
2) 멜섹Q PLC의 구성
300
1주차 순수공압 복습
Transcript of 2) 멜섹Q PLC의 구성

1주차
순수공압 복습



• 자동화(Automation) : 자동화는 시스템 전체의 통합적인 의미이고, 자동제
어는 제어방식의 각각을 지칭할 때 사용하는 개별적인 개념이나, 통상 혼합해서
쓰고 있다.
어원 : 자동 Automatic(Acting of Itself) + 작동 Operation의 합성어
• 제어(Control) : 최종 목표로 하는 동작결과를 얻기 위하여 물리계에 필요
조작을 가하는 것
• 자동제어(Automatic Control) : 최종 목표로 하는 동작결과를 얻기 위하여
물리계에 사람 대신 기계나 장치를 통해 자동으로 조작하는 제어
많은 산업현장에서 자동화가 급속도로 이루어지고 있으며, 이러한 자동화에 있어 PLC가
중요한 역할을 하고 있습니다.
PLC 학습에 앞서 자동화의 전반적인 개념을 알아보도록 하겠습니다.
15
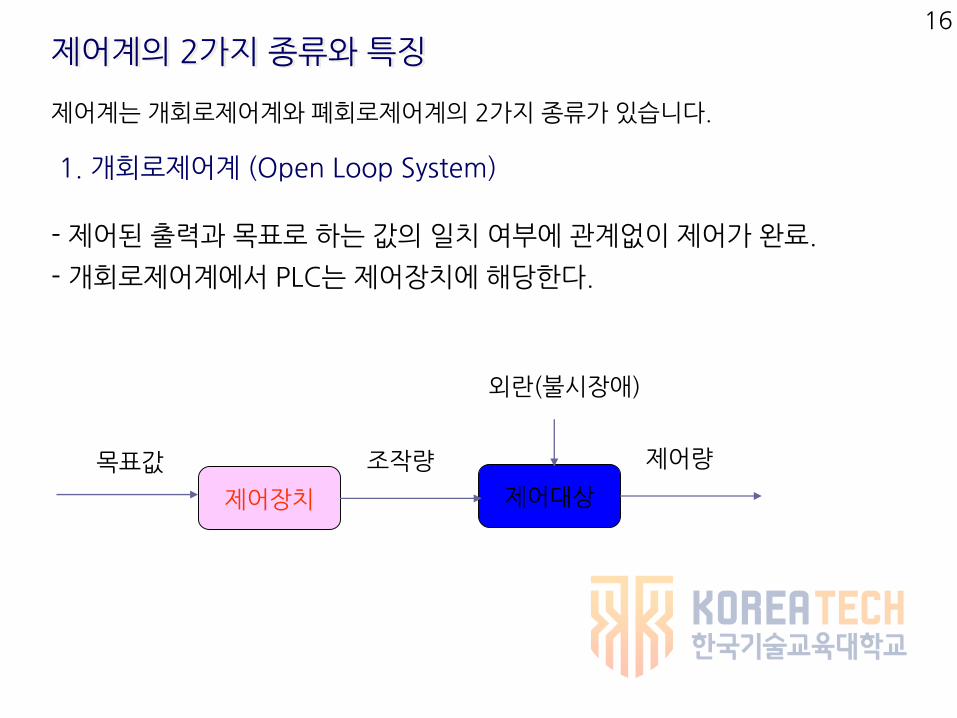
제어계는 개회로제어계와 폐회로제어계의 2가지 종류가 있습니다.
- 제어된 출력과 목표로 하는 값의 일치 여부에 관계없이 제어가 완료.
- 개회로제어계에서 PLC는 제어장치에 해당한다.
제어장치 제어대상
목표값 조작량 제어량
외란(불시장애)
1. 개회로제어계 (Open Loop System)
제어계의 2가지 종류와 특징16

개회로제어계의 적용 사례
세탁기의 경우, 사용자에 의해 세척시간이 설정되면, 설정시간동안 세탁
한 후 세탁물의 세척상태에 관계없이 동작을 완료합니다.
• 기타 사용 예 : 자동포장기, 자동인쇄기, 자동판매기, 전기밥솥, 자동엘리베
이터, 자동절단기 등
16
- 제어계의 제어량과 목표값의 일치여부를 비교하여, 그 차이를 귀환경로를 통해 피드백시키고, 비교기를 통해 두 값을 비교하여 제어량과 목표값이 일치할 때까지 제어를 계속하는 제어계이다, 즉, 개회로제어계에 귀환경로(검출부)가 추가된 것이다.
-개회로제어계에 비해 제어량에 대한 신뢰성이 높다.
- 폐회로제어계에서 PLC는 협의의 의미로 제어요소에 해당하고, 광의의 의미로는폐회로제어의 역할을 하는 특수카드를 포함한 제어장치에 해당한다.
2. 폐회로제어계 (Closed Loop System)
19

21

폐회로제어계의 적용 사례
- 자동속도제어전동기는 기준전압 es에 의해 항상 일정속도를 유지함
- 회전각속도 ω가 변하면 속도 발전기의 출력전압 e0가 변하고 기준전압 es와의 차
전압인 제어전압 ec( = e0 - es)가 변하는데, 이 전압이 증폭기를 통해 전동기에 가해
짐으로서 전동기는 항상 일정한 속도를 유지하게 됨
• 사용 예 : 프로세스제어, 자동조정, 서어보메카니즘제어, 추종제어 등
21
공장 자동화(Factory Automation)란?
공장자동화를 위해 공압제어는 왜 필요한
가?

구분 제어방식 유압 방식 공압 방식 전기, 전자방식
구
동
계
직선운동 용이 용이 곤란(기계장치부가요)
회전운동 약간 곤란 약간 곤란 용이
구동력 중 ~ 극대 소 ~ 중 소 ~ 대
구동력의 조정 용이 용이 곤란(부가장치필요)
구동 속도 저 ~ 중 저 ~ 대 중 ~고
속도의 조정 아주 용이 용이 용이(인버터)
속도의 안정성 양호 저속에선 불안정 양호(인버터)
구조 약간 복잡 간단 약간 복잡
과부하의 대처 약간 용이 용이 곤란
응답성 양호 양호 아주 양호
정착의 자유도 대 아주 큼 중
정전 대책 가능 가능 곤란(비상발전설비)
보수 약간 복잡 간단 기술을 요함
에너지 축적 Accumulator 공기 탱크 축전기
출력 용량 매우 높음 보통 보통
동력 운송 거리 100m 10000m 거의 무제한
동력원 입수 약간 곤란 약간 용이 용이
에너지 비용 높음 매우 높음 저렴
30

구분 제어방식 유압 방식 공압 방식 전기, 전자방식
구동계
위치 제어 우수 곤란 우수(인버터)
소음 약간 큼 큼 작음
외부 누설 오염 위험 안전 감전 사고
부하 용량 저속 고부하 고속 중부하 고속 경중부하
제어부
신호의 변환 약간 곤란 용이 아주 용이
연산의 종류 소 중 아주 많음
연산의 속도 중 중 아주 큼
연산 방식 아날로그 디지털/아날로그 디지털/아날로그
방폭성 양호 아주 양호 특별 대책 필요
온도의 영향 중 소 대
습도의 영향 소 드레인에 주의 대
내 진동성 보통 보통 나쁨
제어의 자유도 소 대 아주 큼
검출의 종류 소 중 아주 큼
30

기 준 제어방식 유압식(굴삭기) 공압식(공압모터) 전기식(전기모터)
제어 마력 1/2 ~ 수백마력 수십 마력 50마력이하
적용부하용량고속 , 중 부하 (수ton)
고속, 중간부하(500Kg이하)
저속 , 경부하 (100Kg이하)
고유진동수
(계의강성)100 ~ 1000Hz 1 ~ 10Hz 10 ~ 100Hz
응답성토크 관성비가크고
고속 응답성
빠르게응답하나
제어 정밀도가나쁨
서보 전동기로개량
토크 관성비 1/10
비용 고가 저가 고가
수명과신뢰성보수와점검 용이,
비교적장수명보통
IC의 반영구적수명으로 신뢰성향상
제어방식의 선정기준30
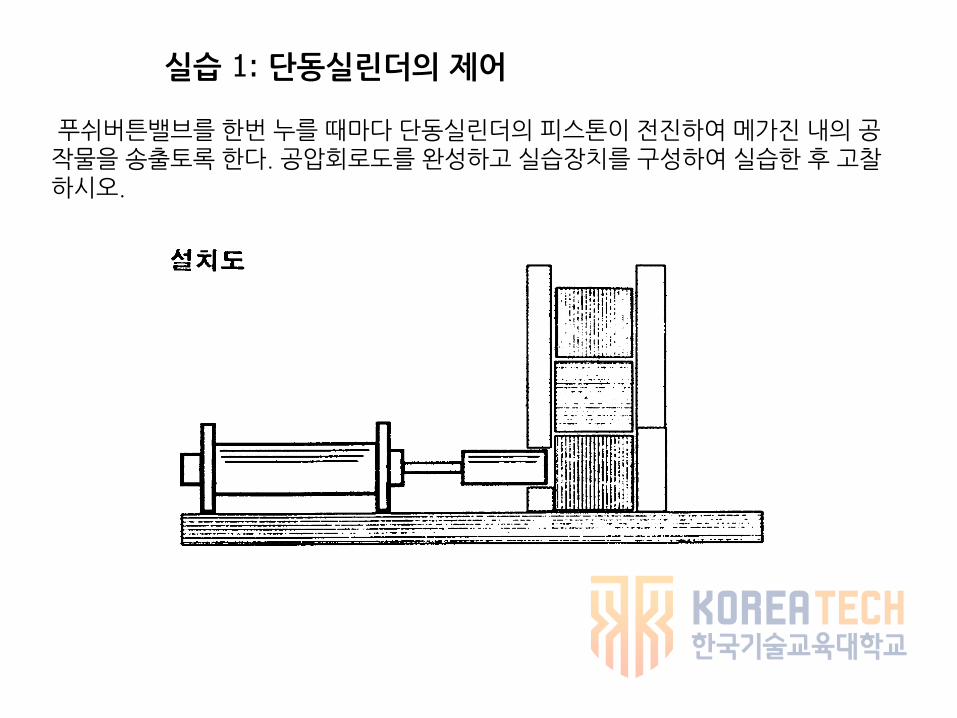
실습 1: 단동실린더의 제어
푸쉬버튼밸브를 한번 누를 때마다 단동실린더의 피스톤이 전진하여 메가진 내의 공작물을 송출토록 한다. 공압회로도를 완성하고 실습장치를 구성하여 실습한 후 고찰하시오.
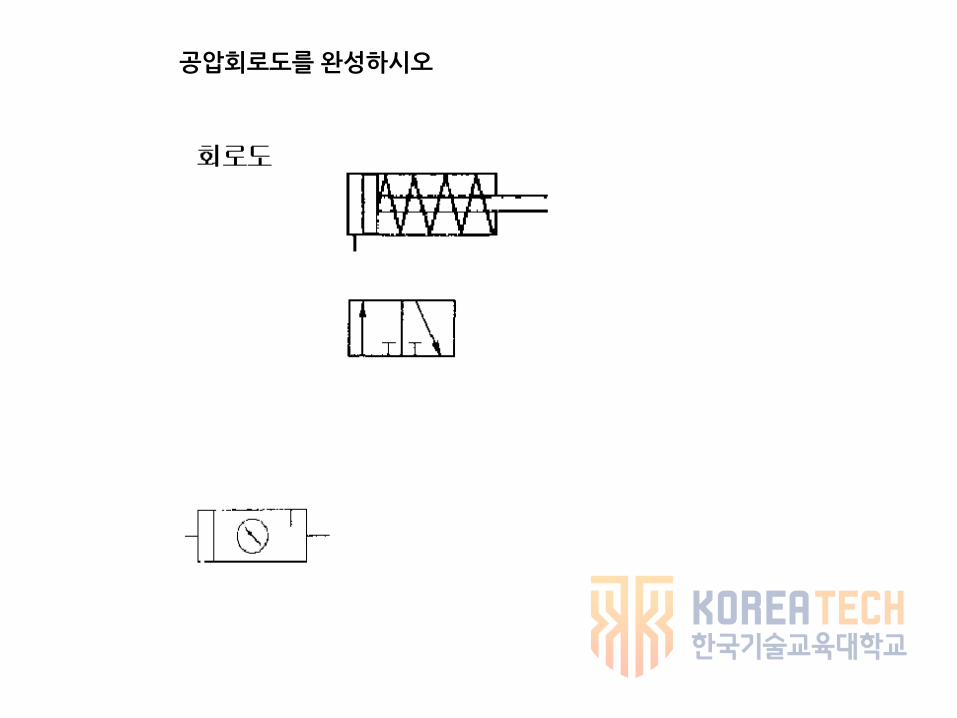
공압회로도를 완성하시오
고찰
• 단동실린더를 사용하는 이유 3가지를 쓰시오.• 밸브 포트에 붙여진 번호는 무엇을 의미하는가?• 밸브에서 초기위치란?• 밸브의 3가지 종류?• 일의 3요소는 각각 무엇인가?• 공압분배기에서 체크밸브의 용도는?• 에어필터가 중요한 이유는?• 압력조정기의 작동원리를 설명하시오.• 윤활기의 용도? 작동원리?• 서비스유닛을 구성하는 3가지는? 각각의 그림기호는 무
엇을 의미하는가?• 푸쉬버튼을 눌렀다가 바로 해제하면 피스톤은 끝까지
전진하는가?
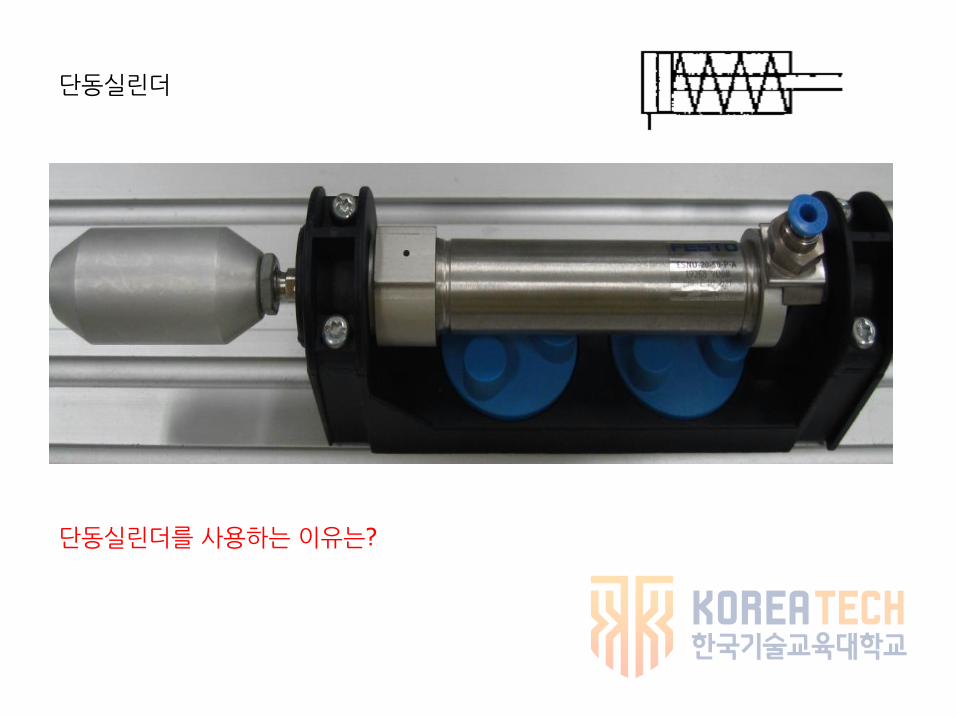
단동실린더를 사용하는 이유는?
단동실린더

푸쉬버튼밸브

plunger
disk
packing
return spring
3/2 방향제어밸브(기계식)
Normal Closed Type

공압밸브에서 숫자표시는 어떤 의미?

공압분배기 (Air Distributor)
Main
Check valve

논-리턴(체크)밸브
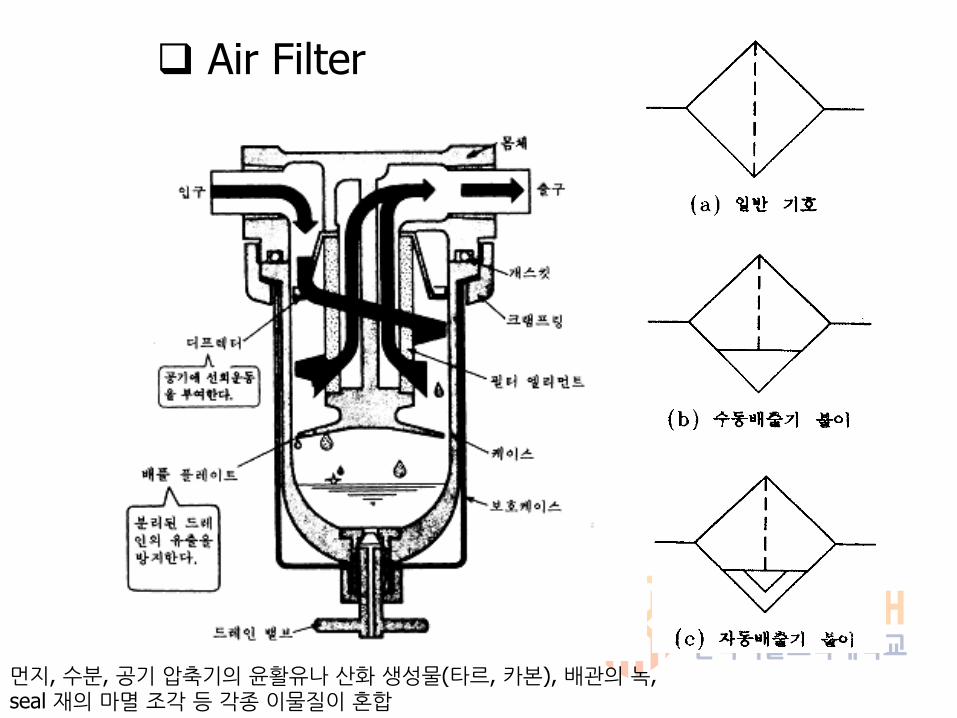
Air Filter
먼지, 수분, 공기 압축기의 윤활유나 산화 생성물(타르, 카본), 배관의 녹, seal 재의 마멸 조각 등 각종 이물질이 혼합

압력조정기(Regulator)

윤활기(Lubricator)
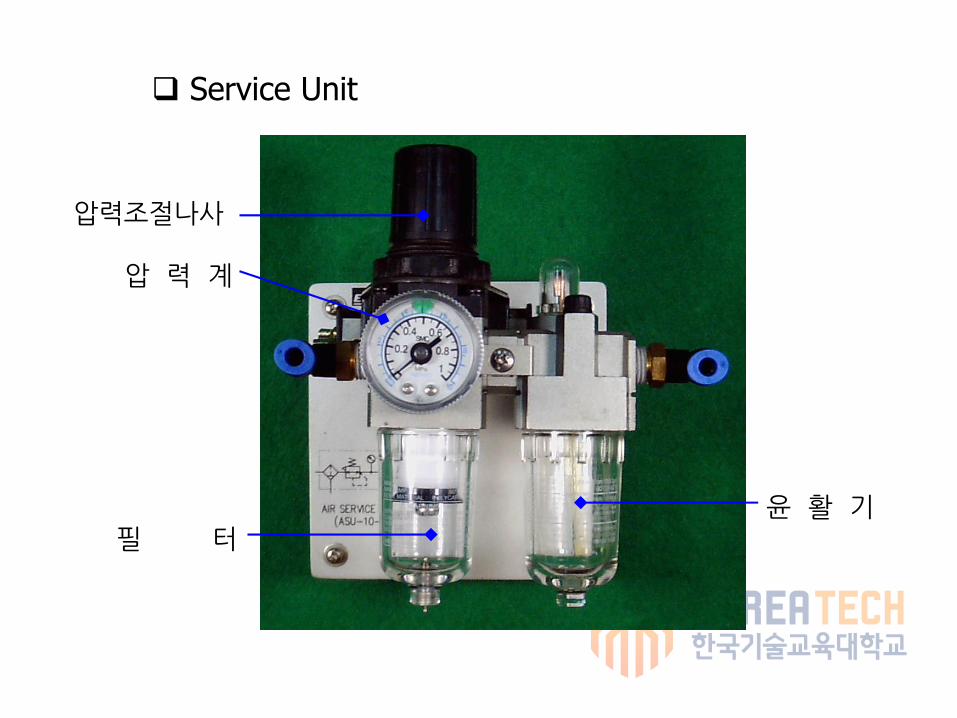
Service Unit
압력조절나사
필 터
압 력 계
윤 활 기
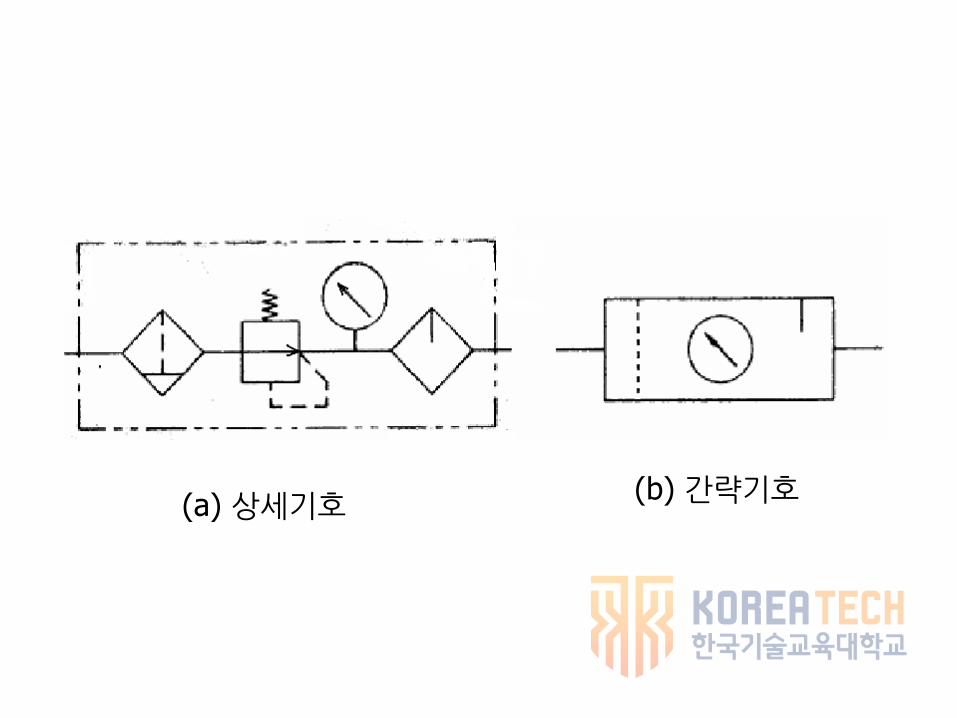
(a) 상세기호(b) 간략기호
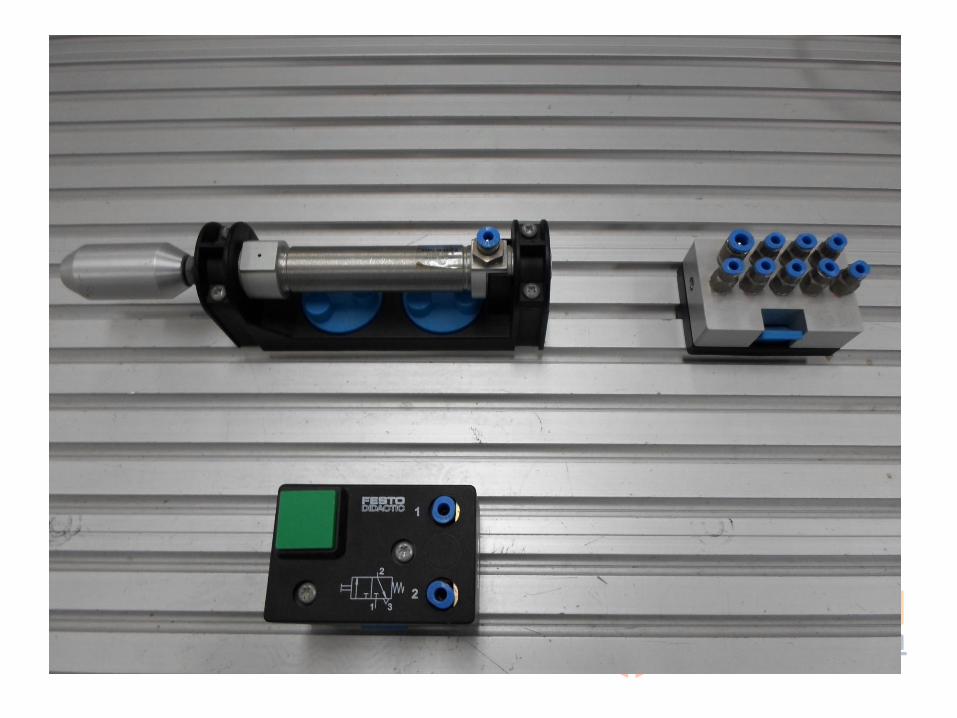

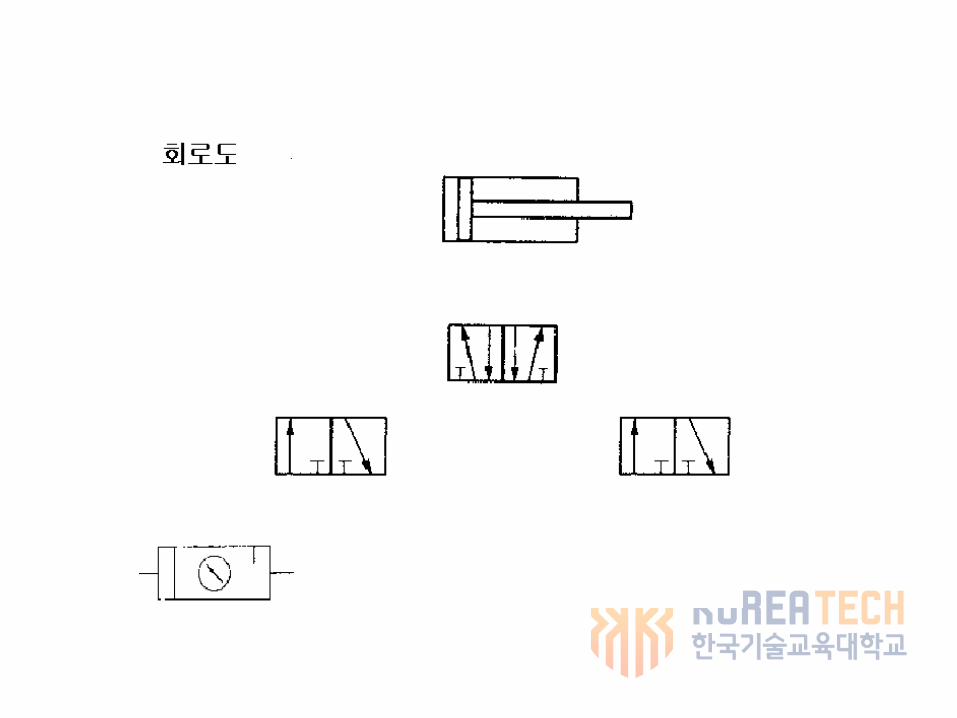
실습2: 복동실린더의 제어
복동실린더의 장점과 단점?
전진용 푸쉬버튼밸브를 순간조작할 때 복동실린더의 피스톤이 끝까지 전진하고, 후진용 푸쉬버튼밸브를 순간조작할 때 복동실린더의 피스톤이 끝까지 후진하도록 공압회로도를 완성하고 실습장치를 구성하여 실습한 후 고찰하시오.
고찰
• 복동실린더를 사용하는 이유?
• “순간조작”이란?
• 이 회로에서 푸쉬버튼을 순간조작할 때 피스톤이 끝까지 동작하는 이유는?
• 밸브에서 “포트”와 “위치”란?
• 메모리밸브의 3가지 특징은?
• 메모리밸브에서 메모리되는 원리는?
• Flip-flop의 원리는?
• “파일럿 작동” 무엇인가?
• 메모리밸브에 가해지는 입력과 출력을 표시하시오.
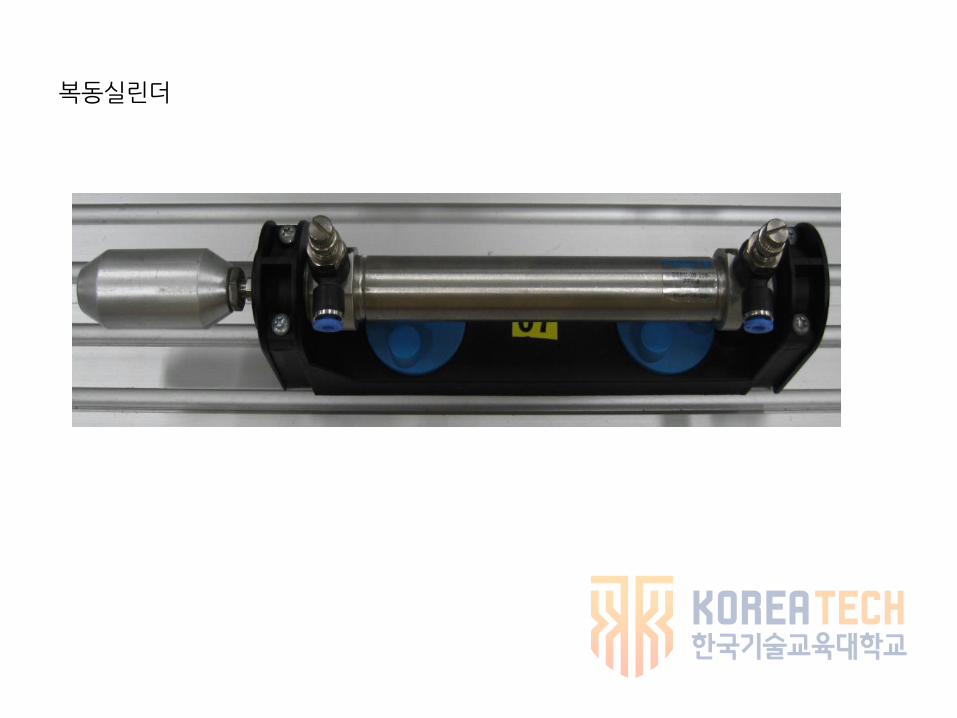
복동실린더

푸쉬버튼밸브(푸쉬버튼으로 조작되는 3포트 2위치 방향제어밸브)

파일럿 작동되는 5포트 2위치 방향제어밸브 (메모리밸브)
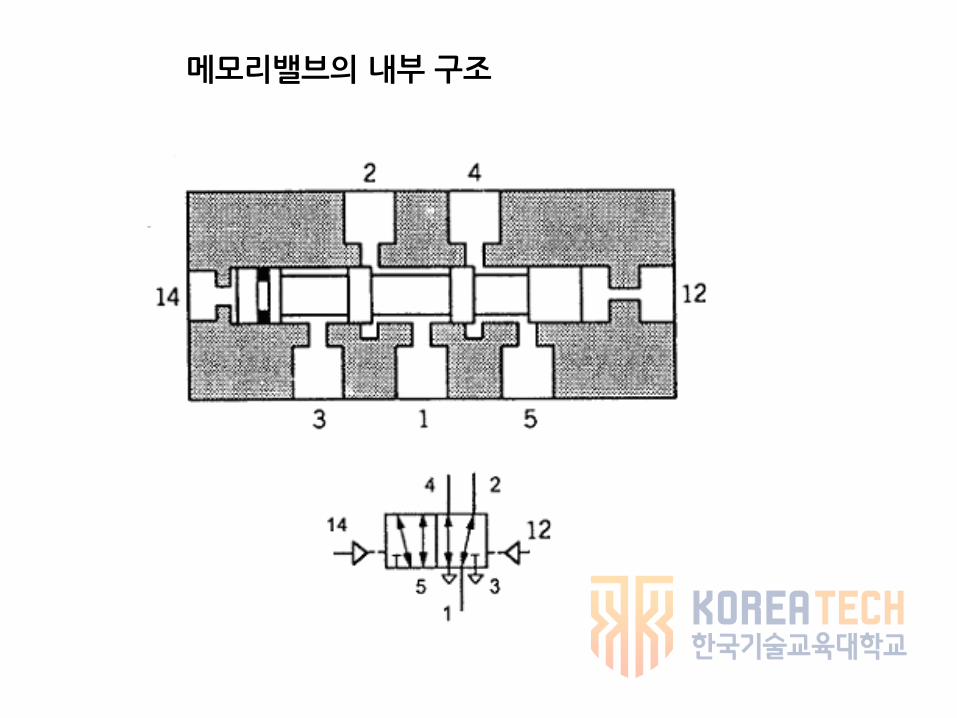
메모리밸브의 내부 구조

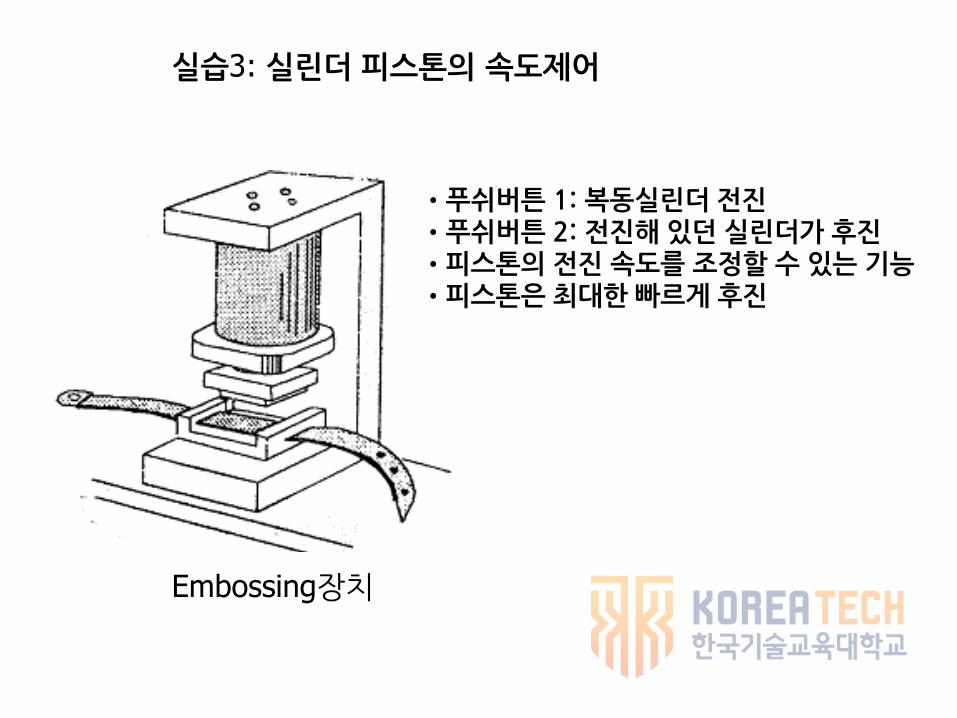
실습3: 실린더 피스톤의 속도제어
Embossing장치
•푸쉬버튼 1: 복동실린더 전진•푸쉬버튼 2: 전진해 있던 실린더가 후진•피스톤의 전진 속도를 조정할 수 있는 기능•피스톤은 최대한 빠르게 후진
고찰
• 엠보싱(Embossing)이란?
• 공압에서 속도조절의 원리는?
• 속도제어밸브의 핸들을 조작할 때 변경되는 부분은?
• 속도제어밸브는 무엇과 무엇으로 구성되는가?
• 속도제어밸브에서 체크밸브가 없다면 어떤 결과?
• 미터인과 미터아웃 속도제어를 설명하시오.
• 미터인과 미터아웃 중 실제회로에 많이 사용되는 것은? 그 이유는?
• 급속배기밸브를 사용할 때 피스톤 속도가 빨라지는 이유는?


속도제어밸브

미터인 속도제어와 미터아웃 속도제어
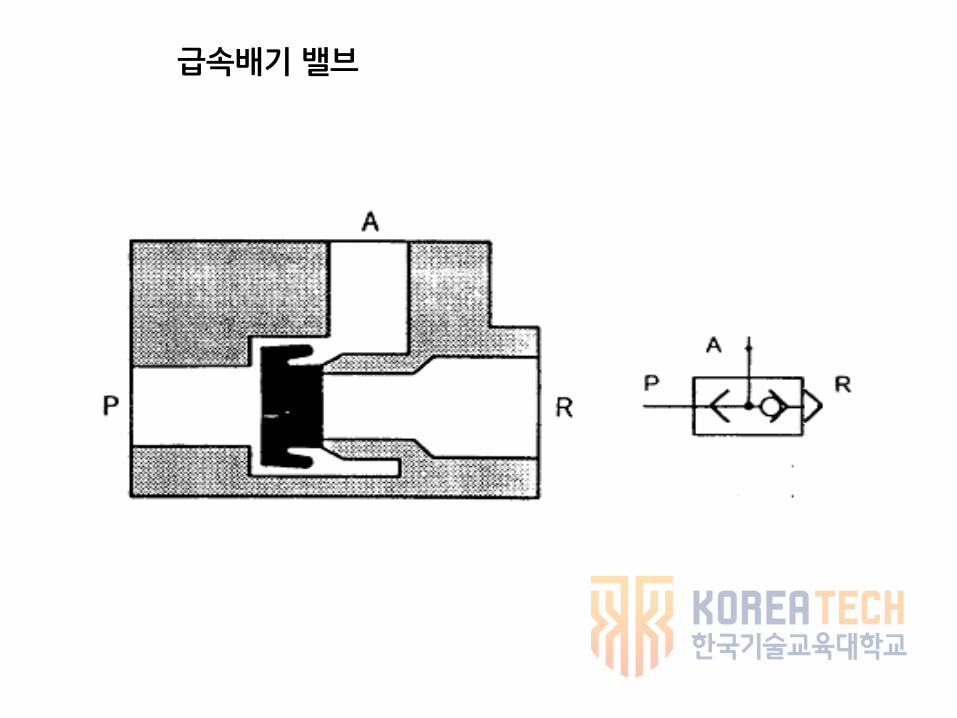
급속배기 밸브


급속배기 밸브를 이용한 속도제어

2주차
전기공압 복습
PLC 개요
GX Developer 사용해보기

실습4: 복동실린더 제어회로
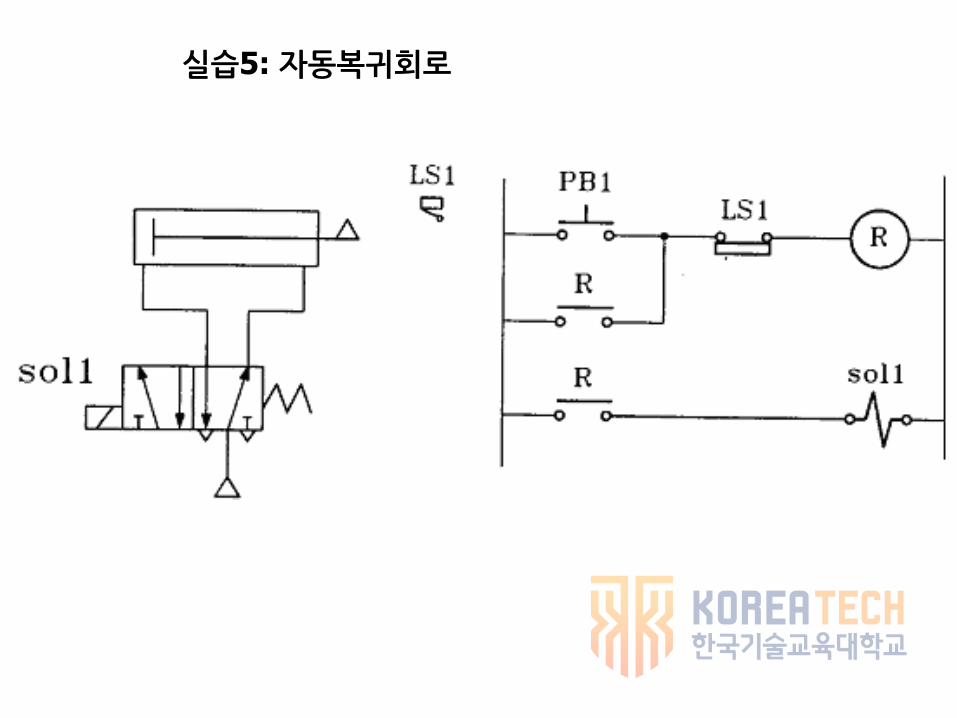
실습5: 자동복귀회로
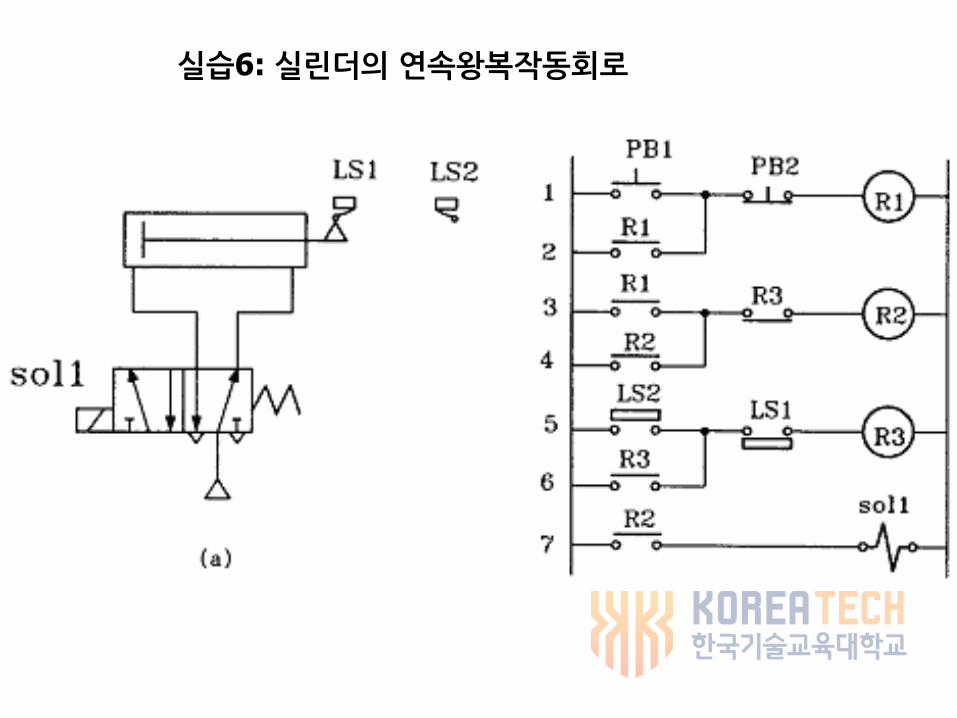
실습6: 실린더의 연속왕복작동회로

고찰
• 시퀀스 그림기호 과 의 차이는?
• 자기유지회로란?
• 전자릴레이를 크게 2부분으로 나누면?
• 전자릴레이가 시퀀스제어에서 많이 사용되는 이유?
• 솔레노이드란?
• 5포트 2위치 방향제어밸브는 메모리밸브?
• 매뉴얼 작동 버튼은?
• 솔레노이드-파일럿 작동식과 솔레노이드 혹은 파일럿작동식의 그림기호를 그리고 차이를 설명하시오
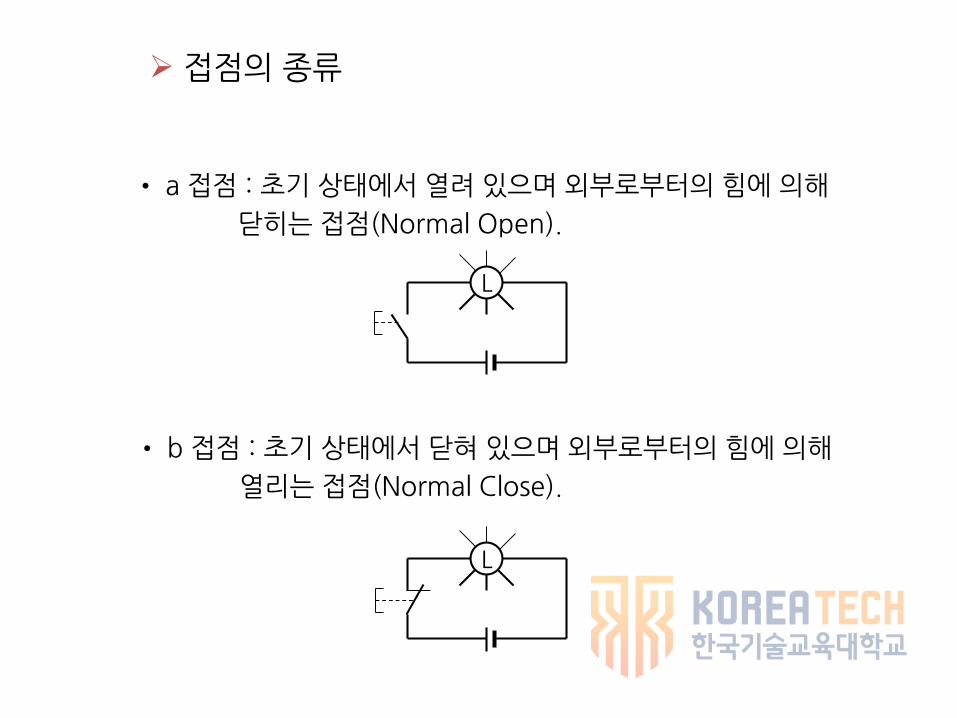
접점의 종류
• a 접점 : 초기 상태에서 열려 있으며 외부로부터의 힘에 의해
닫히는 접점(Normal Open).
• b 접점 : 초기 상태에서 닫혀 있으며 외부로부터의 힘에 의해
열리는 접점(Normal Close).
L
L

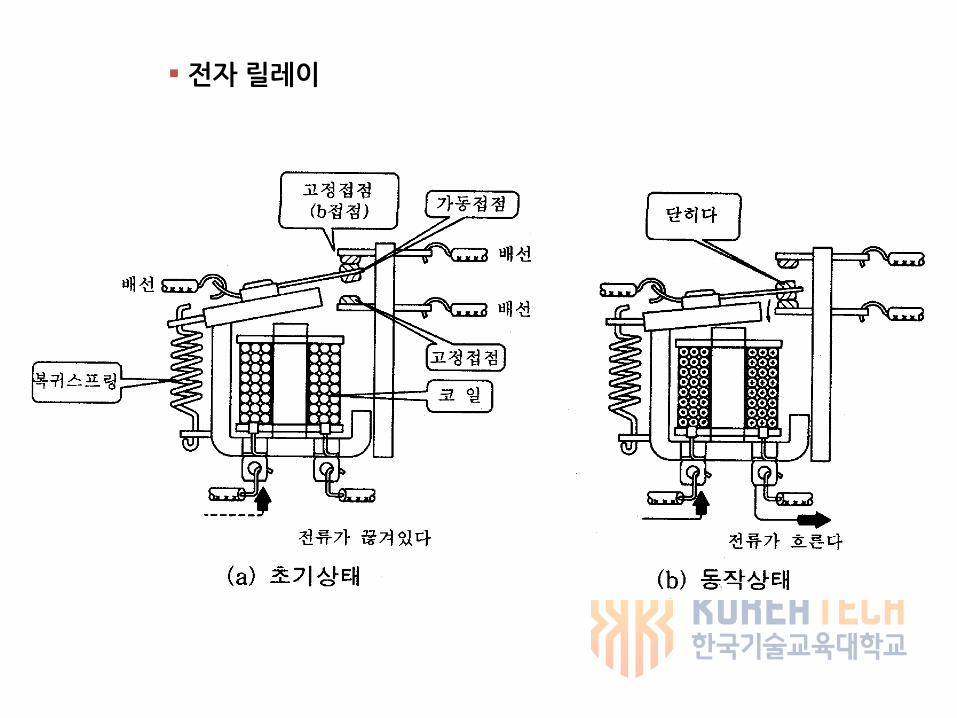
전자 릴레이

고정 접점 N.C..b
가동 점접 COM
복귀 스프링
가동 철편
코일
고정 접점 N.O..a전원
릴레이(Relay) 구조
릴레이
릴레이는 전기적인 힘에 의해 작동하는 스위치이다.
① 주변의 온도에 영향을 거의 받지 않는다(-40℃ ~ +80℃에서 사용가능).
② 전류의 개폐용량이 크고 전기적 노이즈에 강하다.
③ 각 접점들 사이에 절연되어 있어 동작확인이 가능하다.
④ 동작 소음이 있고, 기계적 마찰로 인해 수명에 한계가 있다.
⑤ 응답시간이 비교적 길다(3㎳ ~ 20㎳).
⑥ 접점이 ON에서 OFF될 때, 아크(Arc)발생으로 접점이 손상될 수 있음.
⑦ 접점이 ON/OFF될 때 스프링에 의해 접점이 진동하는 채터링 현상 발생.
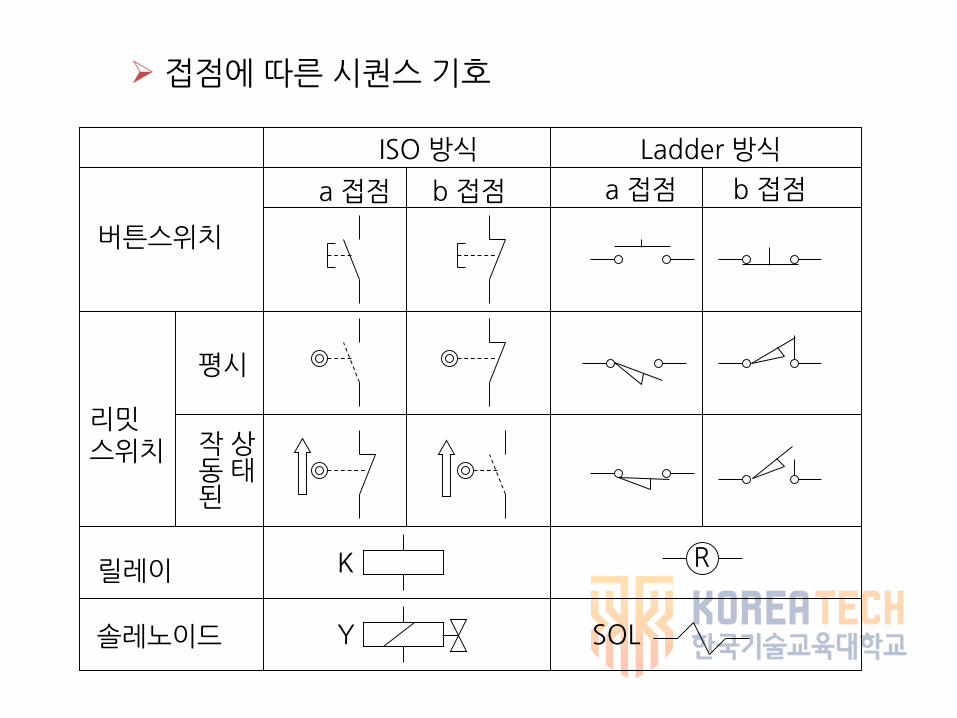
ISO 방식 Ladder 방식
버튼스위치
리밋스위치
릴레이
솔레노이드
a 접점 b 접점 a 접점 b 접점
K R
SOL
평시
상태
작동된
Y
접점에 따른 시퀀스 기호
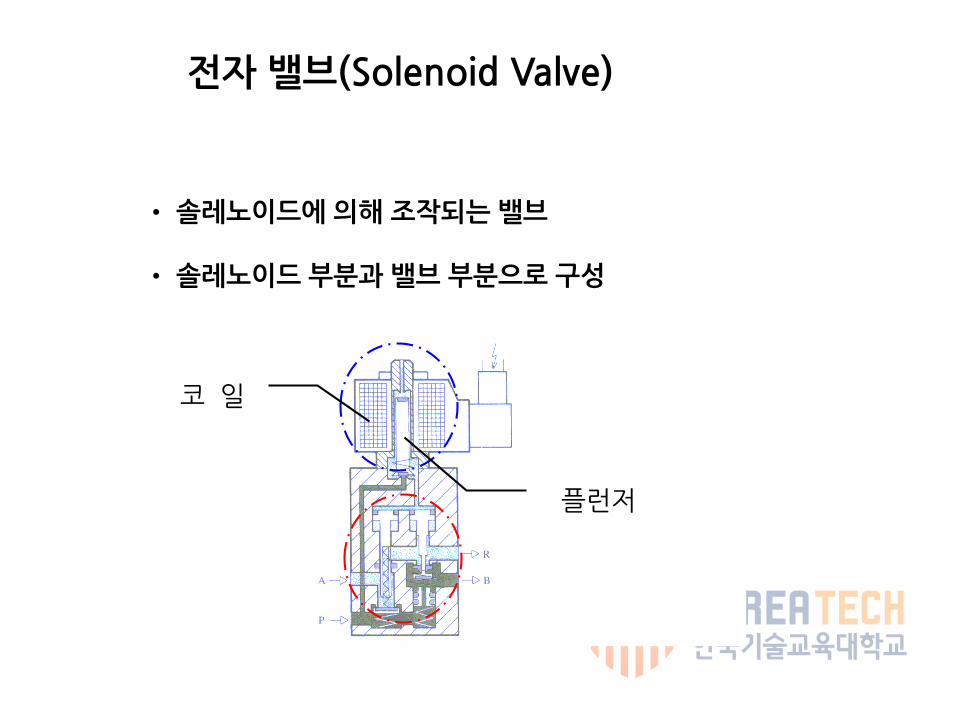
전자 밸브(Solenoid Valve)
• 솔레노이드에 의해 조작되는 밸브
• 솔레노이드 부분과 밸브 부분으로 구성
코 일
플런저

3포트 2위치 전자밸브
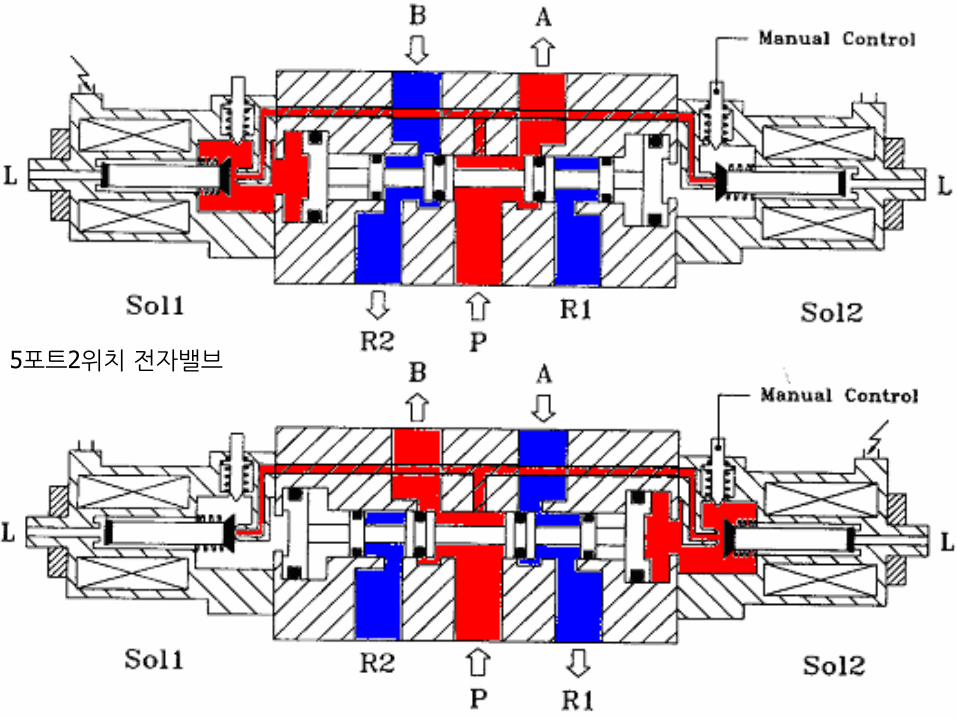
5포트2위치 전자밸브

편 솔레노이드 양 솔레노이드
전기-공압 작동식(솔레노이드 파일럿)
전기 혹은 공압식
• 직동식과 파일럿 작동식
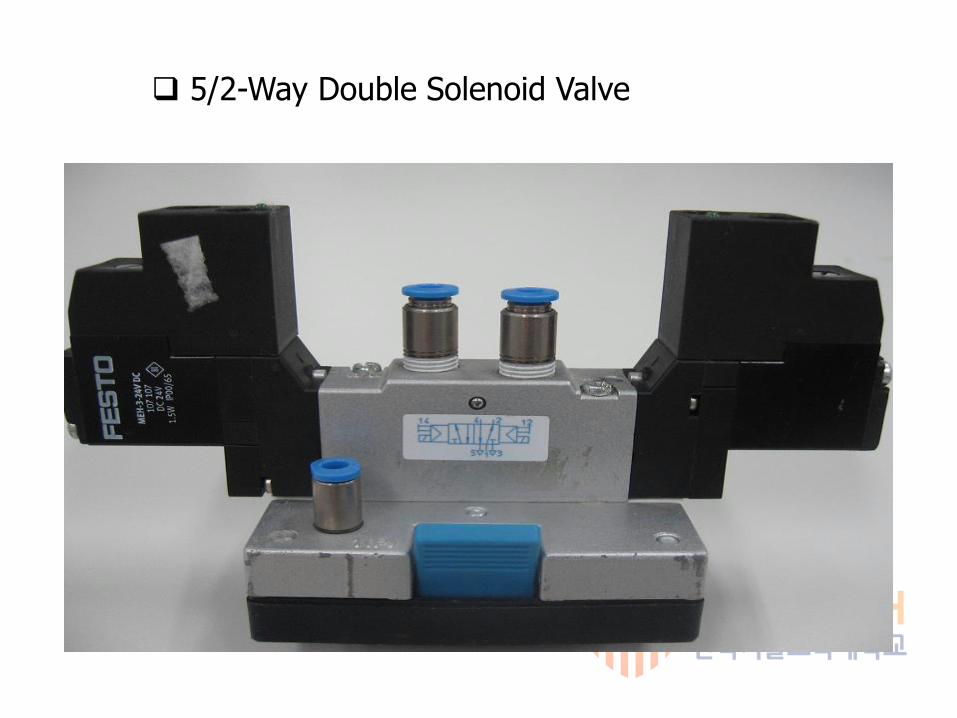
5/2-Way Double Solenoid Valve

Limit Switch(Electrical)
PLC의 개념
• PLC(Programmable Logic Controller) :
자동제어반 내의 Relay, Timer, Counter 등의 기능을 LSI, Transistor 등의 반
도체 소자로 대체하여, 기존의 시퀀스제어 기능에 수치연산 기능을 추가하여 프
로그램을 제어할 수 있도록 구성한 제어장치이다.
미국전기공업회규격(NEMA)의 PLC 정의
디지털 또는 아날로그 입출력 모듈을 통해 Logic, Sequencing, Timing, Counting,
Operating 등의 특수기능을 수행할 수 있는 프로그램이 가능한 메모리를 사용하여 많은 종
류의 기계나 프로세서를 제어할 수 있도록 구성된 디지털 동작의 전자장치로 설명하고 있다.
Relay
Timer
Counter
...
LSI
Transistor반도체 소자로대체 .
.
.
시퀀스제어 기능
수치연산 기능 등
프로그램제어 가능
51

• 1967년에 PLC가 탄생하기 이전, 10여년 간 디지털(Digital)기술이 제
어분야에서 응용되기 시작하였다.
• 또한 소형 컴퓨터가 1965년에 제어용으로 실용화되면서 지금까지의 아
날로그(Analog)기술과는 다른, 새로운 개념의 기술영역이 개척되었다.
• 컴퓨터가 프로세스(Process)제어계에 적용되면서, 시퀀스제어계에서도
소형컴퓨터의 CPU와 같은 콘트롤러(Controller)가 출현하게 되었다.
• 미국의 최대 자동차 메이커의 하나인 GM(General Motors)에서는 자
동차 생산기종을 변경할 때마다 자동차 제조 라인의 전기배선을 바꿔야만
했었다. 이러한 불편함 때문에 제조라인의 배선교체 작업을 간소화 할 수
있는 새로운 개념의 제어장치가 필요하였다.
PLC의 탄생배경과 발달사52
산업현장에 PLC를 적용하는 가장 큰 이유는 제어회로의 설계와 해석이 용이
하고 테스트 및 프로그램의 변경이 가능하기 때문입니다.
PLC의 일반적인 특성을 다음의 10가지로 요약할 수 있습니다.
PLC의 특성
• 프로그래밍 소프트웨어의 융통성
• 조작의 편리성
• 제어기기의 납기 단축성
• 제어장치의 고기능화
• 유지보수의 용이성
• 제어장치의 높은 신뢰성
• 입력과 출력의 프로세스 직결성
• 제어장치의 소형화와 우수한 경제성
• 기획설계의 우수성
• 배선길이의 감소와 설치면적의 축소
54
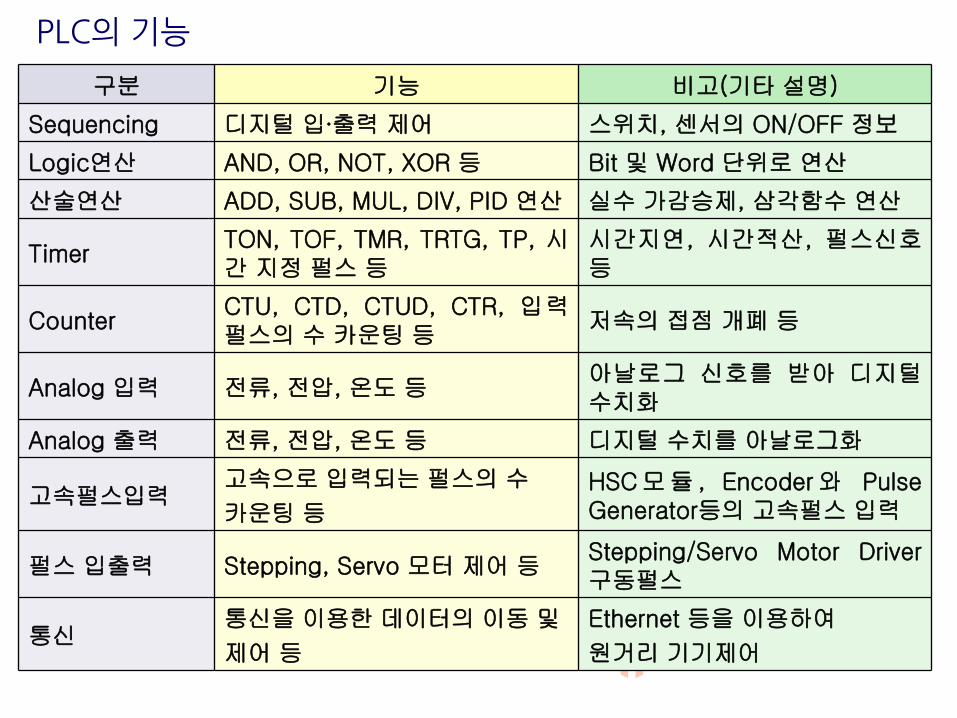
구분 기능 비고(기타설명)
Sequencing 디지털입∙출력제어 스위치, 센서의 ON/OFF 정보
Logic연산 AND, OR, NOT, XOR 등 Bit 및 Word 단위로연산
산술연산 ADD, SUB, MUL, DIV, PID 연산 실수 가감승제, 삼각함수연산
TimerTON, TOF, TMR, TRTG, TP, 시간 지정 펄스 등
시간지연, 시간적산, 펄스신호등
CounterCTU, CTD, CTUD, CTR, 입력펄스의수 카운팅등
저속의접점 개폐 등
Analog 입력 전류, 전압, 온도 등아날로그 신호를 받아 디지털수치화
Analog 출력 전류, 전압, 온도 등 디지털수치를아날로그화
고속펄스입력고속으로입력되는펄스의수
카운팅등
HSC모듈 , Encoder와 PulseGenerator등의고속펄스입력
펄스 입출력 Stepping, Servo 모터 제어 등Stepping/Servo Motor Driver구동펄스
통신통신을이용한데이터의이동 및
제어 등
Ethernet 등을 이용하여
원거리기기제어
PLC의 기능

PLC는 공장자동화(FA : Factory Automation)와 FMS(Flexible Manufacturing
System)에 따라 소규모 공장의 단위기계에서부터 대규모 시스템 설비에 이르
기까지 모든 산업분야에서 가장 보편적으로 사용하는 범용 기술입니다.
각 산업분야별 상세 적용분야는 다음과 같습니다.
PLC적용산업
플랜트산업 식품산업 화학산업
발전산업
건설산업
기계산업
수처리산업환경산업
자동차산업
기타산업
PLC의 적용분야55
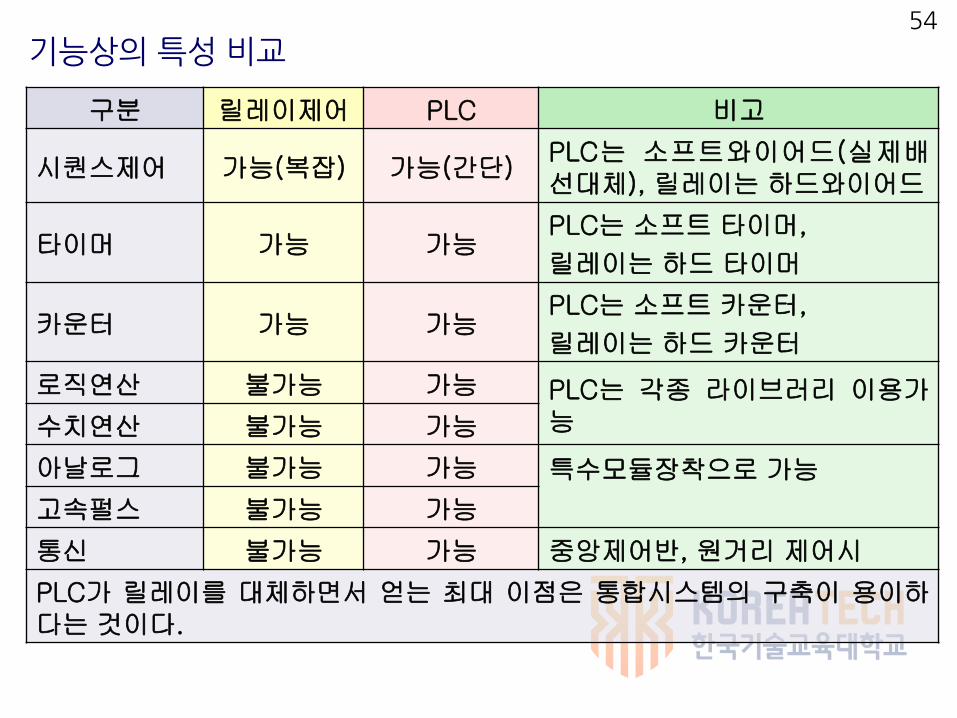
구분 릴레이제어 PLC 비고
시퀀스제어 가능(복잡) 가능(간단)PLC는 소프트와이어드(실제배선대체), 릴레이는하드와이어드
타이머 가능 가능PLC는소프트타이머,
릴레이는하드 타이머
카운터 가능 가능PLC는소프트카운터,
릴레이는하드 카운터
로직연산 불가능 가능 PLC는 각종 라이브러리 이용가능수치연산 불가능 가능
아날로그 불가능 가능 특수모듈장착으로가능
고속펄스 불가능 가능
통신 불가능 가능 중앙제어반, 원거리제어시
PLC가 릴레이를 대체하면서 얻는 최대 이점은 통합시스템의 구축이 용이하다는 것이다.
기능상의 특성 비교54

항목 릴레이제어 PLC
기능 ▲많은 릴레이를사용하면복잡한 제어가가능하나불가능한 제어도있음
◎프로그램으로어떤 복잡한
제어도가능함
제어 내용의 변경성
X배선변경방법 이외에는없음
◎ 프로그램변경만으로가능함
신뢰성 ▲장시간사용 시 접촉불량과수명의한계가 있음
◎반도체이기때문에신뢰성이높음
범용성 X완성된장치는 다른 곳에사용할수 없음
◎프로그램에따라 어떤 제어에도 사용할수 있음
장치의 확장성
▲부품의추가, 회로의변경등이 필요하고많은 어려움이 있음
◎주어진 I/O내에서는확장할수 있음
보수의 용이성
▲정기점검과부품의교환이필요함
◎점검이용이하며 I/O 모듈의교환으로수리가간편함
운용상의 특성 비교 54

항목 릴레이제어 PLC
기술적
난이도◎
숙련된현장 기술자가많고간단하여알기 쉬움
◎컴퓨터의사용능력과소프트웨어의작성능력이필요함
장치의
크기▲
제어의복잡도에따라 크기가 커짐
◎제어의복잡도에관계없이
크기가일정함
설계 및
제작 기간X
많은 도면과많은 부품이필요하고조립하여시험하는데 시간이많이 소요됨
◎
복잡한제어라도쉽게 제작할수 있으며조립시험등을 쉽게
할 수 있음
경제성
(릴레이개수를 기준으로
환산)
▲ 10개이하 ◎ 10개이상
54
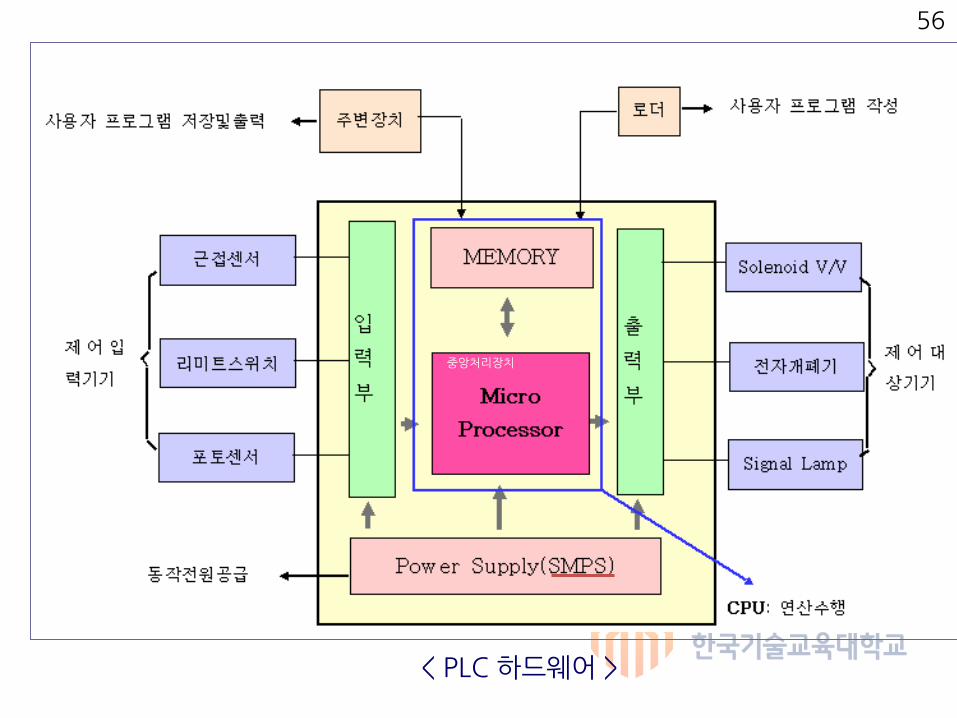
< PLC 하드웨어 >
중앙처리장치
56
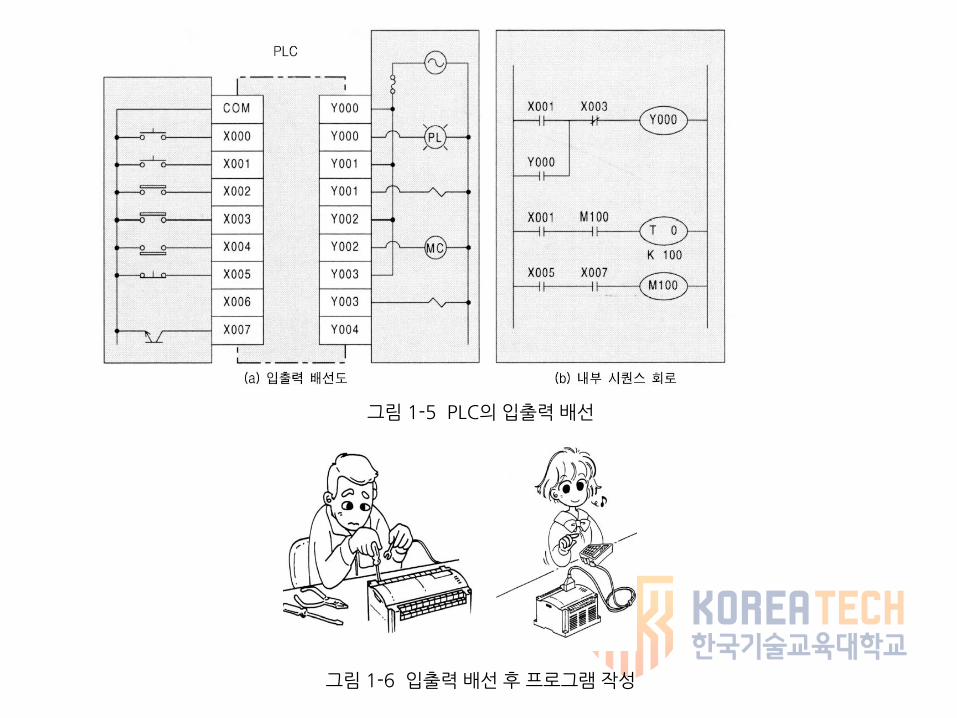
그림 1-5 PLC의 입출력 배선
그림 1-6 입출력 배선 후 프로그램 작성

PLC 소프트웨어는 현장설비를 효과적으로 제어하는 역할을 수행하며,
기존의 relay제어 개념과 동일하고 종류에는 GMWIN, KGLWIN, WinFPST
등이 있습니다.
PLC 소프트웨어
PLC의 소프트웨어(PROGRAMMING TOOL)의 종류
PLC의 소프트웨어는 기본 기능이나 구조는 유사하나 PLC 종류에 따라별도의 소프트웨어가 있다.
GMWIN (LG산전)KGLWIN (LG산전)WINFPST (삼성전자)WINGPC (삼성전자)SIMATIC MANAGER (SIEMENS)RSLogic500(AB)GX-developer(Mitsubishi)
59

1. GX Developer
1) GX Developer의 특징
⑴ PLC 프로그램 작성
그림 2-1 래더 프로그램
⑵ PLC CPU의 메모리의 읽기 및 쓰기
그림 2-2 PLC CPU 메모리 읽기 및 쓰기

⑶ 모니터 기능
그림 2-3 PLC CPU 메모리 읽기 및 쓰기
⑷ 디버그
그림 2-4 디바이스 테스트 화면
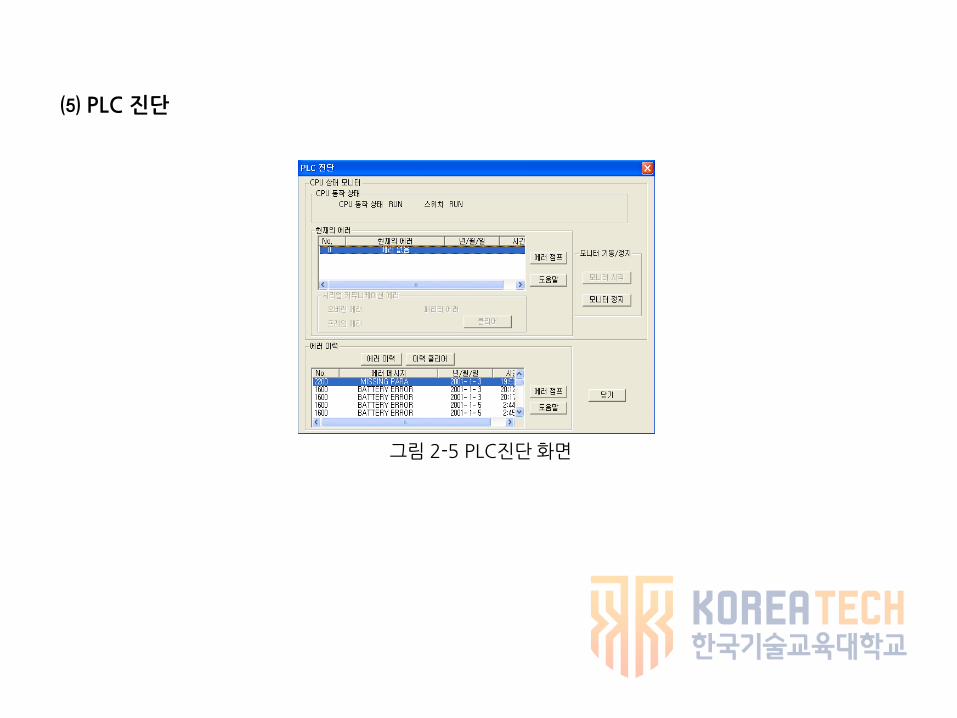
⑸ PLC 진단
그림 2-5 PLC진단 화면
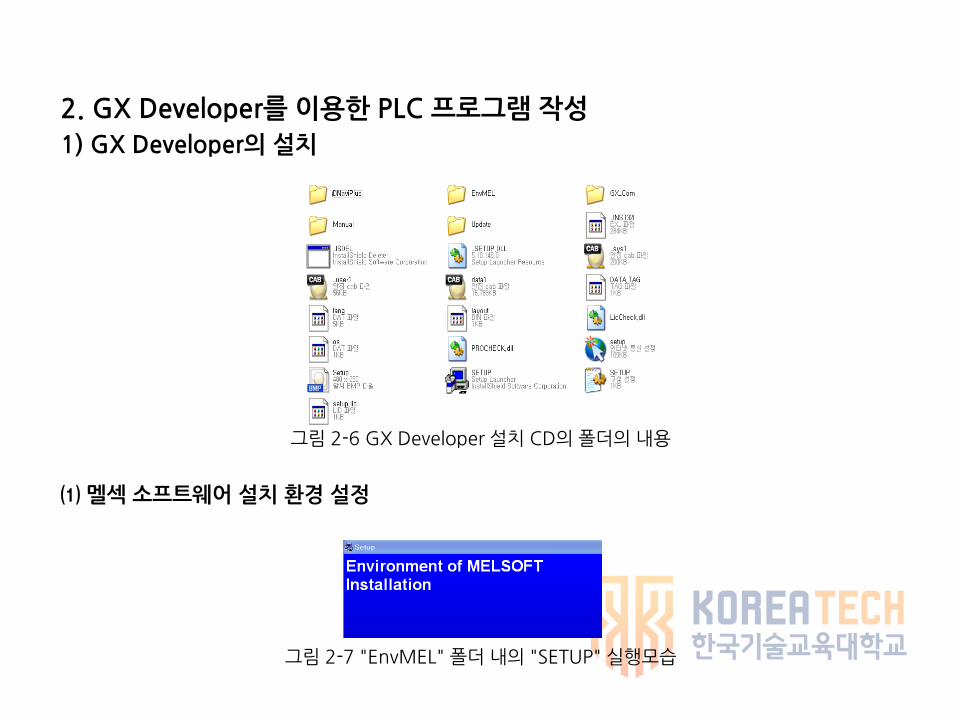
2. GX Developer를 이용한 PLC 프로그램 작성
1) GX Developer의 설치
그림 2-6 GX Developer 설치 CD의 폴더의 내용
⑴ 멜섹 소프트웨어 설치 환경 설정
그림 2-7 "EnvMEL" 폴더 내의 "SETUP" 실행모습
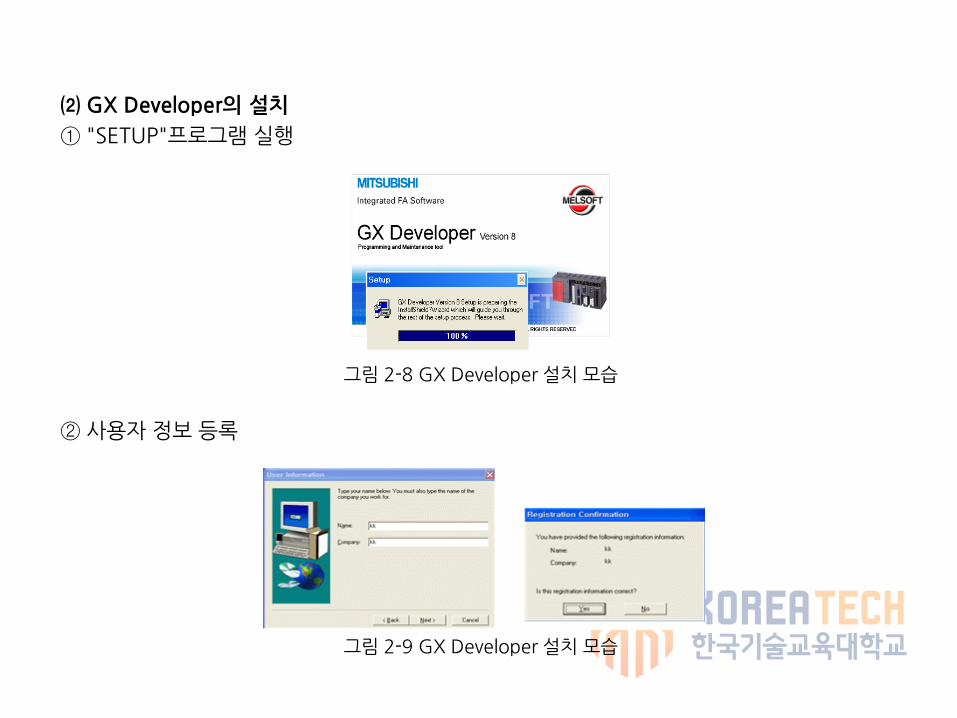
⑵ GX Developer의 설치
① "SETUP"프로그램 실행
그림 2-8 GX Developer 설치 모습
② 사용자 정보 등록
그림 2-9 GX Developer 설치 모습

③ 제품번호 등록 화면
그림 2- 10 GX Developer 설치 모습
④ 옵션 설정1
그림 2-11
⑤ 옵션설정2
그림 2-12
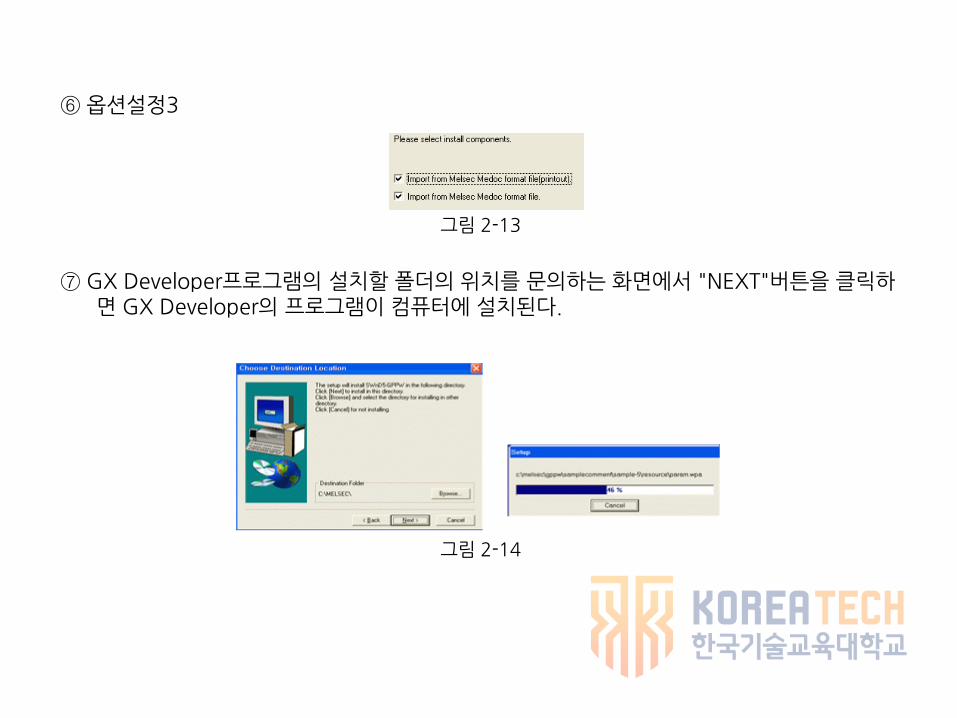
⑥ 옵션설정3
그림 2-13
⑦ GX Developer프로그램의 설치할 폴더의 위치를 문의하는 화면에서 "NEXT"버튼을 클릭하면 GX Developer의 프로그램이 컴퓨터에 설치된다.
그림 2-14

2) GX Developer를 이용한 PLC 프로그램 작성
⑴ 컴퓨터의 전원을 ON 한다.
⑵ 윈도우의 『시작』→ 『모든 프로그램』→ 『MELSEC응용프로그램』→
『GX Developer』메뉴를 클릭 한다.
그림 2-15 GX Developer실행
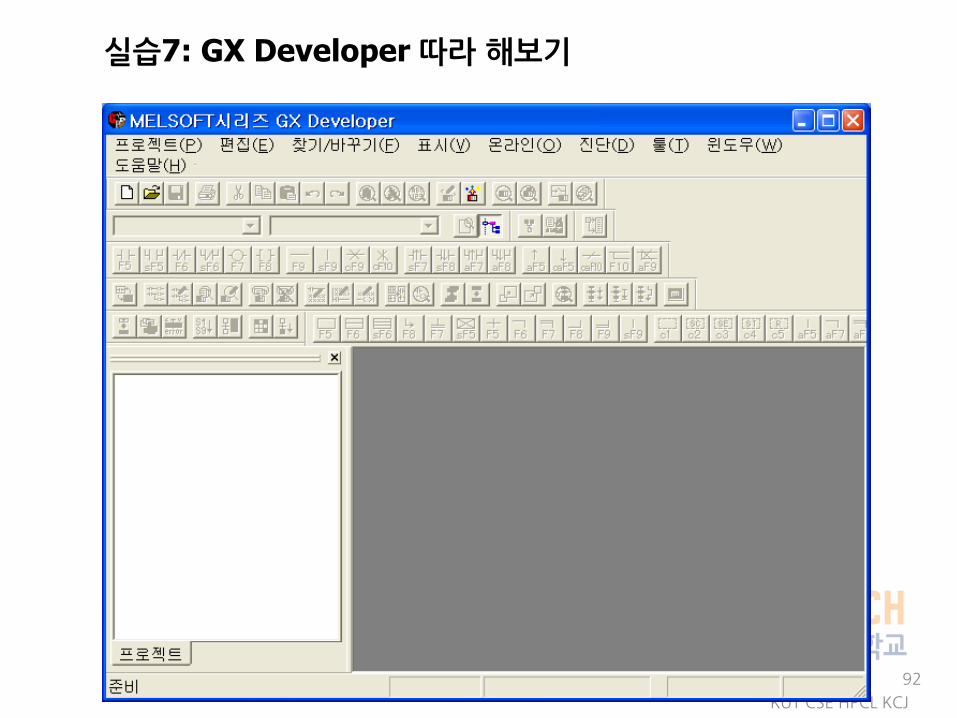
⑶ GX Developer가 실행된다.
그림 2-16 GX Developer의 실행 화면
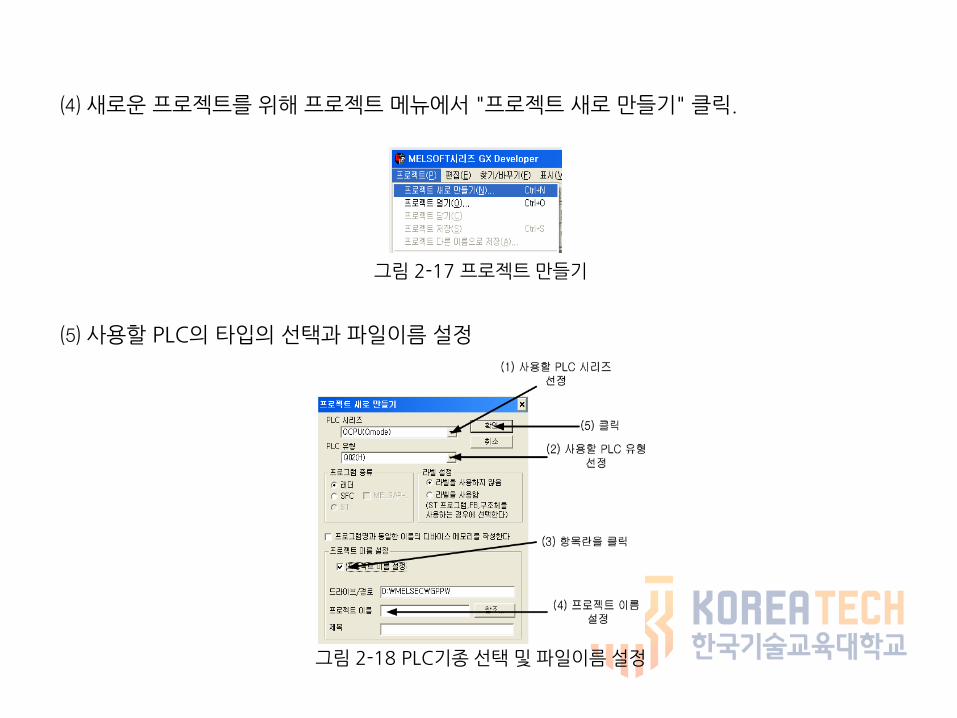
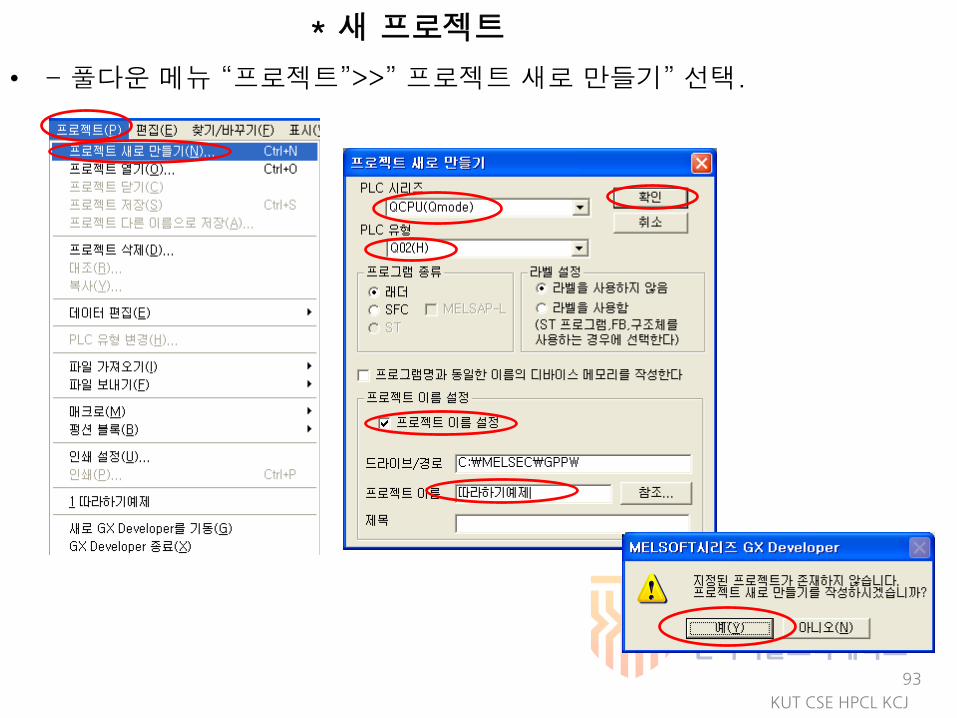
⑷ 새로운 프로젝트를 위해 프로젝트 메뉴에서 "프로젝트 새로 만들기" 클릭.
그림 2-17 프로젝트 만들기
⑸ 사용할 PLC의 타입의 선택과 파일이름 설정
그림 2-18 PLC기종 선택 및 파일이름 설정

⑹ 프로젝트 새로 만들기 여부를 묻는 창이 나오면 “예”선택
⑺ 새로운 프로젝트 창이 생성되면 PLC 프로그램 작성 준비 완료
그림 2-19 래더 프로그램 작성화면

3) 래더 프로그램의 작성
PLC 프로그램을 작성하기 전에 PLC의 입출력에 연결된 입력기기와 출력기기의 할당 입출력번지를 먼저 확인해야 한다.
그림 2- 20 PLC 입ㆍ출력 배선도
⑴ PLC의 입출력 번지 할당
표 1-11 PLC의 입력번지 할당
번호 입력NO 입력신호명 기호 비고
1 X00 PB1 ON누름버튼스위치
램프ON
2 X01 PB2 OFF누름버튼스위치
램프OFF

표 1-12 PLC의 출력번지 할당
⑵ PLC와 입출력 기기 사이의 배선
⑶ PLC 프로그램 작성방법
그림 2-21 래더 심벌 설정 키 형식 선택
번호 출력NO 입력신호명 기호 비고
1 Y40 L1 LAMP1 램프
2 Y41

① GX Developer의 메인메뉴 “툴(T)”을 선택
② 하위메뉴에서 “사용자 정의 키(K)”를 선택
③ 설정 키 형식을 “GPPQ형식”을 선택한 후 확인버튼을 클릭한다.
지금부터 GX Developer를 이용한 PLC 프로그램 작성방법에 대해서 살펴보자. 한번만 따라하기 식으로 해보면 누구나 쉽게 할 수 있다.
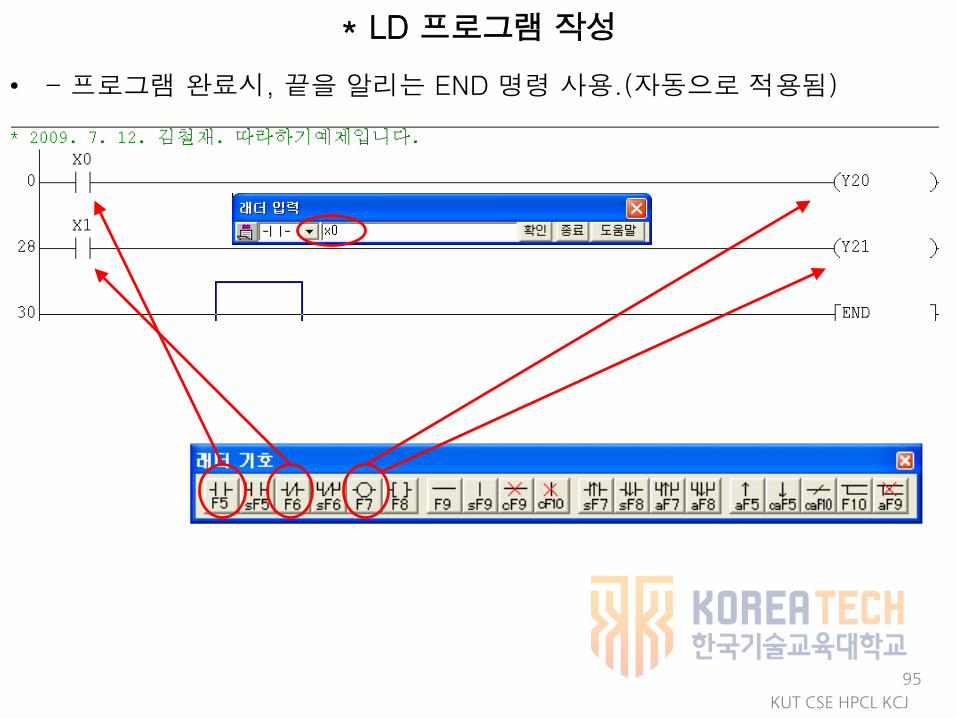
① PLC 입력 X0 설정
그림 2- 22 입력 X0의 설정
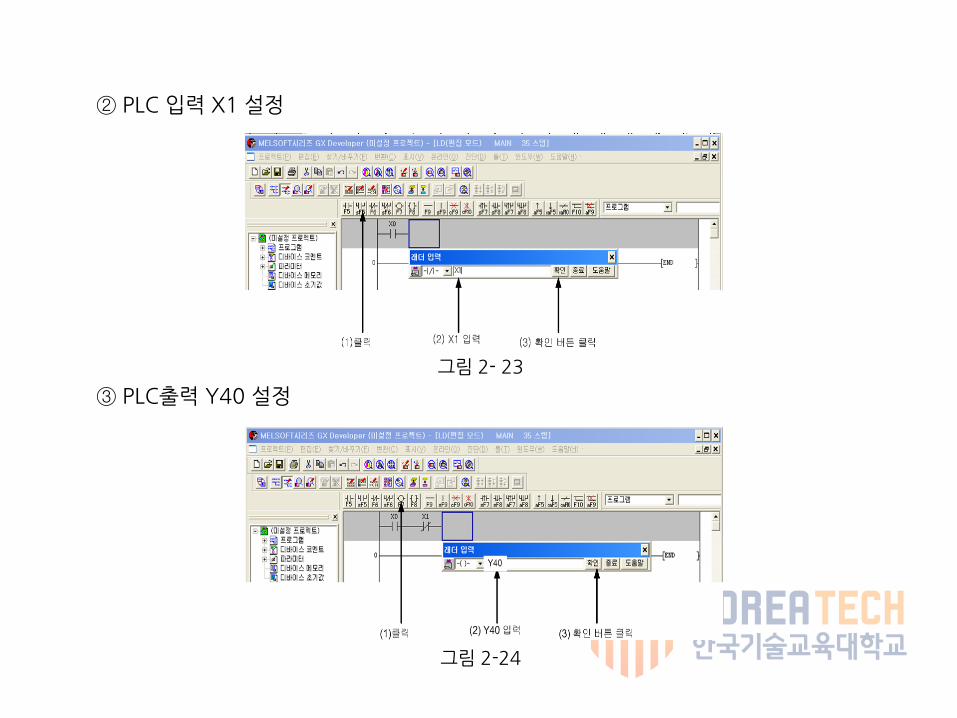
② PLC 입력 X1 설정
그림 2- 23
③ PLC출력 Y40 설정
그림 2-24
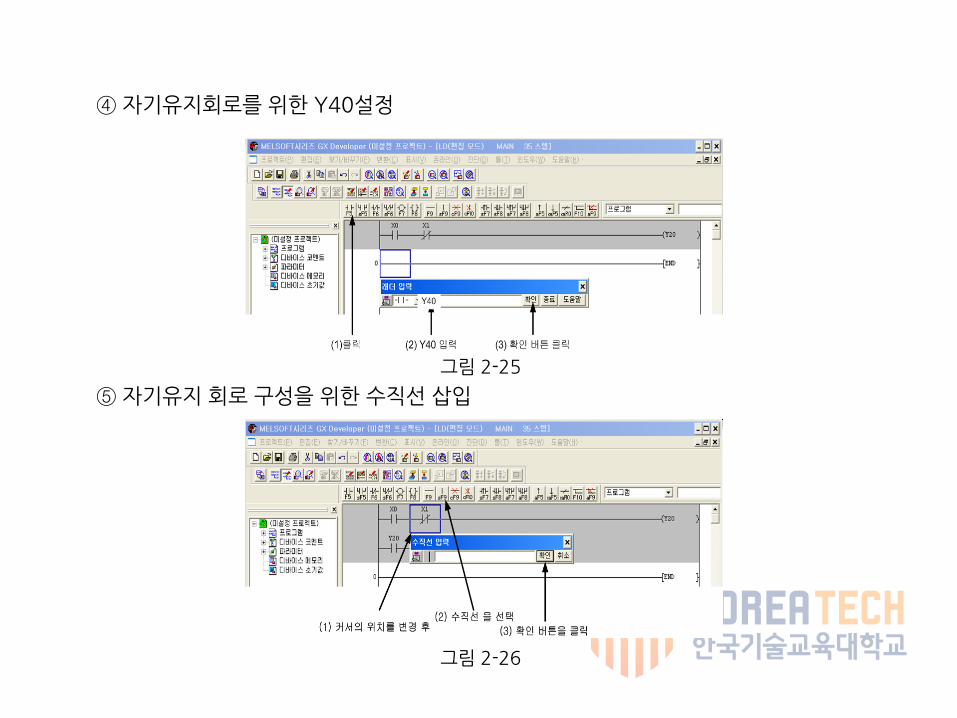
④ 자기유지회로를 위한 Y40설정
그림 2-25
⑤ 자기유지 회로 구성을 위한 수직선 삽입
그림 2-26
KUT CSE HPCL KCJ
92
실습7: GX Developer 따라 해보기
KUT CSE HPCL KCJ
93
* 새 프로젝트
• - 풀다운 메뉴 “프로젝트”>>” 프로젝트 새로 만들기” 선택.
KUT CSE HPCL KCJ
94
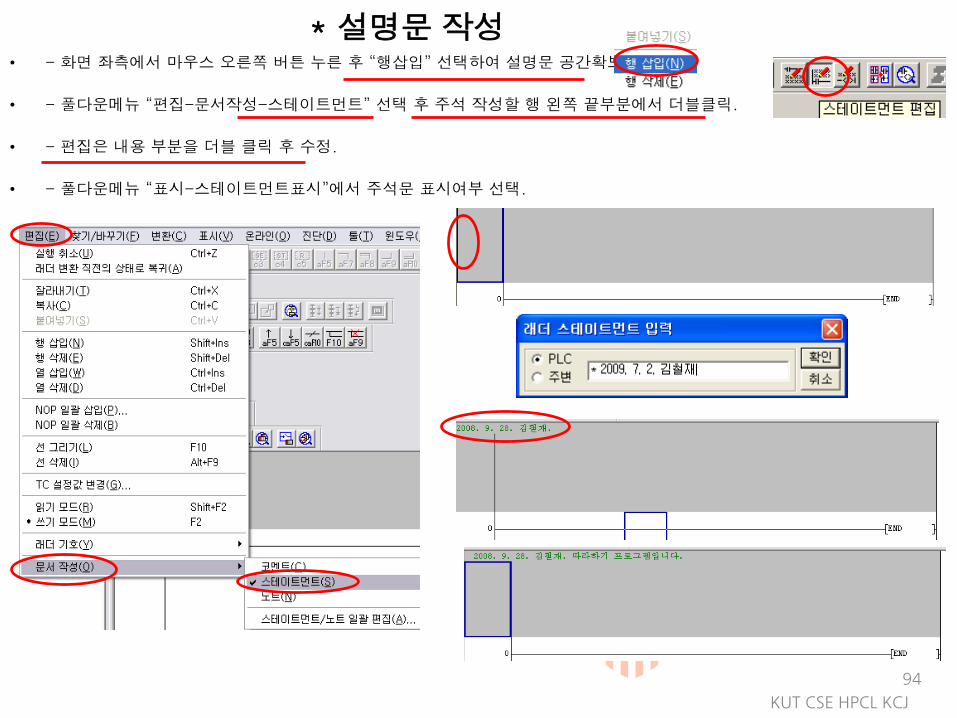
* 설명문 작성• - 화면 좌측에서 마우스 오른쪽 버튼 누른 후 “행삽입” 선택하여 설명문 공간확보.
• - 풀다운메뉴 “편집-문서작성-스테이트먼트” 선택 후 주석 작성할 행 왼쪽 끝부분에서 더블클릭.
• - 편집은 내용 부분을 더블 클릭 후 수정.
• - 풀다운메뉴 “표시-스테이트먼트표시”에서 주석문 표시여부 선택.
KUT CSE HPCL KCJ
95
* LD 프로그램 작성
• - 프로그램 완료시, 끝을 알리는 END 명령 사용.(자동으로 적용됨)

- GX Developer 프로그램이 설치되어 있어야 함.
- “setup.exe” 파일 실행.
- “CD_key.txt” 파일에서 시리얼넘버 참고.
KUT CSE HPCL KCJ
96
실습8: GX Simulator 따라 해보기
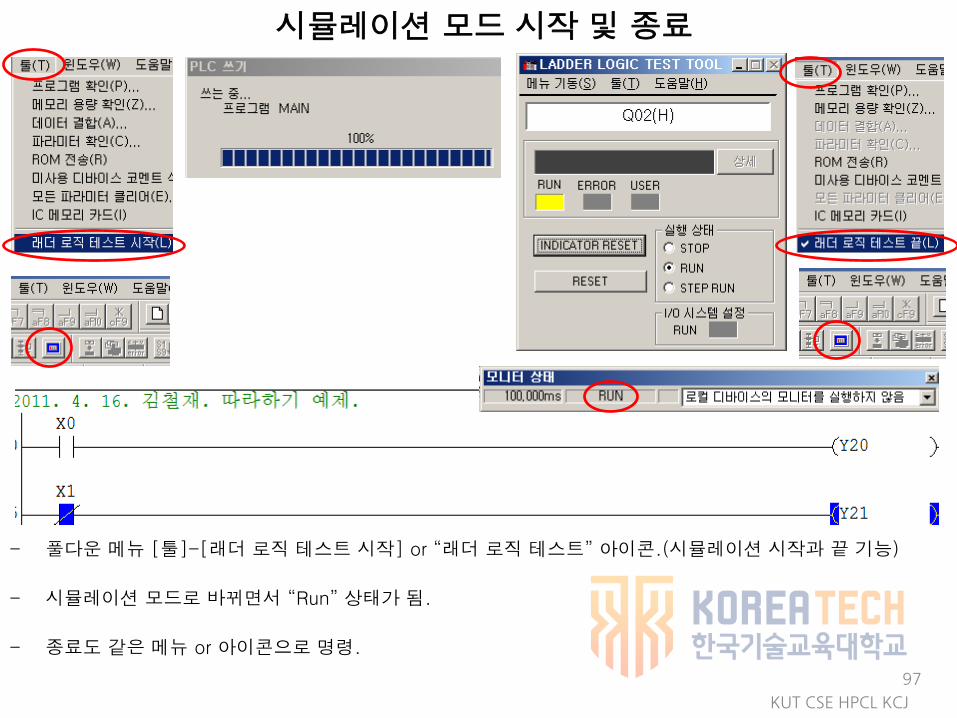
시뮬레이션 모드 시작 및 종료
- 풀다운 메뉴 [툴]-[래더 로직 테스트 시작] or “래더 로직 테스트” 아이콘.(시뮬레이션 시작과 끝 기능)
- 시뮬레이션 모드로 바뀌면서 “Run” 상태가 됨.
- 종료도 같은 메뉴 or 아이콘으로 명령.
KUT CSE HPCL KCJ
97

시뮬레이션 모드 테스트 1. a접점 강제 on
- 스위치 on : 해당 접점 클릭 후 마우스 오른쪽 버튼 // “디바이스 테스트” // “강제 on” // “닫기”
- 스위치 off : 해당 접점 클릭 후 마우스 오른쪽 버튼 // “디바이스 테스트” // “강제 off” // “닫기”
-KUT CSE HPCL KCJ
98
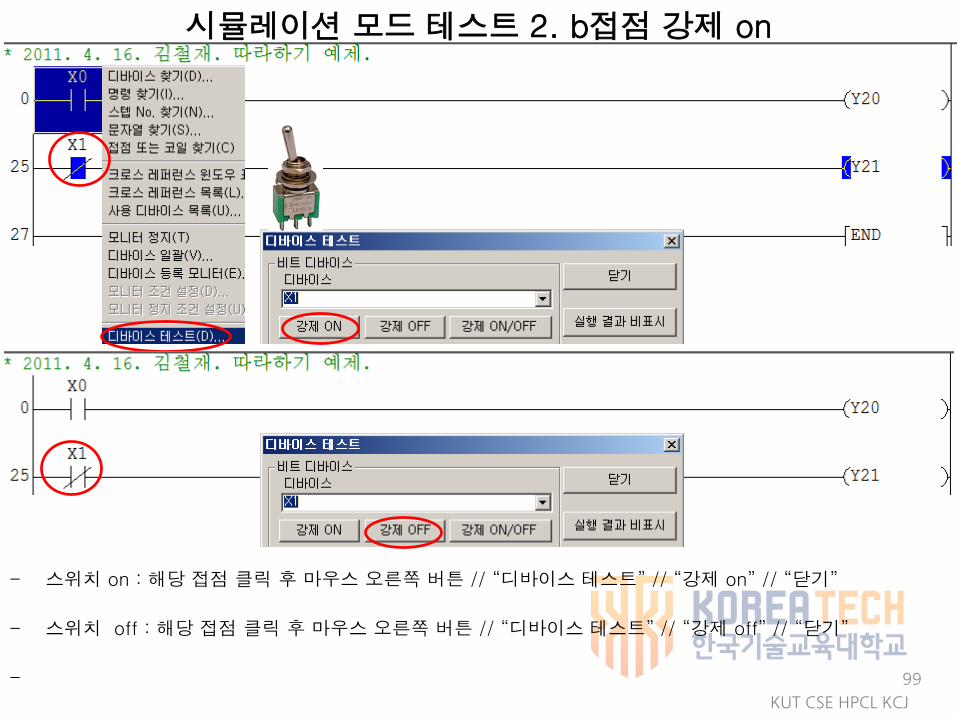
시뮬레이션 모드 테스트 2. b접점 강제 on
- 스위치 on : 해당 접점 클릭 후 마우스 오른쪽 버튼 // “디바이스 테스트” // “강제 on” // “닫기”
- 스위치 off : 해당 접점 클릭 후 마우스 오른쪽 버튼 // “디바이스 테스트” // “강제 off” // “닫기”
-KUT CSE HPCL KCJ
99
KUT CSE HPCL KCJ
100
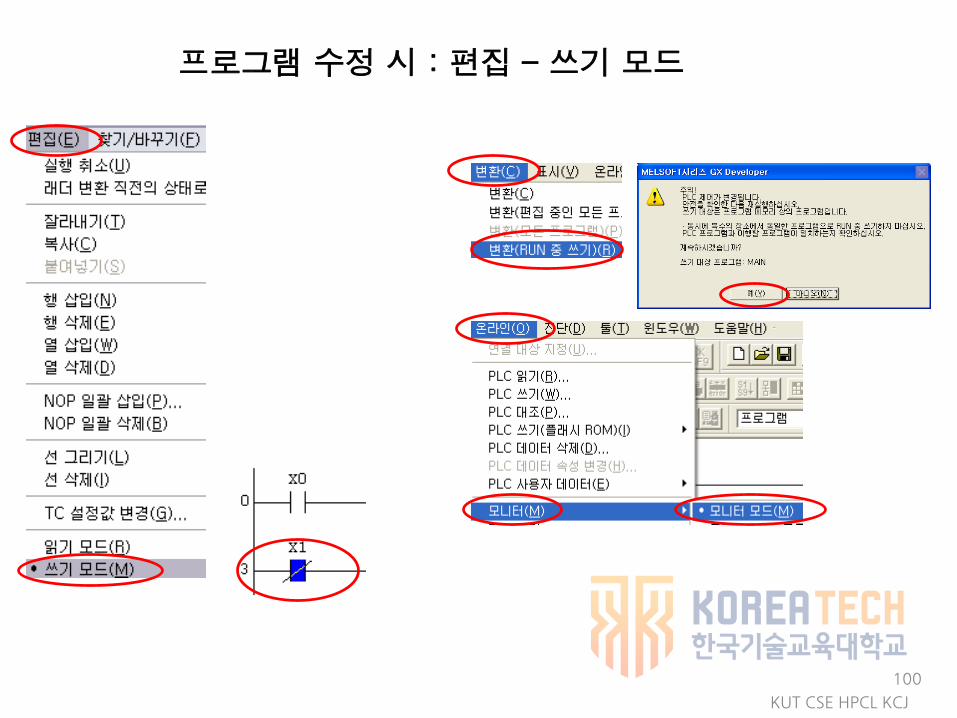
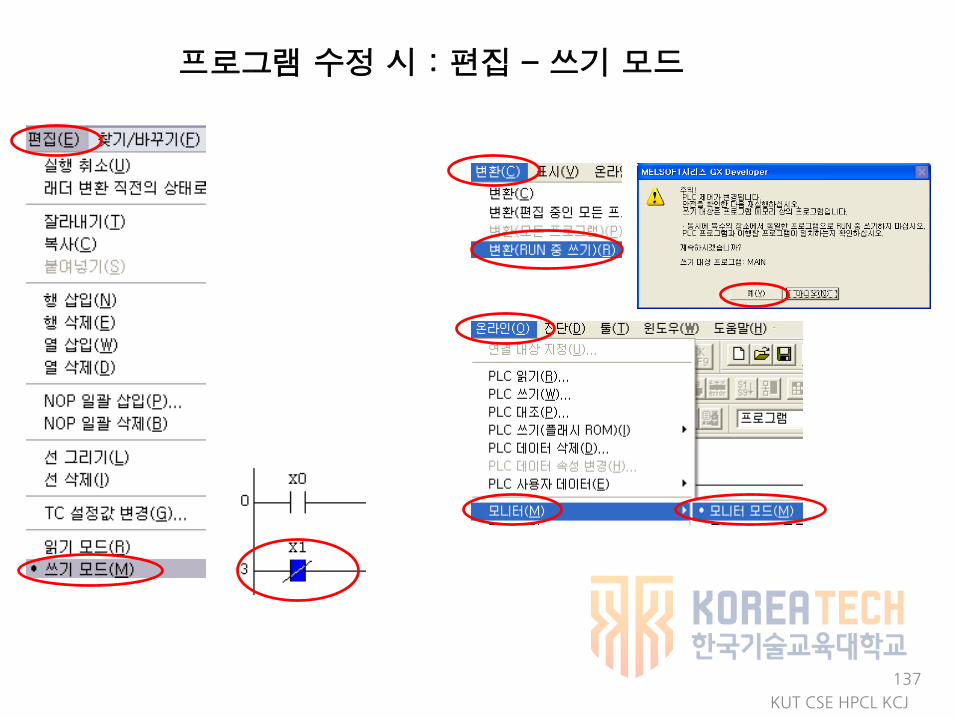
프로그램 수정 시 : 편집 – 쓰기 모드
KUT CSE HPCL KCJ
101
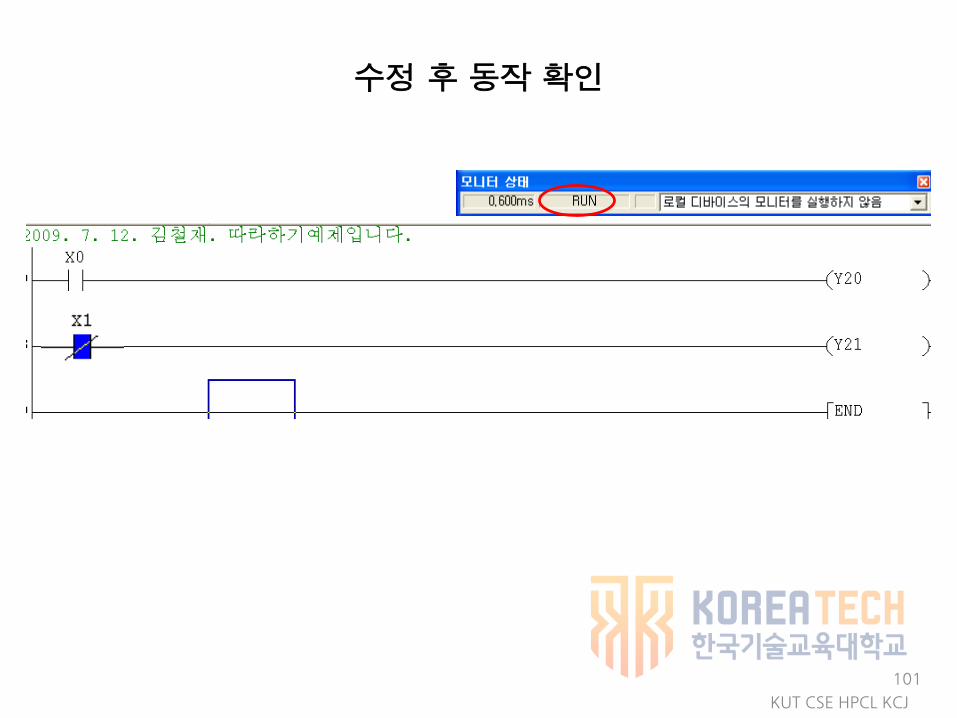
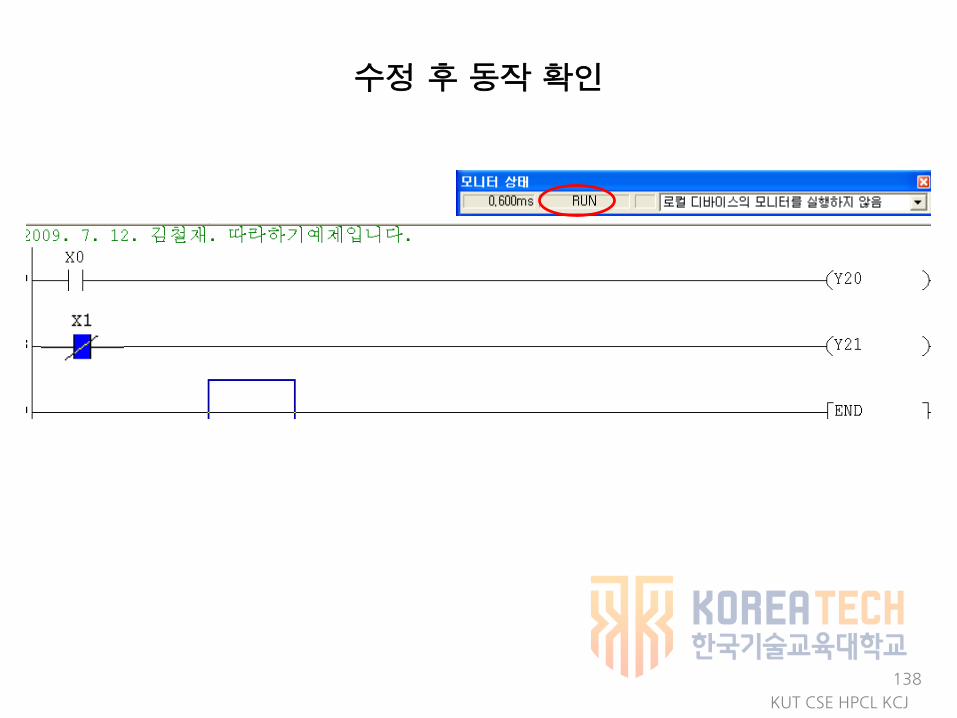
수정 후 동작 확인

3주차
PLC의 구조
입출력 모듈
PLC로 공압실린더 제어
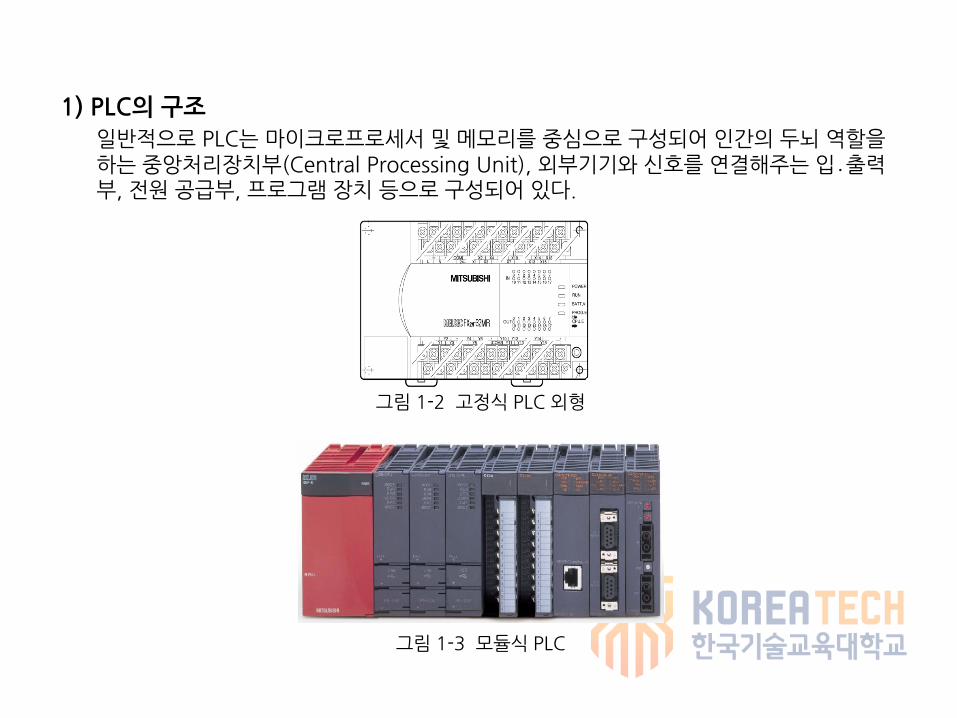
1) PLC의 구조
일반적으로 PLC는 마이크로프로세서 및 메모리를 중심으로 구성되어 인간의 두뇌 역할을하는 중앙처리장치부(Central Processing Unit), 외부기기와 신호를 연결해주는 입․출력부, 전원 공급부, 프로그램 장치 등으로 구성되어 있다.
그림 1-2 고정식 PLC 외형
그림 1-3 모듈식 PLC

⑴ 중앙처리장치부(CPU)
중앙처리장치부는 연산부와 기억부에 해당하는 부분으로 PLC의 두뇌에 해당된다.
⑵ 입・출력 인터페이스
① 외부기기와 전기적 규격이 일치해야 한다.
② 외부기기의 노이즈가 CPU로 전달되지 않아야 한다.
③ 외부기기와 접속이 용이해야 한다.
④ 입출력의 각 접점 상태를 감시할 수 있어야 한다.
2) 배선과 명령
PLC을 사용하기 위해서는 입력 장치에는 각종 스위치와 센서, 출력장치에는 솔레노이드 밸브와 램프, 릴레이 등이 전기적으로 연결되어야 한다. 따라서 PLC의 입출력 배선은 종래의시퀀스회로와 마찬가지로 공구 등을 이용하여 직접 결선해야 한다.
• 메모리에 저장되어 있는 프로그램을 해독하여 처리 내용을 실행한다.
• 고속으로 반복연산을 수행(1step/0.12㎲)한다.
• CPU내의 모든 연산에서 데이터는 2진수로 처리한다.
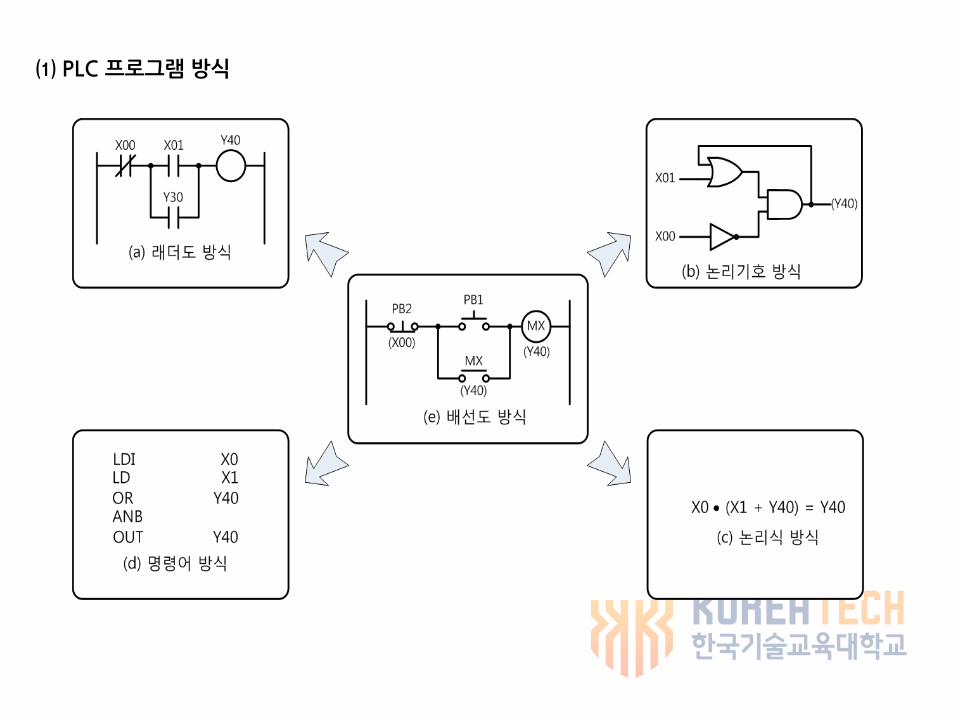
⑴ PLC 프로그램 방식
그림 1-8 다양한 방식의 PLC 프로그램 방법

① 다양한 방식의 PLC 프로그램 방법
래더도 방식 –
논리기호 방식 –
명령어 방식 –
② 순서도 방식
그림 1-9 순서도 방식
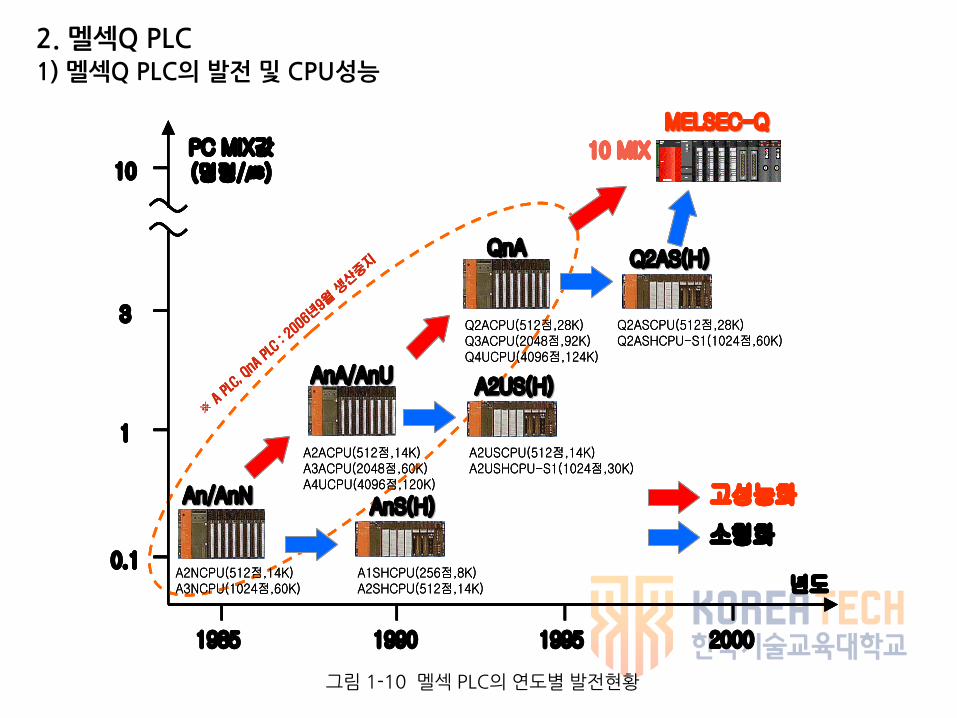
2. 멜섹Q PLC1) 멜섹Q PLC의 발전 및 CPU성능
그림 1-10 멜섹 PLC의 연도별 발전현황
1985 1990 1995 2000
고성능화
소형화0.1
1
3
10PC MIX값(명령/㎲)
년도
An/An/AnNAnNAnSAnS(H)(H)
MELSECMELSEC--QQ
10 MIX
AnAAnA//AnUAnU
QnAQnA
A2US(H)A2US(H)
Q2AS(H)Q2AS(H)
A2NCPU(512점,14K)A3NCPU(1024점,60K)
A1SHCPU(256점,8K)A2SHCPU(512점,14K)
A2ACPU(512점,14K)A3ACPU(2048점,60K)A4UCPU(4096점,120K)
A2USCPU(512점,14K)A2USHCPU-S1(1024점,30K)
Q2ACPU(512점,28K)Q3ACPU(2048점,92K)Q4UCPU(4096점,124K)
Q2ASCPU(512점,28K)Q2ASHCPU-S1(1024점,60K)
※A
PLC, Q
nAPL
C : 2
006년
9월생산중지
1985 1990 1995 2000
고성능화
소형화0.1
1
3
10PC MIX값(명령/㎲)
년도
An/An/AnNAnNAnSAnS(H)(H)
MELSECMELSEC--QQ
10 MIX
AnAAnA//AnUAnU
QnAQnA
A2US(H)A2US(H)
Q2AS(H)Q2AS(H)
A2NCPU(512점,14K)A3NCPU(1024점,60K)
A1SHCPU(256점,8K)A2SHCPU(512점,14K)
A2ACPU(512점,14K)A3ACPU(2048점,60K)A4UCPU(4096점,120K)
A2USCPU(512점,14K)A2USHCPU-S1(1024점,30K)
Q2ACPU(512점,28K)Q3ACPU(2048점,92K)Q4UCPU(4096점,124K)
Q2ASCPU(512점,28K)Q2ASHCPU-S1(1024점,60K)
※A
PLC, Q
nAPL
C : 2
006년
9월생산중지
고성능화
소형화0.1
1
3
10PC MIX값(명령/㎲)
년도
An/An/AnNAnNAnSAnS(H)(H)
MELSECMELSEC--QQ
10 MIX
AnAAnA//AnUAnU
QnAQnA
A2US(H)A2US(H)
Q2AS(H)Q2AS(H)
A2NCPU(512점,14K)A3NCPU(1024점,60K)
A1SHCPU(256점,8K)A2SHCPU(512점,14K)
A2ACPU(512점,14K)A3ACPU(2048점,60K)A4UCPU(4096점,120K)
A2USCPU(512점,14K)A2USHCPU-S1(1024점,30K)
Q2ACPU(512점,28K)Q3ACPU(2048점,92K)Q4UCPU(4096점,124K)
Q2ASCPU(512점,28K)Q2ASHCPU-S1(1024점,60K)
※A
PLC, Q
nAPL
C : 2
006년
9월생산중지

2) 멜섹Q PLC의 구성
그림 1-11 멜섹Q PLC의 구성요소

표 1-2 베이스 모듈의 명칭
그림 1-12 베이스 모듈 외형
No. 명칭 용도
1 증설케이블용커넥터 증설베이스모듈과연결또는버스방식주변기기접속
2 베이스커버 중설케이블커넥터보호용커버, 사용시공구로제거
3 모듈커넥터 전원, CPU,입출력, 인텔리전트기능모듈장착용
4 모듈고정용나사구멍 모듈을베이스모듈에고정하기위한나사구명
5 베이스설치구멍 베이스모듈을제어반의패널고정용구멍(M4 나사용)
6 DIN레일용어댑터설치구멍 DIN레일용어댑터설치용구명
형명 Q33B Q35B Q38B Q312B Q32SB Q33SB Q35SB
모듈장착수 3 5 8 12 2 3 5
적용모듈 Q Q Q Q Q Q Q
⑴ 베이스 모듈

⑵ 전원모듈
표 1-3 전원 모듈의 종류
그림 1-13 전원 모듈의 외형
항목 Q61P-A1 Q61P-A2 Q62P Q63P
적합베이스모듈 Q3□B, Q6□B
입력전원 AC100~120V AC200~240V AC100~240V DC24V
출력전압 DC5V DC5V DC5V/24V DC5V
정격출력전류 6A 3A/0.6A 6A

표 1-4 전원 모듈의 명칭
No. 명칭 용도
1 『POWER』 LED점등(녹색) : 정상동작중
소등 : AC전원미입력또는고장발생
2 단자페일세이프기능구현을위한출력접점
전원모듈의정상상태ON, 전원모듈의이상발생시OFF
3 FG 단자 전원모듈의 PCB의실드패턴과접속된접지단자
4 LG 단자 전원필터의접지. AC입력의경우입력전압의 1/2전위
5 +24V, 24G단자 DC24V 전원출력단자(Q62P 모델만지원)
6 단자나사 M3.5 * 7㎜나사
7 단자커버 단자대보호용커버
8 모듈고정나사구멍 베이스모듈고정용나사구멍(M3 * 12㎜나사)
9 모듈장착용레버 베이스모듈장착용레버
10 전원입력단자 AC220V의교류전원을접속

⑶ CPU 모듈
표 1-5 CPU모듈의 종류
CPU
LD명령
처리속도
[㎱/명령]
프로그램
메모리
[스텝]
디바이스
메모리
[워드]
표준
RAM
[워드]
입ㆍ출력
제어점수
입ㆍ출력
디바이스
점수
베이직
모델
Q00JCPU 2008K
18K
없음 256
2048Q00CPU 16032K 1024
Q01CPU 100 14K
하이
퍼포먼스
모델
Q02CPU 7928K
29K
32K
4096 8192
Q02HCPU
34
64KQ06HCPU 60K
Q12HCPU 124K128K
Q25HCPU 252K
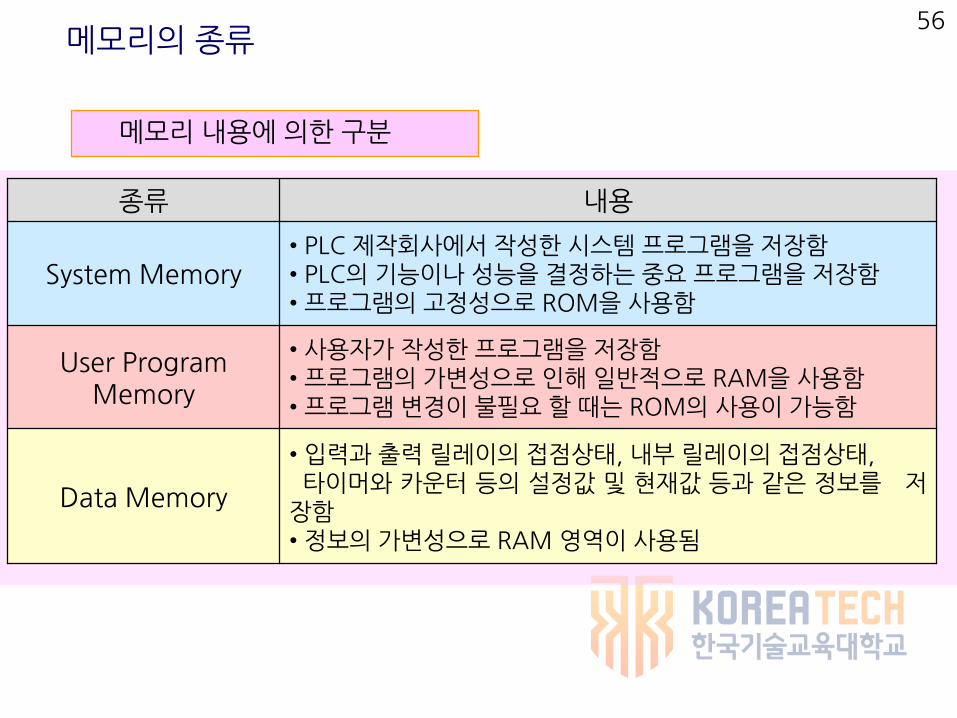
메모리 내용에 의한 구분
• 사용자가 작성한 프로그램을 저장함• 프로그램의 가변성으로 인해 일반적으로 RAM을 사용함• 프로그램 변경이 불필요 할 때는 ROM의 사용이 가능함
User Program Memory
• PLC 제작회사에서 작성한 시스템 프로그램을 저장함• PLC의 기능이나 성능을 결정하는 중요 프로그램을 저장함• 프로그램의 고정성으로 ROM을 사용함
System Memory
• 입력과 출력 릴레이의 접점상태, 내부 릴레이의 접점상태,타이머와 카운터 등의 설정값 및 현재값 등과 같은 정보를 저
장함• 정보의 가변성으로 RAM 영역이 사용됨
Data Memory
내용종류
메모리의 종류56
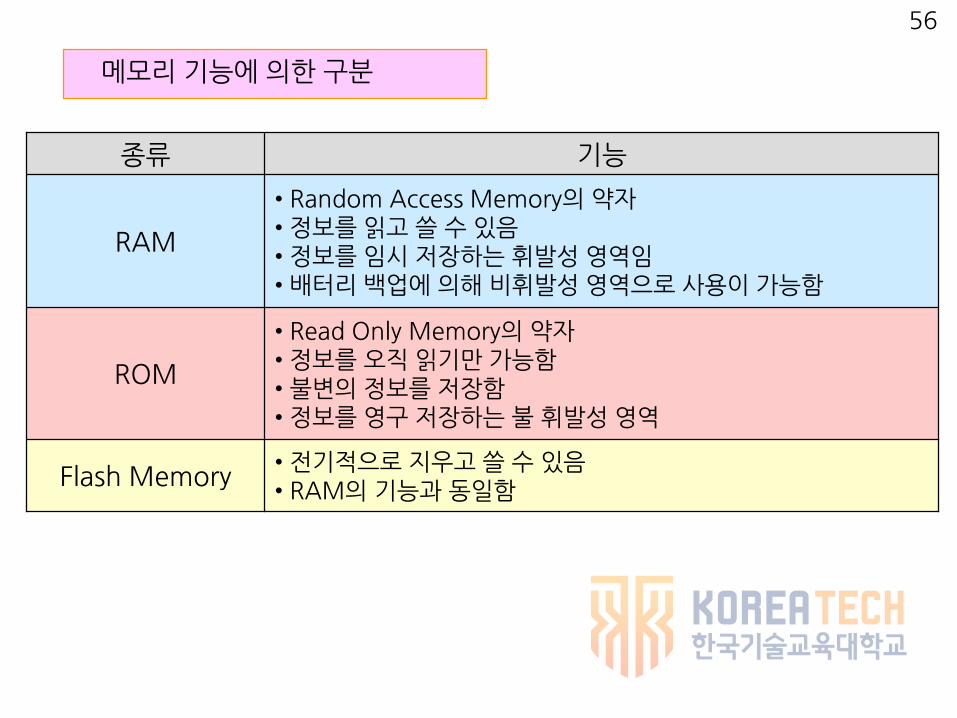
메모리 기능에 의한 구분
• Read Only Memory의 약자• 정보를 오직 읽기만 가능함• 불변의 정보를 저장함• 정보를 영구 저장하는 불 휘발성 영역
ROM
• Random Access Memory의 약자• 정보를 읽고 쓸 수 있음• 정보를 임시 저장하는 휘발성 영역임• 배터리 백업에 의해 비휘발성 영역으로 사용이 가능함
RAM
• 전기적으로 지우고 쓸 수 있음• RAM의 기능과 동일함
Flash Memory
기능종류
56

그림 1-14 하이퍼포먼스 CPU의 외형
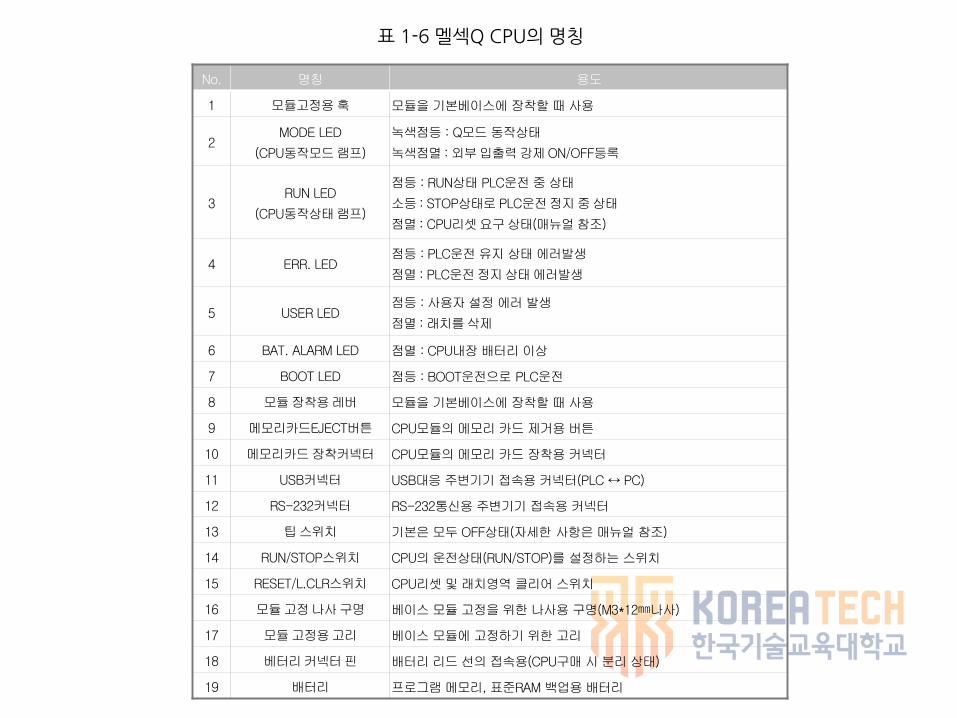
표 1-6 멜섹Q CPU의 명칭
No. 명칭 용도
1 모듈고정용훅 모듈을기본베이스에장착할때사용
2MODE LED
(CPU동작모드램프)
녹색점등 : Q모드동작상태
녹색점멸 :외부입출력강제ON/OFF등록
3RUN LED
(CPU동작상태램프)
점등 : RUN상태 PLC운전중상태
소등 : STOP상태로 PLC운전정지중상태
점멸 : CPU리셋요구상태(매뉴얼참조)
4 ERR. LED점등 : PLC운전유지상태에러발생
점멸 : PLC운전정지상태에러발생
5 USER LED점등 :사용자설정에러발생
점멸 :래치를삭제
6 BAT. ALARM LED 점멸 : CPU내장배터리이상
7 BOOT LED 점등 : BOOT운전으로 PLC운전
8 모듈장착용레버 모듈을기본베이스에장착할때사용
9 메모리카드EJECT버튼 CPU모듈의메모리카드제거용버튼
10 메모리카드장착커넥터 CPU모듈의메모리카드장착용커넥터
11 USB커넥터 USB대응주변기기접속용커넥터(PLC ↔ PC)
12 RS-232커넥터 RS-232통신용주변기기접속용커넥터
13 팁스위치 기본은모두 OFF상태(자세한사항은매뉴얼참조)
14 RUN/STOP스위치 CPU의운전상태(RUN/STOP)를설정하는스위치
15 RESET/L.CLR스위치 CPU리셋및래치영역클리어스위치
16 모듈고정나사구명 베이스모듈고정을위한나사용구명(M3*12㎜나사)
17 모듈고정용고리 베이스모듈에고정하기위한고리
18 베터리커넥터핀 배터리리드선의접속용(CPU구매시분리상태)
19 배터리 프로그램메모리, 표준RAM 백업용배터리

⑷ 입력 모듈
외부 스위치, 센서 등으로부터 입력 신호를 받아들이는 모듈이다.
표 1-7 입력모듈(QX42)의 명칭
①
②
③
④
①①
②②
③③
④④
No. 명칭 용도
1 표시용램프 입력신호확인용 LED램프로 32점표시
2 표시전환용스위치 좌측및우측 32점입력신호표시를전환하는스위치
3 입력신호커넥터 입력신호커넥터로각각 32점입력(모델명 : A6CON1)
4 커넥터고정용나사구멍 입력신호커넥터를모듈에고정하기위한나사구멍
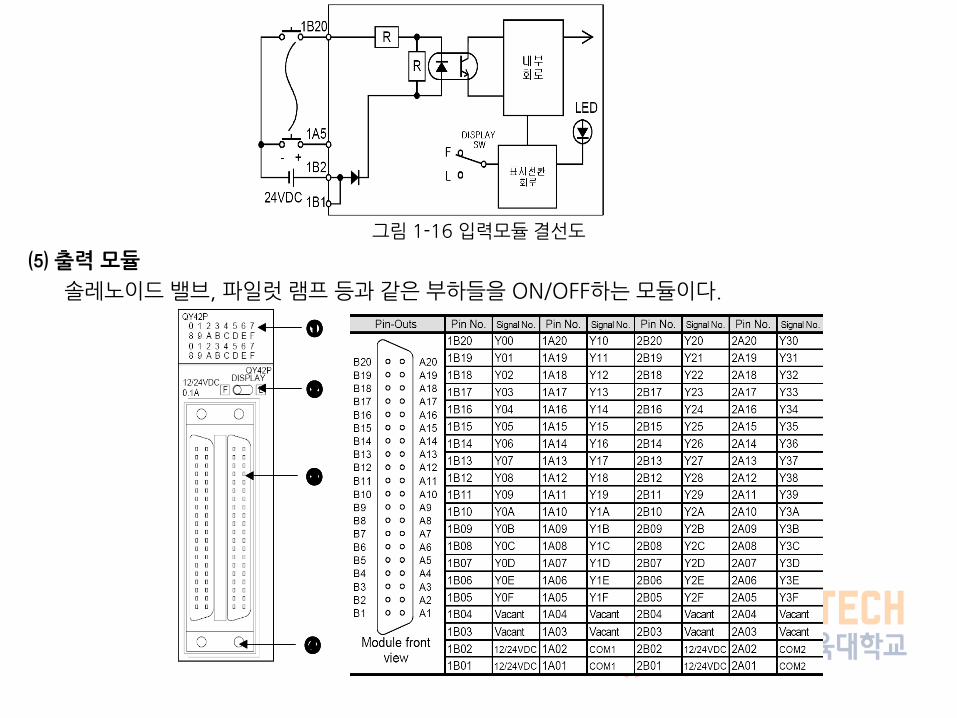
그림 1-16 입력모듈 결선도
⑸ 출력 모듈
솔레노이드 밸브, 파일럿 램프 등과 같은 부하들을 ON/OFF하는 모듈이다.
①
②
③
④
①①
②②
③③
④④
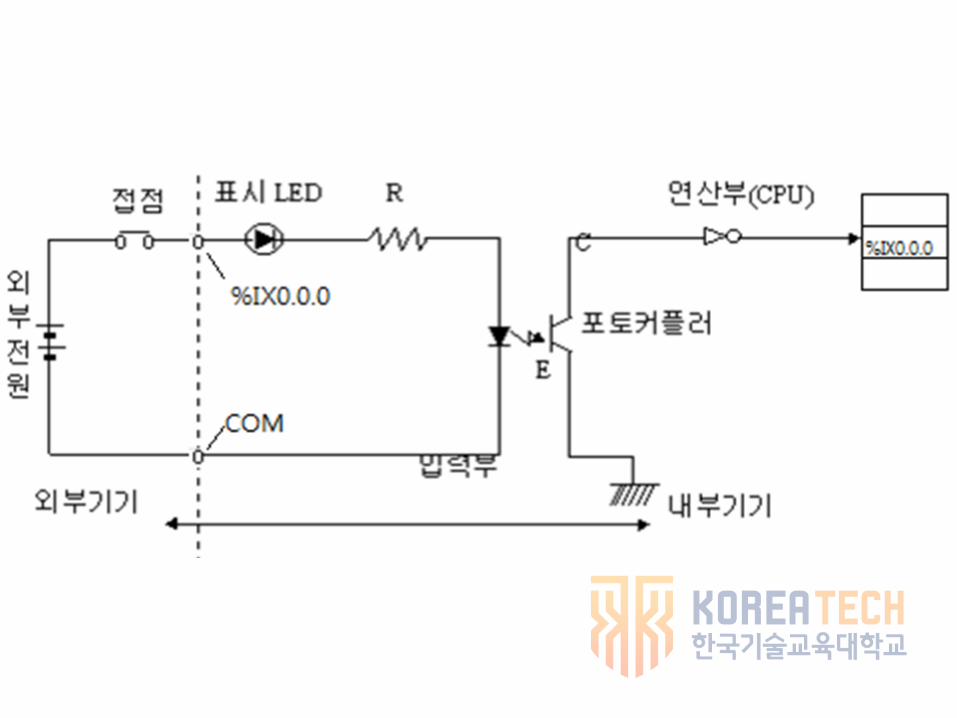
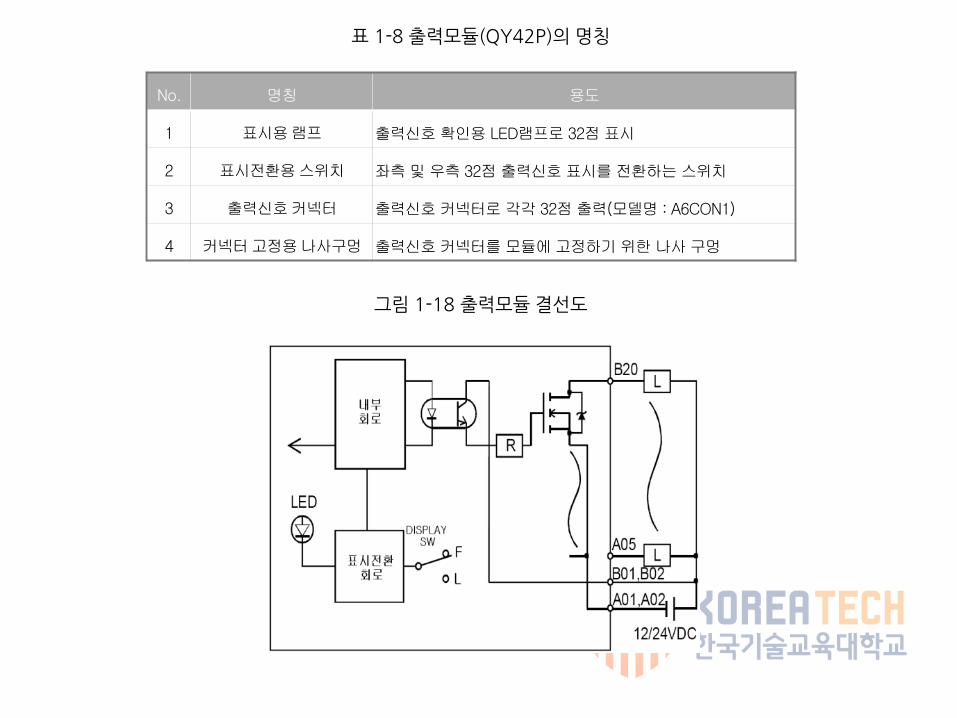
표 1-8 출력모듈(QY42P)의 명칭
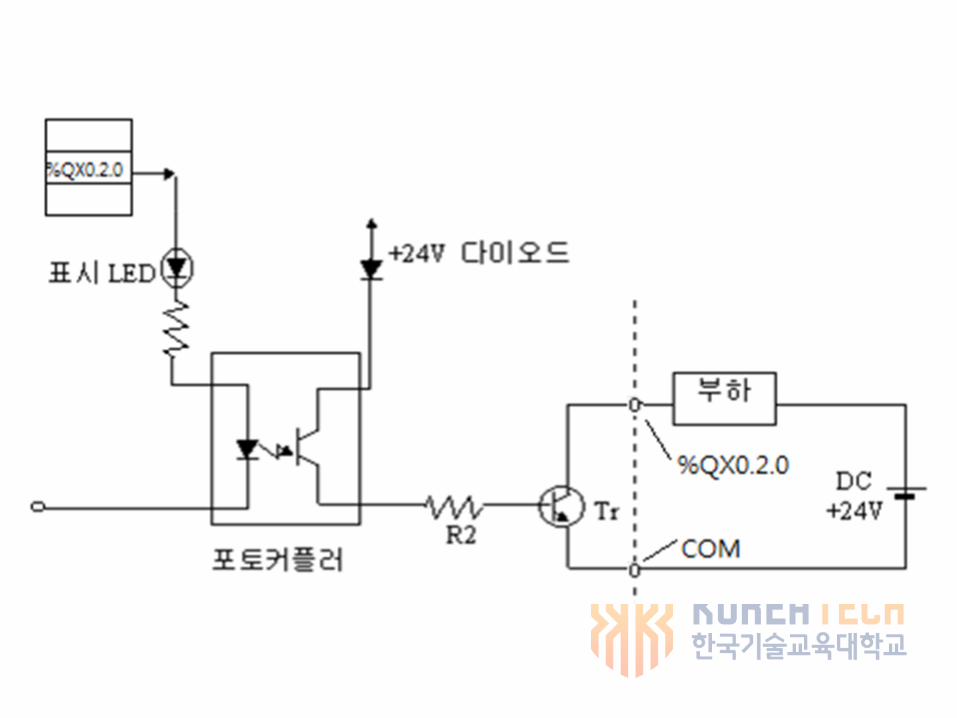
그림 1-18 출력모듈 결선도
No. 명칭 용도
1 표시용램프 출력신호확인용 LED램프로 32점표시
2 표시전환용스위치 좌측및우측 32점출력신호표시를전환하는스위치
3 출력신호커넥터 출력신호커넥터로각각 32점출력(모델명 : A6CON1)
4 커넥터고정용나사구멍 출력신호커넥터를모듈에고정하기위한나사구멍
⑹ 인텔리전트 기능 모듈
멜섹Q PLC에서는 일반적인 입출력이 아닌 특수한 기능을 지원하는 모듈을 인텔리전트 기능모듈이라 한다.
① A/D(Analog-Digital) 변환 모듈
② D/A변환 모듈
③ 온도입력 모듈
④ 온도 조절 모듈
⑤ 고속카운터 모듈
⑥ 위치결정모듈
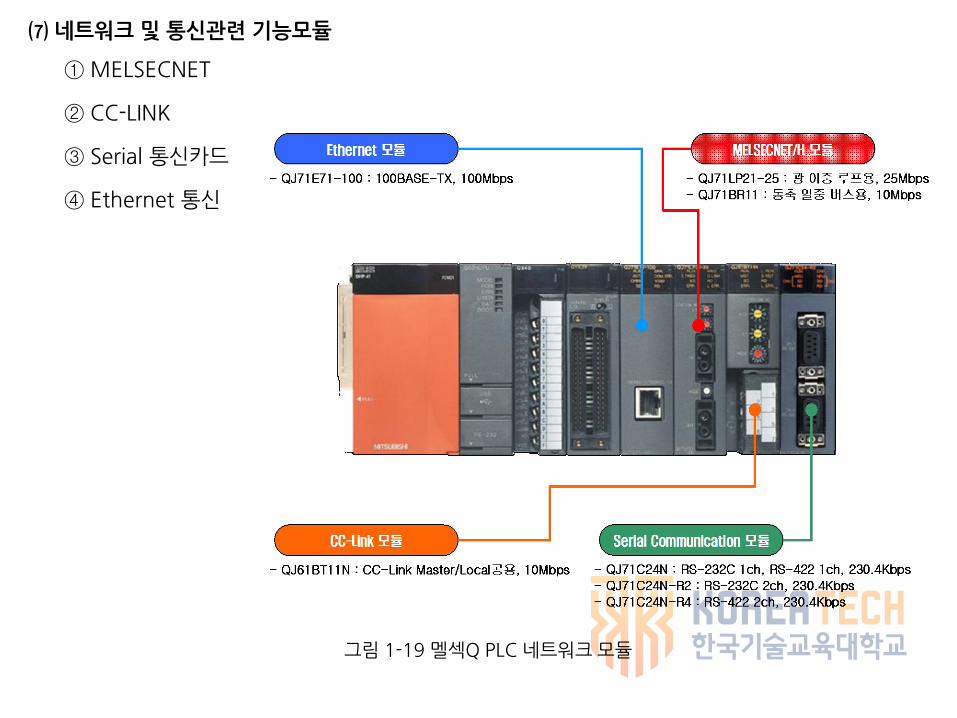
⑺ 네트워크 및 통신관련 기능모듈
① MELSECNET
② CC-LINK
③ Serial 통신카드
④ Ethernet 통신
그림 1-19 멜섹Q PLC 네트워크 모듈

4. 멜섹-Q PLC 입출력 번호의 할당1) PLC의 입출력 번호란
PLC의 입출력 번호는 래더 프로그램을 실행하는데 필요로 하는 입출력 신호의 위치번호를 나타내기 위한 것이다.
⑴ 입출력 번호의 표현
입출력 번호는 16진수로 표현하고, 입력과 출력 번호를 각각 구분하기 위하여 입력 번호의 선두에 “X”, 출력 번호의 선두에 “Y”를 부여한다. 입출력 번호는 0번 슬롯부터 순차적으로 부여되며 [그림 1-28]은 베이스 모듈에 장착된 입출력 모듈의 접점 개수에 따라 입출력 번지를 부여한 것을 나타내었다.
그림 1-28 PLC의 입ㆍ출력 번지 할당

그림 1-29 PLC의 입ㆍ출력 번지 할당

⑴ 배터리의 장착
5. 실습에 필요한 멜섹-Q PLC 시스템 구성

⑵ PLC 모듈의 장착 및 분리 방법

그림 1-39 베이스 모듈에 모듈을 탈착하는 방법
⑶ PLC 시스템의 전원회로 구성
① 비상정지 회로, 보호회로, 정회전/역회전 등의 상반되는 동작의 인터록 회로, 위치결정의 상한/하한등 기계의 파손 방지의 인터록 회로는 PLC의 외부에 회로를 구성한다.
② 전원모듈의 과전류 보호 장치 또는 과전압 보호 장치가 동작하였을 때는 모든 출력이 OFF되도록 시스템을 구성한다.

③ PLC CPU에서 자기진단 등으로 검출한 에러의 경우에는 PLC 파라미터의 설정에 따라입출력 상태를 결정한다.
④ PLC 본체의 전원 기동 후에 외부 공급전원을 투입하도록 전원회로를 구성한다. 외부 공급 전원을 먼저 투입하면 PLC의 초기 동작 시, 잘못된 입출력에 의해 사고가 발생할 수 있다.
PLC전원의 기동 순서는 다음과 같다.
① PLC의 전원모듈을 ON한다.
② CPU모듈의 운전 스위치를 RUN상태로 한다.
③ PLC시스템에 사용하는 DC전원의 정상공급으로 릴레이 RA2가 ON한다.
④ DC전원을 사용하는 입출력장치의 전원 공급 후 정상동작에 필요한 시간만큼 타이머(TM)시간을 설정한다.
⑤ 기동 SW를 ON한다.
⑥ 전자접촉기(MC)의 ON시에 프로그램에 의해 입출력 기기를 구동한다.

2) 멜섹Q PLC 사용을 위한 CPU 메모리 포맷
• PLC 시스템이 조립되어 있어야 한다.
• 조립된 PLC 시스템에 전원을 공급한다.
• PLC CPU와 컴퓨터를 USB 또는 RS232케이블로 연결한다.
⑴ 프로그램 메모리의 포맷
• 신제품 CPU를 처음 사용할 때.
• CPU에러가 발생되어 CPU을 리셋해도 에러가 해제되지 않을 때.
• 프로그램 메모리 에러가 발생되었을 때.
• CPU에 내장된 배터리의 문제로 인해 메모리에 이상이 발생했을 때.
표 1-10 멜섹Q PLC의 CPU모델별 메모리 용량
구분 Q02CPU Q02HCPU Q06HCPU Q12HCPU Q25HCPU
프로그램
메모리
112KByte
(28K스텝)
112KByte
(28K스텝)
240KByte
(60K스텝)
496KByte
(124K스텝)
1024KByte
(252K스텝)
표준ROM 112KByte 112KByte 240KByte 496KByte 1024KByte
표준RAM 64KByte 128KByte 256KByte
메모리
카드
SRAMQ2MEM-1MBS : 1MByte
Q2MEM-2MBS : 2MByte
FlashQ2MEM-2MBS : 2MByte
Q2MEM-4MBS : 4MByte
ATA
Q2MEM- 8MBS : 8MByte
Q2MEM-16MBS : 16MByte
Q2MEM-32MBS : 32MByte

그림 1-41 프로그램 메모리 포맷
프로그램 메모리 포맷은 다음과 같은 순서로 한다.
① GX Developer의 메인메뉴에서 “온라인”을 선택한다.
② “온라인”의 하위메뉴에서 “PLC메모리 포맷”을 선택한다.
③ [그림 1-41]과 같은 “PLC메모리 포맷”의 창에서 대상메모리을 “프로그램 메모리/디바이스 메모리”을 선택한 후 실행버튼을 클릭한다.

프로그램 메모리를 포맷한 후 메모리의 용량을 확인하는 방법에 대해서 살펴보자.
① GX Developer의 메인메뉴에서 “온라인”을 선택한다.
② “온라인”의 하위메뉴에서 “PLC읽기”를 선택한다.
그림 1- 42 프로그램 메모리 용량 확인
⑵ 표준RAM의 포맷
표준RAM도 사용 전에 반드시 포맷을 한 후 사용·해야 한다. 표준RAM의 포맷 방법은 프로그램메모리 포맷 방법에서 대상 메모리를 “표준RAM”으로 설정한 후 동일한 방법으로 실행하면 된다. 포맷 후 메모리의 용량을 확인해서 사용하는 CPU모델의 메모리 용량과 일치하는지 확인한다.


KUT CSE HPCL KCJ
137
프로그램 수정 시 : 편집 – 쓰기 모드
KUT CSE HPCL KCJ
138
수정 후 동작 확인

⑥ PLC 프로그램 작성이 끝났으면 작성한 PLC 프로그램은 반드시 PLC에 전송 가능한 파일로 변환해야 한다.
그림 2-27

⑦ 프로그램 변환이 끝났으면 작성한 프로그램을 PLC에 전송해야 한다. 여기에서는 USB를이용하여 파일을 전송한다.
그림 2-28 USB드라이브 설치
• ①번의 “하드웨어 업데이트 마법사”시작 창에서 “예 이번만 연결”을 선택
• ②번의 “목록 또는 특정 위치에서 설치(고급)”을 선택
• ③번의 “검색할 때 다음 위치 포함”에서 "C:∖MELSEC∖Easysocket∖USBDrivers" 폴더를 선택한 후 “다음” 버튼 클릭
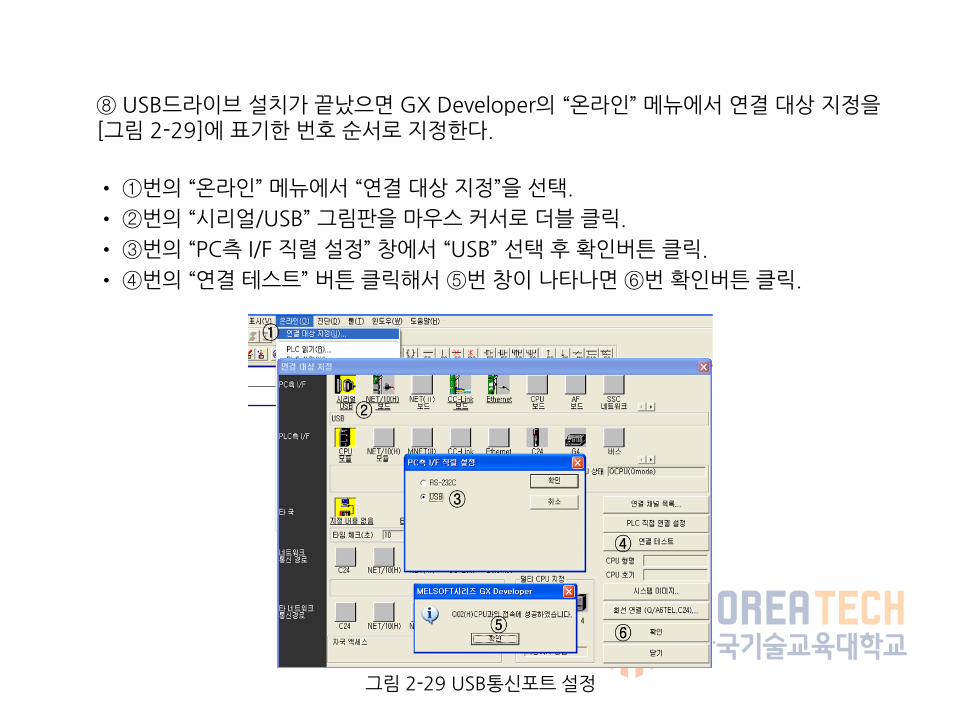
⑧ USB드라이브 설치가 끝났으면 GX Developer의 “온라인” 메뉴에서 연결 대상 지정을[그림 2-29]에 표기한 번호 순서로 지정한다.
• ①번의 “온라인” 메뉴에서 “연결 대상 지정”을 선택.
• ②번의 “시리얼/USB” 그림판을 마우스 커서로 더블 클릭.
• ③번의 “PC측 I/F 직렬 설정” 창에서 “USB” 선택 후 확인버튼 클릭.
• ④번의 “연결 테스트” 버튼 클릭해서 ⑤번 창이 나타나면 ⑥번 확인버튼 클릭.
그림 2-29 USB통신포트 설정
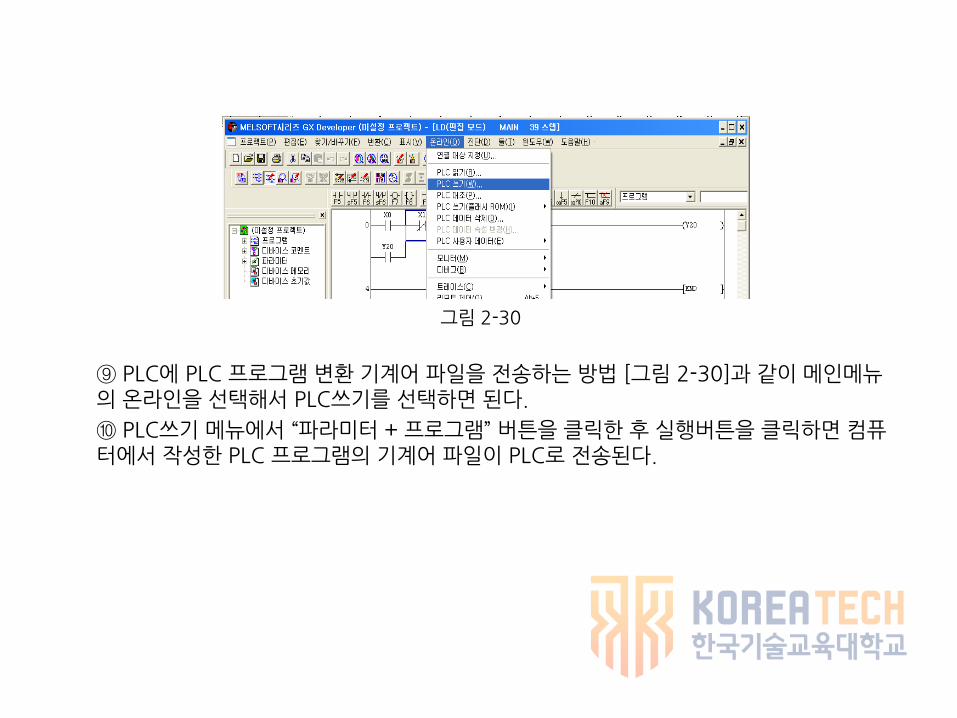
그림 2-30
⑨ PLC에 PLC 프로그램 변환 기계어 파일을 전송하는 방법 [그림 2-30]과 같이 메인메뉴의 온라인을 선택해서 PLC쓰기를 선택하면 된다.
⑩ PLC쓰기 메뉴에서 “파라미터 + 프로그램” 버튼을 클릭한 후 실행버튼을 클릭하면 컴퓨터에서 작성한 PLC 프로그램의 기계어 파일이 PLC로 전송된다.
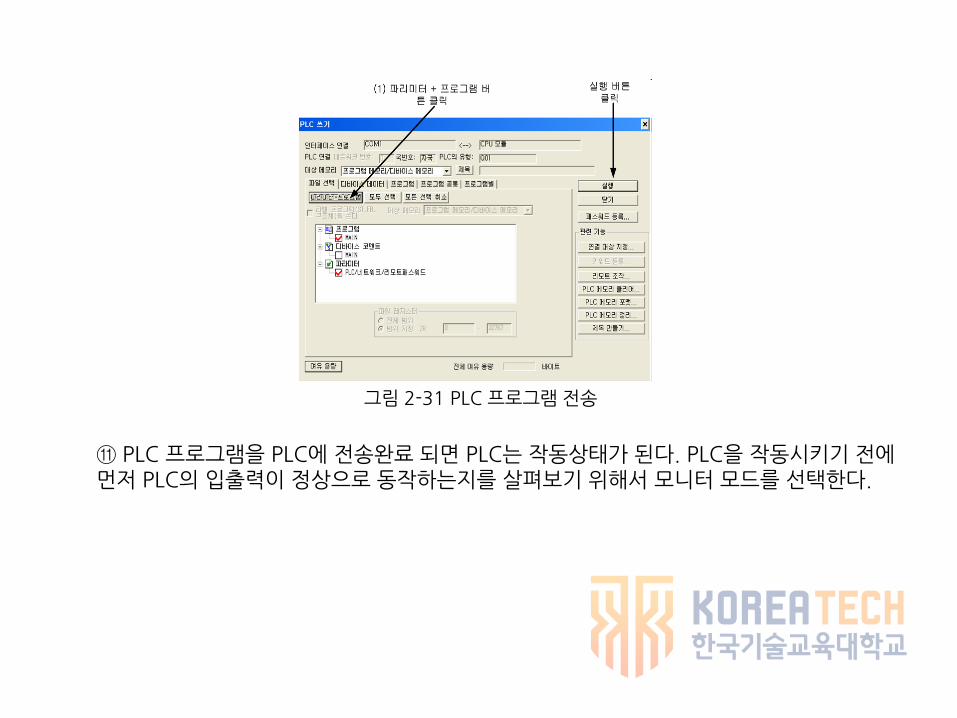
그림 2-31 PLC 프로그램 전송
⑪ PLC 프로그램을 PLC에 전송완료 되면 PLC는 작동상태가 된다. PLC을 작동시키기 전에먼저 PLC의 입출력이 정상으로 동작하는지를 살펴보기 위해서 모니터 모드를 선택한다.

그림 2-32 모니터 모드 설정
⑫ [그림 2-33]는 모니터 모드가 실행 중인 상태를 나타낸 것이다.
그림 2-33 모니터 모드 동작 중 화면

⑬ 모니터 모드의 종료는 모니터 상태 창을 닫으면 자동으로 종료된다.
⑭ 프로그램의 수정사항이 발생하여 프로그램을 수정하기 위해서는 모니터 모드를 종료한후 반드시 아래의 그림과 같이 “쓰기 모드”를 선택한 후 수정해야 한다.
그림 2-34 쓰기모드 화면

실습9: PLC를 사용한 복동실린더 제어회로

실습10: PLC를 사용한 자동복귀회로
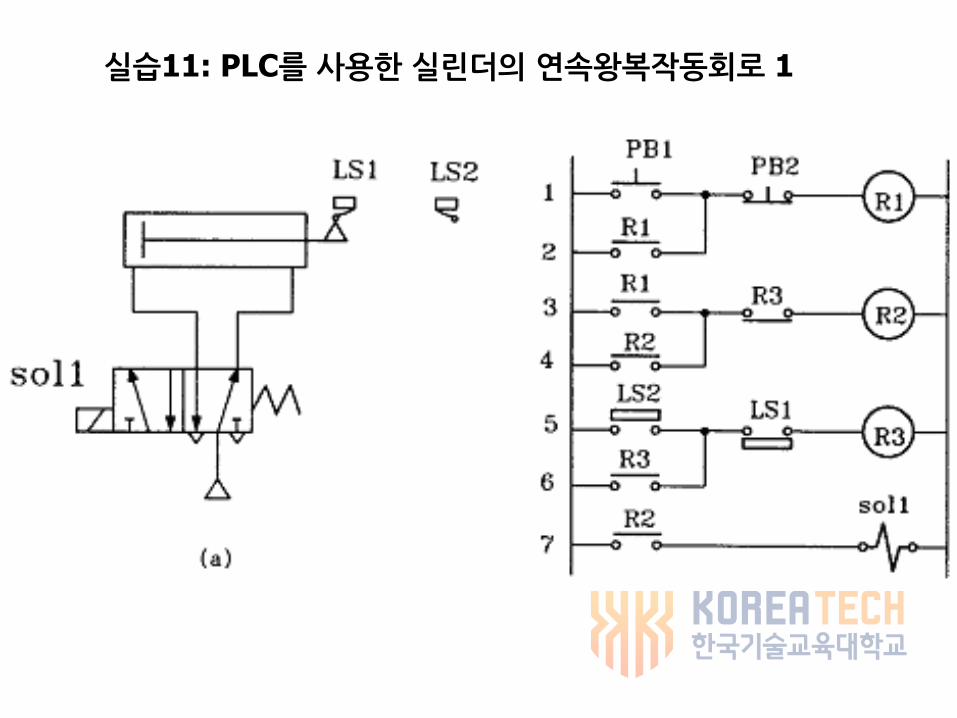
실습11: PLC를 사용한 실린더의 연속왕복작동회로 1
4주차
신호중복
주회로 차단법
최대신호 차단법
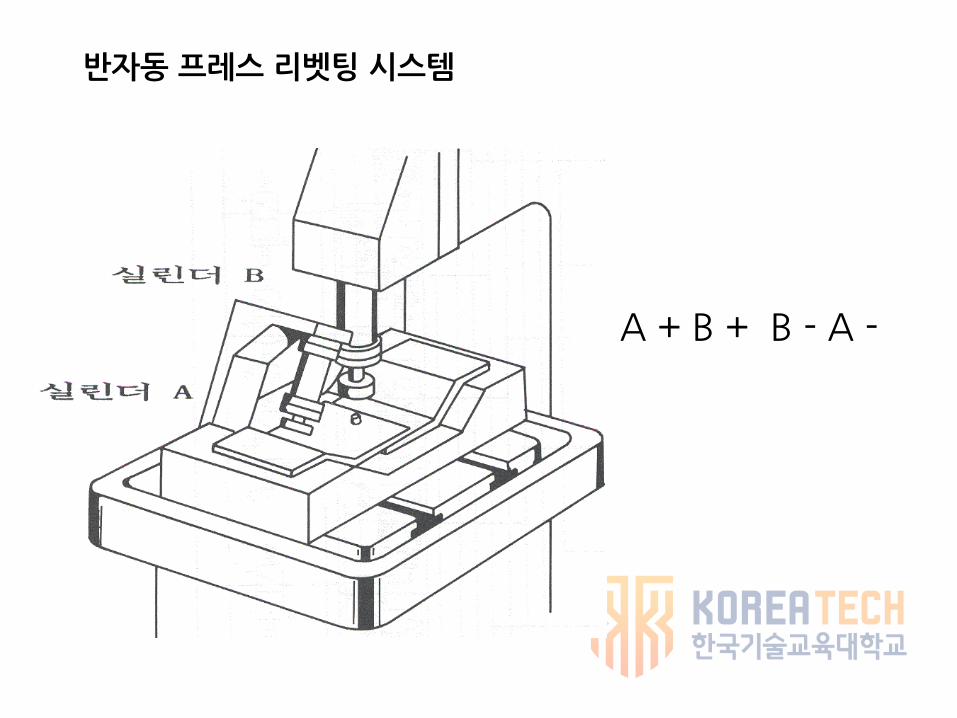
반자동 프레스 리벳팅 시스템
A + B + B - A -
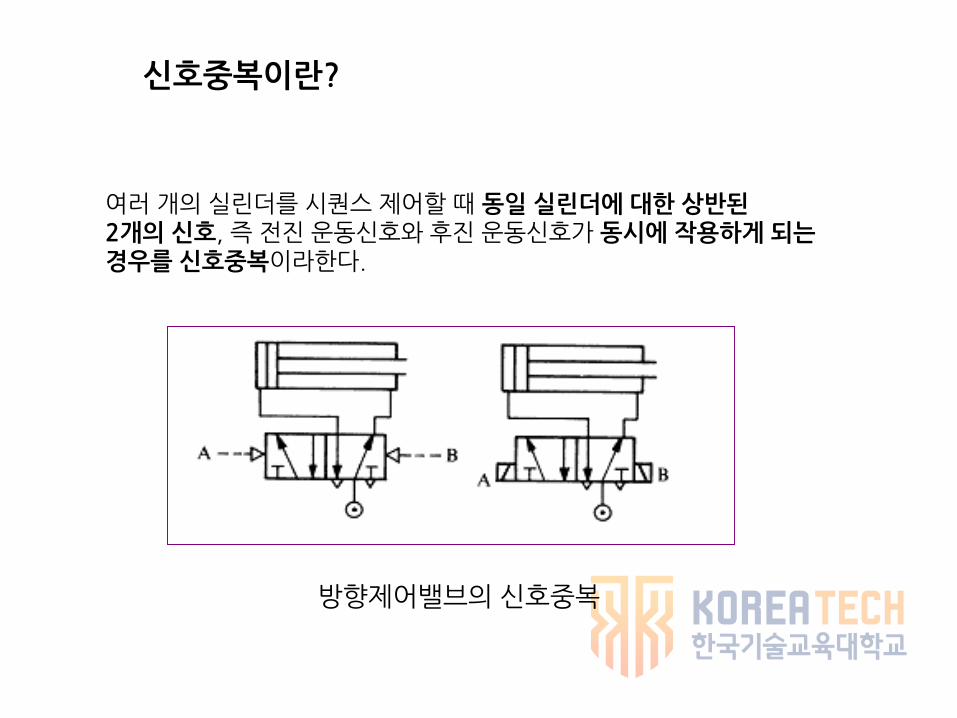
신호중복이란?
방향제어밸브의 신호중복
여러 개의 실린더를 시퀀스 제어할 때 동일 실린더에 대한 상반된2개의 신호, 즉 전진 운동신호와 후진 운동신호가 동시에 작용하게 되는경우를 신호중복이라한다.
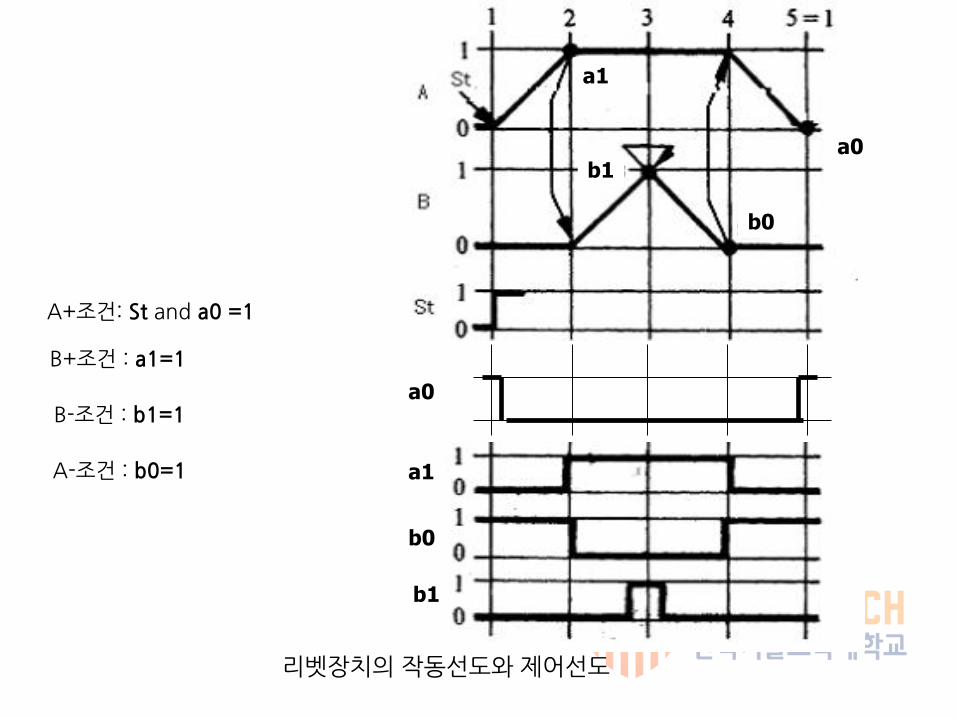
리벳장치의 작동선도와 제어선도
A+조건: St and a0 =1
B+조건 : a1=1
B-조건 : b1=1
A-조건 : b0=1
a0
a1
b0
b1
b1
b0
a1
a0

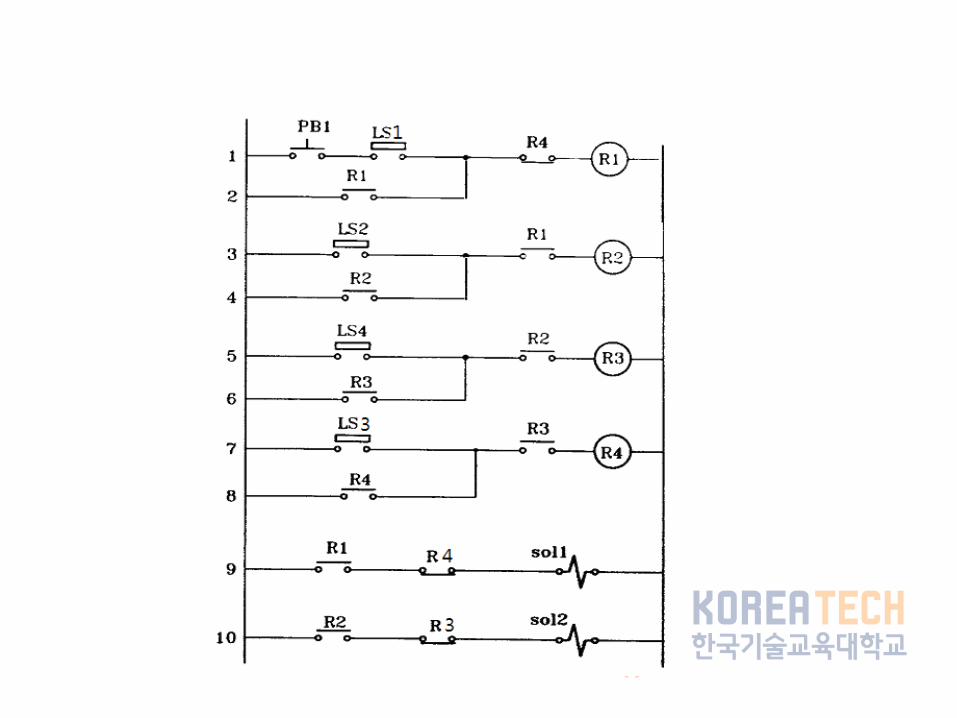
실습12 : 주 회로 차단법에 의한 설계법
편솔레노이드밸브를 사용할 경우 릴레이가 ON되는 조건식
• 첫 릴레이가 ON되는 조건식: R1=(StᆞLS + R1)ᆞ(Rlast)b
• 일반 릴레이가 ON되는 조건식: Rn=(LS + Rn)ᆞRn-1
• 최종 릴레이가 ON되는 조건식: Rlast=(LS + Rlast)ᆞRlast-1
R: 릴레이의 전자코일 또는 a접점(R)b: 릴레이의 b접점ᆞ : 직렬연산+ : 병렬연산LS : 바로 앞 단계의 도달조건

액추에이터의 동작순서에 따른 설계방법의 요점
- 체크백 리밋스위치 신호를 받고- 자기유지시키며- 전단계 출력신호로서 릴레이 a접점과 AND시키고- 전진 신호는 릴레이의 a접점으로 주 회로 구간에서 솔레노이드와접속하고, - 복귀신호는 해당 릴레이의 b접점으로 주회로 구간에서 솔레노이드에 접속하여 구성- 마지막 스텝의 릴레이가 동작하면 모든 릴레이가 순차적으로 자기유지를 해제
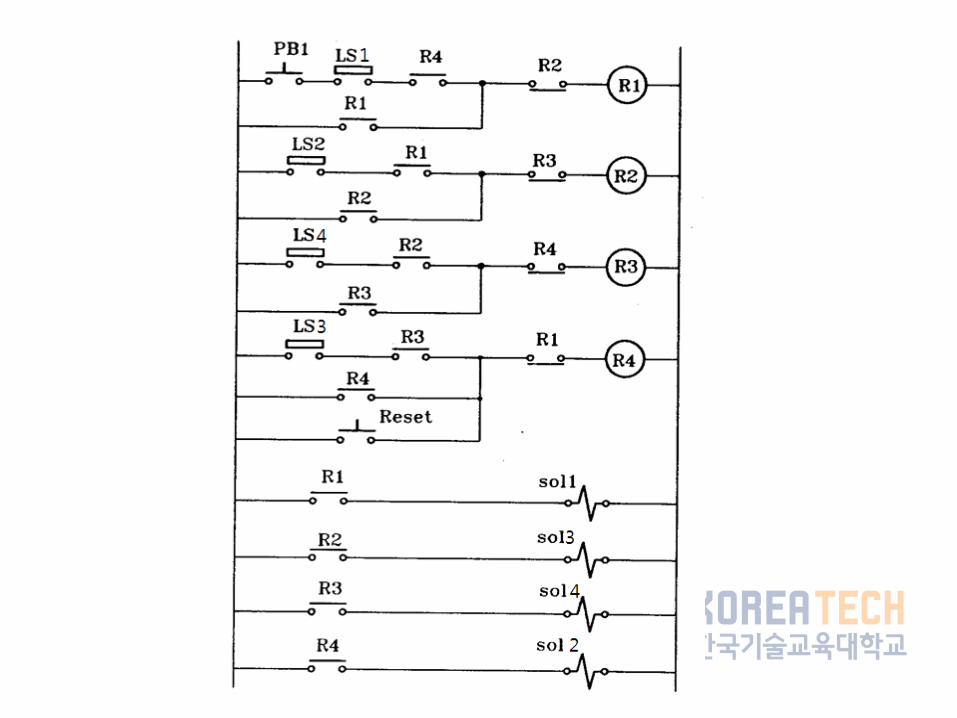
실습13: 최대신호 차단법
- 양측 전자밸브로 공압실린더를 제어하는 회로- 각각의 운동 스텝에 릴레이를 할당- 레지스터의 원리를 이용한 회로설계- 리밋스위치의 신호 AND 전 동작 신호인 릴레이의 a접점- 자기유지시키고- 그 스텝신호의 b접점으로 전 신호를 차단- 각각의 다음 운동 스텝신호에 인터록시킴으로써 운동의 제어가확실한 설계방법

양측 솔레노이드 밸브를 사용할 경우 릴레이가 ON되는 조건식• 첫 릴레이가 ON되는 조건식:
R1=(StᆞLS ᆞRn-1 + R1)ᆞ(R2)b• 일반 릴레이가 ON되는 조건식:
Rn=(LSᆞ Rn-1 + Rn)ᆞ(Rn+1)b• 최종 릴레이가 ON되는 조건식:
Rlast=(LSᆞRlast-1 + Rlast+ Reset)ᆞ(R1)b
여기서 R: 릴레이의 전자코일 또는 a접점(R)b: 릴레이의 b접점ᆞ : 직렬연산+ : 병렬연산
LS : 바로 앞 단계의 도달조건
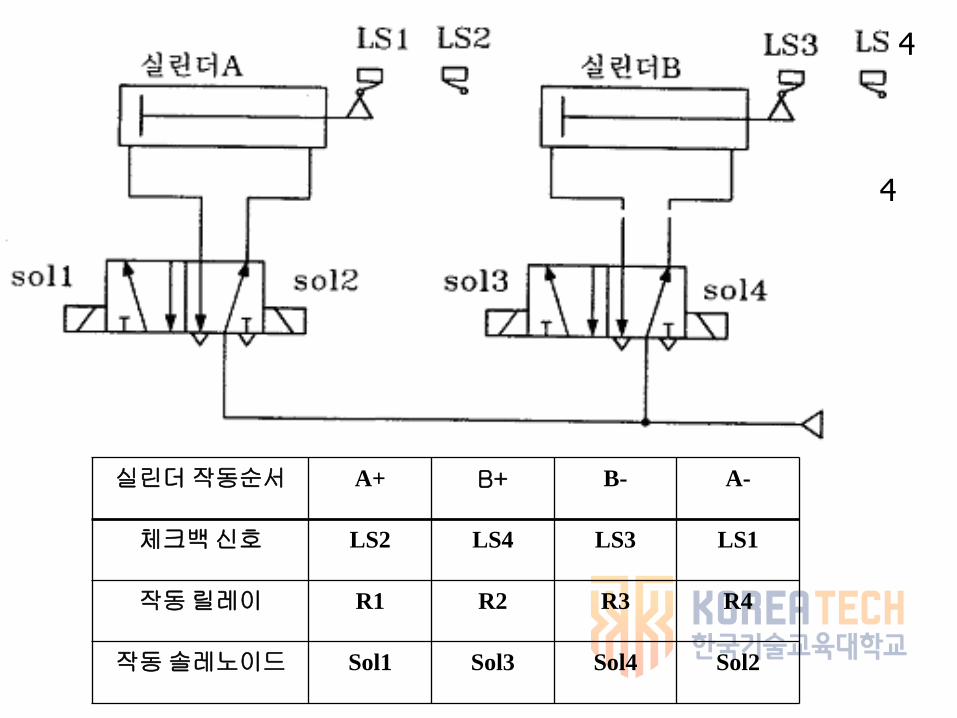
실린더작동순서 A+ B+ B- A-
체크백신호 LS2 LS4 LS3 LS1
작동릴레이 R1 R2 R3 R4
작동솔레노이드 Sol1 Sol3 Sol4 Sol2
4
4
5주차
소프트웨어의 연산처리
PLC 프로그램 연산처리
PLC 시퀀스 명령어

제어회로를 구성하는 시스템방식에는 전선으로 직접 연결하는 방식인 하드와
이어드 로직(Hardwired Logic) 방식과 프로그램상의 로직으로 표현되는 방
식인 소프트와이어드 로직(Softwired Logic) 방식의 두 종류가 있다.
제어회로의 구성 방법
1) 하드와이어드 로직 방식
• 개념 : 기존의 릴레이 제어반 회로에서 적용하고 있는 대표적인 회로구성
방법이다. 제어장소에 제어기기들을 적정하게 배치하고, 제어전선으로 배선
하여 요구되는 동작들을 실현하는 방식이다.
• 특징 : 소프트웨어와 하드웨어가 한 쌍이 되어 명령을 함께 수행하므로, 현
장설비의 사양을 변경할 때에는 제어 시스템 전체를 교체해야 한다. 소프트
웨어와 하드웨어를 분리할 수 없는 불편함이 하드와이어드 방식의 적용에 기
술적으로 많은 문제점을 야기시킨다.
• 사용현황 : 현재는 접점전류용량이 큰 주회로 배선이나, 간단한 현장 제어
회로 외에는 거의 사용되지 않으며 PLC로 대체되었다.
59

2) 소프트와이어드 로직 방식
• 개념 : 신 개념의 제어회로 구성방법으로, PLC제어회로가 대표적으로
채택하고 있는 회로구성 방법이다.
• 특징
- 소프트웨어와 하드웨어의 분리가 가능하므로 효율적인 운용 가능.
- 실제 배선하지 않고, 프로그램 내에서 배선이 소프트웨어적으로
이뤄지므로, 배선의 과다에 신경 쓸 필요가 없어 간단하고 편리하다.
- 메모리에 기억된 프로그램을 이용하여 동작조건과 순서를 지정하고 조정할
수 있다.
- 시스템의 사양을 변경할 필요가 있을 때에는 소프트웨어를 변경하여 시스템
의 사양을 쉽게 변경할 수 있다.
•사용현황 : 전 산업에 걸쳐 널리 사용되고 있다.
59
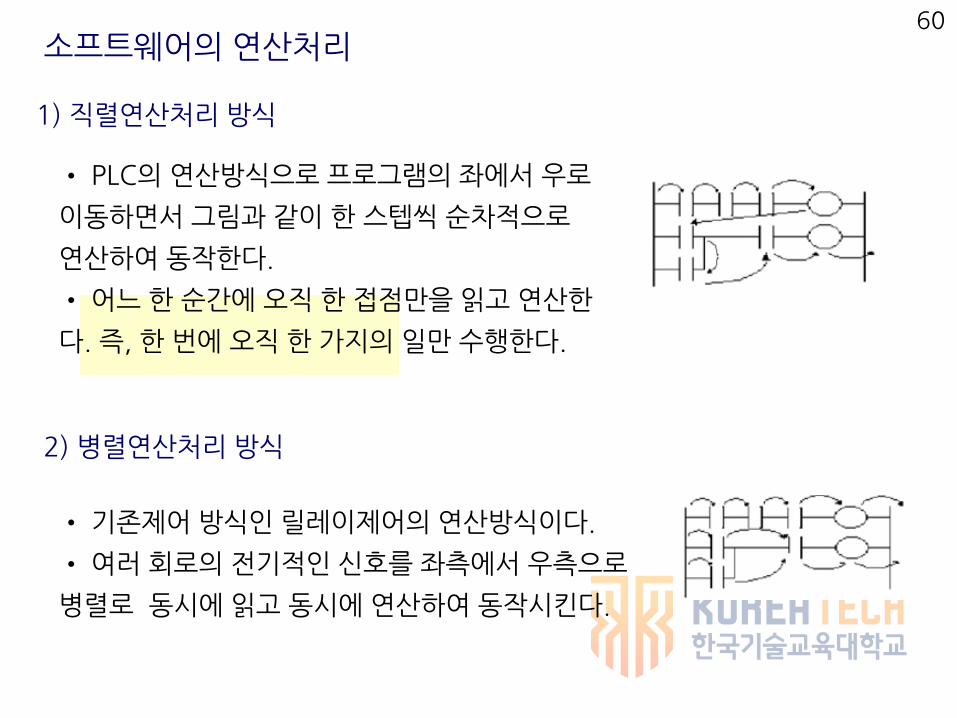
1) 직렬연산처리 방식
• PLC의 연산방식으로 프로그램의 좌에서 우로
이동하면서 그림과 같이 한 스텝씩 순차적으로
연산하여 동작한다.
• 어느 한 순간에 오직 한 접점만을 읽고 연산한
다. 즉, 한 번에 오직 한 가지의 일만 수행한다.
2) 병렬연산처리 방식
• 기존제어 방식인 릴레이제어의 연산방식이다.
• 여러 회로의 전기적인 신호를 좌측에서 우측으로
병렬로 동시에 읽고 동시에 연산하여 동작시킨다.
소프트웨어의 연산처리60
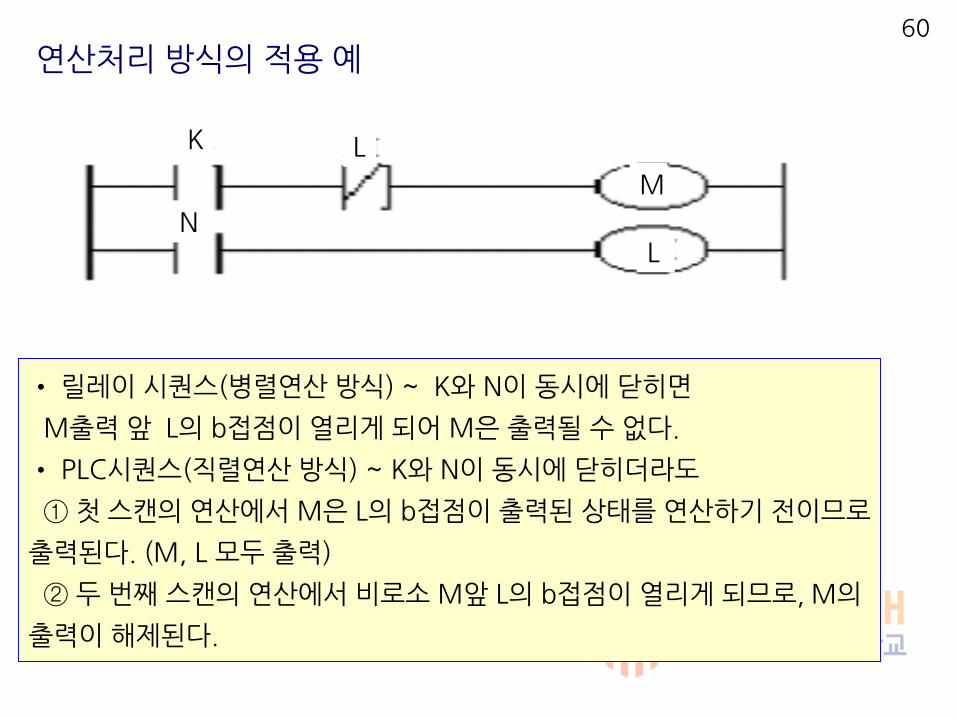
• 릴레이 시퀀스(병렬연산 방식) ~ K와 N이 동시에 닫히면
M출력 앞 L의 b접점이 열리게 되어 M은 출력될 수 없다.
• PLC시퀀스(직렬연산 방식) ~ K와 N이 동시에 닫히더라도
① 첫 스캔의 연산에서 M은 L의 b접점이 출력된 상태를 연산하기 전이므로
출력된다. (M, L 모두 출력)
② 두 번째 스캔의 연산에서 비로소 M앞 L의 b접점이 열리게 되므로, M의
출력이 해제된다.
K L
M
NL
연산처리 방식의 적용 예60
1) 접점의 개념
PLC에서의 접점이란 할당된 주소의 메모리를 의미하는 것이다.
즉, 해당 주소의 메모리로 할당된 ON/OFF정보를 저장해 놓고, 연산을 수행
할 때마다 그 메모리에 있는 저장정보를 읽어 와서 연산처리한다.
2) 접점의 특징
① PLC에서의 동일 접점은 저장된 메모리의 기억장소에서 변수의 주소로
할당된 기억소자를 단순히 읽어 오는 것이므로 프로그램 용량 범위 내에서 사
용 회수의 제한이 없다.
② 한 개의 유접점 릴레이에서 사용할 수 있는 a접점과 b접점 수에 제한이
있다. 하나의 릴레이에서 동일 접점은 회로의 한 부분에서만 사용할 수 있으므
로, 회로를 설계할 때 그 유접점 릴레이가 갖고 있는 접점 수로 사용이 제한된
다.
PLC 접점과 제어회로 상의 위치 제한61
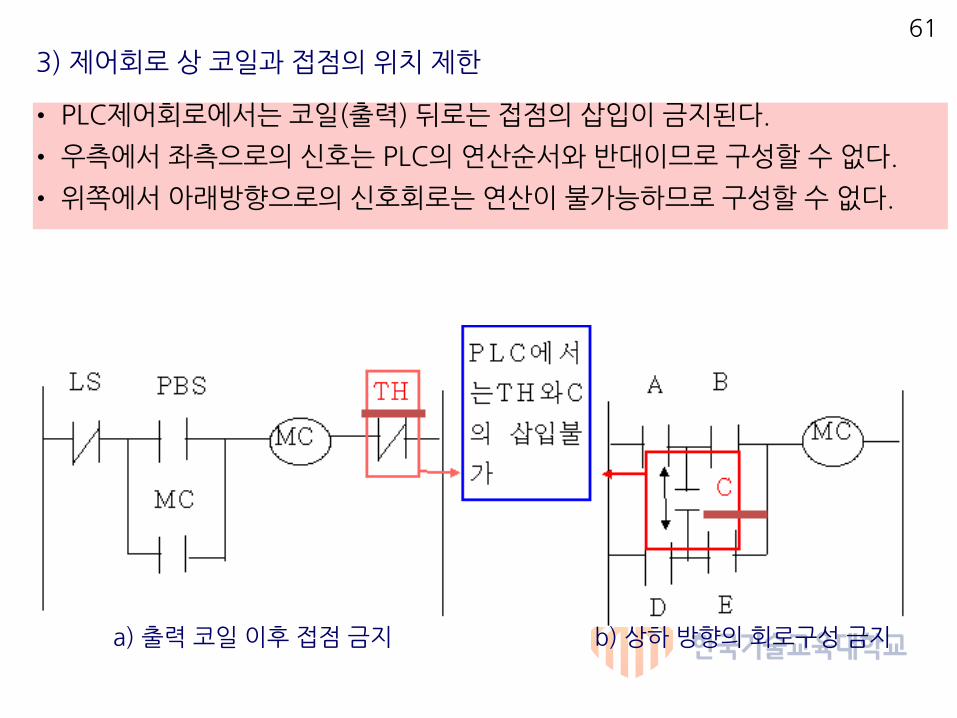
3) 제어회로 상 코일과 접점의 위치 제한
• PLC제어회로에서는 코일(출력) 뒤로는 접점의 삽입이 금지된다.
• 우측에서 좌측으로의 신호는 PLC의 연산순서와 반대이므로 구성할 수 없다.
• 위쪽에서 아래방향으로의 신호회로는 연산이 불가능하므로 구성할 수 없다.
a) 출력 코일 이후 접점 금지 b) 상하 방향의 회로구성 금지
61
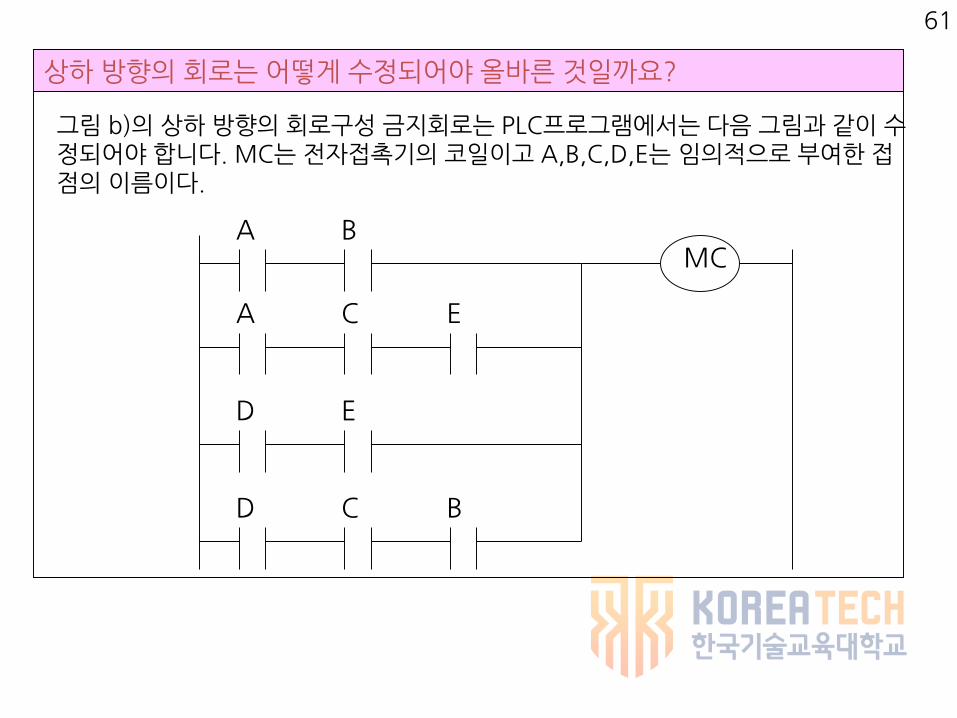
상하 방향의 회로는 어떻게 수정되어야 올바른 것일까요?
그림 b)의 상하 방향의 회로구성 금지회로는 PLC프로그램에서는 다음 그림과 같이 수정되어야 합니다. MC는 전자접촉기의 코일이고 A,B,C,D,E는 임의적으로 부여한 접점의 이름이다.
A C E
D E
D C
BA
B
MC
61
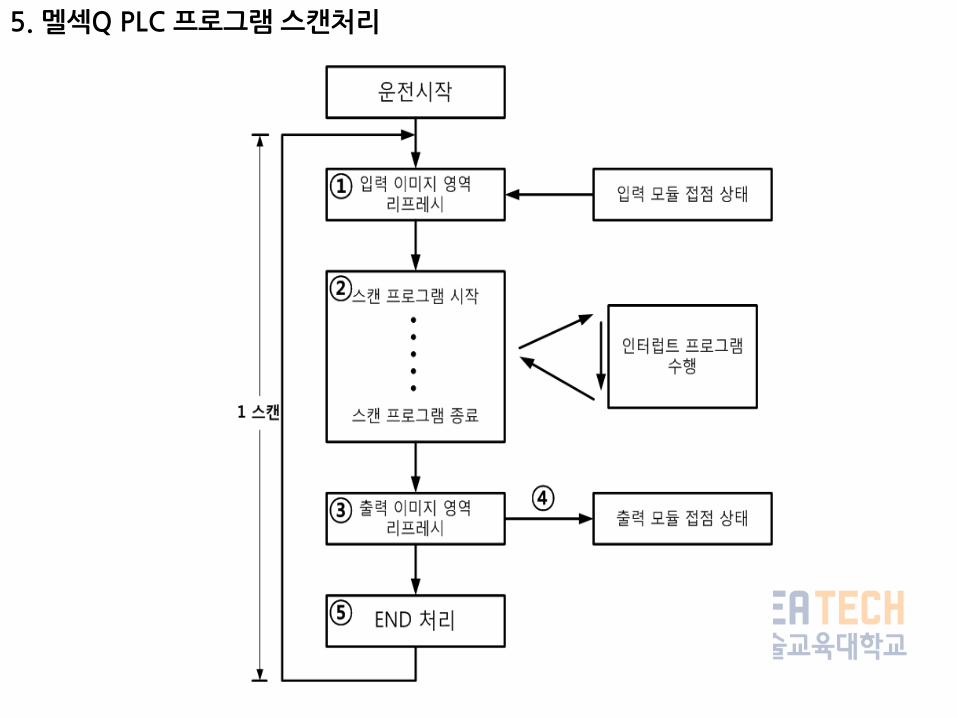
5. 멜섹Q PLC 프로그램 스캔처리

⑴ PLC 프로그램의 실행 순서
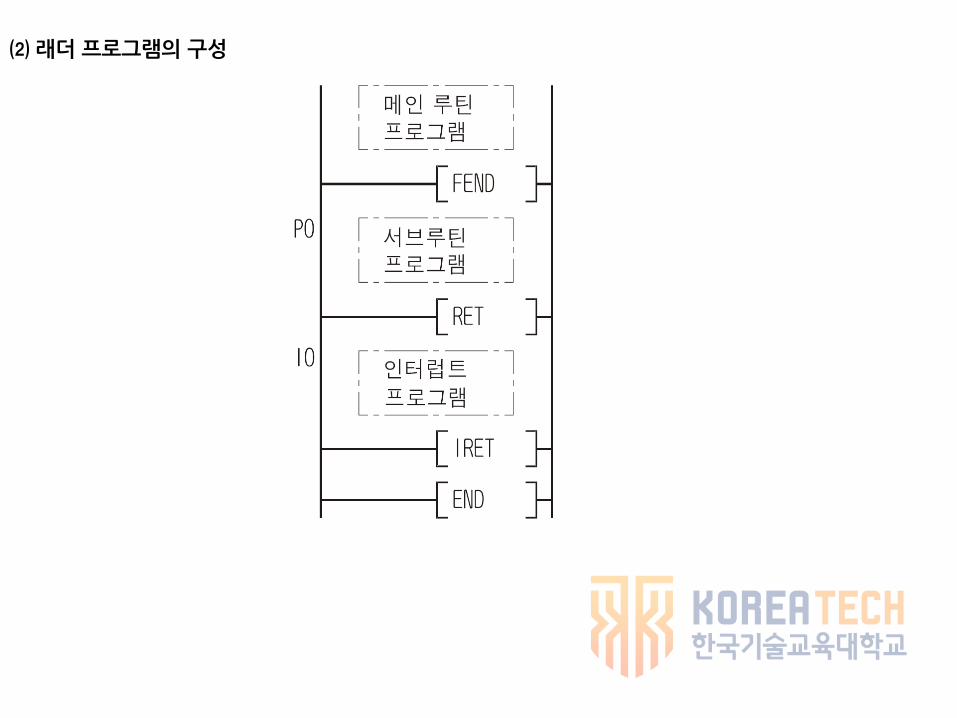
⑵ 래더 프로그램의 구성

1. 멜섹Q PLC의 시퀀스 명령어
1) 시퀀스 명령어의 종류
⑴ 접점명령
분류명령어
명칭기능 회로표시와대상요소
접점
명령
LD 연산개시 / a접점
LDI 연산개시 / b접점
AND 직렬접속 / a접점
ANI 직렬접속 / b접점
OR 병렬접속 / a접점
ORI 병렬접속 / b접점
펄스접점
명령
LDP 연산개시 / 펄스 a접점
LDF 연산개시 / 펄스 b접점
ANDP 직렬접속 / 펄스 a접점
ANDF 직렬접속 / 펄스 b접점
ORP 병렬접속 / 펄스 a접점
ORF 병렬접속 / 펄스 b접점
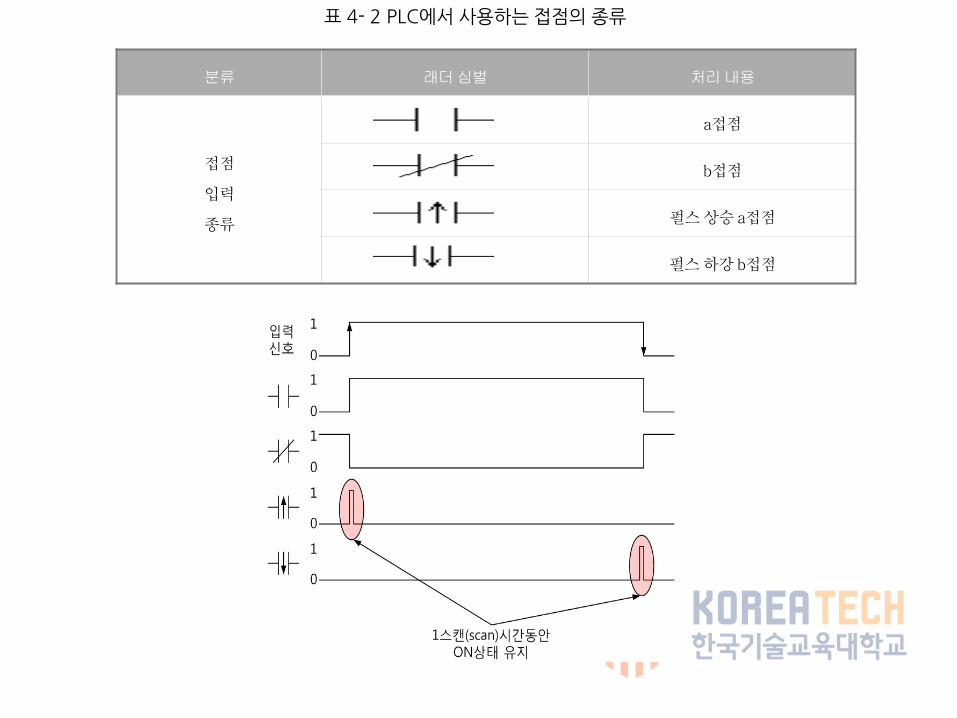
표 4- 2 PLC에서 사용하는 접점의 종류
분류 래더심벌 처리내용
접점
입력
종류
a접점
b접점
펄스상승 a접점
펄스하강 b접점
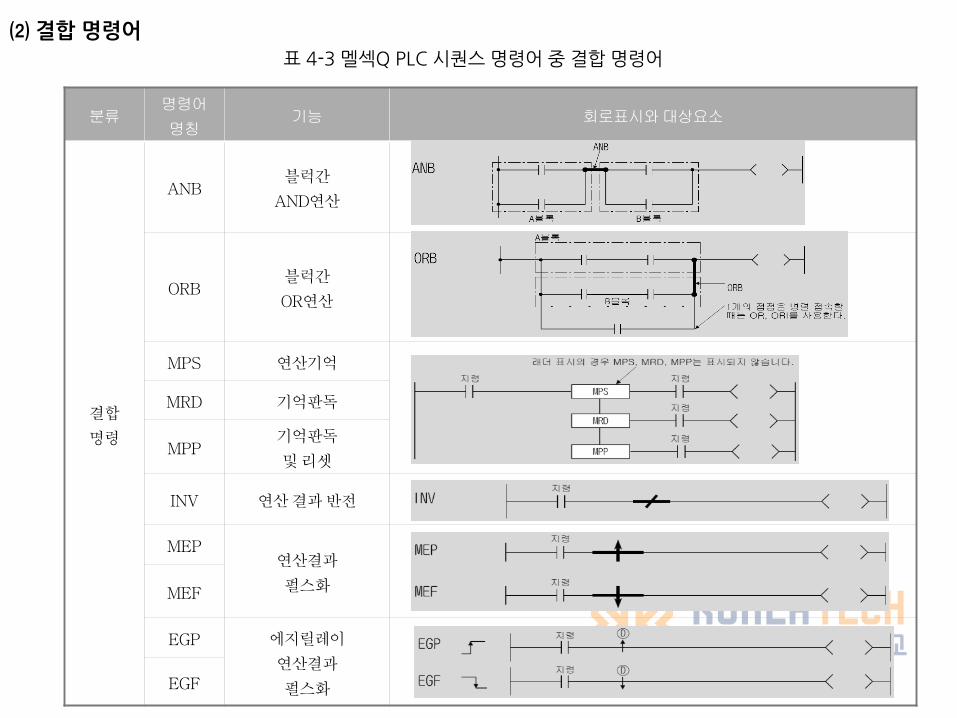
⑵ 결합 명령어
표 4-3 멜섹Q PLC 시퀀스 명령어 중 결합 명령어
분류명령어
명칭기능 회로표시와대상요소
결합
명령
ANB블럭간
AND연산
ORB블럭간
OR연산
MPS 연산기억
MRD 기억판독
MPP기억판독
및리셋
INV 연산결과반전
MEP연산결과
펄스화MEF
EGP 에지릴레이
연산결과
펄스화EGF
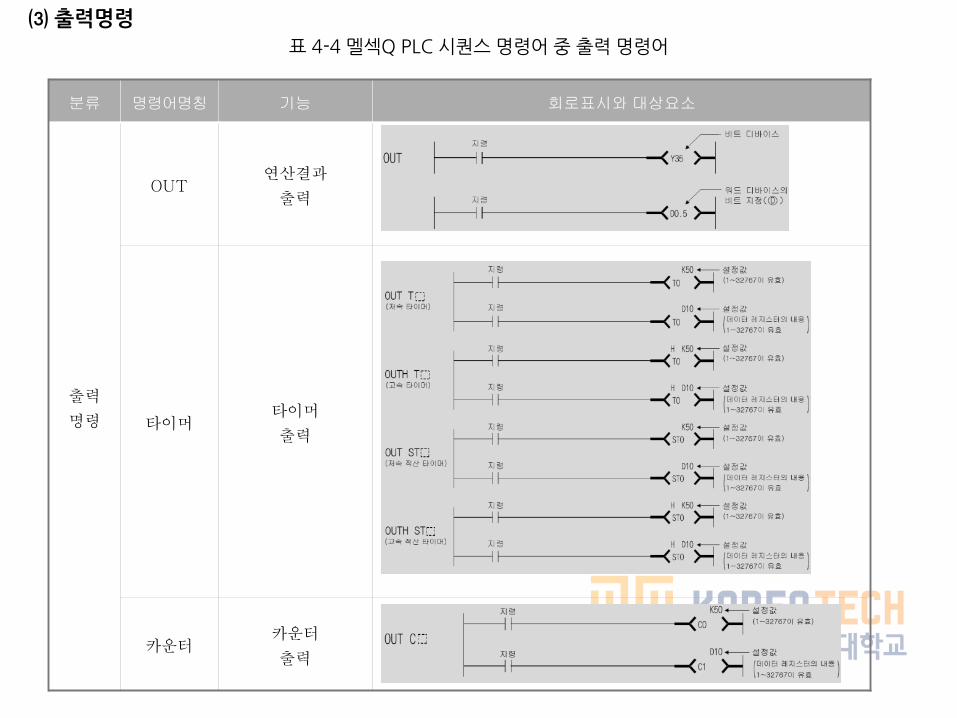
⑶ 출력명령
표 4-4 멜섹Q PLC 시퀀스 명령어 중 출력 명령어
분류 명령어명칭 기능 회로표시와대상요소
출력
명령
OUT연산결과
출력
타이머타이머
출력
카운터카운터
출력
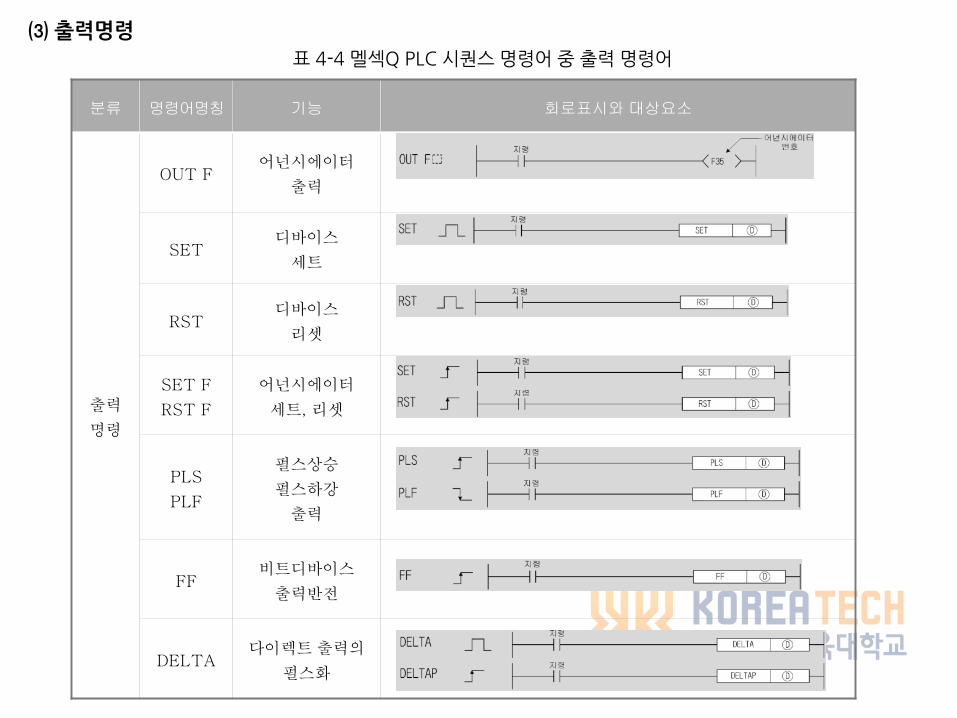
⑶ 출력명령
표 4-4 멜섹Q PLC 시퀀스 명령어 중 출력 명령어
분류 명령어명칭 기능 회로표시와대상요소
출력
명령
OUT F어넌시에이터
출력
SET디바이스
세트
RST디바이스
리셋
SET F
RST F
어넌시에이터
세트, 리셋
PLS
PLF
펄스상승
펄스하강
출력
FF비트디바이스
출력반전
DELTA다이렉트출력의
펄스화

⑷ 시프트 명령
⑸ 마스터 콘트롤 명령어
⑹ 종료 명령어
분류 명령어명칭 기능 회로표시와대상요소
시프트
명령
SFT비트디바이스
시프트SFTP
분류 명령어명칭 기능 회로표시와대상요소
마스트
컨트롤
MC
마스트콘트롤
세트, 리셋MCR
분류 명령어명칭 기능 회로표시와대상요소
종료
명령
FEND서브루틴
프로그램종료
END메인루틴
프로그램종료
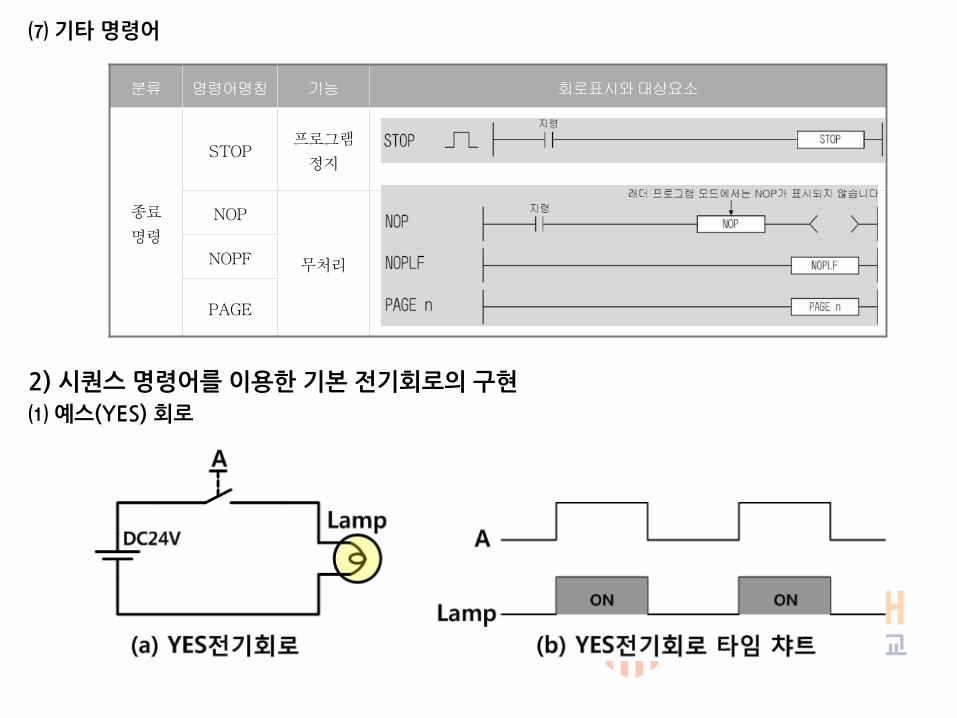
⑺ 기타 명령어
2) 시퀀스 명령어를 이용한 기본 전기회로의 구현
⑴ 예스(YES) 회로
분류 명령어명칭 기능 회로표시와대상요소
종료
명령
STOP프로그램
정지
NOP
무처리NOPF
PAGE
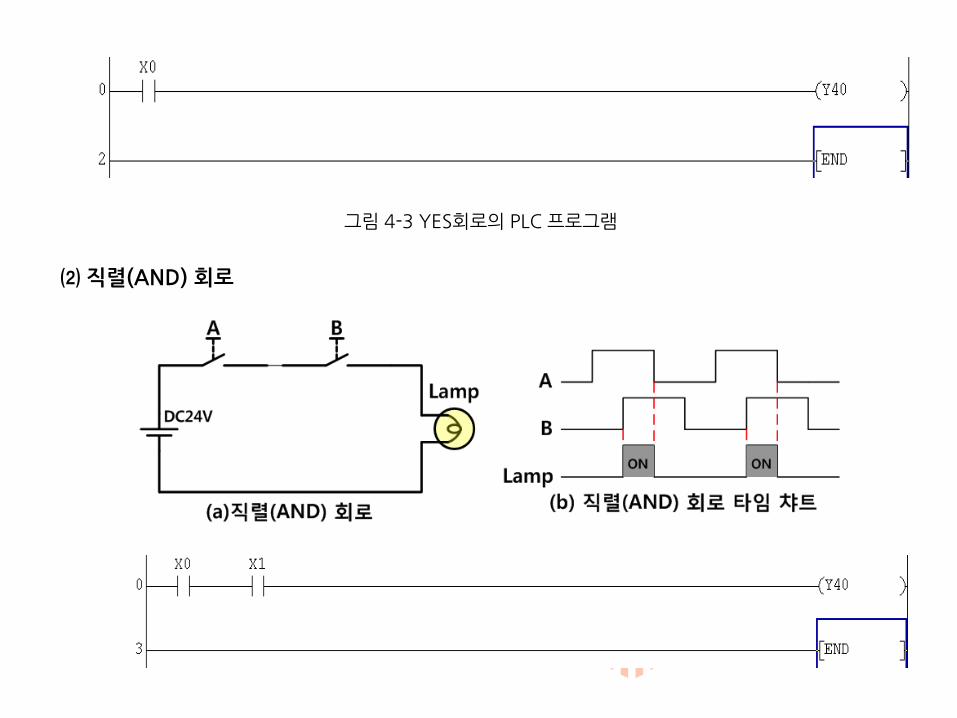
그림 4-3 YES회로의 PLC 프로그램
⑵ 직렬(AND) 회로

그림 4-6 직렬(AND)회로의 PLC 프로그램
⑶ 병렬(OR) 회로
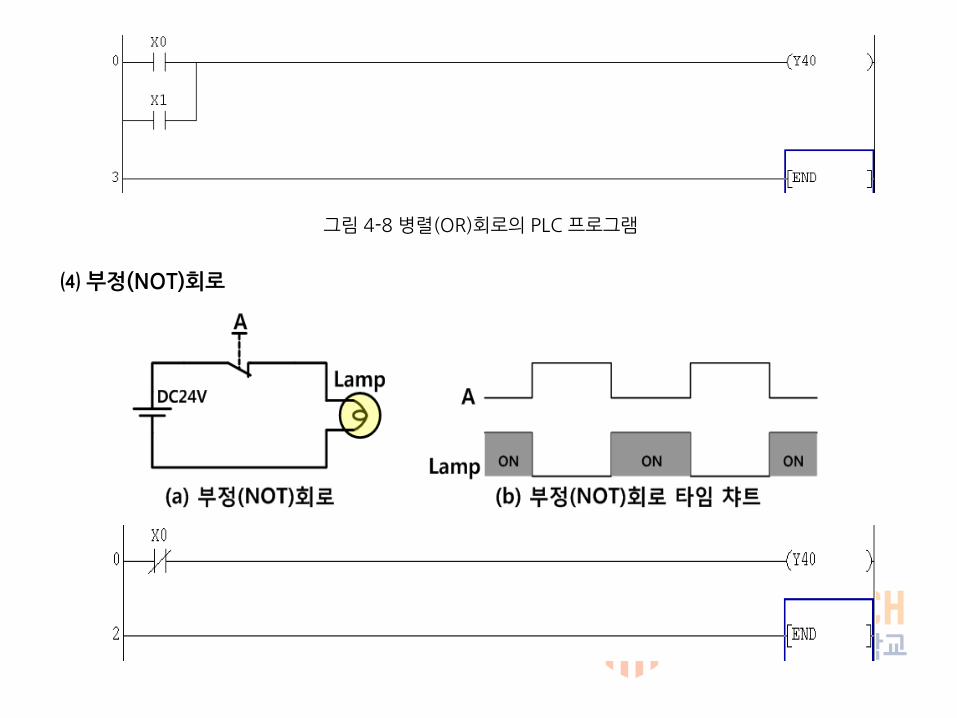
그림 4-8 병렬(OR)회로의 PLC 프로그램
⑷ 부정(NOT)회로
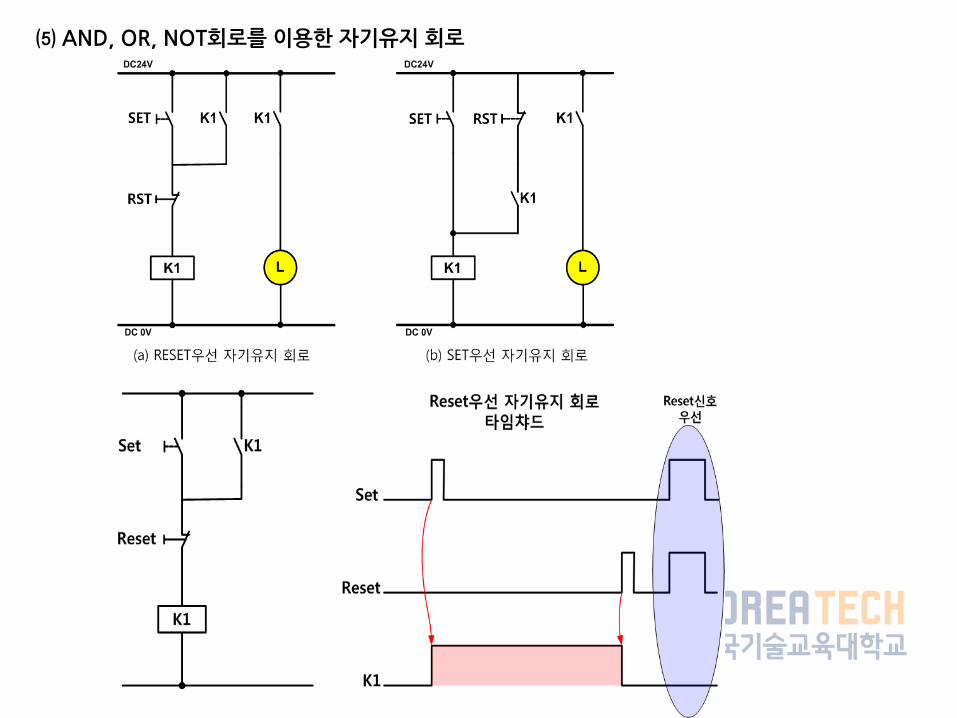
⑸ AND, OR, NOT회로를 이용한 자기유지 회로
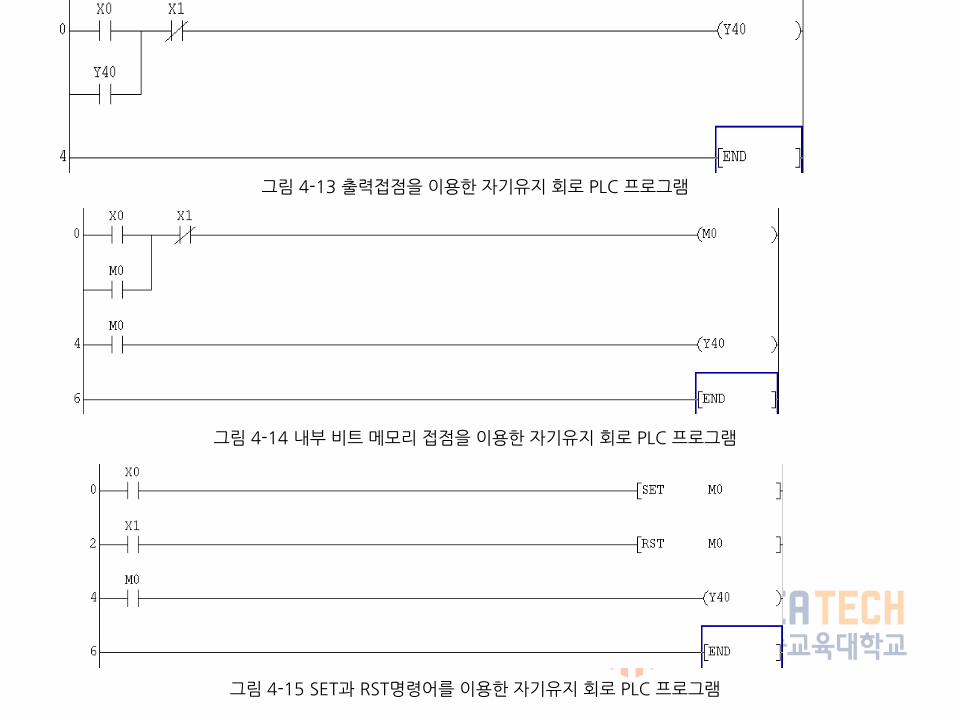
그림 4-13 출력접점을 이용한 자기유지 회로 PLC 프로그램
그림 4-14 내부 비트 메모리 접점을 이용한 자기유지 회로 PLC 프로그램
그림 4-15 SET과 RST명령어를 이용한 자기유지 회로 PLC 프로그램
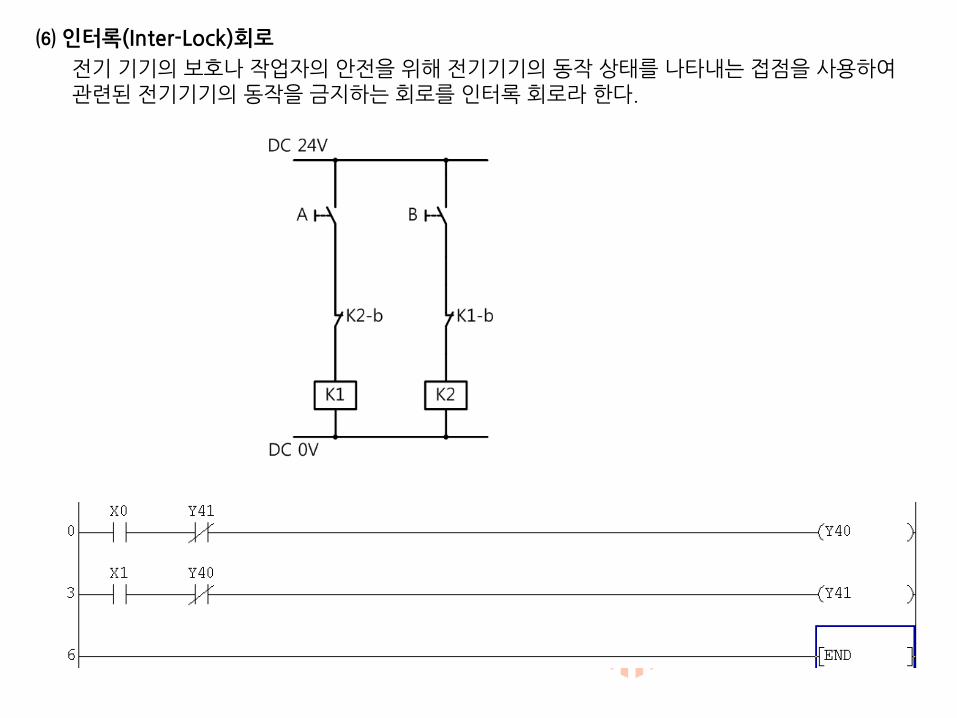
⑹ 인터록(Inter-Lock)회로
전기 기기의 보호나 작업자의 안전을 위해 전기기기의 동작 상태를 나타내는 접점을 사용하여관련된 전기기기의 동작을 금지하는 회로를 인터록 회로라 한다.

실습14: 릴레이를 이용한 모터 정역회로

■ DC모터 단순 정ㆍ역 회전 제어를 위한 PLC 프로그램
입력 출력
입력번호 기능 출력번호 기능
X00 정회전(푸시버튼) Y40 DC모터정회전(K1)
X01 역회전(푸시버튼) Y41 DC모터역회전(K2)
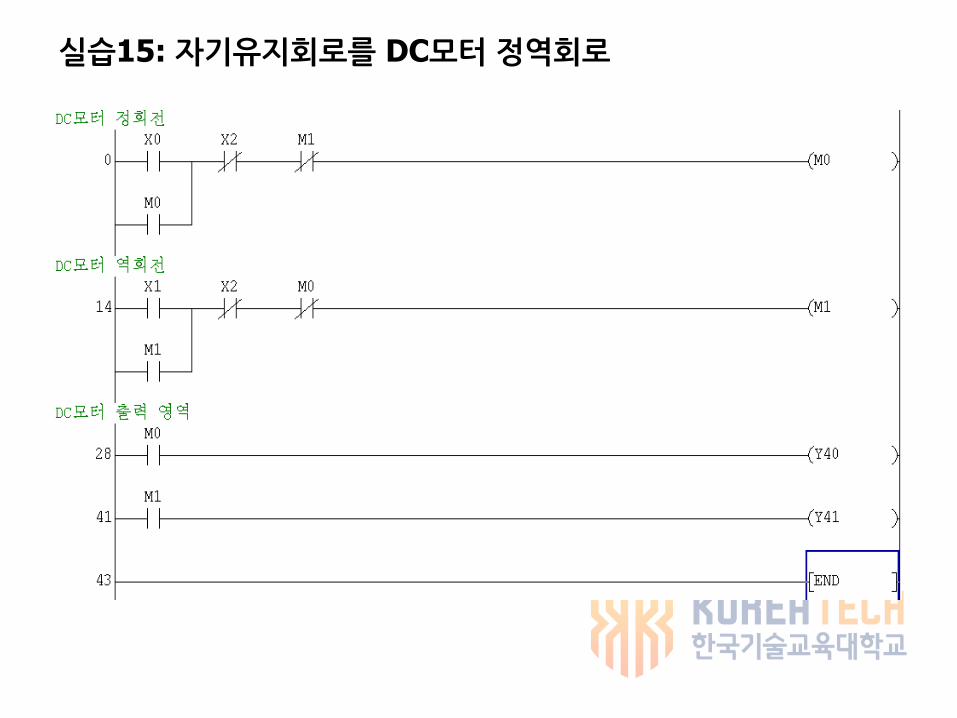
실습15: 자기유지회로를 DC모터 정역회로
전동 셔터의 동작을 감지하는 리밋 스위치의 입력신호가 동작하지 않는 경우는 어떤 조건인가를 먼저 살펴보자.
① 리밋 스위치와 PLC 입력단자 사이의 연결 전선의 끊어짐
② 리밋 스위치의 고장
실습16: DC모터 정역회전 제어를 통한 셔터 제어
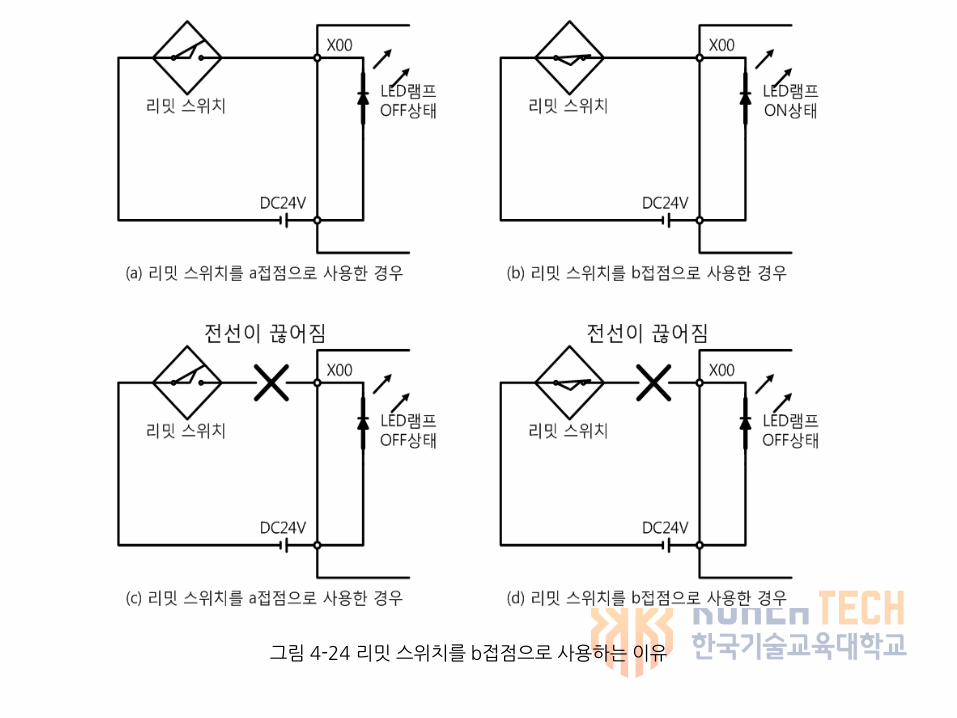
그림 4-24 리밋 스위치를 b접점으로 사용하는 이유
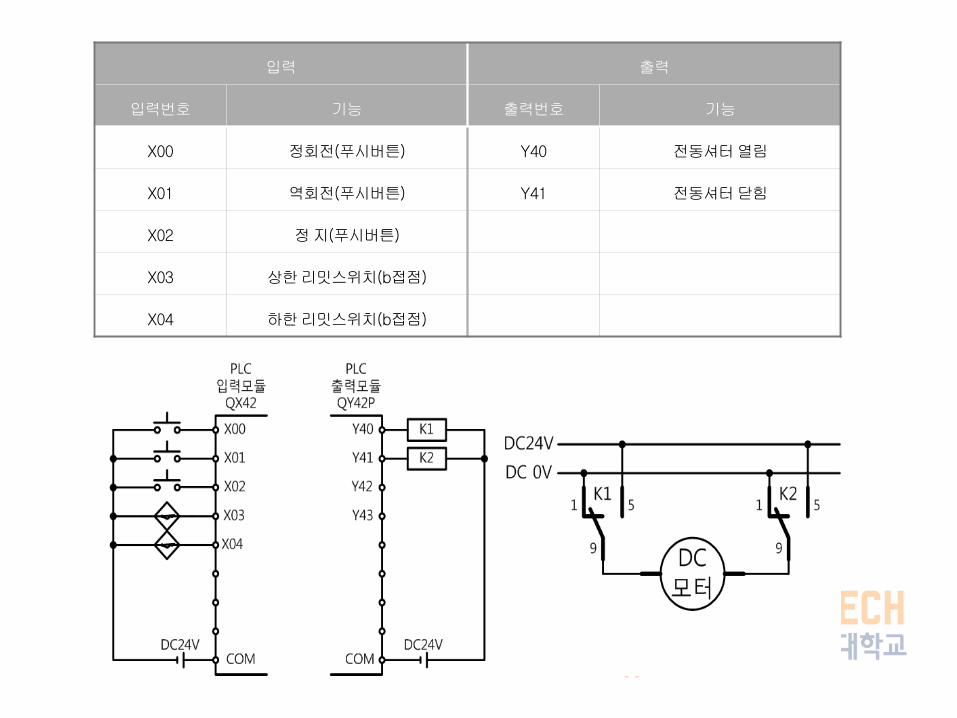
입력 출력
입력번호 기능 출력번호 기능
X00 정회전(푸시버튼) Y40 전동셔터열림
X01 역회전(푸시버튼) Y41 전동셔터닫힘
X02 정지(푸시버튼)
X03 상한리밋스위치(b접점)
X04 하한리밋스위치(b접점)

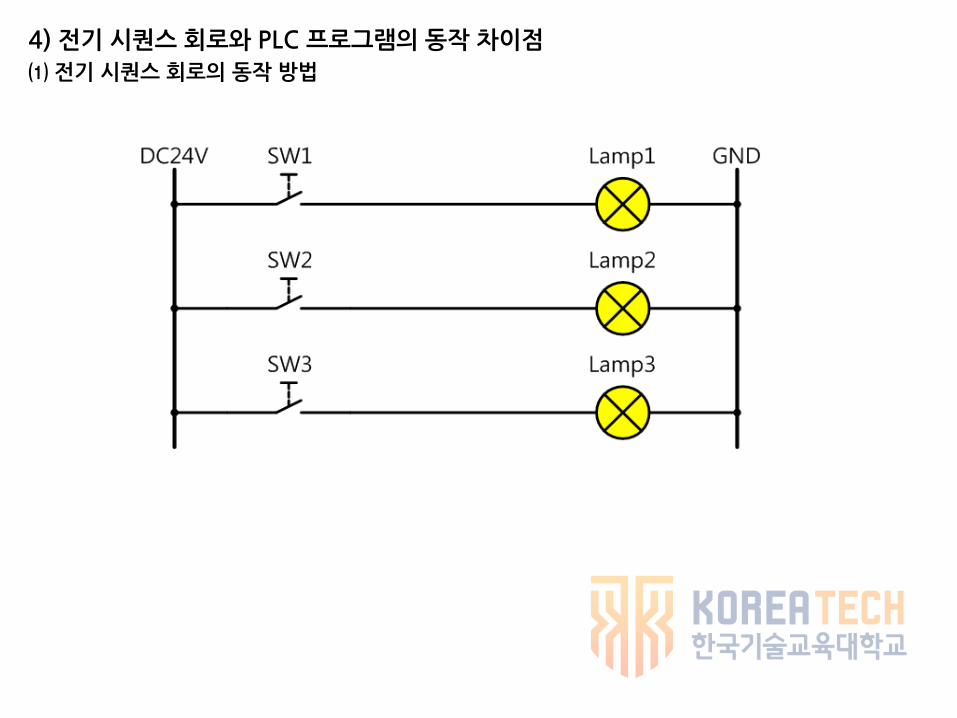
4) 전기 시퀀스 회로와 PLC 프로그램의 동작 차이점
⑴ 전기 시퀀스 회로의 동작 방법

⑵ PLC 프로그램에 의한 동작
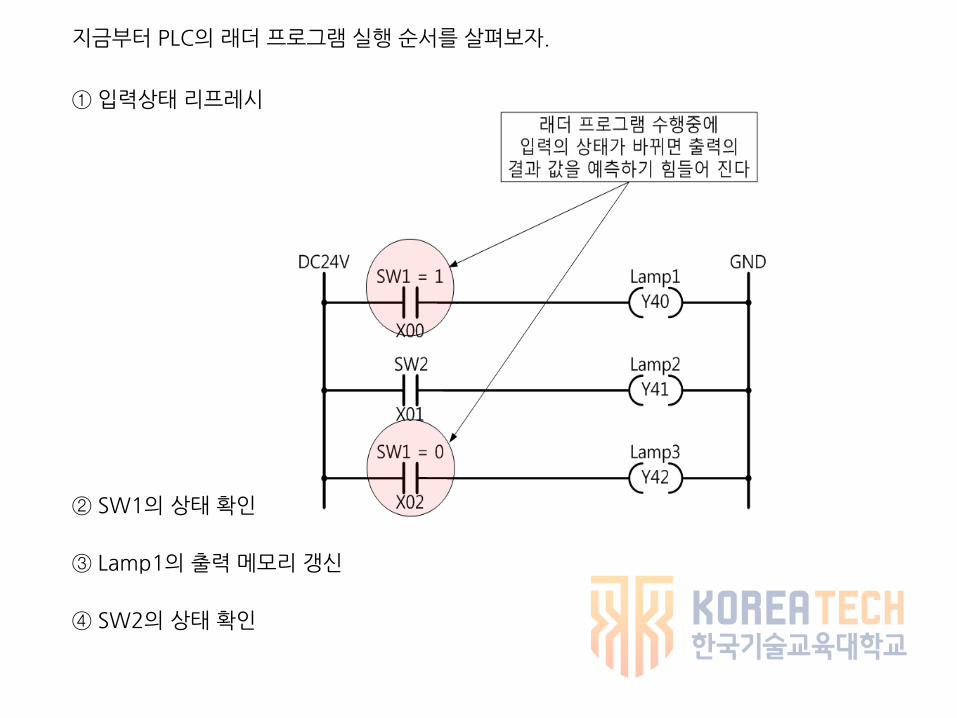
지금부터 PLC의 래더 프로그램 실행 순서를 살펴보자.
① 입력상태 리프레시
② SW1의 상태 확인
③ Lamp1의 출력 메모리 갱신
④ SW2의 상태 확인
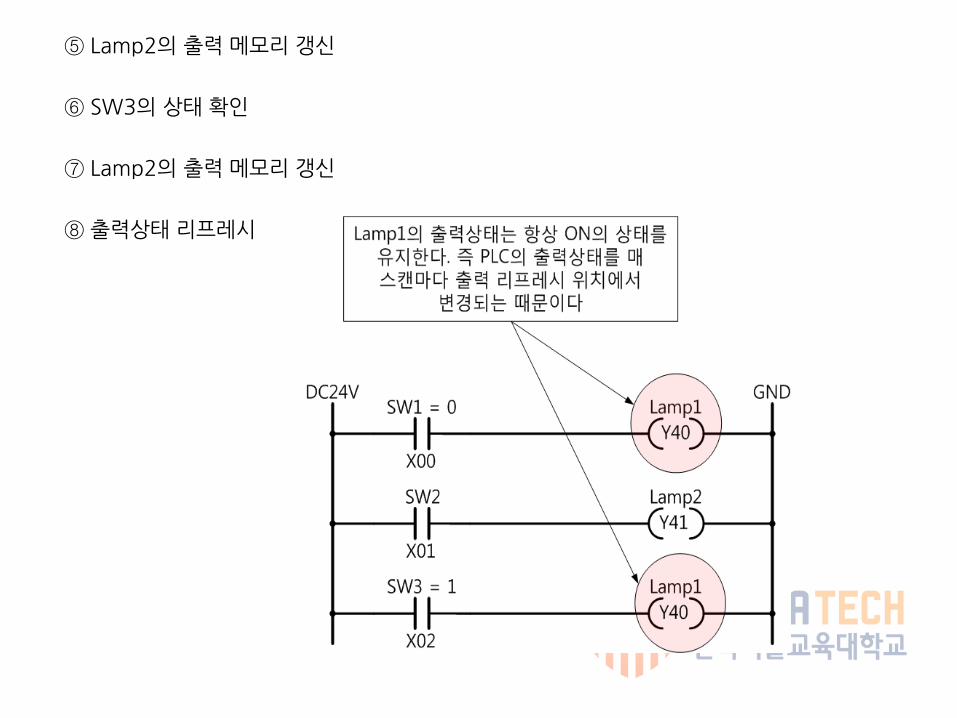
⑤ Lamp2의 출력 메모리 갱신
⑥ SW3의 상태 확인
⑦ Lamp2의 출력 메모리 갱신
⑧ 출력상태 리프레시

⑶ 스캔(scan)동작을 이용한 일정주기 펄스 발생 PLC 프로그램
스캔횟수 Init 1 2 3 4 5 6 7 …
M0 상태 0 1 0 1 0 1 0 1 X

⑷ 2스캔 주기를 가진 펄스 발생 PLC 프로그램
스캔횟수 Init 1 2 3 4 5 6 7 …
M0 상태 0 1 1 0 0 1 1 0 X
M1 상태 0 0 1 1 0 0 1 1
M2 상태 0 0 1 1 0 0 1 1

그림 4-34 오실로스코프를 이용한 PLC 출력파형 측정 회로
그림 4-35 2스캔 펄스 출력 측정 사진
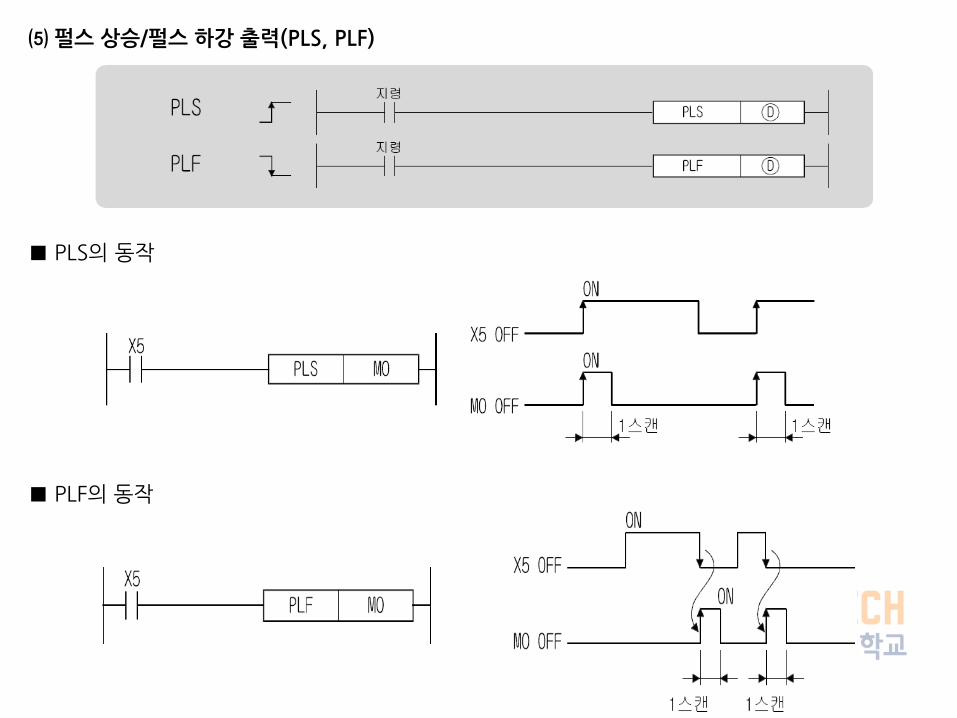
⑸ 펄스 상승/펄스 하강 출력(PLS, PLF)
■ PLS의 동작
■ PLF의 동작
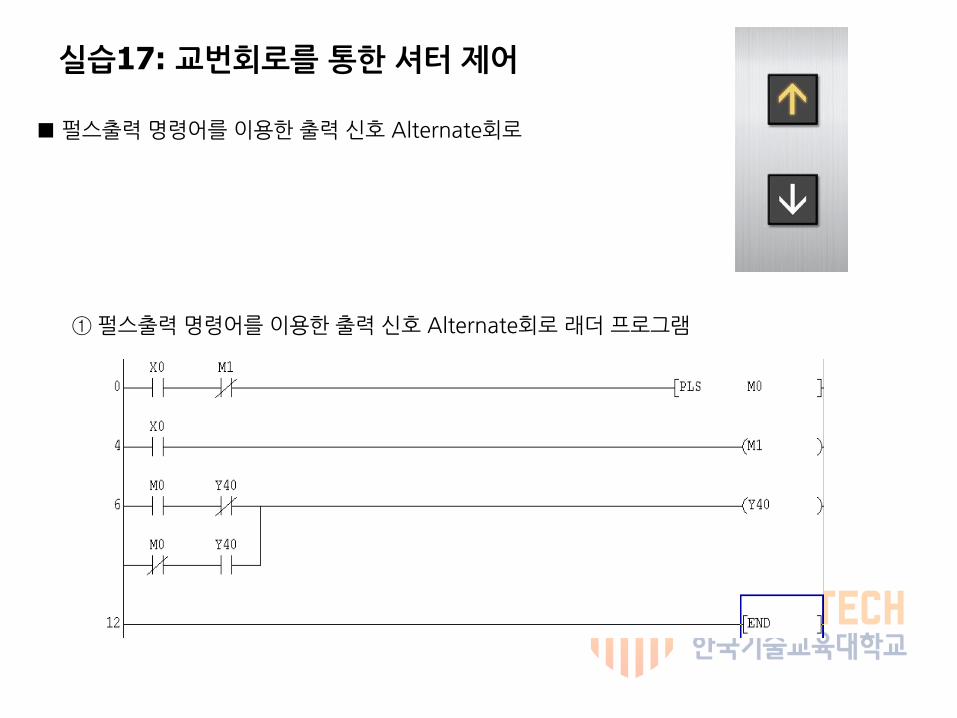
■ 펄스출력 명령어를 이용한 출력 신호 Alternate회로
① 펄스출력 명령어를 이용한 출력 신호 Alternate회로 래더 프로그램
실습17: 교번회로를 통한 셔터 제어
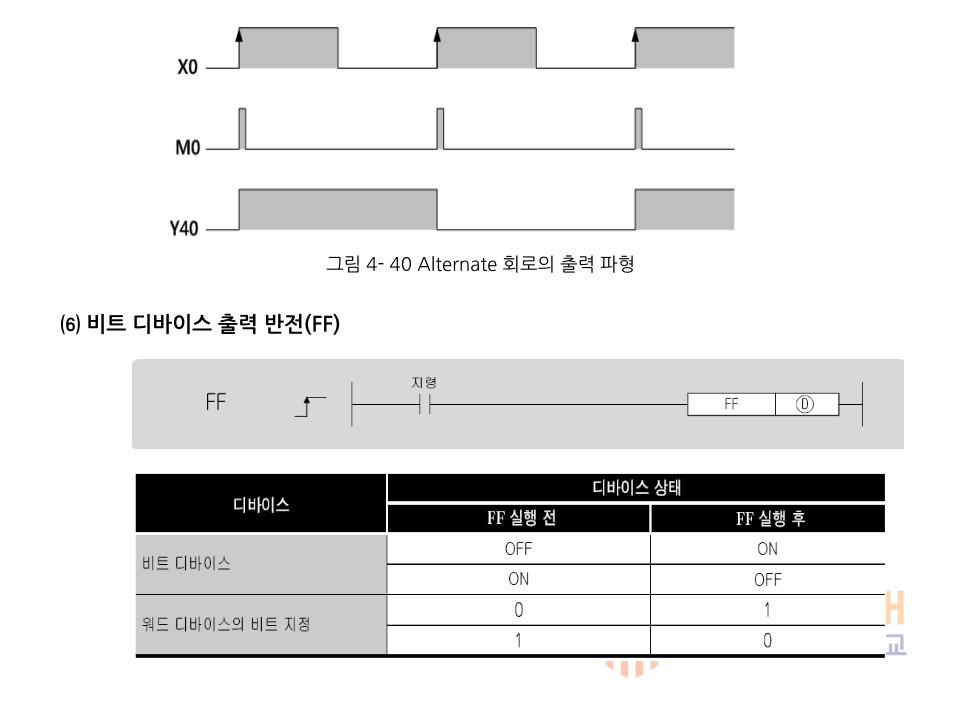
그림 4- 40 Alternate 회로의 출력 파형
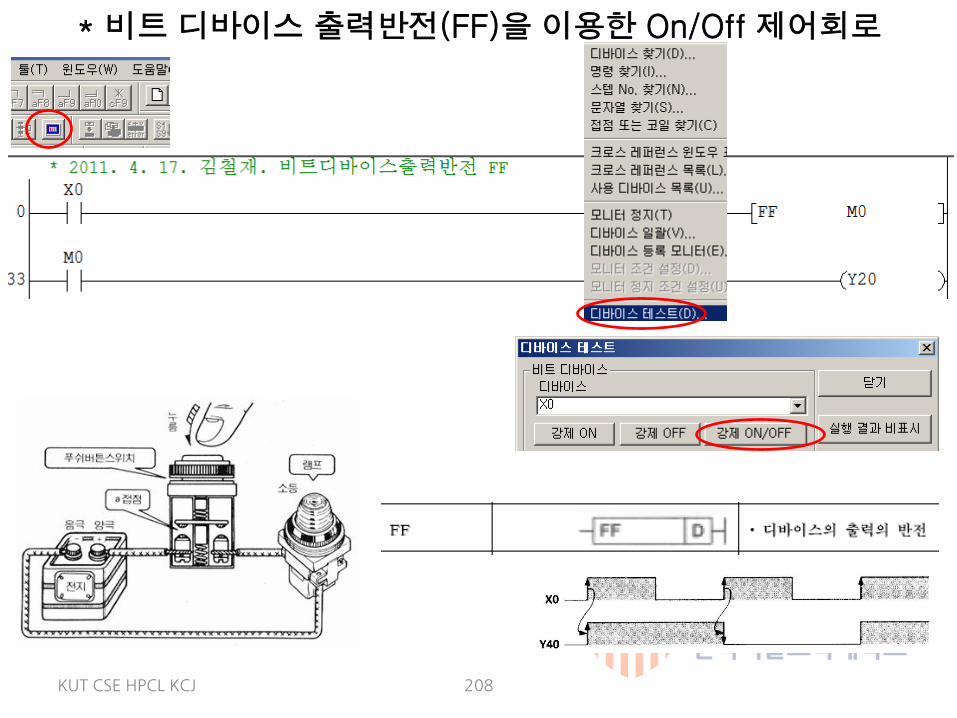
⑹ 비트 디바이스 출력 반전(FF)
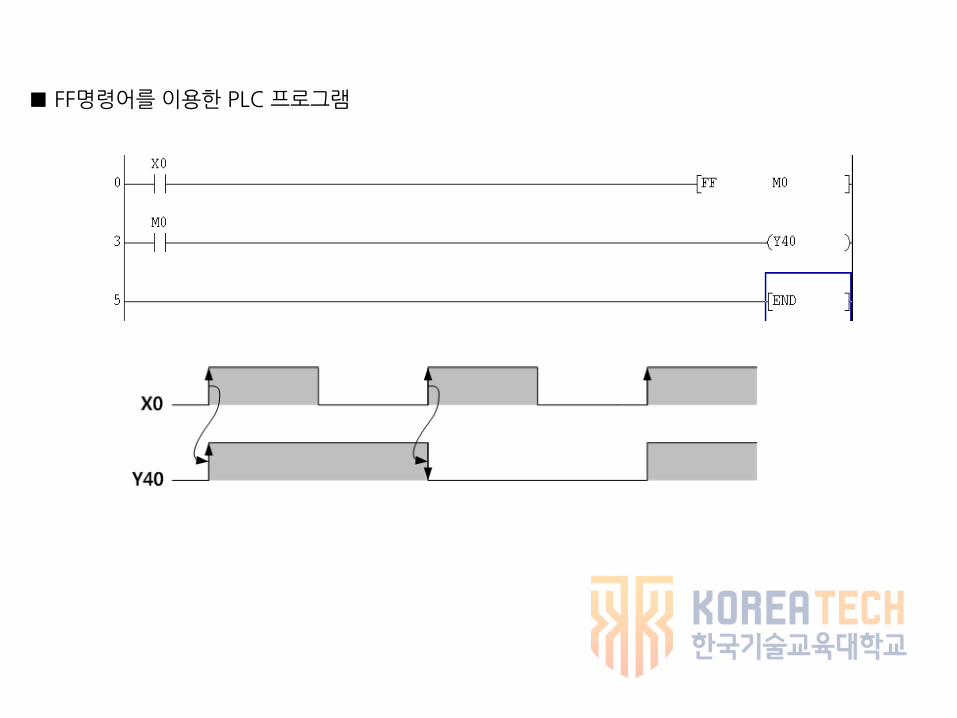
■ FF명령어를 이용한 PLC 프로그램
KUT CSE HPCL KCJ 204
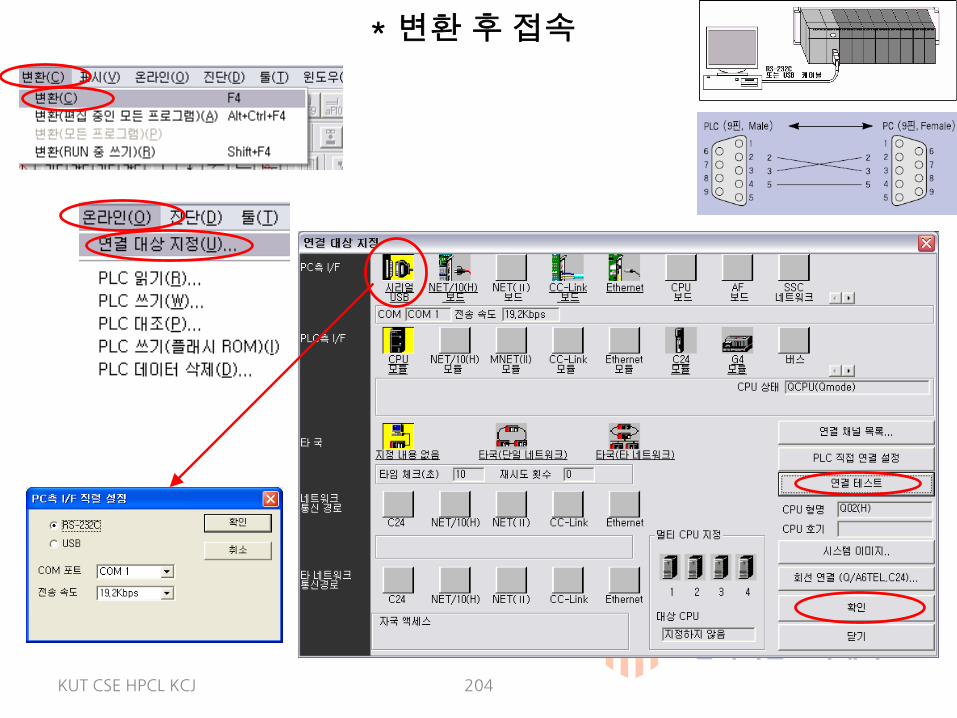
* 변환 후 접속

KUT CSE HPCL KCJ 205
* 참고 : PLC 데이터 읽기

KUT CSE HPCL KCJ 206
* “온라인-쓰기”

KUT CSE HPCL KCJ 207
* 온라인 – 모니터 – 모니터 모드
KUT CSE HPCL KCJ 208
* 비트 디바이스 출력반전(FF)을 이용한 On/Off 제어회로

중간고사를 아래와 같이 실시함을 공지합니다.
일시: 10월 23일 (수) 오전 10:00~11:00, 오후 7:30~8:30장소: 탕정 연수복지동, 오전 104호, 오후 209호범위: 10월 16일 강의까지
주요내용:1. PLC의 구조, 연산처리, 스캔타임2. 입력 리플레쉬와 출력리플레쉬3. 주회로차단법과 최대신호차단법(실린더 3개에 대하여)4. 전동셔터 실제배선5. Alternating 회로(그림 4-39)를 스캔타임에 대하여 설명하기
경향: 완전히 이해하고 있지 않으면 매우 어려움. 즉, ~하도록 배선하시오. ~하도록 PLC프로그램 전체를 작성하시오 등으로 출제됨.
6주차
PLC 기본명령어
기본 명령어 응용

1. 멜섹Q PLC의 명령어의 구성
멜섹Q CPU모듈의 명령어는 크게 시퀀스 명령어, 기본 명령어, 응용 명령어, 데이터 링크
명령어, 이중화 시스템 명령어로 구성되어 있다.
1) 멜섹Q PLC의 명령어의 구성
그림 3-2 명령어 구성에 따른 분류
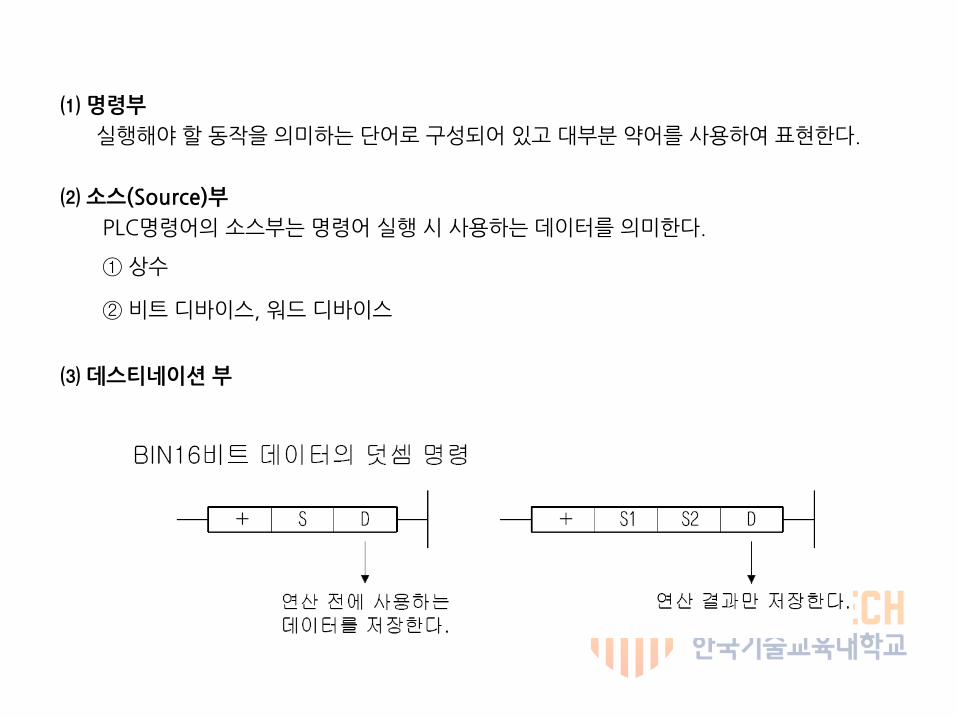
⑴ 명령부
실행해야 할 동작을 의미하는 단어로 구성되어 있고 대부분 약어를 사용하여 표현한다.
⑵ 소스(Source)부
PLC명령어의 소스부는 명령어 실행 시 사용하는 데이터를 의미한다.
① 상수
② 비트 디바이스, 워드 디바이스
⑶ 데스티네이션 부
⑷ 디바이스 수 / 전송 수
2) 명령어에서 사용하는 데이터의 종류
⑴ 비트 데이터
비트 데이터는 접점, 코일 등 1비트 단위로 취급하는 데이터를 의미한다.
① 비트 디바이스
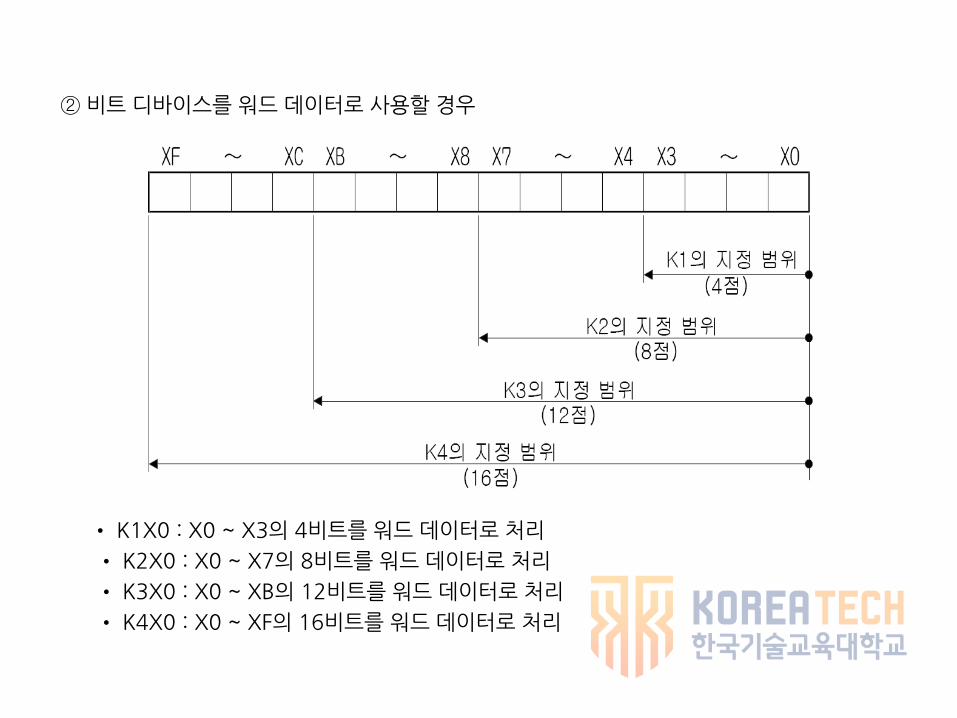
② 비트 디바이스를 워드 데이터로 사용할 경우
• K1X0 : X0 ~ X3의 4비트를 워드 데이터로 처리
• K2X0 : X0 ~ X7의 8비트를 워드 데이터로 처리
• K3X0 : X0 ~ XB의 12비트를 워드 데이터로 처리
• K4X0 : X0 ~ XF의 16비트를 워드 데이터로 처리

그림 3-8
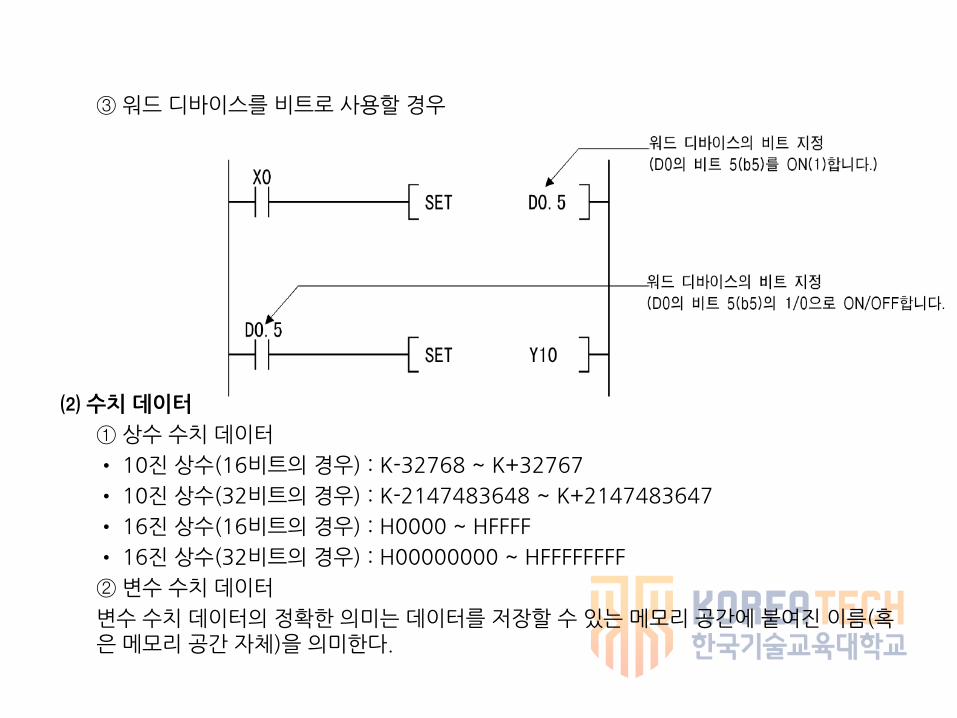
③ 워드 디바이스를 비트로 사용할 경우
⑵ 수치 데이터
① 상수 수치 데이터
• 10진 상수(16비트의 경우) : K-32768 ~ K+32767
• 10진 상수(32비트의 경우) : K-2147483648 ~ K+2147483647
• 16진 상수(16비트의 경우) : H0000 ~ HFFFF
• 16진 상수(32비트의 경우) : H00000000 ~ HFFFFFFFF
② 변수 수치 데이터
변수 수치 데이터의 정확한 의미는 데이터를 저장할 수 있는 메모리 공간에 붙여진 이름(혹은 메모리 공간 자체)을 의미한다.

2. 멜섹Q PLC에서 사용하는 수 체계
1) 10진수의 개념
2) 2진수의 개념
3) 16진수의 개념

4) 진법 변환
⑴ 10진수를 2진수로 변환
⑵ 2진수를 10진수로 변환
2의승수 25 24 23 22 21 20
2진수 1 1 0 0 0 1

⑶ 10진수를 16진수로 표현

표 3-1 2진수, 10진수, 16진수의 관계
10진수 2진수 16진수
0 0000 0000 00
1 0000 0001 01
2 0000 0010 02
3 0000 0011 03
4 0000 0100 04
5 0000 0101 05
6 0000 0110 06
7 0000 0111 07
8 0000 1000 08
9 0000 1001 09
10 0000 1010 0A
11 0000 1011 0B
12 0000 1100 0C
13 0000 1101 0D
14 0000 1110 0E
15 0000 1111 0F
16 0001 0000 10
… … …
255 1111 1111 FF

2. 멜섹Q PLC의 기본 명령어 및 응용 명령어
명령의분류 내용
기본
명령
비교연산명령 >, <, >=, <=, =, <>
산술연산명령 BIN, BCD의+, -, *, /
BCD↔BIN변환명령 BCD → BIN, BIN → BCD로의변환
데이터전송명령 지정된데이터전송
프로그램분기 명령프로그램점프
프로그램실행제어 인터럽트프로그램허가/금지
I/O리프레시명령 부분리프레시실행
기타명령 업다운카운터, 티칭타이머, 특수기능타이머등
응용
명령
논리연산명령 논리합, 논리적등의논리연산
로테이션명령 지정된데이터의회전
시프트명령 지정된데이터의시프트
비트처리명령 비트세트/리셋, 비트테스트, 비트디바이스일괄리셋
데이터처리명령 16비트데이터의검색, 디코드, 인코드
구조화명령 반복연산, 서브루틴프로그램의콜,인덱스수식
테이블조작명령 데이터테이블의읽기/쓰기
버퍼메모리액세스 인텔리전트기능모듈과의데이터읽기/쓰기
표시명령 ASCII코드의프린트, 문자의 LED표시등
문자열처리명령 BIN/BCD ↔ ASCII변환, BIN↔문자열변환등
특수함수명령 삼각함수, 도↔라디안변환, 지수연산, 자동대수등
데이터제어명령 상하한리미트제어, 불감대제어, 존제어
전환명령 파일레지스트블록No.전환
시계용명령 년, 월,일, 시,분, 초,요일의읽기/쓰기
주변기기용명령 주변기기에대한입출력
프로그램제어용 프로그램의실행조건전환명령
기타명령 WDT 리셋, 타이밍클락등
1) 데이터 전송 명령
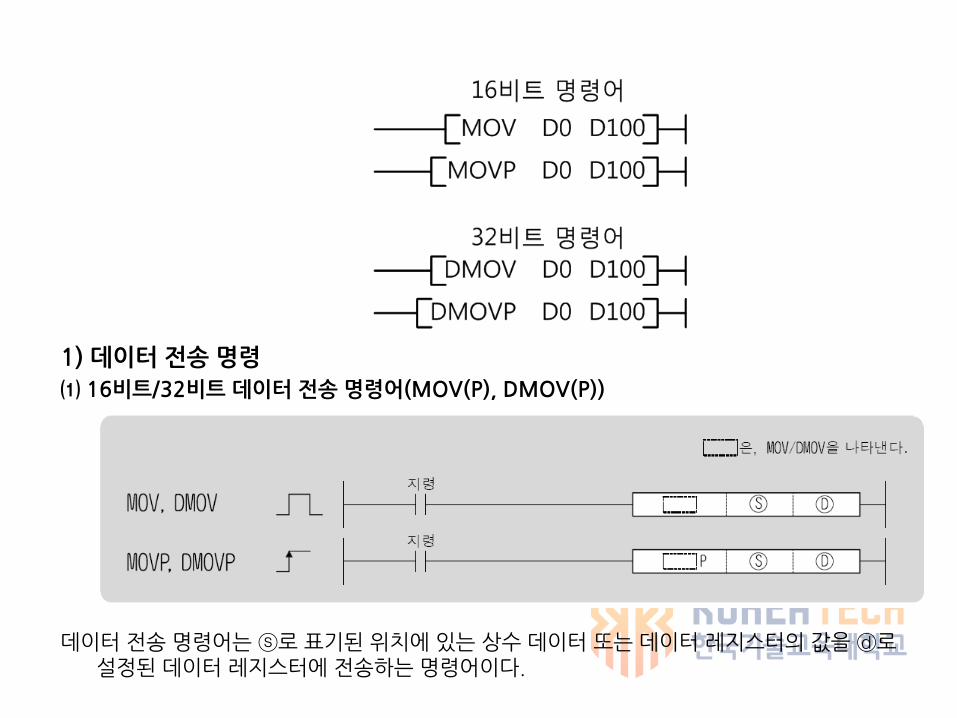
⑴ 16비트/32비트 데이터 전송 명령어(MOV(P), DMOV(P))
데이터 전송 명령어는 ⓢ로 표기된 위치에 있는 상수 데이터 또는 데이터 레지스터의 값을 ⓓ로설정된 데이터 레지스터에 전송하는 명령어이다.

그림 4-79 MOV예제 PLC 프로그램

그림 4-80 MOV예제 모니터링 결과
⑵ 16비트/32비트 데이터 부정 전송(CML(P), DCML(P))
데이터 부정 전송 명령어는 ⓢ로 지정된 데이터를 비트마다 반전하여, 그 결과를 Ⓓ로 지정된메모리에 전송하는 명령어이다.

그림 4-82
⑶ 블록 16비트 데이터 전송 명령어(BMOV(P))
블록 16비트 데이터 전송명령어는 데이터 레지스터의 값을 블록으로 지정하여 일괄 전송할 때, 사용하는 명령어이다.
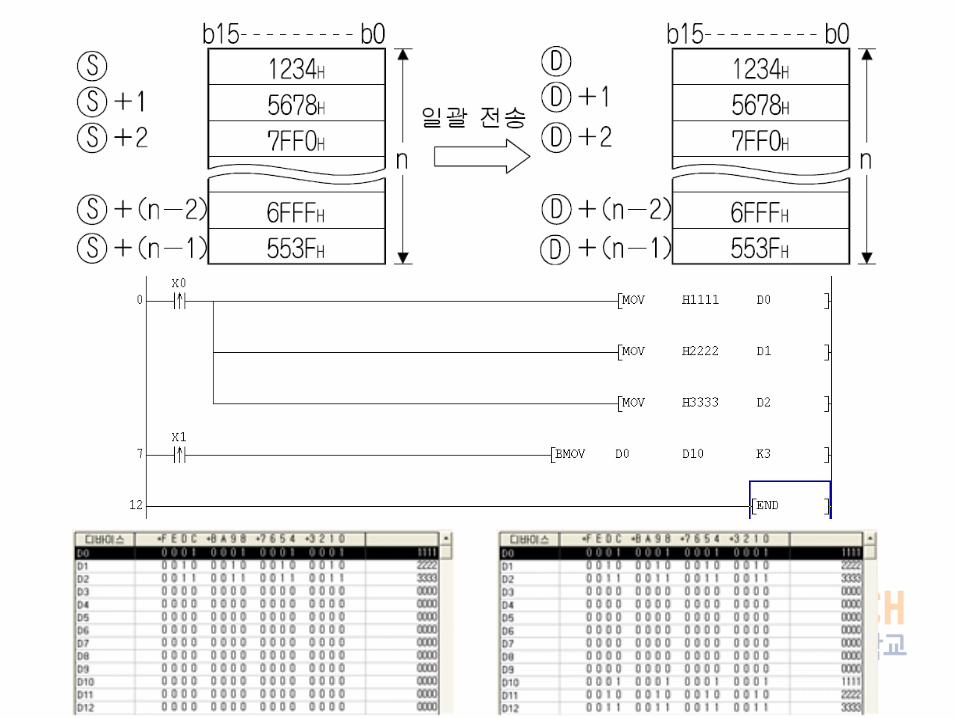
그림 4-83
그림 4-84
그림 4-85
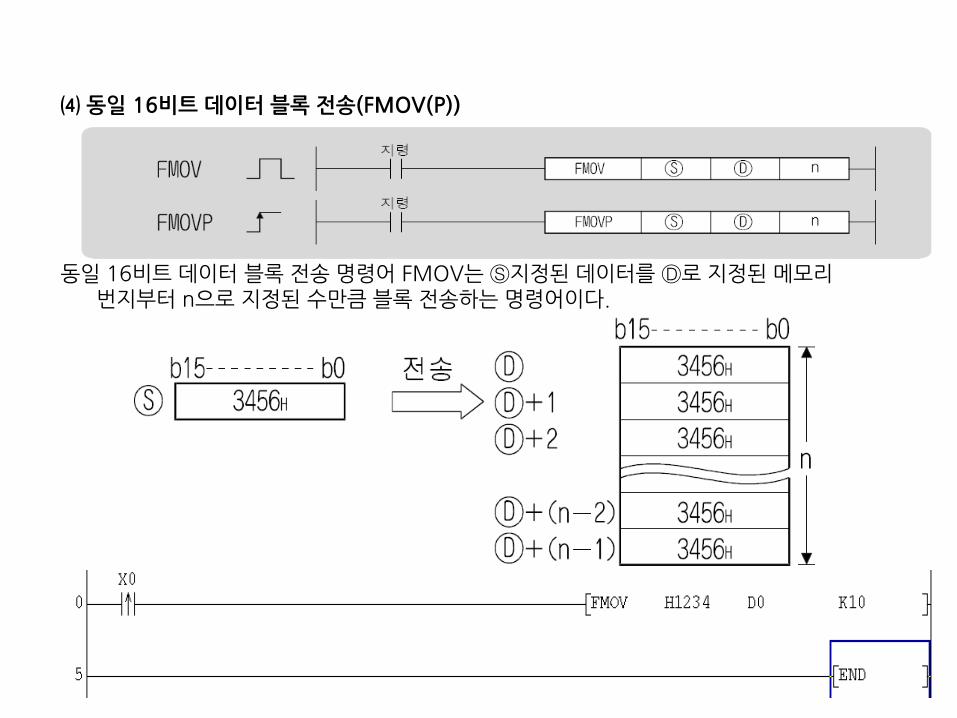
⑷ 동일 16비트 데이터 블록 전송(FMOV(P))
동일 16비트 데이터 블록 전송 명령어 FMOV는 Ⓢ지정된 데이터를 Ⓓ로 지정된 메모리번지부터 n으로 지정된 수만큼 블록 전송하는 명령어이다.
그림 4-86
그림 4-87
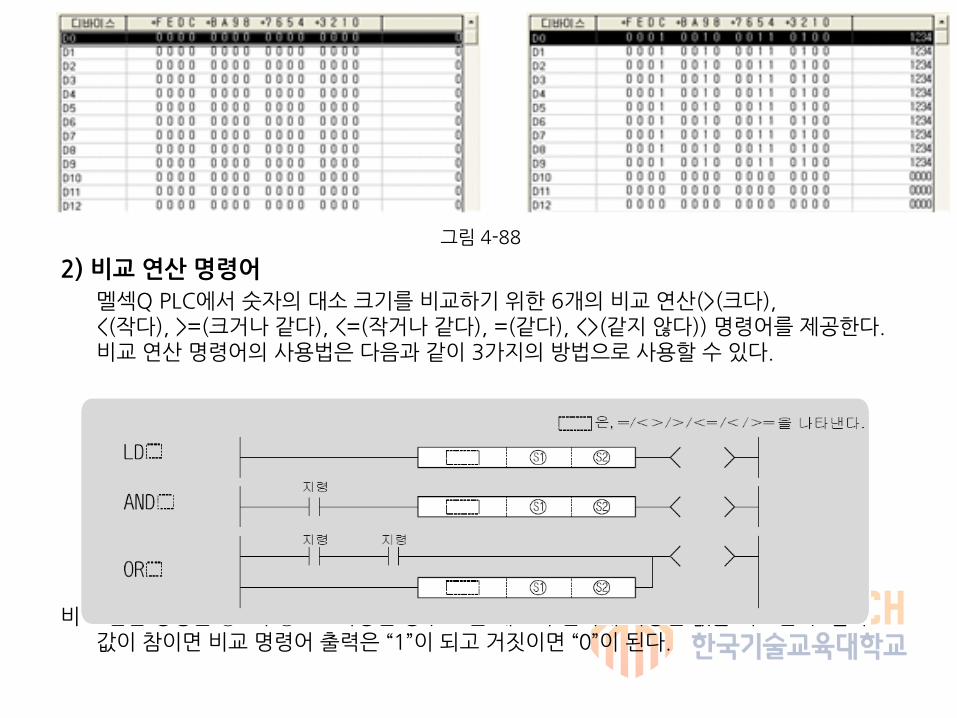
그림 4-88
2) 비교 연산 명령어
멜섹Q PLC에서 숫자의 대소 크기를 비교하기 위한 6개의 비교 연산(>(크다), <(작다), >=(크거나 같다), <=(작거나 같다), =(같다), <>(같지 않다)) 명령어를 제공한다. 비교 연산 명령어의 사용법은 다음과 같이 3가지의 방법으로 사용할 수 있다.
비교 연산 명령은 ⓢ1과 ⓢ2로 지정된 상수 또는 메모리 번지에 저장된 값을 비교한 후 결과값이 참이면 비교 명령어 출력은 “1”이 되고 거짓이면 “0”이 된다.

그림 4-89

3) 산술 연산 명령
산술 연산 명령어는 크게 나누면 이진수(Binary) 연산 명령어와 BCD(Binary Coded Decimal : 2진화 10진 코드) 연산 명령어로 구분되고 이진수 연산 명령어는 정수 연산명령어와 실수 연산 명령어로 구분된다.
본 교재에서는 산술연산 명령어 중 이진수 산술연산의 사칙연산(+, -, *, /) 명령어에대해서만 살펴본다. 산술 연산 명령어 사용시 주의할 점은 16비트 산술 연산 명령어에사용할 수 있는 숫자의 크기는 -32768~+32767 이다. 따라서 연산을 위해 사용하는값이나 산술 연산한 결과 값은 반드시 이 범위 내에 존재해야 한다.
[그림 4-91]에 설정범위를 벗어난 연산의 결과를 나타내었다.
그림 4-91
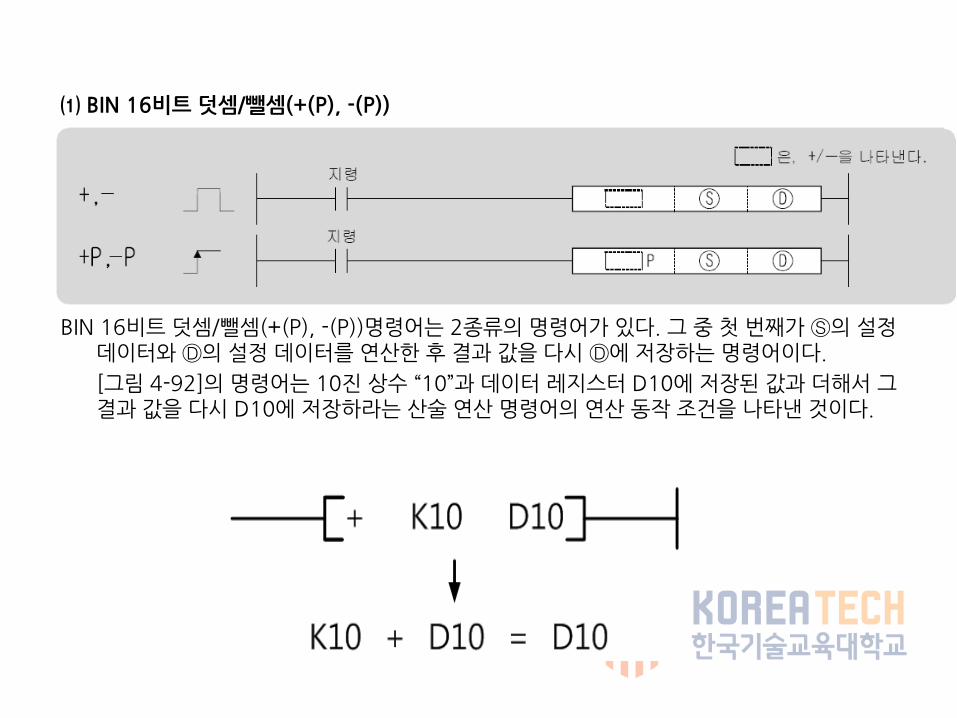
⑴ BIN 16비트 덧셈/뺄셈(+(P), -(P))
BIN 16비트 덧셈/뺄셈(+(P), -(P))명령어는 2종류의 명령어가 있다. 그 중 첫 번째가 Ⓢ의 설정데이터와 Ⓓ의 설정 데이터를 연산한 후 결과 값을 다시 Ⓓ에 저장하는 명령어이다.
[그림 4-92]의 명령어는 10진 상수 “10”과 데이터 레지스터 D10에 저장된 값과 더해서 그결과 값을 다시 D10에 저장하라는 산술 연산 명령어의 연산 동작 조건을 나타낸 것이다.
그림 4-92
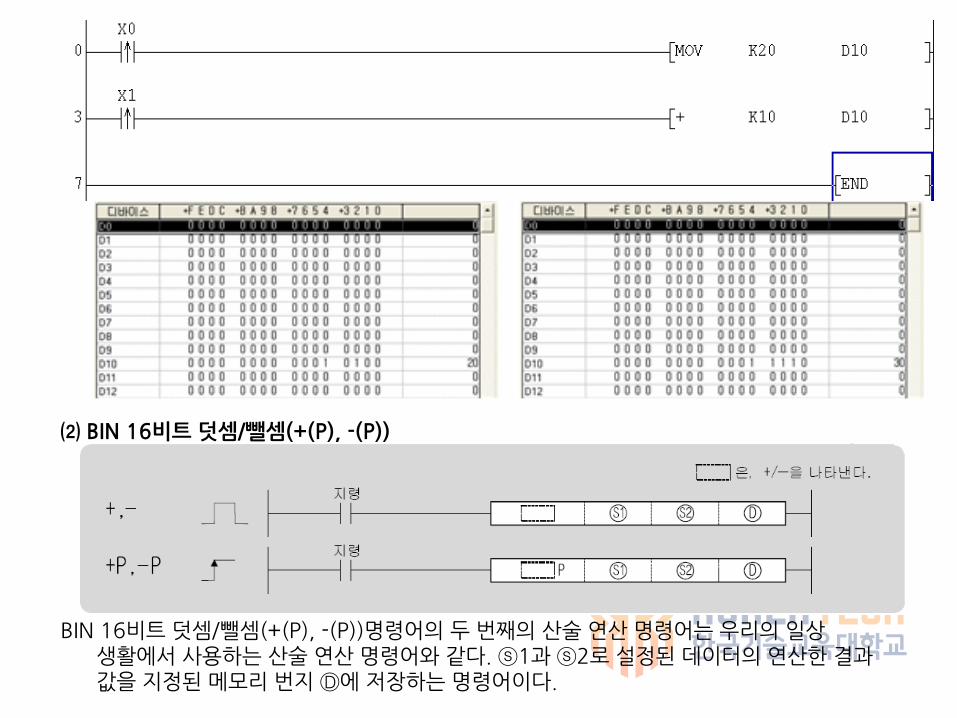
그림 4-93
⑵ BIN 16비트 덧셈/뺄셈(+(P), -(P))
BIN 16비트 덧셈/뺄셈(+(P), -(P))명령어의 두 번째의 산술 연산 명령어는 우리의 일상생활에서 사용하는 산술 연산 명령어와 같다. ⓢ1과 ⓢ2로 설정된 데이터의 연산한 결과값을 지정된 메모리 번지 Ⓓ에 저장하는 명령어이다.
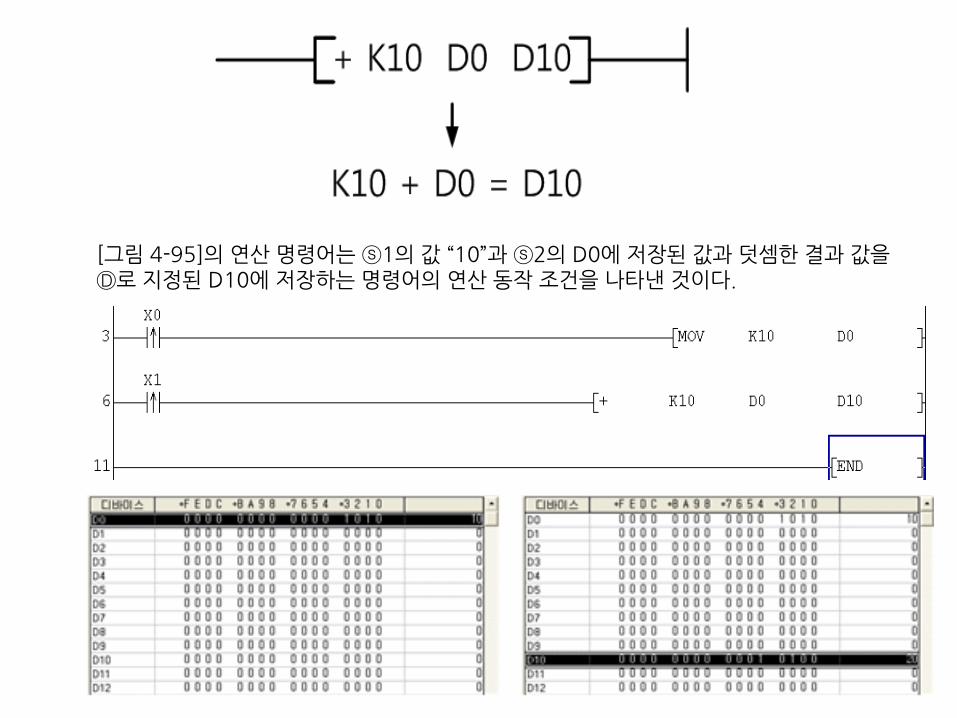
그림 4-95
[그림 4-95]의 연산 명령어는 ⓢ1의 값 “10”과 ⓢ2의 D0에 저장된 값과 덧셈한 결과 값을Ⓓ로 지정된 D10에 저장하는 명령어의 연산 동작 조건을 나타낸 것이다.
그림 4-96
그림 4-97

⑵ BIN16비트 곱셈/나눗셈(*(P), /(P))
■ 곱셈 명령어
곱셈 명령어는 16비트 크기의 데이터를 곱셈 연산한 결과 값은 32비트 크기의 데이터 레지스터에 저장된다.
그림 4-98
곱셈 명령어의 Ⓢ1과 Ⓢ2의 값은 16비트 크기의 데이터 -32768~+32767까지의 숫자가저장된 상수 값 또는 데이터 레지스터를 지정할 수 있고, 곱셈한 결과 값은 지정된 데이터레지스터의 다음 번지의 데이터 레지스터를 이용하여 32비트 크기의 데이터 레지스터에저장된다.
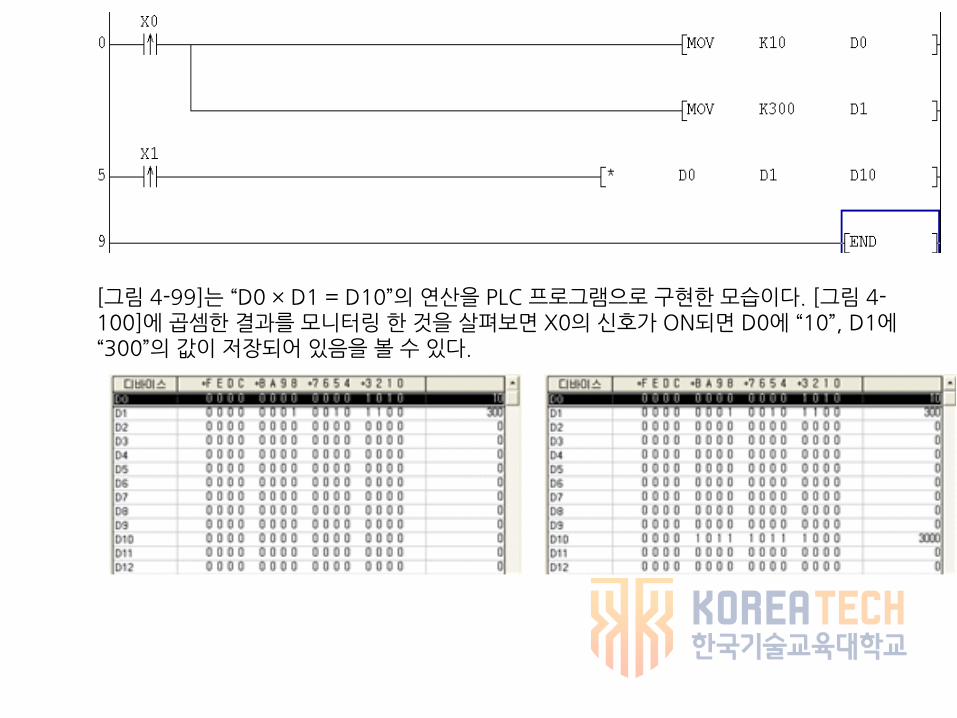
그림 4-99
[그림 4-99]는 “D0 × D1 = D10”의 연산을 PLC 프로그램으로 구현한 모습이다. [그림 4-100]에 곱셈한 결과를 모니터링 한 것을 살펴보면 X0의 신호가 ON되면 D0에 “10”, D1에“300”의 값이 저장되어 있음을 볼 수 있다.
그림 4-100
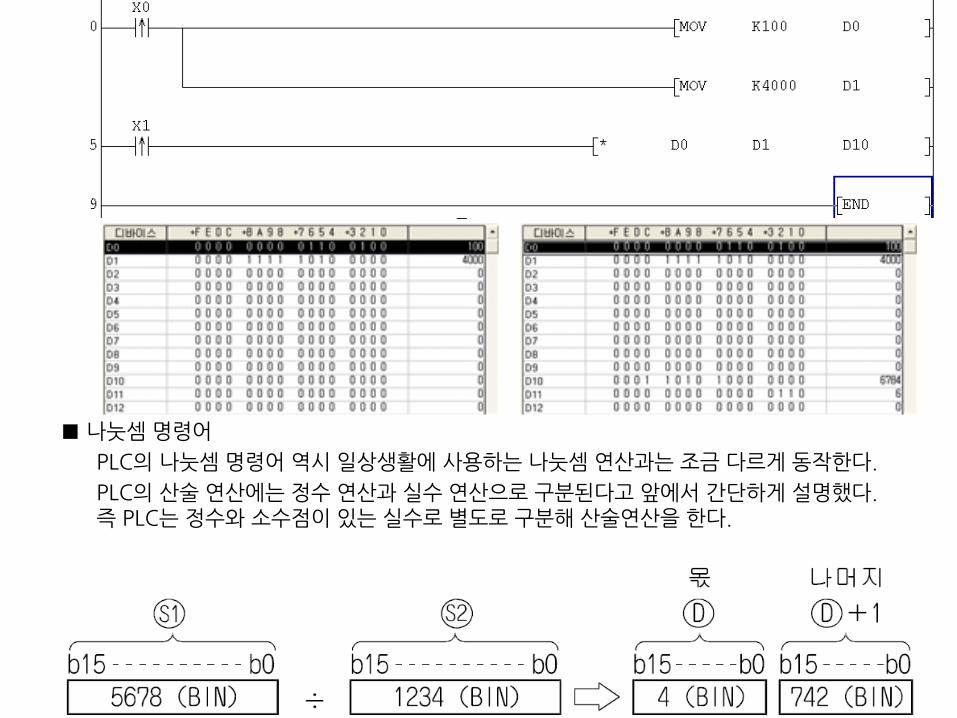
그림 4-101
그림 4-102
■ 나눗셈 명령어
PLC의 나눗셈 명령어 역시 일상생활에 사용하는 나눗셈 연산과는 조금 다르게 동작한다.
PLC의 산술 연산에는 정수 연산과 실수 연산으로 구분된다고 앞에서 간단하게 설명했다. 즉 PLC는 정수와 소수점이 있는 실수로 별도로 구분해 산술연산을 한다.
그림 4-103
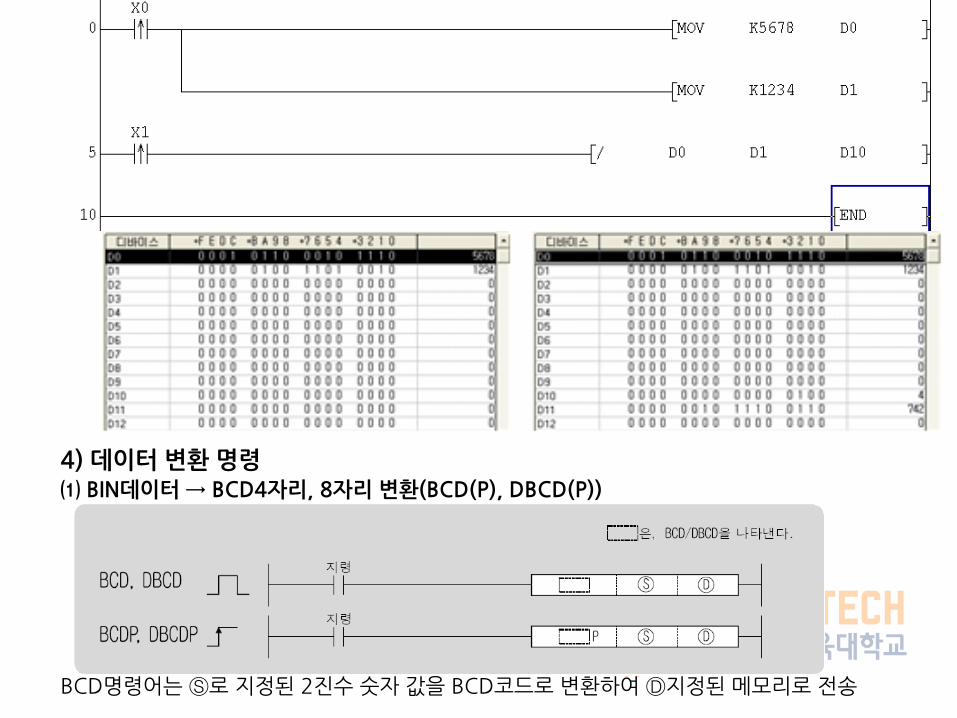
그림 4-104
그림 4-105
4) 데이터 변환 명령⑴ BIN데이터 → BCD4자리, 8자리 변환(BCD(P), DBCD(P))
BCD명령어는 Ⓢ로 지정된 2진수 숫자 값을 BCD코드로 변환하여 Ⓓ지정된 메모리로 전송
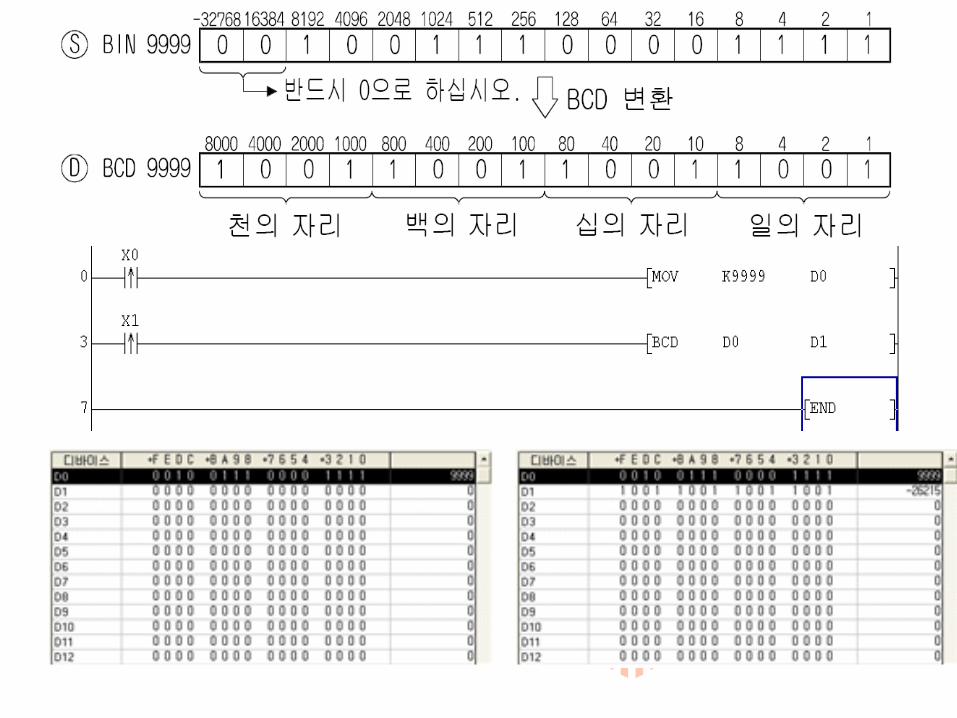
그림 4-107
그림 4-108

⑵ BCD 4자리/8자리 → BIN 데이터 변환(BIN(P), DBIN(P))
그림 4-109
BIN명령어는 Ⓢ로 지정된 BCD코드 값을 2진수의 값으로 변환한 다음 Ⓓ로 지정된 메모리에전송하는 명령어이다.
그림 4-110

그림 4-111
프로그램을 살펴보자.
실습18: 산술연산 명령어 중 덧셈과 뺄셈을 이용한 카운터 만들기
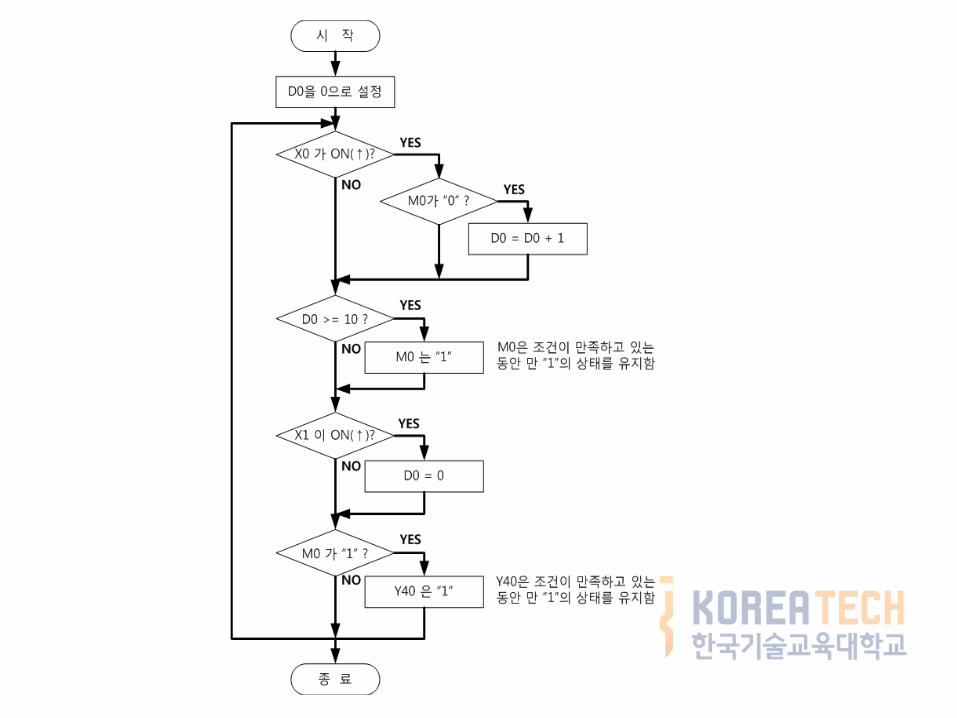
그림 4-112
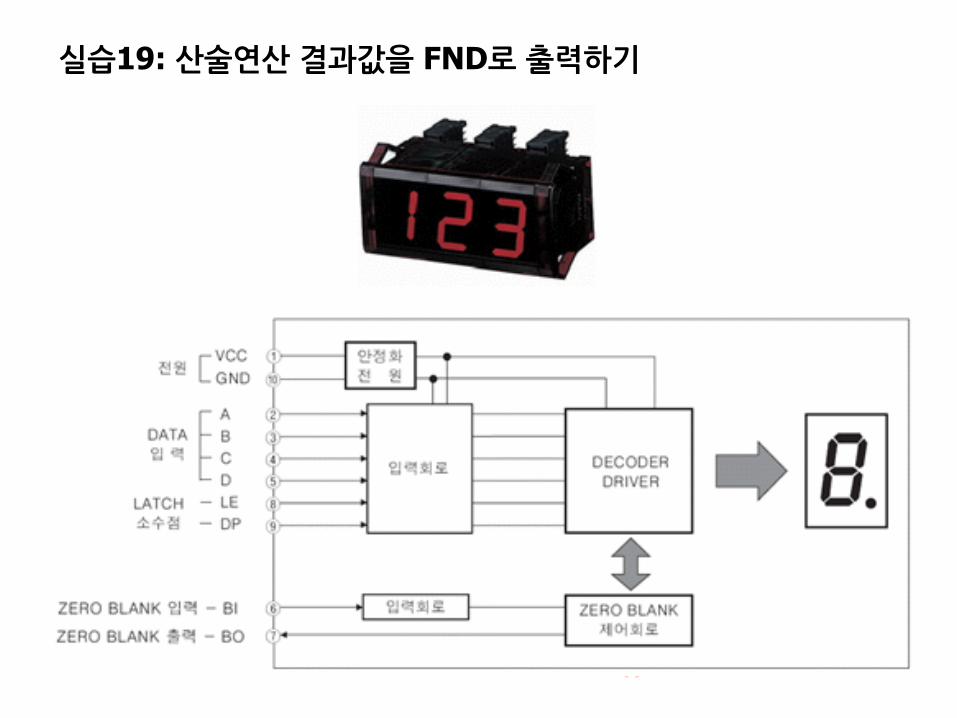
그림 4-113
실습19: 산술연산 결과값을 FND로 출력하기
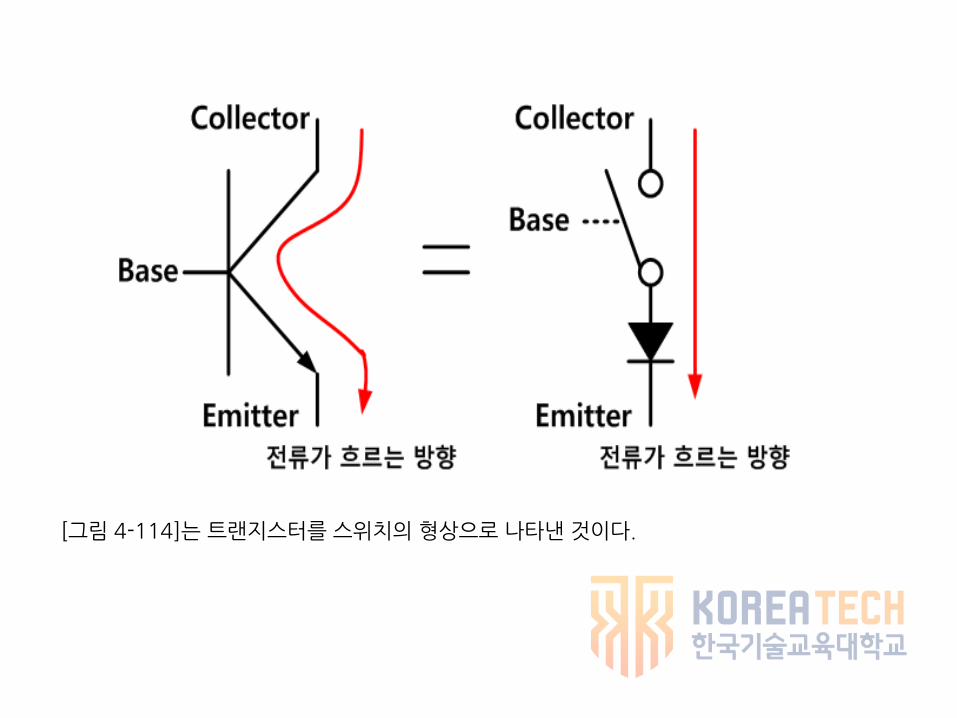
그림 4-114
[그림 4-114]는 트랜지스터를 스위치의 형상으로 나타낸 것이다.
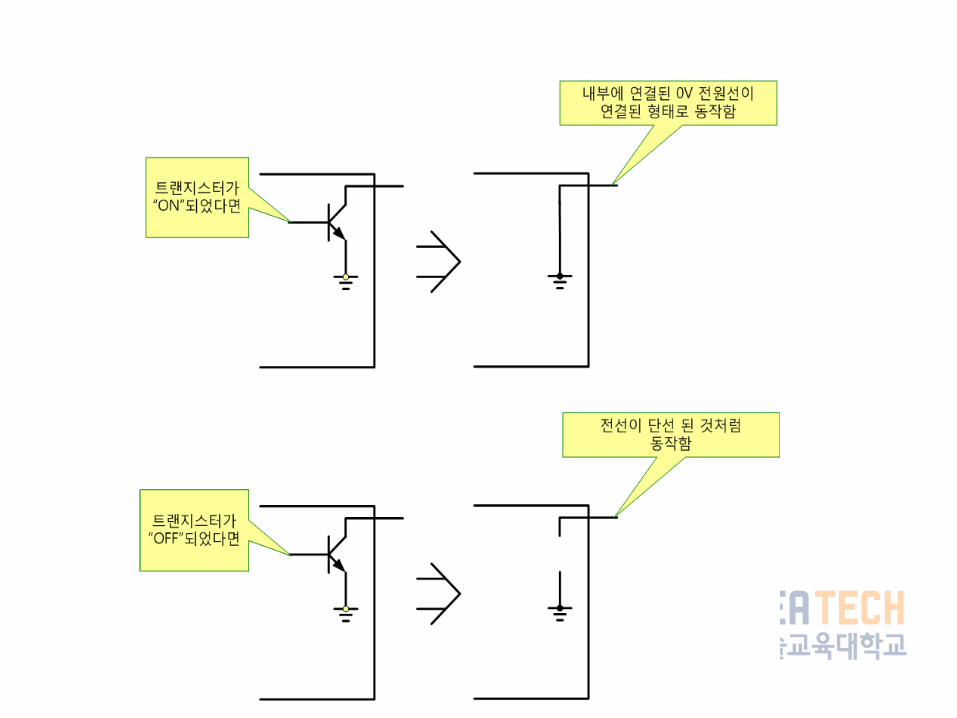
그림 4-115
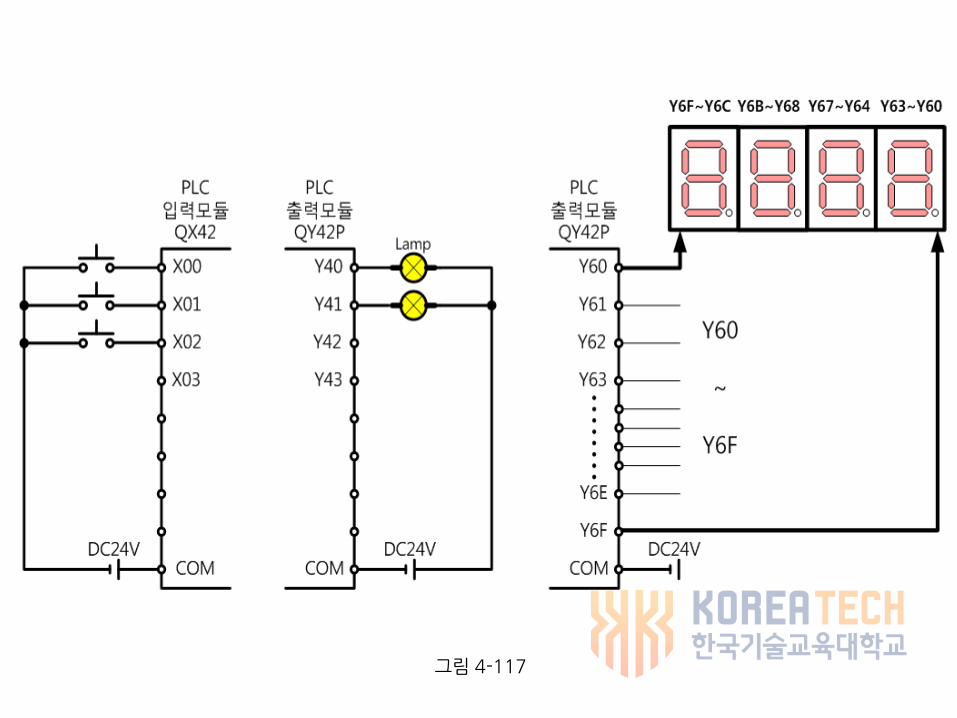
그림 4-116
그림 4-117
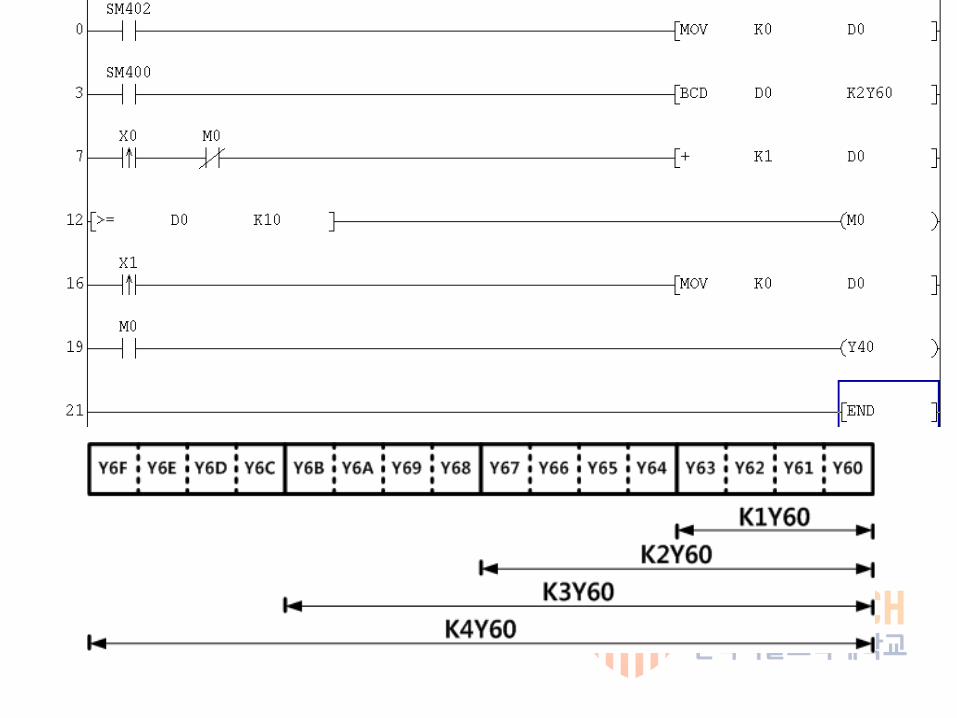
그림 4-118
그림 4-119

실습20: Digital Switch(X20~X27) 사용하여 목표값 설정하기
실습21: 실린더 연속왕복회로에 적용하여 목표회수 왕복운동후자동으로 정지하기
7주차
카운터
특수 릴레이
타이머

6) 카운터
카운터는 PLC 프로그램에서 입력 조건이 ON한 횟수를 카운트하는 디바이스이다.
카운터의 출력 접점 = 카운터의 현재 값 ≥ 카운터의 설정 값
카운터는 입력 접점의 펄스 상승 시(OFF → ON)에 현재값을 갱신(현재값+1)한다.
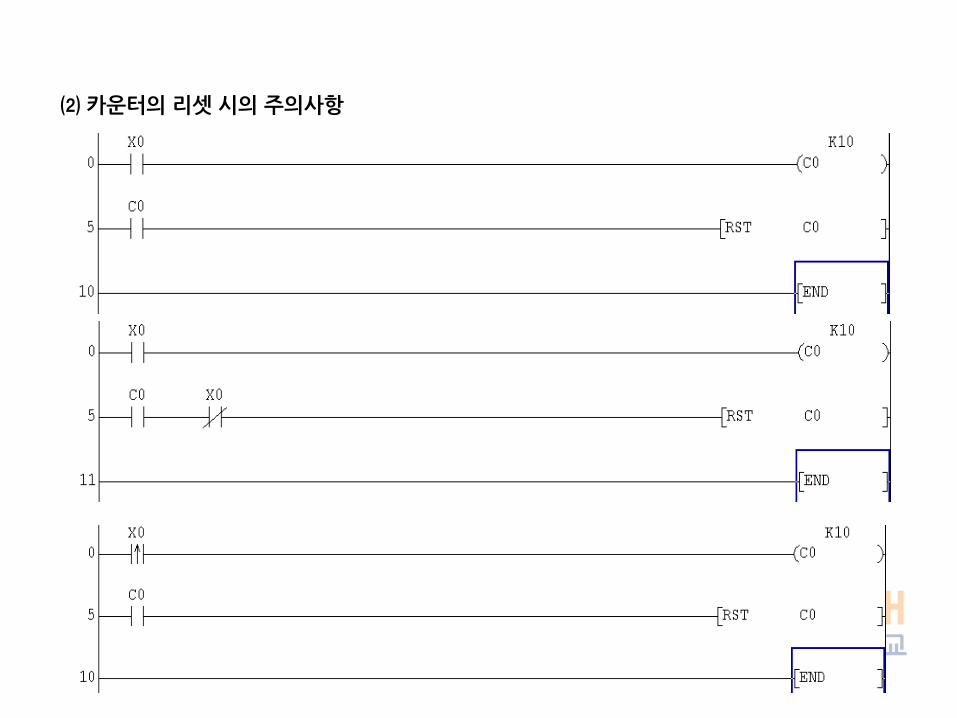
⑵ 카운터의 리셋 시의 주의사항
그림 4-73 카운터 리셋
그림 4-74
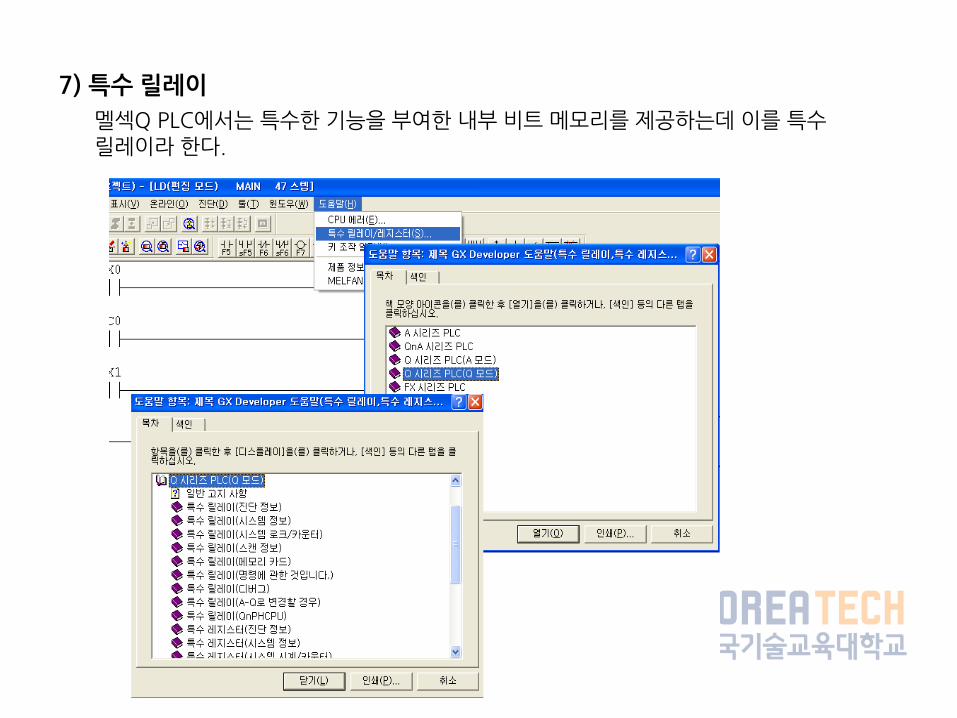
7) 특수 릴레이
멜섹Q PLC에서는 특수한 기능을 부여한 내부 비트 메모리를 제공하는데 이를 특수릴레이라 한다.
그림 4-76 특수 릴레이

표 4-16 특수 릴레이 종류
번호 명칭 내용
SM400 상시ON •항상ON되어있는접점
SM401 상시OFF •항상OFF되어있는접점
SM402 RUN후 1스캔만ON• RUN후 1스캔시간동안만ON되는접점
•스캔실행타입의프로그램에서만사용
SM403RUN후 1스캔만
OFF
• RUN후 1스캔시간동안만OFF되고나머
지는ON
•스캔실행타입의프로그램에서만사용
SM409 0.01초클록
•일정한시간간격으로ON/OFF를반복하
는접점
SM410 0.1초클록
SM411 0.2초클록
SM412 1초클록
SM413 2초클록

실습22: 실린더 연속왕복회로에 적용하여 목표회수 왕복운동후자동으로 정지하기(카운터 명령어 사용)

5) 타이머의 사용법
⑴ 저속타이머와 고속타이머 계측시간 단위 설정
그림 4-44 타이머의 종류
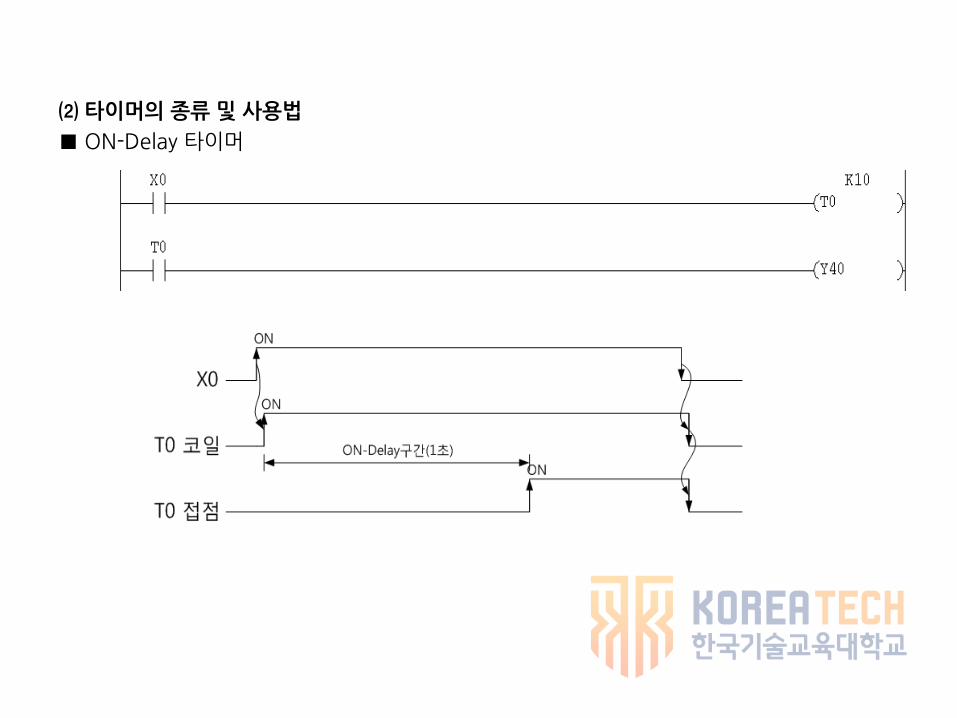
⑵ 타이머의 종류 및 사용법
■ ON-Delay 타이머
그림 4-46 ON-Delay타이머의 PLC 프로그램
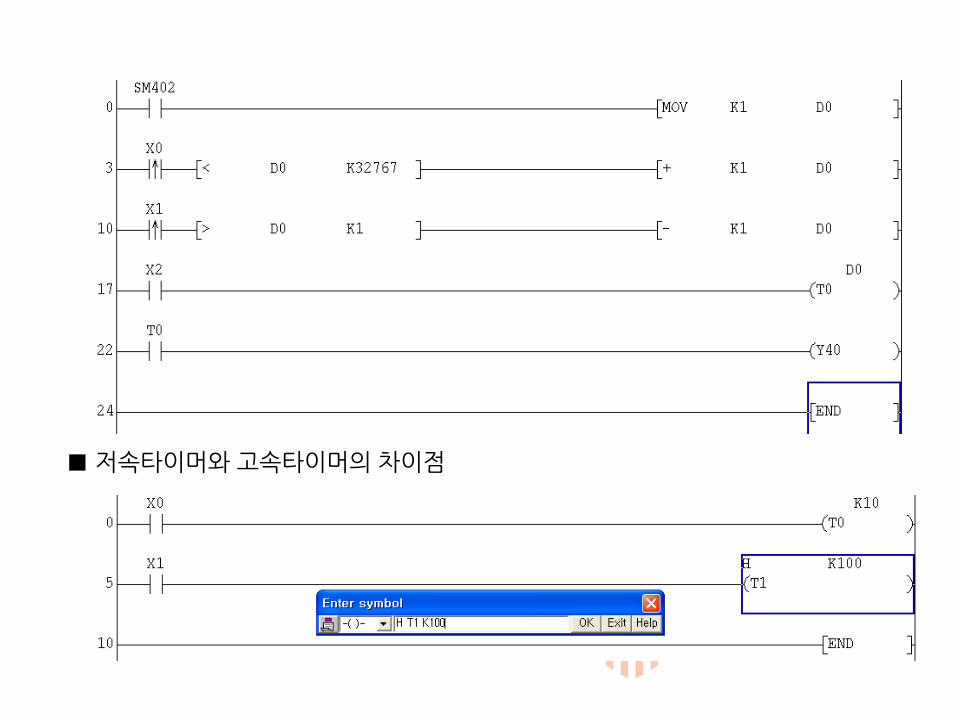
그림 4-48 타이머 시간 설정 방법
■ 저속타이머와 고속타이머의 차이점
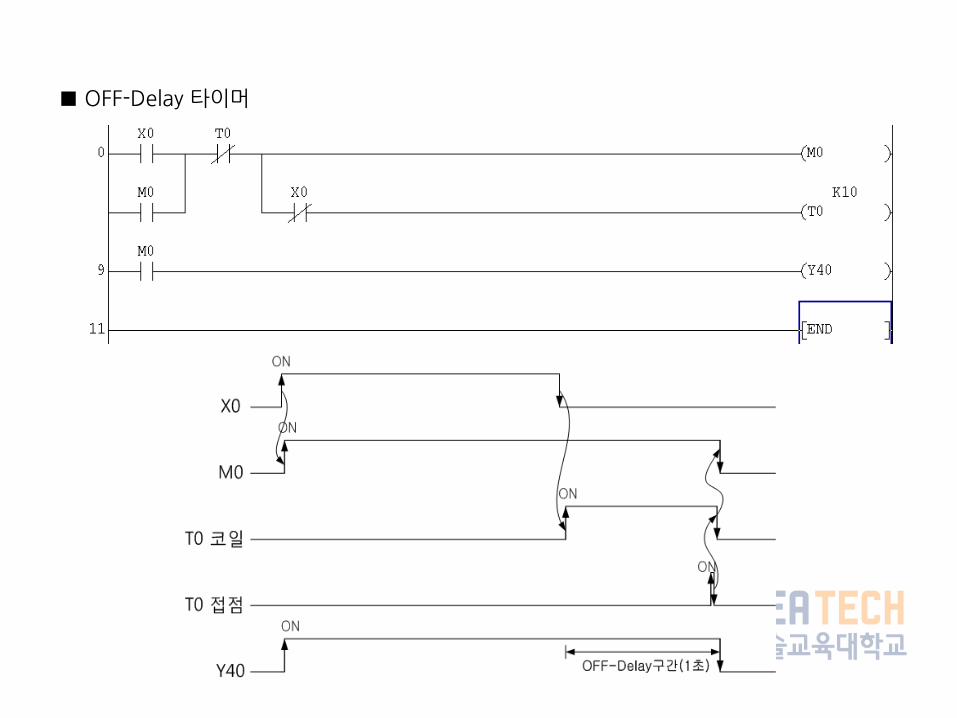
■ OFF-Delay 타이머
그림 4- 50 OFF-Dealy 타이머 PLC 프로그램

■ 플리커(flicker : 점멸) 타이머
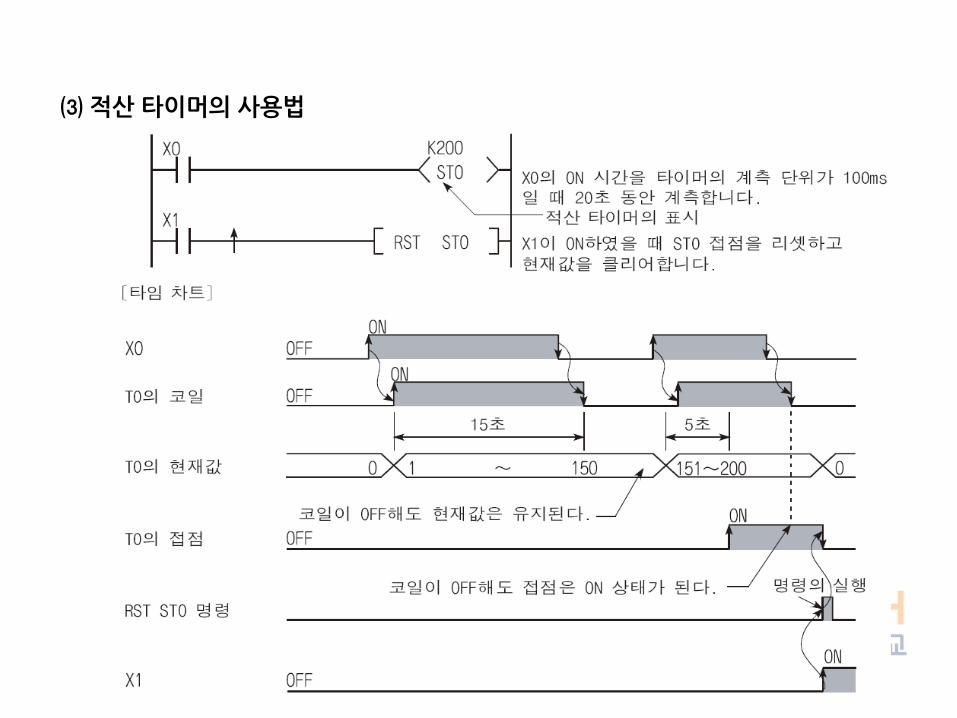
⑶ 적산 타이머의 사용법
그림 4-54 적산 타이머의 동작 타임 챠트
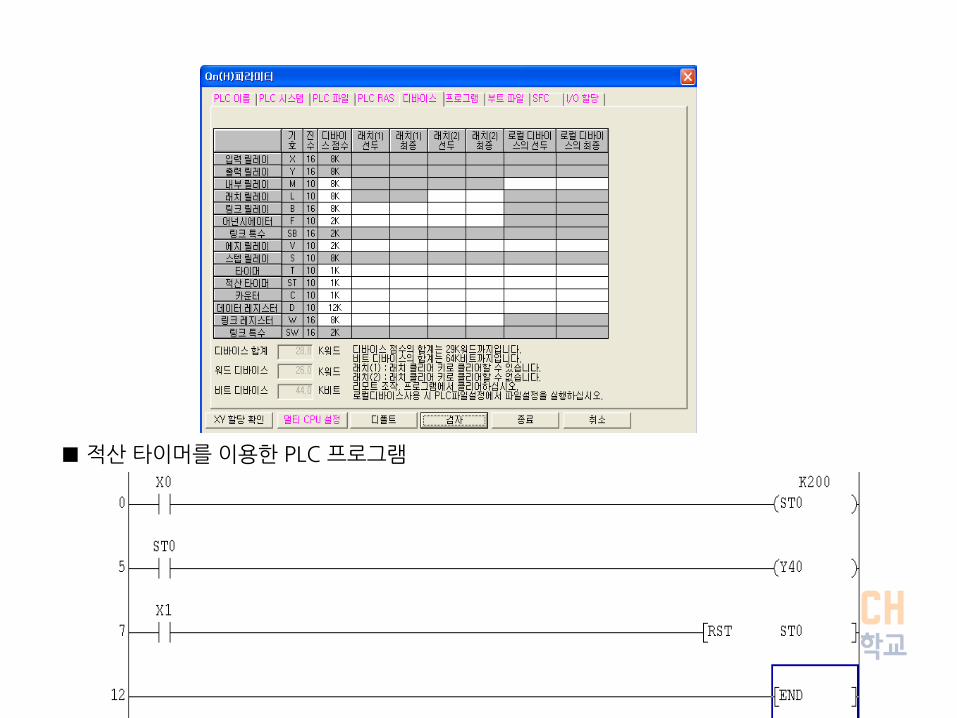
그림 4- 55 적산 타이머 메모리 영역 할당
■ 적산 타이머를 이용한 PLC 프로그램
그림 4- 56 적산타이머 PLC 프로그램
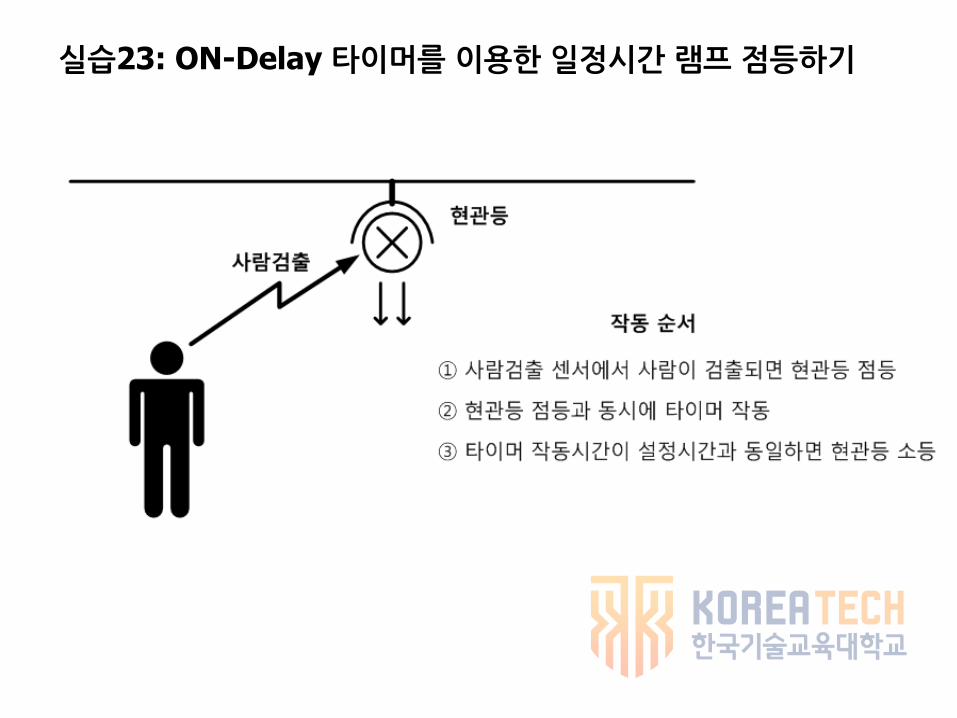
그림 4-57
실습23: ON-Delay 타이머를 이용한 일정시간 램프 점등하기

⑴ 인체 검출 센서
그림 4-58 인체 검출용 센서
⑵ 입력과 출력
입력번호 기능 출력번호 기능
X00 인체검출센서 Y40 램프점등

■ PLC 래더 프로그램
그림 4-59 일정시간 램프 점등 PLC 프로그램
• 입력 X00가 ON되면(인체의 검출) 내부 비트메모리 M0을 이용하여 자기유지회로를 셋(SET)시켜 출력 Y40에 연결된 램프를 점등한다.
• 램프 점등과 동시에 내부 ON-Delay타이머를 동작시켜 5초 후 자기유지 회로를 리셋 시켜램프를 소등한다.
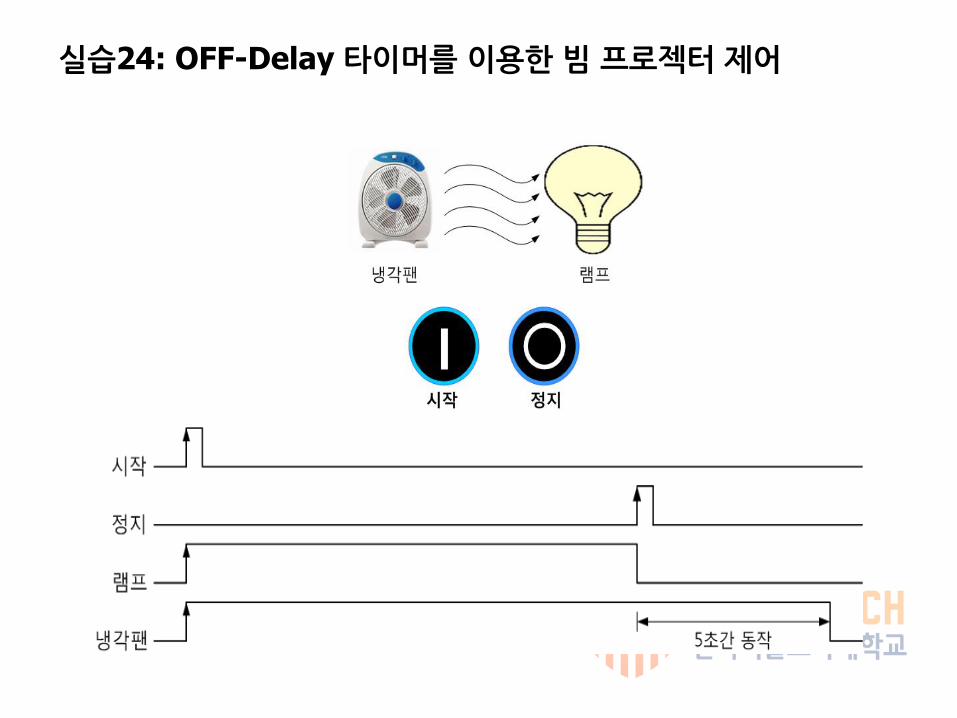
그림 4-60 빔 프로젝트 제어
그림 4-61 빔 프로젝트 동작 타임 챠트
실습24: OFF-Delay 타이머를 이용한 빔 프로젝터 제어

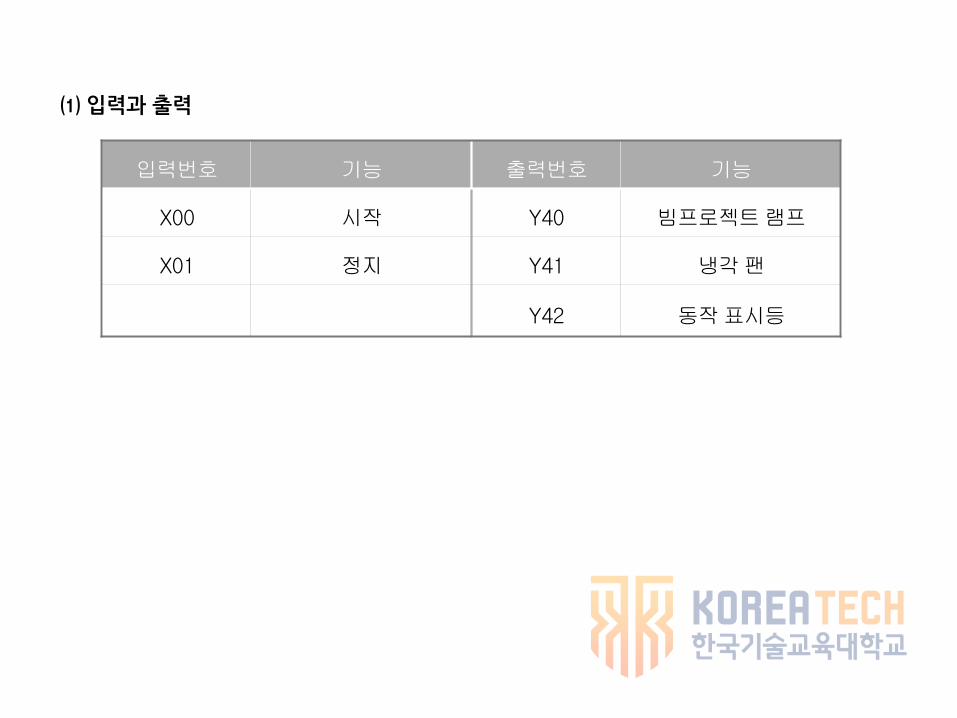
⑴ 입력과 출력
표 4-14 PLC 입출력 번지 할당표
⑵ 빔 프로젝트 제어 PLC 프로그램
그림 4-62
• 입력 X00버튼을 누르면 내부 비트메모리 M0와 M1이 ON된다. 따라서 빔 프로젝트 램프(Y40), 냉각 팬(Y41)이 ON된다.
• 입력 X01버튼을 누르면 내부 비트메모리 M0은 OFF된다. 이 때 M1은 “1”의 상태를 유지하고 있고, M0가 OFF된 시점부터 ON-Delay타이머 T0가 5초 동안 동작한 후 M1을 OFF한다. 따라서 X01버튼이 눌러지면 빔 프로젝트의 램프는 바로 소등되지만 냉각 팬은 5초 동안 동작 한 후 정지한다.
입력번호 기능 출력번호 기능
X00 시작 Y40 빔프로젝트램프
X01 정지 Y41 냉각팬

그림 4-64 빔프로젝트 동작 타임 챠트
실습25: 플리커 타이머를 이용한 빔 프로젝터 제어
⑴ 입력과 출력
입력번호 기능 출력번호 기능
X00 시작 Y40 빔프로젝트램프
X01 정지 Y41 냉각팬
Y42 동작표시등

⑵ 빔 프로젝트 제어 PLC 프로그램
그림 4-65

그림 4-66
실습26: 적산 타이머를 이용한 빔 프로젝터 제어

그림 4-67
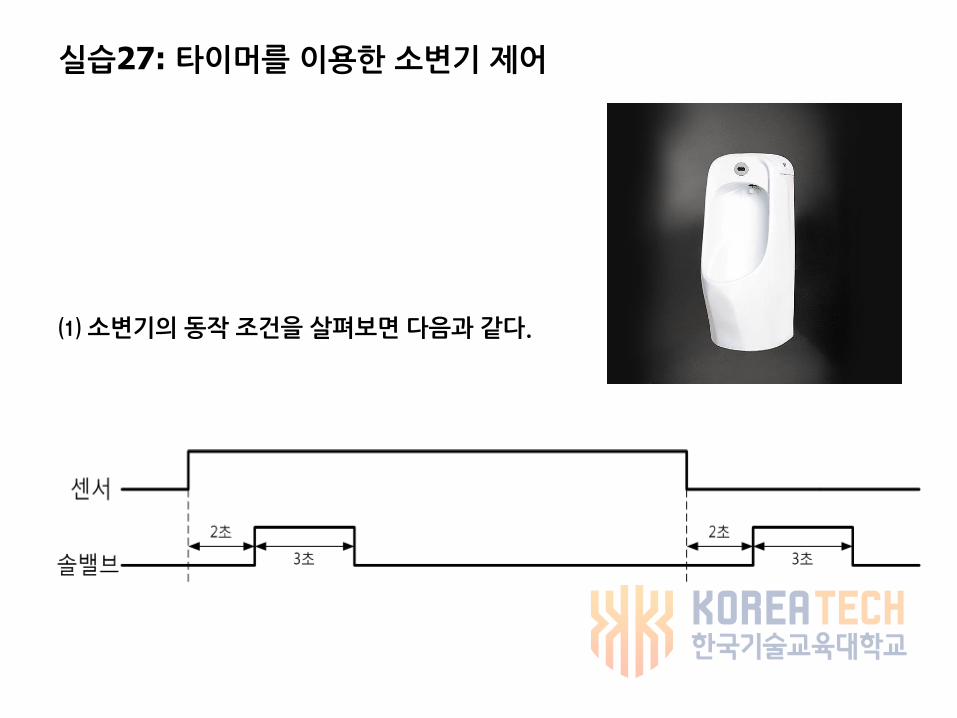
⑴ 소변기의 동작 조건을 살펴보면 다음과 같다.
그림 4-69 소변기의 동작 타임 챠트
실습27: 타이머를 이용한 소변기 제어

센서


Proximity Sensor(NPN)


8주차
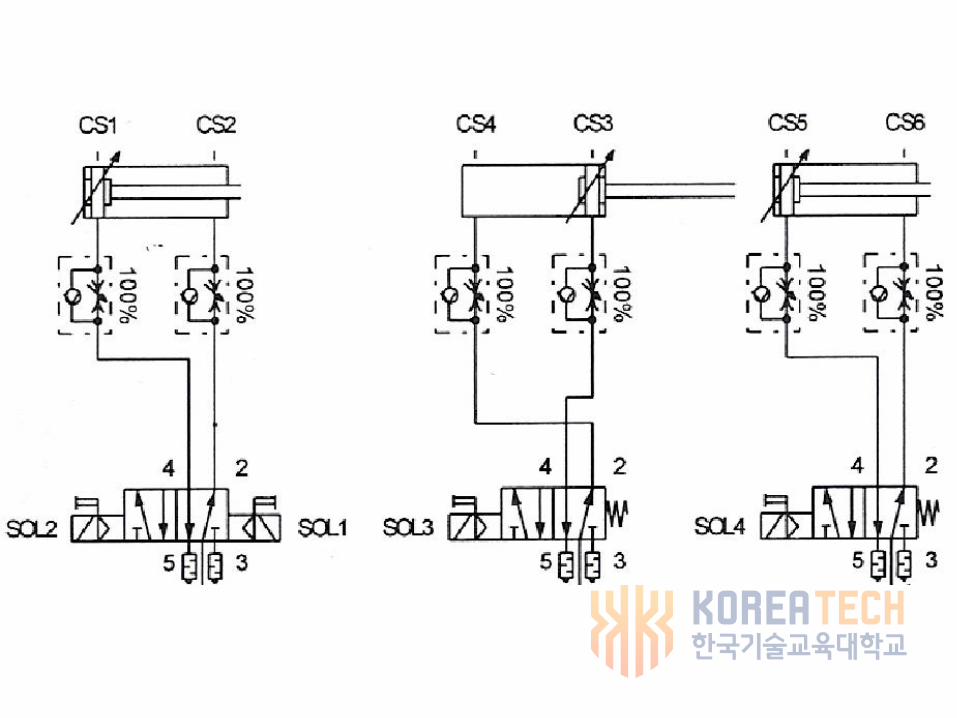
생산자동화 실습장치 소개
기본동작 1, 2, 3

생산자동화 실습장치 외관(왼쪽)

생산자동화 실습장치 외관(오른쪽)

생산자동화 실습장치의 기기 목록

SOL6은 spare(여분)로 사용 안 되고 있음.

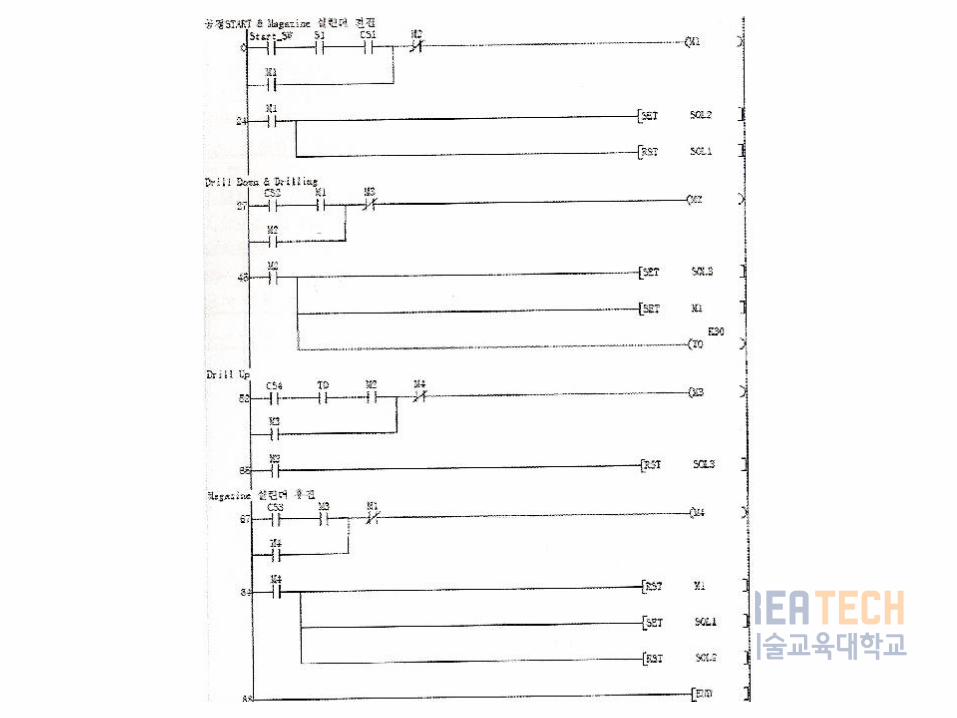
기본동작1: 중력매거진에 작업물이 있는지 확인하고 작업물이 있다면 분배 실린더가 전진동작을 하여 작업물을 가공위치로 이동시킨다

기본동작 2
중력매거진에 작업물이 있는지 확인하고 작업물이있다면 분배 실린더가 전진동작을 하여 작업물을가공위치로 이동과 동시에 클램핑을 하게 되면 드릴링 실린더가 하강하며 가동을 시작한다. 3초간가공후 복귀한다. 드릴링 실린더 복귀 후 분배실린더가 복귀한다.


기본동작 3
중력매거진에 작업물이 있는지 확인하고 작업물이있다면 분배 실린더가 전진동작을 하여 작업물을가공위치로 이동과 동시에 클램핑을 하게 되면 드릴링 실린더가 하강하며 가동을 시작한다. 3초간가공후 복귀한다. 드릴링 실린더 복귀 후 분배실린더가 복귀한다. 이후에 송출실린더의 전후진 동작으로 작업물을 컨베이어 밸트로 이송시킨다.

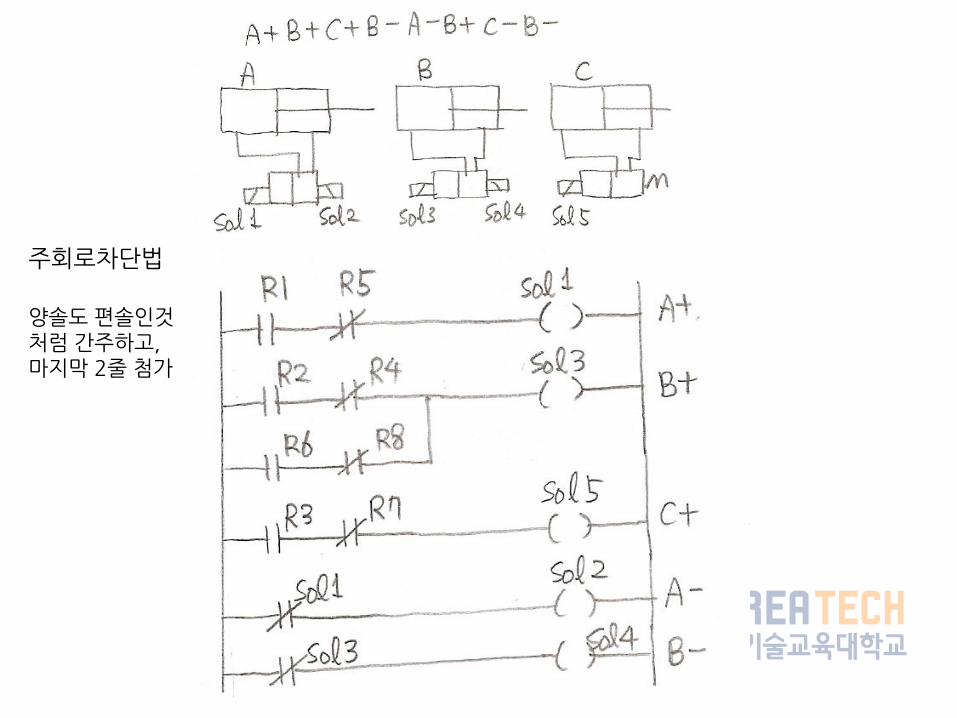
주회로차단법
양솔도 편솔인것처럼 간주하고,마지막 2줄 첨가
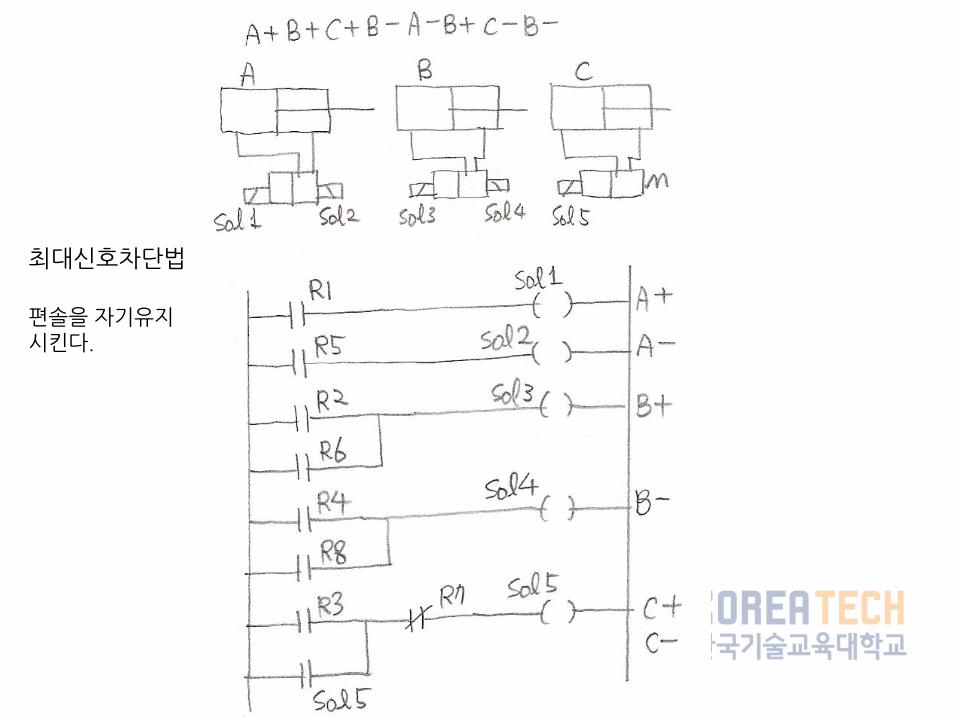
최대신호차단법
편솔을 자기유지시킨다.

9주차
Term Project

PLC실습 Term Project에 관하여ㅇ 조당 1과제로 수행한다.ㅇ 조는 최대 4명, 최소 2명으로 구성한다.ㅇ Term project 발표는 11월 20일 또는 27일 해당 수업시간에 발표한다.ㅇ 향후일정: 12월 4일, 기말고사 준비, 실습실 오픈
12월 11일 기말고사(탕정 연수복지동)
<심사기준> 총 15점ㅇ 예비동작 또는 초기상태 동작(3점) : ㅇ 본 동작(10점)
- 문제의 각 지침(1점씩)ㅇ 발표(2점)
- 3분 발표, 1분 데모 시간 엄수(1점)- Source code 첨부하여 보고서 제출(1점)

Term Project 문제1:
예비동작: PB1을 1번 누르면 A실린더 전, 후진하며 전, 후진하는 동안L1(램프) 커짐. PB1을 1번 더 누르면 B실린더와 L2(램프) 커짐. PB1을 1번더 누르면 C실린더와 L3(램프) 커짐. PB1을 1번 더 누르면 처음으로 돌아가A실린더 전, 후진하며 전, 후진하는 동안 L1(램프) 커짐.본 동작: 시작스위치를 누르면 컨베이어 벨트가 작동하고 센서1에 의해 작업물을 확인한 후 실린더에 의해 분배, 가공, 송출의 동작을 하여 컨베이어 벨트로 작업물이 옮겨지면 센서감지에 의해 홀 검사를 하여 홀이 없는 작업물은 배출시키고 홀이 뚫린 작업물은 통과시킨다. 비홀 작업물과 홀 작업물은각각 황색, 녹색 램프를 점멸시킨다. 양품이 컨베이어 끝단에 도착하면 수평실린더와 수직실린더를 이용하여 양품 박스로 이송시킨다.
Term Project 문제2:
시작스위치를 누르면 컨베이어 벨트가 작동하고 센서1에 의해 작업물을 확인한 후 실린더에 의해 분배, 가공, 송출의 동작을 하여 컨베이어벨트로 작업물이 옮겨지면 센서감지에 의해 작업물의 재질을 검사하여비금속 작업물은 통과시키고, 금속작업물은 배출시킨다. 금속 작업물은황색램프를 점멸시키고, 비금속 작업물은 녹색 램프를 점멸시킨다. 양품이 컨베이어 끝단에 도착하면 수평실린더와 수직실린더를 이용하여양품 박스로 이송시킨다. 물품공급(S1)에 물건이 들어 있으면 계속 작동한다. 물품공급이 없을경우에는 L1과 L2가 동시에 1초 간격으로 점멸되며, 10초간 S1에 물품이 없는 경우에는 처음 상태로 되돌아간다.

Term Project 문제3:
예비동작: PB1을 1번 누르면 A실린더 전, 후진하며 전, 후진하는 동안L1(램프) 점멸. PB1을 1번 더 누르면 B실린더와 L2(램프) 점멸. PB1을1번 더 누르면 C실린더와 L3(램프) 점멸. PB1을 1번 더 누르면 처음으로 돌아가 A실린더 전, 후진하며 전, 후진하는 동안 L1(램프) 점멸.본 동작: 시작스위치를 누르면 컨베이어 벨트가 작동하고 센서1에 의해작업물을 확인한 후 실린더에 의해 분배, 가공, 송출의 동작을 하여 컨베이어 벨트로 작업물이 옮겨지면 센서감지에 의해 홀 검사를 하여 홀이 없는 작업물은 배출시키고 홀이 뚫린 작업물은 통과시킨다. 비홀 작업물과 홀 작업물의 통과 개수를 FND창에 표시한다. 양품이 컨베이어끝단에 도착하면 수평실린더와 수직실린더를 이용하여 양품 박스로 이송시킨다
Term Project 문제4:
초기상태: L3 0.5초 점멸, 컨베이어 정지, 모든 실린더 후진, 흡착컵오프. 본 동작: 푸쉬버튼 조작없이 작업물을 하나씩 공급하여 작동시킨다. 공급부 스위치가 감지되면: L3 On → 3초 대기 → 컨베이어 동작 → A실린더 전, 후진하여 물품을 컨베이어에 공급 → 물품에 따라 두 개의동작을 수행하여야 함. 홀물체 → 실린더 B로 전후진하여 분류(홀물품이 2개 이상 감지되었을때 제거하기 전까지 L2 5초간 0.5초 점멸)비홀물체 → 컨베이어 끝까지 물품이 옮겨지면 물체감지 스위치 On → 실린더 C+ → D+ → 흡착컵 작동 → D- → C- → D+ → 흡착컵 중지 → D-홀 작업물과 비홀 작업물의 통과 개수를 FND창에 표시한다.10초 동안 새로운 물품이 공급 안 되면 컨베이어 정지한다.

Term Project 문제5:
초기상태: L3 0.5초 점멸, 컨베이어 정지, 모든 실린더 후진, 흡착컵오프. 본 동작: 푸쉬버튼 조작없이 작업물을 하나씩 공급하여 작동시킨다. 공급부 스위치가 감지되면: L3 On → 3초 대기 → 컨베이어 동작 → A실린더 전, 후진하여 물품을 컨베이어에 공급 → 물품에 따라 두 개의동작을 수행하여야 함. 금속물체 → 실린더 B로 전후진하여 분류(금속물품이 2개 이상 감지되었을 때 제거하기 전까지 L2 5초간 0.5초 점멸)비금속물체 → 컨베이어 끝까지 물품이 옮겨지면 물체감지 스위치 On → 실린더 C+ → D+ → 흡착컵 작동 → D- → C- → D+ → 흡착컵 중지 → D-금속 작업물과 비금속 작업물의 통과 개수를 FND창에 표시한다.10초 동안 새로운 물품이 공급 안 되면 컨베이어 정지한다.

Term Project 문제6:
예비동작: PB1을 1번 누르면 A실린더 전, 후진하며 전, 후진하는 동안 L1(램프) 점멸. PB1을 1번 더 누르면 B실린더와 L2(램프) 점멸. PB1을 1번 더 누르면 C실린더와 L3(램프) 점멸. PB1을 1번 더 누르면 처음으로 돌아가 A실린더 전, 후진하며 전, 후진하는 동안 L1(램프) 점멸.본 동작: 시작스위치를 누르면 컨베이어 벨트가 작동하고 센서1에 의해 작업물을 확인한 후 실린더에 의해 분배, 가공, 송출의 동작을 하여 컨베이어 벨트로 작업물이 옮겨지면 센서감지에 의해 작업물의재질을 검사하여 비금속 작업물은 통과시키고, 금속작업물은 배출시킨다. 금속 작업물은 황색램프를 점멸시키고, 비금속 작업물은 녹색램프를 점멸시킨다. 금속 작업물과 비금속 작업물의 통과 개수를FND창에 표시한다. 양품이 컨베이어 끝단에 도착하면 수평실린더와수직실린더를 이용하여 양품 박스로 이송시킨다.

Term Project 문제7:
시작스위치를 누르면 컨베이어 벨트가 작동하고 센서1에 의해 작업물을 확인한 후 실린더에 의해 분배, 가공, 송출의 동작을 하여 컨베이어벨트로 작업물이 옮겨지면 센서감지에 의해 홀 검사를 하여 홀이 없는작업물은 배출시키고 홀이 뚫린 작업물은 통과시킨다. 비홀 작업물과홀 작업물은 각각 황색, 녹색 램프를 점멸시킨다. 양품이 켄베이어 끝단에 도착하면 수평실린더와 수직실린더를 이용하여 양품 박스로 이송시킨다. 비홀 작업물과 홀작업물의 통과 개수를 FND창에 표시한다.물품공급(S1)에 물건이 들어 있으면 계속 작동한다. 물품공급이 없을경우에는 L1과 L2가 동시에 1초 간격으로 점멸되며, 10초간 S1에 물품이 없는 경우에는 처음 상태로 되돌아간다.
Term Project 문제8:
예비동작: PB1을 1번 누르면 A실린더 전, 후진하며 전, 후진하는 동안 L1(램프) 점멸. PB1을 1번 더 누르면 B실린더와 L2(램프) 점멸. PB1을 1번 더 누르면 C실린더와 L3(램프) 점멸. PB1을 1번 더 누르면 처음으로 돌아가 A실린더 전, 후진하며 전, 후진하는 동안 L1(램프) 점멸.본 동작: 푸쉬버튼 조작없이 작업물을 하나씩 공급하여 작동시킨다. 공급부 스위치가 감지되면: L3 On → 3초 대기 → 컨베이어 동작 → A실린더 전, 후진하여 물품을 컨베이어에 공급 → 물품에따라 두 개의 동작을 수행하여야 함. 홀물체 → 실린더 B로 전후진하여 분류(홀물품이 2개 이상 감지되었을 때 제거하기 전까지 L2 5초간 0.5초 점멸)비홀물체 → 컨베이어 끝까지 물품이 옮겨지면 물체감지 스위치On → 실린더 C+ → D+ → 흡착컵 작동 → D- → C- → D+ → 흡착컵 중지 → D-홀 작업물과 비홀 작업물의 통과 개수를 FND창에 표시한다.10초 동안 새로운 물품이 공급 안 되면 컨베이어 정지한다.
















![Graceful Migration 10g with RAC - DBGuide.net · 2007-02-09 · 2. Cluster Interconnect 구성 3. Migration to oracle 10g시고려사항(구현] Interconnect 구성 3. RAC & TAF 시스템가용성향상을위한구성](https://static.fdocument.pub/doc/165x107/5ea5357367248655ff5bd969/graceful-migration-10g-with-rac-2007-02-09-2-cluster-interconnect-e-3.jpg)
