







Languages
Pages
Legal


28
BAB IVPEMBAHASAN
4.1 Deskripsi Produk
Tuna saku beku adalah loin tuna yang telah dipotong menyerupai bentuk
saku yang hasil akhirnya dalam kondisi beku. Di PT. X tuna saku beku
merupakan salah satu produk unggulan setelah tuna loin. Pada Tabel 5 dijelaskan
deskripsi produk tuna saku beku.
Tabel 5. Deskripsi Produk Tuna Saku Beku
Nama Produk Tuna Saku BekuNama Spesies Big eye tuna (Thunnus obesus) dan Yellow fin tuna
(Thunnus albacares)Asal Ikan Hasil penangkapan wilayah perairan ZEEI (Zona
Ekonomi Eksklusif Indonesia) Samudera Hindiadengan alat tangkap longline
Alur Proses Penerimaan, Pencucian I, Penyiangan, PencucianII, Pembentukan Loin, Pengulitan, Perapihan,Pemberian CO, Penyimpanan, Pembuangan CO,Penimbangan I, Sortasi, Pembentukan Saku,Pengemasan & Pelabelan, Penimbangan II,Pembekuan, Metal detecting, Pengepakan,Penimbangan III, Pengujian laboratorium
Kemasan Produk Kemasan dalam plastic wrapKemasan luar master cartoon
Daya Tahan Produk 18 bulan dalam kondisi penyimpanan pada suhu-20 °C
Penggunaan Produk Dimasak terlebih dahulu sebelum dimakanNegara Tujuan Ekspor Uni Eropa, Amerika Serikat, Kanada, Rusia,
China, JepangSumber: PT. X
Sedangkan pendefinisian masalah dilakukan dengan menggunakan
aplikasi konsep mutu berdasarkan SIPOC yang meliputi (Suppliers, Inputs,
Process, Outputs, dan Customers). SIPOC adalah sebuah peta proses yang
didalamnya teridentifikasi siapa pemasoknya, apa inputnya, bagaimana
prosesnya, apa hasilnya dan siapa saja pemakainya.

29
Gambar 5. Peta SIPOC dalam Produksi Tuna Saku Beku
Berdasarkan peta SIPOC diketahui bahwa pemasok ikan tuna yang
diterima berasal dari hasil tangkapan PT. X dan nelayan di Pelabuhan Nizam
Zachman. PT. X menggunakan kapal milik sendiri dengan jenis ukuran 100 dan
120 GT (Gross Ton) yang telah dilengkapi RSW (Refrigerated Sea Water) untuk
meringankan beban cost dan untuk mengontrol secara penuh penerapan sanitasi
dan higiene saat penanganan di kapal. Alat tangkap yang digunakan oleh PT. X
adalah jenis longline dengan jumlah mata pancing antara 1000-1500 yang
menggunakan umpan ikan lemuru atau cumi-cumi. Penanganan ikan tuna yang
dilakukan di atas kapal PT. X meliputi membunuh tuna (killing), membuang darah
(bleeding), membuang insang dan jeroan (gilling and gutting), mencuci
(cleaning), dan menyimpan pada suhu rendah.
Jika terjadi kekurangan bahan baku akibat terkendala minimnya hasil
tangkapan sendiri, maka PT. X menggunakan bahan baku yang berasal dari
nelayan sekitar pelabuhan Nizam Zachman yang sebelumnya dilakukan proses
Suppliers
• Nelayan• Kapal milik
perusahaan
Inputs
• Tuna Yellow findan Tuna Bigeye
• Bahan pembantu(air, es curai,klorin, gas CO)
• PeralatanProduksi (pisau,timbangan,talenan, metaldetector, alatpemberi CO,timbangan,vacuum sealer,chilling room,cold storage, AirBlast Freezer,dll
• KemasanProduk (plasticwrap dan mastercartoon)
• Tenaga kerja
29
Gambar 5. Peta SIPOC dalam Produksi Tuna Saku Beku
Berdasarkan peta SIPOC diketahui bahwa pemasok ikan tuna yang
diterima berasal dari hasil tangkapan PT. X dan nelayan di Pelabuhan Nizam
Zachman. PT. X menggunakan kapal milik sendiri dengan jenis ukuran 100 dan
120 GT (Gross Ton) yang telah dilengkapi RSW (Refrigerated Sea Water) untuk
meringankan beban cost dan untuk mengontrol secara penuh penerapan sanitasi
dan higiene saat penanganan di kapal. Alat tangkap yang digunakan oleh PT. X
adalah jenis longline dengan jumlah mata pancing antara 1000-1500 yang
menggunakan umpan ikan lemuru atau cumi-cumi. Penanganan ikan tuna yang
dilakukan di atas kapal PT. X meliputi membunuh tuna (killing), membuang darah
(bleeding), membuang insang dan jeroan (gilling and gutting), mencuci
(cleaning), dan menyimpan pada suhu rendah.
Jika terjadi kekurangan bahan baku akibat terkendala minimnya hasil
tangkapan sendiri, maka PT. X menggunakan bahan baku yang berasal dari
nelayan sekitar pelabuhan Nizam Zachman yang sebelumnya dilakukan proses
Inputs
• Tuna Yellow findan Tuna Bigeye
• Bahan pembantu(air, es curai,klorin, gas CO)
• PeralatanProduksi (pisau,timbangan,talenan, metaldetector, alatpemberi CO,timbangan,vacuum sealer,chilling room,cold storage, AirBlast Freezer,dll
• KemasanProduk (plasticwrap dan mastercartoon)
• Tenaga kerja
Process
• Penerimaan• Pencucian I• Penyiangan• Pencucian II• Pembentukan
Loin• Pengulitan• Perapihan• Pemberian CO• Penyimpanan• Pembuangan
CO• Penimbangan I• Sortasi• Pembentukan
Saku• Pengemasan dan
Pelabelan• Penimbangan II• Pembekuan• Metal Detecting• Pengepakan• Penimbangan III• Pengujian
Laboratorium
Outputs
• Tuna Saku• Loin Tuna• Tuna Steak• Cube Meat• Ground Meat• Chunk Meat• Limbah Tuna
29
Gambar 5. Peta SIPOC dalam Produksi Tuna Saku Beku
Berdasarkan peta SIPOC diketahui bahwa pemasok ikan tuna yang
diterima berasal dari hasil tangkapan PT. X dan nelayan di Pelabuhan Nizam
Zachman. PT. X menggunakan kapal milik sendiri dengan jenis ukuran 100 dan
120 GT (Gross Ton) yang telah dilengkapi RSW (Refrigerated Sea Water) untuk
meringankan beban cost dan untuk mengontrol secara penuh penerapan sanitasi
dan higiene saat penanganan di kapal. Alat tangkap yang digunakan oleh PT. X
adalah jenis longline dengan jumlah mata pancing antara 1000-1500 yang
menggunakan umpan ikan lemuru atau cumi-cumi. Penanganan ikan tuna yang
dilakukan di atas kapal PT. X meliputi membunuh tuna (killing), membuang darah
(bleeding), membuang insang dan jeroan (gilling and gutting), mencuci
(cleaning), dan menyimpan pada suhu rendah.
Jika terjadi kekurangan bahan baku akibat terkendala minimnya hasil
tangkapan sendiri, maka PT. X menggunakan bahan baku yang berasal dari
nelayan sekitar pelabuhan Nizam Zachman yang sebelumnya dilakukan proses
Customers
• Buyer Amerika,Asia, dan Rusia
• Pengolah hasillimbah produksi

30
penyortiran untuk menjaga kualitas produk. Bahan baku yang tiba ditempat transit
ikan kemudian dilakukan penyortiran dengan melakukan pengecekan secara
organoleptik dan pengukuran suhu.
Input merupakan barang atau jasa yang dibutuhkan oleh suatu proses
untuk menghasilkan output. Input dalam produksi ini meliputi bahan baku ikan
tuna jenis yellow fin dan big eye dengan ukuran 25 - 40 kg, bahan pembantu (es
curai, gas CO, dan klorin), peralatan produksi (pisau, timbangan, talenan, metal
detector, vacuum sealer, chilling room yang bersuhu -5 °C hingga 3 °C , cold
storage yang bersuhu -16 °C hingga -22 °C, Air Blast Freezer yang bersuhu -35
°C hingga -40 °C, kemasan produk (plastic wrap dan master cartoon), dan tenaga
kerja.
Berat dan mutu awal ikan tuna yang akan diproses berpengaruh terhadap
mutu serta berat total produk akhir yang dihasilkan. Air dan es curai yang
digunakan haruslah berasal dari air hasil filterisasi dan yang telah lulus uji di
laboratorium. Es curai dan klorin digunakan untuk penyimpanan ikan di ruang
penerimaan yang berfungsi untuk menjaga suhu pusat dan membersihkan kotoran
yang masih melekat. Sedangkan gas CO digunakan untuk memenuhi permintaan
buyer khusus agar memberi warna merah pada produk tuna saku.
Peralatan produksi memiliki fungsi masing-masing sesuai dengan
peruntukannya. Pisau dengan pengasahnya dan talenan saat digunakan untuk
proses penyiangan dan pemotongan harus dalam keadaan steril dengan cara
mencuci menggunakan air yang dicampur dengan klorin konsentrasi 50 ppm.
Sedangkan chilling room, cold storage, Air Blast Freezer, vacuum sealer, dan
suntikan gas CO dengan ukuran jarum sebesar 0,3 mm harus dalam keadaan
berfungsi. Sedangkan timbangan dan metal detector harus dikalibrasi secara
berkala agar fungsi alat lebih maksimal dalam hal keakuratan dan ketelitian. Alat
produksi yang baik belum tentu menghasilkan produk yang baik tanpa ditunjang
oleh tenaga kerja yang baik pula. Oleh karena itu perusahaan menggunakan
tenaga kerja yang telah terlatih untuk mengurangi tingkat kecacatan produk.
Kemasan produk yang digunakan adalah plastic wrap dan master cartoon berasal
dari pihak ketiga yang diproduksi oleh PT. Hilo Fish Company.

31
Proses merupakan tahapan-tahapan dari sebuah alur yang sistematis
hingga menghasilkan suatu produk. Tahapan alur proses produksi tuna saku
adalah penerimaan, pencucian I, penyiangan, pencucian II, pembentukan loin,
pengulitan, perapihan, pemberian CO, penyimpanan, pembuangan CO,
penimbangan I, sortasi, pembentukan saku, pengemasan & pelabelan,
penimbangan II, pembekuan, metal detecting, pengepakan, penimbangan III, dan
pengujian laboratorium.
Output merupakan produk akhir dari hasil suatu proses menggunakan yang
berasal dari input. Produk yang dihasilkan dalam proses produksi ini adalah tuna
saku, tuna steak, tuna loin, chunk meat, ground meat, dan cube. Hasil samping
dari proses produksi adalah limbah. Limbah yang dihasilkan antara lain kepala,
tulang, kulit, dan daging hitam.
Produk tuna saku yang sudah diproduksi dan telah lulus uji lab selanjutnya
dipacking sebagai komoditas ekspor. Sedangkan hasil limbah produksi dijual
untuk selanjutnya diolah untuk menjadi produk bernilai ekonomis.
Tabel 6. Standar MutuTuna Saku Beku
Parameter AAA AAPanjang 20 cm 17 cmLebar 10,5 cm 7 cmTebal 3 cm 3 cm
Warna Pink cerah Pink kecoklatanTekstur Serat daging rapat dan
elastisSerat daging kurang rapat dan
kurang elasticBau Sangat segar Segar
Sumber: PT. X
Gambar 6. Tuna Saku Berdasarkan Grade

32
Ukuran dari produk tuna saku yang terbagi menjadi dua macam yaitu yang
masing-masing berbeda baik segi panjang, lebar, dan tebal. Ukuran tersebut
merupakan standar produksi dari PT. X untuk memenuhi permintaan ekspor yang
cukup tinggi terhadap tuna saku beku.
Dalam menentukan mutu tuna saku, pihak quality control menggunakan
uji organoleptik dengan parameter warna, tekstur, dan bau. Penentuan standar
mutu tersebut harus mudah dimengerti dan diaplikasikan oleh tenaga kerja.
Adapun standar mutu produk tuna saku sesuai spesifikasi dari PT. X yang terdapat
pada Tabel 6.
Produk tuna segar yang telah diolah menjadi tuna saku beku kemudian
dikemas agar produk tidak mudah terjadi dekomposisi. Kemasan tersebut
berfungsi untuk menjaga suhu pusat produk agar tetap beku sehingga masa
simpan menjadi lebih lama. Adapun spesifikasi kemasan produk tuna saku beku
yang terdapat pada Tabel 7.
Tabel 7. Kemasan Luar Produk Tuna Saku Beku
Grade Plastik(cm) Karton (cm) Warna KartonAAA 30 x 28 36,5 x 31 x 16 BiruAA 30 x 28 36,5 x 31 x 16 Merah
Sumber: PT. X
4.2 Proses Produksi Tuna Saku Beku
1. Penerimaan (receiving)
Bahan baku ikan tuna segar yang diterima di ruang penerimaan dalam
keadaan tanpa insang dan isi perut. Bahan baku yang baru datang segera
dilakukan proses pencucian di ruang penerimaan dengan menggunakan air bersih
yang mengalir. Selanjutnya dilakukan sortasi berdasarkan grade dengan cara uji
organoleptik dan pengecekan suhu dengan alat thermo cople. Penilaian
organoleptik dilakukan dengan cara mengamati kenampakan, bau, dan tekstur.
Ikan yang dapat diterima adalah yang memiliki suhu pusat antara -1 °C hingga 3
°C. Ikan yang telah diterima dilewatkan ke dalam bak kecil yang berisi air dan
ditambahkan klorin dengan tidak melebihi kadar 10 ppm. Setelah itu ikan

33
dipindahkan dengan menggunakan ganco ke dalam bak besar untuk direndam
dengan air es dan ditambahkan klorin 10 ppm. Perendaman cepat dengan klorin
berfungsi untuk menghilangkan kotoran pada tubuh ikan dan mengurangi jumlah
bakteri yang ada pada bahan karena sifat antimikroba dari klorin.
2. Pencucian I (washing)
Bahan baku yang telah direndam pada bak besar diangkat dengan
menggunakan ganco yang telah dicuci menggunakan larutan klorin dengan
konsentrasi 50 ppm. Pencucian menggunakan air dingin yang mengalir untuk
membersihkan kotoran dan lendir yang menempel pada tubuh ikan. Air yang
digunakan merupakan jenis air PAM.
3. Penyiangan
Penyingan yang dilakukan di PT. X hanya bertujuan untuk mendapatkan
ikan tanpa kepala dan sirip. Penghilangan isi perut tidak dilakukan karena proses
ini telah dilakukan di atas kapal. Pemotongan kepala yang dilakukan
menggunakan pisau besar yang telah dicuci menggunakan air klorin dengan
konsentrasi 50 ppm. Teknik pemotongan yang dilakukan yaitu dengan memotong
bagian antara perut bawah dan kepala dan ditarik ke bagian atas kepala mengikuti
bentuk lingkar insang. Tahap selanjutnya memotong tulang belakang ikan yang
menghubungkan bagian kepala dan tubuh ikan. Pemotongan kepala dilakukan
secara cermat dan cepat agar tidak terjadi pengurangan rendemen dan menjaga
suhu ikan tetap di bawah 3 oC.
4. Pencucian II
Setelah dilakukan proses penyiangan maka selanjutnya dilakukan tahap
pencucian II. Tahap ini tidak jauh berbeda dengan teknis pelaksanaan pencucian I
yaitu ikan tuna dicuci dengan menggunakan air bersih dingin untuk
menghilangkan sisa kotoran dan darah yang melekat.
5. Pembentukan Loin
Ikan yang telah dicuci selanjutnya diletakkan di atas talenan besar yang
terbuat dari bahan mudah dibersihkan. Posisi kepala ikan berada di sebelah kiri
dari tenaga kerja. Awal pembuatan loin dengan cara memfilet dari kedua sisi
daging ikan tuna. Selanjutnya dilakukan pembelahan menjadi empat bagian secara

34
membujur. Pemotongan ikan tuna dilakukan menggunakan pisau filet dengan
panjang mata pisau 30 cm dan telah dicuci menggunakan air dingin dengan
konsentrasi klorin 50 ppm. Semakin besar bobot tuna maka semakin banyak bobot
loin yang didapat. Pemakaian pisau yang tajam sangat membantu untuk
mempercepat proses pembentukan loin.
Pembuangan tulang dilakukan secara manual setelah ikan dilakukan
pemfiletan. Pembuangan tulang bertujuan untuk memisahkan bagian daging ikan
tuna dengan tulang yang masih menempel. Pada tahap selanjutnya tulang yang
telah dibuang dilakukan pengambilan daging ikan tuna yang masih menempel
pada sela sela tulang ikan tuna untuk dijadikan bahan dasar ground meat tuna.
Pemisahan daging yang menempel dilakukan dengan cara manual menggunakan
sendok yang telah dicuci bersih menggunakan air yang mengandung klorin 50
ppm. Daging ikan yang masih tersisa pada tulang ikan diambil secara manual
untuk dimanfaatkan sebagai bahan baku pembuatan ground meat.
6. Pengulitan (skinning)
Proses ini bertujuan untuk menghilangkan kulit dari loin tuna.
Pembuangan kulit dilakukan secara manual menggunakan pisau filet dengan
panjang mata pisau 30 cm dan telah dicuci menggunakan air dingin yang
mengandung klorin 50 ppm untuk mereduksi kontaminasi bakteri patogen.
Pembuangan kulit harus dilakukan dengan cepat agar suhu ikan tidak meningkat.
7. Perapihan (trimming)
Proses ini bertujuan untuk merapihkan permukaan loin yang tidak rata dan
membuang daging gelap (dark meat). Pembuangan daging hitam bertujuan untuk
menurunkan kadar histamin yang banyak terdapat di sekitar linea lateralis.
Perapihan dilakukan secara manual oleh tenaga kerja yang terlatih dengan
menggunakan pisau filet tajam dengan panjang mata pisau 30 cm dan telah dicuci
menggunakan air dingin yang mengandung klorin 50 ppm
8. Pemberian CO
Pemberian CO bertujuan untuk memberikan memberikan warna merah
segar atau warna alami pada bagian dalam ikan. Proses pemberian CO dilakukan
sesuai keinginan buyer yg biasanya berasal dari negara kawasan Amerika. Proses

35
pemberian gas CO dilakukan dengan cara menyuntikkan injektor CO yang
terlebih dahulu dicuci menggunakan air dingin yang mengandung klorin 50 ppm
untuk mencegah kontaminasi silang. Injektor CO memiliki konsentrasi CO 99,8%
dan ukuran jarum suntiknya 0,3 mm. Setelah proses penyuntikan, daging ikan
dimasukkan ke dalam kemasan plastik yang telah diberi busa untuk menyerap
darah yang masih keluar dari daging. Selanjutnya dilakukan proses ulang dengan
cara mengalirkan gas CO melalui selang ke dalam plastik agar warna merah
daging ikan yang dihasilkan lebih maksimal, lalu plastik tersebut diikat kuat dan
disusun di rak yang telah disediakan.
Menurut Livingston dan Brown (1981), suntik CO pada daging ikan dapat
mempertahankan warna asli ikan dengan cara pengikatan senyawa
karbonmonoksida pada myoglobin menjadi senyawa karboximioglobin. Senyawa
karboximioglobin dapat mencegah terjadinya proses oksidasi pada daging ikan
yang dapat merubah warna daging ikan dari merah menjadi coklat. Daging ikan
tuna yang mengalami perlakuan suntik CO pada dasarnya untuk memenuhi
permintaan konsumen dari amerika serikat karena warna merah daging ikan tuna
sangat mempengaruhi daya beli konsumen (Pivarni dkk, 2011).
9. Penyimpanan
Loin yang telah diberi gas CO disimpan di chilling room bersuhu -5 °C
sampai dengan -2 °C selama 48 jam. Proses penyimpanan bertujuan agar gas CO
bereaksi terhadap loin tuna. Pendinginan selama 2 hari bertujuan untuk
pembentukan senyawa karboksimioglobin dari reaksi CO dan myoglobin.
Pembentukan senyawa karboksimioglobin pada dasarnya tidak memerlukan
proses pendinginan, namun dikarenakan proses pembentukannya memerlukan
waktu 1-2 hari maka perlu suhu dingin untuk mencegah terjadinya peningkatan
suhu loin yang dapat mengakibatkan pertumbuhan mikroba dalam dalam loin
tuna.
Selama proses pendinginan suhu dalam ruang pendingin dipantau setiap
satu jam sekali untuk menghindari peningkatan suhu ruang pendingin.
Pemantauan dilakukan menggunakann alat data logger yang dapat merekam suhu
ruang pendingin setiap satu jam sekali secara otomatis.

36
10. Pembuangan CO
Pembuangan CO ini bertujuan untuk menghilangkan gas CO di dalam
plastik. Proses ini dilakukan secara manual dengan cara memasukkan selang
vakum ke dalam plastik.
11. Penimbangan I
Penimbangan bertujuan untuk melihat bobot loin tuna. Proses ini
dilakukan oleh checker dengan cara menaruh loin tuna diatas timbangan. Jenis
timbangan yang digunakan adalan timbangan digital agar diperoleh nilai bobot
loin secara cepat dan akurat.
12. Sortasi
Tujuan sortasi adalah untuk memisahkan loin tuna berdasarkan mutu
dengan melihat dari ukuran bentuk, warna, dan tekstur. Pada tahap ini dilakukan
pemisahan untuk Proses ini dilakukan oleh checker yang terampil dan terlatih
untuk meminimalisir kesalahan.
13. Pembentukan Saku
Tujuan proses ini adalah untuk mendapatkan produk tuna saku sesuai
dengan ukuran yang telah ditetapkan oleh perusahaan. Pembentukan saku
dilakukan oleh tenaga kerja terampil dan terlatih secara cermat dan cepat. Alat
yang digunakan adalah dengan pisau yang tajam dan steril untuk mendapatkan
produk yang rapih dan terbebas dari kontaminasi mikroba.
14. Pengemasan dan Pelabelan
Loin tuna yang telah dibuat menjadi produk saku selanjutnya dikemas
dengan kemasan primer menggunakan plastik yang telah diberi label. Plastik yang
digunakan berasal dari pihak ketiga yaitu merk KRIMSON yang berasal dari PT
Hilo Fish Company. Pada label kemasan primer terdapat keterangan nama produk,nama perusahaan, negara asal, grade, berat bersih, kode produksi dan nilai gizi.
Pengemasan tuna saku menggunakan alat vacuum sealer machine
berukuran besar. Alat ini bertujuan untuk membuang udara yang terdapat didalam
kemasan. Pembuangan udara bertujuan untuk mereduksi pertumbuhan mikroba
patogen. Produk tuna saku yang telah divakum selanjutnya dilakukan pengecekan

37
untuk memastikan tidak terdapat kerusakan dalam plastik yang menyebabkan
kontaminasi langsung dari lingkungan.
15. Penimbangan II
Penimbangan bertujuan untuk melihat bobot tuna saku yang telah dikemas
dengan kemasan primer (plastik) secara global. Proses ini dilakukan oleh checker
dengan cara menaruh kumpulan tuna saku diatas timbangan. Jenis timbangan
yang digunakan adalan timbangan digital agar diperoleh nilai bobot tuna saku
secara cepat dan akurat.
16. Pembekuan
Pembekuan bertujuan untuk membekukan produk hingga mencapai suhu
beku secara cepat dan tidak mengakibatkan pengeringan terhadap produk tuna
saku. Produk tuna saku yang telah dikemas vakum kemudian diletakkan di dalam
wadah long pan dan dipisahkan berdasarkan grade. Proses ini bertujuan untuk
memudahkan saat proses pengepakan. Setelah itu long pan diletakkan di dalam
rak-rak yang tersedia di dalam ruangan ABF yang suhu antara -35 °C hingga -40
°C. Prinsip kerja dari ABF ialah dengan meniupkan udara dingin secara terus
menerus ke arah produk tuna saku beku. Proses pembekuan berlangsung selama ±
8 jam. Tuna saku yang telah menjadi beku kemudian dikeluarkan dari ABF, untuk
selanjutnya dilakukan proses pemeriksaan yang dilakukan di ruang anteroom.
Proses ini harus dilakukan secara cepat untuk mencegah proses pelelehan pada
produk karena perubahan suhu secara mendadak antara suhu di ABF dengan suhu
di anteroom.
17. Metal Detecting
Metal detecting merupakan salah satu proses yang bertujuan untuk
mendeteksi adanya logam ataupun benda asing yang terdapat pada produk tuna
saku. Proses ini menggunakan alat yang bernama metal detector, cara
penggunaannya adalah dengan melewatkan tuna saku pada lubang deteksi melalui
conveyor, jika pada produk terdapat logam/benda asing, maka secara otomatis
conveyor akan berhenti ditandai dengan bunyi alarm. Metal detector dikalibrasi
secara berkala dengan rentang waktu satu jam menggunakan logam untuk ferrous

38
(Fe) yaitu 2,5 mm, sedangkan untuk stainless (SUS) sebesar 3,0 mm. Proses
pengkalibrasian bertujuan untuk mengecek sensitifitas metal detector.
18. Pengepakan
Pengepakan bertujuan untuk melindungi produk tuna saku dari
kontaminasi mikroba dan kerusakan selama penyimpanan saat transportasi.
Produk tuna saku yang telah melewati metal detector kemudian disusun
menggunakan alas plastic polyethylene dan pada kemasan sekunder menggunakan
master cartoon yang berasal dari pihak ketiga yaitu PT. Hilo Fish Compay.
Produk yang telah dikemas berdasarkan mutu kemudian diberi label berisi
keterangan nama produk, mutu produk, berat produk dan kode produksi. Bagian
luar dari master cartoon diikat menggunakan strapping ban.
19. Penimbangan III
Penimbangan bertujuan untuk melihat bobot tuna saku yang telah dikemas
dengan kemasan sekunder (master cartoon) secara global. Proses ini dilakukan
oleh checker dengan cara menaruh master cartoon tuna saku diatas timbangan.
Jenis timbangan yang digunakan adalan timbangan digital agar diperoleh nilai
secara cepat dan akurat.
20. Pengujian Laboratorium
Pengujian ini bertujuan untuk melihat melihat kandungan histamin, logam
berat, dan jumlah koloni mikroba. Proses ini dilakukan dengan cara mengambil
sampel produk secara random untuk selanjutnya diuji oleh Laboratorium
Pengolahan dan Pengujian Mutu Hasil Perikanan (LPPMHP) DKI Jakarta, Pluit
Jakarta Utara. Pengujian. Sampel produk tuna saku yang telah lolos pengujian dan
telah dinyatakan memenuhi persyaratan ekspor akan mendapatkan Sertifikat mutu
Ekspor (SME).
4.3 Analisis Pengendalian Mutu
4.3.1 Pengendalian Mutu pada Variasi Suhu di Chilling Room
Hasil perhitungan pada variasi suhu ruangan di chilling room dapat dilihat
pada Tabel 8 dan Lampiran 5.
39
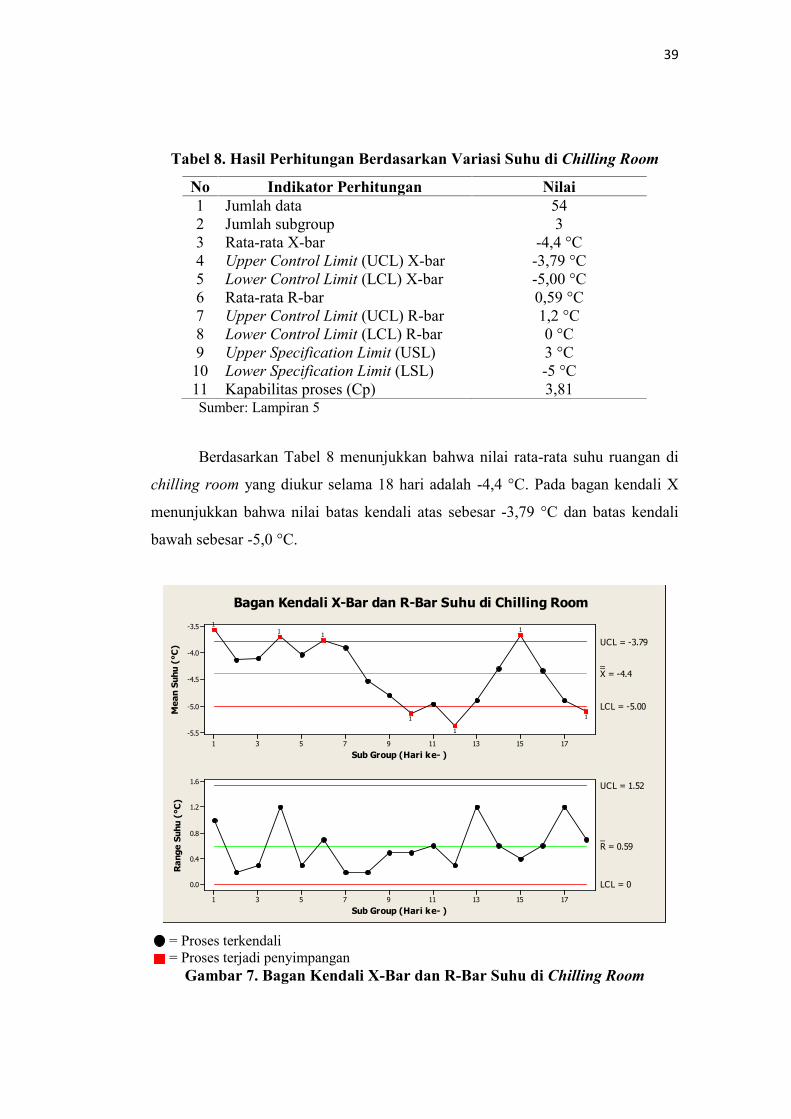
Tabel 8. Hasil Perhitungan Berdasarkan Variasi Suhu di Chilling Room
No Indikator Perhitungan Nilai1 Jumlah data 542 Jumlah subgroup 33 Rata-rata X-bar -4,4 °C4 Upper Control Limit (UCL) X-bar -3,79 °C5 Lower Control Limit (LCL) X-bar -5,00 °C6 Rata-rata R-bar 0,59 °C7 Upper Control Limit (UCL) R-bar 1,2 °C8 Lower Control Limit (LCL) R-bar 0 °C9 Upper Specification Limit (USL) 3 °C10 Lower Specification Limit (LSL) -5 °C11 Kapabilitas proses (Cp) 3,81Sumber: Lampiran 5
Berdasarkan Tabel 8 menunjukkan bahwa nilai rata-rata suhu ruangan di
chilling room yang diukur selama 18 hari adalah -4,4 °C. Pada bagan kendali X
menunjukkan bahwa nilai batas kendali atas sebesar -3,79 °C dan batas kendali
bawah sebesar -5,0 °C.
1715131197531
-3.5
-4.0
-4.5
-5.0
-5.5
Sub Group (Hari ke- )
MeanSuhu(°C)
__X = -4.4
UCL = -3.79
LCL = -5.00
1715131197531
1.6
1.2
0.8
0.4
0.0
Sub Group (Hari ke- )
RangeSuhu(°C)
_R = 0.59
UCL = 1.52
LCL = 0
1
1
1
1
111
Bagan Kendali X-Bar dan R-Bar Suhu di Chilling Room
= Proses terkendali= Proses terjadi penyimpangan
Gambar 7. Bagan Kendali X-Bar dan R-Bar Suhu di Chilling Room

40
Berdasarkan bagan kendali X (Gambar 7) yang dibuat menggunakan
program Minitab 15, hasil analisis menunjukkan bahwa suhu ruangan di chilling
room dalam keadaan tidak terkendali. Hal ini terlihat dari banyaknya titik
penyimpangan yang yang melewati batas kendali atas dan batas kendali bawah.
Pada batas kendali atas terdapat penyimpangan pada hari ke 1, 4, 6, dan 15. Pada
batas kendali bawah terdapat tiga kali penyimpangan yang terjadi pada hari ke 10,
12, dan 18. Berdasarkan fakta di lapangan, faktor terjadinya penyimpangan akibat
dari kurangnya kedisiplinan tenaga kerja di ruang chilling room. Tenaga kerja
yang lalai menutup pintu saat masuk ke chilling room dapat menyebabkan
terjadinya fluktuasi suhu di dalam ruangan.
Berdasarkan bagan kendali R (Gambar 7) yang dibuat menggunakan
program Minitab 15, menunjukkan bahwa nilai rata-rata selama 18 hari adalah
0,59 °C dengan batas kendali atas sebesar 1,2 °C dan batas kendali bawah 0 °C.
Hasil analisis menggunakan bagan kendali R menunjukkan bahwa suhu ruangan
di chilling room dalam keragaman yang terkendali. Hal ini dikarenakan tidak
terdapatnya titik penyimpangan.
USL yang ditetapkan quality control di PT. X untuk suhu di chilling room
adalah sebesar 3 °C dan LSL sebesar -5 °C. Berdasarkan hasil perhitungan manual
(Lampiran. 5), menunjukkan hasil perhitungan nilai kapabilitas pada suhu ruangan
chilling room adalah 3,81. Hal ini mengindikasikan kapabilitas proses pada suhu
pada ruangan chilling room tergolong baik. Dengan kata lain proses pendinginan
suhu ruangan di chilling room dapat memenuhi spesifikasi yang telah ditetapkan
oleh perusahaan.
4.3.2 Pengendalian Mutu pada Variasi Suhu di Cold Storage
Hasil perhitungan secara statistik pada variasi suhu di cold storage dapat
dilihat pada Tabel 9 dan Lampiran 7.

41
Tabel 9. Hasil Perhitungan Berdasarkan Variasi Suhu di Cold Storage
No Indikator Perhitungan Nilai1 Jumlah data 542 Jumlah subgroup 33 Rata-rata X-bar -18,34 °C4 Upper Control Limit (UCL) X-bar -19,55 °C5 Lower Control Limit (LCL) X-bar -20,73 °C6 Rata-rata R-bar 1,18 °C7 Upper Control Limit (UCL) R-bar 3,04 °C8 Lower Control Limit (LCL) R-bar 0 °C9 Upper Specification Limit (USL) -16 °C10 Lower Specification Limit (LSL) -22 °C11 Kapabilitas proses (Cp) 1,96Sumber: Lampiran 7
Berdasarkan Tabel 9 menunjukkan bahwa nilai rata-rata suhu di cold
storage yang diukur selama 18 hari adalah -18,34 °C. Pada bagan kendali X
menunjukkan bahwa nilai batas kendali atas sebesar -19,55 °C dan batas kendali
bawah sebesar -20,73 °C.
1715131197531
-18
-19
-20
-21
Sub Group (Hari ke- )
MeanSuhu(°C)
__X = -19.54
UC L = -18.38
LC L = -20.69
1715131197531
3
2
1
0
Sub Group (Hari ke- )
RangeSuhu(°C)
_R = 1.13
UC L = 2.91
LC L = 0
1
111
111
Bagan Kendali X-Bar dan R-Bar Suhu di Cold Storage
= Proses terkendali= Proses terjadi penyimpangan
Gambar 8. Bagan Kendali X-Bar dan R-Bar Suhu di Cold Storage

42
Berdasarkan bagan kendali X (Gambar 8) yang dibuat menggunakan
program Minitab 15, hasil analisis menunjukkan bahwa suhu ruangan di cold
storage dalam keadaan tidak terkendali. Hal ini terlihat dari banyaknya titik
penyimpangan yang yang melewati batas kendali atas dan batas kendali bawah.
Pada batas kendali atas terdapat penyimpangan pada hari ke 12, 13, dan 15. Pada
batas kendali bawah terdapat 4 kali penyimpangan yang terjadi pada hari ke 7, 9,
10 dan 17. Penyimpangan terjadi akibat dari kurangnya kedisiplinan tenaga kerja
di ruang cold storage. Tenaga kerja yang lalai menutup pintu saat masuk ke cold
storage dapat menyebabkan terjadinya fluktuasi suhu di dalam ruangan.
Seringnya tenaga kerja keluar masuk cold storage dapat menyebabkan terjadinya
fluktuasi suhu.
Berdasarkan bagan kendali R (Gambar 8) yang dibuat menggunakan
program Minitab 15, menunjukkan bahwa nilai rata-rata selama 18 hari adalah
1,18 °C dengan batas kendali atas sebesar 3,04 °C dan batas kendali bawah 0 °C.
Hasil analisis menggunakan bagan kendali R menunjukkan bahwa suhu ruangan
di cold storage dalam keragaman yang terkendali. Hal ini dikarenakan tidak
terdapatnya titik penyimpangan.
USL yang ditetapkan oleh quality control di PT. X untuk suhu di cold
storage adalah sebesar -16 °C dan LSL sebesar -22 °C. Berdasarkan hasil
perhitungan manual (Lampiran. 7), nilai kapabilitas suhu pada ruangan cold
storage adalah 1,96. Hal ini mengindikasikan kapabilitas proses pada suhu pada
ruangan cold storage tergolong cukup baik. Dengan kata lain proses pendinginan
suhu ruangan di cold storage dapat memenuhi spesifikasi yang telah ditetapkan
oleh perusahaan.
4.3.3 Pengendalian Mutu pada Variasi Suhu di ABF (Air Blast Freezer)
Hasil perhitungan secara statistik pada variasi suhu di ABF dapat dilihat
pada Tabel 10 dan Lampiran 9.

43
Tabel 10. Hasil Perhitungan Berdasarkan Variasi Suhu di ABF
No Indikator Perhitungan Nilai1 Jumlah data 542 Jumlah subgroup 33 Rata-rata X-bar -37,42 °C4 Upper Control Limit (UCL) X-bar -36,47 °C5 Lower Control Limit (LCL) X-bar -38,37 °C6 Rata-rata R-bar 0,93 °C7 Upper Control Limit (UCL) R-bar 2,39 °C8 Lower Control Limit (LCL) R-bar 0 °C9 Upper Specification Limit (USL) -35 °C10 Lower Specification Limit (LSL) -40 °C11 Kapabilitas proses (Cp) 1,51Sumber: Lampiran 9
Berdasarkan Tabel 10 menunjukkan bahwa nilai rata-rata suhu di ABF
yang dicatat selama 18 hari adalah -37,42 °C. Pada bagan kendali X menunjukkan
bahwa nilai batas kendali atas sebesar -36,47 °C dan batas kendali bawah sebesar
-38,37 °C.
1715131197531
-36
-37
-38
-39
Sub Group (Hari ke- )
MeanSuhu(°C)
__X = -37.42
UCL = -36.47
LCL = -38.37
1715131197531
2.4
1.8
1.2
0.6
0.0
Sub Group (Hari ke- )
RangeSuhu(°C)
_R = 0.93
UCL = 2.39
LCL = 0
1
1
1
1
1
1
1
1
Bagan Kendali X-Bar dan R-Bar Suhu di Air Blast Freezer
= Proses terkendali= Proses terjadi penyimpanganGambar 9. Bagan Kendali X-Bar dan R-Bar Suhu di Air Blast Freezer
44
Berdasarkan bagan kendali X (Gambar 9) yang dibuat menggunakan
program Minitab 15, hasil analisis menunjukkan bahwa suhu ruangan di ABF
dalam keadaan tidak terkendali. Hal ini terlihat dari banyaknya titik
penyimpangan yang yang melewati batas kendali atas dan batas kendali bawah.
Pada batas kendali atas terdapat penyimpangan pada hari ke 1, 6, dan 15. Pada
batas kendali bawah terdapat lima kali penyimpangan yang terjadi pada hari ke 3,
7, 8, 10, dan 16. Penyimpangan terjadi akibat dari kurangnya kedisiplinan tenaga
kerja di ruang ABF. Tenaga kerja yang lalai menutup pintu saat masuk ke ABF
dapat menyebabkan terjadinya fluktuasi suhu di dalam ruangan. Seringnya tenaga
kerja keluar masuk ABF dapat menyebabkan terjadinya fluktuasi suhu. Dan selain
itu ABF yang digunakan pada PT. X kurang terawat bagian dalam ruangannya,
sehingga menyebabkan proses pembekuan tidak maksimal.
Berdasarkan bagan kendali R (Gambar 9) yang dibuat menggunakan
program Minitab 15, menunjukkan bahwa nilai rata-rata selama 18 hari adalah
0,93 °C dengan batas kendali atas sebesar 2,39 °C dan batas kendali bawah 0 °C.
Hasil analisis menggunakan bagan kendali R menunjukkan bahwa suhu ruangan
di ABF dalam keragaman yang terkendali. Hal ini dikarenakan tidak terdapatnya
titik penyimpangan.
USL yang ditetapkan quality control di PT. X untuk suhu di ABF adalah
sebesar -35 °C dan LSL sebesar -40 °C. Berdasarkan hasil perhitungan manual
(Lampiran. 9), nilai kapabilitas suhu pada ruangan ABF adalah 1,51. Hal ini
mengindikasikan kapabilitas proses pada suhu pada ruangan ABF tergolong
cukup stabil. Dengan kata lain proses pembekuan di ABF dapat memenuhi
spesifikasi yang telah ditetapkan oleh perusahaan.
4.3.4 Pengendalian Mutu pada Variasi Kadar Histamin
Histamin pada ikan akan terbentuk melalui proses dekarboksilasi histidin
oleh enzim yang secara alami terdapat pada ikan. Pembentukan histamin oleh
enzim ini berlangsung selama proses autolisis (Kimata 1961 dalam Fadly 2011).
Autolisis pada daging ikan mulai berlangsung secara biokimiawi segera setelah
ikan mati terutama pada daging sekitar rongga perut. Setelah fase rigormortis

45
enzim dalam perut ikan aktif menguraikan komponen ikan yang menyebabkan
terjadinya perubahan pada rasa, warna, tekstur, bau dan penampakan ikan (Ilyas
1993).
Jumlah bakteri penghasil histamin sangat berperan dalam menentukan
kenaikan kadar histamin. Bakteri yang memiliki enzim histidin dekarboksilase
atau biasa disebut bakteri penghasil histamin, sebagian besar termasuk ke dalam
family Enterobacteriaceae. Jenis bakteri tersebut antara lain: Morganella
morganii, Klebsiella pneumoniae, Hafnia alvei, Citrobacter freundii,
Enterobacteraerogenes, Vibrio alginolyticus dan Proteus spp (Fadly 2011).
Hasil perhitungan secara statistik pada variasi kadar histamin dapat dilihat
pada Tabel 11 dan Lampiran 11.
Tabel 11. Hasil Perhitungan Berdasarkan Variasi Kadar Histamin
No Indikator Perhitungan Nilai1 Jumlah data 1082 Jumlah subgroup 63 Rata-rata X-bar 0,34 ppm4 Upper Control Limit (UCL) X-bar 0,5 ppm5 Lower Control Limit (LCL) X-bar 0,18 ppm6 Rata-rata R-bar 0,34 ppm7 Upper Control Limit (UCL) R-bar 0,66 ppm8 Lower Control Limit (LCL) R-bar 0 ppm9 Upper Specification Limit (USL) 5 ppm10 Lower Specification Limit (LSL) -11 Kapabilitas proses (Cp) 11,94Sumber: Lampiran 11
Berdasarkan Tabel 11 menunjukkan bahwa nilai rata-rata kadar histamin
yang diukur selama 18 hari adalah 0,34 ppm. Pada bagan kendali X menunjukkan
bahwa nilai batas kendali atas sebesar 0,5 ppm dan batas kendali bawah sebesar
0,18 ppm.

46
1715131197531
0.5
0.4
0.3
0.2
0.1
Sub Group (Hari ke- )
MeanKadarHistamin(ppm)
__X = 0.34
UCL = 0.50
LC L = 0.18
1715131197531
0.60
0.45
0.30
0.15
0.00
Sub Group (Hari ke- )
RangeKadarHistamin(ppm)
_R = 0.33
UCL = 0.66
LC L = 0
11
Bagan Kendali X-Bar dan R-Bar Kadar Histamin
= Proses terkendali= Proses terjadi penyimpangan
Gambar 10. Bagan Kendali X-Bar dan R-Bar Kadar Histamin
Berdasarkan bagan kendali X (Gambar 10) yang dibuat menggunakan
program Minitab 15, menunjukkan bahwa kadar histamin dalam keadaan cukup
terkendali. Hal ini terlihat dari sedikitnya titik penyimpangan yang yang melewati
batas kendali. Pada batas kendali bawah terdapat penyimpangan yang terjadi pada
hari ke 8 dan 17. Penyimpangan yang terjadi pada batas kendali bawah dalam
artian “positif”. Karena penyimpangan terjadi karena nilai hari ke 8 dan 17
melewati angka LCL yang berarti jumlah kadar histamin semakin kecil. Jumlah
kadar histamin berhubungan dengan sanitasi dan higiene serta penerapan rantai
dingin dalam proses penanganan ataupun saat proses pengolahan sehingga
sehingga pertumbuhan bakteri penghasil histidin dekarboksilase dapat dihambat
(Kimata 1961 dalam Hardiana 2009). Selain itu penerapan HACCP pada PT. X
sangat membantu dalam menekan jumlah histamin pada produk yang akan
diekspor.
Berdasarkan bagan kendali R (Gambar 10) yang dibuat menggunakan
program Minitab 15, menunjukkan bahwa nilai rata-rata selama 18 hari adalah
0,34 ppm dengan batas kendali atas sebesar 0,66 ppm dan batas kendali bawah 0

47
ppm. Hasil analisis menggunakan bagan kendali R menunjukkan bahwa kadar
histamin dalam keragaman yang terkendali. Hal ini dikarenakan tidak terdapatnya
titik penyimpangan.
USL yang ditetapkan quality control di PT. X untuk kadar histamin adalah
sebesar 5 ppm karena PT. X mengacu pada syarat mutu yang telah ditetapkan
negara Amerika Serikat (FDA). Berdasarkan hasil perhitungan manual (Lampiran
11) nilai kapabilitas kadar histamin adalah 11,94. Hal ini mengindikasikan
kapabilitas proses pada suhu pada kadar histamin tergolong baik. Dengan kata lain
proses pengendalian kadar histamin dapat memenuhi spesifikasi yang telah
ditetapkan oleh perusahaan.
4.3.5 Pengendalian Mutu pada Variasi Bobot Tuna Saku Beku
Hasil perhitungan secara statistik pada variasi bobot tuna saku beku dapat
dilihat pada Tabel 12 dan Lampiran 13.
Tabel 12. Hasil Perhitungan Berdasarkan Variasi Bobot Tuna Saku Beku
No Indikator Perhitungan Nilai1 Jumlah data 362 Jumlah subgroup 23 Rata-rata X-bar 296,1 kg4 Upper Control Limit (UCL) X-bar 618,6 kg5 Lower Control Limit (LCL) X-bar -26,3 kg6 Rata-rata R-bar 171,5 kg7 Upper Control Limit (UCL) R-bar 560,2 kg8 Lower Control Limit (LCL) R-bar 0 kg9 Upper Specification Limit (USL) 2000 kg10 Lower Specification Limit (LSL) -11 Kapabilitas proses (Cp) 3,74Sumber: Lampiran 13
Berdasarkan Tabel 12 menunjukkan bahwa nilai rata-rata bobot tuna saku
yang diukur selama 18 hari adalah 296,1. Pada bagan kendali X menunjukkan
bahwa nilai batas kendali atas sebesar 618,6 kg dan batas kendali bawah sebesar -
26,3 kg.

48
1715131197531
800
600
400
200
0
Sub Group (Hari ke- )
MeanBobotTunaSaku(kg)
__X = 296.1
UCL = 618.6
LCL = -26.3
1715131197531
600
450
300
150
0
Sub Group (Hari ke- )
RangeBobotTunaSaku(kg)
_R = 171.5
UCL = 560.2
LCL = 0
1
1
1
1
Bagan Kendali X-Bar dan R Bobot Tuna Saku
= Proses terkendali= Proses terjadi penyimpangan
Gambar 11. Bagan Kendali X-Bar dan R-Bar Bobot Tuna Saku Beku
Berdasarkan bagan kendali X (Gambar 11) yang dibuat menggunakan
program Minitab 15, menunjukkan bahwa bobot tuna saku dalam keadaan cukup
terkendali. Hal ini terlihat dari sedikitnya titik penyimpangan yang yang melewati
batas kendali. Pada batas kendali atas terdapat penyimpangan yang terjadi pada
hari ke 7, 11 dan 18. Penyimpangan pada variasi bobot tuna saku beku disebabkan
oleh tidak menentunya jumlah ikan tuna yang datang pada ruang penerimaan dan
jumlah tenaga kerja yang tersedia. Selain itu penyimpangan juga dipengaruhi oleh
jumlah permintaan konsumen yang menginginkan tuna saku beku yang akan
diproduksi.
Berdasarkan bagan kendali R (Gambar 11) yang dibuat menggunakan
program Minitab 15, menunjukkan bahwa nilai rata-rata selama 18 hari adalah
171,5 kg dengan batas kendali atas sebesar 560,2 kg dan batas kendali bawah 0.
Hasil analisis menggunakan bagan kendali R menunjukkan bahwa bobot tuna
saku dalam keragaman yang terkendali. Hal ini dikarenakan hanya terdapatnya
titik penyimpangan yang terjadi pada hari ke 11.
49
USL yang ditetapkan PT. X pada kapasitas jumlah bobot tuna saku beku
dalam satu kali produksi adalah sebesar 2.000 kg dengan menimbang jumlah
tenaga kerja yang ada. Hasil perhitungan manual (Lampiran 13) nilai kapabilitas
bobot tuna saku adalah 3,74. Hal ini mengindikasikan kapabilitas proses produksi
tuna saku tergolong baik. Dengan kata lain proses pengendalian bobot tuna saku
dapat memenuhi spesifikasi yang telah ditetapkan oleh perusahaan.
4.3.6 Pengendalian Mutu pada Variasi Hasil Uji TPC
Hasil perhitungan secara statistik pada variasi hasil uji TPC pada produk
tuna saku beku dapat dilihat pada Tabel 13 dan Lampiran 15.
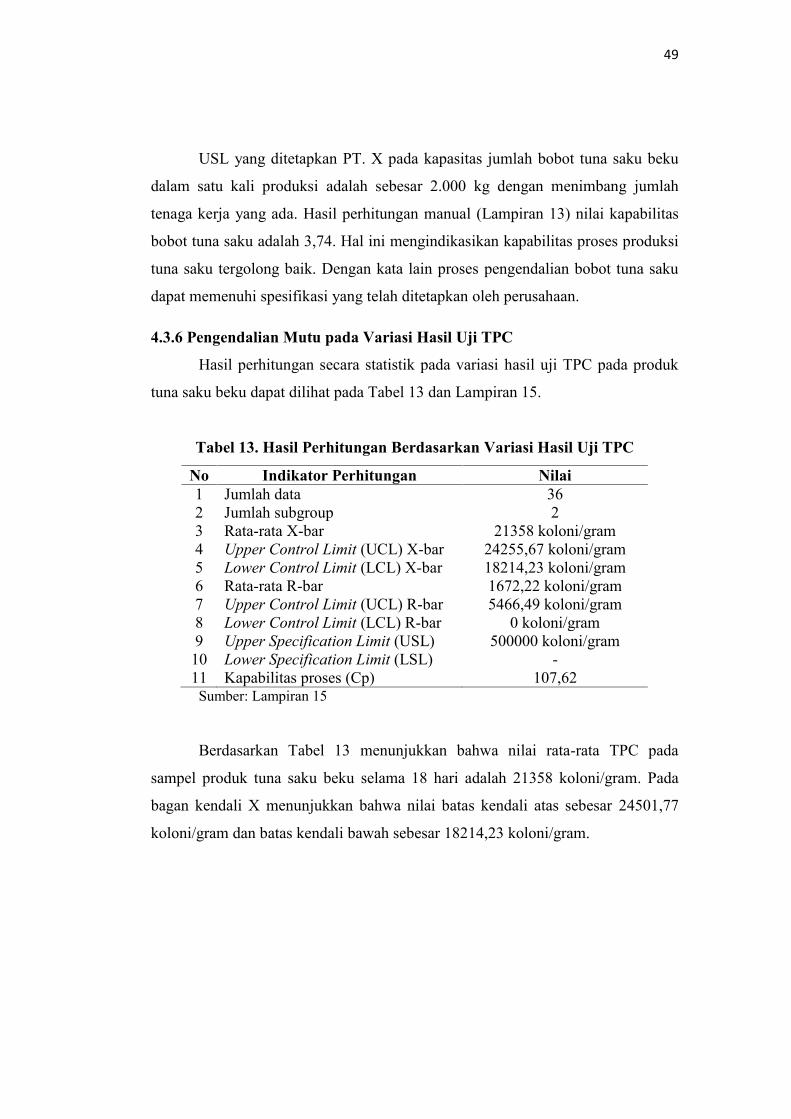
Tabel 13. Hasil Perhitungan Berdasarkan Variasi Hasil Uji TPC
No Indikator Perhitungan Nilai1 Jumlah data 362 Jumlah subgroup 23 Rata-rata X-bar 21358 koloni/gram4 Upper Control Limit (UCL) X-bar 24255,67 koloni/gram5 Lower Control Limit (LCL) X-bar 18214,23 koloni/gram6 Rata-rata R-bar 1672,22 koloni/gram7 Upper Control Limit (UCL) R-bar 5466,49 koloni/gram8 Lower Control Limit (LCL) R-bar 0 koloni/gram9 Upper Specification Limit (USL) 500000 koloni/gram10 Lower Specification Limit (LSL) -11 Kapabilitas proses (Cp) 107,62
Sumber: Lampiran 15
Berdasarkan Tabel 13 menunjukkan bahwa nilai rata-rata TPC pada
sampel produk tuna saku beku selama 18 hari adalah 21358 koloni/gram. Pada
bagan kendali X menunjukkan bahwa nilai batas kendali atas sebesar 24501,77
koloni/gram dan batas kendali bawah sebesar 18214,23 koloni/gram.

50
1715131197531
80000
60000
40000
20000
0
Sub Group (Hari ke- )
Meanmikroba(koloni/g)
__X = 21358UCL = 24501,77
LCL = 18214,23
1715131197531
6000
4500
3000
1500
0
Sub Group (Hari ke- )
Rangemikroba(koloni/g)
_R = 1672,22
UCL = 5466,49
LCL = 0
1
1
1
1
1
1
1
11
1
1
11
1
1
1
Bagan Kendali X-Bar dan R-Bar Hasil Uji TPC pada Tuna Saku Beku
= Proses terkendali= Proses terjadi penyimpangan
Gambar 12. Bagan Kendali X-Bar dan R-Bar TPC pada Tuna Saku Beku
Berdasarkan bagan kendali X (Gambar 12) yang dibuat menggunakan
program Minitab 15, menunjukkan bahwa jumlah koloni mikroba pada tuna saku
beku dalam keadaan tidak terkendali. Hal ini terlihat dari banyaknya titik
penyimpangan yang yang melewati batas kendali. Pada batas kendali atas terdapat
penyimpangan yang terjadi pada hari ke 2, 3, 7, 11, 12, 14 dan 18. Penyimpangan
ini terjadi karena proses penanganan kurang sanitasi dan tenaga kerja tidak dapat
mempertahankan rantai dingin. Penyebaran bakteri biasanya terjadi pada saat
proses pembuangan insang (gilling) dan penyiangan (gutting) (Sumner et al. 2004
dalam Hardiana 2009). Pada batas kendali bawah terdapat penyimpangan yang
terjadi pada hari ke 1, 4, 5, 6, 9, 10, 13, 15, dan 17. Penyimpangan yang terjadi
pada batas kendali bawah dalam artian “positif”. Karena penyimpangan terjadi
karena nilai hari ke 1, 4, 5, 6, 9, 10, 13, 15, dan 17 melewati angka LCL yang
berarti jumlah koloni mikroba semakin kecil.
Berdasarkan bagan kendali R (Gambar 12) yang dibuat menggunakan
program Minitab 15, menunjukkan bahwa nilai rata-rata selama 18 hari adalah

51
1672,22 koloni/gram dengan batas kendali atas sebesar 5466,49 koloni/gram dan
batas kendali bawah 0. Hasil analisis menggunakan bagan kendali R menunjukkan
bahwa hasil uji TPC pada tuna saku beku dalam keragaman yang terkendali. Hal
ini dikarenakan tidak terdapatnya titik penyimpangan.
Batas USL yang ditetapkan quality control di PT. X adalah sebesar
500.000 koloni/gram, karena PT. X mengacu pada syarat mutu yang telah
ditetapkan SNI (BSN 2006). Hasil perhitungan manual (Lampiran. 15), nilai
kapabilitas proses pengendalian jumlah koloni mikroba pada produk tuna saku
beku adalah 107,62. Hal ini mengindikasikan kapabilitas proses pengendalian
jumlah koloni mikroba tergolong baik dan stabil. Dengan kata lain proses
pengendalian jumlah koloni mikroba pada tuna saku beku dapat memenuhi
spesifikasi yang telah ditetapkan oleh perusahaan.
Top Related