






Languages
Pages
Legal


Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 1
“Normen en waarden”
een driejaarlijkse LDR update!
2
‘Normen en Waarden’… in 2013
• EN 1090 Hoe staat het ermee?
• Nieuw: EN-ISO 9606-1:2013 “Het kwalificeren
van lassers – Smeltlassen ‘Deel 1: Staal”.
• Nieuw: EN-ISO 14732:2013: “Laspersoneel -
Het kwalificeren van bedieners en stellers voor
het gemechaniseerd en automatisch lassen van
metalen”.
• Ter commentaar: een nieuwe “Working Draft”
EN ISO 15614-1.
11 december 2013

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 2
3
Programma!
• Stand van zaken EN 1090 ▫ CPR
▫ FPC
▫ Bottle necks o.a.
Snijden en boren
Richten
Hechten
Uitvoeringsklassen
• Laspersoneel ▫ EN-ISO 9606-1 Lasserskwalificatie
▫ EN-ISO 14732 Operateur kwalificatie
▫ EN-ISO 14731 Lascoordinatie
• Lasmethodekwalificatie, nieuwe norm!
• Discussie….
LDR ‘Normen en Waarden’… 2013
4
CPD en CPR…???
“Construction Products Directive” en
“Construction Products Regulation”….
(“Bouwproduktenrichtlijn“ en “Bouwproduktenverordening“)
• De CPD (89/106/EEC) is op 9 maart 2011 door CPR (305/2011)
vervangen.
• De CPR concentreert zich op de positie van de aangemelde instanties
(Notified Body, NB) en TBI (Technische BeoordelingsInstantie, TAB).
• Het doel van CPD/CPR is om betrouwbare informatie te verstrekken
over bouwproducten met betrekking tot hun prestaties.
• Dit wordt bereikt door middel van een "gemeenschappelijke technische taal" en biedt
gestandaardiseerde evaluatiemethoden voor de uitvoering van de bouw.

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 3
5
Doelstelling
CPR
Deze verordening is van toepassing op voor de bouw
bestemde producten, voor zover de fundamentele
voorschriften voor bouwwerken, daarmee in verband
staan.
In deze verordening wordt onder „voor de bouw bestemde
producten” verstaan producten die worden vervaardigd om
blijvend deel uit te maken van bouwwerken, waaronder
zowel gebouwen als kunstwerken zijn begrepen.
6
Toepassing van EN 1090 wettelijk verplicht?!!
Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 4
7
Wat is wat?
CPR
1. „Bouwproduct”: elk product of kit dat wordt vervaardigd
en in de handel wordt gebracht om blijvend te worden
verwerkt in bouwwerken of delen ervan, en waarvan de
prestaties gevolgen hebben voor de prestaties van het
bouwwerk met betrekking tot de fundamentele eisen
voor bouwwerken;
2. „Kit”: een bouwproduct dat door één fabrikant in de
handel wordt gebracht met ten minste twee
afzonderlijke componenten die gecombineerd moeten
worden om in het bouwwerk te worden verwerkt;
3. „Bouwwerken”: bouwkundige en civieltechnische
werken;
8
FUNDAMENTELE EISEN VOOR BOUWWERKEN
CPR
Het bouwwerk als geheel en ook de afzonderlijke delen ervan moeten
geschikt zijn voor het beoogde gebruik, in het bijzonder rekening gehouden
met de gezondheid en de veiligheid van de personen die er tijdens de hele
levenscyclus van het bouwwerk bij betrokken zijn. Bij normaal onderhoud
moeten bouwwerken gedurende een economisch redelijke levensduur aan
onderhavige fundamentele eisen voor bouwwerken voldoen.
1. Mechanische weerstand en stabiliteit
2. Brandveiligheid
3. Hygiëne, gezondheid en milieu
4. Veiligheid en toegankelijkheid bij gebruik
5. Bescherming tegen geluidshinder
6. Energiebesparing en warmtebehoud
7. Duurzaam gebruik van natuurlijke hulpbronnen

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 5
9
Hoe fundamentele eisen definiëren?
CPR
De link tussen “bouwproducten” en “fundamentele eisen”
wordt gegeven door:
• „Essentiële kenmerken”: kenmerken van het
bouwproduct die verband houden met de
fundamentele eisen voor bouwwerken;
En wordt gedefinieerd als:
• „Prestaties van een bouwproduct”: de prestaties met
betrekking tot de essentiële kenmerken, uitgedrukt in
niveau of klasse of op beschrijvende wijze;
10
De geharmoniseerde norm
CPR
Tot slot, het verband tussen de bouw bestemde producten,
met hun essentiële kenmerk, en de werken, met hun
fundamentele eisen, kan worden "uitsluitend" bereikt door
de conformiteit van het product met een Europese
"geharmoniseerde technische specificatie (meestal de
geharmoniseerde norm)"
De essentiële kenmerken van bouwproducten worden
vastgelegd en opgenomen in de geharmoniseerde
technische specificaties (normen), alsook de criteria die
moeten worden gebruikt voor de fabricage van de
producten zelf en het beginsel voor de
conformiteitsbeoordeling

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 6
11
http://eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:C:2013:186:0024:0061:NL:PDF
• EN 1090-1 refereert op veel plaatsen aan EN 1090-2 en 1090-3!
EN 1090 -1 Geharmoniseerd !
CPR
12
Type product
CPR
De aard van het product "Structurele metalen, materiaal
en toebehoren" omvat:
• Basismaterialen (platen en profielen)
• Lastoevoegmaterialen
• Structurele metalen onderdelen
• Structurele connectoren (bouten, moeren, etc.).
De geharmoniseerde norm voor de structurele metalen
onderdelen is de EN 1090-1!

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 7
13
Essentiële kenmerken
EN 1090-1
Eisen
Basisproducten
Toleranties op afmetingen en vorm
Lasbaarheid
Breuktaaiheid
Constructieve kenmerken:
Draagvermogen
Vermoeingssterkte
Brandwerendheid
Vervormingen in bruikbaarheidsgrenstoestand
Reactie bij brand
Gevaarlijke stoffen
Weerstand tegen stootbelasting
Duurzaamheid
14
Taakverdeling (Fabrikant en NoBo)
Taken Inhoud van de taak
Taken onder
verantwoorde-
lijkheid van de
fabrikant
Aanvangstypebeproeving Van toepassing zijnde
parameters die verband houden
met de prestatie kenmerken
van tabel ZA.1
Fabrieksproductiebeheersing (FPC) Van toepassing zijnde
parameters die verband houden
met de prestatiekenmerken van
tabel ZA.1
Nemen van proefstukken, beproeving en keuring
in de fabriek
Van toepassing zijnde
kenmerken van tabel ZA.1
Taken voor de
geaccrediteerde
instelling Certificeren van FPC
door een
geaccrediteerde
instelling op basis van:
Aanvangs- keuring
van fabriek en van
FPC
Van toepassing zijnde
parameters die verband houden
met de kenmerken van tabel
ZA.1
Continu toezicht,
beoordeling en goed-
keuring van FPC
Van toepassing zijnde
parameters die verband houden
met de kenmerken van tabel
ZA.1
Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 8
15
Fabrieksproductiebeheersing (FPC)
EN 1090-1
De fabrikant moet een fabrieksproductiebeheersing-systeem (FPC)
opzetten, documenteren en onderhouden om te waarborgen dat de op
de markt gebrachte producten voldoen aan de verklaarde
prestatiekenmerken.
Beschrijving in Bijlage B van de EN 1090-1, met nadere toelichting
over:
• Personeel,
• Gereedschappen en machines,
• Proces van constructief ontwerpen,
• Basisproducten gebruikt in de fabrikage
• Onderdelen specificatie
• Productbeoordeling
• Niet-conforme producten
16
Certificatieinstelling (NoBo) (1)
1. Onderzoek naar de fabrieksproductiebeheersing zoals
geschreven in het handboek.
2. Eerste inspectie van de fabriek en van de praktische
uitvoering en documentatie van de FPC volgens een
checklist van de NoBo.
3. Evaluatie van de conformiteit van de FPC met de eisen
van EN 1090-1.
4. Certificering van de Fabrieksproductiebeheersing door
de afgifte van een certificaat.
5. Permanente bewaking van FPC.

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 9
17
Permanente bewaking – Intervallen (1) 17
B.4.1 Algemeen
De eerste controle moet één jaar na de eerste beoordeling
worden uitgevoerd.
De hoeveelheid inspecties kan worden verminderd zolang
geen van de volgende situaties zich voordoet:
Hernieuwing of wijziging van de relevante instellingen;
Veranderen van lascoördinator;
Introductie van nieuwe lastechnieken, ...;
Introductie van nieuwe en relevante voorzieningen.
(Zie tabel volgende sheet)
18
Permanente bewaking – Intervallen (2)
Uitvoeringsklasse lntervallen tussen keuringen van de FPC
van de fabrikant na de ITT (Jaren)
EXC1 en EXC2 1-2-3-3
EXC3 en EXC4 1-1-2-3-3
Tabel 8.3 - lntervallen van routinetoezicht
Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 10
De EN 1090-2
20
Lastechnische opzet van EN 1090-2
• Algemeen
• Lasplan
• Acceptabele lasprocessen
• Kwalificatie van lasmethoden
• Kwalificatie van lassers en lasoperators
• Lascoördinatie
• Voorbewerking en uitvoering van lassen
• Acceptatie criteria
• Lassen van roestvast staal
• Verplichte aanvullende informatie
• Keuzemogelijkheden
• Richten
• Toelaatbare lastoevoegmaterialen
Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 11
21
Meest gehoorde problemen
EN 1090-2 Bottle necks
1. Lascoordinatie (later)
2. Snijden
3. Richten
4. Hechten
5. Executie klasse
6. Hoe te handelen met nieuwe versie normen
(later)
22
Snijden - boren
EN 1090-2 Bottle necks
Er moeten vier proefstukken zijn geproduceerd van het
basisproduct dat met het proces moet zijn gesneden:
1. een rechte snede van het dikste basisproduct;
2. een rechte snede van het dunste basisproduct;
3. een scherpe hoek van een representatieve dikte;
4. een boog van een representatieve dikte.
Op de beide rechte proefstukken moeten metingen zijn
gedaan over tenminste 200 mm lengte en op de eisen van
de vereiste kwaliteitsklasse zijn gecontroleerd.
Hoe….?
Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 12
23
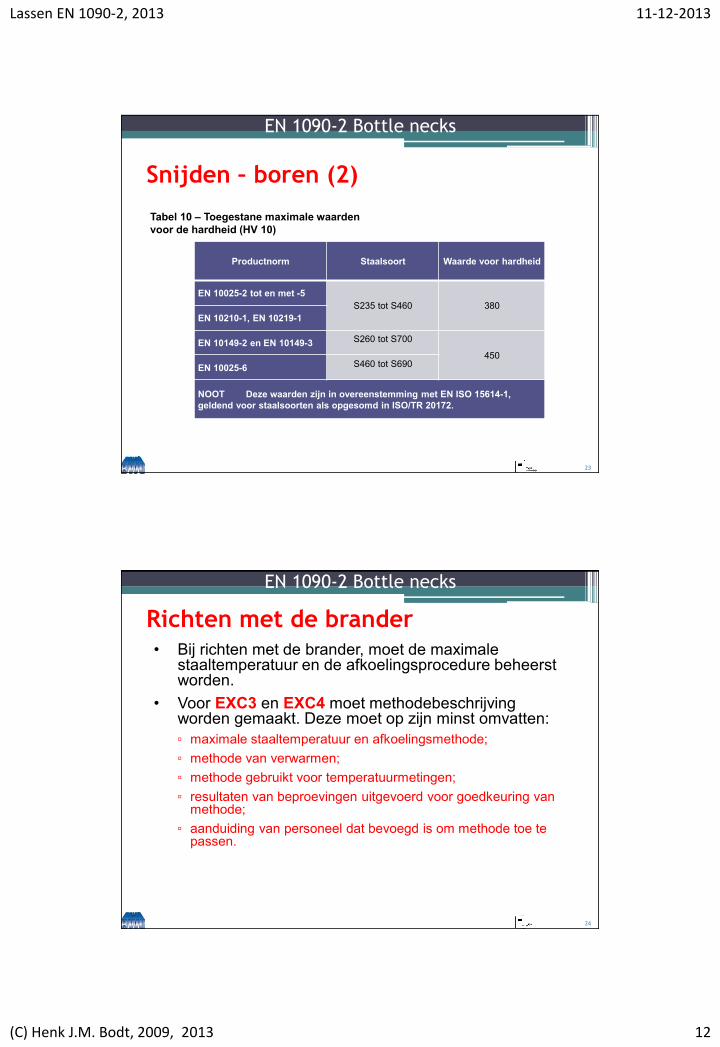
Snijden – boren (2)
EN 1090-2 Bottle necks
Productnorm Staalsoort Waarde voor hardheid
EN 10025-2 tot en met -5
S235 tot S460 380
EN 10210-1, EN 10219-1
EN 10149-2 en EN 10149-3 S260 tot S700
450
EN 10025-6 S460 tot S690
NOOT Deze waarden zijn in overeenstemming met EN ISO 15614-1,
geldend voor staalsoorten als opgesomd in ISO/TR 20172.
Tabel 10 – Toegestane maximale waarden
voor de hardheid (HV 10)
24
EN 1090-2 Bottle necks
• Bij richten met de brander, moet de maximale staaltemperatuur en de afkoelingsprocedure beheerst worden.
• Voor EXC3 en EXC4 moet methodebeschrijving worden gemaakt. Deze moet op zijn minst omvatten:
▫ maximale staaltemperatuur en afkoelingsmethode;
▫ methode van verwarmen;
▫ methode gebruikt voor temperatuurmetingen;
▫ resultaten van beproevingen uitgevoerd voor goedkeuring van methode;
▫ aanduiding van personeel dat bevoegd is om methode toe te passen.
Richten met de brander

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 13
25
EN 1090-2 Bottle necks
• Bij EXC2, EXC3 en EXC4: gekwalificeerde lasmethode verplicht.
• Alle hechtlassen die niet worden opgenomen in uiteindelijke las moeten verwijderd worden.
• Hechtlassen die in uiteindelijke las zullen worden opgenomen moeten geschikte vorm hebben en worden gelegd door gekwalificeerd lassers.
• Hechtlassen moeten vrij zijn van lasfouten en moeten vóór het uiteindelijke lassen zorgvuldig worden gereinigd. Gescheurde hechtlassen moeten worden verwijderd.
Hechtlassen
26
Uitvoeringsklassen (EXC’s)
EN 1090-2 Bottle necks
• EXC1 t/m EXC4 (eenvoudig ►kritisch)
• Wordt bepaald door:
Gevolgklassen (Consequence Class, CC)
Productiecategorieën (Production Category,
PC)
Gebruikscategorieën (Service Category, SC) (Nu in EN 1090-2 Bijlage B, binnenkort beschreven in EN 1993-1)
Beslissing: (meestal) Contract!!
Gevolg Laag Gemiddeld Hoog
Gebruik Stat. Dyn. Stat. Dyn. Stat. Dyn.
Productie Eenv. EXC1 EXC2 EXC2 EXC3 EXC3 EXC3
Moeilijk EXC2 EXC2 EXC2 EXC3 EXC3 EXC4
Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 14
© Henk Bodt, 2013 27
EN 1090-2 Bottle necks
Geldigheid lasmethodekwalificaties
Standaard is lasmethodekwalificatie onbeperkt geldig, maarrrrr…..
Beperkingen in de EN 1090!!
Deze eist extra beproevingen voor lasprocessen die NIET in “gebruik” zijn:
a) van één tot drie jaar:
productie lasproef voor staalsoorten > S355. Onderzoek: visuele keuring, radiografische of ultrasone keuring (behalve hoeklassen),
magnetisch of penetrant onderzoek, macro beoordeling en hardheidsmeting.
b) voor periode meer dan drie jaar:
1) macro, van productieproef moet worden gekeurd voor
staalsoorten ≤ S355,
of
2) moeten nieuwe methodebeproevingen worden uitgevoerd voor
staalsoorten > S355.
28
Programma!
Stand van zaken EN 1090 CPR
FPC
Bottle necks o.a.
Snijden en boren
Richten
Hechten
Uitvoeringsklassen
• Laspersoneel ▫ EN-ISO 9606-1 Lasserskwalificatie
▫ EN-ISO 14732 Operateur kwalificatie
▫ EN-ISO 14731 Lascoordinatie
• Lasmethodekwalificatie, nieuwe norm!
• Discussie….
LDR ‘Normen en Waarden’… 2013

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 15
LASPERSONEEL
30
EN-ISO 9606-1 (1)
• Lasser moeten worden gekwalificeerd volgens
EN 287-1
nu dus de EN-ISO 9606-1,
lasoperators volgens EN 1418,
nu dus de EN-ISO 14732!
• En nu….?
Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 16
31
EN-ISO 9606-1 (2)
EN ISO:
• EN 287-1: 2011 Deel 1: Staal
• ISO 9606-1: 2012 Deel 1: Staal
• EN-ISO 9606-2: 2005 Deel 2: Aluminium
• EN-ISO 9606-3: 1999 Deel 3: Koper (oude 287 vorm)
• EN-ISO 9606-4: 1999 Deel 4: Nikkel (oude 287 vorm)
• EN-ISO 9606-5: 2000 Deel 5: Ti & Zr (oude 287 vorm)
• EN 1418:1998: Operators
•
ASME:
• Section IX
AWS:
• Dx.x (bv. D1.1)
EN-ISO 9606-1: 2013 Deel 1: Staal
EN-ISO 14732: 2013 Operators
32
EN-ISO 9606-1
• Lasserskwalificatie
• Grote veranderingen t.o.v. de oude EN 287-1:
1. Basismateriaal wordt lastoevoegmateriaal!
2. Materiaaloverdracht wordt belangrijke
variabele!
3. Regels voor verlenging worden ruimer!
EN-ISO 9606-1 (3)

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 17
33
Lasprocessen
Wijzigingen in toe te passen lasprocessen
(nieuwe EN-ISO 4063:2009)
▫ 135 kwalificeert voor 138 en vice versa
▫ 142 kwalificeert alleen voor 142….
▫ Kortsluitboog MAG kwalificeert voor ALLE MAG-
materiaal overdrachtsvormen.
▫ Globulair-, sproei- en pulslassen kwalificeren NIET
voor kortsluitboog MAG lassen!
EN-ISO 9606-1 (4)
34
Kortsluitboog…..??
EN-ISO 9606-1 (5)

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 18
35
EN/ISO 9606-1 (6)
Essentiele parameters en geldigheidsgebied
• Hoe bepaal ik of ik in het kortsluitboog gebied aan het
lassen ben?
• Een zuiver kortsluitboogregime wordt bereikt als
men last met een spanningbron bij een lage
ingestelde boogspanning en draadsnelheid waarbij
tijdens het lassen kortstondige kortsluitingen en
doven van de boog optreden.
• In veel moderne stroombronnen is geen sprake van
een zuivere kortsluitboog, maar van een zogenaamde
“gemodificeerde kortsluitboog”.
Bijvoorbeeld CMT, Cold-Arc, Cold Weld, STT, Speedpulse, PCS,
forceArc, Rapid Weld, SpeedArc, DeepARC, enz..
36
EN-ISO 9606-1 (7)
Groep Toevoegmateriaal voor
het lassen van
Voorbeelden van toepasbare
ISO normen ([xx] verwijst naar de
bibliografie in de norm)
Voorbeelden van toepasbare
AWS normen
FM1
Ongelegeerde en
fijnkorrelige staalsoorten
ISO 2560, ISO 14341,[8]
ISO 636,[1] ISO 14171,[6]
ISO 17632[14]
AWS A5.1, AWS A5.18,
AWS A5.17, A5.20
FM2
Hoge sterkte staalsoorten ISO 18275,[21] ISO 16834,[13]
ISO 26304,[25] ISO 18276[22]
AWS A5.5, AWS A5.28,
AWS A5.28, AWS A5.23,
AWS A5.29
FM3 Kruipbestendige
staalsoorten Cr < 3,75 %
ISO 3580,[3] ISO 21952,[23]
ISO 24598,[24] ISO 17634[16]
AWS A5.5, AWS A5.28,
AWS A5.23, AWS 5.29
FM4
Kruipbestendige
staalsoorten
3,75 ≤ Cr ≤ 12 %
ISO 3580,[3] ISO 21952,[23]
ISO 24598,[24] ISO 17634[16]
AWS A5.5, AWS A5.28,
AWS A5.23, AWS 5.29
FM5 Roestvaste en hittevaste
staalsoorten
ISO 3581,[4] ISO 14343,[9]
ISO 17633[15]
AWS A5.4, AWS A5.9, AWS A5.22
FM6 Nikkel en nikkel
legeringen
ISO 14172,[7] ISO 18274[20] AWS A5.11, AWS A5.14
Geldigheidsgebied FM-nummers

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 19
37
Geldigheidsgebied FM-nummers
EN-ISO 9606-1 (8)
Lastoevoeg-
materiaal
gebruikt in
de proeflas
Geldigheidsgebied
FM1 FM2 FM3 FM4 FM5 FM6
FM1 X X - - - -
FM2 X X - - - -
FM3 X X X - - -
FM4 X X X X - -
FM5 - - - - X -
FM6 - - - - X X
2/3
38
EN-ISO 9606-1 (9)
Coating type Gedetailleerde informatie
03 Rutiel basische bekleding Titaandioxide, calciumcarbonaat
10 Cellulose bekleding Cellulose, natrium
11 Cellulose bekleding Hoog cellulose, kalium
12 Rutiel bekleding Hoog titaandioxide, natrium
13 Rutiel bekleding Hoog titaandioxide, kalium
14 Rutiel + ijzerpoeder bekleding IJzer poeder, titaandioxide
15 Basische bekleding Laag waterstof, natrium
16 Basische bekleding Laag waterstof, kalium
18 Basische + ijzerpoeder bekleding Laag waterstof, kalium, ijzerpoeder
19 Limoniet bekleding IJzeroxide, titaandioxide, kalium
20 IJzeroxide bekleding Hoog ijzeroxide
24 Rutiel + ijzerpoeder bekleding IJzer poeder, titaandioxide
27 IJzeroxide + ijzerpoeder bekleding Hoog ijzeroxide, ijzerpoeder
28 Basische + ijzerpoeder bekleding Laag waterstof, kalium, ijzerpoeder
45 Basische bekleding Elektroden voor neergaand lassen van pijpleidingen
48 Basische bekleding Laag waterstof, kalium, ijzerpoeder
Symbolen voor proefstukken & lastoevoegmaterialen
Symbolen voor proefstukken & lastoevoegmaterialen
Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 20
39
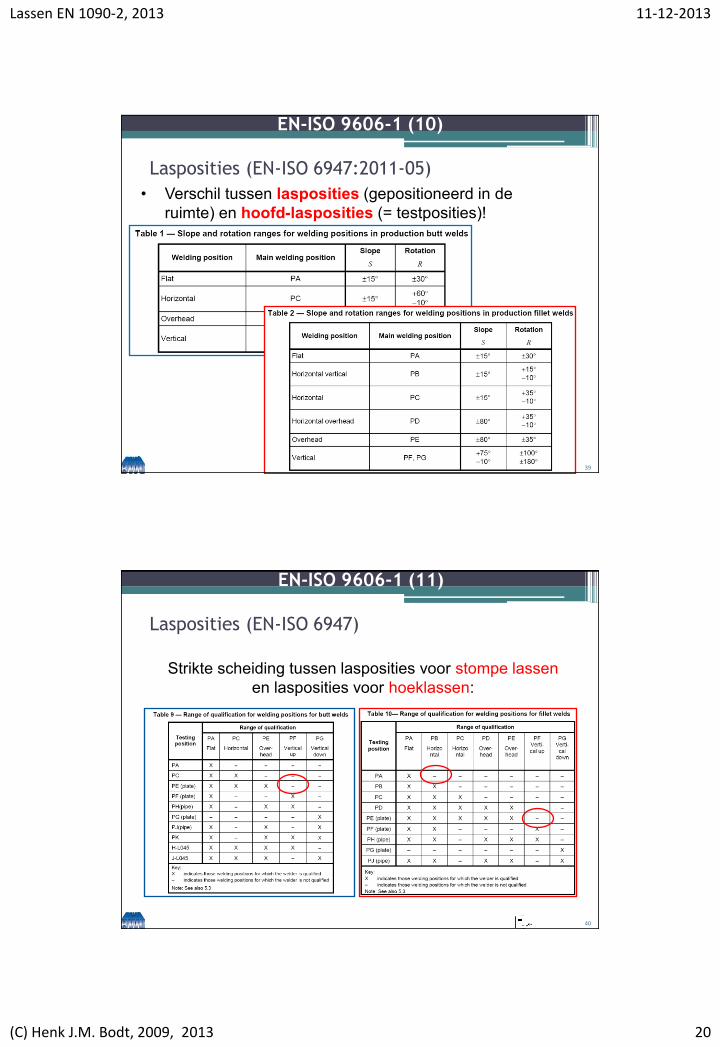
Lasposities (EN-ISO 6947:2011-05)
EN-ISO 9606-1 (10)
• Verschil tussen lasposities (gepositioneerd in de
ruimte) en hoofd-lasposities (= testposities)!
40
Lasposities (EN-ISO 6947)
Strikte scheiding tussen lasposities voor stompe lassen
en lasposities voor hoeklassen:
EN-ISO 9606-1 (11)
Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 21
41
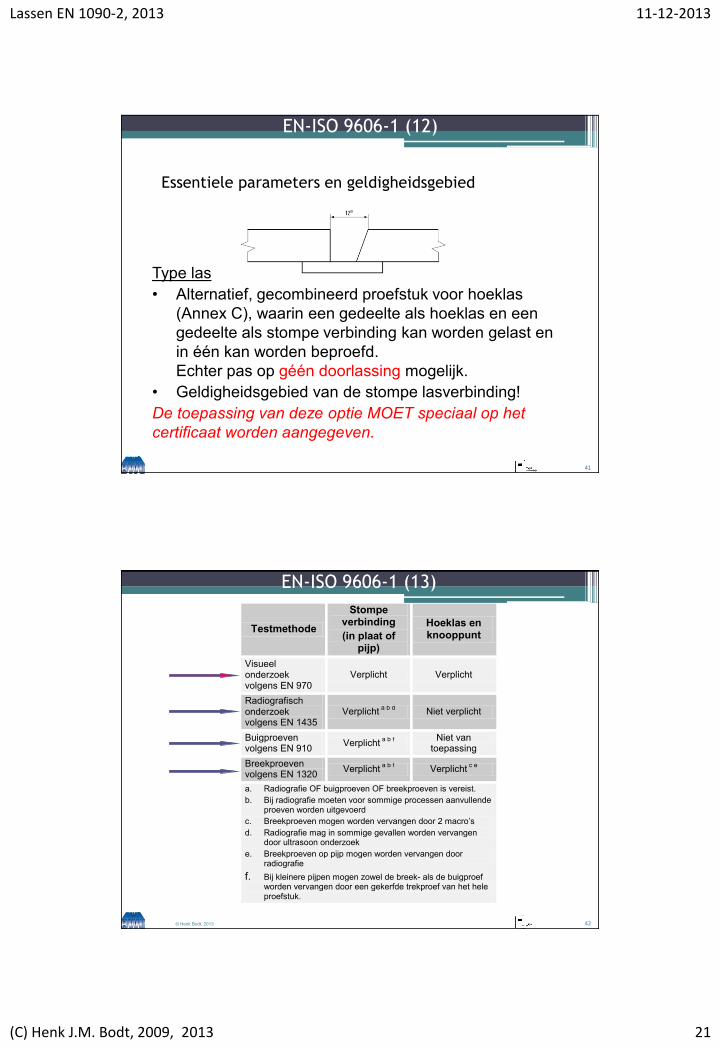
EN-ISO 9606-1 (12)
Type las
• Alternatief, gecombineerd proefstuk voor hoeklas
(Annex C), waarin een gedeelte als hoeklas en een
gedeelte als stompe verbinding kan worden gelast en
in één kan worden beproefd.
Echter pas op géén doorlassing mogelijk.
• Geldigheidsgebied van de stompe lasverbinding!
De toepassing van deze optie MOET speciaal op het
certificaat worden aangegeven.
Essentiele parameters en geldigheidsgebied
© Henk Bodt, 2013 42
EN-ISO 9606-1 (13)
Testmethode
Stompe verbinding
(in plaat of pijp)
Hoeklas en knooppunt
Visueel onderzoek volgens EN 970
Verplicht Verplicht
Radiografisch onderzoek volgens EN 1435
Verplicht a b d
Niet verplicht
Buigproeven volgens EN 910
Verplicht a b f
Niet van
toepassing
Breekproeven volgens EN 1320
Verplicht a b f
Verplicht c e
a. Radiografie OF buigproeven OF breekproeven is vereist.
b. Bij radiografie moeten voor sommige processen aanvullende proeven worden uitgevoerd
c. Breekproeven mogen worden vervangen door 2 macro’s
d. Radiografie mag in sommige gevallen worden vervangen door ultrasoon onderzoek
e. Breekproeven op pijp mogen worden vervangen door radiografie
f. Bij kleinere pijpen mogen zowel de breek- als de buigproef worden vervangen door een gekerfde trekproef van het hele proefstuk.
Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 22
43
EN-ISO 9606-1 (14)
• Pas op: proefplaat afmetingen zijn veranderd!
▫ Stompe naad: korter (200 mm was 300 mm)
▫ Hoeklas: langer (200 mm was 150 mm)
• Was: één stop-start én één in de sluitlaag!
Wordt: bij meer dan een lasproces: tenminste één stop-
start voor ieder toegepast lasproces.
Pas op: een overgang van massieve of metaal gevulde
draad naar poeder gevulde draad is een proces-wissel!
• Wachttijd tussen stop en start: zolang het materiaal
nodig heeft om te stollen.
Praktische tip: laat de lasser een krijtlijntje trekken daar waar hij is gestopt. In
deze tijd heeft het lasmateriaal kunnen stollen. Vervolgens last hij verder.
44
Grote verschillen bij geldigheidstermijn!
Begin geldigheid op de datum van beoordeling!
Verlengen:
Drie methoden, vooraf aangeven welke te gebruiken!
1. Telkens na drie jaar opnieuw kwalificeren.
2. Telkens na twee jaar onderzoek twee productielassen
uit laatste periode van zes maanden: RT, UT of DO.
3. Onbeperkt geldig als:
▫ Werkzaam bij zelfde werkgever
▫ Onder een kwaliteitssysteem conform
EN-ISO 3834-2, of -3 (aantoonbaar).
▫ Lasser maakt lassen van acceptabele kwaliteit.
Dus…. verantwoordelijkheid van de werkgever!!
ISO 9606-1 (15)
Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 23
© Henk Bodt, 2013 45
Het NIEUWE certificaat!
Garandeert het
ACTUELE
kennen en
kunnen!
46
Resumé nieuwe (EN-)ISO 9606-1
• Wereld van de LK’s gaat op zijn kop!
• De wijzigingen zijn technisch wel degelijk realistisch!
Ook hier een belangrijke tekst in norm:
“Aan het einde van de geldigheidsperiode mogen
bestaande en geldige lasserskwalificaties worden her
gewaardeerd naar deze Internationale Norm. Het nieuwe
geldigheidsgebied moet dan worden geïnterpreteerd
volgens deze Internationale Norm.”
ISO 9606-1 (17)
Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 24
47
Resumé nieuwe (EN-)ISO 9606-1 (vervolg)
• Staat nergens een jaartal gespecificeerd bij de vermelding van de
EN 287-1, dan wordt dat automatisch de EN-ISO 9606-1.
• Staat er wel een jaartal achter de norm (bv. EN 287-1:2011) dan
blijft die norm geldig.
• Er zal een theoretische overgangsperiode zijn van maximaal 5
jaar.
• Systematisch review van een norm is om de 5 jaar, na 5 jaar
zouden alle EN normen aangepast moeten zijn.
• In de EN 13445 is wel een verwijzing voor de EN 287-1:2004 dus
deze norm zal pas in 2016 in aanmerking komen voor een review.
(Of er moet voor die tijd nog een corrigendum worden uitgegeven
waarin de wijziging is opgenomen.)
• In de EN 1090-2 zit geen probleem daar is geen verwijzing naar
jaartal voor de EN 287-1.
ISO 9606-1 (18)
© Henk Bodt, 2013 48
EWF document EWF-
De European Welding
Federation (EWF) heeft
een hulp-document
gemaakt om de
industrie te helpen de
overgang van de oude
EN 287-1 naar de
nieuwe EN-ISO 9606-1
zo efficiënt mogelijk te
maken.
GRATIS verkrijgbaar op:
http://www.ewf.be/
technical-information/
technical-documents
EWF praktijkrichtlijn

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 25
Kwalificatie van bedieners van lasmachines
(lasoperator)
)
© Henk Bodt, 2013 50
Automatisering…?!
Foto Maurice Mol, 2008

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 26
51
De lasoperator (2)
EN ISO 14732:2013 biedt vier mogelijkheden:
• Kwalificatie op basis van:
▫ lasmethode kwalificatieproef (EN ISO 15614);
▫ pre-productieproef (EN ISO 15613);
▫ standaard lasserskwalificatieproef (EN ISO 9606-1);
▫ productie test.
• Aanvullend MOET de kennis van de
functionaliteit van de apparatuur formeel
worden getoetst!
LET OP: ook de geldigheidstermijn
is anders dan bij handlassen!!
52
Uitgaande van het feit dat gelast wordt volgens een gekwalificeerde WPS,
kent het geldigheidsgebied de volgende grenzen:
▫ Verandering van lasproces (behalve voor 13);
▫ Lassen met of zonder boog- en/of lasnaadsensor (bij automatisch
lassen);
▫ Verandering van directe visuele controle naar controle op afstand en vice
versa (bij gemechaniseerd lassen);
▫ Verandering van één laags techniek naar meerdere lagen (niet
omgekeerd);
▫ Weglaten van een automatische booglengte regeling;
▫ Weglaten van een automatisch lasnaad volgsysteem;
▫ Verandering van type lasapparatuur (incl. een robot bedieningssysteem);
▫ Toevoeging van nieuwe lasposities (bij gemechaniseerd lassen);
▫ Weglaten van backing (bij gemechaniseerd lassen);
▫ Weglaten van “consumable inserts” mee smeltende inzetstukken (bij
gemechaniseerd lassen).
De lasoperator (3)
Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 27
53
De lasoperator (4)
Theorie:
• Lastechnisch: facultatief (helaas?)!
• Functionele kennistoets: verplicht! :
▫ Begrip van lasprocedure en invloed van parameters;
▫ Overeenkomst van de lasnaadvoorbewerking met de lasmethodebeschrijving, WPS;
▫ Reinheid van de laskanten;
▫ Identificatie, oorzaken en remedie van lasfouten;
▫ Geldigheidsgebied van zijn kwalificatie;
▫ Functionaliteit lasproces:
Programmeren (wanneer relavant);
Bediening en signalering;
Parameters en correctie daarvan;
Start-stop procedures;
Bewegingsmechanismen en
Veiligheidsvoorzieningen.
54
Ook grote verschillen bij geldigheidstermijn!
Begin geldigheid op de datum van proeflassen?!
6-maandelijkse bevestiging als bij EN-ISO 9606-1.
Verlengen:
Drie methoden, vooraf aangeven welke te gebruiken!
1. Telkens na zes jaar opnieuw kwalificeren.
2. Telkens na drie jaar onderzoek twee productielassen
uit laatste periode van zes maanden: RT, UT of DO.
3. Onbeperkt geldig als:
▫ Werkzaam bij zelfde werkgever
▫ Onder een kwaliteitssysteem conform
EN-ISO 3834-2, of -3 (aantoonbaar).
▫ Lasser maakt lassen van acceptabele kwaliteit.
Dus…. verantwoordelijkheid van de werkgever!!
De lasoperator (5)
Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 28
Lascoördinatie
Super belangrijk! (EN ISO 3834-2 par. 7.3)
56
Lassen - Lascoördinator…
Q: Wat is een lascoördinator?
A: Een lascoördinator is een persoon die
verantwoordelijk is voor, en in staat is tot het
uitoefenen van coördinatie van alle
fabricageprocessen voor alle lastechnische en
daaraan verbonden werkzaamheden.
• Één of meerdere personen.
• Altijd één eindverantwoordelijk: de RWC.
• Mag in principe worden uitbesteed (met restricties).

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 29
57
Taken van de Lascoordinator (EN-ISO 14731 Annex B)
Taken Specificatie & voorbereiding
Toezicht Inspectie, controle of observatie
B.1 Beoordeling van eisen
B.2 Technische beoordeling
B.3 Uitbesteding
B.4 Laspersoneel
B.5 Uitrusting
B.6 Productieplanning
B.7 Goedkeuring van lasmethoden
B.8 Lasmethodebeschrijvingen
B.9 Werkinstructies
B.10 Lastoevoegmaterialen
B.11 Materialen
B.12 Inspectie en beproeving voor het lassen
B.13 Inspectie en beproeving tijdens het lassen
B.14 Inspectie en beproeving na het lassen
B.15 Warmtebehandeling na het lassen
B.16 Niet-overeenstemming en corrigerende maatregelen
B.17 Kalibratie en geldigverklaring van meet-, inspectie-
en beproevingsapparatuur
B.18 Identificatie en naspeurbaarheid
B.19 Kwaliteitsrapporten
• Specificatie & voorbereiding,
• Toezicht,
• Inspectie, controle of observatie.
67 x 3 = 201 zaken te benoemen!
Dat is de “Lascoordinatie matrix”!
58
• Producten van constructiestaal (5.3)
• Lastoevoegmaterialen (5.5)
Geschiktheid voor lassen
• Lijst van preventieve maatregelen bij de behandeling
en opslag van materiaal (Tabel 8)
• Thermisch snijden (6.4.3) (hardheid..…)
• Richten met de brander (vlamrichten) (6.5.3)
• Koud vervormen (6.5.4) (warmtebehandelen)
• Specifieke eisen voor het lasplan (7.2)
• Lasprocessen (7.3)
• Kwalificatie van lasprocedures en laspersoneel (7.4)
• Etc.
Aanvullende taken van de Lascoordinator – 1 (EN 1090-2)
Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 30
59
Meer van de EN 1090-2:
• Inspectie en testen onder toezicht van de (R)WC.
• Lasreparaties vereisen goedkeuring van de
Lascoordinator.
• De Lascoordinator moet aangeven wat en hoe moet
worden gekalibreerd!
• Soms zij extra lasprocedures vereist; de
Lascoordinator moet dit behandelen
• Etc.
Aanvullende taken van de Lascoordinator – 2 (EN 1090-2)
60
Lassen – De Lascoördinator: EN-ISO 14731
Criteria:
• Taken en Verantwoordelijkheden
• Kennis:
▫Algemene Kennis
▫Specifieke Kennis

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 31
61
De lascoördinator (EN ISO 14731)
2.1. Algemene kenniseisen voor de lascoördinator
• Voldoende technische kennis voor uitvoering van toegewezen taken.
• Denk aan:
▫ algemene technische kennis;
▫ specialistische technische kennis van lassen en verwante processen die
van belang is voor toegewezen taken, die kan worden verworven door combinatie van theoretische kennis, scholing en/of ervaring.
• Omvang van vereiste fabricage-ervaring, opleiding en technische kennis moet door fabrikant worden bepaald, en moet afhankelijk zijn van toegewezen taken en verantwoordelijkheden.
62
De lascoördinator (EN ISO 14731)
2.2. Specifieke kenniseisen verantwoordelijke lascoördinator (Responsible Welding Coordinator, RWC).
• Verplichte indeling voor verantwoordelijke lascoördinatoren (verwijzend naar “aanbevelingen” in bijlage A van de norm; volgende sheet):
a) personeel met uitgebreide technische kennis, waarbij volledige technische kennis is vereist volgens vorige sheet, voor de planning, de uitvoering, het toezicht en het beproeven van alle taken en verantwoordelijkheden bij lastechnische fabricage;
b) personeel met specifieke technische kennis, waarbij het niveau van technische kennis voldoende moet zijn voor de planning, de uitvoering, het toezicht en het beproeven van de taken en verantwoordelijkheden bij lastechnische fabricage binnen een geselecteerd of beperkt technisch gebied;
c) personeel met technische basiskennis, waarbij het niveau van technische kennis voldoende moet zijn voor de planning, de uitvoering, het toezicht en het beproeven van de taken en verantwoordelijkheden binnen een beperkt technisch gebied met uitsluitend eenvoudige gelaste constructies.
Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 32
63
De lascoördinator (EN ISO 14731)
Bijlage A
(informatief)
Aanbevelingen voor technische kennis over lassen
• Het International Institute of Welding (IIW) heeft aanbevelingen voor minimumeisen voor opleiding, examinering en kwalificatie van lascoördinatoren.
• Deze aanbevelingen zijn in de volgende documenten opgenomen:
▫ International Welding Engineer (IWE), document IAB-252;
▫ International Welding Technologist (IWT), document IAB-252;
▫ International Welding Specialist (IWS), document IAB-252.
• Lascoördinatoren die voldoen aan de eisen in deze documenten of die erkende nationale kwalificaties bezitten, worden geacht te voldoen aan de relevante eisen van de norm.
64
EN 1090-2 par. 7.4.3 “Lascoördinatoren” (1)
• Voor EXC2, EXC3 en EXC4: lascoördinatie tijdens
lassen door lascoördinatiepersoneel,
gekwalificeerd voor en ervaren met laswerkzaamheden
waar ze toezicht op houden, zoals gespecificeerd in
EN ISO 14731.
• Met betrekking tot de laswerkzaamheden waarop
toezicht wordt gehouden, moet het lascoördinatie-
personeel een technische kennis hebben volgens
tabellen 14 en 15 (volgende sheets).

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 33
65
EN 1090-2 par. 7.4.3 “Lascoördinatoren” (tabel 14)
Dikte (mm) EXC
Staal (Staalgroep)
Referentienorm
t≤25 a 25 < t ≤ 50
b t>50
S235 t/m S355 (1.1, 1.2, 1.4)
EN 10025-2 EN 10025-3 EN 10025-4 EN 10025-5, EN 10149-2, EN 10149-3
EN10210-1, EN 10219-1 B S C
c
EXC2
S420 t/m S700 (1.3, 2, 3)
EN 10025-3 EN 10025-4 EN 10025-6 EN 10149-2, EN 10149-3 EN10210-1, EN 10219-1
S C d C
S235 t/m S355 (1.1, 1.2, 1.4)
EN 10025-2 EN 10025-3 EN 10025-4 EN 10025-5, EN 10149-2, EN 10149-3
EN10210-1, EN 10219-1 S C C
EXC3
S420 t/m S700 (1.3, 2, 3)
EN 10025-3 EN 10025-4 EN 10025-6 EN 10149-2, EN 10149-3 EN10210-1, EN 10219-1
C C C
EXC4 Alle Alle C C C
a Kolomvoetplaten en kopplaten ≤ 50mm
b Kolomvoetplaten en kopplaten ≤ 75mm
c Voor staal tot en met S275 is niveau S voldoende
d Voor staal N, NL, M en ML is niveau S voldoende
B: (Basic) Technische basiskennis
S: (Specific) Specifieke technische kennis
C: (Comprehensive) Uitgebreide technische kennis
B
S
S
C
C
S
C/S
C
C
C
C/S
C
C
C
C
© Henk Bodt, 2013 66
Nieuwe ontwikkeling!
Europees alternatief voor de
welding coördinator voor beperkte
risicogebieden is er!
• EWF heeft een Europees
opleidingsschema
geïntroduceerd, speciaal
bedoeld voor KMO in staal-
constructiewerk.
• Niveaus B en S; EXC 2, tot en
met S355. EXC
Steels (Steel group)
Reference standards Thickness (mm)
t≤25 a 25 < t ≤ 50
b t>50
EXC2
S235 to S355 (1.1, 1.2, 1.4)
EN 10025-2 EN 10025-3 EN 10025-4 EN 10025-5, EN 10149-2, EN 10149-3
EN10210-1, EN 10219-1 B S C
c
S420 to- S700 (1.3, 2, 3)
EN 10025-3 EN 10025-4 EN 10025-6 EN 10149-2, EN 10149-3 EN10210-1, EN 10219-1
S C d C
EXC3
S235 to S355 (1.1, 1.2, 1.4)
EN 10025-2 EN 10025-3 EN 10025-4 EN 10025-5, EN 10149-2, EN 10149-3
EN10210-1, EN 10219-1 S C C
S420 to S700 (1.3, 2, 3)
EN 10025-3 EN 10025-4 EN 10025-6 EN 10149-2, EN 10149-3 EN10210-1, EN 10219-1
C C C
EXC4 All All C C C
a Column base plates and endplates ≤ 50mm
b Column base plates and endplates ≤ 75mm
c For steels up to and including S275 level S is sufficient
d For steels N, NL, M and ML level S is sufficient

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 34
© Henk Bodt, 2013 67
Hoe gaan we dit oplossen voor het MKB? (2)
Hoe lossen we de problemen van het KMO op? (2)
IWS criteria +
3 yr ervaring
IWS criteria +
6 yr ervaring
4 yr ervaring
8 yr ervaring
IWP diploma +
6 yr ervaring
68
De lascoördinator (EN ISO 14731)
• DUS: de lascoördinator op drie niveaus:
▫ Uitgebreid technisch kennis
▫ Specialistisch technisch kennis
▫ Technische basiskennis
• Soms (contract-) eis voor gecertificeerd
lascoördinator.
• Kunnen/mogen meerdere personen zijn.
• Altijd één eindverantwoordelijke, de “RWC”!

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 35
69
De lascoördinator (EN ISO 14731)
• IIW diploma (IWE, IWT, IWS) biedt grote
voordelen, maar is NIET noodzakelijk!
• EWF biedt nieuwe mogelijkheden voor het
MKB.
• Een lascoördinator kan ALLEEN
worden gecertificeerd in combinatie
met EN ISO 3834 en dus alléén in
combinatie met een bedrijf!
70
EN ISO 3834 certificeren?
• IIW heeft mondiaal systeem om bedrijven te certificeren volgens EN ISO 3834!
• Certificatie door aangewezen nationale “ANBCC’s” (NIL) (“Authorized National Bodies for Company Certification”)
• Deze certificatie kan worden erkend en overgenomen door een NoBo die de overeenstemming met de EN 1090-1 onderzoekt.

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 36
71
Professional Interview
Ten aanzien van het “Professional Interview”:
• Heeft de RWC voldoende kennis van de lasbewerkingen die hij/zij beheerst (zie EN-ISO 14731)?
• Vervult de RWC de rol die hem wordt toebedeeld inclusief de bijbehorende verantwoordelijkheden (See EN-ISO 14731, Annex B.) ?
• Heeft de RWC voldoende kennis van de relevante normen en specificaties (zie EN 1090-2, clause 7.4.3 en EN-ISO 14731, Annex B)?
• Heeft de RWC de mogelijkheid om defecten te ontdekken en te kwalificeren en instructies te geven om ze te repareren en in de toekomst te voorkomen?
• Heeft de RWC relevante technische kennis zoals gespecificeerd voor de IIW kwalificaties?
• Enz….
Een technische rondgang door het bedrijf is een “must”!
De beoordeling van de lascoordinator moet iedere lascoordinator betreffen volgens de “Lascoordinatie Matrix”!
72
Programma!
Stand van zaken EN 1090 CPR
FPC
Bottle necks o.a.
Snijden en boren
Richten
Hechten
Uitvoeringsklassen
Laspersoneel EN-ISO 9606-1 Lasserskwalificatie
EN-ISO 14732 Operateur kwalificatie
EN-ISO 14731 Lascoordinatie
• Lasmethodekwalificatie, nieuwe norm!
• Discussie….
LDR ‘Normen en Waarden’… 2013

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 37
LMK
De lasmethodekwalificatie (EN ISO 3834-2 par. 10.2 & 10.3)
74
Een nieuwe EN-ISO 15614-1 Nú ter commentaar!
Lasmethodekwalificatie
• Twee niveaus: Niveau 1 “Level 1” en Niveau 2 “Level 2”
▫ Niveau 1 is gebaseerd op ASME code Sectie IX
▫ Niveau 2 is gebaseerd op de huidige
EN-ISO 15614-1
• Toepassingsnorm (Code) of contract geeft niveau aan,
anders altijd Niveau 2!
• Niveau 2 kwalificeert automatisch ook niveau 1!
• Past een standaard proefstuk niet…dan EN-ISO 15613!
• Bedoeld voor lassen, reparatielassen en oplassen.
• Acceptatie criteria: verschillend per Niveau!
EN-ISO 15614-1 nieuw in 2014 (1)

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 38
75
Niveau 1: uit te voeren tests:
• For level 1: Type and the extent of testing shall be in accordance
with the requirements of Tables 1.
EN-ISO 15614-1 nieuw in 2014 (2)
Test piece
Type of test
Extent of testing
Footnote
Butt joint with full
penetration - Figure 1
and Figure 2
Visual
Transverse tensile test
Transverse bend test
100 %
2 specimens
4 specimens
a
T- joint with full
penetration - Figure 3 Visual
Macroscopic examination
100 %
2 specimens
b
Fillet welds - Figure 3 Visual
Macroscopic examination
100 %
2 specimens
b
a For bend tests, see 7.4.2.
b Where mechanical properties are relevant to the application it shall be tested accordingly. If an additional test piece
is needed, the dimensions should be sufficient enough to allow testing of the mechanical properties. For this
additional test piece only the welding parameters range, parent material group, filler metal and heat treatment shall be
the same.
76
Een toepassingsnorm kan aanvullende testen
voorschrijven voor Niveau 1, zoals:
▫ longitudinal weld tensile test;
▫ all weld metal bend test;
▫ corrosion tests;
▫ chemical analysis;
▫ microscopic examination;
▫ delta ferrite examination;
▫ cruciform test.
EN-ISO 15614-1 nieuw in 2014 (2)

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 39
77
Niveau 2: uit te voeren tests:
• For level 2: Examination and testing of the test pieces.
EN-ISO 15614-1 nieuw in 2014 (2)
Test piece
Type of test
Extent of testing
Footnote
Butt joint with full
penetration - Figure 1 and
Figure 2
Visual Radiographic or
ultrasonic Surface crack
detection Transverse tensile
test Transverse bend test
Impact test
Hardness test
Macroscopic examination
100 %
100 %
100 %
2 specimens
4 specimens
2 sets
required
1 specimen
- a b
- c d e
-
T- joint with full penetration -
Figure 3
Branch connection with full
penetration -
Figure 4
Visual
Surface crack detection
Ultrasonic or radiographic
Hardness test Macroscopic
examination
100 %
100 %
100 %
required
2 specimens
f
b and f a, f
and g e and
f
f
Fillet welds - Figure 3 and
Figure 4
Visual
Surface crack detection
Hardness test Macroscopic
examination
100 %
100 %
required
2 specimens
f
b and f e
and f
f
78
Een toepassingsnorm kan aanvullende testen
voorschrijven, ook voor Niveau 2, zoals:
▫ longitudinal weld tensile test;
▫ all weld metal bend test;
▫ corrosion tests;
▫ chemical analysis;
▫ microscopic examination;
▫ delta ferrite examination;
▫ cruciform test;
▫ hardness test;
▫ impact test;
▫ NDT.
EN-ISO 15614-1 nieuw in 2014 (2)
Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 40
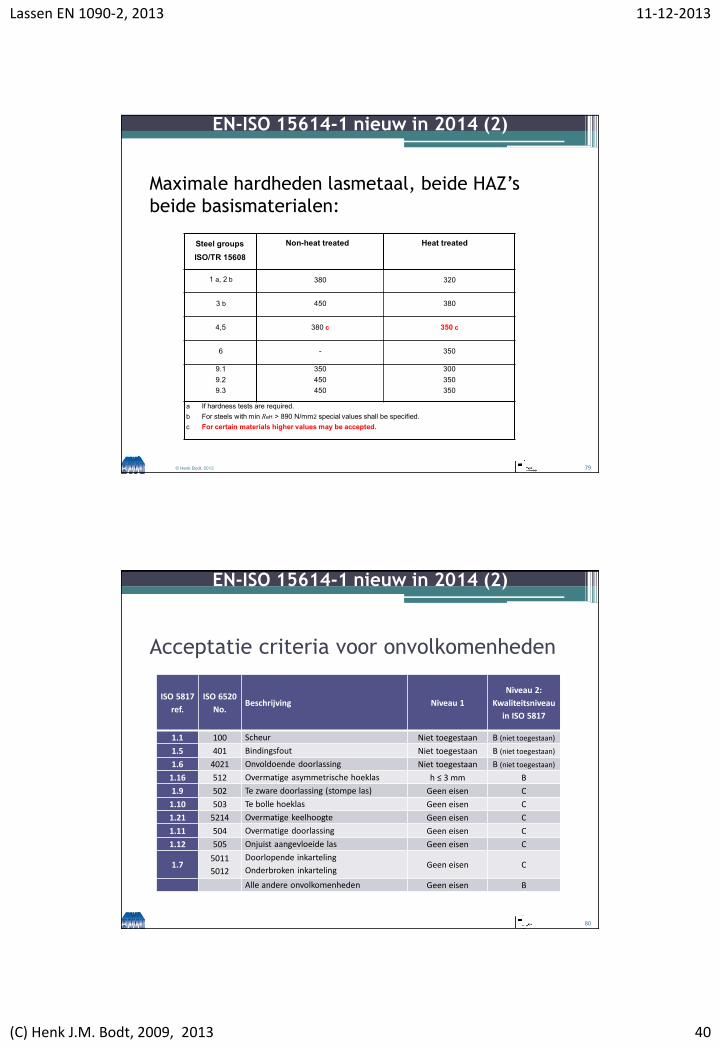
© Henk Bodt, 2013 79
Maximale hardheden lasmetaal, beide HAZ’s
beide basismaterialen:
EN-ISO 15614-1 nieuw in 2014 (2)
Steel groups
ISO/TR 15608
Non-heat treated
Heat treated
1 a, 2 b
380
320
3 b
450
380
4,5
380 c
350 c
6
-
350
9.1
9.2
9.3
350
450
450
300
350
350
a If hardness tests are required.
b For steels with min ReH > 890 N/mm2 special values shall be specified.
c For certain materials higher values may be accepted.
80
Acceptatie criteria voor onvolkomenheden
ISO 5817
ref.
ISO 6520
No. Beschrijving Niveau 1
Niveau 2:
Kwaliteitsniveau
in ISO 5817
1.1 100 Scheur Niet toegestaan B (niet toegestaan)
1.5 401 Bindingsfout Niet toegestaan B (niet toegestaan)
1.6 4021 Onvoldoende doorlassing Niet toegestaan B (niet toegestaan)
1.16 512 Overmatige asymmetrische hoeklas h ≤ 3 mm B
1.9 502 Te zware doorlassing (stompe las) Geen eisen C
1.10 503 Te bolle hoeklas Geen eisen C
1.21 5214 Overmatige keelhoogte Geen eisen C
1.11 504 Overmatige doorlassing Geen eisen C
1.12 505 Onjuist aangevloeide las Geen eisen C
1.7 5011
5012
Doorlopende inkarteling
Onderbroken inkarteling Geen eisen C
Alle andere onvolkomenheden Geen eisen B
EN-ISO 15614-1 nieuw in 2014 (2)
Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 41
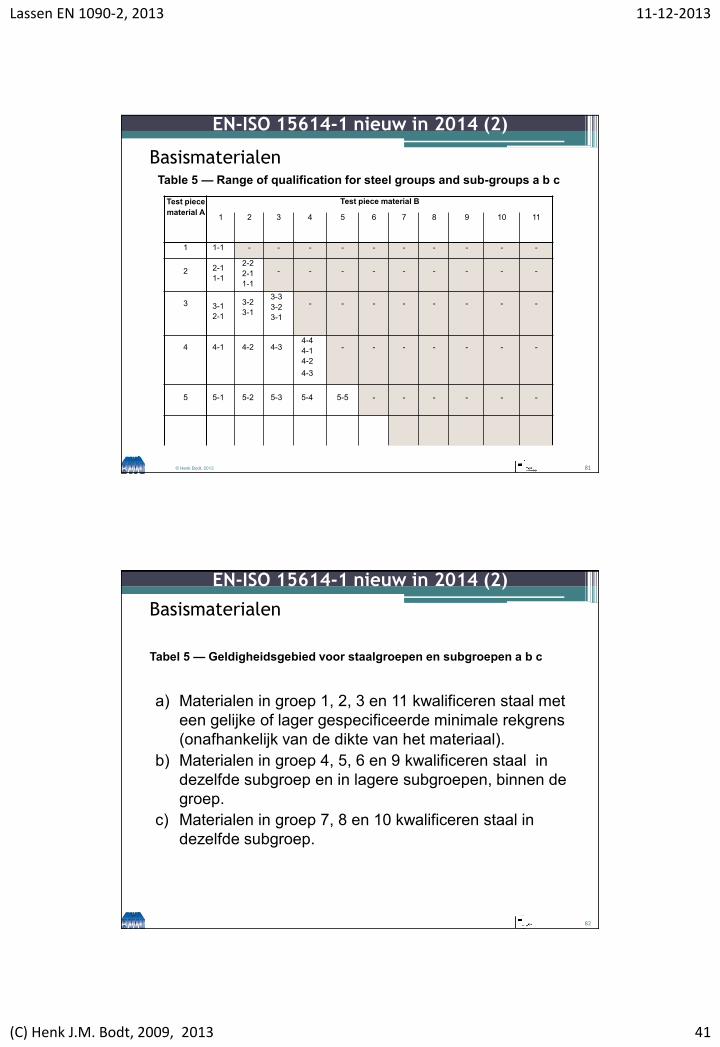
© Henk Bodt, 2013 81
Basismaterialen
EN-ISO 15614-1 nieuw in 2014 (2)
Test piece
material A
Test piece material B
1 2 3 4 5 6 7 8 9 10 11
1 1-1 - - - - - - - - - -
2
2-1
1-1
2-2
2-1
1-1
-
-
-
-
-
-
-
-
-
3
3-1
2-1
3-2
3-1
3-3
3-2
3-1
-
-
-
-
-
-
-
-
4
4-1
4-2
4-3
4-4
4-1
4-2
4-3
-
-
-
-
-
-
-
5
5-1
5-2
5-3
5-4
5-5
-
-
-
-
-
-
Table 5 — Range of qualification for steel groups and sub-groups a b c
82
Basismaterialen
a) Materialen in groep 1, 2, 3 en 11 kwalificeren staal met
een gelijke of lager gespecificeerde minimale rekgrens
(onafhankelijk van de dikte van het materiaal).
b) Materialen in groep 4, 5, 6 en 9 kwalificeren staal in
dezelfde subgroep en in lagere subgroepen, binnen de
groep.
c) Materialen in groep 7, 8 en 10 kwalificeren staal in
dezelfde subgroep.
EN-ISO 15614-1 nieuw in 2014 (2)
Tabel 5 — Geldigheidsgebied voor staalgroepen en subgroepen a b c
Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 42
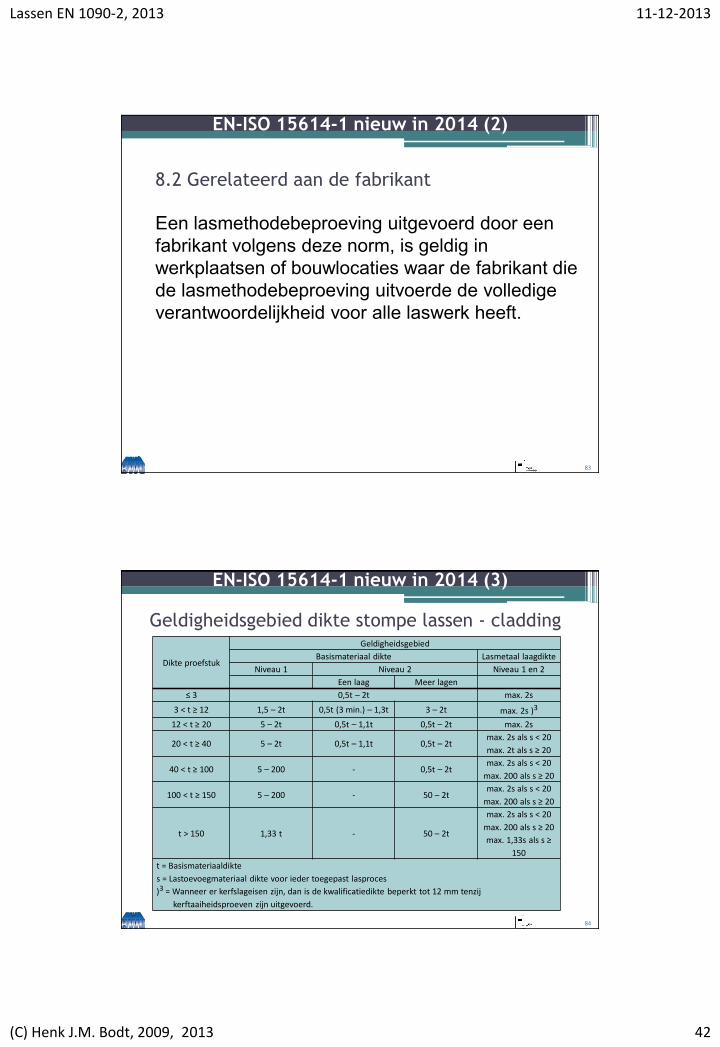
83
8.2 Gerelateerd aan de fabrikant
Een lasmethodebeproeving uitgevoerd door een
fabrikant volgens deze norm, is geldig in
werkplaatsen of bouwlocaties waar de fabrikant die
de lasmethodebeproeving uitvoerde de volledige
verantwoordelijkheid voor alle laswerk heeft.
EN-ISO 15614-1 nieuw in 2014 (2)
84
Geldigheidsgebied dikte stompe lassen - cladding
Dikte proefstuk
Geldigheidsgebied
Basismateriaal dikte Lasmetaal laagdikte
Niveau 1 Niveau 2 Niveau 1 en 2
Een laag Meer lagen
≤ 3 0,5t – 2t max. 2s
3 < t ≥ 12 1,5 – 2t 0,5t (3 min.) – 1,3t 3 – 2t max. 2s )3 12 < t ≥ 20 5 – 2t 0,5t – 1,1t 0,5t – 2t max. 2s
20 < t ≥ 40 5 – 2t 0,5t – 1,1t 0,5t – 2t max. 2s als s < 20
max. 2t als s ≥ 20
40 < t ≥ 100 5 – 200 - 0,5t – 2t max. 2s als s < 20
max. 200 als s ≥ 20
100 < t ≥ 150 5 – 200 - 50 – 2t max. 2s als s < 20
max. 200 als s ≥ 20
t > 150 1,33 t - 50 – 2t
max. 2s als s < 20
max. 200 als s ≥ 20
max. 1,33s als s ≥
150
t = Basismateriaaldikte
s = Lastoevoegmateriaal dikte voor ieder toegepast lasproces
)3 = Wanneer er kerfslageisen zijn, dan is de kwalificatiedikte beperkt tot 12 mm tenzij
kerftaaiheidsproeven zijn uitgevoerd.
EN-ISO 15614-1 nieuw in 2014 (3)

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 43
85
Geldigheidsgebied dikte stompe lassen - cladding
Dikte proefstuk Geldigheidsgebied
t > 150 1,33 t - 50 – 2t
max. 2s als s < 20
max. 200 als s ≥ 20
max. 1,33s als s ≥
150
t = Basismateriaaldikte
s = Lastoevoegmateriaal dikte voor ieder toegepast lasproces
)3 = Wanneer er kerfslageisen zijn, dan is de kwalificatiedikte beperkt tot 12 mm tenzij
kerftaaiheidsproeven zijn uitgevoerd.
Voor niveau 1: Voor de processen 114, 12 en 13 waarbij ieder snoer dikker is dan 13 mm, is de maximale
basismateriaaldikte 1,1t. Wanneer taaiheidsproeven vereist worden, voor proefstukken van 16 mm en
dikker, is de minimale gekwalificeerde dikte 16 mm. Voor proefstukken dunner dan 16 mm, is de
minimale gekwalificeerde dikte die van het proefstuk.
Voor proefstukdikten kleiner dan 6 mm, is de minimale gekwalificeerde dikte 0,5 maal de dikte van het
proefstuk.
EN-ISO 15614-1 nieuw in 2014 (3)
86
Geldigheidsgebied hoeklassen
Level 1: een hoeklas kwalificeert voor alle
hoeklassen in alle dikten
Level 2: zie onderstaande tabel.
EN-ISO 15614-1 nieuw in 2014 (3)
Thickness of test
piece t
Range of qualification
Material thickness
Throat thickness
Single run Multi-run
t ≤ 3 mm 0,7 t to 2 t 0,75 a to 1,5 a No restriction
3 mm < t < 38 mm 3 mm to 2 t 0,75 a to 1,5 a No restriction
t ≥ 38 mm ≥ 5 mm 0,75 a to 1,5 a No restriction
Note 1: The a is the throat thickness as specified in pWPS for the test piece.
Note 2: Where a fillet weld is qualified by means of a butt weld test, the throat thickness range shall be based on the thickness of the deposited weld metal.

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 44
87
Lastoevoegmateriaal: F-nummers!
EN-ISO 15614-1 nieuw in 2014 (4)
88
Neergesmolten lasmetaal; A-nummers!
A-Nr. Type lasmetaal
1 Ongelegeerd staal
2 C-Mo staal
3 Staal met 0,4 – 2% Cr en Mo
4 Staal met 2 – 4 % Cr en Mo
5 Staal met 4 – 10,5 % Cr en Mo
6 Martensitisch chroomstaal
7 Ferritisch chroomstaal
8 Chroom-nikkel staal (max. 0,15 C; 14,50 – 30 Cr; max. 4 Mo; 7,5 – 15 Ni)
9 Chroom-nikkel staal (max. 0,30 C; 19 – 30 Cr; max. 6 Mo; 15 – 37 Ni)
10 Staal met tot 4% Ni
11 Mn-Mo staal
12 Ni-Cr-Mo staal
EN-ISO 15614-1 nieuw in 2014 (5)
Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 45
89
Bijzondere overige variabelen
verschillen per niveau!:
• Mechanisatiegraad
• “Optellen en aftrekken” van geldigheid
• Laspositie
• Type joint
• Lastoevoegmateriaal
• Voorwarm/interpass
11 december 2013
90
Geldigheidsgebieden
EN-ISO 15614-1 nieuw in 2014 (6)
• Level 1: herkwalificatie vereist bij:
▫ Verandering van F-nummer, of
▫ Verandering van A-nummer, of
▫ Verandering van fabrikant of handelsnaam wanneer
geen F- of A- nummers voorhanden.
• Level 2:
▫ Kwalificatie blijft geldig voor toevoegmaterialen met
gelijke mechanische eigenschappen, zelfde
bekledingstype (of kerndraadvulling), zelfde nominale
chemische samenstelling en zelfde of lager
waterstofgehalte.
½
Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 46
91
Warmte inbreng (HI)
• hoogste HI wordt begrensd door:
▫ De maximale HI die werd gebruikt bij het lassen van het proefstuk; of
▫ Een gemiddelde waarde van de HI die werd gebruikt tijdens het lassen
van het proefstuk, vermeerderd met 25%,
• laagste HI wordt begrensd door:
▫ De minimale HI toegepast bij het lassen van het proefstuk; of
▫ Een gemiddelde waarde van de HI toegepast bij het lassen van het
proefstuk, verminderd met 25%.
• De HI moet worden bepaald voor z.g. “typische” lasgebieden:
grondlagen, vullagen en sluitlagen afzonderlijk!
• Geen thermisch rendement (de “k-factor”) meer (zit in lasproces).
• Ook alternatieve methoden voor bepalen van de HI: “energie per
laslengte” en “vermogen per laslengte”.
EN-ISO 15614-1 nieuw in 2014 (7)
92
Overige geldigheidsgebieden
• Lasprocessen
• Lasposities
• Type lasnaad
• Lastoevoegmateriaal (maat, type en fabrikant)
• Type stroomsoort
• Voorwarmtemperatuur
• Tussenlagentemperatuur
• Nawarmen
• Warmtebehandeling na het lassen
• Initiële warmtebehandeling
• Procesafhankelijke variabelen:
▫ OP-lassen (12)
▫ MIG/MAG lassen (13)
▫ TIG lassen (14)
▫ Plasma lassen (15)
▫ Autogeen lassen (311)
Hierover later meer….
EN-ISO 15614-1 nieuw in 2014 (8)

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 47
93
Resumé nieuwe EN-ISO 15614-1
Allereerst wordt het een “EN-ISO” en dus verplicht!
Tekst in norm is essentieel:
“Alle nieuwe lasmethodekwalificatie proeven moeten
worden uitgevoerd in overeenstemming met deze norm
vanaf de datum van uitgifte.
Echter deze Internationale Norm maakt eerder
uitgevoerde lasprocedure proeven volgens eerdere
nationale normen of specificaties of eerdere versies van
deze norm, niet ongeldig.”
Commentaar tot 5 februari 2014
EN-ISO 15614-1 nieuw in 2014 (9)
© Henk Bodt, 2013 94
www.svets.se/overview

Lassen EN 1090-2, 2013 11-12-2013
(C) Henk J.M. Bodt, 2009, 2013 48
95
Contactgegevens
Voor nadere informatie:
• Bodt Welding Consultancy
www.bodtwelding.nl
96
Programma!
Stand van zaken EN 1090 CPR
FPC
Bottle necks o.a.
Snijden en boren
Richten
Hechten
Uitvoeringsklassen
Laspersoneel EN-ISO 9606-1 Lasserskwalificatie
EN-ISO 14732 Operateur kwalificatie
EN-ISO 14731 Lascoordinatie
Lasmethodekwalificatie, nieuwe norm!
• Discussie….
LDR ‘Normen en Waarden’… 2013
Top Related