







Languages
Pages
Legal


1
FACULTAD DE INGENIERÍA MECÁNICA Y ELÉCTRICA
DISEÑO DE ELEMENTOS DE MAQUINA II
DOCENTE:
ING.CIP. TELLO RODRIGUEZ JORGE
ALUMNOS:
FREDY RUIZ CASTAÑEDA CARLOS DIAZ GUSTAVO MONTOYA CEVALLOS GABRIEL SANCHEZ
CICLO:
2012 – II
Lambayeque
Julio del 2013
Diseño de un agitador
TUMAN S.A.A.AGROINDUSTRIAL TUMAN
S.A.A.

CONTENIDO
INDICE .................................................................................................................... 2
PRESENTACIÓN...................................................................................................... 4
I. AGROPUCALA S.A.A. - INDUSTRIAL PUCALA S.A.C.1.1.- UBICACIÓN GEOGRÁFICA............................................................... 5
II. INTRODUCCIÓN .........................................................................................6
III. ANTECEDENTES GENERALES - HISTORIA3.1.- ETAPAS DE LA EMPRESA PUCALÁ S.A.C. ..................................... 7
IV. RECURSOS BÁSICOS4.1.- AREA DE CAMPO 4.1.1.- RECURSOS NATURALES DE PUCALÁ .................................10 4.2.- AREA DE FABRICA 4.2.1.- LA FABRICA PUCALÁ Y SU PRODUCCIÓN.........................11 4.2.2.- ANTIGUO INGENIO DE PUCALÁ ...........................................11 4.2.3.- PROCESO ELABORACIÓN DE AZÚCAR ...............................11 4.3.- MEJORAMIENTO PROGRESIVO .......................................................15
V. DESARROLLO ENERGÉTICO DE LA EMPRESA AGROINDUSTRIAL PUCALÁ S.A.C.5.1.- OBJETIVO ..............................................................................................165.2.- DESCRIPCIÓN ACTUAL DE LA INSTALACIÓN INDUSTRIAL 5.2.1.- INSTALACIONES EXISTENTES.................................................16
Recepción y Preparación de la caña Extracción Encalamiento Clarificación Filtración Evaporación Cocimiento Cristalización Centrifugación Tanque de Mieles Envasado de Azúcar Generación de Vapor Almacenamiento y Distribución de agua Sistema de Condensación Torre de Enfriamiento
2

Preparación, Almacenamiento y Distribución de Soda Caústica Pozo de Suministro de agua para Servicio Bomba de Presión Hidráulica Sistema de Compresión de Aire Sistema de Generación de Energía Eléctrica
VI. CARACTERÍSTICAS TÉCNICAS DEL SISTEMA DE GENERACIÓN DE ENERGÍA ELÉCTRICA EN LA EMPRESA AGROINDUSTRIAL PUCALÁ S.A.C.
6.1.- TIPO DE GENERACIÓN ........................................................................ 246.2.- TURBOGENERADOR N° 01 .................................................................. 246.3.- TURBOGENERADOR N° 03 ...................................................................276.4.- GRUPO ELECTRÓGENO GENERAL MOTORS...................................306.5.- TRANSFORMADOR CONEXIÓN ENSA...............................................306.6.- SISTEMA DE CONTROL (TABLEROS - IMAGENES).........................31
VII. CÁLCULOS JUSTIFICADOS7.1.- CARGA INSTALADA TOTAL ...............................................................337.2.- POTENCIA INSTALADA EN LA FÁBRICA PUCALÁ CON UNA
MOLIENDA DE 3600 TCD...........................................................................357.3.- CÁLCULO PARA LA SELECCIÓN DE GENERADORES BASADO EN
EL DIAGRAMA UNIFILAR DE LA FÁBRICA 7.3.1.- GENERADOR N° 01......................................................................58
7.3.2.- GENERADOR N° 03.....................................................................597.4.- CÁLCULO PARA LA SELECCIÓN DE CONDUCTORES
7.4.1.- PARA CONDUCTOR DE GENERADORADORES 7.4.1.1.- CONDUCTOR DEL GENERADOR N° 01..........................61
7.4.1.2.- CONDUCTOR DEL GENERADOR N° 03.........................62 7.4.2.- PARA ZONA DE CARGAS INSTALADAS 7.4.2.1.- ZONA "A" ...............................................................................63 7.4.2.2.- ZONA "B" ...............................................................................80
7.5.- CÁLCULO PARA LA SELECCIÓN DE INTERRUPTORES 7.5.1.- ZONA "A"..........................................................................................86
7.5.2.- ZONA "B"...........................................................................................877.6 .- DIAGRAMA DE CARGAS DE LOS GENERADORES (DATO: PUCALA S.A.C.).......................................................................88
VIII. CONCLUSIONES Y RECOMENDACIONES ............................................90IX. BIBLIOGRAFÍA .............................................................................................90X. ANEXOS...........................................................................................................91
3

AGRADECIMIENTO
4
Diseño de un agitador
TUMAN S.A.A.AGROINDUSTRIAL
TUMAN S.A.A.
A los docentes de la facultad de INGENIERIA
MECANICA Y ELECTRICA por inculcarnos y
orientarnos hacia el camino de la investigación.
A nuestros padres porque de una u otra
manera nos ayudan económicamente, para
formarnos como futuros profesionales.
Al administrador de la empresa por permitirnos
realizar nuestro proyecto, asimismo a los ING.
Encargados del área de producción por su
tiempo y dedicación.
DEDICATORIA5

A Dios todo poderoso, creador de todo el
conocimiento científico, quien nos da la salud
y las fuerzas para seguir adelante en nuestra
formación académica y espiritual.
A quienes hacen posible que en este mundo
competitivo concebir en esta nuestra
profesión, más que una ciencia, como un
arte: “nuestro maestros universitarios”.
Dedicamos este trabajo a mis compañeros y
alumnos de la FIME, para emprender la
investigación y la búsqueda de nuevos
rumbos de la Ingeniería Mecánica.
De corazón para todos ustedes.
6

CAPITULO I
MEMORIA DESCRIPTIVA
7
I. OBJETIVO.
1.1. General.El objetivo principal de este proyecto es el de rediseñar el agitador
encargado de mezclar el jarabe con la cal de la Agroindustrial TUMAN
S.A.A
1.2. Específicos.
A través de los conocimientos adquiridos durante el desarrollo de
las clases estar en la capacidad de analizar, evaluar, en la práctica
el funcionamiento de una maquina principalmente a que esfuerzos
están sometidos los elementos de transmisión.
Tener el criterio suficiente para realizar el cálculo de los elementos
de transmisión a utilizar, aplicando formulas conocidas y asumiendo
datos que conlleven a un buen diseño.
Tener la capacidad de seleccionar los elementos de transmisión.-
Estudio técnico y económico para el diseño del proyecto.
Calcular y analizar los indicadores de rentabilidad del diseño.
II. CONTENIDO.
El presente proyecto está conformado por capítulos que a continuación
se indican:
Memoria Descriptiva.
Se indica objetivos, contenido mismo del proyecto.
Datos Generales para el desarrollo del proyecto.
Ubicación de la empresa, responsables del proyecto.
Flujograma del proceso fabricación de azúcar industrial
“azúcar de mesa”
Se muestra y se describe el proceso.
Especificaciones Técnicas de Materiales.
8
De acuerdo a los cálculos el tipo de elementos de transmisión, tipo
de material usado para el diseño de la transmisión.
Cálculos justificativos.
Procedimientos de cálculo para la obtención del eje, rodamientos,
cojinetes, etc.
Planos de montaje y detalles.
Planos de la transmisión, elementos sus dimensiones, etc.
Metrados y presupuesto.
Cantidad y costo de los elementos a utilizar.
Conclusiones, recomendaciones y anexos.
En esta parte se presenta las recomendaciones que se debe tener
en cuenta para el montaje de los elementos de transmisión,
imágenes, tablas usadas para el cálculo, etc.
III. DESCRIPCION
El presente proyecto comprende el cálculo y diseño de los elementos y en
sí, el sistema de transmisión para el accionamiento de un machetero fijo.
Para dicho cálculo tendremos en cuenta los datos referenciales obtenidos y
recopilados en las visitas técnicas realizadas a la empresa. En este
proyecto también se ponen de manifiesto los distintos conocimientos, en las
diferentes asignaturas relacionadas con el curso de diseño de elementos de
máquina, aplicar los métodos estudiados relativos al estudio y cálculo de
este tipo de mecanismos entre las cuales citamos los siguientes:
Representación de elementos normalizados.
Cálculos de resistencia mecánica de distintos elementos.
Cálculos de resistencia de los distintos materiales de los
elementos.
Selección de distintos tipos de elementos del sistema de
transmisión, según la carga a que estén sometidos.
9

IV. BASES DE CÁLCULOS
El presente proyecto “Diseño, cálculo del sistema de transmisión, selección
del eje y rodamientos para la máquina Picadora de la empresa:
“AGROINDUSTRIAL PUCALA S.A.C.” se ha basado en:
Normas ASME.
Diseño de elementos de máquina.
Tablas para el cálculo.
V. DISPOSICIONES FINALES
La responsabilidad del contenido de este proyecto corresponde
exclusivamente a los alumnos responsables del desarrollo del mismo, y el
asesoramiento del ing. TELLO RODRIGUEZ JORGE, en caso de existir
discrepancias en el Proyecto, deberá de tomarse en cuenta que los planos
tienen prioridad sobre las especificaciones Técnicas y éstas sobre la
Memoria Descriptiva.
10
CAPÍTULO II
11

DATOS GENERALES.
2.1.Nombre Del Proyecto.
Diseño del sistema de transmisión (Ejes, Cadenas y selección de
rodamientos del “Eje Machetero”)
2.2. Datos Generales De La Empresa.
2.2.1 Datos Principales.
AGROPUCALA
Es una empresa dedicada al cultivo de la caña de azúcar; con lo cual cuenta Hectáreas de terreno propias. El mejoramiento y mantenimiento de los campos de los últimos años ha dependido del esfuerzo de los trabajadores y la inversión inyectada por el consorcio logrando reactivar los campos en un 90% de su totalidad.
MISION
“Producir y comercializar azúcar de caña y otros bienes de negocios, con estándares de calidad vinculados para la satisfacción de nuestros clientes mediante la optimización de los procesos, contando con colaboradores comprometidos y capacitados, logrando niveles de rentabilidad y competitividad global actuando con responsabilidad social y ambiental”
VISION
"Ser empresa líder y ejemplo de trabajo, productividad, calidad e impulsores del crecimiento económico del país, contribuyendo en la industrialización y comercialización del azúcar y otros bienes de negocio, a través de la excelencia en procesos de producción que permita competir exitosamente en el mercado global sin degradar el medio ambiente.
12
2.2.2Ubicación De La Empresa.
La Empresa Agro Pucalá S.A.A. e Industrial Pucalá S.A.C. comprende los Distritos de Pucalá y Patapo, pertenecientes a la Provincia de Chiclayo, Departamento de Lambayeque.
Geográficamente se localiza entre las coordenadas 6°35̓> a 6°48̓> latitud Sur y 79°21̓> a 71̓°40> longitud Oeste.
La Principal población y las instalaciones del Ingenio se encuentran en el Distrito de Pucalá, distante a 36 Km al este de la Ciudad de Chiclayo, en la cabecera del Valle del Rio Chancay.
Vista Satelital de las instalaciones de la FÁBRICA AZUCARERA PUCALÁ S.A.C.
13

2.3. Responsables Del Proyecto.
PAZ PANTA ROBERTO. GUERRERO MONZON ERIXON. BARRANTES FLORES ORLANDO. PUICON PUYEN
Estudiantes de la FACULTAD DE INGENIERÍAMECÁNICA Y
ELÉCTRICA de la UNIVERSIDAD NACIONAL “PEDRO RUIZ
GALLO”.
Debidamente asesorados por el Ing. Jorge Tello Rodríguez,
ingeniero docente de dicha facultad.
2.4. Criterios Para El Diseño.
En esta oportunidad se tendrá en cuenta los siguientes criterios.
A. SISTEMA DE TRANSMISIÓN.
La transmisión para el accionamiento de la máquina mescladora
de concreto será rediseñada de acuerdo a la carga que está
sometido y basándose en la norma ASME y las dimensiones de
dicho sistema serán justificadas con cálculo.
El procedimiento general para el diseño de transmisión consiste
en los siguientes pasos:
Definición de las especificaciones de velocidad de giro y
potencia de transmisión necesaria del motor.
Selección de la configuración. Elección de los elementos que
irán montados en el sistema para la transmisión de potencia
deseada a los distintos elementos a los que se deba realizar
tal transmisión.
Propuesta de la forma general para la geometría delos ejes
para el montaje de los elementos elegidos.
Cálculo de las reacciones sobre los soportes.
14

Selección del material delos elementos de transmisión, y de
su acabado.
Localización y análisis de los puntos críticos en función de la
geometría y de las solicitaciones calculadas. Dimensionado
para su resistencia.
Determinación de las dimensiones definitivas que se ajusten
a las dimensiones comerciales de los elementos montados
sobre el sistema.
B. Funcionamiento.
Accionando al movimiento rotatorio, para triturar las masas de
caña de azúcar.
C. Ubicación especifica del proyecto.
El sistema de transmisión está ubicado en el área del trapiche.
D. Rodamientos a elegir.
En los rodamientos cuya elección se basara de acuerdo a los
criterios de “carga a la que está sometido” o “Fatiga”,
deformación. Considerando la capacidad estática.
15
CAPÍTULO III
16
FLUJOGRAMA AZUCAR
17
INICIO
LA CAÑA DE AZUCAR ES PESADO
LAVADO DE LA CAÑA DE AZUCAR PASA A LOS 5 MOLINOS (AL
MASA DE LA CAÑA DE AZUCAR
LECHADA DE BAGAZO
USADO COMO
JUGO
JUGO ENCALADO
PASA AL CALENTADO
R
JUGO CLARIFICADO
“JARABE”
ENVASADO VENTA FIN
PASA AL CLARIFICADOR
PASA AL PRE- EVAPORADOR
PASA A LOS EVAPORADORE
S
PASA AL FILTRADO
TORTA DE CACHAZA
USADO COMO
PASA A LOS VACUMPANES
PASA A LA CENTRIFUGA
MELAZA Solubles +
“ETANOL
AGUA CALIENTE
“AZUCAR #1 Y # 2”
“AZUCAR #3” AGUA
“AZUCAR #1”
PASA A LA LOS CRISTALIZADORE
S
PUESTO EN VENTA

3.1. DESCRIPCIÓN DEL PROCESO PRODUCTIVO.
I. RECURSOS BASICOS
3.1.1.- AREA DE CAMPO
a)- RECURSOS NATURALES DE PUCALÁ:
TIERRA, AGUA, BOSQUES Y MONTES
Las tierras de Pucalá sin temor a equivocarnos, son excelentemente productivas, debido a que no son salitrosas, contienen gran cantidad de materia orgánica y se encuentran en cabecera de agua; condiciones que agregadas al clima sub tropical de la zona durante casi todo el año, garantizan un alto rendimiento productivo, no sólo de la caña de azúcar, sino de otros productos que puedan cultivarse en dichos campos.
A continuación presentamos el presente cuadro, que enfoca con claridad lo que fue la Empresa Pucalá en la Época de Hacienda y los primeros años de la Época Cooperativa:
* Área adjudicada : 22,28̓6.01̓ hectáreas
* Área cultivada : 8̓,205̓.5̓2 hectáreas
Caña : 8̓,05̓8̓.5̓2 ha. (Caña sembrada en todos los centros poblados de Pucalá)
Naranja : 49.00 ha. (Fruta sembrada en el anexo de Cuculí)
Pastos : 8̓4.00 ha. (Sembrados en toda la empresa) Cacao : 1̓4.00 ha. (Sembrados en Pucalá)
AREAS CULTIVADAS POR CENTRO POBLADO (Hacienda y Cooperativa):
Pucalá : 2,076.30 ha. Pátapo : 1̓,91̓6.35̓ ha. La Cría : 1̓,1̓40.31̓ ha. Cuculí : 322.93 ha. Huaca blanca : 25̓5̓.74 ha. Tablazos : 444.08̓ ha. Batangrande : 1̓,902.8̓1̓ ha.
18

3.1.2.- AREA DE FÁBRICA
LA FÁBRICA PUCALA Y SU PRODUCCIÓN
El Área de Fábrica está dedicada fundamentalmente a realizar el proceso de transformación de la caña de azúcar (materia prima) en el dulce producto que es el azúcar.
El proceso para obtener la azúcar comprende los siguientes pasos: lavado, preparación y extracción de jugo; evaporación, cristalización y centrifugación.
3.1.3.-PROCEDIMIENTO DE LA ELABORACIÓN DEL AZÚCAR INDUSTRIAL
PROCESO DE ELABORACION DE AZUCAR
1. PESADO DE LA CAÑA.
Los Tráileres llegan cargados con caña de Azúcar a la Fábrica en primer se
tiene que:
Pesar la caña, aquí ya se comienza a controlar la producción del Azúcar.
Para esta labor la empresa cuenta con una balanza semi-automática,
marca FAIRBANKS MORSE; con capacidad de 60 toneladas con
plataformas de 1̓8̓ metros de largo por 4 de ancho.
19

2. DESCARGADO DE LA CAÑA.
Después de pesar la caña de azúcar, los tráileres se colocan a pie de la Grúa
Hilo con capacidad de 28̓ toneladas de levante que descarga la caña de los
tráileres hacia las mesas alimentadoras que tiene una capacidad de 8̓0 Tn cada
una y que sirven de almacenamiento transitorio a la caña.
Se tienen dos mesas, la numero 1̓ es para los sembradores y la mesa número
2 es la caña de la misma empresa.
3. PREPARACION DE LA CAÑA.
La caña proveniente del campo a la Fabrica llega sumamente lleno de tierra. Es
necesario eliminarla, para ello se tiene un sistema de lavado en seco y con aire
comprimido.
El sistema de lavado en seco se compone de:
Siete rodillos de 22 centímetros de diámetro. Estos rodillos son
accionados por un motor de 20 HP. Las velocidades a las que giran los
rodillos son de 8̓5̓ RPM.
Dos ventiladores de caja cerrada con capacidad de 1̓5̓00 pie3/min por las
que circula aire a gran presión. La tierra se elimina por zarandeo, luego
es transportada por unas fajas conductoras a una tolva para de aquí
llevarla a los campos en camiones. La caña después del zarandeo es
lavada en el conductor de caña número 5̓.
20

Una vez que la caña sale limpia, pasa por un juego de 22 machetes que
giran a 5̓5̓0 RPM accionados por un motor de 28̓5̓ HP. La caña picada en
pedazos de 4 a 8̓ pulgadas pasa por un nivelador para luego pasar por un
desfibrador.
4. MOLIENDA DE LA CAÑA.
En esta etapa se consigue el jugo de la caña, para ello la caña se va a moler
en el trapiche que esta compuesto por 5̓ molinos de tres mazas cada una, que
suman en sí un total de 1̓5̓ mazas cuyas características son:
MARCA: Mirriliees Watson y Fulton
CONSTRUCCION: Acero Fundido
VELOCIDAD: 6.4 RPM
5. BALANZA
DE JUGO.21

El jugo mezclado (Mixto), que se obtiene en trapiche es bombeada a la Fábrica
para ser pesada en dos balanzas MAXWELL automáticas, cuya capacidad son:
Balanza Nº 1
CAPACIDAD: 1̓40 toneladas por hora
CAPACIDAD POR DESCARGA: 4 toneladas
Balanza Nº 2
CAPACIDAD: 1̓20 toneladas por hora
CAPACIDAD POR DESCARGA: 3.5̓ toneladas
6. CALENTADORES.
El jugo después de echarle cal y antes de entrar a los clarificadores pasa los
cuatro calentadores los mismos que calientan el jugo a 1̓05̓ºC.
22

7. CLARIFICACIÓN.
El jugo calentado y encalado a 1̓05̓ºC pasa a los clarificadores que son
prácticamente 2 tanques cilíndricos, uno con capacidad de 360 toneladas de
jugo y el otro de 1̓68̓ toneladas, y en donde los agentes clarificadores que son
la cal y el calor cumplen su función, es decir comienza a sedimentar; todas las
impurezas se van al fondo y el jugo sale de los clarificadores completamente
cristalino a 98̓ºC y con un PH de 6.8̓0 a 7.00 (neutro), que van a un tamiz y
tanque colector para pasar a la evaporación en la batería de quíntuplo efecto.
8. FILTROS OLIVER.
La cachaza extraída del fondo de los clarificadores es enviada al mingler donde
se le agrega bagacillo pulverizado para luego llenar la batea donde gira el filtro
lentamente, poniéndose en contacto con el lodo (cachaza), toda su superficie
filtrante, succiona el jugo que pasa a la cámara mientras que en la superficie
del filtro queda una costra o torta de cachaza. La superficie del filtro es limpiada
por medio de una cuchilla.
23

9. EVAPORACION.
Hemos visto que al jugo se le agregado agua en el trapiche, cal antes de entrar
a los clarificadores aparte de tierra, bagacillo y otros elementos disueltos que
son propios del jugo de caña, sabemos ya que para obtener el azúcar nos
interesa solamente la sacarosa del jugo y para lograrlo hay que eliminar todos
los elementos antes mencionados es así como en la etapa de clarificación se
han eliminado todas las impurezas es decir tierra, arena y bagacillo.
10. CRISTALIZACION. (Formación de los granos de azúcar)
El jarabe que llega de los evaporadores, debe concentrarse mucho más (es
decir eliminar mas agua). Es por eso que llega a los Vacumpanes (tachos al
vacío), en donde se realiza el cocimiento del jarabe a base de vapor que
proviene de los calderos.
24

11. CRISTALIZADORES.
Se ha dicho que en los vacumpanes se produce la cristalización y la
concentración conveniente de la miel sobrante de las centrifugas. Esta masa
conocida se vacía de los tachos a los tanques cristalizadores.
Los tanques cristalizadores cumplen la función de completar la cristalización
que se llevó a cabo en los tachos.
12. CENTRIFUGACION. (Separación del azúcar de la miel)
La masa cocida está compuesta por granos de azúcar y miel, viene de los
cristalizadores a las centrifugas, en donde se separa los granos de la miel. Las
centrifugas son canastas o depósitos de metal en donde se recibe la masa de
proveniente de lanchas cristalizadoras. La centrifuga va a girar por medio de un
eje que gira a gran velocidad.
25

Espirales sin Fin.
Mecanismo que sirve para transportar el azúcar que sale de las centrífugas
hasta el elevador para luego almacenarla en las tolvas. En este trayecto (del
espiral sin fin) se mezcla el azúcar del tipo A y del Tipo B.
13. ENVASE.
Luego que el azúcar es almacenado en la tolva se procede al envase y para
esta operación una persona llena la bolsa, otra persona la cose, para luego ser
transportada por medio de un estibador y posteriormente almacenado.
Pucala envasa dos tipos de azúcar:
Azúcar blanca “AAA” en bolsas de 5̓0 Kg para consumo interno.
Azúcar rubia “T” de 98̓.5̓ Pol en bolsas de 5̓0 Kg para consumo interno
(Azúcar “T” doméstica).
26

27

CAPÍTULO IV
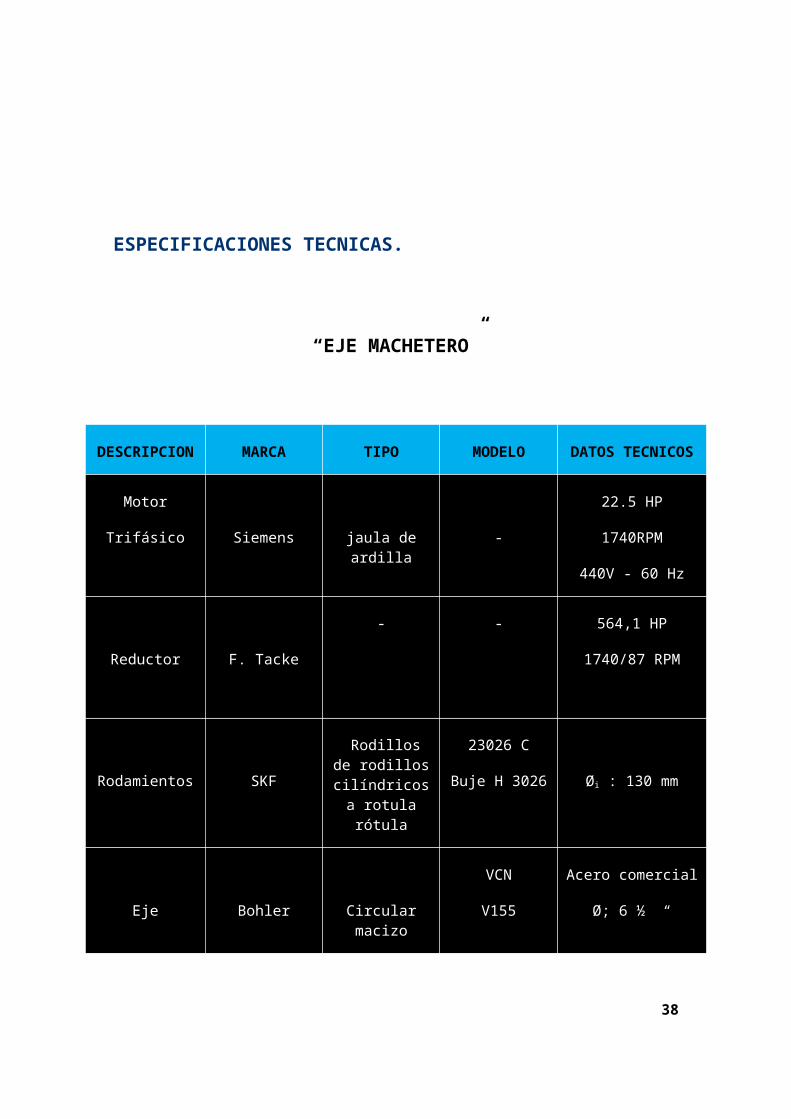
ESPECIFICACIONES TECNICAS.28

“EJE MACHETERO”
DESCRIPCION MARCA TIPO MODELO DATOS TECNICOS
Motor
Trifásico Siemens jaula de ardilla -
22.5̓ HP
1̓740RPM
440V - 60 Hz
Reductor F. Tacke
- - 5̓64,1̓ HP
1̓740/8̓7 RPM
Rodamientos SKF
Rodillos de rodillos
cilíndricos a rotula rótula
23026 C
Buje H 3026 Øi : 1̓30 mm
Eje Bohler Circular macizo
VCN
V1̓5̓5̓
Acero comercial
Ø; 6 ½ “
29

CAPITULO V
30

5.1.- CÁLCULO JUSTIFICATIVO.
A. CARACTERISTICAS TECNICAS DE LA MAQUINA
DESCRIPCION MARCA TIPO MODELO DATOS TECNICOS
Motor
Trifásico Siemens jaula de ardilla -
22.5̓ HP
1̓740RPM
440V - 60 Hz
Reductor F. Tacke
- - 5̓64,1̓ HP
1̓740/8̓7 RPM
Rodamientos SKF
Rodillos de rodillos
cilíndricos a rotula rótula
23026 C
Buje H 3026 Øi : 1̓30 mm
Eje Bohler Circular macizo
VCN
V1̓5̓5̓
Acero comercial
Ø; 6 ½ “
31

REDISEÑO DEL EJE MACHETERO :
Para el cálculo del diseño mecánico; debemos considerar que las fuerzas, que
están actuando sobre el machete, son cargas distribuidas ya que al contacto
con la caña de azúcar se produce ese efecto, por lo tanto:
F =
2TD
Pero como D varía entonces
F =
2TX ... (*)
DATOS GENERALES:
Material del eje :Acero SAE 1045 ( ۷ = 7.85 gr/cm3)
Esfuerzo de Fluencia Sy = 4500 Kg / cm2
Esfuerzo de Rotura Su = 7500 Kg / cm2
32
d3=16π×Ss(1+k 4 ) √{[Kb×Mb+
α×Fa×d×(1+k )8
2]2
+(Kt×Mt )2}

Al contar con un eje macizo de diámetro interno igual a 0 (cero) entonces:
K= Diámetro int/Diámetro ext
K= 0
FACTOR DE CARGA AXIAL: = 0
a) El eje se encuentra sometido a cargas súbitamente aplicadas con
choques fuertes, entonces :
Kb = 2.0 – 3.0 = 3.0
Kt = 1.5 – 3.0 = 3.0
b) Encontrando el Esfuerzo Permisible al Corte
Ssd = 0.3 Sy = 0.3 x 4500 Kg/cm2 = 1350 Kg/cm2
Ssd = 0.18 Su = 0.18 x 7500 Kg/cm2 = 1350 Kg/cm2
c) Por contar con canal chavetera tendremos :
Ssd = 0.75 x 1350 Kg/cm2 = 1012.5 Kg/cm2
Luego:
Eficiencia del reductor (Mr): 95̓%
Eficiencia de los rodamientos (Nr): 99%
33

Ahora:
HP = Pmotor X N2r x Mr = 22.5̓ x 0.992 x 0.95̓
HP = 22.5̓HP
Cálculo de Torque:
El torque está dado por:
T =
716 .2×HPRPM
( K⃗g−m )
T =
716 . 2×548 .34550
( K⃗g−m) T = 71̓4 ( K⃗g−m)
De la ecuación (*)
F =
2Tx ; pero, 2T = CTE = K
F =
KX
La carga distribuida en cada machete es:
W(x) =
dFdx
Remplazando:
Sabiendo Q’ la potencia que recibe el eje es:
HP = 22.5̓ HP
34

Entonces 1̓6 juegos de machetes cada uno consumen:
HPJ= HP18
=22.516
HPJ = 1̓.25̓ HP... por cada juego de machete
Luego el torque por juego de machetes:
Tj=716.2xHPRPM
=63000 x22.587
TJ = 1̓6293.1̓03( lbs−pu lg )
Ahora:
F =
2T J
D =
2 x16293 .103
643 . 48 x10−3
Por lo tanto: F = 1̓38̓.71̓K⃗g
35

a) Considerando 1er juego de machete (actúan 2 fuerzas):
Fx = - F + F Cos 60º = -1̓38̓.71̓ + 1̓38̓.71̓ cos 60º = - 69.4K⃗g .
Fy= Fsen 60 = 1̓38̓.71̓ sen 60º EntoncesFy = 1̓20.1̓ KK⃗g .
b) Para el 2do juego de Machetes Calculando las fuerzas actuantes:
Entonces; la Resultante es: R = F =Fx´Rx =1̓38̓.71̓K⃗g
36

AHORA GRAFICANDO:
37
CALCULO PARA DISEÑO DE LA CADENA:
1. OBTENCIÓN DE LA VELOCIDAD.Para la obtención de la velocidad a la que girará nuestro eje, nos remitimos al Manual para Ingenieros Azucareros-E. Hugot, Edición 1963, el cual manifiesta, que la velocidad a la que debe girar el nivelador para un trabajo aceptable, debe estar entre 40 a 5̓0 RPM; por lo tanto elegimos una velocidad de 45 RPM.
→N eje=45 RPM
2. OBTENCIÓN DE LA POTENCIA. Para la obtención de la potencia que transmitir nuestro eje, nos remitimos al Manual para Ingenieros Azucareros-E. Hugot, Edición 1963, el cual manifiesta, que la Potencia a la que debe trabajar el nivelador, debe ser:
Pnivelador=C5
Dónde:
P = H.P. DEL MOTOR DE MANDO.C = Molienda en T.C.H. (Toneladas de caña por hora)
Esta potencia será suficiente para enfrentar las sobrecargas originadas por el paso de paquetes compactos depositados por la grúa en el conductor.Por lo tanto, sabiendo que la capacidad de molienda de la Empresa Agroindustrial PUCALA S.A.A. es de 3600 T.C.D, entonces:
C= 360023.75
C=151.58T .C . H
→Pnivelador=151.58
5
Pnivelador=30.32H.P.
La elección del motor será mayor a 30.324H.P.
38

3. CÁLCULO DE LA TRANSMISIÓN. Es de nuestro conocimiento que actualmente el motor es controlado por un variador de velocidad, que optimiza el funcionamiento y facilita el manejo, sin embargo para nuestro eje calcularemos una transmisión por cadena.
Poseemos un motor que gira a 1̓740 RPM y un reductor de relación de transmisión de 20:1̓, entonces:
n1=1740
20
n1=87 RPM
Cálculo de la relación de transmisión (r):
r=n1
n2
=Dc
dp
=z2
z1
r=8745
r=1.93
Dónde:
n1̓= Velocidad a la que girará la rueda dentada motora (piñón)
n2= Velocidad a la que girará la rueda dentada conducida
(catalina)
Dc= Diámetro de la catalina.
dp= Diámetro del piñón.
z1̓= Número de dientes del piñón.
z2= Número de dientes de la catalina.
Número de dientes:
Se recomienda que:
17≤ z1≤25
Elegimos:
z1=20
→z2=z1 . r
z2=38.6
39

Potencia de diseño (Pdis):
Pdis=Ptransmitir x f s
Pdis=30.32 x1
Pdis=30.32 H . P .
Dónde:
Ptransmitir = La potencia que se va a transmitir al eje, Pnivelador.fs = factor de servicio, obtenido en las tabla #03, selección de
cadenas de rodillo del libro Diseño de Elementos de Máquina- F. Alva Dávila.
Potencia Nominal Equivalente (PN.E.):
PN . E .=Pdis x f mdf
PN . E .=30.32x 0.95
PN . E .=28.8 H .P .
Dónde:
PN.E. = Se va a utilizar para solucionar la cadena.fmdf. = factor modificatorio de Número de dientes, obtenido en
las tabla #02, selección de cadenas de rodillo del libro Diseño de Elementos de Máquina- F. Alva Dávila.
Selección de la cadena:
Según la figura #01̓, selección de cadenas de rodillo del libro Diseño de Elementos De Máquina-F Alva Dávila, elegimos:
Cadena ANSI-200Características de la cadena seleccionada:
Cadena ANSI-200Paso 2 1̓/2 pulg.
Carga de Rotura 95̓000 lbs.
Peso Promedio 1̓0.65̓ lbs/pie
Velocidad
Máxima
Lubricación Manual 8̓5̓ pies/min
Lubricación Goteo. 260 pies/min
Lubricación por salpicadura 900 pies/min
40

Diámetro de paso de las ruedas:
D= P
sen(180z
)
→d p=2.5
sen (18020
)
d p=15.98≅ 16 ´ ´
→Dc=2.5
sen (18038.6
)
Dc=30.75≅ 31 ´ ´
Dónde:
P = Paso
Velocidad de la cadena (Vt):
V t=π d pn1
12
V t=πx 16 x87
12
V t=364.42 pies /min
La cual está en el rango de la velocidad de las cadenaslubricadas
por salpicadura.
Longitud de la cadena (L):
Lp=2C p+0.53(z1+z2)
Lp=2 x 40+0.53(20+38.6)
Lp=111.05≅ 111 pasos
→L=Lp xP=277.5 ´ ´
Dónde:
Lp = longitud de la cadena en pasos.
Cp = Distancia entre centros, en pasos, elegimos 40 (Se
recomienda 30≤Cp≤50).
41

Verdadera distancia entre centros (Cp ):
Lp=2C p+z1+z2
2+(z¿¿1−z2)
2
4π 2C p
¿
111=2Cp+20+38.6
2+(20−38.6)2
4 π2C p
C p=40.742 pasos
→C=Cp xP=101.855 ´ ´
CALCULO PARA DISEÑO DEL EJE:
Peso del machete.
WEje = ۷ x Vol
WEje = 7.85 gr/cm3 x (חxd2xL/4)
WEje = 7.85 gr/cm3 x (חx(10.162)x230)/4
WEje = 146.38 Kg
Peso del portamachete.
Masa = 16,681 kg Material: Acero
Peso = 1̓63,641̓ N Densidad= 7,8̓5̓ x 1̓0-6K⃗g /mm3
Volumen = 21̓24968̓,1̓5̓3 mm3
Peso Total = Peso machete + Peso porta machete
Peso Total = 146.38 Kg + 16,681 kg
42

Peso Total= 163.061 kg
De un juego Pt = 3 x (1̓63.061̓ kg)
Pt = 48̓9,1̓8̓3 kg
Calculando la carga ejercida por la caña
W= Q / V
W = 50 Kg/min x 1 / 9 m/min = 5.56 kgf/m
Analizando la carga en cada punto
W = 5.56 Kgf/m x 0.3 m
Wcaña = 1.67 Kgf
Realizando Sumatoria de Momentos en los Apoyos
ΣM01=0
R2 = 123.13 Kgf
R1 + R2 = ΣWcaña+ ΣWPaleta+ WEje
R1 = 107.07 Kgf
43

CALCULANDO MOMENTOS FLECTORES EN CADA PUNTO TENDREMOS
REEMPLAZANDO LOS DATOS OBTENIDOS EN LA FORMULA DE LA ASME
d03 = 16 x√ (3 x 87.048)2 + (3 x 187.72)2
d0 = 0.06784 m = 2.671’’44
Π. 10125000

WC
WC
Comparando con lo anterior expuesto:
1. Cálculo de ángulo de torsión
=
584T . L
G .d .4 {G = 8̓0000 MPa = 8̓1̓5̓7,73K⃗g /m2
Pero: L = 20 d
Remplazando:
=
584×16293 .103×20
8157 .73×(130 )3 = 0,01̓ ≤0.08̓ ¡OK¡
SELECCIÓN DE RODAMIENTOS:
CÁLCULO DE LAS FUERZAS AXIALES:
Considerando un ángulo de contacto α
Para que el valor de la fuerza axial es O.
45

Fa=F×tgα ∴ Todas Fuerza axial es 0.
Este valor de fuerza Axial no lo vamos a considerar para nuestra
selección de Rodamientos.
CÁLCULOS DE FUERZAS RADIALES
Calculadas anteriormente.
APOYO (1)
F r=1. 050 KN
APOYO (2)
F r=1. 208 KN
CALCULO DEL APOYO (1):
FRadial=1 . 050 KN F Axial=0 KN
Para una duración de 47 5̓00 horas (Tabla N° 1̓ – Pág. 1̓26 Alva Dávila)
L=60nLn×10−6
L=60 (87 )(47500 )×10−6
L=247 . 95 millones rev .
- CARGA ESTATICA:
P=x .F r+ y .Fa
Como no existen cargas axiales Fa= 0
46
Consideramos X=1
P=1(1 .050 KN )P=1 .050 KN
LA CAPACIDAD DE CARGA DINÁMICA:
CP
=L1A
A= 1̓0/3
C1 = P x L1/a =(107 . 07 Kgf ) x (247 . 95 )3/10 = 559 .728 Kgf 1
C1 =5 . 489 KN
CALCULO DEL APOYO (2)
F r=1.208 KN
Para una duración de 40 000 horas
L=60nLn×10−6
L=60 (87 )(47500 )×10−6
L=247 . 95 millones rev .
- CARGA ESTATICA:
P=x .F r+ y .Fa
Como no existen cargas axiales Fa= 0
Consideramos X=1
47

P=1(1 . 208 KN )P=1 .208 KN
- LA CAPACIDAD DE CARGA DINÁMICA:
CP
=L1A
A= 1̓0/3
C2 = P x L1/a =(123 . 13 Kgf ) x (247 . 95 )3/10 = 643 .685 Kgf 1
C2 =6 . 312 KN
ELEGIMOS LOS SIGUIENTES RODAMIENTOS:
• Para un diámetro de eje igual a 3’’, escogeremos rodamientos que
cumplan con nuestras necesidades
SERIE d(mm) D(mm) B(mm) C(KN) C (KN) e
22216 8̓0 1̓40 33 1̓5̓3 1̓27 0.22
21316 8̓0 1̓70 39 224 1̓90 0.1̓9
22316 8̓0 1̓70 5̓8̓ 325̓ 275̓ 0.35̓
48

C
CAPÍTULO VI
MONTAJE Y DETALLES DE TRANSMICION
49

50

CAPÍTULO VII
SELECCIÓN DE MATERIALES:
1. CADENA.
ANSI-200
PASOCARGA DE
ROTURA(lbs)
PESO PROMEDIO (lbs/pulg)
VELOCIDAD MÁXIMA PARA LUBRICACIÓN POR
SALPICADURA (pies/min)
2 ½ ´´ 95̓000 1̓0.65̓ 95̓0
51

2. RODAMIENTOS Y SOPORTES.
RODAMIENTOS SKF.
N°Diámetro interno, d
(mm)
Diámetro Externo, D (mm)
Espesor, B (mm)
Capacidad de carga Dinámica
(KN)
Masa(Kg) Designación
1̓ 1̓60 200 20 49.4 1̓.45̓ 61̓8̓322 1̓60 240 25̓ 99.5̓ 3.70 1̓6032
52

3. EJE.
EJE:ACERO ANSI-1020
Longitud (pulg)
Diámetro (pulgs)
Densidad, ρ (lbs/pulg3)
Esfuerzo último, Su
(Ksi)
Esfuerzo de
fluencia, Sy (Ksi)
Módulo de elasticidad, E (106psi)
Módulo de
Rigidez, G (106psi)
1̓92 6 0.28̓4 5̓5̓ 29 29 1̓1̓.2
53

4. PLANCHAS DE ACERO.
PLANCHAS:ACERO ASTM A36
N°Espesor (pulgs)
Dimensiones (mts)
Esfuerzo último, Su
(Ksi)
Esfuerzo de
fluencia, Sy (Ksi)
Módulo de elasticidad, E (106psi)
Módulo de
Rigidez, G (106psi)
1̓ 1̓ 1̓.20x2.40 5̓8̓ 36 29 1̓1̓.22 2 1̓.00x1̓.5̓0 5̓8̓ 36 29 1̓1̓.2
54

55

56

CAPÍTULO VIII
57

58

59
ITEM ELEMENTOS UNIDAD CANTIDAD PRECIO S/. TOTAL S/.
1 Eje de Acero SAE 1045 de 99.55’’ de largo por 3’’ de diámetro
m. 2.3 335 770.5
2 Rodamientos SKF
serie 22216 EK
CANT 2 1172.5 2345
3 Manguito de Fijación
Serie H316
CANT 2 335 670
4 Soportes de Pie
Serie SNL 517
CANT 2 1005 2010
5 Anillos de Fijación Serie FRB 125/150
CANT 2 46.9 93.8
6 Juego de Rodetes CANT 2 50.25 100.5
7 Grasa SKF Tipo VKG 1L/1
CANT 2 26.8 53.6

PRESUPUESTO
SUB. TOTAL N° 1
SUB. TOTAL N°1 = S/. 6043.40
SUB TOTAL N°2:
MANO DE OBRA Precio Parcial (soles)
Montaje De Toda La Transmisión De Potencia 300.00
Mantenimiento Periódico De Toda La Transmisión 130.00
Aceite SAE 20W- 40 19.00
SUB. TOTAL N°2 = S/. 449
COSTO TOTAL DEL PROYECTO:
Costo total = SUBTOTAL 1 + SUBTOTAL2
COSTO TOTAL = 6043.40+ 449
COSTO TOTAL DEL PROYECTO = S/. 6492.40
60

CAPÍTULO XV
CONCLUCIONES
61
Bajo costo de adquisición.
Fácil montaje y desmontaje.
Poca frecuencia de mantenimiento.
Alta eficiencia.
Fácil mantenimiento
Se obtiene una mayor eficiencia en menor tiempo de empleo de
trabajo.
RECOMENDACIONES
Los ejes han de ser tan cortos como sea posible para evitar
solicitaciones de flexión elevadas. Con la misma finalidad, los
cojinetes y rodamientos de soporte se dispondrán lo más cerca
posible de las cargas más elevadas.
No golpee nunca directamente el rodamiento con un martillo. también
se puede utilizar una prensa mecánica o hidráulica.
Para evitar problemas de vibraciones, los ejes exigen un buen
equilibrado dinámico, buena fijación de los soportes y una rígida
configuración.
Una vez colocadas los rodajes y las Poleas debemos colocar las
chavetas en posición para asegurar un óptimo trabajo.
Los rodamientos deberán de estar debidamente alineados y
protegidos, puesto que el eje se encuentra expuesto a factores que
afectan el medio ambiente.
BIBLIOGRAFIA
R.L. Norton, “Diseño de maquinaria”, McGraw Hill 2000.
62

B.J. Hamrock, B. Jacobson y S.R. Schmid, “Elementos de
Máquinas”.
J.E. Shigley y C.R. Mischke, “Diseño en Ingeniería Mecánica”.
Ing. ALVA DAVILA “Diseño de elementos de maquina I”
Ing. JUAN HORI “Diseño de elementos de maquina I”
ANEXOS
63