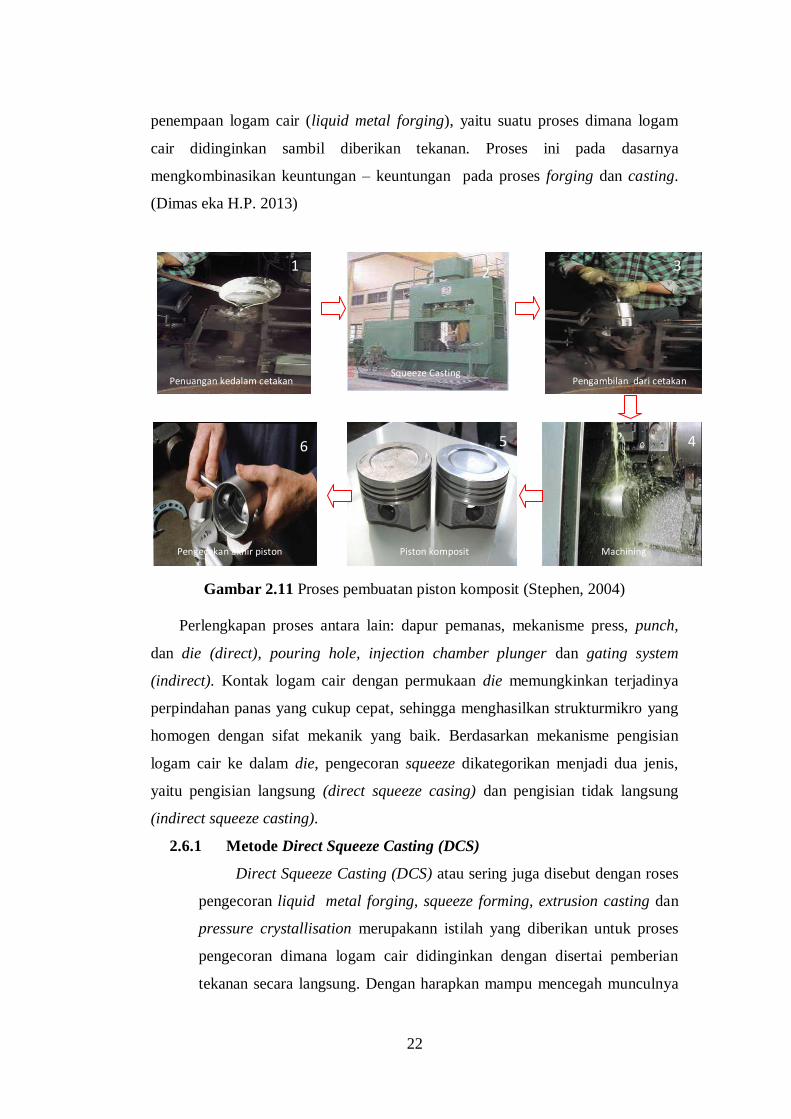
penempaan logam cair (liquid metal forging), yaitu suatu proses dimana logam
cair didinginkan sambil diberikan tekanan. Proses ini pada dasarnya
mengkombinasikan keuntungan – keuntungan pada proses forging dan casting.
(Dimas eka H.P. 2013)
Gambar 2.11 Proses pembuatan piston komposit (Stephen, 2004)
Perlengkapan proses antara lain: dapur pemanas, mekanisme press, punch,
dan die (direct), pouring hole, injection chamber plunger dan gating system
(indirect). Kontak logam cair dengan permukaan die memungkinkan terjadinya
perpindahan panas yang cukup cepat, sehingga menghasilkan strukturmikro yang
homogen dengan sifat mekanik yang baik. Berdasarkan mekanisme pengisian
logam cair ke dalam die, pengecoran squeeze dikategorikan menjadi dua jenis,
yaitu pengisian langsung (direct squeeze casing) dan pengisian tidak langsung
(indirect squeeze casting).
2.6.1 Metode Direct Squeeze Casting (DCS)
Direct Squeeze Casting (DCS) atau sering juga disebut dengan roses
pengecoran liquid metal forging, squeeze forming, extrusion casting dan
pressure crystallisation merupakann istilah yang diberikan untuk proses
pengecoran dimana logam cair didinginkan dengan disertai pemberian
tekanan secara langsung. Dengan harapkan mampu mencegah munculnya
Pengecekan akhir piston
Penuangan kedalam cetakan Pengambilan dari cetakan
Piston komposit
1 2
5 4
3
Squeeze Casting
6
Machining

23
porositas gas dan penyusutan pada hasil coran. Berikut merupakan
Gambar 2.12. Mekanisme proses Direct Squeeze Casting (DCS).
Gambar 2.12. Mekanisme proses Direct Squeeze Casting (DCS)
( Dimas Eka H P, 2013 )
Keterangan gambar diatas adalah :
1. Punch
2. Cetakan ( Moulding )
3. Inti ( Produk yang dihasilkan)
4. Plunger Pendorong ( Ejector )
2.6.2 Indirect Squeeze Casting (ISC)
Istilah indirect dipakai untuk menggambarkan proses injeksi logam
ke dalam rongga cetakan dengan bantuan piston berdiameter kecil dimana
mekanisme penekan ini dipertahankan sampai logam cair membeku.
Keuntungan utama ISC adalah kemampuannya untuk menghasilkan
produk cor dengan bentuk yang lebih kompleks dan tingkat presisi yang
lebih baik, dengan memberikan beberapa sistem pengeluaran inti (core
pull). Proses ini sebetulnya merupakan proses cangkokan antara low
pressure dan high pressure die casting. Berikut merupakan Gambar 2.13.
Mekanisme proses Indirect Squeeze Casting (ICS)
24
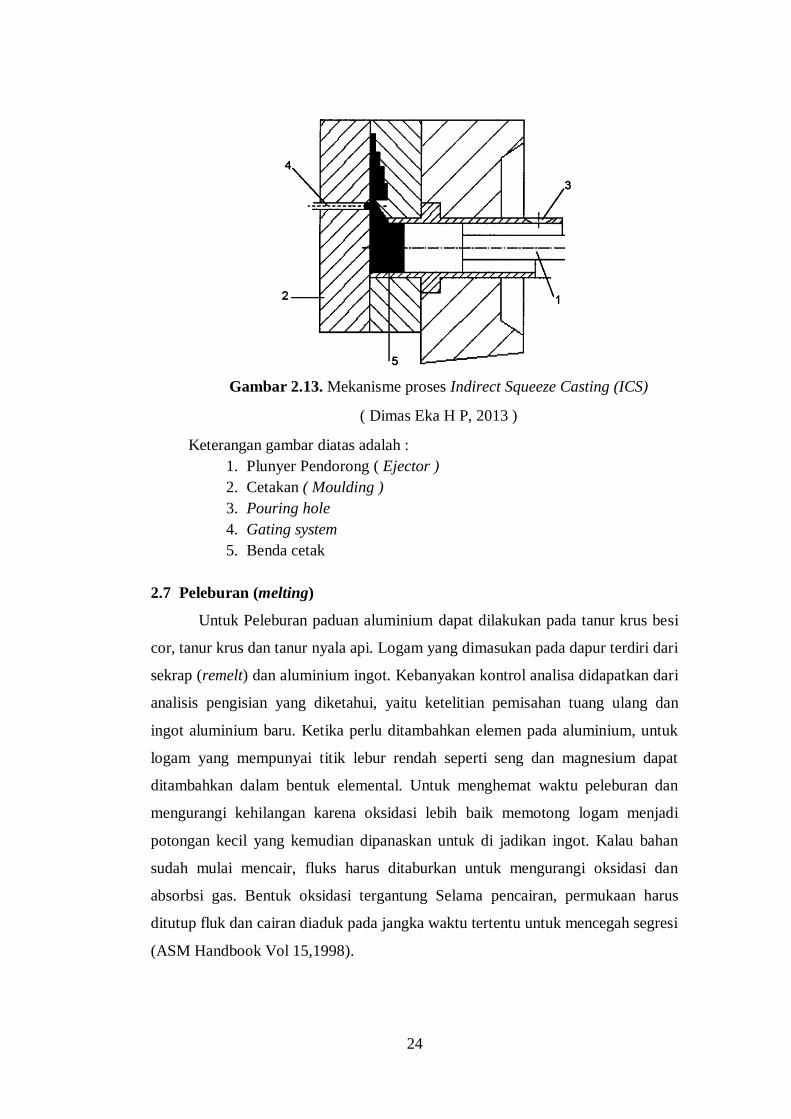
Gambar 2.13. Mekanisme proses Indirect Squeeze Casting (ICS)
( Dimas Eka H P, 2013 )
Keterangan gambar diatas adalah :
1. Plunyer Pendorong ( Ejector )
2. Cetakan ( Moulding )
3. Pouring hole
4. Gating system
5. Benda cetak
2.7 Peleburan (melting)
Untuk Peleburan paduan aluminium dapat dilakukan pada tanur krus besi
cor, tanur krus dan tanur nyala api. Logam yang dimasukan pada dapur terdiri dari
sekrap (remelt) dan aluminium ingot. Kebanyakan kontrol analisa didapatkan dari
analisis pengisian yang diketahui, yaitu ketelitian pemisahan tuang ulang dan
ingot aluminium baru. Ketika perlu ditambahkan elemen pada aluminium, untuk
logam yang mempunyai titik lebur rendah seperti seng dan magnesium dapat
ditambahkan dalam bentuk elemental. Untuk menghemat waktu peleburan dan
mengurangi kehilangan karena oksidasi lebih baik memotong logam menjadi
potongan kecil yang kemudian dipanaskan untuk di jadikan ingot. Kalau bahan
sudah mulai mencair, fluks harus ditaburkan untuk mengurangi oksidasi dan
absorbsi gas. Bentuk oksidasi tergantung Selama pencairan, permukaan harus
ditutup fluk dan cairan diaduk pada jangka waktu tertentu untuk mencegah segresi
(ASM Handbook Vol 15,1998).

25
Selama pencairan, permukaan harus ditutup fluks dan cairan diaduk pada
jangka waktu tertentu untuk mencegah segresi (surdia, 1991). Kemudian kotoran
yang muncul di ambil dan dibuang. Setelah pada suhu kurang lebih 725oC
aluminium di tuang ke dalam cetakan. Adapun untuk remelting, material hasil
peleburan di atas dilebur kembali.
2.8 Pembuatan Cetakan
Cetakan berfungsi untuk menampung logam cair yang akan menghasilkan
benda cor. Cetakan piston dibuat dari logam, sehingga sekali membuat cetakan
dapat dipakai untuk selamanya. Cetakan logam harus terbuat dari bahan yang
lebih baik dan lebih kuat dari logam coran, karena dengan adanya bahan yang
lebih kuat maka cetakan tidak akan terkikis oleh logam coran yang akan di tuang.
Pengecoran cetakan permanen menggunakan cetakan logam yang terdiri dari dua
bagian untuk memudahkan pembukaan dan penutupannya. Pada umumnya
cetakan ini dibuat dari bahan baja atau besi tuang (John, 1994). Logam yang biasa
dicor dengan cetakan ini antara lain aluminium, magnesium, paduan tembaga, dan
besi tuang. Pengecoran dilakukan melalui beberapa tahapan seperti ditunjukkan
dalam Gambar 2.14.
Gambar 2.14 Tahapan pengecoran dengan cetakan permanen (Surdia, 1982)
26
2.9 Karakteristik dan Sifat Mekanik Piston
2.9.1 Komposisi Kimia
Uji komposisi merupakan pengujian yang berfungsi untuk mengetahui
seberapa besar atau seberapa banyak jumlah suatu kandungan yang terdapat
pada suatu logam, baik logam ferro maupun logam non ferro. Uji komposisi
biasanya dilakukan ditempat pabrik-pabrik atau perusahaan logam yang jumlah
produksinya besar, ataupun juga terdapat di Instititut pendidikan yang khusus
mempelajari tentang logam.
Proses pengujian komposisi berlangsung dengan pembakaran bahan
menggunakan elektroda dimana terjadi suhu rekristalisasi, dari suhu
rekristalisasi terjadi penguraian unsur yang masing-masing beda warnanya.
Penentuan kadar berdasar sensor perbedaan warna. Proses pembakaran elektroda
ini tidak lebih dari tiga detik. Pengujian komposisi dapat dilakukan untuk
menentukan jenis bahan yang digunakan dengan melihat persentase unsur yang
ada. Untuk mengetahui komposisi logam cair dilakukan inspeksi logam cair.
Alat uji yang digunakan CE meter atau spektrometer. Seperti yang dijelaskan
sebelumnya setelah diketahui komposisi logam cair dengan pengujian komposisi
dilakukan proses penyesuaian untuk mencapai komposisi yang sesuai dengan
standar. Ada tiga bagian utama proses pengujian komposisi yaitu (Hendri, 2002).
1. Furnace berisi logam cair yang dilebur dari beberapa raw material
2. Standar material yang menentukan kandungan komposisi masing-masing
unsur yang ditetapkan
3. Proses pengujian komposisi yang menggunakan CE meter dan
Spectrometer.
2.9.2 Uji Metalurgrafi
Sampel strukturmikro diambil dari bagian yang diperkuat dan bagian tanpa
perkuat pada piston komposit untuk dianalisa dengan pembesaran 200, 500,
1000 dan 2000X. Keseragam wilayah distribusi penguat dalam matriks Al-Si
eutectics dapat diamati (Mahadevan., 2008). Scanning Electron Microscope
(SEM) digunakan untuk menganalisa strukturmikro sampai topografi permukaan
dengan pembesaran sampai 300.000 kali dan resolusi 4–9 nm. Prinsip kerja SEM
27
menggunakan tumbukan elektron untuk menganalisis objek yang
ditransformasikan menjadi gambar. Spesimen piston komposit dihaluskan
kemudian divakum sampai kering sampai bebas dari H2O. Spesimen dilapisi
(sputter) dengan emas atau platina kemudian ditempatkan pada holder untuk
direkam (ASM vol 9., 2004).
Permukaan material yang disinari atau terkena sinar electron akan
memantulkan kembali berkas electron atau dinamakan berkas electron sekunder
ke segala arah. Tetapi dari semua berkas electron yang dipantulkan terdapat satu
berkas electron yang dipantulkan dengan intensitas tertinggi. Detector yang
terdapat di dalam SEM akan mendeteksi berkas electron berintensitas tertinggi
yang dipantulkan oleh benda atau material yang dianalisis (Yudi Prasetyo,
2011). SEM (Scanning Electron Microscope) memiliki resolusi yang lebih tinggi
dari pada mikroskop optic. Hal ini di sebabkan oleh panjang gelombang de
Broglie yang memiliki electron lebih pendek daripada gelombang optic. Karena
makin kecil panjang gelombang yang digunakan maka makin tinggi resolusi
mikroskop. Prinsip kerja SEM ( Scanning Electron Microscope ).
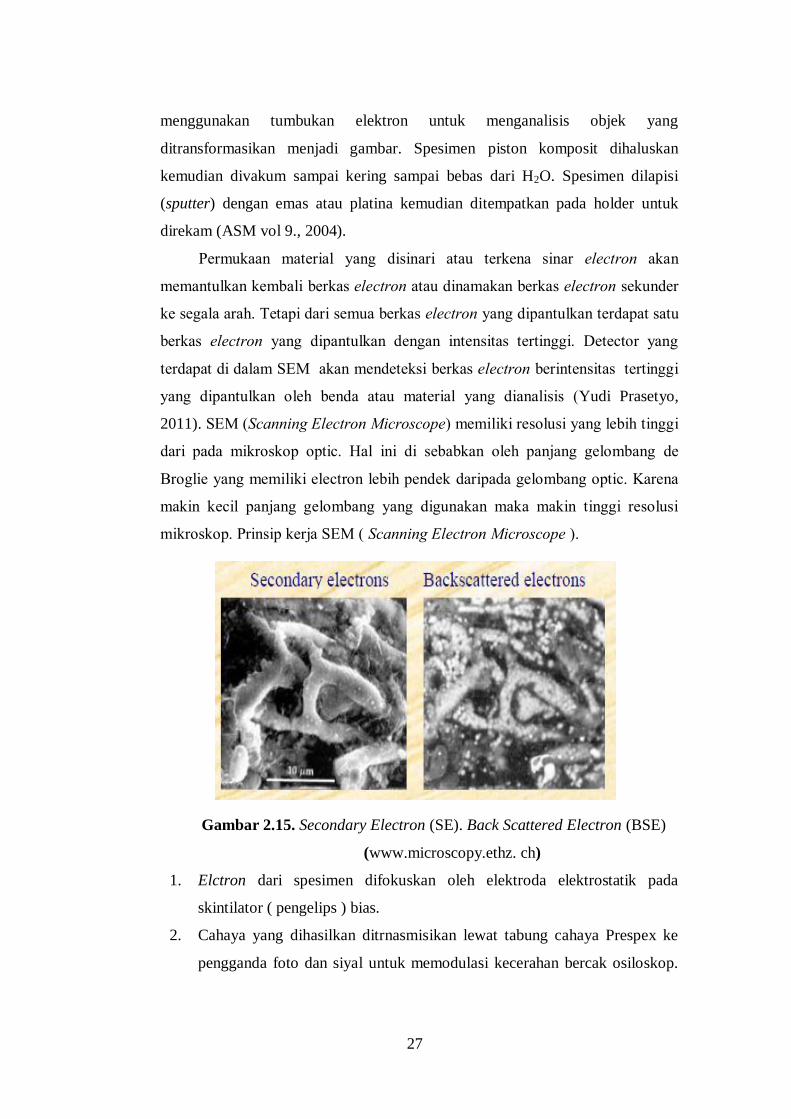
Gambar 2.15. Secondary Electron (SE). Back Scattered Electron (BSE)
(www.microscopy.ethz. ch)
1. Elctron dari spesimen difokuskan oleh elektroda elektrostatik pada
skintilator ( pengelips ) bias.
2. Cahaya yang dihasilkan ditrnasmisikan lewat tabung cahaya Prespex ke
pengganda foto dan siyal untuk memodulasi kecerahan bercak osiloskop.
28
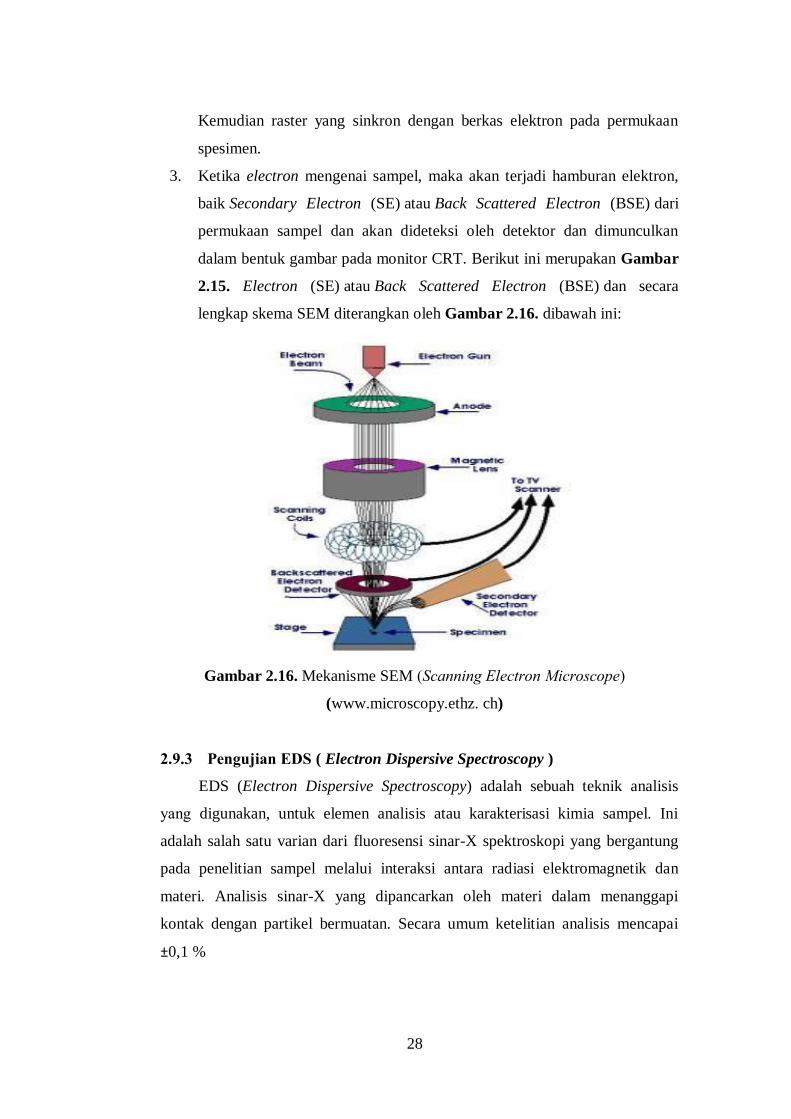
Kemudian raster yang sinkron dengan berkas elektron pada permukaan
spesimen.
3. Ketika electron mengenai sampel, maka akan terjadi hamburan elektron,
baik Secondary Electron (SE) atau Back Scattered Electron (BSE) dari
permukaan sampel dan akan dideteksi oleh detektor dan dimunculkan
dalam bentuk gambar pada monitor CRT. Berikut ini merupakan Gambar
2.15. Electron (SE) atau Back Scattered Electron (BSE) dan secara
lengkap skema SEM diterangkan oleh Gambar 2.16. dibawah ini:
Gambar 2.16. Mekanisme SEM (Scanning Electron Microscope)
(www.microscopy.ethz. ch)
2.9.3 Pengujian EDS ( Electron Dispersive Spectroscopy )
EDS (Electron Dispersive Spectroscopy) adalah sebuah teknik analisis
yang digunakan, untuk elemen analisis atau karakterisasi kimia sampel. Ini
adalah salah satu varian dari fluoresensi sinar-X spektroskopi yang bergantung
pada penelitian sampel melalui interaksi antara radiasi elektromagnetik dan
materi. Analisis sinar-X yang dipancarkan oleh materi dalam menanggapi
kontak dengan partikel bermuatan. Secara umum ketelitian analisis mencapai
±0,1 %
29
Kemampuan karakterisasi EDS (Electron Dispersive Spectroscopy) karena
sebagian besar prinsip dasar bahwa setiap elemen, kombinasi spesimen yang
transparan terhadap electron, dengan hamburan elastis sudut besar terbatas dan
probe electron yang kecil. Menghasilkan perbaikan berarti pada resolusi spasial
mikroanalisis, disamping itu, antar fasa spektrometer tanpa kehilangan energi
dapat mendeteksi dan mengukur elemen ringan, sehingga analisis mikrokimiawi
electron kini menjadi sarana yang berguna untuk karakterisasi meterial untuk
didefinisikan sesuai karakteristik yang ada. (R.E. Smallman & R.J.Bishop, 2000)
Terdiri empat komponen utama dari setup EDS yaitu sumber sinar,
detector sinar – X, prosesor, dan analisa. Sejak 1960-an mereka telah dilengkapi
dengan kemampuan analisis unsur. Sebuah detektor digunakan untuk
mengkonversi sinar – X energi ketegangan sinyal, Informasi ini dikirim ke
prosesor, yang mengukur sinyal dan menuju ke sebuah analiser untuk
menampilkan data dan analisis sesuai dengan karakterisasi yang ada pada
spesimen benda uji.
Faktor yang mempengaruhi Akurasi dari EDS spectrum. Antara lain
Jendela di depan detektor dapat menyerap energi rendah sinar – X. EDS detektor
tidak dapat mendeteksi unsur – unsur dengan umur atom kurang dari 4, yaitu H,
Dia, dan Li. Over – voltage di EDS mengubah puncak ukuran – meningkatkan
over – tegangan pada SEM peregeseran spektrum ke energi yang lebih besar,
membuat energi yang lebih tinggi dan lebih rendah, lebih besar puncak – puncak
energi yang lebih kecil. Banyak unsur akan memiliki puncak yang tumpang
tindih (misalnya, Ti K α β dan VK, Mn, dan Fe β K Kα ). Keakuratan spektrum
juga dapat dipengaruhi oleh sifat sampel.
a. Prinsip Kerja EDS ( Electron Dispersive Spectroscopy )
Electron Dispersive Spectroscopy (EDS) analisis adalah alat yang
berharga untuk analisis kuantitatif dan kualitatif elemen. Metode ini cepat dan
analisis kimia non-destruktif dengan resolusi spasial dalam rezim
mikrometer. Hal ini didasarkan pada analisis spektral radiasi sinar-X
karakteristik yang dipancarkan dari atom sampel pada iradiasi dengan berkas
elektron difokuskan dari SEM. Dalam sistem kami spektroskopi dari foton

30
sinar-X dipancarkan dilakukan oleh detektor-Li Si dengan resolusi energi
sekitar 150 eV pada 5 mm jarak kerja (Martinez, 2010 ).
b. Karakterisasi Sinar - X
Bila sebuah elektron ditolak dari kulit dalam atom oleh interaksi
dengan berkas elektron energi tinggi, hasilnya adalah ion tersebut berada pada
tingkat eksitasi. Setelah melalui proses relaksasi atau de-eksitasi, ion
tereksitasi ini memancarkan energi untuk dapat kembali ke tingkat normal
yaitu keadaan dasar (ground state). 3 Instrumen berkas elektron perlu diukur
antara lain : Panjang gelombang atau energi yang dikeluarkan sinar – X ,
kehilangan energi dari electron cepat ( EELS) dan Enargi dari electron yang
dilepas ( AES ).
c. Intensitas Sinar-x Karakteristik
Intensitas sinar-x karakteristik yang terdeteksi tergantung pada 3
faktor. Pertama, nomor atom dari atom teradiasi dan juga atom
lingkungannya. Kedua, probabilitas terabsorpsinya sinar-x sebelum terlepas
keluar dari sampel. Ketiga, fluoresen sekunder yang juga merupakan salah
satu akibat terabsorpsinya sinar-x tersebut. Sinar – X merupakan suatu radiasi
elektromagnetik dengan panjang gelombang ( λ ≈ 0,1 nm ) yang lebih pendek
dibandingkan gelombang cahaya ( λ ≈ 400 – 800 nm ). Sebagai contoh, suatu
sinar-x karakteristik energi tinggi dari unsur A mungkin diabsorpsi oleh atom
unsur B, karenanya merangsang sebuah emisi karakteristik dari unsur kedua
dari energi yang lebih rendah.
Terlihat pada gambar di atas, Terdapatnya unsur A dan B dalam
sampel yang sama akan menaikkan intensitas dari emisi karakteristik, dari
unsur B dan mengurangi emisi karakteristik dari unsur A. Inilah yang disebut
sebagai efek matriks (matrix effect), yaitu sebuah efek yang tergantung pada
matriks sampel, karena membutuhkan perlakuan khusus selama analisa
kuantitatif. Sedangkan mekasime kontras dari backscattered electron
dijelaskan dengan gambar dibawah ini yang secara prinsip atom – atom
dengan densitas atau berat molekul lebih besar akan memantulkan lebih
banyak elektron sehingga tampak lebih cerah dari atom berdensitas rendah.

31
Maka teknik ini sangat berguna untuk membedakan jenis atom. Gambar
2.17. Mekanisme Proses Kontras Hasil EDS.
Gambar 2.17. Mekanisme Proses Kontras Hasil EDS
(www.mse.iastate.edu/microscopy/college.html)
Untuk mengenali jenis atom dipermukaan yang mengandung multi
atom para peneliti lebih banyak mengunakan teknik EDS (Energy Dispersive
Spectroscopy). Sebagian besar alat SEM dilengkapi dengan kemampuan ini,
namun tidak semua SEM punya fitur ini. EDS dihasilkan dari Sinar X
karakteristik, yaitu dengan menembakkan sinar X pada posisi yang ingin kita
ketahui komposisinya.
d. Analisa
Setelah ditembakkan pada posisi yang diinginkan maka akan muncul
puncak – puncak tertentu yang mewakili suatu unsur yang terkandung dalam
sebuah spesimen. Dengan EDS kita juga bisa membuat elemental mapping,
pemetaan elemen dengan memberikan warna berbeda – beda dari masing –
masing elemen di permukaan bahan. EDS bisa digunakan untuk menganalisa
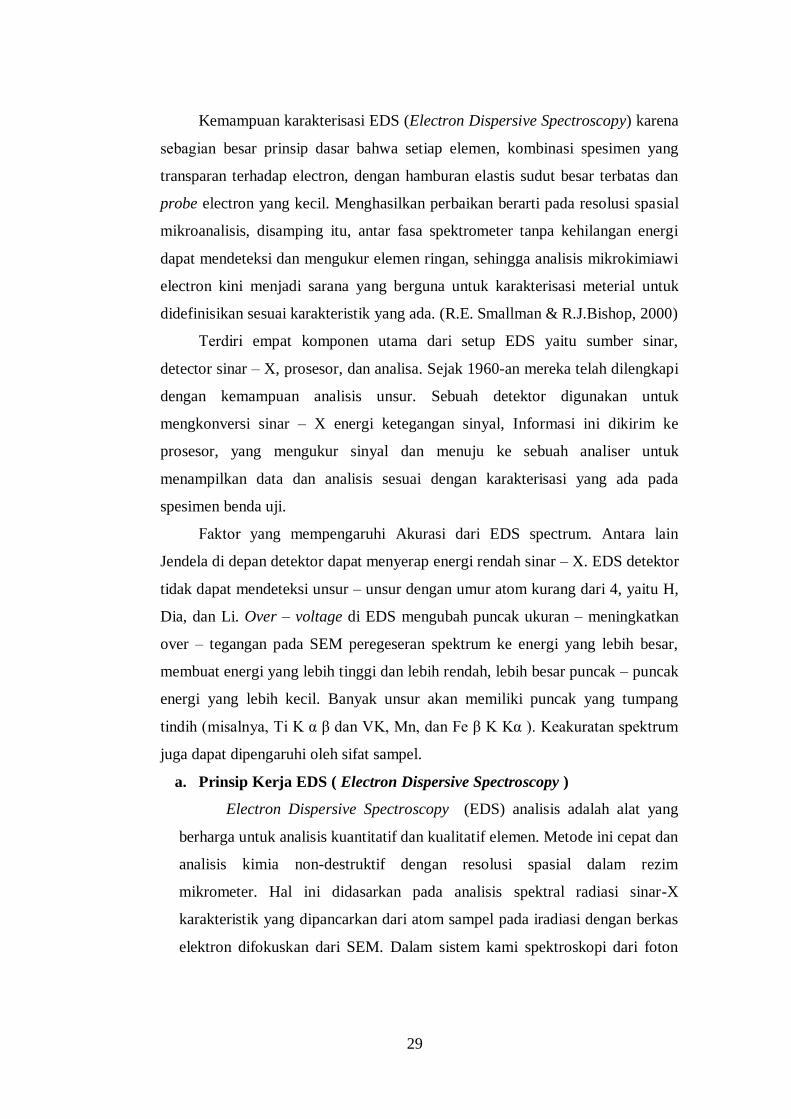
secara kunatitatif dari persentase masing – masing elemen. Gambar 2.18.
Contoh dari aplikasi EDS digambarkan pada diagram dibawah ini. Analisis
kualitatif adalah proses indentifikasi unsur-unsur yang ada dalam sampel.
Analisis kuantitatif bertujuan untuk menjawab berapa banyak unsur X, Y dan
Z yang ada dalam sampel. Rumusan yang sederhana, analisis kualitatif
dilakukan dengan cara menentukan energi dari peak yang ada dalam
32
spektrum dan membandingkan dengan table energi emisi sinar-x dari unsur-
unsur yang sudah diketahui.
Gambar 2.18. Contoh dari aplikasi grafik EDS ( sumber: umich.edu )
Dalam peralatan modern hal ini tidak perlu dilakukan karena
komputer secara otomatis akan memberikan simbol unsur untuk setiap peak
pada spektrum. Analisa kuantitatif tidak hanya menjawab unsur apa yang ada
dalam sampel tetapi juga konsentrasi unsur tersebut. Untuk melakukan
analisa kuantitatif maka perlu dilakukan beberapa proses seperti: meniadakan
background, dekonvolusi peak yang bertumpang tindih dan menghitung
konsentrasi unsur yang ada pada sampel.
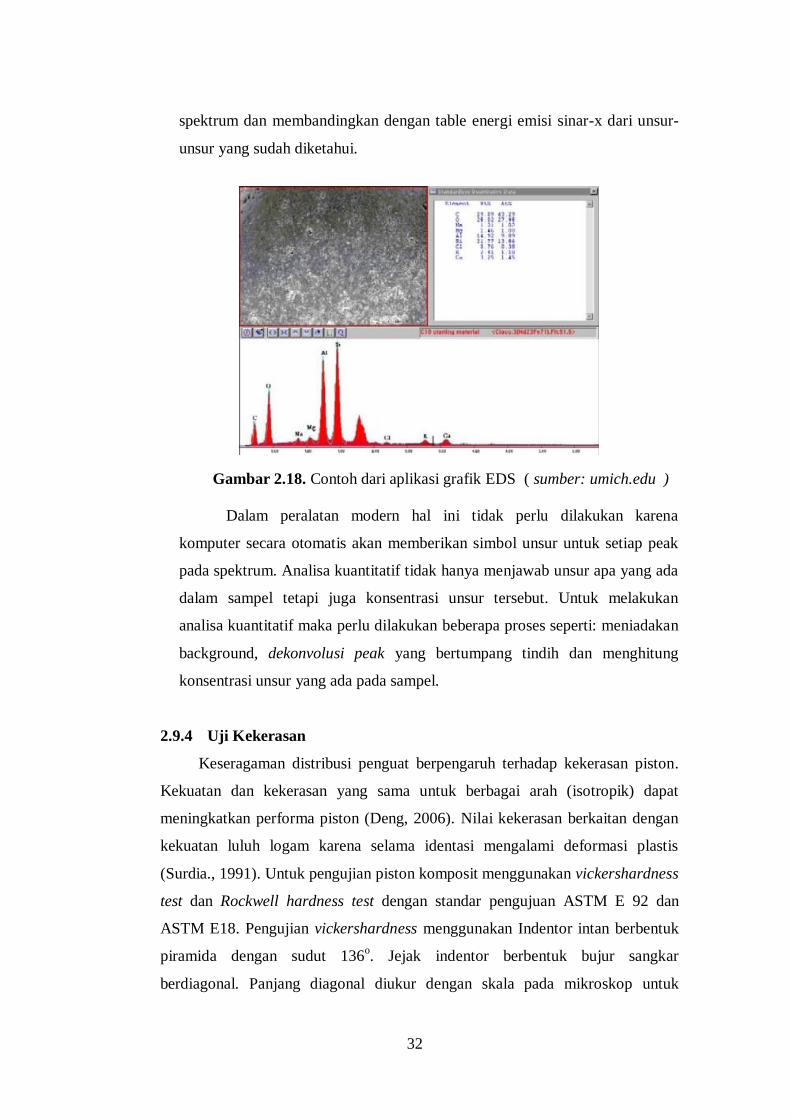
2.9.4 Uji Kekerasan
Keseragaman distribusi penguat berpengaruh terhadap kekerasan piston.
Kekuatan dan kekerasan yang sama untuk berbagai arah (isotropik) dapat
meningkatkan performa piston (Deng, 2006). Nilai kekerasan berkaitan dengan
kekuatan luluh logam karena selama identasi mengalami deformasi plastis
(Surdia., 1991). Untuk pengujian piston komposit menggunakan vickershardness
test dan Rockwell hardness test dengan standar pengujuan ASTM E 92 dan
ASTM E18. Pengujian vickershardness menggunakan Indentor intan berbentuk
piramida dengan sudut 136o. Jejak indentor berbentuk bujur sangkar
berdiagonal. Panjang diagonal diukur dengan skala pada mikroskop untuk

33
menghitung nilai kekerasan piston. Sedangkan pengujian Rockwell hardness test
menggunakan bola baja atau kerucut diamon.
Kekerasan merupakan ketahanan suatu material terhadap perubahan. Pada
dasarnya Terdapat tiga jenis umum mengenai ukuran kekerasan yang tergantung
pada cara melakukan pengujian. Ketiga jenis tersebut adalah kekerasan goresan,
kerasan lekukan dan kekerasan pantulan. Akan tetapi pengujian yang sering
dilakukan adalah pengujian penekanan. Pada pengujian penekanan terdapat
beberapa alat uji yang dapat digunakan, antara lain alat uji Brinell, Vickers,
Rockwell dan Microhardness. Berikut merupakan Tabel 2.6. Macam – macam
Teknik Pengujian Kekerasan.
Tabel 2.6. Macam – Macam Teknik Pengujian Kekerasan (Wiliam D. Calister,Jr.)
Banyak masalah metalurgi yang membutuhkan penentuan kekerasan pada
permukaan yang sangat kecil misalnya penentuan kekerasan pada permukaan
terkarburasi, seperti daerah difusi dua material yang berbeda dan penentuan
kekerasan pada komponen yang kecil seperti komponen jam tangan. Untuk
pengujian spesimen-spesimen sangat kecil ini, metode yang paling digunakan
adalah Vickershardness test untuk prosedur pengujian menggunakan (ASM
Metals Handbook, Vol 8- Mechanical Testing and Evaluation, 2000).Pada
metode ini digunakan indentor intan berbentuk piramida dengan sudut 136o,

34
seperti diperlihatkan oleh Gambar 2.19. Prinsip pengujian adalah sama dengan
metode Brinell, walaupun jejak yang dihasilkan berbentuk bujur sangkar
berdiagonal. Panjang diagonal diukur dengan skala pada mikroskop pengukur
jejak. Untuk menghitung nilai kekerasan suatu material menggunakan rumus
sebagai berikut :
...........................................................................( 2.1)
Dimana P = Besar beban (Kg)
d = Rata-rata diameter pijakan identer d1 dan d2
Gambar 2.19. a. Indentasi dengan metode Vickers dan b. Sekema bekas
pijakan indenter menggunakan Vickers Hardnest ( ASM. Vol 8, 2000 )
2.9.5 Uji Porositas
Porositas adalah suatu cacat atau void pada produk cor yang dapat
menurunkan kualitas piston. Pengujian porositas untuk mengetahui pori-pori
benda tuang dengan mencari volume pori-pori terbuka dari prosentase total
volume material. Pengukuran porositas piston menggunakan injeksi merkuri.
Piston direndam dalam merkuri untuk dilakukan tekanan, merkuri tidak bisa
masuk ke pori-pori piston. Perpindahan digunakan untuk menghitung volume
massal dari piston. Porositas kemudian dapat dihitung dari volume curah dan
volume pori (Paul G., 2010).
35
Pengukuran densitas (berat jenis) menggunakan metode pemindahan
fluida. Metode ini mencatat perpindahan cairan pada skala ukur ketika sampel
ditempatkan dalam wadah yang berisi cairan. Cairan non-pembasahan seperti
merkuri, atau dengan cairan lainnya dengan sampel telah jenuh. Perpindahan
mercuri dilakukan dalam pyknometer. Pengukuran densitas menggunakan
referensi standar ASTM B923.
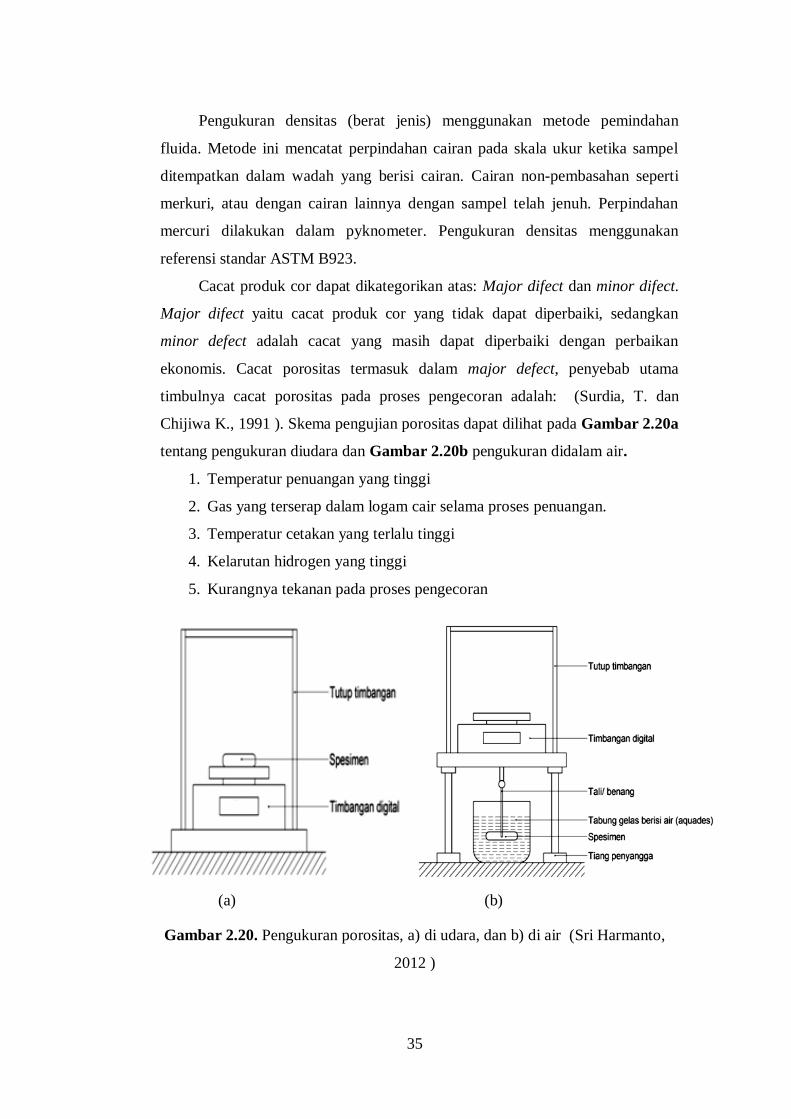
Cacat produk cor dapat dikategorikan atas: Major difect dan minor difect.
Major difect yaitu cacat produk cor yang tidak dapat diperbaiki, sedangkan
minor defect adalah cacat yang masih dapat diperbaiki dengan perbaikan
ekonomis. Cacat porositas termasuk dalam major defect, penyebab utama
timbulnya cacat porositas pada proses pengecoran adalah: (Surdia, T. dan
Chijiwa K., 1991 ). Skema pengujian porositas dapat dilihat pada Gambar 2.20a
tentang pengukuran diudara dan Gambar 2.20b pengukuran didalam air.
1. Temperatur penuangan yang tinggi
2. Gas yang terserap dalam logam cair selama proses penuangan.
3. Temperatur cetakan yang terlalu tinggi
4. Kelarutan hidrogen yang tinggi
5. Kurangnya tekanan pada proses pengecoran
Gambar 2.20. Pengukuran porositas, a) di udara, dan b) di air (Sri Harmanto,
2012 )
(a) (b)
36
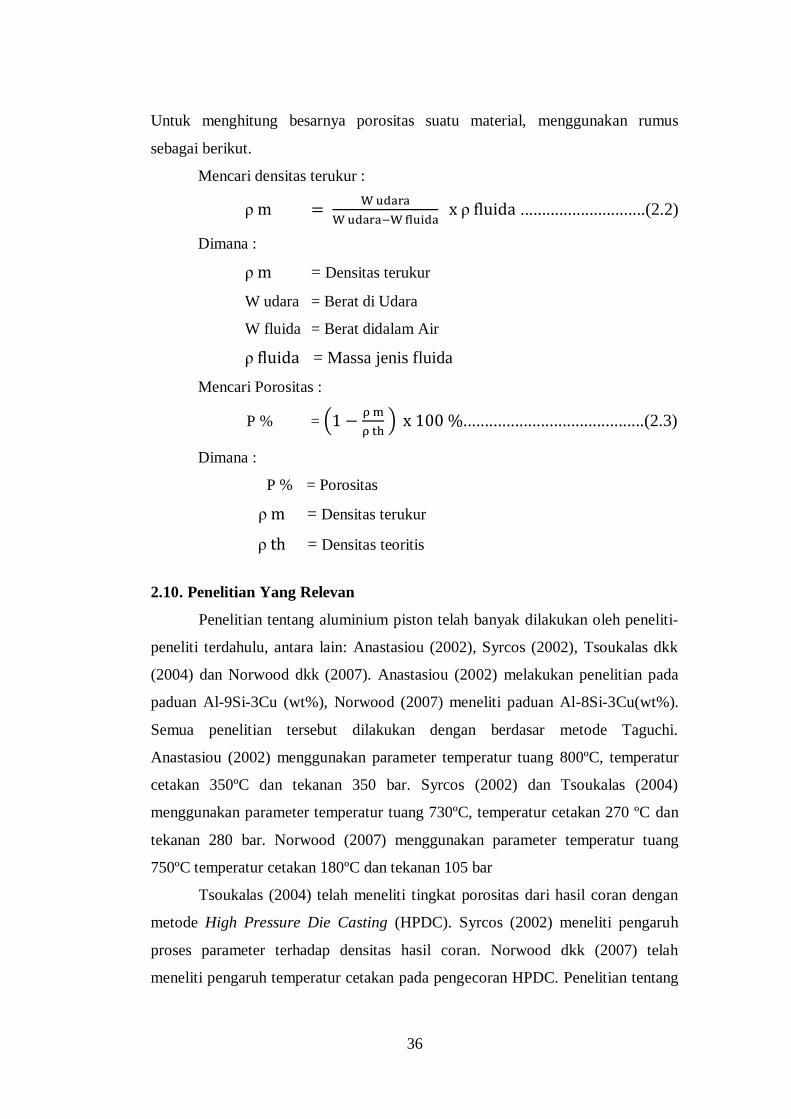
Untuk menghitung besarnya porositas suatu material, menggunakan rumus
sebagai berikut.
Mencari densitas terukur :
.............................(2.2)
Dimana :
= Densitas terukur
W udara = Berat di Udara
W fluida = Berat didalam Air
= Massa jenis fluida
Mencari Porositas :
P % = (
) ..........................................(2.3)
Dimana :
P % = Porositas
= Densitas terukur
= Densitas teoritis
2.10 . Penelitian Yang Relevan
Penelitian tentang aluminium piston telah banyak dilakukan oleh peneliti-
peneliti terdahulu, antara lain: Anastasiou (2002), Syrcos (2002), Tsoukalas dkk
(2004) dan Norwood dkk (2007). Anastasiou (2002) melakukan penelitian pada
paduan Al-9Si-3Cu (wt%), Norwood (2007) meneliti paduan Al-8Si-3Cu(wt%).
Semua penelitian tersebut dilakukan dengan berdasar metode Taguchi.
Anastasiou (2002) menggunakan parameter temperatur tuang 800ºC, temperatur
cetakan 350ºC dan tekanan 350 bar. Syrcos (2002) dan Tsoukalas (2004)
menggunakan parameter temperatur tuang 730ºC, temperatur cetakan 270 ºC dan
tekanan 280 bar. Norwood (2007) menggunakan parameter temperatur tuang
750ºC temperatur cetakan 180ºC dan tekanan 105 bar
Tsoukalas (2004) telah meneliti tingkat porositas dari hasil coran dengan
metode High Pressure Die Casting (HPDC). Syrcos (2002) meneliti pengaruh
proses parameter terhadap densitas hasil coran. Norwood dkk (2007) telah
meneliti pengaruh temperatur cetakan pada pengecoran HPDC. Penelitian tentang
37
pembuatan piston dengan metode die casting telah dilakukan oleh peneliti-peneliti
terdahulu, diantaranya adalah: metode pembuatan dengan proses gravity die
casting (Doehler, 1951), dengan proses powder forging (Park, 2001), proses
squeeze casting (Duskiardi, 2002), pembuatan piston dengan metode thixoforging
(Choi, 2005).
Park (2001) menggunakan bahan 89,8%wt Al, 2%wt Si, 4,5%wt Cu,
2,0%wt Ni, 0,5%wt Mn, 0,5%wt Mg dan 1,2%wt unsur lainnya. Duskiardi (2002)
menggunakan bahan 12,62 wt% Si, 2,83 wt% Cu, 1.58 wt% Ni, 0,89 wt% Mg,
0,38 wt% Fe, 0,15 wt% Mn dan sisanya Al. Choi (2005) menggunakan bahan 7,0
wt% Si, 0,2 wt% Cu, 0,2 wt% Ti, 0,35 wt% Mg, 1,2 wt% Fe, 0,1 wt% Mn, 0,1
wt% Zn dan sisanya Al.
Doehler (1951) telah mematenkan alat untuk memproduksi piston secara
masal dengan menggunakan production die casting machine. Mesin ini sampai
sekarang masih dipakai dalam pembuatan piston, bahkan 90% proses pembuatan
piston menggunakan teknik ini. Park (2001) membuat piston dengan cara serbuk
yang sudah ditekan disinter pada suhu 580ºC selama 25 menit. Duskiardi (2002)
melebur bahan pada suhu 700ºC, dituang pada cetakan yang dipanaskan terlebih
dahulu pada suhu 400ºC dan dilakukan squeeze casting. Choi (2005) memanaskan
cetakan pada suhu 275 ºC, ditekan dengan beban sebesar 200 ton dan ditahan
selama 60 detik. Choi (2005)
Penelitian Park dkk (2001) menghasilkan piston dengan kekerasan sebesar
77.5 HRB dan kekuatan tarik sebesar 630 MPa. Penelitian Duskiardi (2002)
menghasilkan piston dengan kekerasan sebesar 115 BHN. Penelitian Choi (2005)
menghasilkan piston dengan harga kekerasan sebesar 52 HRB. Solechan (2010),
dari beberapa pengujian yang memiliki sifat mekanik paling optimal pada
komposisi 25% Pb + 75% ADC 12 + suhu penuangan 700°C + penyisip besi cor.
Nilai kekerasan daur ulang piston (113.2 HVN) piston original Daihatsu (139
HVN) masih dibawahnya, Si 8,7% (Piston daur ulang) dan Si 10,7% (piston
Daihatsu). Karena sifat mekanik daur ulang piston masih dibawah standar maka
perlu dilakukan perlakuan panas (heat treatment).
Nurhadi (2010), kekerasan pengecoran limbah piston masih dibawah
piston Daihatsu, penambahan ADC 12 dapat meningkatkan kekuatan piston dari

38
sifat mekaniknya, tempteratur penuangan semakin rendah, kekerasan tinggi,
porositas dan kekerasan semakin rendah, semakin rendah tempteratur penuangan
butiran Si semakin halus dan kecil, penambahan ADC 12 mampu alir material
semakin besar. Fuad Abdillah (2010), temperatur perlakuan panas yang paling
optimal pada suhu 155°C dan yang paling rendah kekerasan pada temperature
100°C, semakin lama waktu penahanan maka kekerasan mengalami kenaikan,
dimana waktu penahanan yang paling bagus pada 5 jam, sifat mekanik paling
optimal pada temperature aging 155°C dengan penahanan 5 jam. Jamaliah Idris,
dkk (2003), rintangan aus komposit matrik aluminium yang dihasilkan melalui
kaidah metalorgi serbuk meningkat bila peratusan meningkat pada 20 ke – 40%
berat bahan partikel SiC. Sifat kekerasan bahan juga mengalami peningkatan
dengan pertambahan 20% ke 40% partikel SiC dapat disimpulkan aus spesimen
Al/SiC/40p adalah lebih baik dibanding spesimen Al/SiC/20p.
Ahmad Zamheri (2011), fraksi volume (VF) partikel SiC mempunyai
pengaruh yang cukup berarti terhadap sifat mekanis (kekerasan), dan struktur
mikro dari produk casting. Nilai kekerasan tertinggi pada 116,56 HB dengan
waktu aduk 15 menit dan persen Vf 15 %. Semakin besar fraksi volume partikel
maka kekerasan metal matrik composit semakin meningkat. Kevorkijan V. (1995),
partikel lebih kecil umumnya lebih sulit untuk basah dari pada partikel yang lebih
besar karena luas permukaan lebih besar dan partikel lebih kecil umumnya
memberikan MMC dengan sifat mekanik lebih unggul.


















