






Languages
Pages
Legal

BASİT PROBLEM ÇÖZME
TEKNİKLERİ
Prof. Dr. Nihal ERGİNEL
Problemin ve nedenlerinin araştırılması, problemin doğru tanımlanması en önemli adımdır. Eğer problem doğru tanımlanmaz ise, doğru çözümlere ulaşılamaz.
Problem;
Spesifikasyonlar içinde üretim /servis yapılamamasıdır,
Verim düşüklüğüdür, işgücü, zaman, maliyetin verimsizliği,
Belirlenmiş hedeflere ulaşamamadır.
Problemlerin temel nedenleri değişkenliktir.
Değişkenlik;
Şansa bağlı değişkenlik (genel),
Belirlenebilir nedenlere bağlı değişkenlik,
şeklinde ikiye ayrılır.
Şansa bağlı değişkenlik:
Her üretim/ servis sektöründe bulunan,
küçük etkiye sahip faktörlerden
kaynaklanan ve genelde çevre şartlarının
etkisinden oluşan değişkenliktir.
Ortadan kaldırılması maliyetlidir.
Ortam sıcaklığı, nem, toz, elektrik
dalgalanmaları vb.

Belirlenebilir nedenlere bağlı
değişkenlik:
Süreçte değişkenliği oluşturan bir neden söz konusudur.
Bu neden dolayısıyla süreç kontrol dışına çıkmıştır ve bu neden belirlenebilir.
Bu neden ortadan kalkmadıkça değişkenlik giderilemez.
Kesici ucun körelmesi, makine ayalarının değişmesi, malzeme değişikliği, kalıp değişikliği vb.
Beyin Fırtınası
Problemin ve nedenlerinin belirlenmesinde
kullanılır.
Belirli bir konu üzerinde katılımcılığı
arttırarak yaratıcı fikirlerin ortaya çıkmasını
sağlayan bir tekniktir.
Beyin fırtınasının adımları:
Beyin Fırtınası yapılacak konu belirlenir,
Lider her oturum öncesi kuralları açıklar,
Herkese konu hakkında sırası ile söz verilir,
Sırası gelen kişi sadece tek bir fikir söyler,
Aklına bir fikir gelmeyen sırasını pas geçer,
Tereddüt etmeden her fikir söylenebilmelidir,
Hiçbir fikir için yorum yapılmaz ve eleştirilmez,
Mümkün olduğunca çok fikir üretilir,
Birbirlerinin fikirlerinden yararlanarak yeni fikirler ortaya konulabilir,
Tüm fikirler bir yere yazılmalıdır,
Bittikten sonra fikirler üzerinde tartışılarak, oylama ile önemli fikirler seçilir.
Problem Çözme Teknikleri
1) Sebep-Sonuç Diyagramı
2) Kayıt Formları
3) Histogram
4) Pareto Analizi
5) Serpme Diyagramı
6) Kutu Gösterimi
7) Kontrol Grafikleri
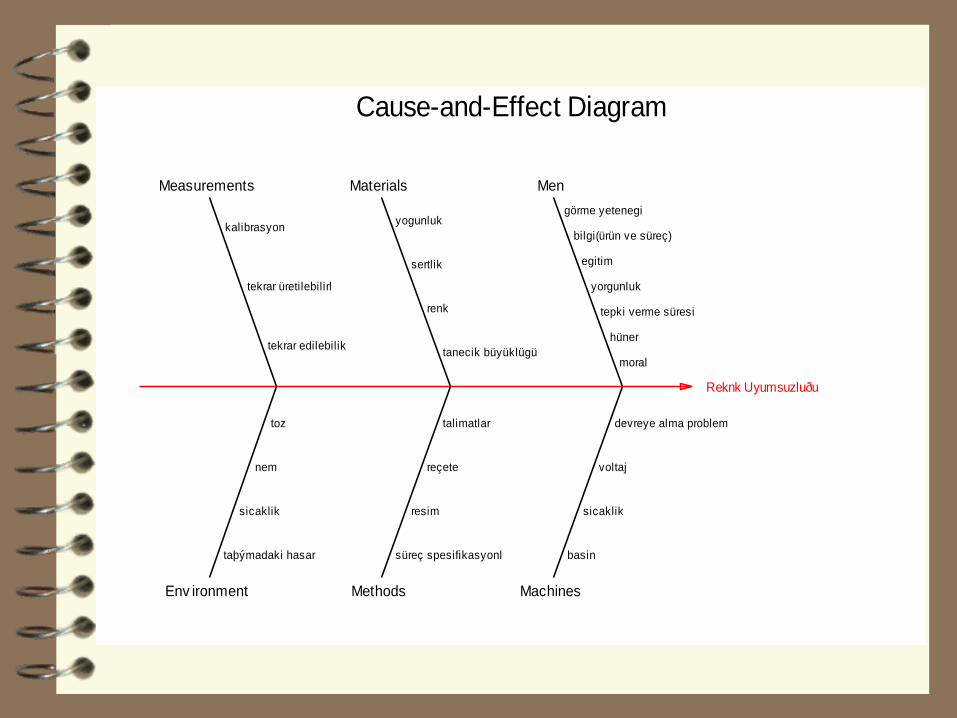
Sebep-Sonuç Diyagramı:
Belirli bir problem veya hatanın olabilecek
sebeplerinin araştırılması için kullanılan ve
adına Balık Kılçığı veya Ishikawa Diyagramı
da denilen gösterim şeklidir.
Muhtemel sebepler ekip ile beraber beyin
fırtınası ile belirlenebilir.
Problem veya hatanın muhtemel tüm
sebeplerinin bir arada ve eksiksiz
görünmesine yardımcı olur.
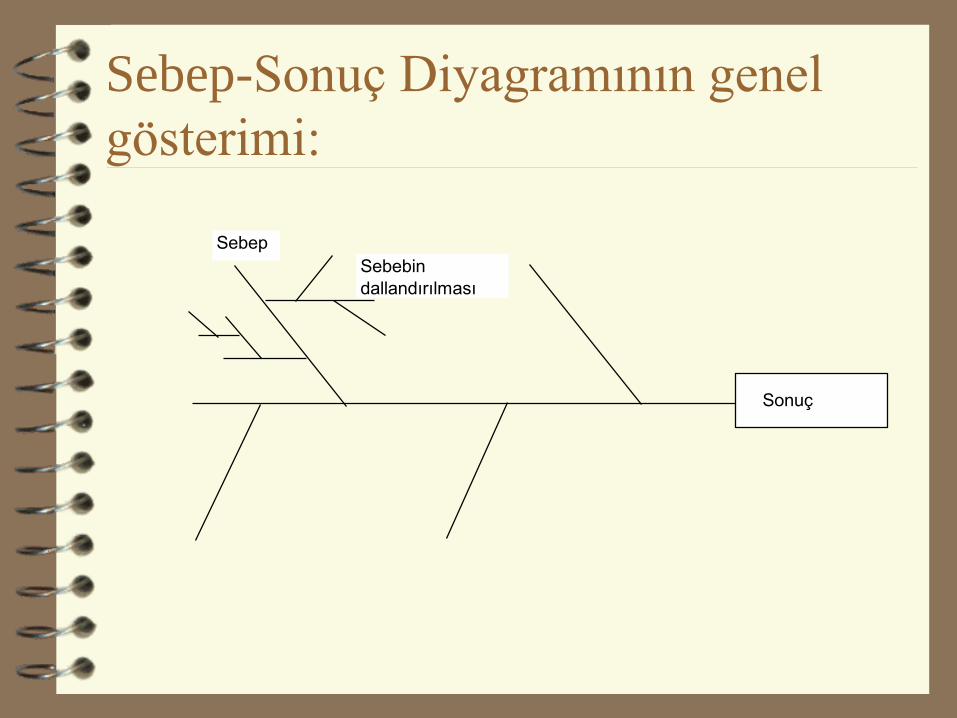
Sebep-Sonuç Diyagramının genel
gösterimi:
Sonuç
Sebep
Sebebin
dallandırılması
Temelde üç tip Sebep-Sonuç diyagramı
mevcuttur: (Kolarik)
1) Sebeplerin Sayılması,
2) Süreç Analizi,
3) Yayılma Analizi.
Sebep-Sonuç Diyagramı tipleri:
Sebeplerin Sayılması:
Temel faktörler bazında sebeplerin genel
olarak ele alınmasıdır.
>Minitab>Stat>Quality Tools>Cause-and-Effect
Reknk Uyumsuzluðu
toz
nem
sicaklik
taþýmadaki hasar
tekrar edilebilik
tekrar üretilebilirl
kalibrasyon
talimatlar
reçete
resim
süreç spesifikasyonl
tanecik büyüklügü
renk
sertlik
yogunluk
devreye alma problem
voltaj
sicaklik
basin
moral
hüner
tepki verme süresi
yorgunluk
egitim
bilgi(ürün ve süreç)
görme yetenegi
Men
Machines
Materials
Methods
Measurements
Env ironment
Cause-and-Effect Diagram
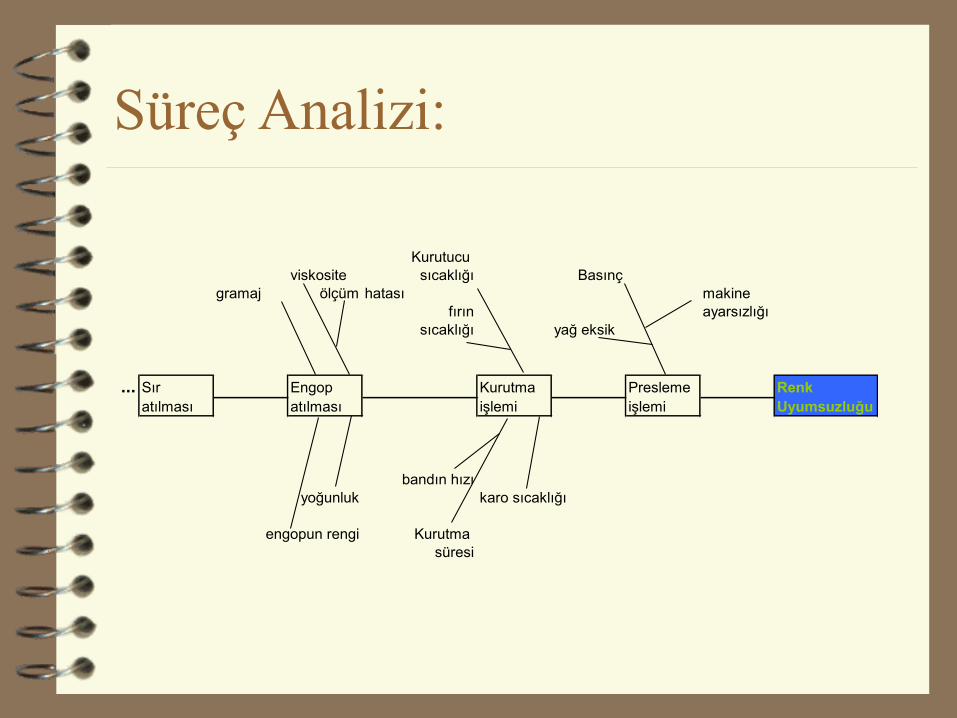
Süreç Analizi:
Kurutucu
viskosite sıcaklığı Basınç
gramaj ölçüm hatası makine
fırın ayarsızlığı
sıcaklığı yağ eksik
... Sır Engop Kurutma Presleme Renk
atılması atılması işlemi işlemi Uyumsuzluğu
bandın hızı
yoğunluk karo sıcaklığı
engopun rengi Kurutma
süresi
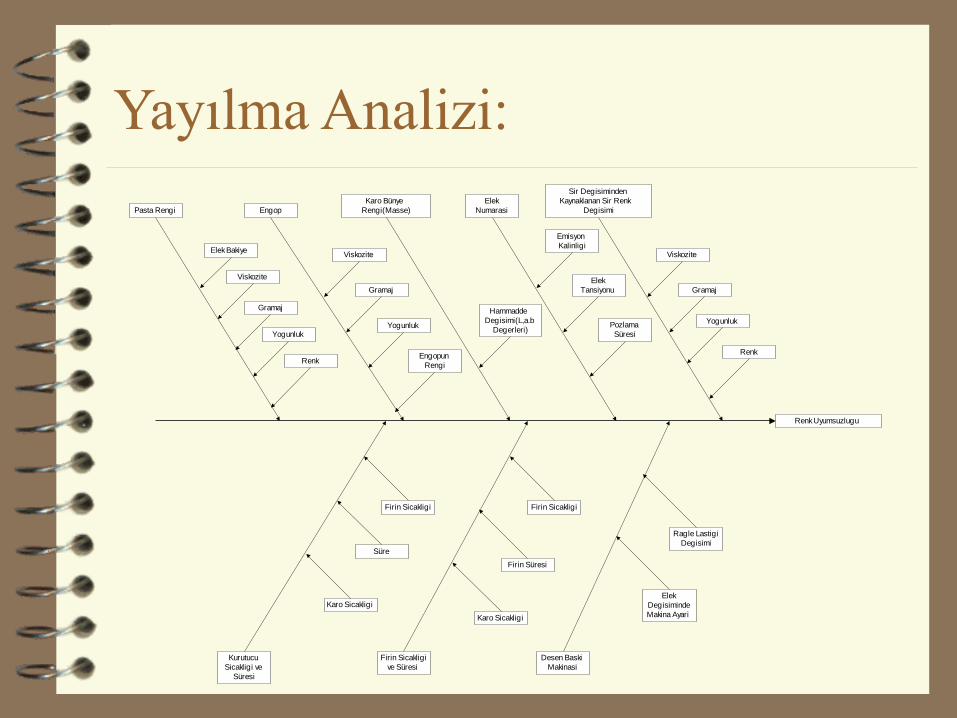
Yayılma Analizi:
Renk Uyumsuzlugu
Pasta Rengi Engop
Karo Bünye
Rengi(Masse)
Elek
Numarasi
Sir Degisiminden
Kaynaklanan Sir Renk
Degisimi
Renk
Yogunluk
Gramaj
Viskozite
Elek Bakiye
Engopun
Rengi
Yogunluk
Gramaj
Viskozite
Hammadde
Degisimi(L,a.b
Degerleri)Pozlama
Süresi
Elek
Tansiyonu
Emisyon
Kalinligi
Renk
Yogunluk
Gramaj
Viskozite
Desen Baski
Makinasi
Firin Sicakligi
ve Süresi
Kurutucu
Sicakligi ve
Süresi
Firin Sicakligi
Süre
Karo Sicakligi
Firin Sicakligi
Firin Süresi
Karo Sicakligi
Ragle Lastigi
Degisimi
Elek
Degisiminde
Makina Ayari
Kayıt Formları:
Problem veya problemin muhtemel
nedenleri için veri toplama aşamasında,
verilerin kayıtlarının kaydedildiği
formlardır.
Kayıt formları sadece çıktıyı değil, çıktının
alındığı sırada diğer parametrelerin
durumlarını da gösterecek şekilde
hazırlanmalıdır. (zaman, vardiya, operatör,
makine, parti vb.)
Kayıt Formları (devam):
Kayıt formlarının amacı iyi saptanmalıdır.
Toplanan verilerden hangi araçları kullanarak ne
tür sonuçlar çıkacağının önceden planlanması ve
değerlendirme sonuçlarına göre önlem alınıyor
olması gereklidir.
Gereksiz veya değerlendirilmeyen veriler kayıt
formundan çıkarılmalıdır. Sonuçlara göre yeni
parametreler de eklenebilmelidir.
Veriyi toplayan kişi, değerlendirmesini de
yapabilmelidir. Eğer yapamıyor ise veri toplamaya
gerekli özeni göstermeyecektir.
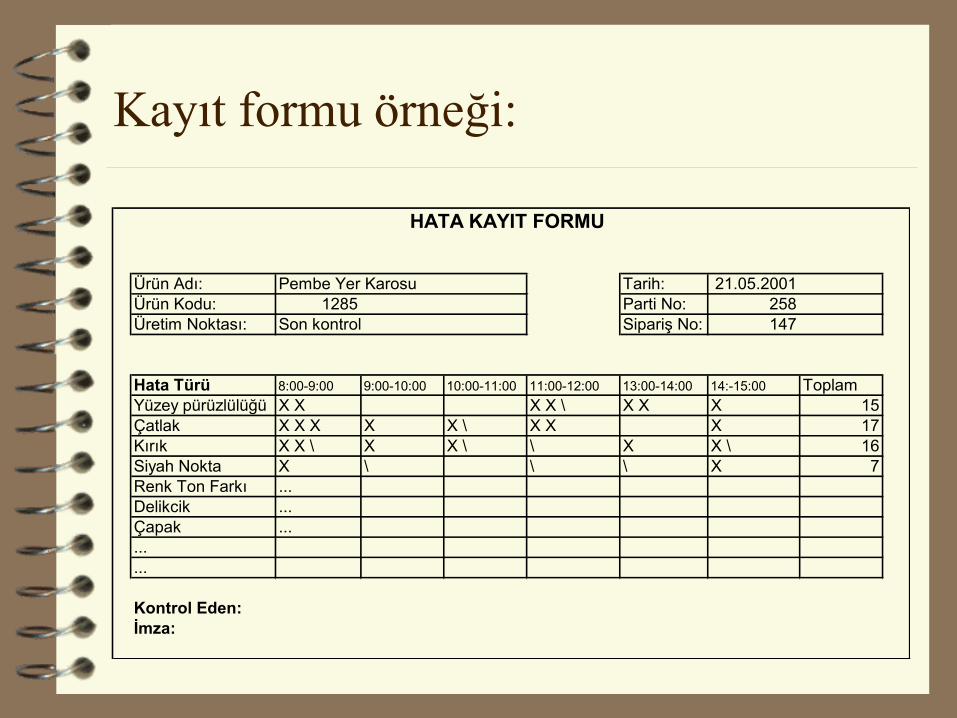
Kayıt formu örneği:
Ürün Adı: Pembe Yer Karosu Tarih: 21.05.2001
Ürün Kodu: 1285 Parti No: 258
Üretim Noktası: Son kontrol Sipariş No: 147
Hata Türü 8:00-9:00 9:00-10:00 10:00-11:00 11:00-12:00 13:00-14:00 14:-15:00 Toplam
Yüzey pürüzlülüğü X X X X \ X X X 15
Çatlak X X X X X \ X X X 17
Kırık X X \ X X \ \ X X \ 16
Siyah Nokta X \ \ \ X 7
Renk Ton Farkı ...
Delikcik ...
Çapak ...
...
...
Kontrol Eden:
İmza:
HATA KAYIT FORMU
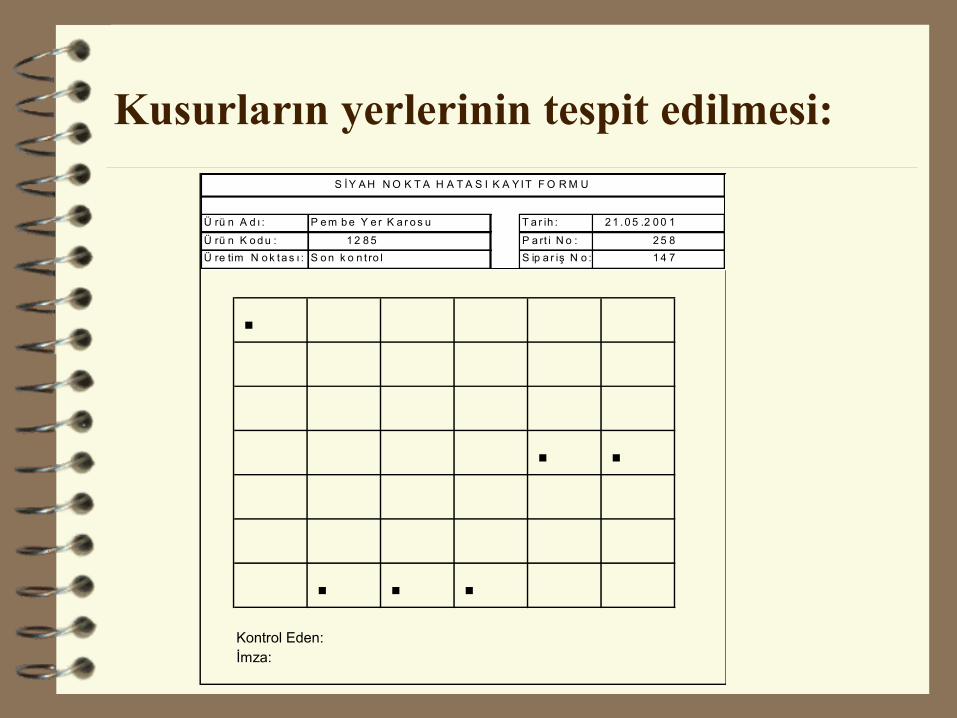
Kusurların yerlerinin tespit edilmesi:
.
. .
. . .Kontrol Eden:
İmza:
Ü rü n A d ı : P e m b e Y e r K a r o s u T a r ih : 2 1 .0 5 .2 0 0 1
Ü rü n K o d u : 1 2 8 5 P a rt i N o : 2 5 8
Ü re tim N o k ta s ı : S o n k o n t ro l S ip a r iş N o : 1 4 7
S İY A H N O K T A H A T A S I K A Y IT F O R M U
Histogram
Histogram, toplanan verilerin dağılımının
en basit gösterim şeklidir.
En büyük ile en küçük değerlerin arasının
eşit olarak bölünmesi ve her bir bölüme
düşen veri sayının belirlenmesi ile çizilir.
>Minitab>Graph>Histogram

Süreç hakkında bilgi sahibi olmamızı sağlar,
Kullanımı basittir,
Verilere dayalı olduğu için süreç hakkında
sezgisel değil, doğru bilgilere erişilir,
Grafiksel gösterimler etkilidir.
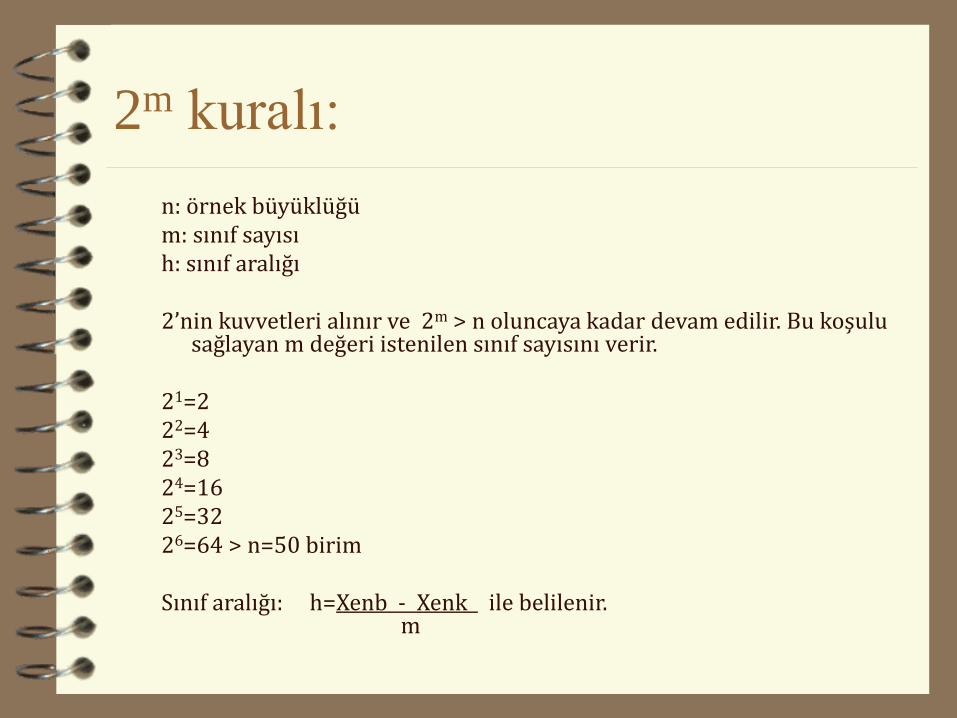
2m kuralı:
n: örnek büyüklüğüm: sınıf sayısıh: sınıf aralığı
2’nin kuvvetleri alınır ve 2m > n oluncaya kadar devam edilir. Bu koşulu sağlayan m değeri istenilen sınıf sayısını verir.
21=222=423=824=1625=3226=64 > n=50 birim
Sınıf aralığı: h=Xenb - Xenk ile belilenir. m

Sturges kuralı:
n: örnek büyüklüğüm: sınıf sayısıh: sınıf aralığı
m= 1 + 3,322 log n olarak belirlenir.Örneğin;m= 1+3,322 log(50)= 6,64Yaklaşık 7 sınıf sayısı
Sınıf aralığı aynı şekilde belirlenir.
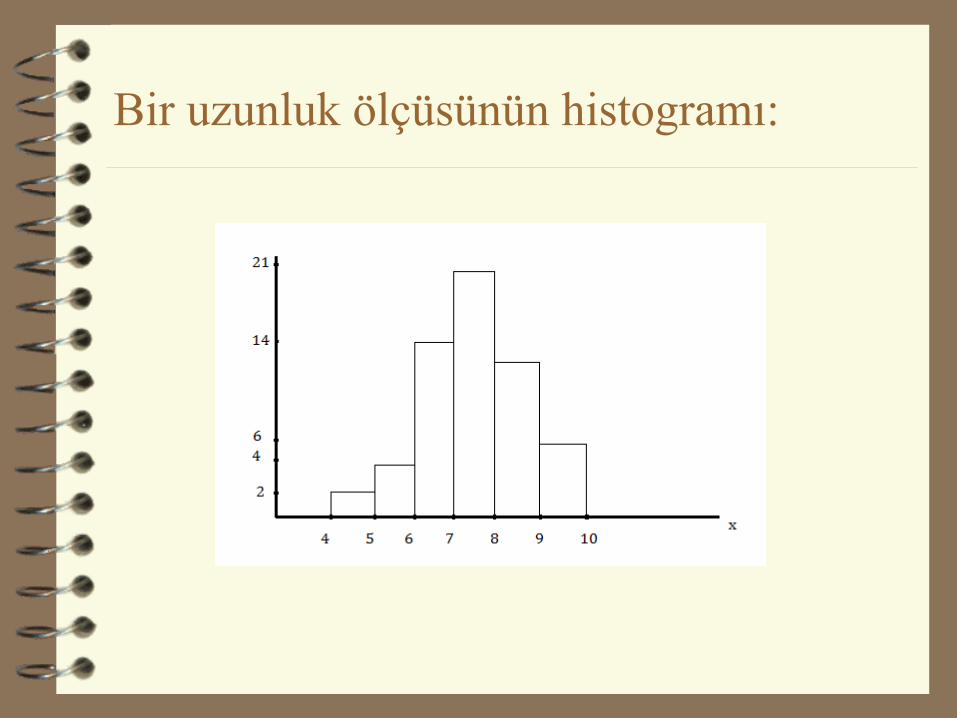
Bir uzunluk ölçüsünün histogramı:

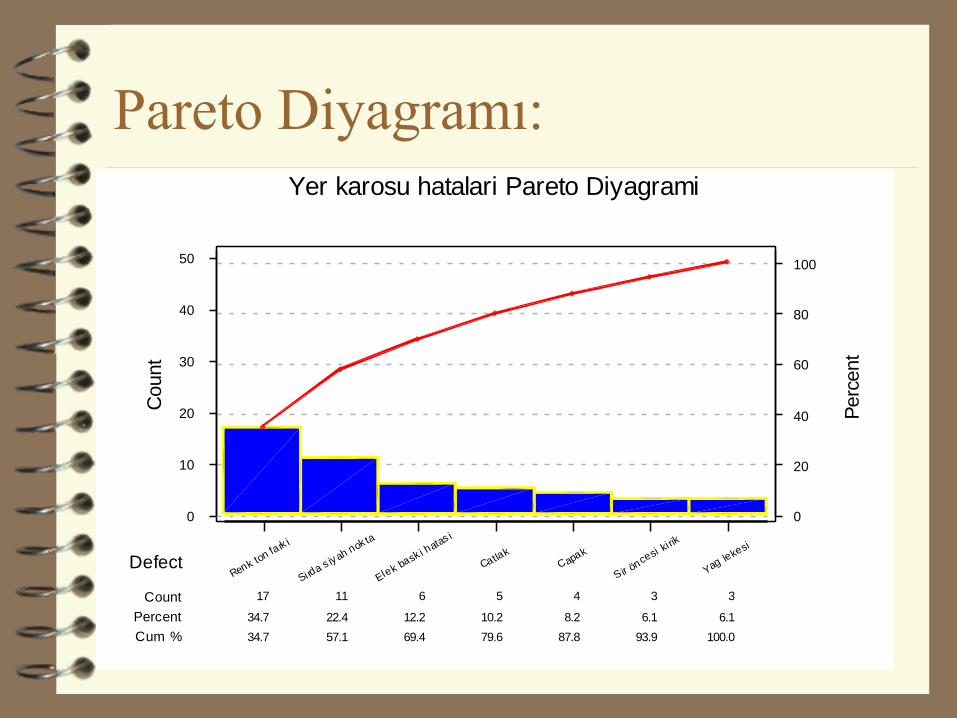
Pareto Analizi:
Verilerin frekanslarının büyükten küçüğe
doğru sıralanmasıdır.
Genellikle kalite problemlerinde, öncelikli
kusur tiplerinin veya öncelikli nedenlerin
belirlenmesinde kullanılır.
Kalitesizliğin % 80’i, nedenlerin %20’si ile
açıklanabilir. Hangi nedenler üzerine
yoğunlaşılması gerektiğini gösterir.
>minitab>stat>quality tools>pareto chart
Pareto Diyagramı:
Yag lekesi
S ir öncesi k
i rik
CapakCatla
k
Elek bask i hatas i
Si rda s iy ah nok ta
Renk ton fa
rk i
3 3 4 5 61117
6.1 6.1 8.210.212.222.434.7
100.0 93.9 87.8 79.6 69.4 57.1 34.7
50
40
30
20
10
0
100
80
60
40
20
0
Defect
Count
Percent
Cum %
Perc
ent
Count
Yer karosu hatalari Pareto Diyagrami
Serpme Diyagramı:
Probleme etki eden değişkenlerin birbirleri
arasındaki veya çıktı ile aralarındaki
ilişkileri gösteren grafiklerdir.
İlişkinin var olup olmadığını ve yönünün
tespit edilmesinde kullanılır.
Sayısal bir değer ile ifade edilmez.
>minitab>graph>plot
Korelasyon:
Eğer bir ilişki var ve sayısal olarak ifade
edilmek isteniyor ise, korelasyon katsayısı
hesaplanır.
>minitab>stat>basic statistics>Correlation
Korelasyon katsayısı, ±1’e yakın ise
aralarındaki ilişki kuvvetli, 0’a yakın ise
zayıf olduğunu gösterir.

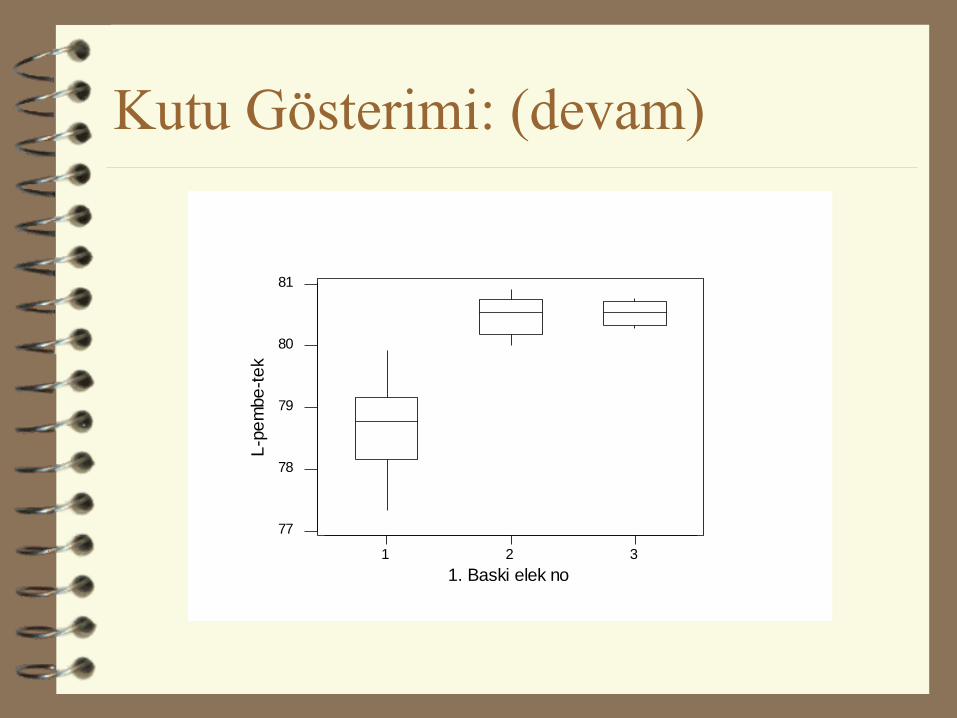
Kutu Gösterimi:
Verilerin dağılımını gösterir,
Gruplamaya olanak sağlar,
Gruplar arası farklılıklar grafiksel olarak
görülür.
>minitab>Graph>Boxplot
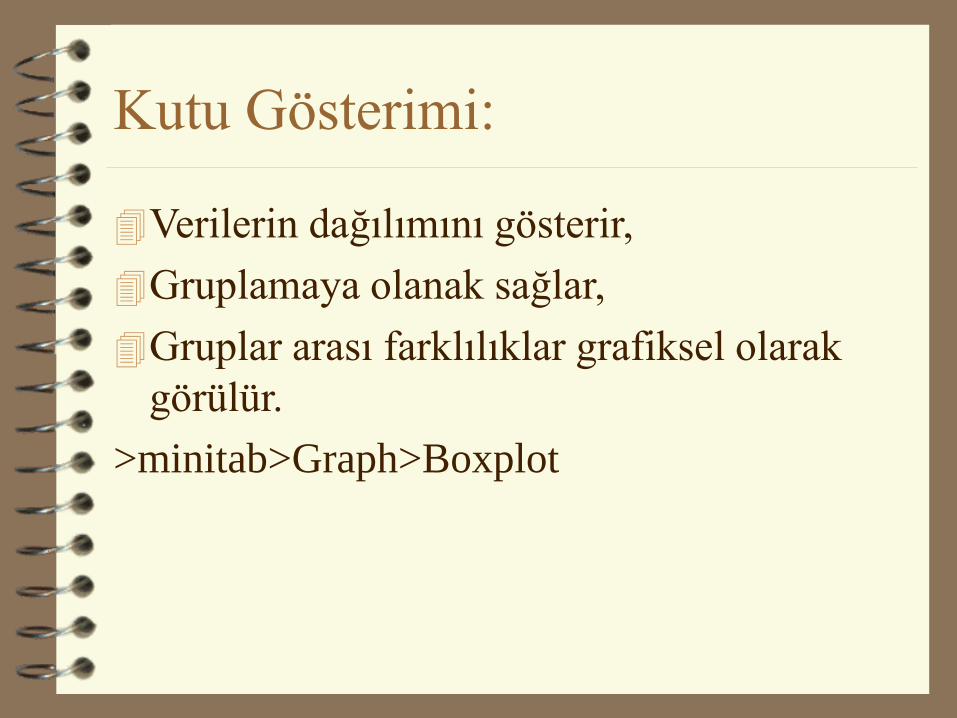
Kutu Gösterimi: (devam)
109
104
99
94
DB
P
Q1: 25%
Medyan
Q3: 75%
Q1-1.5(Q3-Q1)
aralığındaki en
küçük nokta
Q3+1.5(Q3-Q1)
aralığındaki en
yüksek nokta
Kutu Gösterimi: (devam)
1 2 3
77
78
79
80
81
1. Baski elek no
L-p
em
be
-te
k
Kontrol Grafikleri:
Sürecin kontrol altında olup olmadığının
istatistiksel olarak analizinin yapılmasıdır.
Shewhart tarafından geliştirilmiştir.
Sürecin zaman içindeki değişimlerini
incelemeye yarar.
İSTATİSTİKSEL SÜREÇ
KONTROLU’nde anlatılacaktır.
Top Related