






Languages
Pages
Legal

1
NASKAH PUBLIKASITUGAS AKHIR
PENELITIAN STAINLESS STEEL 202 HASIL LAS SMAW DENGANPOST WELD HEAT TREATMENT 900OC SELAMA 1 JAM PADA
PROSES QUENCHING, ANNEALING DAN NORMALIZINGTERHADAP UJI STRUKTUR MIKRO,UJI IMPACT
DAN UJI TARIK
Diajukan untuk Memenuhi Tugas dan Syarat-syarat Guna MemperolehGelar Sarjana S1 Jurusan Teknik Mesin Fakultas Teknik
Universitas Muhammadiyah Surakarta
Disusun Oleh :SUGIYARTO
NIM : D.200.05.0171
JURUSAN TEKNIK MESIN FAKULTAS TEKNIKUNIVERSITAS MUHAMMADIYAH SURAKARTA
2012
222
3
PENELITIAN STAINLESS STEEL 202 HASIL LAS SMAW DENGANPOST WELD HEAT TREATMENT 900C SELAMA 1 JAM PADA
PROSES QUENCHING, ANNEALING DAN NORMALIZING TERHADAPUJI STRUKTUR MIKRO, IMPACT DAN TARIK
Sugiyarto, Pramuko Ilmu Purboputro, WijiantoTeknik Mesin Universitas Muhammadiyah Surakarta
Jl. A. Yani Tromol Pos I Pabelan, Kartasura
ABSTRAKSI
Tujuan penelitian ini adalah untuk mengetahui prosentase komposisikimia pada spesimen baja tahan karat 202 serta struktur mikro, harga impactdan harga uji tarik hasil las baja tahan karat 202 dengan Post Weld HeatTreatment 900C pada variasi proses quenching, annealing dan normalizing.
Material yang diteliti adalah baja tahan karat seri 202. Benda ujimenggunakan dilakukan masukan panas sesudah las (PWHT) 900 Cselama 1 jam dengan variasi pendinginan yaitu air, dapur dan udara.Pengujian yang dilakukan adalah : pengujian komposisi kimia, pengujianstruktur mikro, pengujian tarik dan pengujian impact.
Hasil uji komposisi kimia diketahui material jenis baja tahan karataustenitik, kadar besi (Fe) = 72,6 %, khrom (Cr) = 17,6 %, mangan (Mn) =10,0 % dan nikel (Ni) = 4,01 % . Struktur mikro didapatkan fasa : austenit,ferit dan karbida khrom. Untuk spesimen PWHT 900C + quenching strukturbutir yang paling halus dan sedikit karbida khrom. Pada spesimen PWHT900C + normalizing didapatkan struktur butir paling kasar dan terbentukkarbida khrom. Sedangkan spesimen PWHT 900C + annealing strukturbutirnya agak kasar dan lebih banyak karbida khrom. Dari pengujian tarikdidapatkan harga kekuatan tarik maksimum rata-rata dari tertinggi menujuterendah, yaitu : spesimen PWHT 900C + annealing (55,35 kg/mm2),spesimen PWHT 900C + normalizing (37,55 kg/mm2) dan terendah padaspesimen PWHT 900C + quenching (532,56 kg/mm2). Pengujian impactdidapatkan harga impact rata-rata tertinggi pada spesimen PWHT 900C +quenching sebesar 0,527 J/mm2. Untuk spesimen PWHT 900C + annealingsebesar 0,497 J/mm2. Dan harga impact rata-rata terendah pada spesimenPWHT 900C + normalizing sebesar 0,299 J/mm2.Kata-kata kunci : las SMAW, baja tahan karat, post weld heat treatment,quenching, annealing, normalizing
PENDAHULUANDengan berkembangnya
teknologi telah dihasilkan baja denganberbagai jenis sesuai dengan fungsiatau tujuan pemakaian. Salah satunyaadalah baja tahan karat stainless steel.Baja ini termasuk baja paduan yangtahan terhadap korosi dan tahan padasuhu tinggi maupun rendah. Bahan inibanyak digunakan pada reaktor atom,
turbin, mesin jet, pesawat terbang, alatrumah tangga dan juga industripengolahan obat dan makanan. Disamping itu baja ini juga mempunyaiketangguhan dan sifat mampu mesinyang cukup (Surdia ; 1987).
Pada umumnya struktur mikrobaja tergantung dari kecepatanpendinginannya dari suhu daerahaustenit sampai suhu kamar. Karena

4
perubahan struktur ini dengansendirinya sifat-sifat mekanik yangdimiliki juga akan berubah. Hal yangsama juga terjadi pada prosespendinginan baja setelah mengalamiproses pengelasan. Dengan kecepatanpendinginan yang berbeda sifatmekanik yang terjadi juga akanberbeda (Wiryosumarto ; 2004).
Pengelasan semua baja tahankarat akan mengalami penggetasandan peretakan akibat prosespemanasan dan pendinginan. Untukbaja jenis austenit misalnya, padapendinginan lambat dari 680 ºC sampai480 ºC akan terbentuk karbida khromyang mengendap di antara butiraustenit. Endapan tersebut terbentukpada suhu sekitar 650 ºC, danmenyebabkan penurunan sifat tahankarat dan sifat mekaniknya(Wiryosumarto ; 2004).
Berdasarkan petunjuk di atas lalubagaimana jika dilakukan pendinginansecara lambat setelah Post Weld HeatTreatment (PWHT) pada temperatur900 C dalam oven atau dengan udara? Apakah karbida khrom yangterbentuk akan lebih sedikit?Bagaimana pula dengan dampak padastruktur mikro, impact dan tarik padabaja tersebut jika dilakukanpendinginan cepat (dengan media air) ?
TINJAUAN PUSTAKADelvi Sukandar (2005) melalui
penelitian pengaruh unsur khrom (Cr)dan variasi temperatur udara padaproses pengelasan terhadap sifat fisisdan mekanis baja tahan karat AISI 304menunjukkan bahwa adanya unsur Cryang besar (26,08 %) menyebabkanterbentuknya fasa austenit dan karbidakhrom, sehingga fasa ferit tidakterbentuk, selain itu fasa karbidakhrom menaikkan harga kekerasan.Kenaikan harga kekerasan
menyebabkan naiknya kegetasan.Pengaruh unsur khrom (Cr) pada waktupengelasan yang dilakukan antaramalam dan siang hari diperoleh sifatfisis dan mekanis yang berbeda.
Ediyanto (1989), meneliti tentangefek panas pada sambungan las bajatahan karat 304 sebagai evaluasi sifatmekanis poros kemudi kapal laut,mengenai efek panas pada sambunganlas baja tahan karat 304 sebagaisimulasi untuk mengetahui penyebabkerusakan poros kemudi kapal laut.Material dipanaskan dalam tungkupada suhu 600 C, 700 C, 800 C,900 C dan 1000 C masing-masingselama 2 jam. Hasil penelitianmenunjukkan bahwa pada suhu 800C- 900 C kekerasan baja tahan karat304 meningkat dan pada 1000 Ckekerasan menurun.
Chandra Dewa Utama (2004)dalam penelitian analisa prosesquenching pada stainless steel seri 304produk di pasaran. Uji komposisi kimia,dengan melihat adanya unsur paduanyang cukup dominan yaitumengandung 18,212% Cr, 8,740% Ni.Pada spesimen sebelum heat treatmentmempunyai harga kekerasan (VHN)207,5 kg/mm2. Setelah perlakuanpanas pada suhu 9500 C diquenchingdi air mempunyai harga kekerasan(VHN) 156,1 kg/mm2 dan diquenchingdi es mempunyai harga kekerasan(VHN) 166,9 kg/mm2. Sedangkanspesimen pada suhu pemanasan 10000
C diquenching di air mempunyai hargakekerasan (VHN) 146,9 kg/mm2 dandiquenching di es mempunyai hargakekerasan 151,45 kg/mm2. Sedangkanspesimen pada suhu pemanasan 10500
C diquenching di air mempunyai hargakekerasan (VHN) 135,9 kg/mm2 dandiquenching di es mempunyai hargakekerasan (VHN) 134,6 Kg/mm2. untukhasil foto struktur mikro semua

5
speSimen memperlihatkan adanyabutiran-butiran hitam (perlit), butiran-butiran putih (ferit) dan ada juga bintik-bintik hitam (chromium). Ukuranbutiran-butiran bertambah besarsetelah perlakuan panas. Karbida padaspesimen tanpa perlakuan panasterlihat lebih banyak dibanding denganspesimen dengan perlakuan panas.Spesimen yang mempunyai jumlahkarbida lebih banyak, mempunyaiharga kekerasan lebih tinggi.Berdasarkan uji kekuatan tarik, didapatharga kekuatan tarik untuk spesimentanpa perlakuan panas dengan harga342,67 N/mm2 lebih tinggi dibandingdengan heat treatment. Sedangkansetelah perlakuan panas pada suhu10000 C diquenching di es hargakekuatan tarik paling rendah yaitu305,83 N/mm2. Sehingga kekuatan tariksebelum di heat treatment lebihmeningkat / tinggi daripada setelah diperlakuan panas.
TUJUAN PENELITIANTujuan penelitian ini adalah untuk1. Mengetahui komposisi kimia
penyusun material uji.2. Mengetahui fasa struktur mikro
spesimen.3. Mengetahui harga impact spesimen.4. Mengetahui kekuatan tarik dan
regangan plastik spesimen.
BATASAN MASALAH1. Material yang diteliti adalah baja
tahan karat 202.2. Proses pengelasan yang digunakan
adalah las busur terbungkus SMAW(shielded metal arc welding).
3. Spesimen las divariasikan menjadi 3perlakuan :- Post Weld Heat Treatment
(PWHT) di dalam tungku (furnace)900 C selama 1 jam dilanjutkanquenching air
- Post Weld Heat Treatment (PWHT)di dalam tungku (furnace) 900 Cselama 1 jam dilanjutkanpendinginan dapur (annealing)
- Post Weld Heat Treatment (PWHT)di dalam tungku (furnace) 900 Cselama 1 jam dilanjutkanpendinginan udara (normalizing).
3. Karena sangat banyaknya sifat khasyang dimiliki bahan logam makauntuk sifat-sifat bahan yang diambiladalah sifat fisis dan sifat mekanis,melalui pengujian yaitu :
- Pengujian komposisi kimia- Pengujian struktur mikro- Pengujian impact- Pengujian tarik
DASAR TEORIStainless Steel
Stainless steel atau baja tahankarat merupakan baja yang mempunyaisifat dan karakter yang tidak dimilikioleh baja paduan lain, yaitu ketahananterhadap korosi dan oksidasi. Sifat dankarakter yang menguntungkan inididapat dari unsur paduan utama daristainless steel yaitu chromium. Dengansifatnya yang tahan terhadap korosidan oksidasi, maka stainless steelbanyak dimanfaatkan dalam bidangindustri kimia dan pembangkit tenaga.
Las Busur Listrik ElektrodaTerbungkus / Shielded Metal ArcWelding (SMAW)
Las busur elektroda terbungkusatau Shielded Metal Arc Welding yangdisingkat SMAW, merupakan prosespengelasan yang banyak digunakanpada saat ini. Pada proses pengelasanini kawat las elektroda dibungkusdengan fluks sebagai penghalanoksidasi saat pengelasan. Dalambeberapa bahan fluks ada yang tidakdapat terbakar, tetapi membentuk gasyang menjadi pelindung logam cair dan
6
Baja Tahan Karat202
Analisa
Kesimpulan
Pengelasan+ PWHT
900 oC 1 jam+ Quenching
air
Pengelasan+ PWHT900 oC
selama 1 jam+ Annealing
Uji strukturmikro Uji Impak Uji tarik
Ujikomposisi
kimia
Studi Pustaka dan lapangan
Pengelasan+ PWHT900 oC1 jam
+Normalizing
Mulai
Selesai
memantapkan busur. Karena panasyang dihasilkan dari busur listriktersebut tinggi maka logam induk danujung elektroda mencair dan kemudianmembeku bersama. Prosespemindahan logam elektroda terjadipada saat ujung elektroda mencair danmembentuk butir-butir yang terbawaoleh arus busur listrik yang terjadi. Bilaarus listrik yang digunakan besar makabutiran logam cair yang terbawamenjadi halus.
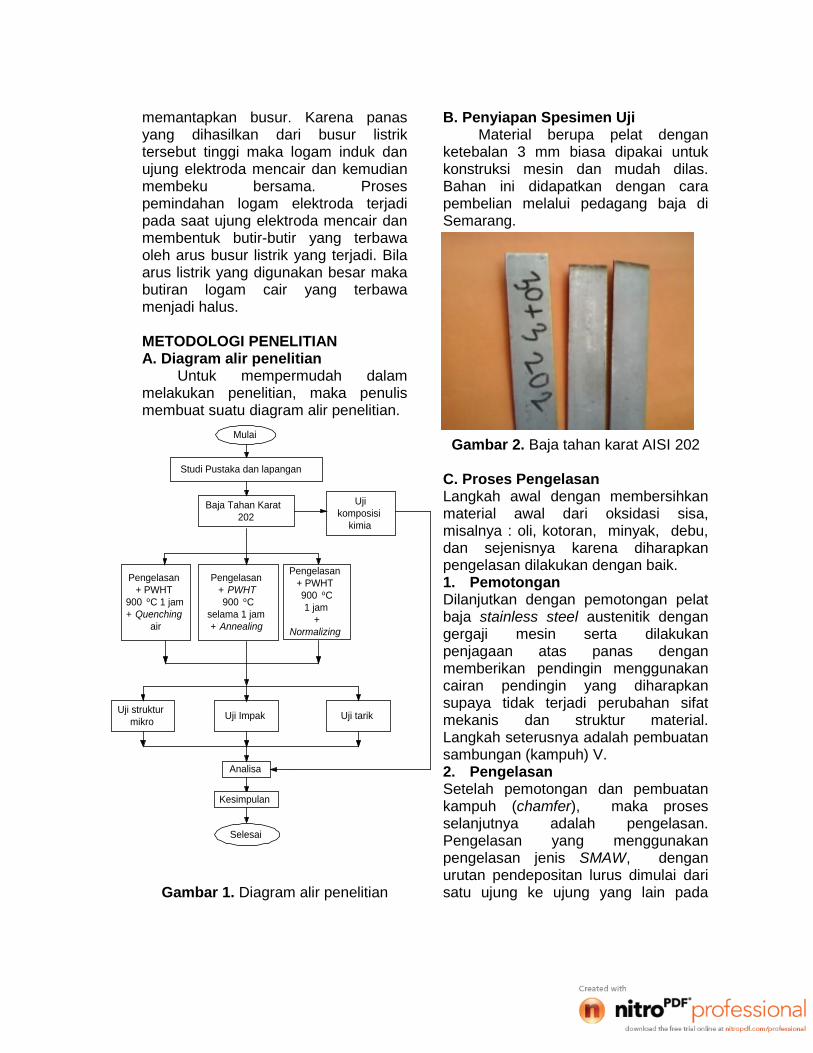
METODOLOGI PENELITIANA. Diagram alir penelitian
Untuk mempermudah dalammelakukan penelitian, maka penulismembuat suatu diagram alir penelitian.
Gambar 1. Diagram alir penelitian
B. Penyiapan Spesimen UjiMaterial berupa pelat dengan
ketebalan 3 mm biasa dipakai untukkonstruksi mesin dan mudah dilas.Bahan ini didapatkan dengan carapembelian melalui pedagang baja diSemarang.
Gambar 2. Baja tahan karat AISI 202
C. Proses PengelasanLangkah awal dengan membersihkanmaterial awal dari oksidasi sisa,misalnya : oli, kotoran, minyak, debu,dan sejenisnya karena diharapkanpengelasan dilakukan dengan baik.1. PemotonganDilanjutkan dengan pemotongan pelatbaja stainless steel austenitik dengangergaji mesin serta dilakukanpenjagaan atas panas denganmemberikan pendingin menggunakancairan pendingin yang diharapkansupaya tidak terjadi perubahan sifatmekanis dan struktur material.Langkah seterusnya adalah pembuatansambungan (kampuh) V.2. PengelasanSetelah pemotongan dan pembuatankampuh (chamfer), maka prosesselanjutnya adalah pengelasan.Pengelasan yang menggunakanpengelasan jenis SMAW, denganurutan pendepositan lurus dimulai darisatu ujung ke ujung yang lain pada
7
sambungan, dengan posisi 1G/PA(Down Hand).3. Pembuatan benda ujiProses pemotongan dilakukan setelahpengelasan untuk membuat benda uji.Untuk pengujian kekerasan danstruktur mikro, benda uji harusmempunyai permukaan yang halus danrata. Karena itulah perlu untukmenggosok permukaan benda ujidengan ampelas mulai dari grade yangkasar sampai grade yang halus. Padauji impact dilakukan pembuatan takikanpada benda uji yang berukuran (55 5 10) mm, dengan kedalaman takik 2mm, dengan sudut kemiringan 45.Pembuatan benda uji impact sesuaistandarisasi ASTM E 370 (ASTM,1992) material.4. Post Weld Heat Treatment
(PWHT)Proses-proses PWHT yangdiperlakukan pada baja tahan karataustenistik, adalah sebagai berikut :
Gambar 3. Grafik spesimen las PWHT900C, 1 jam dilanjutkan pendinginan
air
Gambar 4. Grafik spesimen las PWHT900C, 1 jam dilanjutkan pendinginan
dapur
Gambar 5. Grafik spesimen las PWHT900C, 1 jam dilanjutkan pendinginan
udara
D. Pengujian1. Pengujian Komposisi Kimia
Pengujian ini bertujuan untukmemeriksa atau mengamati prosentasekandungan unsur-unsur paduan yangterdapat pada benda uji. Penelitian inidilakukan di Politeknik ManufakturCeper (POLMAN). Alat yangdigunakan untuk menguji komposisikimia baja (logam ferro) adalahspektrum komposisi kimia OpticalEmission Spectrometer.
2. Pengamatan Struktur MikroStruktur mikro baru akan terlihat
dengan jelas apabila permukaan bendauji sudah benar-benar rata, halus danmengkilap tanpa goresan, serta telah
T (oC)
t (menit)27
900
30 60
90'30'
T (oC)
t (menit)
27
900
120 60
120' 180'
T (oC)
t (menit)27
900
30 60
30' 90'

8
mengalami pengetsaan yang tepat.Pengamatan dilakukan di bawahmikroskop Olympus MetallurgicalMicroscope dengan pembesaran 100 ,sedangkan untuk pemotretan dilakukandengan tambahan alat OlympusPhotomicrographic System.
3. Pengujian TarikTujuan dari pengujian ini adalah
untuk memperoleh sifat- sifat mekanismaterial, yaitu mengenai teganganmaksimum, tegangan luluh danregangan. Sebelum dilakukanpengujian data yang dimasukkanadalah diameter, panjang ukur dan luaspenampang.
Mesin uji yang digunakan adalahmesin uji tarik Universal TestingMachine yang dihubungkan denganplotter. Proses pembuatan spesimenuntuk membentuk dimensi benda ujitarik, sesuai dengan standard benda ujitarik dari standar JIS Z 2201.
4. Pengujian ImpactPengujian ini bertujuan untuk
mengetahui keliatan dan ketahananbenda uji terhadap beban dinamis. Ujiimpact dilakukan dalam satu kalipukulan untuk satu benda uji.
Patahan pada spesimenumumnya berawal dari takikan yangada pada spesimen uji impact itu. Olehkarena itu untuk mengetahui besarnyaenergi impact maka dibuat takikan padaspesimen. Dimana takikan berbentuk Vdengan sudut kemiringan sertakedalaman takikan telah ditentukansesuai standarisasi ASTM E 23.
HASIL PENELITIAN DANPEMBAHASANHasil Pengujian Komposisi Kimia
Tabel 1. Hasil pengujian komposisikimia Baja Tahan Karat
Unsur Prosentase(%)
Fe 72,6Cr 17,6Mn 10,0Ni 4,01Si 0,290Cu 0,208V 0,0685C 0,0587
Co 0,0417Pb 0,0342W 0,0250Nb 0,0179Ti 0,0144P 0,0050S 0,0050
Mo 0,0050Al 0,0048
(Lab. Politeknik Manufaktur, Klaten)
Hasil Pembahasan Komposisi KimiaDari hasil pengujian komposisi
kimia didapatkan penyusun utamaadalah besi (Fe) = 72,6 %, paduandengan unsur ini dapat dipergunakanmemperbaiki kekuatan tarik dan dapatmemperhalus struktur kristalnya.Khrom (Cr) = 17,6 % merupakan unsurterpenting untuk baja konstruksi danperkakas yang menginginkan daya atausifat mekanik yang baik, baja menjaditahan karat dan asam, meningkatkankeausan, kekakuan, tahan aus,

9
kemampukerasan dan ketahananpanas. Mangan (Mn) = 10,0 %sebagai unsur paduan logam pada bajakontruksi dan perkakas dalammeningkatkan kekuatan, kekerasandan ketahanan aus. Nikel (Ni) = 4,01 %meningkatkan keuletan, kekakuan,mampu las dan tahan karat. Silisium(Si) = 0,290 % untuk meningkatkankekakuan, kekerasan, tahan aus,tahan panas dan karat tetapi jugamampu menurunkan tegangan,kemampuan tempa dan dilas.Tembaga (Cu) = 0,290 % mempunyaisifat fisik daya penghantar listrik yangtinggi, daya hantar panas dan tahankarat. Cu sangat malleable dan ductile(dapat ditempa dan ulet) dapat dirol,ditarik, ditekan dan ditempa denganmudah.
Sedang unsur-unsur lain yangdidapatkan dalam kategori prosentasekecil dan relatif sedikit pengaruhnyapada sifat mekanis bahan, yaitu :Vanadium (V) = 0,0685 %, Carbon (C)= 0,0587 %, Cobalt (Co) = 0,0417 %,Plumbum (Pb) = 0,0342 %, Wolfram(W) = 0,0250 %, Niobium (Nb) =0,0179 %, Titanium (Ti) = 0,0144 %,Phosphor (P) = 0,0050 %, Sulphur (S)= 0,0050 %, Molibdenum (Mo) =0,0050 %, Aluminium (Al) = 0,0048 %.
Hasil Pengujian Struktur Mikro
Gambar 6. Foto struktur mikro daerahlas dengan quenching (100 )
Gambar 7. Foto struktur mikro daerahHAZ dengan quenching (100 )
Gambar 8. Foto struktur mikro daerahlogam induk dengan quenching (100 )
Gambar 9. Foto struktur mikro daerahlas dengan annealing (100 )
Gambar 10. Foto struktur mikro daerahHAZ dengan annealing (100 )
Ferit
Karbida Cr
Austenit100
m
Ferit
Austenit
Karbida Cr100
m
Ferit
Austenit
Karbida Cr
100
m
Ferit
Austenit
Karbida Cr
100
m
Ferit
Austenit
Karbida Cr
100
m
10
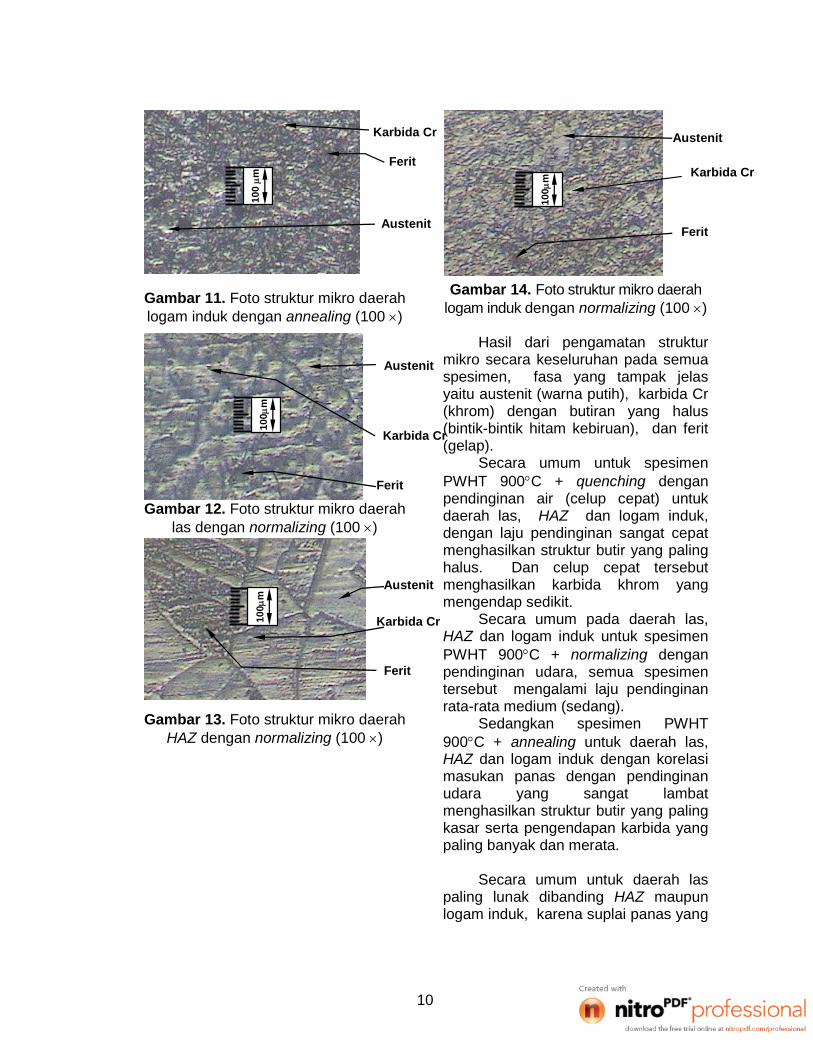
Gambar 11. Foto struktur mikro daerahlogam induk dengan annealing (100 )
Gambar 12. Foto struktur mikro daerahlas dengan normalizing (100 )
Gambar 13. Foto struktur mikro daerahHAZ dengan normalizing (100 )
Gambar 14. Foto struktur mikro daerahlogam induk dengan normalizing (100 )
Hasil dari pengamatan strukturmikro secara keseluruhan pada semuaspesimen, fasa yang tampak jelasyaitu austenit (warna putih), karbida Cr(khrom) dengan butiran yang halus(bintik-bintik hitam kebiruan), dan ferit(gelap).
Secara umum untuk spesimenPWHT 900C + quenching denganpendinginan air (celup cepat) untukdaerah las, HAZ dan logam induk,dengan laju pendinginan sangat cepatmenghasilkan struktur butir yang palinghalus. Dan celup cepat tersebutmenghasilkan karbida khrom yangmengendap sedikit.
Secara umum pada daerah las,HAZ dan logam induk untuk spesimenPWHT 900C + normalizing denganpendinginan udara, semua spesimentersebut mengalami laju pendinginanrata-rata medium (sedang).
Sedangkan spesimen PWHT900C + annealing untuk daerah las,HAZ dan logam induk dengan korelasimasukan panas dengan pendinginanudara yang sangat lambatmenghasilkan struktur butir yang palingkasar serta pengendapan karbida yangpaling banyak dan merata.
Secara umum untuk daerah laspaling lunak dibanding HAZ maupunlogam induk, karena suplai panas yang
Ferit
Austenit
Karbida Cr
100m
Ferit
Austenit
Karbida Cr
100
m
Ferit
Austenit
Karbida Cr
100
m
Ferit
Austenit
Karbida Cr100
m
11
11.36
18.26
9.96
0
2
4
6
8
10
12
14
16
18
20
PWHT 900+Quenching PWHT 900+Annealing PWHT 900+Normalising
Rega
ngan
Rat
a-ra
ta(k
g/m
m2 )
Chart Title
PWHT 900+Quenching PWHT 900+Annealing PWHT 900+Normalising
Variasi Spesimen Treatment
32.56
55.35
37.55
0
10
20
30
40
50
60
PWHT 900+Quenching PWHT 900+Annealing PWHT 900+Normalising
Tega
ngan
Tar
ik M
aksim
umRa
ta-ra
ta (k
g/m
m2 )
Chart Title
PWHT 900+Quenching PWHT 900+Annealing PWHT 900+Normalising
Variasi Spesimen Treatment
paling tinggi maka butir-butir logamsemakin membesar dan menurunkankekerasan.
Sedang untuk daerah logam indukyang jauh dari pengaruh panas las,butir-butir logam tidak mengalamiperubahan volume yang berartisehingga harga kekerasan lebih tinggidari pada yang kena pengaruh panas(HAZ).
Daerah HAZ secara umum lebihkeras karena didapatkan banyakendapan karbida yang belum larutdimana disebabkan suplai panas yanglebih sedikit dengan pendinginan yanglebih cepat daripada daerah las.
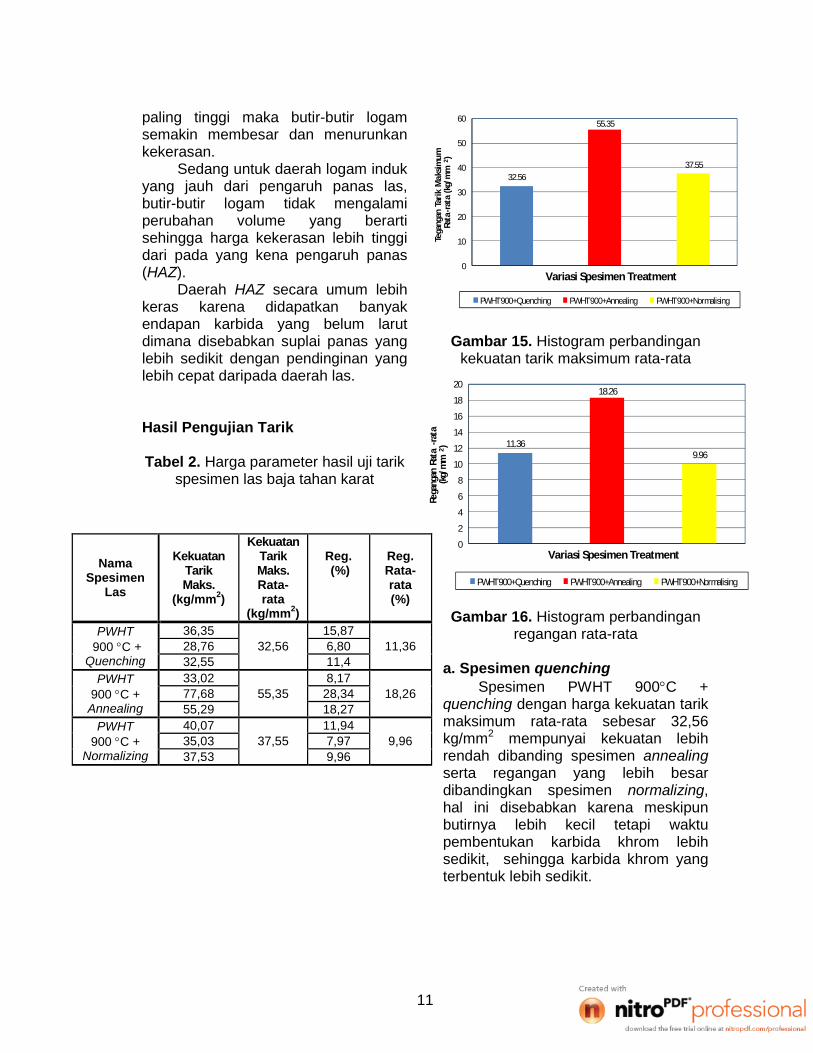
Hasil Pengujian Tarik
Tabel 2. Harga parameter hasil uji tarikspesimen las baja tahan karat
Gambar 15. Histogram perbandingankekuatan tarik maksimum rata-rata
Gambar 16. Histogram perbandinganregangan rata-rata
a. Spesimen quenchingSpesimen PWHT 900C +
quenching dengan harga kekuatan tarikmaksimum rata-rata sebesar 32,56kg/mm2 mempunyai kekuatan lebihrendah dibanding spesimen annealingserta regangan yang lebih besardibandingkan spesimen normalizing,hal ini disebabkan karena meskipunbutirnya lebih kecil tetapi waktupembentukan karbida khrom lebihsedikit, sehingga karbida khrom yangterbentuk lebih sedikit.
NamaSpesimen
Las
KekuatanTarikMaks.
(kg/mm2)
KekuatanTarikMaks.Rata-rata
(kg/mm2)
Reg.(%)
Reg.Rata-rata(%)
PWHT900 C +
Quenching
36,3532,56
15,8711,3628,76 6,80
32,55 11,4PWHT
900 C +Annealing
33,0255,35
8,1718,2677,68 28,34
55,29 18,27PWHT
900 C +Normalizing
40,0737,55
11,949,9635,03 7,97
37,53 9,96
12
0.5270.497
0.299
0
0.1
0.2
0.3
0.4
0.5
0.6
PWHT 900+Quenching PWHT 900+Annealing PWHT 900+Normalising
Harg
a Im
pak R
ata
-rata
(Joul
e/mm
2 )
Chart Title
PWHT 900+Quenching PWHT 900+Annealing PWHT 900+Normalising
Variasi Spesimen Treatment
b. Spesimen normalizingPada spesimen PWHT 900C +
normalizing dengan harga kekuatantarik rata-rata sebesar 37,55 kg/mm2
lebih rendah dibandingkan spesimenannealing, serta regangan rata-ratayang lebih rendah dibanding spesimenquenching Hal ini disebabkan karenameskipun butirnya lebih kecil, lajupendinginan melalui udara masih lebihlambat dibandingkan dengan lajupendinginan dalam tungku, sehinggakarbida khrom yang terbentuk padaspesimen quenching lebih sedikit.c. Spesimen annealing
Pada spesimen PWHT 900C +annealing dengan harga kekuatan tarikmaksimum rata-rata tertinggi sebesar55,35 kg/mm2. Hal ini disebabkankarena meskipun butirnya paling besar,laju pendinginan yang sangat lambatmengakibatkan pengendapan karbidakhrom terbanyak. Regangan rata-rataspesimen quenching mempunyai hargatertinggi. Hal ini disebabkan karenaada satu harga yang sangat berbedadibanding harga yang lainnya untukspesimen dengan treatment yangsama.
Hasil Pengujian Impact
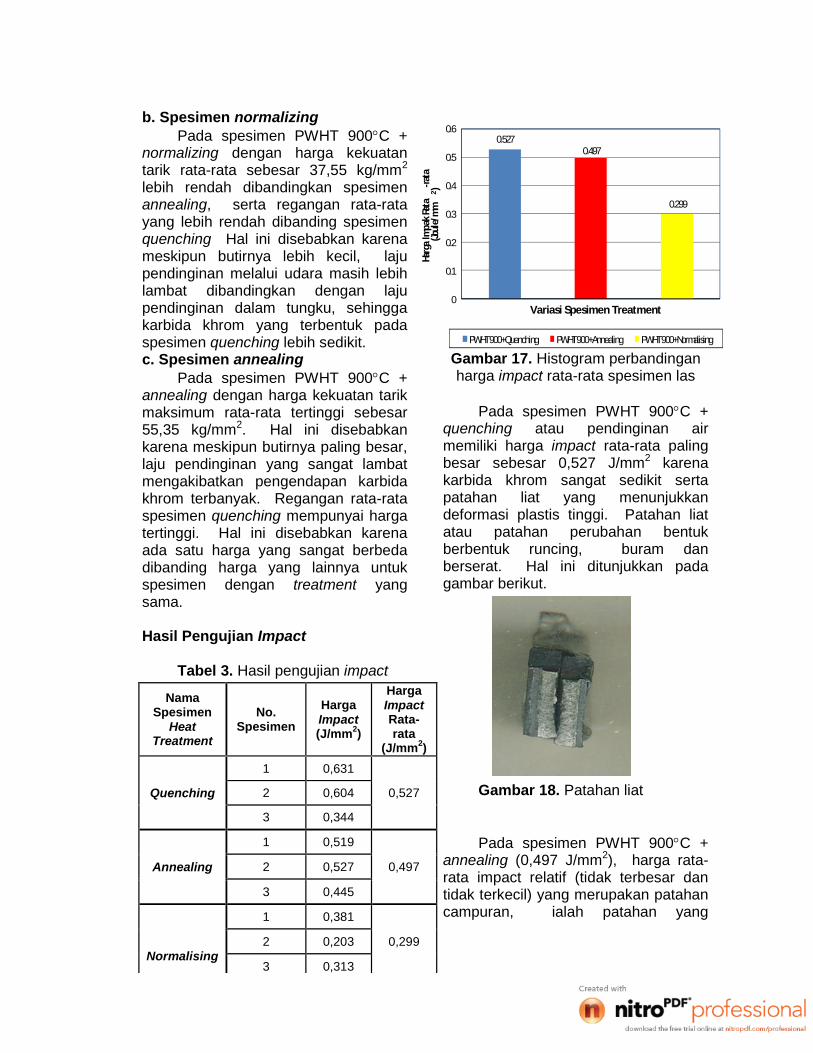
Tabel 3. Hasil pengujian impact
Gambar 17. Histogram perbandinganharga impact rata-rata spesimen las
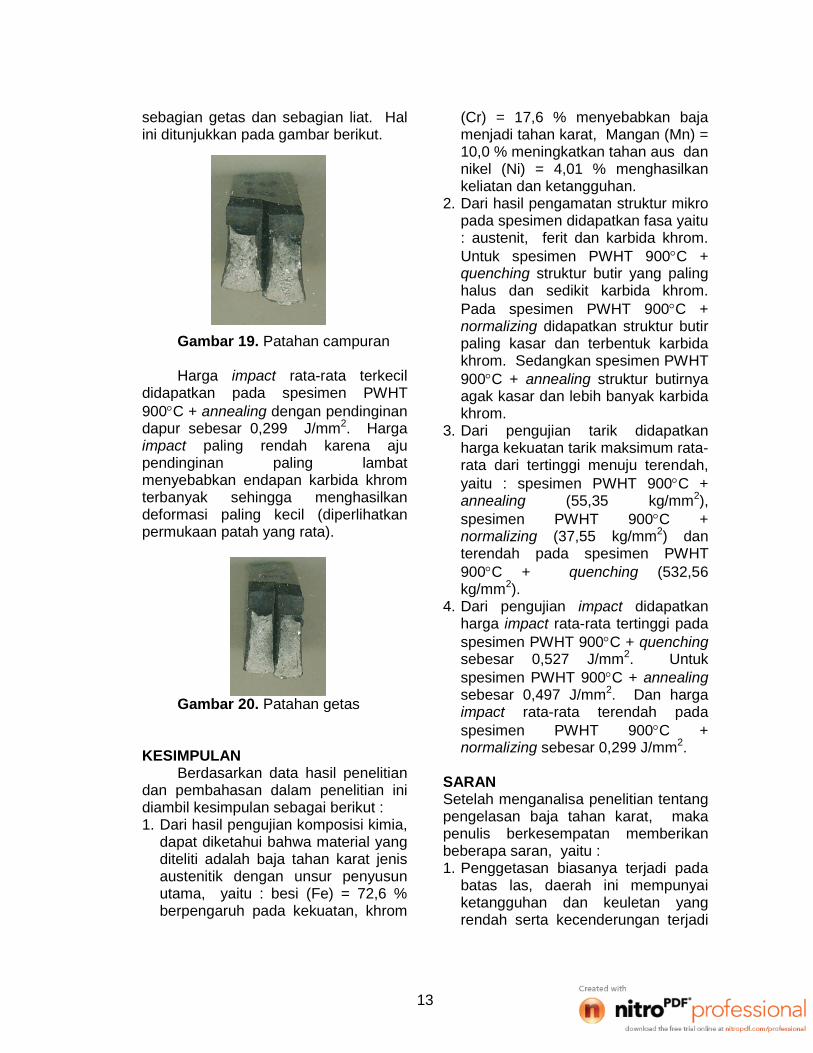
Pada spesimen PWHT 900C +quenching atau pendinginan airmemiliki harga impact rata-rata palingbesar sebesar 0,527 J/mm2 karenakarbida khrom sangat sedikit sertapatahan liat yang menunjukkandeformasi plastis tinggi. Patahan liatatau patahan perubahan bentukberbentuk runcing, buram danberserat. Hal ini ditunjukkan padagambar berikut.
Gambar 18. Patahan liat
Pada spesimen PWHT 900C +annealing (0,497 J/mm2), harga rata-rata impact relatif (tidak terbesar dantidak terkecil) yang merupakan patahancampuran, ialah patahan yang
NamaSpesimen
HeatTreatment
No.Spesimen
HargaImpact(J/mm2)
HargaImpactRata-rata
(J/mm2)
Quenching
1 0,631
0,5272 0,604
3 0,344
Annealing
1 0,519
0,4972 0,527
3 0,445
Normalising
1 0,381
0,2992 0,203
3 0,313
13
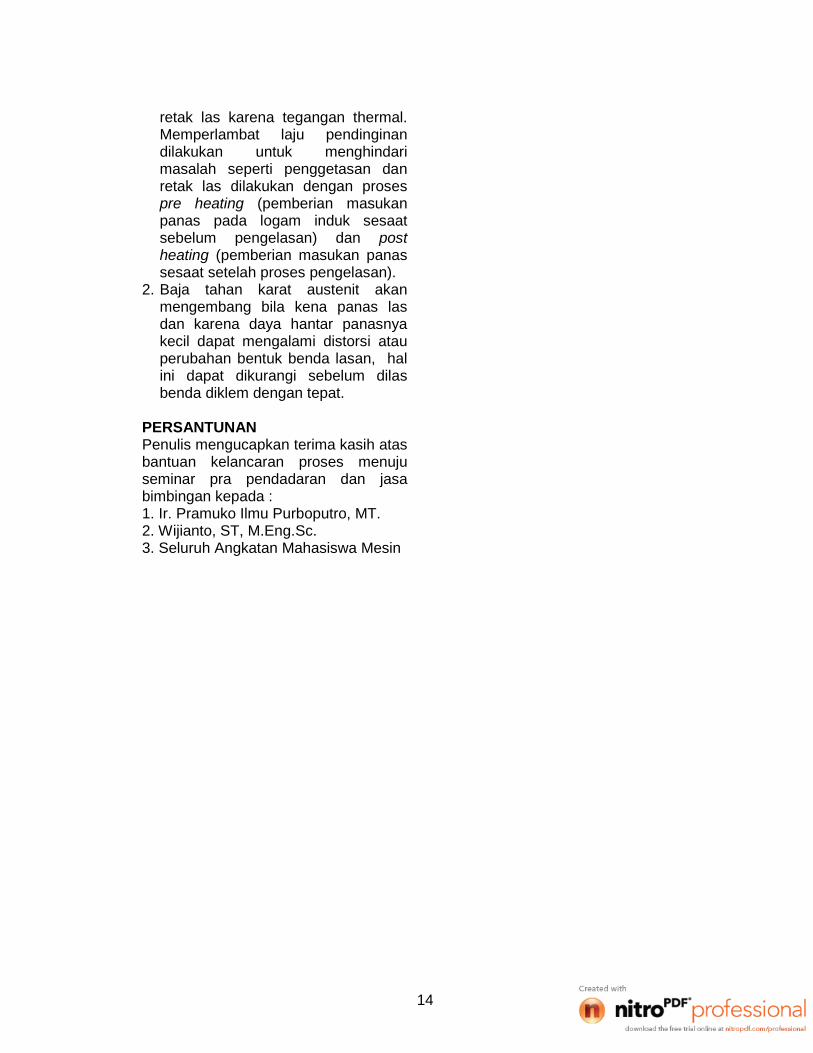
sebagian getas dan sebagian liat. Halini ditunjukkan pada gambar berikut.
Gambar 19. Patahan campuran
Harga impact rata-rata terkecildidapatkan pada spesimen PWHT900C + annealing dengan pendinginandapur sebesar 0,299 J/mm2. Hargaimpact paling rendah karena ajupendinginan paling lambatmenyebabkan endapan karbida khromterbanyak sehingga menghasilkandeformasi paling kecil (diperlihatkanpermukaan patah yang rata).
Gambar 20. Patahan getas
KESIMPULANBerdasarkan data hasil penelitian
dan pembahasan dalam penelitian inidiambil kesimpulan sebagai berikut :1. Dari hasil pengujian komposisi kimia,
dapat diketahui bahwa material yangditeliti adalah baja tahan karat jenisaustenitik dengan unsur penyusunutama, yaitu : besi (Fe) = 72,6 %berpengaruh pada kekuatan, khrom
(Cr) = 17,6 % menyebabkan bajamenjadi tahan karat, Mangan (Mn) =10,0 % meningkatkan tahan aus dannikel (Ni) = 4,01 % menghasilkankeliatan dan ketangguhan.
2. Dari hasil pengamatan struktur mikropada spesimen didapatkan fasa yaitu: austenit, ferit dan karbida khrom.Untuk spesimen PWHT 900C +quenching struktur butir yang palinghalus dan sedikit karbida khrom.Pada spesimen PWHT 900C +normalizing didapatkan struktur butirpaling kasar dan terbentuk karbidakhrom. Sedangkan spesimen PWHT900C + annealing struktur butirnyaagak kasar dan lebih banyak karbidakhrom.
3. Dari pengujian tarik didapatkanharga kekuatan tarik maksimum rata-rata dari tertinggi menuju terendah,yaitu : spesimen PWHT 900C +annealing (55,35 kg/mm2),spesimen PWHT 900C +normalizing (37,55 kg/mm2) danterendah pada spesimen PWHT900C + quenching (532,56kg/mm2).
4. Dari pengujian impact didapatkanharga impact rata-rata tertinggi padaspesimen PWHT 900C + quenchingsebesar 0,527 J/mm2. Untukspesimen PWHT 900C + annealingsebesar 0,497 J/mm2. Dan hargaimpact rata-rata terendah padaspesimen PWHT 900C +normalizing sebesar 0,299 J/mm2.
SARANSetelah menganalisa penelitian tentangpengelasan baja tahan karat, makapenulis berkesempatan memberikanbeberapa saran, yaitu :1. Penggetasan biasanya terjadi pada
batas las, daerah ini mempunyaiketangguhan dan keuletan yangrendah serta kecenderungan terjadi
14
retak las karena tegangan thermal.Memperlambat laju pendinginandilakukan untuk menghindarimasalah seperti penggetasan danretak las dilakukan dengan prosespre heating (pemberian masukanpanas pada logam induk sesaatsebelum pengelasan) dan postheating (pemberian masukan panassesaat setelah proses pengelasan).
2. Baja tahan karat austenit akanmengembang bila kena panas lasdan karena daya hantar panasnyakecil dapat mengalami distorsi atauperubahan bentuk benda lasan, halini dapat dikurangi sebelum dilasbenda diklem dengan tepat.
PERSANTUNANPenulis mengucapkan terima kasih atasbantuan kelancaran proses menujuseminar pra pendadaran dan jasabimbingan kepada :1. Ir. Pramuko Ilmu Purboputro, MT.2. Wijianto, ST, M.Eng.Sc.3. Seluruh Angkatan Mahasiswa Mesin

4
DAFTAR PUSTAKA
Avner, Sidney H. , 1987, Introduction to Physical Metalurgi, edisi kedua,McGraw-Hill Book Company
Dieter, G.E.; Djaprie, S. (Alih Bahasa), 1993, Metalurgi Mekanik, Jilid I,Edisi ke-3, PT. Erlangga, Jakarta
Ediyanto; Titiek, 1989, Efek Panas pada Sambungan Las Baja Tahan Karat304 Sebagai evaluasi Sifat Mekanis Poros Kemudi Kapal Laut,Proseding Seminar Penanggulangan Korosi, PAU, UGM
Fontana, Mars, 1987, Corrosion Engineering, G.,3rd edition McGraw –Hill,New York
Groenendijk, G.; Van Der Linde, J.; Sachri, S. (Alih Bahasa), 1984,Pengujian Material, Cetakan ke-1, CV. Binacipta, Jakarta
Jaelani, 2002, Tugas Akhir : Penelitian Pengaruh Variasi Suhu PemanasanProses Quenching Bahan Baja Tahan Karat Produksi PengecoranLogam Ceper, Universitas Muhammadiyah Surakarta, Surakarta
Sukandar, 2005, Tugas Akhir : Penelitian Pengaruh Unsur Khrom (Cr) danVariasi Temperatur Udara pada Proses Pengelasan terhadap SifatFisis dan Mekanis Baja Tahan Karat AISI 304, UniversitasMuhammadiyah Surakarta, Surakarta
Surdia, T.; Saito, S., 1985, Pengetahuan Bahan Teknik, Edisi ke-4, PT.Pradnya Paramita, Jakarta
Van Vlack; Djaprie, S. (Alih Bahasa), 1994, Ilmu dan Teknologi Bahan, Edisike-5, PT. Erlangga, Jakarta
Wiryosumarto; Harsono; Okumura,T., 1995, Teknologi Pengelasan Logam,P.T. Pradnya Paramita, Jakarta
Top Related