Artigo-GRSI
13
RESUMO Os resíduos industriais constituem um problema ambiental e o seu gerenciamento deve ser conduzido de forma adequada, seja pela sua disposição final ou pela reciclagem. Os resíduos sólidos gerados no tratamento de efluentes da indústria de galvanização a fogo são classifi- cados como Resíduo Não Inerte-Classe II A, segundo a classificação NBR-10.004 da ABNT. Este trabalho mostra os principais tipos de resíduos gerados no processo de Galvanização a Fogo, que são borra e cinza de zinco, além de lamas de fundo dos tanques de pré-tratamen- to e resíduo sólido proveniente da Estação de Tratamento de Efluentes Industriais (ETDI). O enfoque desta investigação é mostrar formas de gerenciamento segundo as normas de qualidade ambiental principalmente normas ISO 14000, e também procurar dar um valor agregado ao lodo da ETDI viabilizando a sua aplicação em massa cerâmica vermelha, como mostra o Estudo de Caso da Empresa A. Palavras-chave: resíduos sólidos, galvanização, gerenciamento SUMMARY The industrial residues are a serious problem to the environment and this management must be performed as adequately as possible in terms of final disposal or recycling. The solid wastes produced an effluents’ treatment of hot dip galvanizing industry are classified as a Not Inert Class II A Residue, according to ABNT Standard Method of Test NBR 10004. This work shows the mains types of generated solid wastes in hot dip galvanizing process that are bottom and ash of zinc beyond sludge of deep tank of previous treatment and solid waste results of treatment effluent station ETDI. The main reason of this investigation is to indicate management forms according to the norm of environmental quality mainly ISO 14.000 and also to give an aggregate value to sludge of ETDI viability an application in red ceramic mass as in Study of Case A company. Keywords: solid wastes, galvanizing, management GERENCIAMENTO DE RESÍDUOS SÓLIDOS INDUSTRIAIS Teresa Cristina F. do Nascimento e Cheila Gonçalves Mothé* Departamento de Processos Orgânicos, Escola de Química da Universidade Federal do Rio de Janeiro * Autora para correspondência: R. Haia, 87 Ilha do Governador CEP: 21920-180 Rio de Janeiro. RJ E-mail: [email protected] I NTRODUÇÃO Os resíduos sólidos industriais e urbanos merecem cada vez mais atenção de especialistas e do poder público dos países que se dedicam ao trabalho de melhoria da qualidade ambiental. Todos os países, não importando sua localização ou seu “sta- tus” internacional, produzem milhões de toneladas por dia de resíduos, o que justifica a obrigatoriedade da criação de meca- nismos que produzam a conscientização, o desenvolvimento e a implantação de novas tecnologias para reverter este quadro. A aplicação de tecnologias apropriadas e ecológicas, com a redução da utilização de recursos naturais, de desperdício, da geração de resíduos e poluição, é uma ação de prioridade mundial. 36 Revista Analytica • Fevereiro/Março 2007 • Nº27 Artigo Artigo A produção eficaz e a minimização da poluição advinda desta é um desafio inerente às estratégias de produção mais limpa, cujo objetivo principal é evitar a geração de resíduos e emissões, a partir de um enfoque preventivo (1). As mu- danças ainda são lentas na diminuição do potencial poluidor do parque industrial brasileiro, principalmente no tocante às indústrias mais antigas, que continuam contribuindo com a maior parcela da carga poluidora gerada e elevado risco de acidentes ambientais sendo, portanto, necessários altos in- vestimentos de controle ambiental e custos de despoluição para controlar a emissão de poluentes, do lançamento de efluentes e do depósito irregular de resíduos perigosos.
-
Upload
rabelodavy -
Category
Documents
-
view
18 -
download
1
Transcript of Artigo-GRSI
Resumo
Os resíduos industriais constituem um problema ambiental e o seu gerenciamento deve ser conduzido de forma adequada, seja pela sua disposição final ou pela reciclagem. Os resíduos sólidos gerados no tratamento de efluentes da indústria de galvanização a fogo são classifi-cados como Resíduo Não Inerte-Classe II A, segundo a classificação NBR-10.004 da ABNT. Este trabalho mostra os principais tipos de resíduos gerados no processo de Galvanização a Fogo, que são borra e cinza de zinco, além de lamas de fundo dos tanques de pré-tratamen-to e resíduo sólido proveniente da Estação de Tratamento de Efluentes Industriais (ETDI). O enfoque desta investigação é mostrar formas de gerenciamento segundo as normas de qualidade ambiental principalmente normas ISO 14000, e também procurar dar um valor agregado ao lodo da ETDI viabilizando a sua aplicação em massa cerâmica vermelha, como mostra o Estudo de Caso da Empresa A.
Palavras-chave: resíduos sólidos, galvanização, gerenciamento
summaRy
The industrial residues are a serious problem to the environment and this management must be performed as adequately as possible in terms of final disposal or recycling. The solid wastes produced an effluents’ treatment of hot dip galvanizing industry are classified as a Not Inert Class II A Residue, according to ABNT Standard Method of Test NBR 10004. This work shows the mains types of generated solid wastes in hot dip galvanizing process that are bottom and ash of zinc beyond sludge of deep tank of previous treatment and solid waste results of treatment effluent station ETDI. The main reason of this investigation is to indicate management forms according to the norm of environmental quality mainly ISO 14.000 and also to give an aggregate value to sludge of ETDI viability an application in red ceramic mass as in Study of Case A company.
Keywords: solid wastes, galvanizing, management
Gerenciamento de resíduos sólidos industriais
Teresa Cristina F. do Nascimento e Cheila Gonçalves Mothé*
departamento de Processos orgânicos, escola de Química da universidade Federal do rio de Janeiro
* autora para correspondência:r. Haia, 87ilha do GovernadorceP: 21920-180 rio de Janeiro. rJe-mail: [email protected]
IntRodução
Os resíduos sólidos industriais e urbanos merecem cada vez mais atenção de especialistas e do poder público dos países que se dedicam ao trabalho de melhoria da qualidade ambiental.
Todos os países, não importando sua localização ou seu “sta-tus” internacional, produzem milhões de toneladas por dia de resíduos, o que justifica a obrigatoriedade da criação de meca-nismos que produzam a conscientização, o desenvolvimento e a implantação de novas tecnologias para reverter este quadro.
A aplicação de tecnologias apropriadas e ecológicas, com a redução da utilização de recursos naturais, de desperdício, da geração de resíduos e poluição, é uma ação de prioridade mundial.
36 Revista Analytica • Fevereiro/Março 2007 • Nº27
ArtigoArtigo
A produção eficaz e a minimização da poluição advinda desta é um desafio inerente às estratégias de produção mais limpa, cujo objetivo principal é evitar a geração de resíduos e emissões, a partir de um enfoque preventivo (1). As mu-danças ainda são lentas na diminuição do potencial poluidor do parque industrial brasileiro, principalmente no tocante às indústrias mais antigas, que continuam contribuindo com a maior parcela da carga poluidora gerada e elevado risco de acidentes ambientais sendo, portanto, necessários altos in-vestimentos de controle ambiental e custos de despoluição para controlar a emissão de poluentes, do lançamento de efluentes e do depósito irregular de resíduos perigosos.
As indústrias tradicionalmente responsáveis pela maior produção de resíduos perigosos são as metalúrgicas, as in-dústrias de equipamentos eletro-eletrônicos, as fundições, a indústria química, a indústria de couro e borracha (2). A ques-tão do gerenciamento dos resíduos implica primeiramente em uma mudança de comportamento por parte de toda a comunidade. O gerenciamento e a minimização na produção de resíduos são atitudes ambientais responsáveis e devem ser práticas corriqueiras em indústrias, necessitando do compro-metimento das chefias e de todo o pessoal envolvido com as atividades de produção, para que o programa tenha chance de sucesso. Qualquer ação para a resolução deste proble-ma, quando ocorrer de maneira isolada e pontual terá pouca chance de sucesso, pois este assunto faz parte de um pro-cesso, que exige aprimoramento e vigilância contínua, caso contrário estará fadado ao insucesso (3).
O gerenciamento de resíduos deve basear-se em ações preventivas preferencialmente às ações corretivas e deve ter uma abordagem multidisciplinar, considerando que os pro-blemas ambientais e suas soluções estão determinados não apenas por fatores tecnológicos, mas também por questões econômicas, físicas, sociais, culturais e políticas (4). Um pro-grama de gerenciamento de resíduos deve utilizar o princípio da responsabilidade objetiva, na qual o gerador do resíduo é o co-responsável pelo seu correto tratamento e descarte (individual ou coletivo), mesmo após sua saída da indústria onde é gerado (3).
A galvanização a quente ou zincagem a quente, também chamada de galvanização a fogo, é um processo de revesti-mento de peças de aço ou ferro fundido obtido pela imersão em um banho de zinco fundido, com a finalidade de conferir proteção contra corrosão. A zincagem por imersão a quen-te tem seu processo perfeitamente definido, sendo basica-mente o mesmo para qualquer produto, podendo variar na espessura de camada dependendo da geometria da peça e composição química do material base (aço). Para se obter um acabamento perfeito da zincagem é necessário que as peças estejam completamente limpas, tornando-se necessário a eli-minação de óleos, graxas, óxidos, tintas ou qualquer outro tipo de substância do metal base.
Todo esse processo de pré-tratamento gera resíduos sob a forma de lodo na Estação de tratamento de efluentes e tam-bém quando da limpeza ou troca de cada banho. Os efluen-tes gerados no pré-tratamento das chapas de aço anterior à etapa de zincagem ou galvanização a quente, geram um resí-duo sólido denominado lodo, e um efluente que atende aos padrões de lançamento estipulado pelos órgãos de proteção ambiental, além de ácido clorídrico em uma concentração menor ou igual a 8% (p/v).
Na cuba de zincagem propriamente dita, tem-se a forma-ção de dois tipos de resíduos: a cinza e a borra de zinco. A
Revista Analytica • Fevereiro/Março 2007 • Nº27 37
borra de zinco é constituída de 90 a 95% (p/p) de zinco. As cinzas são constituídas de 70-80% (p/p) de zinco metálico. Os resíduos da cuba de zincagem, cinza e borra respectivamente, são encaminhados às fundições ou negociados com o próprio fornecedor de lingotes de zinco, que as reutilizam no caso da borra para a fabricação de novos lingotes, e no caso da cinza para a fabricação de óxido de zinco. Isso gera um abatimento no custo da matéria-prima (zinco). Os resíduos sólidos gera-dos no tratamento de efluentes e lama de fundo de tanques são encaminhados para leitos de secagem e em seguida envia-dos para co-processamento em fornos de cimento (5).
objetIvo
Objetivo principal O principal objetivo deste trabalho é apresentar uma al-
ternativa para o tratamento ou destinação dos resíduos sóli-dos gerados pela indústria de galvanização no Brasil e delinear com mais propriedade o panorama de uma indústria localiza-da no Rio de Janeiro.
Objetivo específicoSugerir formas de aquisição de dar um valor agregado ao
lodo gerado na estação de tratamento de efluentes, testando a utilização desse resíduo sólido na fabricação de compósitos para a indústria de cerâmica vermelha, através de um estudo de caso industrial.
estudo de Caso IndustRIal
A empresa escolhida para o estudo de caso, empresa A é uma indústria metalúrgica que trabalha com galvanização a fogo. O número de funcionários está em torno de 270. A empresa, como todas as demais, gera vários tipos de resíduos em seu processo produtivo, mas este estudo de caso está dirigido para o resíduo sólido resultante do tratamento dos efluentes do processo de galvanização.
Indústria de galvanização
No Brasil, o consumo de zinco, principal matéria-prima da indústria de Galvanização a Fogo é de 1,3 kg/habitante, muito baixa se compararmos, por exemplo, com o do EUA que é de 4,2 kg/habitante, do Japão de 4,9 kg/habitante, da França 5,0 kg/habitante e Espanha 6,1kg/habitante. Por isso o Comitê de Galvanização a Fogo da ABCEM, com o apoio da Votorantin Metais, vem divulgando o processo junto aos profissionais de todos os setores que utilizam o aço, nas universidades e ainda fazendo um trabalho de conscientiza-ção por todo o Brasil sobre as enormes vantagens da utili-zação da galvanização a fogo (6).
Diversidade de resíduos gerados, empresa A
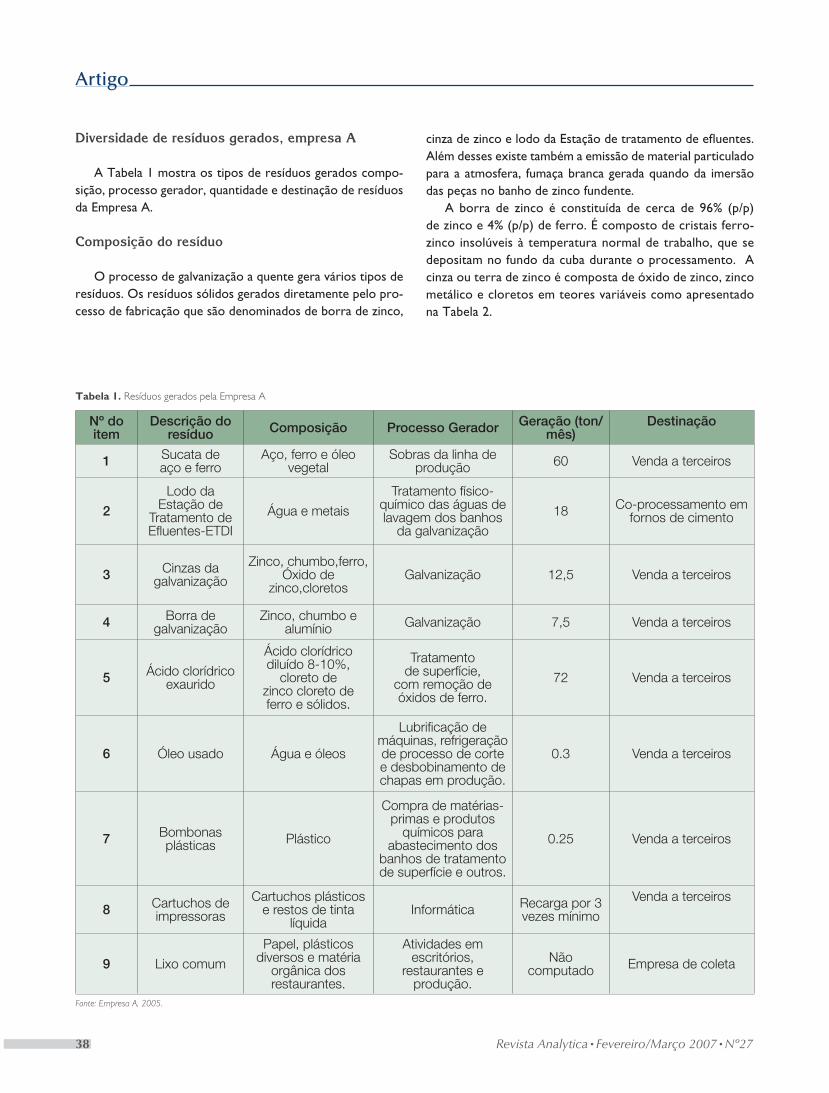
A Tabela 1 mostra os tipos de resíduos gerados compo-sição, processo gerador, quantidade e destinação de resíduos da Empresa A.
Composição do resíduo
O processo de galvanização a quente gera vários tipos de resíduos. Os resíduos sólidos gerados diretamente pelo pro-cesso de fabricação que são denominados de borra de zinco,
38 Revista Analytica • Fevereiro/Março 2007 • Nº27
ArtigoArtigo
Tabela 1. Resíduos gerados pela Empresa A
Nº do item
Descrição do resíduo Composição Processo Gerador Geração (ton/
mês)Destinação
1 Sucata de aço e ferro
Aço, ferro e óleo vegetal
Sobras da linha de produção 60 Venda a terceiros
2
Lodo da Estação de
Tratamento de Efluentes-ETDI
Água e metais
Tratamento físico-químico das águas de lavagem dos banhos
da galvanização
18 Co-processamento em fornos de cimento
3 Cinzas da galvanização
Zinco, chumbo,ferro,Óxido de
zinco,cloretos Galvanização 12,5 Venda a terceiros
4 Borra de galvanização
Zinco, chumbo e alumínio Galvanização 7,5 Venda a terceiros
5 Ácido clorídrico exaurido
Ácido clorídrico diluído 8-10%,
cloreto de zinco cloreto de ferro e sólidos.
Tratamento de superfície,
com remoção de óxidos de ferro.
72 Venda a terceiros
6 Óleo usado Água e óleos
Lubrificação de máquinas, refrigeração de processo de corte e desbobinamento de chapas em produção.
0.3 Venda a terceiros
7 Bombonas plásticas Plástico
Compra de matérias-primas e produtos
químicos para abastecimento dos
banhos de tratamento de superfície e outros.
0.25 Venda a terceiros
8 Cartuchos de impressoras
Cartuchos plásticos e restos de tinta
líquidaInformática Recarga por 3
vezes mínimo
Venda a terceiros
9 Lixo comum
Papel, plásticos diversos e matéria
orgânica dos restaurantes.
Atividades em escritórios,
restaurantes e produção.
Não computado Empresa de coleta
Fonte: Empresa A, 2005.
cinza de zinco e lodo da Estação de tratamento de efluentes. Além desses existe também a emissão de material particulado para a atmosfera, fumaça branca gerada quando da imersão das peças no banho de zinco fundente.
A borra de zinco é constituída de cerca de 96% (p/p) de zinco e 4% (p/p) de ferro. É composto de cristais ferro-zinco insolúveis à temperatura normal de trabalho, que se depositam no fundo da cuba durante o processamento. A cinza ou terra de zinco é composta de óxido de zinco, zinco metálico e cloretos em teores variáveis como apresentado na Tabela 2.
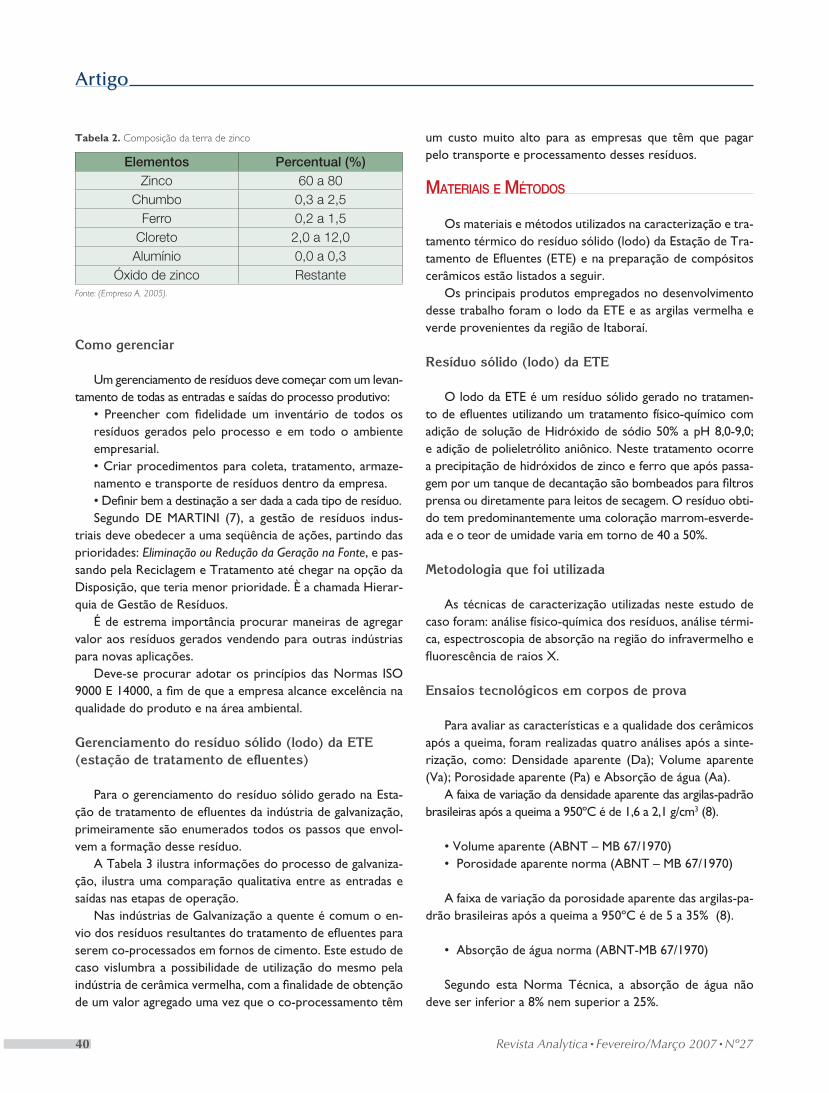
Como gerenciar
Um gerenciamento de resíduos deve começar com um levan-tamento de todas as entradas e saídas do processo produtivo:
• Preencher com fidelidade um inventário de todos os resíduos gerados pelo processo e em todo o ambiente empresarial. • Criar procedimentos para coleta, tratamento, armaze-namento e transporte de resíduos dentro da empresa. • Definir bem a destinação a ser dada a cada tipo de resíduo. Segundo DE MARTINI (7), a gestão de resíduos indus-
triais deve obedecer a uma seqüência de ações, partindo das prioridades: Eliminação ou Redução da Geração na Fonte, e pas-sando pela Reciclagem e Tratamento até chegar na opção da Disposição, que teria menor prioridade. È a chamada Hierar-quia de Gestão de Resíduos.
É de estrema importância procurar maneiras de agregar valor aos resíduos gerados vendendo para outras indústrias para novas aplicações.
Deve-se procurar adotar os princípios das Normas ISO 9000 E 14000, a fim de que a empresa alcance excelência na qualidade do produto e na área ambiental.
Gerenciamento do resíduo sólido (lodo) da ETE (estação de tratamento de efluentes)
Para o gerenciamento do resíduo sólido gerado na Esta-
ção de tratamento de efluentes da indústria de galvanização, primeiramente são enumerados todos os passos que envol-vem a formação desse resíduo.
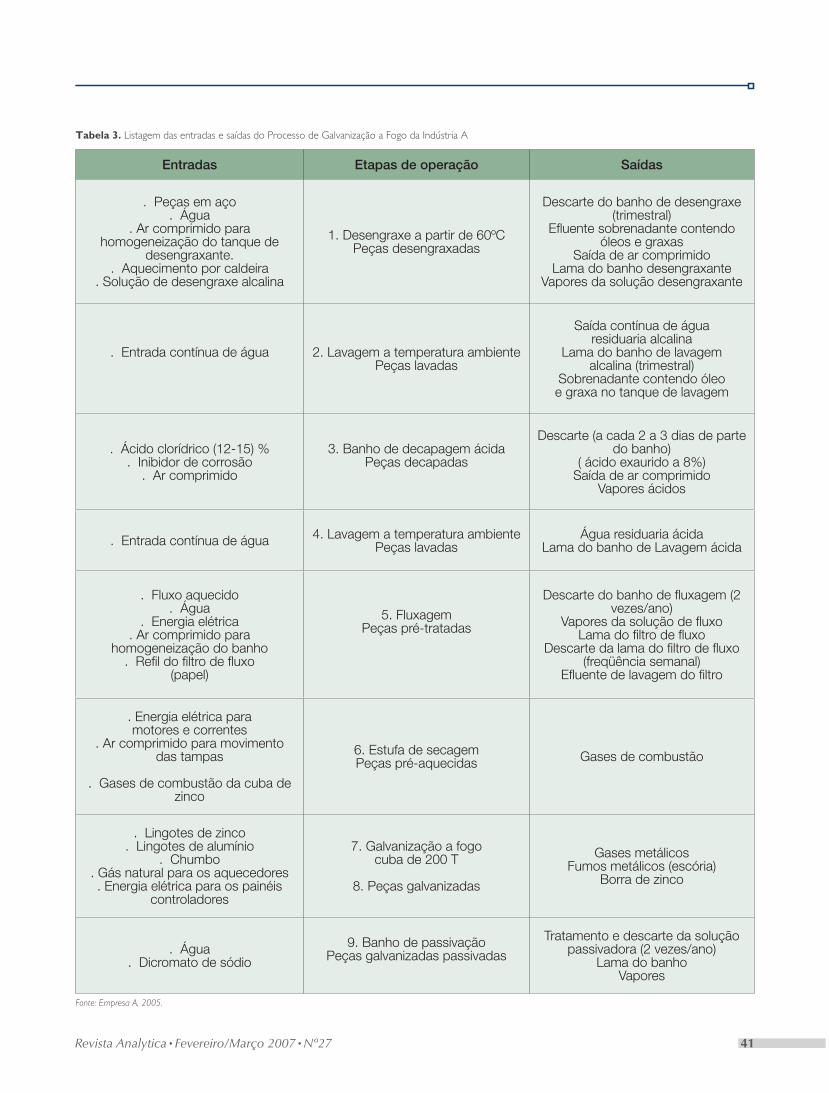
A Tabela 3 ilustra informações do processo de galvaniza-ção, ilustra uma comparação qualitativa entre as entradas e saídas nas etapas de operação.
Nas indústrias de Galvanização a quente é comum o en-vio dos resíduos resultantes do tratamento de efluentes para serem co-processados em fornos de cimento. Este estudo de caso vislumbra a possibilidade de utilização do mesmo pela indústria de cerâmica vermelha, com a finalidade de obtenção de um valor agregado uma vez que o co-processamento têm
um custo muito alto para as empresas que têm que pagar pelo transporte e processamento desses resíduos.
mateRIaIs e métodos
Os materiais e métodos utilizados na caracterização e tra-tamento térmico do resíduo sólido (lodo) da Estação de Tra-tamento de Efluentes (ETE) e na preparação de compósitos cerâmicos estão listados a seguir.
Os principais produtos empregados no desenvolvimento desse trabalho foram o lodo da ETE e as argilas vermelha e verde provenientes da região de Itaboraí.
Resíduo sólido (lodo) da ETE
O lodo da ETE é um resíduo sólido gerado no tratamen-to de efluentes utilizando um tratamento físico-químico com adição de solução de Hidróxido de sódio 50% a pH 8,0-9,0; e adição de polieletrólito aniônico. Neste tratamento ocorre a precipitação de hidróxidos de zinco e ferro que após passa-gem por um tanque de decantação são bombeados para filtros prensa ou diretamente para leitos de secagem. O resíduo obti-do tem predominantemente uma coloração marrom-esverde-ada e o teor de umidade varia em torno de 40 a 50%.
Metodologia que foi utilizada
As técnicas de caracterização utilizadas neste estudo de caso foram: análise físico-química dos resíduos, análise térmi-ca, espectroscopia de absorção na região do infravermelho e fluorescência de raios X.
Ensaios tecnológicos em corpos de prova
Para avaliar as características e a qualidade dos cerâmicos após a queima, foram realizadas quatro análises após a sinte-rização, como: Densidade aparente (Da); Volume aparente (Va); Porosidade aparente (Pa) e Absorção de água (Aa).
A faixa de variação da densidade aparente das argilas-padrão brasileiras após a queima a 950ºC é de 1,6 a 2,1 g/cm3 (8).
• Volume aparente (ABNT – MB 67/1970)• Porosidade aparente norma (ABNT – MB 67/1970)
A faixa de variação da porosidade aparente das argilas-pa-drão brasileiras após a queima a 950ºC é de 5 a 35% (8).
• Absorção de água norma (ABNT-MB 67/1970)
Segundo esta Norma Técnica, a absorção de água não deve ser inferior a 8% nem superior a 25%.
Tabela 2. Composição da terra de zinco
Elementos Percentual (%)Zinco 60 a 80
Chumbo 0,3 a 2,5Ferro 0,2 a 1,5
Cloreto 2,0 a 12,0Alumínio 0,0 a 0,3
Óxido de zinco RestanteFonte: (Empresa A, 2005).
40 Revista Analytica • Fevereiro/Março 2007 • Nº27
ArtigoArtigo
Revista Analytica • Fevereiro/Março 2007 • Nº27 41
Tabela 3. Listagem das entradas e saídas do Processo de Galvanização a Fogo da Indústria A
Entradas Etapas de operação Saídas
. Peças em aço. Água
. Ar comprimido para homogeneização do tanque de
desengraxante.. Aquecimento por caldeira
. Solução de desengraxe alcalina
1. Desengraxe a partir de 60ºCPeças desengraxadas
Descarte do banho de desengraxe (trimestral)
Efluente sobrenadante contendo óleos e graxas
Saída de ar comprimidoLama do banho desengraxante
Vapores da solução desengraxante
. Entrada contínua de água 2. Lavagem a temperatura ambientePeças lavadas
Saída contínua de água residuaria alcalina
Lama do banho de lavagem alcalina (trimestral)
Sobrenadante contendo óleo e graxa no tanque de lavagem
. Ácido clorídrico (12-15) %. Inibidor de corrosão
. Ar comprimido
3. Banho de decapagem ácidaPeças decapadas
Descarte (a cada 2 a 3 dias de parte do banho)
( ácido exaurido a 8%)Saída de ar comprimido
Vapores ácidos
. Entrada contínua de água 4. Lavagem a temperatura ambiente Peças lavadas
Água residuaria ácidaLama do banho de Lavagem ácida
. Fluxo aquecido. Água
. Energia elétrica. Ar comprimido para
homogeneização do banho. Refil do filtro de fluxo
(papel)
5. FluxagemPeças pré-tratadas
Descarte do banho de fluxagem (2 vezes/ano)
Vapores da solução de fluxoLama do filtro de fluxo
Descarte da lama do filtro de fluxo (freqüência semanal)
Efluente de lavagem do filtro
. Energia elétrica para motores e correntes
. Ar comprimido para movimento das tampas
. Gases de combustão da cuba de zinco
6. Estufa de secagemPeças pré-aquecidas Gases de combustão
. Lingotes de zinco. Lingotes de alumínio
. Chumbo. Gás natural para os aquecedores. Energia elétrica para os painéis
controladores
7. Galvanização a fogocuba de 200 T
8. Peças galvanizadas
Gases metálicosFumos metálicos (escória)
Borra de zinco
. Água. Dicromato de sódio
9. Banho de passivaçãoPeças galvanizadas passivadas
Tratamento e descarte da solução passivadora (2 vezes/ano)
Lama do banhoVapores
Fonte: Empresa A, 2005.

42 Revista Analytica • Fevereiro/Março 2007 • Nº27
ArtigoArtigo
Resultados e dIsCussão
Análise físico-química do resíduo
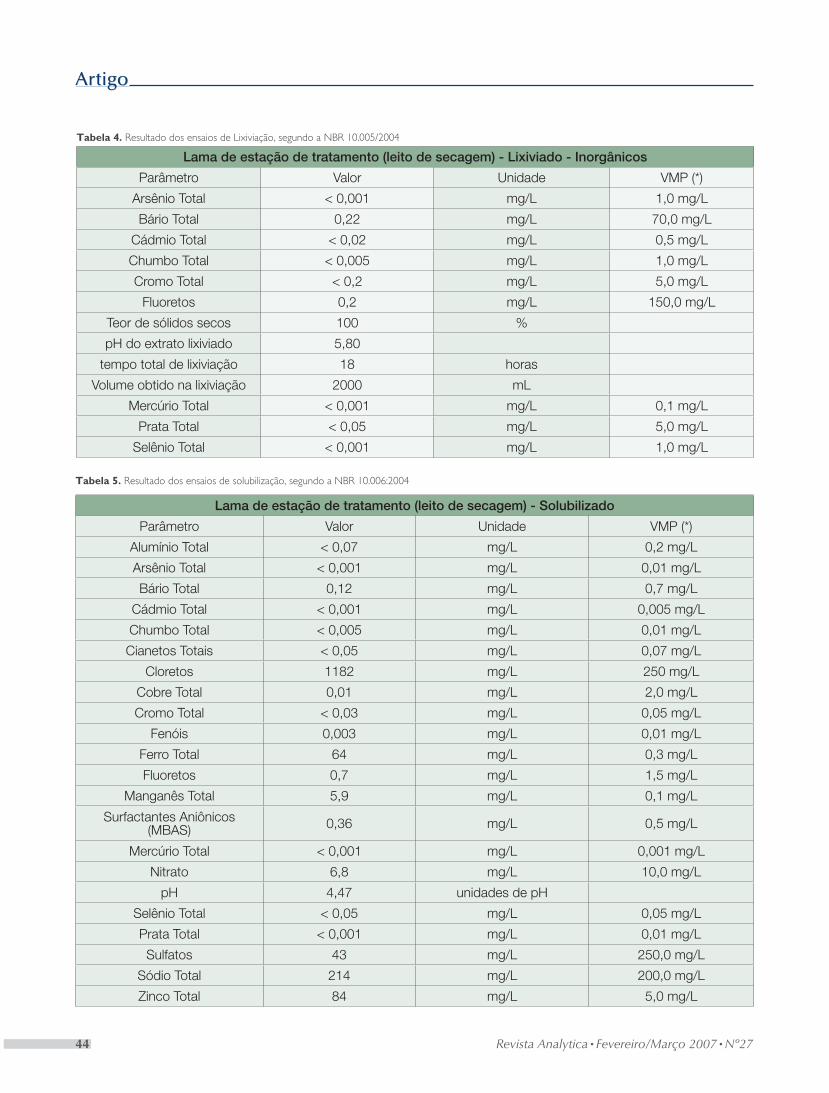
De acordo com os resultados obtidos, alguns parâme-tros detectados na fração solúvel, apresentam concentração superior ao limite máximo estabelecido pela ABNT / NBR 10.004/2004. Os parâmetros com concentração superior ao limite do solubilizado são: zinco, sódio, manganês, ferro e cloreto.
Como forma de disposição em aterros, essa composição pode não ser conveniente, mas poderá ser muito interes-sante para as indústrias de fertilizantes, principalmente pela presença de zinco e manganês. Um resíduo para entrar na formulação de uma mistura para a fabricação de fertilizantes não deve ter metais pesados tais como: Chumbo (Pb), Cád-mio (Cd), Arsênio (As) e Mercúrio (Hg).
Caracterização por análise térmica
Neste trabalho utilizou-se resíduo sólido (lodo) da esta-ção de tratamento de efluentes de indústria de galvanização a fogo, o qual foi caracterizado pelas técnicas de Termogra-vimetria (TG), Termogravimetria Derivada (DTG) e Análise Térmica Diferencial (DTA) (9). O lodo da Estação de Trata-mento de Efluentes foi acondicionado temporariamente em leito de secagem e a coleta de amostras foi realizada segundo a norma ABNT-10.007 (amostragem de resíduos).
A Figura 1 mostra as curvas TG, DTG e DTA para amos-tra de lodo. A curva TG apresentou quatro estágios de de-composição, sendo o primeiro estágio referente à água pre-sente na amostra (10%) a aproximadamente 90ºC. O segundo estágio ocorreu entre 180 e 240ºC, com perda de massa 8%, referente à presença de material orgânico, o terceiro estágio
situa-se na faixa de 500 a 670ºC, perdendo cerca de 18% de massa. O quarto e último estágio se iniciou na faixa de 830ºC até 920ºC, perdendo cerca de 5%. Na temperatura de 1000ºC apresentou 65% de resíduos referentes aos materiais inorgânicos.
A curva DTG mostra quatro eventos de decomposição correspondentes aos mesmos estágios evidenciados na cur-va TG. No primeiro, a temperatura de velocidade máxima de decomposição está a 80ºC, o segundo está a 220ºC, o terceiro a 680ºC e o último a 920ºC. A forma dos picos do primeiro e do quarto eventos indica que eles se referem a componentes homogêneos, entretanto o segundo e o tercei-ro evento devem estar relacionados a compostos heterogê-neos múltiplos.
A curva DTA mostra dois eventos endotérmicos, com as temperaturas dos picos a 90 e 220ºC, respectivamente. Esses eventos correspondem ao primeiro e segundo estágios de degradação da curva TG. Um discreto evento endotérmico pode ainda ser observado a 900ºC, sendo relacionado à quar-ta etapa de decomposição da curva.
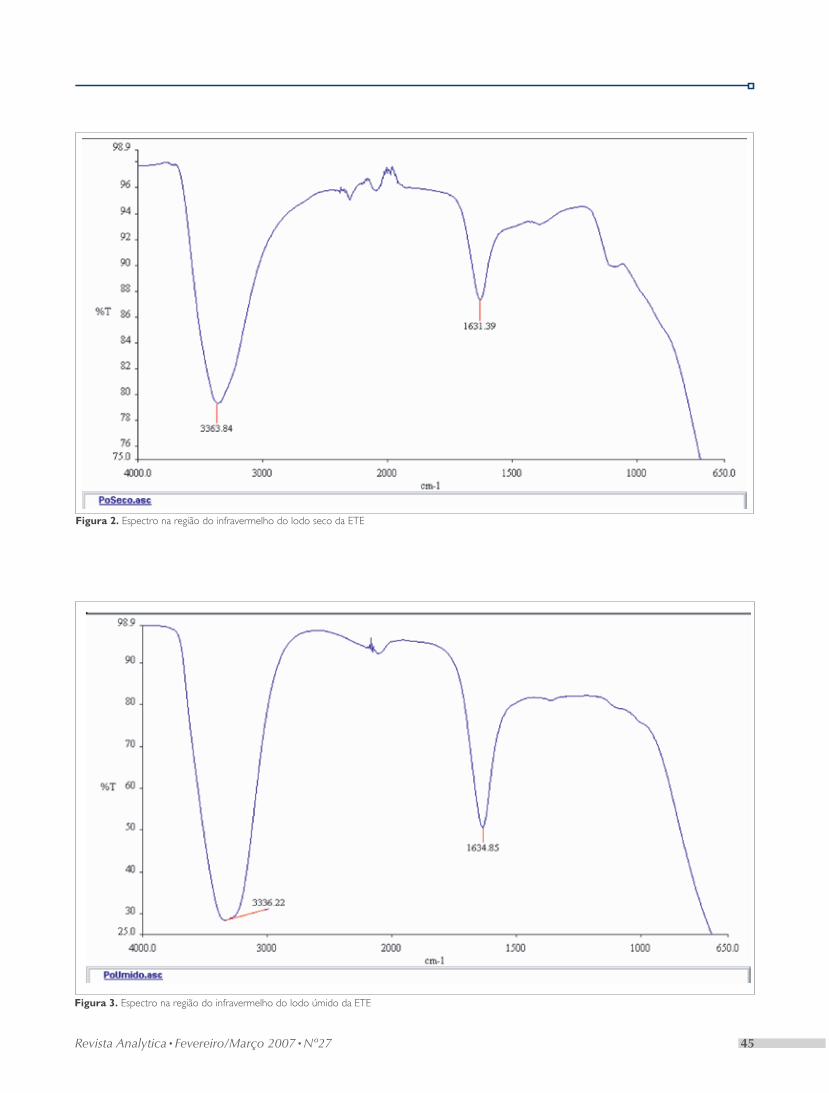
Caracterização por FTIR
As Figuras 2 e 3 estão mostrando as bandas de espectros-copia de absorção na região do infravermelho (FTIR) de dois tipos de lodos da ETE da empresa A (10). As duas amostras, sendo uma seca e outra úmida foram analisadas. Os dois es-pectros apresentaram bandas referentes ao grupamento O-H para a amostra seca (3.363 cm-1) e para a amostra úmida (3.336 cm-1). Também estão presentes nos dois espectros bandas referentes ao grupamento C=O para a amostra seca (1.631 cm-1) e C=O para a amostra úmida (1.634 cm-1).
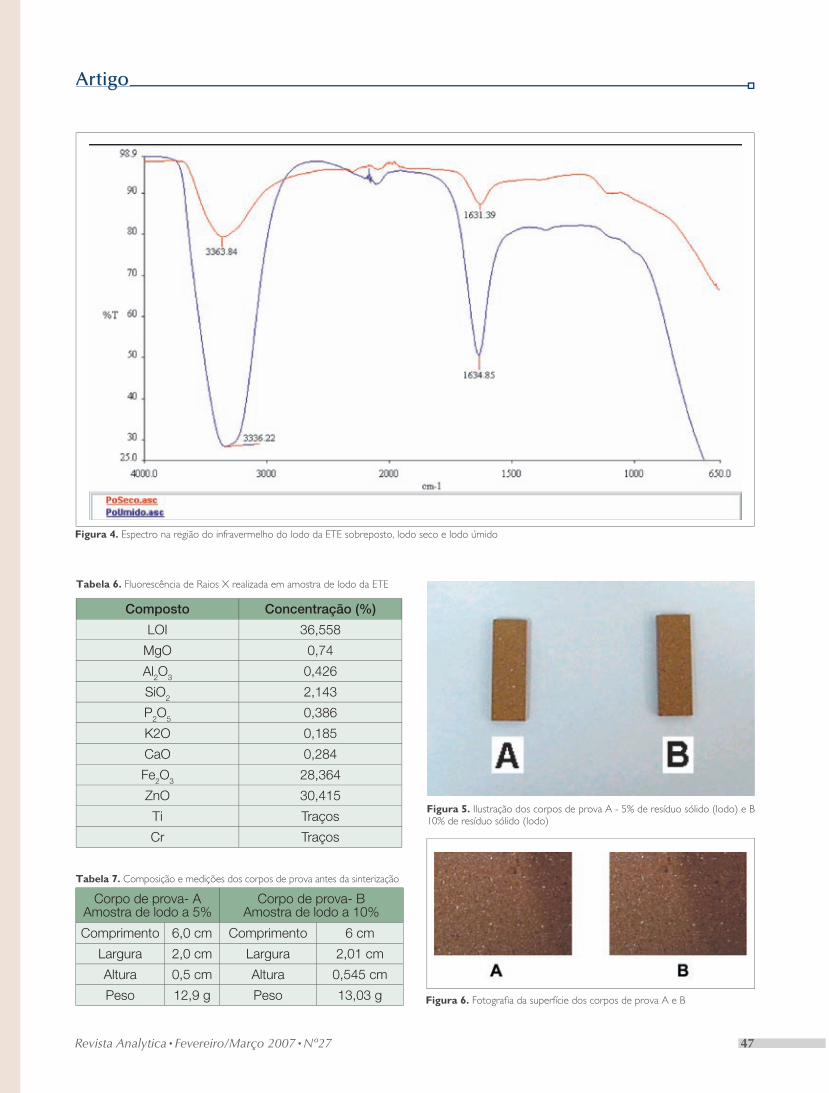
As bandas de C=O provavelmente são referentes a algu-ma contaminação no leito de secagem, uma vez que o efluen-te da empresa A é predominantemente inorgânico. A Figura 4 mostra uma superposição dos espectros das duas amostras de lodo seco e úmido.
Caracterização por fluorescência de raios X
A Tabela 5 mostra os resultados da Fluorescência de Raios X, onde LOI apresenta 36,558% (perda ao fogo), Fe2O3
28,364% e ZnO 30,415%.
Ensaios tecnológicos em corpos de prova
Diferentes proporções de amostra de lodo, 5% e 10%, fo-ram misturadas em dois tipos de argilas utilizadas na indústria cerâmica (10). Os corpos de prova assim preparados foram submetidos a uma temperatura de 900ºC, em um patamar de 1 hora em forno elétrico programável para a faixa de temperatura Figura 1. Curvas TG/DTG e DTA do lodo

Revista Analytica • Fevereiro/Março 2007 • Nº27 57
44 Revista Analytica • Fevereiro/Março 2007 • Nº27
ArtigoArtigo
Tabela 5. Resultado dos ensaios de solubilização, segundo a NBR 10.006:2004
Lama de estação de tratamento (leito de secagem) - Solubilizado
Parâmetro Valor Unidade VMP (*)
Alumínio Total < 0,07 mg/L 0,2 mg/L
Arsênio Total < 0,001 mg/L 0,01 mg/L
Bário Total 0,12 mg/L 0,7 mg/L
Cádmio Total < 0,001 mg/L 0,005 mg/L
Chumbo Total < 0,005 mg/L 0,01 mg/L
Cianetos Totais < 0,05 mg/L 0,07 mg/L
Cloretos 1182 mg/L 250 mg/L
Cobre Total 0,01 mg/L 2,0 mg/L
Cromo Total < 0,03 mg/L 0,05 mg/L
Fenóis 0,003 mg/L 0,01 mg/L
Ferro Total 64 mg/L 0,3 mg/L
Fluoretos 0,7 mg/L 1,5 mg/L
Manganês Total 5,9 mg/L 0,1 mg/L
Surfactantes Aniônicos (MBAS) 0,36 mg/L 0,5 mg/L
Mercúrio Total < 0,001 mg/L 0,001 mg/L
Nitrato 6,8 mg/L 10,0 mg/L
pH 4,47 unidades de pH
Selênio Total < 0,05 mg/L 0,05 mg/L
Prata Total < 0,001 mg/L 0,01 mg/L
Sulfatos 43 mg/L 250,0 mg/L
Sódio Total 214 mg/L 200,0 mg/L
Zinco Total 84 mg/L 5,0 mg/L
Tabela 4. Resultado dos ensaios de Lixiviação, segundo a NBR 10.005/2004
Lama de estação de tratamento (leito de secagem) - Lixiviado - Inorgânicos
Parâmetro Valor Unidade VMP (*)
Arsênio Total < 0,001 mg/L 1,0 mg/L
Bário Total 0,22 mg/L 70,0 mg/L
Cádmio Total < 0,02 mg/L 0,5 mg/L
Chumbo Total < 0,005 mg/L 1,0 mg/L
Cromo Total < 0,2 mg/L 5,0 mg/L
Fluoretos 0,2 mg/L 150,0 mg/L
Teor de sólidos secos 100 %
pH do extrato lixiviado 5,80
tempo total de lixiviação 18 horas
Volume obtido na lixiviação 2000 mL
Mercúrio Total < 0,001 mg/L 0,1 mg/L
Prata Total < 0,05 mg/L 5,0 mg/L
Selênio Total < 0,001 mg/L 1,0 mg/L
Revista Analytica • Fevereiro/Março 2007 • Nº27 45
Figura 2. Espectro na região do infravermelho do lodo seco da ETE
Figura 3. Espectro na região do infravermelho do lodo úmido da ETE
Entreemcontatocomonossodepartamento
depublicidadeparanãodeixarsuaempresadefora:
oupelotelefone(11)3171-2190
Prepare-se!!
No2ºsemestre,aEditoraEskalablançaráo
Guia Analytica 2007/2008.
ArtigoArtigo
Tabela 6. Fluorescência de Raios X realizada em amostra de lodo da ETE
Composto Concentração (%)
LOI 36,558
MgO 0,74
Al2O3 0,426
SiO2 2,143
P2O5 0,386
K2O 0,185
CaO 0,284
Fe2O3 28,364
ZnO 30,415
Ti Traços
Cr Traços
Tabela 7. Composição e medições dos corpos de prova antes da sinterização
Corpo de prova- AAmostra de lodo a 5%
Corpo de prova- BAmostra de lodo a 10%
Comprimento 6,0 cm Comprimento 6 cm
Largura 2,0 cm Largura 2,01 cm
Altura 0,5 cm Altura 0,545 cm
Peso 12,9 g Peso 13,03 g
Figura 5. Ilustração dos corpos de prova A - 5% de resíduo sólido (lodo) e B 10% de resíduo sólido (lodo)
Figura 6. Fotografi a da superfície dos corpos de prova A e B
Figura 4. Espectro na região do infravermelho do lodo da ETE sobreposto, lodo seco e lodo úmido
Revista Analytica • Fevereiro/Março 2007 • Nº27 47
pré-estabelecida. A sinterização foi realizada na temperatura de 900ºC durante 1 hora com uma razão de aquecimento de 10ºC por minuto, utilizou-se forno resistivo EDGA 1200.
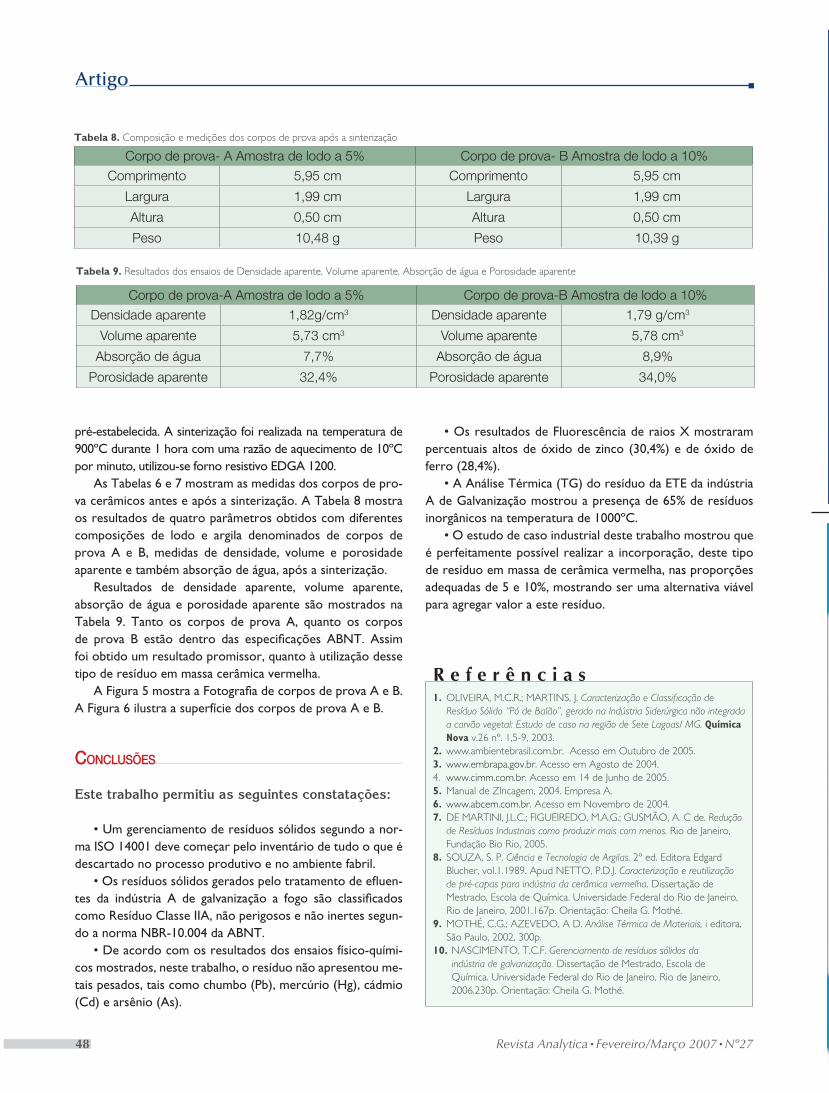
As Tabelas 6 e 7 mostram as medidas dos corpos de pro-va cerâmicos antes e após a sinterização. A Tabela 8 mostra os resultados de quatro parâmetros obtidos com diferentes composições de lodo e argila denominados de corpos de prova A e B, medidas de densidade, volume e porosidade aparente e também absorção de água, após a sinterização.
Resultados de densidade aparente, volume aparente, absorção de água e porosidade aparente são mostrados na Tabela 9. Tanto os corpos de prova A, quanto os corpos de prova B estão dentro das especificações ABNT. Assim foi obtido um resultado promissor, quanto à utilização desse tipo de resíduo em massa cerâmica vermelha.
A Figura 5 mostra a Fotografia de corpos de prova A e B. A Figura 6 ilustra a superfície dos corpos de prova A e B.
ConClusões
Este trabalho permitiu as seguintes constatações:
• Um gerenciamento de resíduos sólidos segundo a nor-ma ISO 14001 deve começar pelo inventário de tudo o que é descartado no processo produtivo e no ambiente fabril.
• Os resíduos sólidos gerados pelo tratamento de efluen-tes da indústria A de galvanização a fogo são classificados como Resíduo Classe IIA, não perigosos e não inertes segun-do a norma NBR-10.004 da ABNT.
• De acordo com os resultados dos ensaios físico-quími-cos mostrados, neste trabalho, o resíduo não apresentou me-tais pesados, tais como chumbo (Pb), mercúrio (Hg), cádmio (Cd) e arsênio (As).
Tabela 8. Composição e medições dos corpos de prova após a sinterização
Corpo de prova- A Amostra de lodo a 5% Corpo de prova- B Amostra de lodo a 10%
Comprimento 5,95 cm Comprimento 5,95 cm
Largura 1,99 cm Largura 1,99 cm
Altura 0,50 cm Altura 0,50 cm
Peso 10,48 g Peso 10,39 g
Tabela 9. Resultados dos ensaios de Densidade aparente, Volume aparente, Absorção de água e Porosidade aparente
Corpo de prova-A Amostra de lodo a 5% Corpo de prova-B Amostra de lodo a 10%
Densidade aparente 1,82g/cm3 Densidade aparente 1,79 g/cm3
Volume aparente 5,73 cm3 Volume aparente 5,78 cm3
Absorção de água 7,7% Absorção de água 8,9%
Porosidade aparente 32,4% Porosidade aparente 34,0%
1. OLIVEIRA, M.C.R.; MARTINS, J. Caracterização e Classificação de Resíduo Sólido “Pó de Balão”, gerado na Indústria Siderúrgica não integrada a carvão vegetal: Estudo de caso na região de Sete Lagoas/ MG. Química Nova v.26 nº. 1,5-9, 2003.2. www.ambientebrasil.com.br. Acesso em Outubro de 2005.3. www.embrapa.gov.br. Acesso em Agosto de 2004.4. www.cimm.com.br. Acesso em 14 de Junho de 2005.5. Manual de zIncagem, 2004. Empresa A.6. www.abcem.com.br. Acesso em Novembro de 2004.7. DE MARTINI, J.L.C.; FIGUEIREDO, M.A.G.; GUSMÃO, A. C de. Redução de Resíduos Industriais como produzir mais com menos. Rio de Janeiro, Fundação Bio Rio, 2005.8. SOUzA, S. P. Ciência e Tecnologia de Argilas. 2º ed. Editora Edgard Blucher, vol.1.1989. Apud NETTO, P.D.J. Caracterização e reutilização de pré-capas para indústria da cerâmica vermelha. Dissertação de Mestrado, Escola de Química. Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2001.167p. Orientação: Cheila G. Mothé.9. MOTHÉ, C.G.; AzEVEDO, A D. Análise Térmica de Materiais, i editora, São Paulo, 2002, 300p.10. NASCIMENTO, T.C.F. Gerenciamento de resíduos sólidos da indústria de galvanização. Dissertação de Mestrado, Escola de Química. Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2006.230p. Orientação: Cheila G. Mothé.
R e f e r ê n c i a s
• Os resultados de Fluorescência de raios X mostraram percentuais altos de óxido de zinco (30,4%) e de óxido de ferro (28,4%).
• A Análise Térmica (TG) do resíduo da ETE da indústria A de Galvanização mostrou a presença de 65% de resíduos inorgânicos na temperatura de 1000ºC.
• O estudo de caso industrial deste trabalho mostrou que é perfeitamente possível realizar a incorporação, deste tipo de resíduo em massa de cerâmica vermelha, nas proporções adequadas de 5 e 10%, mostrando ser uma alternativa viável para agregar valor a este resíduo.
48 Revista Analytica • Fevereiro/Março 2007 • Nº27
ArtigoArtigo