







Languages
Pages
Legal


1 1
Ergebnisse Teilprojekt IV:
Brennstoff-Flexibilisierung AER-Vergasung
Abschlussworkshop
Bonn
20./21.11.2013
Stefan Steiert
(Zentrum für Sonnenenergie- und Wasserstoff-Forschung
Baden-Württemberg ZSW)
Bearbeiter:
S. Steiert, J. Brellochs, M. Specht (ZSW)
D. Schweitzer, N. Armbrust, N. Poboß, H. Dieter (IFK)

2 2
1. Hintergrund und Stand der Technik
2. Zielsetzung und Arbeitsschwerpunkte
3. Ergebnisse
4. Zusammenfassung und Ausblick
3
• Gärreste werden häufig als Dünger in Landwirtschaft eingesetzt
Überdüngung möglich
Erhöhter NO3--Eintrag in Grundwasser möglich
• Potentielle Alternative: Energetische Nutzung mittels Biomassevergasung
• Vollständige Nutzung der Biomasse
• Erhöhung Anteil erneuerbarer Energien
• Nutzung Asche als Dünger möglich
Geschlossener Nährstoffkreislauf
Hintergrund und Stand der Technik

4
• Kommerzielle DFB-Biomassevergasung (z.B. Güssing (A), Ulm-Senden)
• Wirbelschicht-Bettmaterial Olivin erfordert Einsatz von Stammholz
• Erzeugung von Strom und Wärme
• Mineralstoffreiche, biogene Reststoffe wie Gärreste haben niedrige
Ascheschmelztemperaturen
• Problem Agglomeration in Wirbelschicht (WS) Prozessunterbrechung
• Problem „Verglasung“ Asche Nährstoffverlust
• AER-Biomassevergasung (Absorption Enhanced Reforming)
• Verwendung natürlicher Karbonate als Wirbelschicht-Bettmaterial
Erhöhung Ascheschmelztemperatur durch CaO-basiertes WS-Bettmaterial
Einsetzbarkeit mineralstoffreicher, biogener Reststoffe
Hintergrund und Stand der Technik

5
AER-Verfahren in Zwei-Bett-Wirbelschicht
Dampf Luft
Biomasse
CO2-reiches
Rauchgas
H2-reiches
Brenngas
CaO
CaCO3, Koks
Wirbelschicht
Verbrennung
(CO2-Freisetzung)
Wirbelschicht
AER-Vergasung
(CO2-Abtrennung)
600 - 750°C 750 - 850°C
CO2 Transport
Energie

6
AER - Absorption Enhanced Reforming
HR >> 0
Dampfreformierung von Abbauprodukten der Biomasse
CHxOy + (1-y) H2O CO + (0.5x + 1 –y) H2
Simultane HT-CO2-Absorption
CO2 + CaO CaCO3 HR << 0
Wassergas-Shift-Reaktion
HR < 0 CO + H2O CO2 + H2
Gesamtreaktion (600 – 800 °C, 1 bar)
HR 0 CHxOy + (2 - y) H2O + CaO CaCO3 + (0.5 x + 2 - y) H2
7
Merkmale AER-Biomassevergasung
• Großes Potenzial an nutzbarer Biomasse
• Holz- und halmgutartige Biomassesorten (mit variabler Feuchte)
z.B. Reststoffe aus Landschaftspflege, Stroh
• Keine Konkurrenz zum Anbau von Nahrungsmitteln
• Vielseitige Optionen der Produktgasnutzung
• Effiziente Strom- und Wärmeerzeugung (Gasmotor mit ORC)
• Erzeugung speicherbarer chemischer Sekundärenergieträger (z.B. SNG)
• Hohe Kaltgaseffizienz aufgrund AER-spezifischer Prozessbedingungen
• Rückführung Austrag (Asche-Kalk-Gemisch) in natürlichen Stoffkreislauf
8
• Nachweis Einsetzbarkeit Gärreste in AER-Biomassevergasung
Vielversprechender Ansatz für Bioraffinerie-Konzept
Brennstoff-Flexibilisierung AER-Vergasung
• Ascheerweichungsverhalten: Innovatives Versuchsprinzip Rheometer (ZSW)
Untersuchung Asche von Gärresten in Kombination mit WS-Bettmaterialien
Ziel: Ermittlung kritische Temperatur der Ascheerweichung
• AER-Vergasungsverhalten in stationärer Labor-Wirbelschicht (IFK)
Grundlagenuntersuchungen Teerbildung
Untersuchung Einsetzbarkeit Gärreste
Zielsetzung und Arbeitsschwerpunkte TP IV
9
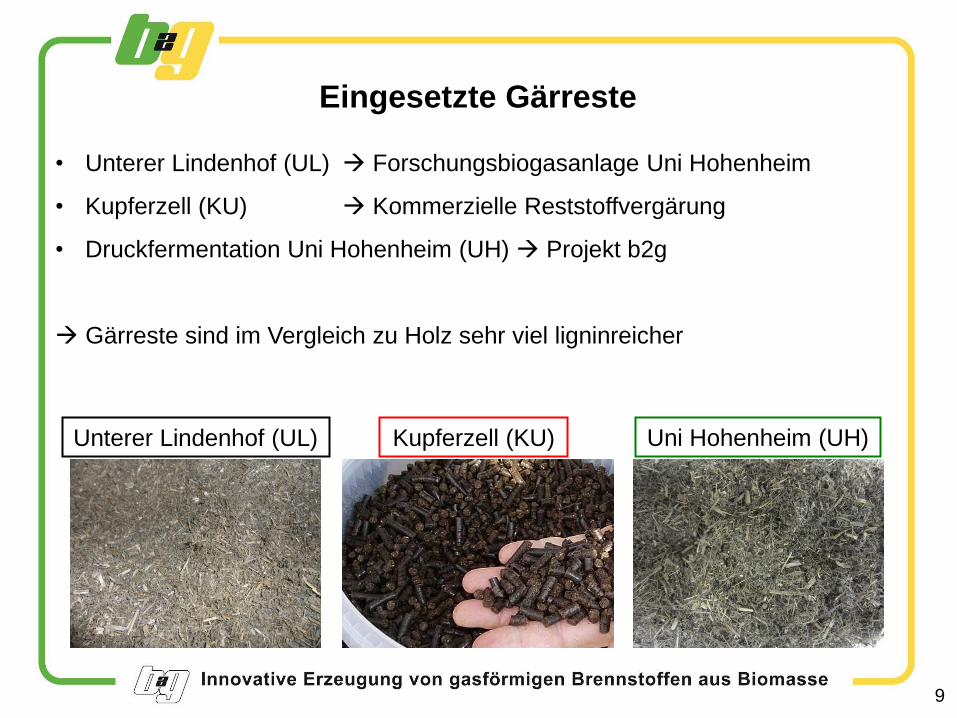
• Unterer Lindenhof (UL) Forschungsbiogasanlage Uni Hohenheim
• Kupferzell (KU) Kommerzielle Reststoffvergärung
• Druckfermentation Uni Hohenheim (UH) Projekt b2g
Gärreste sind im Vergleich zu Holz sehr viel ligninreicher
Eingesetzte Gärreste
Unterer Lindenhof (UL) Kupferzell (KU) Uni Hohenheim (UH)
10
• Gärreste nach DIN CEN/TS 14775 bei 550 °C im Muffelofen verascht
• Untersuchte Wirbelschicht-Bettmaterialien
• Quarzsand Inertes Bettmaterial, Referenzfall
• Olivin Bettmaterial DFB-Anlagen (z.B. Güssing)
• Ankerit Potentielles Additiv für Erhöhung Ascheerweichung
• Kalk CaO-basiertes Bettmaterial im AER-Prozess
Ascheerweichungsverhalten
Asche und WS-Bettmaterialien
Quarzsand Olivin Ankerit Kalk

11
• Probe: 22,5 g Bettmaterial + 3 g Asche (≈12 Ma-.%)
• Aufheizung Probe bis max. 1200 °C (200 K/h) in N2
• Kontinuierliche Messung Drehmoment durch Rotationsviskosimeter
Ascheerweichungsverhalten
Versuchsaufbau und -methode
12
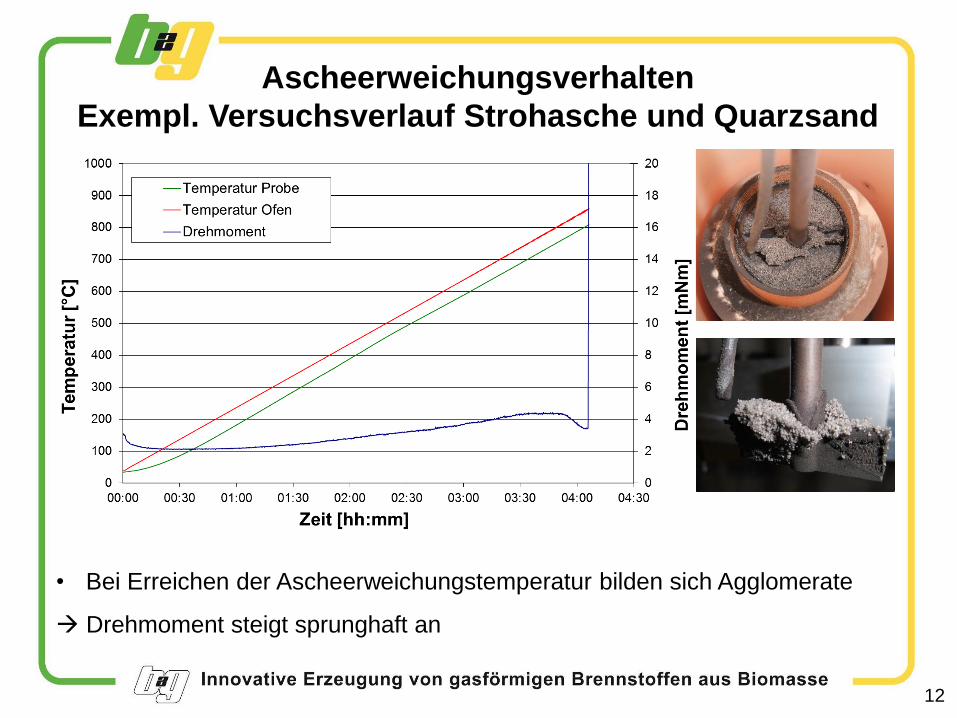
Ascheerweichungsverhalten
Exempl. Versuchsverlauf Strohasche und Quarzsand
• Bei Erreichen der Ascheerweichungstemperatur bilden sich Agglomerate
Drehmoment steigt sprunghaft an
13
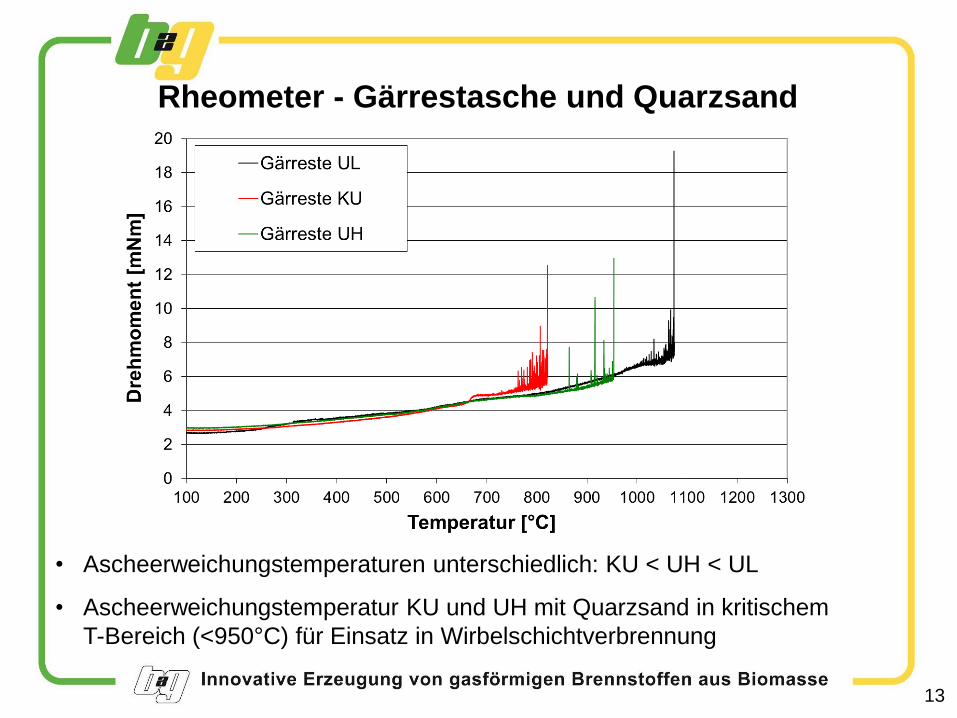
Rheometer - Gärrestasche und Quarzsand
• Ascheerweichungstemperaturen unterschiedlich: KU < UH < UL
• Ascheerweichungstemperatur KU und UH mit Quarzsand in kritischem
T-Bereich (<950°C) für Einsatz in Wirbelschichtverbrennung
14
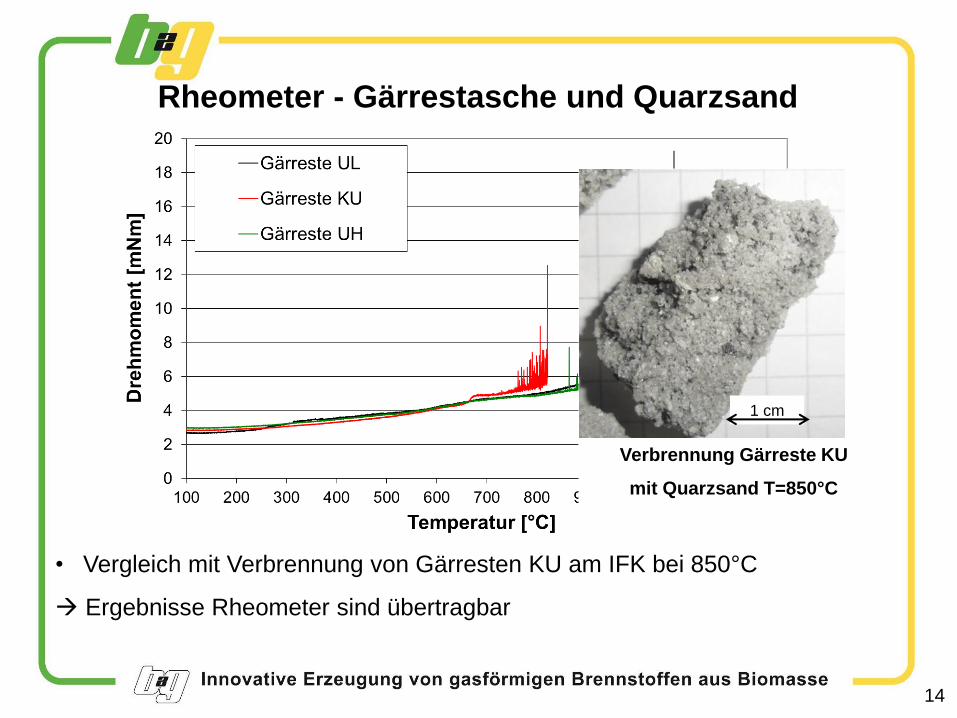
Rheometer - Gärrestasche und Quarzsand
1 cm
Verbrennung Gärreste KU
mit Quarzsand T=850°C
• Vergleich mit Verbrennung von Gärresten KU am IFK bei 850°C
Ergebnisse Rheometer sind übertragbar
15
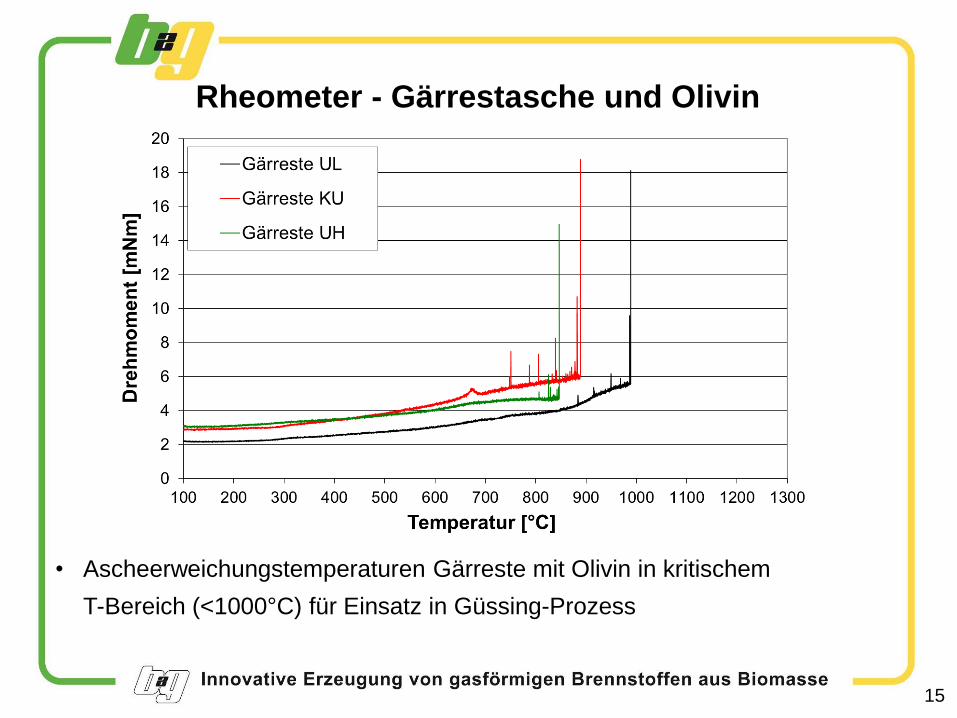
Rheometer - Gärrestasche und Olivin
• Ascheerweichungstemperaturen Gärreste mit Olivin in kritischem
T-Bereich (<1000°C) für Einsatz in Güssing-Prozess
16
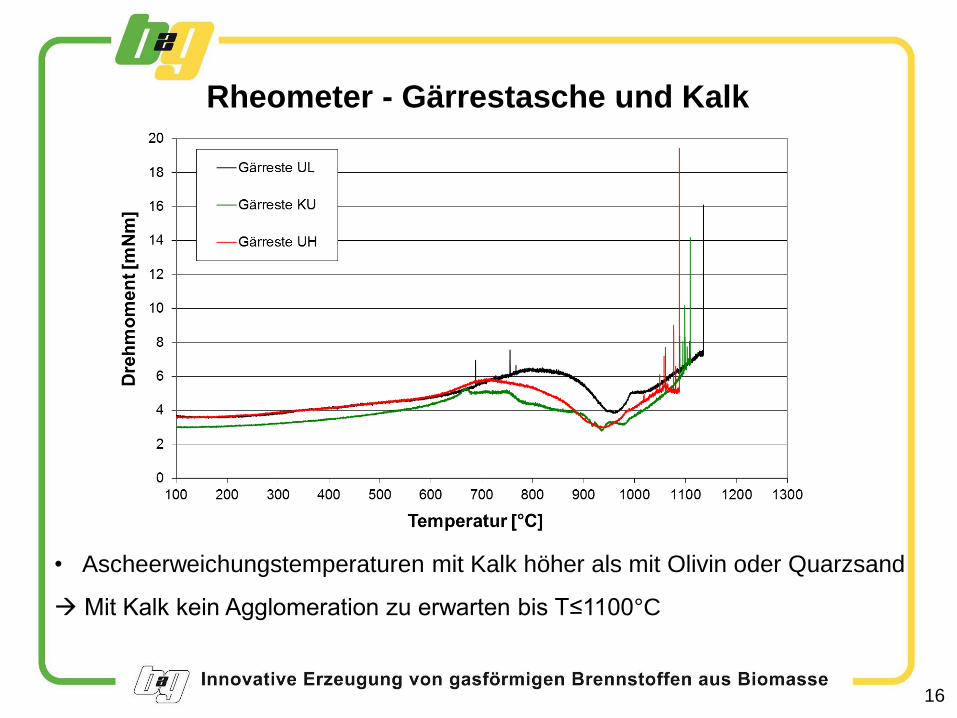
Rheometer - Gärrestasche und Kalk
• Ascheerweichungstemperaturen mit Kalk höher als mit Olivin oder Quarzsand
Mit Kalk kein Agglomeration zu erwarten bis T≤1100°C
17
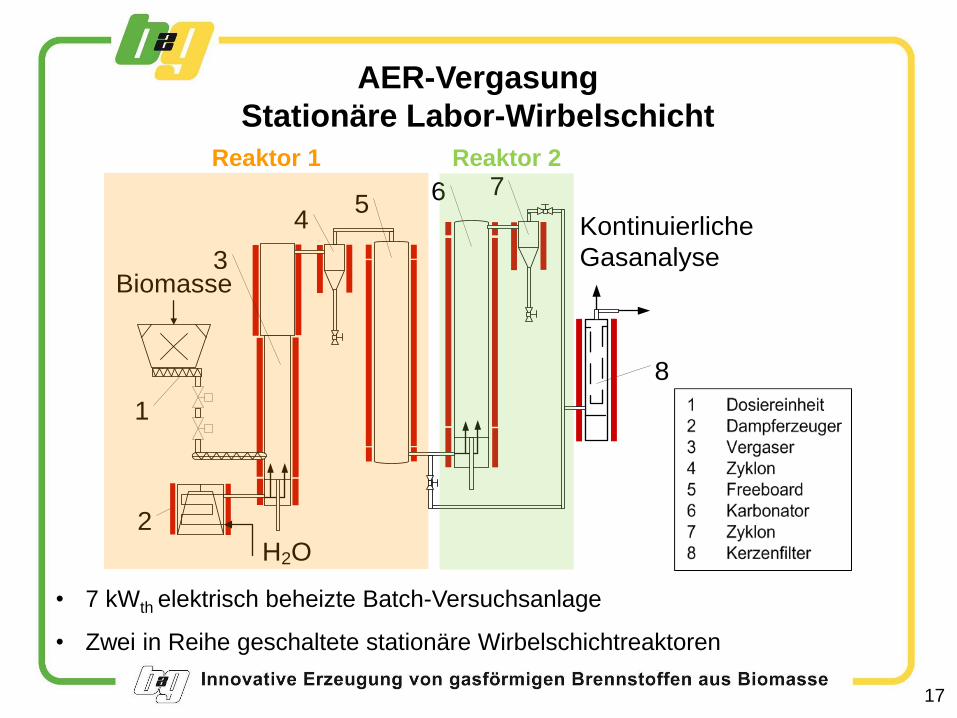
AER-Vergasung
Stationäre Labor-Wirbelschicht
• 7 kWth elektrisch beheizte Batch-Versuchsanlage
• Zwei in Reihe geschaltete stationäre Wirbelschichtreaktoren
4
3
1
2
56
8
Biomasse
7
H2O
Kontinuierliche
Gasanalyse
1 Dosiereinheit
2 Dampferzeuger
3 Vergaser
4 Zyklon
5 Freeboard
6 Karbonator
7 Zyklon
8 Kerzenfilter
Reaktor 1 Reaktor 2

18
Grundlagenuntersuchungen Teerbildung Holzpellets
• Ansatz: Räumliche Trennung der Teerentstehung und der Teerreformierung
Vergaser
600 - 750 °C
Sand-Bett Biomasse
Wasserdampf
Konti. Gasanalyse,
nasschemische
Teermessung
Karbonator
600 - 750 °C
CaO-Bett
Konti. Gasanalyse,
nasschemische
Teermessung
• 1. Reaktor: Wasserdampfvergasung im Sand-Bett
• 2. Reaktor: CO2-Absorption und Teerreformierung im CaO-Bett
• Nasschemische Teermessung nach CEN-Standard, gravimetrische und
GC-MS Analyse
• Vergleich mit AER-Vergasung
Vergaser + Karbonator
600 - 750 °C
CaO-Bett Biomasse
Wasserdampf Konti. Gasanalyse,
nasschemische
Teermessung

19
Grundlagenuntersuchungen Teerbildung Holzpellets
• Teergehalte sind nach CaO-WS deutlich reduziert CaO katalytisch aktiv
• Teergehalte nach Karbonator (R2) höher als bei der AER-Vergasung
Bei Anwesenheit von CaO entsteht bereits bei der Vergasung weniger Teer
20
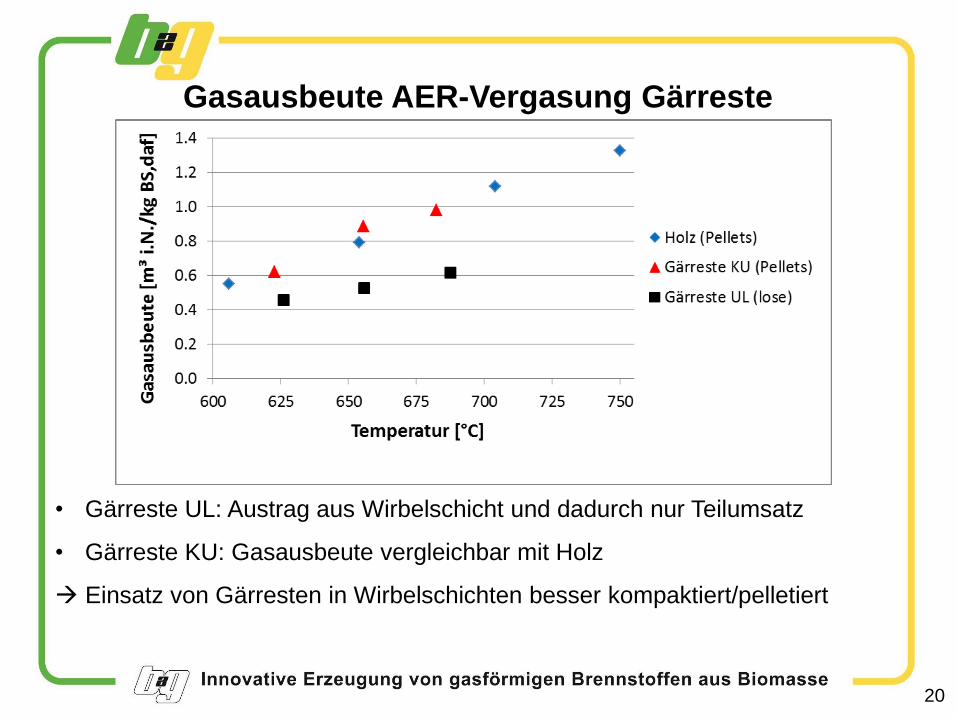
Gasausbeute AER-Vergasung Gärreste
• Gärreste UL: Austrag aus Wirbelschicht und dadurch nur Teilumsatz
• Gärreste KU: Gasausbeute vergleichbar mit Holz
Einsatz von Gärresten in Wirbelschichten besser kompaktiert/pelletiert
21
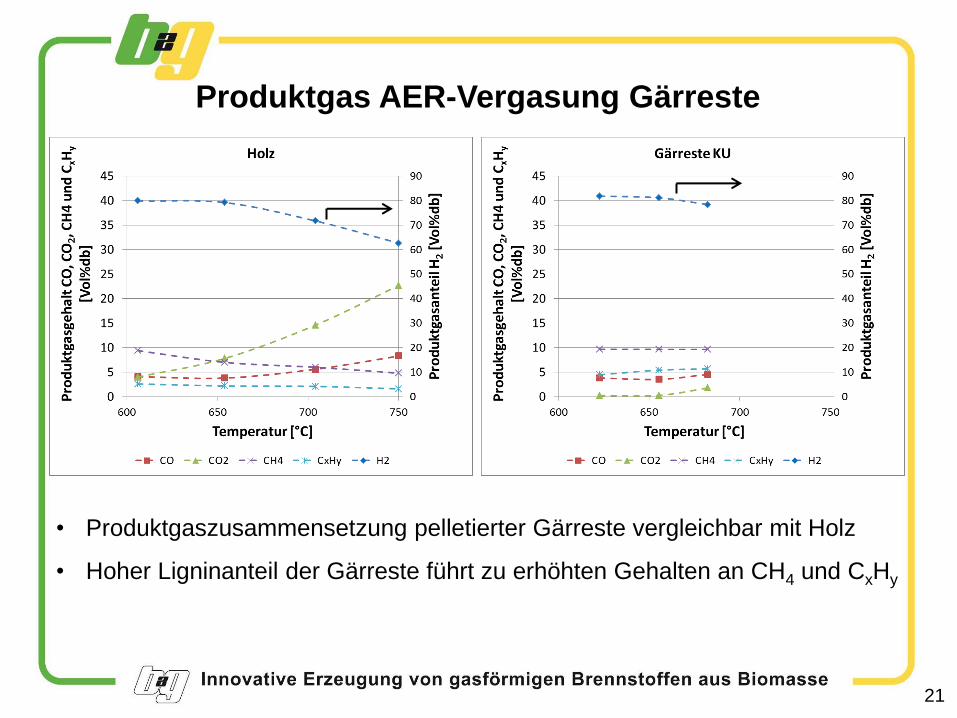
Produktgas AER-Vergasung Gärreste
• Produktgaszusammensetzung pelletierter Gärreste vergleichbar mit Holz
• Hoher Ligninanteil der Gärreste führt zu erhöhten Gehalten an CH4 und CxHy
22
• Ascheerweichungstemperatur abhängig von WS-Bettmaterial und Asche
• Gärreste mit Olivin (<1000°C) und Quarzsand (<950°C) im kritischen
Temperaturbereich für Güssing-Prozess bzw. WS-Verbrennung
• Gärreste mit Kalk sehr viel höhere Erweichungstemperatur (T≥1100°C)
Kalk erhöht Ascheerweichungstemperatur
• Vergleich Ergebnis Rheometer mit realen WS-Experimenten am IFK zeigt
• Agglomeration bei Verbrennung Gärreste KU mit Quarzsand bei 850°C
• Stabiler Betrieb bei AER-Vergasungsexperimenten mit Kalk
Ergebnisse Rheometer sind übertragbar
Rheometer: Schnelltest zum Agglomerationsverhalten
Kalk ermöglicht Einsatz aschereicher Gärreste in AER-Prozess (Tmax=900°C)
Zusammenfassung Rheometer
23
Grundlagenuntersuchung Teerbildung
• Durch Anwesenheit des CaO-basierten WS-Bettmaterials entstehen bereits
weniger Teere als mit Quarzsand oder nachgeschalteter CaO-WS
AER-Vergasung: in-situ Teerminimierung durch CaO
Einsetzbarkeit Gärreste in AER-Vergasung
• Erstmalig Einsetzbarkeit von Gärresten bei AER-Vergasung in
Batchversuchen gezeigt
• Gasausbeute und Umsatz von Gärresten werden durch Kompaktierung
bzw. Pelletierung verbessert
• Gasausbeute und -zusammensetzung pelletierter Gärreste vergleichbar mit
Holz
• Erhöhter Ligninanteil in Gärresten führt zu mehr Teeren und KWs
Zusammenfassung AER-Vergasung

24
Rheometer
• Untersuchung Einfluss einzelner Aschebestandteile auf Erweichung in
Kombination mit jeweiligem WS-Bettmaterial
Weitere Untersuchungen Vergasung Gärreste notwendig
• Einsatz in AER-Zweibettwirbelschichtvergasung mit kontinuierlicher
Sorbensregeneration
• Einfluss Brennstoffaufbereitung
• Untersuchung Produktgasreinigung für jeweilige Anwendung
Ausblick

25
Vielen Dank für Ihre Aufmerksamkeit!
FKz 03SF0357: gefördert durch
Top Related