
2.2 KAYNAKLI BİRLEİMLERw3.balikesir.edu.tr/~kturker/Download/CY_I_ders_6.pdfBAÜ MÜH. FAK....
11
BAÜ MÜH. FAK. İNŞAAT MÜ H. BL. ÇELİK YAPILAR-I DERS NOTLARI Dr. Kaan TÜRKER 6.HAFTA (2019) 1 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri bulunmakla birlikte, yapısal sistem elemanlarının kaynakları için elektrik arkı kullanılarak yapılan ergitme kaynakları kullanılır. Eritme kaynakları : Esas metal olarak adlandırılan parçaların kaynaklanacak kısımları ve kaynak metali olarak adlandırılan ilave alaşım (kaynak teli, kaynak elektrodu) erime derecesine (3000 o -6000 o ) ısıtılır ve üç parçanın kaynaşması sağlanır. Bu bölgenin soğuması ile birleşim sağlanmış olur. Kaynak için kullanılan kaynak metali de çelik alaşımdan oluşur ve dayanımı birleştirilen parçaların dayanımına eşit veya daha yüksektir. Eritme ısısı için elektrik arkından yararlanılır. Elektrik arkı ile kaynak için elektrod veya kaynak teli, elektrod maşası, kaynak makinesi, kablo ve bağlantı maşası gibi bileşenler kullanılır. Uygulanışı : Elektrod (tel), maşa ve bir kablo ile kaynak makinesinin (-) kutbuna bağlanır. Kaynaklanacak parçalar da bağlantı maşası ve bir kablo ile kaynak makinesinin (+) kutbuna bağlanır. Elektrodun ucu kaynaklanacak bölgeye yaklaştırılınca, elektrod ile kaynaklanacak parçalar arasında bir elektrik arkı meydana gelir. Bu arkın doğurduğu yüksek ısı ( 4000 o C) etkisiyle parçaların kenarları ve elektrodun ucu erime durumuna gelir. Elektrodun ucunda oluşan metal damlaları, yerçekimi ve zıt kutuplar arası elektron akımı etkisiyle kaynak derzini doldurur. Böylece parçalar arasında oluşan kaynak dikişi ile birleşim sağlanmış olur. Ergitme kaynağı şematik gösterimi ( Standart elektrod kaynağı) Esas metaller Kaynak metali Üç metalin kaynaşması
Transcript of 2.2 KAYNAKLI BİRLEİMLERw3.balikesir.edu.tr/~kturker/Download/CY_I_ders_6.pdfBAÜ MÜH. FAK....

BAÜ MÜH. FAK. İNŞAAT MÜ H. BL. ÇELİK YAPILAR-I DERS NOTLARI Dr. Kaan TÜRKER 6.HAFTA (2019)
1
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir.
Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri bulunmakla birlikte, yapısal sistem elemanlarının kaynakları için elektrik arkı kullanılarak yapılan ergitme kaynakları kullanılır. Eritme kaynakları : Esas metal olarak adlandırılan parçaların kaynaklanacak kısımları ve kaynak metali olarak adlandırılan ilave alaşım (kaynak teli, kaynak elektrodu) erime derecesine (3000o-6000o) ısıtılır ve üç parçanın kaynaşması sağlanır. Bu bölgenin soğuması ile birleşim sağlanmış olur. Kaynak için kullanılan kaynak metali de çelik alaşımdan oluşur ve dayanımı birleştirilen parçaların dayanımına eşit veya daha yüksektir.
Eritme ısısı için elektrik arkından yararlanılır. Elektrik arkı ile kaynak için elektrod veya kaynak teli, elektrod maşası, kaynak makinesi, kablo ve bağlantı maşası gibi bileşenler kullanılır. Uygulanışı :
Elektrod (tel), maşa ve bir kablo ile kaynak makinesinin (-) kutbuna bağlanır. Kaynaklanacak parçalar da bağlantı maşası ve bir kablo ile kaynak makinesinin (+) kutbuna
bağlanır. Elektrodun ucu kaynaklanacak bölgeye yaklaştırılınca, elektrod ile kaynaklanacak parçalar
arasında bir elektrik arkı meydana gelir. Bu arkın doğurduğu yüksek ısı ( 4000o C) etkisiyle parçaların kenarları ve elektrodun ucu erime durumuna gelir.
Elektrodun ucunda oluşan metal damlaları, yerçekimi ve zıt kutuplar arası elektron akımı etkisiyle kaynak derzini doldurur. Böylece parçalar arasında oluşan kaynak dikişi ile birleşim sağlanmış olur.
Ergitme kaynağı şematik gösterimi ( Standart elektrod kaynağı)
Esas metaller
Kaynak metali
Üç metalin kaynaşması

BAÜ MÜH. FAK. İNŞAAT MÜ H. BL. ÇELİK YAPILAR-I DERS NOTLARI Dr. Kaan TÜRKER 6.HAFTA (2019)
2
Elektrik arkı kaynakları aşağıda belirtildiği gibi farklı teknikler kullanılarak yapılabilmektedir. Standart ark kaynağındaki kaynak kalitesini arttırmak amacıyla diğer teknikler kullanılmaktadır. Özellikle gaz altı ve toz altı kaynakları için özel ekipmanlara ihtiyaç duyulmakta bu nedenle çoğunlukla fabrika (atölye) koşullarında yapılmaktadır.
1) Standart Elektrik Arkı Kaynağı (Elektrod Kaynağı) 2) Özlü Elektrodlu Elektrik Arkı Kaynağı 3) Gaz altı Elektrik Arkı Kaynağı 4) Toz altı Elektrik Arkı Kaynağı
Gaz altı Elektrik Arkı Kaynağı Ekipmanları Toz altı Elektrik Arkı Kaynağı Ekipmanları
KAYNAK TÜRLERİ
Yapısal sistemlerde kullanılan kaynaklar yük taşıma mekanizması ve uygulama şekilleri bakımından genel olarak üç ana gruba ayrılmaktadır. Bu kaynaklar bir birleşim içerisinde birlikte de kullanılabilir. Bu durumda her biri için ayrı hesap yapılır. Kaynaklar ile ilgili teknik şartlar TS EN 1090-2 (2008) şartnamesinde verilmiştir. a) Küt kaynaklar b) Köşe kaynaklar c) Dairesel ve oval dolgu kaynaklar a) Küt kaynaklar: Genellikle aynı düzlemde bulunan iki elemanı birleştiren kaynaklar küt kaynak olarak isimlendirilir. Ancak, iki farklı düzlemde bulunan elemanlarda da küt kaynak uygulaması yapılabilir.
Küt kaynak iç yapısı
Küt kaynak
Küt kaynak örneği

BAÜ MÜH. FAK. İNŞAAT MÜ H. BL. ÇELİK YAPILAR-I DERS NOTLARI Dr. Kaan TÜRKER 6.HAFTA (2019)
3
b) Köşe Kaynaklar: İki çelik elemanı aralarındaki açı 60o -120o olacak şekilde birleştirilen kaynaklar köşe kaynak olarak isimlendirilir. İki eleman arasındaki 60o den küçük olursa kaynaklar kısmi penetrasyonlu (nüfuziyetli) küt kaynak olarak değerlendirilir.
c) Dairesel ve oval dolgu kaynaklar: Birleşim elemanlarında bırakılan dairesel veya oval deliklere dolgu yapmak suretiyle birleşim sağlayan kaynaklardır. Bu tür kaynakların kullanımı kısıtlıdır. Bindirmeli birleşimlerde ve çok parçalı yapma elemanların birleşimlerinde parçaların ayrılmasını ve burkulmasını önlemek amacıyla kullanılabilir.
Köşe kaynak iç yapısı
Köşe kaynak
Köşe kaynak örneği
Dairesel dolgu kaynak
Oval dolgu kaynak
Dairesel dolgu kaynak örneği

BAÜ MÜH. FAK. İNŞAAT MÜ H. BL. ÇELİK YAPILAR-I DERS NOTLARI Dr. Kaan TÜRKER 6.HAFTA (2019)
4
KÜT KAYNAKLARIN ÖZELLİKLERİ
Küt kaynaklar levha kalınlıklarına bağlı olarak çeşitli şekillerde yapılmakta ve kaynağın birleştirilen elemanlara nüfuziyetine bağlı olarak ikiye ayrılmaktadır. i) Tam penetrasyonlu küt kaynak : Elemanlar tüm kalınlık boyunca bağlanır.
ii) Kısmi penetrasyonlu küt kaynak : Elemanların kalınlığının belirli bir kısmı bağlanır.
Tam penetrasyonlu küt kaynaklar, ilgili şartname kurallarına uygun yapıldığında dayanımları esas metallerden fazla olduğu için hesapla doğrulanmasına gerek yoktur. Ancak esas metalde gerekli kontroller yapılmalıdır.
Kısmi penetrasyonlu küt kaynakların ise hesapla doğrulanması gerekmektedir.
Küt kaynak için esas metallerde kaynak ağzı adı verilen hazırlık yapılır. Kaynak ağzı olarak hazırlanan şekiller küt kaynak tipini (adını) belirler. Yaygın bazı küt kaynak tipleri aşağıda gösterilmiştir.
Küt kaynakda etkin kalınlık, uzunluk ve alan
Tam penetrasyonlu küt kaynak
Kısmi penetrasyonlu küt kaynak
½ V küt kaynağı V küt kaynağı
I tipi I/2 V tipi K tipi
V tipi X tipi J tipi
2 adet J tipi U tipi 2 U tipi

BAÜ MÜH. FAK. İNŞAAT MÜ H. BL. ÇELİK YAPILAR-I DERS NOTLARI Dr. Kaan TÜRKER 6.HAFTA (2019)
5
Tam penetrasyonlu küt kaynakda etkin kalınlık:
a= tmin tmin = en ince levha kalınlığıdır
t1 < t2 a= t1
Kısmi penetrasyonlu küt kaynakda etkin kalınlık :
Kısmi penetrasyonlu küt kaynak kalınlığı aşağıdaki Tablo 13.1 e göre belirlenir. Kalınlıklar Tablo 13.3 de verilen değerlerden az olamaz. Eğrisel yüzeyli elemanların küt kaynakları için kalınlık Yönetmelikte (ÇYTYK-2016) verilen özel kurallar ile belirlenir.
h h
a = h a = h-3mm

BAÜ MÜH. FAK. İNŞAAT MÜ H. BL. ÇELİK YAPILAR-I DERS NOTLARI Dr. Kaan TÜRKER 6.HAFTA (2019)
6
Kaynak atalet momenti :
12
)L(aI
3
e
wx
Kaynak mukavemet momenti :
6
)L(aW
2
e
wx
Küt kaynakta etkin uzunluk (Le) : Uygulanan kaynağın uzunluğuna eşittir.
Küt kaynakta etkin alan Awe : Etkin kaynak uzunluğu ile kalınlığın çarpımına eşittir. Birleşimdeki tüm kaynak uzunlukları için ayrı ayrı hesaplanıp toplanır.
Awe = a*Le
Gerektiği durumlarda kaynaklardaki gerilmeleri hesaplamak amacıyla aynı kaynak alanının atalet momenti, mukavemet momenti gibi büyüklüklerde kullanılabilir.
Le
P
a
Le x x
Kaynak kesiti

BAÜ MÜH. FAK. İNŞAAT MÜ H. BL. ÇELİK YAPILAR-I DERS NOTLARI Dr. Kaan TÜRKER 6.HAFTA (2019)
7
KÖŞE KAYNAKLARIN ÖZELLİKLERİ
Köşe kaynaklar genellikle kaynak ağzı hazırlığı yapılmadan uygulanır. Aşağıda gösterildiği gibi iki taraftan veya tek taraftan kaynak yapılabilir. Köşe kaynak üçgen sembolü ile gösterilir.
Küt kaynakda etkin kalınlık, uzunluk ve alan
Köşe kaynakda etkin kalınlık : Köşe kaynağında etkin kalınlık (a) olarak, kaynak en kesitlerinin içine çizildiği düşünülen ikizkenar üçgenin yüksekliği esas alınmaktadır. Köşe kaynaklarda etkin kaynak kalınlığı (a)
Köşe kaynakların minimum kalınlıkları Yönetmelikte (ÇYTYK-2016) verilen aşağıdaki koşulları sağlamalıdır.
Köşe kaynak kalınlıkları ayrıca t eleman kalınlığı olmak üzere aşağıdaki koşulu da
sağlamadır. t ≤ 6 mm ise amax = 0.7*t t > 6 mm ise amax = 0.7*(t - 2mm)
(a = 0.707 b)
BAÜ MÜH. FAK. İNŞAAT MÜ H. BL. ÇELİK YAPILAR-I DERS NOTLARI Dr. Kaan TÜRKER 6.HAFTA (2019)
8
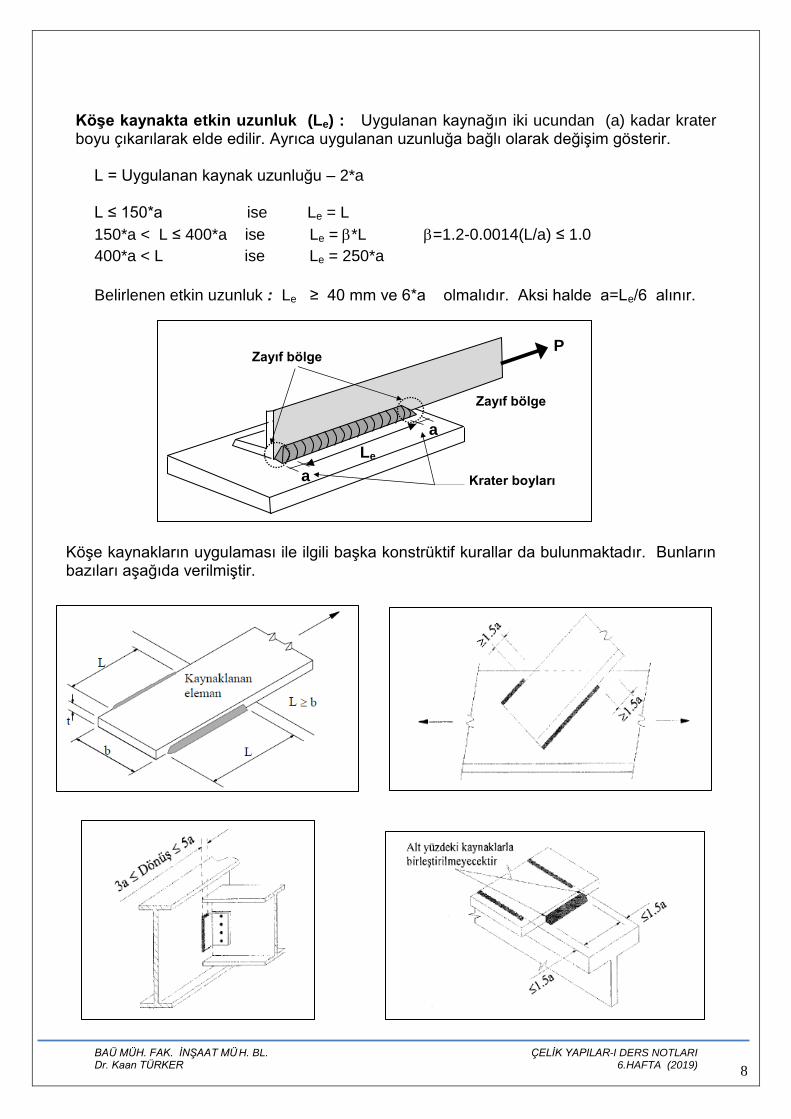
Köşe kaynakta etkin uzunluk (Le) : Uygulanan kaynağın iki ucundan (a) kadar krater boyu çıkarılarak elde edilir. Ayrıca uygulanan uzunluğa bağlı olarak değişim gösterir.
L = Uygulanan kaynak uzunluğu – 2*a L ≤ 150*a ise Le = L
150*a < L ≤ 400*a ise Le = *L =1.2-0.0014(L/a) ≤ 1.0
400*a < L ise Le = 250*a
Belirlenen etkin uzunluk : Le ≥ 40 mm ve 6*a olmalıdır. Aksi halde a=Le/6 alınır.
Köşe kaynakların uygulaması ile ilgili başka konstrüktif kurallar da bulunmaktadır. Bunların bazıları aşağıda verilmiştir.
a
a
Krater boyları
P
Zayıf bölge
Zayıf bölge
Le

BAÜ MÜH. FAK. İNŞAAT MÜ H. BL. ÇELİK YAPILAR-I DERS NOTLARI Dr. Kaan TÜRKER 6.HAFTA (2019)
9
Köşe kaynakta etkin alan Awe : Etkin kaynak uzunluğu ile kalınlığın çarpımına eşittir. Birleşimdeki tüm kaynak uzunlukları için ayrı ayrı hesaplanıp toplanır.
Awe = a*Le
KAYNAKLARDA HESAP ESASLARI
Kaynaklı birleşimlerin karakteristik dayanımları, yükleme şekline bağlı olarak kaynaklarda oluşacak kopma, ezilme ve kayma sınır durumlarına bağlı olarak belirlenir. Kaynak için yapılan sınır durum kontrolünün birleştirilen esas metaller için de yapılması gerekmektedir. Bu bölümde sadece kaynak karakteristik dayanımları anlatılmıştır, esas metal karakteristik dayanımları elemanların tasarımı bölümünde (3. Bölüm) anlatılacaktır. Awe etkin kaynak alanına sahip kaynaklı birleşimin karakteristik dayanımı Rnw aşağıdaki bağıntı ile hesaplanır.
Rnw = Fnw * Awe
Fnw : Kaynak metali karakteristik gerilmesidir. Tüm kaynak türleri için aşağıdaki ifade ile belirlenir.
Fnw = 0.60 *FE
FE : Kaynak metali karakteristik çekme dayanımıdır.
Kaynak metali özelliklerinin içeren TS EN ISO 2560’dan alınır. Kaynak Metalleri için Mukavemet özellikleri
Kaynaklı birleşimin tasarım dayanımı = * Rnw ifadesi ile belirlenir.
katsayısı kaynak türüne ve etkiye kuvvete bağlı olarak Yönetmelikten (ÇYTYK-2016) alınır.
Sınıflandırma
Çekme mukavemeti
(FE) N/mm2
Akma mukavemeti
N/mm2
Uzama
%
E4320 430 330 20
E4324 430 330 16
E4327 430 330 20
E4340 430 330 20
E4918 490 400 20
E4918-1 490 400 20
E4919 490 400 20
E5516-N3 550 460 17
E5516-3N3 550 460 17
E5518-N3 550 460 17

BAÜ MÜH. FAK. İNŞAAT MÜ H. BL. ÇELİK YAPILAR-I DERS NOTLARI Dr. Kaan TÜRKER 6.HAFTA (2019)
10
Köşe kaynağın kesme kuvveti dışındaki yüklemelerde karakteristik dayanımı
Kaynak ekseni ile belirli bir açı yaparak ağırlık merkezine etkiyen kuvvet durumunda ;
Kaynak metali karakteristik gerilmesi : Fnw = 0.60*FE *(1+0.5*sin1.5 )
P
IPE
A
A
A-A Kesiti

BAÜ MÜH. FAK. İNŞAAT MÜ H. BL. ÇELİK YAPILAR-I DERS NOTLARI Dr. Kaan TÜRKER 6.HAFTA (2019)
11
Kuvvetin eksenine dik ve paralel etkidiği kaynak grubu olması durumunda;
Kaynak metali karakteristik dayanımı aşağıdaki değerlerin büyüğü olarak alınır. Rnw = Rnwl + Rnwt
Rnw = 0.85*Rnwl + 1.5*Rnwt
Rnwl : Eksene paralel yük etkisindeki köşe kaynakların toplam karakteristik dayanımı
Rnwt : Eksene dik yük etkisindeki köşe kaynakların toplam karakteristik dayanımı
P
Kesit
Rnwl Rnwt

















![CY-II Ders-6.ppt [Uyumluluk Modu]w3.balikesir.edu.tr/~kturker/Download/CY-II_Ders-6.pdf · Engineering Monograph No:27, Moments and Reactions for rectangular plates, W.T. Moody, 1990.](https://static.fdocument.pub/doc/165x107/5b04d30f7f8b9a2e228e698e/cy-ii-ders-6ppt-uyumluluk-moduw3-kturkerdownloadcy-iiders-6pdfengineering.jpg)