






Languages
Pages
Legal


RINGKASAN
Ahmad Shodiqul Ma’ruf, Imam Al-Farisyi, Prodi Teknik Industri, Fakultas
Teknik, Universitas Trunojoyo Madura, PBT 01 Pengujian kekerasan, Mei
2012.
Kekerasan merupakan kemampuan bahan untuk tahan terhadap goresan
(abrasi) dan penetrasi. Kekerasan sebenarnya merupakan suatu istilah yang sulit
didefinisikan secara tepat, karena setiap bidang ilmu dapat memberikan
definisinya sendiri-sendiri yang sesuai dengan presepsi dan keperluannya.
Dalam percobaan ini pengujian dilakukan dengan Rockwell, Brinell,
Mayer, Vickers dan Mickroharness Test. Dari hasil pengujian dapat disimpulkan
bahwa pengujian dengan perlakuan panas full annealing dan tempering dapat
meningkatkan angka kekerasan bahan dibandingkan dengan pengujian tanpa
perlakuan panas.
1

BAB I
PENDAHULUAN
1.1 LATAR BELAKANG
Dalam kehidupan saat ini, ilmu pengetahuan sangatlah penting. Salah
satunya adalah ilmu pengetahuan tentang pengetahuan teknik. Salah satu
cabangnya adalah ilmu teknik industri. Cabang ilmu teknik industri perlu
mengenal dan memahami tentang bahan-bahan, khususnya karena bahan
tersebut dipergunakan untuk berbagai macam keperluan, salah satunya sifat
mekanik yakni kekerasan. Dengan mengetahui kadar kekerasan bahan kita
dapat menganalisa apakah bahan tersebut mampu atau tidak untuk
memenuhi kriteria kekerasan yang dibutuhkan dalam mendesain produk
ataupun untuk keperluan yang lainnya. Oleh karena itu pengujian kekerasan
sangatlah penting.
Dalam praktikum kali ini dibahas metode pengujian kekerasan.
Pengolahan data hasil praktikum dibandingkan dengan data hasil praktikum
antara bahan tanpa perlakuan panas dan dengan perlakuan panas dan
dengan perlakuan panas juga membandingkan antara bahan dengan
perlakuan panas full annelling dan tempering.
2

1.2 TUJUAN PRAKTIKUM
Praktikum PBT 01 ini bertujuan untuk :
1. Melakukan pengujian kekerasan bahan.
2. Mengetahui angka kekerasan bahan.
3. Mengetahui pengaruh perlakuan panas terhadap kekerasan barang.
3

BAB II
KAJIAN PUSTAKA
2.1 Pengujian Kekerasan
2.1.1 Pengertian Kekerasan
Kekerasan suatu material dapat didefinisikan sebagai ketahanan
material tersebut terhadap gaya penekanan dari material lain yang
lebih keras. Berdasarkan metode pengujian kekerasan, dikenal 6
metode uji kekerasan yaitu:
2.1.2 Metode Rockwell
Rockwell merupakan metode yang paling umum digunakan
karena simple dan tidak menghendaki keahlian khusus. Digunakan
kombinasi variasi indenter dan beban untuk bahan metal dan
campuran mulai dari bahan lunak sampai keras. Pengujian ini lebih
cepat karena nilai kekerasan langsung dapat dilihat dari meteran pada
alat ujinya. Penetrator yang digunakan biasanya dari kerucut intan
dengan sudut puncak 1200 dan bola baja berdiameter 1/16 dan 1/8
inchi, besar beban yang digunakan 60,100 dan 150 kg.
Angka kekerasan dihitung sebagai berikut:
HK = 14,229 P/l2
Dimana :
P = gaya tekan (kg).
l = panjang diagonal tapak tekan yang panjang (micron).
4

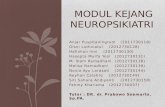
Gambar 1.2.1 Pengujian Rockwell
Sumber: http://home.iitk.ac.in/~kamalkk/Image9.gif
Cara pengujiannyaPermukaan benda uji ditekan dengan indentor
dengan gaya 10 kg (beban awal/minor load Po) sehingga menembus
benda uji sedalam h. Selanjutnya penekanan kedua diberikan dengan
beban utama (major load P) selama beberapa saat. Kemudian
penekanan dengan beban kedua dilepas, tinggal beban awal dan
kedalaman penetrasi indentor adalah h1.Kekerasan dihitung
berdasarkan perbedaan kedalaman penetrasi yang tidak lain adalah
perbedaan panjang langkah gerakan indentor.Dengan cara Rockwell
dapat digunakan beberapa skala tergantung pada kombinasi jenis
indentor dan beban utama yang digunakan,Selain cara tersebut, untuk
benda kerja yang tipis dapat dipilih Suoperficial Rockwell Test yang
menggunakan beban awal 3 kg, indentor kerucut intan (diamond cone)
dan beban utama 15,30 atau 45 kg.
2.1.3 Metode Brinell
Mengidentifikasi permukaan logam dengan bola baja dengan
tekanan tertentu, kemudian diukur diameter dari jejak penetrator
tersebut pada logam yang diuji, kekerasan ditentukan dengan
persamaan sebagai berikut:
BHN = (kg/mm2)
Dimana :
BHN = Kekerasan Brinell (kg/mm2)
F = Beban yang diberikan (kg)
D = Diameter penetrator (mm)
d = Diameter injakan penetrator (mm)
5

Gambar 1.2.2 Pengujian Brinell
Sumber: http://www.hardnesstesters.com/brinmethod.jpg
Pengujian kekerasan dengan metode Brinnel bertujuan untuk
menentukan kekerasan suatu material dalam bentuk daya tahan
material terhadap bola baja (identor) yang ditekankan pada permukaan
material uji tersebut (speciment).Idealnya, pengujian Brinnel
diperuntukan bagi material yang memiliki kekerasan Brinnel sampai
400 HB, jika lebih dari nilai tersebut maka disarankan menggunakan
metode pengujian Rockwell ataupun Vickers. Angka Kekerasan Brinnel
(HB) didefinisikan sebagai hasil bagi (Koefisien) dari beban uji (F)
dalam Newton yang dikalikan dengan angka faktor 0,102 dan luas
permukaan bekas luka tekan (injakan) bola baja (A) dalam milimeter
persegi. Identor (Bola baja) biasanya telah dikeraskan dan diplating
ataupun terbuat dari bahan Karbida Tungsten. Jika diameter Identor 10
mm maka beban yang digunakan (pada mesin uji) adalah 3000 N
sedangkan jika diameter Identornya 5 mm maka beban yang
digunakan (pada mesin uji) adalah 750 N.
Diameter bola dengan gaya yang di berikan mempunyai
ketentuan, yaitu:
a. Jika diameter bola terlalu besar dan gaya yang di berikan terlalu
kecil maka akan mengakibatkan bekas lekukan yang terjadi
akan terlalu kecil dan mengakibatkan sukar diukur sehingga
memberikan informasi yang salah.
b. Jika diameter bola terlalu kecil dan gaya yang di berikan terlalu
besar makan dapat mengakibatkan diameter bola pada benda
yang di uji besar (amblasnya bola) sehingga mengakibatkan
harga kekerasannya menjadi salah.
Pengujian kekerasan pada brinell ini biasa disebut BHN(brinelll
hardness number). Pada pengujian brinell akan dipengaruhi oleh
beberapa faktor berikut:
a. Kehalusan permukaan.
b. Letak benda uji pada identor.
c. Adanya pengotor pada permukaan.
6

Dalam praktiknya, pengujian Brinell biasa dinyatakan dalam
(contoh) : HB 5 / 750 / 15 hal ini berarti bahwa kekerasan Brinell hasil
pengujian dengan bola baja (Identor) berdiameter 5 mm, beban uji
adalah sebesar 750 N per 0,102 dan lama pengujian 15 detik.
Mengenai lama pengujian itu tergantung pada material yang akan diuji.
Untuk semua jenis baja lama pengujian adalah 15 detik sedangkan
untuk material bukan besi lama pengujian adalah 30 detik.
2.1.4 Metode Mayer
Prinsip kerjanya sama dengan pengujian Brinell, juga
menggunakan bola baja, tetapi kekerasan dihitung berdasarkan luas
proyeksi tapak tekan, sehingga tidak tergantung pada besar gaya
tekan. Angka kekerasannya dihitung dengan:
Dimana:
P = Beban yang diberikan (kg)
d = Diameter tapak tekan (mm)
Gambar 1.2.3 Pengujian Meyer
Sumber: http://www.npl.co.uk/upload/img/indschematic.jpg
2.1.5 Metode Vickers
Pengujian ini sama prinsipnya dengan uji kekerasan brinell,
hanya saja pada pengujian kekersan yang menggunakan metode
vikers menggunakan indentor intan yang berbentuk piramida beralas
bujur sangkar dan sudut puncak antar sisi yang berhadapan 1360.
7

Keterangan :
F = Gaya tekan (kg)
d = diagram tapak tekan
α = sudut puncak indentor 1360
Gambar 1.2.4 Pengujian Vickers
Sumber: http://www.twi.co.uk/twiimages/jk74f3.gif
Jejak yang dibuat dengan penekanan piramida serupa secara
geometris dan tidak terdapat persoalan mengenai ukuranya, maka HV
tidak tergantung pada beban pada umumnya kecuali pada beban yang
sangat ringan. Beban yang biasa digunakan pada uji vicker, berkisar
antara 1 hingga 120 kg, tergantung pada kekerasan logam yang akan
diuji.
2.1.6 Metode Microhardness
Pengujian dilakukan untuk daerah yang sangat kecil (ex. pada
satu struktur mikro), dengan gaya tekan yang sangat kecil (1 – 1000
gr) dengan menggunakan mesin yang dikombinasikan dengan
mikroskop. Cara yang biasa digunakan adalah Mikro Vickers dan
Knoop.Pada Mikro Vickers caranya sama dengan cara Vickers biasa
hanya saja gaya tekan yang digunakan sangat kecil sehingga panjang
diagonal indentasi diukur dalam mikron.Pada Knoop, digunakan
indentor piramid intan dengan alas berbentuk empat belah ketupat
yang perbandingan panjang diagonalnya1 : 7.Angka kekerasan Knoop
dihitung dengan:
HK = 14,229 P/l2.
Di mana:
P = Gaya tekan (kg)
l =Panjang diagonal tapak tekan yang panjang (mm)
8

Gambar 1.2.5 Pengujian Microhardness
Sumber: http://www.ccsi-inc.com/images/common/hvdiagram.jpg
2.2 Faktor yang Mempengaruhi Kekerasan
2.2.1 Pengaruh kadar karbon terhadap kekerasan suatu bahan
Pengaruh kadar karbon terhadap kekerasan suatu bahan
merupakan sifat mekanik yang dimiliki baja. Penambahan kadar
karbon sangat mempengaruhi kekerasan, dimana dengan
meningkatnya kadar karbon maka kekerasannya semakin meningkat
pula.
2.2.2 Unsur paduan
Unsur paduan merupakan sistem yang terdiri dari beberapa
paduan dengan komposisinya masing-masing paduan terdiri dari:
Campuran bahan yang sifat-sifatnya logam
Terdiri dari dua atau lebih komponen unsur
Sedikitnya satu komponen utamanya logam
Unsur paduan yang pada umumnya dapat bersenyawa dengan
baja antara lain:
Nikel untuk meningkatkan :
Kekuatan dan kekerasan baja.
Ketahanan terhadap korosi.
Keuletan dan tahan gesek.
Chromium untuk :
Menambah kekerasan.
Membentuk karbida.
9

Mangan untuk :
Meningkatkan kekerasan.
Meningkatkan ketahanan terhadap suhu tinggi.
2.3 Diagram Fe-Fe3C
Diagram ini menyatakan hubungan antara kandungan kadar karbon,
perubahan suhu dan perubahan fase struktur dari besi karbon (Fe3C).
Diagram ini disebut juga diagram fase atau diagram keseimbangan.
Pada diagram ini terdapat dua macam keadaan besi, yaitu daerah
cair total (fase cair), daerah cair dan beku (fase cair dan padat) dan darah
padat total (fase padat).
Gambar 1.2.6 : Diagram Keseimbangan Fe–Fe3C
(Sumber : Tata surdia dan shinroku saito 1999.hal 70)
Titik-titik yang penting dalam diagram fase:
A : Titik cair besi merupakan titik penting dalam pencairan besi.
Ao : Titik transformasi magnetik untuk cementit.
A2 : Titik transformasi magnetik untuk ferit.
B : Titik pada cairan yang ada hubunganya dengan peritektik.
10

C : Titik eutektik,selama pendinginan fase j dengan komposit
dan cementit pada komposisi f (6,67% )terbentuk dari cairan
pada komposisi c,fase eutektik ini disebut ledeburit.
E : Titik menyatakan fase j ada hubungan dengan reaksi
eutektik kelarutan maksimum dari karbon 2,14%.Paduan
besi karbon sampai pada posisi ini disebut juga baja.
E2 : Garis yang membentuk hubungan antara temperatur dari
komposisi, dimana mulai terbentuk sementit dan austenit.
G : Titik transformasi besi. Titik transformasi besi α α titik
transformasi A3 untuk besi.
G9 : Garis yang menyatakan hubungan antara temperatur dan
komposisi dimana mulai terbentuk ferrit dan austenit garis
ini dinamakan garis A3.
H : Larutan padat yang ada hubungannya dengan reaksi
peritektik pelarutan karbon maksimum adalah 0,10%.
J : Titik peritektik selama pendinginan austenit pada komposisi
H dan cairan pada komposisi B.
N : Titik transformasi dari besi ,titik transformasi A dari besi
murni.
P : Titik yang menyatakan ferrit, fase α ada hubungan dengan
reaksi eutektoid ke larutan maksimum dari karbon kira-kira
0,02%.
S : Titik eutektoid selama pendinginan ferrit pada komposis P
dan cementit pada komposisis K terbentuk simultan pada
austenit pada komposisi S. Reaksi eutektoid ini dinamakan
Transfomasi A1 dan fase eutektoid ini disebut pearlit.
Baja yang berkadar karbon sama dengan posisi eutektoid dinamakan
baja eutektoid yang berkadar karbon kurang dari komposisi eutektoid disebut
baja hipoeutektoid dan yang berkadar karbon lebih dari komposisi eutektoid
disebut juga baja hypereutektoid.Pada gambar diagram fase struktur mikro
baja apabila baja didinginkan perlahan-lahan dari 50-100ºC diatas garis E
atau A dan garis Se Acm.
11

Pada eutektoid transformasi terjadi pada titik tetap, struktur yang
disebut pearlit pada baja hipoeutektoid terbentuk dari fase ferrit mendekati
besi murni yang komposisinya sama dengan pearlit.Sedangkan pada
hypereutektoid terbentuk pearlit dan cementit pada batas butir.
2.4 Diagram TTT
Diagram TTT sering disebut juga diagram c atau diagram s, karena
bentuknya seperti huruf c atau huruf s.Kurva ini memperlihatkan permulaan
dan akhir dari suatu transformasi akibat proses pendinginan.Misalnya gerak
dari transformasi austenit menjadi campuran ferrit dan sementit
(pearlite),sesuai dengan tingkat pendinginnya.Untuk itu,contoh sederhana
yaitu pemanasan baja sampai temperatur dimana austenit dalam keadaan
stabil (diatas titik kritis) dan kemudian didinginkan dengan cepat sampai
suhunya mencapai 700ºC,600ºC,500ºC dan lain-lain.Hasil dari penyelidikan
dipetakan sebagai kurva yang menunjukkan besarnya dekomposisi austenit
terhadap waktu yang diperlukan dari awal proses.
Perhatikan gambar(a) dimana pada gambar (a) terlihat bahwa periode
awal dari waktu,tidak terjadi dekomposisi. Keadaan ini disebut periode
inkubasi.Selanjutnya austenit akan mulai mengalami dekomposisi menjadi
campuran sementit dan ferrrit.Pada saat awal,jumlah dekomposisi berjalan
sangat cepat, tetapi secara perlahan melambat dan akhirnya berhenti
setelah mencapai periode tertentu (F1,F2,F3,F4). Kurva ini dapat digunakan
sebagai dasar dalam menyusun kurva TTT.Untuk itu,panjang dari waktu,dari
proses (S1,S2,S3,S4) sampai akhir proses,dipindahkan ke diagram pada
skala waktu,yang dibuat sepanjang skala obsisnya,sedangkan ordinatnya
sebagai tempat temperaturnya. Pada diagram ini, kurva (a) menunjukkan
awal dekomposisi ausenit, sedang kurva (b) menunjukkan akhir proses
penguraian austenit:
12

Diagram 1.2.7 Diagram TTT
Sumber :
http://www.azom.com/work/pAkmxBcSVBfns037Q0LN_files/image004.gif
2.5 Perlakuan Panas
Perlakuan panas pada baja terdapat tiga tahap pelaksanaan yang
utama, yaitu pemanasan (heating), holding dan pendinginan (cooling) yang
akan mengakibatkan perubahan logam ( struktur logam ) tersebut.
Sedangkan macam-macam proses perlakuan panas antara lain :
2.5.1 Hardening
Hardening bertujuan untuk memperoleh kekerasan maksimum
pada baja. Untuk baja hypoeutectoid dipanaskan sampai (20-30)ºC.
Untuk baja eutectoid dan hypoeutectoid (20-30)ºC diatas Ac1.
Selanjutnya ditahan pada temperatur tersebut selama waktu tertentu
dan didinginkan cepat didalam air atau oli, tergantung pada
komposisi kimia, bentuk dan dimensinya.Kecepatan pendinginan
harus sesuai supaya transformasi yang sempurna dari austenit
menjadi martensit. Kekerasan maksimum yang dapat dicapai setelah
proses hardening sangat tergantung pada karbon. Semakin tinggi
kadar karbon, semakin tinggi pula kekerasan maksimum yang
dicapai.
13

2.5.2 Annealing
Annealing adalah untuk meningkatkan keuletan menghilangkan
tegangan dengan lama, menghaluskan ukuran butiran dan
meningkatkan sifat mampu mesin.Prosesnya adalah dengan
memanaskan baja pada temperatur tertentu, kemudian holding
beberapa saat, kemudian didinginkan secara perlahan dalam dapur
pemanas atau media terisolasi.
2.5.3 Normalizing
Proses ini bertujuan untuk menghaluskan struktur butiran yang
mengalami pemanasan berlebihan, menghilangkan tegangan dalam
dan memperbaiki sifat meknik. Prosesnya dengan pemanasan
sampai(30-50)ºC diatas AC3an didingingkan pada udara sampai
temperatur ruang. Pendinginan disini lebih cepat dari pada annealing,
sehingga pearlite yang terjadi menjadi lebih halus sehingga
menjadikan kekerasan (lebih keras) dan lebih kuat dibanding yang
diperolah dengan annealing.
2.5.4 Quenching SAE 40
Quenching SAE 40 adalah suatu proses pendinginan langsung,
pada proses ini benda uji dipanaskan sampai suhu austenitik dan
dipertahankan beberapa lama sehingga struktur seragam. Setelah itu
didinginkan dengan mengatur laju pendinginnya untuk mendapatkan
sifat mekanis yang dikehendaki. Pemilihan temperatur media
pendingin dan laju pendinginan pada proses Quenching sangat
penting sebab apabila temperatur terlalu tinggi pendinginnya terlalu
besar maka akan menyebabkan permukaan logam menjadi retak.
2.6 Benda kerja
2.6.1 Pengertian benda kerja st-60
Baja st-60 merupakan baja karbon menengah dengan unsur-
unsur kadar C,kekuatan tarik: ±62,15 Kgf/mm2 dan termasuk baja
tanpa campuran.Dapat dikeraskan dan dibuat melalui proses martin
(baja ini sering disebut sebagai baja mesin), biasa digunakan dalam
konstruksi mesin [dalam failala (2005:26), hasil uji komposisi dan uji
kekuatan tarik.
14

2.6.2 Komposisi kimia st-60
1. Baja karbon (carbon steel ) kadar 0,05 % - 0,30 % C terbagi
menjadi 3 yaitu:
a. Baja karbon rendah (low carbon steel)
Sifatnya mudah ditempa dan mudah di
mesin.Penggunaannya : 0,05%-0,20% C : automobile
bodies, buildings, pipes, chains, rivers, screws and nails.
b. Baja karbon menengah (medium carbon steel)
Kekuatan logam lebih tinggi daripada baja karbon rendah,
sifatnya sulit untuk dibengkokkan, dilas dan dipotong.
Penggunaan: 0,30%-0,40%C : Connecting rods, crank pins
and axles.
0,40%-0,50%C : car axles, crankshafts, rails, boilers.
0,50% - 0,60%C : hammers and sledges.
2. Baja karbon tinggi (high carbon steel).
3. Sifatnya sulit dibengkokkan, dilas dan dipotong. Kandungan 0,60
%-1,50% C penggunaan Screw drivers, blacksmiths hummers
and tables knives.
15

BAB III
BAHAN DAN PERALATAN
3.1 Bahan
Bahan yang digunakan dalam praktikum modul PBT 01 ini adalah :
1. Baja st-60.
2. Batu hijau.
3.2 Peralatan
Peralatan yang digunakan dalam praktikum modul PBT 01 ini adalah :
1. Kertas gosok.
2. Portable Hardness Tester.
16

A.
BAB IV
METODOLOGI
4.1 Prosedur pelaksaan praktikum modul PBT 01 ini adalah :
1. Perataan permukaan spesimen yang akan diuji dengan menggunakan
kertas gosok sampai rata dan halus.
2. Pengujian dengan menggunakan portable hardness tester.
3. Pengujian terhadap spesimen dengan pengulangan pada 10 titik yang
berbeda.
4. Pencatatan terhadap angka kekerasan dari masing-masing
penggulangan.
17

4.2 Flowchart Pelaksanaan Praktikum PBT 01
N
Y
18
MULAI
Baja st-60
Gosok permukaannya dengan kertas gosok
sampai rata dan halus
Uji dengan portable hardness tester
Pada 10 titik
berbeda
Pencatatan hasil pengulangan
selesai

BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1 Pengumpulan Data
5.1.1 Lembar Data Angka Kekerasan Bahan
Bahan : Baja st-60
Perlakuan Panas : Tempering
Suhu Pemanasan : 600oC
Waktu Pemanasan : 10 menit
Media Pendingin : Oli Penetrant
Metode Pengukuran : Brinell
Alat yang digunakan : Universal Hardness Tester
19

Bahan : Baja st-60
Perlakuan Panas : Quenching SAE 40
Suhu Pemanasan : 830oC
Waktu Pemanasan : 10 menit
Media Pendingin : Oli Penetrant
Metode Pengukuran : Brinell
Alat yang digunakan : Universal Hardness Tester
5.2 Pengolahan Data
5.2.1 Pengujian kekerasan Tanpa Perlakuan Panas Tempering
5.2.1.1 Tabel pengujian kekerasan Tanpa Perlakuan Panas
Tempering
20

5.2.1.2 Standart Deviasi
Keterangan : = 38,4 , rata-rata dari hasil pengukuran baja
st-60 tanpa perlakuan panas tempering
n = banyak data = 10
= standart deviasi
5.2.1.3 Standart deviasi rata-rata
1=
=
=
= 0.653197264
21

Keterangan : = standart deviasi rata-rata
n = banyak data = 10
5.2.1.4 Kesalahan Rata-Rata
Kr₁ =
Kr₁ =
Kr₁ = 0.006317188247
Keterangan : = standart deviasi rata-rata
=rata-rata hasil ukur tanpa perlakuan panas
tempering
5.2.1.5 Interval Penduga Kesalahan
Diket : = 5%
Db=n-1
t
t .10-1)
t
Ketetapan ± 2.262
5.2.1.6 IntervalKekerasan tanpa Perlakuan Panas
- (t ( 2.db) ) < 1 < + (t( /2.db) )
103.4 – (0.225 * 0.653197264) < 1< 103.4 + (0.225*0.653197264)
22

101.9224678< 1< 104.8775322
Jadi kekerasan tanpa perlakuan panas Tempering
berada pada interval 101.9224678 dan 104.8775322 dengan
tingkat keyakinan kebenaran sebesar 95%.
5.2.2 Pengujian kekerasan dengan Perlakuan Panas Tempering
5.2.2.1 Tabel Pengujian kekerasan dengan Perlakuan Panas
Tempering
5.2.2.2 StandartDeviasi
23

Keterangan :
= 38,4 , rata-rata dari hasil pengukuran baja st-60
dengan perlakuan panas tempering
n = banyak data = 10
= standart deviasi
5.2.2.3 Standart deviasi rata-rata
1 =
=
24

=
= 0.653197264
Keterangan : = standart deviasi rata-rata
n = banyak data = 10
5.2.2.4 Kesalahan Rata-rata
Kr₁ =
Keterangan : = standart deviasi rata-rata
=rata-rata hasil ukur dengan perlakuan
panas tempering
5.2.2.5 IntervalPenduga Kesalahan
Diket : α = 5%
db = n – 1
t ± ( %. db)
t ± ( % . 10 – 1)
t ± 0.225
Ketetapan : ± 2.262
25

5.2.2.6 Interval Kekerasan dengan Perlakuan Panas
- (t ( 2.db) ) < 1 < + (t( /2.db) )
103.4 – (0.225 * 0.653197264) < 1< 103.4 + (0.225 *0.653197264)
113.8224678< 1< 116.7775322
Jadi kekerasan dengan perlakuan panas Tempering
berada pada 113.8224678 dan 116.7775322 dengan
ketingkatan kebenaran sebesar 95%
5.2.3 Pengujian kekerasanTanpa Perlakuan Panas Quenching SAE 40
5.2.3.1 Tabel Pengujian Tanpa Perlakuan Panas Quenching SAE40
5.2.3.2 Standart Deviasi
26

5.2.3.3 Standart deviasi rata-rata
1 =
=
=
= 0.653197264
5.2.3.4 KesalahanRata-rata
Kr₁ =
5.2.3.5 IntervalPenduga Kesalahan
Diket : α = 5%
db = n – 1
t ± ( %. db)
t ± ( % . 10 – 1)
t ± 0.225
27

Ketetapan : ± 2.262
5.2.3.6 Interval Kekerasan tanpa Perlakuan Panas
- (t ( 2.db) ) < 1 < + (t( /2.db) )
103.4 – (0.225 * 0.653197264) < 1< 103.4 + (0.225*0.653197264)
101.9224678< 1< 104.8775322
Jadi kekerasan tanpa perlakuan panas Quencing SAE
40 berada pada interval 101.9224678 dan 104.8775322 dengan
tingkat keyakinan kebenaran sebesar 95%
5.2.4 Pengujian kekerasan Dengan Perlakuan Panas Quenching SAE40
5.2.4.1 Tabel Pengujian Dengan Perlakuan Panas Quenching
SAE40
5.2.4.2 StandartDeviasi
28

5.2.4.3 Standart deviasi rata-rata
1 =
=
=
= 0.653197264
5.2.4.4 KesalahanRata-rata
Kr₁ =
5.2.4.5 IntervalPenduga Kesalahan
Diket : α = 5%
db = n – 1
t ± ( %. db)
29

t ± ( % . 10 – 1)
t ± 0.225
Ketetapan : ± 2.262
5.2.4.6 Interval Kekerasan dengan Perlakuan Panas
- (t ( 2.db) ) < 1 < + (t( /2.db) )
103.4 – (0.225 * 0.653197264) < 1< 103.4 + (0.225*0.653197264)
119.4224678 < 1< 122.3775322
Jadi kekerasan dengan perlakuan panas Quencing SAE
40berada pada interval 119.4224678 dan 122.3775322 dengan
tingkat keyakinan kebenaran sebesar 95%
5.2.5 Perbandingan Nilai Pengujian kekerasan antara tanpa perlakuan
panas dan dengan perlakuan panas Tempering
Berdasarkan dua hasil pengujian kekerasan tanpa perlakuan panas
tempering dan dengan perlakuan panastempering, maka didapatkan
hipotesis sebagai berikut
Perhitungan pengujian
H0 = μ1 =μ2
H0 = μ1 ≠ μ2
Db = n1 + n2 – 2 (Ket : n = Banyaknya data)
30

=10 + 10 – 2
= 18
Untuk t ± (α%/2.db)
t±(5%/2. 18)
t± 0.025 2.101 (Ketetapan dari table distribusi t)
t hitung =
=
=
31

=
= - 12.88212789
keterangan :
= nilai rata-rata pengujian kekerasan tanpa perlakuan
panas tempering.
= nilai rata-rata pengujian kekerasan dengan
perlakuan panas tempering.
n = banyaknya data = 10.
σ1 = nilai standart deviasi dari pengujian kekerasan
tanpa perlakuan panas tempering.
σ2 = nilai standart deviasi dari pengujian kekerasan
dengan perlakuan panas tempering.
Diagram dua sisi, untuk perbandingan nilai pengujian kekerasan
tanpa perlakuan panas temperingdan dengan perlakuan panas
tempering.
-2.101 0 +2.101
Keterangan :
32
- 12.88212789

= Daerah Penerimaan
= Daerah Penolakan
Kesimpulan = tolak H0yang berarti perbandingan pengujian
kekerasan tanpa perlakuan panas tempering dan pengujian
kekerasan dengan perlakuan panas tempering berbeda secara
signifikan.
5.2.6 Perbandingan Nilai Pengujian Kekeraan tanpa perlakuan panas
dan dengan perlakuan panasQuenching SAE 40
Berdasarkan dua hasil pengujian kekerasan tanpa perlakuan panas
Quenching SAE 40dan dengan perlakuan panasQuenching SAE 40,
maka didapatkan hipotesis sebagai berikut
Perhitungan uji T
Ho =µ1 = µ2
H1 =µ1 ≠ µ2
db = n1 + n2 - 2 ( ket : n = banyaknya data )
= 10 + 10 – 2
= 18
Untuk = t ± ( α %/12 . db )
= t ± ( 5 %/12 . 18 )
= t ± 0,025 2,101( ketetapan dari table distribusi t )
t hitung =
33

keterangan :
= nilai rata-rata pengujian kekerasan tanpa perlakuan
panas Quenching SAE 40.
= nilai rata-rata pengujian kekerasan dengan
perlakuan panas Quenching SAE 40.
N = banyaknya data = 10.
σ1 = nilai standart deviasi dari pengujian kekerasan
tanpa perlakuan panas Quenching SAE 40.
σ2 = nilai standart deviasi dari pengujian kekerasan
dengan perlakuan panas Quenching SAE 40.
Diagram dua sisi, untuk perbandingan nilai pengujian kekerasan
tanpa perlakuan panas Quenching SAE 40dan dengan perlakuan
panas Quenching SAE 40.
34

-2.101 0 +2.101
Keterangan :
= Daerah Penerimaan
= Daerah Penolakan
Kesimpulan = tolak H0yang berarti perbandingan pengujian
kekerasan tanpa perlakuan panas Quenching SAE 40dan pengujian
kekerasan dengan perlakuan panas Quenching SAE 40berbeda
secara signifikan.
5.2.7 Perbandingannilaipengujian kekerasan dengan perlakuan panas
tempering dan dengan perlakuan panas QuenchingSAE 40.
Berdasarkan dua hasil pengujian kekerasan dengan perlakuan
panas tempering dan dengan perlakuan panas QuenchingSAE 40,
maka didapatkan hipotesis sebagai berikut :
Perhitungan uji T
Ho =µ1 = µ2
H1 =µ1 ≠ µ2
db = n1 + n2 - 2 ( ket : n = banyaknya data )
= 10 + 10 – 2
= 18
Untuk = t ± ( α %/12 . db )
35
-18,94430572

= t ± ( 5 %/12 . 18 )
= t ± 0,025 2,101( ketetapan dari table distribusi t )
t hitung =
=
=
=
=
36

=
=
= -6,062177831
keterangan :
= nilai rata-rata pengujian kekerasan dengan
perlakuan panas tempering.
= nilai rata-rata pengujian kekerasan dengan
perlakuan panas Quenching SAE 40.
N = banyaknya data = 10.
σ1 = nilai standart deviasi dari pengujian kekerasan
dengan perlakuan panas tempering.
σ2 = nilai standart deviasi dari pengujian kekerasan
dengan perlakuan panas Quenching SAE 40.
Diagram dua sisi, untuk perbandingan nilai pengujian kekerasan
dengan perlakuan panas tempering dan dengan perlakuan panas
Quenching SAE 40.
-2.101 0 +2.101
Keterangan :
= Daerah Penerimaan
37
-6,062177831

= Daerah Penolakan
Kesimpulan = tolak H0yang berarti perbandingan pengujian
kekerasan dengan perlakuan panas tempering dan pengujian
kekerasan dengan perlakuan panas Quenching SAE 40berbeda
secara signifikan.
38

BAB VI
ANALISA DAN INTERPRETASI DATA
6.1 Analisa Hasil Pengujian Kekerasan st-60 pada kondisi :
a. Tanpa perlakuan panas tempering
Dengan bahan atau benda uji st-60 dilakukan uji kekerasan yang
menggunakan metode brinelltanpa adanya perlakuan panas tempering,
didapatkan standart deviasi sebesar 2,065591118 dan interval
kekerasan tanpa perlakuan panas tempering sebesar 101,9224678 <
µ1< 104,8775322 belum ada perubahan yang signifikan pada pengujian
kekerasan tanpa perlakukuan panas tempering.
b. Dengan perlakuan panas tempering
Dengan bahan atau benda uji st-60 dilakukan uji kekerasan yang
menggunakan metode brinelldengan adanya perlakuan panas
tempering, didapatkan standart deviasi sebesar 2,065591118 dan
interval kekerasan dengan perlakuan panas tempering sebesar
133,8224678 < µ1< 166,7775322.
c. Tanpa perlakuan panas Quenching SAE 40
Dengan bahan atau benda uji st-60 dilakukan uji kekerasan yang
menggunakan metode brinelltanpa adanya perlakuan panas Quenching
SAE 40, didapatkan standart deviasi sebesar 2,065591118 dan interval
kekerasan tanpa perlakuan panas Quenching SAE 40 sebesar
101,9224678< µ1< 104,8775322 belum ada perubahan yang signifikan
pada pengujian kekerasan tanpa perlakukuan panas Quenching SAE
40.
d. Denganperlakuan panas Quenching SAE 40
Dengan bahan atau benda uji st-60 dilakukan uji kekerasan yang
menggunakan metode brinelldengan adanya perlakuan panas
Quenching SAE 40, didapatkan standart deviasi sebesar 2,065591118
dan interval kekerasan perlakuan panas Quenching SAE 40 sebesar
101,9224678< µ1< 104,8775322.
39

6.2 Analisa Uji T
a. Perbandingan pengujian kekerasan tanpa perlakuan panas tempering
dan pengujian kekerasan dengan perlakuan panas tempering.
Berdasarkan perhitungan uji T yang dilakukan pada baja st-60 hasil
yang didapatkan untuk baja st-60 tanpa dan dengan perlakuan panas
tempering adalah -12,88212789.
b. Perbandingan pengujian kekerasan tanpa perlakuan panas Quenching
SAE 40 dan pengujian kekerasan dengan perlakuan panas Quenching
SAE 40.
Berdasarkan perhitungan uji T yang dilakukan pada baja st-60 hasil
yang didapatkan untuk baja st-60 tanpa dan dengan perlakuan panas
Quenching SAE 40 adalah -18,94430572.
c. Perbandingan pengujian kekerasan dengan perlakuan panas tempering
dan pengujian kekerasan dengan perlakuan panas Quenching SAE 40
Berdasarkan perhitungan uji T yang dilakukan pada baja st-60 hasil
yang didapatkan untuk baja st-60 dengan perlakuan panas tempering
dan dengan perlakuan panas Quenching SAE 40 adalah -6,062177831.
40

BAB VII
KESIMPULAN DAN SARAN
7.1 Kesimpulan
Berdasarkan praktikum uji kekerasan yang telah kami lakukan
didapatkan bahwa nilai pengujian kekerasan tanpa perlakuan panas
tempering dan tanpa perlakuan panas Quenching SAE 40 memiliki nilai yang
sama karena tidak terjadi perubahan kekerasan. Sedangkan pada pengujian
kekerasan dengan perlakuan panas tempering dan perlakuan panas
QuenchingSAE40 didapatkan data yang berbeda yang signifikan.
7.2 Saran
Untuk anggota kelompok, harap tepat waktu saat proses pengerjaan
laporan.
Setiap anggota kelompok harap mampu bekerjasama dengan baik tidak
mementingkan ego diri sendiri.
41

DAFTAR PUSTAKA
http://home.iitk.ac.in/~kamalkk/Image9.gif diakses tanggal 22 jam 19.30
http://www.hardnesstesters.com/brinmethod.jpg diakses tanggal 22 jam 20.00
http://www.npl.co.uk/upload/img/indschematic.jpg diakses tanggal 22 jam 20.30
http://www.twi.co.uk/twiimages/jk74f3.gif diakses tanggal 22 jam 19.30
Tata,Surdia dan shinroku,Saito. 1999.“Diagram Keseimbangan Fe–Fe3C”.hal 70
http://www.azom.com/work/pAkmxBcSVBfns037Q0LN_files/image004.gifdiakses
tanggal 22 jam 19.30
42
Top Related