01_Ciclo de inyeccion
17
REGIONAL VALLE INTRODUCCIÓN AL PROCESO DE INYECCIÓN DE PLÁSTICOS SEMANA No. 6 Servicio Nacional de Aprendizaje – SENA Centro de Desarrollo Tecnológico – ASTIN Santiago de Cali, Agosto de 2005
-
Upload
diego-sachica -
Category
Documents
-
view
714 -
download
0
Transcript of 01_Ciclo de inyeccion

REGIONAL VALLE
INTRODUCCIÓN AL PROCESO DE INYECCIÓN DE PLÁSTICOS
SEMANA No. 6
Servicio Nacional de Aprendizaje – SENA
Centro de Desarrollo Tecnológico – ASTIN
Santiago de Cali, Agosto de 2005

REGIONAL VALLE
INYECCIÓN DE PLÁSTICOS
CICLO DE INYECCIÓN
El ciclo de inyección es el conjunto de operaciones que ejecuta la máquina para realizar una inyección. la máquina inyectora debe contar con un conjunto de comandos que permitan la comunicación con el operador, en algunos casos como en las máquinas antiguas son un conjunto de botones y perillas en las cuales se controlan variables como por ejemplo, presiones, temperaturas, velocidades, recorridos, en estas máquinas regularmente el operador debe moverse alrededor de la misma, para hacer manipulación de alguna variable; en máquinas un poco más modernas y de acuerdo al sistema de potencia y control que la máquina maneje, estas variables se manipulan desde un armario de mandos, donde igual, encontramos todavía unos sistema de potenciómetros, en conjunto con, temporizadores y pulsadores, desde donde ya, se pueden manipular mayor cantidad de variables, y dependiendo del tipo de hidráulica que posea la máquina, el operador todo lo puede programar desde dicho armario. Las máquinas actuales, gracias a los avances tecnológicos, que ya se han mencionado, se programan totalmente, desde una interfaz, conocida como, MHI o interfaz hombre máquina, y no tiene ya el operador que moverse a través de la máquina al momento de ajustar los parámetros de producción. El ciclo convencional de inyección inicia con el cierre del molde, y finaliza con el fin del conteo del tiempo de pausa así:
Cierre de molde. Aproximación de la unidad de inyección al molde. Inyección. Pos presiona. Gira tornillo para dosificar material, al mismo tiempo inicia conteo del tiempo
de refrigeración. Descompresión de la masa de la recamara de inyección. Retira unidad de inyección del molde. Termina conteo del tiempo de enfriamiento. Abre molde. Expulsa la pieza inyectada. Cuenta el tiempo de pausa. Vuelve y cierra molde.
Los anteriores son el conjunto de acciones que ejecuta la máquina para realizar una inyección, es necesario tener claridad sobre esta serie de operaciones y sobre las condiciones para que tales pasos se den, pues, es un medio bastante
Ciclo de Inyección Pág. 2 de 17

REGIONAL VALLE
INYECCIÓN DE PLÁSTICOS
importante de detectar y/o corregir problemas, de paro de la máquina cuando se encuentra en proceso productivo. de acuerdo a la tecnología incorporada en la máquina así mismo serán las características de funcionamiento, por ejemplo las máquinas antiguas incorporaban los finales de carrera (interruptores) de contacto mecánico los cuales por razones de desgaste o humedad relativa o polvo podían empezar a fallar, luego incorporaron sistemas de finales de carrera tipo inductivo u otros donde no se necesitaba contacto, los cuales dieron un poco de modernidad de acuerdo a los cambios tecnológicos del momento, así los desarrollos fueron llevando a este tipo de maquinaria hasta lo que hoy conocemos, sensores programables para recorridos, (potenciómetros lineales, sistemas magneto-resistivos, sensórica moderna de más alta versatilidad y velocidad de respuesta) y los finales de carrera en sus diferentes tecnologías todavía se utilizan como medios de seguridad de señales. Volviendo al ciclo, para que la máquina ejecute la operación cerrar molde, requiere que, se den otros eventos en su programación interna, la cual depende del diseño del programa, pero generalmente, si observamos la mayoría de máquinas para que cierre el molde se requiere que:
El ajuste de dosificación halla sido alcanzado, los expulsores se encuentren atrás, al valor ajustado en el programa, que la puerta de seguridad este cerrada y dependiendo de la programación o del algoritmo (conjunto de tareas) habrán características particulares incorporadas a algunas máquinas.
Para que la unidad inyectora avance buscando contactar la boquilla de la máquina con el bebedero del molde se requiere:
Que el final de carrera que indica que la fuerza de cierre ya ha sido alcanzada sea activado. Las señales pueden provenir de cualquier tipo de sensor que determine la situación de cierre total del molde.
Para que el tornillo avance, empujando la masa plástica hacia el interior del molde, se requiere por ejemplo:
Que la presión de apoyo, halla sido alcanzada, o el sensor o final de carrera de apoyo de la boquilla este activado o halla sido activado, a veces se maneja un tiempo de retardo que se ajusta de acuerdo al recorrido que debe realizar la boquilla para alcanzar el bebedero del molde.
Ciclo de Inyección Pág. 3 de 17

REGIONAL VALLE
INYECCIÓN DE PLÁSTICOS
Para que actué la presión de pospresión se requiere regularmente:
Que la máquina de la orden de cambio de presión de inyección a segunda presión o pospresión; esto se puede hacer de varia formas, pero vamos a relacionar las mas importantes.
Que la orden de cambio la de un temporizador esto quiere decir el tornillo empieza a inyectar con la velocidad de inyección y la presión de inyección requerida, cuenta el tiempo de inyección apenas termina tal tiempo hace el cambio a presión de pospresión. Que la orden la de un final de carrera o lo haga desde el sensor de medición de carrera, en este caso el tornillo arranca empujando el material hacia el molde con velocidad de inyección y presión requerida de inyección al momento de alcanzar tal distancia actúa el cambio de presión de inyección a presión de pospresión o segunda presión. Que la orden la dé un sensor de presión ubicado en el sistema hidráulico de inyección, en este caso el aceite impulsa el tornillo hacia delante obligando al material a ir hacia el interior del molde, el material medida que entra al molde va aumentando su oposición a fluir y la presión en el sistema de inyección se va incrementando hasta alcanzar el valor ajustado o programado en el sensor el cual da la orden de cambio de presión de inyección a presión de pospresión. Que la orden la de un sensor ubicado en el interior del molde, en este caso el material inyectado por el tornillo llega a la cavidad y empieza a ejercer presión sobre el sensor, al momento que este sensa el valor de presión al cual esta ajustado, emite la señal de cambio al sistema de control y la presión de inyección es conmutada a presión de pospresión.
Para que el tornillo en el ciclo estándar de inyección lleve acabo la dosificación de material se requiere:
Que el tiempo de pospresión halla sido cumplido. Para que la máquina inicia el conteo del tiempo de refrigeración se requiere:
Que el tiempo de pospresión halla sido alcanzado. Para que la máquina realice la operación de descompresión se requiere:
En primer lugar que esta halla sido activada, bien sea por tiempo, por velocidad o por recorrido (o por alguna otra variable dependiendo del diseño del control de la máquina)
Ciclo de Inyección Pág. 4 de 17

REGIONAL VALLE
INYECCIÓN DE PLÁSTICOS
Que el final de carrera o el ajuste del sensor de recorridos, halla sido alcanzado.
Para que la máquina realice la operación de retiro de boquilla del bebedero del molde se requiere regularmente:
Que el elemento que indica que la descompresión ha sido realizada se active, esto puede ser realizado por una de las siguientes variables o una combinación de ellas: tiempo, presión, recorrido.
Para que la máquina inyectora dé la orden de apertura de molde se requiere:
Que el sensor que indica que la unidad de inyección alcanzó el punto de retiro que fue programado este activado, esto se puede hacer controlando algunas variables tales como carreras o recorridos, tiempo y velocidad, en algunas máquinas grande presión.
Para que la máquina realice el movimiento de expulsión o desmoldeo de la pieza se requiere:
Que el sensor o ajuste programado de apertura de molde ese activado, que la función de expulsión este o halla sido programada.
Para que la máquina inicie el conteo del tiempo de pausa se requiere:
En algunos casos que el sensor de expulsión adelante halla sido alcanzado, en otros este tiempo inicia desde el momento en que inicia el avance de los expulsores en otros algoritmos de máquina el tiempo de pausa cuenta des de el momento en que el contador de número de ciclos envié la señal de inicio del conteo.
Y así se inicia el tiempo de ciclo nuevamente con el cierre de molde. El análisis anterior, corresponde a un ciclo convencional de inyección, las máquinas, de acuerdo a lo robusto de su control, cuentan con muchas variantes que le permiten manejar situaciones particulares y modos de producción especiales, que día a día dan al proceso mayores alcances y gran versatilidad. Los parámetros ajustados en el sistema hidráulico (por ser estas las máquinas convencionales serán tratadas aquí) se ve reflejado en el comportamiento del material plástico.
Ciclo de Inyección Pág. 5 de 17

REGIONAL VALLE
INYECCIÓN DE PLÁSTICOS
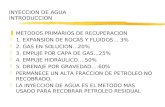
El análisis de lo que sucede en el sistema hidráulico puede ser analizado registrando el comportamiento de la presión con respecto al tiempo, y lo relacionado también con la masa plástica se pude analizar mediante un sensor de presión que registre el comportamiento con respecto al tiempo como lo muestra el siguiente gráfico.
Gráfico del comportamiento de la presión con respecto al tiempo en la hidráulica (línea interrumpida), y el comportamiento de la presión con respecto al tiempo línea continúa.
1. Inicio del avance del husillo. 2. La masa llega al sensor de presión. 3. Se activa la señal de cambio a remanencia. 4. Tiempo que tarda la señal en llegar a la válvula hidráulica. 5. Máximo pico de presión en el cambio. 6. Tiempo en que tarda la hidráulica para regular. 7. Presión máxima en el interior del molde. 8. Tiempo en hacer el cambio (tiempo de señal + tiempo de regulación).
Tiempo muerto dependiendo de la tecnología de los dispositivos de la máquina.
9. Tiempo de remanencia (desde que se da la señal de cambio hasta que cae la presión de pospresión).
Ciclo de Inyección Pág. 6 de 17

REGIONAL VALLE
INYECCIÓN DE PLÁSTICOS
Ahora es bueno concentrarse, en el llenado del molde, lo cual define en gran medida el proceso de inyección. Cuando el material entra al molde, el primer material que entra, se ubica a la entrada es decir en lo que conforma el espigo y en los canales de distribución. Esto lo comprobamos cuando hacemos un llenado parcial, el material que entra luego se ubica en las partes más lejanas al punto de inyección del molde. Lo cual indica que en este proceso hay una gran orientación pues las cadenas moleculares son obligadas a seguir la dirección que les muestra el flujo del material, además de la misma boquilla de inyección. Las capas posteriores de material, se ubican en la parte interior a la primera y se encuentran un poco aisladas térmicamente del que hace contacto con las paredes relativamente frías del molde, generándose así grados diferentes, de orientación definidos por las velocidades de flujo, y las temperaturas de la masa además de las características intrínsecas del material. El ciclo de inyección se puede dividir en dos fases:
La fase de llenado volumétrico. La fase de compactado o empaque y relajación o de remanencia.
La fase de llenado debe estar entre el 90% y 99% del llenado total, esta fase se caracteriza, por ser la fase dinámica del proceso, es en la etapa en la cual se mueve o inyecta mayor cantidad de material, por lo cual va desde el punto mas atrás del tornillo hasta el punto de cambio, por ser la fase donde se desplaza mayor cantidad de material hacia el molde, es la que debe hacerse mas rápido y esto lo define la velocidad con la cual el tornillo empuja el material. El gradiente de temperatura entre el material que entra primero, y el que entra de ultimo en esta fase, define las características de uniformidad, a través de toda la pieza y también las posibles diferencias de contracción, que se pueden presentar a lo largo de la pieza. En esta etapa se definen las características de esfuerzos térmicos y mecánicos de la masa, la calidad superficial de la pieza, tales como el acabado, las orientaciones ,la cristalinidad, todo esto ha dado pie para que los fabricantes de máquinas hallan incorporado modos de inyección tales como la velocidad de inyección por escalones.
Ciclo de Inyección Pág. 7 de 17

REGIONAL VALLE
INYECCIÓN DE PLÁSTICOS
Parámetros del proceso de inyección y su influencia en las etapas del ciclo. El punto de cambio es como la frontera entre las etapas de inyección y la de compactación, este define también algunas características en la pieza como por ejemplo la formación de los contornos, la formación de rebabas, la sobreinyección con el consiguiente deterioro del proceso, aquí sucede la compactación o llenado volumétrico real . La fase de relajación sucede cuando las cadenas moleculares son sometidas a un proceso de reacomodamiento debido a la pospresión a través del tiempo. A medida que el material se enfría dentro de la cavidad, sufre una contracción dependiente de su naturaleza estructural y este pequeño volumen dado por el cambio de material caliente a material frío, deja espacio, para, que entren mas cadenas moleculares, a ocupar el espacio dejado, siempre y cuando venzan la resistencia al flujo opuesta por las cadenas moleculares, que se encuentran en el interior, esta situación se da a medida que transcurre el tiempo y el molde alcanza el punto de sellado. En esta fase se definen características en el producto tales como: Rechupes, burbujas contracción, alabeo, grado de cristalización, orientación molecular, desmoldeo del producto.
Ciclo de Inyección Pág. 8 de 17

REGIONAL VALLE
INYECCIÓN DE PLÁSTICOS
Características de calidad de la pieza definidas en las etapas del ciclo de inyección. Las anteriores etapas del ciclo de inyección vienen definidas por una serie de parámetros tales como: En la fase de llenado volumétrico son parámetros de vital importancia los siguientes:
La velocidad de inyección. La resistencia al flujo, parámetro este que depende en últimas, de la
geometría, dimensiones y material de diseño del producto.
Temperatura de la masa. Propiedades del material.
Temperaturas de las paredes de la cavidad.
Temperatura del aceite.
Ciclo de Inyección Pág. 9 de 17

REGIONAL VALLE
INYECCIÓN DE PLÁSTICOS
El punto de cambio es influenciado por:
La velocidad de inyección. La temperatura de la masa.
Temperatura del recorrido de flujo en el molde.
La etapa de relajación de la pieza es controlada mediante los siguientes parámetros:
Temperatura de las paredes del molde. Resistencia a la flexión del molde.
Temperatura de la masa.
Presión de pospresión.
Tiempo de pospresión.
El comportamiento de los materiales plásticos dadas sus características estructurales arroja curvas diferentes al analizar presión vs. tiempo.
Curva típica del comportamiento de la curva típica del comportamiento de la Presión con respecto al tiempo, en la presión con respecto al tiempo, en la Cavidad del molde, para un material cavidad para un material semicristalino Amorfo tal como PMMA, PVC, PS etc. tal como PE, PP, PA etc.
Ciclo de Inyección Pág. 10 de 17

REGIONAL VALLE
INYECCIÓN DE PLÁSTICOS
Algunos defectos muy comunes en el proceso de inyección: Los defectos en las piezas elaboradas por el proceso de inyección de plásticos, pueden ocurrir por varias razones, entre ellas tenemos: Los inadecuados ajustes en la máquina o selección inadecuada de la misma, fallas en el molde (por diseño o mal mantenimiento), también se puede dar el caso de fallas por el material mal selección del mismo o mal manejo en su preparación (pretratamiento, mezclas). Algunos de los defectos más comunes son:
Burbujas por humedad, estas pueden aparecer en la pieza por humedad en el material, lo cual sucede comúnmente con materiales giroscópicos, caso PC. PA, ABS, y cuando el material se encuentra mal almacenado puede ocurrir en cualquier material indistintamente de que sea o no giroscópico.
Burbujas de vacío el material inyectado en la etapa de pospresión no fue suficiente para ocupar el volumen interior que dejaba la parte sólida producida por el material en contacto con las paredes del molde, esto puede suceder por diseño de la entrada o gate, o por una baja presión de pospresión, por demasiada temperatura de masa etc.
Ciclo de Inyección Pág. 11 de 17

REGIONAL VALLE
INYECCIÓN DE PLÁSTICOS
Pieza inyectada en material giroscópico, el cual no fue secado el tiempo suficiente. Para solucionar el problema fue necesario secar el material en un secador de aire caliente por 10 horas a 110 ˚C.
Pieza inyectada en PP pigmentado con masterbatch, la mezcla del material plástico con el pigmento no fue bien realizada causando una mal homogenización total por la mala distribución del pigmento.
Ciclo de Inyección Pág. 12 de 17

REGIONAL VALLE
INYECCIÓN DE PLÁSTICOS
Si el material se contamina con otro plástico, no afín, lo más probable es que, muestre una degeneración, por descascarado, las capas del polímero A se desprenden del polímero B dando un aspecto como el mostrado en la figura. Esto se soluciona cambiando el material de proceso por otro que no este contaminado, purgando muy bien el cilindro y si es necesario desmontar el tornillo para realizar la limpieza hay que hacerlo.
Pieza inyectada en material rígido en la cual el material dosificado fue insuficiente para llenar la cavidad. Es necesario dosificar la cantidad de material suficiente de tal forma que alcance para realizar el llenado completo, dejando un remanente para compensación de contracciones en la etapa de pospresión. El punto de inyección muy protuberante muestra que el tiempo de enfriamiento real (t de dosificación + t de enfriamiento de máquina) fue muy alto. Esto también puede darse por diseño de gate.
Ciclo de Inyección Pág. 13 de 17

REGIONAL VALLE
INYECCIÓN DE PLÁSTICOS
Llenado incompleto en la pieza por enfriamiento del frente de flujo, esto regularmente sucede cuando se esta realizando el llenado parcial de la pieza, puede aprovecharse este grafico para observar los efectos de disco que muestran los esfuerzos y resbalamiento que tiene las capas del material dejando las huellas como de pequeñas ondas que se solidifican.
Defecto de ráfagas cércanos a la entrada de material a la cavidad causados por mala dispersión del pigmento en el plástico, el pigmento utilizado no era el adecuado, se uso un pigmento con características de flujo similares a las del material.
Ciclo de Inyección Pág. 14 de 17

REGIONAL VALLE
INYECCIÓN DE PLÁSTICOS
Material contaminado Con material quemado que se encontraba en el cilindro degradado por demasiado tiempo de residencia. La pieza no lleno completamente pues estaba en proceso de llenado volumétrico.
La pieza inyectada en PC, presenta dos defectos muy comunes, la rebaba generada en este caso, por desgaste en el molde, y el quemado al rededor del punto de inyección con bebedero aislado, además, si se observa cuidadosamente presenta, también punto alto, que se puede generar en este caso particular, por dos factores: demasiado tiempo de enfriamiento real o desgaste en el capilar de entrada a la cavidad.
Ciclo de Inyección Pág. 15 de 17

REGIONAL VALLE
INYECCIÓN DE PLÁSTICOS
Pieza en PS contaminado con POM por mala purga del cilindro de plastificación. Esto sucedió al momento del cambio de material por no haber purgado la máquina. Fue necesario en ese caso bajar el tornillo y realizar la limpieza.
Rebaba exagerada por altos niveles de presión y velocidad en la cavidad en pieza de PS cristal. Se soluciono realizando un llena do parcial hasta alcanzar el llenado volumétrico, y luego el llenado total mediante la fase de pospresión.
Ciclo de Inyección Pág. 16 de 17

REGIONAL VALLE
INYECCIÓN DE PLÁSTICOS
Rechupe ocasionado por tiempo de pospresión muy corto es decir el material que compensa las contracciones no alcanzo a entrar a la pieza. Esto sucede cuando se esta haciendo el debido llenado volumétrico de la pieza, en la etapa siguiente que es la de pospresión se eliminan estos rechupes mediante la introducción de material remanente del la recamara del tornillo.
Defecto de rechupe en el piñón que es la pieza más gruesa debido a la velocidad de inyección que al estar baja permite que el punto de inyección del piñón se selle. Pero cuando se aumenta sustancialmente la rebaba de la cremallera presenta problemas, fue necesario llenar el molde con velocidades escalonadas.
Ciclo de Inyección Pág. 17 de 17